estratégias gerenciais e flexibilidade do trabalho
TRANSCRIPT
RELATÓRIO CIENTÍFICO
Estratégias gerenciais
e flexibilidade do trabalho
Processo FAPESP 2005/02658-7
Pesquisadora responsável: Alessandra Rachid (DEP/UFSCAR)
Março de 2007
Índice
Resumo do projeto ..................................................................................................................... 1
Introdução .................................................................................................................................. 1
Método de pesquisa .............................................................................................................. 2
Estrutura do relatório ............................................................................................................ 3
Capítulo 1 - A indústria de linha branca .................................................................................... 4
1.1 A indústria mundial de linha branca ............................................................................... 4
1.2 A indústria de linha branca no Brasil .............................................................................. 7
1.3 Mudança de propriedade da empresa pesquisada ........................................................... 11
Considerações finais ............................................................................................................. 11
Capítulo 2 - Novos modelos de produção e a flexibilidade ....................................................... 12
2.1 Flexibilidade de produção ............................................................................................... 12
2.2 A flexibilidade nos novos modelos de produção ............................................................ 13
2.3 Adoção dos novos modelos na linha branca ................................................................... 17
2.4 Adoção dos novos modelos na empresa pesquisada ....................................................... 21
Capítulo 3 - Flexibilidade do trabalho ....................................................................................... 26
3.1 Flexibilidade funcional do trabalho ................................................................................ 26
Automação ....................................................................................................................... 27
Just-in-time ...................................................................................................................... 28
Qualidade ......................................................................................................................... 28
Grupos para solução de problemas .................................................................................. 30
Grupos semi-autônomos .................................................................................................. 31
Enriquecimento de cargos ................................................................................................ 32
Cursos e treinamentos ...................................................................................................... 35
3.2 Flexibilidade numérica do trabalho ................................................................................ 38
Contrato temporário ou por prazo determinado ............................................................... 40
Terceirização .................................................................................................................... 41
Remuneração variável ...................................................................................................... 42

Trabalho em tempo parcial .............................................................................................. 42
Horas extra e banco de horas ........................................................................................... 44
3.2 Relação entre flexibilidade funcional e numérica .......................................................... 49
Conclusões ................................................................................................................................. 50
Referências bibliográficas ....................................................................................................... 53
Anexo 63
Lista de tabelas
Tabela 1.1 - Principais países/ regiões produtoras de eletrodomésticos de linha branca (1997, 2000 e 2004) .................................................................................................... 6
Tabela 1.2 - Participação das principais empresas por segmento do mercado brasileiro de linha branca (1997-2000) ........................................................................................... 8
Tabela 2.1 – Áreas de fabricação e número de trabalhadores ................................................ 22
Tabela 3.1 - Dias de treinamento dos trabalhadores nos 12 meses anteriores à pesquisa ...... 36
Tabela 3.2 – Tipos de cursos mencionados pelos trabalhadores ............................................ 37
Tabela 3.3 - Escolaridade dos operários entrevistados na WashCo (2005) ........................... 38
Tabela 3.4 – Quantidade de negociações envolvendo o banco de horas em unidades de negociação monitoradas pelo DIEESE (2005-2006) .................................................. 45
Tabela 3.5 – Saldo no banco de horas entre os trabalhadores entrevistados .......................... 47
