extração/beneficiamento da matéria-prima · pdf filefluxograma...
TRANSCRIPT

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico
Fluxograma básico para fabricação de um produto cerâmico convencional
EXTRAÇÃO/BENEFICIAMENTODA MATÉRIA-PRIMA
MOAGEM/FORMULAÇÃO
CONFORMAÇÃO
SECAGEM/EXTRAÇÃO DE ADITIVOS
QUEIMA
PRODUTO FINAL

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico
CONFORMAÇÃO
Objetivo: dar forma de uma peça a um material sem formaExistem muitos tipos de processos para fabricação de um material cerâmico. A escolha do mesmo depende tanto da forma final da peça quanto das propriedades desejadas.
PÓ CORPO POROSO PARTÍCULAS:
alto grau de homogeneidade
alto empacotamento
menor distorção microestruturaldurante sinterização

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico
CONFORMAÇÃOPRINCIPAIS PROCESSOS USADOS PARA A FABRICAÇÃO DE MATERIAIS CERÂMICOS
PRENSAGEMUNIAXIALISOSTÁTICAPRENSAGEM A QUENTEPRENSAGEM ISOSTÁTICA A QUENTE
COLAGEMDRENAGEMDE SÓLIDOSA VÁCUOSOB PRESSÃOCENTRIFUGADAMOLDE PERDIDOGEL CASTINGDEPOSIÇÃO ELETROFORÉTICATAPE CASTING
CONFORMAÇÃO FLUIDOPLÁSTICAEXTRUSÃOMOLDAGEM POR INJEÇÃO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM Empregado na produção de:
placas cerâmicasferramentas de corte refratários
O processo consiste em:
Consolidar pós cerâmicos em uma cavidade com formato pré-determinado mediante o emprego de uma força.
Estágios:
1) Preenchimento do molde
2) Compactação
3) Extração da peça

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Compactação do pó em uma matriz metálica através de uma pressão que é aplicada em uma única direção.
PRENSAGEM UNIAXIAL
•hidráulica (transmissão da pressão por um fluido): menor produtividade •mecânica: alta produtividade, fácil automatização

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM UNIAXIAL
Método restrito a formas relativamente simples.
Baixo custo
Alta taxa de produção
Preenchimento da matriz durante a prensagem:

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM UNIAXIALTipos de Prensagem (umidade massa)Seca: 0 a 4% umidade
-compactação ocorre cominuindo o granulado e por redistribuição mecânica do pó
-ação dos aditivos
-alta pressão necessária para romper os granulados e distribuir uniformemente o pó
-alta produtividade (ex.: produção de capacitores elétricos de 0,5 mm; substratos de ME)
-tolerâncias de ±1% ou menor são obtidas
•Úmido: 10 a 15% de umidade -normalmente produtos argilosos
-deformação plástica da massa (pode escoar por distribuição não homogênea da umidade)
-não susceptível a automatização
-tolerâncias de ±2%

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM UNIAXIAL

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM UNIAXIAL

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM UNIAXIAL

Materiais de Construção Mecânica II - 2ª Área
PRENSAGEM À QUENTE
-Mecanicamente idêntica à prensagem a frio;
-Diferença: aquecimento do molde, que sinteriza o pó durante a operação de prensagem;
-Densificação a uma temperatura mais baixa, comparada as sinterizações sem prensagem;
-Normalmente sem aditivos (qualquer aditivo orgânico seria transformado pela temperatura em um resíduo carbonizado sem qualquer efeito na massa cerâmica)
A prensagem e a queima ocorrem simultaneamente. O agregado é compactado a uma temperatura elevada
Depende da temperatura de queima
O molde é de fabricação cara
Exige muito tempo: é necessário resfriar a matriz antes de uma nova compactação
2. Processamento Cerâmico: Conformação

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM À QUENTEPISTÃO
CARCAÇA
REFRIGERAÇÃO Á ÁGUA
MOLDE COM PÓ
RESISTÊNCIA ELÉTRICA
BOMBA DE
REFRIGERAÇÃO
FONTE E PAINEL DE CONTROLE

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA
Formas mais complexas
Custo elevado
Baixa taxa de produção
Material pulverizado está contido em um molde de borracha. A pressão é aplicada através de um fluido em todas as direções

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA
DRY BAG: o molde está integrado à câmara de pressão da prensa. O pó é carregado no molde, prensado e após extraído. Método simples e rápido.
WET BAG: o pó é carregado em um molde no lado externo da prensa. O molde então é colocado na prensa e é aplicada uma pressão hidrostática até a compactação desejada. O molde e a parte compactada são removidos da prensa e após, a peça é retirada do molde. Este processo envolve muitas etapas e é trabalhoso.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA
molde WETBAG molde DRYBAG

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA À QUENTE ou HIP
-A pressão é aplicada por todos os lados quando a peça encontra-se a elevada temperatura.
-O processo combina conformação isostática e queima, em uma só etapa.
-O processo permite obter densificação a temperaturas mais baixas do que sem a aplicação da pressão ou a densidade teórica do material, o que seria difícil, ou mesmo impossível, por outro processo.
-Requer projeto especial tanto para as partes do forno quanto à geometria da peça conformada.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA À QUENTE ou HIP

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PRENSAGEM ISOSTÁTICA À QUENTE ou HIP
Prática industrial / Equipamentos industriais
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM
SLIP CASTING
TAPE CASTING
GEL CASTING

