“fadiga de painÉis planos danificados de navios plataformas de...
TRANSCRIPT
“FADIGA DE PAINÉIS PLANOS DANIFICADOS DE NAVIOS PLATAFORMAS DE
PRODUÇÃO”
Carolina Fernandes Castro Ferreira
Projeto de Graduação apresentado ao Curso de
Engenharia Naval e Oceânica da Escola
Politécnica, Universidade Federal do Rio de
Janeiro, como parte dos requisitos necessários à
obtenção do título de Engenheiro Naval.
Orientador: Ilson Paranhos Pasqualino, D.Sc.
Co-orientador: Bianca de Carvalho Pinheiro, D.Sc.
Rio de Janeiro
Agosto de 2014

i
“FADIGA DE PAINÉIS PLANOS DANIFICADOS DE NAVIOS PLATAFORMAS DE
PRODUÇÃO”
Carolina Fernandes Castro Ferreira
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO
DEPARTAMENTO DE ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA
POLITÉCNICA DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO NAVAL E OCEÂNICO.
Examinada por:
__________________________________________
Ilson Paranhos Pasqualino, D.Sc.
(ORIENTADOR)
__________________________________________
Bianca de Carvalho Pinheiro, D.Sc.
(CO-ORIENTADORA)
__________________________________________
Segen Farid Estefen, Ph.D.
__________________________________________
Marcelo Igor Lourenço de Souza, D.Sc.
RIO DE JANEIRO, RJ – BRASIL
AGOSTO DE 2014

ii
FERREIRA, Carolina Fernandes Castro.
Fadiga de Painéis Planos Danificados de Navios
Plataformas de Produção - Rio de Janeiro: UFRJ/ Escola
Politécnica, 2014.
X ,101 p.: il.; 29,7 cm.
Orientador: Ilson Paranhos Pasqualino
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Naval e Oceânica, 2014
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Naval e Oceânica, 2014
Referências Bibliográficas: p. 98.
1. Fadiga 2.Elementos Finitos. 3. Concentração de
Tensão. 4.Modelo Numérico. I. Paranhos Pasqualino,
Ilson. II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Naval e Oceânica. III.
Titulo.

iii
À minha família.

iv
AGRADECIMENTOS
À Deus por ter sido meu ponto de sustentação que me permitiu ter forças para
continuar na tão sonhada busca do meu diploma. Agradeço, também, à Nossa
Senhora Aparecida, que sempre manteve minha fé nos momentos de maior aflição.
Ao meu pai, Sergio de Araújo Ferreira, pelos sábios ensinamentos e orientações
quando mais precisei.
À minha mãe, Andrea Fernandes Castro Ferreira, pelo carinho e preocupação que me
mantiveram no rumo certo para alcançar meus objetivos, seja com palavras dóceis ou
até mesmo duras quando necessárias.
À minha irmã, Mariana Fernandes Castro Ferreira, por ser meu exemplo de
profissional e pessoa que me possibilitou me espelhar para escolher a carreira de
Engenharia.
Aos meus avós, Wolnir Luiz Castro e Deise Fernandes Castro, por terem me ajudado
em todas as etapas da minha vida desde pequena, sem eles minha formatura seria
inviável.
Ao meu namorado, Emilio Telles de Sá Moreira, pela compreensão e apoio durante os
períodos mais difíceis de projeto.
À minha Co-orientadora, Bianca de Carvalho Pinheiro, por estar sempre disposta a me
ajudar e por me passar tantos conhecimentos essenciais a minha vida profissional,
sem ela não conseguiria ter alcançado meus objetivos.
Ao meu orientador, Ilson Paranhos Pasqualino, pela oportunidade fornecida de
iniciação científica no Laboratório de Tecnologia Submarina (LTS), e pelos auxílios e
contribuições ao longo do desenvolvimento deste trabalho.
À aqueles alunos de Engenharia Naval que estiveram comigo neste processo de
estudo intenso me ajudando; seja com palavras, ensinamentos ou até mesmo com
materiais. Gostaria de agradecer, em especial, à Eloana Moreira Coutinho, pela sua
amizade e extrema boa vontade quando mais precisei.
Ao Programa de Recursos Humanos para o Setor de Petróleo e Gás da ANP, através
dos Programas PRH-35, pelo apoio financeiro indispensável para a realização desse
trabalho.
Ao LTS e à FINEP (Financiadora de Estudos e Projetos), pelo apoio financeiro
fundamental para o desenvolvimento desse trabalho.
“A pedra preciosa não pode ser polida sem fricção, nem o homem aperfeiçoado sem
provação.” (Confúcio)

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Naval.
“Fadiga de Painéis Planos Danificados de Navios Plataformas de Produção”
Carolina Fernandes Castro Ferreira
Agosto / 2014
Orientador: Ilson Paranhos Pasqualino
Co-orientador: Bianca de Carvalho Pinheiro
Curso: Engenharia Naval e Oceânica
Navios plataformas de produção, usualmente conhecidos como FPSO (floating
production, storage and offloading) estão sujeitos a danos nos painéis de costado, em
função das operações de apoio, que eventualmente geram contato entre as
embarcações. Embora danos de pequena magnitude não afetem significativamente a
resistência última do painel, os fatores de concentração de tensão nas regiões
danificadas podem acarretar a nucleação de trincas, tendo em vista o longo período de
operação a que essas embarcações estão sujeitas. O objetivo deste trabalho é avaliar
os fatores de concentração de tensão em painéis de costado danificados de FPSO e
estimar seu efeito sobre a vida em fadiga através de um estudo teórico. Um modelo de
elementos finitos é desenvolvido para reproduzir uma colisão entre o painel de costado
de um FPSO e um navio do tipo “supply vessel”, a fim de avaliar o fator de
concentração de tensão resultante no painel sob carregamento cíclico de tensão
uniaxial e pressão externa constante. Um estudo paramétrico é realizado
considerando diferentes magnitudes de danos e os resultados obtidos são usados no
desenvolvimento de expressões analíticas capazes de fornecer fatores de
concentração de tensão em função das dimensões dos danos e do painel. Os fatores
de concentração de tensão estimados por essas expressões analítica podem ser
utilizados em um estudo teórico da vida em fadiga por meio de curvas S-N, permitindo
a estimativa da vida em fadiga residual do painel de costado danificado de um FPSO e
a prevenção de falhas em caso de uma colisão acidental, situação recorrente em
operações de apoio na indústria “offshore”.
Palavras-chave: Colisão, Painel de costado, Fadiga, Concentração de tensão,
Elementos finitos, Tensão de von Misses, Curvas S-N.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
“Fatigue of damaged ship production platforms side panels”
Carolina Fernandes Castro Ferreira
August / 2014
Advisor: Ilson Paranhos Pasqualino
Co-advisor: Bianca de Carvalho Pinheiro
Course: Naval and Ocean Engineering
Ship production platforms, commonly known as FPSO (floating production, storage and
offloading) units, can be subjected to mechanical damage in their side panels caused
by collision with supply vessels. Even if the ultimate strength of the panel is not
significantly affected by small damage, the stress concentration in the collided region
may lead to the initiation of fatigue cracks, considering the long period of operation
undergone by these vessels. The aim of this work is to evaluate stress concentration
factors (SCFs) in damaged FPSO side panels and estimate their effect on the fatigue
life through a theoretical study. A finite element model is developed to reproduce a
supply vessel collision and evaluate resulting SCFs under in-plane compression load.
A parametric study is carried out considering different damage magnitudes and the
results obtained are used to develop analytical expressions to provide SCFs as a
function of dimensions of damage and panel. SCFs provided by this expression could
be used in a theoretical fatigue life study that can estimate the residual fatigue life of
collided FPSO side panels using S-N curves and help to forewarn a fatigue failure
under the event of an accidental collision, a recurrent situation in support operations of
the offshore industry.
Keywords: Supply-FPSO Collision, Side Panel, Fatigue, Stress Concentration Factor,
Finite Element, Von Misses Tension, S-N Curves.

vii
Sumário
1. Introdução ............................................................................................................. 1
1.1. Objetivos e Aplicação do Trabalho ................................................................. 1
1.2. Motivação ....................................................................................................... 2
1.2.1. Plataformas tipo FPSO ............................................................................ 2
1.2.2. Embarcações do tipo PSV ....................................................................... 4
1.2.3. Colisão .................................................................................................... 6
1.3. Estrutura da Dissertação ................................................................................ 9
2. Revisão Bibliográfica ........................................................................................... 10
2.1. Modos de Falha ............................................................................................ 10
2.2. Comportamento Mecânico dos Materiais ...................................................... 11
2.2.1. Ensaio de Tração .................................................................................. 11
2.2.2. Deformação Plástica e Efeito de Poisson .............................................. 18
2.2.3. Curva tensão-deformação real .............................................................. 19
2.2.4. Efeito Bauschinger ................................................................................ 20
2.3. Fadiga de Metais .......................................................................................... 21
2.3.1. Curva S-N .............................................................................................. 23
2.3.1. Fadiga Controlada por Deformação ....................................................... 28
2.3.2. Tipos de Ensaios de Fadiga .................................................................. 30
2.3.3. Efeito das condições de ensaio ............................................................. 31
2.3.1. Efeito da Tensão Média na Vida à Fadiga ............................................. 33
2.3.2. Limite de Resistência a Fadiga .............................................................. 36
2.3.3. Tensões Residuais ................................................................................ 39
2.4. Concentração de Tensão .............................................................................. 39
2.4.1. Fator de Concentração de Tensão ........................................................ 40
2.4.2. Concentração de Tensão e Fadiga ........................................................ 41
2.5. Danos Mecânicos ......................................................................................... 43
2.5.1. Danos acumulados ................................................................................ 44
2.5.2. Defeitos Tipo Mossa .............................................................................. 45
2.6. Método dos Elementos Finitos ...................................................................... 45
3. Modelo Numérico ................................................................................................ 47
3.1. Parâmetros Geométricos .............................................................................. 47
3.2. Propriedades do Material .............................................................................. 51
3.3. Malha de Elementos Finitos .......................................................................... 53
3.4. Condições de Contorno e Carregamento ...................................................... 56

viii
3.5. Propriedades do Contato .............................................................................. 58
4. Resultados Numéricos ........................................................................................ 59
5. Estudo Paramétrico ............................................................................................. 69
5.1. Análises de Elementos Finitos ...................................................................... 69
5.2. Formulação Analítica .................................................................................... 79
6. Avaliação da Vida em Fadiga .............................................................................. 93
7. Conclusões ......................................................................................................... 96
8. Agradecimentos .................................................................................................. 98
Referências ................................................................................................................ 98
1
1. Introdução
1.1. Objetivos e Aplicação do Trabalho
Ao longo do século XX, o petróleo consolidou-se como um dos pilares da
economia mundial, e se tornou a principal fonte energética no processo da
industrialização, possuindo alto valor estratégico para o desenvolvimento econômico
das nações. Nos últimos anos o preço do petróleo teve um aumento significativo de
acordo com dados da ANP [1], o que viabilizou a exploração cada vez mais distante da
costa, já que o custo da produção em águas profundas e ultraprofunda é, também,
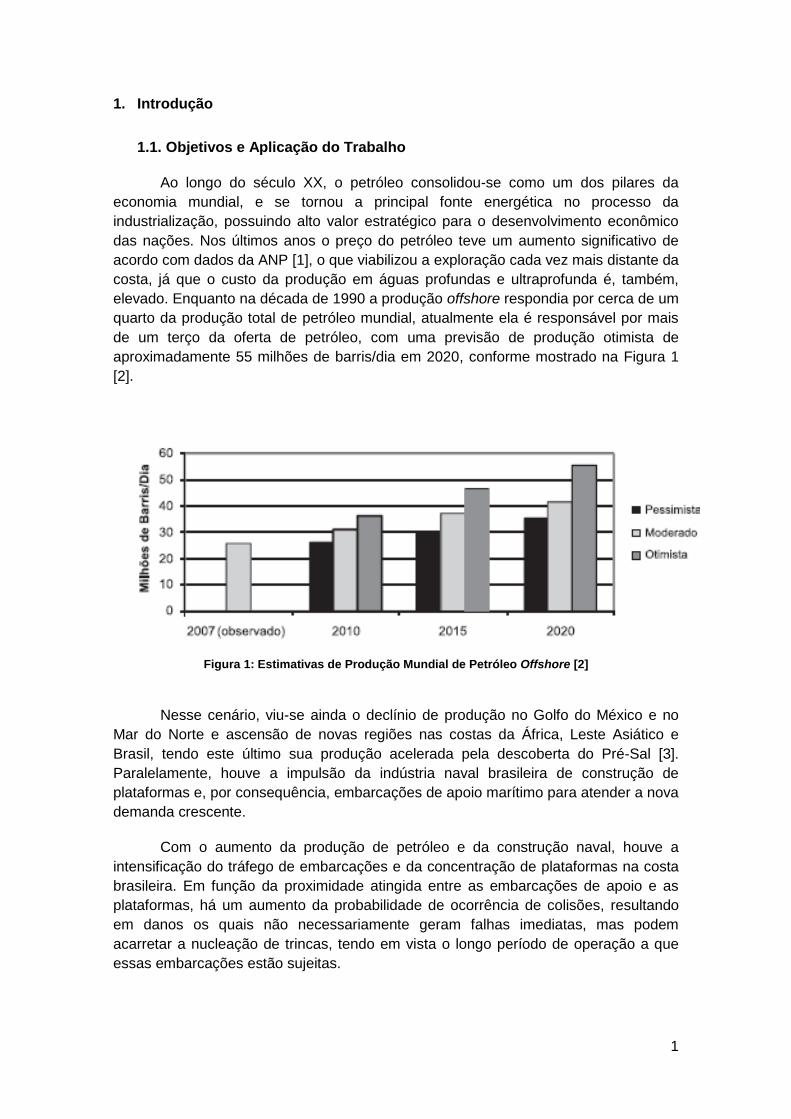
elevado. Enquanto na década de 1990 a produção offshore respondia por cerca de um
quarto da produção total de petróleo mundial, atualmente ela é responsável por mais
de um terço da oferta de petróleo, com uma previsão de produção otimista de
aproximadamente 55 milhões de barris/dia em 2020, conforme mostrado na Figura 1
[2].
Figura 1: Estimativas de Produção Mundial de Petróleo Offshore [2]
Nesse cenário, viu-se ainda o declínio de produção no Golfo do México e no
Mar do Norte e ascensão de novas regiões nas costas da África, Leste Asiático e
Brasil, tendo este último sua produção acelerada pela descoberta do Pré-Sal [3].
Paralelamente, houve a impulsão da indústria naval brasileira de construção de
plataformas e, por consequência, embarcações de apoio marítimo para atender a nova
demanda crescente.
Com o aumento da produção de petróleo e da construção naval, houve a
intensificação do tráfego de embarcações e da concentração de plataformas na costa
brasileira. Em função da proximidade atingida entre as embarcações de apoio e as
plataformas, há um aumento da probabilidade de ocorrência de colisões, resultando
em danos os quais não necessariamente geram falhas imediatas, mas podem
acarretar a nucleação de trincas, tendo em vista o longo período de operação a que
essas embarcações estão sujeitas.
2
Sabe-se que a probabilidade de ocorrência de acidentes decorrentes da colisão
entre FPSO (da língua inglesa Floating Production Storage and Offloading) e
embarcações de apoio é maior do que aqueles que resultam em ruptura e avaria [4].
Além disso, frequentemente o dano resultante da colisão entre essas embarcações
pode gerar a formação de trincas, o que pode ocasionar na necessidade de reparos.
Dessa maneira, este projeto aborda essa situação acidental em que há a colisão entre
uma plataforma de Petróleo do tipo Floating, Production, Storage and Offloading
(FPSO) com uma embarcação de apoio Plataform Supply Vessel (PSV), analisando a
concentração de tensão na região danificada pela colisão para avaliar a vida em fadiga
da plataforma, prevendo a necessidade e o tempo de reparo nesta.
O objetivo deste trabalho é propor uma metodologia de avaliação do tempo
residual de vida em fadiga da estrutura danificada para evitar reparos desnecessários,
diminuição dos custos de manutenção de forma a evitar a formação de trincas que
podem ocasionar em comprometimento da integridade estrutural do painel.
1.2. Motivação
A motivação deste trabalho é abordada a seguir, onde é apresentada uma
breve descrição dos navios plataformas de produção do tipo FPSO, de embarcações
de apoio PSV e dos efeitos decorrentes de uma colisão acidental entre eles.
1.2.1. Plataformas tipo FPSO
De acordo com dados do SINAVAL [5] indicados no Plano de Negócios da
Petrobras, haverá investimentos de US$ 147,5 bilhões na área de exploração e
produção de petróleo, o que representará a entrada de 25 novas plataformas, até
2017, e outras 13 plataformas até 2020. Quando consideramos as plataformas
previstas para iniciar operação até 2014, observa-se que de um total de dez, oito são
do tipo FPSO, o que confirma a ampla utilização deste tipo de plataforma,
principalmente na costa do Brasil.
Plataformas FPSO são utilizadas com a finalidade de armazenamento,
produção e refino de Petróleo em alto mar, para que, posteriormente, este possa ser
transportado por meio de dutos submarinos, ou em operações de descarregamento
com petroleiros [6]. Na Figura 1 tem-se um exemplo de um FPSO em operação.
A etapa de produção caracteriza a função mais importante de uma plataforma
do tipo FPSO, sendo responsável pela extração do petróleo bruto obtido do leito
marinho. Essa embarcação está habilitada e equipada para destilar o óleo e gases
extraídos offshore.
A segunda etapa de maior importância consiste no armazenamento do petróleo
extraído offshore. Para isso, o navio FPSO é construída de forma que as tubulações e
tanques sejam capazes de separar o produto destilado do óleo bruto não afetando a
pureza do petróleo obtido pela produção. Essas estruturas são altamente resistentes o
que garante uma operação segura e minimização do risco de vazamentos de óleo,
evitando, portanto, a possibilidade de acidentes ambientais.

3
Figura 2: FPSO (Floating, Production, Storage and Offloading) [6]
Outra função do FPSO consiste na operação de descarregamento (Offloading)
da plataforma para navios ou equipamentos de transporte de carga em alto mar, como
ilustrado na Figura 3. O descarregamento demanda extensas horas de serviço, devido
à sua complexidade. Essa operação tem extrema dependência de fatores externos,
como condições climáticas, a fim de que os riscos de vazamentos sejam minimizados.
Figura 3: Operação de descarregamento entre FPSO e Petroleiro [6]
Embarcações FPSO têm sido utilizadas desde a década de 70, quando a
exploração de petróleo se consolidou nos oceanos e mares. Nas últimas quatro
4
décadas, com o aumento da exploração nessas regiões, houve, também, o aumento
da importância desse tipo de plataforma. Sua utilização possibilita que as empresas
petrolíferas reduzam gastos com o transporte de óleo bruto para uma refinaria em
terra antes de transferi-lo para as devidas áreas industriais, o que acarreta economia
de tempo e dinheiro de forma eficaz.
Assim, o emprego de plataformas do tipo FPSO se consolidou no mercado
mundial, tornando-se um ativo muito importante para a indústria do petróleo.
1.2.2. Embarcações do tipo PSV
O primeiro campo offshore foi descoberto em 1968 pela Petrobras, sendo sua
produção iniciada nos anos 70. Naquela época, as descobertas offshore aconteciam
em águas rasas, até 300 metros de profundidade de lâmina d’água, com plataformas
do tipo fixas, constituídas de estruturas modulares de aço, instaladas no local de
operação com estacas cravadas no fundo do mar. Em 1984, as descobertas
ultrapassaram a fronteira de 300 metros e foram cada vez mais se colocando distantes
da costa, o que justificou o aumento constante da aquisição de embarcações de apoio
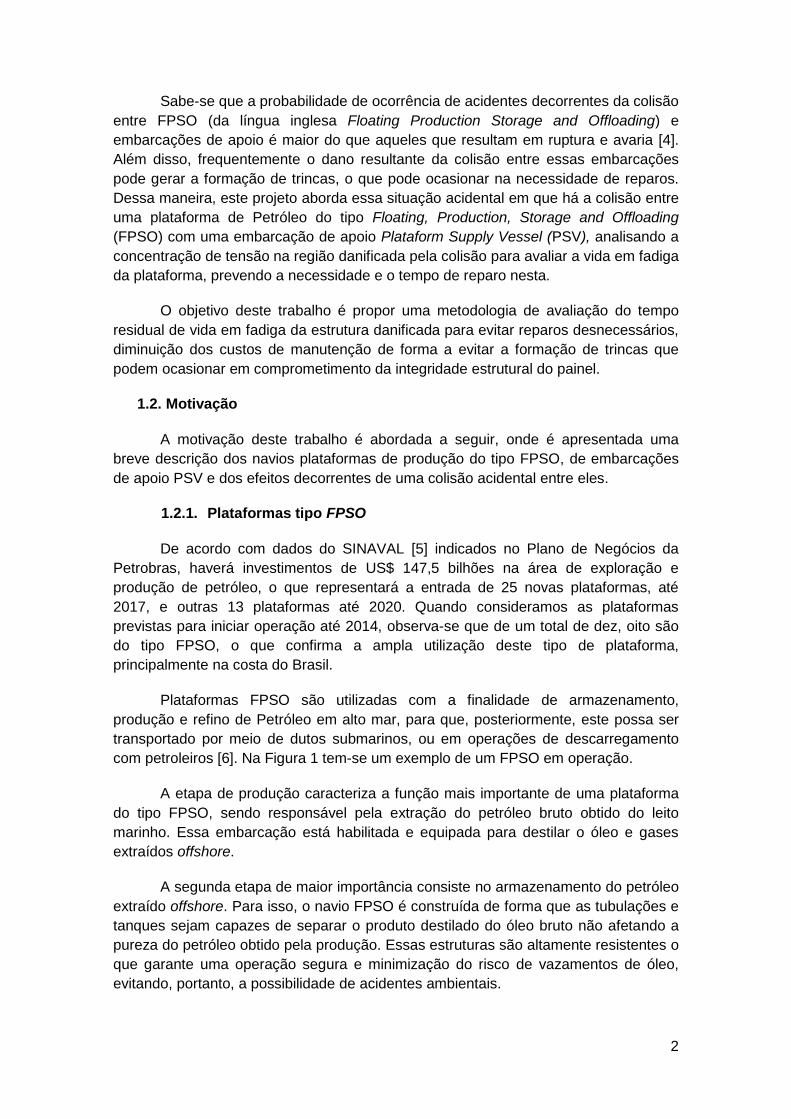
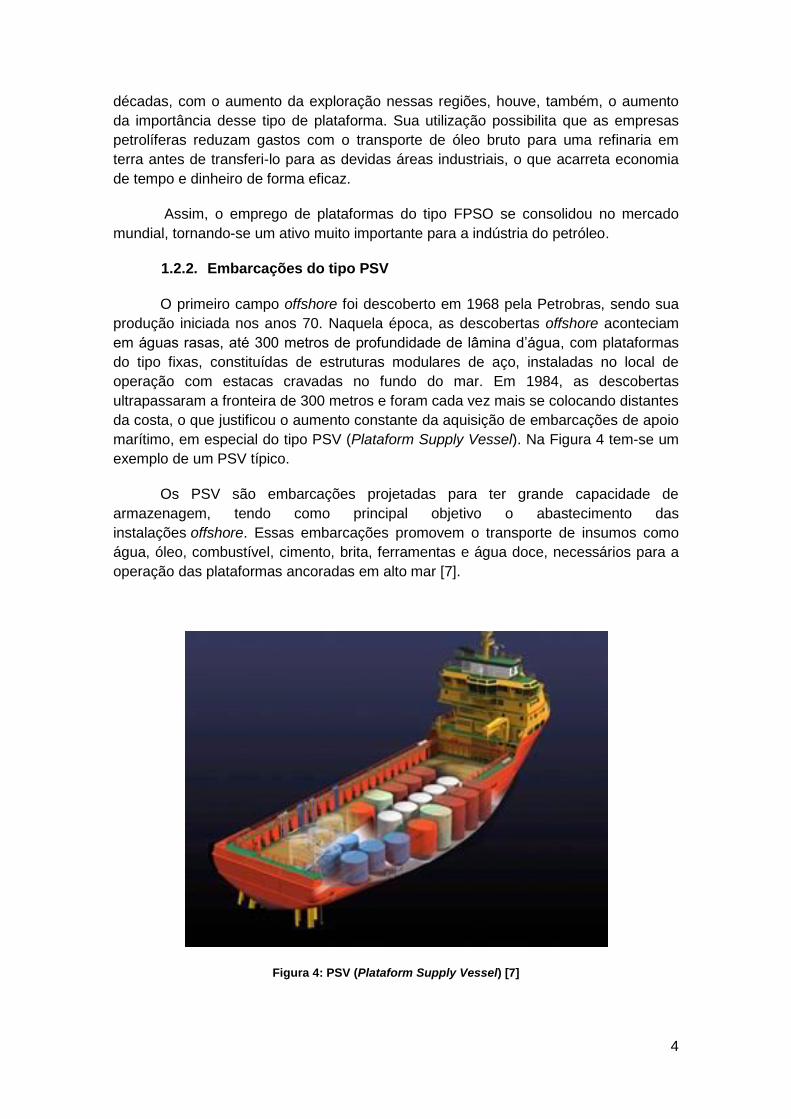
marítimo, em especial do tipo PSV (Plataform Supply Vessel). Na Figura 4 tem-se um
exemplo de um PSV típico.
Os PSV são embarcações projetadas para ter grande capacidade de
armazenagem, tendo como principal objetivo o abastecimento das
instalações offshore. Essas embarcações promovem o transporte de insumos como
água, óleo, combustível, cimento, brita, ferramentas e água doce, necessários para a
operação das plataformas ancoradas em alto mar [7].
Figura 4: PSV (Plataform Supply Vessel) [7]
5
O crescimento da frota mundial de PSV foi superior a 90% no período 2000–
2007, o que representa uma porcentagem de 9,6% a.a. No Brasil, a Petrobras é a
principal operadora de embarcações de apoio na América Latina com uma frota
equivalente a 64% do total, processo que se iniciou em 1999 com o lançamento do
Programa de Renovação da Frota de Apoio Marítimo (Prorefam), oferecendo contratos
de afretamento de oito anos para 64 embarcações do tipo PSV a serem construídas
no país, considerando a receita estável e de longo prazo oferecida pelos contratos aos
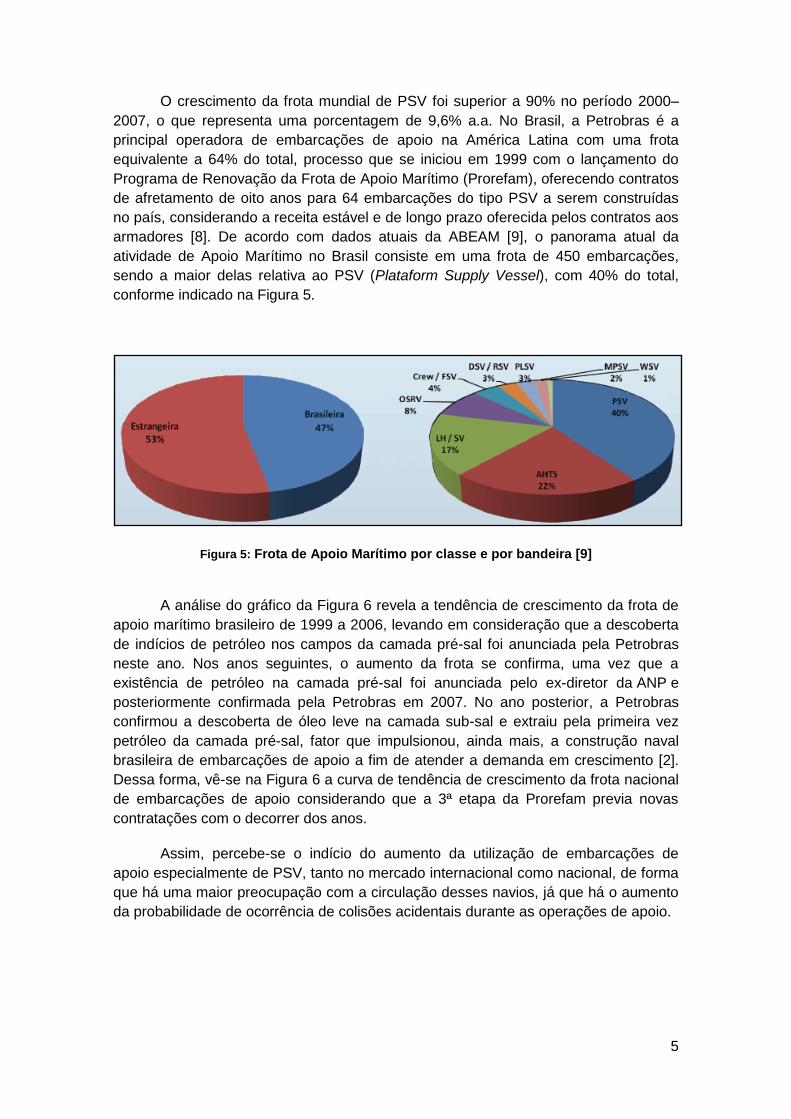
armadores [8]. De acordo com dados atuais da ABEAM [9], o panorama atual da
atividade de Apoio Marítimo no Brasil consiste em uma frota de 450 embarcações,
sendo a maior delas relativa ao PSV (Plataform Supply Vessel), com 40% do total,
conforme indicado na Figura 5.
Figura 5: Frota de Apoio Marítimo por classe e por bandeira [9]
A análise do gráfico da Figura 6 revela a tendência de crescimento da frota de
apoio marítimo brasileiro de 1999 a 2006, levando em consideração que a descoberta
de indícios de petróleo nos campos da camada pré-sal foi anunciada pela Petrobras
neste ano. Nos anos seguintes, o aumento da frota se confirma, uma vez que a
existência de petróleo na camada pré-sal foi anunciada pelo ex-diretor da ANP e
posteriormente confirmada pela Petrobras em 2007. No ano posterior, a Petrobras
confirmou a descoberta de óleo leve na camada sub-sal e extraiu pela primeira vez
petróleo da camada pré-sal, fator que impulsionou, ainda mais, a construção naval
brasileira de embarcações de apoio a fim de atender a demanda em crescimento [2].
Dessa forma, vê-se na Figura 6 a curva de tendência de crescimento da frota nacional
de embarcações de apoio considerando que a 3ª etapa da Prorefam previa novas
contratações com o decorrer dos anos.
Assim, percebe-se o indício do aumento da utilização de embarcações de
apoio especialmente de PSV, tanto no mercado internacional como nacional, de forma
que há uma maior preocupação com a circulação desses navios, já que há o aumento
da probabilidade de ocorrência de colisões acidentais durante as operações de apoio.

