fabricaÇÃo rÁpida no design
TRANSCRIPT

UNIVERSIDADE DE LISBOA FACULDADE DE BELAS-ARTES
FABRICAÇÃO RÁPIDA NO DESIGN
Uma abordagem na concepção de produto
Fernando José Silva Felício
MESTRADO EM DESIGN DE EQUIPAMENTO
ESPECIALIZAÇÃO EM DESIGN DE PRODUTO
2012

[Esta página foi deixada intencionalmente em branco]

UNIVERSIDADE DE LISBOA FACULDADE DE BELAS-ARTES
FABRICAÇÃO RÁPIDA NO DESIGN
Uma abordagem na concepção de produto
Fernando José Silva Felício
MESTRADO EM DESIGN DE EQUIPAMENTO
ESPECIALIZAÇÃO EM DESIGN DE PRODUTO
Dissertação co-orientada pelo Professor Doutor Paulo Parra e
pelo Mestre João Mateus
2012

[Esta página foi deixada intencionalmente em branco]
v
AGRADECIMENTOS
Gostaria de agradecer ao meu orientador o Prof. Doutor Paulo Parra que me acompanhou
desde o início da dissertação, por toda a cooperação e compreensão que demonstrou ao
longo desta investigação.
Ao Prof. José Viana, pelo seu contributo técnico e teórico inicial, que me fez encarar este
tema de forma diferente.
Agradeço especialmente ao meu orientador, o Prof. João Mateus, pela sua ajuda ao longo
de todo este projecto, pela dedicação e empenho que me fez continuar e explorar novos
caminhos, e acima de tudo, pela sua boa disposição face às minhas falhas.
O meu agradecimento vai também para o Eng.º Nuno Fidelis que, no âmbito do estágio
efectuado como estudo de caso, prestou um apoio vital à sua realização.
Esta dissertação só foi possível graças aos meus pais, Carlos Santos e Maria Celeste, que
sempre me apoiaram e disponibilizaram todos os recursos necessários para levar a bom
termo este projecto.
Por último, agradeço à Joana, que esteve sempre a meu lado, que me deu força para
continuar e sem a qual esta dissertação não poderia ter sido concluída.

vi
[Esta página foi deixada intencionalmente em branco]

vii
RESUMO
O Design contemporâneo tem vindo gradualmente a procurar novas soluções
tecnológicas. A Prototipagem Rápida, utilizada até ao século XX apenas para a produção
de protótipos, desenvolveu-se para dar origem à Fabricação Rápida. Este sistema de
produção torna possível a criação de formas complexas, permitindo a materialização de
produtos inexequíveis por outros meios. Com base nesta nova solução, é apresentada aos
designers uma ferramenta que proporciona uma liberdade criativa sem precedentes na
construção de uma realidade inovadora e complexa.
Esta investigação pretende reflectir sobre as implicações da Fabricação Rápida no
processo de design, assim como identificar as capacidades que proporciona ao designer a
nível criativo. Neste sentido são postos em evidência conceitos como time-to-market,
inovação no produto, personalização, a metodologia just-in-time e novas tipologias de
objectos. Foi efectuado um estudo de caso no centro tecnológico CENTIMFE onde se
pretendeu compreender o impacto desta tecnologia no processo criativo e de produção em
Design.
Palavras-chave: Design, Fabricação Rápida, Criatividade, Produto, CAD.
viii
ABSTRACT
The contemporary Design has been gradually searching for new technological solutions.
Rapid Prototyping, used up to the twentieth century only for the production of prototypes,
developed into Rapid Manufacturing. This production system makes it possible to create
complex shapes, allowing the realization of products unenforceable by other means.
Based on this new solution a tool that provides unprecedented creative freedom to build
an innovative and complex reality is presented to the designers.
This research is intended to ponder on the implications of Rapid Manufacturing in the
design process, as well as to identify the capabilities it provides to the designer at a
creative level and therefore highlighting and explaining some concepts like time-to-
market, product innovation, customization, the methodology just-in-time and new types of
objects. A study case was developed in the technological center CENTIMFE, which
sought to understand the impact of this technology in the creative process and Design
production.
Keywords: Design, Rapid Manufacturing, Creativity, Product, CAD.

ix
ÍNDICE
AGRADECIMENTOS .................................................................................................................... V
RESUMO ..................................................................................................................................... VII
ABSTRACT ................................................................................................................................ VIII
ÍNDICE .......................................................................................................................................... IX
LISTA DE ABREVIATURAS....................................................................................................... XI
1. INTRODUÇÃO .......................................................................................................................... 1
1.1 Apresentação e justificação do tema ........................................................................................ 1 1.2 Objectivos ................................................................................................................................ 3 1.3 Estrutura ................................................................................................................................... 4 1.4 Metodologia ............................................................................................................................. 6
2. PENSAR DESIGN ...................................................................................................................... 7
2.1 Design Thinking ....................................................................................................................... 7 2.2 Um processo de Design de Produto ....................................................................................... 12 2.3 Time-to-Market ...................................................................................................................... 15 2.4 Prototipagem .......................................................................................................................... 17 2.4.1 Protótipo Virtual e Físico .................................................................................................. 18 2.4.2 Tipologias de Protótipos ................................................................................................... 20 2.4.3 Protótipo no Design ........................................................................................................... 21
2.5 CAD/ CAM/ CAE .................................................................................................................. 24 2.5.1 História .............................................................................................................................. 25 2.5.2 Técnicas de modelação 3D ................................................................................................ 26
3. FABRICAÇÃO ADITIVA ....................................................................................................... 29
3.1 Pioneiros da Fabricação Aditiva ............................................................................................ 29 3.1.1 Topografia ......................................................................................................................... 30 3.1.2 Foto-escultura .................................................................................................................... 31 3.1.3 O Processo Hibrido ........................................................................................................... 32
3.2 FA na Indústria ....................................................................................................................... 33 3.3 FA no Design ......................................................................................................................... 34 3.4 Características da FA ............................................................................................................. 37 3.4.1 Materiais ............................................................................................................................ 37 3.4.2 Fases .................................................................................................................................. 39
3.5 Métodos de Fabrico Automático ............................................................................................ 39 3.5.1 CNC .................................................................................................................................. 40
3.6 Engenharia Inversa ................................................................................................................. 41 3.6.1 Método por contacto ......................................................................................................... 42 3.6.2 Métodos de não-contacto .................................................................................................. 43 3.6.3 Aplicações no Design ........................................................................................................ 44
3.7 O próximo passo .................................................................................................................... 45
x
4. FABRICAÇÃO RÁPIDA ........................................................................................................ 47
4.1 Aplicações da FR ................................................................................................................... 48 4.2 Sistemas PR e FR ................................................................................................................... 49 4.3 Processos construtivos ........................................................................................................... 50 4.3.1 Processos de Base Líquida ................................................................................................ 51
4.3.1.1 Estereolitografia (Stereolithography) ........................................................................ 51 4.3.1.2 Sistemas de jacto (Jetting Systems) ........................................................................... 53 4.3.1.3 Processamento por luz directa (Direct Light Processing Technologies) ................... 54
4.3.2 Processos com Base em Pó ............................................................................................... 55 4.3.2.1 Sinterização Selectiva a Laser (Selective Laser Sintering) ........................................ 55 4.3.2.2 Impressão 3D (Three Dimensional Printing) ............................................................ 56 4.3.2.3 Deposição de Metal Fundido (Fused Metal Deposition Systems) ............................. 58 4.3.2.4 Fusão por feixe de electrões (Electron Beam Melting) .............................................. 58 4.3.2.5 Sinterização Selectiva por Máscara (Selective Masking Sintering) ........................... 59 4.3.2.6 Inibidor Selectivo de Sinterização (Selective Inhibition Sintering) ........................... 60 4.3.2.7 Sinterização de alta velocidade (High Speed Sintering) ............................................ 61
4.3.3 Processos de Base Sólida .................................................................................................. 63 4.3.3.1 Modelação por Deposição de Fusão (Fused Deposition Modeling) .......................... 63 4.3.3.2 Fabricação por Camadas (Laminated Objects Manufacturing) ................................. 64
4.4 Materiais ................................................................................................................................. 65 4.5 Multi-Materiais ...................................................................................................................... 67 4.6 Conclusão ............................................................................................................................... 67
5. FABRICAÇÃO RÁPIDA E DESIGN: UM ESTUDO DE CASO NO CENTIMFE .......... 69
5.1 Contextualização Teórica ....................................................................................................... 70 5.1.1 Construção da forma ......................................................................................................... 70 5.1.2 Personalização ................................................................................................................... 75 5.1.3 Localização ....................................................................................................................... 77 5.1.4 Desvantagens..................................................................................................................... 80 5.1.5 Inovação ............................................................................................................................ 82
5.2 Estudo de caso: CENTIMFE .................................................................................................. 84 5.2.1 Caracterização da instituição ............................................................................................. 84 5.2.2 Estudo de caso ................................................................................................................... 85 5.2.3 Apresentação dos produtos em estudo .............................................................................. 90 5.2.4 Análise .............................................................................................................................. 96
6. CONSIDERAÇÕES FINAIS ................................................................................................. 105
ÍNDICE DE FIGURAS ................................................................................................................ 110
FONTES ICONOGRÁFICAS...................................................................................................... 113
BIBLIOGRAFIA REFERENCIADA .......................................................................................... 116
BIBLIOGRAFIA NÃO REFERENCIADA ................................................................................. 119

xi
LISTA DE ABREVIATURAS
2D - Duas dimensões
3D - Três dimensões
ABS - Acrilonitrila Butadieno Estireno
APIP - Associação Portuguesa da Indústria de Plásticos
CAD - Computer Aided Design
CAE - Computer Aided Engineering
CAM - Computer Aided Manufacture
CEFAMOL - Associação Nacional da Indústria de Moldes
CENTIMFE - Centro Tecnológico da Industria de Moldes, Ferramentas Especiais e
Plásticos
CMMG - Câmara Municipal da Marinha Grande
CNC – Computer Numerical Control
DFA - Design for Assembly
DFM - Design for Manufacturing
DFX - Design for “X”
DLM - Direct Laser Melting
DMLS - Direct Metal Laser Sintering
EBM - Electron Beam Melting
EUA - Estados Unidos da América
FA - Fabricação Aditiva
FDM - Fused Deposition Modelling
FMD - Fused Metal Deposition
FOC - Freedom of Creation
FR - Fabricação Rápida
HSM - High Speed Machining
HSS - High Speed Sintering
IAPMEI - Instituto de Apoio às Pequenas e Médias Empresas e à Inovação
IGES - Initial Graphics Exchange Specification
INETI - Instituto Nacional de Engenharia, Tecnologia e Inovação
IPQ - Instituto Português da Qualidade

xii
JIT - Just-in-Time
LENS - Laser Engineered Net Shaping
LOM - Laminated Object Manufacturing
MFD - Manufacturing for Design
NURBS - Non-uniform Ration B-Spline
PDA - Personal Digital Assistant
PMMA - Poly (methyl methacrylate)
PPSU - Polyphenylsulfone
PR - Prototipagem Rápida
PVC - Polyvinyl Chloride
R&D - Research and Development
RNPR - Rede Nacional de Prototipagem Rápida
RPD - Rapid Product Development
SIS - Selective Inhibition Sintering
SLA - Stereolithography Aparatus
SLS - Selective Laser Sintering
SMS - Selective Masking Sintering
STL - Standard Triangulation Language
UNINOVA - Instituto de Desenvolvimento de Novas Tecnologias

1
1. INTRODUÇÃO
1.1 Apresentação e justificação do tema
Actualmente, o Design é um factor crucial para o sucesso de uma empresa, presente na
concepção de qualquer produto, seja este um objecto industrial ou de autor, a sua
qualidade reflecte-se no dia-a-dia de cada individuo.
Aquando da criação de novos produtos, é necessária a utilização de protótipos, que
permitem visualizar e testar o produto nas mais variadas dimensões. No passado, esta
fase consistia na construção manual de modelos com recurso a diferentes materiais. Era
um processo demorado e minucioso. Nos dias de hoje tal concepção não é viável,
sendo utilizados os programas CAD que permitem uma liberdade e criatividade na
modelação de produto que tem revolucionado a maneira como é encarado o projecto.
Esta ferramenta digital expandiu-se não só para o Design como para outras áreas, entre
as quais a arquitectura, o desenho gráfico, o cinema, a engenharia, e outras. No Design,
especificamente, permite o controlo rigoroso das medidas, dos materiais, o
processamento de imagens de um realismo fotográfico e a realização de testes de força,
resistência, atrito, gravidade, questões térmicas e até ecológicas, a partir de cálculos e
testes virtuais.
Subsequente ao desenvolvimento das ferramentas CAD surge a Prototipagem Rápida
(Rapid Prototyping) que permite, através de sistemas de impressão 3D, a construção de
um modelo físico com base num desenho ou modelo produzido num computador,
inteiramente digital. Este processo não é recente, encontrando-se em desenvolvimento
desde os anos 40. A sua evolução proporcionou novas técnicas de prototipagem que
possibilitam a realização de objectos geometricamente complexos e que,
anteriormente, não teriam qualquer viabilidade industrial.
Na sua génese, os processos de prototipagem prendiam-se com a subtracção de
material de um bloco maciço, no entanto, é actualmente possível produzir peças
complexas a um preço relativamente acessível, através de processos de adição de
material por camadas e posterior fusão ou colagem. O material utilizado tem vindo a
sofrer uma evolução substancial, sendo constituído inicialmente por compósitos

2
sintéticos dispendiosos, que têm vindo a ser progressivamente substituídos pelo gesso,
metais em pó, plásticos e até mesmo pela fécula de batata. A evolução de todos estes
factores deu origem à Fabricação Rápida (Rapid Manufacturing), que faz uso dos
sistemas previamente usados na PR para a construção de produtos finais.
Este sistema de produção inovador traz implicações para o Design aos níveis criativo e
processual, abordando também novas questões ambientais e sociais muito relevantes
no contexto actual. À semelhança dos computadores, as máquinas de impressão 3D
estão cada vez mais ao alcance do utilizador comum, encontrando-se disponíveis
através de projectos free-source na internet. Esta concepção “doméstica” da FR, tem
evoluído como uma plataforma de materialização de objectos únicos e personalizados,
criados pelos utilizadores, com recurso a software de modelação.
As características da FR permitem uma capacidade nunca antes alcançada de
flexibilização do trabalho do designer, bem como vantagens para o ambiente e novas
oportunidades para os utilizadores. A evolução desta tecnologia para a utilização
massificada pode ainda estar distante, mas actualmente já se prevêem as suas
implicações para o futuro.
A escolha do tema para esta dissertação teve origem no estágio que foi efectuado no
CENTIMFE. No âmbito desta experiência, foi desenvolvido design de produto mas
também trabalhos de outras áreas como a engenharia ou o design gráfico. O contacto
com a tecnologia de prototipagem no âmbito académico e mais tarde no próprio
CENTIMFE, deu origem a uma panóplia de possibilidades que poderiam ser realizadas
através do sistema presente. A pesquisa para a identificação e verificação das
potencialidades desta tecnologia ao serviço do Design bem como as suas
consequências na sociedade e no ambiente, foram factores determinantes para a
adopção da Fabricação Rápida como temática desta investigação.

3
1.2 Objectivos
Nesta dissertação é abordada a forma como a Fabricação Rápida pode influenciar o
processo de concepção do produto, através de uma lógica de produção “instantânea” e
altamente criativa, demonstrando as mudanças que pode operar nos meios de produção
em massa, transporte, montagem entre outros. Pretende-se contudo:
Relacionar a Fabricação Rápida e o Design;
Evidenciar conceitos relativos ao Design, à sua prática e ao âmbito da sua
utilização;
Demonstrar as mais-valias da utilização dos processos de Fabricação Rápida em
relação aos métodos convencionais;
Destacar as características da Fabricação Rápida na produção de produtos finais;
Compreender as possibilidades conferidas pela Fabricação Rápida na esfera do
utilizador.
Esta dissertação propõe sobretudo uma abordagem do ponto de vista do designer, que
esclareça a utilização da Fabricação Rápida no design, fazendo assim um ponto da
situação actual e possibilitando uma reflexão sobre temas como a Fabricação Rápida,
concepção de produto, auto-produção, personalização e design contemporâneo.

4
1.3 Estrutura
Esta dissertação encontra-se dividida em seis capítulos. O primeiro e último capítulos,
são nomeadamente, a introdução e a conclusão desta pesquisa. O segundo, terceiro e
quarto capítulos dizem respeito ao estudo e investigação a que esta dissertação se
propôs. Por último, o quinto capítulo apresenta o estudo de caso, onde se aborda os
temas da investigação, aplicando-os no terreno.
O primeiro capítulo é a introdução da dissertação. Este é composto pela apresentação e
justificação do tema, pelos objectivos a que se propõe a investigação, pela organização
da estrutura e pela metodologia empregue na sua realização.
O segundo capítulo tem como objectivo dar uma contextualização do Design de
produto, exemplificando em que consistem as suas etapas, apresentando processos
possíveis, e abordando a metodologia do Design Thinking. Outros conteúdos que estão
relacionados com o Design, como a prototipagem e as ferramentas CAD, são também
abordados. Este capítulo não pretende de forma alguma ser uma explicação exaustiva
ou conclusiva, mas antes actuar como enquadramento geral a esta investigação.
O terceiro capítulo foca-se na contextualização técnica geral da Fabricação Aditiva. É
apresentado um enquadramento histórico da Fabricação Aditiva, e as suas implicações
actuais no Design, assim como na indústria. A questão do material e da sua
importância para a evolução da tecnologia é aqui descrita de forma sucinta. A
maquinação automática é abordada no contexto da automatização dos sistemas, de
forma a ligar o CAD à produção final. Por último, são abordadas tecnologias
periféricas mas que têm um papel importante no desenvolvimento de produto, como é
o caso da Engenharia Inversa.
O quarto capítulo é composto pela contextualização técnica específica. Tendo
abordado a Fabricação Aditiva no capítulo anterior, a Fabricação Rápida é um dos
ramos integrados neste campo tecnológico e aquele sobre o qual esta investigação
pretende falar. É abordado o seu modo de funcionamento, os seus materiais e
enumerados os métodos mais promissores para a produção de objectos finais, divididos
5
por material de construção. Algumas das suas características são apresentadas neste
capítulo, tal como a multi-materialidade.
No quinto capítulo é apresentado o estudo de caso e a sua contextualização. A primeira
parte do capítulo explica as características da Fabricação Rápida, as suas vantagens e
utilizações ao serviço do Design, evidenciando as possibilidades que pode introduzir
no processo de desenvolvimento de produto e quais as suas consequências para o
mercado, estabelecendo uma ligação entre o Design e a Fabricação Rápida. A temática
da personalização e da criação própria é aqui abordada como uma possibilidade real
para o utilizador, destacando dois projectos open-source.
Como estudo de caso é analisada a experiência no CENTIMFE, apresentando a
instituição e contextualizando o seu papel para a indústria e para a inovação. É
demonstrado o processo de Fabricação Rápida num lógica de desenvolvimento de
produto, e quais as suas vantagens e limitações.
Por último, o sexto capítulo é constituído pelas considerações finais. Em conclusão, é
feito um resumo da investigação, sendo retiradas algumas ilações quanto ao futuro a
curto e a médio prazo desta tecnologia e do produto.

6
1.4 Metodologia
A metodologia adoptada para o desenvolvimento desta investigação compreende duas
abordagens: uma abordagem teórico-técnica e uma abordagem de verificação empírica.
Dentro da primeira abordagem foram utilizadas várias técnicas de recolha de
documentos, nas quais são de salientar a extensa consulta e analise de documentação
especializada nas áreas da fabricação rápida e do design, assim como pesquisa de
vários projectos desenvolvidas, testados e implementados em contexto investigativo,
experimental e empresarial. Na verificação empírica utilizou-se o método de estudo de
caso com o objectivo de responder às questões levantadas no decorrer desta
investigação. O estudo de caso analisa quatro objectos criados e produzidos em
contexto de estágio realizado em 2009 no centro tecnológico CENTIMFE.

7
2. PENSAR DESIGN
A industrialização trouxe consigo mudanças incríveis, como todo o avanço tecnológico
o faz. Esta evolução ajudou milhões, melhorando a qualidade de vida das sociedades,
resolvendo questões sociais e proporcionando serviços mais úteis e prestáveis. Mas
trouxe também novos problemas como as alterações climáticas, resultantes da poluição
do ar e ambiente, ou o excesso de produtos de baixa qualidade e significado, o que
promoveu o consumo desenfreado e, em última instância, a levou ao desperdício.
São necessárias novas escolhas, novos produtos que respeitem tanto os desejos
individuais como as necessidades da sociedade, novas ideias que abordem problemas
de âmbito social como a saúde, a pobreza e a educação. “What we need is an approach
that is powerful, effective, and broadly accessible”1 (Brown, 2009, p. 3).
2.1 Design Thinking
“As the centre of economic activity in the developing world shifts inexorably
from industrial manufacturing to knowledge creation and service delivery,
innovation has become nothing less than a survival strategy” 2 (Brown, 2009, p.
7).
O projecto deve ser encarado como um veículo que desenvolve uma ideia desde a sua
fase conceptual até à realidade, apesar de ser válida uma abordagem mais livre do
processo, este tem sempre um princípio, um meio e um fim. Isto cria metas naturais,
que estabelecem períodos para avaliar o progresso, melhorar aspectos, e indicar o
futuro do empreendimento. Um projecto bem definido, claro e direccionado é
fundamental para um alto nível de criatividade (Brown, 2009).
1 O que precisamos é de uma abordagem que seja poderosa, eficaz e amplamente acessível (tradução livre).
2 Á medida que o centro da actividade económica no mundo muda inexoravelmente de produção industrial para
criação de conhecimento e serviços, a inovação tornou-se nada mais que uma estratégia de sobrevivência (tradução 2 Á medida que o centro da actividade económica no mundo muda inexoravelmente de produção industrial para
criação de conhecimento e serviços, a inovação tornou-se nada mais que uma estratégia de sobrevivência (tradução
livre).

8
Através do Design, é possível incrementar ideias em vários sectores, ajudando-os a
desenvolver-se, sem no entanto existir uma maneira única de desenvolver projecto.
Existem pelo contrário, pontos de partida e marcos úteis que estruturam o modo como
este é encarado. É mais fácil pensar no processo como uma sobreposição de etapas e
espaços do que num número de passos concretos e inflexíveis. O projecto é
principalmente um método de experimentação onde o designer percorre diferentes
fases, avançando e recuando entre elas, consoante a necessidade.
Ao longo da história da profissão, os designers tem adquirido um conjunto de
ferramentas que lhes permite mover através do que Tim Brown gosta de chamar
“espaços de inovação”. Definimos então estes três espaços como: a inspiração, o
problema ou oportunidade que dá origem à procura de uma nova solução; a ideação,
que envolve o processo de criação, desenvolvimento e avaliação de ideias através de
protótipos ou modelos; e a implementação, o caminho que o conceito percorre, desde
que é definido até à fase de fabrico do produto final. Por vezes a introdução de novos
dados, como aqueles recolhidos junto dos utilizadores, conduzem o projecto a novos
campos, mais interessantes e promissores do que os inicialmente adoptados.
Porventura esta “navegação” entre fases pode ser percebida como um atraso, mas na
realidade isto é uma maneira de garantir uma solução mais produtiva, como um
upgrade e não como um retrocesso “Fail early to succeed sooner” 3 (Brown, 2009, p.
17). À primeira vista pode ser compreendido como um processo caótico e
desordenado, mas deste modo origina resultados alternativos aos obtidos através dos
métodos convencionais, que recorrem a etapas rígidas e lineares.
O projecto, no entanto, encontra-se constrangido por um determinado número de
limitações que, apesar de inicialmente aparentarem ser estranguladoras da criatividade,
são essenciais para o design, sendo que muitos dos melhores projectos foram
realizados sob grandes limitações. A aceitação destes parâmetros é fundamental para o
processo de design, entendendo como projectar com eles e usando-os (Brown, 2009;
Lawson & Dorst, 2009).
O início de qualquer projecto tem origem no briefing: um conjunto de limitações sob
as quais é despoletada a primeira abordagem, os marcos com os quais verificamos os
progressos realizados e um número de objectivos, sejam eles de custos, e circunscrição
3 Falha cedo para seres bem-sucedido ainda mais cedo (tradução livre).

9
a determinadas tecnologias, sectores de mercado entre outros, que devem ser atingidos
para a sua realização. Este primeiro contacto entre cliente e designer deve ser claro e
ter a quantidade certa de restrições e objectivos, de forma a diminuir o risco de castrar
qualquer solução alternativa. Um briefing bem elaborado pode determinar a atitude de
uma equipa; reflectindo uma abordagem criativa e dinâmica ou uma visão contida e
com ideias desgastadas.
“The popular Nintendo Wii is a good example of what happens when someone gets it
right. For many years a veritable arms race of more sophisticated graphics and more
expensive consoles has been driving the gaming industry. Nintendo realized that it
would be possible to break out this vicious circle — and create a more immersive
experience — by using the new technology of gestural control [...] Wii strikes a perfect
balance of desirability, feasibility and viability” 4 (Brown, 2009, p. 19). Na realização
de projectos é necessário entender a maneira como as ideias que concebemos são ou
não úteis. Para tal, devem ser destacados três critérios para a criação e selecção de
ideias bem-sucedidas: feasibility, o que é possível construir funcionalmente; viability, a
sua lógica e possibilidade de se inserir num modelo sustentável de negócio; e
desirability, o que faz sentido para as pessoas, aquilo que as poderá levar a adquirir o
produto. A união harmoniosa destes três factores em projecto tende a conduzi-lo por
um caminho positivo.
É preciso compreender as necessidades do indivíduo para não projectar objectos sem
significado, levando o público a adquirir coisas de que não precisa, com o dinheiro que
não tem para impressionar vizinhos que não se interessam (Papanek, 2005).
A área do Design é cada vez mais vasta e apesar de existirem designers que trabalham
individualmente, desenvolvendo projectos de uma maneira autónoma, a verdade é que
o Design é cada vez mais uma área maioritariamente composta por equipas
multidisciplinares. A complexidade dos projectos actuais requer trabalho em grupo,
uma prática já comum há vários anos no âmbito industrial e gráfico.
4 A popular Nintendo Wii é um bom exemplo do que acontece quando alguém o faz bem. Ao longo dos anos uma
verdadeira „corrida às armas‟ de gráficos mais sofisticados e de consolas caras tem vindo a dominar este sector. A
Nintendo entendeu que era possível quebrar este ciclo e criar uma experiência mais profunda usando a tecnologia de
controlo gestual. A Wii atinge um equilíbrio perfeito de desejo, factibilidade e viabilidade (tradução livre).
10
O designer trabalha hoje em conjunto com profissionais de áreas tão distintas como a
psicologia, literatura ou cinema. Esta mistura de saberes não é livre de complicações:
juntar indivíduos de âmbitos tão diferentes e com uma multiplicidade de disciplinas
requer tempo e tolerância, ultrapassando divergências e resolvendo conflitos. Para uma
eficaz gestão dos recursos humanos, cada elemento da equipa deve ser especializado
numa área concreta, tendo uma contribuição precisa para o projecto. No entanto deve
também possuir capacidade de ir para além da sua zona de conforto colaborando
activamente noutros campos quando lhe for solicitado.
“In an interdisciplinary team there is collective ownership of ideas and
everybody takes responsibility for them” 5
(Brown, 2009, p. 28).
Com o desenvolvimento do processo, é comum o aumento dos intervenientes devido
ao número de competências que são necessárias dominar, dependendo também da
complexidade do produto.
Embora em fases avançadas do projecto a equipa seja composta por muitos elementos,
é preferível que na etapa conceptual se verifique a situação inversa. Um grupo coeso,
focado e motivado é mais ágil e flexível, tornando o processo mais fluído. Esta opção
apenas existe no caso de o objectivo ser simples e relativamente limitado. Actualmente
grande parte dos problemas com que os designers se deparam têm uma natureza
complexa, sejam eles: mudanças tecnológicas, cadeias de distribuição de
multinacionais ou a extinção súbita de uma classe de consumidores. Como tal, a
necessidade de colaboração com vários especialistas adquire um papel crucial para a
elaboração de certos produtos. Devido a este acréscimo de intervenientes, as
capacidades da equipa são afectadas, tendo como efeito uma redução muito
significativa na celeridade e eficácia do processo, conduzindo a problemas de
comunicação entre os membros da equipa e eventuais atrasos e erros (Brown, 2009).
Os problemas de comunicação entre membros da equipa são agravados quando a
equipa não partilha o mesmo espaço físico, seja por se encontrarem em zonas do globo
distantes pela realização de trabalho de campo ou outros motivos. Com o objectivo de
encurtar as distâncias e promover a interacção entre profissionais, têm vindo a ser
5 Numa equipa interdisciplinar existe um colectivo de ideias e toda a gente toma responsabilidade por elas (tradução
livre).

11
adoptados diversos meios: a videoconferência, que recentemente se tem verificado ser
um processo eficaz; o e-mail para o envio de informação, ainda que limitado; e a
própria Internet, auxiliando na circulação de dados e partilha de ficheiros. Mais
recentemente, as redes sociais têm abordado a questão de ligar as pessoas, dando a
possibilidade de partilhar todo o tipo de conteúdo - o Facebook e o MySpace são
exemplos de sucesso destas novas soluções tecnológicas.
Empresas como a Google, a Pixar ou a IDEO, são conhecidas pela sua cultura de
inovação. A sua abordagem reflecte-se na sua imagem e na das suas instalações, por
vezes excêntricas. Mas a verdadeira inovação apenas necessita de um ambiente
propício à criatividade, onde se possa experimentar e correr riscos, tanto sociais como
espaciais. “The physical and psychological spaces of an organization work in tandem
to define the effectiveness of the people within it” 6 (Brown, 2009, p. 32).
É importante a integração do designer no ambiente da companhia, evitando o
isolamento dos criativos em instalações deslocadas das demais, cortando assim o
contacto social com outros profissionais.
O Design Thinking é acima de tudo uma abordagem centrada no utilizador: inovar
produto tomando em consideração os factores emocionais assim como a sua
funcionalidade.
Ter em conta as características certas é determinante na concepção de um produto
bem-sucedido. Para tal é necessário fazer as perguntas correctas e observar o que é
importante para criar algo com valor e significado, que inspire um novo
comportamento.
“The tools of the design thinker—getting out into the world to be inspired by
people, using prototyping to learn with our hands, creating stories to share our
ideas, joining forces with people from other disciplines—are ways of deepening
what we know and widening the impact of what we do” 7 (Brown, 2009, p. 227).
6 Os espaços físicos e psicológicos de uma organização trabalham par-a-par para definir a eficácia das pessoas que o
integram (tradução livre).
7 As ferramentas do design thinker- andar pelo mundo para ser inspirado por pessoas, usando protótipos para
aprender com as mãos, criando histórias para partilhar as nossas ideias, juntando forças com pessoas de outras
disciplinas – são maneiras de aprofundar aquilo que sabemos e alargar o impacto daquilo que fazemos (tradução
livre).

12
2.2 Um processo de Design de Produto
Fazer design é uma das coisas mais complexas e sofisticadas que conseguimos realizar,
muitos que o praticam como profissão não conseguem desligar-se dele. Não é preciso
ser-se um profissional do design para o fazer, na verdade cada um de nós é um
designer, alterando, ajustando e desenhando partes da casa, do jardim ou do espaço de
trabalho (Lawson & Dorst, 2009).
O Design, ao contrário de outras áreas como a engenharia, não é uma ciência exacta, e
como tal os seus projectos são muitas vezes abstractos, pouco claros, cabendo ao
designer fazer o seu próprio julgamento e tomar as suas escolhas, por vezes,
instintivamente. Nunca existe uma única resposta a um problema, como não existe uma
solução certa ou uma fórmula correcta: existem apenas caminhos heurísticos8.
É importante, então, distinguir desenvolvimento de produto e processo de design;
apesar de estarem ligados, o primeiro implica uma série de actividades necessárias para
trazer um novo conceito até ao mercado enquanto o segundo consiste num conjunto de
actividades dentro do desenvolvimento de produto que atua no sentido de atingir as
expectativas do mercado e do negócio. Nenhum dos mencionados anteriormente
engloba o processo de produção (Otto & Wood, 2000).
O processo de design é abordado de diversas formas, podendo ser um design original,
ou de criação, produzindo algo totalmente inovador; um design adaptativo, ou de
melhoramento, partindo de um produto e melhorando as suas capacidades ou
adaptando-o a novas situações e novas estruturas; ou um design variante ou de
imagem, o mais superficial, que consiste no desenvolvimento do aspecto ou face do
produto, introduzindo pouca ou nenhuma mudança da performance do mesmo. A todos
estes, com a excepção do original, podemos chamar de redesign; este processo consiste
numa actualização, um upgrade ou nova solução para um produto que já não cumpre a
sua função como esperado. Quase todos os tipos de produto têm na sua concepção um
processo de redesign, existindo este na grande maioria dos artefactos que se
apresentam no mercado (Otto & Wood, 2000).
8 A heurística engloba estratégias, procedimentos, métodos de aproximação tentativa-erro, na procura da melhor
forma de atingir um determinado fim (http://www.priberam.pt).

13
Segundo Eppinger e Ulrich, existem um número de características que determinam um
desenvolvimento de produto bem-sucedido, são elas: a qualidade do produto, se este
responde às necessidades do cliente, se é confiável e se está bem projectado; o custo do
produto, lucros e valor entendido; o tempo de desenvolvimento, aproveitando a janela
de oportunidade, investimento e retorno; os custos de desenvolvimento; e por último, a
capacidade de desenvolvimento e oportunidade de aprendizagem por parte da empresa.
É complexo mas podemos afirmar que o Design é uma maneira de pensar, na verdade
um conjunto de formas que conjugam o pensamento racional analítico e criatividade.
Isto conduz a uma maneira de trabalhar e de encarar o processo que é em si peculiar. O
designer, ao contrário de outros profissionais, tem em consideração tanto o problema
como a solução, focando-se maioritariamente na última. “Achieving a good design is
the challenge, one that solves the problems and creates value for the client and a
prospective user” 9 (Lawson & Dorst, 2009, p. 30).
Cada designer e empresa têm o seu próprio método de trabalho, mas podemos partir do
princípio que têm uma base comum de três etapas no processo de design: perceber e
identificar uma oportunidade, seleccionando as ideias promissoras para um produto de
acordo com a sua viabilidade; desenvolver uma ideia ou conceito, através da recolha de
informação sobre diversos factores, tratamento desta e construção de protótipos,
procedendo-se depois a uma orientação do produto para o mercado; e por fim traduzir
esse conceito em algo físico, definindo-se a imagem do projecto, o modelo físico e
analítico e os materiais que o constituem, produzindo assim um protótipo funcional que
responda à necessidade reconhecida. Cada uma destas etapas encerra um grande
número de actividades e estádios de desenvolvimento que são muitas vezes marcados
por gates. Estes consistem em pontos no processo em que o estado do projecto é
avaliado e são tomadas decisões sobre a sua continuidade. Isto disciplina as equipas e
organiza o estado do projecto. Após esta avaliação, a estrutura do projecto é clarificada
e podem ser efectuados alguns ajustes. “A introdução da sistemática formalizada de
gates é uma prática que traz grandes benefícios para o desempenho da empresa [...] é
uma actividade colectiva e, como tal, acontece basicamente por meio de reuniões”
(Terreo, 2007). A estratégia difere de acordo com a situação da empresa, existindo
9 Alcançar um bom design é o desafio, um que que soluciona os problemas e cria valor para o cliente e um eventual
utilizador (tradução livre).