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM Empregado na produção de:
louça sanitárialouça de mesa cerâmica artísticacadinhosfiltrosimplantes ósseoscomponentes para equipamentos térmicos
Processo econômico e utilizado na fabricação de formas complexas

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Características• Produção de peças com formas complexas (louças sanitárias e de
mesa), cadinhos, tubos, implantes ósseos, etc)• Conformação de material através da remoção da parte líquida por
um molde poroso;• Barbotina - suspensão coloidal de um pó em um líquido imiscível;• Molde poroso: gesso• É um processo controlado por difusão
COLAGEM – SLIP CASTING
molde poroso

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – SLIP CASTINGO processo consiste em:1) Preparação da barbotina: matéria-prima em suspensão aquosa (40 a 60%)
2) Preenchimento com a barbotina do molde poroso (gesso)
3) Remoção do líquido (água) pelos capilares do molde
4) Drenagem do excesso de barbotina
5) Desmoldagem
6) Rebarbação
7) Secagem
8) Queima

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – SLIP CASTING

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – SLIP CASTING
Fatores Importantes• Reologia - grau de defloculação da barbotina;• Viscosidade;• pH;• Concentração de sólidos;• Granulometria
Vantagens• Produção de componentes de forma complexa;• Baixo custo dos moldes porosos;• Viabilidade econômica de pequenas produções;• Dispersão de partículas finas.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
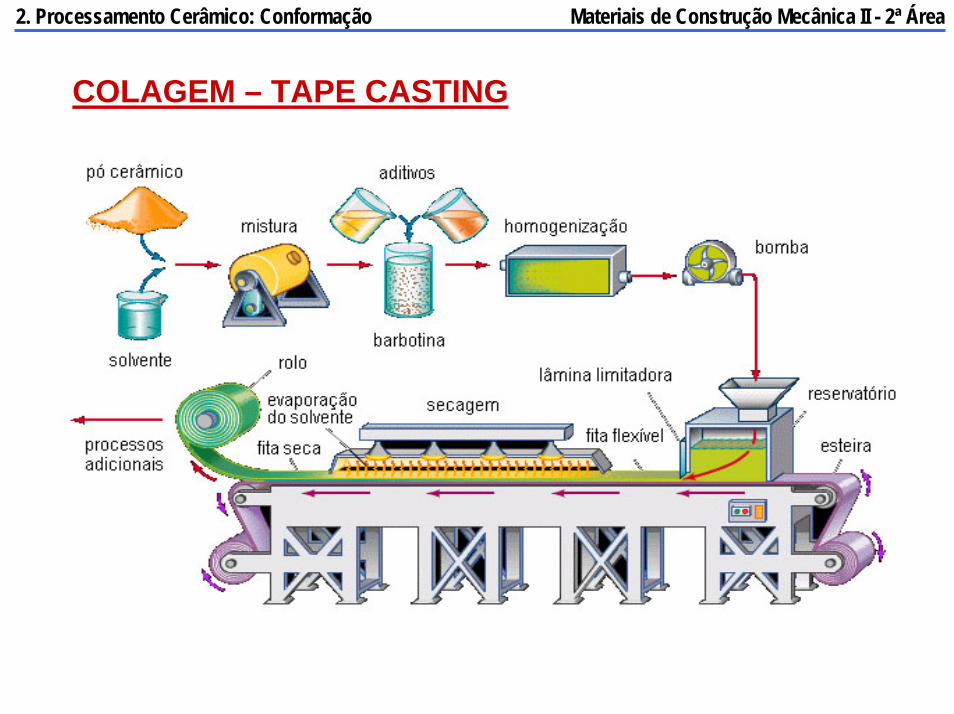
COLAGEM – TAPE CASTING• Obtenção de finas folhas com grande área superficial, empregadas
na construção de blocos para substratos eletrônicos;• Desaeração do pó após moagem → vácuo e peneiramento;• Material pronto → aplicado sobre um substrato contínuo: vidro, inox,
papel, filme de polímero. • Deposição é feita através de uma rede micrométrica;• A fina película do material (0,76 mm, por exemplo) é posteriormente
sinterizada, produzindo as propriedades finais. • O processo é utilizado na fabricação de capacitores e substratos
eletrônicos.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – TAPE CASTING
Fluxograma do processo de tape casting
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – TAPE CASTING

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – TAPE CASTING

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
COLAGEM – TAPE CASTING

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
FLUIDOPLÁSTICA
EXTRUSÃO
MOLDAGEM POR INJEÇÃO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
EXTRUSÃO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
EXTRUSÃO Empregado na produção de:
ladrilhostijolos blocos cerâmicostubos
Processo contínuo ou semi-contínuo com o emprego de uma extrusora ou maromba
O processo consiste em: Uma massa cerâmica plástica é forçada através de um orifício de uma matriz que possui a geometria da seção reta desejada
Matriz Peça Massa cerâmica Rosca sem fim
Bomba de vácuo
Maior densificação
Umidade: 14 a 20% Acionada por motor

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
EXTRUSÃO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
EXTRUSÃO
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃO Empregado na produção de:
velas de igniçãoguias de fios têxteis componentes eletrônicos
O processo consiste em: Aquecer a massa cerâmica (com ligantes) até amolecer a injetar na cavidade de um molde onde se resfria e se solidifica para produzir a forma desejada
Estágios:
1) Preparação do pó
2) peletização
3) Injeção no molde
4) Remoção dos ligantes
5) sinterização
Desenvolvimento de formulações e ligantes orgânicos

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃOMoldagem por injeção de um polímero em um molde (processo da indústria de transformação de plásticos).Para cerâmicos: Uma mistura de pó cerâmico e polímero é aquecida até amolecer e injetada em um molde metálico. CIM (ceramic injection molding) ou PIM (powderinjection molding). Termoplasticidade: propriedade que proporciona ductilidade ~100-200oC e rigidez a temperatura ambiente.Após resfriamento, o polímero deve ser removido para poder ser queimado (sinterizado).

