fresagem capitulo ii
DESCRIPTION
Fresagem CNCTRANSCRIPT
Carlos Miranda 1
Curso de Programação CNC
Programação CNC
Carlos Miranda 2
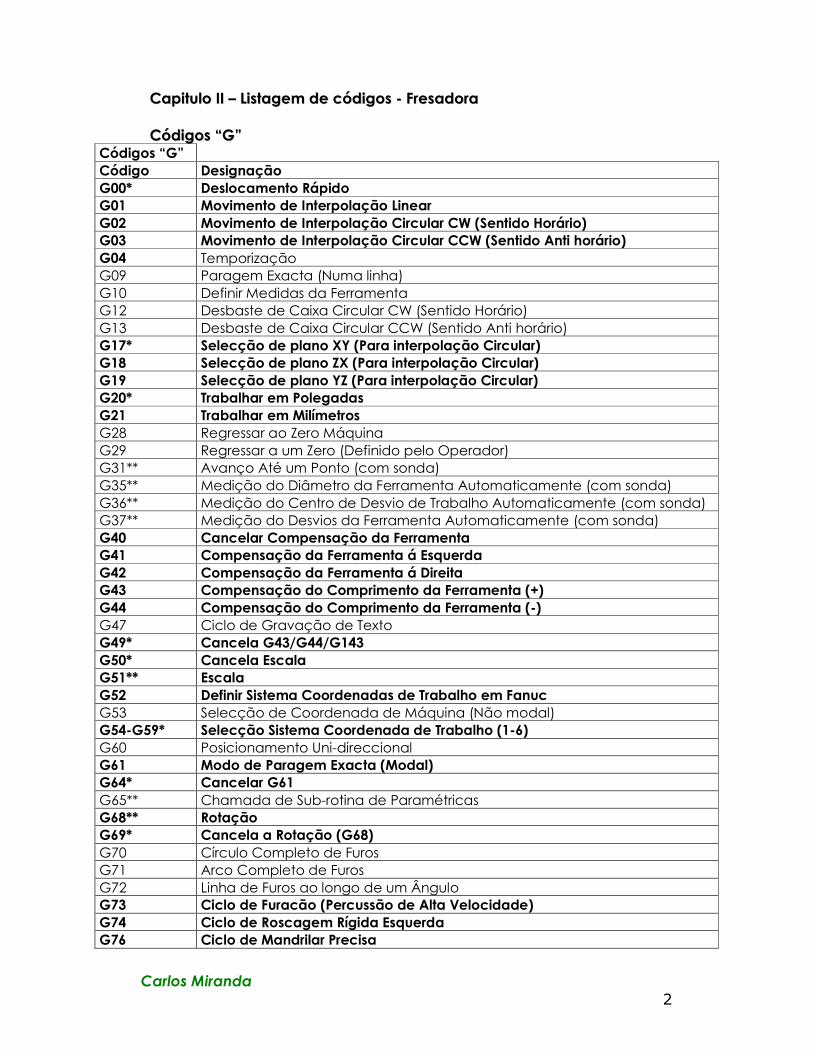
CCaappiittuulloo IIII –– LLiissttaaggeemm ddee ccóóddiiggooss -- FFrreessaaddoorraa
CCóóddiiggooss ““GG”” Códigos “G” Código Designação G00* Deslocamento Rápido G01 Movimento de Interpolação Linear G02 Movimento de Interpolação Circular CW (Sentido Horário) G03 Movimento de Interpolação Circular CCW (Sentido Anti horário) G04 Temporização G09 Paragem Exacta (Numa linha) G10 Definir Medidas da Ferramenta G12 Desbaste de Caixa Circular CW (Sentido Horário) G13 Desbaste de Caixa Circular CCW (Sentido Anti horário) G17* Selecção de plano XY (Para interpolação Circular) G18 Selecção de plano ZX (Para interpolação Circular) G19 Selecção de plano YZ (Para interpolação Circular) G20* Trabalhar em Polegadas G21 Trabalhar em Milímetros G28 Regressar ao Zero Máquina G29 Regressar a um Zero (Definido pelo Operador) G31** Avanço Até um Ponto (com sonda) G35** Medição do Diâmetro da Ferramenta Automaticamente (com sonda) G36** Medição do Centro de Desvio de Trabalho Automaticamente (com sonda) G37** Medição do Desvios da Ferramenta Automaticamente (com sonda) G40 Cancelar Compensação da Ferramenta G41 Compensação da Ferramenta á Esquerda G42 Compensação da Ferramenta á Direita G43 Compensação do Comprimento da Ferramenta (+) G44 Compensação do Comprimento da Ferramenta (-) G47 Ciclo de Gravação de Texto G49* Cancela G43/G44/G143 G50* Cancela Escala G51** Escala G52 Definir Sistema Coordenadas de Trabalho em Fanuc G53 Selecção de Coordenada de Máquina (Não modal) G54-G59* Selecção Sistema Coordenada de Trabalho (1-6) G60 Posicionamento Uni-direccional G61 Modo de Paragem Exacta (Modal) G64* Cancelar G61 G65** Chamada de Sub-rotina de Paramétricas G68** Rotação G69* Cancela a Rotação (G68) G70 Círculo Completo de Furos G71 Arco Completo de Furos G72 Linha de Furos ao longo de um Ângulo G73 Ciclo de Furacão (Percussão de Alta Velocidade) G74 Ciclo de Roscagem Rígida Esquerda G76 Ciclo de Mandrilar Precisa
Carlos Miranda 3
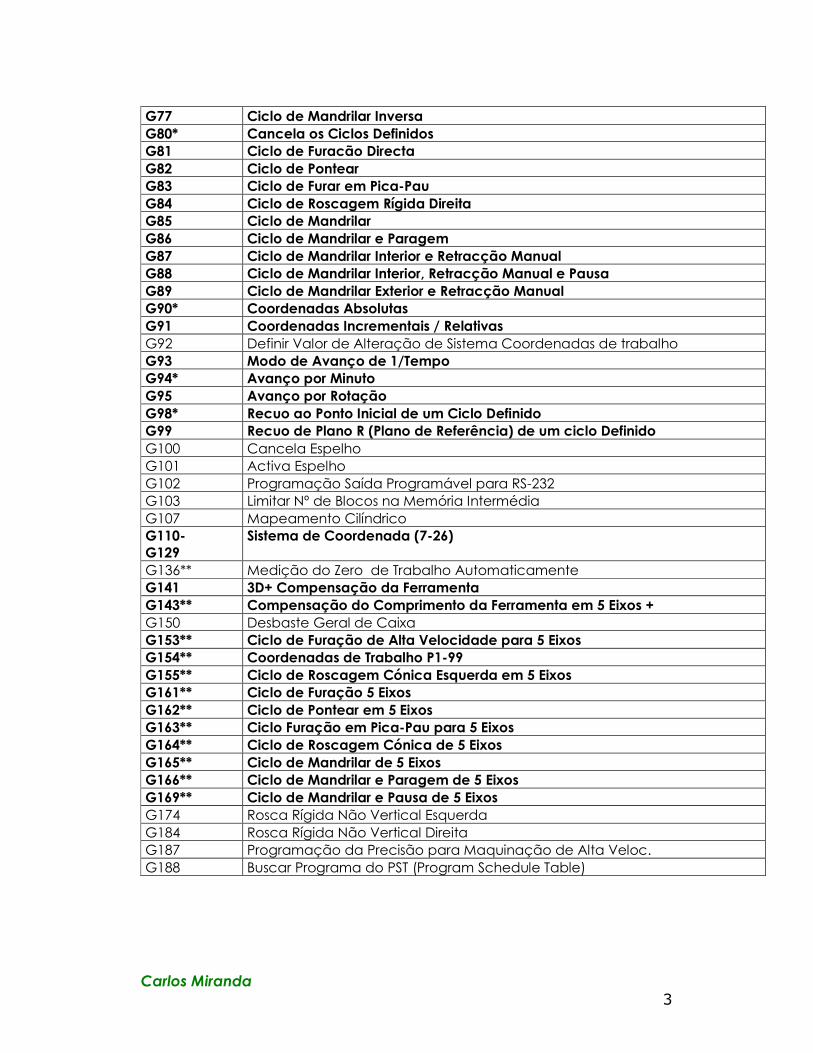
G77 Ciclo de Mandrilar Inversa G80* Cancela os Ciclos Definidos G81 Ciclo de Furacão Directa G82 Ciclo de Pontear G83 Ciclo de Furar em Pica-Pau G84 Ciclo de Roscagem Rígida Direita G85 Ciclo de Mandrilar G86 Ciclo de Mandrilar e Paragem G87 Ciclo de Mandrilar Interior e Retracção Manual G88 Ciclo de Mandrilar Interior, Retracção Manual e Pausa G89 Ciclo de Mandrilar Exterior e Retracção Manual G90* Coordenadas Absolutas G91 Coordenadas Incrementais / Relativas G92 Definir Valor de Alteração de Sistema Coordenadas de trabalho G93 Modo de Avanço de 1/Tempo G94* Avanço por Minuto G95 Avanço por Rotação G98* Recuo ao Ponto Inicial de um Ciclo Definido G99 Recuo de Plano R (Plano de Referência) de um ciclo Definido G100 Cancela Espelho G101 Activa Espelho G102 Programação Saída Programável para RS-232 G103 Limitar Nº de Blocos na Memória Intermédia G107 Mapeamento Cilíndrico G110- G129
Sistema de Coordenada (7-26)
G136** Medição do Zero de Trabalho Automaticamente G141 3D+ Compensação da Ferramenta G143** Compensação do Comprimento da Ferramenta em 5 Eixos + G150 Desbaste Geral de Caixa G153** Ciclo de Furação de Alta Velocidade para 5 Eixos G154** Coordenadas de Trabalho P1-99 G155** Ciclo de Roscagem Cónica Esquerda em 5 Eixos G161** Ciclo de Furação 5 Eixos G162** Ciclo de Pontear em 5 Eixos G163** Ciclo Furação em Pica-Pau para 5 Eixos G164** Ciclo de Roscagem Cónica de 5 Eixos G165** Ciclo de Mandrilar de 5 Eixos G166** Ciclo de Mandrilar e Paragem de 5 Eixos G169** Ciclo de Mandrilar e Pausa de 5 Eixos G174 Rosca Rígida Não Vertical Esquerda G184 Rosca Rígida Não Vertical Direita G187 Programação da Precisão para Maquinação de Alta Veloc. G188 Buscar Programa do PST (Program Schedule Table)
Carlos Miranda 4
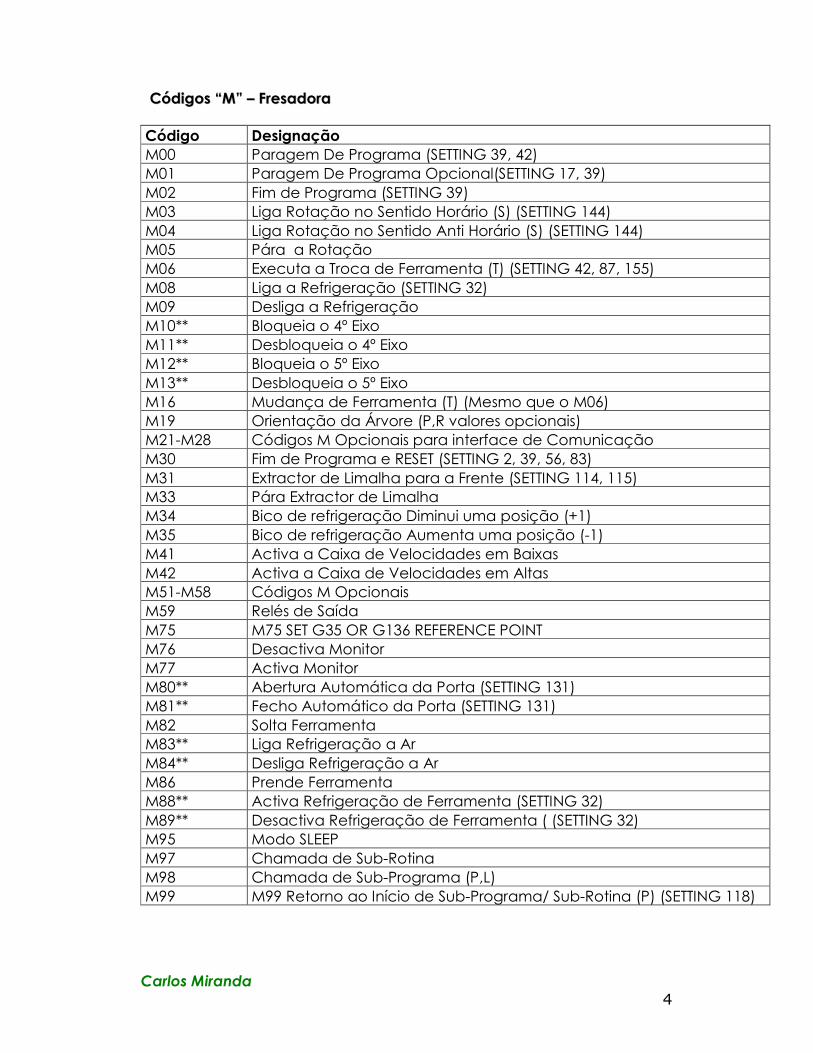
CCóóddiiggooss ““MM”” –– FFrreessaaddoorraa
Código Designação M00 Paragem De Programa (SETTING 39, 42) M01 Paragem De Programa Opcional(SETTING 17, 39) M02 Fim de Programa (SETTING 39) M03 Liga Rotação no Sentido Horário (S) (SETTING 144) M04 Liga Rotação no Sentido Anti Horário (S) (SETTING 144) M05 Pára a Rotação M06 Executa a Troca de Ferramenta (T) (SETTING 42, 87, 155) M08 Liga a Refrigeração (SETTING 32) M09 Desliga a Refrigeração M10** Bloqueia o 4º Eixo M11** Desbloqueia o 4º Eixo M12** Bloqueia o 5º Eixo M13** Desbloqueia o 5º Eixo M16 Mudança de Ferramenta (T) (Mesmo que o M06) M19 Orientação da Árvore (P,R valores opcionais) M21-M28 Códigos M Opcionais para interface de Comunicação M30 Fim de Programa e RESET (SETTING 2, 39, 56, 83) M31 Extractor de Limalha para a Frente (SETTING 114, 115) M33 Pára Extractor de Limalha M34 Bico de refrigeração Diminui uma posição (+1) M35 Bico de refrigeração Aumenta uma posição (-1) M41 Activa a Caixa de Velocidades em Baixas M42 Activa a Caixa de Velocidades em Altas M51-M58 Códigos M Opcionais M59 Relés de Saída M75 M75 SET G35 OR G136 REFERENCE POINT M76 Desactiva Monitor M77 Activa Monitor M80** Abertura Automática da Porta (SETTING 131) M81** Fecho Automático da Porta (SETTING 131) M82 Solta Ferramenta M83** Liga Refrigeração a Ar M84** Desliga Refrigeração a Ar M86 Prende Ferramenta M88** Activa Refrigeração de Ferramenta (SETTING 32) M89** Desactiva Refrigeração de Ferramenta ( (SETTING 32) M95 Modo SLEEP M97 Chamada de Sub-Rotina M98 Chamada de Sub-Programa (P,L) M99 M99 Retorno ao Início de Sub-Programa/ Sub-Rotina (P) (SETTING 118)
Carlos Miranda 5
CCaappiittuulloo IIIIII –– CCoommaannddooss ddee PPrrooggrraammaaççããoo
DDeessccrriiççããoo ddee MMoovviimmeennttooss ddaa MMááqquuiinnaa
CCoommppeennssaaççããoo ddoo RRaaiioo ddaa ffeerrrraammeennttaa
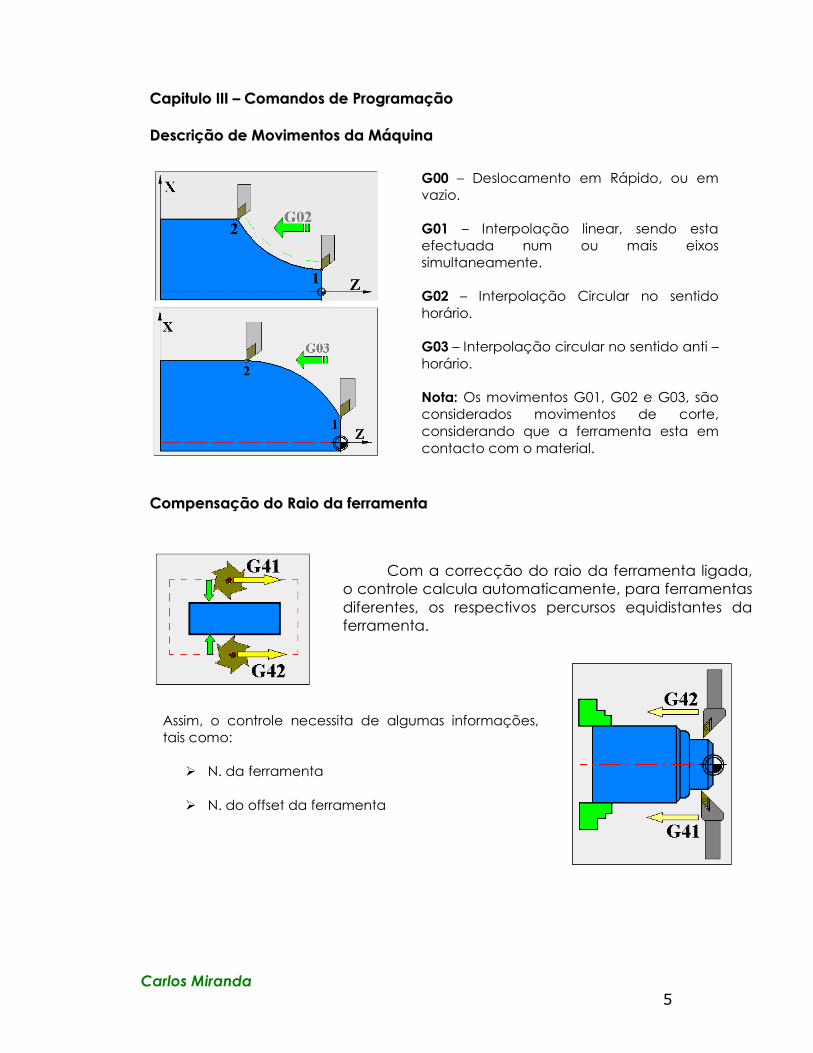
G00 – Deslocamento em Rápido, ou em vazio. G01 – Interpolação linear, sendo esta efectuada num ou mais eixos simultaneamente. G02 – Interpolação Circular no sentido horário. G03 – Interpolação circular no sentido anti – horário. Nota: Os movimentos G01, G02 e G03, são considerados movimentos de corte, considerando que a ferramenta esta em contacto com o material.
Com a correcção do raio da ferramenta ligada, o controle calcula automaticamente, para ferramentas diferentes, os respectivos percursos equidistantes da ferramenta.