Lista de quadros
Quadro 1.1 - Principais empresas da indústria mundial de eletrodomésticos de linha branca (2006) .............................................................................................................. 4
Quadro 1.2 - Aquisições de empresas de eletrodomésticos de linha branca de capital nacional ...................................................................................................................... 7
Quadro 1.3 – Empresas de eletrodomésticos de linha branca de capital nacional (2006) ..... 9
Quadro 1.4 – Empresas de eletrodomésticos de linha branca instaladas em Manaus (2006) 10
Quadro 2.1 – Incertezas relacionadas à manufatura ............................................................... 13
Quadro 2.2 - Atividades terceirizadas (década de 1990) ....................................................... 16
Quadro 2.3 - Atividades terceirizadas por empresas de linha branca .................................... 20
Lista de figuras
Figura 2.1 – Níveis hierárquicos da WashCo no Brasil (anos 1990, virada do século e anos 2000) ........................................................................................................................... 25
Figura 3.1 – Número de funcionários na unidade pesquisada ................................................ 39
Resumo do projeto Este projeto teve como objetivo pesquisar dois tipos de estratégias de
flexibilização usadas na indústria de eletrodomésticos de linha branca. A reorganização das empresas desde a década de 90 tem se conduzido pela busca de flexibilidade. No que diz respeito ao trabalho, as diferentes estratégias para obtê-la podem ser classificadas em dois tipos. O primeiro tipo, chamado de flexibilidade interna ou funcional, envolve a ampliação das funções exercidas pelos trabalhadores, com a incorporação de atividades de apoio à produção, como controle da qualidade, manutenção, grupos de trabalho dentro dos quais cada trabalhador tem maiores responsabilidades. O segundo tipo, chamado de flexibilidade externa ou numérica, relaciona-se à redução do emprego por prazo indeterminado em tempo integral e ao crescimento de formas alternativas de contratação, como a terceirização, o contrato temporário ou eventual, o trabalho em tempo parcial, salário e jornada flexíveis. Para obter informações sobre essas questões, foram realizadas entrevistas semi-estruturadas com gerentes, trabalhadores e representantes sindicais sobre as funções exercidas pelos trabalhadores e sobre as iniciativas empresariais relacionadas a esses temas. Também foram pesquisados dados secundários sobre as negociações entre sindicatos e empresas. O banco de horas é considerado pelos gerentes entrevistados como uma ferramenta que facilita muito a programação da produção. A postura sindical sobre a questão, por sua vez, é bastante diferenciada dentro da própria indústria de linha branca. Entre trabalhadores, as opiniões também se dividem, com parte que menciona seus benefícios e parte que se ressente pelo fato de o banco de horas restringir o salário adicional das horas extra.
Introdução Na década de 80, observou-se uma série de mudanças na organização interna das
empresas com base no novo modelo de produção cujo nome mais difundido é o de "produção enxuta". Na década de 90, junto com a difusão desse modelo, intensificam-se os processos de redução da estrutura das grandes empresas, o downsizing, através do achatamento da hierarquia, da criação de unidades de negócio ou centros de lucro e da terceirização de atividades. Essas mudanças têm se realizado sob a égide da "financeirização", em que passa a haver uma maior interferência dos acionistas nas decisões administrativas internas às empresas (Kädtler e Sperling, 2001; Fligstein e Shin, 2003).
Ainda que a utilização das práticas associadas ao novo modelo se dê difundido de forma heterogênea entre diferentes países, entre ramos industriais e mesmo entre diferentes plantas da mesma empresa dentro de um mesmo país, essas mudanças têm aumentado a flexibilidade do trabalho, que vem ganhando novos contornos.
Este relatório refere-se ao um projeto de pesquisa realizada na indústria de eletrodomésticos de linha branca, que tem passado por um processo internacional de concentração de propriedade, sendo dominado atualmente por um número reduzido de grandes empresas. A concentração de propriedade foi acompanhada pela internacionalização da produção, com investimentos diretos dessas grandes empresas em mercados emergentes, como o Leste Europeu, o Sudeste Asiático e a América Latina, através da aquisição de empresas locais.
A reestruturação dessas empresas, já iniciada em décadas anteriores, se intensifica. Elas passam por uma redução significativa do número de funcionários e há
1

uma tendência de buscar maior participação dos trabalhadores em algumas decisões relativas ao seu trabalho, o que tem ocorrido de forma associada à introdução de novos métodos de gestão. Ao mesmo tempo, tem havido a desregulamentação do mercado de trabalho, o que tem permitido às empresas a utilização de maior diversidade de contratos de trabalho. No Brasil, a reação dos sindicatos e de parte da sociedade limitou o alcance dessa reforma, condicionando a flexibilização dos contratos e da jornada a acordos ou convenções coletivas que devem ser negociados com os sindicatos (Araújo et al. 2004).