6
Figura 6: Evolução da Frota de Apoio Marítimo até 2020 [9]
1.2.3. Colisão
A colisão representa um fator de risco para as embarcações envolvidas, uma
vez que mesmo que não ocasione uma falha imediata, pode levar a nucleação de
trincas ao longo do tempo, capazes de comprometer a integridade estrutural do painel
danificado da embarcação.
O tráfego de navios pode ser dividido em dois grupos, chamados de
“embarcações passantes” (Passing Vessels), e “embarcações relacionadas ao campo”
(Field Related ou Infield Vessels). Embarcações passantes são aquelas que não estão
relacionadas ao campo considerado, como por exemplo, navios pesqueiros e
embarcações offshore de outras instalações. O outro grupo de navios chamados de
“relacionados ao campo” consiste, como o próprio nome diz, em embarcações que
estão servindo às instalações do campo, tomando como exemplo supply vessels e
petroleiros [10].
Vê-se que para embarcações passantes, o risco de colisão é dependente da
sua localização, levando em consideração que se há rotas com maior concentração de
outros tipos de navios, o que dificulta o tráfego. No caso de navios relacionados ao
campo, vê-se que estes estão apenas visitando a instalação para a realização de
operações offshore, como é o caso do PSV neste trabalho, o que resulta em uma
menor dependência da localização da instalação.
Quando tratamos de colisão, há a divisão em dois grupos chamados de
“colisões motoras” (powered collisions) e “colisões de deriva” (drifting collisions).
Colisões motoras são aquelas em que há um navio em movimento em direção à outra
embarcação. Essas colisões podem ocorrer devido a erros de navegação e manobra,
má visibilidade e uso de radar de maneira ineficaz. No caso de colisões de deriva, o
7
navio está à deriva se chocando com outra embarcação, tendo como principais causas
a perda da propulsão, falhas nas linhas de ancoragem ou cabo de reboque, estando
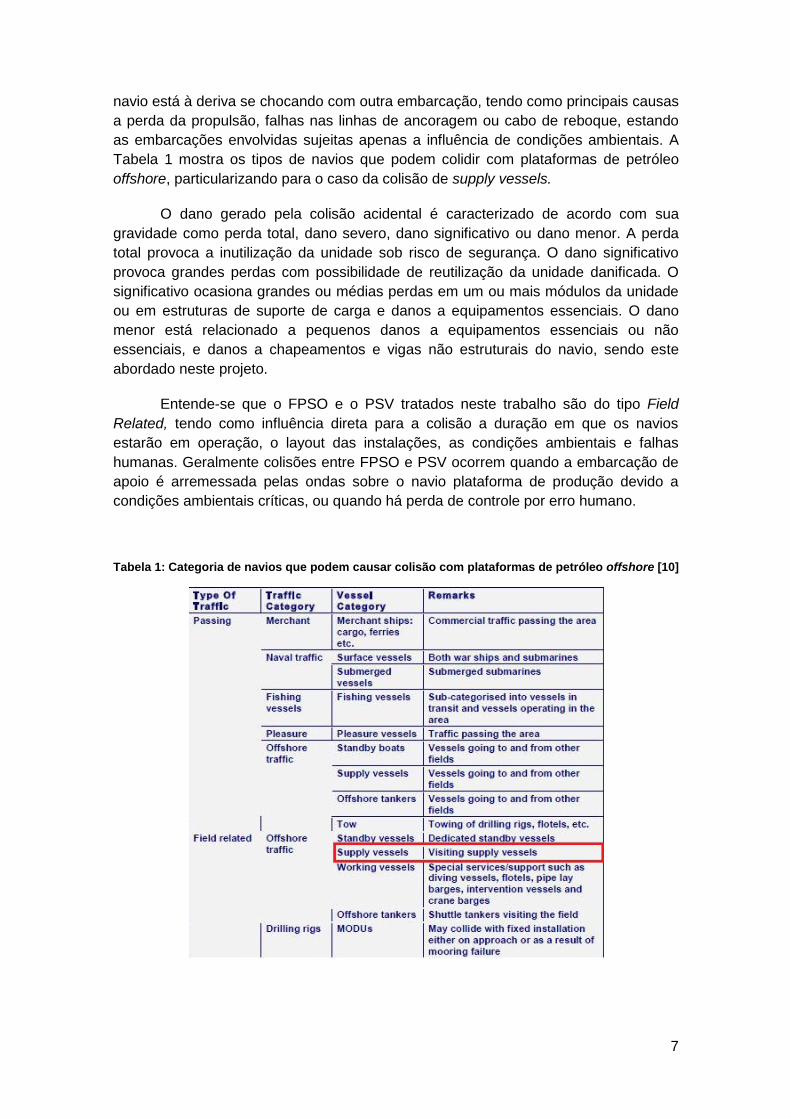
as embarcações envolvidas sujeitas apenas a influência de condições ambientais. A
Tabela 1 mostra os tipos de navios que podem colidir com plataformas de petróleo
offshore, particularizando para o caso da colisão de supply vessels.
O dano gerado pela colisão acidental é caracterizado de acordo com sua
gravidade como perda total, dano severo, dano significativo ou dano menor. A perda
total provoca a inutilização da unidade sob risco de segurança. O dano significativo
provoca grandes perdas com possibilidade de reutilização da unidade danificada. O
significativo ocasiona grandes ou médias perdas em um ou mais módulos da unidade
ou em estruturas de suporte de carga e danos a equipamentos essenciais. O dano
menor está relacionado a pequenos danos a equipamentos essenciais ou não
essenciais, e danos a chapeamentos e vigas não estruturais do navio, sendo este
abordado neste projeto.
Entende-se que o FPSO e o PSV tratados neste trabalho são do tipo Field
Related, tendo como influência direta para a colisão a duração em que os navios
estarão em operação, o layout das instalações, as condições ambientais e falhas
humanas. Geralmente colisões entre FPSO e PSV ocorrem quando a embarcação de
apoio é arremessada pelas ondas sobre o navio plataforma de produção devido a
condições ambientais críticas, ou quando há perda de controle por erro humano.
Tabela 1: Categoria de navios que podem causar colisão com plataformas de petróleo offshore [10]
8
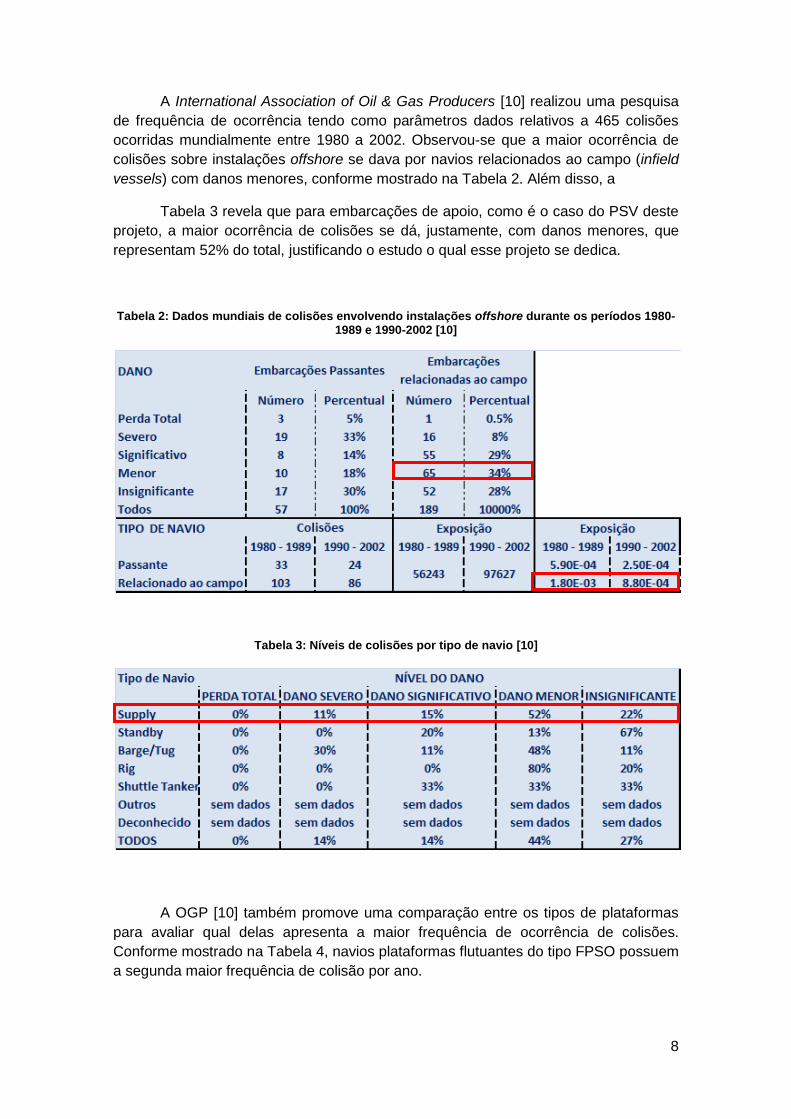
A International Association of Oil & Gas Producers [10] realizou uma pesquisa
de frequência de ocorrência tendo como parâmetros dados relativos a 465 colisões
ocorridas mundialmente entre 1980 a 2002. Observou-se que a maior ocorrência de
colisões sobre instalações offshore se dava por navios relacionados ao campo (infield
vessels) com danos menores, conforme mostrado na Tabela 2. Além disso, a
Tabela 3 revela que para embarcações de apoio, como é o caso do PSV deste
projeto, a maior ocorrência de colisões se dá, justamente, com danos menores, que
representam 52% do total, justificando o estudo o qual esse projeto se dedica.
Tabela 2: Dados mundiais de colisões envolvendo instalações offshore durante os períodos 1980-1989 e 1990-2002 [10]
Tabela 3: Níveis de colisões por tipo de navio [10]
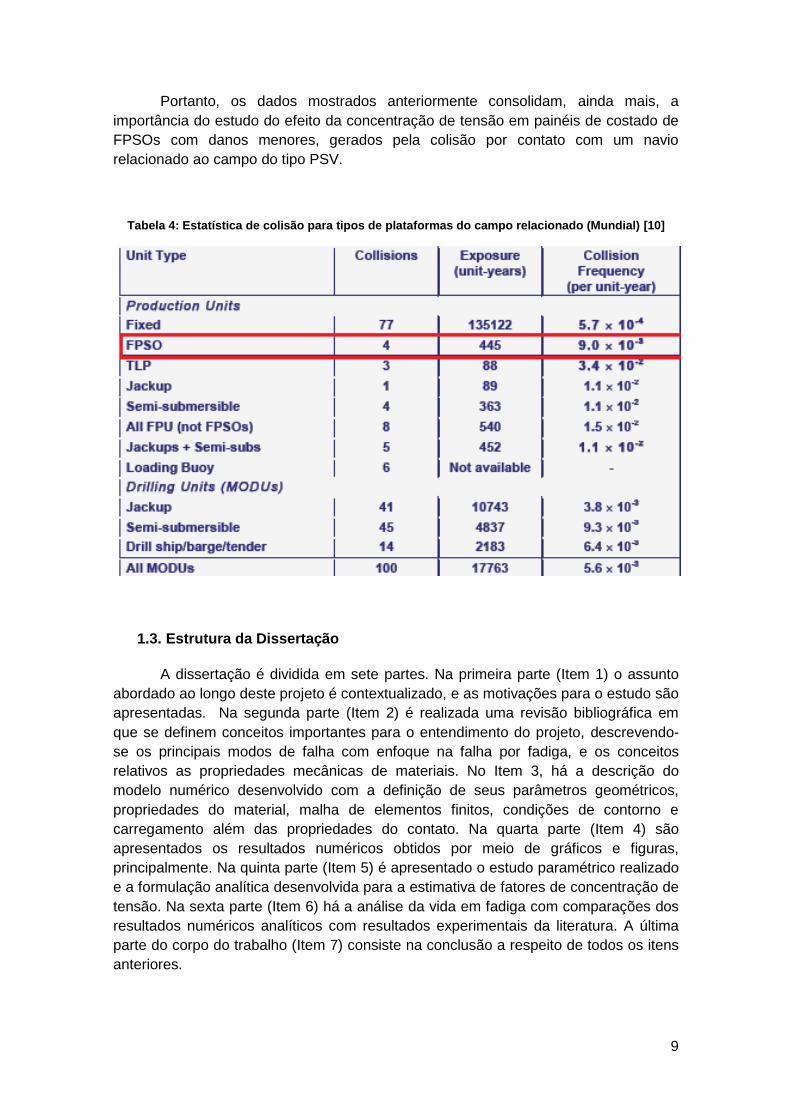
A OGP [10] também promove uma comparação entre os tipos de plataformas
para avaliar qual delas apresenta a maior frequência de ocorrência de colisões.
Conforme mostrado na Tabela 4, navios plataformas flutuantes do tipo FPSO possuem
a segunda maior frequência de colisão por ano.
9
Portanto, os dados mostrados anteriormente consolidam, ainda mais, a
importância do estudo do efeito da concentração de tensão em painéis de costado de
FPSOs com danos menores, gerados pela colisão por contato com um navio
relacionado ao campo do tipo PSV.
Tabela 4: Estatística de colisão para tipos de plataformas do campo relacionado (Mundial) [10]
1.3. Estrutura da Dissertação
A dissertação é dividida em sete partes. Na primeira parte (Item 1) o assunto
abordado ao longo deste projeto é contextualizado, e as motivações para o estudo são
apresentadas. Na segunda parte (Item 2) é realizada uma revisão bibliográfica em
que se definem conceitos importantes para o entendimento do projeto, descrevendo-
se os principais modos de falha com enfoque na falha por fadiga, e os conceitos
relativos as propriedades mecânicas de materiais. No Item 3, há a descrição do
modelo numérico desenvolvido com a definição de seus parâmetros geométricos,
propriedades do material, malha de elementos finitos, condições de contorno e
carregamento além das propriedades do contato. Na quarta parte (Item 4) são
apresentados os resultados numéricos obtidos por meio de gráficos e figuras,
principalmente. Na quinta parte (Item 5) é apresentado o estudo paramétrico realizado
e a formulação analítica desenvolvida para a estimativa de fatores de concentração de
tensão. Na sexta parte (Item 6) há a análise da vida em fadiga com comparações dos
resultados numéricos analíticos com resultados experimentais da literatura. A última
parte do corpo do trabalho (Item 7) consiste na conclusão a respeito de todos os itens
anteriores.

10
2. Revisão Bibliográfica
Este capítulo é dividido em cinco partes. Na primeira (Item 2.1) são abordadas
a definição e a generalização dos modos de falhas, com particular atenção para o
fenômeno de Fadiga. O Item 2.2 descreve o comportamento dos materiais,
apresentando definições de suas propriedades elásticas e plásticas, demonstrando
conceitos que serão usados neste projeto. Na terceira parte (Item 2.3) há a
contextualização da fadiga com definições importantes para o pleno entendimento
posterior. Na quarta parte (Item 2.4) há a caracterização do conceito de concentração
de tensão e sua influência sobre a fadiga de materiais. Na quinta (Item 2.5) há a
definição do conceito de danos mecânicos e suas implicações em relação ao
fenômeno da fadiga com enfoque no dano do tipo mossa. Na última parte (Item 2.6)
define-se o conceito de elementos finitos. Para o desenvolvimento da Revisão
Bibliográfica foram utilizadas as referências [11 – 27].
2.1. Modos de Falha
Falhas mecânicas ocorrem quando o material não consegue mais executar a
sua função com segurança antes do término de sua vida útil, perdendo as
características para as quais foi projetado. As formas com que o componente
estrutural pode falhar dependem do tipo de carregamento, tipo de material, condições
ambientais, tempo de vida, cuidados com manutenção entre outros. As falhas podem
ser classificadas como dependentes ou independentes do tempo.
Falhas independentes do tempo possuem igual probabilidade igual de
ocorrência, independentemente de sua vida útil ou tempo de uso do material. Essas
se manifestam por ruptura ou empenamento, causadas por sobrecargas ou picos de
solicitação. Entre os principais modos de falhas independentes do tempo tem-se a
fratura dúctil ou frágil, a fratura na presença de defeitos, a falha por início de
escoamento, a plastificação generalizada, a fragilização por hidrogênio, a deformação
elástica excessiva e a flambagem.
Falhas dependentes do tempo são caracterizadas por certo nível de
envelhecimento ou desgaste, fazendo com que haja deteriorização gradativa de
características do material, o que afeta a sua funcionalidade. Os principais modos de
falha desse tipo estão relacionados à fadiga, deformação plástica progressiva,
corrosão, corrosão sobtensão, fluência e desgaste.
Entre todas as falhas dependentes do tempo, a fadiga se apresenta como a
mais preocupante, devido à complexidade dos fenômenos envolvidos e à alta
frequência de ocorrência, visto que de 50% a 90% das falhas observadas em serviço
envolvem a fadiga.
Muitos são os acidentes ocorridos em decorrência desse modo de falha, dentre
eles pode-se citar o caso do Jumbo 747 do voo 123 da Japan Airlines (JAL), em que a
aeronave se rompeu devido a um reparo mal executado pela manutenção. O ar
pressurizado da cabine entrou na cauda, arrebentando partes da fuselagem e
danificando o sistema hidráulico. A cauda havia sido retirada para reparos e, na
substituição, foi fixada com somente uma fileira de rebites onde seriam necessárias

11
duas. Com o passar do tempo e como consequência da operação normal da
aeronave, o material sofreu fadiga resultando na quebra abrupta na região.
Figura 7: Exemplo de Falha por fadiga - cauda do Jumbo 747 – voo 123 [13]
2.2. Comportamento Mecânico dos Materiais
Para um projeto estrutural, deve-se analisar a tensão mínima que leva o
material ao colapso. Materiais dúcteis são aqueles que se deformam sobtensão
cisalhante e, portanto são capazes de sofrer grandes deformações antes de falhar.
Para esses materiais é importante analisar o seu limite de escoamento. Em
contrapartida, materiais frágeis se rompem sem sofrer grandes deformações,
tornando-se essencial a análise da tensão limite de ruptura. Em ambos os casos essas
tensões devem ser comparadas com as impostas no material devido a cargas
externas a fim de evitar sua falha.
As propriedades mecânicas de um material como rigidez, resistência mecânica,
ductibilidade, tenacidade e resiliência são levantadas por meio de ensaios mecânicos.
Particularizando para o caso de uma análise detalhada através do ensaio estático de
Tração, é possível obter informações primordiais que permitem prever tanto a falha
estática como a falha devido a cargas dinâmicas, como é o caso da fadiga.
2.2.1. Ensaio de Tração
O ensaio de tração consiste em aplicar uma força de tração coincidente com o
eixo do corpo de prova, medindo-se simultaneamente a deformação experimentada
pelo material devido à ação da carga. A Figura 8 exemplifica esquematicamente um
ensaio de tração típico com um corpo de prova de material metálico.

12
Os parâmetros utilizados nesse ensaio são chamados de tensão limite de
escoamento, tensão limite de resistência, alongamento específico e redução da área
da seção transversal, os quais permitem a definição do comportamento tensão-
deformação do material.
Sabe-se que o coeficiente de poisson relaciona deformação transversal
associada a carga longitudinal no ensaio de tração, considerando um material
homogêneo e isotrópico. Esse coeficiente é calculado como:
𝜐 = −𝜀𝑦
𝜀𝑥=
𝜀𝑧𝜀𝑥
2.1.
onde 𝜐 representa o Coeficiente de Poisson, εy e εz são as deformações transversais
em y e z; e εx a deformação longitudinal em x.
Figura 8: Corpo de prova de ensaio de tração [13]
Na curva tensão-deformação mostrada na Figura 9 tem-se, no eixo horizontal,
valores de alongamento longitudinal de um corpo de prova de material metálico,
enquanto no eixo vertical vê-se a força axial aplicada sobre ele durante o ensaio de
tração.

13
Figura 9: Curva tensão - deformação de engenharia de um corpo de prova de material metálico
típico em um ensaio de tração [13]
É importante observar que a forma da curva tensão-deformação nominal é
dependente, basicamente, da composição química do material, dos tratamentos
termomecânicos aos quais ele foi submetido, da temperatura de operação e do estado
de tensões impostos no teste, podendo ter diversas variações conforme mostrado na
Figura 10.
Figura 10: Diferentes formas da curva tensão-deformação [13]
Para cargas inferiores ao limite de proporcionalidade do material (𝜎𝑝), conforme
indicado na Figura 9, a relação tensão-deformação apresenta comportamento linear.
Já o valor de 𝜎𝐸 define o limite de escoamento do material, marcando o início do
regime plástico.
Deformação uniforme ao longo Deformação
1
2
3
4
de todo o comprimento útil concentrada
Início da
estricção

14
O limite de escoamento é definido como a tensão máxima que um material
pode suportar sem sofrer deformações plásticas macroscópicas, após completa
remoção da carga. Ao aplicar tensões superiores a este limite, o material sofre
deformações permanentes e não a recupera sua forma original após a remoção das
cargas. Em geral, um material submetido a tensões inferiores ao seu limite de
escoamento é deformado segundo a lei de Hooke, discutida pela equação (2.2), sendo
a sua deformação definida conforme equação (2.3).
𝜎 = 𝜀𝐸 2.2.
𝜀 =Δ𝑙
𝑙0 2.3.
onde 𝜎 é a tensão longitudinal, 𝜀 a deformação longitudinal, E o módulo de
elasticidade ou de Young, Δl a variação de comprimento do corpo de prova e l0 seu
comprimento inicial.
O módulo de elasticidade (E) demonstrado na Lei de Hooke, ou módulo de
Young, corresponde à inclinação da região linear do diagrama tensão-deformação da
Figura 9 anterior a 𝜎𝑝 . Essa constante dependente do material é definida como a
medida de sua rigidez axial. Tal característica intrínseca ao material é resultado das
forças de atração entre os átomos, o que faz com que não possam ser alteradas sem
modificar microestruturas do material. O módulo de elasticidade só pode ser alterado,
levemente, pela adição de elementos de ligas, tratamentos térmicos ou trabalho a frio,
sofrendo uma significativa redução de valor com o aumento da temperatura.
Assim, ponto σE do gráfico da Figura 9, chamado de limite de escoamento,
corresponde à tensão a partir da qual o material apresenta deformação residual no
regime plástico com significativa redução da área transversal no teste de tração. No
caso de aços, essa deformação é convencionalmente adotada como 0,2%, quando o
material não apresentar um patamar de escoamento.
A deformação total plástica, posterior ao limite de escoamento, é calculada
como:
𝜀𝑝 = 𝜀 − 𝜀𝑒 2.4.
15
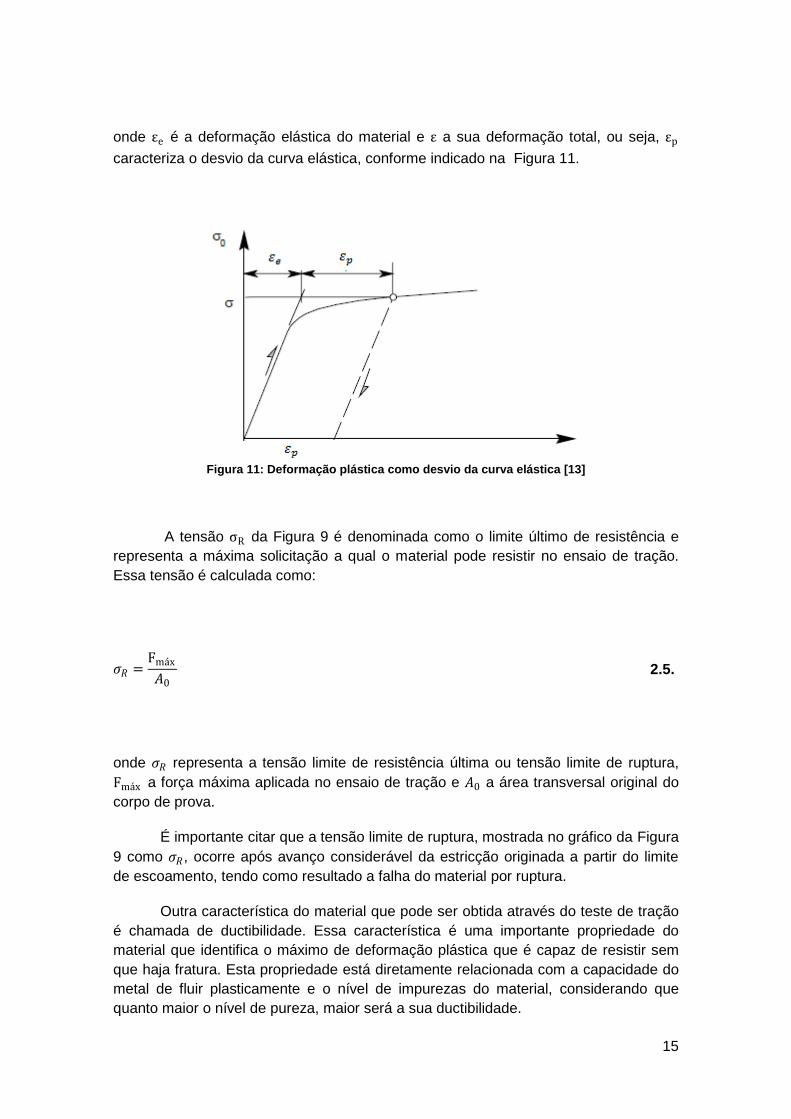
onde εe é a deformação elástica do material e ε a sua deformação total, ou seja, εp
caracteriza o desvio da curva elástica, conforme indicado na Figura 11.
Figura 11: Deformação plástica como desvio da curva elástica [13]
A tensão σR da Figura 9 é denominada como o limite último de resistência e
representa a máxima solicitação a qual o material pode resistir no ensaio de tração.
Essa tensão é calculada como:
𝜎𝑅 =Fmáx
𝐴0 2.5.
onde 𝜎𝑅 representa a tensão limite de resistência última ou tensão limite de ruptura,
Fmáx a força máxima aplicada no ensaio de tração e 𝐴0 a área transversal original do
corpo de prova.
É importante citar que a tensão limite de ruptura, mostrada no gráfico da Figura
9 como 𝜎𝑅, ocorre após avanço considerável da estricção originada a partir do limite
de escoamento, tendo como resultado a falha do material por ruptura.
Outra característica do material que pode ser obtida através do teste de tração
é chamada de ductibilidade. Essa característica é uma importante propriedade do
material que identifica o máximo de deformação plástica que é capaz de resistir sem
que haja fratura. Esta propriedade está diretamente relacionada com a capacidade do
metal de fluir plasticamente e o nível de impurezas do material, considerando que
quanto maior o nível de pureza, maior será a sua ductibilidade.

16
As medidas convencionais de ductibilidade, obtidas a partir do ensaio de
tração, são a deformação de fratura ou elongação, estricção ou redução de área,
cujos cálculos são mostrados nas equações (2.6) e (2.7).
𝜀𝑓 =𝑙𝑓 − 𝑙0
𝑙0 2.6.
𝜑 =𝐴0 − 𝐴𝑓
𝐴0
2.7.
onde 𝜀𝑓 é a deformação de fratura (elongação), 𝑙0 e 𝑙𝑓 o comprimento inicial e final
do corpo de prova, 𝜑 é a estricção ou redução de área, 𝐴0 e 𝐴𝑓 correspondem às
áreas inicial e final do corpo de prova, respectivamente.
O teste de tração também fornece informações acerca da resiliência do
material. Essa propriedade é definida como a capacidade de um material absorver
energia quando deformado elasticamente e de retornar às dimensões originais quando
descarregado. Ela é dada usualmente pelo módulo de resiliência, que é a energia de
deformação por unidade de volume requerida para que as tensões variem de zero até
a tensão limite de escoamento (𝜎𝐸), devidamente calculado conforme equação (2.8),
𝑈𝑟 =0,5𝜎𝐸
2
𝐸 2.8.
onde 𝑈𝑟 corresponde ao módulo de resiliência, 𝜎𝐸 a tensão limite de escoamento e E
o módulo de elasticidade.
Figura 12: Módulo de resiliência definido como a área da curva tensão deformação [13]

17
Além da ductibilidade e resiliência, o ensaio de tração fornece, também, uma
propriedade chamada de tenacidade, que é definida como a capacidade de um
material de absorver energia no regime elasto-plástico. A tenacidade pode ser
considerada como equivalente a área total sob a curva do diagrama tensão-
deformação.
A Figura 13 mostra curvas tensão-deformação para materiais de alta e baixa
tenacidade. Vê-se que o aço mola apresenta uma tensão limite de escoamento
superior a do aço estrutural, apesar de apresentar um comportamento mais dútil e de
apresentar uma maior elongação, logo a área sob a curva tensão-deformação do aço
estrutural é maior, o que implica em maior tenacidade.
Para materiais dúteis, que possuem um diagrama tensão-deformação
semelhante ao do aço estrutural, a área sob a curva pode ser aproximada pela
equação (2.9). No caso de materiais frágeis, a curva tensão-deformação é parabólica,
sendo a tenacidade calculada pela equação (2.10).
Figura 13: Comparação da tenacidade do aço mola e do aço estrutural [13]
𝑈𝑡 = 𝜎𝑅𝜀𝑓 2.9.
𝑈𝑡 = 0,667𝜎𝑅𝜀𝑓 2.10.
onde 𝑈𝑡 representa a tenacidade, 𝜎𝑅 a tensão limite de resistência e 𝜀𝑓 é a
deformação de fratura (elongação).
Portanto, por meio de um ensaio de tração obtêm-se a curva tensão-
deformação nominal do material caracterizado pela porção linear, onde a lei de Hooke

18
é válida, pelo limite de proporcionalidade, pelo limite de escoamento e pelo limite
último de ruptura. As propriedades de ductibilidade, resiliência e tenacidade do
material podem ainda ser obtidas através da análise da curva tensão-deformação.
2.2.2. Deformação Plástica e Efeito de Poisson
Assim como citado anteriormente, o efeito de Poisson induz deformações em
direções perpendiculares à aplicação da carga. Em alguns casos, tem-se um estado
de tensões triaxial para o qual se deve aplicar a lei de Hooke generalizada, a qual
incorpora o efeito de Poisson sobre as deformações nos três eixos coordenados.
𝜀𝑥 =𝜎𝑥 − 𝜈 𝜎𝑦 + 𝜎𝑧
𝐸 2.11.
𝜀𝑦 =𝜎𝑦 − 𝜈 𝜎𝑥 + 𝜎𝑧
𝐸 2.12.
𝜀𝑧 =𝜎𝑧 − 𝜈 𝜎𝑥 + 𝜎𝑦
𝐸
2.13.
onde 𝜀𝑥 , 𝜀𝑦 e 𝜀𝑧 correspondem às deformações nos três eixos, 𝜎𝑥 , 𝜎𝑦 e 𝜎𝑧
representam as tensões normais nos três eixos e E é o módulo de elasticidade.
A tensão cisalhante 𝜏𝑥𝑦 = 𝜏𝑦𝑥 é obtida de forma análoga a lei de Hooke
aplicada à tensão nominal como mostrado na equação (2.14).
𝜏𝑥𝑦 = 𝐺𝛾𝑥𝑦 = 2𝜀𝑥𝑦 2.14.
onde 𝛾 e 𝜏 são chamados de distorção e tensão cisalhante e G de módulo de
elasticidade transversal do material, sendo correlacionado com o módulo de
elasticidade e com o coeficiente de Poisson conforme equação (2.15).