Assim, o controle necessita de algumas informações, tais como:
� N. da ferramenta � N. do offset da ferramenta
Carlos Miranda 6
CChhaannffrroo
RRaaiioo
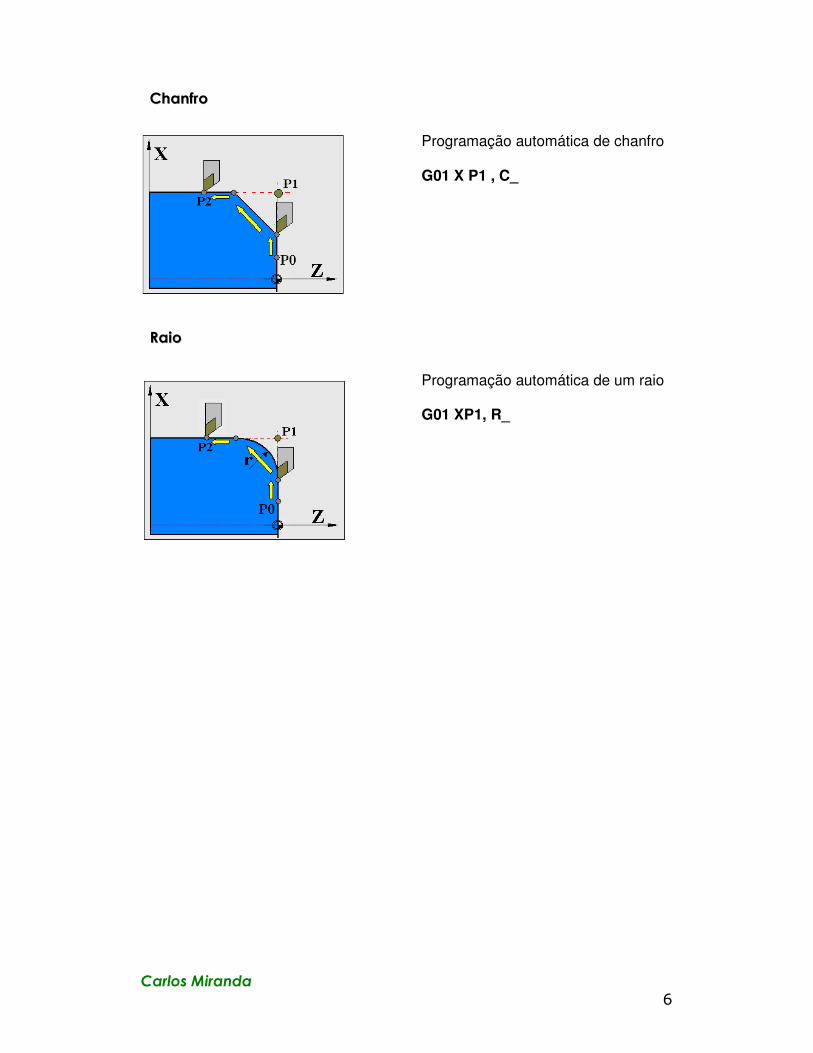
Programação automática de chanfro G01 X P1 , C_
Programação automática de um raio G01 XP1, R_

Carlos Miranda 7
2 . 9 P A I N E L D E C O N TR O L D O O P E R A T O R
TTeeccllaaddoo ddoo ppaaiinneell ddee ccoonntt rroo lloo
É importante estar ciente do modo de trabalho seleccionado para o CNC. Há seis modos de trabalho e um modo de simulação neste controle. O modo de trabalho é seleccionado com as seis teclas em forma de seta:
PAINEL DE CONTROLO COM OS DIFERENTES GRUPOS DE TECLAS
Carlos Miranda 8
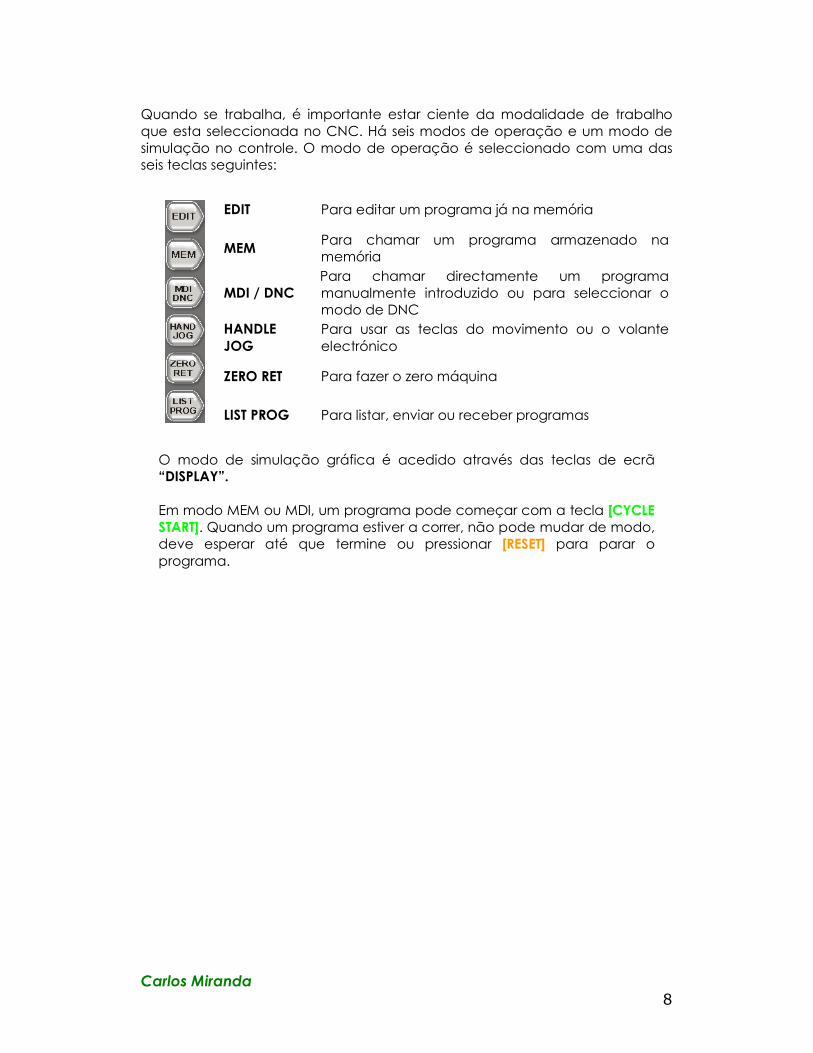
Quando se trabalha, é importante estar ciente da modalidade de trabalho que esta seleccionada no CNC. Há seis modos de operação e um modo de simulação no controle. O modo de operação é seleccionado com uma das seis teclas seguintes:
EDIT Para editar um programa já na memória
MEM Para chamar um programa armazenado na memória
MDI / DNC Para chamar directamente um programa manualmente introduzido ou para seleccionar o modo de DNC
HANDLE JOG
Para usar as teclas do movimento ou o volante electrónico
ZERO RET Para fazer o zero máquina
LIST PROG Para listar, enviar ou receber programas
O modo de simulação gráfica é acedido através das teclas de ecrã “DISPLAY”. Em modo MEM ou MDI, um programa pode começar com a tecla [CYCLE START]. Quando um programa estiver a correr, não pode mudar de modo, deve esperar até que termine ou pressionar [RESET] para parar o programa.
Carlos Miranda 9
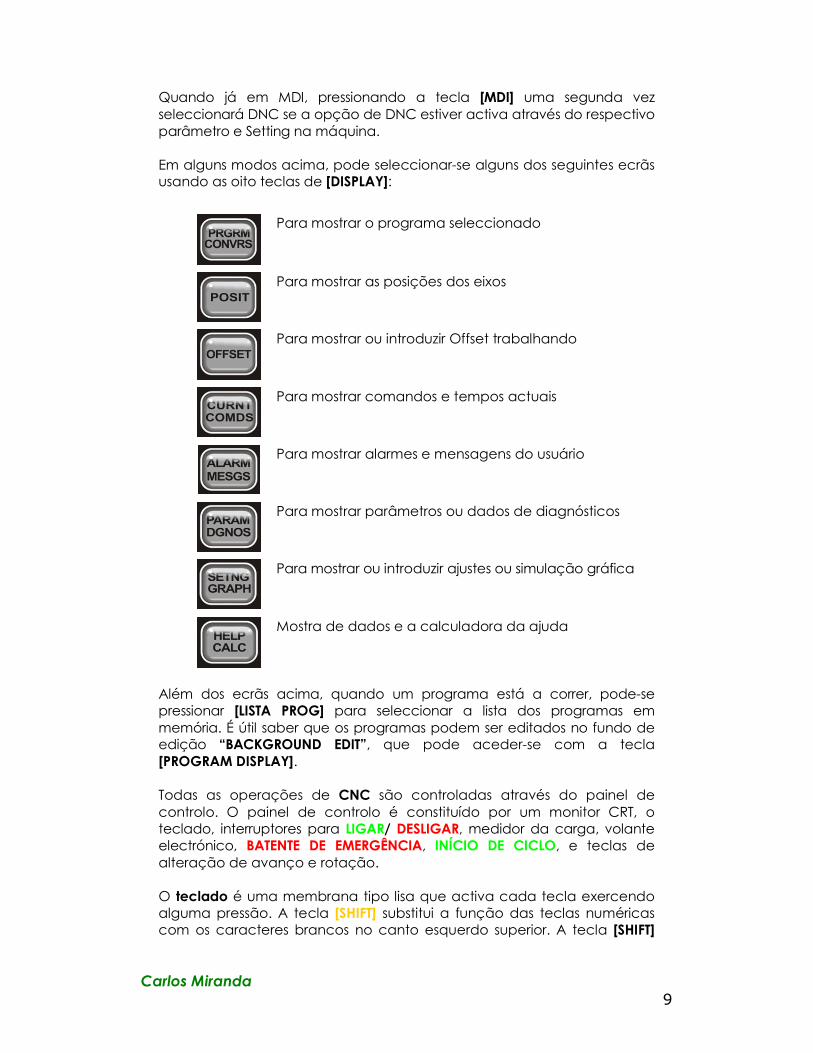
Quando já em MDI, pressionando a tecla [MDI] uma segunda vez seleccionará DNC se a opção de DNC estiver activa através do respectivo parâmetro e Setting na máquina. Em alguns modos acima, pode seleccionar-se alguns dos seguintes ecrãs usando as oito teclas de [DISPLAY]:
Para mostrar o programa seleccionado
Para mostrar as posições dos eixos
Para mostrar ou introduzir Offset trabalhando
Para mostrar comandos e tempos actuais
Para mostrar alarmes e mensagens do usuário
Para mostrar parâmetros ou dados de diagnósticos
Para mostrar ou introduzir ajustes ou simulação gráfica
Mostra de dados e a calculadora da ajuda
Além dos ecrãs acima, quando um programa está a correr, pode-se pressionar [LISTA PROG] para seleccionar a lista dos programas em memória. É útil saber que os programas podem ser editados no fundo de edição “BACKGROUND EDIT”, que pode aceder-se com a tecla [PROGRAM DISPLAY]. Todas as operações de CNC são controladas através do painel de controlo. O painel de controlo é constituído por um monitor CRT, o teclado, interruptores para LIGAR/ DESLIGAR, medidor da carga, volante electrónico, BATENTE DE EMERGÊNCIA, INÍCIO DE CICLO, e teclas de alteração de avanço e rotação. O teclado é uma membrana tipo lisa que activa cada tecla exercendo alguma pressão. A tecla [SHIFT] substitui a função das teclas numéricas com os caracteres brancos no canto esquerdo superior. A tecla [SHIFT]
Carlos Miranda 10
deve ser pressionada uma vez antes de activar o segundo carácter de cada tecla. Pressionar a tecla [SHIFT] duas vezes desactiva esta função. O volante electrónico no controlo é usado para movimentar cada um dos eixos. A escala do volante pode seleccionar-se fazendo corresponder a cada traço 0.0001, 0.001, 0.01 ou 0.1 da polegada ou (0.001, 0.01, 0.1 ou 1.0 grau por traço para um eixo rotativo). Ao usar unidades métricas, o passo menor do volante do comando é 0.001 milímetro e o maior é 1.0 milímetro. O volante do comando tem 100 passos por rotação. Pode também ser usado para mover o cursor do monitor quando se estiver no modo “EDIT” em modo de edição, ou alterar o avanço/rotação com variação ±1%. A tecla de [PARAGEM DE EMERGÊNCIA], pára imediatamente todos os movimentos da máquina, incluindo os accionamentos, a rotação da árvore, o carregador da ferramenta, e a bomba de refrigeração. Pára também todos os eixos auxiliares se existirem. A tecla [CYCLE START] inicia um programa que esteja em modo de MEM ou em MDI, para continuar o movimento depois de a tecla [FEED HOLD] seja pressionada ou continuar após a paragem no fim da execução de um bloco, quando estejamos a trabalhar BLOCO A BLOCO. A tecla [CYCLE START] do volante electrónico opcional executa exactamente as mesmas funções. [FEED HOLD] pára todo o movimento de eixos até que seja pressionada a tecla [CYCLE START]. A tecla [FEED HOLD] no volante electrónico opcional executará exactamente as mesmas funções.
AVISO! A tecla [FEED HOLD] não pára a rotação da árvore, o sistema de troca de ferramenta, ou a bomba de refrigeração, assim como, o movimento de nenhuns dos eixos auxiliares.
O INTERRUPTOR DE CHAVE opcional de bloqueio da memória impedirá que o operador edite programas e altere settings quando virado para a posição de bloqueada. Descrição da hierarquia dos bloqueios:
O INTERRUPTOR DE CHAVE bloqueia os Settings e todos os programas. Setting 7 parâmetros bloqueados; os parâmetros 57, 209 e 278 bloqueiam outras características. Setting 8 bloqueia todos os programas. Setting 23 bloqueia os programas 9xxx. Setting 119 bloqueia offsets. Setting 120 bloqueia as macro variáveis.
A tecla [SINGLE BLOCK] no teclado activa e desactiva a opção BLOCO A BLOCO. Quando [SINGLE BLOCK] estiver activo, o controle executa um
Carlos Miranda 11
bloco e pára. Cada vez que se pressiona a tecla [CYCLE START] é executado mais um bloco. A tecla [RESET] no teclado pára sempre o movimento accionamentos, da árvore, da bomba de refrigeração, e do sistema de troca da ferramenta. Interrompe também o programa que estiver a correr. Este não é, entretanto, um método recomendado para parar a máquina porque pode ser difícil recomeçar o programa a partir desse ponto. As teclas [SINGLE BLOCK] e [FEED HOLD] prevêem a continuação do programa. A tecla [RESET] não pára o movimento de nenhuns dos eixos auxiliares mas estes param no fim de todo o movimento em execução.
TTeeccllaass DDee FFuunnççããoo
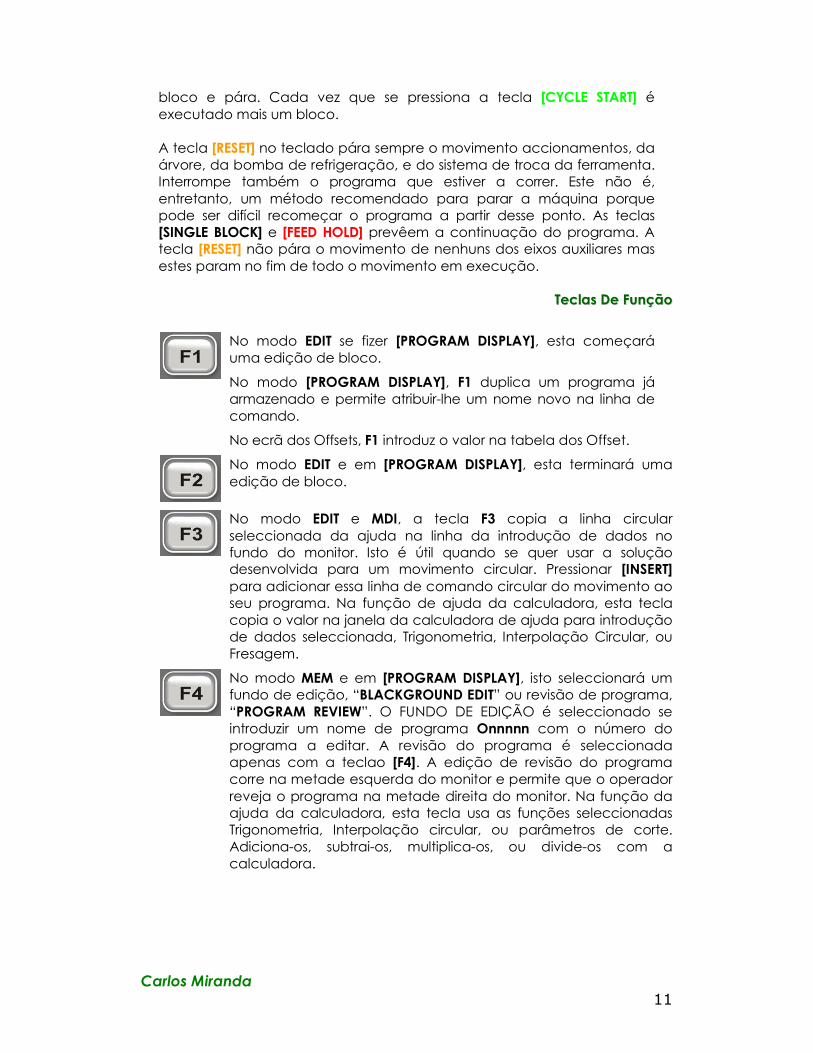
No modo EDIT se fizer [PROGRAM DISPLAY], esta começará uma edição de bloco.
No modo [PROGRAM DISPLAY], F1 duplica um programa já armazenado e permite atribuir-lhe um nome novo na linha de comando.
No ecrã dos Offsets, F1 introduz o valor na tabela dos Offset.
No modo EDIT e em [PROGRAM DISPLAY], esta terminará uma edição de bloco.
No modo EDIT e MDI, a tecla F3 copia a linha circular seleccionada da ajuda na linha da introdução de dados no fundo do monitor. Isto é útil quando se quer usar a solução desenvolvida para um movimento circular. Pressionar [INSERT] para adicionar essa linha de comando circular do movimento ao seu programa. Na função de ajuda da calculadora, esta tecla copia o valor na janela da calculadora de ajuda para introdução de dados seleccionada, Trigonometria, Interpolação Circular, ou Fresagem.
No modo MEM e em [PROGRAM DISPLAY], isto seleccionará um fundo de edição, “BLACKGROUND EDIT” ou revisão de programa, “PROGRAM REVIEW”. O FUNDO DE EDIÇÃO é seleccionado se introduzir um nome de programa Onnnnn com o número do programa a editar. A revisão do programa é seleccionada apenas com a teclao [F4]. A edição de revisão do programa corre na metade esquerda do monitor e permite que o operador reveja o programa na metade direita do monitor. Na função da ajuda da calculadora, esta tecla usa as funções seleccionadas Trigonometria, Interpolação circular, ou parâmetros de corte. Adiciona-os, subtrai-os, multiplica-os, ou divide-os com a calculadora.
Carlos Miranda 12
2 . 1 1 T E C L A D O O teclado do painel de controlo é dividido em nove partes. Temos:
Teclas de RESET Três (3) teclas
Teclas de FUNCTION Oito (8) teclas
Teclas de JOG Quinze (15) teclas
OVERRIDES Dezasseis (16) teclas
DISPLAYS Oito (8) teclas
Teclas de CURSOR Oito (8) teclas
Teclas de ALPHA Trinta (30) teclas
Teclas de MODE Trinta (30) teclas
Teclas de NUMERIC Quinze (15) teclas
Breve descrição do uso das teclas do painel de controlo.
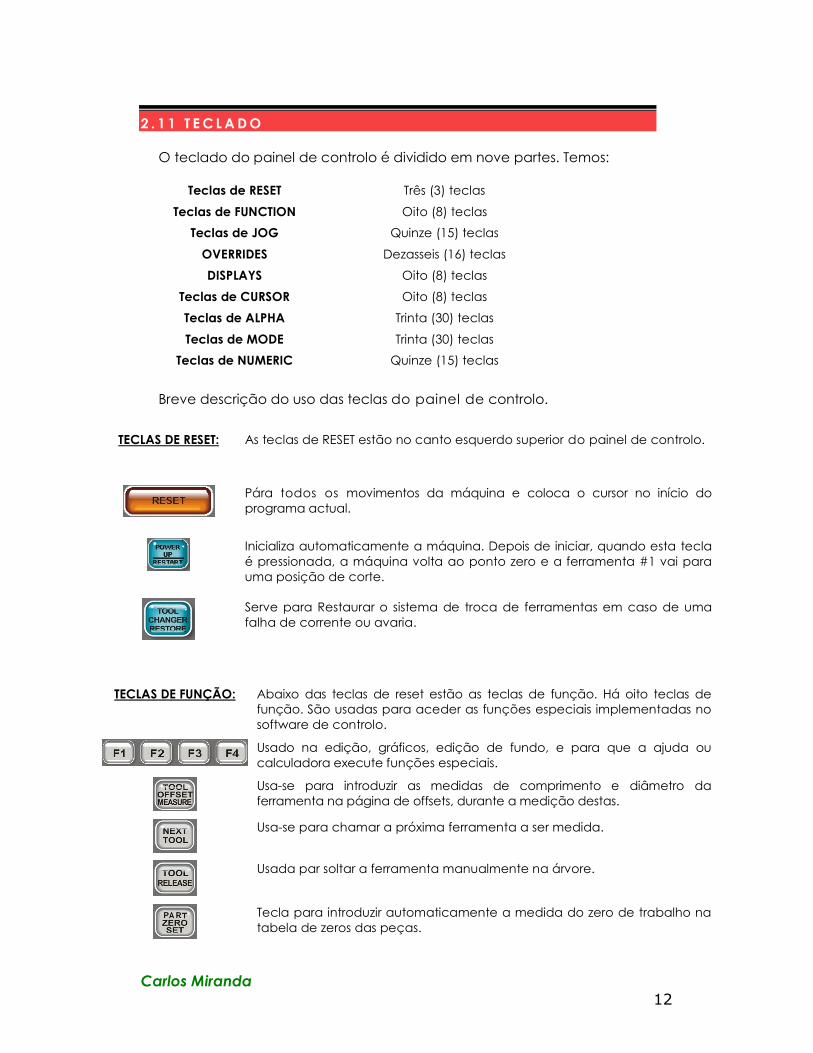
TECLAS DE RESET: As teclas de RESET estão no canto esquerdo superior do painel de controlo.
Pára todos os movimentos da máquina e coloca o cursor no início do programa actual.
Inicializa automaticamente a máquina. Depois de iniciar, quando esta tecla é pressionada, a máquina volta ao ponto zero e a ferramenta #1 vai para uma posição de corte.
Serve para Restaurar o sistema de troca de ferramentas em caso de uma falha de corrente ou avaria.
TECLAS DE FUNÇÃO: Abaixo das teclas de reset estão as teclas de função. Há oito teclas de função. São usadas para aceder as funções especiais implementadas no software de controlo.
Usado na edição, gráficos, edição de fundo, e para que a ajuda ou calculadora execute funções especiais.
Usa-se para introduzir as medidas de comprimento e diâmetro da ferramenta na página de offsets, durante a medição destas.
Usa-se para chamar a próxima ferramenta a ser medida.
Usada par soltar a ferramenta manualmente na árvore.
Tecla para introduzir automaticamente a medida do zero de trabalho na tabela de zeros das peças.