O objetivo do projeto de pesquisa foi identificar e analisar estratégias de flexibilização do trabalho em uma empresa pertencente à indústria de linha branca. Foram analisadas tanto estratégias que buscam ampliar as funções e responsabilidades dos trabalhadores internamente às empresas, quanto formas alternativas de contratação, como a terceirização, o contrato temporários, os salários variáveis e em especial o banco de horas.
Apesar da existência de pesquisa sobre algumas dessas estratégias de flexibilização, são raras as pesquisas específicas sobre a flexibilização da jornada sob o enfoque de seus benefícios para as atividades de programação, mas também da avaliação dos trabalhadores e seus representantes.
Método de pesquisa A pesquisa foi realizada em uma unidade de uma grande empresa produtora de
eletrodomésticos de linha branca localizada no interior de São Paulo e onde foi implantado o banco de horas. Para obter informações sobre as estratégias de flexibilização do trabalho, foram aplicados roteiros de entrevistas semi-estruturadas com gerentes de produção e de recursos humanos, todos os supervisores de produção, 51 trabalhadores diretos, em número proporcional ao total de funcionários de cada área de fabricação, sendo um deles diretor do Sindicato. As entrevistas ocorreram nas dependências da empresa, em salas reservadas para esta finalidade. Elas foram gravadas e acompanhadas por pelo menos duas pessoas. Foi estabelecido um acordo para manter o anonimato dos entrevistados e da empresa. Também foi entrevistado um dirigente sindical em outra localidade com presença de empresas de linha branca, mas onde o acordo envolvendo o banco de horas não foi aprovado.
A realização das entrevistas se mostrou bastante adequada, pois essas permitiam obter detalhes e respostas mais precisas, pois foi possível explicar o propósito de cada questão e fazer outras perguntas para complementar uma resposta não satisfatória ou aspectos específicos de cada situação que não haviam sido previstos durante a elaboração no roteiro (Alves-Mazzotti, 1998).
Os roteiros de pesquisa para este projeto envolveram questões sobre: - as funções exercidas pelos trabalhadores; - os treinamentos desenvolvidos; - formas alternativas de contratação dos trabalhadores, como a terceirização e a
variação nas horas de trabalho; - negociações para a implantação do banco de horas, seu funcionamento e como
o tempo de cada trabalhador entrevistado tem sido utilizado; - como os entrevistados avaliam esses aspectos do seu trabalho e o banco de
horas em particular.
2

Para a análise dos dados, Foi utilizado o programa computacional SPSS (Statistical Package for the Social Sciences) e também a análise qualitativa de seu conteúdo. Deve-se ressaltar que a análise das mudanças técnicas e organizacionais nesta empresa também se baseia em dados primários coletados de pesquisas anteriores realizadas períodos distintos1.
Um dos interesses da pesquisadora era levantar dados sobre convenções e acordos coletivos necessários para implantação da jornada flexível. Contatos anteriores com funcionários do setor de Informações sobre Relações do Trabalho indicavam a possibilidade de levantar essas informações no Ministério do Trabalho. Em fevereiro de 2007, o Ministério anunciou que colocaria à disposição um Banco de dados com todas as convenções e acordos coletivos realizados no país, o SIRACC (Sistema de Registro e Arquivamento dos Contratos Coletivos), mas até a finalização da pesquisa, essas informações não estavam disponíveis para pesquisa.
Diante da impossibilidade de levantar essas informações no Ministério, funcionários seus indicaram que essas fossem buscadas no DIEESE (Departamento Intersindical de Estatística e Estudos Sócio-Econômicos). Pesquisadores do DIEESE disseram que não seria possível o levantamento in loco, mas se prontificaram a fornecer um relatório com as principais informações dos acordos realizados entre 2005 e 2006 e disponíveis em seu banco de dados, o que se tornou a principal fonte de dados sobre esses acordos.