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃO
Matérias-PrimasPós cerâmicos: Al2O3, ZrO2 (convencionais);Plastificantes: polietileno, poliacetatos, polietilenoglicol, poliacrilatos

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃO
Vantagens• Fabricação de peças com geometria complexa;• Bom acabamento - pós-queima mínima;• Alta produção;• Reutilização das misturas injetadas;• Automatização
Desvantagens• Custo elevado da matriz e dos pós (baixa granulometria)• Estabilidade dimensional;• Baixa resistência mecânica à verde;• Retirado do plastificante - aquecimento ou extração por
solventes.
Campos de Aplicação• Indústrias de armas, componentes eletrônicos, indústria têxtil
(guias-fios), etc.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
MOLDAGEM POR INJEÇÃO
Mistura: pó cerâmico + polímero
Injeção
Extração do polímero
Queima

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICAEmpregado na produção de:
barreiras térmicas: em motores de automóveis, câmara e cabeçote do pistãoProteção contra atrito e desgaste: componentes da indústria têxtil,
componentes de bombas e equipamentos de impressão bicos injetoresProteção contra corrosãoImplantes médicos: próteses de ossos cobertas com hidroxiapatita em locais
de atrito elevado
O processo consiste em: Pulverização de partículas finamente divididas sobre um substrato formando um revestimentoEstágios:
1) Fonte de calor: plasma, oxiacetileno
2) Fusão ou estado semi-plástico das partículas
3) Aceleração das partículas pela expansão dos gases da combustão
4) Choque das partículas com o substrato – formação do revestimento

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
As partículas fundidas ou plástica impactam a superfíciepreparada, achatam-se, e aderem ao substrato, construindo um revestimento denso e de alta aderência.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICACaracterística comum: estrutura lamelar do revestimento, partículas, fundidas, não-fundidas, porosidade, inclusões.
Espalhamento da partícula no choque contra o substrato
Microestrutura típica de um revestimento metálico: lamelas, porosidade e inclusões de óxidos.
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
Aplicações: enorme variedade de revestimentos espessos, multicamadas, partes livres, reparo dimensional, corpos de sustentação livre. Pode-se aspergir metais, cerâmicos, polímeros e compósitos.
Funções: desgaste, oxidação/corrosão, barreira térmica, coeficiente de atrito, biocompatibilidade, propriedades elétricas, opticas, magnéticas.
Critério de qualidade: propriedade objetivada e aderência!
Mercado: rápido crescimento (5-10% ao ano). Mercado de 1,35 bilhões de dólares (1997). Processos elétricos sustentaram o crescimento.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA• SETORES INDUSTRIAIS QUE UTILIZAM ASPERSÃO TÉRMICA• Aeronáutica/Aeroespacial• Turbinas a Gás/Energia• Petroquimica• Papel e Celulose• Automotiva• Mineração• Transporte• Aciarias• Marítima• Industria Pesada• Movimentação de Terra• Elétrica• e muitas outras

Materiais de Construção Mecânica II - 2ª Área
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
•VANTAGENS•Altas taxas de deposição•Baixo aquecimento do substrato•Tecnologia comprovadamente eficiente•Vários materiais de revestimento•Alto grau de repetibilidade•Versatilidade•Economicamente interessante•Tecnologia a prova de recessão

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
•LIMITAÇÕES•Aplicações de alto stress
–Impacto–Cargas pontuais
•Não adiciona reforço estrutural (NÃO é solda)•Adesão mecânica•Porosidade•Estresses do revestimento•Espessura do revestimento•Limitações dimensionais do processo•Usinabilidade
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA•CUIDADOS•PREPARAÇÃO DA SUPERFÍCIE•Remoção do metal fatigado ou corroído•Reparação dos defeitos estruturais com solda•Limpeza e desengraxe da peça•Proteção das partes que não se quer revestir•Manutenção da peça limpa•Jateamento da superfície• Uso de Al2O3 ou granalha de aço (pode causar oxidação, areia NÃO é aceitável) -Para aspersão a arco, combustão e materiais de baixa adesão -perfilrugoso- uso de grão 36 a 40 Al2O3• Para aspersão com HVOF e plasma: perfil fino rugoso é o melhor -- use grão 60, Al2O3
• Um bom material multi propósito é o Al2O3 grão 40 a 50
Em torno de 85% das falhasem aspersão podem ser relacionadas à preparaçãode superficie!
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
MICROESTRUTURA DO REVESTIMENTO:•Estrutura lamelar, paralela à superfície ⇒ anisotropia. RM 5 a 10 vezes maior na longitudinal do que na transversal.•Estrutura amorfa (metais vítreos) e fases metaestáveis incomuns: taxa de resfriamento (106 Ks-l).•Inclusões: spray em atmosfera com ar: interações químicas - oxidação, mesmo superficial da partícula. Outros ex.: W reage com H2 e N2.•Estrutura heterogênea: as lamelas têm diferentes tamanhos e aderência (partículas com diferentes tamanhos, temperatura e velocidade)•Porosidade (em aspersões convencionais): 0,025% to 50%. Causas:
•baixa energia no impacto (partículas não fundidas / baixa velocidade) •efeito sombra (partículas não fundidas / ângulo de aspersão) •efeito da contração e relaxação de tensões residuais
•Modificação da natureza química e física. Interações podem modificar significativamente (química e fisicamente) o material de partida