Carlos Miranda 13
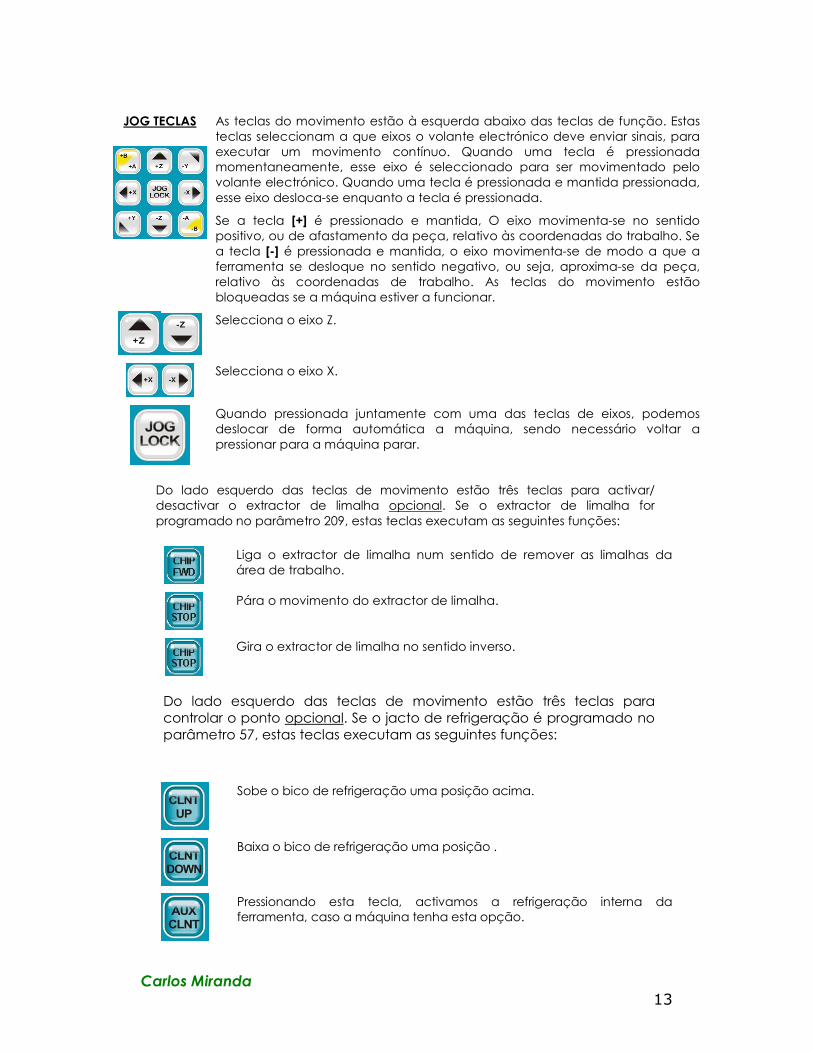
JOG TECLAS As teclas do movimento estão à esquerda abaixo das teclas de função. Estas teclas seleccionam a que eixos o volante electrónico deve enviar sinais, para executar um movimento contínuo. Quando uma tecla é pressionada momentaneamente, esse eixo é seleccionado para ser movimentado pelo volante electrónico. Quando uma tecla é pressionada e mantida pressionada, esse eixo desloca-se enquanto a tecla é pressionada.
Se a tecla [+] é pressionado e mantida, O eixo movimenta-se no sentido positivo, ou de afastamento da peça, relativo às coordenadas do trabalho. Se a tecla [-] é pressionada e mantida, o eixo movimenta-se de modo a que a ferramenta se desloque no sentido negativo, ou seja, aproxima-se da peça, relativo às coordenadas de trabalho. As teclas do movimento estão bloqueadas se a máquina estiver a funcionar.
Selecciona o eixo Z.
Selecciona o eixo X.
Quando pressionada juntamente com uma das teclas de eixos, podemos deslocar de forma automática a máquina, sendo necessário voltar a pressionar para a máquina parar.
Do lado esquerdo das teclas de movimento estão três teclas para activar/ desactivar o extractor de limalha opcional. Se o extractor de limalha for programado no parâmetro 209, estas teclas executam as seguintes funções:
Do lado esquerdo das teclas de movimento estão três teclas para controlar o ponto opcional. Se o jacto de refrigeração é programado no parâmetro 57, estas teclas executam as seguintes funções:
Liga o extractor de limalha num sentido de remover as limalhas da área de trabalho.
Pára o movimento do extractor de limalha.
Gira o extractor de limalha no sentido inverso.
Sobe o bico de refrigeração uma posição acima.
Baixa o bico de refrigeração uma posição .
Pressionando esta tecla, activamos a refrigeração interna da ferramenta, caso a máquina tenha esta opção.
Carlos Miranda 14
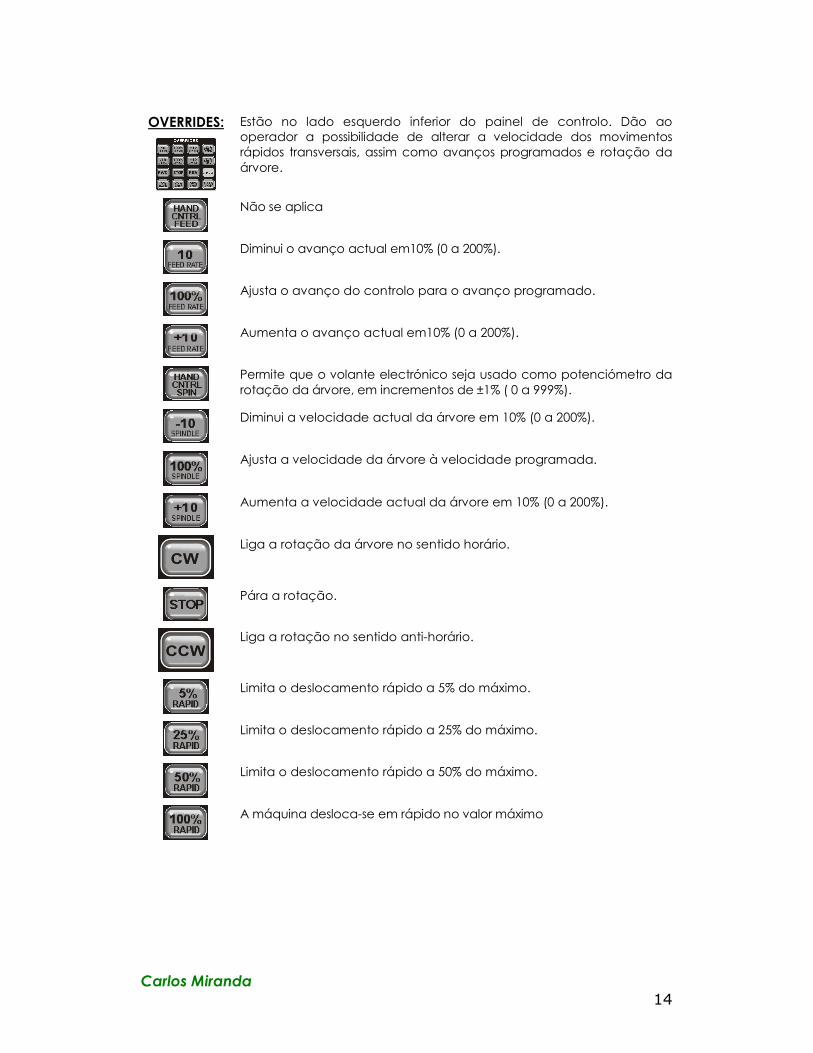
OVERRIDES:
Estão no lado esquerdo inferior do painel de controlo. Dão ao operador a possibilidade de alterar a velocidade dos movimentos rápidos transversais, assim como avanços programados e rotação da árvore.
Não se aplica
Diminui o avanço actual em10% (0 a 200%).
Ajusta o avanço do controlo para o avanço programado.
Aumenta o avanço actual em10% (0 a 200%).
Permite que o volante electrónico seja usado como potenciómetro da rotação da árvore, em incrementos de ±1% ( 0 a 999%).
Diminui a velocidade actual da árvore em 10% (0 a 200%).
Ajusta a velocidade da árvore à velocidade programada.
Aumenta a velocidade actual da árvore em 10% (0 a 200%).
Liga a rotação da árvore no sentido horário.
Pára a rotação.
Liga a rotação no sentido anti-horário.
Limita o deslocamento rápido a 5% do máximo.
Limita o deslocamento rápido a 25% do máximo.
Limita o deslocamento rápido a 50% do máximo.
A máquina desloca-se em rápido no valor máximo
Carlos Miranda 15
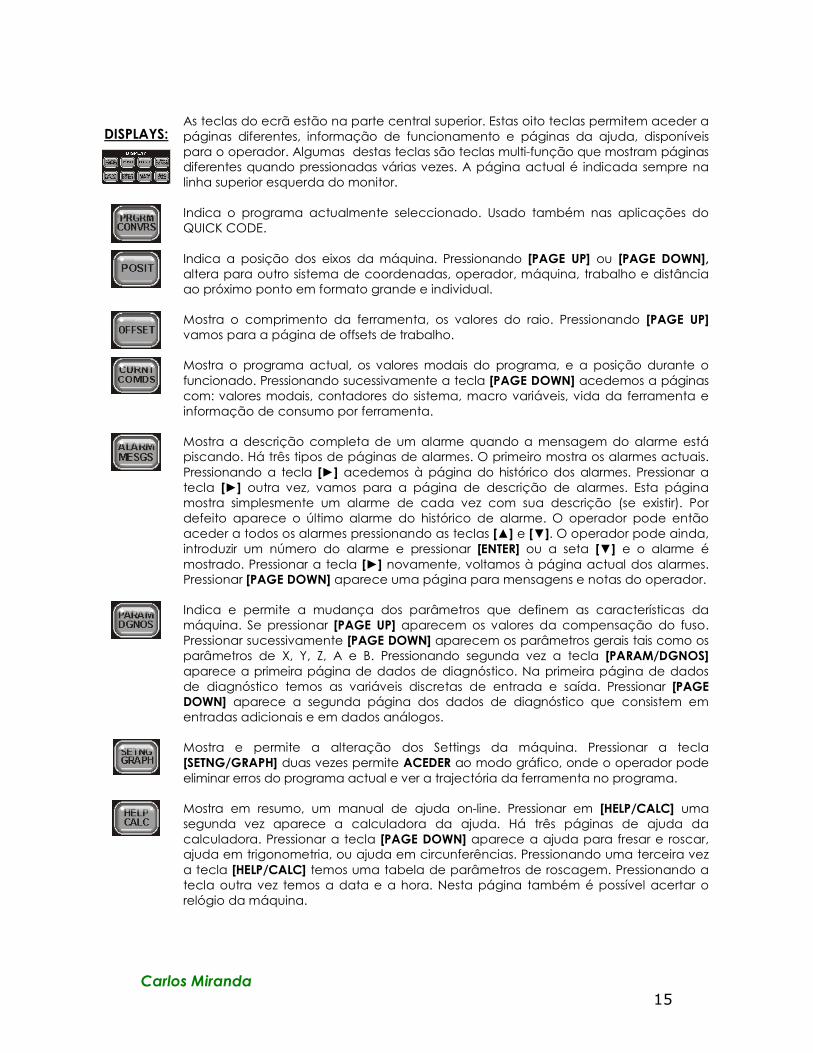
DISPLAYS:
As teclas do ecrã estão na parte central superior. Estas oito teclas permitem aceder a páginas diferentes, informação de funcionamento e páginas da ajuda, disponíveis para o operador. Algumas destas teclas são teclas multi-função que mostram páginas diferentes quando pressionadas várias vezes. A página actual é indicada sempre na linha superior esquerda do monitor.
Indica o programa actualmente seleccionado. Usado também nas aplicações do QUICK CODE.
Indica a posição dos eixos da máquina. Pressionando [PAGE UP] ou [PAGE DOWN], altera para outro sistema de coordenadas, operador, máquina, trabalho e distância ao próximo ponto em formato grande e individual.
Mostra o comprimento da ferramenta, os valores do raio. Pressionando [PAGE UP] vamos para a página de offsets de trabalho.
Mostra o programa actual, os valores modais do programa, e a posição durante o funcionado. Pressionando sucessivamente a tecla [PAGE DOWN] acedemos a páginas com: valores modais, contadores do sistema, macro variáveis, vida da ferramenta e informação de consumo por ferramenta.
Mostra a descrição completa de um alarme quando a mensagem do alarme está piscando. Há três tipos de páginas de alarmes. O primeiro mostra os alarmes actuais. Pressionando a tecla [►] acedemos à página do histórico dos alarmes. Pressionar a tecla [►] outra vez, vamos para a página de descrição de alarmes. Esta página mostra simplesmente um alarme de cada vez com sua descrição (se existir). Por defeito aparece o último alarme do histórico de alarme. O operador pode então aceder a todos os alarmes pressionando as teclas [▲] e [▼]. O operador pode ainda, introduzir um número do alarme e pressionar [ENTER] ou a seta [▼] e o alarme é mostrado. Pressionar a tecla [►] novamente, voltamos à página actual dos alarmes. Pressionar [PAGE DOWN] aparece uma página para mensagens e notas do operador.
Indica e permite a mudança dos parâmetros que definem as características da máquina. Se pressionar [PAGE UP] aparecem os valores da compensação do fuso. Pressionar sucessivamente [PAGE DOWN] aparecem os parâmetros gerais tais como os parâmetros de X, Y, Z, A e B. Pressionando segunda vez a tecla [PARAM/DGNOS] aparece a primeira página de dados de diagnóstico. Na primeira página de dados de diagnóstico temos as variáveis discretas de entrada e saída. Pressionar [PAGE DOWN] aparece a segunda página dos dados de diagnóstico que consistem em entradas adicionais e em dados análogos.
Mostra e permite a alteração dos Settings da máquina. Pressionar a tecla [SETNG/GRAPH] duas vezes permite ACEDER ao modo gráfico, onde o operador pode eliminar erros do programa actual e ver a trajectória da ferramenta no programa.
Mostra em resumo, um manual de ajuda on-line. Pressionar em [HELP/CALC] uma segunda vez aparece a calculadora da ajuda. Há três páginas de ajuda da calculadora. Pressionar a tecla [PAGE DOWN] aparece a ajuda para fresar e roscar, ajuda em trigonometria, ou ajuda em circunferências. Pressionando uma terceira vez a tecla [HELP/CALC] temos uma tabela de parâmetros de roscagem. Pressionando a tecla outra vez temos a data e a hora. Nesta página também é possível acertar o relógio da máquina.
Carlos Miranda 16
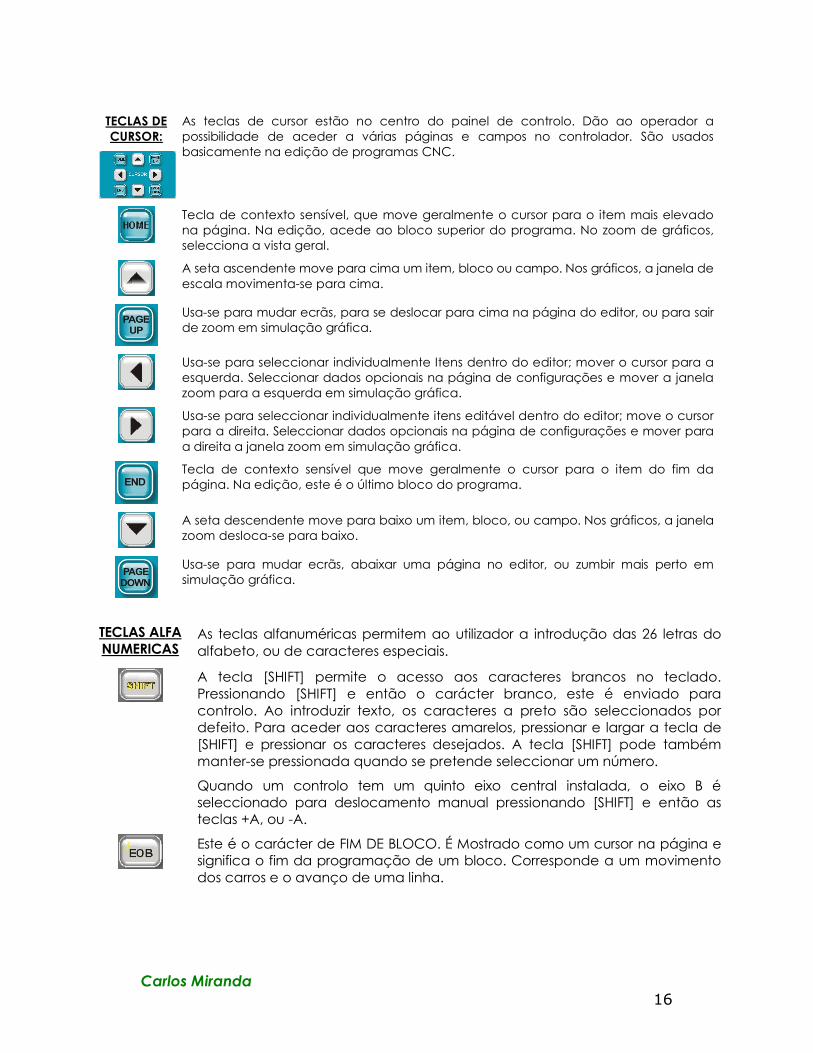
TECLAS DE CURSOR:
As teclas de cursor estão no centro do painel de controlo. Dão ao operador a possibilidade de aceder a várias páginas e campos no controlador. São usados basicamente na edição de programas CNC.
Tecla de contexto sensível, que move geralmente o cursor para o item mais elevado na página. Na edição, acede ao bloco superior do programa. No zoom de gráficos, selecciona a vista geral.
A seta ascendente move para cima um item, bloco ou campo. Nos gráficos, a janela de escala movimenta-se para cima.
Usa-se para mudar ecrãs, para se deslocar para cima na página do editor, ou para sair de zoom em simulação gráfica.
Usa-se para seleccionar individualmente Itens dentro do editor; mover o cursor para a esquerda. Seleccionar dados opcionais na página de configurações e mover a janela zoom para a esquerda em simulação gráfica.
Usa-se para seleccionar individualmente itens editável dentro do editor; move o cursor para a direita. Seleccionar dados opcionais na página de configurações e mover para a direita a janela zoom em simulação gráfica.
Tecla de contexto sensível que move geralmente o cursor para o item do fim da página. Na edição, este é o último bloco do programa.
A seta descendente move para baixo um item, bloco, ou campo. Nos gráficos, a janela zoom desloca-se para baixo.
Usa-se para mudar ecrãs, abaixar uma página no editor, ou zumbir mais perto em simulação gráfica.
TECLAS ALFA NUMERICAS
As teclas alfanuméricas permitem ao utilizador a introdução das 26 letras do alfabeto, ou de caracteres especiais.
A tecla [SHIFT] permite o acesso aos caracteres brancos no teclado. Pressionando [SHIFT] e então o carácter branco, este é enviado para controlo. Ao introduzir texto, os caracteres a preto são seleccionados por defeito. Para aceder aos caracteres amarelos, pressionar e largar a tecla de [SHIFT] e pressionar os caracteres desejados. A tecla [SHIFT] pode também manter-se pressionada quando se pretende seleccionar um número.
Quando um controlo tem um quinto eixo central instalada, o eixo B é seleccionado para deslocamento manual pressionando [SHIFT] e então as teclas +A, ou -A.
Este é o carácter de FIM DE BLOCO. É Mostrado como um cursor na página e significa o fim da programação de um bloco. Corresponde a um movimento dos carros e o avanço de uma linha.
Carlos Miranda 17
Curso de Programação CNC
Parte I
Fresagem
Carlos Miranda 18
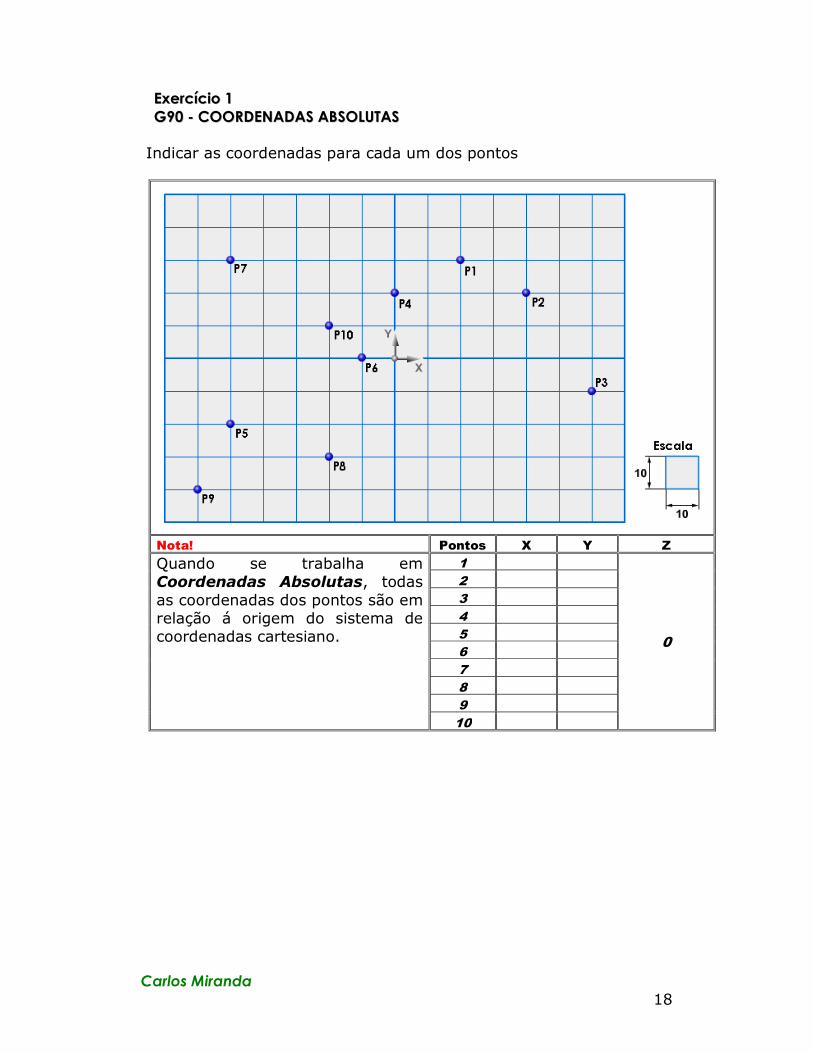
EExxeerrccíícciioo 11 GG9900 -- CCOOOORRDDEENNAADDAASS AABBSSOOLLUUTTAASS
Indicar as coordenadas para cada um dos pontos
Nota! Pontos X Y Z
Quando se trabalha em Coordenadas Absolutas, todas as coordenadas dos pontos são em relação á origem do sistema de coordenadas cartesiano.