Estrutura do relatório No Capítulo 1, apresenta-se uma caracterização da indústria de eletrodomésticos
de linha branca em termos internacionais, suas repercussões no Brasil e, finalmente, na empresa pesquisada. O Capítulo 2 apresenta os diversos aspectos da gestão da produção aos quais se aplica a flexibilidade, para, em seguida, apontar como os novos modelos de produção reforçam esses aspectos. A segunda parte do capítulo discorre sobre a adoção de práticas do novo modelo na indústria de linha branca e na empresa pesquisada.
O Capítulo 3 explora de que forma as diferentes práticas de gestão da produção levem, primeiro, à ampliação de funções dos trabalhadores e, depois, à utilização de formas alternativas de contrato de trabalho e, em especial, da jornada.
1 Pesquisa sobre automação e trabalho na indústria de linha branca. EESC/USP. Projeto de Iniciação científica da pesquisadora. 1986 a 1987. Projeto “Reestruturação Produtiva, Educação e Trabalho”, UNICAMP/CEDES, PDCT-CNPq. 1995 a 1997. Mais informações em www.cedes.unicamp.br/pesquisa/artigos/leda_gitahy.htm. Projeto “Globalização, estratégias gerenciais e respostas operárias: um estudo comparativo da indústria de linha branca” IFCH e DPCT/UNICAMP, DEP/UFSCar. FAPESP. 2001 a 2004.
3

1. A indústria de linha branca
Este capítulo apresenta uma caracterização da indústria de eletrodomésticos de linha branca e o processo de reestruturação pelo qual passou, o que envolveu sua estrutura internacional de propriedade. Inicialmente, é apresentado esse processo em nível internacional, depois no Brasil e finalmente na empresa pesquisada.
1.1 A indústria mundial de linha branca Pertencem à indústria de linha branca as empresas produtoras de refrigeradores,
congeladores, lavadoras e secadoras de roupas, lavalouça, fogões, condicionadores de ar e forno de microondas (ELETROS, s.d.). Nas últimas décadas, houve uma concentração da produção em grandes empresas multinacionais. O Quadro 1.1 apresenta as dez maiores empresas da indústria mundial, tomando como base um levantamento realizado por Cunha (2003), com dados de 2001 da Appliance Magazine (2002), e atualizado com informações da imprensa e de páginas especializadas e das empresas na internet.
Quadro 1.1 - Principais empresas da indústria mundial
de eletrodomésticos de linha branca (2006)
Empresa País de origem Algumas marcas produzidas
Whirlpool EUA
Whirlpool, Maytag, Amana, Jenn-Air, KitchenAid, Roper,
Bauknecht, Ignis, Brastemp, Consul
Electrolux Suécia Electrolux, Frigidaire,
Westinghouse, AEG, Corbeirò, REX, Zanussi
LG Coréia General Electric EUA GE, Dako Haier China Haier
Bosch-Siemens (BSH) Alemanha
Bosch, Siemens, Gaggenau, Neff, Thermador, Constructa, Viva,
Ufesa, Balay, Linx, Pitsos, Profilo, Coldex, Continental
Liebherr Alemanha Liebherr Miele Alemanha Miele Indesit Itália Indesit, Ariston
Fagor Espanha
Fagor, Edesa, Aspes, Mastercook, Brandt, DeDietrich, Thomson, Vedette, Ocean, SanGiorgio,
Sauter, Samet
Fonte: Elaborado a partir de Cunha (2003), da imprensa e de páginas especializadas e das empresas na internet.
A Whirlpool, maior empresa, foi fundada em 1911. Em 2006, tinha cerca de 80 mil funcionários em 60 unidades produtivas em diferentes países (WHIRLPOOL, 2006). Em março de 2006, adquiriu a Maytag (RYBERG, 2006), outra empresa norte-americana do
4

setor e que era a sexta maior em termos internacionais em 2001. Seu faturamento em 2005 foi de US$14,33 bilhões1 (Tae-gyu, 2006).