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICATENSÕES NOS REVESTIMENTOS
•Resfriamento e a solidificação ⇒ contração ⇒ tensões trativas na partícula e compressivas na superfície do substrato.
•Com o aumento da espessura do revestimento ⇒ tensão superior a sua aderência ou as forças coesivas, ⇒ desprendimento do revestimento.
•Materiais com alta contração como aços austeníticos ⇒ altos níveis de tensão ⇒ limitações na espessura máxima do revestimento.
•Revestimentos denso ⇒ mais tensionados que os porosos.
•O método de aspersão e a microestrutura influenciam o nível de tensionamento do revestimento.
• HVOF que produz revestimentos com baixa tensão e densos. Isto é devido às tensões compressivas formadas pelas deformações mecânicas (similar ao shot peening) durante o impacto da partícula, atuando contra as tensões trativas devido à solidificação e resfriamento.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
PROCESSOS DE ASPERSÃO TÉRMICA
FONTE ELÉTRICA DE CALOR
FONTE QUÍMICA DE CALOR
(COMBUSTÃO)
PLASMA ARCO
ELÉTRICO DETONAÇÃOCHAMA H.V.O.F
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
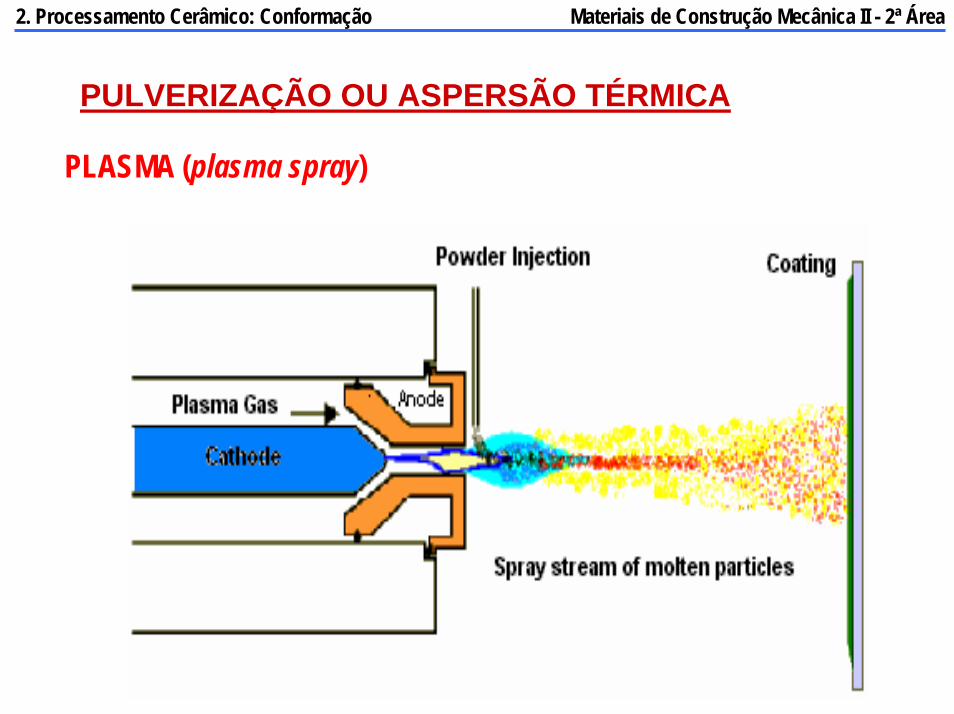
PLASMA (plasma spray)
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
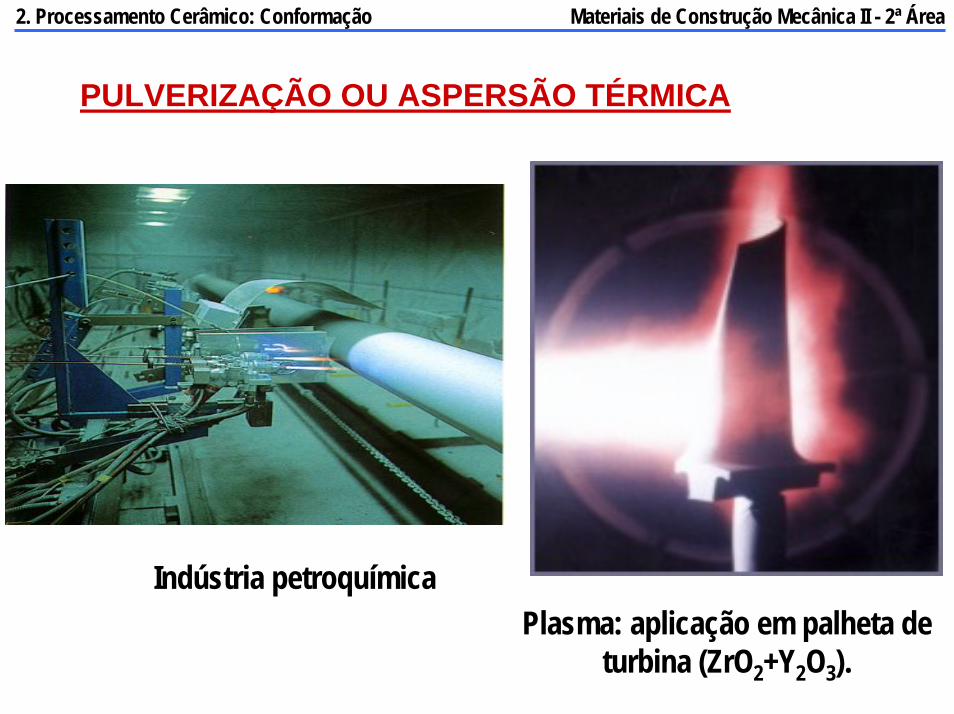
Indústria petroquímicaPlasma: aplicação em palheta de
turbina (ZrO2+Y2O3).