1
0
2 3 4 5 6 7 8 9 10
Carlos Miranda 19
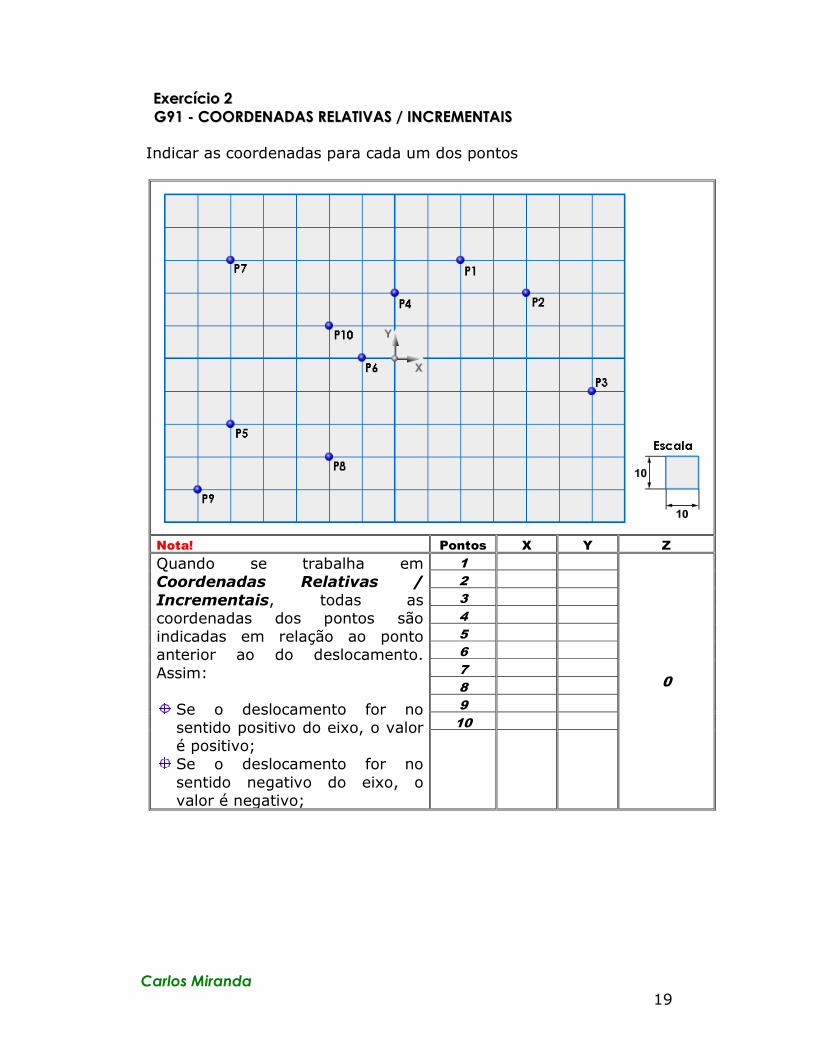
EExxeerrccíícciioo 22
GG9911 -- CCOOOORRDDEENNAADDAASS RREELLAATTIIVVAASS // IINNCCRREEMMEENNTTAAIISS Indicar as coordenadas para cada um dos pontos
Nota! Pontos X Y Z
Quando se trabalha em Coordenadas Relativas /
Incrementais, todas as coordenadas dos pontos são indicadas em relação ao ponto anterior ao do deslocamento. Assim:
Se o deslocamento for no sentido positivo do eixo, o valor é positivo;
Se o deslocamento for no sentido negativo do eixo, o valor é negativo;
1
0
2 3 4 5 6 7 8 9 10
Carlos Miranda 20
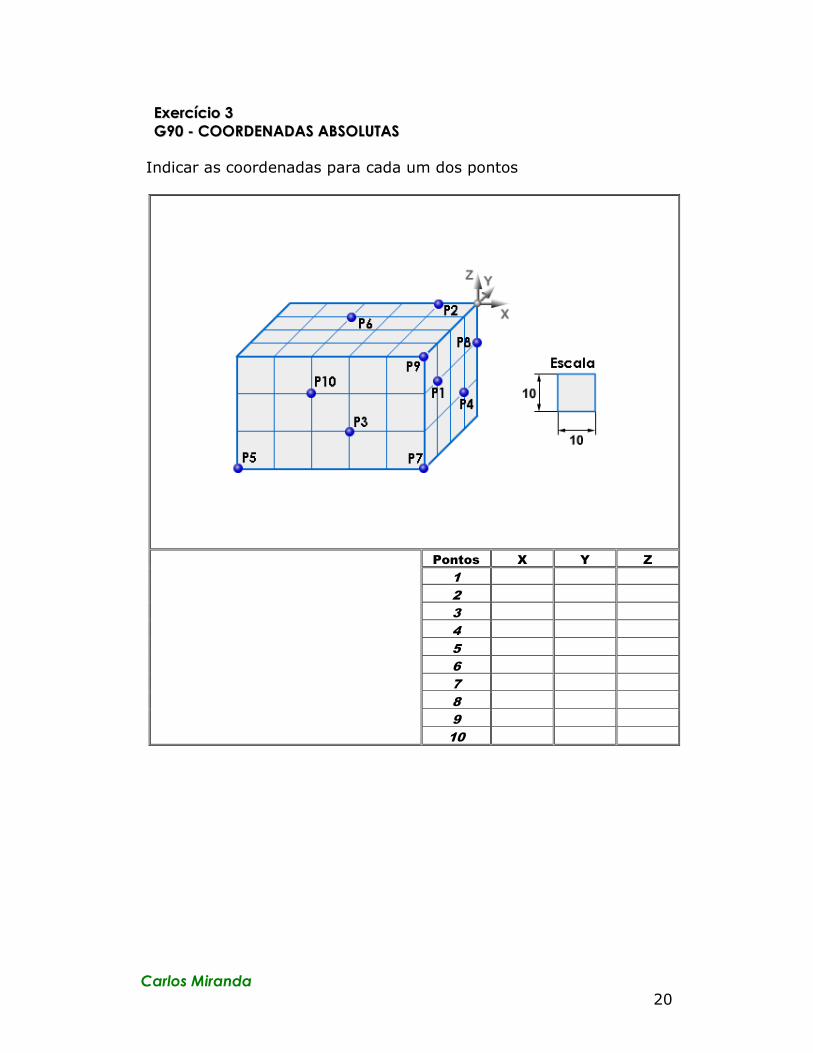
EExxeerrccíícciioo 33 GG9900 -- CCOOOORRDDEENNAADDAASS AABBSSOOLLUUTTAASS
Indicar as coordenadas para cada um dos pontos
Pontos X Y Z
1 2 3 4 5 6 7 8 9 10
Carlos Miranda 21
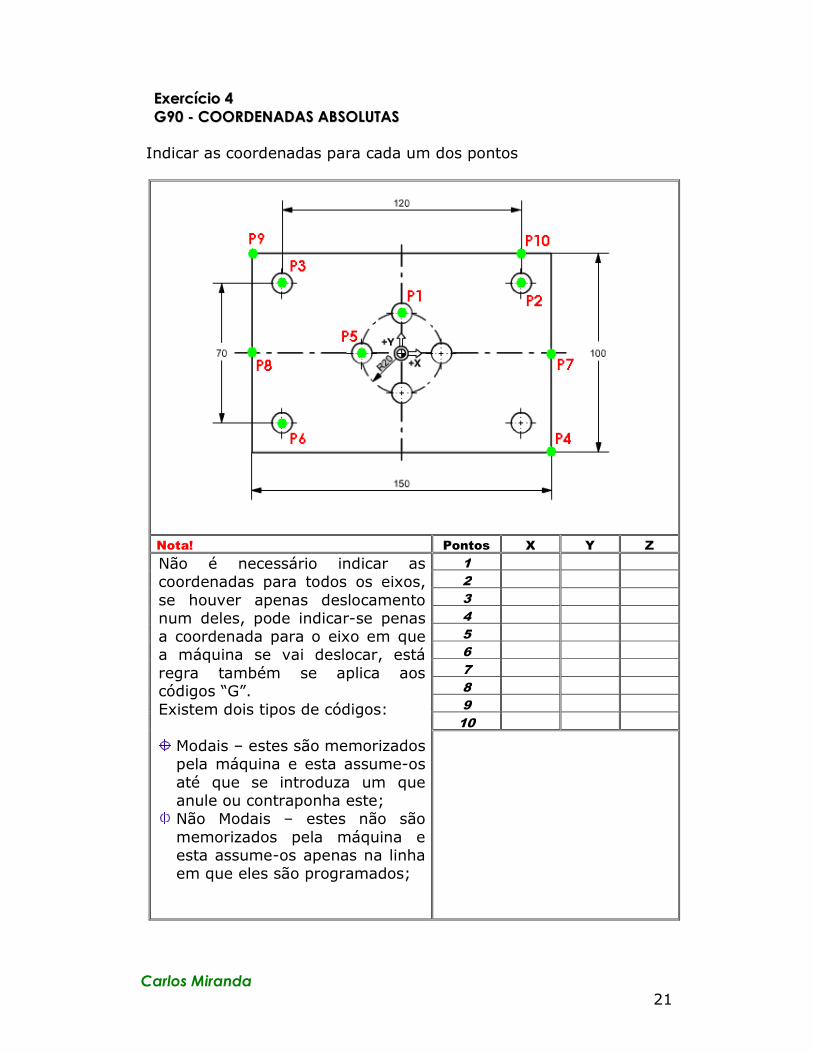
EExxeerrccíícciioo 44 GG9900 -- CCOOOORRDDEENNAADDAASS AABBSSOOLLUUTTAASS
Indicar as coordenadas para cada um dos pontos
Nota! Pontos X Y Z
Não é necessário indicar as coordenadas para todos os eixos, se houver apenas deslocamento num deles, pode indicar-se penas a coordenada para o eixo em que a máquina se vai deslocar, está regra também se aplica aos códigos “G”. Existem dois tipos de códigos:
Modais – estes são memorizados pela máquina e esta assume-os até que se introduza um que anule ou contraponha este;
Não Modais – estes não são memorizados pela máquina e esta assume-os apenas na linha em que eles são programados;
1 2 3 4 5 6 7 8 9 10
Carlos Miranda 22
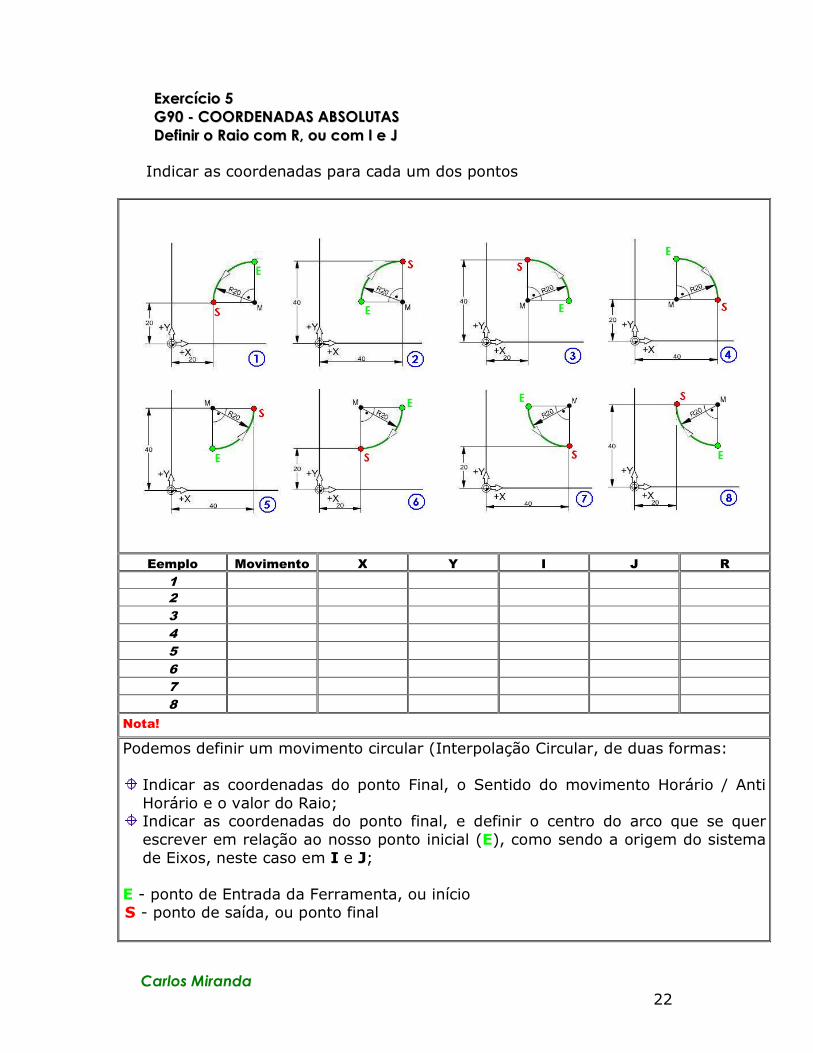
EExxeerrccíícciioo 55 GG9900 -- CCOOOORRDDEENNAADDAASS AABBSSOOLLUUTTAASS DDeeffiinniirr oo RRaaiioo ccoomm RR,, oouu ccoomm II ee JJ
Indicar as coordenadas para cada um dos pontos
Eemplo Movimento X Y I J R
1 2 3 4 5 6 7 8
Nota!
Podemos definir um movimento circular (Interpolação Circular, de duas formas:
Indicar as coordenadas do ponto Final, o Sentido do movimento Horário / Anti Horário e o valor do Raio;
Indicar as coordenadas do ponto final, e definir o centro do arco que se quer escrever em relação ao nosso ponto inicial (E), como sendo a origem do sistema de Eixos, neste caso em I e J;
E - ponto de Entrada da Ferramenta, ou início S - ponto de saída, ou ponto final
Carlos Miranda 23
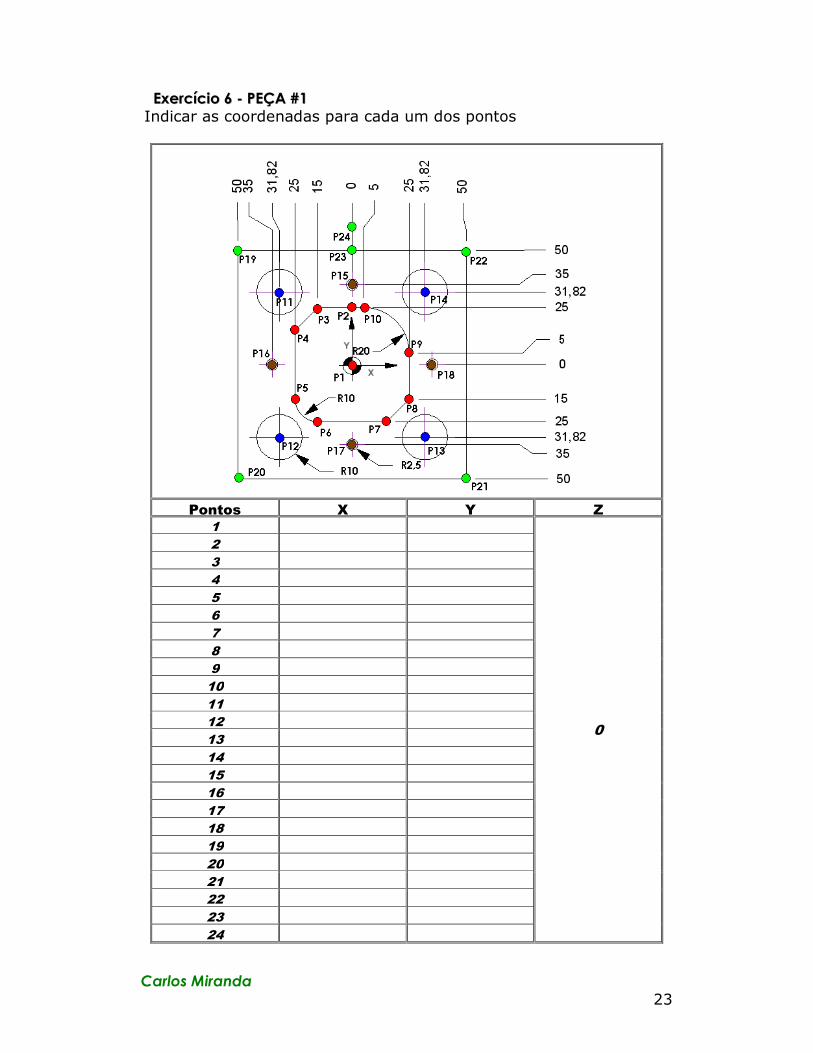
EExxeerrccíícciioo 66 -- PPEEÇÇAA ##11 Indicar as coordenadas para cada um dos pontos
Pontos X Y Z
1
0
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Carlos Miranda 24
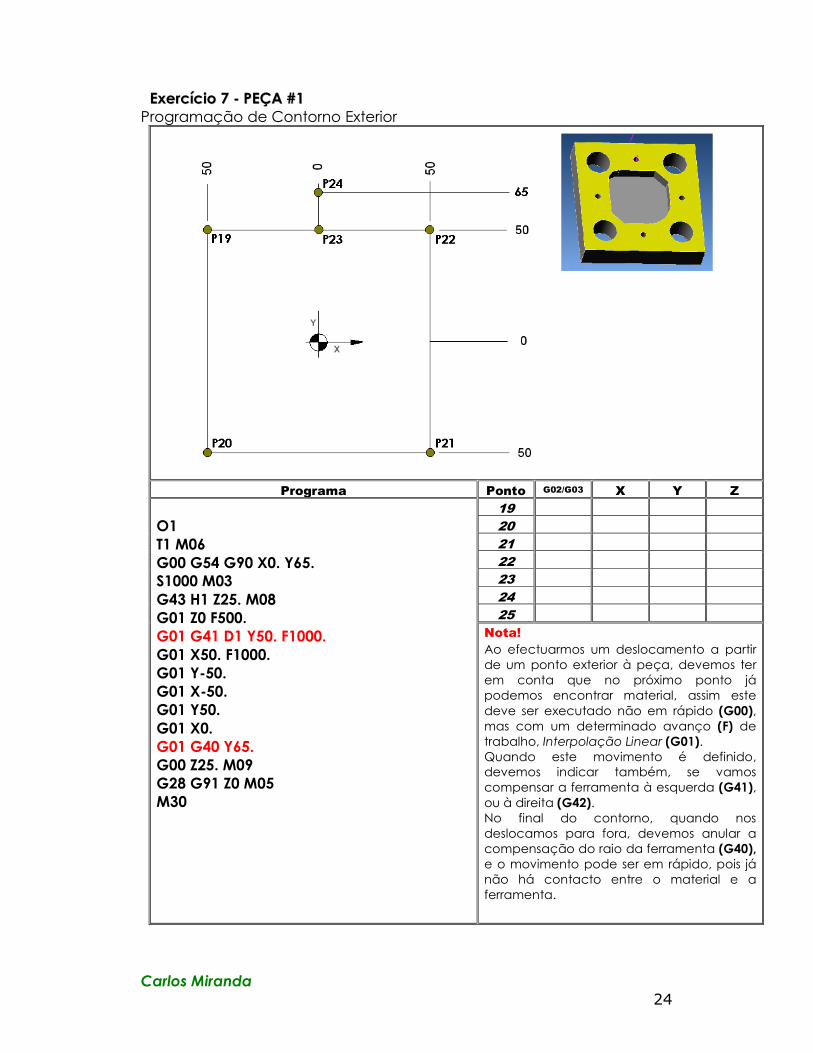
EExxeerrccíícciioo 77 -- PPEEÇÇAA ##11 Programação de Contorno Exterior
Programa Ponto G02/G03 X Y Z
O1 T1 M06 G00 G54 G90 X0. Y65. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. G01 G41 D1 Y50. F1000. G01 X50. F1000. G01 Y-50. G01 X-50. G01 Y50. G01 X0. G01 G40 Y65. G00 Z25. M09 G28 G91 Z0 M05 M30
19 20 21 22 23 24 25
Nota!
Ao efectuarmos um deslocamento a partir de um ponto exterior à peça, devemos ter em conta que no próximo ponto já podemos encontrar material, assim este deve ser executado não em rápido (G00), mas com um determinado avanço (F) de trabalho, Interpolação Linear (G01). Quando este movimento é definido, devemos indicar também, se vamos compensar a ferramenta à esquerda (G41), ou à direita (G42). No final do contorno, quando nos deslocamos para fora, devemos anular a compensação do raio da ferramenta (G40), e o movimento pode ser em rápido, pois já não há contacto entre o material e a ferramenta.