14
diversas hipóteses, desde optar por redesenhar um dos seus produtos, acrescentando-
lhe funcionalidades, a desenvolver algo original mas primitivo, construindo as suas
características através de feedback de grupos de teste e/ou outras fontes (Otto & Wood,
2000).
O desenvolvimento de novos produtos conta com certas fases, que de uma maneira
genérica, compõem o seu processo:
- Fase 0, o planeamento é composto pela adopção e definição de estratégicas por parte
da empresa ou designer, sendo estabelecidos objectivos,
- Fase 1, desenvolvimento conceptual, existindo uma identificação das oportunidades e
necessidades do mercado, análise de concorrência e estudos económicos da viabilidade
e custo do projecto, desenvolvendo-se várias hipóteses de conceito, avaliando-se e
escolhendo a melhor,
- Fase 2, projecto de sistemas, o produto é definido na sua forma e sistemas
constituintes, como componentes e interface,
- Fase 3, design de detalhes, onde são estabelecidos os requisitos técnicos finais, como
moldes, ferramentas e processos intervenientes, existindo já um produto
completamente definido nas suas partes e formas (geometria),
- Fase 4, fase de testes e melhoramento, composta pela construção de diversos
protótipos que pretendem confirmar o comportamento e funcionamento do produto
através de uma série de testes físicos e digitais,
- Fase 5, início da produção, a partir do qual o produto entra em fabrico e os últimos
detalhes são resolvidos (Ulrich & Eppinger, 2003).
Este processo é muitas vezes apontado como tradicional, não permitindo projectar com
simplicidade e flexibilidade, falhando no tratamento de diversas questões, tal como a
participação do utilizador no processo de concepção (Terreo, 2007).
O desenvolvimento das teorias de design está intrinsecamente ligado ao melhor
desenvolvimento de produtos, a maior qualidade, velocidade de criação e à redução
dos custos: melhorar a teoria em função da tecnologia. Novos métodos irão despoletar
novas abordagens, com novas visões que precisam de novas soluções, respondidas em
parte pelo avanço tecnológico. Num mercado competitivo as certezas são muito
poucas, mas quando podemos traduzir uma actividade em números esta torna-se
repetível, sempre com o mesmo resultado. Este perfeccionismo e controlo passa então

15
a ser mais eficiente quando executado por computadores, deixando os designers livres
para tarefas criativas e de pesquisa (Otto & Wood, 2000).
2.3 Time-to-Market
Novos produtos são uma das formas de uma empresa ter lucros. As organizações têm a
possibilidade de se diversificar, rejuvenescer e até se reinventarem, adequando-se ao
estado do mercado e às novas tecnologias. Com a proliferação de produtos, os clientes
estão cada vez mais exigentes, cautelosos e informados, tornando as companhias mais
prudentes no desenvolvimento e lançamento de novos produtos. Inovação e
diferenciação dos demais são requisitos imprescindíveis.
Três factores tornam-se assim determinantes para esta abordagem: a velocidade a que
evoluem e se tornam obsoletas as tecnologias; a maturidade da grande maioria dos
mercados, e por último, a globalização e intensificação da concorrência. Em meados
dos anos 80, empresas japonesas líderes salientavam a importância do
desenvolvimento de dois factores para o sucesso de empresas: variedade a baixo custo
e tempo de resposta diminuto.
“Conceber e desenvolver novos produtos num reduzido período de tempo, para
que estejam disponíveis no mercado, constituem uma das principais
preocupações das empresas actuais [...] surge uma nova forma de gestão [...]
centrada na redução do tempo de desenvolvimento ou time-to-market” (Nunes,
2004, p. 5)
O conceito de time-to-market é definido como “o período de tempo que decorre entre a
definição do produto e o momento em que este é introduzido no mercado” (Nunes,
2004, cit. Vesey, 1992).
É importante para as empresas a velocidade com que conseguem traduzir uma ideia
numa solução e comercializá-la, mas o seu objectivo não se deve deter apenas em
introduzir o seu produto em primeiro lugar, pois chegar em primeiro pode não ser
suficiente, mas antes criar um modelo que a faça dominar o sector. Com efeito, o seu
16
produto deve ser o primeiro que vem à mente do consumidor que pretende adquirir o
objecto.
O time-to-market está intimamente ligado com a revolução industrial e tecnológica
cada vez mais célere do mercado. A evolução dos recursos de produção leva a ciclos
de produtos cada vez mais curtos, exigindo das companhias um fluxo veloz e constante
de novos produtos para manter o o nivel de consumo por parte dos clientes. Isto
diminui o ciclo de vida dos produtos, tornando-os obsoletos num menor período e
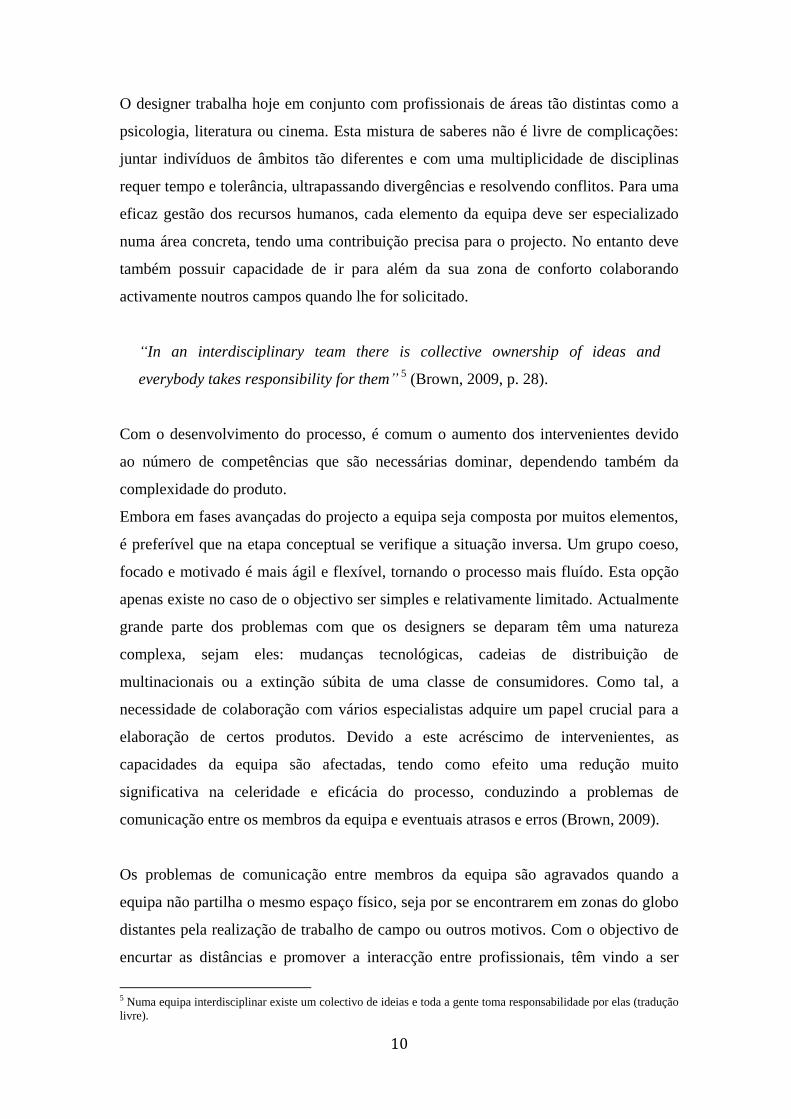
obrigando a um posicionamento rápido de objectos no mercado. As empresas podem
desta forma beneficiar de um período de maiores lucros com o mesmo item,
inversamente às empresas que têm um tempo de mercado inferior, como observado na
figura 1.
Figura 1 - Implicações financeiras do time-to-market
Um conceito importante para compreender a lógica do time-to-market são as janelas de
mercado, ou de oportunidade. Estas são periodos de tempo em que são coincidentes as
capacidades da empresa e as necessidades do mercado, possibilitando desta maneira o
lançamento mais conveniente de novos produtos. Reduzir o tempo de introdução de
produtos no mercado, traduz-se num aproveitamento prolongado desta situação,

17
gerando maiores lucros. Existem vantagens em ser o pioneiro no lançamento de novos
produtos no mercado:
a) permite configurar a estrutura do sector;
b) possibilita o acesso aos melhores canais de distribuição identificando os mais
apropriados e estabelecendo acordos de exclusividade;
c) garante acesso às fontes de matéria prima mais vantajosas;
d) patentear o produto, atrasando a entrada de competidores;
e) a imagem e reputação ficam ligadas à inovação;
f) determina um periodo maior para aprendizagem;
g) caso o produto responda às necessidades do utilizador, é pouco provavel que este
demonstre interesse noutros produtos (Nunes, 2004).
2.4 Prototipagem
“Oxfords Advanced Learner‟s Dictionary of Current English defines it as: A
prototype is the first or original example of something that has been or will be
copied or developed; it is a model or a preliminary version”10
(Chua, Leong, &
Lim, 2003, p. 1).
Com a intensa competitividade no mercado, é vital o desenvolvimento de novos
produtos, assim como o time-to-market, existindo actualmente uma compressão de
tempo por parte de metodologias e tecnologias; uma delas é a Fabricação Aditiva. Na
sua descrição, o protótipo é algo primário, bruto, que se aproxima do produto. Este tem
três aspectos a ter em conta: a sua complexidade, o número de partes que o compõe,
geometria, forma e afins; o seu estado, físico ou virtual; e o seu grau de funcionalidade,
aproximação ao produto final. O papel dos protótipos abrange a experimentação,
testes, comunicação, interacção, síntese, abordagem de outras soluções e benchmarking
do projecto (Chua, Leong, & Lim, 2003). Os protótipos são usados então com
diferentes fins, por diversos profissionais: o designer usa para materializar conceitos; o
10 O dicionário Oxfords Advanced Learner‟s Dictionary of Current English define-o [ao protótipo] como: o
protótipo é o primeiro ou exemplo original de algo que foi ou irá ser copiado ou desenvolvido; é um modelo ou
versão preliminar (tradução livre).

18
engenheiro para rever um modelo funcional; um programador de software como
programação conceptual entre outros (Ulrich & Eppinger, 2003).
2.4.1 Protótipo Virtual e Físico
A prototipagem tradicional é composta por métodos convencionais e utiliza materiais
como o alumínio, madeiras, zinco, uretanos entre outros. É essencialmente um
processo manual, intenso, dispendioso e com durações que podem exceder as quatro
semanas. Actualmente é sobretudo praticado pela indústria automóvel, através da
elaboração de protótipos à escala real, produzidos em argila, como mostra a figura 2
(Terreo, 2007).
Figura 2 - Modelo físico de um automóvel
Com o desenvolvimento e disseminação das ferramentas CAD/CAE/CAM, grande
parte das anteriores etapas foram eliminadas. O conceito de protótipo foi alargado para
incorporar um novo tipo de protótipo, o soft ou protótipo virtual11
. Este protótipo existe
apenas matematicamente, podendo ser manipulado digitalmente, visualizado e
submetido a testes de análise de elementos finitos no software CAE. Estas
11 Também conhecido como protótipo analítico (Otto & Wood, 2000).

19
características tornam-no mais flexível do que o modelo físico, impulsionando o design
para uma complexidade maior nos produtos, assim como na exigência do modelo final.
Apesar das ferramentas e soluções inerentes ao virtual, existem vários factores que
apenas podem ser reconhecidos e testados no modelo físico (Chua, Leong, & Lim,
2003; Ulrich & Eppinger, 2003).
O modelo físico é um objecto construído com vários materiais para reproduzir as
funções do produto final; os seus materiais podem ser alterados, apenas reflectindo o
conceito. Apesar de ambas as tipologias demonstrarem vantagens e desvantagens, o
modelo físico apresenta factores determinantes como a detecção de anomalias e de
situações inesperadas, sendo por vezes mais rápido de construir do que um modelo
virtual verosímil.
A necessidade de competitividade por parte das empresas requer um rápido
desenvolvimento de produto com menos protótipos mas mais significativos. A solução
passa por aplicar as tecnologias CAD/CAE ao processo, tornando-o mais complexo e
ao mesmo tempo mais rápido. Os modelos 3D (figura 3) têm estado em „competição‟
com os modelos físicos, mas estes últimos estão cada vez mais dependentes dos
virtuais (Otto & Wood, 2000).
Figura 3 - Protótipo virtual

20
Identificando estas duas tipologias, consideramos o protótipo virtual como intangível,
matemático, que investiga aspectos plausíveis; por contraste, entendemos o protótipo
físico como um modelo tangível, aproximando-se mais do produto ou parte final, tanto
a nível volumétrico como de funcionalidade.
A isto podemos juntar mais dois factores que influenciam estas duas tipologias; o
protótipo abrangente e o protótipo focado. O primeiro é constituído por um modelo de
tamanho original e totalmente funcional, em oposição ao protótipo focado, que
apresenta apenas as características em estudo para uma determinada fase, podendo ser
de carácter funcional ou visual, como um encaixe ou interface (Ulrich & Eppinger,
2003).
2.4.2 Tipologias de Protótipos
“… six general classes of prototypes are typically used: 1- proof-of-concept 2-
Industrial Design Prototypes 3- experimental prototypes (DOE) 4- Alpha (same
material and geometry, different manufacturing) 5- Beta (final part production,
special assembly) 6- pre-production (pilot production, limited capacity)”12
(Otto
& Wood, 2000, p. 839).
Para diferentes fases do processo de design são usados protótipos distintos, ilustrando
aquilo em que o designer se deve focar. As provas de conceito são elaboradas para
responder a questões específicas e simples como construção e forma. Os protótipos
industriais são geralmente rápidos, produzidos para serem demonstrados no espaço, e
são baseados directamente nos sketches, sem componentes. Protótipos experimentais
são de grosso modo feitos de um material aproximado, elucidando sobre o aspecto e
layout do produto. O modelo Alfa13
é usado numa fase avançada, com materiais,
geometria e layout igual àquele que poderá estar presente no objecto definitivo,
12 Seis categorias de protótipos são geralmente utilizadas: 1- prova de conceito 2- protótipos de design industrial 3-
protótipos experimentais [DOE- Design of Experiments] 4- Alfa (mesmo material e geometria, modo de fabrico
diferente) 5- Beta (produção final, montagem especial) 6- pré-produção (produção teste, capacidade limitada)
(tradução livre).
13 Modelo primário, inicial, em concordância com a primeira letra do alfabeto grego (http://www.priberam.pt).

21
podendo incluir requisitos funcionais. Os protótipos Beta14
são modelos iguais ao final,
mas não são produzidos de maneira industrial, ou seja, no processo de fabrico
destinado ao produto. Por último, o protótipo de pré-produção é idêntico em todas as
formas ao produto final que irá ser usado para diversos testes como a validação do
processo de produção. Este é fabricado “in a small batch to obtain customer feedback
in focus group settings”15
(Otto & Wood, 2000, p. 845).
2.4.3 Protótipo no Design
Os protótipos são o primeiro passo para a experimentação, e como tal devem ser
encorajados e estar presentes no processo de qualquer designer. Não podemos designar
o protótipo como aquele que apenas representa o produto final, mas também aquele
que desempenha uma função desbloqueadora, um objecto mais simples e primário. Isto
não se limita ao designer de produto mas a profissionais de outras áreas: executivos,
administradores hospitalares entre outros.
Por vezes existe a ideia que os protótipos atrasam o processo, despendendo-se assim
tempo valioso em sketches, modelos e simulações, no entanto, estes aceleram a
obtenção de resultados, devido à experiência e à lógica de tentativa-erro, tornando mais
fácil a escolha da direcção a tomar (Brown, 2009).
Para um maior dinamismo no projecto, os protótipos devem ser rápidos, baratos e
rudes, permitindo a exploração de várias ideias em paralelo. Fazer protótipos
despendendo demasiados recursos e tempo cria uma ligação e compromisso precoce,
podendo resultar na continuação de uma ideia medíocre até fases avançadas, não se
tirando partido da exploração durante o processo de construção. Desta forma a
prototipagem deve ser executada numa fase conceptual, desenvolvida em materiais
facilmente manipuláveis e baratos, como papel, cartão, espuma ou madeira.
À medida que o projecto vai avançando, o número de protótipos deverá ser cada vez
menor e a sua qualidade cada vez maior, progressivamente melhorando e definindo a
14 Segunda letra do alfabeto grego (β) [...] Que constituiu ou é relativo a uma versão experimental ou de teste
(http://www.priberam.pt).
15 Num pequeno lote para obter feedback por parte de grupos de teste (tradução livre).

22
ideia. Numa fase final o protótipo deve então contar com um tratamento mais sério
para ser eventualmente testado por utilizadores sem perigo de distracções ou
segurança. É preciso entender que prototipar deve servir uma intenção, aprender sobre
um elemento e torná-lo visível, sabendo quando parar (Brown, 2009).
Para Ulrich e Eppinger, os protótipos tem quatro funções principais: a aprendizagem, a
comunicação, a integração e a criação de marcos temporais. A aprendizagem está
presente ao longo do desenvolvimento do projecto, desempenhando o protótipo um
meio de exemplificar características e ajudando a responder (ou a levantar) questões. É
através do manuseamento dos objectos e dos materiais que o designer desenvolve
ideias e materializa outras. É neste processo, alterando entre o físico e o abstracto, que
exploramos e desbloqueamos a imaginação, abrindo a nossa mente a novas
possibilidades. Por vezes continuamos a aprender e a desenvolver ideias sobre o
mesmo produto durante anos, como o caso de Charles e Ray Eames.
Através de modelos é possível facilitar a comunicação entre designers, clientes,
vendedores e marketing. A sensação física, o aspecto e as proporções demonstram
mais claramente do que ilustrações bidimensionais ou descrições verbais“... put
everyone in the same page, and saved countless meetings, videoconferences, shop time,
and airplane tickets”16
(Brown, 2009, p. 90).
Além destas utilizações, o protótipo é também importante para a integração,
evidenciando o funcionamento e interacção de todo o sistema através de diferentes
peças. Por último, este pode ser usado como milestones ou marcos temporais,
funcionando assim como prova do estado do projecto num determinado período ou
data e marcando um momento, uma meta estabelecida. Muitas vezes tem mesmo o
efeito de forçar as equipas a respeitar a deadline (Terreo, 2007; Ulrich & Eppinger,
2003).
Grande parte dos protótipos é realizada em espaços fechados, tanto por questões de
comodidade como de segurança e confidencialidade. Em ambientes desta natureza é
possível realizar sobretudo testes de funcionalidade por designers ou grupos de testes.
Mas por vezes isto não é suficiente, sendo necessária uma abordagem mais arrojada,
16 Pus toda a gente na mesma página, e evitei incontáveis reuniões, videoconferências, compras e bilhetes de avião
(tradução livre).

23
como no caso de serviços que envolvem interacções mais complexas.“Today‟s
complex ideas require prototypes to be released into the wild to see how they survive
and adapt”17
(Brown, 2009, p. 98).A utilização das redes sociais, como meio de
prototipagem virtual, tem tido importância no desenvolvimento de diversos produtos.
Um exemplo é a cadeia de hotéis Starwood, que lançou um modelo 3D (figura 4) da
sua marca Aloft no mundo virtual do Second Life 18
, em Outubro de 2006.
Figura 4 - Protótipo virtual no Second-Life
Durante nove meses visitantes digitais deram a sua opinião e sugestões sobre o
projecto, como rádios no chuveiro ou o padrão do papel de parede, e de formas como a
Starwood o poderia melhorar. Quando foi recolhida informação suficiente, o projecto
fechou para renovações e reabriu com novas soluções. A marca pretendia cativar e
fomentar o estilo jovem, urbano e contemporâneo a sua marca, precisamente o tipo de
utilizadores que se encontram no Second Life.“The goal of prototyping is not to create
a working model. It is to give form to and idea to learn about its strengths and
17 As ideias complexas de hoje necessitam de protótipos para serem lançados na “selva” e ver como sobrevivem e se
adaptam (tradução livre).
18 O Second Life é um ambiente virtual e tridimensional que simula aspectos da vida real e social. Este pode ser
encarado como um jogo, um simulador, um rede de comércio virtual ou uma rede social, onde o utilizador é
representado através de um avatar 3D (http://pt.wikipedia.org/wiki/Second_Life).
24
weaknesses and to identify new directions for the next generation of more detailed,
more refined prototypes”19
(Brown, 2009, p. 91). A prototipagem virtual não é apenas
designada como modelos para designers executarem testes de força ou stress, mas
também para adquirir feedback do público e clientes rapidamente e de qualquer parte
do mundo.
2.5 CAD/ CAM/ CAE
O CAD é uma ferramenta crucial para o design actual; grande parte dos processos
passam pelo computador, substituindo o tradicional desenho técnico feito a lápis e
esquadro. Utilizamos o CAD para desenhar digitalmente produtos, seja 2D ou 3D,
conferindo ao designer uma maior agilidade conceptual e comunicativa (Hopkinson,
Hague, & Dickens, 2006).
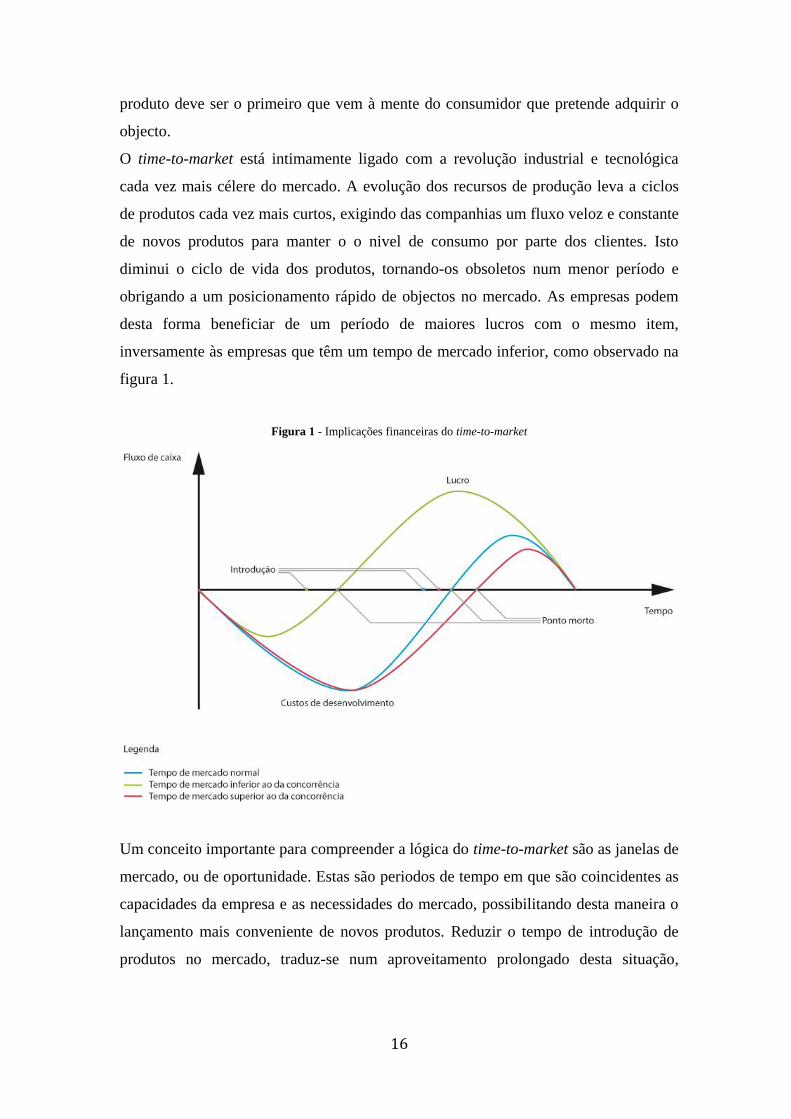
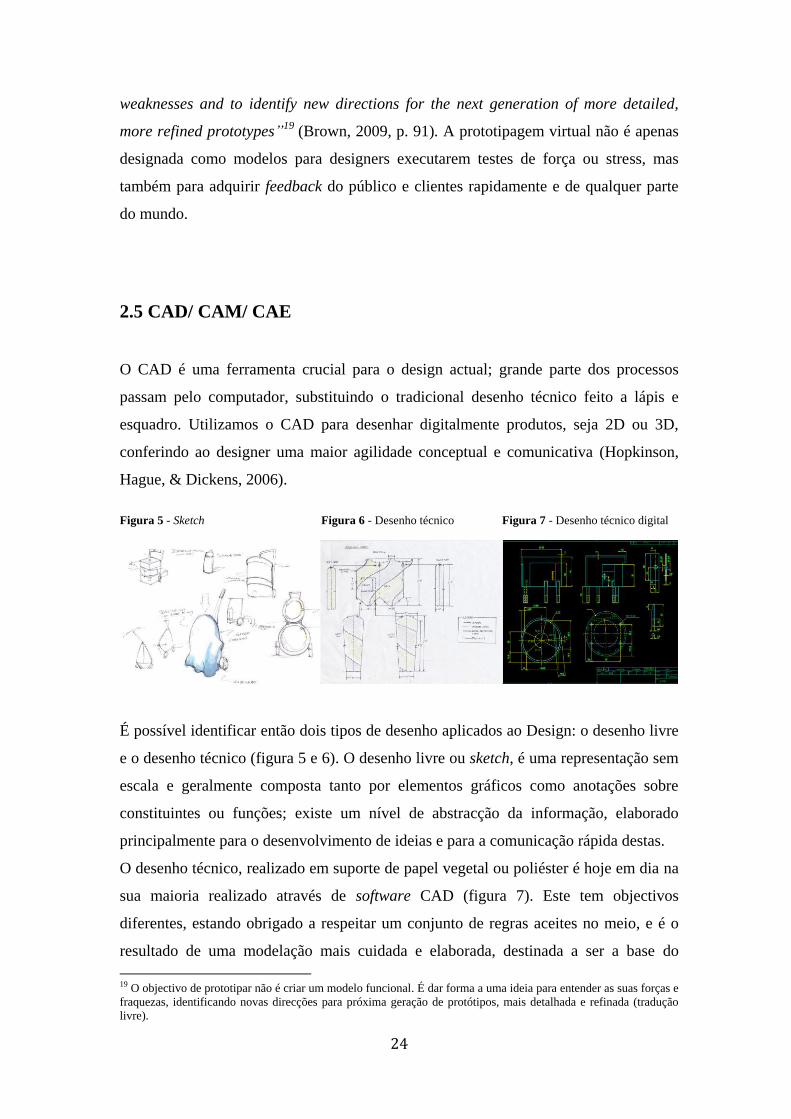
Figura 5 - Sketch Figura 6 - Desenho técnico Figura 7 - Desenho técnico digital
É possível identificar então dois tipos de desenho aplicados ao Design: o desenho livre
e o desenho técnico (figura 5 e 6). O desenho livre ou sketch, é uma representação sem
escala e geralmente composta tanto por elementos gráficos como anotações sobre
constituintes ou funções; existe um nível de abstracção da informação, elaborado
principalmente para o desenvolvimento de ideias e para a comunicação rápida destas.
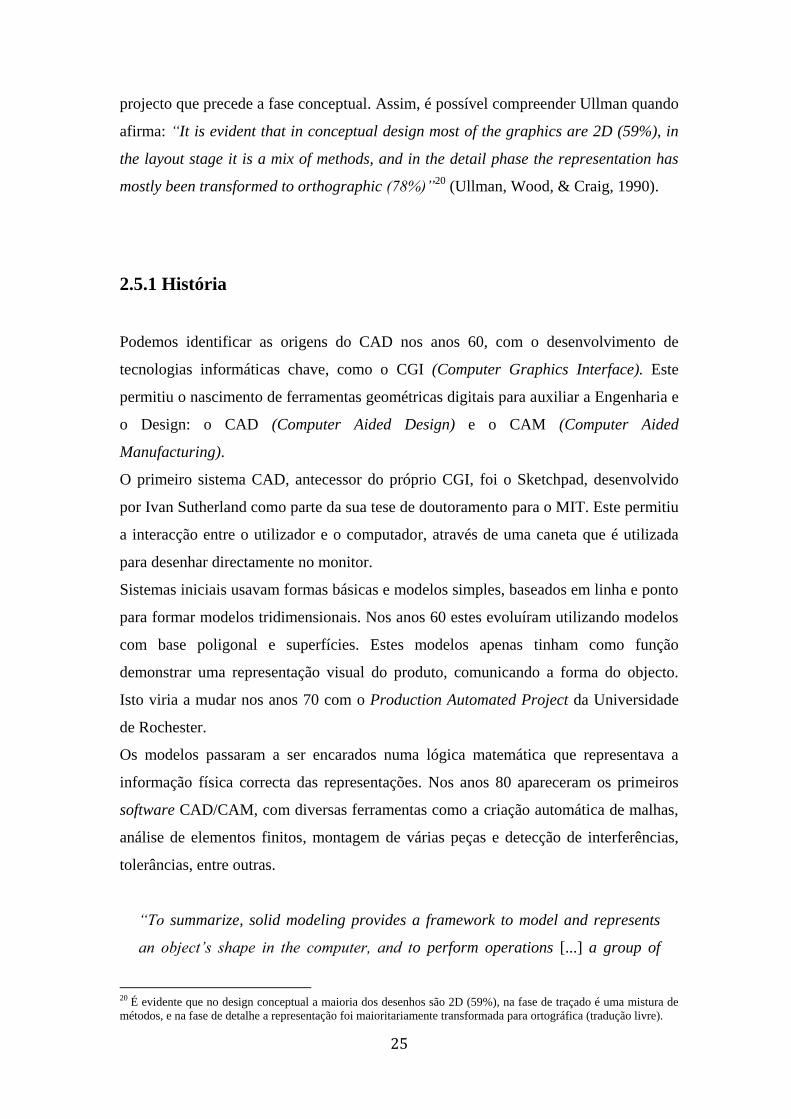
O desenho técnico, realizado em suporte de papel vegetal ou poliéster é hoje em dia na
sua maioria realizado através de software CAD (figura 7). Este tem objectivos
diferentes, estando obrigado a respeitar um conjunto de regras aceites no meio, e é o
resultado de uma modelação mais cuidada e elaborada, destinada a ser a base do
19 O objectivo de prototipar não é criar um modelo funcional. É dar forma a uma ideia para entender as suas forças e
fraquezas, identificando novas direcções para próxima geração de protótipos, mais detalhada e refinada (tradução
livre).
25
projecto que precede a fase conceptual. Assim, é possível compreender Ullman quando
afirma: “It is evident that in conceptual design most of the graphics are 2D (59%), in
the layout stage it is a mix of methods, and in the detail phase the representation has
mostly been transformed to orthographic (78%)”20
(Ullman, Wood, & Craig, 1990).
2.5.1 História
Podemos identificar as origens do CAD nos anos 60, com o desenvolvimento de
tecnologias informáticas chave, como o CGI (Computer Graphics Interface). Este
permitiu o nascimento de ferramentas geométricas digitais para auxiliar a Engenharia e
o Design: o CAD (Computer Aided Design) e o CAM (Computer Aided
Manufacturing).
O primeiro sistema CAD, antecessor do próprio CGI, foi o Sketchpad, desenvolvido
por Ivan Sutherland como parte da sua tese de doutoramento para o MIT. Este permitiu
a interacção entre o utilizador e o computador, através de uma caneta que é utilizada
para desenhar directamente no monitor.
Sistemas iniciais usavam formas básicas e modelos simples, baseados em linha e ponto
para formar modelos tridimensionais. Nos anos 60 estes evoluíram utilizando modelos
com base poligonal e superfícies. Estes modelos apenas tinham como função
demonstrar uma representação visual do produto, comunicando a forma do objecto.
Isto viria a mudar nos anos 70 com o Production Automated Project da Universidade
de Rochester.
Os modelos passaram a ser encarados numa lógica matemática que representava a
informação física correcta das representações. Nos anos 80 apareceram os primeiros
software CAD/CAM, com diversas ferramentas como a criação automática de malhas,
análise de elementos finitos, montagem de várias peças e detecção de interferências,
tolerâncias, entre outras.
“To summarize, solid modeling provides a framework to model and represents
an object‟s shape in the computer, and to perform operations [...] a group of
20 É evidente que no design conceptual a maioria dos desenhos são 2D (59%), na fase de traçado é uma mistura de
métodos, e na fase de detalhe a representação foi maioritariamente transformada para ortográfica (tradução livre).

26
application independent geometric tools and algorithms is provided which can
be used to quarry/analyze the model to obtain unambiguous results”21
(Kamrani
& Nasr, 2006, p. 27).
Com a proliferação de diversos softwares CAD/CAM um problema foi levantado: a
transmissão de dados ou a sua tradução de programa para programa. Com o intuito de
transportar fielmente modelos CAD/CAM, diversos formatos neutros foram
desenvolvidos. Alguns destes destinados a indústrias específicas enquanto outros
tinham propósitos standard: STEP ou Standard for Exchange of Product Data; DXF ou
Data eXchange File e o IGES (Initial Graphics Exchange Specifications) foram os
mais comuns e populares, especialmente o último (Kamrani & Nasr, 2006).
2.5.2 Técnicas de modelação 3D
Desde a invenção do computador e a sua comercialização que o CAD foi uma das
grandes novidades para o mundo do design e da engenharia. Os recursos conferidos
pelos computadores de então eram muito baixos, e os melhoramentos muito
dispendiosos, optando-se pelo desenvolvimento de uma fórmula matemática simples e
eficaz. Formas simples como cubos, cilindros e esferas podiam ser facilmente
representados, mas eram necessárias formas mais complexas. As superfícies NURBS
(Non-uniform rational B-spline) foram então desenvolvidas. Consistem numa fórmula
matemática muito eficaz para a modelação 3D e que é uma das bases para a
programação relacionada com o CAD. Estas nasceram da necessidade de formas mais
fluídas, utilizando para isso curvas com pontos de controlo que permitissem uma
continuidade da superfície, as curvas Bézier. Com a utilização destas na mesma forma,
tornou-se muito complicado controlar a sua tangência, sendo para isto desenvolvidas as
B-spline curves. Mais tarde foi necessário a utilização de um maior número de pontos
de controlo em pequenas secções das curvas, sendo desenvolvidas as non-uniform
21 Para resumir, a modelação por sólidos proporciona uma estrutura para esboçar e representa a forma de um objecto
no computador, e para realizar operações [...] um grupo de ferramentas geométricas independentes da aplicação e
algoritmos é fornecido, os quais podem ser usados na análise do modelo para obter resultados inequívocos (tradução
livre).