A Electrolux foi fundada em 1901 (Electrolux, s.d.). Durante a década de 1980, a empresa realizou uma série de aquisições, entre as quais a da italiana Zanussi e da norte-americana White Consolidated, que detinha as marcas Frigidaire, Gibson, Kelvinator e White Westinghouse (Electrolux, 2006?). Em 2005 tinha cerca de 74 mil funcionários (EIRONLINE, 2005). Seu faturamento em 2005 foi de US$12,6 bilhões (Tae-gyu, 2006).
A LG foi fundada em 1958 e sofreu uma grande expansão nos últimos anos, tornando-se a terceira em termos mundiais na linha branca, sendo que não constava entre as 10 maiores em 2001. Seu faturamento foi de US$9,9 bilhões em 2005. Não foram levantados dados sobre o número de empregados da divisão de eletrodomésticos, mas o grupo tinha 82 mil funcionários em 2005, contando com telefones celulares e eletrônicos de consumo (LG, 2006 e 2007; Tae-gyu, 2006).
A General Electric é uma empresa multidivisional atuando em diversos ramos com operações em 100 países e cerca de 315 mil funcionários (GENERAL ELECTRIC, 2006). Sua divisão de eletrodomésticos empregava cerca de 50 mil funcionários em diferentes países na virada do século (Konicki, 2000).
O grupo Haier foi fundado em 1984 e vem passando por um processo de expansão internacional por meio de investimentos diretos e aquisições, chegando a rivalizar com a Whirlpool pela aquisição da Maytag. Em 2005, tinha 50 mil funcionários e o faturamento do grupo foi de RMB$103,4 bilhões2, cerca de US$12,8 bilhões (HAIER, 2005; VALOR ECONÔMICO, 2005).
A Bosch-Siemens Hausgeräte GmbH (BSH) foi fundada em 1967, é uma joint-venture entre a Bosch e a Siemens, com um total de 43 fábricas em 15 países. Contava com 35 mil funcionários e faturou EUR 8,3 bilhões, cerca de US$10,9 bilhões, em 2006 (BSH, 2007).
A Liebherr empregava 21 mil pessoas e faturou EUR 568,2 milhões, cerca de US$713,2, em 2003 (MENTASYS, 2006). A Miele foi fundada em 1899, empregava cerca de 15 mil pessoas e faturou EUR 2,54 bilhões, cerca de US$3 bilhões, em 2005 (MIELE, 2006).
Em janeiro de 2005, a italiana Merloni, fundada em 1975, mudou o nome da empresa para Indesit, uma marca inglesa que havia adquirido em 1987. Seu faturamento em 2005 foi de EUR 3 bilhões, cerca de US$ 3,6 bilhões, quando contava com cerca de 17 mil funcionários (INDESIT, 2006).
A Elco Brandt, uma empresa francesa que constava como a nona maior empresa internacional em 2001, foi adquirida pela espanhola Fagor em abril de 2005. Com a aquisição, a Fagor passa a constar entre as dez maiores de linha branca no mundo, com um faturamento de EUR 1,8 milhões, cerca de US$2,1 milhões, em 2005 e cerca de 11 mil funcionários (APPLIANCE DESIGN, 2005).
Na maioria dos casos de fusões e aquisições, busca-se racionalizar as estruturas organizacionais, com redução do número de funcionários e eventuais fechamentos de fábricas (EMCC, 2006; JACOBS, 2006; RYBERG, 2006; ROGGEMA, 2005; UK WHITEGOODS, 2004 e 2005).
1 Embora Tae-gyu (2006) não especifique a moeda, os valores devem estar em dólares, que foi adotado para os dados desse artigo no relatório, pois os valores são compatíveis com o encontrado em outras publicações. 2 A moeda chinesa chama-se Renminbi, que significa “dinheiro do povo” (CRI online, s.d.).