Carlos Miranda 25
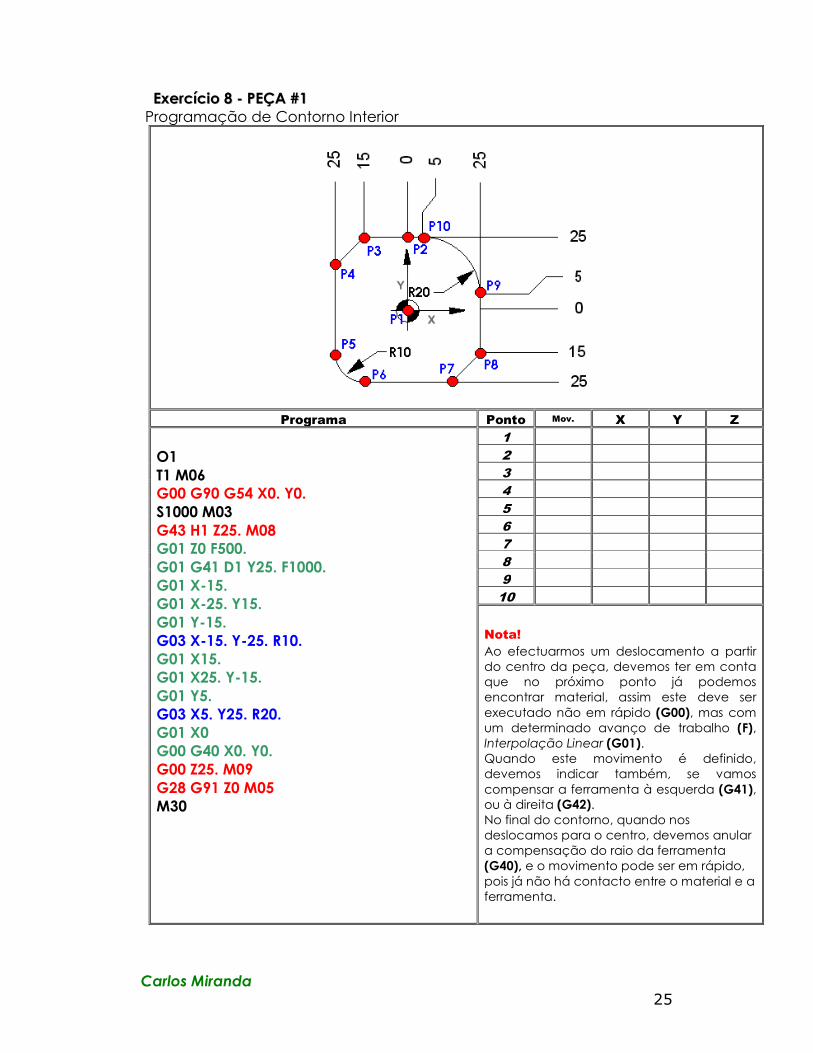
EExxeerrccíícciioo 88 -- PPEEÇÇAA ##11 Programação de Contorno Interior
Programa Ponto Mov. X Y Z
O1 T1 M06 G00 G90 G54 X0. Y0. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. G01 G41 D1 Y25. F1000. G01 X-15. G01 X-25. Y15. G01 Y-15. G03 X-15. Y-25. R10. G01 X15. G01 X25. Y-15. G01 Y5. G03 X5. Y25. R20. G01 X0 G00 G40 X0. Y0. G00 Z25. M09 G28 G91 Z0 M05 M30
1 2 3 4 5 6 7 8 9 10
Nota!
Ao efectuarmos um deslocamento a partir do centro da peça, devemos ter em conta que no próximo ponto já podemos encontrar material, assim este deve ser executado não em rápido (G00), mas com um determinado avanço de trabalho (F), Interpolação Linear (G01). Quando este movimento é definido, devemos indicar também, se vamos compensar a ferramenta à esquerda (G41), ou à direita (G42). No final do contorno, quando nos deslocamos para o centro, devemos anular a compensação do raio da ferramenta (G40), e o movimento pode ser em rápido, pois já não há contacto entre o material e a ferramenta.
Carlos Miranda 26
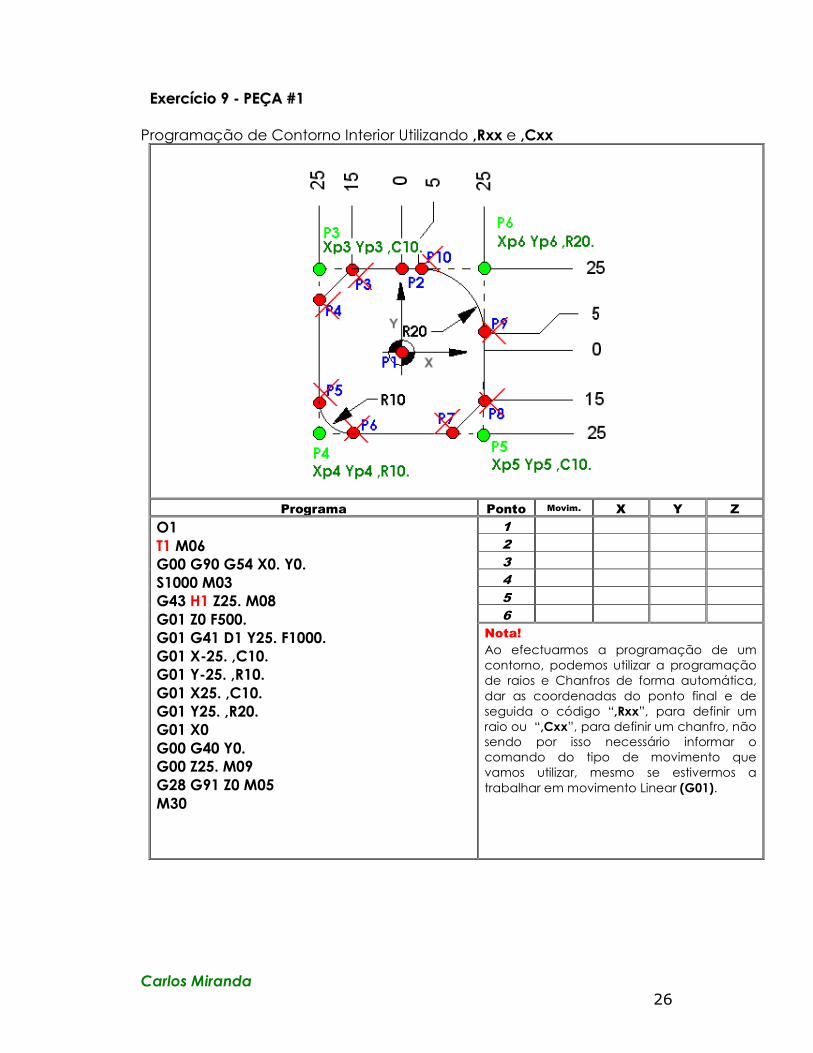
EExxeerrccíícciioo 99 -- PPEEÇÇAA ##11 Programação de Contorno Interior Utilizando ,Rxx e ,Cxx
Programa Ponto Movim. X Y Z
O1 T1 M06 G00 G90 G54 X0. Y0. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. G01 G41 D1 Y25. F1000. G01 X-25. ,C10. G01 Y-25. ,R10. G01 X25. ,C10. G01 Y25. ,R20. G01 X0 G00 G40 Y0. G00 Z25. M09 G28 G91 Z0 M05 M30
1 2 3 4 5 6
Nota!
Ao efectuarmos a programação de um contorno, podemos utilizar a programação de raios e Chanfros de forma automática, dar as coordenadas do ponto final e de seguida o código “,Rxx”, para definir um raio ou “,Cxx”, para definir um chanfro, não sendo por isso necessário informar o comando do tipo de movimento que vamos utilizar, mesmo se estivermos a trabalhar em movimento Linear (G01).
Carlos Miranda 27
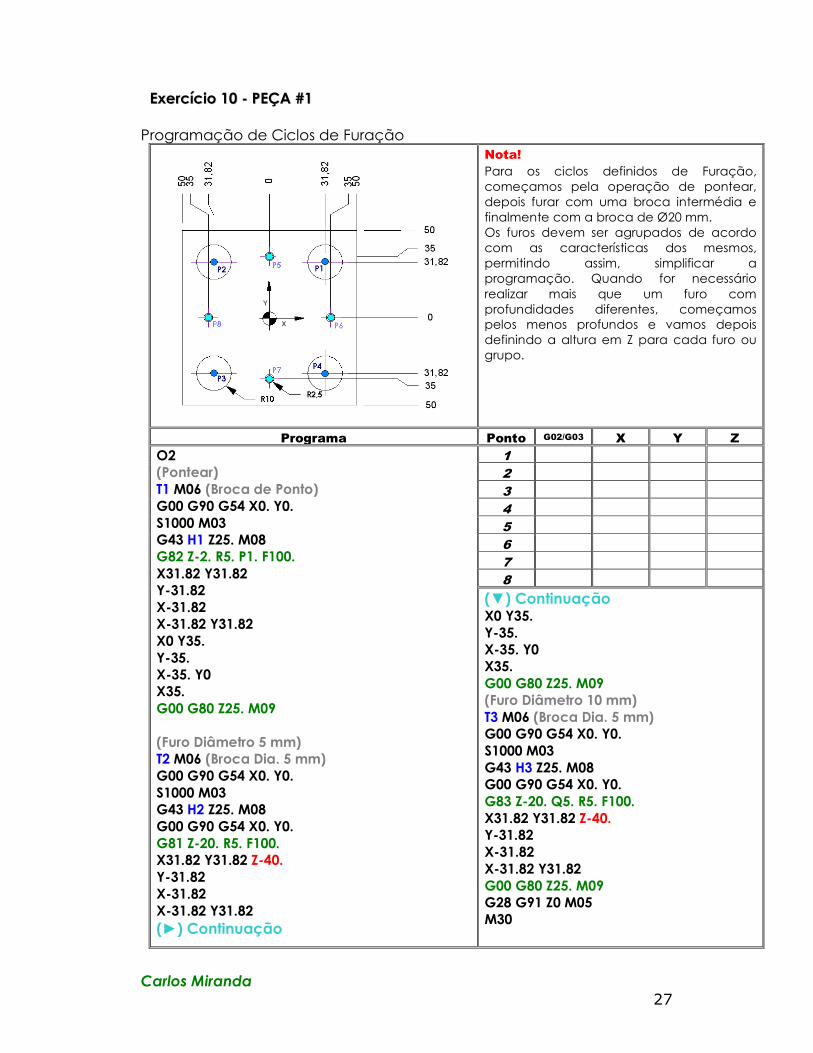
EExxeerrccíícciioo 1100 -- PPEEÇÇAA ##11 Programação de Ciclos de Furação
Nota!
Para os ciclos definidos de Furação, começamos pela operação de pontear, depois furar com uma broca intermédia e finalmente com a broca de Ø20 mm. Os furos devem ser agrupados de acordo com as características dos mesmos, permitindo assim, simplificar a programação. Quando for necessário realizar mais que um furo com profundidades diferentes, começamos pelos menos profundos e vamos depois definindo a altura em Z para cada furo ou grupo.
Programa Ponto G02/G03 X Y Z
O2 (Pontear) T1 M06 (Broca de Ponto) G00 G90 G54 X0. Y0. S1000 M03 G43 H1 Z25. M08 G82 Z-2. R5. P1. F100. X31.82 Y31.82 Y-31.82 X-31.82 X-31.82 Y31.82 X0 Y35. Y-35. X-35. Y0 X35. G00 G80 Z25. M09 (Furo Diâmetro 5 mm) T2 M06 (Broca Dia. 5 mm) G00 G90 G54 X0. Y0. S1000 M03 G43 H2 Z25. M08 G00 G90 G54 X0. Y0. G81 Z-20. R5. F100. X31.82 Y31.82 Z-40. Y-31.82 X-31.82 X-31.82 Y31.82 (►) Continuação
1 2 3 4 5 6 7 8
(▼) Continuação X0 Y35. Y-35. X-35. Y0 X35. G00 G80 Z25. M09 (Furo Diâmetro 10 mm) T3 M06 (Broca Dia. 5 mm) G00 G90 G54 X0. Y0. S1000 M03 G43 H3 Z25. M08 G00 G90 G54 X0. Y0. G83 Z-20. Q5. R5. F100. X31.82 Y31.82 Z-40. Y-31.82 X-31.82 X-31.82 Y31.82 G00 G80 Z25. M09 G28 G91 Z0 M05 M30
Carlos Miranda 28
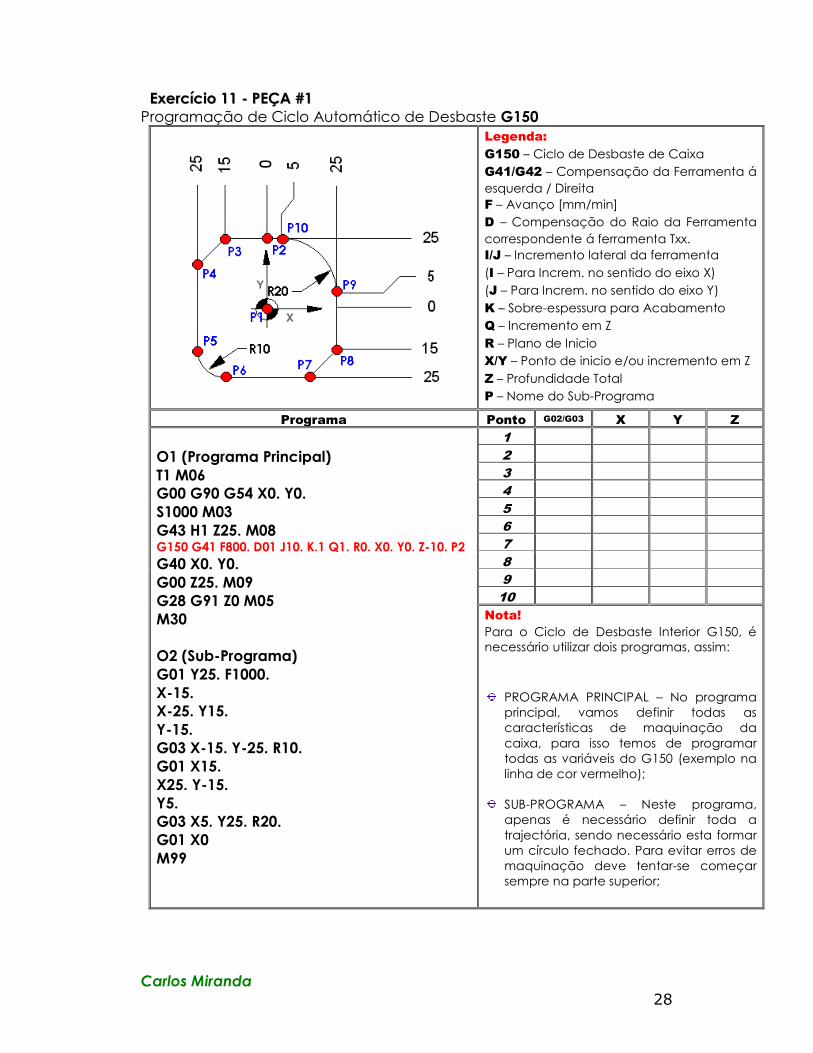
EExxeerrccíícciioo 1111 -- PPEEÇÇAA ##11 Programação de Ciclo Automático de Desbaste G150
Legenda:
G150 – Ciclo de Desbaste de Caixa G41/G42 – Compensação da Ferramenta á esquerda / Direita F – Avanço [mm/min] D – Compensação do Raio da Ferramenta correspondente á ferramenta Txx. I/J – Incremento lateral da ferramenta
(I – Para Increm. no sentido do eixo X) (J – Para Increm. no sentido do eixo Y)
K – Sobre-espessura para Acabamento Q – Incremento em Z
R – Plano de Inicio X/Y – Ponto de inicio e/ou incremento em Z
Z – Profundidade Total P – Nome do Sub-Programa
Programa Ponto G02/G03 X Y Z
O1 (Programa Principal) T1 M06 G00 G90 G54 X0. Y0. S1000 M03 G43 H1 Z25. M08 G150 G41 F800. D01 J10. K.1 Q1. R0. X0. Y0. Z-10. P2 G40 X0. Y0. G00 Z25. M09 G28 G91 Z0 M05 M30 O2 (Sub-Programa) G01 Y25. F1000. X-15. X-25. Y15. Y-15. G03 X-15. Y-25. R10. G01 X15. X25. Y-15. Y5. G03 X5. Y25. R20. G01 X0 M99
1 2 3 4 5 6 7 8 9 10
Nota!
Para o Ciclo de Desbaste Interior G150, é necessário utilizar dois programas, assim:
PROGRAMA PRINCIPAL – No programa principal, vamos definir todas as características de maquinação da caixa, para isso temos de programar todas as variáveis do G150 (exemplo na linha de cor vermelho);
SUB-PROGRAMA – Neste programa, apenas é necessário definir toda a trajectória, sendo necessário esta formar um círculo fechado. Para evitar erros de maquinação deve tentar-se começar sempre na parte superior;
Carlos Miranda 29
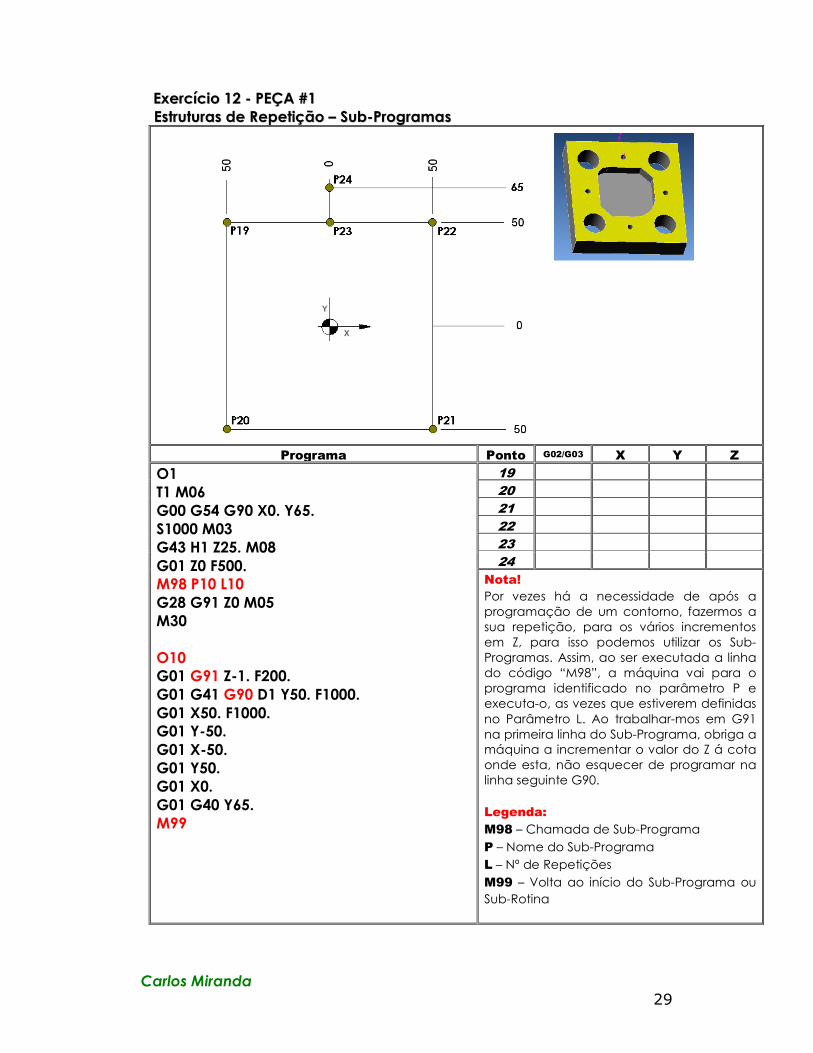
EExxeerrccíícciioo 1122 -- PPEEÇÇAA ##11 EEssttrruuttuurraass ddee RReeppeettiiççããoo –– SSuubb--PPrrooggrraammaass
Programa Ponto G02/G03 X Y Z
O1 T1 M06 G00 G54 G90 X0. Y65. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. M98 P10 L10 G28 G91 Z0 M05 M30 O10 G01 G91 Z-1. F200. G01 G41 G90 D1 Y50. F1000. G01 X50. F1000. G01 Y-50. G01 X-50. G01 Y50. G01 X0. G01 G40 Y65. M99
19 20 21 22 23 24
Nota!
Por vezes há a necessidade de após a programação de um contorno, fazermos a sua repetição, para os vários incrementos em Z, para isso podemos utilizar os Sub-Programas. Assim, ao ser executada a linha do código “M98”, a máquina vai para o programa identificado no parâmetro P e executa-o, as vezes que estiverem definidas no Parâmetro L. Ao trabalhar-mos em G91 na primeira linha do Sub-Programa, obriga a máquina a incrementar o valor do Z á cota onde esta, não esquecer de programar na linha seguinte G90. Legenda:
M98 – Chamada de Sub-Programa
P – Nome do Sub-Programa L – Nº de Repetições
M99 – Volta ao início do Sub-Programa ou Sub-Rotina
Carlos Miranda 30
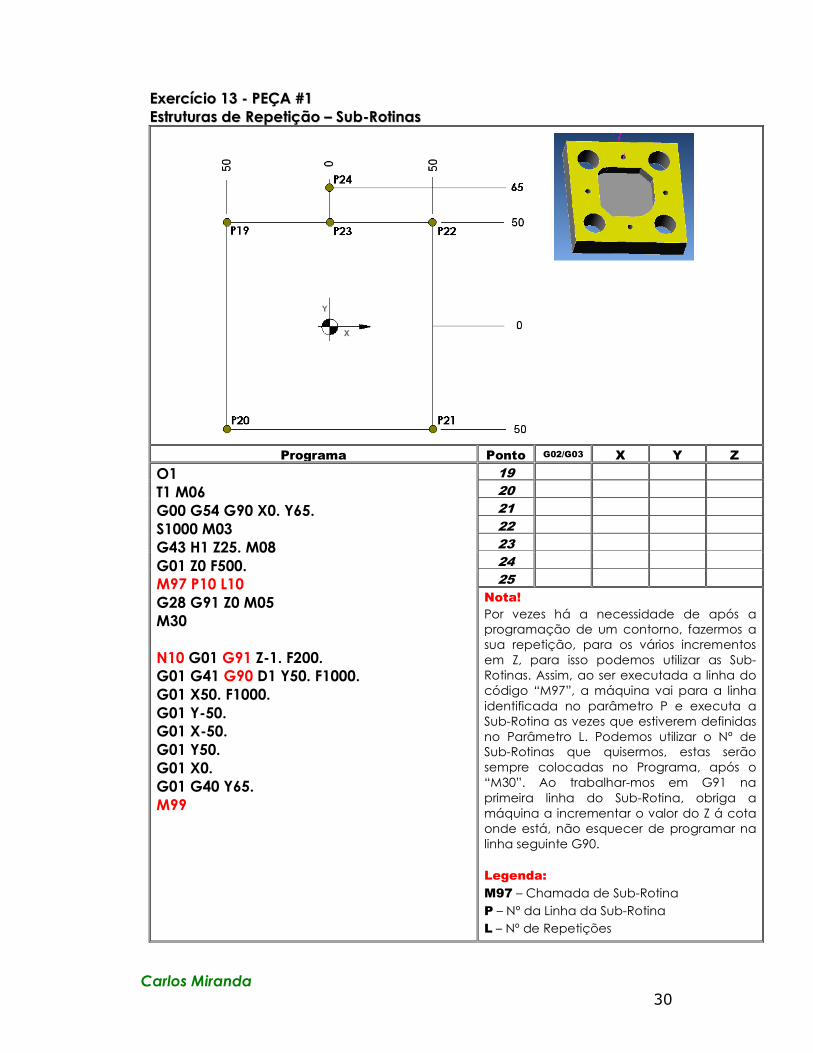
EExxeerrccíícciioo 1133 -- PPEEÇÇAA ##11 EEssttrruuttuurraass ddee RReeppeettiiççããoo –– SSuubb--RRoottiinnaass
Programa Ponto G02/G03 X Y Z
O1 T1 M06 G00 G54 G90 X0. Y65. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. M97 P10 L10 G28 G91 Z0 M05 M30 N10 G01 G91 Z-1. F200. G01 G41 G90 D1 Y50. F1000. G01 X50. F1000. G01 Y-50. G01 X-50. G01 Y50. G01 X0. G01 G40 Y65. M99
19 20 21 22 23 24 25
Nota!