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
Versatilidade: aspersão a
plasma de uma turbina de
hidroelétrica in loco.
Plasma aplicado na superfície interna de motores a combustão (BMW)

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
PROCESSOSHIPERSÔNICO (HVOF = High Velocity Oxygen Fuel)

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICA
Cilindros da indústria de
papel.Trem de pouso de
space shuttles.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICAPROCESSOSCHAMA (Flame spray ou LPOF - Low Pressure Oxygeb Fuel)

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
PULVERIZAÇÃO OU ASPERSÃO TÉRMICAPROCESSOSCHAMA (Flame spray ou LPOF - Low Pressure Oxygeb Fuel)
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
INDÚSTRIA DO VIDRO
ELABORAÇÃO DOS VIDROS
processo complexo , que pode ser dividido:Reação dos componentes
Dissolução do excedente de sílica que não reagiu
Refino e homogeneização
Repouso e acondicionamento térmico
Ocorrem dentro do
forno
Programa térmico controlado, com aumento progressivo da temperatura, seguido de um resfriamento e de um
período de estabilização para que a massa vítrea alcance a homogeneidade térmica requerida para a conformação
FORNOS DE FUSÃOObjetivo:
TRANSFORMAR A COMPOSIÇÃO EM VIDRO FUNDIDO
Trabalham com temperaturas de 1500º a 1650ºC

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Reação dos componentes e formação dos vidros
Formação do vidro:Série de transformações físicas e reações químicas a altas temperaturas, através das quais a massa vitrificável se converteem uma massa vítrea
Os componentes da mistura experimentam múltiplas modificações:- transformações cristalinas
- evaporação da água de umidade
- desidratação dos sais hidratados
- dissociação dos carbonatos e sulfatos
- reações entre as distintas espécies químicas
- fusão das espécies químicas e dos produtos das reações e dissolução no fundido que está se formando
O estudo do equilíbrio de
todas as reações é
muito complexo
Se prefere a abordagem do estudo de equilíbrio das reações em sistemas mais simples

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Dissolução do excedente de sílicaApós a reação de todos os componentes da mistura vitrificável e de ter ocorrido a formação de uma fase fundida, pode haver um
excesso de sílica não dissolvido no vidro
A incorporação deste excedente ocorre através de um lento processo de dissolução regido por mecanismos de difusão
O tempo que as partículas de areia levam para se dissolver é:
- proporcional ao quadrado de seu raio
- inversamente proporcional a seu coeficiente de difusão
Com isto, se esperaria que fosse mais conveniente diminuir o mais possível seu tamanho, acelerando a sua dissolução, mas se produziria um aumento prematura da viscosidade do fundido, sem existir tempo suficiente para a eliminação dos gases, dificultando o processo de afinamento.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Refino e homogeneização do vidro
Objetivo da fusão – transformar materiais granulados em líquido homogêneo e muito viscoso
Quando a composição se funde – reações entre as partículas – geram gases
Devem ser eliminados para que o vidro apresente o grau de homogeneização
que um vidro pronto requer
GASES
Processo de homogeneização e eliminação dos gases e bolhas
REFINOADIÇÃO DE AGENTES AFINANTES
CORRETA CONDUÇÃO DO FORNO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Refino e homogeneização do vidroConstituem a atmosfera exterior em contato com a superfície livre do vidro
Se encontram aprisionados no interior da massaGASES
Incorporação de gases nos vidros:
Reações de decomposição: produzem o desprendimento de gases
A aparição das primeiras fases líquidas dificulta a desgaseificaçãoe obriga os gases liberados a borbulhar através do fundido buscando uma saída até a atmosfera
Durante a dissolução da sílica, com o aumento da acidez, diminui a solubilidade de alguns gases, que se segregam e se difundem até a atmosfera ou aumentam as bolhas já existentes
Outra fonte de gases é o o contato do vidro com os refratários dos fornos, que são liberados durante a corrosão destes

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Principais fontes de aporte gasoso no vidro durante a etapa de reações de seus componentes
Atmosfera do forno
Mistura vitrificável
Refratários
Contaminações
Ar intergranular
evaporação
Produtos de desidratação
dissociação
Poros
Reações vidro-refratário
Matéria orgânica
N2, O2, CO2, H2O, Ar
H2O, CO2, SO3
N2, O2, CO2
SO2, CO2, O2

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Refino e homogeneização do vidro
Procedimento de refinoAgentes químicos
Adição de substâncias que se decompõem termicamente, dando lugar a um intenso desprendimento gasoso
As bolhas formadas são, em geral, de tamanho grande, com uma força ascensional apreciável, que permite que em pouco tempo subam até a superfície, englobando as bolhas pequenas que encontram, além deromperem e homogeneizarem as camadas estratificadas que atravessam.Principais agentes afinantes:
sulfatos que liberam SO2
óxidos de arsênio e antimônio com a união de nitratos que liberam O2
Óxidos e peróxidos que aportam O2
Cloratos e percloratos que aportam O2