19
𝐺 =𝐸
2(1 + 𝜈) 2.15.
onde G é o módulo de elasticidade transversal, E o módulo de elasticidade e 𝜈 o
coeficiente de Poisson. As tensões 𝜏𝑥𝑧= 𝜏𝑧𝑥 e 𝜏𝑦𝑧 = 𝜏𝑧𝑦 são obtidas por equações
análogas à equação (2.15).
O coeficiente de Poisson no regime elástico é diferente do plástico, o que faz
com que as deformações devam ser decompostas nas parcelas elástica e plástica.
Para a maioria dos materiais metálicos o coeficiente de Poisson no regime elástico
apresente valores na faixa de 0,28 a 0,35, sendo usualmente adotado como 0,3 ou
1/3. No regime plástico, o coeficiente de Poisson é usualmente adotado como 0,5
(material incompressível).
2.2.3. Curva tensão-deformação real
Os resultados dos testes de tração são usualmente analisados em termos da
curva tensão-deformação de engenharia, apesar de essa apresentar pouco significado
físico na avaliação real do material, já que a área instantânea no ponto de
carregamento máximo não corresponde à área inicial conforme mostrado na equação
(2.5). Assim torna-se necessária a definição da curva tensão-deformação real do
material.
A curva tensão-deformação real é obtida por meio da tensão de escoamento do
material em função de uma deformação real, durante todo o processo de teste de
tração. Essa tensão é calculada por meio da força aplicada a área instantânea da
seção deformada do corpo de prova conforme as expressões:
𝜎𝑡 =𝑃
𝐴
2.16.
𝜎𝑡 =𝜎 𝑙0 + ∆𝑙
𝑙0 2.17.
𝜎𝑡 = 𝜎(1 + 𝜀)
2.18.

20
onde 𝜎𝑡 é chamada de tensão real, 𝜎 é a tensão de engenharia, P é a carga aplicada,
𝐴 a área instantânea da seção transversal, 𝜀 a deformação verdadeira, 𝑙0 o
comprimento inicial do corpo de prova e ∆𝑙 a variação do comprimento do corpo de
prova.
2.2.4. Efeito Bauschinger
Outro fenômeno o qual o material está sujeito é conhecido como efeito
Bauschinger. Esse fenômeno ocorre quando materiais carregados axialmente no
regime plástico são descarregados e sofrem em seguida um carregamento reverso
conforme representado na Figura 14, quando se observa uma redução da tensão
escoamento original. Esse efeito pode ser explicado segundo duas abordagens
diferentes.
Segundo a Teoria das tensões internas, considera-se que a distribuição de
tensões não é uniforme quando são observadas deformações plásticas, o que faz com
que haja o surgimento de tensões residuais após o descarregamento responsáveis
pela redução do limite de escoamento durante carregamento.
Figura 14: Curva típica de Bauschinger [15]
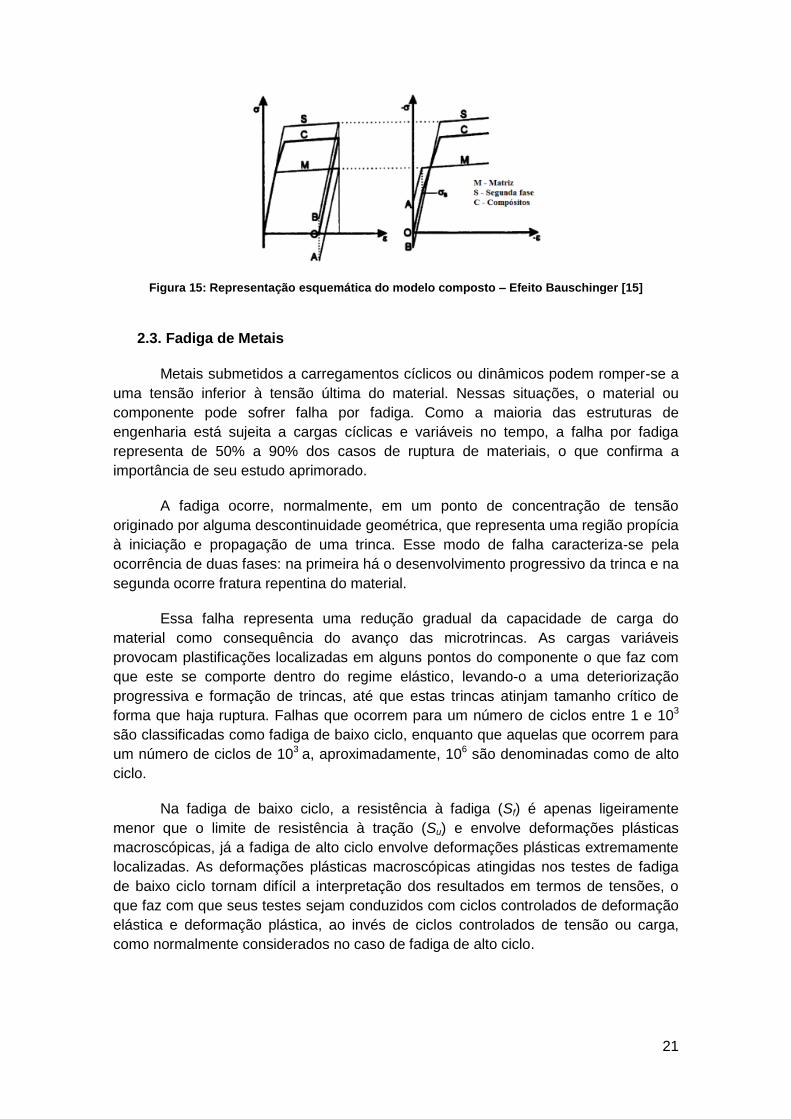
Já o modelo composto define que o efeito Bauschinger pode ser caracterizado
por um modelo composto por duas fases ou dois componentes com diferentes limites
de escoamento e constantes elásticas iguais, conforme mostrado na Figura 15. A
deformação plástica desse material irá ocorrer no componente com menor limite de
escoamento, enquanto o outro se comportará elasticamente. Durante a fase de
descarregamento, um desses componentes estará sob tensão de tração e outro sob
tensão residual de compressão. Quando se aplica em seguida um carregamento
reverso, ambos se comportam de maneira elástica, porém quando há uma
recarregamento no sentido oposto, as tensões residuais de um desses componentes
tendem a causar uma deformação plástica prematura. Assim, o comportamento do
modelo é assimétrico, de forma que um dos componentes apresenta redução do limite
de escoamento quando aplicado um carregamento reverso.
21
Figura 15: Representação esquemática do modelo composto – Efeito Bauschinger [15]
2.3. Fadiga de Metais
Metais submetidos a carregamentos cíclicos ou dinâmicos podem romper-se a
uma tensão inferior à tensão última do material. Nessas situações, o material ou
componente pode sofrer falha por fadiga. Como a maioria das estruturas de
engenharia está sujeita a cargas cíclicas e variáveis no tempo, a falha por fadiga
representa de 50% a 90% dos casos de ruptura de materiais, o que confirma a
importância de seu estudo aprimorado.
A fadiga ocorre, normalmente, em um ponto de concentração de tensão
originado por alguma descontinuidade geométrica, que representa uma região propícia
à iniciação e propagação de uma trinca. Esse modo de falha caracteriza-se pela
ocorrência de duas fases: na primeira há o desenvolvimento progressivo da trinca e na
segunda ocorre fratura repentina do material.
Essa falha representa uma redução gradual da capacidade de carga do
material como consequência do avanço das microtrincas. As cargas variáveis
provocam plastificações localizadas em alguns pontos do componente o que faz com
que este se comporte dentro do regime elástico, levando-o a uma deteriorização
progressiva e formação de trincas, até que estas trincas atinjam tamanho crítico de
forma que haja ruptura. Falhas que ocorrem para um número de ciclos entre 1 e 103
são classificadas como fadiga de baixo ciclo, enquanto que aquelas que ocorrem para
um número de ciclos de 103 a, aproximadamente, 106 são denominadas como de alto
ciclo.
Na fadiga de baixo ciclo, a resistência à fadiga (Sf) é apenas ligeiramente
menor que o limite de resistência à tração (Su) e envolve deformações plásticas
macroscópicas, já a fadiga de alto ciclo envolve deformações plásticas extremamente
localizadas. As deformações plásticas macroscópicas atingidas nos testes de fadiga
de baixo ciclo tornam difícil a interpretação dos resultados em termos de tensões, o
que faz com que seus testes sejam conduzidos com ciclos controlados de deformação
elástica e deformação plástica, ao invés de ciclos controlados de tensão ou carga,
como normalmente considerados no caso de fadiga de alto ciclo.
22
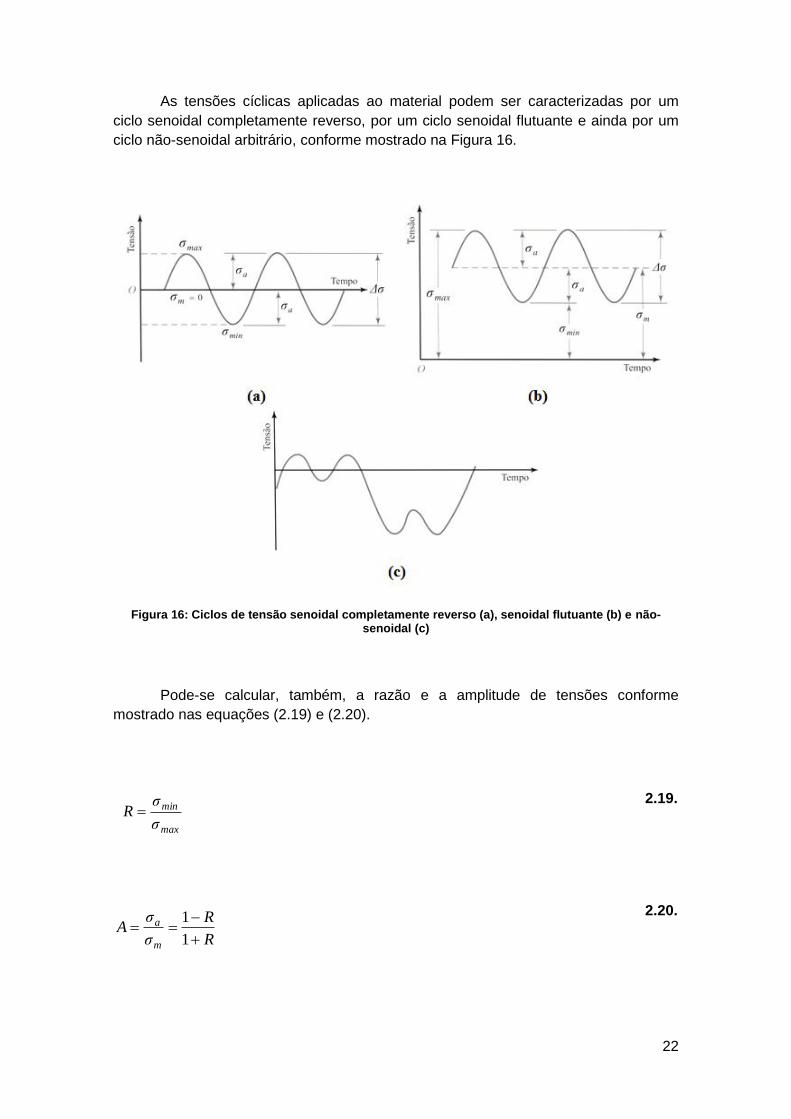
As tensões cíclicas aplicadas ao material podem ser caracterizadas por um
ciclo senoidal completamente reverso, por um ciclo senoidal flutuante e ainda por um
ciclo não-senoidal arbitrário, conforme mostrado na Figura 16.
Figura 16: Ciclos de tensão senoidal completamente reverso (a), senoidal flutuante (b) e não- senoidal (c)
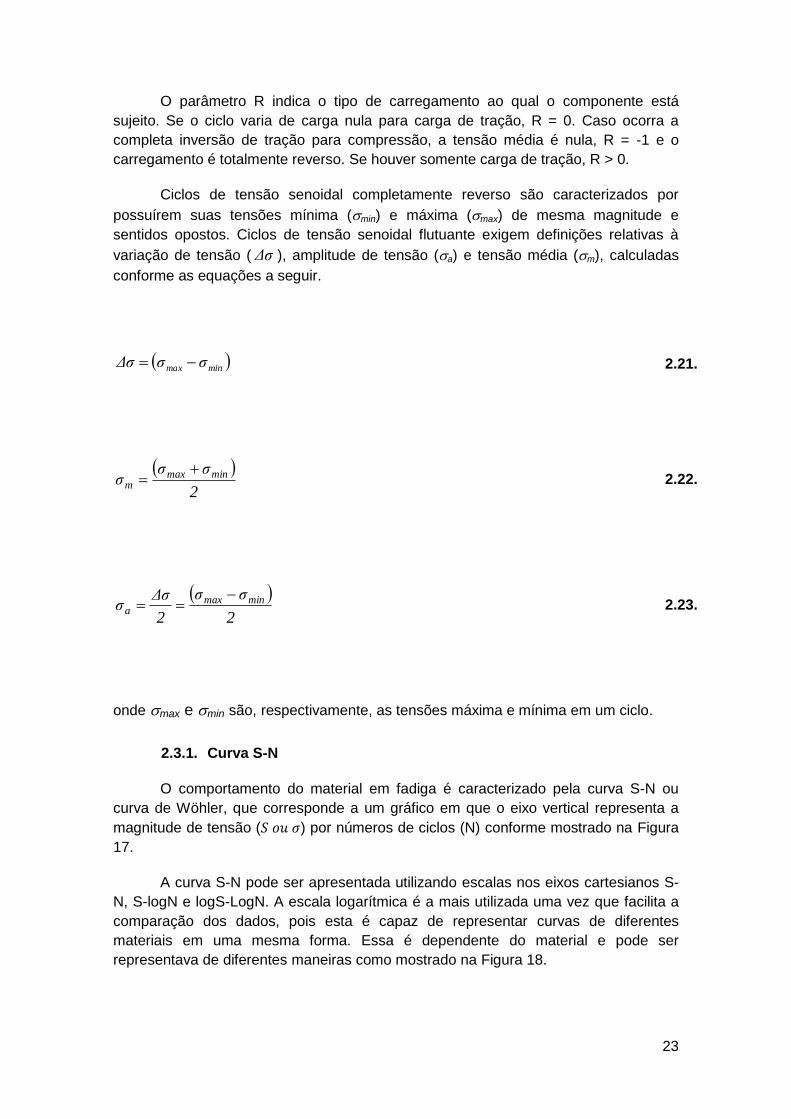
Pode-se calcular, também, a razão e a amplitude de tensões conforme
mostrado nas equações (2.19) e (2.20).
max
min
σ
σR
2.19.
R
R
σ
σA
m
a
1
1
2.20.
23
O parâmetro R indica o tipo de carregamento ao qual o componente está
sujeito. Se o ciclo varia de carga nula para carga de tração, R = 0. Caso ocorra a
completa inversão de tração para compressão, a tensão média é nula, R = -1 e o
carregamento é totalmente reverso. Se houver somente carga de tração, R > 0.
Ciclos de tensão senoidal completamente reverso são caracterizados por
possuírem suas tensões mínima (min) e máxima (max) de mesma magnitude e
sentidos opostos. Ciclos de tensão senoidal flutuante exigem definições relativas à
variação de tensão ( Δσ ), amplitude de tensão (a) e tensão média (m), calculadas
conforme as equações a seguir.
minmax σσΔσ 2.21.
2
σσσ minmax
m
2.22.
2
σσ
2
Δσσ minmax
a
2.23.
onde max e min são, respectivamente, as tensões máxima e mínima em um ciclo.
2.3.1. Curva S-N
O comportamento do material em fadiga é caracterizado pela curva S-N ou
curva de Wöhler, que corresponde a um gráfico em que o eixo vertical representa a
magnitude de tensão (𝑆 𝑜𝑢 𝜎) por números de ciclos (N) conforme mostrado na Figura
17.
A curva S-N pode ser apresentada utilizando escalas nos eixos cartesianos S-
N, S-logN e logS-LogN. A escala logarítmica é a mais utilizada uma vez que facilita a
comparação dos dados, pois esta é capaz de representar curvas de diferentes
materiais em uma mesma forma. Essa é dependente do material e pode ser
representava de diferentes maneiras como mostrado na Figura 18.
24
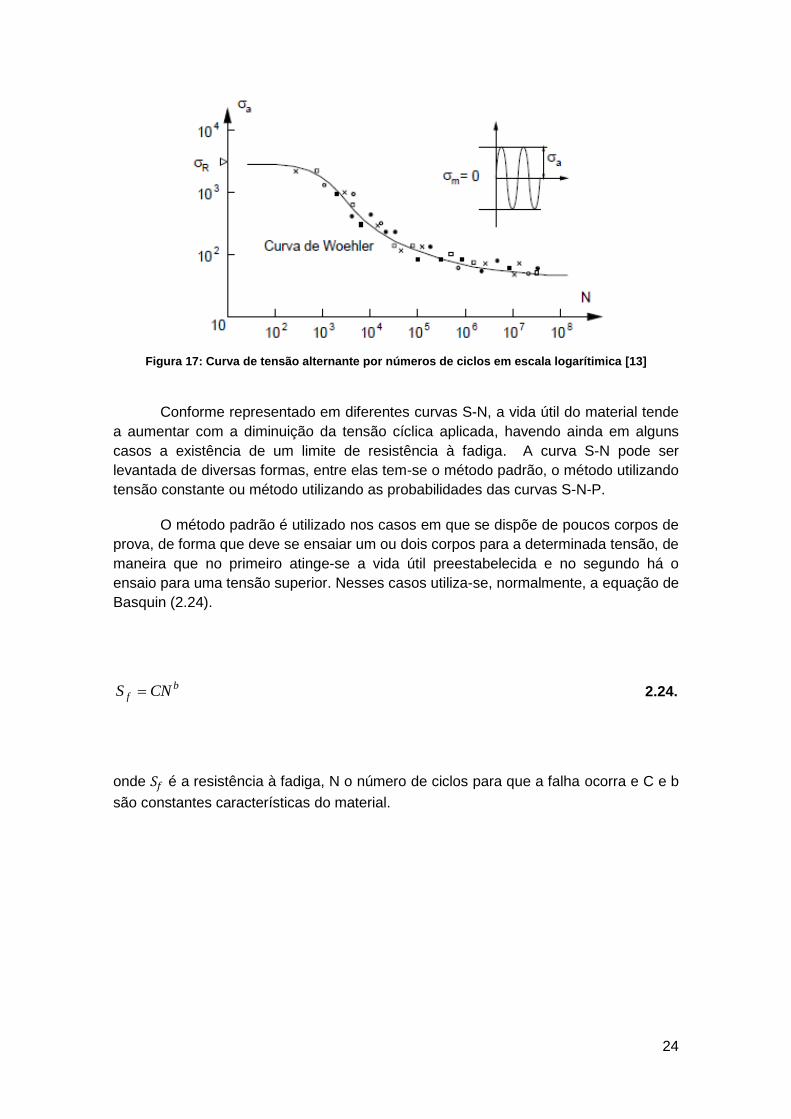
Figura 17: Curva de tensão alternante por números de ciclos em escala logarítimica [13]
Conforme representado em diferentes curvas S-N, a vida útil do material tende
a aumentar com a diminuição da tensão cíclica aplicada, havendo ainda em alguns
casos a existência de um limite de resistência à fadiga. A curva S-N pode ser
levantada de diversas formas, entre elas tem-se o método padrão, o método utilizando
tensão constante ou método utilizando as probabilidades das curvas S-N-P.
O método padrão é utilizado nos casos em que se dispõe de poucos corpos de
prova, de forma que deve se ensaiar um ou dois corpos para a determinada tensão, de
maneira que no primeiro atinge-se a vida útil preestabelecida e no segundo há o
ensaio para uma tensão superior. Nesses casos utiliza-se, normalmente, a equação de
Basquin (2.24).
bf CNS 2.24.
onde 𝑆𝑓 é a resistência à fadiga, N o número de ciclos para que a falha ocorra e C e b
são constantes características do material.
25
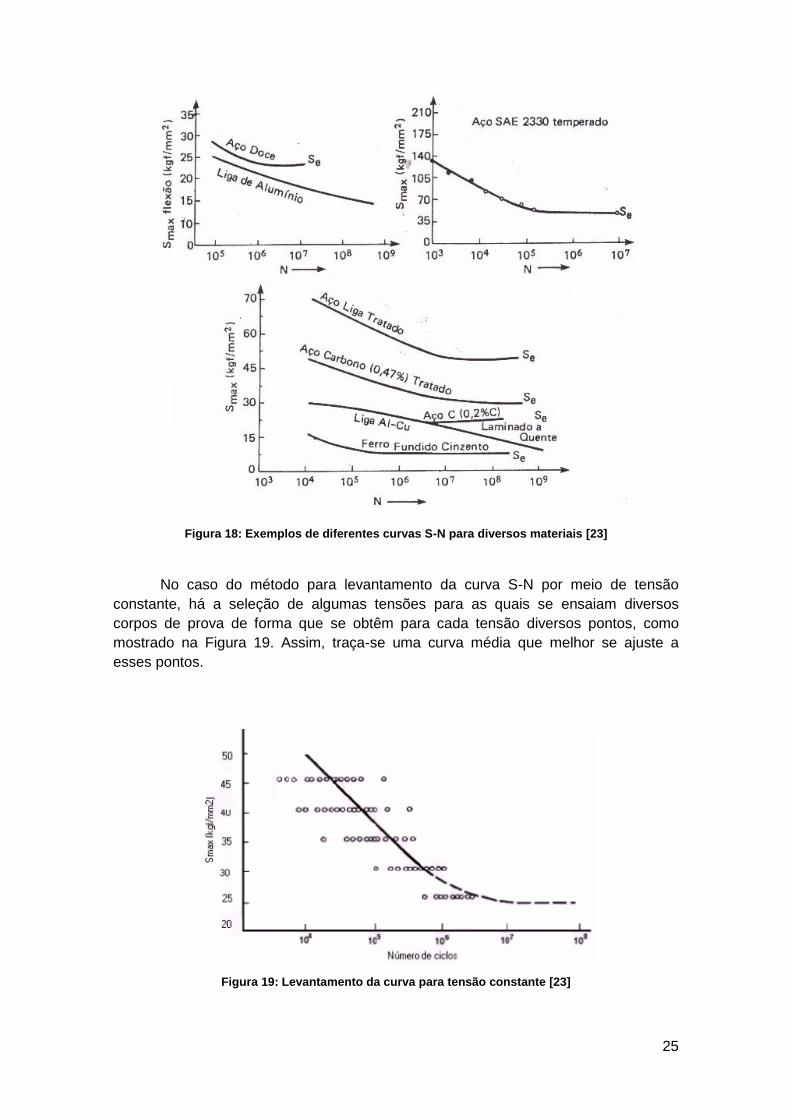
Figura 18: Exemplos de diferentes curvas S-N para diversos materiais [23]
No caso do método para levantamento da curva S-N por meio de tensão
constante, há a seleção de algumas tensões para as quais se ensaiam diversos
corpos de prova de forma que se obtêm para cada tensão diversos pontos, como
mostrado na Figura 19. Assim, traça-se uma curva média que melhor se ajuste a
esses pontos.
Figura 19: Levantamento da curva para tensão constante [23]
26
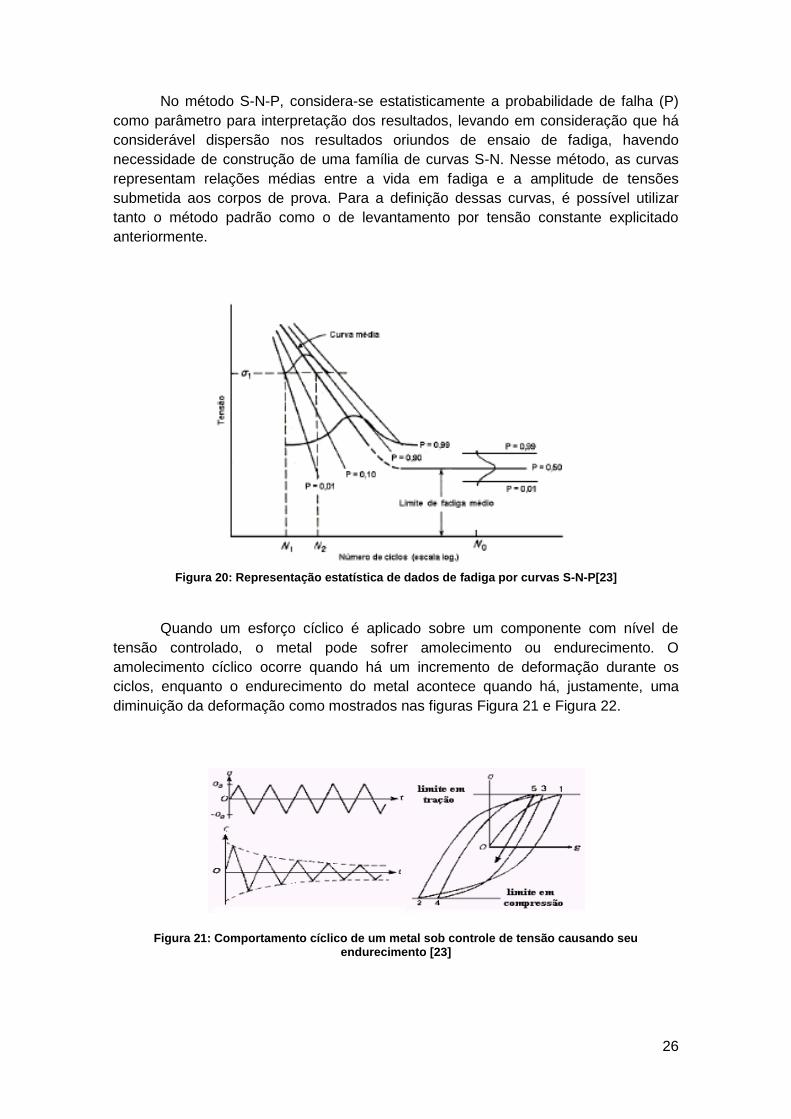
No método S-N-P, considera-se estatisticamente a probabilidade de falha (P)
como parâmetro para interpretação dos resultados, levando em consideração que há
considerável dispersão nos resultados oriundos de ensaio de fadiga, havendo
necessidade de construção de uma família de curvas S-N. Nesse método, as curvas
representam relações médias entre a vida em fadiga e a amplitude de tensões
submetida aos corpos de prova. Para a definição dessas curvas, é possível utilizar
tanto o método padrão como o de levantamento por tensão constante explicitado
anteriormente.
Figura 20: Representação estatística de dados de fadiga por curvas S-N-P[23]
Quando um esforço cíclico é aplicado sobre um componente com nível de
tensão controlado, o metal pode sofrer amolecimento ou endurecimento. O
amolecimento cíclico ocorre quando há um incremento de deformação durante os
ciclos, enquanto o endurecimento do metal acontece quando há, justamente, uma
diminuição da deformação como mostrados nas figuras Figura 21 e Figura 22.
Figura 21: Comportamento cíclico de um metal sob controle de tensão causando seu endurecimento [23]
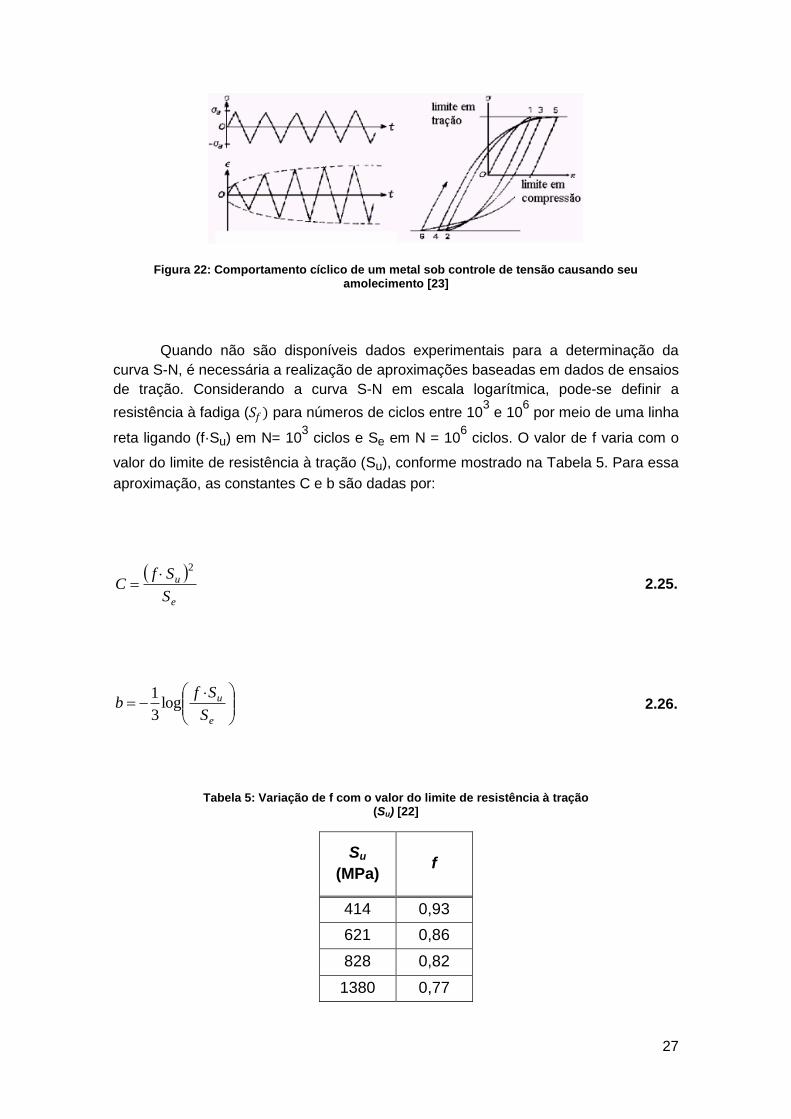
27
Figura 22: Comportamento cíclico de um metal sob controle de tensão causando seu amolecimento [23]
Quando não são disponíveis dados experimentais para a determinação da
curva S-N, é necessária a realização de aproximações baseadas em dados de ensaios
de tração. Considerando a curva S-N em escala logarítmica, pode-se definir a
resistência à fadiga (𝑆𝑓) para números de ciclos entre 103 e 10
6 por meio de uma linha
reta ligando (f·Su) em N= 103 ciclos e Se em N = 10
6 ciclos. O valor de f varia com o
valor do limite de resistência à tração (Su), conforme mostrado na Tabela 5. Para essa
aproximação, as constantes C e b são dadas por:
e
u
S
SfC
2
2.25.
e
u
S
Sfb log
3
1 2.26.
Tabela 5: Variação de f com o valor do limite de resistência à tração (Su) [22]
Su
(MPa) f
414 0,93
621 0,86
828 0,82
1380 0,77
28
Outra aproximação considera que a curva S-N, em escala log-log, pode ser
obtida por uma linha reta ligando a tensão real de ruptura no ensaio de tração (𝜎𝑓′) em
N = 1 ciclo e Se em N = 106 ciclos. Nesse caso, as constantes C e b são obtidas por:
fC 2.27.
e
f
Sb
log
6
1 2.28.
No caso de aços, a tensão real de ruptura no ensaio de tração (𝜎𝑓′) pode ser
obtida, por aproximação, pela equação (2.29).
MPa345 uf S 2.29.
Apesar de sua grande utilização em engenharia, as curvas S-N apresentam
algumas limitações, uma vez que não são capazes de separar as etapas de iniciação
e de propagação da trinca, trazendo dificuldades na avaliação do comportamento de
elementos mecânicos com entalhes acentuados e de estruturas com trincas.
A Mecânica da Fratura é uma metodologia capaz de acompanhar o estágio da
propagação da trinca, por meio do monitoramento em ensaios realizados em corpos
de prova pré-trincados. Esse monitoramento da propagação das trincas não está
dentro do escopo deste trabalho.
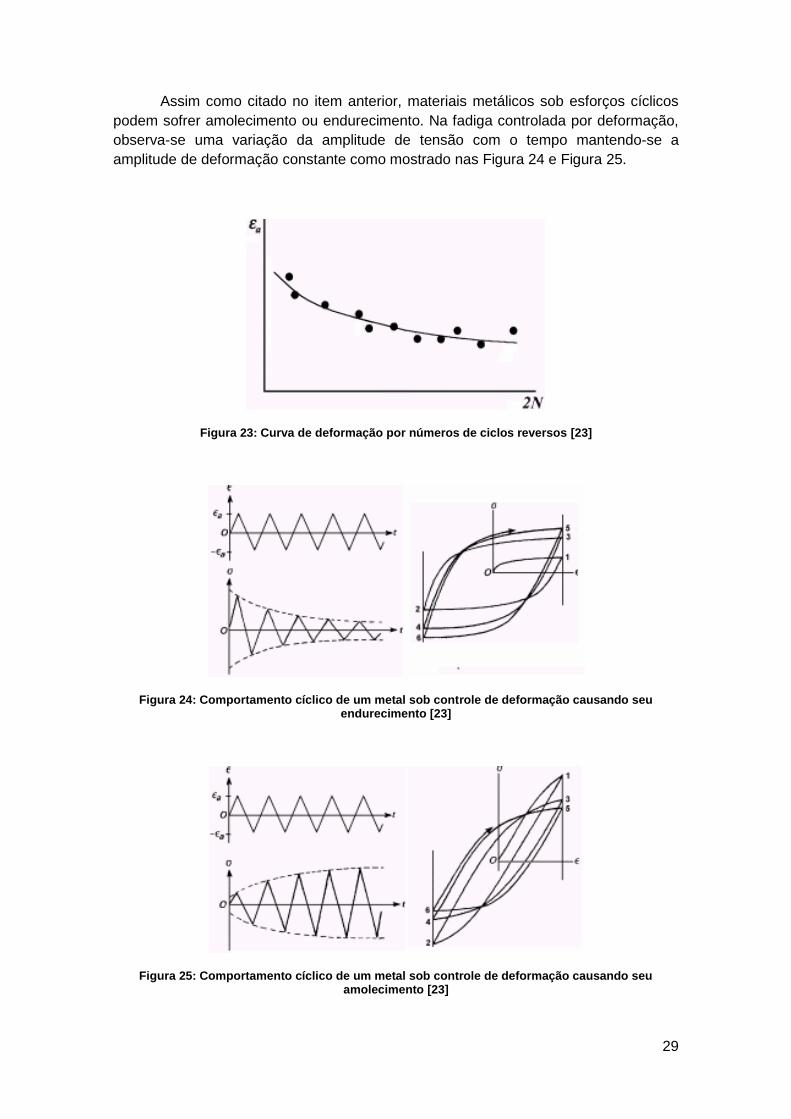
2.3.1. Fadiga Controlada por Deformação
O ensaio de fadiga controlado por deformação é o mais indicado para avaliar o
caso de fadiga de baixo ciclo, onde as tensões são suficientemente altas para causar
deformações plásticas macroscópicas no material. Nesses casos, em vez de curvas S-
N, plotam-se gráficos em que o eixo vertical corresponde à deformação específica e o
eixo horizontal corresponde aos números de ciclos para ocorrer a falha, conforme
mostrado na Figura 23.
29
Assim como citado no item anterior, materiais metálicos sob esforços cíclicos
podem sofrer amolecimento ou endurecimento. Na fadiga controlada por deformação,
observa-se uma variação da amplitude de tensão com o tempo mantendo-se a
amplitude de deformação constante como mostrado nas Figura 24 e Figura 25.
Figura 23: Curva de deformação por números de ciclos reversos [23]
Figura 24: Comportamento cíclico de um metal sob controle de deformação causando seu endurecimento [23]
Figura 25: Comportamento cíclico de um metal sob controle de deformação causando seu amolecimento [23]