27
Bspline. A optimização final, possibilitou o aumento de pressão em vários pontos
sendo chamada de rational, formando a non.uniform rational B-spline, ou NURBS.
No entanto, as superfícies nurbs apresentam uma complexidade que as torna difíceis de
calcular, desta forma outras operações eram executadas com recurso a outro formato
interno, como malhas triangulares geradas a partir das NURBS. São estes que definem
a qualidade e geometria do formato mais usado pelo CAD: o STL (Standard
Triangulation Language). Este é composto por uma malha triangular que, dependendo
da sua densidade, define mais detalhadamente ou de maneira mais rude, o modelo
(Hopkinson, Hague, & Dickens, 2006).
Existem dois tipos de software: os de modelação de sólidos e os de superfícies. A
modelação por sólidos é manifestamente mais fácil e semelhante com a convencional
abordagem DFM (Design For Manufacture), incluindo operações como extrusões,
perfurações, fusão de formas simples como esferas e paralelepípedos entre outros. A
modelação por superfícies exige um grau muito mais elevado de domínio da
ferramenta, tal como manter as continuidades e tangências, mas em contrapartida
aumenta significativamente a fluidez das formas através da definição destas com linhas
em acções como varrimentos e transições (sweeps e lofts). Esta última está mais perto
da linguagem actual do design, permitindo formas orgânicas e mais complexas dos
produtos (Hopkinson, Hague, & Dickens, 2006).
28
[Esta página foi deixada intencionalmente em branco]

29
3. FABRICAÇÃO ADITIVA
O termo Prototipagem Rápida é usado para designar um processo de construção rápida
de uma parte ou protótipo. O resultado é um modelo sobre o qual podem ser efectuadas
análises e eventualmente irá a ser a base do produto final. Por vezes é também aplicado
o termo a um conjunto de tecnologias que permitem reproduzir um modelo CAD num
objecto físico. Actualmente, os usos desta tecnologia ultrapassam os de um protótipo,
levantando a questão sobre a inadequação da sua denominação. Existe uma
proliferação de nomes extensa que conta com termos como: Automated Fabrication
(Autofab), Solid Freeform Fabrication, Desktop Manufacturing, Layer Manufacturing,
3D Printing, Direct CAD Manufacturing, Addictive Processes, Addictive Techniques,
Rapid Prototyping entre outros. Com o propósito de clarificar a terminologia e facilitar
a comunicação entre designers, engenheiros e público, foi aprovada a designação
Addictive Manufacturing (AM) ou Fabricação Aditiva, como oficial. A terminologia
escolhida engloba o conjunto de processos de construção de objectos ou peças, através
de informação 3D produzida por CAD, e fabricadas através de um processo aditivo de
camadas. Fazem parte desta família os ramos da Prototipagem Rápida, Fabricação
Rápida, Ferramentaria Rápida entre outros. Esta clarificação dos termos e da estrutura
em que cada método se encaixa ajuda na consolidação e credibilização da posição
desta nova tecnologia face aos métodos tradicionais industriais (Wohlers, 2010;
Bourell, Leu, & Rosen, 2009; Gibson, Rosen, & Stocker, 2010).
3.1 Pioneiros da Fabricação Aditiva
“Although very intricate parts can be produced by AM equipment today, the first
parts out of these types of systems required a good deal of faith that
improvements would occur”22
(Bourell, Beaman, Leu, & Rosen, 2009, p. 6)
22 Apesar de actualmente a Fabricação Aditiva conseguir produzir peças muito complexas, as primeiras peças
construídas a partir destes sistemas necessitavam de uma boa dose de fé que melhoramentos iriam vir (tradução
livre).

30
A Fabricação Aditiva chega hoje ao público como uma ferramenta inovadora que
permite uma revolução na maneira de projectar produto, devido ás suas capacidades
construtivas avançadas. Na verdade podemos indicar como antecedentes dois
processos do séc. XIX: a foto-escultura e a topografia (Otto & Wood, 2000).
3.1.1 Topografia
“As early as 1890, Blanther suggested a layered method for making a mould for
topographical relief maps”23
(Bourell, Beaman, Leu, & Rosen, 2009, p. 1).
Blanther, para a execução do seu método usava placas de cera, como se pode observar
na figura 8, onde desenhava as linhas que delimitavam a altura do terreno e cortava as
placas por estas marcações. Após o corte de todas as placas, estas eram coladas de
acordo com uma ordem, desbastadas e alisadas em conformidade com os pormenores
do terreno, culminando numa peça positiva e outra negativa. À semelhança de um
molde, podemos encaixar uma folha entre as partes e, aplicando pressão, obtemos um
mapa vincado com as linhas topográficas. Este sistema foi refinado por diversos
autores como Perera (1940) com a simplificação do processo, construindo apenas a
parte positiva e cortando placas de cartão para a construção de uma mapa 3D. Zang
23 Tão cedo como 1890, Blanther sugeriu um método por camadas para a construção de um molde para mapas
topográficos (tradução livre).
Figura 8 - Modelo topográfico de Blanther

31
(1964), alterou o material das lâminas, fazendo uso do acrílico transparente para
clarificação das anotações de elementos do mapa; como relevo, altitude, características
específicas entre outros. Somente em 1972 foram novamente exploradas as
capacidades de construção por camadas, por intermédio de Matsubara, com a
construção de camadas de material refractário, como areia, impregnadas com uma
solução foto-endurecível. Esta camada era exposta á luz, devidamente seleccionada a
zona, e a secção impregnada consequentemente endurecia. No final do procedimento, o
material em excesso era retirado com solvente. Com este processo procedeu-se à
fabricação de moldes de maneira limitada. Di Matteo (1976) continuou o
desenvolvimento desta ideia introduzindo placas de metal para a fabricação de moldes,
ultrapassando assim limitações construtivas dos sistemas tradicionais. Por último em
1979, Nakagawa procedeu a aperfeiçoamentos para a produção directa de moldes e
ferramentas (Bourell, Beaman, Leu, & Rosen, 2009; Baraldi, 2011).
3.1.2 Foto-escultura
Um dos métodos que influenciou a FA foi a foto-escultura. Nasceu no séc. XIX, com o
objectivo de criar esculturas de objectos e pessoas de uma maneira fidedigna. Com o
auxilio de meios fotográficos, François Willéme (1860) desenvolveu uma solução
original. O objecto ou pessoa estaria numa posição central, rodeada de 24 máquinas
fotográficas distribuidas por 360º e a igual distância do centro (figura 9).
Figura 9 - Foto-escultura de François Willéme
As fotografias eram tiradas em simultâneo, permitindo uma visão de todas as
perspectivas. Através dos perfis obtidos e com um projector, o artesão auxiliado por
uma máquina de corte esculpia um bloco de material. O método tinha bons resultados,

32
mas a falta de mercado e a morosidade do processo foi um entrave ao seu sucesso.
Baese (1904) tomou um caminho alternativo, utilizando uma gelatina expansivel
fotosensivel e uma luz regulável. “Baese described a technique using graduated light
to expose photosensitive gelatin that expands in proportion to exposure when treated
with water. Annular rings of this treated gelatin could then be fixed on a support to
make a replica of an object”24
(Bourell, Beaman, Leu, & Rosen, 2009, p. 3).
Existiram outros procedimentos para o desenvolvimento desta tecnologia, podendo
destacar o trabalho de Monteah (1924) com uma técnica semelhante a Baese, Carin
Maucotel (1870), Swainson e Schertzel (1977) com a técnica Formagraphics ou mais
recentemente Di Matteo (1989) com o SolidPhotography (Baraldi, 2011). Estas
pesquisas tiveram mais enfase nos EUA, com eventos mais discretos na Europa e
Japão (Otto & Wood, 2000).
3.1.3 O Processo Hibrido
Foi Marioka (1944) que desenvolveu o primeiro processo hibrido recorrendo á foto-
escultura e á tipografia. Com muitos elementos semelhantes à estereolitografia, o seu
sistema era composto por uma câmara estanque, com uma base elevatória que estaria
submersa numa solução fotosensivel. A luz no topo da câmara projectava figuras
simples que solidificavam a camada entre a luz e a base (Otto & Wood, 2000).
Swainson (1968) introduziu pela primeira vez lasers em vez de luz, sinterizando o
material no ponto de cruzamento dos lasers. Ciraud (1971) propôs a utilização da
materia-prima em pó, num processo semelhante aos actuais. Em 1979, Householder
desenvolveu o seu método de deposição de pó em camadas e a utilização de um laser
que iria varrer a zona de construção sinterizando segundo uma geometria estabelecida.
Apesar de ter sido ele a inventar e patentear este método, entre muitos outros, nunca o
chegou a comercializar.
24 Baese descreve uma técnica utilizando gelatina fotossensível que quando exposta a uma luz gradual, esta
expandiria de acordo com a exposição quando tratada com água. Anéis anulares desta gelatina tratada, poderiam
então ser fixados a um suporte para replicar um objecto (tradução livre).
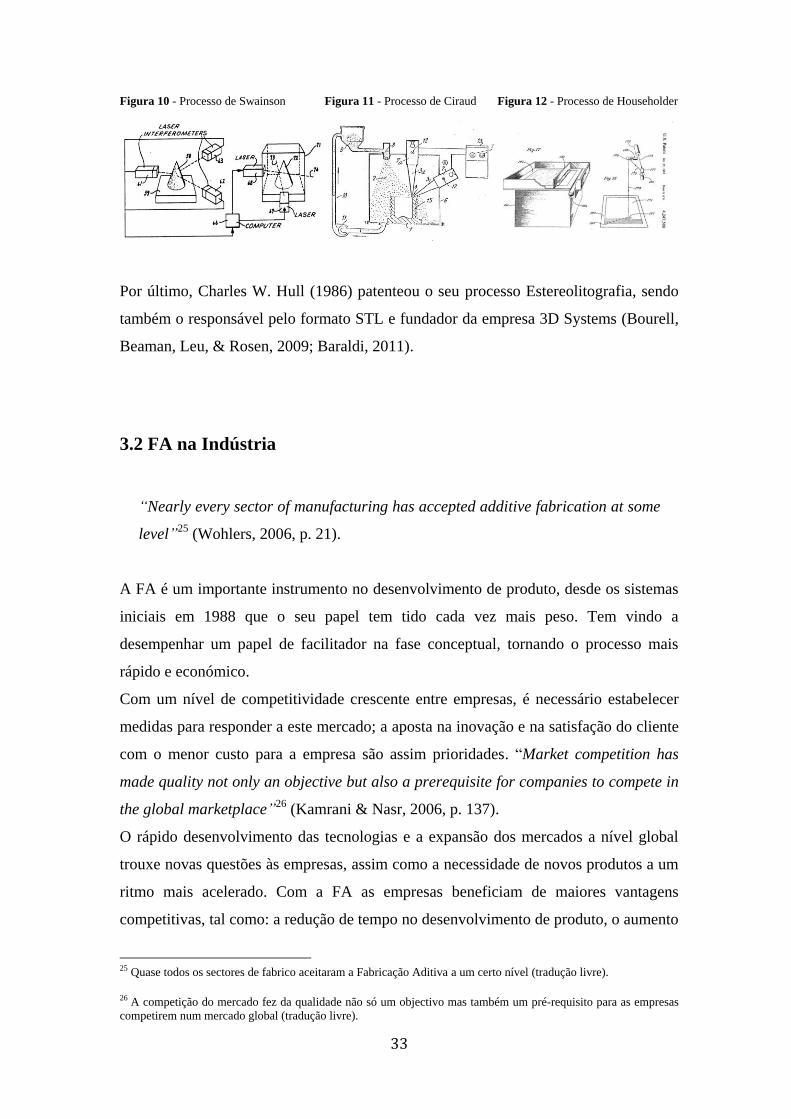
33
Figura 10 - Processo de Swainson Figura 11 - Processo de Ciraud Figura 12 - Processo de Householder
Por último, Charles W. Hull (1986) patenteou o seu processo Estereolitografia, sendo
também o responsável pelo formato STL e fundador da empresa 3D Systems (Bourell,
Beaman, Leu, & Rosen, 2009; Baraldi, 2011).
3.2 FA na Indústria
“Nearly every sector of manufacturing has accepted additive fabrication at some
level”25
(Wohlers, 2006, p. 21).
A FA é um importante instrumento no desenvolvimento de produto, desde os sistemas
iniciais em 1988 que o seu papel tem tido cada vez mais peso. Tem vindo a
desempenhar um papel de facilitador na fase conceptual, tornando o processo mais
rápido e económico.
Com um nível de competitividade crescente entre empresas, é necessário estabelecer
medidas para responder a este mercado; a aposta na inovação e na satisfação do cliente
com o menor custo para a empresa são assim prioridades. “Market competition has
made quality not only an objective but also a prerequisite for companies to compete in
the global marketplace”26
(Kamrani & Nasr, 2006, p. 137).
O rápido desenvolvimento das tecnologias e a expansão dos mercados a nível global
trouxe novas questões às empresas, assim como a necessidade de novos produtos a um
ritmo mais acelerado. Com a FA as empresas beneficiam de maiores vantagens
competitivas, tal como: a redução de tempo no desenvolvimento de produto, o aumento
25 Quase todos os sectores de fabrico aceitaram a Fabricação Aditiva a um certo nível (tradução livre).
26 A competição do mercado fez da qualidade não só um objectivo mas também um pré-requisito para as empresas
competirem num mercado global (tradução livre).

34
da complexidade do produto sem agravamento dos prazos, visualização e
intercomunicação entre equipas e a possibilidade de realizar vários tipos de teste. No
Design, as vantagens apresentam-se nas formas mais orgânicas, livres e complexas,
com menos margem de erro e custos reduzidos.
Os benefícios indirectos contam com uma melhor perspectiva das necessidades do
público, eliminação do risco de desenvolver produtos com base em projecções e
especulações de mercado futuro e permitindo uma interacção dos utilizadores com o
designer para um produto final de qualidade superior (Chua, Leong, & Lim, 2003).
3.3 FA no Design
Inicialmente a PR tem como função auxiliar no desenvolvimento de produto,
materializando as possíveis opções de design. Esta apresenta nítidas vantagens sobre o
desenho virtual, permitindo uma comunicação e visualização mais eficientes. É
igualmente determinante para o processo dos “3 f‟s” (form, fit and function),
determinando aspectos visuais do design, métodos de construção e montagem das
diferentes partes e testes de funcionamento (Gibson, Rosen, & Stocker, 2010).
As particularidades da PR aumentam a velocidade e segurança de todo o projecto,
tornando-se rapidamente parte integrante na Indústria e respondendo às necessidades
actuais do time-to-market com produtos diversificados e ciclos de vida cada vez mais
curtos, desta forma Wohlers afirma:“Although there are many applications, it is
possible to trace [...] two closely related features. First, additive fabrication improves
communication [...] This fuels the second benefit, which is the ability to manage,
control and detect changes and required modifications”27
(2006, p. 27).
Esta redução de tempo dramática tem como propósito responder com sucesso a este
mercado global, no entanto, é importante entender que a segurança e qualidade dos
produtos não deve ser posta em causa (Junior, 2008; Mietti & Vendrameto).
Além das vantagens do protótipo rápido e (relativamente) barato, existem outras que
têm vindo a mudar o desenvolvimento de produto. A comunicação entre os membros da
27 Apesar de existirem muitas aplicações, é possível identificar [...] duas características intimamente relacionadas.
Primeira, a Fabricação Aditiva melhora a comunicação [...] Isto apoia a segunda, que é a capacidade de gerir,
controlar e detectar mudanças e modificações necessárias (tradução livre).
35
equipa e entre esta e o cliente sofre uma evolução positiva. Com o auxílio do software
CAD torna-se possível gerar imagens realistas e modelos virtuais credíveis, no entanto
existem ainda complicações. “Developers of CAD systems have created impressive
design aids, but these tools are no substitute for the tactile and visual feedback
provided by touching and studying a physical model of a design”28
(Wohlers, 2006, p.
27).
Os modelos reais apresentam mais facilidade de análise por parte do público,
promovendo a interacção e o contacto com o modelo, o que facilita a compreensão e o
diálogo entre designer e utilizador/cliente. O facto de ser material e físico demonstra
claras vantagens para o marketing, ajudando a vender o produto. Através da FA é
possível atingir um protótipo com as dimensões muito aproximadas ao produto final,
operações de acabamento como cor, textura e outros elementos de aparência
aproximam o protótipo ao seu modelo definitivo. Ajudar o cliente a visualizar e
entender o que é pretendido com o produto é crucial para o sucesso e a comercialização
do mesmo.
A construção, ou antes a sua validação 3D é um dos aspectos mais lentos e demorados
do processo de design. É necessário ter em consideração o material, e os métodos
construtivos específicos, afigurando-se uma tarefa complexa. Mesmo com as
ferramentas de análise do software CAE, o designer é responsável por grande parte do
resultado. Este modelo irá ser utilizado para a fabricação de moldes e outras partes (no
caso de conjuntos). Com o protótipo virtual ou soft é possível verificar o que foi feito
no modelo digital através dos softwares CAD/CAM: o posicionamento dos furos, as
espessuras, as zonas de encaixe, as folgas, os ângulos de saída, os pontos de tensão,
entre outros que caso necessitem de alterações, podem significar altos ganhos
económicos.
As figuras seguintes evidenciam a utilização de modelos físicos para tornar mais clara
a compreensão de aspectos técnicos, nomeadamente, as zonas de tensão (figura 13) e o
número de componentes de um sistema (figura 14).
28 Os criadores de programas CAD desenvolveram ferramentas impressionantes de ajuda ao design, mas estas não
são substitutas para o feedback táctil e visual fornecido pelo manusear e o estudar de um modelo físico (tradução
livre).
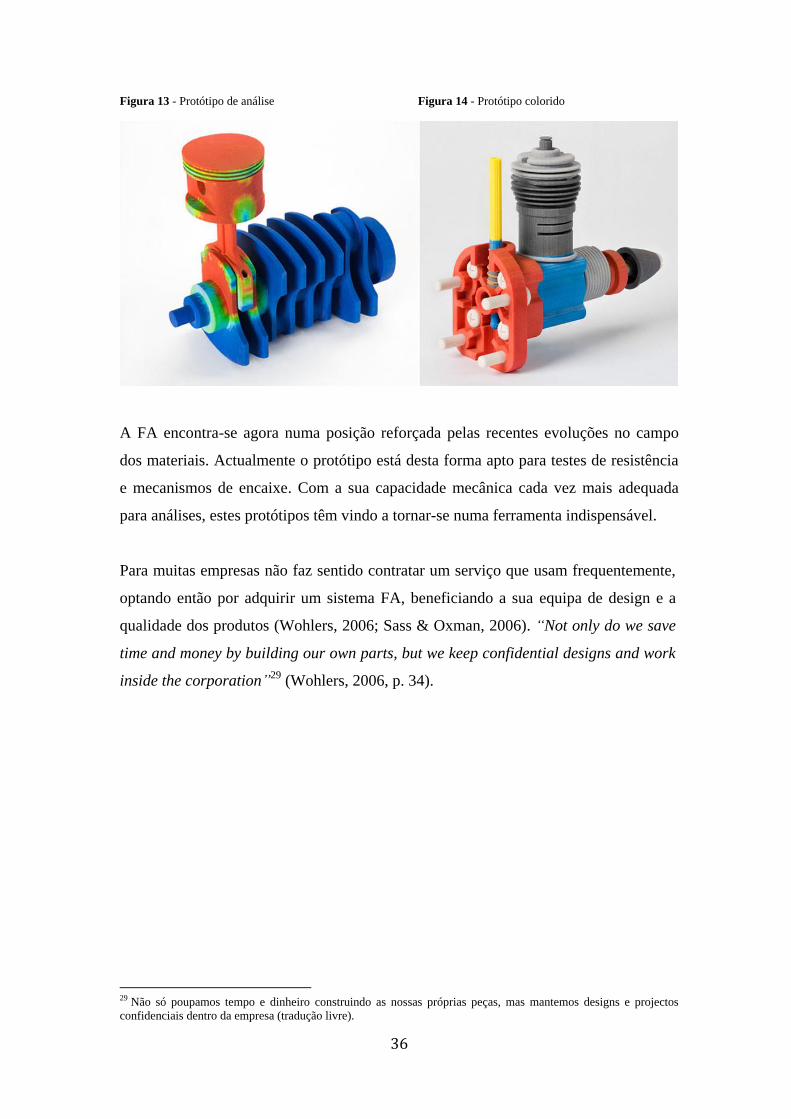
36
Figura 13 - Protótipo de análise Figura 14 - Protótipo colorido
A FA encontra-se agora numa posição reforçada pelas recentes evoluções no campo
dos materiais. Actualmente o protótipo está desta forma apto para testes de resistência
e mecanismos de encaixe. Com a sua capacidade mecânica cada vez mais adequada
para análises, estes protótipos têm vindo a tornar-se numa ferramenta indispensável.
Para muitas empresas não faz sentido contratar um serviço que usam frequentemente,
optando então por adquirir um sistema FA, beneficiando a sua equipa de design e a
qualidade dos produtos (Wohlers, 2006; Sass & Oxman, 2006). “Not only do we save
time and money by building our own parts, but we keep confidential designs and work
inside the corporation”29
(Wohlers, 2006, p. 34).
29 Não só poupamos tempo e dinheiro construindo as nossas próprias peças, mas mantemos designs e projectos
confidenciais dentro da empresa (tradução livre).

37
3.4 Características da FA
“... the basic principle of this technology is that a model, initially generated
using a three-dimensional Computer Aided Design (3D CAD) system, can be
fabricated directly without the need for process planning”30
(Gibson, Rosen, &
Stocker, 2010, p. 1).
Os processos de Fabricação Aditiva têm uma base comum, a construção por camadas,
e as suas etapas, com base num ficheiro CAD. As diferenças entre processos
encontram-se principalmente nos materiais, na forma como são criadas as camadas e
na maneira como são agregadas entre si.
3.4.1 Materiais
“Engineering materials are materials that carry loads and/or provide
capabilities to meet functional requirements, such as electrical and thermal
conductivities”31
(Kamrani & Nasr, 2006, p. 6)
Nos processos aditivos o protótipo é produzido através da adição de camadas usando
um material base e um ligante. Esta tipologia de construção apresenta benefícios na
liberdade e capacidade de materializar modelos altamente complexos, mas para isto
necessita de materiais especificamente desenvolvidos para o efeito.
Os protótipos apresentam então, à partida, a desvantagem do material usado na sua
concepção não corresponder ao do produto final. Isto deve-se à estrutura molecular e à
maneira como é processado através do método de fabrico em que é utilizado. Os
materiais que são passíveis de serem usados na FA encontram-se divididos em quatro
classes: metais, cerâmicas e vidro, polímeros e materiais compósitos (Kamrani & Nasr,
2006).
30 O princípio básico desta tecnologia é que o fabrico de um modelo, inicialmente criado a partir de um programa
CAD, possa ser efectuado directamente, sem que para isso seja necessário o planeamento do processo (tradução
livre).
31 Materiais de engenharia são materiais que transportam cargas e/ou fornecem capacidades que vão de encontro a
requisitos funcionais, tais como condutividade eléctrica e térmica (tradução livre).
38
No Design de produto, os metais são um dos materiais mais utilizados. Estes são de
origem mineral, extraídos directa ou indirectamente. As características dos metais
torna-os atractivos para fins industriais, devido à sua dureza, resistência,
maleabilidade, condutividade entre outros. As suas capacidades podem ser melhoradas
através da criação de ligas metálicas. Estas são constituídas por um metal puro ao qual
é adicionado outros elementos, não necessariamente metálicos, como por exemplo o
carbono para o fabrico do aço.
A cerâmica pode ter tanto uma estrutura cristalina ou amorfa. Os seus componentes
estão presentes na natureza mas no entanto o material final é inorgânico. Esta é
constituída por um composto metálico ou semi-metálico e por um ou mais material
não-metálico. A cerâmica pode ser classificada em três tipos: a tradicional, com base
em silicato como o barro; as novas cerâmicas que não têm base de silicato como a
Alumina (Al2 O3) e o vidro, que tem base sílica (Si O2) e contêm uma estrutura amorfa.
Os polímeros são constituídos por uma estrutura molecular múltipla e repetitiva. O
nome polímero vem de duas palavras gregas, poly e meres, que significam
respectivamente, “muitas partes”. Os polímeros têm uma estrutura amorfa ou semi-
cristalina, são dotados de baixa densidade, força e dureza, e ao contrário dos metais são
maus condutores eléctricos, sendo por consequência usados como isolantes. Estão
divididos em três grupos: os termoplásticos, que são termicamente moldáveis; os
termoendureciveis, utilizando o calor para formar ligações moleculares tornando-os
após a cura imutáveis; e por último os elastómeros, ou borrachas, que possuem um
comportamento elástico semelhante ao material natural.
Finalmente, os materiais compósitos que são os mais utilizados pela FA. São
constituídos por uma matriz e um material que a reforça conferindo-lhe novas
características. Os compósitos podem estar estruturados na forma de fibras contínuas
ou descontínuas, ou então de partículas ou flocos. No caso de compósitos reforçados
por fibras, a dimensão e a disposição destas fibras têm grande relevância no
desempenho do material. Como por exemplo: a fibra de carbono, o Kevlar 49 ou o
tijolo de adobe (Kamrani & Nasr, 2006; Hague, Mansour, & Saleh, 2004).
39
3.4.2 Fases
A FA traz novos desafios e também vantagens para a Indústria e para o Design, como a
redução do ciclo de projecto, facilitando as alterações no design, sem comportar custos
significativos para o processo. Os sistemas de FA partilham de uma série de etapas
para a construção de modelos, desde a sua concepção num software CAD até à
produção do protótipo: a) modelação de um ficheiro 3D; b) conversão para o formato
STL; c) transferência para um software de edição STL (ex: Magics) e verificação do
modelo; d) criação de suportes (caso seja necessário); e) orientação da fabricação; f)
construção; g) remoção de material em excesso; h) pós-processamento e i)
acabamento.
Este processo revela-se limpo e simples com um pequeno número de etapas em
contraste com os métodos tradicionais, que necessitam de um elevado número de
operações e ferramentas, como moldagem, furação, corte, desbaste, técnicas de
formação e até CNC (Gibson, Rosen, & Stocker, 2010; Chua, Leong, & Lim, 2003).
3.5 Métodos de Fabrico Automático
Os processos de Fabricação Aditiva têm uma plataforma comum de funcionamento
com outros métodos. Podendo identificar três métodos principais no fabrico
automático: o aditivo, que se prende com a formação de camadas muito finas de
material para construção de um objecto (ex: SLS, SLA, FDM, etc); o formativo, que
através do uso de forças molda o material (ex: dobragem, deformação
electromagnética, injecção de plástico, etc); e o subtractivo, onde é retirado o excesso
de um bloco de material até se obter a forma desejada (ex: CNC, EDM, corte por laser,
corte por jacto de água, etc) (Chua, Leong, & Lim, 2003).
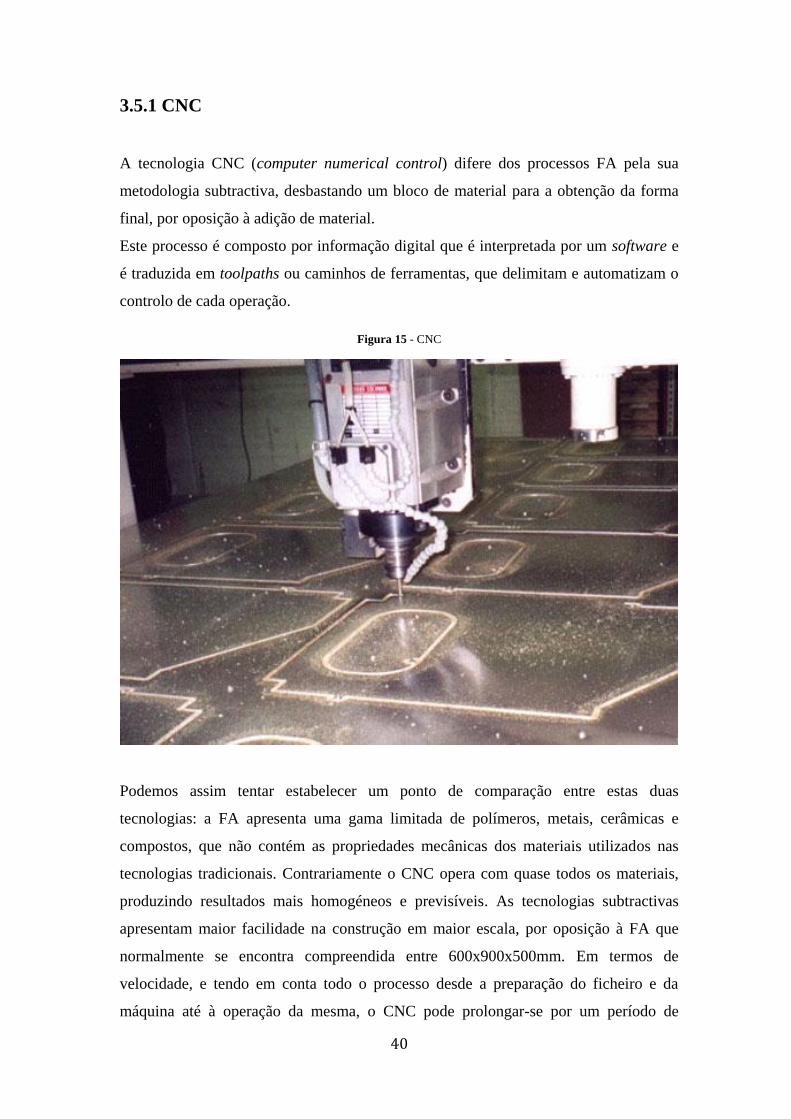
40
3.5.1 CNC
A tecnologia CNC (computer numerical control) difere dos processos FA pela sua
metodologia subtractiva, desbastando um bloco de material para a obtenção da forma
final, por oposição à adição de material.
Este processo é composto por informação digital que é interpretada por um software e
é traduzida em toolpaths ou caminhos de ferramentas, que delimitam e automatizam o
controlo de cada operação.
Figura 15 - CNC
Podemos assim tentar estabelecer um ponto de comparação entre estas duas
tecnologias: a FA apresenta uma gama limitada de polímeros, metais, cerâmicas e
compostos, que não contém as propriedades mecânicas dos materiais utilizados nas
tecnologias tradicionais. Contrariamente o CNC opera com quase todos os materiais,
produzindo resultados mais homogéneos e previsíveis. As tecnologias subtractivas
apresentam maior facilidade na construção em maior escala, por oposição à FA que
normalmente se encontra compreendida entre 600x900x500mm. Em termos de
velocidade, e tendo em conta todo o processo desde a preparação do ficheiro e da
máquina até à operação da mesma, o CNC pode prolongar-se por um período de
41
semanas até atingir o resultado desejado, ao passo que a FA pode reduzir este período
para dias. Em factor de complexidade de geometria, a FA apresenta soluções quase
ilimitadas enquanto o CNC tem dificuldade com certas formas, sendo mesmo incapaz
de fabricar muitas delas. No que diz respeito ao detalhe, ambos os sistemas conseguem
atingir bons resultados, dependendo também do material de construção. Por último, no
manuseamento da máquina, a FA limita-se ao software, o resto é automatizado; o CNC
necessita de um técnico especializado, pois o sistema é menos automatizado e
anomalias e erros podem danificar o equipamento ou representar perigo para o
operador.
Não existe um método melhor, a selecção da tecnologia deve estar relacionada com o
tipo de protótipo que é pretendido; os materiais, custos e tempo disponível para a sua
construção. Dependendo da situação, é preciso reconhecer o sistema que melhores
condições apresenta para o objectivo pretendido (Wohlers & Grimm, 2003).
3.6 Engenharia Inversa
A Engenharia Inversa apresenta-se hoje como uma tecnologia importante para o design
e para a FA. Esta é utilizada para proceder à recolha de informação de um objecto, sob
a forma de point clouds (nuvens de pontos) que representam a sua superfície. Após a
tradução desta nuvem de pontos por um software como o Geomagic é possível
reproduzi-lo num modelo CAD (Gibson, Rosen, & Stocker, 2010).
Existem diversas razões para usar a Engenharia Inversa: para o redesign de um modelo
que se tornou obsoleto; para recriar um produto descontinuado e que não tem modelo
CAD; para o design a partir de um modelo humano ou na situação de perda do ficheiro
ou corrupção do original, entre outros (Kamrani & Nasr, 2006).
Podemos encontrar nos sistemas de Engenharia Inversa quatro etapas para o processo:
a avaliação da informação, onde há a inspecção visual, dimensional e de qualidade; a
geração de informação, ou seja a criação do modelo 3D; a verificação do projecto, com
a prototipagem, o teste de modelos, análise de desempenho; e por fim a implementação
do design, com a avaliação financeira e a entrega do protótipo.
Para o redesign de um produto é necessário transportar esse produto para um programa
CAD, recreando as suas dimensões e geometria digitalmente. Este processo é feito
42
através das coordenadas dos pontos que constituem a superfície do modelo, que
posteriormente é importado para um software que tratará esta informação. Este
programa pode não ser de modelação mas permite o manuseamento do ficheiro e a
realização de operações simples como duplicar, dimensionar e reproduzir uma metade
de um objecto simétrico (Kamrani & Nasr, 2006).
3.6.1 Método por contacto
“The first (and still the most popular) method of reverse engineering, to be
introduced was the coordinate measuring machine (CMM) [...] measure the
surface of the object using a contact probe [...] the linear distances from three
axis to the position of the probe are ascertained, thus giving the x, y and z
coordinates of the surface”32
(Kamrani & Nasr, 2006, p. 110).
Existem dois métodos de captar a geometria: por contacto e não-contacto. O primeiro é
geralmente o mais eficaz, mas consome mais tempo. Este procedimento é o mais
antigo, consiste na recolha de informação de forma física, ou seja, através de uma
sonda ou „stylus‟ que percorre a superfície do modelo. A informação é adquirida por
meio de sensores de contacto e pressão integrados na sonda, que enviam estes dados
em forma de pontos com coordenadas x, y e z.
As vantagens deste sistema em comparação com os não-contacto prendem-se com: não
necessitam de tratamento de superfície no objecto; não necessita de „limpeza‟ de
pontos mal calculados; apresentam a capacidade de recolher detalhes muito pequenos,
assim como faces verticais correctamente processadas.
32 O primeiro (e ainda mais popular) método de engenharia inversa a ser introduzido [no mercado] foi a máquina de
medição por coordenadas [...] medindo a superfície de um objecto através da utilização de uma sonda por contacto
[...] as distâncias lineares dos três eixos até à posição da sonda são apurados, fornecendo as coordenadas X, Y e Z da
superfície (tradução livre).