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do VidroConformaçãoPrincipais métodos empregados
Sopro manual e automático – vidros ocos
Centrifugação – tubos de imagem de TV
Prensagem – travessas, pratos, isoladores
Estiramento – tubos e bastões
Laminação – vidro plano
Fibragem – fibras de vidro
Baseados em processos antigos, mas que sofreram modificações
para permitir a produção de vidro com fins industriais

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
SoproDesenvolvido no Oriente Médio, na costa fenícia
Consistia em soprar o vidro e expandí-lo para obter todo tipo de forma
CANA: tubo de metal com cerca de 1,2 a 1,5m de comprimento
Extremidades da CANA:de um lado, um bocal, para soprardo outro lado, um alargamento no tubo
Processo ManualO ar é soprado pelo vidreiro

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Sopro Manual 1) Na extremidade alargada: é colocada uma quantidade de massa vítrea - posta
2) O artesão confere à massa uma forma mais ou menos cilíndrica, fazendo-a girar sobre uma chapa de ferro fundido
3) A massa resfria um pouco
4) O artesão começa a soprar no tubo, formando uma bolha na massa, até obter forma e espessura desejadas
5) A massa é reaquecida junto à porta do forno quantas vezes forem necessárias (Para aumentar a espessura, a massa é submersa novamente na massa fundida dentro do forno)

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Fabricação de vidros ocos – Sucção - SoproSistema de alimentação por sucção
Primeira máquina para fabricação automática de garrafas Criada por Owens em 1899
A retirada da massa vítrea do forno é feita por sucção direta através da base de um pré-molde
- Sucção do vidro em uma cuba que se mantém girando na razão de 1 a 3 rpm, que conta com sistema de aquecimento para manter o vidro na temperatura de trabalho
- se retira o pré-molde da superfície do banho e se fecha a base
- se insere a cabeça de sopro e se injeta uma pequena quantidade de ar
- o pré-molde é aberto em duas partes; a forma preliminar ou “parison” fica um instante livre e sob seu próprio peso, tem sua base um pouco alargada
- colocação do “parison” no molde de acabamento onde recebe o sopro final
- abertura do molde e retirada da garrafa pronta

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Fabricação de vidros ocos – Sucção - SoproSistema de alimentação por sucção
Processo:

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Indústria do Vidro
Fabricação de vidros ocos – Sopro - SoproSistema de alimentação por gota
O vidro é conduzido do forno até a máquina de moldagem através de um canal – “feeder” – cujo comprimento pode variar de 3 a 10m.
Feederalimenta a máquinacondiciona a temperatura do vidro aquecendo-o ou
resfriando-o quando necessário (pode-se regular com uma precisão de até ± 0,5°C
Desemboca em um orifício cuja abertura se pode regular
Acima do orifício, é colocado um tubo refratário, no qual está inserido um punção ou agulha que sobe e desce continuamente
O vidro é empurrado através deste orifício formando a gota
A gota é cortada por lâminas metálicas e cai dentro do molde

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Fabricação de vidros ocos – Sopro - Sopro
PRODUÇÃO DE GARRAFAS

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Estiramento
Consiste em estirar uma massa cilíndrica de vidro semi-fluido ao mesmo tempo que se aplica um jato de ar no centro do cilindro.
Se obtém tubos, lâminas e varetas com um parede uniforme.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
EstiramentoProcesso Danner : filete de vidro flui sobre um mandril
refratário (manga) – movimento de rotação e sopro de ar. O vidro recobre toda a manga – o tubo é puxado sobre rolos de grafite e por duas esteiras (tração do tubo) – fim da linha – corte dos tubos

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Vidros Planos – Processo FloatDesenvolvido por Alastair Pilkington em 1959
Idéia do processo: Pilkinton observou que porções de óleo não se misturavam com a água em uma pia, permanecendo na forma de lâminas sobre esta. A partir daí, ele procurou um metal que fizesse o mesmo papel da água, onde o óleo seria o vidro
atuaria como a água, pois é mais denso que o vidro e continua líquido, não se misturando com ele, nas temperaturas em que se dá o enrijecimento do vidro (de 1100ºC a 600ºC)
ESTANHO
Produz placas perfeitamente planas e polidas