30
2.3.2. Tipos de Ensaios de Fadiga
Os testes de fadiga podem ser de tração-compressão (axial), torção, flexo-
rotativos, três ou quatro pontos conforme mostrados na Figura 26, sendo o limite de
resistência à fadiga diretamente proporcional ao tipo de ensaio. Cada vez mais
simulações numéricas têm sido empregadas como ferramentas para avaliar a vida em
fadiga de um material, caracterizando um recurso que fornece economia de tempo e
custos.
O ensaio de fadiga axial normalmente é realizado em uma máquina de tração
com programa específico capaz de controlar a frequência e a carga aplicada.
No ensaio de fadiga por flexão em quatro pontos as tensões máximas são
concentradas na superfície do corpo de prova entre dois apoios centrais, onde o
momento é máximo. Esse ensaio é utilizado para propagação de trincas superficiais
devido à forma de distribuição das tensões.
O ensaio de fadiga por flexão em três pontos é semelhante ao anterior,
atentando-se para o fato de que podem ser consideradas cargas mais elevadas. Esse
ensaio tem como desvantagem a necessidade de grande precisão na aplicação da
carga, uma vez que a tensão máxima ocorre no centro entre os apoios, o que faz com
que seja necessário o alinhamento entre a linha de aplicação de carga, o ponto de
máxima tensão e a trinca.
O ensaio por fadiga flexo-rotativa é caracterizado por possuir tensão média
nula e amplitude de tensão igual à máxima tensão aplicada, segundo a frequência de
rotação da máquina e ciclo de tensão senoidal. Nessas máquinas, a região de rotação
entre os componentes submetidos à flexão fica sujeita a um momento fletor ao longo
do comprimento, o que faz com que qualquer ponto da superfície sofra reversão
completa de tensão. Isso faz com que o corpo de prova em compressão máxima na
porção superior experimente tração máxima na inferior.
Figura 26: Representação esquemática de Ensaio de Fadiga flexo-rotativa (a) e (b), e por tração-
compressão axial (c) [24]

31
2.3.3. Efeito das condições de ensaio
Assim como dito anteriormente, verifica-se que a determinação das curvas de
fadiga, sejam elas de alto ou baixo ciclo, é dependente não somente do tipo de
solicitação aplicada que pode ser constante ou variável, como da frequência da
solicitação, de propriedades mecânicas e metalúrgicas, essas que caracterizam o
comportamento do material.
Em relação às frequências de aplicação das cargas, observa-se que a
velocidade de ensaio não exerce grande influência na resistência à fadiga dos aços
para uma mesma solicitação, até 10000 ciclos por minuto ou 167 Hz, enquanto que
em frequências superiores há um pequeno aumento no limite de resistência à fadiga
[23]. A frequência é dependente da sensibilidade do material do corpo de prova, uma
vez que material com maior sensibilidade ao ambiente apresenta maior propensão a
trincar mesmo que submetidos a baixas frequências.
A microestrutura do material exerce influência significativa na curva S-N, já que
suas propriedades de homogeneidade, estrutura dos grãos, sua composição química,
presença de inclusões, fases presentes no sistema, grau de endurecimento e o
emprego de tratamentos térmicos são capazes de alterar o limite de resistência à
fadiga. A análise da Figura 27 mostra que para diversos tipos de materiais com
diferentes composições químicas, submetidos a diferentes tratamentos térmicos,
diferentes limites de resistência à fadiga são obtidos.
Além da microestrutura e das propriedades físicas, a presença de entalhe ou
furo provoca o aumento da concentração de tensão no material o que afeta o seu
limite de resistência à fadiga (Figura 28). Esse assunto será abordado de forma mais
detalhada no Item 2.4.
Assim, após a determinação das propriedades de resistência à fadiga do
material é necessário avaliar a influência do carregamento imposto, levando em conta
ainda casos de carregamentos não proporcionais, onde a amplitude e frequência
variam com o tempo. O método de Rainflow Counting permite determinar as tensões
alternadas em um ciclo de carregamento irregular por meio da identificação da
ocorrência de ciclos de igual amplitude e utilização de Lei de Miner para o cálculo do
dano em fadiga.

32
Figura 27: Curvas S-N típicas para metais com diferentes tratamentos térmicos e composições químicas [24]
Figura 28: Carregamento aleatório aplicado a um corpo de prova com entalhe[25]
33
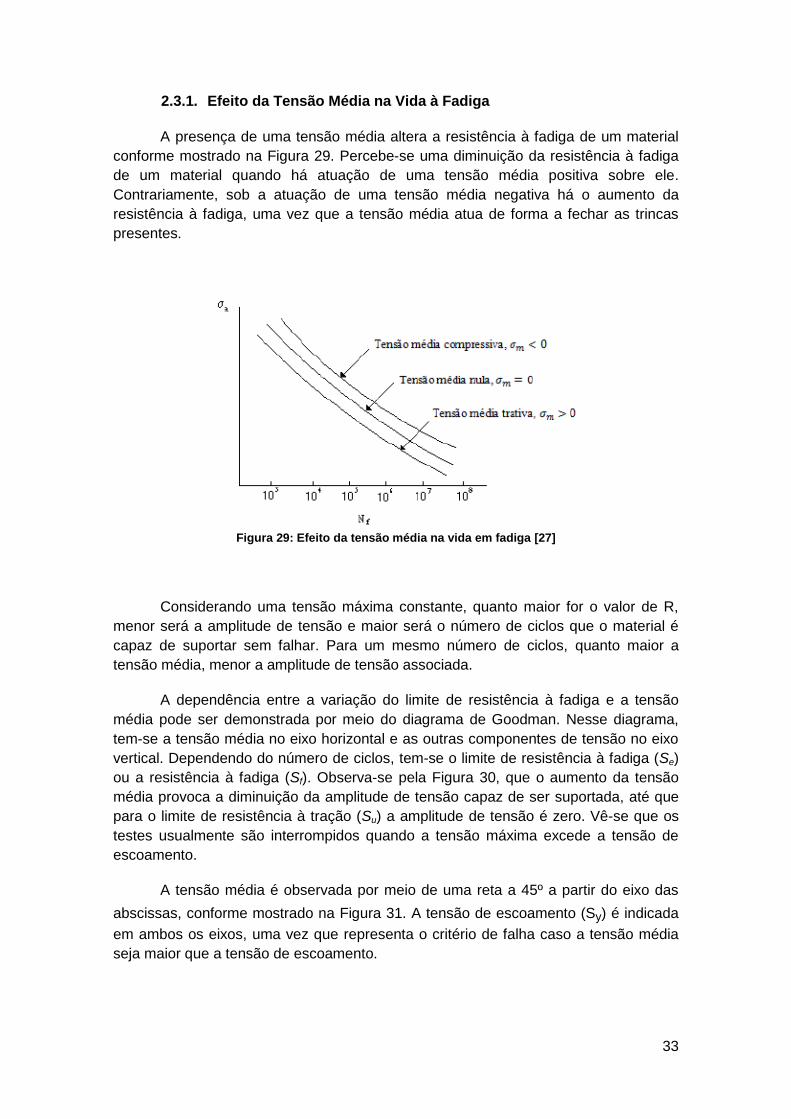
2.3.1. Efeito da Tensão Média na Vida à Fadiga
A presença de uma tensão média altera a resistência à fadiga de um material
conforme mostrado na Figura 29. Percebe-se uma diminuição da resistência à fadiga
de um material quando há atuação de uma tensão média positiva sobre ele.
Contrariamente, sob a atuação de uma tensão média negativa há o aumento da
resistência à fadiga, uma vez que a tensão média atua de forma a fechar as trincas
presentes.
Figura 29: Efeito da tensão média na vida em fadiga [27]
Considerando uma tensão máxima constante, quanto maior for o valor de R,
menor será a amplitude de tensão e maior será o número de ciclos que o material é
capaz de suportar sem falhar. Para um mesmo número de ciclos, quanto maior a
tensão média, menor a amplitude de tensão associada.
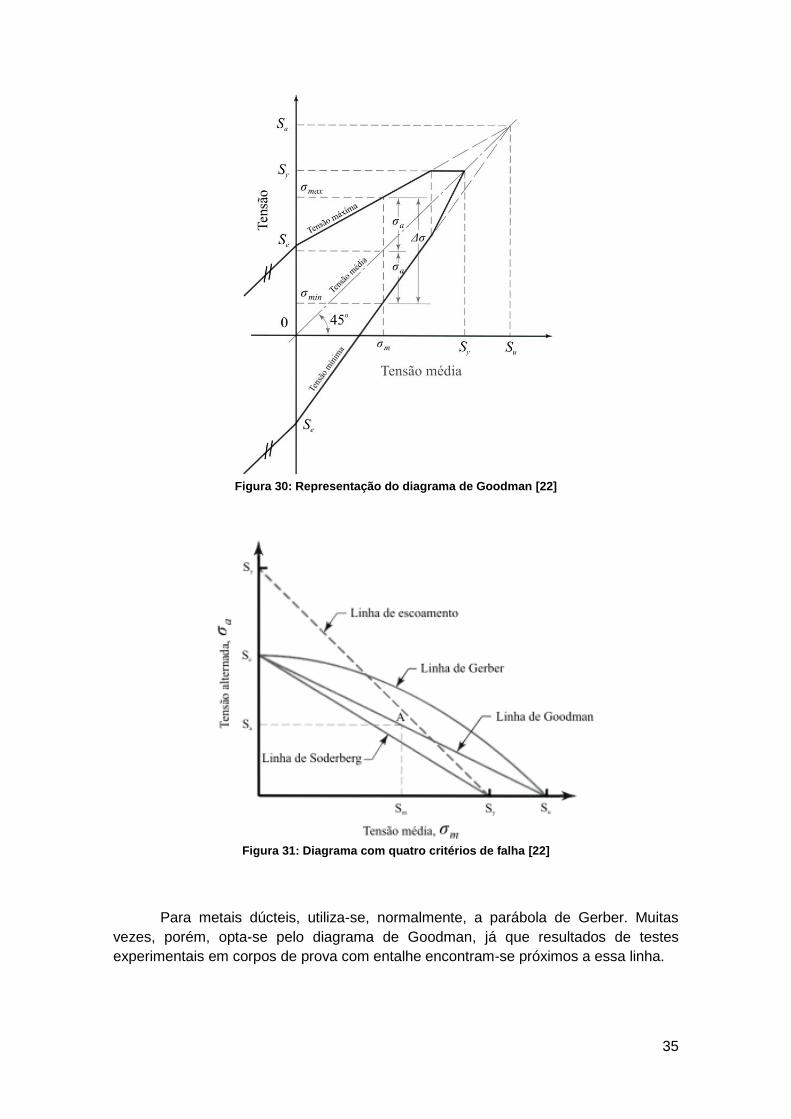
A dependência entre a variação do limite de resistência à fadiga e a tensão
média pode ser demonstrada por meio do diagrama de Goodman. Nesse diagrama,
tem-se a tensão média no eixo horizontal e as outras componentes de tensão no eixo
vertical. Dependendo do número de ciclos, tem-se o limite de resistência à fadiga (Se)
ou a resistência à fadiga (Sf). Observa-se pela Figura 30, que o aumento da tensão
média provoca a diminuição da amplitude de tensão capaz de ser suportada, até que
para o limite de resistência à tração (Su) a amplitude de tensão é zero. Vê-se que os
testes usualmente são interrompidos quando a tensão máxima excede a tensão de
escoamento.
A tensão média é observada por meio de uma reta a 45º a partir do eixo das
abscissas, conforme mostrado na Figura 31. A tensão de escoamento (Sy) é indicada
em ambos os eixos, uma vez que representa o critério de falha caso a tensão média
seja maior que a tensão de escoamento.

34
Além do diagrama de Goodman, há ainda outros métodos para analisar a
influência da tensão média sobre a vida em fadiga, como aqueles representados na
Figura 31, na qual se têm a linha de Soderberg, a parábola de Gerber e a linha de
escoamento.
O critério de Goodman é descrito pela equação:
1u
m
f
a
SS
2.30.
O critério de Gerber define que:
1
2
u
m
f
a
SS
2.31.
O critério de Soderberg é dado por:
1y
m
f
a
SS
2.32.
O critério de escoamento pode ser escrito como:
yma
y
m
y
a
SS
ou 1,
2.33.
onde 𝑆𝑓 representa o limite de resistência à fadiga para a condição de carregamento
reverso (R=-1), 𝜎𝑚 a tensão média e 𝜎𝑎 correponde a um valor limite de amplitude de
tensão.
35
Figura 30: Representação do diagrama de Goodman [22]
Figura 31: Diagrama com quatro critérios de falha [22]
Para metais dúcteis, utiliza-se, normalmente, a parábola de Gerber. Muitas
vezes, porém, opta-se pelo diagrama de Goodman, já que resultados de testes
experimentais em corpos de prova com entalhe encontram-se próximos a essa linha.

36
2.3.2. Limite de Resistência a Fadiga
Verifica-se que no caso de aços, a curva S-N apresenta um patamar que
corresponde ao limite de resistência à fadiga (Se) do material. Esse limite representa o
maior valor de amplitude da tensão alternada que não causará falha no material, ainda
que para um número infinito de ciclos.
Visto que a fadiga depende das condições superficiais, do tratamento do corpo
de prova, seu tamanho, carga solicitada, temperatura e concentração de tensão, faz-
se necessário aplicar uma correção ao limite de resistência a fadiga, de forma a
adaptá-lo às condições reais.
No caso de um elemento estrutural, o limite de resistência à fadiga é referido
como Se, enquanto 𝑆𝑒′ corresponde ao limite de resistência à fadiga do corpo de prova
padronizado. Mesmo que o corpo de prova e o elemento estrutural tenham sido
fabricados com um mesmo material, as curvas S-N obtidas nos dois casos devem
apresentar diferenças significativas.
Na ausência de dados experimentais, o limite de resistência à fadiga para o
aço pode ser aproximado conforme mostrado na Figura 32, que sugere a existência de
uma correlação entre o limite de resistência a fadiga (𝑆𝑒′ ) com o limite de resistência à
tração (Su). Percebe-se que o limite de resistência à fadiga varia de 40 a 60% do limite
de resistência à tração para aços com até, aproximadamente, 200 kpsi (1400 MPa) de
limite de resistência à tração. Para aços com limite de resistência à tração (Su) maior
que 200 kpsi, o gráfico sugere que o limite de resistência à fadiga pode ser adotado
como, aproximadamente, 100 kpsi (700 MPa) , conforme indicado nas seguintes
equações:
ue SS 0,5 , para Su 1400 MPa 2.34.
MPa 007eS , para Su > 1400 MPa 2.35.
onde 𝑆𝑒′ representa o limite de resistência à fadiga para um corpo de prova
padronizado e Su corresponde ao limite de resistência à tração.

37
Figura 32: Relação entre o limite de resistência à fadiga e o limite de resistência à tração obtidos a partir de resultados experimentais [22]
O limite de resistência à fadiga (Se) de um elemento estrutural pode ser obtido
a partir de 𝑆𝑒′ com a consideração de fatores que caracterizam as condições reais da
peça em estudo como indicado na equação (2.36).
eedcbae SkkkkkS 2.36.
onde ka corresponde ao fator de acabamento superficial, kb o fator de correção de
tamanho, kc o fator de correção de carregamento, kd o fator de correção de
temperatura e ke o fator de correção devido a outros efeitos.
O fator de acabamento superficial (ka) leva em consideração que o
acabamento do corpo de prova é melhor do que o de estruturas reais. Esse fator é de
extrema importância uma vez que as falhas por fadiga geralmente se originam na
superfície do componente, sendo calculado conforme a equação (2.37).
38
bua Sak 2.37.
onde os valores de a e b podem ser obtidos na Tabela 6 para diversos acabamentos
superficiais.
Tabela 6: Parâmetros para o fator de correção de acabamento superficial (ka) [22]
Acabamento
Superficial
a b
(kpsi) (MPa)
Retificado 1,34 1,58 -0,085
Usinado ou
trefilado 2,70 4,51 -0,265
Laminado 14,4 57,7 -0,718
Forjado 39,9 272 -0,995
Fator de correção de tamanho (kb) associa o diâmetro do corpo-de-prova com
a estrutura real, de forma que caso a peça apresente uma geometria específica, é
necessária a aplicação do conceito de diâmetro efetivo, obtido pelo volume do material
submetido a 95% da carga máxima para o mesmo volume do corpo de prova.
O fator de correção de carregamento (kc) expressa a confiabilidade esperada
no limite de resistência à fadiga da peça. Para uma confiabilidade de 50%, esse fator é
igual a 1.
O fator de correção de temperatura kd é utilizado quando uma peça é projetada
para trabalhar em altas temperaturas. Geralmente, há uma ligeira queda da resistência
à fadiga para temperaturas de 200 a 250 ºC, e uma queda acentuada para valores
acima de 250 ºC. Quando se realizam ensaios com temperaturas inferiores à do
ambiente, há um aumento da resistência a fadiga do material do corpo de prova.
O fator de correção devido a outros efeitos (ke) pode ser aplicado, por exemplo,
no caso de a peça possuir em sua geometria desvios que podem gerar
concentradores de tensão como ângulos retos, cantos vivos, tratamentos térmicos e
entalhes. Neste trabalho, esse fator de correção será abordado de forma a considerar
o efeito da concentração de tensão na resistência à fadiga, definido pela equação
(2.38).
39
f
eK
k1
2.38.
onde ke equivale ao fator de correção devido a outros efeitos e kf é o fator de
concentração de tensão em fadiga.
Assim o limite de resistência à fadiga para elementos estruturais com as
devidas correções é definido como:
e
f
dcbae S
K
kkkkS
2.39.
2.3.3. Tensões Residuais
Tensões residuais são aquelas que permanecem nas peças quando todas as
solicitações externas são removidas. O principal motivo para sua ocorrência é o
aparecimentos de deformações plásticas não uniformes na peça.
Uma forma de melhorar à resistência à fadiga de um material é induzir tensões
residuais compressivas na sua superfície, como no caso de jateamentos com
granalhas, capazes de provocar o escoamento localizado do material, o que faz com
que o surgimento de trincas seja retardado. A tensão residual compressiva na
superfície do material se comporta como uma tensão estática capaz de afetar a
resistência à fadiga do material.
2.4. Concentração de Tensão
Uma falha se origina em uma região em que o nível de solicitação ultrapassa o
nível de resistência do material, seja por baixa resistência localizada ou aumento local
da própria solicitação.
Regiões com descontinuidades geométricas formam pontos de concentrações
de tensões que representam locais críticos onde, provavelmente, a falha por fadiga se
iniciará. Isso ocorre uma vez em que há uma distribuição irregular de tensões nesses
pontos, fazendo com que haja regiões em que as tensões atuantes sejam maiores que
as nominais.
A concentração de tensão pode ocorrer pela própria geometria da peça (Figura
33), por descontinuidades geométricas geradas ao longo de sua vida útil, alterações

40
de propriedades elásticas e cargas concentradas. Em ambos os casos têm-se pontos
críticos onde a tensão experimentada pelo material atinge valores superiores à tensão
nominal atuante, sendo a alteração de geometria o fator mais comum em
componentes mecânicos.
Figura 33: Exemplos de regiões com concentração de tensões provocadas pela geometria da peça [13].
2.4.1. Fator de Concentração de Tensão
A tensão máxima na região próxima a uma descontinuidade é proporcional à
tensão nominal atuante, assumindo-se o comportamento elástico do material. O fator
de proporcionalidade entre a tensão máxima nesse local e a tensão nominal é
chamado de fator de concentração de tensão. Como esse fator é definido assumindo-
se o comportamento do material no regime elástico, percebe-se a sua dependência
em relação à geometria e ao modo de carregamento. O fator de concentração de
tensão é calculado como:
𝑘𝑡 =𝜎𝑚á𝑥
𝜎0 2.40.
onde 𝜎𝑚á𝑥 é a tensão máxima local próxima à descontinuidade e 𝜎0 a tensão nominal.

41
2.4.2. Concentração de Tensão e Fadiga
O efeito da concentração de tensões é importante na análise dos modos de
falhas, previamente citados no Item 2.1, uma vez que as características locais de
resistência do material são de extrema importância para a verificação da probabilidade
de ocorrência de danos que podem comprometer estruturalmente o material. Um
exemplo do efeito da concentração de tensão sobre a resistência à fadiga pode ser
analisado na Tabela 7.
Tabela 7: Efeito da concentração de tensão sobre a resistência à fadiga devido à presença de furos transversais [24]
A presença de entalhes em corpos de prova sob carregamento uniaxial
acarreta a concentração da tensão na raiz do entalhe, caracterizado por tensão em
direção ao centro da peça e geração de um estado triaxial de tensões.
Sabe-se que a, para estruturas reais, o valor do fator de concentração deixa de
ser teórico (Kt), como calculado pela equação (2.44), e passa a assumir um valor
efetivo (Kf), chamado de concentração de tensão na ruptura ou fator de redução à
fadiga, esse que é dependente não só da geometria e carregamento, como das
propriedades do material.
Nos experimentos de fadiga em geral os entalhes produzem um efeito de
concentração de tensões menor do que o previsto pela análise elástica teórica, de
forma que geralmente Kf é menor do que Kt, sendo que esta diferença entre os dois
aumenta com a diminuição do raio do entalhe e do limite de resistência do material. O
valor de Kf se aproxima de Kt para um raio de entalhe maior ou para materiais de
maior resistência mecânica. Esse efeito é expresso numericamente pelo fator de
resistência à fadiga conforme equações (2.42) e (2.43), na qual se define o fator de
sensibilidade ao entalhe q conforme equação (2.41).