43
3.6.2 Métodos de não-contacto
Os métodos não-contacto, como o nome indica, têm como base processo de recolha de
dados por meio de projecção de um laser, ou luz na superfície do objecto. Este
processo está dividido em duas categorias: técnicas activas e passivas. Um exemplo de
técnica activa é o laser scanning. Este consiste na utilização de um laser que projecta
pontos no objecto, através dos quais são identificadas as coordenadas x e y por um
sensor na fonte luminosa. A última posição é calculada através de um simples cálculo
de triangulação. O Three-dimensional photogrammetry é um processo passivo, é
composto por uma recolha de imagens à volta do objecto. As linhas de diferentes
perspectivas intersectam-se, confluindo em pontos que são traduzidos em coordenadas.
“The fundamental principle used by photogrammetry is triangulation”33
(Kamrani &
Nasr, 2006, p. 94).
As vantagens dos métodos de não-contacto relacionam-se com: alta velocidade para
adquirir grandes quantidades de informação; facilidade de uso com peças que não
podem ser movidas devidos às suas grandes dimensões, entre outras.
Figura 16 - Scanner por contacto Figura 17 - Scanner laser
33 O princípio fundamental usado pela photogrametry é a triangulação (tradução livre).
44
3.6.3 Aplicações no Design
“The practical integration of non-contact reverse engineering and rapid
prototyping technologies is becoming more prevalent each year”34
(Kamrani &
Nasr, 2006, p. 104).
As aplicações da Engenharia Inversa no design são muitas e diversificadas,
encontrando-se cada vez em maior destaque. Na indústria médica é patente a
importância destas tecnologias tendo sido especialmente desenvolvidos processos
como a Magnetic Resonance Imaging (MRI), Computed Tomography Scanning (CT)
ou o Ultrasound Scanning (US) (Kamrani & Nasr, 2006).
Para além das aplicações médicas, este processo tem sido relevante para a Fabricação
Rápida, desempenhado sobretudo um papel de facilitador de comunicação entre o
utilizador e o designer. Devido à recolecção de dados ergonómicos do utilizador é
possível produzir peças personalizadas; a indústria automóvel é um exemplo. A
aplicação deste processo pode ser utilizada para a criação de assentos ou volantes
individualizados de forma a proporcionar um maior conforto e segurança ao condutor
(Wohlers, 2006).
“There is a perception that 3D scanning systems and processing software can
fully automate manual tasks. This is a misconception. [...] each project requires
special knowledge, skills, patient, and some trial and error”35
(Wohlers, 2006, p.
215).
34 A integração prática da engenharia por não-contacto e das tecnologias de prototipagem rápida está a ficar mais
predominante a cada ano (tradução livre).
35 Existe a percepção que os sistemas de digitalização 3D e o software de processamento podem automatizar na
totalidade tarefas manuais. Isto é uma ideia errada [...] cada projecto necessita de conhecimento especial, perícia,
paciência e alguma tentativa e erro (tradução livre).

45
3.7 O próximo passo
“Additive fabrication has progressed far beyond the brittle models produced in
early years. Advances in system technology and materials have opened the door
to fit and functional testing of sophisticated designs”36
(Wohlers, 2006, p. 33).
Os resultados obtidos pela FA têm sido positivos e, como tal, tem-se verificado um
crescimento da indústria: em 2006, como Wohlers afirma, estavam lançadas as
sementes do que em 2011 já é considerada uma metodologia de produção. Até agora
tem sido utilizada em componentes dentro de uma vasta gama de sistemas ou como
produtos finais de pequena série (Wohlers, 2006).
A FA deixou de ser apenas para a construção de protótipos e a sua utilização
ultrapassou a de modelo experimental para se converter em produto final. A aplicação
desta tecnologia para a produção tem o nome de Fabricação Rápida. A indústria tem
demonstrado grande interesse nas capacidades de fabrico, viáveis e rápidas, e nos
modelos personalizados e únicos, marcando o início de uma nova abordagem nas
tecnologias de Fabricação Aditiva (Kamrani & Nasr, 2006).
36 Fabricação Aditiva progrediu muito para além dos modelos quebradiços produzidos inicialmente.
Desenvolvimentos na tecnologia dos sistemas e nos materiais abriram a porta ao teste de forma e função de designs
sofisticados (tradução livre).

46
[Esta página foi deixada intencionalmente em branco]

47
4. FABRICAÇÃO RÁPIDA
“Rapid Manufacturing is defined as the use of a computer aided design (CAD) -
based automated additive manufacturing process to construct parts that are
used directly as finished products or components”37
(Hopkinson, Hague, &
Dickens, 2006, p. 1).
O termo Fabricação Rápida, como abordado anteriormente, contém em si uma
importante ligação com o ramo mais conhecido da FA (Fabricação Aditiva), a
Prototipagem Rápida.
Com a necessidade de reproduzir modelos mais próximos do produto final e com a
crescente complexidade das peças para a Engenharia e Design, a tecnologia foi
evoluindo no sentido de aumentar as capacidades dos sistemas. Uma maior resolução,
dimensão, velocidade e melhoria das propriedades físicas da peça foram
implementadas. Camadas mais finas, resultando em mais definição em zonas
curvilíneas nos novos protótipos, foram melhoramentos cruciais nesta etapa,
permitindo uma montagem de elementos mais eficaz (Gibson, Rosen, & Stocker,
2010).
Os materiais foram um dos factores que tem sido mais explorado, os departamentos de
investigação e desenvolvimento das maiores empresas do ramo têm dirigido os seus
esforços para a incorporação de novos compostos que permitem propriedades
mecânicas superiores nas peças produzidas. Este melhoramento conduziu à evolução
do até então protótipo na concepção de produto, para produto final em si mesmo. Esta
evolução processou-se rapidamente devido a empresas e designers que apostaram na
venda e comercialização de produtos conceptuais que contam com o factor de inovação
e diferença junto dos competidores (estado de novidade). As vantagens da utilização
para o Design são muitas e excitantes, desde independência dos moldes, redução
substancial de custos e viabilidade das pequenas séries. Esta última foi uma das
grandes impulsionadoras da ideia da personalização de produtos, não da sua
37 Fabricação Rápida é definida como o uso de um processo, com base num programa CAD, automático de fabrico
aditivo para a construção de peças que são usadas directamente como produtos ou componentes finais (tradução
livre).
48
possibilidade mas da sua exequibilidade financeira, livre dos constrangimentos das
ferramentas tradicionais e dos investimentos e riscos inerentes às peças únicas.
Diversas áreas como o Design, a Engenharia, a Arquitectura, as Artes, a Medicina,
entre outras, encontram-se numa fase de descoberta e experimentação desta tecnologia,
desenvolvendo novas aplicações que até agora não eram possíveis (Wohlers, 2006).
“Rapid Manufacturing will impact many industries, including aerospace,
military, motor sports, automotive, industrial machinery, medicine, dentistry,
consumer products, art, and jewelry. It will also affect games and entertainment,
marine products, Sporting goods, electronics, forensics, archaeology,
construction and even clothing”38
(Wohlers, 2006, p. 158).
4.1 Aplicações da FR
Inicialmente utilizado apenas na indústria de tooling como molde-mestre para os
moldes de peças, a PR depressa começou a ser encarada como um possível meio de
inovação para o Design, um meio de produção revolucionário, que permitiria formas
complexas e inovadoras para o mercado. Também novos métodos têm vindo a ser
implementados, uns com mais sucesso que outros, e têm contribuído para uma
diferenciação cada vez mais acentuada entre a PR e a FR. Actualmente a FR
(Fabricação Rápida) representa um ramo da FA e é um sector de mercado em grande
expansão. Na utilização destas tecnologias e de acordo com dados de 2010, 18.9% das
peças fabricadas a partir de sistemas FA incorpora os modelos funcionais, 15.2% os
protótipos para visualização e comunicação, 15% a produção directa e 13.2%
protótipos para tooling. Neste quadro, a produção directa aparece em 3º lugar como a
utilização mais popular da FA, consolidando a sua posição ano após ano com um
crescimento constante e sendo agora apontada como uma tecnologia disruptiva para a
Indústria e para a economia (Wohlers, 2010).
38 A Fabricação Rápida vai ter um impacto em muitas indústrias, inclusive a aeroespacial, militar, automobilística,
de maquinaria industrial, médica, dentária, de produtos de consumo, artística, e joalheira. Irá afectar também os
jogos e entretenimento, produtos marinhos, equipamento desportivo, produtos electrónicos, forenses, arqueológicos,
de construção e até vestuário (tradução livre).
49
A Indústria tem vindo a aperceber-se das vantagens da PR para o desenvolvimento de
produto, aceitando e utilizando cada vez mais abertamente todos os recursos que
proporcionem uma vantagem competitiva no mercado, nomeadamente no
desenvolvimento de produto e time-to-market.
Nestes últimos anos temos assistido a uma grande evolução da PR, tanto a nível de
inovação construtiva como utilização de materiais. “Given RM‟s relatively recent
introduction, there is still a lot of scepticism surrounding these technologies”39
(Kamrani & Nasr, 2006, p. 272). A resposta dos mercados tem sido positiva,
incentivando à contínua investigação neste campo. Começam a erguer-se novas
empresas com soluções alternativas e os preços da indústria da PR começam a descer,
fruto desta concorrência (Hopkinson, Hague, & Dickens, 2006).
4.2 Sistemas PR e FR
“AM is not viewed by most industries as a viable method of manufacturing”40
(Bourell, Leu, & Rosen, 2009, p. 4).
A FR não tem sido alvo da mesma abertura que a PR, em parte devido às suas
limitações ao nível dos materiais. Na realidade, a FR ainda não teve oportunidade de se
tornar independente devido às empresas que comercializam os sistemas PR. Apesar de
existirem avanços significativos neste campo e da FR estar cada vez mais consolidada
como um ramo separado da PR, os sistemas actuais de FA ainda não se encontram
optimizadas para a construção de modelos finais, apresentando muitos problemas por
resolver. Apenas depois de ultrapassados poderemos falar verdadeiramente de
fabricação rápida de produtos. As maiores empresas do ramo, como a 3D Systems e
Stratasys começam a apostar num segmento de máquinas profissionais para “produção
industrial” optimizadas para um futuro que passa pela fabricação rápida de
componentes ou produtos finais, nomeadamente com os modelos Sinterstation HiQ,
Viper SLA System e a FORTUS. Trata-se de um passo pequeno mas necessário para a
39 Dada a introdução relativamente recente da Fabricação Rápida, existe ainda muito cepticismo em volta destas
tecnologias (tradução livre).
40 Fabricação Aditiva não é entendida pela maior parte das indústrias como um método viável de fabrico (tradução
livre).

50
incorporação da FR no mercado. Estas máquinas dispõem de uma maior área de
construção, assim como de uma gama de materiais disponíveis mais extensa e uma
qualidade de impressão superior à média (Wohlers, Wohlers Report, 2006; Hopkinson,
Hague, & Dickens, 2006).
4.3 Processos construtivos
Ao longo dos anos, muitos métodos têm sido apresentados e desenvolvidos, tanto pelas
empresas líderes como por pequenas empresas que, com soluções alternativas, têm
marcado a diferença, influenciando o rumo dos acontecimentos. Actualmente os centros
de investigação universitários, como é o caso de Austin, no Texas, EUA e da
Loughborough University, no Reino Unido, têm apresentado os seus próprios
resultados do state-of-art da Fabricação Rápida. Através da publicação de artigos e da
divulgação de resultados, têm sido apresentados à Indústria conhecimentos para uma
melhor compreensão das capacidades e oportunidades que esta tecnologia proporciona.
Novos métodos, cada vez mais direccionados para a FR, têm vindo a figurar no
mercado como ideias inovadoras que proporcionam soluções construtivas melhores e
mais baratas. Vamos aqui abordar vários métodos utilizados actualmente na PR mas
que mostram um grande potencial para a utilização na FR (Wohlers, 2006). “At present
there are over 20 different recognized Rapid Prototyping (RP) technologies, but not all
of these can be considered suitable for Rapid Manufacture as some have material
properties that render them useless for anything beyond visualization”41
(Hopkinson,
Hague, & Dickens, 2006, p. 56).
Estes processos podem ser divididos em três categorias, de acordo com os seus
métodos de alimentação: sistemas de base líquida, de base sólida e por último de base
em pó (Volpato, 2007).
41 Actualmente existem mais de vinte tecnologias reconhecidas de Prototipagem Rápida, mas nem todas podem ser
consideradas apropriadas para a Fabricação Rápida, pois algumas utilizam materiais com propriedades que as
tornam inúteis para qualquer coisa além da visualização (tradução livre).

51
4.3.1 Processos de Base Líquida
Nesta categoria o método construtivo é baseado num contentor com uma base
elevatória que vai sendo sucessivamente submergido numa resina fotossensível e esta
vai sendo endurecida por meio de um laser. “One exception to this is Rapid Freeze
Prototyping, which creates ice parts from water, but the likely RM applications for ice
parts beyond visualization [...] are hard to imagine”42
(Hopkinson, Hague, & Dickens,
2006).
A vantagem deste tipo de processos prende-se com a boa resolução e definição do
produto devido à fluidez da matéria-prima e tem como resultado produtos mais fiéis ao
modelo 3D. A sua evolução tem vindo a progredir no sentido de igualar as peças
plásticas feitas por injecção, existindo ainda uma diferença notória nas propriedades
físicas que uma e outra tecnologia apresentam. No caso da FR, a degradação do
material é muito mais acelerada, efeito que piora ainda mais quando exposto a
condições adversas devido à sensibilidade à humidade. O factor estético e visual é
praticamente equivalente, mas mais uma vez, o envelhecimento do material é
significativamente mais rápido, agravando-se quando se encontra exposto á luz solar.
Sendo o plástico um dos materiais mais utilizados na conjuntura actual da indústria e
ao mesmo tempo, um dos principais elementos dos compósitos da FR, é compreensível
que seja o primeiro a ser afectado e o mais rapidamente assimilado por esta nova
tecnologia (Hopkinson, Hague, & Dickens, 2006).
4.3.1.1 Estereolitografia (Stereolithography)
Este é um dos principais processos de Prototipagem Rápida, e um dos mais antigos
desta tecnologia. Patenteado por Chuck Hull em 1986, levou à fundação da empresa
3D Systems e à sua primeira máquina em 1987.
42 Uma excepção a isto é a Prototipagem Rápida de Gelo, a qual cria peças de gelo através de água, mas a utilidade
destas para a Fabricação Rápida para além da visualização são difíceis de imaginar (tradução livre).
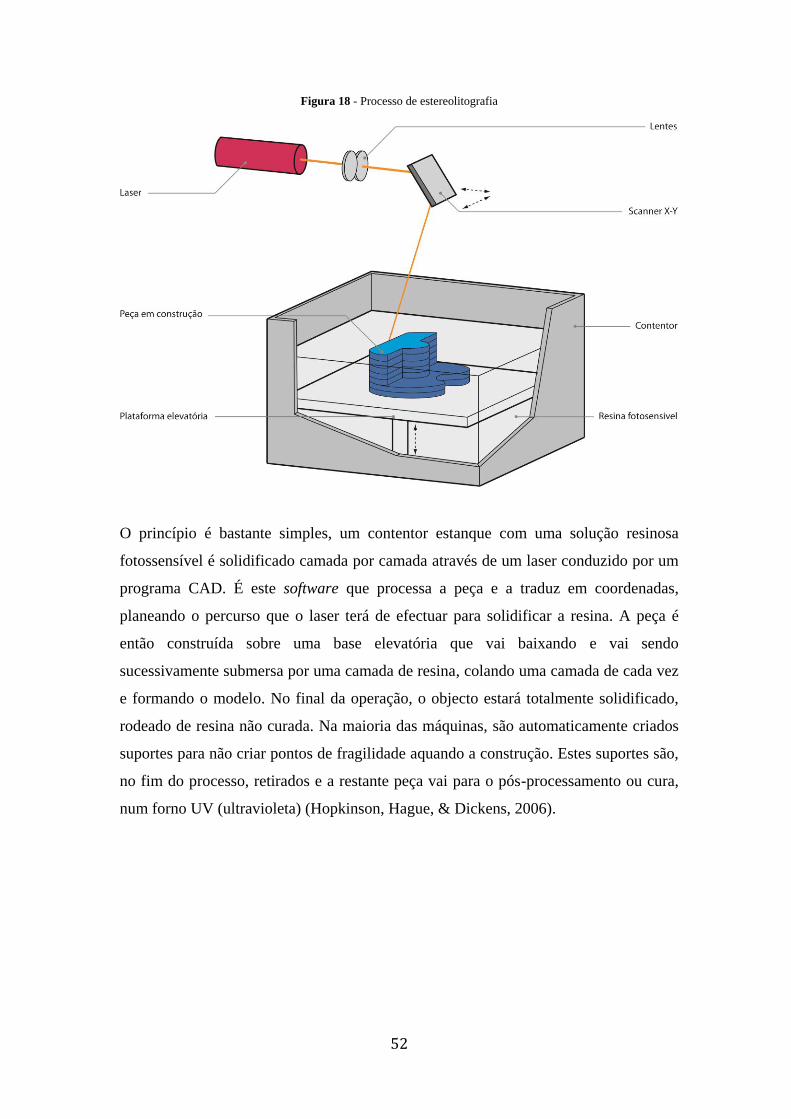
52
Figura 18 - Processo de estereolitografia
O princípio é bastante simples, um contentor estanque com uma solução resinosa
fotossensível é solidificado camada por camada através de um laser conduzido por um
programa CAD. É este software que processa a peça e a traduz em coordenadas,
planeando o percurso que o laser terá de efectuar para solidificar a resina. A peça é
então construída sobre uma base elevatória que vai baixando e vai sendo
sucessivamente submersa por uma camada de resina, colando uma camada de cada vez
e formando o modelo. No final da operação, o objecto estará totalmente solidificado,
rodeado de resina não curada. Na maioria das máquinas, são automaticamente criados
suportes para não criar pontos de fragilidade aquando a construção. Estes suportes são,
no fim do processo, retirados e a restante peça vai para o pós-processamento ou cura,
num forno UV (ultravioleta) (Hopkinson, Hague, & Dickens, 2006).

53
4.3.1.2 Sistemas de jacto (Jetting Systems)
Existem apenas duas empresas que trabalham com este processo: a Objet (PolyJet) e a
3D Systems (InVision). Os primeiros desenvolvimentos do sistema a jacto (PolyJet)
tiveram lugar em 1990 e a sua comercialização iniciou-se dez anos depois.
Figura 19 - Processo de sistema a jacto
O processo consiste num conjunto de cabeças que em simultâneo depositam uma
resina fotossensível numa base elevatória. Este material depositado é de imediato
curado por uma luz UV. Devido à ausência de material ao redor do modelo, este
encontra-se sem apoio; assim, as estruturas de suporte são criadas pela máquina e
curadas pela luz UV a um ponto inacabado, tipo gel, que será posteriormente removido
a jacto de água. Como a grande maioria dos processos aqui apresentados, teve como
principal alvo a prototipagem, mas actualmente é encarado como uma das soluções
mais promissoras para a FR. “...the emergence of RM applications has resulted in an
interest in using the technology for end-use products”43
(Hopkinson, Hague, &
Dickens, 2006, p. 60).
Este sistema comporta em si múltiplas vantagens para a FR; velocidade, resolução e
consegue manter um estrito rigor dimensional, tornando-o muito aproximado ao
43 A aparição de aplicações para Fabricação Rápida resultou no interesse nesta tecnologia para produtos finais
(tradução livre).
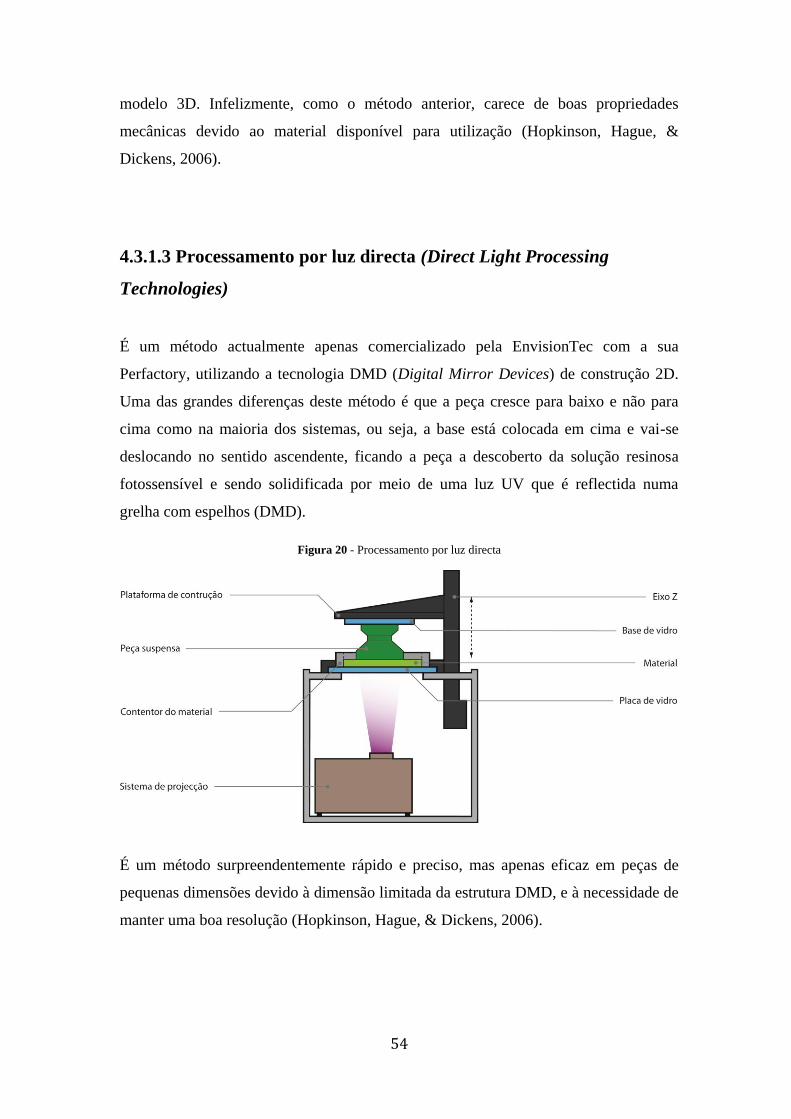
54
modelo 3D. Infelizmente, como o método anterior, carece de boas propriedades
mecânicas devido ao material disponível para utilização (Hopkinson, Hague, &
Dickens, 2006).
4.3.1.3 Processamento por luz directa (Direct Light Processing
Technologies)
É um método actualmente apenas comercializado pela EnvisionTec com a sua
Perfactory, utilizando a tecnologia DMD (Digital Mirror Devices) de construção 2D.
Uma das grandes diferenças deste método é que a peça cresce para baixo e não para
cima como na maioria dos sistemas, ou seja, a base está colocada em cima e vai-se
deslocando no sentido ascendente, ficando a peça a descoberto da solução resinosa
fotossensível e sendo solidificada por meio de uma luz UV que é reflectida numa
grelha com espelhos (DMD).
Figura 20 - Processamento por luz directa
É um método surpreendentemente rápido e preciso, mas apenas eficaz em peças de
pequenas dimensões devido à dimensão limitada da estrutura DMD, e à necessidade de
manter uma boa resolução (Hopkinson, Hague, & Dickens, 2006).

55
4.3.2 Processos com Base em Pó
Devido às características dos seus materiais, os processos com base em pó são
considerados os mais promissores para o ramo da Fabricação Rápida (Hopkinson,
Hague, & Dickens, 2006). A variedade de materiais é uma das vantagens desta
tipologia de sistemas, permitindo a produção de peças metálicas, poliméricas e
cerâmicas, possibilitando uma maior abrangência nas aplicações que poderá
desenvolver. Devido ao método de reposição de camadas de pó, uma nova aplicação
tem vindo a ganhar importância, a multi-materialidade das peças, ou seja, a capacidade
de fabricar peças que são compostas por vários materiais ligados entre si (Wohlers,
2006).
4.3.2.1 Sinterização Selectiva a Laser (Selective Laser Sintering)
Este processo, mais conhecido por SLS, pertence aos processos clássicos de PR,
juntamente com a Estereolitografia. Patenteado em 1979 por Ross Householder, levou
à fundação da DTM Corporation e à sua primeira máquina comercial em 1992,
desenvolvendo pelo caminho a tecnologia para outros tantos materiais como o metal e
a cerâmica, em conjunto com outros polímeros. Com muitas semelhanças com a
estereolitografia (referida anteriormente nos sistemas com base líquida), utiliza um
laser para fundir o pó que se encontra numa “cama”. À medida que o pó é fundido, um
rolo passa e espalha uniformemente uma nova camada de material, normalmente de
uma espessura de 100 μm, para ser sinterizada. É um método que não necessita de
suportes dado que toda a peça se encontra “enterrada” em pó e este cumpre essa
função. Durante todo o processo o pó é aquecido, através de infravermelhos, a uma
temperatura ligeiramente abaixo do seu ponto de fusão. Este aquecimento mantém uma
homogeneidade no material não utilizado e resultada numa economia de tempo de
construção acelerando o processo de fusão, necessitando o laser de menos potência
para sinterizar a peça.
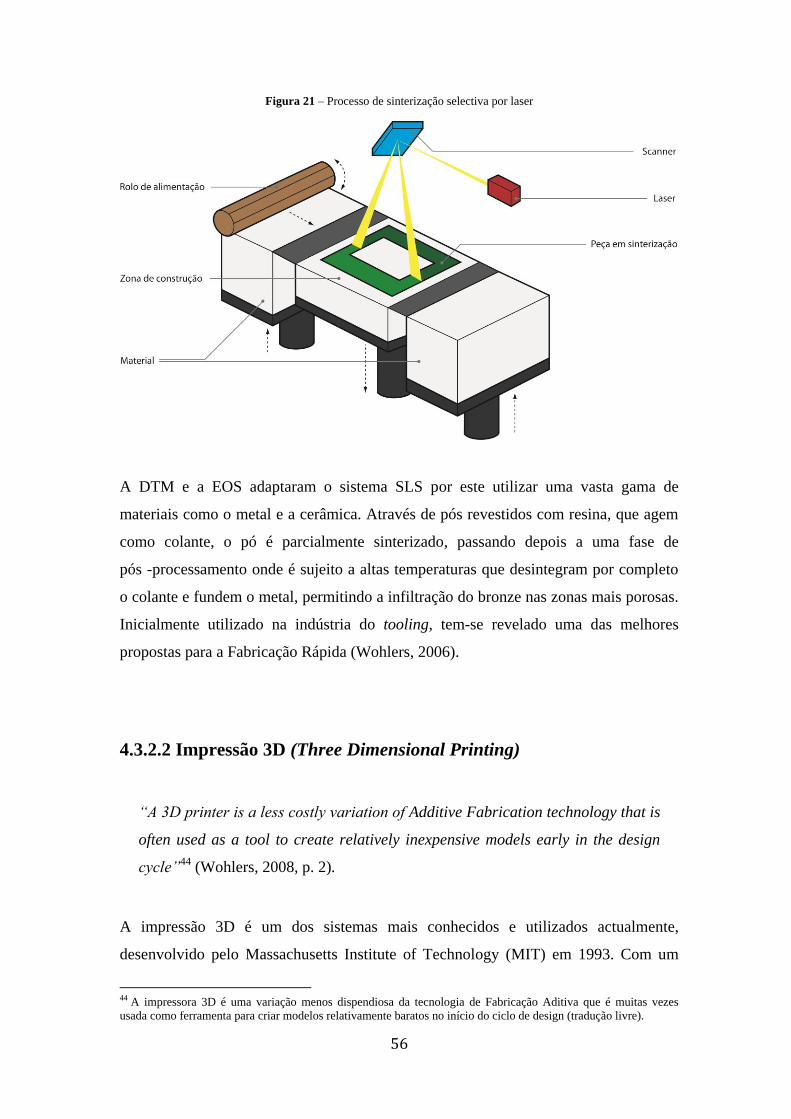
56
Figura 21 – Processo de sinterização selectiva por laser
A DTM e a EOS adaptaram o sistema SLS por este utilizar uma vasta gama de
materiais como o metal e a cerâmica. Através de pós revestidos com resina, que agem
como colante, o pó é parcialmente sinterizado, passando depois a uma fase de
pós -processamento onde é sujeito a altas temperaturas que desintegram por completo
o colante e fundem o metal, permitindo a infiltração do bronze nas zonas mais porosas.
Inicialmente utilizado na indústria do tooling, tem-se revelado uma das melhores
propostas para a Fabricação Rápida (Wohlers, 2006).
4.3.2.2 Impressão 3D (Three Dimensional Printing)
“A 3D printer is a less costly variation of Additive Fabrication technology that is
often used as a tool to create relatively inexpensive models early in the design
cycle”44
(Wohlers, 2008, p. 2).
A impressão 3D é um dos sistemas mais conhecidos e utilizados actualmente,
desenvolvido pelo Massachusetts Institute of Technology (MIT) em 1993. Com um
44 A impressora 3D é uma variação menos dispendiosa da tecnologia de Fabricação Aditiva que é muitas vezes
usada como ferramenta para criar modelos relativamente baratos no início do ciclo de design (tradução livre).
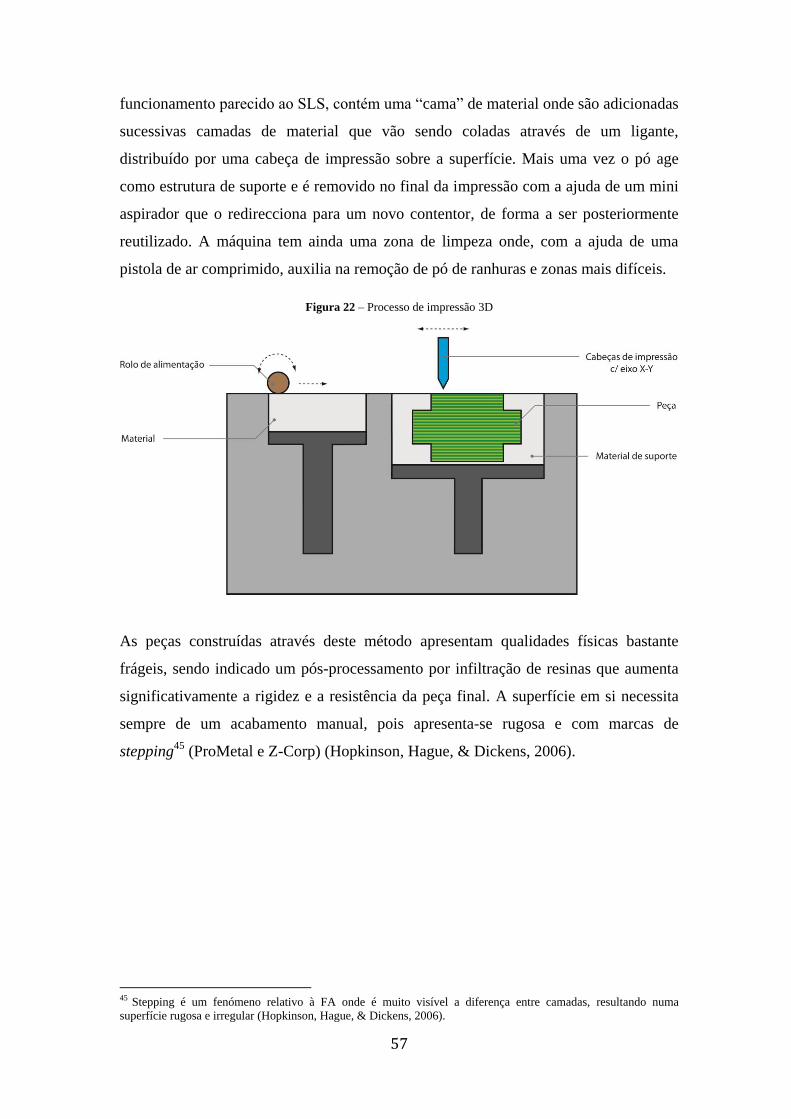
57
funcionamento parecido ao SLS, contém uma “cama” de material onde são adicionadas
sucessivas camadas de material que vão sendo coladas através de um ligante,
distribuído por uma cabeça de impressão sobre a superfície. Mais uma vez o pó age
como estrutura de suporte e é removido no final da impressão com a ajuda de um mini
aspirador que o redirecciona para um novo contentor, de forma a ser posteriormente
reutilizado. A máquina tem ainda uma zona de limpeza onde, com a ajuda de uma
pistola de ar comprimido, auxilia na remoção de pó de ranhuras e zonas mais difíceis.
Figura 22 – Processo de impressão 3D
As peças construídas através deste método apresentam qualidades físicas bastante
frágeis, sendo indicado um pós-processamento por infiltração de resinas que aumenta
significativamente a rigidez e a resistência da peça final. A superfície em si necessita
sempre de um acabamento manual, pois apresenta-se rugosa e com marcas de
stepping45
(ProMetal e Z-Corp) (Hopkinson, Hague, & Dickens, 2006).
45 Stepping é um fenómeno relativo à FA onde é muito visível a diferença entre camadas, resultando numa
superfície rugosa e irregular (Hopkinson, Hague, & Dickens, 2006).