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
líquido menos denso sobre outro mais denso (ambos imiscíveis)
o menos denso vai formar uma lâmina sobre o mais denso
com uma espessura “de equilíbrio”
Vidro fundido sobre o estanho, a tendência é de se formar uma lâmina com 5 a 6 mm de espessura.
O banho de estanho deve ser longo o suficiente para que dê tempo para o vidro esfriar, dos 1100ºC na sua entrada, até 600ºC, na saída, quando estará rígido.
Vidros Planos – Processo Float
ESTANHO - Inconvenientese oxida em contato com o oxigênio, nas temperaturas exigidas pelo vidro
é necessário que todo o banho de estanho fique enclausurado dentro de uma grande caixa, onde se injeta nitrogênio.
na caixa, há, também, uma série de resistências elétricas que garantem um perfil térmico conveniente desde a entrada até a saída do vidro
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
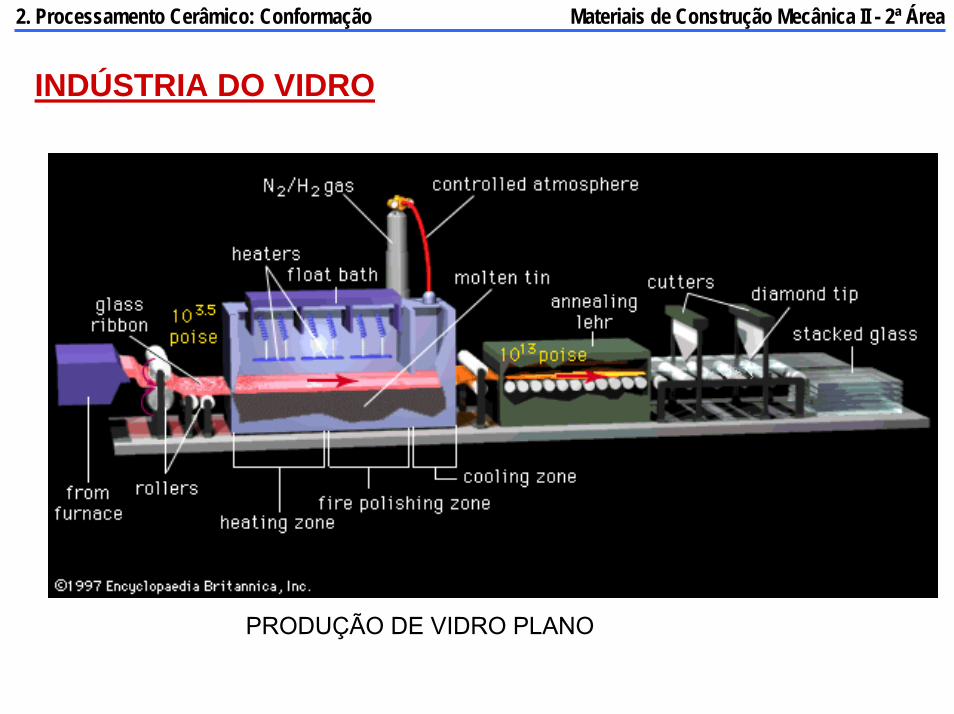
INDÚSTRIA DO VIDRO
PRODUÇÃO DE VIDRO PLANO

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Vidros Planos – Processo Float
↑ vel. – lâmina afina
↓ vel. – lâmina engrossa
proporcionada pela tração destes rolos na fita contínua de vidro
Top-roll
rodas dentadas que pinçam o vidro pelas
bordas e que têm rotação e ângulos
variáveis e regulados por motores
Espessura do vidro:
balanço entre as tensões superficiais
força da gravidade
velocidade de extração:
controlada pelo uso de até 8 máquinas chamadas de “top-roll”:
• Para vidros com 5 a 6 mm de espessura, os top-rolls são paralelos ao fluxo de vidro e o controle da espessura se faz pela velocidade de extração.
• Para vidros mais finos, os top-rolls formam ângulos divergentes, tendendo a esticar a lâmina, em conjunto com uma maior velocidade de extração.
• Para vidros mais grossos, os top-rolls formam ângulos convergentes, tendendo a empurrar o vidro da borda para o centro, em combinação com uma menor velocidade de extração

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
TRATAMENTOS TÉRMICOSRecozimento
Todos os artigos fabricados com vidro fundido
Durante ou após a conformação
Resfriamento brusco ou irregular
Surgimento de tensões internas não uniformes
Objetivo do recozimento – eliminar estas tensões
O vidro deve passar do estado rígido com tempo suficiente para relaxar a sua estrutura o mais uniformemente possível e para que adquira em todos os pontos o mesmo volume específico
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
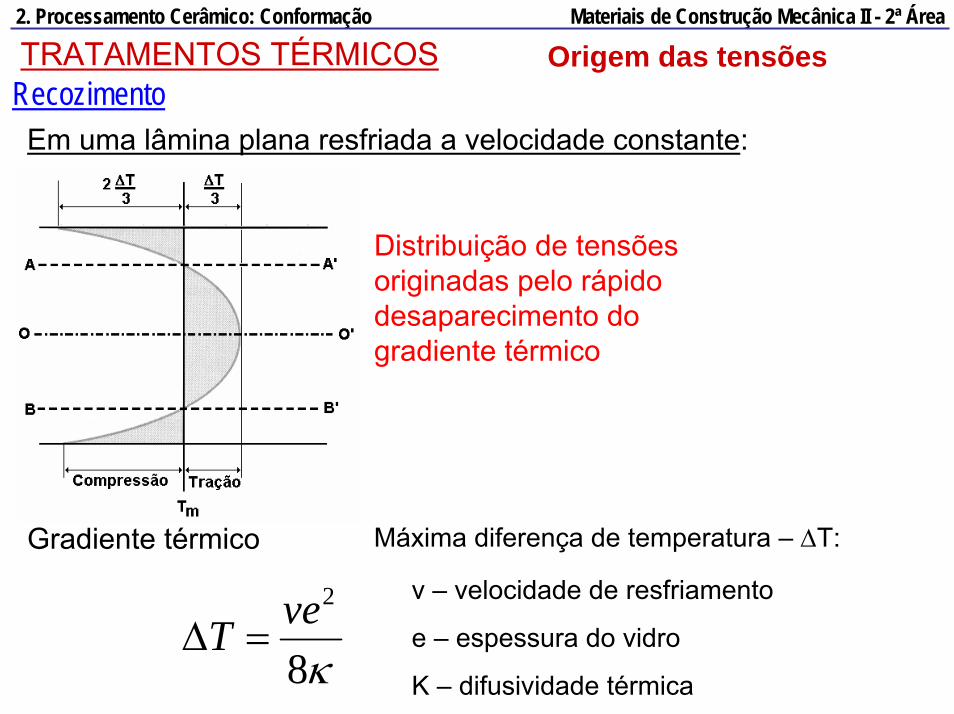
TRATAMENTOS TÉRMICOSRecozimento
Origem das tensões
Em uma lâmina plana resfriada a velocidade constante:
Gradiente térmico
Distribuição de tensões originadas pelo rápido desaparecimento do gradiente térmico
Máxima diferença de temperatura – ∆T:
v – velocidade de resfriamento
e – espessura do vidro
K – difusividade térmica κ8
2veT =∆