Por vezes há a necessidade de após a programação de um contorno, fazermos a sua repetição, para os vários incrementos em Z, para isso podemos utilizar as Sub-Rotinas. Assim, ao ser executada a linha do código “M97”, a máquina vai para a linha identificada no parâmetro P e executa a Sub-Rotina as vezes que estiverem definidas no Parâmetro L. Podemos utilizar o Nº de Sub-Rotinas que quisermos, estas serão sempre colocadas no Programa, após o “M30”. Ao trabalhar-mos em G91 na primeira linha do Sub-Rotina, obriga a máquina a incrementar o valor do Z á cota onde está, não esquecer de programar na linha seguinte G90. Legenda:
M97 – Chamada de Sub-Rotina
P – Nº da Linha da Sub-Rotina L – Nº de Repetições
M99 – Volta ao início do Sub-Programa ou
Carlos Miranda 31
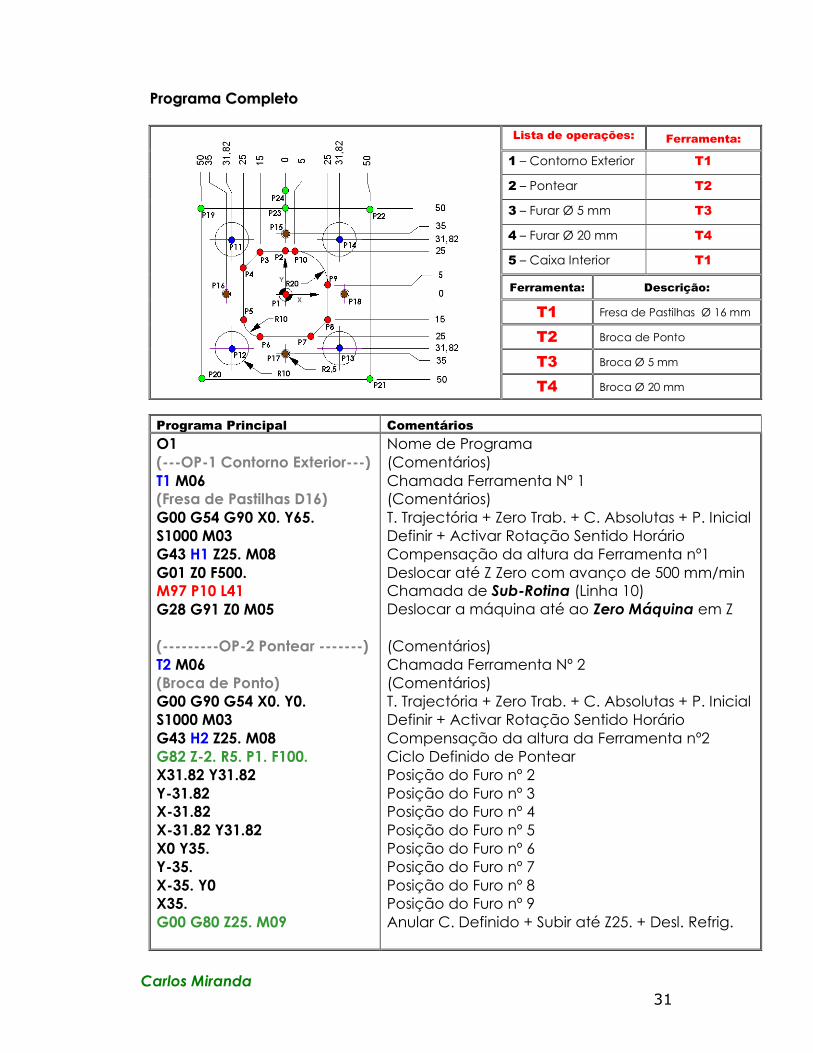
PPrrooggrraammaa CCoommpplleettoo
Lista de operações:
Ferramenta:
1 – Contorno Exterior T1
2 – Pontear
T2
3 – Furar Ø 5 mm T3
4 – Furar Ø 20 mm T4
5 – Caixa Interior T1
Ferramenta: Descrição:
T1
Fresa de Pastilhas Ø 16 mm
T2
Broca de Ponto
T3
Broca Ø 5 mm
T4
Broca Ø 20 mm
Programa Principal Comentários
O1 (---OP-1 Contorno Exterior---) T1 M06 (Fresa de Pastilhas D16) G00 G54 G90 X0. Y65. S1000 M03 G43 H1 Z25. M08 G01 Z0 F500. M97 P10 L41 G28 G91 Z0 M05 (---------OP-2 Pontear -------) T2 M06 (Broca de Ponto) G00 G90 G54 X0. Y0. S1000 M03 G43 H2 Z25. M08 G82 Z-2. R5. P1. F100. X31.82 Y31.82 Y-31.82 X-31.82 X-31.82 Y31.82 X0 Y35. Y-35. X-35. Y0 X35. G00 G80 Z25. M09
Nome de Programa (Comentários) Chamada Ferramenta Nº 1 (Comentários) T. Trajectória + Zero Trab. + C. Absolutas + P. Inicial Definir + Activar Rotação Sentido Horário Compensação da altura da Ferramenta nº1 Deslocar até Z Zero com avanço de 500 mm/min Chamada de Sub-Rotina (Linha 10) Deslocar a máquina até ao Zero Máquina em Z (Comentários) Chamada Ferramenta Nº 2 (Comentários) T. Trajectória + Zero Trab. + C. Absolutas + P. Inicial Definir + Activar Rotação Sentido Horário Compensação da altura da Ferramenta nº2 Ciclo Definido de Pontear Posição do Furo nº 2 Posição do Furo nº 3 Posição do Furo nº 4 Posição do Furo nº 5 Posição do Furo nº 6 Posição do Furo nº 7 Posição do Furo nº 8 Posição do Furo nº 9 Anular C. Definido + Subir até Z25. + Desl. Refrig.
Carlos Miranda 32
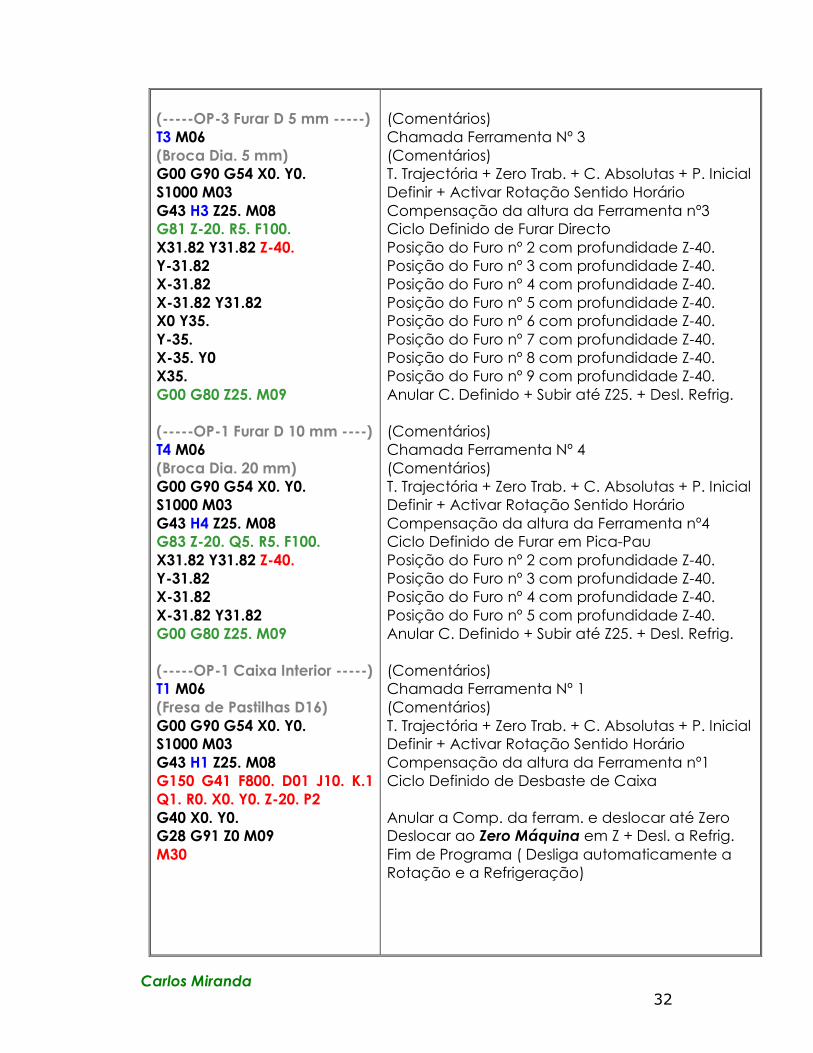
(-----OP-3 Furar D 5 mm -----) T3 M06 (Broca Dia. 5 mm) G00 G90 G54 X0. Y0. S1000 M03 G43 H3 Z25. M08 G81 Z-20. R5. F100. X31.82 Y31.82 Z-40. Y-31.82 X-31.82 X-31.82 Y31.82 X0 Y35. Y-35. X-35. Y0 X35. G00 G80 Z25. M09 (-----OP-1 Furar D 10 mm ----) T4 M06 (Broca Dia. 20 mm) G00 G90 G54 X0. Y0. S1000 M03 G43 H4 Z25. M08 G83 Z-20. Q5. R5. F100. X31.82 Y31.82 Z-40. Y-31.82 X-31.82 X-31.82 Y31.82 G00 G80 Z25. M09 (-----OP-1 Caixa Interior -----) T1 M06 (Fresa de Pastilhas D16) G00 G90 G54 X0. Y0. S1000 M03 G43 H1 Z25. M08 G150 G41 F800. D01 J10. K.1 Q1. R0. X0. Y0. Z-20. P2 G40 X0. Y0. G28 G91 Z0 M09 M30
(Comentários) Chamada Ferramenta Nº 3 (Comentários) T. Trajectória + Zero Trab. + C. Absolutas + P. Inicial Definir + Activar Rotação Sentido Horário Compensação da altura da Ferramenta nº3 Ciclo Definido de Furar Directo Posição do Furo nº 2 com profundidade Z-40. Posição do Furo nº 3 com profundidade Z-40. Posição do Furo nº 4 com profundidade Z-40. Posição do Furo nº 5 com profundidade Z-40. Posição do Furo nº 6 com profundidade Z-40. Posição do Furo nº 7 com profundidade Z-40. Posição do Furo nº 8 com profundidade Z-40. Posição do Furo nº 9 com profundidade Z-40. Anular C. Definido + Subir até Z25. + Desl. Refrig. (Comentários) Chamada Ferramenta Nº 4 (Comentários) T. Trajectória + Zero Trab. + C. Absolutas + P. Inicial Definir + Activar Rotação Sentido Horário Compensação da altura da Ferramenta nº4 Ciclo Definido de Furar em Pica-Pau Posição do Furo nº 2 com profundidade Z-40. Posição do Furo nº 3 com profundidade Z-40. Posição do Furo nº 4 com profundidade Z-40. Posição do Furo nº 5 com profundidade Z-40. Anular C. Definido + Subir até Z25. + Desl. Refrig. (Comentários) Chamada Ferramenta Nº 1 (Comentários) T. Trajectória + Zero Trab. + C. Absolutas + P. Inicial Definir + Activar Rotação Sentido Horário Compensação da altura da Ferramenta nº1 Ciclo Definido de Desbaste de Caixa Anular a Comp. da ferram. e deslocar até Zero Deslocar ao Zero Máquina em Z + Desl. a Refrig. Fim de Programa ( Desliga automaticamente a Rotação e a Refrigeração)
Carlos Miranda 33
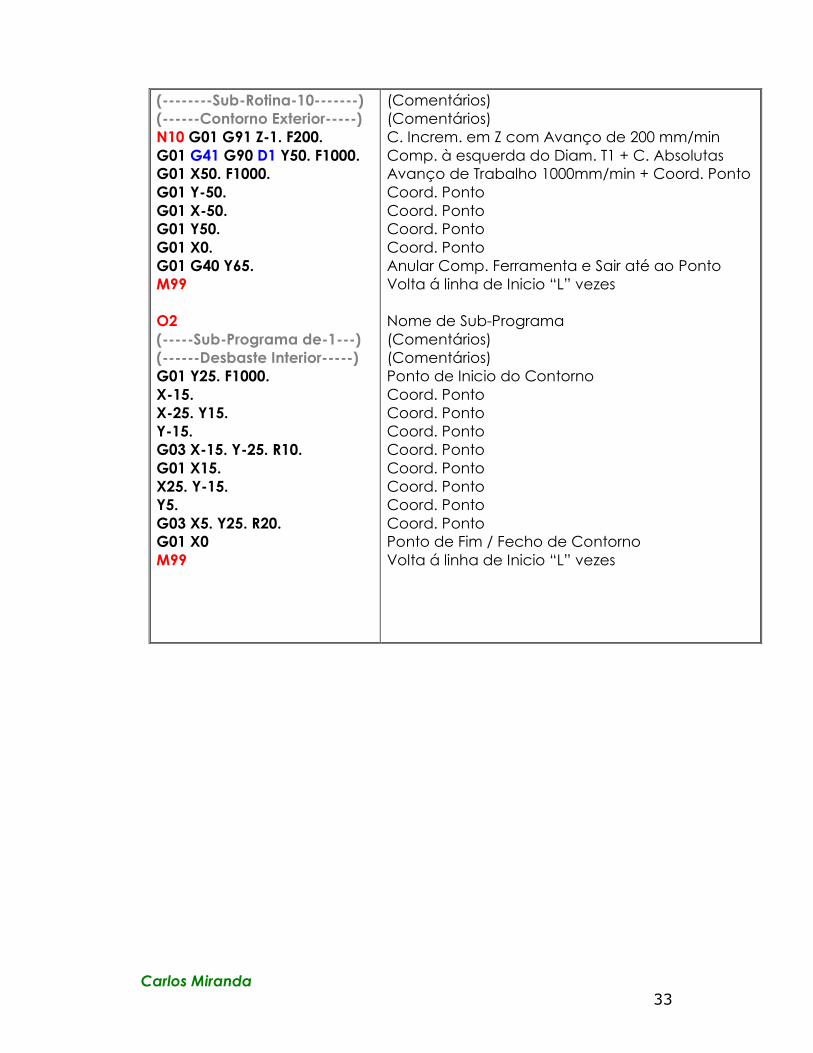
(--------Sub-Rotina-10-------) (------Contorno Exterior-----) N10 G01 G91 Z-1. F200. G01 G41 G90 D1 Y50. F1000. G01 X50. F1000. G01 Y-50. G01 X-50. G01 Y50. G01 X0. G01 G40 Y65. M99 O2 (-----Sub-Programa de-1---) (------Desbaste Interior-----) G01 Y25. F1000. X-15. X-25. Y15. Y-15. G03 X-15. Y-25. R10. G01 X15. X25. Y-15. Y5. G03 X5. Y25. R20. G01 X0 M99
(Comentários) (Comentários) C. Increm. em Z com Avanço de 200 mm/min Comp. à esquerda do Diam. T1 + C. Absolutas Avanço de Trabalho 1000mm/min + Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Anular Comp. Ferramenta e Sair até ao Ponto Volta á linha de Inicio “L” vezes Nome de Sub-Programa (Comentários) (Comentários) Ponto de Inicio do Contorno Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Coord. Ponto Ponto de Fim / Fecho de Contorno Volta á linha de Inicio “L” vezes
Carlos Miranda 34
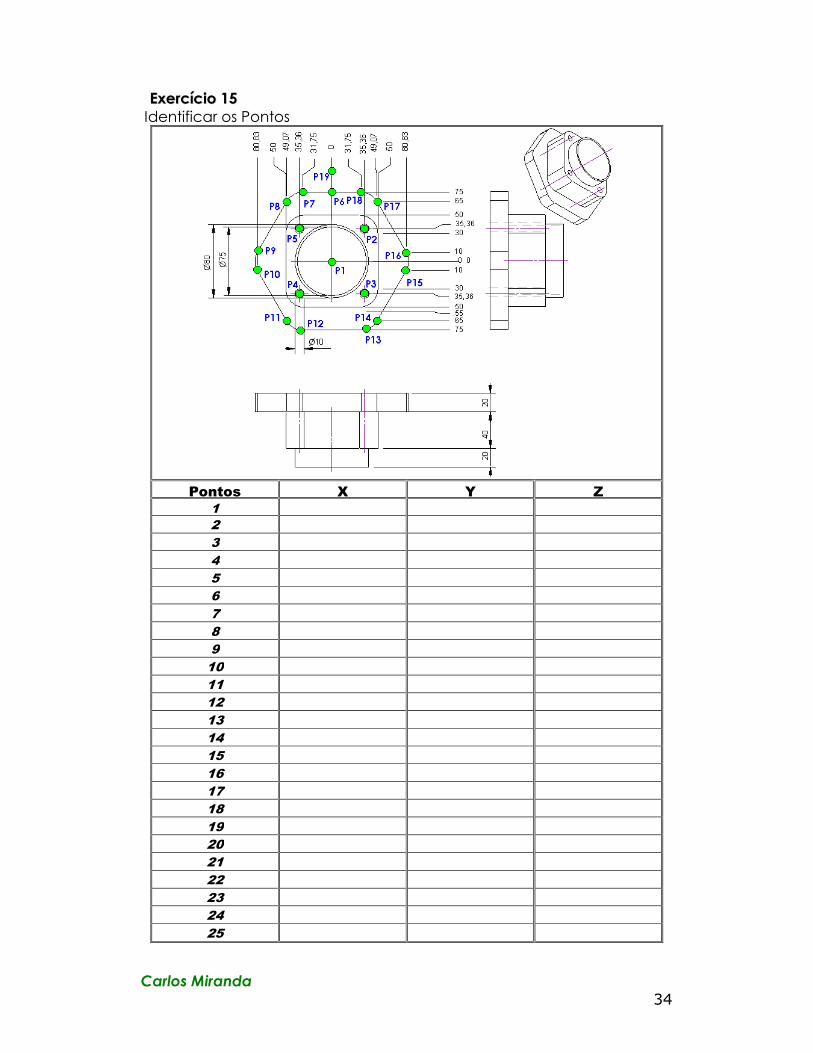
EExxeerrccíícciioo 1155 Identificar os Pontos
Pontos X Y Z
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Carlos Miranda 35
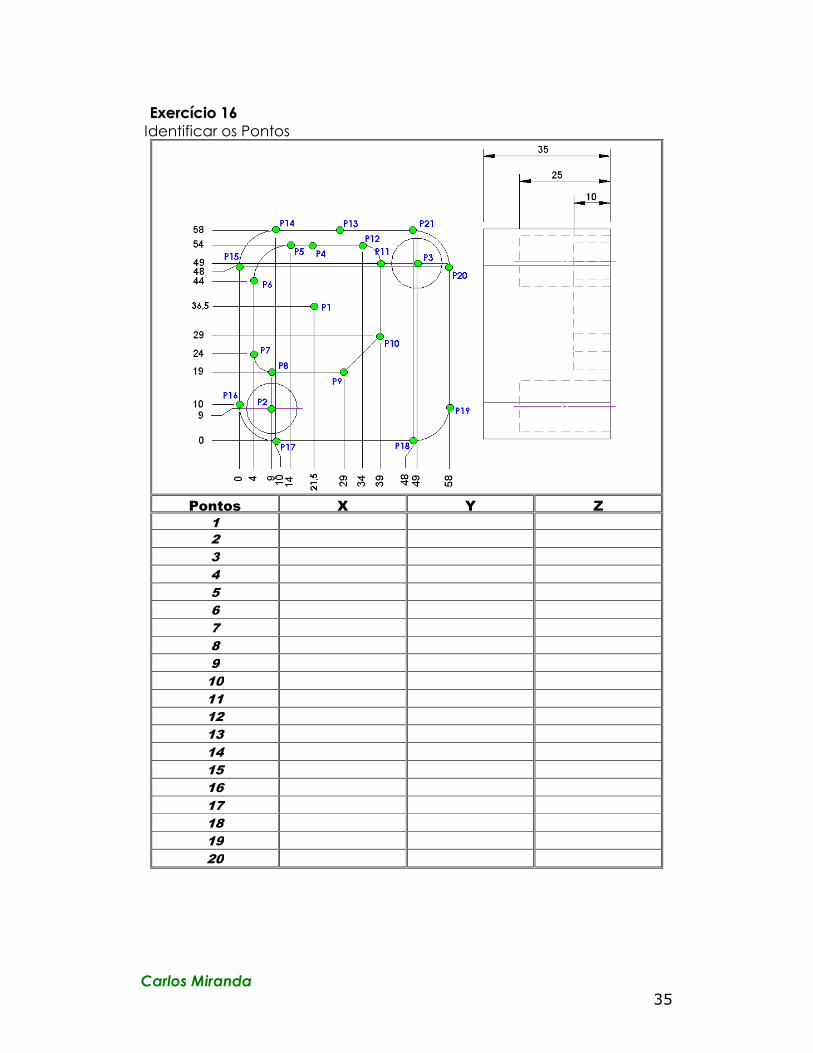
EExxeerrccíícciioo 1166 Identificar os Pontos
Pontos X Y Z
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Carlos Miranda 36
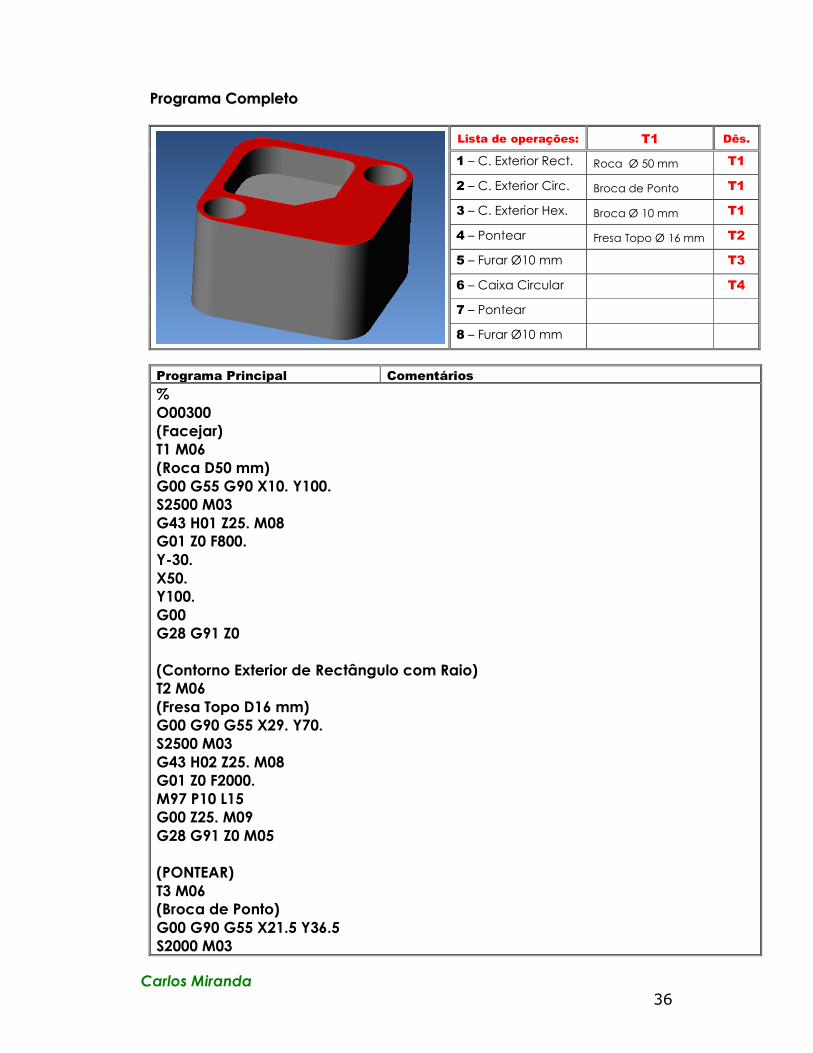
PPrrooggrraammaa CCoommpplleettoo
Lista de operações: T1 Dês.