58
4.3.2.3 Deposição de Metal Fundido (Fused Metal Deposition Systems)
Os FMD utilizam diversos métodos, com uma base comum. Através de pós metálicos
soprados para uma plataforma de suporte. Estes entram numa zona central onde se
encontram lasers que os vão derretendo, formando assim a peça.
Figura 23 – Processo de deposição de metal fundido
Desenvolvido por várias entidades em conjunto, é denominado pela Sandia National
Labs como Laser Engineered Net Shaping (LENS). Esta modelo apresenta acabamento
e velocidade abaixo da média, mas a possibilidade de utilizar múltiplos materiais a
altas temperaturas é uma vantagem que a diferencia das demais (Hopkinson, Hague, &
Dickens, 2006)
4.3.2.4 Fusão por feixe de electrões (Electron Beam Melting)
EBM foi inicialmente comercializado pela Arcam (Suécia) em 1997. É um processo
similar ao SLS mas com a particularidade de substituir o laser por um feixe
electromagnético que pode ser ajustado pelo seu campo magnético. Além de ser mais
rápido que o tradicional SLS, o seu feixe é muito mais potente, possibilitando a
utilização de metais mais complexos, como ligas de titânio. Contudo, o EBM está

59
limitado a materiais condutores e conta com a desvantagem do fraco acabamento,
exigindo normalmente um tratamento mecânico.
Figura 24 – Processo de fusão por feixe de electrões
No entanto, compensa com o facto de ter uma velocidade acima da média, a
capacidade de reproduzir peças complexas e o facto de não necessitar de pós-
processamento ou cura, eliminando uma etapa no processo de fabrico. “These
processes have also proved to be particularly adept at fixing broken parts such as
mould tools by adding material where required. This may form an RM niche for these
processes in the comparably high-added value area of product repair/maintenance”46
(Hopkinson, Hague, & Dickens, 2006, p. 68).
4.3.2.5 Sinterização Selectiva por Máscara (Selective Masking
Sintering)
O sistema SMS desenvolvido por uma empresa sueca, a Speedpart, apresenta um
modelo com base na tecnologia SLS, onde o laser é substituído por um aquecedor
infravermelho. Este imprime uma camada de um material reflectivo numa superfície de
vidro que é então posicionada para reflectir a luz UV, que irá sinterizar a cama de
material.
46 Estes processos provaram ser particularmente aptos a concertar peças danificadas, como ferramentas de moldes,
adicionando material onde é necessário. Isto pode criar um nicho para estes processos de Fabricação Rápida na área
de elevado valor da reparação e manutenção (tradução livre).
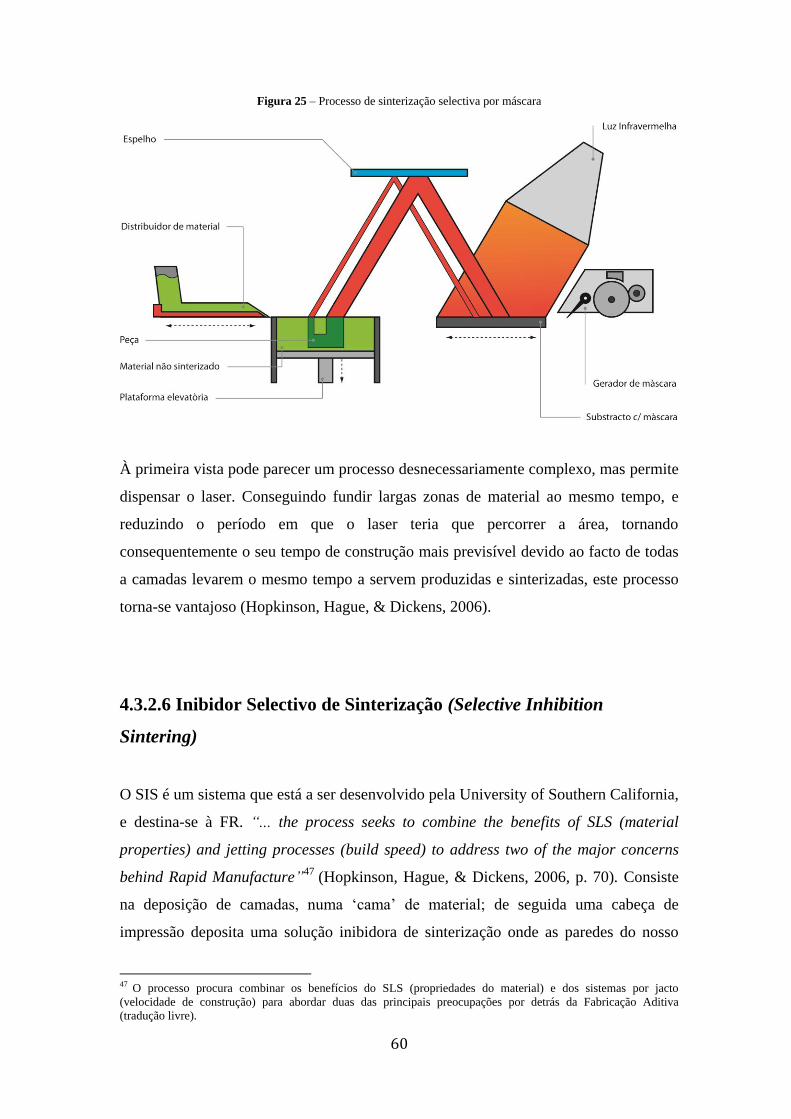
60
Figura 25 – Processo de sinterização selectiva por máscara
À primeira vista pode parecer um processo desnecessariamente complexo, mas permite
dispensar o laser. Conseguindo fundir largas zonas de material ao mesmo tempo, e
reduzindo o período em que o laser teria que percorrer a área, tornando
consequentemente o seu tempo de construção mais previsível devido ao facto de todas
a camadas levarem o mesmo tempo a servem produzidas e sinterizadas, este processo
torna-se vantajoso (Hopkinson, Hague, & Dickens, 2006).
4.3.2.6 Inibidor Selectivo de Sinterização (Selective Inhibition
Sintering)
O SIS é um sistema que está a ser desenvolvido pela University of Southern California,
e destina-se à FR. “... the process seeks to combine the benefits of SLS (material
properties) and jetting processes (build speed) to address two of the major concerns
behind Rapid Manufacture”47
(Hopkinson, Hague, & Dickens, 2006, p. 70). Consiste
na deposição de camadas, numa „cama‟ de material; de seguida uma cabeça de
impressão deposita uma solução inibidora de sinterização onde as paredes do nosso
47 O processo procura combinar os benefícios do SLS (propriedades do material) e dos sistemas por jacto
(velocidade de construção) para abordar duas das principais preocupações por detrás da Fabricação Aditiva
(tradução livre).

61
objecto acabam, de maneira criar um „fosso‟ de material não fundível entre a peça e o
restante material. De seguida, toda a camada é sinterizada, formando um bloco maciço
que, numa fase final do processo, necessita de ser quebrada para libertar a nossa peça.
Figura 26 – Processo de inibição selectiva de sinterização
Esta é uma abordagem muito semelhante a outros processos aqui descritos, mas as suas
principais vantagens prendem-se com o facto de não utilizar laser, causar pouca
instabilidade no material devido à sinterização simultânea, e por consequência, manter
um bom rigor dimensional, aumentar a velocidade do processo e possibilitar a
produção de peças em plástico e metal (Asiabapour, Khoshnevis, & Palmer, 2004). Os
inconvenientes, por seu lado, são grandes, como por exemplo o desperdício de grandes
quantidades de matéria-prima e gastos de energia elevados, uma vez que toda a área é
sinterizada mesmo que a nossa camada seja pequena. Esforços no sentido de optimizar
o processo estão já a ser investigados (Asiabapour, 2005).
4.3.2.7 Sinterização de alta velocidade (High Speed Sintering)
HSS é um processo que está a ser desenvolvido na Loughborough University e
pretende ser um dos primeiros a ser verdadeiramente dedicado à FR. Tendo como base
a metodologia SLS, contém os mesmos dispositivos: uma câmara com material, uma
câmara de construção onde se encontra a „cama‟, que é alimentada camada por camada
por um rolo que transporta e simultaneamente espalha a matéria-prima na sua
superfície, e um elemento calorífico, que não é, ao contrário do SLS, um laser mas um
foco. Como o nome do método indica, pretende optimizar a velocidade no processo de
sinterização adicionando uma solução com carbono com a qual define a geometria da

62
peça na camada de pó. Desta maneira, promove a sinterização através da absorção da
radiação, tornando o processo mais célere e deixando o resto do pó intacto, servindo
este como estrutura de suporte. A „cama‟ é então sujeita a radiação que sinteriza apenas
o material com a solução, funcionando de forma contrária ao SIS. Como o tempo de
sinterização não é dependente da complexidade da camada, torna-se possível e seguro
fazer uma projecção do tempo que cada peça demorará, dispondo o utilizador de um
controlo mais rigoroso da duração do processo.
Também permite uma adaptação do método construtivo através de combinação: mais
carbono menos radiação, ou vice-versa. Isto tem efeitos como mais definição da peça e
controlo dimensional e, no caso da sinterização, mais rápida, mas traz problemas
mecânicos a nível do material. Velocidades mais reduzidas produzem o efeito inverso,
com a desvantagem do tempo.
Figura 27 – Processo de sinterização de alta velocidade
O processo HSS apresenta, no entanto, resultados superiores em relação ao SLS tanto a
nível de tempo como de propriedades do material após sinterização (Wohlers, 2006;
Hopkinson, Hague, & Dickens, 2006).
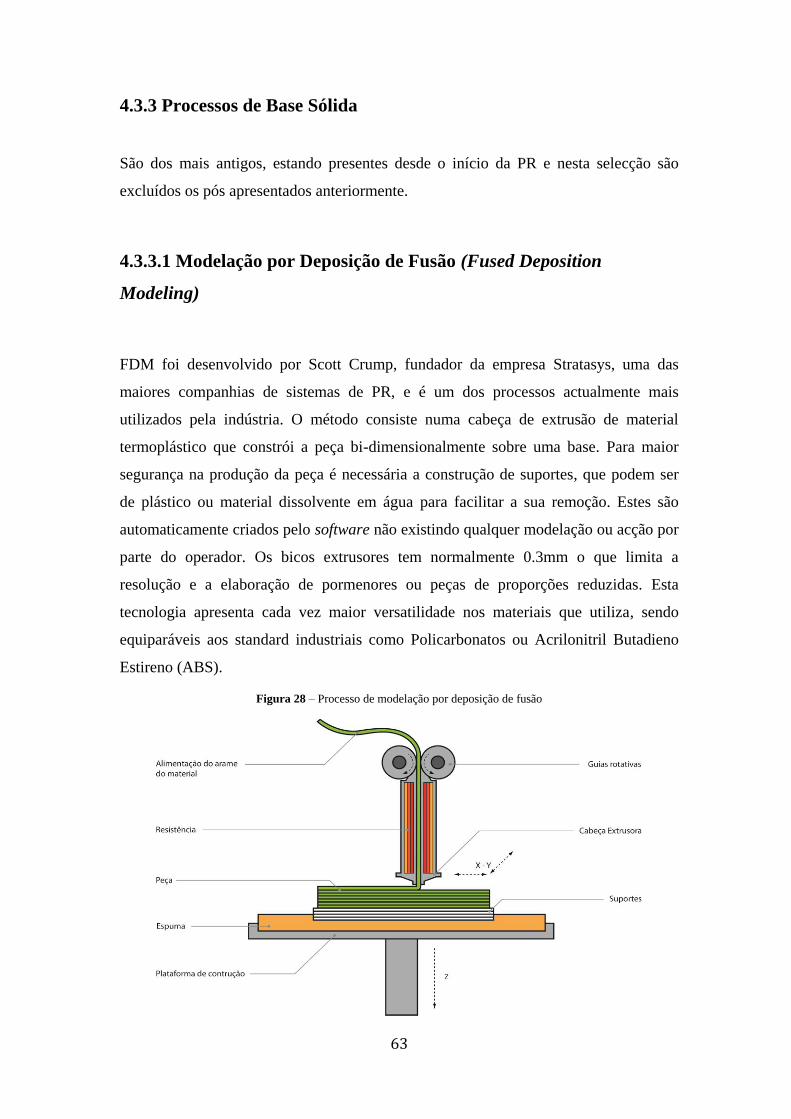
63
4.3.3 Processos de Base Sólida
São dos mais antigos, estando presentes desde o início da PR e nesta selecção são
excluídos os pós apresentados anteriormente.
4.3.3.1 Modelação por Deposição de Fusão (Fused Deposition
Modeling)
FDM foi desenvolvido por Scott Crump, fundador da empresa Stratasys, uma das
maiores companhias de sistemas de PR, e é um dos processos actualmente mais
utilizados pela indústria. O método consiste numa cabeça de extrusão de material
termoplástico que constrói a peça bi-dimensionalmente sobre uma base. Para maior
segurança na produção da peça é necessária a construção de suportes, que podem ser
de plástico ou material dissolvente em água para facilitar a sua remoção. Estes são
automaticamente criados pelo software não existindo qualquer modelação ou acção por
parte do operador. Os bicos extrusores tem normalmente 0.3mm o que limita a
resolução e a elaboração de pormenores ou peças de proporções reduzidas. Esta
tecnologia apresenta cada vez maior versatilidade nos materiais que utiliza, sendo
equiparáveis aos standard industriais como Policarbonatos ou Acrilonitril Butadieno
Estireno (ABS).
Figura 28 – Processo de modelação por deposição de fusão
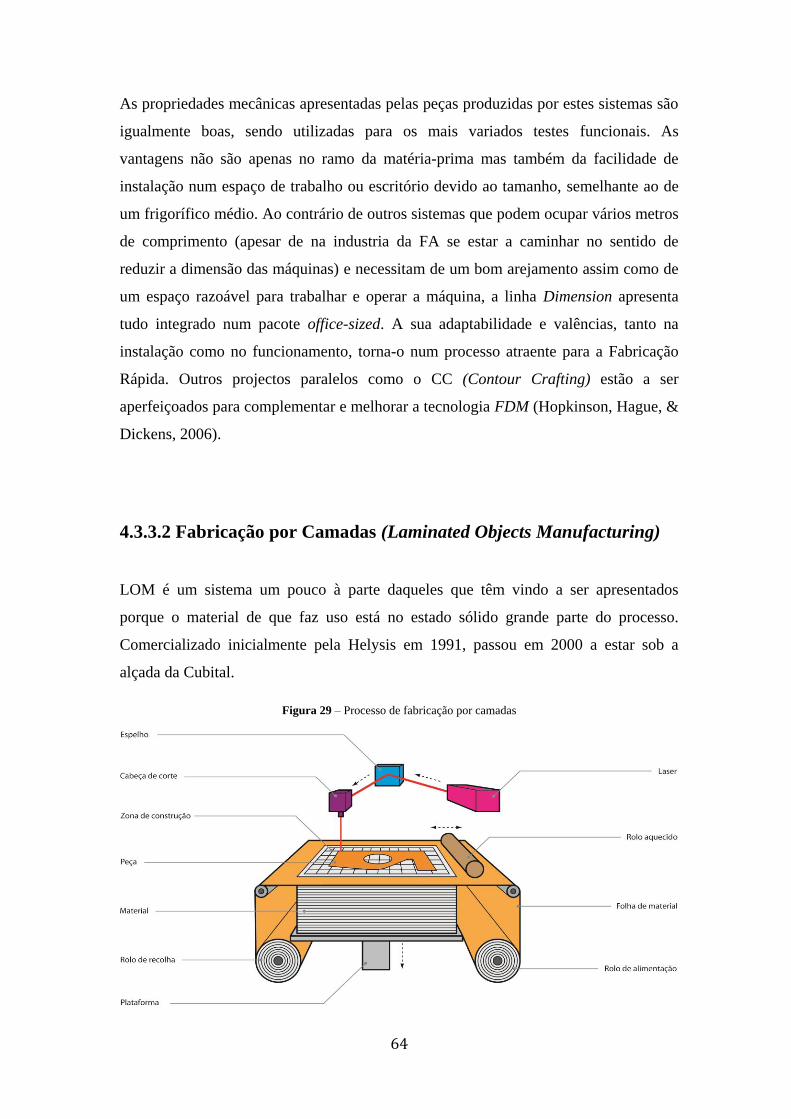
64
As propriedades mecânicas apresentadas pelas peças produzidas por estes sistemas são
igualmente boas, sendo utilizadas para os mais variados testes funcionais. As
vantagens não são apenas no ramo da matéria-prima mas também da facilidade de
instalação num espaço de trabalho ou escritório devido ao tamanho, semelhante ao de
um frigorífico médio. Ao contrário de outros sistemas que podem ocupar vários metros
de comprimento (apesar de na industria da FA se estar a caminhar no sentido de
reduzir a dimensão das máquinas) e necessitam de um bom arejamento assim como de
um espaço razoável para trabalhar e operar a máquina, a linha Dimension apresenta
tudo integrado num pacote office-sized. A sua adaptabilidade e valências, tanto na
instalação como no funcionamento, torna-o num processo atraente para a Fabricação
Rápida. Outros projectos paralelos como o CC (Contour Crafting) estão a ser
aperfeiçoados para complementar e melhorar a tecnologia FDM (Hopkinson, Hague, &
Dickens, 2006).
4.3.3.2 Fabricação por Camadas (Laminated Objects Manufacturing)
LOM é um sistema um pouco à parte daqueles que têm vindo a ser apresentados
porque o material de que faz uso está no estado sólido grande parte do processo.
Comercializado inicialmente pela Helysis em 1991, passou em 2000 a estar sob a
alçada da Cubital.
Figura 29 – Processo de fabricação por camadas

65
O processo, como pode ser observado na figura 29, é composto por uma plataforma
central onde uma contínua folha de papel (ou plástico) impregnada em cola é
ininterruptamente cortada por um laser e prensada à camada inferior, anteriormente
cortada, por meio da pressão de um cilindro que se encontra a 300ºC, para activar e
secar a liga colante. As folhas são cortadas num rectângulo de maneira a não quebrar a
continuidade do papel dado que este alimenta a plataforma a partir de um rolo que
alimenta o sistema e outro que recolhe o resto, à semelhança de uma fita de cassete. No
interior desse rectângulo é cortado o perfil da nossa peça e o espaço restante é cortado
numa malha quadrangular, de maneira a formar cubos.
Na fase final, é necessário remover o material a mais para libertar a peça que se
encontra no interior. Esta tarefa está já simplificada pela divisão anterior do resto do
material em cubos. As desvantagens deste processo prendem-se com um grande
desperdício de material, dificuldade em reproduzir geometrias complexas devido à
baixa resolução, a problemas de acabamento manual e a uma fragilidade do material
que impede a construção de paredes de espessura reduzida. As vantagens são as
grandes dimensões que este sistema possibilita, 800x500x500, a velocidade do
processo e o baixo custo material e energético.
Existem empresas que utilizam outros materiais com sucesso, como folhas de
Policloreto de Vinilo (PVC) e metais fundidos com difusão ultra-sónica de baixa
temperatura. Encontram-se ainda em desenvolvimento, apesar de estarem no mercado,
mas os custos envolvidos são ainda muito altos (Alves, 2001).
4.4 Materiais
Os materiais são a essência da Prototipagem Rápida e por consequência da Fabricação
Rápida. Muitos processos são baseados em materiais por encomenda e estes
desempenham um papel crítico no crescimento e sobrevivência de um processo. É
através das propriedades da matéria-prima que o produto fabricado por determinado
método adquire a sua força, resistência, acabamento, cor, textura e demonstra a sua
possível utilização como protótipo visual, funcional ou produto final. É importante
frisar que o preço é um dos factores que mais influencia o sucesso de um processo,
existindo por vezes uma taxa de desperdício de material muito alta que tem vindo a ser
66
combatida. Medidas como a reciclabilidade do material através da mistura de pós
antigos com uma percentagem de pós mais recentes, no caso do SLS, ou uma
utilização mais consciente e eficaz dos recursos no momento da construção do modelo,
por exemplo evitando as estruturas de suporte, ajudam a evitar desperdício de material
e a reduzir o preço das peças.
Actualmente existem vários laboratórios que desenvolvem e comercializam estes
materiais específicos para FR: resinas fotossensíveis, ligantes poliméricos, resinas para
infiltração, metais infiltrados, não-infiltrados e “Direct Metal”. Processos como a
Estereolitografia utilizam foto polímeros específicos para cada máquina, epoxies e
híbridos de epoxies e acrilato. A 3D Systems apresenta quatro tipos, que variam de cor
e transparência, definição e tamanho, com baixa viscosidade e alto rigor dimensional.
Selective Laser Sintering contém uma das mais vastas gamas de opções de materiais,
contando com polímeros, compostos cerâmicos e metais. Um dos mais utilizados é a
poliamida (nylon), recentemente utilizada com sucesso pela EOS GmbH num
compósito de poliamida e alumínio. O poliestireno e as resinas compósitas são outra
utilização frequente, assim como vários tipos de material poroso para ser infiltrado por
metal ou ceras (PMMA) após a sinterização. O FDM utiliza ABS, policarbonato e
Polyphenylsulfone (PPSU). Para processos de construção com metais, caso do FMD,
LENS, DLM, Direct SLS ou POM, existe uma grande variedade dentro dos metais em
pó como o A2, H13, H19, para ferramentas; e 304, 316, 420, 15-5PH e 17-4PH, para
aço inoxidável. Há também ligas de níquel, ligas de alumínio e ligas de cobre e titânio.
Por último, a impressão 3D da Z-Corp, apresenta compósitos plástico-cerâmicos e
gesso, assim como infiltrantes, epoxies, uretano e cera de baixo ponto de fusão
(Hopkinson, Hague, & Dickens, 2006).
No futuro, o desenvolvimento dos materiais vai continuar a um ritmo cada vez mais
acelerado. Tal como a Estereolitografia iniciou a produção com fotopolímeros básicos,
a impressão 3D com gessos e o SLS com plásticos, o nascimento de novas tecnologias
construtivas, com base numa exigência por parte do mercado, vai continuar a trazer
novos materiais, permitindo assim a concepção de novos produtos (Wohlers, 2006).
Apesar de as tecnologias serem, por vezes, tão diferentes entre elas, a partilha de
informação e resultados fomenta a discussão e criação. Quando esta troca de opiniões
se alarga aos utilizadores, podemos então contar com um enorme contributo na
disseminação e diversificação de métodos alternativos, mais baratos e eficientes, como
67
se tem vindo a constatar no ramo da informática com o sistema operativo LINUX e
outros programas freeware (Wohlers, 2006; Hopkinson, Hague, & Dickens, 2006;
Lipson & Kurman, 2010).
4.5 Multi-Materiais
“... Multiple materials are a fundamental benefit to how some AM technologies
work”48
(Gibson, Rosen, & Stocker, 2010, p. 423)
A multi-materialidade apresenta-se como uma das possibilidades mais interessantes e
promissoras para o Design. A capacidade de depositar material enquanto se processa a
construção pode significar uma interligação entre os materiais e a fusão do número de
componentes. Esta complementaridade apresenta novas e promissoras vias para o
Design.
“Future trends in material development will follow the time-tested motto of RP/RM:
better, faster, cheaper”49
(Hopkinson, Hague, & Dickens, 2006, p. 99).
4.6 Conclusão
Em suma, a linha de sistemas de Fabricação Rápida pode ser comparada à já existente
gama de modelos de impressoras tradicionais. Existem modelos profissionais para
produção de peças ou protótipos para a indústria, modelos para o mercado intermédio,
destinados a profissionais da área e a utilizadores especializados, passíveis de serem
instalados em escritórios e ateliers, e por último modelos económicos e mais limitados
para os utilizadores ocasionais e entusiastas que não requerem um desempenho acima
da média e pretendem ter uma ferramenta caseira. “When the price of 3D printers drop
under $10.000 (e.g., Desktop Factory), they will become more appealing to
48 Múltiplos materiais são um benefício fundamental para a funcionalidade de algumas tecnologias de Fabricação
Aditiva (tradução livre).
49 Futuros avanços no desenvolvimento de materiais vão seguir o lema comprovado pelo tempo da PR/FR: melhor,
mais rápido, mais barato (tradução livre).
68
engineering professionals working from their homes. As prices decline further, some
parents will purchase a 3D printer for their children and for themselves. 3D content
will come from video games, web-based graphics programs, and other modelling
software”50
(Wohlers, 2006, p. 245)
No seguimento do que se tem vindo a verificar, a Fabricação Rápida tem ganho terreno
para os sistemas de fabricação convencionais, tornando-se mais atractiva com a
facilidade de uso, instalação do equipamento, local de funcionamento e a constante
redução dos preços (Wohlers, 2006).
A diferença entre características físicas das peças fabricadas através da FR e dos
métodos tradicionais, ainda são substanciais, mas o fosso que as separam é cada vez
menor. Sistemas de prototipagem topo de gama para fins profissionais estão a
caminhar no sentido da FR, pelo que as impressoras 3D irão tomar o seu lugar como
ferramenta de prototipagem. Esta situação está a ser antecipada pela sistemática
evolução na resolução, qualidade e atributos mecânicos dos protótipos efectuados por
esta tecnologia.
“In some ways, RM is a solution in search of a problem”51
(Wohlers, 2006, p. 248).
Não podemos prever se no futuro a FR poderá substituir os métodos de produção
actualmente em funcionamento, podemos apenas perceber que é uma tecnologia
disruptiva, com a sua cota de mercado em ascensão e que se apresenta como um meio
alternativo para a indústria e para os designers.
50 Quando o preço das impressoras 3D descer abaixo dos 10.000 dólares (ex: a Desktop Factory) estas irão ficar
mais apelativas aos profissionais de engenharia que trabalham a partir de casa. Á medida que os preços caiem ainda
mais, alguns pais irão comprar a uma impressora 3D para os seus filhos e para próprios. O conteúdo 3D virá dos
videojogos, programas com gráficos de base web e outro software de modelação (tradução livre).
51 De certa forma, a Fabricação Rápida é uma solução à procura de um problema (tradução livre).

69
5. FABRICAÇÃO RÁPIDA E DESIGN: UM ESTUDO DE
CASO NO CENTIMFE
“Companies are successfully applying the technology to the production of
finished products. Wohlers Associates believes that this practise, termed rapid
manufacturing, will grow and significantly overshadow the use of additive
techniques for prototyping and tooling applications”52
(Wohlers, 2006, p. 12).
Inicialmente utilizada para o desenvolvimento de produto, a Prototipagem Rápida
tomou um novo rumo e recentemente encontra-se aplicada com êxito na fabricação
directa de produtos finais. Como noutras áreas nomeadas anteriormente, as vantagens
para o sector do Design de produto tem potenciado uma nova abordagem por parte dos
seus profissionais na criação de objectos inovadores e sem constrangimentos na
produção. As iniciativas públicas e empresas que optam por esta solução ainda
dispõem de poucos recursos para competir financeiramente com as linhas massificadas,
apostando na produção de pequenas séries para nichos de mercado. Apesar das
vantagens e bons resultados que as tecnologias de FA têm obtido junto de diferentes
áreas, o conhecimento destas junto do público de determinados sectores da indústria e
de alguns designers, é escassa ou mesmo nula (Gibson, Rosen, & Stocker, 2010).
“For most people who have seen Rapid Prototyping (RP) machines, the initial
introduction to the technology has resulted in a myriad of future possibilities flashing
through their minds”53
(Hopkinson, Hague, & Dickens, 2006). Apesar de já existir há
20 anos, a ideia estabelecida aponta a Prototipagem Rápida como uma tecnologia
„experimental‟ e „alienígena‟. Esta visão é partilhada por uma grande percentagem do
público. Empresas como a FOC e a Materialise dão a conhecer a capacidade da FR, mas
são encaradas como plataformas alternativas e promissoras de incrementar inovação no
design mas num estado embrionário e de menor importância na conjuntura actual. É
preciso entender e aplicar os princípios da Fabricação Rápida de maneira a potenciar
52 Empresas estão a aplicar a tecnologia [de Fabricação Rápida] na produção de produtos finais com sucesso. A
Wohlers Associates acredita que esta prática, intitulada Fabricação Rápida, vai crescer e progressivamente eclipsar
o uso das técnicas de Fabricação Aditiva para prototipagem e ferramentaria (tradução livre).
53 Para a maioria das pessoas que viram máquinas de Prototipagem Rápida, a introdução à tecnologia teve como
resultado uma miríade de futuras possibilidades a passar pela mente (tradução livre).
70
esta tecnologia junto dos designers, da indústria e da comunidade criativa. Quando estes
tomarem consciência das oportunidades ao nível social, financeiro e artístico, o futuro
da FR irá certamente ser mais promissor; nessa altura poderemos então começar uma
“revolução digital” (Hopkinson, Hague, & Dickens, 2006).
Um dos maiores obstáculos actuais é a aceitação por parte de empresas e profissionais
dos diversos sectores, e entre estes os designers, desta nova tecnologia e da melhor
forma de lidar com as suas capacidades. A formação de designers até aos dias de hoje
tem assentado sobre a premissa que „a forma segue a função‟. Um dos primeiros
obstáculos que o DFM (Design for Manufacture) ou DFA (Design for Assembly) terão
que ultrapassar será o de contextualizar a FR e a sua metodologia, no âmbito e nas
escolas de Design, uma vez que estes podem ser entendidos como opostos às práticas e
metodologias estabelecidas (Wohlers, 2006).
5.1 Contextualização Teórica
5.1.1 Construção da forma
“... has mankind ever been in a situation where visualizing and designing a
product is actually harder than making it?”54
(Hopkinson, Hague, & Dickens,
2006, p. 2).
As vantagens que a Fabricação Rápida apresenta são muitas, mas não estão sempre
ligadas à sua utilização técnica; uma das principais é a capacidade de revolucionar a
indústria e o Design em si. Desta forma a FR deve ser encarada como uma
possibilidade real e não como uma tecnologia paralela, muitas vezes apelidada de ramo
da PR. (Hopkinson, Hague, & Dickens, 2006).
Para falar em Fabricação Rápida e Design é preciso falar de modelação 3D. É através
desta ferramenta que é possível a transposição de um conceito mental numa imagem
54 Alguma vez a Humanidade esteve numa situação em que visualizar e desenhar um produto é verdadeiramente
mais difícil do que fazê-lo? (tradução livre).
71
digital, que mais tarde será interpretada e transposta para a realidade sob a forma de
produto (Hopkinson, Hague, & Dickens, 2006; Lipson & Kurman, 2010).
Após a intervenção e desenvolvimento do mundo digital, chegou a hora de transpor
estas intervenções para o mundo físico através das novas ferramentas de que agora
dispomos. “Having conquered the world made of bits, you need to reform the world
made of atoms”55
(Sterling, 2004). Existe actualmente uma nova relação entre humanos
e objectos. Apesar de o futuro incluir inovação em várias áreas, vai sobretudo tomar
uma abordagem diferente em relação ao que já se encontra entre nós. Os blojects são
assim, o resultado deste novo processo digital de concepção. Este termo é um
neologismo inicialmente aplicado por Karim Rashid e é usado no sentido de descrever
um objecto dotado de um design curvilíneo e fluido. A forma não é o factor essencial, é
precisamente no processo que está a diferença, tendo o blobject uma base totalmente
digital, ou seja, foi projectado através de software, rato e ecrã. A sua raiz são os nurbs,
meshes e splines manipulados no CAD, que permitem uma geometrização e controlo
das superfícies curvas sem precedentes. A materialização é feita através de processos
que consigam reproduzir este organicismo, tal como a injecção de plástico ou método
igualmente moldável.
Os blobjects são comuns entre nós, na verdade é normal andarmos com pelo menos
dois no dia-a-dia, mas só passaram a ser possíveis após o início dos anos 90, quando o
seu preço se tornou mais acessível. Apesar de se encontrarem por todo o lado e de
estarem connosco há alguns anos, estes ainda se encontram num estado primitivo, uma
vez que ainda não são sustentáveis, e portanto, apenas optimizam a geração anterior
(Sterling, 2004). “They are the physical products that digital revolution has brought to
the consumer shelf”56
(Sterling, 2004).
Para Sterling, existe uma história da relação entre humanos e objectos onde estes
últimos são divisíveis em quatro categorias: artefactos, máquinas, produtos e gizmos.
O conceito que une estas classes não é mecânico mas histórico e emotivo, apontando
para o tipo de cultura material que possibilitaram, assim como o tipo de sociedade que
seria preciso para usar e produzir tais itens.
55 Tendo conquistado o mundo dos bits, tu precisas de reformular o mundo dos átomos (tradução livre).
56 Eles são os produtos físicos que a revolução digital trouxe à prateleira do consumidor (tradução livre).
72
Artefactos são objectos simples e rudimentares, feitos à mão, individualmente, a um
nível local, usados essencialmente por caçadores e agricultores. As máquinas são
objectos complexos e precisos, constituídos por vários componentes, sendo a energia
usada para o seu funcionamento geralmente de origem fóssil ou outra que não animal
ou humana. Para a construção de máquinas é necessário o domínio de conhecimentos
mais extenso que os anteriores, existindo desta forma numa sociedade industrial onde
os seus utilizadores se denominam por clientes.
Por produtos entendem-se objectos comercialmente disponíveis e uniformemente
produzidos em massa. Estes são fabricados de maneiras mistas, através de trabalho em
linhas de montagem, semi-manual e rápido. As pessoas pertencentes a esta
infraestrutura são os consumidores, que surgem num período aproximado ao da
primeira Grande Guerra.
Por último, os gizmos são dispositivos feitos e usados por utilizadores. Normalmente
programáveis, contêm uma multiplicidade de ferramentas e funcionalidades muito
acima do necessário. Os gizmos são na verdade uma interface suportada e alimentada
através de uma rede de serviços. É nesta classe que inserimos os blobjects, que são
mais comuns que os gizmos. O desenvolvimento dos blobjects e dos gizmos está
intimamente relacionado com a sociedade em que estão inseridos, onde o seu público
já não é passivo mas interveniente, que está envolvido com o processo dos objectos,
um „utilizador final‟. “A gizmo is something like a product, but instead of behaving
predictably […] a gizmo is an open-ended tech development project. In a gizmo,
development has been deputized to end-users”57
(Sterling, 2005).
Assim, as novas tipologias de produtos, tal como as novas formas hoje conseguidas,
são o resultado de métodos de produção cada vez mais avançados, que caminham no
sentido de reduzir o desperdício, os custos e simultaneamente aumentar as suas
capacidades.
A hipótese de produção sem a construção de ferramentas invalida muitos dos requisitos
que têm vindo a ser referidos. Esta mudança atinge os utilizadores, pois torna-se viável
a personalização dos seus próprios produtos dotando o público de uma ferramenta
criativa que pode satisfazer quase qualquer desejo. Para os fabricantes, os custos
57 Um gizmo é algo como um produto, mas invés de se comportar de maneira previsível [...] um gizmo é um projecto
aberto de desenvolvimento tecnológico. Num gizmo o desenvolvimento foi delegado para os utilizadores finais
(tradução livre).