5

Segundo Cunha (2003), no que diz respeito à inovação, a indústria de linha branca se encontra em um estágio de maturidade tecnológica, na qual ocorrem apenas inovações incrementais no produto e no processo de produção. Os produtos vêm sofrendo mudanças associadas principalmente ao “gosto, hábito e/ou necessidade dos consumidores” (p.27). Como estratégia para manter a rentabilidade, a freqüência de introdução de produtos que incorporam essas mudanças é grande. Recentemente, modelos mais luxuosos vêem incorporando tecnologia digital utilizada para programação de uso dos eletrodomésticos e até de sua conexão, por exemplo, com a assistência técnica (NATIONAL SEMICONDUTOR, 2002). As mudanças no processo envolvem a automação de atividades e a adoção de novas práticas de gestão visando a redução de custos e aumento da qualidade e da flexibilidade.
O mercado para os produtos mais tradicionais, como refrigeradores, encontra-se saturado, principalmente nos países desenvolvidos. Nos EUA, 99% das residências tinham refrigerador e 94%, lavadora de roupa e na Europa, 98% e 94%, respectivamente, em 2000 (CUNHA, 2003).
Segundo Cunha (2003), a concentração de propriedade e a saturação do mercado dos países desenvolvidos têm levado as empresas desta indústria a investir na produção em mercados emergentes, tais como Leste Europeu, China, Índia, Sudeste Asiático e América Latina, em muitos casos, por meio do investimento em plantas próprias, de joint-ventures ou aquisição de empresas nacionais, reforçando a concentração. Em muitos casos, esses investimentos buscam se posicionar para atuar em blocos regionais com relações comerciais já estabelecidas, como União Européia e Mercosul.
A aquisição de empresas nacionais tem sido privilegiada por estas terem conhecimento do perfil da demanda dos consumidores de cada país por contaram com redes de fornecedores locais, tanto que o índice de nacionalização de componentes é historicamente alto, em torno de 90%. Além desses fatores, as empresas têm se influenciado pelos menores custos de produção, pelas políticas locais de atração de investimentos estrangeiros e pela redução de risco decorrente do fato de que vários destes países emergentes têm criado mecanismos para estabilização econômica (CUNHA, 2003). Os principais países e regiões produtoras de eletrodomésticos de linha branca são apresentados no Tabela 1.1.
Tabela 1.1 - Principais países/ regiões produtoras de eletrodomésticos de
linha branca (1997, 2000 e 2004)
1997 2000 2004
Região / país Unidades produzidas (milhões)
% na produção
Unidades produzidas (milhões)
% na produção
Unidades produzidas (milhões)
% na produção
China 40,6 20,7 61,7 27,4 157,1 45,9
Europa 62,7 31,9 63,3 28,1 74,6 21,8
EUA 49,5 25,2 57,6 25,5 68,8 20,1
América Latina 21,4 10,9 24,2 10,7 22,3 6,5
Japão 22,2 11,3 18,6 8,3 13,6 4,0
Canadá - - - - 5,8 1,7
Total 196,4 100,0 225,4 100,0 342,2 100,0
Fonte: Appliance Magazine (vários números) citado em Araújo et al. (2004).
6

Como pode ser observado, num período curto de tempo, a China assumiu a posição de principal produtora. Na Europa, os principais produtores são a Alemanha e a Itália, responsáveis por 59% da produção do continente em 2004. Os demais países produtores foram Eslovênia, Espanha, França, Reino Unido e Turquia. Brasil e México se destacam entre os países produtores na América Latina, sendo responsáveis por 72% das vendas da região em 2000 e por 67% em 2001. O principal produtor da região é o Brasil, responsável por 38,4% da produção latino-americana em 2000 e por 44% em 2001. Os demais países produtores são Argentina, Chile, Colômbia e Venezuela (Araújo et al., 2004).
Embora não se disponham dos dados sobre sua participação mundial, a Coréia do Sul tem aumentado sua presença, que tradicionalmente era voltada principalmente à produção de condicionadores de ar e de fornos de microondas (CUNHA, 2003) e mais recentemente também cresceu a produção de refrigeradores (UK WHITEGOODS, 2006).