42
1
1
t
f
K
Kq
2.41.
Assim, tem-se que:
𝐾𝑓 = 𝑞 𝑘𝑡 − 1 + 1 2.42.
nf
f
fS
SK
2.43.
onde q é o fator de sensibilidade ao entalhe, ke é a concentração de tensão na
ruptura, kt o valor do fator de concentração de tensão teórico, Sf e Snf são os limites
de resistência à fadiga de corpos de prova sem e com entalhe, respectivamente.
O fator de sensibilidade ao entalhe (q) varia com a severidade e tipo do
entalhe, tamanho do corpo de prova, tipo de material, tipo de carregamento e nível de
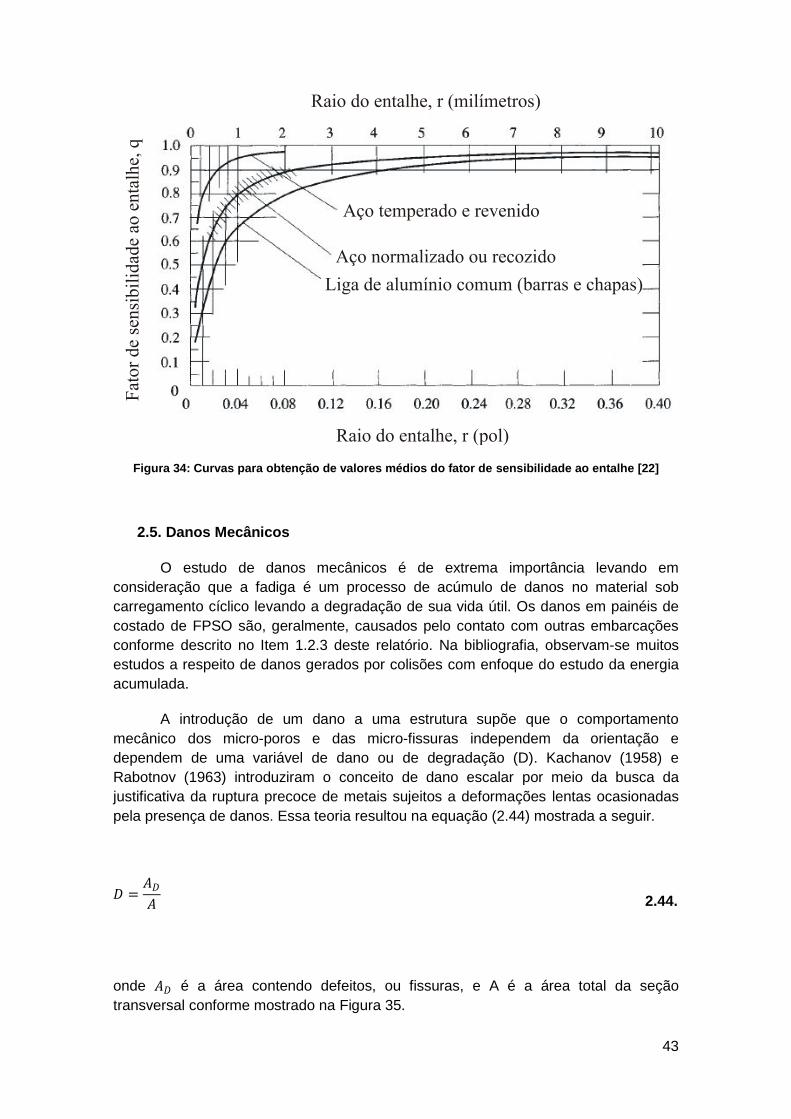
tensão. Esse fator pode ser obtido por meio da curva mostrada na Figura 34,
limitando-se a situações em que a profundidade do entalhe é menor que quatro vezes
o seu raio. Observa-se que o fator de sensibilidade ao entalhe aumenta com o
aumento do limite de resistência à tração. Quando a concentração de tensão não
influencia na resistência estrutural, esse fator de sensibilidade ao entalhe é igual à um
em favor da segurança , o que faz com que o valor de kt seja igual ao de kf .
43
Figura 34: Curvas para obtenção de valores médios do fator de sensibilidade ao entalhe [22]
2.5. Danos Mecânicos
O estudo de danos mecânicos é de extrema importância levando em
consideração que a fadiga é um processo de acúmulo de danos no material sob
carregamento cíclico levando a degradação de sua vida útil. Os danos em painéis de
costado de FPSO são, geralmente, causados pelo contato com outras embarcações
conforme descrito no Item 1.2.3 deste relatório. Na bibliografia, observam-se muitos
estudos a respeito de danos gerados por colisões com enfoque do estudo da energia
acumulada.
A introdução de um dano a uma estrutura supõe que o comportamento
mecânico dos micro-poros e das micro-fissuras independem da orientação e
dependem de uma variável de dano ou de degradação (D). Kachanov (1958) e
Rabotnov (1963) introduziram o conceito de dano escalar por meio da busca da
justificativa da ruptura precoce de metais sujeitos a deformações lentas ocasionadas
pela presença de danos. Essa teoria resultou na equação (2.44) mostrada a seguir.
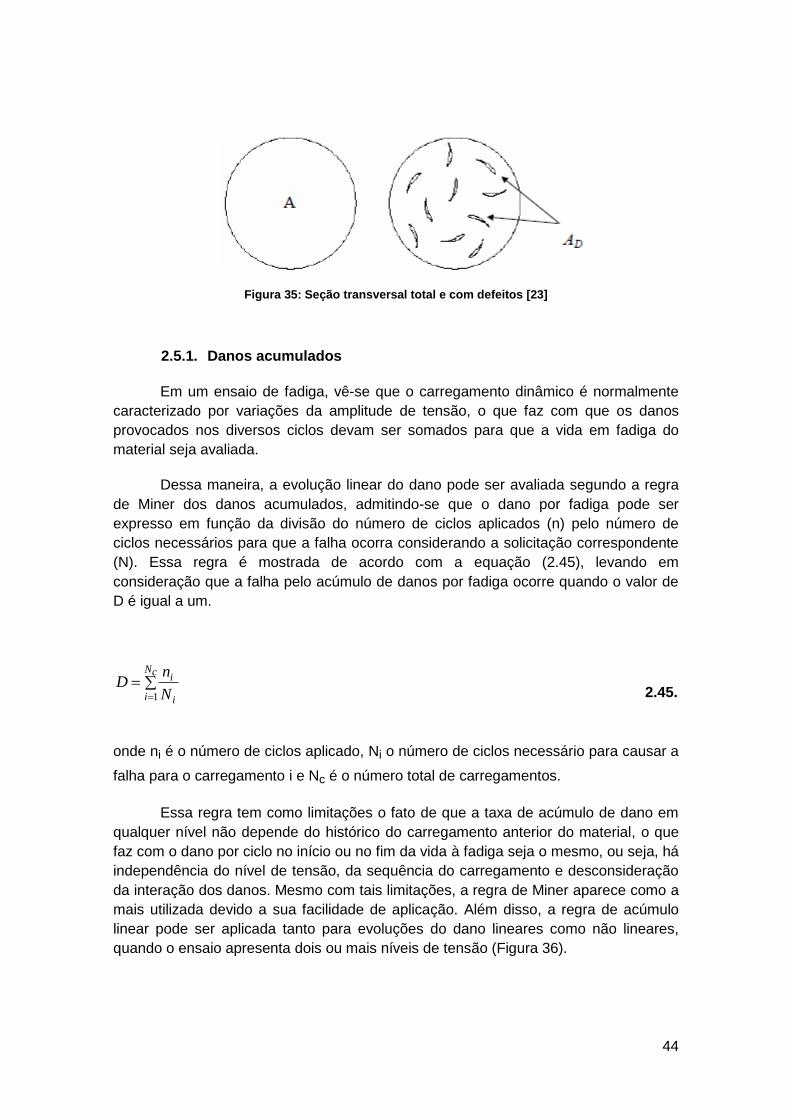
𝐷 =𝐴𝐷
𝐴
2.44.
onde 𝐴𝐷 é a área contendo defeitos, ou fissuras, e A é a área total da seção
transversal conforme mostrado na Figura 35.
44
Figura 35: Seção transversal total e com defeitos [23]
2.5.1. Danos acumulados
Em um ensaio de fadiga, vê-se que o carregamento dinâmico é normalmente
caracterizado por variações da amplitude de tensão, o que faz com que os danos
provocados nos diversos ciclos devam ser somados para que a vida em fadiga do
material seja avaliada.
Dessa maneira, a evolução linear do dano pode ser avaliada segundo a regra
de Miner dos danos acumulados, admitindo-se que o dano por fadiga pode ser
expresso em função da divisão do número de ciclos aplicados (n) pelo número de
ciclos necessários para que a falha ocorra considerando a solicitação correspondente
(N). Essa regra é mostrada de acordo com a equação (2.45), levando em
consideração que a falha pelo acúmulo de danos por fadiga ocorre quando o valor de
D é igual a um.
cN
i i
i
N
nD
1
2.45.
onde ni é o número de ciclos aplicado, Ni o número de ciclos necessário para causar a
falha para o carregamento i e Nc é o número total de carregamentos.
Essa regra tem como limitações o fato de que a taxa de acúmulo de dano em
qualquer nível não depende do histórico do carregamento anterior do material, o que
faz com o dano por ciclo no início ou no fim da vida à fadiga seja o mesmo, ou seja, há
independência do nível de tensão, da sequência do carregamento e desconsideração
da interação dos danos. Mesmo com tais limitações, a regra de Miner aparece como a
mais utilizada devido a sua facilidade de aplicação. Além disso, a regra de acúmulo
linear pode ser aplicada tanto para evoluções do dano lineares como não lineares,
quando o ensaio apresenta dois ou mais níveis de tensão (Figura 36).
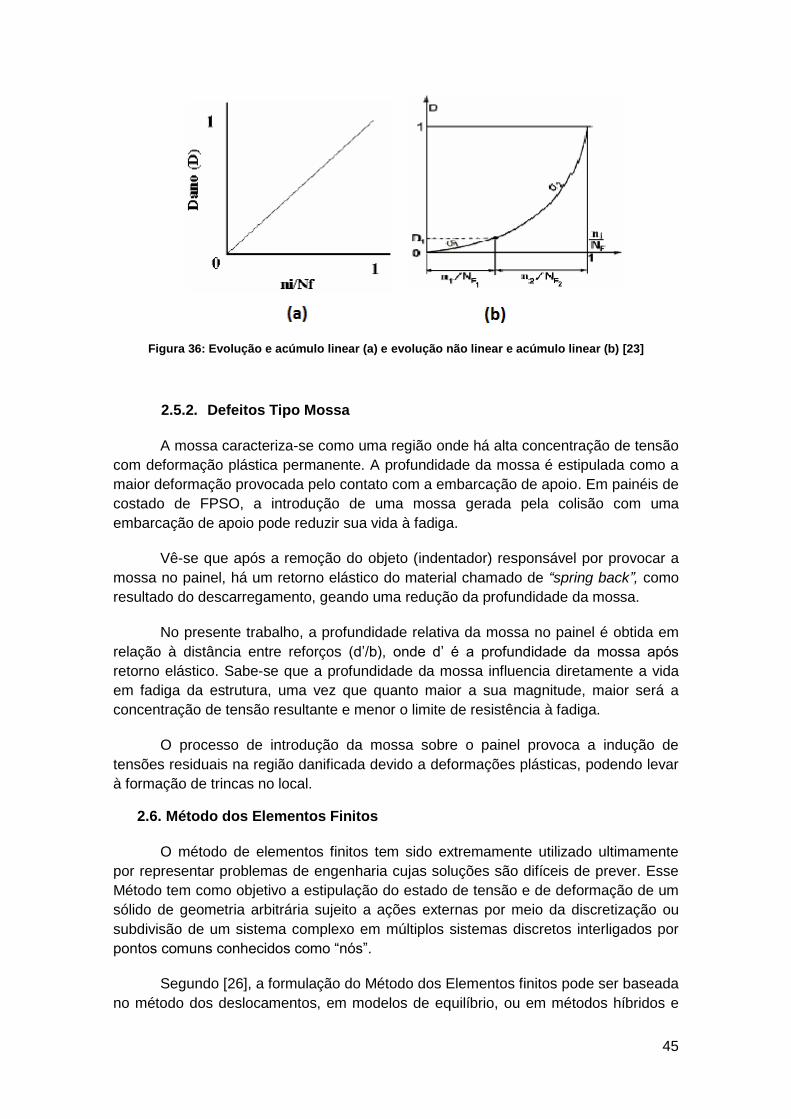
45
Figura 36: Evolução e acúmulo linear (a) e evolução não linear e acúmulo linear (b) [23]
2.5.2. Defeitos Tipo Mossa
A mossa caracteriza-se como uma região onde há alta concentração de tensão
com deformação plástica permanente. A profundidade da mossa é estipulada como a
maior deformação provocada pelo contato com a embarcação de apoio. Em painéis de
costado de FPSO, a introdução de uma mossa gerada pela colisão com uma
embarcação de apoio pode reduzir sua vida à fadiga.
Vê-se que após a remoção do objeto (indentador) responsável por provocar a
mossa no painel, há um retorno elástico do material chamado de “spring back”, como
resultado do descarregamento, geando uma redução da profundidade da mossa.
No presente trabalho, a profundidade relativa da mossa no painel é obtida em
relação à distância entre reforços (d’/b), onde d’ é a profundidade da mossa após
retorno elástico. Sabe-se que a profundidade da mossa influencia diretamente a vida
em fadiga da estrutura, uma vez que quanto maior a sua magnitude, maior será a
concentração de tensão resultante e menor o limite de resistência à fadiga.
O processo de introdução da mossa sobre o painel provoca a indução de
tensões residuais na região danificada devido a deformações plásticas, podendo levar
à formação de trincas no local.
2.6. Método dos Elementos Finitos
O método de elementos finitos tem sido extremamente utilizado ultimamente
por representar problemas de engenharia cujas soluções são difíceis de prever. Esse
Método tem como objetivo a estipulação do estado de tensão e de deformação de um
sólido de geometria arbitrária sujeito a ações externas por meio da discretização ou
subdivisão de um sistema complexo em múltiplos sistemas discretos interligados por
pontos comuns conhecidos como “nós”.
Segundo [26], a formulação do Método dos Elementos finitos pode ser baseada
no método dos deslocamentos, em modelos de equilíbrio, ou em métodos híbridos e
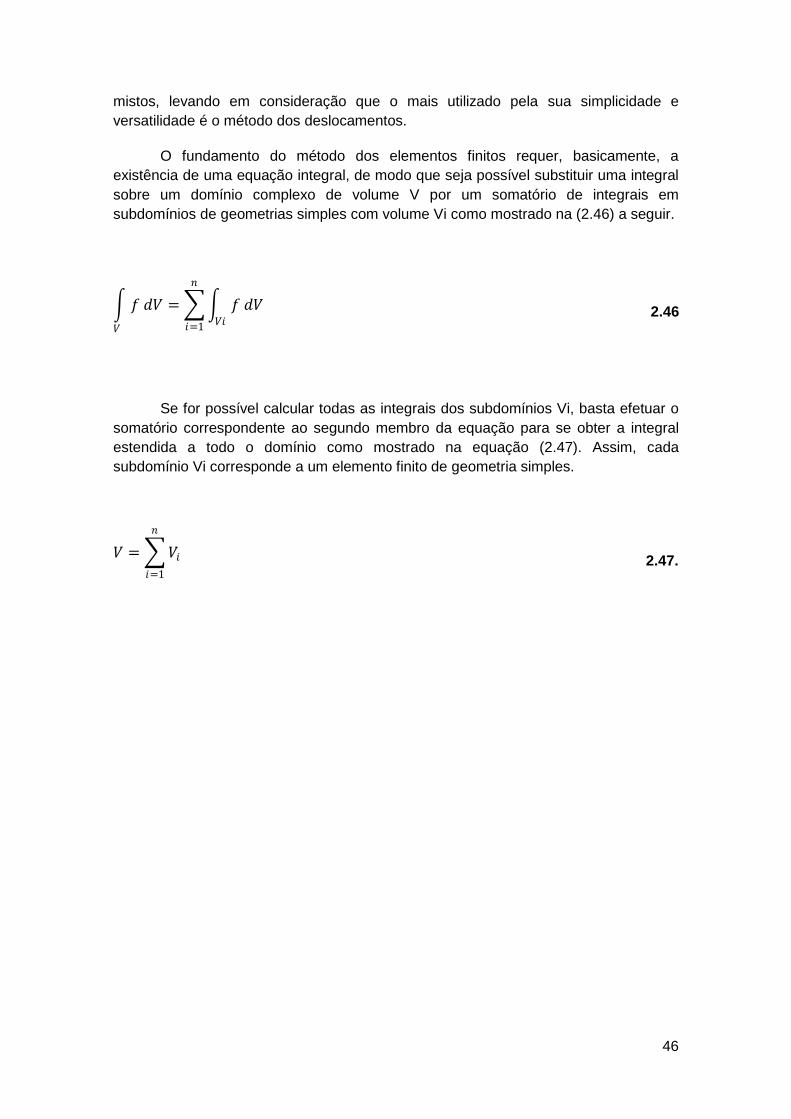
46
mistos, levando em consideração que o mais utilizado pela sua simplicidade e
versatilidade é o método dos deslocamentos.
O fundamento do método dos elementos finitos requer, basicamente, a
existência de uma equação integral, de modo que seja possível substituir uma integral
sobre um domínio complexo de volume V por um somatório de integrais em
subdomínios de geometrias simples com volume Vi como mostrado na (2.46) a seguir.
𝑓 𝑑𝑉 = 𝑓 𝑑𝑉𝑉𝑖
𝑛
𝑖=1𝑉
2.46.
Se for possível calcular todas as integrais dos subdomínios Vi, basta efetuar o
somatório correspondente ao segundo membro da equação para se obter a integral
estendida a todo o domínio como mostrado na equação (2.47). Assim, cada
subdomínio Vi corresponde a um elemento finito de geometria simples.
𝑉 = 𝑉𝑖
𝑛
𝑖=1
2.47.
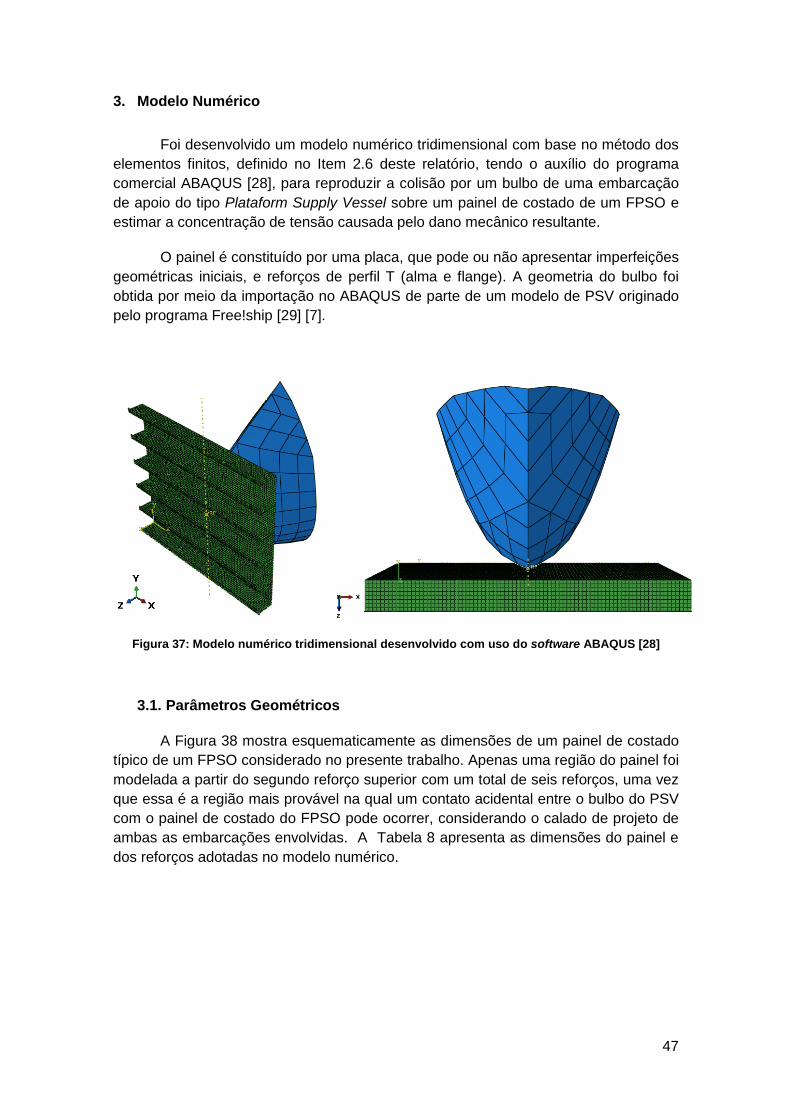
47
3. Modelo Numérico
Foi desenvolvido um modelo numérico tridimensional com base no método dos
elementos finitos, definido no Item 2.6 deste relatório, tendo o auxílio do programa
comercial ABAQUS [28], para reproduzir a colisão por um bulbo de uma embarcação
de apoio do tipo Plataform Supply Vessel sobre um painel de costado de um FPSO e
estimar a concentração de tensão causada pelo dano mecânico resultante.
O painel é constituído por uma placa, que pode ou não apresentar imperfeições
geométricas iniciais, e reforços de perfil T (alma e flange). A geometria do bulbo foi
obtida por meio da importação no ABAQUS de parte de um modelo de PSV originado
pelo programa Free!ship [29] [7].
Figura 37: Modelo numérico tridimensional desenvolvido com uso do software ABAQUS [28]
3.1. Parâmetros Geométricos
A Figura 38 mostra esquematicamente as dimensões de um painel de costado
típico de um FPSO considerado no presente trabalho. Apenas uma região do painel foi
modelada a partir do segundo reforço superior com um total de seis reforços, uma vez
que essa é a região mais provável na qual um contato acidental entre o bulbo do PSV
com o painel de costado do FPSO pode ocorrer, considerando o calado de projeto de
ambas as embarcações envolvidas. A Tabela 8 apresenta as dimensões do painel e
dos reforços adotadas no modelo numérico.
48
Figura 38: Dimensões de um painel de costado típico de um FPSO
Tabela 8: Dimensões geométricas do painel e dos reforços
Parâmetro Valor
Comprimento da placa entre reforços, a (mm) 5240
Largura do painel (entre reforços), b (mm) 860
Espessura da placa, t (mm) 19
Número de reforços, n≥ 2 6
Altura da alma, h (mm) 495
Largura do flange, w (mm) 125
Espessura da alma, ta (mm) 11
Espessura do flange, tw (mm) 22,5
Considerou-se a modelação de painéis sem imperfeição (Figura 39) e com
imperfeições geométricas iniciais de forma senoidal (Figura 40).
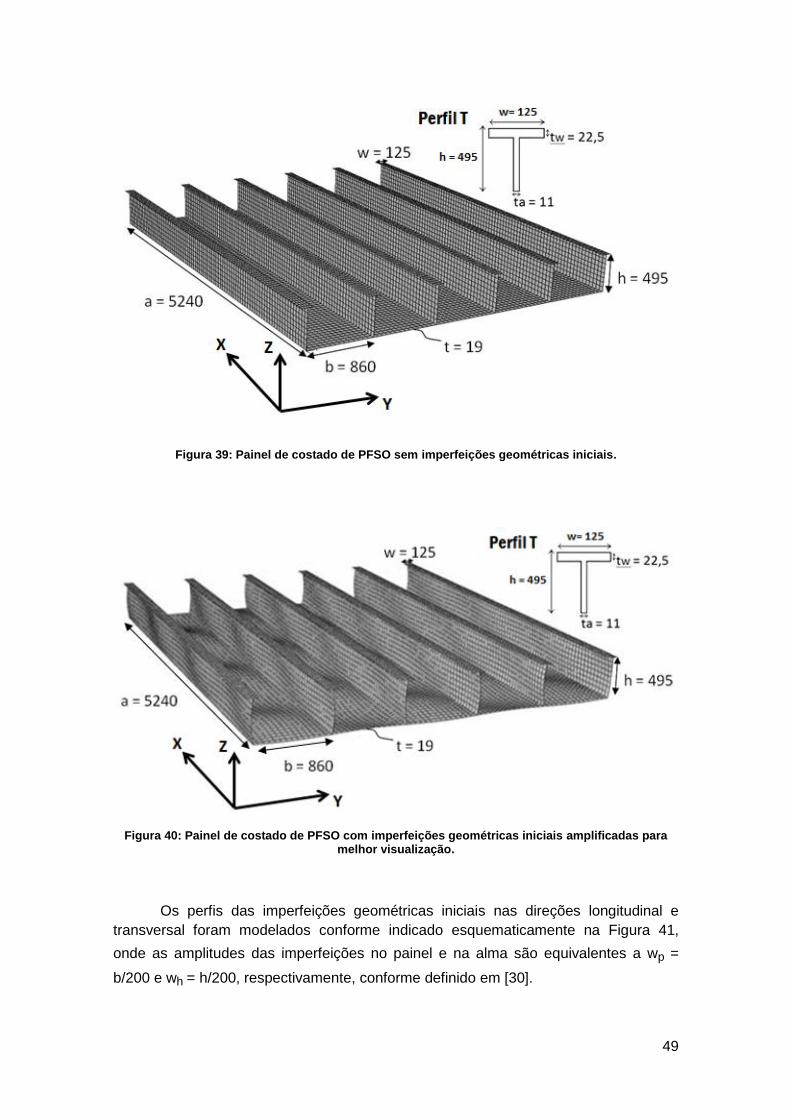
49
Figura 39: Painel de costado de PFSO sem imperfeições geométricas iniciais.
Figura 40: Painel de costado de PFSO com imperfeições geométricas iniciais amplificadas para melhor visualização.
Os perfis das imperfeições geométricas iniciais nas direções longitudinal e
transversal foram modelados conforme indicado esquematicamente na Figura 41,
onde as amplitudes das imperfeições no painel e na alma são equivalentes a wp =
b/200 e wh = h/200, respectivamente, conforme definido em [30].

50
Figura 41: Perfis das Imperfeições geométricas iniciais de forma senoidais
Um indentador foi modelado representando a geometria de um bulbo de uma
embarcação de apoio do tipo Plataform Supply Vessel (PSV) responsável pela colisão
e introdução da mossa. A geometria do bulbo foi obtida conforme o arranjo estrutural
de um supply vessel apresentado em [7] com uso do FREE!ship [29].
Figura 42: Plano de linhas de um supply vessel adotado no Modelo Numérico obtido pelo FREEship [29]
51
Figura 43: Modelagem de um supply vessel utilizado como embarcação de apoio [7]
3.2. Propriedades do Material
O material considerado na composição do painel é o aço de alta resistência
AH36 (ASTM, 2011 [31]), geralmente utilizado na fabricação de estruturas navais. As
propriedades mecânicas desse material foram caracterizadas em [32] a partir da
realização de oito testes de tração uniaxial. As propriedades mecânicas médias do
material obtidas são apresentadas na Tabela 9, onde E é o módulo de elasticidade,
é o coeficiente de Poisson, o é o limite de escoamento (“offset” de 0,20%) e Su é a
tensão última, ou limite de resistência à tração.
Tabela 9:Propriedades mecânicas médias do aço AH36
E (GPa) ν σo (MPa) Su (MPa)
208 0,3 365 500
O modelo constitutivo adotado incorpora plasticidade obedecendo a lei de fluxo
potencial segundo o critério de escoamento de von Mises com encruamentos
isotrópico e cinemático combinados.
Sabe-se que a lei de fluxo potencial estabelece a relação tensão x incremento
de deformação plástica durante ocorrência de fluxo plástico. Já a regra de
encruamento descreve uma relação entre as tensões posteriores ao limite de
escoamento do material e à deformação plástica acumulada durante o carregamento
prévio.

52
No caso de encruamento isotrópico, a superfície de escoamento cresce em
tamanho mantendo a sua forma original, o que faz com que os limites de escoamento
em tensão e em compressão sejam os mesmos. Já no caso de encruamento
cinemático, a superfície de escoamento inicial é deslocada a numa nova posição no
espaço de tensões, sem mudar seu tamanho ou forma. O encruamento cinemático
reproduz o comportamento do material sob carregamentos reversos, considerando o
efeito Bauschinger (Item 2.2.4). Como o comportamento do material sob carregamento
reverso não foi avaliado, o efeito Bauschinger [17] foi considerado aproximadamente
através de uma rotina do ABAQUS capaz de estimar este efeito. Essa rotina utiliza
dados de meio ciclo da curva tensão-deformação e é incorporada ao modelo de
encruamento cinemático.
O comportamento do material no regime plástico é definido em termos de
tensão verdadeira e deformação plástica logarítmica. A curva de tensão verdadeira
versus deformação plástica logarítmica obtida em [32] foi extrapolada para valores de
deformação plástica logarítmica entre 20 e 30%. Essa curva é obtida a partir da curva
tensão-deformação de engenharia (nominal) conforme as equações (3.1) e (3.2).
σv = σnom (1+ εnom) 3.1.
εv = ln (1+ εnom) 3.2.
onde σv representa a tensão verdadeira e εv representa a deformação plástica
logarítmica.
A curva tensão verdadeira versus deformação plástica logarítmica apresentada
na Figura 44 foi utilizada no modelo de elementos finitos para definir o comportamento
do material no regime plástico.

53
Figura 44: Tensão verdadeira versus deformação plástica logarítmica extrapolada
3.3. Malha de Elementos Finitos
O painel foi modelado com elementos de casca fina tridimensionais do tipo
S8R5. Elementos desse tipo (Figura 45) seguem formulação não linear (elementos
quadráticos) e integração reduzida, possuindo oito nós e cinco graus de liberdade por
nó, correspondendo a três graus de liberdade de translação e dois graus de liberdade
de rotação em um nó central gerado internamente no elemento.
Figura 45: Numeração dos nós e das faces no elemento de casca fina do tipo S8R5 [28].
Esses elementos admitem grandes rotações e apenas pequenas deformações
e atendem à teoria de Kirchhoff, segundo a qual a variação da espessura sob
deformação é desprezada [28].
0.00 0.05 0.10 0.15 0.20 0.25 0.30300
400
500
600
700
800
900
Aço AH36
pl
v (
MP
a)

54
Para a definição do refinamento da malha realizou-se um estudo de
sensibilidade considerando oito níveis de refinamento diferentes para o painel. O nível
de refinamento é reduzido da malha 1 a malha 8, sendo que quanto maior o número
de elementos mais refinada é a malha.
Considerou-se a análise dos resultados de concentração de tensão para
colisões a meia distância entre reforços no centro do painel com profundidade de
indentação de 107,5 mm em relação ao tempo computacional da análise e ao nível de
refinamento da malha. As malhas de elementos finitos seguem uma razão de aspecto
de 1:1.
Figura 46: Resultados do estudo de sensibilidade de malha considerando fatores de concentração nas superfícies interna (SNEG) e externa (SPOS)
A análise do gráfico (Figura 46) mostra que as maiores concentrações de
tensões localizam-se na superfície interna do painel (SNEG), que está em contato
direto com o bulbo. Vê-se que há uma diminuição significativa de tempo de CPU com
a redução do refinamento da malha 8 a 3 com tendência a certa estabilidade no valor
do fator de concentração de tensão da malha 3 a 1 (Tabela 10). Assim, optou-se pela
utilização de modelos com o refinamento da malha 3.

55
Tabela 10 : Comparação percentual dos resultados do estudo de sensibilidade de malha para diferentes níveis de refinamento considerados.
Aumento percentual Malhas
08 - 07 07 - 06 06 - 05 05 - 04 04 - 03 03 - 02 02 - 01
Número total de Elementos
125.00% 77.78% 56.25% 44.00% 36.11% 30.61% 26.56%
Tempo de CPU 84.30% 76.09% 55.04% 60.32% 38.29% 48.31% 34.48%
kt 0.63% -9.44% -3.09% -8.81% -6.61% 0.06% 1.85%
Assim, o refinamento da malha da placa foi definido com 36 elementos na
direção longitudinal (eixo x) e 8 elementos entre reforços na direção transversal (eixo
y). O refinamento na direção longitudinal da alma segue o refinamento da placa,
enquanto na altura da alma foram utilizados 8 elementos. A malha do flange é
composta por 4 elementos na direção transversal e 36 elementos na direção
longitudinal. O refinamento da malha de elementos finitos é resumido na Tabela 11.
Tabela 11: Resumo do refinamento da malha de elementos finitos
Parâmetro Valor
Número de elementos ao longo do comprimento a, na 36
Número de elementos ao longo da largura b, nb 8
Número de elementos ao longo da altura da alma h, Nh 8
Número de elementos ao longo da largura do flange w, Nw 4
O bulbo foi modelado com o uso de elementos rígidos tridimensionais do tipo
R3D3 e R3D4 com três e quatro graus de liberdade por nó, respectivamente. A
utilização de elementos rígidos garante que o bulbo não sofra deformações, o que
permite a análise de resultados apenas no painel.
A malha de elementos finitos é composta por um total de 4032 elementos do
tipo S8R5, 48 elementos do tipo R3D3 e 359 elementos do tipo R3D4. A malha de
elementos finitos constituída pelo painel e pelo bulbo é apresentada nas Figura 47 e
Figura 48, respectivamente.