73
associados ao desenvolvimento e manufactura de novos produtos diminuem
drasticamente, beneficiando em última instância o utilizador com a redução do preço
final. Em todos os casos, a qualidade e satisfação do produto têm tendência a aumentar.
Isto significa uma mudança no paradigma do Design for Manufacturing, onde a
simplificação da forma e os constrangimentos criativos são imprescindíveis para a
fabricação de novos objectos de maneira fácil e economicamente viável para o
mercado (Wohlers, 2006).
Estas limitações influenciam o projecto desde a sua fase mais embrionária, concebendo
produtos esteticamente constrangidos. Existe um número de questões que devemos ter
em conta quando projectamos para o sistema actual de DFM, tais como: atenção aos
ângulos de saída da peça do molde, complexidade da peça em relação ao método de
produção destinado para a sua fabricação, diminuição ou eliminação de elementos
como furos, reentrâncias e cortes que requerem mais acções na construção aumentando
o tempo e o custo; espessura das paredes da peça; uniformidade da peça; minimização
de cortes na peça e linhas de junção; cantos rectos e arestas vivas que são pontos de
stress na peça e por consequência se tornaram mais frágeis e quebradiços; marcas de
encaixe para a peça e direcção de injecção, entre outros. Após estas e outras medidas
de eventual estrangulamento criativo juntamos ainda outras que dizem respeito ao DFA
ou Design for Assembly.
A Fabricação Rápida, tem efeitos profundos nesta fase, optimizando e simplificando a
abordagem do designer e melhorando significativamente a performance na produção:
reduzindo o número de partes, “fundindo” diversos componentes num só bloco,
diminuindo a complexidade da montagem e facilitando o manuseamento da mesma por
meio da não dependência das partes entre si, ou seja, montagem de cada peça por si só.
Isto liberta espaço para novos tipos de objectos (Gibson, Rosen, & Stocker, 2010).
Devido aos factores enunciados anteriormente, através da utilização da FR, a ideia do
DFM poderá sofrer um revés e transformar-se pela primeira vez num Manufacturing
for Design (MFD) (Hopkinson, Hague, & Dickens, 2006).
Devido a todas estas condições que envolvem e limitam o design e o processo criativo,
podemos constatar que as mudanças que a Fabricação Rápida traz para a Indústria são
bastante profundas, não sendo ainda claro onde estas serão mais preponderantes. O

74
sector dos plásticos é sem dúvida o que está, actualmente, a sentir o maior impacto
desta tecnologia tanto pela proximidade dos materiais com que ambas trabalham, como
pela metodologia (Wohlers, 2006).
Tal como o plástico um dia representou a liberdade conceptual e a solução para a
criação de formas mais orgânicas e contemporâneas (Manzini, 1993), a FR actualmente
promete soluções que vão para além das formas fluidas e naturais, permite a criação de
algo genuinamente inovador. A liberdade desta metodologia dá a capacidade de
produzir modelos verdadeiramente únicos e complexos, explorando as capacidades dos
softwares de modelação actuais, de um modo que não compromete a sua realização. A
indústria tem vindo a ser incentivada, através da publicidade e da divulgação do
número de vantagens que a FR apresenta, a implementar novos métodos de produção e
progressivamente fazer a transição do sistema tradicional para o sistema das
tecnologias de Fabricação Aditiva.
A optimização de peças é um dos factores que mais poderá contribuir para uma
mudança na Indústria. Com o auxílio de meios tecnológicos como o scanner 3D, é
possível recolher a geometria e forma de um produto através de um aparelho móvel. Os
dados recolhidos desta maneira, constituem uma nuvem de pontos que é lida e
interpretada por software CAD para depois ser impressa, recreando o modelo original
do início deste processo (Kamrani & Nasr, 2006). A engenharia inversa tem tido
diversas utilizações, sendo actualmente, e no contexto da Fabricação Rápida, um
facilitador entre o utilizador e o designer. Na indústria médica, recolhendo dados do
ouvido de um paciente é possível fabricar um dispositivo personalizado para a o seu
canal auditivo; o mesmo processo pode ser aplicado a ossos partidos, próteses e outros
procedimentos médicos. Com a fabricação de partes com resistência e propriedades
mecânicas iguais àquelas que são fruto do processo tradicional, torna-se possível
conceber peças destinadas a uma função específica, ou seja, uma peça personalizada
para um determinado funcionamento, eliminando a necessidade de uma produção em
massa da mesma. Isto aumenta a competitividade e viabilidade de soluções únicas e
alternativas, substituindo peças que anteriormente teriam que passar por diversas
etapas de maquinação, por modelos que têm o seu peso e dimensões drasticamente
reduzidas em comparação com as anteriores.

75
A fusão de conjuntos de partes é outra vantagem que permite uma redução muito
grande do número de elementos, traduzindo-se numa redução de custos associados à
construção de diversas peças, como moldes, maquinação, material e por último, tempo
desperdiçado. “... an assembly of over 25 parts has been consolidated into just one
piece”58
(Hopkinson, Hague, & Dickens, 2006).
Com esta abordagem, podem surgir outros problemas; em caso de avaria ou
danificação de uma destas peças em que é necessária a imediata substituição, a
reparação torna-se inviável na maioria dos casos (salvo nas peças metálicas através do
método de FMD).
5.1.2 Personalização
A personalização foi o porta-estandarte da Fabricação Rápida desde o início. Esta
permite a cada utilizador, até certo ponto e dentro de uma variada gama de soluções,
conceber um produto à sua medida, original e único. A personalização está presente a
dois níveis dentro do produto: explícita em factores estéticos ou incorporada em
factores ergonómicos. Este último tem sido o foco principal por várias empresas do
ramo automóvel, médico e de engenharia, entre outros.
Figura 30 – Auscultadores personalizáveis com letras de música
58 Uma montagem de mais de vinte e cinco peças foi consolidada em apenas uma parte (tradução livre).

76
O desenvolvimento de soluções caseiras de FR por parte de utilizadores deu lugar a
vários projectos open-source, dos quais destacamos a Fab@Home59
e o RepRap60
.
Com uma comunidade em rápido crescimento, ambos pretendem divulgar e expandir
soluções gratuitas para a criação de artigos em casa através das máquinas FR. As
máquinas podem ser adquiridas pela internet e montadas em casa, estando aptas a
produzir dentro dos seus limites. O projecto RepRap disponibiliza os ficheiros das
peças da máquina, desta forma o utilizador pode criar uma para um outro utilizador, e
este para outro, e assim consecutivamente. O objectivo é que ao fim de alguns anos,
quase todas as casas possam ter acesso a uma RepRap, aumentando a comunidade e
dinamizando o projecto. Actualmente os utilizadores partilham experiências e ideias
para melhorar o projecto através da utilização de fóruns e blogs.
Apesar de actualmente ser necessário deter conhecimentos na área da modelação
digital para poder trabalhar com os programas de modelação e construção virtuais,
estes estão cada vez mais user-friendly e menos complexos para o utilizador comum.
Entendemos então que o 3D poderá tornar-se numa ferramenta ao alcance de todos
aqueles que queiram ter os seus próprios produtos. O Google já se antecipou e
providencia o programa Sketch Up livre de qualquer custo; não demorará muito até
outras aplicações freeware (ex: 123D, da Autodesk) apareçam (Hopkinson, Hague, &
Dickens, 2006; Lipson & Kurman, 2010).
Figura 31 – Fab@home 2.0 Figura 32 – RepRap 2.0 “Mendel”
59 A Fab@Home é um projecto open-source destinado à criação de objectos 3D. O seu objectivo é a disseminação e
a utilização doméstica desta ferramenta, promovendo a criatividade e a FR. Este projecto é apoiado por uma
comunidade global de profissionais e amadores (http://www.fabathome.org/).
60 RepRap é uma impressora 3D free-source capaz de imprimir objectos de plástico e de se auto-reproduzir,
tornando-a acessível a todos (http://reprap.org/wiki/RepRap).

77
De acordo com Jiri Evenhuis e Janne Kyttanen, os produtos têxteis podem ser
abrangidos pela FR: a construção de padrões vem substituir a tradicional conjuntura.
Um dos grandes obstáculos para a revolução da área têxtil tem sido precisamente os
softwares de modelação 3D; estes não se encontram preparados para processar as
quantidades de informação necessária para este tipo de modelos. Normalmente os
elementos que compõem uma peça de roupa são muito numerosos e contêm uma
geometria complexa, o que os torna incrivelmente pesados e difíceis de manusear.
Actualmente deparamo-nos com a possibilidade de construir peças de vestuário em
SLS, mas num futuro próximo e com a miniaturização das malhas será possível um
encadeamento de materiais para produzir roupa verdadeiramente digital, com
funcionalidades e personalizável (Hopkinson, Hague, & Dickens, 2006).
“O Design tem vindo, progressivamente, a desenvolver-se em conjunto com outras
áreas de uma forma tão poderosa que já actua ao nível de sistemas compostos por
microestruturas que permitem o desenvolvimento de sistemas tecnológicos
extremamente eficazes, como são os produzidos pela nanotecnologia” (Parra, 2007, p.
320).
5.1.3 Localização
As implicações da FR afectam também a maneira como vemos uma produção em
massa, ou mesmo a fabricação de uma peça. Não precisamos de uma linha de
montagem, nem de operários para transportar materiais ou para manusear as máquinas:
apenas um computador que possa ser utilizado como workstation, o software indicado
e uma impressora 3D são suficientes.
Na verdade, as máquinas com os requisitos mais aproximados dos necessários para
produzir peças em larga escala têm grandes dimensões; no entanto estas dimensões têm
vindo a diminuir e são sempre menores do que as extensas linhas de montagem.
Independentemente do material a trabalhar, os sistemas de FR são mais limpos,
silenciosos e menos dependentes de operadores, o que lhes confere uma vantagem
substancial em relação aos convencionais métodos de produção. À semelhança dos
primeiros computadores, que ocupavam uma área de vários metros quadrados e agora
estão reduzidos a tamanhos incrivelmente reduzidos, como os nossos computadores
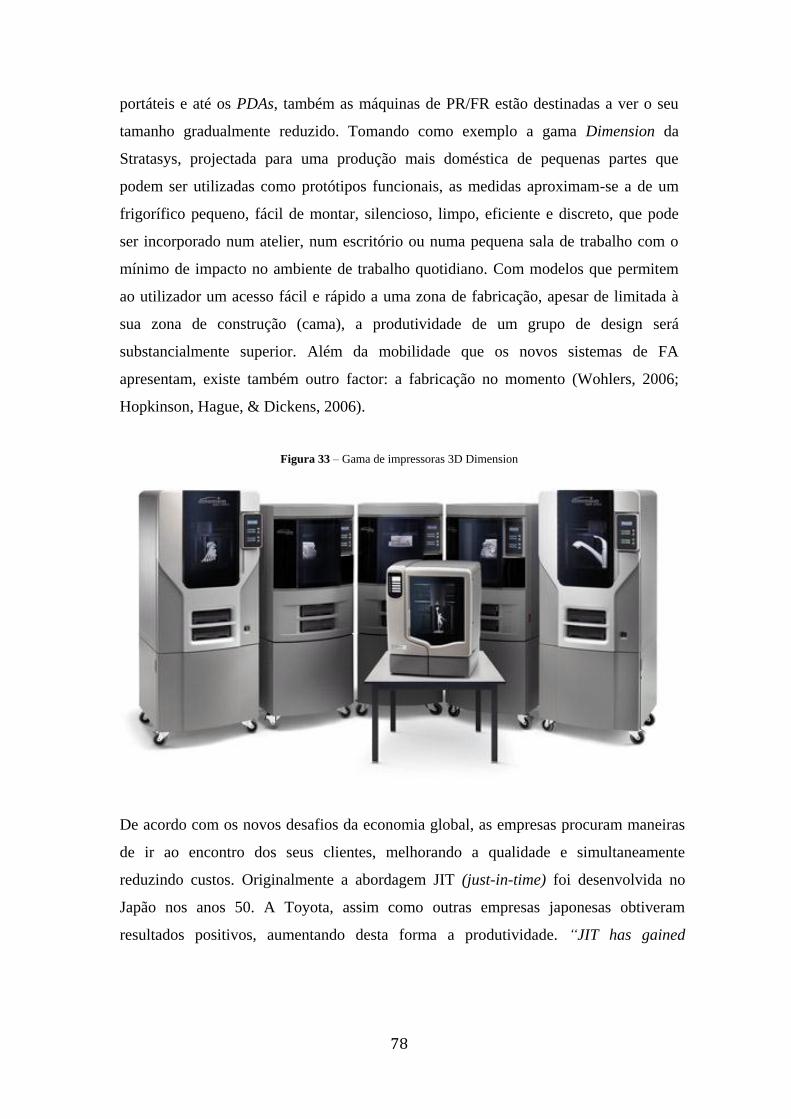
78
portáteis e até os PDAs, também as máquinas de PR/FR estão destinadas a ver o seu
tamanho gradualmente reduzido. Tomando como exemplo a gama Dimension da
Stratasys, projectada para uma produção mais doméstica de pequenas partes que
podem ser utilizadas como protótipos funcionais, as medidas aproximam-se a de um
frigorífico pequeno, fácil de montar, silencioso, limpo, eficiente e discreto, que pode
ser incorporado num atelier, num escritório ou numa pequena sala de trabalho com o
mínimo de impacto no ambiente de trabalho quotidiano. Com modelos que permitem
ao utilizador um acesso fácil e rápido a uma zona de fabricação, apesar de limitada à
sua zona de construção (cama), a produtividade de um grupo de design será
substancialmente superior. Além da mobilidade que os novos sistemas de FA
apresentam, existe também outro factor: a fabricação no momento (Wohlers, 2006;
Hopkinson, Hague, & Dickens, 2006).
Figura 33 – Gama de impressoras 3D Dimension
De acordo com os novos desafios da economia global, as empresas procuram maneiras
de ir ao encontro dos seus clientes, melhorando a qualidade e simultaneamente
reduzindo custos. Originalmente a abordagem JIT (just-in-time) foi desenvolvida no
Japão nos anos 50. A Toyota, assim como outras empresas japonesas obtiveram
resultados positivos, aumentando desta forma a produtividade. “JIT has gained

79
considerable interest because it allows a firm to deliver high-quality products/services
with reduced waste and increased productivity”61
(Lai & Cheng, 2009, p. 3).
A filosofia do JIT tem como base a contínua procura de optimização do processo, com
o objectivo de produzir bens ou serviços sem gerar desperdício. A prática desta
metodologia aumenta as margens de lucro enquanto o enfâse na redução de desperdício
revela actividades obsoletas que não acrescentam valor ao produto final.
“It is about the creation of time and place utility in the seven rights (7Rs) [...] the right
product, to the right consumer at the rights place, in the right condition and right
quantity at the right time, at the right (lowest possible) costs”62
(Lai & Cheng, 2009, p.
4).
O JIT baseia-se na gestão de inventário, fabricando apenas a quantidade necessária
para a procura, afectando também o transporte, ou seja, a maneira como os itens físicos
(materiais, componentes ou produtos) são transferidos entre elementos da cadeia. O
desperdício pode ser definido, numa lógica de fabrico e gestão, como qualquer coisa
que seja supérflua, como equipamento, espaço, mão-de-obra e tempo não essencial
para adicionar valor ao produto ou serviço (Lai & Cheng, 2009).
Comparativamente ao JIT, a FA viabiliza a criação de postos de FR para a
comercialização por pedido, devido à reduzida dimensão dos seus sistemas. Ainda que
com a metodologia JIT se reduza ao máximo o desperdício, com a FR este é (quase)
inexistente, uma vez que o excedente de material pode (quase) sempre ser reutilizado
para novas peças. Desta forma, pode ser incorporado numa oficina para a fabricação de
peças sobressalentes para automóveis e electrodomésticos, ou numa pequena loja de
produtos decorativos. Esta disposição de “lojas FR” por um centro urbano pode ser
determinante para a implementação de uma nova lógica de distribuição (Hopkinson,
Hague, & Dickens, 2006).
61 O JIT ganhou um interesse considerável porque permite a uma empresa possuir produtos/serviços de alta
qualidade com um desperdício reduzido, aumentando a produtividade (tradução livre).
62 É sobre a criação de tempo e a utilidade dos sete certos (7Cs) [...] o produto certo, para o consumidor certo no
sítio certo, nas condições certas e na quantidade certa no tempo certo, ao preço (mais baixo possível) certo (tradução
livre).
80
5.1.4 Desvantagens
Com tantas vantagens e pontos positivos a favor da Fabricação Rápida, temos
tendência a esquecer aquilo que a impede de se tornar (por agora) uma das maiores
tecnologias industriais.
Apesar das elevadas expectativas, a FR é uma tecnologia que, como todas a outras, tem
desvantagens e limitações. Detendo-nos primeiro nas máquinas ou sistemas da FR,
estes não têm quase diferenças relativamente aos da PR, salvo algumas modificações e
optimizações que apenas eliminaram pequenos problemas sem intervir no centro da
questão. Os métodos actuais não estão preparados para uma utilização assídua e
ininterrupta, carecem de capacidade de processar grandes volumes e são muito
limitados em relação às dimensões, que se apresentam como claramente insuficientes
para a Indústria. Também não dispõem da velocidade necessária para uma fabricação
em grande escala e por isso são incapazes de suportar uma produção em massa viável e
a qualidade de acabamento das peças é insuficiente, necessitando quase sempre de
remates e pós-tratamentos que retardam o processo. É necessário abordar a FR como
um processo de construção em massa e para isso novos equipamentos estão a ser
desenvolvidos e apresentados: a Sinterstation HiQ e a Viper SLA System são exemplos
desta nova geração de sistemas. Contudo, a verdadeira evolução para uma solução
construtiva de produtos finais ainda está para vir (Hopkinson, Hague, & Dickens,
2006).
Os materiais, apesar de demonstrarem um crescimento cada vez mais acelerado de
novas soluções para o mercado, encontram-se ainda muito ligados ao protótipo e estão
principalmente confinados aos plásticos, a uma pequena gama de cerâmicos e ainda a
alguns metais e ligas. Esta limitação deve-se ao sistema construtivo de cada máquina e
à qualidade que é possível adquirir com os mesmos em protótipos ou produtos finais.
As características mecânicas encontram-se ainda muito longe das ideais para elementos
funcionais, comparativamente às partes fabricadas pelos métodos tradicionais. Os
índices de resistência, elasticidade, condutividade entre outros, são abaixo dos
esperados e produzem peças frágeis e pouco aptas a testes funcionais. Mais
recentemente têm sido desenvolvidos materiais que suportam condições mais rigorosas
tanto a um nível mecânico como térmico, mas estão ainda muito pouco difundidos. A

81
construção de uma base de dados minuciosa e precisa relativa às características dos
materiais é uma medida importante para a consolidação da posição da Fabricação
Rápida como um processo de produção em massa.
Associado à maior parte destas desvantagens está o custo. Quando falamos aqui no
custo ou despesas deste sistema, devemos ter em conta o material, a energia
despendida, as máquinas necessárias, o investimento, o tempo e o conhecimento ou
mão-de-obra especializada que a FA requer. A diferença de preço entre a FR e outras
tecnologias para produção é muito significativa, chegando mesmo a ter 800% sobre o
valor de uma tecnologia tradicional, tornando-se assim muito difícil a transição do
sistema convencional para as tecnologias de Fabricação Aditiva (Wohlers, 2006). Esta
diferença de custo entre ambos os métodos depende de vários factores, entre eles a
disseminação pelo universo industrial que tem como consequência a frequência com
que estes são usados, o baixo número de empresas que estão presentes neste ramo
(apesar existirem ao longo de 20 anos flutuações nestes dados) e o investimento feito
nos departamentos e laboratórios de R&D para a investigação de novos materiais e
soluções. A exclusividade de materiais associados às diversas empresas que
comercializam sistemas de PR/FR faz aumentar ainda mais o valor, dado que, dentro
de cada companhia podem existir várias máquinas que trabalham com pequenos
segmentos de materiais. Estas matérias-primas específicas contêm aspectos
personalizados para o método de construção para que são produzidas, exigindo um
grande esforço financeiro na pesquisa e investigação de novas formas de melhorar os
métodos existentes e conferir melhores propriedades físicas às peças fabricadas. A
engenharia de materiais aplicada a estas soluções é altamente complexa, envolvendo
um estudo da estrutura interna (molecular) de cada compósito, sólido, líquido ou em
pó, utilizado na Fabricação Aditiva. Isto obriga a uma defesa de direitos dos materiais
pois estes são encarados como factor de diferenciação e vantagem na competição entre
corporações. Apesar de ser desejável uma competição saudável entre fabricantes, a
verdade é que os preços apenas mais recentemente começaram a descer, devido à
introdução, pela Stratasys, de máquinas a um preço inferior a 10.000€ no mercado
(Wohlers, 2006). “In 2007, the average cost of a commercial-scale 3D printer was
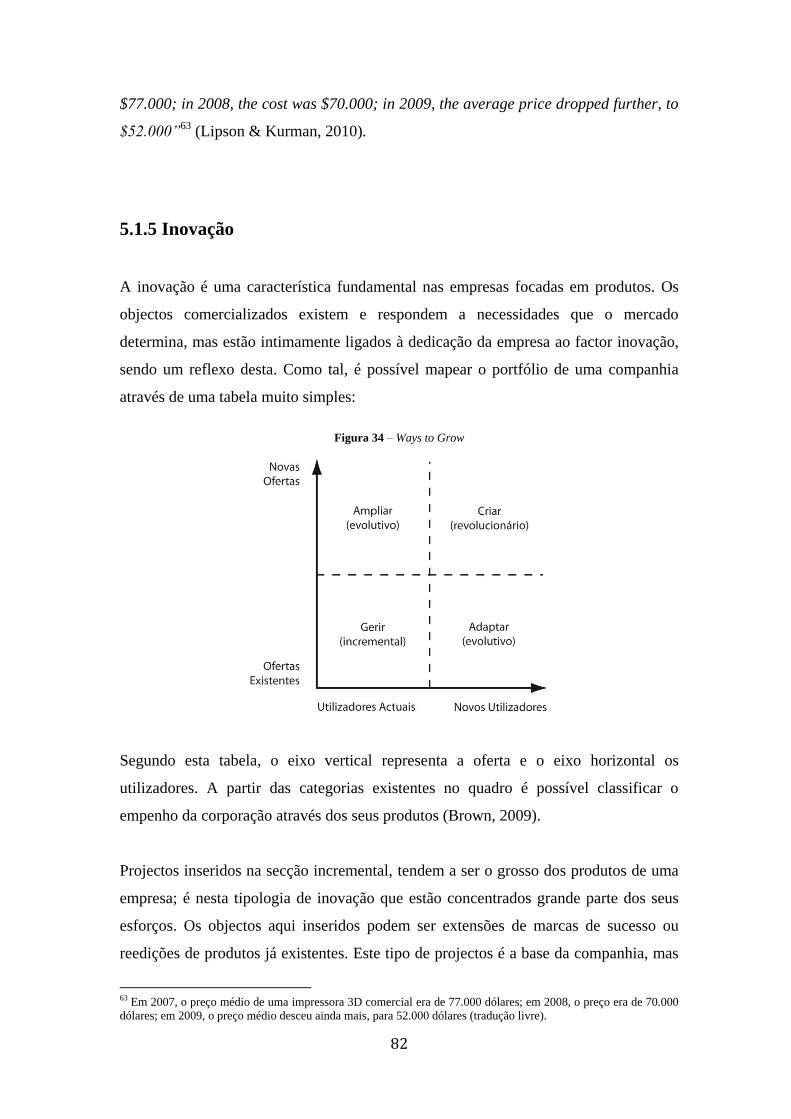
82
$77.000; in 2008, the cost was $70.000; in 2009, the average price dropped further, to
$52.000”63
(Lipson & Kurman, 2010).
5.1.5 Inovação
A inovação é uma característica fundamental nas empresas focadas em produtos. Os
objectos comercializados existem e respondem a necessidades que o mercado
determina, mas estão intimamente ligados à dedicação da empresa ao factor inovação,
sendo um reflexo desta. Como tal, é possível mapear o portfólio de uma companhia
através de uma tabela muito simples:
Figura 34 – Ways to Grow
Segundo esta tabela, o eixo vertical representa a oferta e o eixo horizontal os
utilizadores. A partir das categorias existentes no quadro é possível classificar o
empenho da corporação através dos seus produtos (Brown, 2009).
Projectos inseridos na secção incremental, tendem a ser o grosso dos produtos de uma
empresa; é nesta tipologia de inovação que estão concentrados grande parte dos seus
esforços. Os objectos aqui inseridos podem ser extensões de marcas de sucesso ou
reedições de produtos já existentes. Este tipo de projectos é a base da companhia, mas
63 Em 2007, o preço médio de uma impressora 3D comercial era de 77.000 dólares; em 2008, o preço era de 70.000
dólares; em 2009, o preço médio desceu ainda mais, para 52.000 dólares (tradução livre).

83
não o suficiente para esta se desenvolver: para tal é necessária uma abordagem mais
expansiva e empreendedora, com projectos evolucionários. Estes são de natureza mais
arriscada, podendo traduzir-se em novos produtos para melhor satisfazer um sector de
utilizadores já fidelizado ou adaptar produtos existentes a um novo público ou
mercado. A adaptação pode passar por uma evolução no processo de fabrico,
produzindo objectos a um custo inferior do que anteriormente, tornando-se acessível a
um maior grupo de utilizadores. Por último, o tipo de inovação mais desafiante e
arriscada é aquela que envolve a criação de um novo produto e público. A esta
designamos por inovação revolucionária, um evento que apenas ocorre raramente com
objectos que frequentemente se tornam ícones. Um exemplo disto é o Walkman da
Sony e, vinte anos mais tarde, o iPod pela Apple que volta a atingir o mercado com
sucesso, reinventando a forma como se encara o acto de ouvir música. Em nenhum dos
casos a tecnologia é inovadora, utilizando bases já estabelecidas, mas através de novos
conceitos ambas as empresas conseguiram criar novos mercados para os seus produtos
(Brown, 2009).
A tecnologia sempre foi um factor de competitividade entre empresas. Estas adoptam
práticas que enfatizavam o seu uso para atingir inovação. “Industrialization was driven
by sweeping innovations in technology”64
(Brown, 2009, p. 179). A importância de
certas inovações é tal que despoletou novas formas de proteger a propriedade
intelectual, tal como: patentes, direitos de autor e licenças de vários tipos. Por vezes até
governos, como o inglês no séc. XIX, a Alemanha no início do séc. XX, o Japão nos
anos 50 e a China actualmente, protegem a inovação para aumentar a competitividade
nacional face às outras nações. O investimento na inovação continua a crescer e a
evoluir, a Toyota, entre outras, é um exemplo de uma empresa que investe muito na
criação de novos sistemas de produção. Actualmente as empresas de produtos estão tão
dependentes de novas ideias que são frequentemente avaliadas pelo seu empenho na
inovação (Brown, 2009).
64 A Industrialização era dirigida por extensas inovações na tecnologia (tradução livre).
84
5.2 Estudo de caso: CENTIMFE
5.2.1 Caracterização da instituição
“Num contexto de acrescida competitividade e rápida evolução tecnológica, um
importante papel encontra-se reservado a organizações de interface que, através
do suporte técnico, pelo desenvolvimento tecnológico e pela promoção de uma
sistemática interacção entre empresas e a comunidade científica e tecnológica,
representam um importante valor acrescentado para a Indústria” (Centimfe).
O CENTIMFE, Centro Tecnológico da Indústria de Moldes e Ferramentas Especiais,
está localizado na Marinha Grande, é uma organização de utilidade pública, que conta
actualmente com organizações associadas, entre empresas industriais e instituições
públicas como o IAPMEI, o INETI, o IPQ, a CMMG, e organizações privadas de base
sectorial, CEFAMOL e a APIP. Inovar, desenvolver, aplicar e implementar novas
soluções, informar e disseminar conhecimento, é na sua essência, a materialização de
uma missão face ao desenvolvimento sustentável da Indústria.
A intervenção do CENTIMFE ao nível das actividades pré-competitivas, acções de
monitorização e vigilância tecnológica, estudo da concorrência internacional,
benchmarking, promoção e divulgação sectorial, sensibilização de jovens para a
indústria, entre outros, tem passado pelo desenvolvimento de projectos em parceria, o
que tem permitido não só alargar as suas competências, reforçar e ampliar a sua rede
de contactos, assim como promover internacionalmente a capacidade de afirmação da
Indústria Portuguesa.
O desenvolvimento de projectos em áreas tão distintas como a informação,
reengenharia, materiais, processos entre outras, demonstra a experiência adquirida que
se reflecte em projectos actualmente em curso como: BigPROTO, Fabrico Avançado
de Protótipos Técnicos e Grande Dimensão; Business & Technical Intelligence;
InnoPro2, Innovation in Process and Product; Pense Indústria e Tecnologia; ou
Clusterplast. Efectuou ainda parcerias singulares como o “Vestido Tecnológico” para a
estilista Fátima Lopes, respondendo assim a um desafio lançado para a criação de
objectos a partir de ficheiros 3D com utilização das tecnologias de PR.

85
Em termos estratégicos, a aposta do CENTIMFE tem residido fundamentalmente na
qualidade e na inovação, visando o reforço dos seus recursos tecnológicos e humanos,
no sentido de aumentar as suas competências e capacidades de intervenção e de apoio
às principais indústrias clientes, nomeadamente nos sectores de Moldes, Plásticos,
Ferramentas Especiais, Metalomecânica e Aeronáutica.
O CENTIMFE encontra-se estruturado em áreas operacionais, designadamente:
engenharia de processo e de produto; vigilância tecnológica; qualidade; tecnologias da
informação; inovação e prospectiva; gestão e formação; compreendendo ainda um
gabinete de apoio à promoção da propriedade industrial. Através das áreas
mencionadas, o CENTIMFE presta serviços de valor acrescentado à Indústria, nos
domínios do desenvolvimento de produto através da prototipagem rápida e rapid
tooling, engenharia inversa, tecnologias de micro fabricação, tecnologias da
informação e trabalho colaborativo, tecnologias avançadas de produção, maquinação a
alta velocidade, engenharia de superfícies, transferência de tecnologia, consultoria,
reengenharia de processos, entre outros.
5.2.2 Estudo de caso
O estudo de caso, agora apresentado, tem como base projectos desenvolvidos no
âmbito de estágio curricular realizado entre Março e Junho de 2009, no CENTIMFE.
Ao longo desta experiência, todo o trabalho de projecto desenvolvido contou com a
supervisão do Eng.º Nuno Fidelis, responsável pelo departamento de desenvolvimento
de produto que se encontra inserido na área de engenharia do produto e de processo.
Neste sector encontram-se também inseridos os gabinetes de design e conteúdos,
maquinações, ensaios e reengenharia, que colaboram entre si.
O departamento de desenvolvimento de produto no contexto do centro, pretende
desempenhar um papel de facilitador, auxiliando o cliente através de uma vasta gama
de serviços que lhe permitem desenvolver soluções de produto de maneira simples e
segura. Entre as suas funções podemos contar com: CAD, desenho assistido por
computador, onde é efectuada a modelação, incluindo a criação a partir de desenho
técnico 2D para visualização e preparação para produção e como alteração de modelos,
assim como tratamento de imagem; CAE, engenharia assistida por computador, onde
86
são realizadas ou ajustadas peças (moldes em metal, partes para injecção em plástico,
entre outras) para fabrico, tal como a análise de elementos finitos; e por último,
prototipagem rápida, onde são recebidos os modelos 3D e após análise e tratamento
enviados para o laboratório de impressão. Por vezes, outros serviços são efectuados
que não se encontram acima mencionados, é o caso da visualização fotorrealista 3D ou
do design gráfico.
É importante notar que os elementos constituintes deste departamento têm formação
em engenharia, e que são os mesmos a exercer as funções de designer quando este é
solicitado.
No estudo de caso aqui apresentado, todas as funções de desenvolvimento de produto
foram executadas em ambiente de estágio, com o objectivo de adquirir experiência,
ampliando desta forma as capacidades profissionais.
As características inerentes a um centro tecnológico de suporte à Indústria, conferem
ao CENTIMFE uma panóplia de recursos que lhe permite apoiar o desenvolvimento de
projectos de design de uma maneira eficiente e multifacetada.
Desta forma, o gabinete de desenvolvimento de produto encontra à sua disposição
serviço de fresagem CNC, convencional e de alta velocidade (High Speed Milling)
através de máquinas como a Mori Seiki MV 40 ou a Makino V55, que permitem o
trabalho em peças de materiais endurecidos através do desbaste ou para efeitos de
acabamento. Dispõe também de maquinaria de torneamento CNC, a Mori Seiki SL-25
M, que opera em todos os materiais, especializada na execução de eléctrodos em cobre
e grafite e maquinação de peças em série. Para a realização de peças mais complexas
existe o serviço de electroerosão por penetração, com o modelo Agientron 3U ou
electroerosão por fio, com a Agiecut 250.
Para a elaboração de redesign de peças assim como cópias de componentes, o
CENTIMFE conta com ferramentas de engenharia inversa. Através destas é exequível
a digitalização de elementos 3D e de perfis 2D, de diversas dimensões. Desta forma,
torna-se possível transpor a barreira do físico para o digital, agilizando o processo de
design e gerando novos modelos.
A injecção de plásticos é uma área que, devido à localização do centro, tem muita
procura tanto para análise de peça como para ensaio de molde. Com uma unidade de
injecção equipada com uma máquina DEMAG de 100 toneladas, dois
termoreguladores GWK, um granulador, duas unidades de secagem de material e um
87
robô, permite a fabricação de uma vasta gama de peças destinadas a diferentes
propósitos.
O CAE é uma importante ferramenta para o desenvolvimento de produto, optimizando
o processo e testando o objecto de maneira a aumentar a sua eficiência a nível
funcional assim como a sua viabilidade financeira. A engenharia assistida por
computador tem como base um modelo 3D, ou protótipo digital, que reproduz
fielmente o produto final, ou os seus elementos. É através deste que são executadas as
simulações de enchimento/ compactação, arrefecimento, empeno e análise estrutural
das zonas moldantes nos seguintes processos: moldação por injecção convencional de
termoplásticos ou termoendureciveis, injecção bi-material ou injecção com gás. Com a
elaboração desta série de testes é efectuada uma optimização em diversos parâmetros
como na detecção de zonas quentes no molde, detecção de prisões de ar, redução de
espessuras e minimização de distorções devido ao empeno. O modelo digital é
utilizando no âmbito do CAE para a simulação de produto em serviço, sendo esta
constituída por uma análise estrutural estática, dinâmica, linear e não linear, bem como
uma análise térmica. As principais vantagens destas simulações prendem-se com a
optimização da quantidade de material deveras necessário para o total desempenho e
funcionalidade do produto e com a revisão e melhoramento da geometria de forma a
tornar esta mais eficiente e robusta.
Actualmente, para o desenvolvimento de produto é imprescindível a utilização das
ferramentas CAD. Através do software avançado é possível criar soluções
rapidamente, aliando desta forma inovação e criatividade. As áreas de intervenção para
o CAD passam por: projecto de peça; projecto de ferramentas de moldação; projecto de
gabaritos; engenharia inversa; leitura e conversão de ficheiros; assistência técnica e
formação.
Por último, o CENTIMFE conta com um serviço de prototipagem rápida que permite a
concepção de protótipos em tempo reduzido. Com diversas tecnologias disponíveis,
como SLS (Selective Laser Sintering) com a máquina DTM ST 2500, que permite a
prototipagem de partes em poliamida (DuraFormPoliamide V3.3) com dimensões até
330x280x300mm; o SLS de metais, que ao contrário do referido anteriormente tem
como matéria-prima o aço inox em pó (LaserForm ST100) e permite a construção até
270x270x170mm; a Polyjet com uma máquina Eden 330 que produz modelos através
da deposição de camadas de resina acrílica fotopolimeralizável (FullCure M-720) e por