1.2 A indústria de linha branca no Brasil A indústria brasileira de linha branca foi fortemente afetada pelo processo de
concentração internacional, sendo alvo de investimentos de quatro das maiores empresas em termos mundiais. Segundo Cunha (2003), a existência de uma rede de fornecimento já organizada foi outro fator atraente para a realização destes investimentos. As grandes empresas nacionais foram adquiridas, como mostra o Quadro 1.2.
Quadro 1.2 – Aquisições de empresas de eletrodomésticos de linha branca de capital nacional
Ano Empresa nacional Adquirida por
1994 Continental Bosch-Siemens (Alemanha) 1996 Refripar1 Electrolux (Suécia) 1996 Dako General Electric (EUA) 1997 Multibrás2 Whirlpool (EUA)
1 Dona da marca Prosdócimo. 2 Dona das marcas Brastemp e Consul.
Fonte:páginas das empresas na internet.
A Whirlpool vem tentando fechar o capital, mas apenas aumentou sua participação acionária no grupo Brasmotor, que inclui as empresas Multibrás, Embraco, produtora de compressores herméticos, e Brascabos, produtora de cabos. Desde 2006, as empresas do grupo deixaram de ser empresas, tornando-se divisões da Whirlpool SA, novo nome da subsidiária no país (CUNHA, 2003; FACCHINI, e JURGENFELD, 2006; FERNANDES, 1999).
Em 1987, a General Electric formou uma joint-venture com a empresa mexicana Mabe, do qual detém 48% das ações e a Mabe, o restante, para competir no mercado mexicano, exportar para o EUA. Em 2003, a Mabe assumiu o controle da GE Dako, dando origem à Mabe Brasil3, e adquiriu a unidade da CCE em Itu4, que produz refrigeradores e lavadoras de roupa (PERSPECTIVA, 2005).
3 Desde 1987, a associação envolve plantas na Venezuela, Colômbia, Equador e Peru, formando a Mabe Andina. Em 2003, a Mabe também assumiu o controle da Kronen, dando origem à Mabe Argentina, que, junto com a Mabe Brasil, forma a Mabe Mercosul (PERSPECTIVA, 2005).
7

As multinacionais criaram linhas completas de produtos. A Bosch-Siemens e a General Electric mantiveram tanto a marca própria, voltada para o segmento do mercado com alto poder aquisitivo, quanto a marca adquirida, para as outras faixas de renda. Essa segmentação também é feita pela Whirlpool, mas com as marcas adquiridas, a Brastemp, um pouco mais cara que a Cônsul, já que as duas são bastante consolidadas no mercado brasileiro, e pela Electrolux, com diferentes modelos da mesma marca. Para atender o mercado de alta renda, as empresas têm aumentado a diferenciação e a sofisticação dos produtos e realizado a importação de itens com maior valor agregado.
O mercado dos principais eletrodomésticos de linha branca é bastante concentrado nas duas maiores empresas, como pode ser observado na Tabela 1.2.
Tabela 1.2 - Participação das principais empresas por segmento do mercado brasileiro de linha branca (1997-2000) (%)
Fogões Lavadoras de roupa Refrigeradores Produtos 1997 2000 1998 2000 1999 2000 Multibrás 25,0 20,0 55,2 52,0 57,0 53,0 Electrolux - - 19,8 17,0 26,3 29,0 BS Continental 29,0 30,0 12,7 6,0 7,0 7,0 GE-Dako 37,0 36,0 - - - - CCE - - - - 7,5 10,0 Esmaltec 9,0 10,0 - - - - Enxuta - - 12,3 24,0 - - Outras - 4,0 - 1,0 2,2 1,0
Fonte: Cunha, 2003.