56
Figura 47: Malha de Elementos Finitos do Painel de costado de FPSO
Figura 48: Malha de elementos finitos do bulbo do supply vessel
3.4. Condições de Contorno e Carregamento
Foram prescritos três passos de carga, correspondendo, respectivamente, à
indentação do bulbo sobre o painel com introdução do dano mecânico, à remoção do
indentador (bulbo) e à aplicação de carga compressiva na direção longitudinal
representando os esforços atuantes na viga navio.
Nos passos de carga de indentação e remoção do indentador as condições de
contorno nos quatro bordos foram impostas restringindo-se os deslocamentos nas
direções y e z (Figura 49) e os três graus de liberdade de rotação.

57
Figura 49: Condições de contorno nos passos de carga de indentação e remoção do indentador
No passo de carga de aplicação de compressão as condições de contorno dos
passos anteriores foram mantidas nos quatro bordos, e adicionalmente, foi prescrito
um deslocamento de 0,0025a = 6,55 mm na direção longitudinal (direção x) nos
bordos transversais (Figura 50).
Figura 50: (a) Condições de contorno no passo de carga de compressão (b) Esquema ilustrando o deslocamento aplicado sobre os bordos transversais do painel
PAINEL
(a) (b)

58
3.5. Propriedades do Contato
Na definição do contato entre as superfícies do bulbo e do painel, a superfície
do bulbo (indentador) foi definida como “mestre”, enquanto a superfície do painel foi
definida como “escrava”. A interação entre as superfícies de contato do painel e do
indentador foi modelada admitindo-se pequenos deslizamentos. Assume-se, portanto,
que mesmo que os corpos sofram grandes movimentos, as superfícies de contato
devem sofrer deslizamentos relativamente pequenos, uma em relação à outra.
Como a rigidez relativa do bulbo é muito maior do que a rigidez do painel, o
contato entre as duas superfícies ocorre de forma que o painel se deforma localmente
em relação à superfície do bulbo.
Os elementos de casca fina do tipo S8R5 associados à superfície de contato
escrava são automaticamente convertidos no tipo S9R5, que possui um nó central
adicional. Essa conversão é adotada para que as dificuldades de convergência sejam
minimizadas.
A pressão de contato entre as duas superfícies foi definida por uma função
exponencial da distância entre elas. Essa função é determinada considerando a
pressão de contato para uma distância nula entre as superfícies (p0 = 365 MPa) e uma
distância de contato inicial (c0= 9,5 mm) a partir da qual a pressão de contato passa a
ser transmitida entre as superfícies. Essa pressão de contato aumenta
exponencialmente com a redução da distância normal entre as superfícies a partir de
c0 (Figura 51).
Figura 51: Relação exponencial da distância entre as superfícies
Distância c
Relação exponencial da pressão de contato
Pressão de
contato

59
4. Resultados Numéricos
Os maiores valores de tensão obtidos a partir das simulações numéricas são
observados em pontos remotos propícios ao bordo do painel. Como a análise desse
efeito de bordo está fora do escopo deste trabalho, os resultados de tensão foram
analisados apenas na região central do painel. Os maiores valores de tensões
aparecem na superfície interna do painel (SNEG), por isso optou-se por sua escolha
para a análise dos resultados obtidos que se seguem.
Os resultados obtidos em termos de distribuição da tensão de von Mises para
colisão a ½ da distância entre reforços (centro do painel) com profundidades de
indentação d = 10,75 e 107,50 mm considerando painéis sem imperfeições
geométricas iniciais são apresentados nas Figura 52 e Figura 53.
Figura 52: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a 1/2 da distância entre reforços - menor profundidade de indentação (d=10,75 mm)

60
Figura 53: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a 1/2 da distância entre reforços - maior profundidade de indentação (d=107,5 mm)
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão a ¼ da distância entre reforços com profundidades de indentação d = 10,75 e
107,50 mm para de painéis sem imperfeições geométricas iniciais são apresentados
nas Figura 54 e Figura 55.
Figura 54: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a ¼ da distância entre reforços - menor profundidade de indentação (d=10,75 mm)

61
Figura 55: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a ¼ da distância entre reforços – maior profundidade de indentação (d=107,5 mm)
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão a 1/8 da distância entre reforços com profundidades de indentação d = 10,75 e
107,50 mm para painéis sem imperfeições geométricas iniciais são apresentados nas
Figura 56 e Figura 57.
Figura 56: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a 1/8 da distância entre reforços - menor profundidade de indentação (d=10,75 mm)
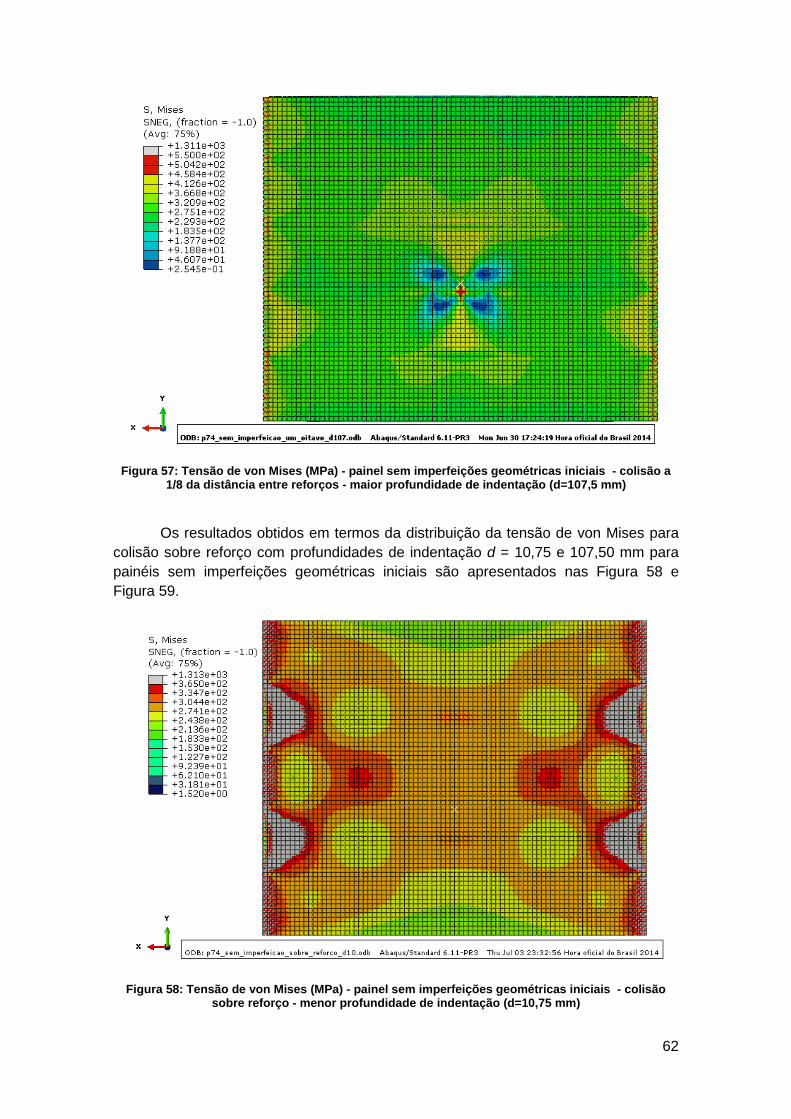
62
Figura 57: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão a 1/8 da distância entre reforços - maior profundidade de indentação (d=107,5 mm)
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão sobre reforço com profundidades de indentação d = 10,75 e 107,50 mm para
painéis sem imperfeições geométricas iniciais são apresentados nas Figura 58 e
Figura 59.
Figura 58: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão sobre reforço - menor profundidade de indentação (d=10,75 mm)
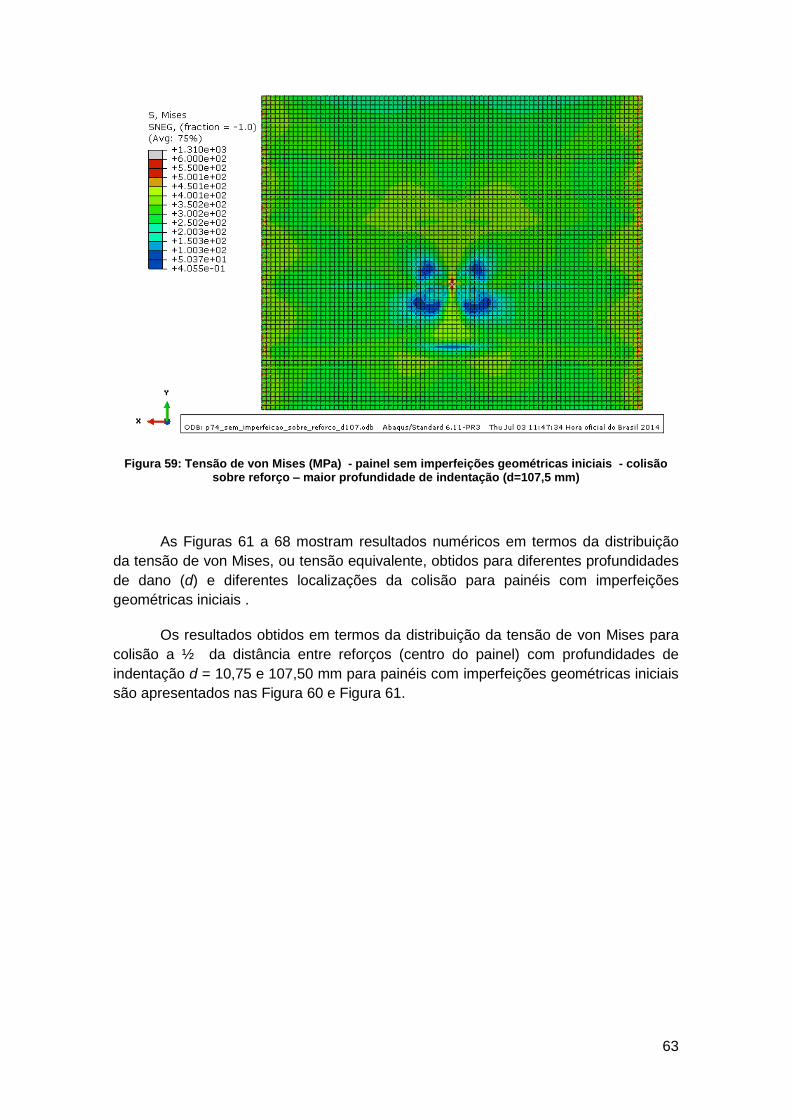
63
Figura 59: Tensão de von Mises (MPa) - painel sem imperfeições geométricas iniciais - colisão sobre reforço – maior profundidade de indentação (d=107,5 mm)
As Figuras 61 a 68 mostram resultados numéricos em termos da distribuição
da tensão de von Mises, ou tensão equivalente, obtidos para diferentes profundidades
de dano (d) e diferentes localizações da colisão para painéis com imperfeições
geométricas iniciais .
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão a ½ da distância entre reforços (centro do painel) com profundidades de
indentação d = 10,75 e 107,50 mm para painéis com imperfeições geométricas iniciais
são apresentados nas Figura 60 e Figura 61.
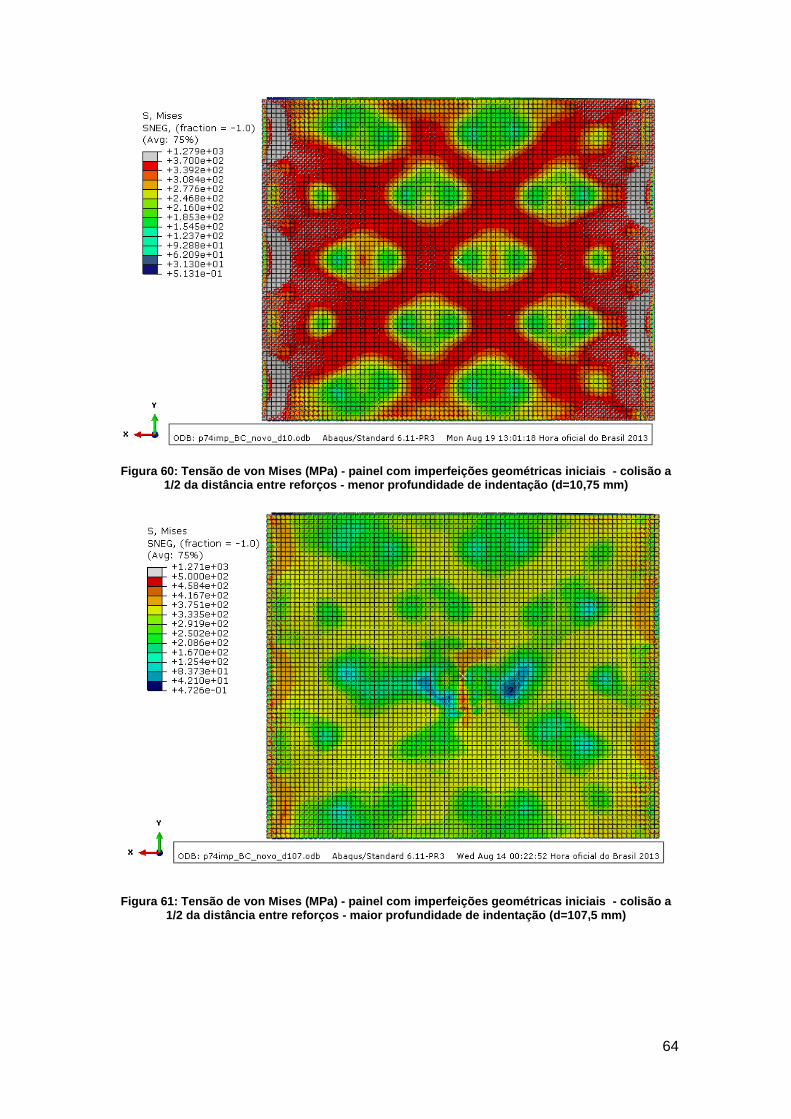
64
Figura 60: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a 1/2 da distância entre reforços - menor profundidade de indentação (d=10,75 mm)
Figura 61: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a 1/2 da distância entre reforços - maior profundidade de indentação (d=107,5 mm)
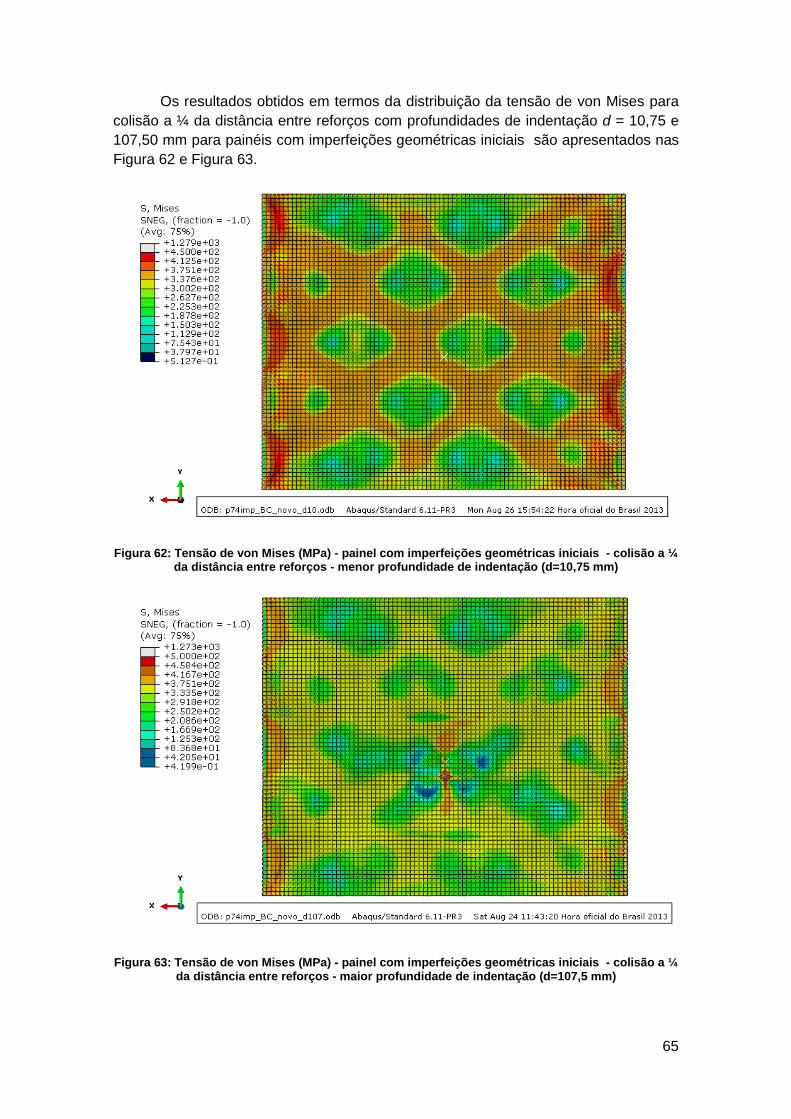
65
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão a ¼ da distância entre reforços com profundidades de indentação d = 10,75 e
107,50 mm para painéis com imperfeições geométricas iniciais são apresentados nas
Figura 62 e Figura 63.
Figura 62: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a ¼ da distância entre reforços - menor profundidade de indentação (d=10,75 mm)
Figura 63: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a ¼ da distância entre reforços - maior profundidade de indentação (d=107,5 mm)
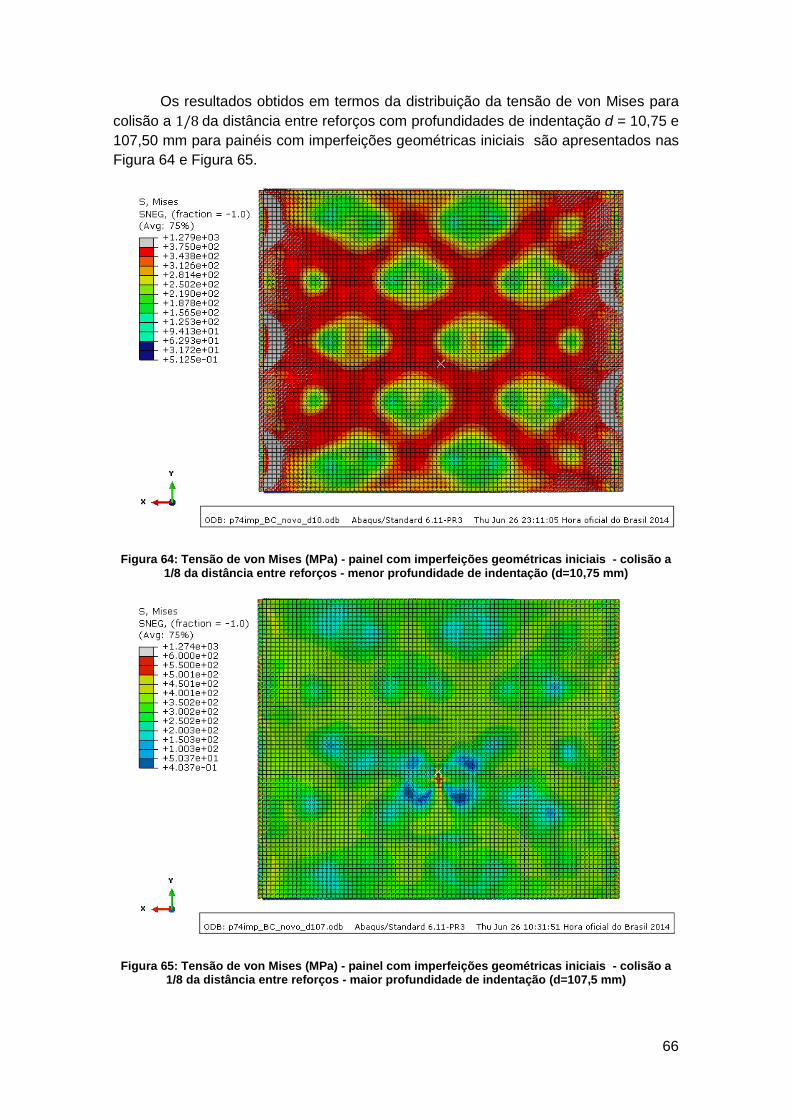
66
Os resultados obtidos em termos da distribuição da tensão de von Mises para
colisão a 1/8 da distância entre reforços com profundidades de indentação d = 10,75 e
107,50 mm para painéis com imperfeições geométricas iniciais são apresentados nas
Figura 64 e Figura 65.
Figura 64: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a 1/8 da distância entre reforços - menor profundidade de indentação (d=10,75 mm)
Figura 65: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão a 1/8 da distância entre reforços - maior profundidade de indentação (d=107,5 mm)
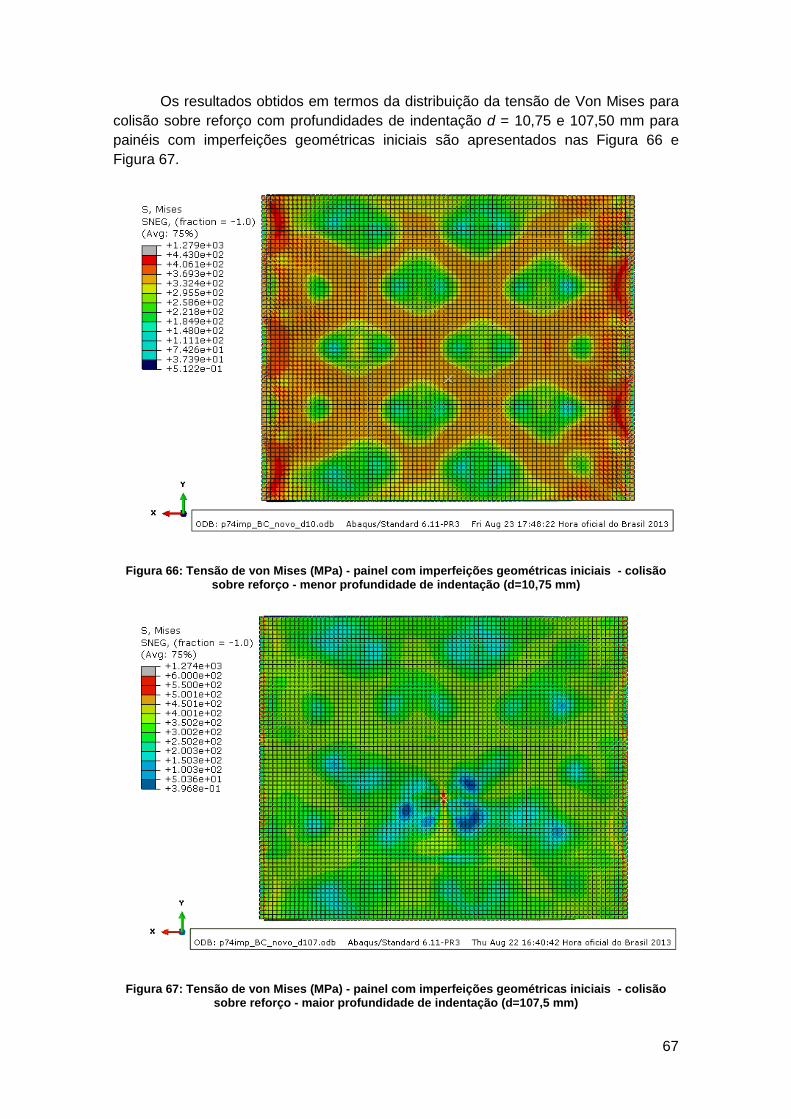
67
Os resultados obtidos em termos da distribuição da tensão de Von Mises para
colisão sobre reforço com profundidades de indentação d = 10,75 e 107,50 mm para
painéis com imperfeições geométricas iniciais são apresentados nas Figura 66 e
Figura 67.
Figura 66: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão sobre reforço - menor profundidade de indentação (d=10,75 mm)
Figura 67: Tensão de von Mises (MPa) - painel com imperfeições geométricas iniciais - colisão sobre reforço - maior profundidade de indentação (d=107,5 mm)

68
Deve-se notar que há pontos de alta concentração de tensão nos bordos do
painel representando inconsistências numéricas associadas às condições de contorno
do modelo, que estão fora do objeto de análise deste trabalho. O maior fator de
concentração de tensão deve ser considerado na região central do painel, onde está
localizado o dano.
Para painéis sem imperfeições geométricas iniciais, as maiores concentrações
de tensão causadas pela introdução do dano devido à colisão com o bulbo são
encontradas no eixo de simetria longitudinal. Já para os painéis com imperfeições
geométricas iniciais, as maiores concentrações de tensões deixam de ser localizadas
no eixo de simetria longitudinal, uma vez que as imperfeições geométricas senoidais
longitudinais e transversais afetam a distribuição de tensão, já que a amplitude e
direção da onda podem resultar no aumento ou na redução dependendo do efeito da
posição deste em relação à onda.

69
5. Estudo Paramétrico
Com objetivo de se realizar um amplo estudo paramétrico, contemplando
diferentes geometrias, formas, números de reforços e dimensões do painel, foi
desenvolvido um programa em linguagem Fortran capaz de definir a malha de
elementos finitos com suas coordenadas de nós e elementos segundo diferentes
parâmetros. Esses parâmetros são fornecidos como dados de entrada no programa
para determinação da geometria e dimensões do painel com número de reforços 𝑛 ≥ 2
e do refinamento da malha. Assim, o programa define a malha de elementos finitos
resultante dos dados de entrada e o modelo é então analisado com o uso do programa
comercial ABAQUS [28].
O modelo numérico foi então utilizado em um estudo paramétrico considerando
diferentes profundidades de indentação. Com os resultados obtidos no estudo
paramétrico, foram desenvolvidas expressões analíticas, com a consideração do
teorema de Buckingham ∏, capazes de estimar a concentração de tensão em função
de parâmetros adimensionais do dano e do painel com e sem imperfeições
geométricas iniciais.
5.1. Análises de Elementos Finitos
As análises de elementos finitos envolveram diferentes localizações de colisão
entre os reforços centrais do painel e diferentes profundidades de indentação do bulbo
sobre o painel (Tabela 12). A concentração de tensão resultante é então estimada sob
a aplicação de carga compressiva na direção longitudinal da estrutura, representando
os esforços atuantes na viga navio.
Tabela 12: Profundidade de penetração do bulbo no painel
O fator de concentração de tensão é calculado conforme equação 5.1.
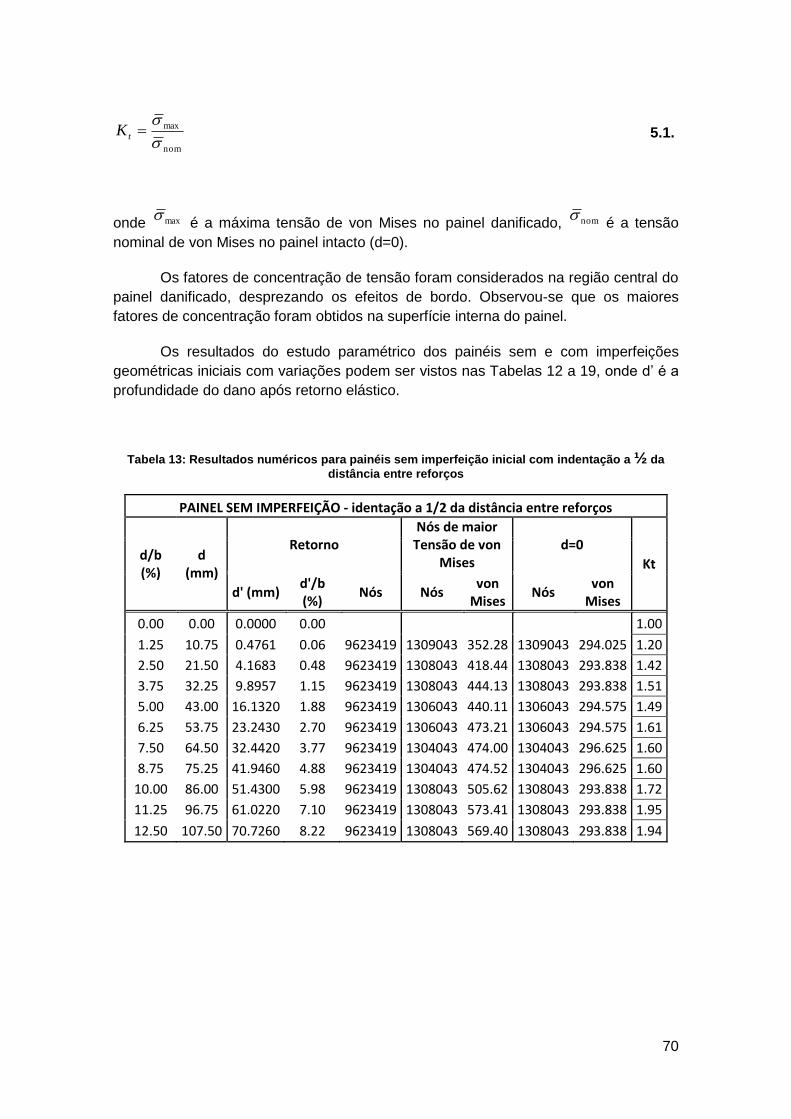
70
nom
max
tK 5.1.
onde max é a máxima tensão de von Mises no painel danificado, nom
é a tensão
nominal de von Mises no painel intacto (d=0).
Os fatores de concentração de tensão foram considerados na região central do
painel danificado, desprezando os efeitos de bordo. Observou-se que os maiores
fatores de concentração foram obtidos na superfície interna do painel.
Os resultados do estudo paramétrico dos painéis sem e com imperfeições
geométricas iniciais com variações podem ser vistos nas Tabelas 12 a 19, onde d’ é a
profundidade do dano após retorno elástico.
Tabela 13: Resultados numéricos para painéis sem imperfeição inicial com indentação a ½ da
distância entre reforços
PAINEL SEM IMPERFEIÇÃO - identação a 1/2 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.4761 0.06 9623419 1309043 352.28 1309043 294.025 1.20
2.50 21.50 4.1683 0.48 9623419 1308043 418.44 1308043 293.838 1.42
3.75 32.25 9.8957 1.15 9623419 1308043 444.13 1308043 293.838 1.51
5.00 43.00 16.1320 1.88 9623419 1306043 440.11 1306043 294.575 1.49
6.25 53.75 23.2430 2.70 9623419 1306043 473.21 1306043 294.575 1.61
7.50 64.50 32.4420 3.77 9623419 1304043 474.00 1304043 296.625 1.60
8.75 75.25 41.9460 4.88 9623419 1304043 474.52 1304043 296.625 1.60
10.00 86.00 51.4300 5.98 9623419 1308043 505.62 1308043 293.838 1.72
11.25 96.75 61.0220 7.10 9623419 1308043 573.41 1308043 293.838 1.95
12.50 107.50 70.7260 8.22 9623419 1308043 569.40 1308043 293.838 1.94