1 – C. Exterior Rect. Roca Ø 50 mm T1
2 – C. Exterior Circ. Broca de Ponto T1
3 – C. Exterior Hex. Broca Ø 10 mm T1
4 – Pontear Fresa Topo Ø 16 mm T2
5 – Furar Ø10 mm T3
6 – Caixa Circular T4
7 – Pontear 8 – Furar Ø10 mm
Programa Principal Comentários
% O00300 (Facejar) T1 M06 (Roca D50 mm) G00 G55 G90 X10. Y100. S2500 M03 G43 H01 Z25. M08 G01 Z0 F800. Y-30. X50. Y100. G00 G28 G91 Z0 (Contorno Exterior de Rectângulo com Raio) T2 M06 (Fresa Topo D16 mm) G00 G90 G55 X29. Y70. S2500 M03 G43 H02 Z25. M08 G01 Z0 F2000. M97 P10 L15 G00 Z25. M09 G28 G91 Z0 M05 (PONTEAR) T3 M06 (Broca de Ponto) G00 G90 G55 X21.5 Y36.5 S2000 M03
Carlos Miranda 37
G43 H03 Z25. M08 G82 G98 Z-5. P2. R5. F300. X49. Y49. X9. Y9. G00 G80 Z25. M09 G28 G91 Z0 M05 (Ciclo de Furar em Pica-pau) T4 M06 (Broca D10 mm) G00 G90 G55 X21.5 Y36.5 S1500 M03 G43 H04 Z25. M08 G83 G98 Z-10. Q5. R5. F300. G00 G80 Z25. M09 (Ciclo de Furar em Pica-pau) T4 M06 (Broca D10 mm) G00 G90 G55 X49. Y49. S1500 M03 G43 H04 Z25. M08 G83 G98 Z-25. Q5. R5. F300. X9. Y9. G00 G80 Z25. M09 G28 G91 Z0 M05 (Ciclo de Furar em Pica-pau) T6 M06 (Broca D14) G00 G90 G55 X49. Y49. S500 M03 G43 H06 Z25. M08 G83 G98 Z-25. Q3. R5. F150. X9. Y9. G00 G80 Z25. M09 G28 G91 Z0 M05 (Ciclo de Caixa) T5 M06 (Fresa de Topo D8 mm) G00 G90 G55 X21.5 Y36.5 S2000 M03 G43 H05 Z25. M08 G150 Z-10. G41 J6. K0.2 Q0.5 R0. P3000 D05 F800.
Carlos Miranda 38
G00 G40 Z25. G28 G91 Z0 (Ciclo de Gravacao) T8 M06 (Escariador) G00 G90 G55 X19. Y5. S6000 M03 G43 H08 Z25. M08 G47 P0 X23. Y3. I45. F100. J4. R0 Z-0.3 E1. (PORTALEGRE) G47 P0 X37. Y5. I45. F100. J5. R0 Z-0.3 E1. (2007) (Escariar) T8 M06 G00 G90 X29. Y70. S3000 M03 G43 H08 Z10. G01 Z-3. F500. (Escariar Contorno Exterior) G01 G41 Y58. D08 F1000. M97 P20 L1 G00 Z15. (Escariar Contorno Interior) X21.5 Y36.5 G01 Z-3. F500 M97 P30 L1 G40 X14. Y45. G00 G40 Z15. (Escariar Furos D14 mm) G00 X9. Y9. G01 G41 X16. D08 G01 Z-3. F500. G03 I-7. G00 Z15. G00 G40 X9. Y9. G00 X49. Y49. G01 G41 X56. D08 G01 Z-3. F500. G03 I-7. G00 Z15. G00 G40 X49. Y49. G28 G91 Z0
Carlos Miranda 39
M01 (Virar Peca) (Facejar) T1 M06 (Roca D 50 mm) G00 G56 G90 X10. Y100. S2000 M03 G43 H01 Z25. M08 G01 Z-1. F800. Y-30. X50. Y100. G00 G28 G91 Z0 (Contorno Exterior de Rectangulo) T2 M06 (Fresa Topo D16 mm) G00 G90 G56 X29. Y70. S1000 M03 G43 H02 Z25. M08 G01 Z0 F1270. M97 P10 L8 G00 Z25. M09 G28 G91 Z0 M05 (Escariar) T8 M06 (Escariador) G00 G90 G56 X29. Y70. S3000 M03 G43 H08 Z10. G01 Z-4. F500. G01 G41 Y58. D08 F1000. M97 P20 L1 G28 G91 Z0 M30 N10 G01 G91 Z-2. F1270. G01 G90 G41 D02 X17. F1000. G03 X29. Y58. R12. F1000. N20 G01 X48. G02 X58. Y48. R10. G01 Y10.
Carlos Miranda 40
G02 X48. Y0. R10. G01 X10. G02 X0. Y10. R10. G01 Y48. G02 X10. Y58. R10. G01 X29. G03 X41. Y70. R12. G01 G40 X29. M99 N30 G01 G41 Y54. D08 F1000. X14. G03 X4. Y44. R10. G01 Y24. G03 X9. Y19. R5. G01 X29. X39. Y29. Y49. G03 X34. Y54. R5. G01 X21.5 M99 % % (Sub-programa de O300) O03000 G01 Y54. X14. G03 X4. Y44. R10. G01 Y24. G03 X9. Y19. R5. G01 X29. X39. Y29. Y49. G03 X34. Y54. R5. G01 X21.5 M99 %
Carlos Miranda 41
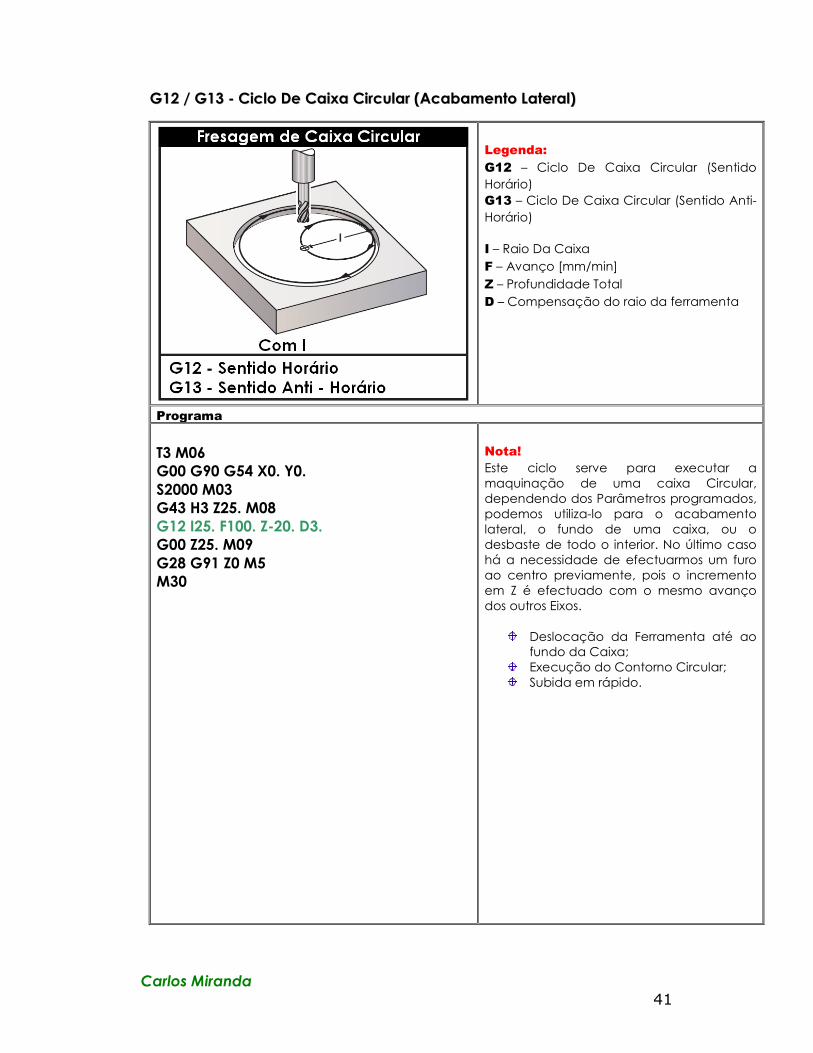
GG1122 // GG1133 -- CCiicclloo DDee CCaaiixxaa CCiirrccuullaarr ((AAccaabbaammeennttoo LLaatteerraall))
Legenda:
G12 – Ciclo De Caixa Circular (Sentido Horário) G13 – Ciclo De Caixa Circular (Sentido Anti-Horário) I – Raio Da Caixa F – Avanço [mm/min]
Z – Profundidade Total D – Compensação do raio da ferramenta
Programa
T3 M06 G00 G90 G54 X0. Y0. S2000 M03 G43 H3 Z25. M08 G12 I25. F100. Z-20. D3. G00 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar a maquinação de uma caixa Circular, dependendo dos Parâmetros programados, podemos utiliza-lo para o acabamento lateral, o fundo de uma caixa, ou o desbaste de todo o interior. No último caso há a necessidade de efectuarmos um furo ao centro previamente, pois o incremento em Z é efectuado com o mesmo avanço dos outros Eixos.
Deslocação da Ferramenta até ao fundo da Caixa;
Execução do Contorno Circular; Subida em rápido.
Carlos Miranda 42
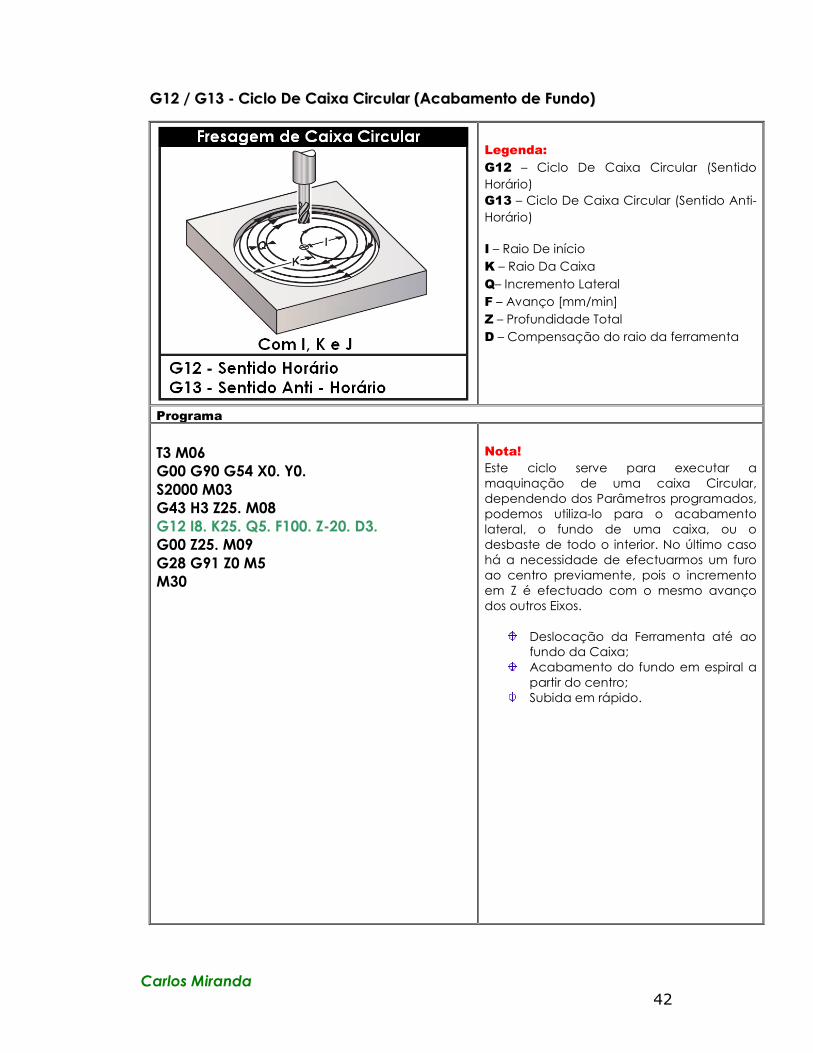
GG1122 // GG1133 -- CCiicclloo DDee CCaaiixxaa CCiirrccuullaarr ((AAccaabbaammeennttoo ddee FFuunnddoo))
Legenda:
G12 – Ciclo De Caixa Circular (Sentido Horário) G13 – Ciclo De Caixa Circular (Sentido Anti-Horário) I – Raio De início K – Raio Da Caixa
Q– Incremento Lateral F – Avanço [mm/min] Z – Profundidade Total D – Compensação do raio da ferramenta
Programa
T3 M06 G00 G90 G54 X0. Y0. S2000 M03 G43 H3 Z25. M08 G12 I8. K25. Q5. F100. Z-20. D3. G00 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar a maquinação de uma caixa Circular, dependendo dos Parâmetros programados, podemos utiliza-lo para o acabamento lateral, o fundo de uma caixa, ou o desbaste de todo o interior. No último caso há a necessidade de efectuarmos um furo ao centro previamente, pois o incremento em Z é efectuado com o mesmo avanço dos outros Eixos.
Deslocação da Ferramenta até ao fundo da Caixa;
Acabamento do fundo em espiral a partir do centro;
Subida em rápido.
Carlos Miranda 43
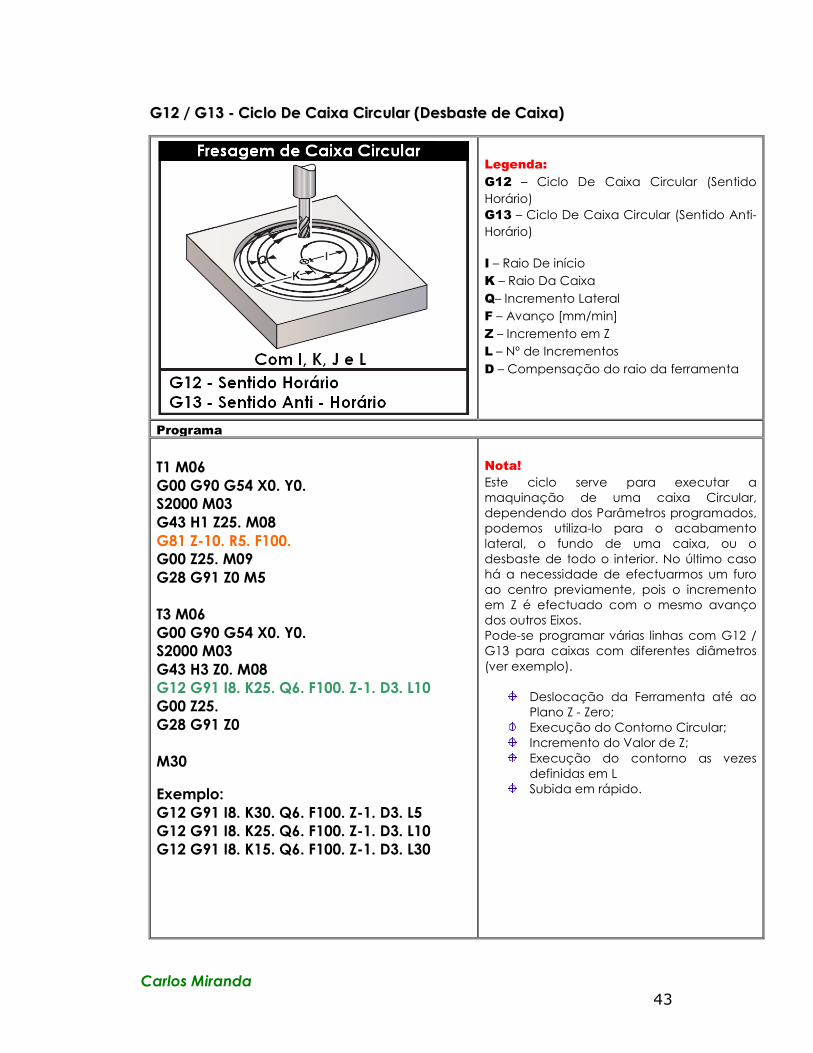
GG1122 // GG1133 -- CCiicclloo DDee CCaaiixxaa CCiirrccuullaarr ((DDeessbbaassttee ddee CCaaiixxaa))
Legenda:
G12 – Ciclo De Caixa Circular (Sentido Horário) G13 – Ciclo De Caixa Circular (Sentido Anti-Horário) I – Raio De início K – Raio Da Caixa
Q– Incremento Lateral F – Avanço [mm/min]
Z – Incremento em Z L – Nº de Incrementos
D – Compensação do raio da ferramenta
Programa
T1 M06 G00 G90 G54 X0. Y0. S2000 M03 G43 H1 Z25. M08 G81 Z-10. R5. F100. G00 Z25. M09 G28 G91 Z0 M5 T3 M06 G00 G90 G54 X0. Y0. S2000 M03 G43 H3 Z0. M08 G12 G91 I8. K25. Q6. F100. Z-1. D3. L10 G00 Z25. G28 G91 Z0 M30
Exemplo: G12 G91 I8. K30. Q6. F100. Z-1. D3. L5 G12 G91 I8. K25. Q6. F100. Z-1. D3. L10 G12 G91 I8. K15. Q6. F100. Z-1. D3. L30
Nota!
Este ciclo serve para executar a maquinação de uma caixa Circular, dependendo dos Parâmetros programados, podemos utiliza-lo para o acabamento lateral, o fundo de uma caixa, ou o desbaste de todo o interior. No último caso há a necessidade de efectuarmos um furo ao centro previamente, pois o incremento em Z é efectuado com o mesmo avanço dos outros Eixos. Pode-se programar várias linhas com G12 / G13 para caixas com diferentes diâmetros (ver exemplo).