88
fim uma impressora 3D Dimension SST1200 que fabrica peças em plástico ABS, para
uma produção rápida de modelos funcionais.
O centro encontra-se ligado ao projecto Rede Nacional de Prototipagem Rápida
(RNPR) que tem como parceiros a Iberomoldes, Ferespe, Fundição de Évora,
NovoDesign, UNINOVA, INETI entre outros, pelo que visa promover a ligação entre
indústria, centros tecnológicos e instituições de investigação. Entre os seus objectivos
podemos salientar a implementação industrial de cadeias de produção alternativas, bem
como a formação no manuseamento das ferramentas CAD e a disseminação das
tecnologias de prototipagem rápida junto da indústria portuguesa. Através desta rede é
disponibilizado um conjunto de processos de PR: SLA (Estereolitografia), LOM, SLS
(metal e plástico), DMLS (Sinterização Directa de Metais) e HSM (Maquinação por
Alta Velocidade). Com estas actividades, o gabinete de Desenvolvimento de Produto
está apto para responder a um grande número de situações que sejam apresentadas pela
indústria.
Um dos papéis do CENTIMFE, como centro de apoio ao desenvolvimento industrial, é
promover as capacidades e recursos tecnológicos junto do público, particularmente do
sector empresarial e industrial. No seguimento desta ideia, o centro associou-se à
estilista Fátima Lopes, uma das maiores referências nacionais ligada à moda, para a
criação de um “vestido tecnológico”. Este projecto pôs à prova as capacidades da
prototipagem rápida na utilização da mesma num contexto de fabricação directa de
produto final.
O projecto teve início em 2005, com a modelação 3D das partes constituintes do
vestido, bem como elementos complexos como orquídeas e bailarinas, de acordo com
os sketches e fotografias idealizados pela estilista. Foram empregues além do CAD,
técnicas de engenharia inversa e testes CAE para análise dos componentes: resistência
mecânica, ergonomia, simulação de montagem entre outros. Com o uso destes métodos
foi ainda possível a inserção da assinatura 3D da estilista em todas as peças. O
resultado final do protótipo digital foi então transposto, sendo desta forma criada uma
imagem fotorrealista para a visualização do produto final e consequente aprovação.
Finda esta fase, foi iniciado o processo de fabricação com recurso à tecnologia SLS
para a estrutura do vestido, conferindo-lhe uma excelente resistência mecânica bem
como flexibilidade. Os outros componentes como as orquídeas e os elementos de

89
ligação foram criados a partir do método Polyjet que permite um maior controlo
dimensional e uma resolução dos pormenores com mais qualidade. A fase final passou
pelo pós-processamento das diferentes peças, acabamentos superficiais e testes
funcionais de forma a garantir o cumprimento de todos os objectivos. O resultado foi
mais tarde apresentado por Fátima Lopes no Hotel InterContinental em Paris, como
apresentado na figura 35.
Figura 35 – “Vestido Tecnológico”
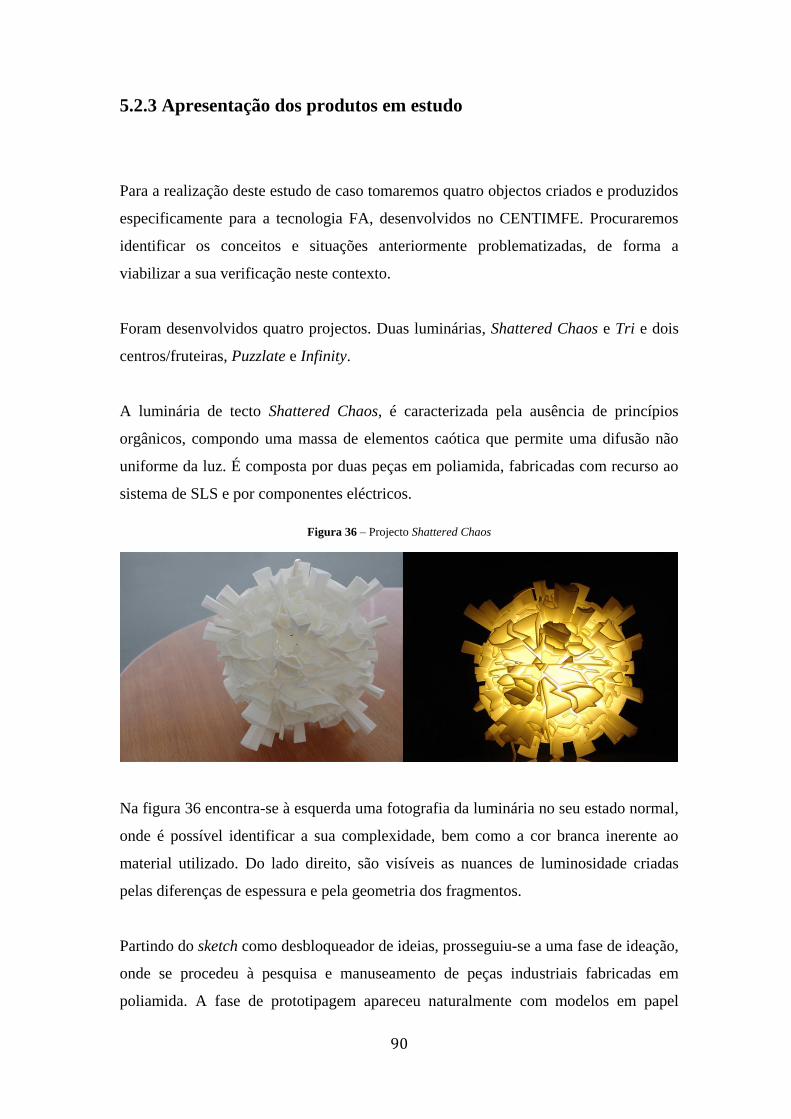
90
5.2.3 Apresentação dos produtos em estudo
Para a realização deste estudo de caso tomaremos quatro objectos criados e produzidos
especificamente para a tecnologia FA, desenvolvidos no CENTIMFE. Procuraremos
identificar os conceitos e situações anteriormente problematizadas, de forma a
viabilizar a sua verificação neste contexto.
Foram desenvolvidos quatro projectos. Duas luminárias, Shattered Chaos e Tri e dois
centros/fruteiras, Puzzlate e Infinity.
A luminária de tecto Shattered Chaos, é caracterizada pela ausência de princípios
orgânicos, compondo uma massa de elementos caótica que permite uma difusão não
uniforme da luz. É composta por duas peças em poliamida, fabricadas com recurso ao
sistema de SLS e por componentes eléctricos.
Figura 36 – Projecto Shattered Chaos
Na figura 36 encontra-se à esquerda uma fotografia da luminária no seu estado normal,
onde é possível identificar a sua complexidade, bem como a cor branca inerente ao
material utilizado. Do lado direito, são visíveis as nuances de luminosidade criadas
pelas diferenças de espessura e pela geometria dos fragmentos.
Partindo do sketch como desbloqueador de ideias, prosseguiu-se a uma fase de ideação,
onde se procedeu à pesquisa e manuseamento de peças industriais fabricadas em
poliamida. A fase de prototipagem apareceu naturalmente com modelos em papel
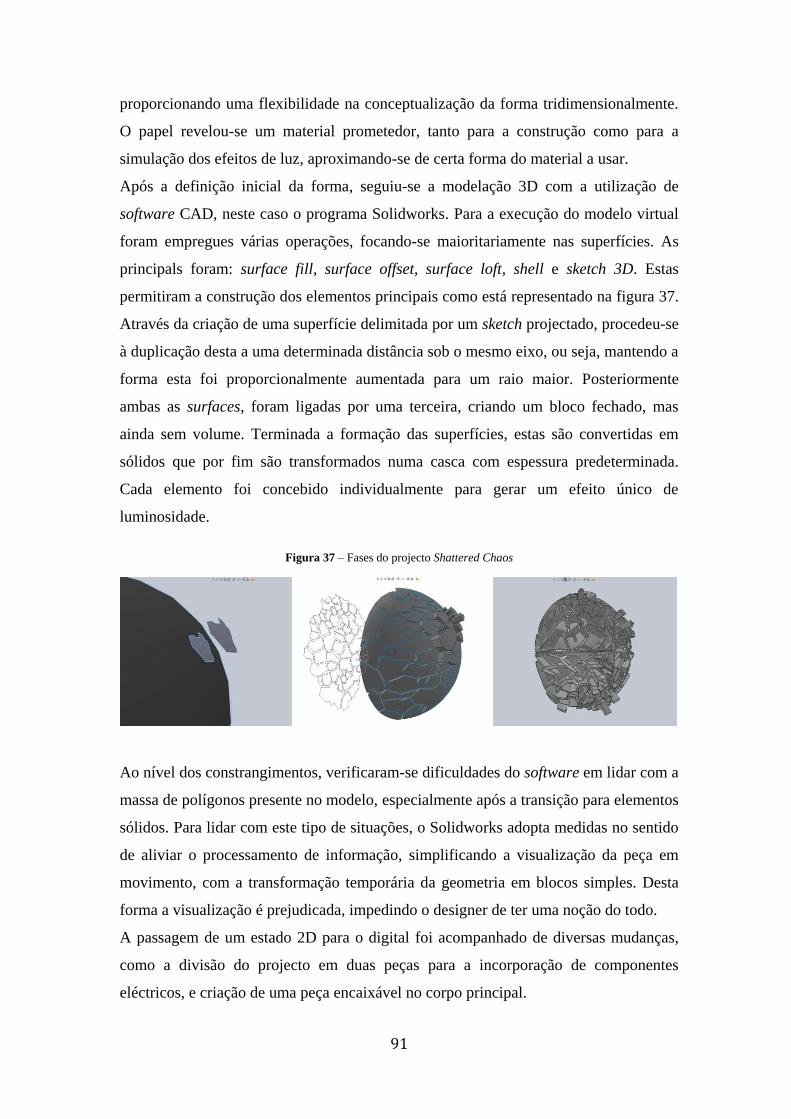
91
proporcionando uma flexibilidade na conceptualização da forma tridimensionalmente.
O papel revelou-se um material prometedor, tanto para a construção como para a
simulação dos efeitos de luz, aproximando-se de certa forma do material a usar.
Após a definição inicial da forma, seguiu-se a modelação 3D com a utilização de
software CAD, neste caso o programa Solidworks. Para a execução do modelo virtual
foram empregues várias operações, focando-se maioritariamente nas superfícies. As
principals foram: surface fill, surface offset, surface loft, shell e sketch 3D. Estas
permitiram a construção dos elementos principais como está representado na figura 37.
Através da criação de uma superfície delimitada por um sketch projectado, procedeu-se
à duplicação desta a uma determinada distância sob o mesmo eixo, ou seja, mantendo a
forma esta foi proporcionalmente aumentada para um raio maior. Posteriormente
ambas as surfaces, foram ligadas por uma terceira, criando um bloco fechado, mas
ainda sem volume. Terminada a formação das superfícies, estas são convertidas em
sólidos que por fim são transformados numa casca com espessura predeterminada.
Cada elemento foi concebido individualmente para gerar um efeito único de
luminosidade.
Figura 37 – Fases do projecto Shattered Chaos
Ao nível dos constrangimentos, verificaram-se dificuldades do software em lidar com a
massa de polígonos presente no modelo, especialmente após a transição para elementos
sólidos. Para lidar com este tipo de situações, o Solidworks adopta medidas no sentido
de aliviar o processamento de informação, simplificando a visualização da peça em
movimento, com a transformação temporária da geometria em blocos simples. Desta
forma a visualização é prejudicada, impedindo o designer de ter uma noção do todo.
A passagem de um estado 2D para o digital foi acompanhado de diversas mudanças,
como a divisão do projecto em duas peças para a incorporação de componentes
eléctricos, e criação de uma peça encaixável no corpo principal.

92
Por último, foram efectuadas modificações no sentido da optimização da peça para a
sua produção através do processo SLS: redução de peso, espessura das paredes e
simulação de resistência.
A luminária de mesa Tri consiste em formas simples, baseada na repetição de
elementos que conferem um ritmo e uma coerência matemática ao objecto, resultando
numa linguagem rectilínea e geometrizada. O corpo principal é dividido em duas peças
de poliamida, fabricadas em SLS, e o restante do objecto é constituído por um sistema
eléctrico.
Figura 38 – Projecto Tri
A nível de forma a ideia foi definida nos estádios primários, mas a transposição desta
para o CAD teve obstáculos que se revelaram difíceis de ultrapassar, sendo no entanto
mantido o conceito de uma tripla simetria, como é possível observar na figura 39. O
programa utilizado foi o Solidworks, inicialmente com recurso a operações de
superfícies, como surface offset e surface loft. Durante a modelação CAD houve
necessidade de intercalar superfícies e sólidos, de forma a responder mais facilmente
aos obstáculos que iam surgindo. Tal como o projecto anterior, o modelo foi separado
em duas partes para a instalação de um sistema eléctrico, tornando a geometria interna
mais complexa do que o antecipado.
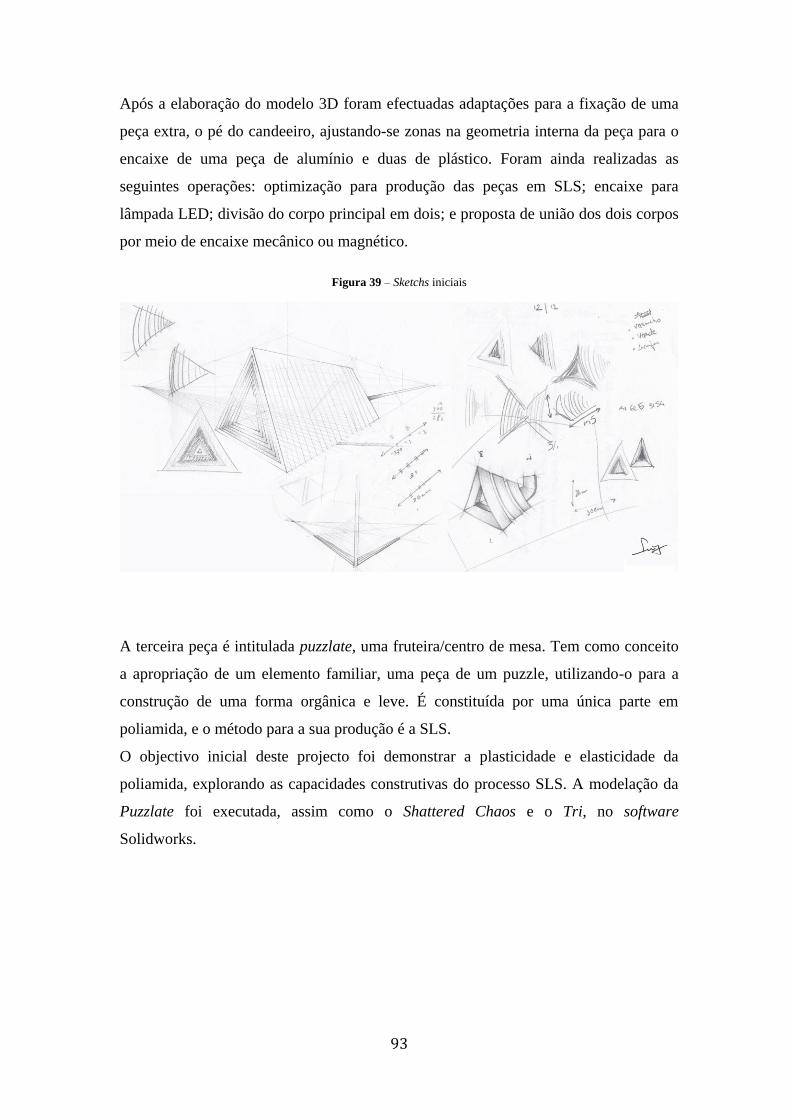
93
Após a elaboração do modelo 3D foram efectuadas adaptações para a fixação de uma
peça extra, o pé do candeeiro, ajustando-se zonas na geometria interna da peça para o
encaixe de uma peça de alumínio e duas de plástico. Foram ainda realizadas as
seguintes operações: optimização para produção das peças em SLS; encaixe para
lâmpada LED; divisão do corpo principal em dois; e proposta de união dos dois corpos
por meio de encaixe mecânico ou magnético.
Figura 39 – Sketchs iniciais
A terceira peça é intitulada puzzlate, uma fruteira/centro de mesa. Tem como conceito
a apropriação de um elemento familiar, uma peça de um puzzle, utilizando-o para a
construção de uma forma orgânica e leve. É constituída por uma única parte em
poliamida, e o método para a sua produção é a SLS.
O objectivo inicial deste projecto foi demonstrar a plasticidade e elasticidade da
poliamida, explorando as capacidades construtivas do processo SLS. A modelação da
Puzzlate foi executada, assim como o Shattered Chaos e o Tri, no software
Solidworks.

94
Figura 40 – Projecto Puzzlate
O modelo base foi concretizado virtualmente através da utilização de ferramentas
simples como o sketch, para a construção da forma base com recurso a um padrão, e
extrusão para a transição para sólido. O Solidworks revelou-se, após esta fase, incapaz
de aplicar satisfatoriamente a deformação necessária para a criação de uma forma
orgânica. O resultado foi um modelo irregular e muito pouco fluído, com arestas e
vértices no lugar de superfícies curvas e suaves. Para solucionar este constrangimento
recorreu-se a um segundo software, o 3D Studio Max, que por ser mais vocacionado
para a área de criação de elementos tridimensionais para jogos e animação
computadorizada, consente um melhor desempenho a nível de modelação de
superfícies e de deformação plástica das peças. As ferramentas deste novo programa
permitiram a deformação da peça de maneira mais suave, sem apresentar a rigidez
anterior. Como resultado desta mudança de software surgiram problemas de
compatibilidade de formatos para a produção. Como se pode observar na figura 41, as
anomalias verificadas na deformação e importação de ficheiros podia ser comprovada
quando importadas para um software independente de visualização.
Figura 41 – Modelo base e ficheiros danificados
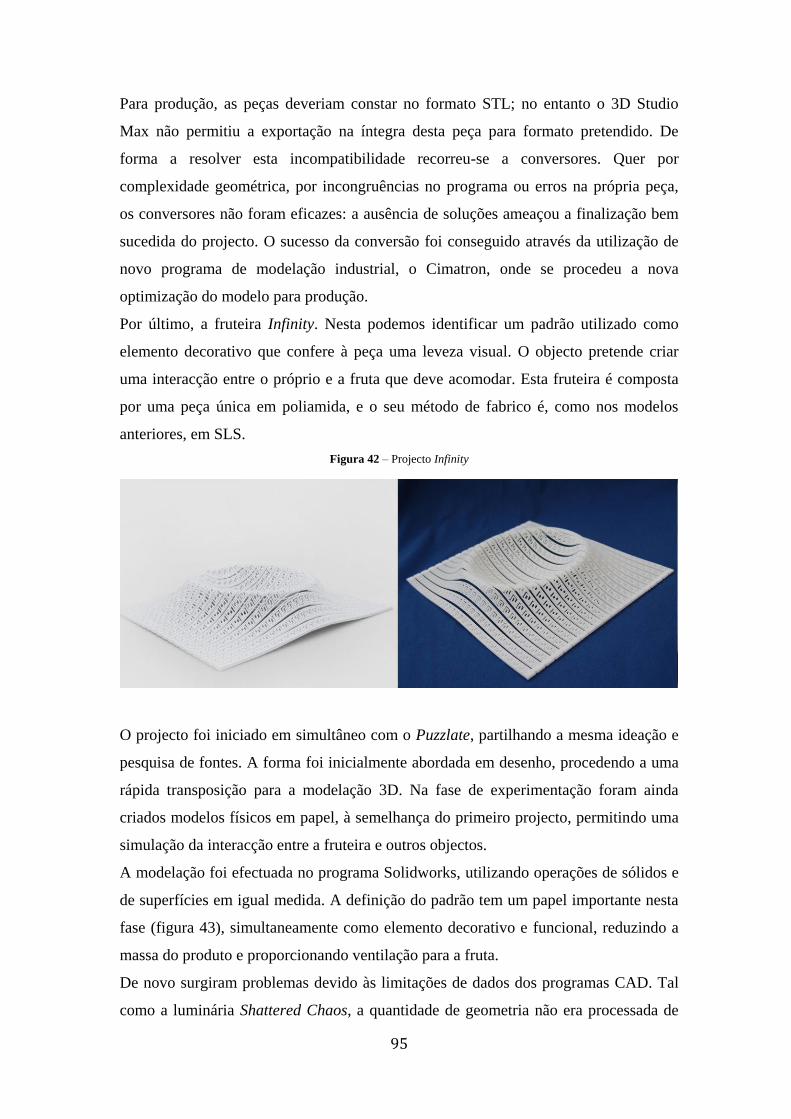
95
Para produção, as peças deveriam constar no formato STL; no entanto o 3D Studio
Max não permitiu a exportação na íntegra desta peça para formato pretendido. De
forma a resolver esta incompatibilidade recorreu-se a conversores. Quer por
complexidade geométrica, por incongruências no programa ou erros na própria peça,
os conversores não foram eficazes: a ausência de soluções ameaçou a finalização bem
sucedida do projecto. O sucesso da conversão foi conseguido através da utilização de
novo programa de modelação industrial, o Cimatron, onde se procedeu a nova
optimização do modelo para produção.
Por último, a fruteira Infinity. Nesta podemos identificar um padrão utilizado como
elemento decorativo que confere à peça uma leveza visual. O objecto pretende criar
uma interacção entre o próprio e a fruta que deve acomodar. Esta fruteira é composta
por uma peça única em poliamida, e o seu método de fabrico é, como nos modelos
anteriores, em SLS.
Figura 42 – Projecto Infinity
O projecto foi iniciado em simultâneo com o Puzzlate, partilhando a mesma ideação e
pesquisa de fontes. A forma foi inicialmente abordada em desenho, procedendo a uma
rápida transposição para a modelação 3D. Na fase de experimentação foram ainda
criados modelos físicos em papel, à semelhança do primeiro projecto, permitindo uma
simulação da interacção entre a fruteira e outros objectos.
A modelação foi efectuada no programa Solidworks, utilizando operações de sólidos e
de superfícies em igual medida. A definição do padrão tem um papel importante nesta
fase (figura 43), simultaneamente como elemento decorativo e funcional, reduzindo a
massa do produto e proporcionando ventilação para a fruta.
De novo surgiram problemas devido às limitações de dados dos programas CAD. Tal
como a luminária Shattered Chaos, a quantidade de geometria não era processada de
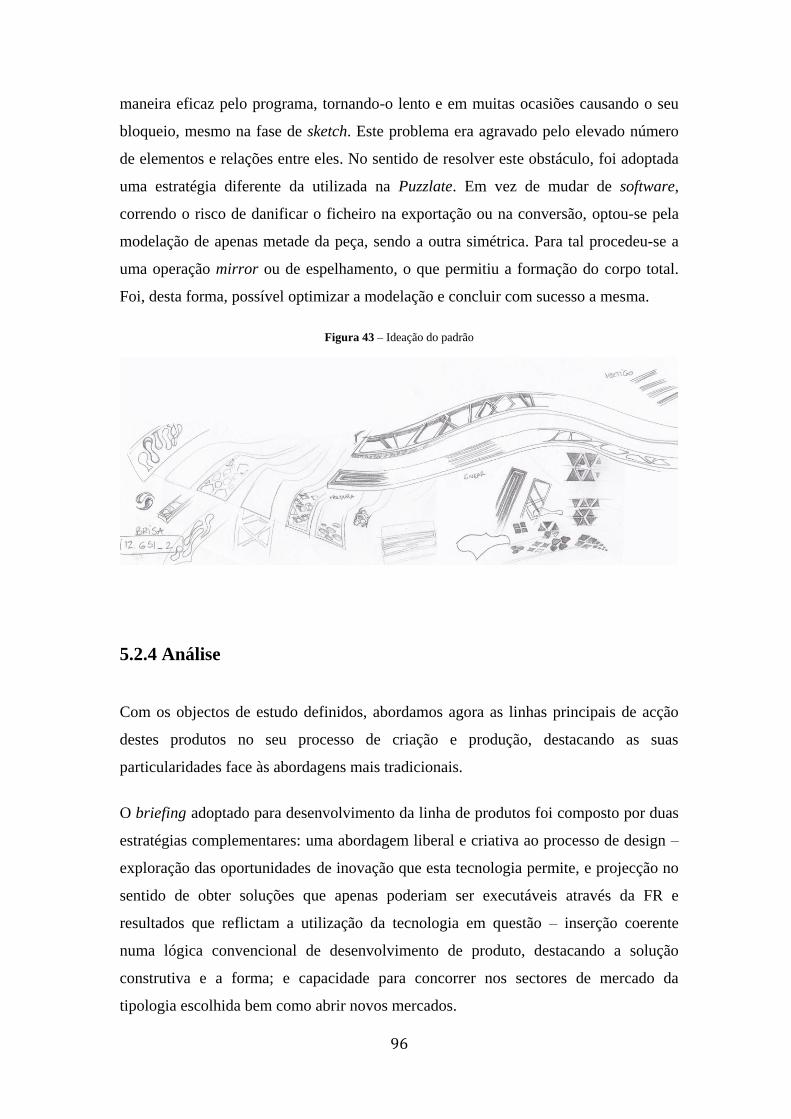
96
maneira eficaz pelo programa, tornando-o lento e em muitas ocasiões causando o seu
bloqueio, mesmo na fase de sketch. Este problema era agravado pelo elevado número
de elementos e relações entre eles. No sentido de resolver este obstáculo, foi adoptada
uma estratégia diferente da utilizada na Puzzlate. Em vez de mudar de software,
correndo o risco de danificar o ficheiro na exportação ou na conversão, optou-se pela
modelação de apenas metade da peça, sendo a outra simétrica. Para tal procedeu-se a
uma operação mirror ou de espelhamento, o que permitiu a formação do corpo total.
Foi, desta forma, possível optimizar a modelação e concluir com sucesso a mesma.
Figura 43 – Ideação do padrão
5.2.4 Análise
Com os objectos de estudo definidos, abordamos agora as linhas principais de acção
destes produtos no seu processo de criação e produção, destacando as suas
particularidades face às abordagens mais tradicionais.
O briefing adoptado para desenvolvimento da linha de produtos foi composto por duas
estratégias complementares: uma abordagem liberal e criativa ao processo de design –
exploração das oportunidades de inovação que esta tecnologia permite, e projecção no
sentido de obter soluções que apenas poderiam ser executáveis através da FR e
resultados que reflictam a utilização da tecnologia em questão – inserção coerente
numa lógica convencional de desenvolvimento de produto, destacando a solução
construtiva e a forma; e capacidade para concorrer nos sectores de mercado da
tipologia escolhida bem como abrir novos mercados.

97
O briefing para este projecto consistiu na elaboração de quatro objectos, dando início a
uma linha de produtos para venda no CENTIMFE. Um número de condicionantes
foram previamente estabelecidas:
a tecnologia a utilizar para a produção das peças, neste caso o SLS, devido às
suas características mecânicas e visuais, possibilitando diversos acabamentos e
permitindo uma área de construção superior a outras soluções do centro;
o tamanho, que foi limitado às dimensões máximas da máquina, não se
aplicando em caso da divisão de um produto em partes independentes para ser
posteriormente montado;
o número de partes do produto, não pôde exceder as três unidades, sendo
preferível a compressão numa única peça;
o material usado na fabricação dos constituintes do produto não pôde exceder
um determinado peso, sendo este directamente proporcional ao preço;
os objectos deveriam ser criações originais, criativas e esteticamente orientados
para um campo mais estilístico, existindo para além da sua forma visual a
funcionalidade inerente à tipologia escolhida;
a duração temporal de cada projecto desde a fase de inspiração até á modelação
final e preparação para produção, não deveria exceder o prazo de 15 dias (120
horas);
ao nível da fabricação, as restrições impostas no briefing foram claras e
correspondem às capacidades do sistema presente no CENTIMFE. Na sua
totalidade, os quatro projectos consistiam em seis peças para impressão. O
baixo número de componentes reflecte a capacidade construtiva da FR, através
da fusão de peças a fase de montagem é reduzida ao mínimo e os problemas
inerentes a esta etapa são menos frequentes.
Os objectivos estipulados para o desenvolvimento dos objectos foram inerentes à
natureza do processo construtivo final, o que conferiu ao designer uma ideia de
liberdade que se encontra limitada aos recursos existentes. As características
específicas do projecto reflectiram-se numa abordagem centrada na criatividade e

98
procura de soluções out-of-the-box, do que nos métodos mais aproximados da
abordagem da engenharia.
De acordo com as condições expressas no briefing o projecto iniciou-se com a fase de
pesquisa, ou inspiração, e percorreu os três espaços de inovação referidos por Brown.
A ideação de soluções, ligada a uma lógica de feasibility, viability e desirability. A
primeira, garantida pela Fabricação Rápida que proporciona uma liberdade construtiva
quase total, elimina a rejeição de propostas com base na complexidade geométrica ou
forma orgânica. A viabilidade foi atingida limitando o material, controlando o custo, e
assentando na premissa que este tipo de objecto se insere actualmente num mercado
mais selectivo que está disposto a investir num artigo único. Por fim, o último factor
está presente nas soluções alternativas do panorama do mercado, procurando destacar
as características do método de fabrico, assim como o papel conceptual dos objectos,
procurando formas distintas e imprevisíveis.
Ao nível da forma, o processo de design através de uma metodologia associada à FR,
beneficia de uma maior fluidez a nível criativo, potenciando a inovação. A inexistência
de problemas de natureza construtiva torna a conceptualização do produto num
exercício de criatividade, desafiando o designer a optar por uma abordagem em todo
diferente da convencional. Esta liberdade incentiva a procura de uma
“complexibilização” da forma, seja por meio da adição de pormenor, adorno ou
elaboração geométrica, como é possível observar, por exemplo, nas fruteiras Puzzlate e
Infinity através da repetição de um padrão (figura 44).
Figura 44 – Pormenor dos padrões Infinity e Puzzlate
99
No entanto, permite também adoptar um sentido “conceptual” mais profundo,
respondendo de forma mais abstracta a uma ideia, como é perceptível na luminária
Shattered Chaos.
Em cada caso está presente uma visão peculiar nas propostas que são apresentadas,
afastando soluções mais evidentes, e aproximando-se de uma situação semelhante à
intervenção artística. As tipologias de objecto escolhidas, têm um nível de exigência
baixo para cumprir a sua função, e como tal, torna-se mais acessível inovar a forma
sem pôr em causa as características e finalidade do produto. Considerando as tipologias
dos objectos em estudo e à simplicidade inerente a estes, foi possível limitar este
projecto a uma equipa restrita de profissionais. Tanto o designer como os engenheiros
responsáveis pela parte construtiva, puderam rapidamente ultrapassar as dificuldades,
verificando-se uma comunicação directa e coesa entre os elementos. No estudo de caso
em questão, as tipologias de produto escolhidas correspondem a uma classe de objectos
que não necessitam de uma elevada exigência técnica para a sua funcionalidade. Na
verdade, permitem uma abordagem experimental da tecnologia de forma a produzir
resultados que facilmente podem ser validados. Isto representa uma redução dos riscos
inerentes à fabricação de produtos, beneficiando de uma situação que privilegia o
pensamento divergente dos caminhos usuais. Isto é válido tanto para a forma como
para a tipologia de objectos escolhidos, uma vez que o risco da sua produção e
investimento pode variar muito, como consequência aos factores enunciados. Neste
caso, o CENTIMFE arrisca na criação de uma linha potencialmente comercial sem que
para isso necessite de investir uma grande quantidade de capital.
Para a elaboração dos objectos foi utilizado o software CAD/CAE, uma vez que é
essencial na transição do sketch para o 3D, potenciando o trabalho do designer. A
abordagem digital desencoraja a construção manual de protótipos em objectos desta
índole devido à complexidade dos mesmos, ao tempo despendido e à pouca qualidade
atingida face ao produto final.
O uso de protótipos físicos nos objectos em estudo, foi limitado a fases iniciais do
projecto onde a forma estava ainda em construção, revelando-se insuficientes numa
fase mais avançada. Os programas de modelação 3D representam a forma mais
coerente e completa de visualizar o produto antes da sua fabricação, apresentando-se
como um factor crucial na metodologia de Fabricação Rápida de objectos, sendo
incontornável a necessidade de um modelo virtual para a realização do processo.
100
O desenvolvimento da ideia é essencialmente efectuado no computador, neste estudo
foram empregues os programas Solidworks e 3D Studio Max, apresentando
desvantagens ao nível da flexibilidade e aprendizagem, “colando” o designer a uma
solução de maneira mais definitiva do que por meio do desenho. A nível de
comunicação, existe maior facilidade em apresentar o modelo tridimensional em
fotomontagens em ambiente de utilização, mas impossibilita o manuseamento físico e
a sua visualização espacial por parte de outro indivíduo. A verificação de componentes
pode ser efectuada mediante testes virtuais de colisão, e a suas características materiais
comprovadas através da análise de elementos finitos. No entanto caso haja
necessidade, existe sempre a possibilidade de ser produzido o protótipo com base na
fabricação aditiva.
Os softwares encontram-se ainda muito ligados à lógica de DFM, identificando-se
vários problemas. A incapacidade de lidar eficazmente com os modelos virtuais
complexos, como pôde ser verificado na concepção da fruteira Infinity. O nível de
complexidade suportado pelos sistemas de FA são superiores aos do médium usado na
concepção dos objectos em si, o que impossibilita a exploração total das capacidades
de Fabricação Rápida, e restringe por agora a composição de produtos mais
elaborados.
Esta transposição do processo para um meio maioritariamente digital leva a uma nova
lógica de produto. O blobject apresenta-se assim como o objecto da nova geração, e a
FR como o processo ideal para materializar esta nova realidade. Nos objectos em
estudo, podemos identificar a ausência de constrangimentos formais, como resultado
do processo construtivo, mas também de outros factores que não são visíveis mas que
influenciam o projecto de design. A eliminação de ferramentas abrevia o ciclo de
desenvolvimento, tal como reduz substancialmente os custos associados à realização
dos produtos, tornando simultaneamente o investimento e o risco menores. A
flexibilidade do software CAD permite a alteração de inúmeros parâmetros sem
repercussões negativas para a produção ou para o utilizador. Isto tornou-se claro nas
luminárias quando foram necessários ajustes para a incorporação do sistema eléctrico.
A agilidade do ambiente digital admite alterações à geometria original de forma
simples e clara, permitindo em qualquer altura regredir ao estado inicial e viabilizando
a optimização contínua do produto. Isto dinamiza a procura de novas soluções que por
um lado são mais seguras e económicas, e por outro, menos constrangidas pela

101
metodologia do Design for Manufacture. Desta forma, os produtos estão sujeitos um
processo criativo mais livre, onde é procurado um sentido mais conceptual face à
funcionalidade. A optimização das peças, por meio da fusão de componentes, elimina
os encaixes e simplifica a montagem. No caso das peças 1 e 2, ambas têm apenas dois
elementos em poliamida que são separados exclusivamente para a integração do
sistema eléctrico, no caso das fruteiras, estas são compostas por peças singulares, sem
montagem de componentes, ready-mades.
A FR e as ferramentas CAD disponibilizam ao utilizador a capacidade de personalizar
as peças de forma a servir os seus interesses. As peças apresentadas encontram-se em
formato digital antes da sua fabricação, o que apresenta várias possibilidades para o
utilizador. Este pode optar por dimensionar os produtos, escolher a cor que pretende, o
acabamento, entre outros factores. Após esta personalização, o produto está apto a ser
fabricado com custos acrescidos pouco relevantes.
O material utilizado em todas as peças em estudo foi a Duraform poliamida através do
processo de SLS. Esta apresenta boas características mecânicas, nomeadamente
resistência e controlo dimensional. A poliamida é um material compósito,
especialmente concebido para a FA, e o seu preço é muito superior ao de outras
matérias-primas, aumentando o valor do produto final. Não é reciclável, mas no
processo de SLS cerca de um terço do material não usado pode ser aproveitado e
reutilizado noutra peça. Os objectos demonstram após a sinterização, uma textura
rugosa que pode ser polida através de acabamentos diversos, modificando o aspecto
final. A luminária Tri tinha a opção de ser polida e pintada, prescindido das
particularidades do material. Mas um factor interessante deste compósito é a sua
translucidez, ou seja, a capacidade de deixar passar a luz conforme a espessura. Nas
luminárias em estudo, este aspecto proporcionou um nível de translucidez ideal,
produzindo efeitos de luz e conferindo uma leveza e brilho no caso dos
centros/fruteiras.
A produção em pequenas séries reflecte, por agora, os altos custos de material, tal
como a incapacidade de fabricação em massa por parte dos sistemas de FR actuais,
tornando-se desta forma inviável para concorrer nos mercados massificados. Na
produção das peças 1 e 4, foram evidentes os elevados valores em material e energia
compreendidos para a sua materialização, assim como o tempo despendido. Este