71
Tabela 14: Resultados numéricos para painéis sem imperfeição inicial com indentação a ¼ da
distância entre reforços
PAINEL SEM IMPERFEIÇÃO - identação a 1/4 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.0000 0.00 9601033 1208043 310.26 1208043 310.264 1.00
2.50 21.50 0.3564 0.04 9622574 1302043 368.59 1302043 299.414 1.23
3.75 32.25 3.4492 0.40 9622574 1304043 410.09 1304043 296.625 1.38
5.00 43.00 11.0711 1.29 9622574 1304043 413.32 1304043 296.625 1.39
6.25 53.75 20.4956 2.38 9622574 1214044 430.81 1214044 300.99 1.43
7.50 64.50 29.8553 3.47 9622574 1214044 461.59 1214044 300.990 1.53
8.75 75.25 38.8948 4.52 9622574 1301043 551.34 1301043 301.230 1.83
10.00 86.00 46.8457 5.45 9622574 1301044 580.28 1301044 301.249 1.93
11.25 96.75 54.7187 6.36 1302043 1301044 625.24 1301044 301.249 2.08
12.50 107.50 62.8164 7.30 1302043 1301045 666.93 1301045 301.308 2.21
Tabela 15: Resultados numéricos para painéis sem imperfeição inicial com indentação a 1/8
da
distância entre reforços
PAINEL SEM IMPERFEIÇÃO - identação a 1/8 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.0000 0.00 9623419 1208043 310.26 1208043 310.264 1.00
2.50 21.50 0.0000 0.00 9623419 1208043 310.26 1208043 310.264 1.00
3.75 32.25 3.4492 0.40 9623419 1304043 410.09 1304043 296.625 1.38
5.00 43.00 11.0711 1.29 9623419 1304043 413.32 1304043 296.625 1.39
6.25 53.75 20.4956 2.38 9623419 1214044 430.81 1214044 300.99 1.43
7.50 64.50 29.8553 3.47 9623419 1214044 461.59 1214044 300.990 1.53
8.75 75.25 38.8948 4.52 9623419 1301043 551.34 1301043 301.230 1.83
10.00 86.00 46.8457 5.45 9623419 1301043 574.64 1301043 301.230 1.91
11.25 96.75 54.7187 6.36 9623419 1301043 570.78 1301043 301.230 1.89
12.50 107.50 54.7187 6.36 9623419 1301043 570.78 1301043 301.230 1.89
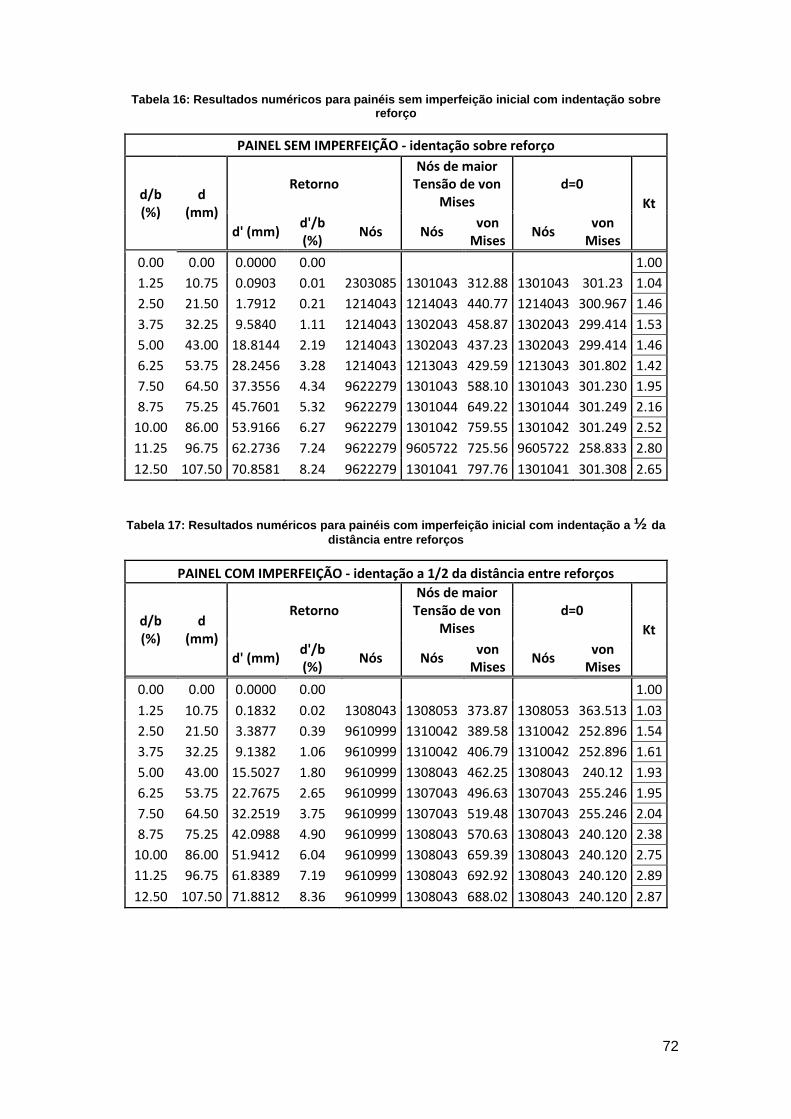
72
Tabela 16: Resultados numéricos para painéis sem imperfeição inicial com indentação sobre reforço
PAINEL SEM IMPERFEIÇÃO - identação sobre reforço
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.0903 0.01 2303085 1301043 312.88 1301043 301.23 1.04
2.50 21.50 1.7912 0.21 1214043 1214043 440.77 1214043 300.967 1.46
3.75 32.25 9.5840 1.11 1214043 1302043 458.87 1302043 299.414 1.53
5.00 43.00 18.8144 2.19 1214043 1302043 437.23 1302043 299.414 1.46
6.25 53.75 28.2456 3.28 1214043 1213043 429.59 1213043 301.802 1.42
7.50 64.50 37.3556 4.34 9622279 1301043 588.10 1301043 301.230 1.95
8.75 75.25 45.7601 5.32 9622279 1301044 649.22 1301044 301.249 2.16
10.00 86.00 53.9166 6.27 9622279 1301042 759.55 1301042 301.249 2.52
11.25 96.75 62.2736 7.24 9622279 9605722 725.56 9605722 258.833 2.80
12.50 107.50 70.8581 8.24 9622279 1301041 797.76 1301041 301.308 2.65
Tabela 17: Resultados numéricos para painéis com imperfeição inicial com indentação a ½ da
distância entre reforços
PAINEL COM IMPERFEIÇÃO - identação a 1/2 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.1832 0.02 1308043 1308053 373.87 1308053 363.513 1.03
2.50 21.50 3.3877 0.39 9610999 1310042 389.58 1310042 252.896 1.54
3.75 32.25 9.1382 1.06 9610999 1310042 406.79 1310042 252.896 1.61
5.00 43.00 15.5027 1.80 9610999 1308043 462.25 1308043 240.12 1.93
6.25 53.75 22.7675 2.65 9610999 1307043 496.63 1307043 255.246 1.95
7.50 64.50 32.2519 3.75 9610999 1307043 519.48 1307043 255.246 2.04
8.75 75.25 42.0988 4.90 9610999 1308043 570.63 1308043 240.120 2.38
10.00 86.00 51.9412 6.04 9610999 1308043 659.39 1308043 240.120 2.75
11.25 96.75 61.8389 7.19 9610999 1308043 692.92 1308043 240.120 2.89
12.50 107.50 71.8812 8.36 9610999 1308043 688.02 1308043 240.120 2.87
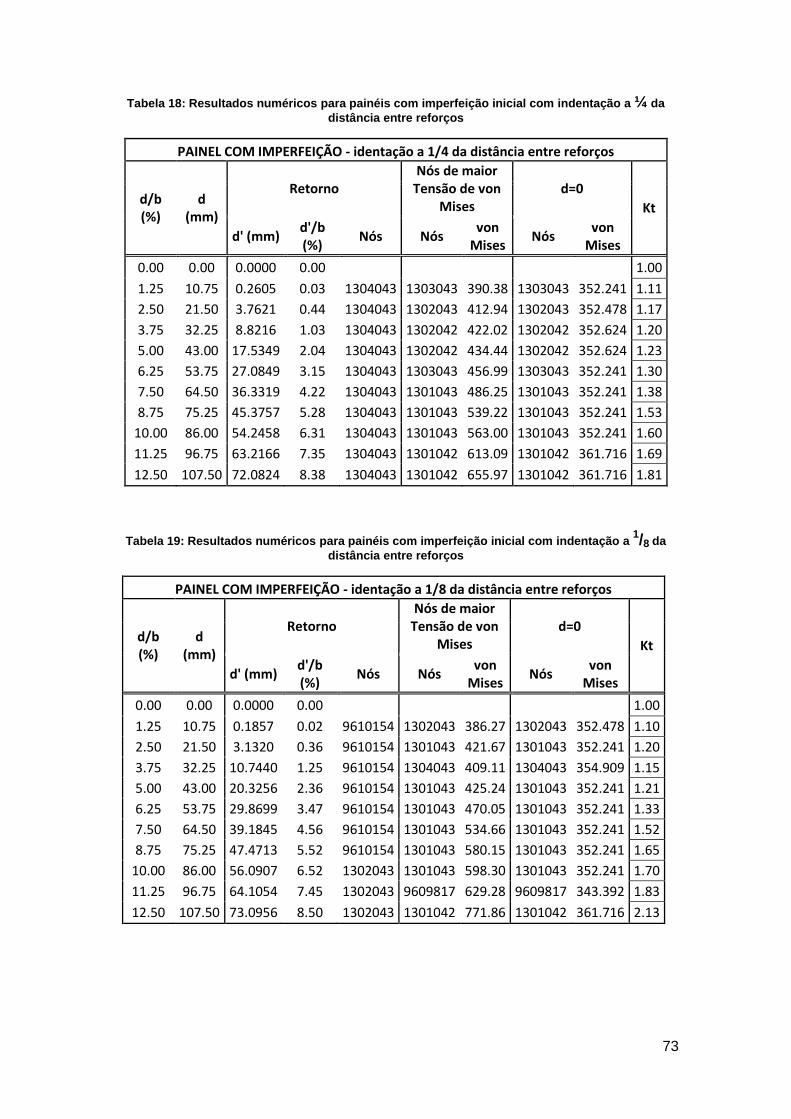
73
Tabela 18: Resultados numéricos para painéis com imperfeição inicial com indentação a ¼ da
distância entre reforços
PAINEL COM IMPERFEIÇÃO - identação a 1/4 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.2605 0.03 1304043 1303043 390.38 1303043 352.241 1.11
2.50 21.50 3.7621 0.44 1304043 1302043 412.94 1302043 352.478 1.17
3.75 32.25 8.8216 1.03 1304043 1302042 422.02 1302042 352.624 1.20
5.00 43.00 17.5349 2.04 1304043 1302042 434.44 1302042 352.624 1.23
6.25 53.75 27.0849 3.15 1304043 1303043 456.99 1303043 352.241 1.30
7.50 64.50 36.3319 4.22 1304043 1301043 486.25 1301043 352.241 1.38
8.75 75.25 45.3757 5.28 1304043 1301043 539.22 1301043 352.241 1.53
10.00 86.00 54.2458 6.31 1304043 1301043 563.00 1301043 352.241 1.60
11.25 96.75 63.2166 7.35 1304043 1301042 613.09 1301042 361.716 1.69
12.50 107.50 72.0824 8.38 1304043 1301042 655.97 1301042 361.716 1.81
Tabela 19: Resultados numéricos para painéis com imperfeição inicial com indentação a 1/8
da
distância entre reforços
PAINEL COM IMPERFEIÇÃO - identação a 1/8 da distância entre reforços
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.1857 0.02 9610154 1302043 386.27 1302043 352.478 1.10
2.50 21.50 3.1320 0.36 9610154 1301043 421.67 1301043 352.241 1.20
3.75 32.25 10.7440 1.25 9610154 1304043 409.11 1304043 354.909 1.15
5.00 43.00 20.3256 2.36 9610154 1301043 425.24 1301043 352.241 1.21
6.25 53.75 29.8699 3.47 9610154 1301043 470.05 1301043 352.241 1.33
7.50 64.50 39.1845 4.56 9610154 1301043 534.66 1301043 352.241 1.52
8.75 75.25 47.4713 5.52 9610154 1301043 580.15 1301043 352.241 1.65
10.00 86.00 56.0907 6.52 1302043 1301043 598.30 1301043 352.241 1.70
11.25 96.75 64.1054 7.45 1302043 9609817 629.28 9609817 343.392 1.83
12.50 107.50 73.0956 8.50 1302043 1301042 771.86 1301042 361.716 2.13

74
Tabela 20: Resultados numéricos para painéis com imperfeição inicial com indentação sobre reforço
PAINEL COM IMPERFEIÇÃO - identação a sobre reforço
d/b (%)
d (mm)
Retorno Nós de maior
Tensão de von Mises
d=0
Kt
d' (mm) d'/b (%)
Nós Nós von
Mises Nós
von Mises
0.00 0.00 0.0000 0.00 1.00
1.25 10.75 0.1124 0.01 2303084 1308053 373.86 1308053 363.513 1.03
2.50 21.50 2.1670 0.25 1214043 1214043 424.47 1214043 352.259 1.20
3.75 32.25 10.4788 1.22 1214043 1301042 429.27 1301042 361.716 1.19
5.00 43.00 19.9153 2.32 1214043 1302043 437.25 1302043 352.478 1.24
6.25 53.75 35.1472 4.09 9610323 1304043 524.81 1304043 354.909 1.48
7.50 64.50 38.5086 4.48 9609816 1301043 643.84 1301043 352.241 1.83
8.75 75.25 46.9621 5.46 9609816 9609819 672.90 9609819 343.392 1.96
10.00 86.00 55.4845 6.45 9609816 9609817 687.44 9609817 338.454 2.03
11.25 96.75 64.2938 7.48 9609816 9609817 672.88 9609817 338.454 1.99
12.50 107.50 73.3212 8.53 9609816 1301043 701.46 1301043 352.241 1.99
As figuras 69 a 76 mostram os resultados de fatores de concentração (kt) na
superfície interna do painel em função da profundidade residual de dano em relação à
distância entre reforços 𝑑 ′
𝑏 (%) para painéis com e sem imperfeições. Esses resultados
foram considerados em um ajuste polinominal de segunda ordem.

75
Figura 68: Ajuste polinominal para fatores de concentração de tensão de painéis sem imperfeições
com indentação a ½ da distância entre reforços
Figura 69: Ajuste polinominal para fatores de concentração de tensão de painéis sem imperfeições
com indentação a 1/4 da distância entre reforços
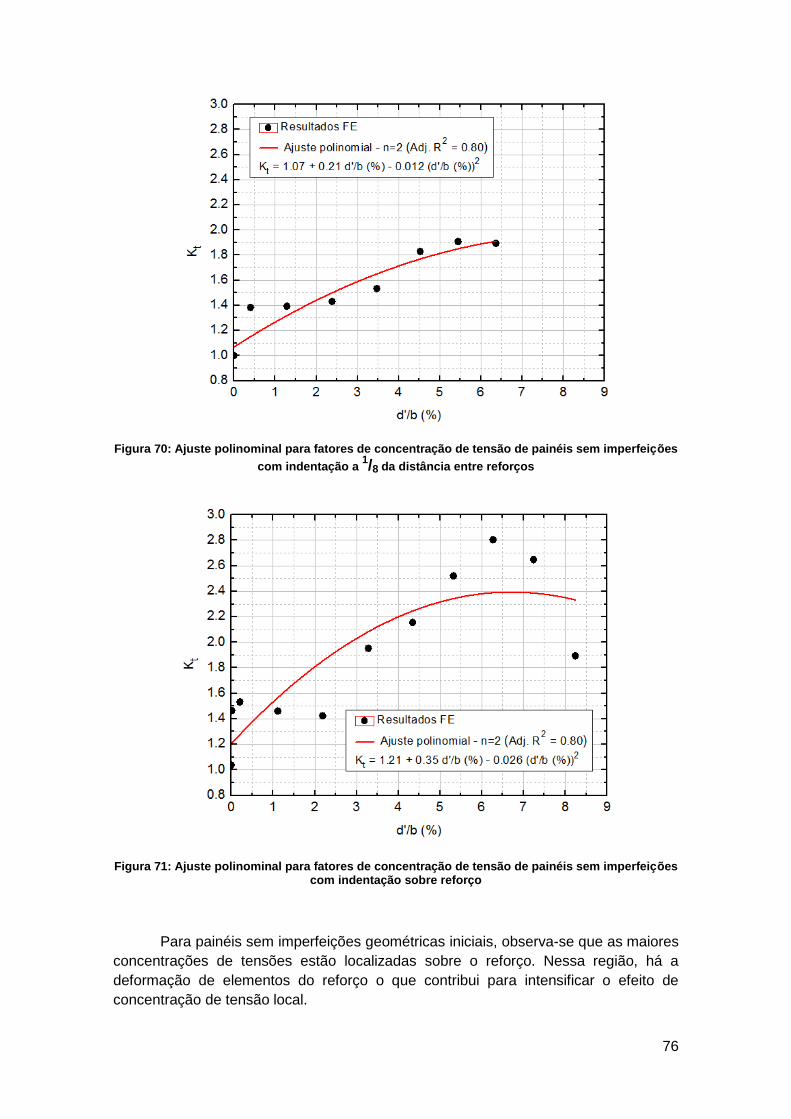
76
Figura 70: Ajuste polinominal para fatores de concentração de tensão de painéis sem imperfeições
com indentação a 1/8
da distância entre reforços
Figura 71: Ajuste polinominal para fatores de concentração de tensão de painéis sem imperfeições com indentação sobre reforço
Para painéis sem imperfeições geométricas iniciais, observa-se que as maiores
concentrações de tensões estão localizadas sobre o reforço. Nessa região, há a
deformação de elementos do reforço o que contribui para intensificar o efeito de
concentração de tensão local.

77
Figura 72: Ajuste polinominal para fatores de concentração de tensão de painéis com imperfeições
e indentação a ½ da distância entre reforços
Figura 73: Ajuste polinominal para fatores de concentração de tensão de painéis com imperfeições
e indentação a 1/4 da distância entre reforços

78
Figura 74: Ajuste polinominal para fatores de concentração de tensão de painéis com imperfeições
e indentação a 1/8 da distância entre reforços
Figura 75: Ajuste polinominal para fatores de concentração de tensão de painéis com imperfeições e indentação sobre reforço
Para painéis com imperfeições geométricas iniciais, observa-se que as maiores
concentrações de tensões estão localizadas no modelo com indentação a ½ da
distância entre reforços. Nessa região, a onda senoidal contribui para o efeito de
concentração de tensão, uma vez que esta se encontra no mesmo sentido do dano,
resultando na intensificação da mossa.

79
5.2. Formulação Analítica
Embora sofisticados modelos de elementos finitos possam, com relativa
precisão, estimar o fator de concentração de tensão, uma abordagem direta por meio
da utilização de expressões analíticas apresenta maior praticidade na geração de
resultados. Por essa razão, é proposto o desenvolvimento de uma formulação analítica
utilizando os resultados de elementos finitos de forma a estimar expressões analíticas
para estimar o fator de concentração de tensão. A concentração no painel após a
colisão pode ser assumida como dependente das seguintes variáveis:
,b,td,σfσ nommax 5.2.
onde maxσ é a máxima tensão equivalente no painel danificado expressa em função da
tensão equivalente nominal ( nomσ ), da profundidade e indentação após retorno elástico
(d’), da distância entre reforços (b) e da espessura do painel (t).
O teorema de Buckingham ∏ é um teorema de alta relevância na análise
dimensional. Esse Teorema estabelece que em uma equação física envolvendo um
número n de variáveis dimensionais representadas por r dimensões fundamentais
independentes, a equação do processo ou sistema físico pode ser reescrita como uma
equação de p = n - r variáveis adimensionais (parâmetros ∏) construídas a partir das
variáveis originais. Esse teorema propõe um método para calcular conjuntos de
parâmetros adimensionais a partir das variáveis dimensionais dadas, mesmo se a
forma da equação do sistema ou processo físico é ainda desconhecida [33].
Pelo Teorema de Buckingham ∏ a equação (5.2) pode ser reduzida a uma
relação entre parâmetros adimensionais para definição da equação analítica para o
fator de concentração de tensão (Kt) conforme mostrado nas equações (5.3) e (5.4).
b
d,
t
bF
σ
σ
nom
max
5.3.
b
d,
t
bFK t
5.4.
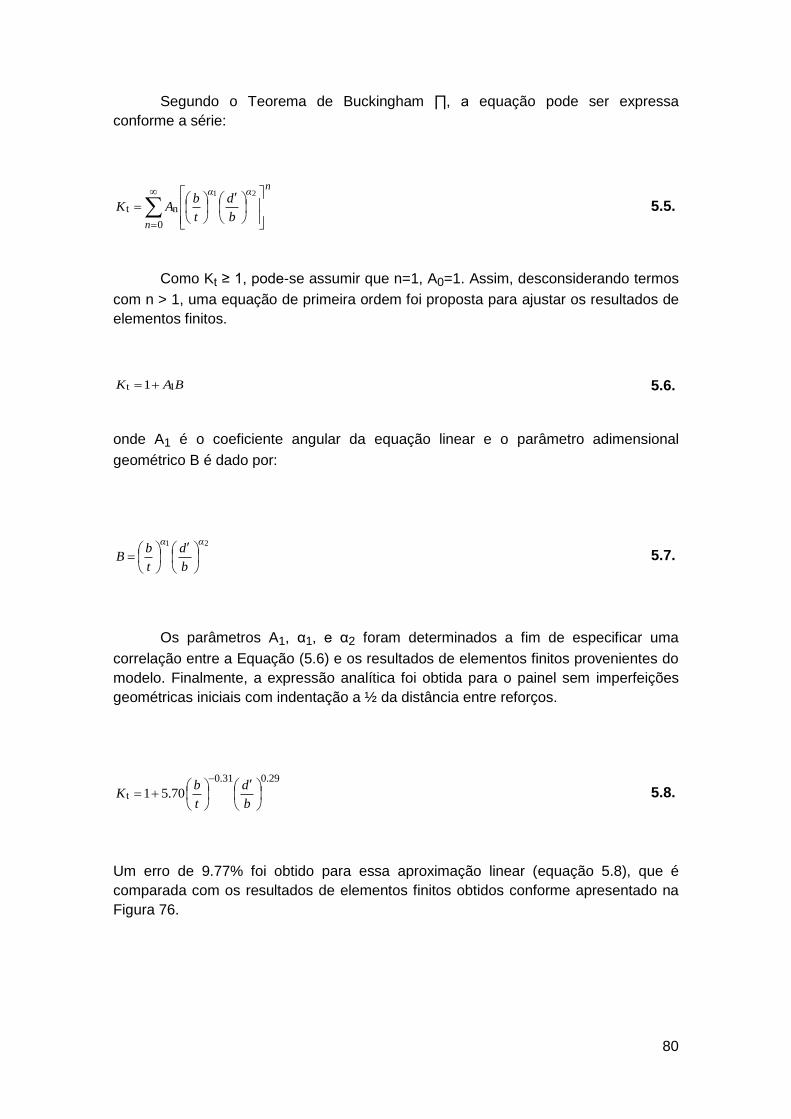
80
Segundo o Teorema de Buckingham ∏, a equação pode ser expressa
conforme a série:
n
n
αα
b
d
t
bAK
0
nt
21
5.5.
Como Kt ≥ 1, pode-se assumir que n=1, A0=1. Assim, desconsiderando termos
com n > 1, uma equação de primeira ordem foi proposta para ajustar os resultados de
elementos finitos.
BAK 1t 1 5.6.
onde A1 é o coeficiente angular da equação linear e o parâmetro adimensional
geométrico B é dado por:
21 αα
b
d
t
bB
5.7.
Os parâmetros A1, α1, e α2 foram determinados a fim de especificar uma
correlação entre a Equação (5.6) e os resultados de elementos finitos provenientes do
modelo. Finalmente, a expressão analítica foi obtida para o painel sem imperfeições
geométricas iniciais com indentação a ½ da distância entre reforços.
29.031.0
t 70.51
b
d
t
bK
5.8.
Um erro de 9.77% foi obtido para essa aproximação linear (equação 5.8), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 76.

81
Figura 76: Ajuste Linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após geração de dano a ½ da distância entre reforços sem
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
A seguinte expressão analítica foi obtida para o painel sem imperfeições
geométricas iniciais com indentação a ¼ da distância entre reforços.
32.0013
t 67.31
b
d
t
bK 5.9.
Um erro de 22.23% foi obtido para essa aproximação linear (equação 5.9), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 77.
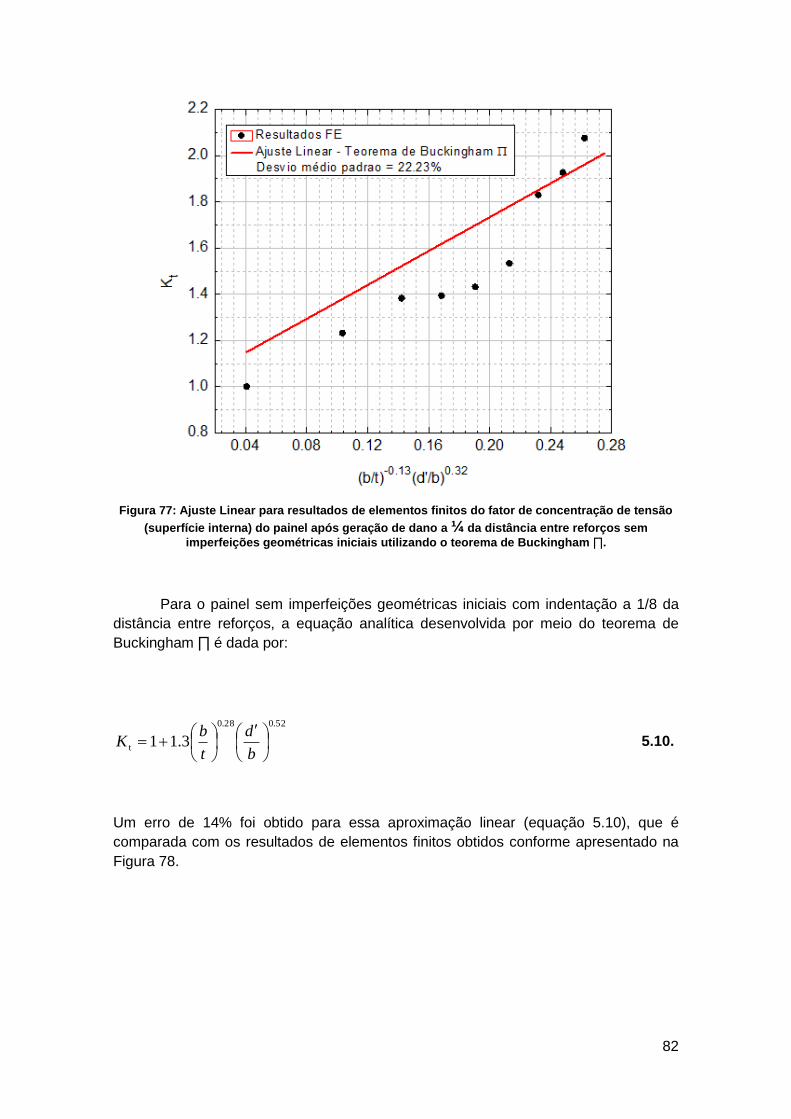
82
Figura 77: Ajuste Linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após geração de dano a ¼ da distância entre reforços sem
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel sem imperfeições geométricas iniciais com indentação a 1/8 da
distância entre reforços, a equação analítica desenvolvida por meio do teorema de
Buckingham ∏ é dada por:
52.028.0
t 3.11
b
d
t
bK 5.10.
Um erro de 14% foi obtido para essa aproximação linear (equação 5.10), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 78.

83
Figura 78: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após introdução de dano a 1/8 da distância entre reforços sem
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel sem imperfeições geométricas iniciais com indentação sobre
reforços, a equação analítica desenvolvida por meio do teorema de Buckingham ∏ é
dada por:
56.021.0
t 01.141
b
d
t
bK 5.11.
Um erro de 30.12% foi obtido para essa aproximação linear (equação 5.11), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 79.

84
Figura 79: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após introdução de dano sobre reforço sem imperfeições
geométricas iniciais utilizando o teorema de Buckingham ∏.
Levando em consideração que nas situações reais a colisão acidental pode
ocorrer a qualquer distância entre os reforços ou sobre reforço, define-se uma
expressão analítica para a concentração de tensão independente da localização do
dano em painéis sem imperfeições geométricas iniciais conforme a seguinte equação:
515.0005.0
t 24.41
b
d
t
bK 5.12.
Um erro de 21.7% foi obtido para essa aproximação linear (equação 5.12), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 80.

85
Figura 80: Ajuste Linear para todos os resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após geração de dano para painéis sem imperfeições
geométricas iniciais utilizando o teorema de Buckingham ∏.
Vê-se pelo gráfico da Figura 80 que os três últimos pontos apresentam um
considerável desvio do comportamento linear do ajuste, o que contribui para o
aumento do erro. Assim, optou-se pela realização de um novo ajuste linear
desconsiderando esses três últimos fatores de concentração de tensão de forma a
apresentar um resultado mais preciso conforme apresentado na equação (5.13).
49.051.0
t 52.01
b
d
t
bK 5.13.
Um erro de 16.9% foi obtido para essa aproximação linear (equação 5.13), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 81.

86
Figura 81: Ajuste Linear desconsiderando os três últimos resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após geração de dano para painéis sem
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel com imperfeições geométricas iniciais com indentação a ½ da
distância entre reforços, a equação analítica desenvolvida com base no teorema de
Buckingham ∏ é apresentada a seguir.
71.006.0
t 06.151
b
d
t
bK
5.14.
Um erro de 14.48% foi obtido para essa aproximação linear (equação 5.13), que é
comparada com os resultados de elementos finitos obtidos (Figura 82).