Deslocação da Ferramenta até ao Plano Z - Zero;
Execução do Contorno Circular; Incremento do Valor de Z; Execução do contorno as vezes definidas em L
Subida em rápido.
Carlos Miranda 44
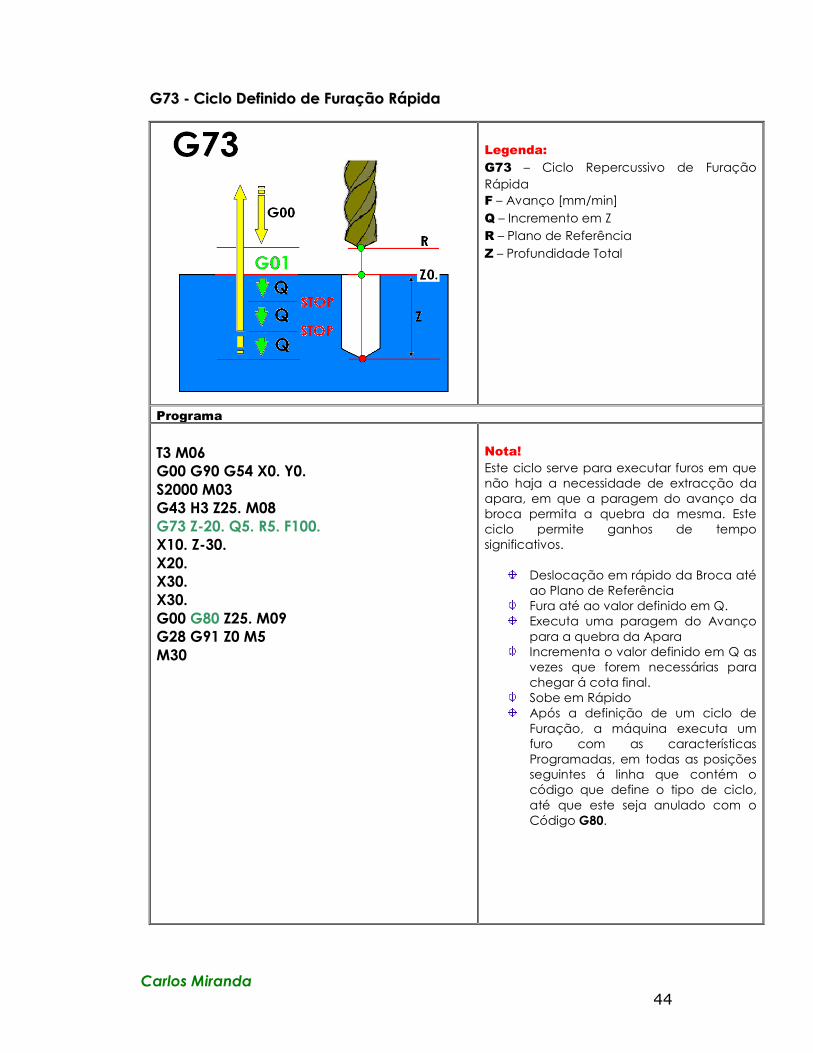
GG7733 -- CCiicclloo DDeeffiinniiddoo ddee FFuurraaççããoo RRááppiiddaa
Legenda:
G73 – Ciclo Repercussivo de Furação Rápida F – Avanço [mm/min]
Q – Incremento em Z R – Plano de Referência
Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S2000 M03 G43 H3 Z25. M08 G73 Z-20. Q5. R5. F100. X10. Z-30. X20. X30. X30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar furos em que não haja a necessidade de extracção da apara, em que a paragem do avanço da broca permita a quebra da mesma. Este ciclo permite ganhos de tempo significativos.
Deslocação em rápido da Broca até ao Plano de Referência
Fura até ao valor definido em Q. Executa uma paragem do Avanço para a quebra da Apara
Incrementa o valor definido em Q as vezes que forem necessárias para chegar á cota final.
Sobe em Rápido Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.
Carlos Miranda 45
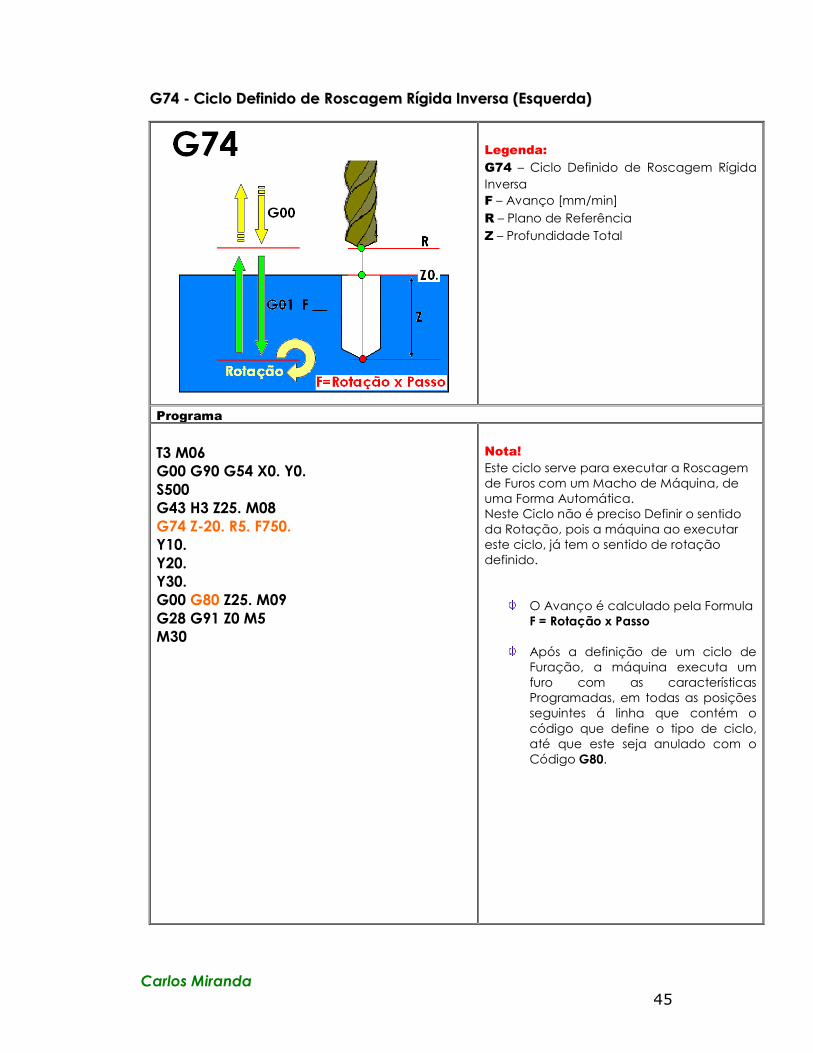
GG7744 -- CCiicclloo DDeeffiinniiddoo ddee RRoossccaaggeemm RRííggiiddaa IInnvveerrssaa ((EEssqquueerrddaa))
Legenda:
G74 – Ciclo Definido de Roscagem Rígida Inversa F – Avanço [mm/min]
R – Plano de Referência Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S500 G43 H3 Z25. M08 G74 Z-20. R5. F750. Y10. Y20. Y30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar a Roscagem de Furos com um Macho de Máquina, de uma Forma Automática. Neste Ciclo não é preciso Definir o sentido da Rotação, pois a máquina ao executar este ciclo, já tem o sentido de rotação definido.
O Avanço é calculado pela Formula F = Rotação x Passo
Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.
Carlos Miranda 46
GG8811 -- CCiicclloo DDeeffiinniiddoo ddee FFuurraaççããoo DDiirreeccttaa
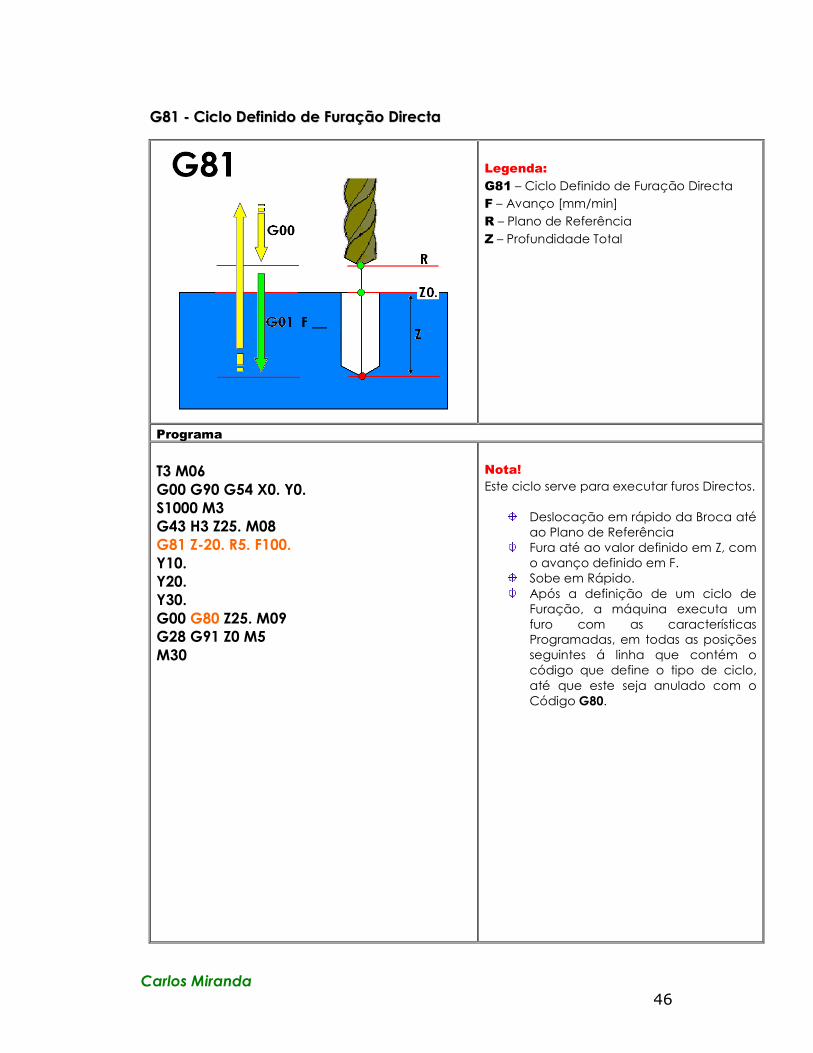
Legenda:
G81 – Ciclo Definido de Furação Directa F – Avanço [mm/min]
R – Plano de Referência
Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S1000 M3 G43 H3 Z25. M08 G81 Z-20. R5. F100. Y10. Y20. Y30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar furos Directos.
Deslocação em rápido da Broca até ao Plano de Referência
Fura até ao valor definido em Z, com o avanço definido em F.
Sobe em Rápido. Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.
Carlos Miranda 47
GG8822 -- CCiicclloo DDeeffiinniiddoo ddee ccoomm TTeemmppoorriizzaaççããoo
Legenda:
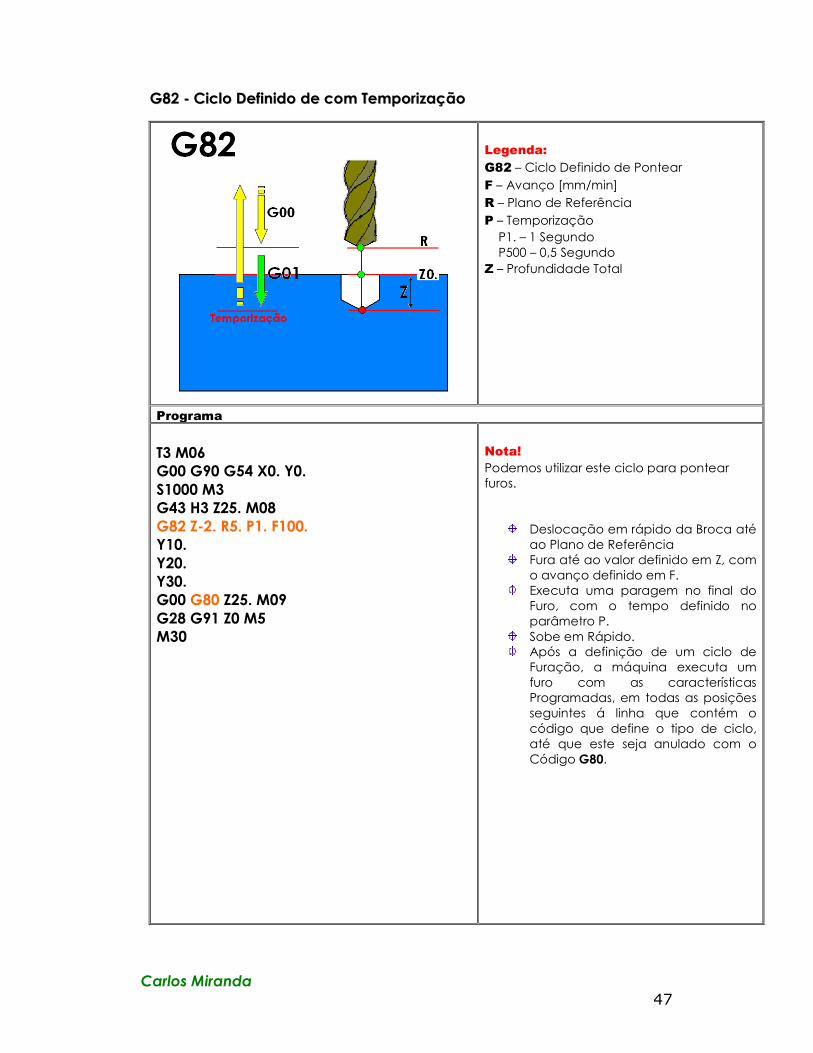
G82 – Ciclo Definido de Pontear
F – Avanço [mm/min] R – Plano de Referência
P – Temporização P1. – 1 Segundo P500 – 0,5 Segundo Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S1000 M3 G43 H3 Z25. M08 G82 Z-2. R5. P1. F100. Y10. Y20. Y30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Podemos utilizar este ciclo para pontear furos.
Deslocação em rápido da Broca até ao Plano de Referência
Fura até ao valor definido em Z, com o avanço definido em F.
Executa uma paragem no final do Furo, com o tempo definido no parâmetro P.
Sobe em Rápido. Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.
Carlos Miranda 48
GG8833 -- CCiicclloo DDeeffiinniiddoo ddee FFuurraaccããoo eemm PPiiccaa--ppaauu
Legenda:
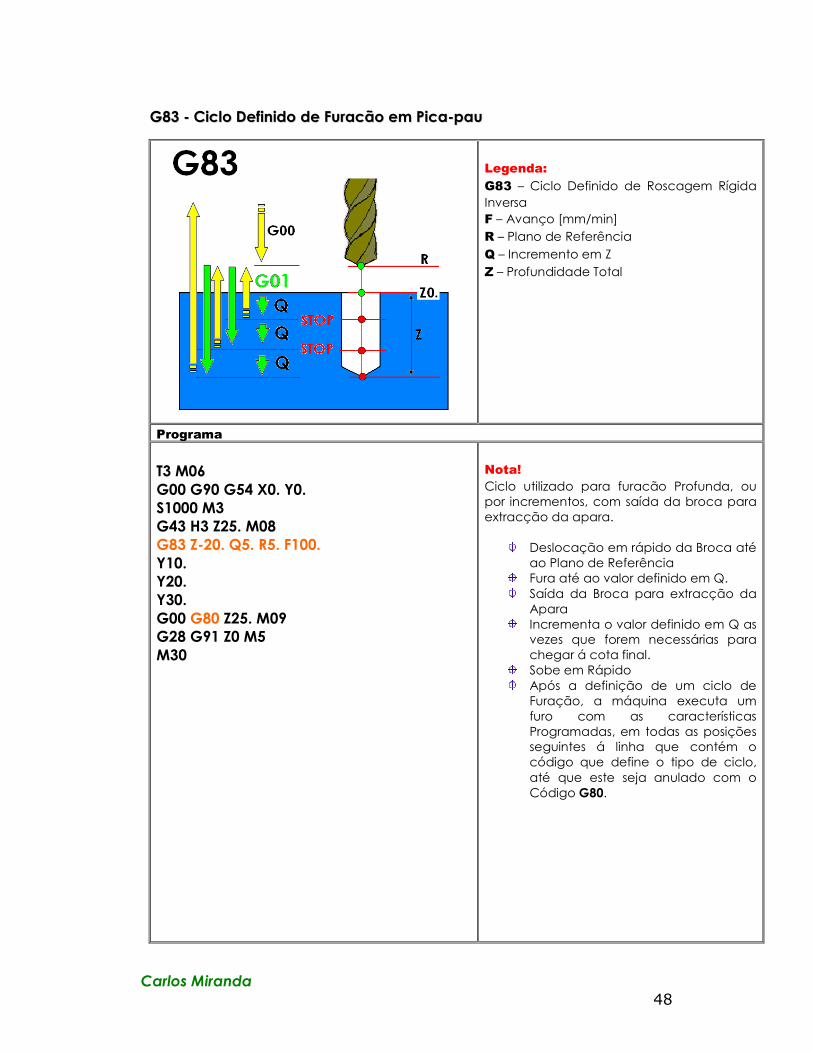
G83 – Ciclo Definido de Roscagem Rígida Inversa F – Avanço [mm/min] R – Plano de Referência
Q – Incremento em Z Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S1000 M3 G43 H3 Z25. M08 G83 Z-20. Q5. R5. F100. Y10. Y20. Y30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Ciclo utilizado para furacão Profunda, ou por incrementos, com saída da broca para extracção da apara.
Deslocação em rápido da Broca até ao Plano de Referência
Fura até ao valor definido em Q. Saída da Broca para extracção da Apara
Incrementa o valor definido em Q as vezes que forem necessárias para chegar á cota final.
Sobe em Rápido Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.
Carlos Miranda 49
GG8844 -- CCiicclloo DDeeffiinniiddoo ddee RRoossccaaggeemm RRííggiiddaa ((RRoossccaa DDiirreeiittaa))
Legenda:
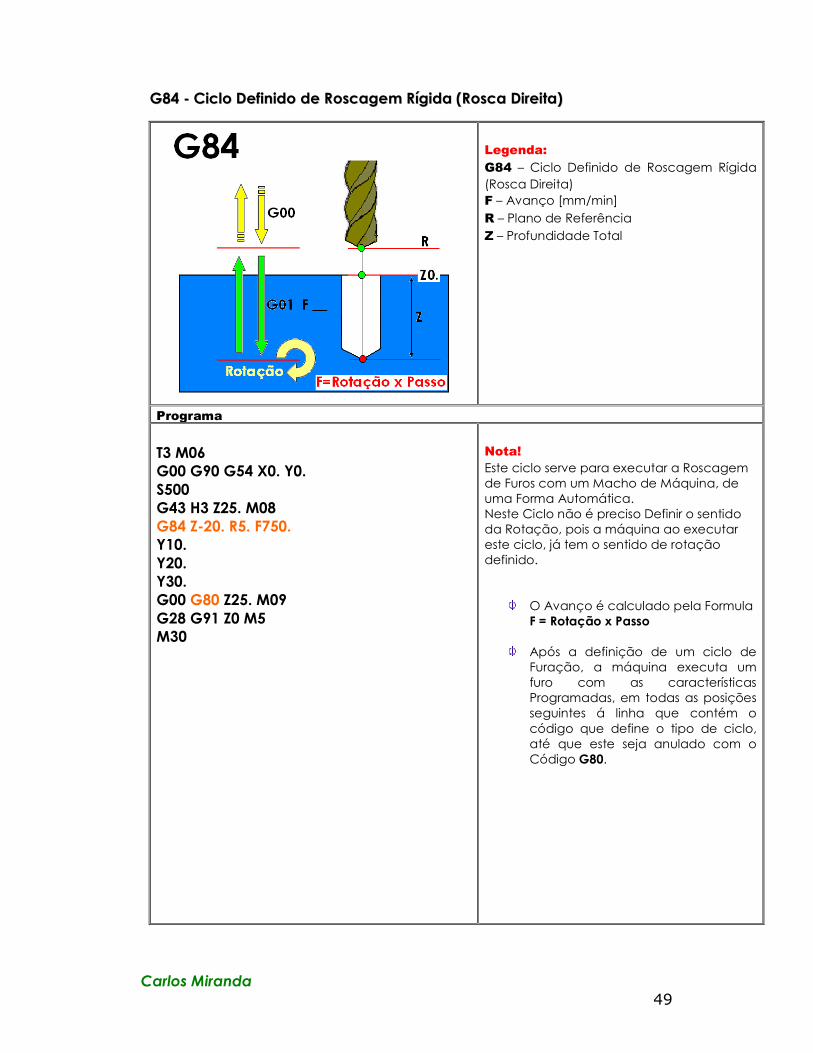
G84 – Ciclo Definido de Roscagem Rígida (Rosca Direita) F – Avanço [mm/min]
R – Plano de Referência Z – Profundidade Total
Programa
T3 M06 G00 G90 G54 X0. Y0. S500 G43 H3 Z25. M08 G84 Z-20. R5. F750. Y10. Y20. Y30. G00 G80 Z25. M09 G28 G91 Z0 M5 M30
Nota!
Este ciclo serve para executar a Roscagem de Furos com um Macho de Máquina, de uma Forma Automática. Neste Ciclo não é preciso Definir o sentido da Rotação, pois a máquina ao executar este ciclo, já tem o sentido de rotação definido.
O Avanço é calculado pela Formula F = Rotação x Passo
Após a definição de um ciclo de Furação, a máquina executa um furo com as características Programadas, em todas as posições seguintes á linha que contém o código que define o tipo de ciclo, até que este seja anulado com o Código G80.