102
último, muito influenciado pelo condicionado espaço de construção a que está limitado
o equipamento de SLS, e grande parte dos sistemas de PR/FR. Apesar da possibilidade
de fusão de diversos elementos numa peça única, estes podem não ser realizáveis
devido à condicionante anterior.
Outra desvantagem, já referida, presente na FR é a selecção limitada de materiais para
a realização de produtos finais. A utilização da poliamida na maioria das peças
revelou-se bem-sucedida, mas outros elementos como as bases das luminárias, não
puderam ser da mesma forma criadas, circunscritas tanto às capacidades do centro
como da máquina.
A fabricação destes objectos foi efectuada no CENTIMFE, para verificação da sua
funcionalidade e aspectos visuais, mas principalmente como modelo de referência para
venda. Com a FR não é necessária a gestão de inventários, nem a produção em série,
possibilitando a implementação do sistema para a venda dos produtos em estudo, que
passa pela fabricação dos mesmos somente através de encomenda. Desta forma é
eliminando o armazenamento, a produção excessiva e o desperdício. O uso de
elementos standard que ainda não são fabricados através de sistemas FA, como é o
caso das lâmpadas e cabos nas luminárias, são o único vínculo com o método
tradicional. Esta nova forma de produção vem optimizar os recursos, evitando a
sobreprodução, e aproximando-se do sistema JIT.
Como já foi mencionado no briefing, o tempo de criação de cada objecto era de 15
dias. Na maioria dos produtos, este período seria insuficiente para a concepção de uma
proposta apta e finalizada para a produção. Não obstante, com recursos à Fabricação
Rápida, é possível obter resultados positivos. A inexistência de preocupações
relacionadas com os vários métodos construtivos necessários, a eliminação da
construção de ferramentas e moldes, a facilidade de correcção de erros no modelo
tridimensional, a rápida impressão de protótipos para verificação e a fabricação em
algumas horas reduzem o ciclo de projecto drasticamente. Isto permite ao centro a
criação de uma vasta gama de objectos de maneira económica e rápida, respondendo
ao mercado e às janelas de oportunidade de forma eficaz. O time-to-market é cada vez
mais importante para a Indústria, e empresas que possam através de meios
tecnológicos, responder de forma mais eficiente às suas necessidades colocam-se numa
posição de vantagem.
103
Esta versatilidade em termos de processo de design e de resposta ao mercado
enquadra-se numa lógica de inovação que cada vez mais diferencia as companhias.
Através da FR foi possível criar objectos que exploraram novas formas, novos
conceitos, sem que para tal tenha sido necessário um investimento sério. Isto motiva a
abordagem revolucionária ou de criação (imagem 34, pág.79) por parte da empresa.
Apesar de ser geralmente a que exige maior esforço e recursos, é também aquela que
representa maiores lucros e que, em último caso, dita o sucesso e distingue a
companhia das demais. Impulsionada pelas tecnologias de FR, novas tipologias de
objectos podem ser apuradas para a criação de uma nova geração de produtos. A
inovação torna-se desta forma num processo acessível, num período onde a capacidade
das empresas de gerar soluções inovadoras representa a diferença entre o sucesso e
fracasso.
104
[Esta página foi deixada intencionalmente em branco]

105
6. CONSIDERAÇÕES FINAIS
“É il sogno di tutti i designer: vedere i propri prodotti prender vita direttamente
dalle immagini virtuali del computer, materializzando le forme più complesse e
saltando i passaggi obbligate del processo di produzioni industriale”65
(Castelli,
2003, p. 296).
O desenvolvimento de novos materiais permitiu um avanço muito significativo da
Prototipagem Rápida, convertendo-a num processo de fabrico de produtos finais. Esta
possibilidade de passar directamente do virtual para o real está a dar origem a uma
nova linguagem decorativa e a novos produtos em pequenas séries. Designers como
Ron Arad em 2000 e Marcel Wonders em 2001, em colaboração com empresas,
apresentaram propostas utilizando a Fabricação Rápida como método construtivo.
É interessante perceber que a FR entreliga três áreas próximas, mas que raramente
coexistem num mesmo plano: a engenharia, o design e a arte. Através dos
desenvolvimentos técnicos, presente nas máquinas, métodos construtivos e materiais,
foi possível ao design investigar novas soluções, primeiro na prototipagem e agora na
fabricação. Mas a liberdade que proporcionou vai para além daquela necessária à
concepção de produtos funcionais, desafiando o designer a explorar um lado mais
criativo e artístico quando projecta. O designer está cada vez mais ligado a meios
digitais, estendendo as suas capacidades tanto no desenho digital, como na modelação
3D, servindo-se de ferramentas CAD para a criação de objectos únicos, e de cariz cada
vez mais individual. Deste modo o designer está tão perto da engenharia como da arte,
consistindo num profissional híbrido, projectando, modelando e materializando
soluções de uma maneira cada vez mais independente e sustentada.
Ao longo desta dissertação, a Fabricação Rápida é encarada como uma tecnologia de
ruptura, que materializa objectos que outrora não poderiam existir. Na opinião de
diversos autores, este método inovador traz consigo respostas para problemas passados
bem como novos desafios, modificando a maneira de projectar e de comercializar
produtos, não sendo possível prever quais serão as suas implicações a longo prazo. As
65 É o sonho de todos os designers: ver o produto ganhar vida directamente das imagens virtuais no computador,
materializando as formas mais complexas, saltando as fases obrigatórias do processo de produção industrial
(tradução livre).

106
vantagens e desvantagens apresentadas nos capítulos anteriores, delimitam as
capacidades deste sistema assim como a sua contribuição actual para o Design.
Com a introdução do CAD no processo de design, operaram-se optimizações nas
ferramentas ao dispor do designer para o desenvolvimento de projecto, não só a nível
de produto mas também gráfico e mais recentemente web. A digitalização do desenho
tornou a geometria do produto mais precisa, definida; permitindo desta maneira a
criação de formas complexas. O modelo está cada vez mais matemático e científico,
caminhando simultaneamente para o artificial e para o orgânico, “the more
mathematical and scientific the model becomes, the more artificial it becomes,
incredibly, the more organic it becomes”66
(Castelli, 2003 cit. Arad). Contudo,
presenciamos actualmente a comercialização de produtos essencialmente de formas
rectilíneas, obedecendo a uma lógica de Design for Manufacturing para a criação de
objectos viáveis, derivados de uma produção em massa. Esta dependência poderá estar
no seu término com a disseminação da FR como processo de fabrico, aumentado as
soluções possíveis para o designer, e dinamizando o pensamento criativo e inovador
livre dos constrangimentos e limitações dos métodos tradicionais. Como tal, o estudo
de caso presente na dissertação pretende demonstrar como a idealização, modelação e
materialização de um novo produto se torna num processo simples, rápido e tolerante
ao erro, valorizando a experimentação.
Na actualidade, o utilizador tem cada vez mais um papel activo no desenvolvimento de
produtos. Em última instância é o cliente que decide qual o objecto a adquirir,
procurando satisfazer um determinado número de desejos e necessidades que por vezes
apenas podem ser atingidos através da criação de itens únicos. A personalização toma
assim uma importância acrescida como um meio de auto-expressão, criando novas
soluções numa sociedade em crescente homogeneização. A FR proporciona os meios
para o comum utilizador ter a capacidade de produzir os seus próprios objectos, através
da facilidade de localização, utilização, e mais recentemente aquisição do
equipamento. Uma das competências requeridas é a modelação 3D; apesar de ainda
não ser do domínio público, a vulgarização do software para esse fim tem demonstrado
que os programas freeware são uma realidade. Isto poderá acarretar implicações para o
66 Quanto mais matemático e cientifico o modelo se torna, mais artificial se torna, incrivelmente, mais orgânico se
torna (tradução livre).
107
Design, no sentido de inviabilizar o papel do designer na criação de produtos. No
entanto, e apesar de facilitar o acesso do utilizador a uma ferramenta de fabricação, o
designer continua a ser o detentor do conhecimento necessário para a correcta
projecção de produtos, esteticamente apelativos, funcionais, ergonomicamente
correctos e seguros. Desta forma, é possível que a FR contribua de maneira decisiva
para uma maior personalização de produtos massificados, permitindo a introdução de
uma miríade de opções pré-designadas pelo designer de maneira a modificar o objecto
sem que este perca a sua identidade e funcionalidade. No futuro poderemos reduzir o
número de produtos, sem que para isto seja necessário abrir mão da variedade de oferta
que hoje chega até nós.
A produção local, através da FR, conjuntamente com a metodologia JIT, permite uma
maior flexibilidade na fabricação e distribuição de produtos. Na verdade, com a
implementação de um sistema autónomo onde seja possível a produção na hora e a
comercialização destes objectos directamente ao público, a produção e distribuição
adquirem um papel completamente diferente. No primeiro caso, assistimos actualmente
a uma migração industrial para os países asiáticos, onde a mão-de-obra é mais barata,
justificando os custos de transporte e a distância do centro de desenvolvimento do
produto do local onde este é produzido. O conhecimento e a mão-de-obra especializada
continuam na Europa ou EUA onde, após a conclusão do projecto, são enviados para o
local de produção, para mais tarde o artigo ser remetido aos locais de concepção para
distribuição. Este sistema dispendioso e insustentável, tanto do ponto de vista
ambiental como financeiro, pode ser eliminado com a utilização da FR.
Com a construção automática de produtos, a mão-de-obra necessária para a execução
desta tarefa adquire um grau de especialização muito superior àquele oferecido pelos
países asiáticos e reduz a acção humana a um nível mínimo, inviabilizando a produção
no exterior. Desta forma os custos de transporte, não compensam a distância da fonte,
dado que a mão-de-obra perde importância. Isto tem um impacto no segundo factor, a
distribuição. Torna-se mais fácil a construção de pequenos pólos de fabrico pelo país,
de maneira a estar mais próxima da fonte de produção da zona de comercialização.
Com a metodologia JIT é excluída a necessidade de armazéns e grandes inventários,
pois a fabricação no momento elimina o desperdício e o excesso de produção.

108
É vantajoso, não só para o ambiente como para as nações afectadas pela migração
industrial, adoptar políticas onde a Fabricação Rápida desempenhe um papel crucial
para o desenvolvimento da economia.
Como toda a inovação, a adopção de um sistema baseado na produção automática traz
desvantagens. Neste caso, eliminando grande parte da mão-de-obra, bem como
armazéns, e uma parte da distribuição, corre-se o risco de suprimir um grande número
de postos de trabalho, aumentando o desemprego.
No futuro, a vida de um objecto começará num ecrã, nascido digitalmente, que não
possui matéria. Este objecto irá conter em si a informação toda de que o utilizador
possa dispor: onde estava, quando foi obtido, quem o fez, quanto custa, onde foi feito,
entre outros, tornando todo o seu processo industrial transparente. Bruce Sterling
chama-lhes Spimes. Este novo tipo de objecto, ou antes um conceito do que poderá vir
a ser, deverá ser sustentável, melhorável, unicamente identificável e feito de um
material que possa ser usado vezes sem conta para a construção de um novo Spime.
Este pode encontrar-se na sua forma material, mas por vezes é preferível a versão
digital a partir da qual podemos trabalhar. Este modelo sem peso, conceptual e
interactivo que pode ser manipulável das mais diversas formas, não contém em si as
limitações da sua versão material. É possível visualizá-lo de qualquer ângulo, rodá-lo,
alterá-lo o número de vezes que for necessário, gravar as mudanças, apagá-las,
exportá-las etc. São apenas dados. O conceito de modelo é esbatido uma vez que o
modelo é o produto, o objecto físico é uma cópia real do original. A versão 3D adquire
um novo papel, ultrapassando as capacidades do objecto real. Todos os objectos vão
existir numa versão digital; se não foram criados a partir de um software são
convertidos através da engenharia inversa. A distância entre o digital e o material
torna-se então mais curta com a introdução dos fabricadores67
. A transição fica à
distância de um processo, de uma etapa, e onde antes existia um modelo digital agora
existe um produto. A sua produção deve respeitar aquilo que é necessário para o
utilizador e para ambiente, utilizando um material reciclável, reutilizável, renovável,
67 Estes podem ser entendidos como versões mais desenvolvidas do que hoje chamamos de impressoras 3D,
permitindo em última instância a construção de sistemas complexos inteiros, como um iPod ou uma lanterna
(Sterling, 2005).
109
não poluente. As suas características: resistência à tracção, ao calor, a sua densidade,
cor, textura, entre outros, serão especificáveis pelo utilizador.
Quando isto for possível e a utilização de fabricadores se tornar comum, todo o sistema
intermediário actual, como a montagem e distribuição, serão cada vez menos decisivos.
“The world of organized artifice is transforming in ways that are poorly understood
and little explored [...] new forms of design and manufacture are appearing that lack
historical precedent and are bound to create substantial novelty”68
(Sterling, 2005).
Talvez a visão de Sterling seja utópica, mas certamente caminha para uma realidade
bem próxima da nossa, onde vários cenários por ele idealizados se encontram já
estabelecidos, e onde outros, podem estar mais perto do que julgamos.
A Fabricação Rápida caminha a passos largos para se afirmar como um sistema de
produção em massa. Por agora factores como o material, a velocidade, a capacidade de
construção e a aceitação por parte do sector industrial e do público em geral, impedem
a sua disseminação com esse fim. Cada vez mais designers procuram novas soluções
com base tecnológica para responder às questões da sociedade, a FR pode vir a revelar-
se uma ferramenta essencial para a criação de uma realidade mais dinâmica,
sustentável e orgânica.
O designer enquanto desenhador dos objectos do futuro, desempenha um papel fulcral
no caminho a seguir, tendo a responsabilidade de educar e sensibilizar o utilizador para
várias questões sociais e ambientais “O Planeta Terra como organismo vivo, pode, tal
como todos os outros, morrer a qualquer momento. Sobretudo se forem aplicadas
contra si forças estranhas à sua natureza e superiores à sua capacidade de
regeneração” (Parra, 2007, p. 352). Desse modo, a inovação tecnológica deverá, ao
serviço do Design, auxiliar no desenvolvimento de projectos sustentados, não
substituindo os métodos já praticados e aperfeiçoados mas complementando-os no
sentido de agilizar todo um processo de criação.
68 O mundo do artifício organizado está a transformar-se de maneiras insuficientemente entendidas e pouco
exploradas [...] estão a despoletar novas formas de design e fabrico, que carecendo de precedentes históricos, estão
destinadas a criar uma inovação substancial (tradução livre).

110
[Esta página foi deixada intencionalmente em branco]
111
ÍNDICE DE FIGURAS
Figura 1 - Implicações financeiras do time-to-market ...................................................... 16
Figura 2 - Modelo físico de um automóvel ....................................................................... 18
Figura 3 - Protótipo virtual ............................................................................................... 19
Figura 4 - Protótipo virtual no Second-Life ...................................................................... 23
Figura 5 - Sketch ............................................................................................................... 24
Figura 6 - Desenho técnico ............................................................................................... 24
Figura 7 - Desenho técnico digital .................................................................................... 24
Figura 8 - Modelo topográfico de Blanther ...................................................................... 30
Figura 9 - Foto-escultura de François Willéme ................................................................ 31
Figura 10 - Processo de Swainson .................................................................................... 33
Figura 11 - Processo de Ciraud ......................................................................................... 33
Figura 12 - Processo de Householder ............................................................................... 33
Figura 13 - Protótipo de análise ........................................................................................ 36
Figura 14 - Protótipo colorido .......................................................................................... 36
Figura 15 - CNC ............................................................................................................... 40
Figura 16 - Scanner por contacto ...................................................................................... 43
Figura 17 - Scanner laser .................................................................................................. 43
Figura 18 - Processo de estereolitografia .......................................................................... 52
Figura 19 - Processo de sistema a jacto ............................................................................ 53
Figura 20 - Processamento por luz directa ........................................................................ 54
Figura 21 - Processo de sinterização selectiva por laser ................................................... 56
Figura 22 - Processo de impressão 3D .............................................................................. 57
Figura 23 - Processo de deposição de metal fundido........................................................ 58
Figura 24 - Processo de fusão por feixe de electrões ........................................................ 59
Figura 25 - Processo de sinterização selectiva por máscara ............................................. 60
Figura 26 - Processo de inibição selectiva de sinterização ............................................... 61
Figura 27 - Processo de sinterização de alta velocidade ................................................... 62
Figura 28 - Processo de modelação por deposição de fusão ............................................. 63
Figura 29 - Processo de fabricação por camadas .............................................................. 64
Figura 30 - Auscultadores personalizáveis com letras de música .................................... 75

112
Figura 31 - Fab@home 2.0 ............................................................................................... 76
Figura 32 - RepRap 2.0 “Mendel” .................................................................................... 76
Figura 33 - Gama de impressoras 3D Dimension ............................................................. 78
Figura 34 - Ways to Grow ................................................................................................. 82
Figura 35 - “Vestido Tecnológico” ................................................................................... 89
Figura 36 - Projecto Shattered Chaos ............................................................................... 90
Figura 37 - Fases do projecto Shattered Chaos ................................................................ 91
Figura 38 - Projecto Tri .................................................................................................... 92
Figura 39 - Sketchs iniciais ............................................................................................... 93
Figura 40 - Projecto Puzzlate ............................................................................................ 94
Figura 41 - Modelo base e ficheiros danificados .............................................................. 94
Figura 42 - Projecto Infinity .............................................................................................. 95
Figura 43 - Ideação do padrão .......................................................................................... 96
Figura 44 - Pormenor dos padrões Infinity e Puzzlate ...................................................... 98

113
FONTES ICONOGRÁFICAS
Figura 1 - Obtido de Nunes, M. J. (2004). Metodologias de Desenvolvimento de Novos
Produtos Industriais. Escola de Engenharia da Universidade do Minho,
p.28
Figura 2 - Obtido de http://www.caranddriver.com/reviews/car/08q3/2009_bmw_
750i_750li-first_drive_review/gallery/2009_bmw_7-
series_clay_model_photo_29
Figura 3 - Obtido de http://www.meshexpress.com/ami_en.html
Figura 4 - Obtido de http://images.businessweek.com/ss/06/08/starwood/source/5.html
Figura 5 - Obtido de http://www.productdesignforums.com/topic/3817-urban-trolley/
Figura 6 - Obtido de http://racheljungdesign.wordpress.com/2010/12/09/personal-
work-1/
Figura 7 - Obtido de http://www.swannpinball.se/image_full.php?id=35
Figura 8 - Obtido de http://www.wtec.org/loyola/rp/03_01.html
Figura 9 - Obtido de http://www.geh.org/ne/cromer/m198127950011_ful.html
Figuras 10, 11, 12 - Obtido de Bourell, D. L., Beaman, J. J., Leu, M. C., & Rosen, D.
W. (2009). A Brief History of Additive Manufacturing. RapidTech. p.6
Figura 13 - Obtido de http://www.zcorp.com/en/Products/3D-Printers/ZPrinter-
450/spage.aspx
Figura 14 - Obtido de http://www.zcorp.com/en/Products/3D-Printers/ZPrinter-
450/spage.aspx
Figura 15 - Obtido de http://www.thesurfacegrinder.com/2011/03/05/cnc/
Figura 16 - Obtido de http://www.cnc-step.de/en/products-cnc-routers-cnc-router-cnc-
engravers/accessories/86-scan1000-pro

114
Figura 17 - Obtido de http://www.image-acquire.com/faro-announces-new-generation-
3d-laser-scanners/
Figura 18 - Obtido de http://www.custompartnet.com/wu/images/rapid-
prototyping/sla.png
Figura 19 – Obtido de http://www.artcorp.com/polyjet_process2.jpg
Figura 20 - Obtido de http://imageshack.us/photo/my-images/377/rpmachine wh8.jpg/
Figura 21 - Obtido de http://www.azom.com/article.aspx?ArticleID=1648
Figura 22 - Obtido de http://www.rpc.msoe.edu/images/3dp_process.jpg
Figura 23 - Obtido de http://www.lpwtechnology.com/Laser+Metal+Deposition
+PT1BT3dBRE14b0RkdVZHZHU5Mlk
Figura 24 - Obtido de http://www.emeraldinsight.com/content_images/fig/15601
60106003.png
Figura 25 - Obtido de http://www.sintermask.com/userfiles/sintermasking.gif
Figura 26 - Obtido de http://www.emeraldinsight.com/content_images/fig/1560100
304022.png
Figura 27 - Fonte própria
Figura 28 - Obtido de http://www.cimject.ufsc.br/knowledge/imagens/06_FDM
_01.jpg
Figura 29 - Obtido de http://www.msoe.edu/academics/research_centers/graphics
/lom_process.gif
Figura 30 - Obtido de http://www.adafruit.com/blog/2010/05/19/3d-printed-head
phones/
Figura 31 - Obtido de http://www.fabathome.org/wiki/index.php/Image:Model2.jpg
Figura 32 - Obtido de http://en.wikipedia.org/wiki/File:RepRap_'Mendel'.jpg
Figura 33 - Obtido de http://www.protdesign.com/3_Pro_Impresion3D.aspx
115
Figura 34 - Com base em Brown, T. (2009). Change by Design.pág.161
Figura 35 - Obtido de http://www.centimfe.com/centimfe/pt/News/2005/fatima%
20lopes#
Figura 36 - Fonte própria
Figura 37 - Fonte própria
Figura 38 - Fonte própria
Figura 39 - Fonte própria
Figura 40 - Fonte própria
Figura 41 - Fonte própria
Figura 42 - Fonte própria
Figura 43 - Fonte própria
Figura 44 - Fonte própria
116
BIBLIOGRAFIA REFERENCIADA
Alves, F. J. (2001). Protoclick. Porto.
Asiabapour, B. (2005). New waste-saving heater design for the SIS Rapid Prototyping
Process. Texas State University, São Marcos.
Asiabapour, B., Khoshnevis, B., & Palmer, K. (2004). Systematic Aproach for Rapid
Prototyping Process Development. Texas State University, São Marcos.
Baraldi, U. (3 de Fevereiro de 2011). 20 Years of Addictive Technologies? So What?
Bélgica: Sirris. Obtido em 11 de Abril de 2011
Bourell, D. L., Beaman, J. J., Leu, M. C., & Rosen, D. W. (2009). A Brief History of
Additive Manufacturing. RapidTech .
Bourell, D. L., Leu, M. C., & Rosen, D. W. (2009). Roadmap for Additive
Manufacturing: Identifying the future for freeform processing. Austin:
The University of Texas.
Brown, T. (2009). Change by Design. Nova Iorque: HarperCollins Publisher.
Castelli, C. T. (2003). Interni .
Centimfe. (s.d.). Centimfe. Obtido em 18 de 08 de 2011, de Centimfe:
www.centimfe.com
Chua, L. K., Leong, K. F., & Lim, C. S. (2003). Rapid Prototyping: Principles and
Applications. Singapura: World Scientific Publishing Company.
D-Shape. (s.d.). Obtido em 6 de Junho de 2010, de D-Shape: http://www.d-shape.com
Gibson, I., Rosen, D. W., & Stocker, B. (2010). Additive Manufacturing Technologies.
Nova Iorque: Springer.
Hague, R., Mansour, S., & Saleh, N. (2004). Material and Design Considerations for
Rapid Manufacturing. International Journal of Production Research .

117
Hippel, E. v. (1988). The Sources of Innovations. Nova Iorque: Oxford University
Press.
Hopkinson, N., Hague, R., & Dickens, P. (2006). Rapid Manufacturing - An Industrial
Revolution for the Digital Age. Chichester, Inglaterra: John Wiley &
Sons, Ltd.
Junior, A. (2008). Análise comparativa entre processos de prototipagem rápida na
concepção de novos produtos: um estudo de caso para determinação do
proceso mais indicado. Pontíficia Universidade Católica do Paraná,
Curitiba.
Kamrani, A. K., & Nasr, E. A. (2006). Rapid Prototyping, Theory and Practise. Nova
Iorque: Springer.
Lai, K.-H., & Cheng, T. C. (2009). Just-in-Time Logistics. Surrey: Gower.
Lawson, B., & Dorst, K. (2009). Design Expertise. Oxford: Elsevier.
Lipson, H., & Kurman, M. (2010). Factory @ Home: The emerging economy of
personal fabrication. US Office , Department of Science and Technology
Policy.
Manzini, E. (1993). A Matéria da Invenção. Lisboa: CPD.
Mietti, M. A., & Vendrameto, O. Uso da prototipagem rápida como factor de
competitividade. UNIP- Universidade Paulista.
Nunes, M. J. (2004). Metodologias de Desenvolvimento de Novos Produtos Industriais.
Escola de Engenharia da Universidade do Minho.
Otto, K., & Wood, K. (2000). Product Design: Techniques in Reverse Engeneering
and New Product Develpment. Londres: Prentice Hall.
Papanek, V. (2005). Design for the Real World; 2nd
Revised Edition. Chicago:
Academy Chicago Publishers.
Parra, P. J. (2007). Design Simbiótico - Cultura Projectual, sistemas biológicos e
sistemas tecnológicos.

118
Sass, L., & Oxman, R. (2006). Materializing Design: The Implications of Rapid
Prototyping in Digital Design. Design Studies Vol.27 No.3 .
Sterling, B. (2004). When Blobjects Rule the Earth. Los Angeles.
Sterling, B. (2005). Shaping Things. Cambridge: The MIT Press.
Terreo, M. (2007). Uso de Prototipos Virtuais na Validação de Projectos Mecânicos
Complexos: Um Estudo de Caso no Sector Automobilístico. Escola
Politécnica da Universidade de São Paulo.
Ullman, D. G., Wood, S., & Craig, D. (1990). The Importance of Drawing in the
Mechanical Design Process. Computer & Graphics Vol.14 No.2 .
Ulrich, K. T., & Eppinger, S. D. (2003). Product Design and Development. McGraw-
Hill.
Vogel, C., Cagan, J., & Boatwright, P. (2005). The Design of Things to Come: How
ordinary people create extraordinary products. Nova Jersia: Wharton
School Publishing.
Volpato, N. (2007). Prototipagem Rápida: Tecnologias e Aplicações. São Paulo:
Editora Edgard Blucher.
Wohlers, T. (2010). Presentation at Factory of the Future. Brisbane.
Wohlers, T. (2006). Wohlers Report.
Wohlers, T. (2008). Wohlers Report: Executive Summary.
Wohlers, T. (18 de Abril de 2010). Wohlers Talk Blog. Obtido em 8 de Maio de 2011,
de Wohlers Associates: http://www.wohlersassociates.com
119
BIBLIOGRAFIA NÃO REFERENCIADA
All Business. (2009). All Business. Obtido em 12 de Abril de 2011, de
http://www.allbusiness.com/science-technology/materials-science-
technology-polymers/12808299-1.html
Bilello, P. (29 de Outubro de 2010). Time Compression. Obtido em 28 de Abril de
2011, de http://www.timecompression.com/columns/plm-social-
networks-the-cloud-more
Bulkeley, W. (3 de Agosto de 2006). Post-Gazette. Obtido em 27 de Março de 2011,
de http://www.post-gazette.com/pg/06215/710849-96.stm
Cadazz. (2004). Cadazz. Obtido em 6 de Outubro de 2011, de http://www.cadazz.com/
Chapman, A. (2009). Business Balls. Obtido em 21 de Março de 2011, de
http://www.businessballs.com/maslow.htm
Clute, B. (16 de Setembro de 2011). Time Compression. Obtido em 2 de Outubro de
2011, de http://www.timecompression.com/articles/3d-printed-couture-
the-new-look-of-fashion
Crenk. (8 de Julho de 2010). Crenk. Obtido em 24 de Abril de 2011, de
http://crenk.com/mass-customization-is-taking-off/
Diatom Studio. (Março de 2011). Vimeo. Obtido em 22 de Maio de 2011, de
http://vimeo.com/21250072
Digital Forming. (2008). Digital Forming. Obtido em 6 de Maio de 2011, de
http://www.digitalforming.com/
Ennex Corporation. (1993). Fabbers. Obtido em 15 de Março de 2011, de
http://www.ennex.com/~fabbers/
Fab@home. (s.d.). Fab@home. Obtido em 28 de Março de 2011, de
http://fabathome.org/wiki/uploads/7/77/Phorecast_Interview_4-13-
2008.mp3
120
Factory of Factories. (s.d.). Factorie of Factories. Obtido em 27 de Março de 2011, de
http://www.factoryoffactories.com/fof_br/rapidprodpg5_br.htm
Fineline Prototyping. (2011). Fineline Prototyping. Obtido em 23 de Março de 2011,
de http://www.finelineprototyping.com/intro/technologies.php
Fish, E. (29 de Outubro de 2010). Time Compression. Obtido em 29 de Abril de 2011,
de http://www.timecompression.com/articles/additive-manufacturing-not-
just-for-rapid-prototyping
Flaharty, J. (22 de Novembro de 2008). Replicator. Obtido em 23 de Maio de 2011, de
http://replicatorinc.com/blog/2008/11/pixar-toy-story-zoetrope/
Gould, L. (29 de Outubro de 2010). Time Compression. Obtido em 28 de Abril de
2011, de http://www.timecompression.com/articles/whats-happening-in-
digital-prototyping
Inácio, L. M. (2006). Academia.edu. Obtido em 26 de Junho de 2011, de
http://independent.academia.edu/LuisInacio/Papers/766514/On_Design_
Groundwork_for_the_Study_on_the_Semantics_of_the_Word_Design_
Kaplan-Leiserson, E. (2004). ASTD. Obtido em 21 de Abril de 2011, de
http://www.astd.org/LC/2004/0804_kaplan.htm
King, R. (6 de Outubro de 2008). BusinessWeek. Obtido em 28 de Maio de 2011, de
http://www.businessweek.com/technology/content/oct2008/tc2008103_0
77223.htm
MIT. (2005). MIT Open Courseware. Obtido em 4 de Junho de 2011, de
http://ocw.mit.edu/courses/aeronautics-and-astronautics/16-810-
engineering-design-and-rapid-prototyping-january-iap-2005/projects/
Noguchi, M. (2003). Mass Custom Home. Obtido em 24 de Abril de 2011, de
http://www.masscustomhome.com/
Ogando, J. (13 de Agosto de 2007). DesignNews. Obtido em 3 de Março de 2011, de
http://www.designnews.com/document.asp?doc_id=219519
121
Phoenix, C. (5 de Março de 2007). Crnano. Obtido em 4 de Maio de 2011, de
http://crnano.typepad.com/crnblog/2007/03/rapid_prototypi.html
Priberam. (2011). Priberam. Obtido em 12 de Dezembro de 2011, de
http://www.priberam.pt
Rapid Today. (2007). Rapid Today. Obtido em 11 de Março de 2011, de
http://www.rapidtoday.com/
Rossi, L. (30 de Junho de 2002). Robin Good. Obtido em 21 de Abril de 2011, de
http://www.masternewmedia.org/2002/06/30/open_source_advantages_a
nd_limitations.htm
Sankei, F. (13 de Agosto de 2007). Pink Tentacle. Obtido em 22 de Maio de 2011, de
http://pinktentacle.com/2007/08/artificial-bones-made-with-3d-inkjet-
printers/
Shapeways. (s.d.). Shapeways. Obtido em 2 de Maio de 2011, de
http://www.shapeways.com
St Leger, S. (15 de Fevereiro de 2011). Youtube. Obtido em 24 de Abril de 2011, de
http://www.youtube.com/watch?v=1osdnKzj-1k
Sterling, B. (Agosto de 2004). BoingBoing. Obtido em 7 de Março de 2011, de
http://boingboing.net/images/blobjects.htm
TED. (Fevereiro de 2007). TED. Obtido em 23 de Março de 2011, de
http://www.ted.com/index.php/talks/neil_gershenfeld_on_fab_labs.html
TED. (Setembro de 2009). TED. Obtido em 7 de Março de 2011, de
http://www.ted.com/talks/lang/por_br/tim_brown_urges_designers_to_thi
nk_big.html
The Redtape Chronicles. (28 de Março de 2006). Msnbc. Obtido em 22 de Abril de
2011, de http://redtape.msnbc.msn.com/_news/2006/03/28/6346109-the-
high-cost-of-high-tech-replacements
The TCT Magazine. (2008). The TCT Magazine. Obtido em 16 de Abril de 2011, de
http://tct.printless-publishing.com/iss6vol16/

122
The TCT Magazine. (Dezembro de 2001). The TCT Magazine. Obtido em 1 de Junho
de 2011, de http://www.time-
compression.com/x/guideArchiveArticle.html?id=454
The Technium. (s.d.). The Technium. Obtido em 8 de Março de 2011, de
http://www.kk.org/thetechnium/
Thompson, R. (2011). The Manufacturing Guides:Prototyping and Low-Volume
Production. Londres, Inglaterra: Thames & Hudson.
Utah University. (2007). The Rapid Prototyping Home Page. Obtido em 20 de
Fevereiro de 2011, de http://home.utah.edu/%7Easn8200/rapid.html
Wang, C. (Setembro de 2011). CSA. Obtido em 2 de Abril de 2011, de
http://www.csa.com/discoveryguides/rapidman/overview.php
Wikipedia. (2011). Wikipedia. Obtido em 24 de Abril de 2011, de
http://en.wikipedia.org/wiki/Mass_customization
Wohlers, T. (1 de Junho de 2003). Mold Making Technology. Obtido em 14 de Maio
de 2011, de http://www.moldmakingtechnology.com/articles/is-cnc-
machining-really-better-than-rp
Wohlers, T. (29 de Outubro de 2010). Time Compression. Obtido em 28 de Abril de
2011, de http://www.timecompression.com/articles/how-document-
printers-are-like-additive-manufacturing-machines
Wood, L. (12 de Outubro de 2007). FoxNews. Obtido em 21 de Abril de 2011, de
http://www.foxnews.com/story/0,2933,301511,00.html
Z-Corporation. (s.d.). Z-Corporation. Obtido em 8 de Março de 2011, de
http://www.zcorp.com/en/Solutions/Geospatial/U.S.-Military-Better-
Visualizes/spage.aspx

123
[Esta página foi deixada intencionalmente em branco]