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
TRATAMENTOS TÉRMICOS Origem das tensões
Recozimento Processo
Reaquecimento até a temperatura de recozimento
viscosidade está entre 1013 à 1014 poises
Varia conforme o artigoManutenção na temperatura de recozimento
Resfriamento lento e controlado até a temperatura ambiente
Galeria de recozimento:resfriamento controlado até aprox.
120ºC.

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Medida das tensões
peça após conformação: as tensões não são observadas a olho nu
Recozimento
POLARISCÓPIOObservação no polariscópio:
visualização das tensões
Observação no polariscópio após recozimento: peça livre de tensões
Perfil de tensões

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Têmpera Térmica
Obtenção de ‘Vidro Temperado’
Indução de tensões para conferir maior resistência ao objeto
tensões residuais superficiais compressivas
ProcessoAcima da transição vítrea
Abaixo do ponto de amolecimento
40s/mm de espessura
630 a 640°C
Aquecimento até uma temperatura
Resfriamento com jato de ar ou banho de óleo
Espessura do vidro temperado: 2,8 a 19mm
Aquecimento e resfriamento semelhantes em ambas as faces: minimizar distorções

Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Têmpera TérmicaTensões Similares após a conformação de um vidro:
região interna – tensão de traçãoregião externa – tensão de compressão
Quase sempre inicia em trincas na superfície sob tensão de tração
FALHA em Cerâmicos
Para fraturar uma peça de vidro temperado
a magnitude da tensão de tração aplicada deve superar a tensão de compressão da superfície e deve ser suficiente para iniciar e propagar trincas
Em caso de ruptura do vidro temperado
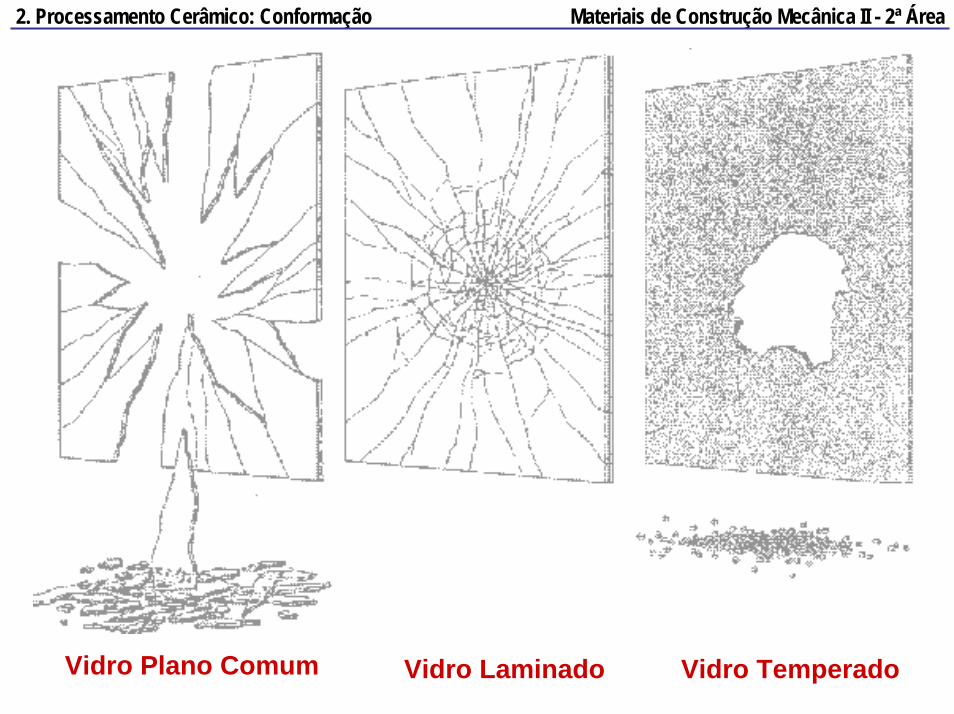
o centro libera a energia da tensão de tração e resulta na formação de pequenos pedaços de vidro sem corte
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: ConformaçãoTêmpera Térmica
janelas laterais e traseiras de automóveis vidros de segurança para edifíciosvidros expostos a radiações solares
USOS
maior resistência ao choque térmico
Têmpera Química
Têm sido desenvolvidos métodos químicos para aumentar a resistência:
- Processos de troca de íons alteram a composição ou estrutura da superfície do vidro:
Combinação de troca iônica e cristalização superficial – reduzem o coeficiente de expansão térmica
Ex.: vidros com alto teor de sódio são submetidos a banhos com sal de lítio fundido – a temperatura permite a difusão do íon alcalino e alivia tensões por fluxo viscoso. Um tratamento térmico posterior permite a cristalização da superfície, reduzindo o coef. de expansão térmica, deixando-a sob compressão
- Pode-se obter uma resistência superior a 7.000 kg/cm2
Materiais de Construção Mecânica II - 2ª Área2. Processamento Cerâmico: Conformação
Vidro Plano Comum Vidro Laminado Vidro Temperado