87
Figura 82: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após introdução de dano a ½ distância entre reforços com
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel com imperfeições geométricas iniciais com indentação a 1/4 da
distância entre reforços, a equação analítica desenvolvida por meio do teorema de
Buckingham ∏ é dada por:
61.030.0
t 15.101
b
d
t
bK
5.15.
Um erro de 21.48% foi obtido para essa aproximação linear (equação 5.14), que é
comparada com os resultados de elementos finitos obtidos (Figura 83).

88
Figura 83: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após introdução de dano a ¼ da distância entre reforços com
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel com imperfeições geométricas iniciais com indentação a 1/8 da
distância entre reforços, a equação analítica desenvolvida com base no teorema de
Buckingham ∏ é dada por:
089.1002.0
t 86.141
b
d
t
bK
5.16.
Um erro de 26.35% foi obtido para essa aproximação linear (equação 5.15), que é
comparada com os resultados de elementos finitos obtidos (Figura 84).
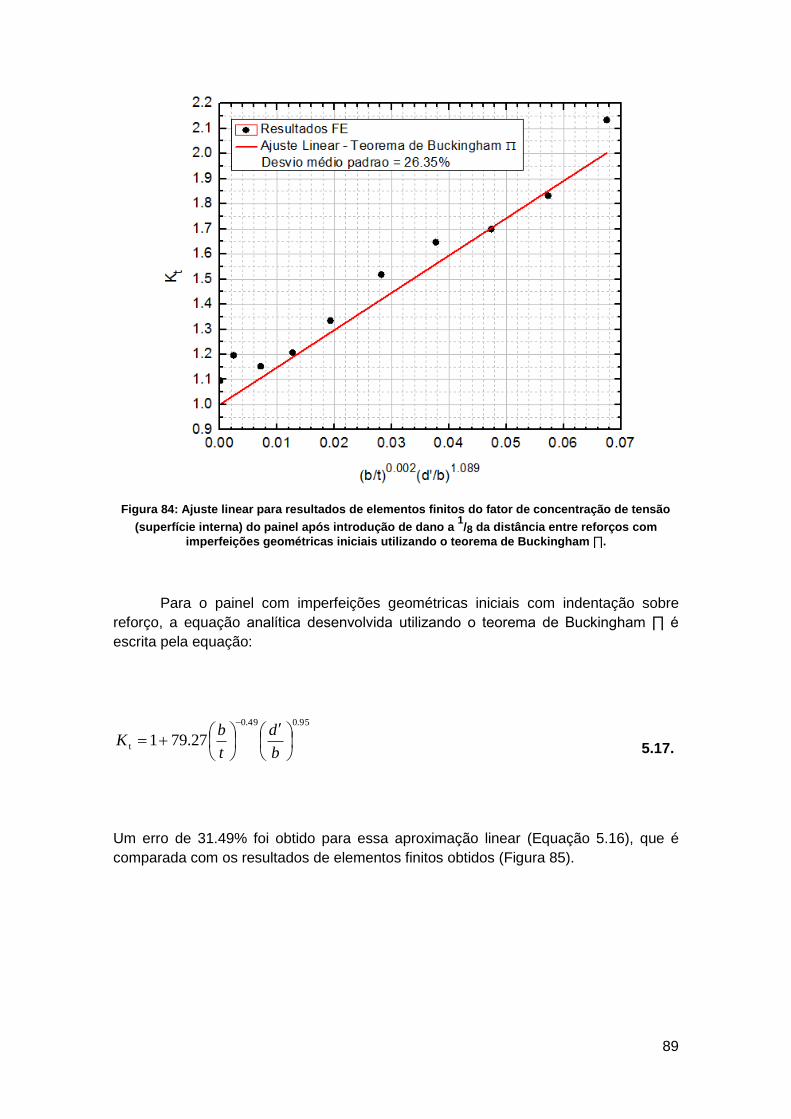
89
Figura 84: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão
(superfície interna) do painel após introdução de dano a 1/8 da distância entre reforços com
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
Para o painel com imperfeições geométricas iniciais com indentação sobre
reforço, a equação analítica desenvolvida utilizando o teorema de Buckingham ∏ é
escrita pela equação:
95.049.0
t 27.791
b
d
t
bK
5.17.
Um erro de 31.49% foi obtido para essa aproximação linear (Equação 5.16), que é
comparada com os resultados de elementos finitos obtidos (Figura 85).
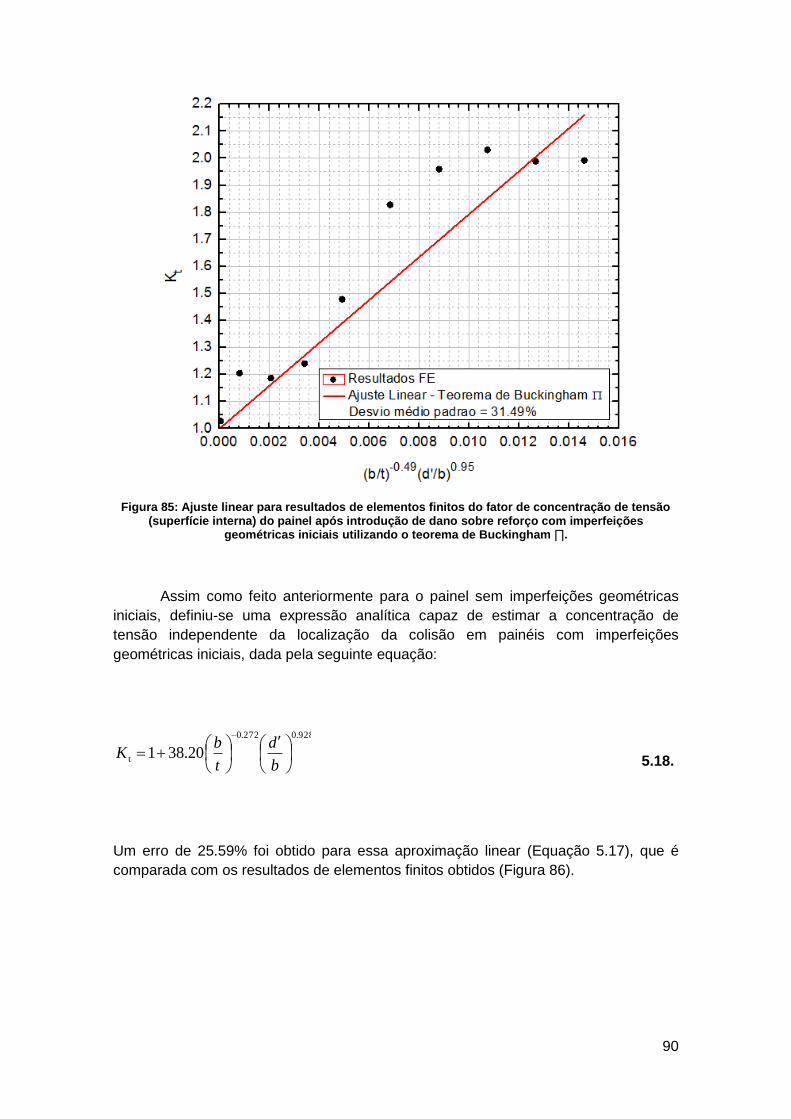
90
Figura 85: Ajuste linear para resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após introdução de dano sobre reforço com imperfeições
geométricas iniciais utilizando o teorema de Buckingham ∏.
Assim como feito anteriormente para o painel sem imperfeições geométricas
iniciais, definiu-se uma expressão analítica capaz de estimar a concentração de
tensão independente da localização da colisão em painéis com imperfeições
geométricas iniciais, dada pela seguinte equação:
928.0272.0
t 20.381
b
d
t
bK
5.18.
Um erro de 25.59% foi obtido para essa aproximação linear (Equação 5.17), que é
comparada com os resultados de elementos finitos obtidos (Figura 86).
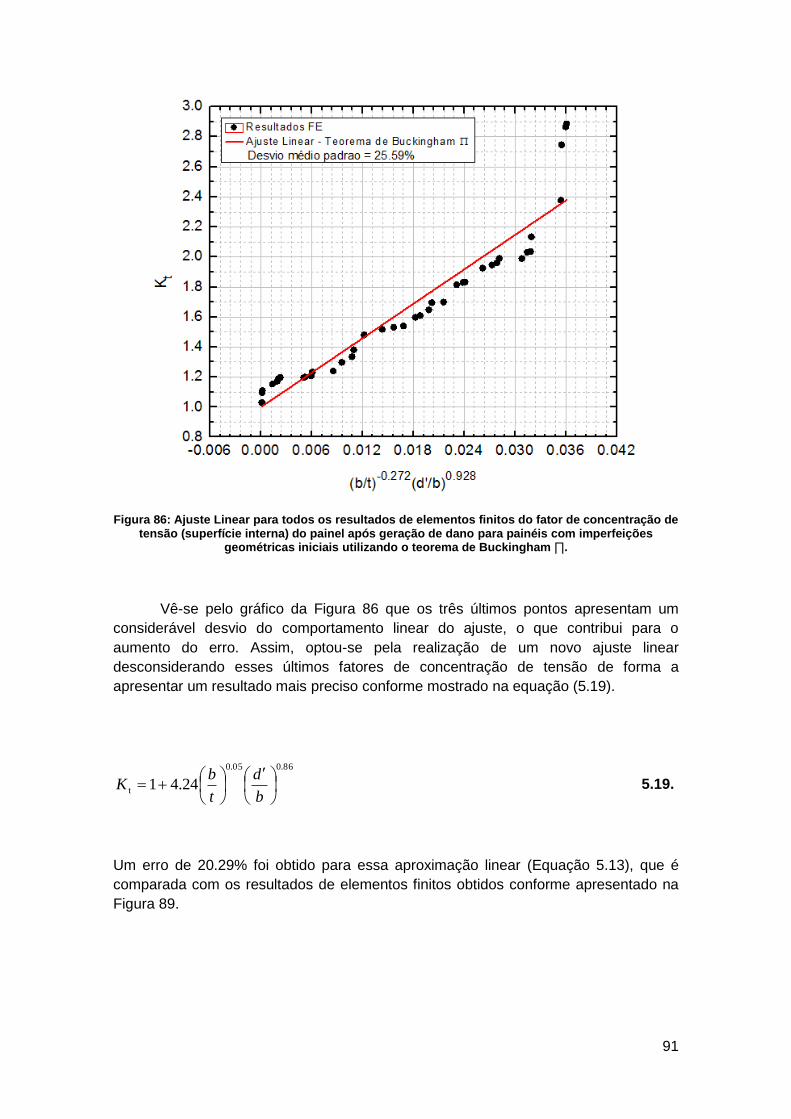
91
Figura 86: Ajuste Linear para todos os resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após geração de dano para painéis com imperfeições
geométricas iniciais utilizando o teorema de Buckingham ∏.
Vê-se pelo gráfico da Figura 86 que os três últimos pontos apresentam um
considerável desvio do comportamento linear do ajuste, o que contribui para o
aumento do erro. Assim, optou-se pela realização de um novo ajuste linear
desconsiderando esses últimos fatores de concentração de tensão de forma a
apresentar um resultado mais preciso conforme mostrado na equação (5.19).
86.005.0
t 24.41
b
d
t
bK 5.19.
Um erro de 20.29% foi obtido para essa aproximação linear (Equação 5.13), que é
comparada com os resultados de elementos finitos obtidos conforme apresentado na
Figura 89.

92
Figura 87: Ajuste Linear desconsiderando os três últimos resultados de elementos finitos do fator de concentração de tensão (superfície interna) do painel após geração de dano para painéis com
imperfeições geométricas iniciais utilizando o teorema de Buckingham ∏.
93
6. Avaliação da Vida em Fadiga
Os fatores de concentração de tensão obtidos no estudo paramétrico para o
painel sem imperfeições geométricas iniciais com indentação a meia distância entre
reforços na região central foram utilizados em uma avaliação analítica da vida em
fadiga de forma a estimar a duração de vida residual de painéis danificados em função
da magnitude do dano introduzido.
Assim como determinado no item 2.3 deste relatório, a fadiga consiste em um
modo de falha do material decorrente de carregamentos dinâmicos após um
determinado período em serviço. A falha por fadiga geralmente se origina em um
ponto de concentração de tensão, que no presente trabalho é representado pelo dano
no painel. A falha por fadiga decorrente de um número de ciclos entre 1 e 103 é
classificada como fadiga de baixo ciclo, enquanto que falhas ocorridas a partir de 103
ciclos caracterizam o domínio da fadiga de alto ciclo.
A fadiga de alto ciclo é usualmente analisada por meio da curva S-N, que
considera a fase de iniciação da trinca até sua propagação e relaciona a resistência à
fadiga (Sn) ao número de ciclos (N) necessários para que ocorra a falha do material.
Na ausência de dados experimentais, curvas S-N foram determinadas
analiticamente e comparadas com resultados experimentais obtidos por [34] e [35].
A curva S-N é definida pela equação de Basquin:
Sn=CNb 6.1.
onde N representa o número de ciclos necessários para ocorrer a falha, Sn é a
amplitude de tensão e C e b são constantes dependentes das propriedades do
material e condições de ensaio. Para condições de ensaios normalizados o limite de
resistência à fadiga Se’ do aço pode ser aproximado por:
Se’ = min {0,5Su;700 MPa} 6.2.
onde Su é o limite de resistência à tração [22].
No caso de um elemento estrutural, o limite de resistência à fadiga Se’ deve ser
corrigido por alguns fatores. Considerando o fator de concentração de tensão em
fadiga (Kf) e o fator de correção de acabamento superficial (ka), o limite de resistência
à fadiga para um elemento estrutural real (Se) é estimado como:
94
Se = Se’ k𝑎
K𝑓 6.3.
Para a definição da curva analítica, ka foi estimado por:
ka= aSub 6.4.
onde a e b foram adotados, respectivamente, como 57,7 e -0,718, considerando
acabamento superficial laminado. O fator de concentração de tensão em fadiga Kf foi
considerado igual ao fator de concentração de tensão teórico (Kt), isto é q=1 e Kf=Kt.
Essa consideração é a favor da segurança já que se tem Kt ≥ Kf, conforme indicado
pela Eq (2.46).
Duas curvas S-N foram determinadas analiticamente, sendo uma delas definida
ligando (0,9Su) em N = 103 ciclos e Se em N = 10
6 ciclos, e a outra ligando a tensão
real de ruptura à tração (σf’) em N = 1 ciclo e Se em N = 106 ciclos. No caso de aços, a
tensão real de ruptura no ensaio de tração pode ser obtida aproximadamente por [22]:
σf’=Su+ 345 MPa 6.5.
A Figura 88 mostra as curvas S-N determinadas analiticamente para Kt = 1 e a
sua comparação com resultados experimentais obtidos na literatura. A curva S-N
analítica 1 apresenta uma melhor correlação com os resultados experimentais obtidos
na literatura. Na Figura 89 a curva S-N analítica 1 é corrigida pelo máximo fator de
concentração de tensão (Ktmax = 1,95) obtido no estudo paramétrico considerando o
dano a ½ distância entre reforços conforme mostrado na Tabela 13, sendo
apresentada também para a condição em que Kt = 1.
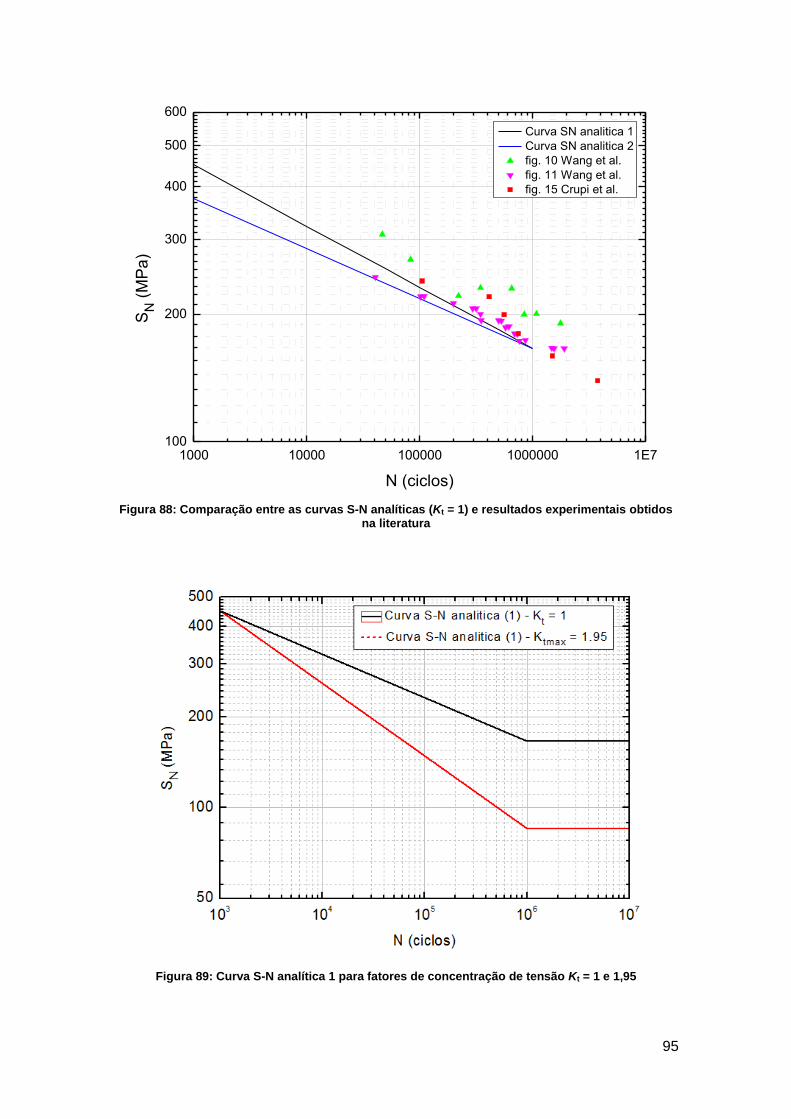
95
Figura 88: Comparação entre as curvas S-N analíticas (Kt = 1) e resultados experimentais obtidos na literatura
Figura 89: Curva S-N analítica 1 para fatores de concentração de tensão Kt = 1 e 1,95
1000 10000 100000 1000000 1E7100
200
300
400
500
600
Curva SN analitica 1
Curva SN analitica 2
fig. 10 Wang et al.
fig. 11 Wang et al.
fig. 15 Crupi et al.
N (ciclos)
SN
(M
Pa
)
96
7. Conclusões
Colisões acidentais podem ocorrem durante operações de apoio a plataformas
de Petróleo gerando danos aos seus painéis de costado. Neste trabalho é
desenvolvido um modelo de elementos finitos a fim de avaliar numericamente os
fatores de concentração de tensões em painéis de costado danificados de FPSOs pela
colisão acidental com uma embarcação de apoio do tipo PSV. Os modelos numéricos
são utilizados em um estudo paramétrico considerando diferentes profundidades de
indentação, representando diferentes magnitudes de colisão, com variação da
localização deste dano. A concentração de tensão resultante é então estimada sob a
aplicação de carga compressiva na direção longitudinal da estrutura, representando os
esforços atuantes na viga navio.
Os fatores de concentração de tensão obtidos no estudo paramétrico são
utilizados para o desenvolvimento de equações paramétricas baseadas no teorema de
Buckingham’s ∏ em função de parâmetros adimensionais do dano e do painel (d’,b e
t), e na avaliação da vida em fadiga através da correção de curvas S-N determinadas
analiticamente. Como os impactos podem ocorrer a qualquer distância entre reforços
ou sobre reforço foram definidas expressões analíticas de forma a agrupar todos os
possíveis casos de localização do dano sobre a região central do painel, considerando
painéis com e sem imperfeições geométricas iniciais. Dessa forma, pôde-se
determinar o fator de concentração de tensão abrangendo todos os resultados
numéricos de forma direta e eficiente.
As expressões analíticas desenvolvidas permitem uma avaliação prática da
concentração de tensão para essas geometrias de painéis danificados de FPSOs
devido à colisão com embarcações de apoio. Um desvio padrão de 16,9% é obtido
para o ajuste linear dos resultados numéricos que agrupam todos os modelos de
painéis sem imperfeições geométricas iniciais, desconsiderando-se os três maiores
resultados de fatores de concentração de tensão. Já para os painéis com imperfeições
geométricas iniciais, é obtido um desvio padrão um pouco maior e igual a 20,29%, no
caso da consideração de resultados numéricos que agrupam todas as possíveis
localizações de danos na região central do painel, desconsiderando-se, também, os
três maiores valores de fatores de concentração de tensão.
Verificaram-se influências das imperfeições geométricas iniciais senoidais nas
análises dos fatores de concentrações de tensão dos painéis de costado do navio
FPSO, de forma que seus valores eram amplificados ou reduzidos de acordo com a
direção e amplitude da onda. Sabe-se que imperfeições tendem a não exercer
influência significativa sobre a vida em fadiga do material, de forma que essa influência
deve ser analisada não só para o tipo de painel estudado neste projeto, como também
para painéis com diferentes geometrias, parâmetros e dimensões. Assim, não se deve
generalizar o estudo para qualquer tipo de painel de costado de FPSO, uma vez que
esse efeito pode ter sido verificado apenas para o caso particular abordado neste
projeto.

97
Dessa forma, a partir de uma estimativa da frequência de solicitação uniaxial
deste tipo de painel de costado é possível estimar a duração residual de sua vida em
fadiga em função da magnitude do dano introduzido e contribuir para o aumento de
sua confiabilidade, uma vez que a concentração de tensão afeta diretamente a vida
em fadiga de uma estrutura.
Sabe-se que a análise da fadiga de alto ciclo abordada neste projeto é baseada
em tensões na fase elástica do material, por isso como perspectiva é importante a
estipulação de um limite de profundidade máximo de dano que determine o início do
escoamento do material, de forma a avaliar um regime de fadiga de baixo ciclo cujo
ajuste deixa de ser linear.
Além disso, deseja-se promover o estudo de outras condições de contorno
para analisar o efeito de bordo nos painéis, de forma a evitar a alta concentração de
tensão obervada nos modelos numéricos nessas regiões. Também é importante a
realização de análises com variação dos tipos de imperfeições geométricas iniciais a
fim de avaliar suas influências na vida em fadiga de painéis de costado de FPSOs. Do
mesmo modo é prevista a realização de testes experimentais em escala reduzida que
visam à calibração das expressões analíticas e definição de ajustes lineares ou não-
lineares mais precisos.

98
8. Agradecimentos
A autora agradece o apoio financeiro da Agência Nacional do Petróleo, Gás
Natural e Biocombustíveis – ANP, da Financiadora de Estudos e Projetos – FINEP e
do Ministério da Ciência, Tecnologia e Inovação – MCTI por meio do Programa de
Recursos Humanos da ANP para o Setor Petróleo e Gás – PRH-ANP/MCT.
Referências
[1] “Boletim Anual de Preços - Preços do petróleo gás natural e combustíveis nos
mercados nacional e internacional”. Rio de Janeiro,2013, ANP – Agência
Nacional do Petróleo, Gás Natural e Biocombustíveis.
[2] Formigli, J. M. Estratégia Petrobras para atendimento das futuras demandas
do pré-sal. Apresentado no workshop “Os desafios para indústria nacional
frente às demandas do setor de petróleo e gás”, BNDES, 2.7.2008.
[3] Santos, R., “O Declínio da produção de petróleo no Mar do Norte e a
estratégia da cidade de Aberdeen”, G. Sc.,Trabalho de Conclusão de Curso.
Rio de Janeiro: COPPE/UFRJ, 2006.
[4] Wang, G., Jiang, D., Shin, Y., “Consideration of Collision and Contact Damage
Risks in FPSO Structural Designs”. In: Offshore Technology Conference,
Houston, Texas, USA, 5-8 May. 2003.
[5] Net Marinha/SINAVAL, “SINAVAL informa construção local em seis das sete
plataformas da Petrobras previstas para 2013”. Disponível em:
<http://www.portalnaval.com.br/noticia/bacia-de-campos-tera-area-restrita-a-
navegacao/>. Acesso em: 29 jun. 2014.
[6] Wankhede ,A., “What is FPSO (Floating Production Storage and Offloading)
System?”. [S.I.]: Marine Insight, 2011. Disponível em
<http://www.marineinsight.com/marine/types-of-ships-marine/what-is-fpso-
floating-production-storage-and-offloading-system/>. Acesso em: 29 jun. 2014.
[7] de Andrade, R. H. R., Nassar, R. M., Relatórios 1 e 2 , Disciplina de Projeto de
Sistemas Oceânicos II, ministrada pelo professor Protásio Dutra Martins,
Departamento de Engenharia Naval e Oceânica, Universidade Federal do Rio
de Janeiro, 2010
[8] Costa, R., Pires, V., Lima, G., “Mercado de Embarcações de Apoio marítimo
às plataformas de Petróleo: Oportunidades e Desafios”. In: BNDES Setorial,
Rio de Janeiro, n.28, p. 125-146, set. 2008.
[9] Lima,R.,“Cenário Atual, Desafios e Perspectivas para o Segmento de Apoio
Offshore – ABEAM : Associação Brasileira de Empresas de Apoio Marítimo ”.

99
In: Navalshore Marintec South America 2013 – Feira e Conferência da
Indústria Naval e Offshore, Rio de Janeiro, Brasil, 13-15 Ago. 2013.
[10] “Ship Installation/Collision”. In: OGP Risk Assessment Data Directory ,
(Report Nº 413-16), pp. 1-28, Mar. 2010, International Association of Oil & Gas
Producers.
[11] ASTM A 36/A 36 M – 00a, “Standard Specification for Carbon Structural
Steel”, 2000.
[12] Pratical Failure Analysis. In: Journal of American Society for Materials –
ASM, Materials park, 2001.
[13] Da Rosa, E., “Análise de Resistência Mecânica – Mecânica da Fratura e
Fadiga”, Grupo de Análise e Projeto Mecânico, In: Departamento de
Engenharia Mecânica, Universidade Federal de Santa Catarina, Santa
Catarina, Brasil, 2002.
[14] Bittencourt, C., Tsuruta, K., Rade, R., “Fadiga de Materiais – Uma
revisão Bibliográfica”. In: VIII Encontro Interno XII Seminário de Iniciação
Científica, Universidade Federal de Uberlândia, Faculdade de Engenharia
Mecânica (UFU), Uberlância, Minas Gerais, Brasil, 2008.
[15] Ferrarini, J., “Caracterização de Materiais para o processo de
Estampagem”, M. Sc., Programa de Pós Graduação em Engenharia de Minas,
Metalúrgica e de Materiais – PPGEM, Escola de Engenharia, Porto Alegre,
2004.
[16] Haus, S., “Influência do Efeito Bauschinger no Retorno Elástico em
Aços avançados de elevada Resistência”, M. Sc., Universidade Federal do
Paraná, Curitiba, 2011.
[17] Mendelson, A., (1968), Plasticity: Theory and Application, McMillan, New
York.
[18] ASTM E 606, “Standard Practive for Strain- Controlled Fatigue Testing”,
1998.
[19] ASTM, E-466-96, “Standard Practive for Conducting Force Controlled
Constant Amplitude Axial Fatigue Test of Metallic Materials”, 1996.
[20] ASTM, E 1823-96, “ Standard Terminology Relating to Fatigue and
Fracture Testing”,1996
[21] ASTM, E-8M, “Standard Test Methods for Tension Testing of Metallic
Materials, 2000.
[22] Pinheiro, B., “Avaliação da Fadiga de Dutos de Transporte de
Hidrocarbonetos Submetidos a Danos Mecânicos”, M. Sc., Programa de Pós-

100
Graduação em Engenharia Oceânica, Universidade Federal do Rio de Janeiro,
Rio de Janeiro, Brasil, 2006.
[23] Castro, C., “Estudo do Comportamento à Fadiga de Metais Dentro e
Fora da Água na Presença de Pressão Hidrostática”, D. Sc., Programa de
Pós-Graduação em Engenharia Mecânica, Universidade Federal de Minas
Gerais, Belo Horizonte, Brasil, 2007.
[24] Peres, L., “Efeito de Concentração de Tensão na Vida em Fadiga de
Aço Utilizado em Spindle de Laminador de Chapas Grossas – Análise
Experimental e Modelamento via MEF”, M. Sc., Programa de Pós-Graduação
em Engenharia de Materiais, Rede Temática em Engenharia de Materiais –
REDEMAT – UFOP – CETEC – UEMG, Ouro Preto, Brasil, 2008.
[25] Kachanov, L. M., “Time of the Rupture Process under creep conditions”,
Izvestia Akademii Kauk, USSR, Nauk 8, pp. 26-31, 1958.
[26] Cook, R. D.; Malkus, D. S.; Plesha, M. E.; Witt, R. J., “Concepts and
Applications of Finite Element Analysis, Fourth Edition, John Wiley & Sons”,
Inc., 2002.
[27] De Souza, E., “Análise do Efeito da tensão Média sobre a Resistência à
Fadgia do Aço ASTM A743 CA6NM”, G. Sc., Departamento de Engenharia
Mecânica, Faculdade de Tecnologia, Universidade de Brasília, Brasil, 2011.
[28] ABAQUS, User’s and Theory Manuals, Release 6.11, Hibbitt, Karlsson,
Sorensen, Inc, USA, 20011.
[29] FREE!ship, Release 2.6, Inc, USA, 2006.
[30] Chen, N., Wang, G., Guedes Soares, C. 2011. Palmgren–Miner’s rule
and fracture mechanics-based inspection planning. Engineering Fracture
Mechanics 78: 3166–3182.
[31] ASTM, American Society for Testing and Materials, 2011.
[32] ESTEFEN, T. P., “Influência das distorções de fabricação no
comportamento estrutural de painéis enrigecidos de plataforma semi-
submersível sob compressão axial”, Dissertação de Mestrado, COPPE/UFRJ,
Brasil, 2009.
[33] Buckingham E. 1914. On physically similar systems, illustration and the
use of dimensional equations. Physical Review 4(4): 345-376.
[34] WANG, X. G., CRUPI, V., GUO, X. L., ZHAO, Y. G., “Quantitative
Thermographic Methodology for fatigue assessment and stress measurement”,
International Journal of Fatigue, v. 32, pp. 1970-1976, 2010.

101
[35] CRUPI, V., GUGLIELMINO, E., MAESTRO, M., MARINO, A., “Fatigue
analysis of butt welded AH36 steel joints: Thermographic Method and design
S-N curve”, Marine Structures, v. 22, pp. 373-386,2009.