O capital nacional se mantém presente em empresas menores, que não atuam com linhas completas de eletrodomésticos, apresentadas no Quadro 1.3. Seus produtos, em geral, são mais simples e voltados para o mercado com poder aquisitivo reduzido. A Atlasul foi formada em 2003 pela Atlas e pela Eletrocoop (Cooperativa de Produção Industrial de Eletrodomésticos Caxias), constituída por ex-funcionários da Enxuta, cuja produção foi encerrada em 2001, com falência decretada em 2002.
Também neste segmento tem havido aquisições por grupos estrangeiros. O Groupe Seb, francês, vem aumentando sua presença no país. Em 1997, adquiriu a nacional Arno e, em 2002, a francesa Moulinex-Brandt5. As duas empresas adquiridas produziam, além de eletroportáteis, secadora de roupa e lavadora de louça e, no caso da Arno, também a lavadora de roupa (CUNHA, 2003; SEAE, 2002).
Os casos de investimento de empresas de capital nacional no exterior são mais raros. Isso ocorreu com o grupo Brasmotor antes de sua aquisição pela Whirlpool, que, em 1993, adquiriu 40% das ações da Whirlpool Argentina. A Embraco, , pertencente ao grupo, por dominar a tecnologia de compressores herméticos e pela tradição com exportações, avançou ainda mais sua internacionalização. Em 1994, adquiriu 100% dos investimentos da Whirlpool em compressores na Itália, formando a Embraco Europa. No ano seguinte, adquiriu 52% de uma estatal chinesa produtora de compressores, a Beijing Snowflake
4 Em 1996, a CCE havia feito um acordo de transferência de tecnologia com a italiana Merloni (Araújo et al., 2004). 5 O Groupe Seb não adquiriu as ações da Moulinex Brasil S.A., subsidiária brasileira que só pode atuar com a marca "Mallory", adquirida em 1998 (CUNHA, 2003; SEAE, 2002).
8

Eletric Appliance, ficando 40% das ações com esta e 8% com a Whirlpool. Em 1998, abriu uma planta na Eslováquia (CUNHA, 2003; EMBRACO, 2007).
Quadro 1.3 – Empresas de eletrodomésticos de linha branca de capital nacional (2006)
Empresa Produtos Localização
Esmaltec refrigerador, freezer e fogão São Paulo (SP) e Fortaleza (CE)
Suggar fogão, lavadora e secadora de roupa, forno elétrico e a gás Belo Horizonte (MG)
Atlasul lavadora e secadora de roupa, lavadora de louça e condicionador de ar
Caxias do Sul (RS)
Mueller fogão e lavadora de roupa Timbó/ SC
Latina lavadora e secadora de roupa São Carlos (SP), Recife (PE) e Farroupilha (RS)
Metalfrio refrigeradores e freezers comerciais São Paulo (SP) e Três Lagoas (MS) Atlas fogão Pato Branco (PR) Elgin condicionador de ar Mogi das Cruzes (SP) Colormaq lavadora de roupa Araçatuba (SP) Fioreta lavadora de roupa Limeira (SP) Wanke lavadora de roupa Indaial (SC)
Fonte: (Araújo et al., 2004) e páginas das empresas.
Outro caso de investimento no exterior, mais recente, é o da Metalfrio, produtora de refrigeradores e freezers comerciais. A empresa pertencia à Continenal desde 1989, foi adquirida junto pelo grupo Bosch-Siemens, que a vendeu em 20036 (CANÇADO, 2004). Em 2006, a Metalfrio adquiriu um grupo dinamarquês com plantas na Dinamarca, Rússia e Turquia (MARTINS, 2006).
Manaus (AM) ainda concentra mais seis multinacionais de linha branca, listadas no Quadro 1.4. A Panasonic produz os fornos de microondas da marca Walita para a Philips. A Springer Carrier tem outra planta em Canoas (RS).
Com o início da crise de energia, o “apagão” de 2001, a LG iniciou a produção de forno de microondas, para compensar a queda da demanda dos condicionadores de ar, mas a suspendeu em 2004. A LG e a Samsung iniciaram a importação de itens com maior valor agregado em 2005, como refrigeradores side by side com monitor LCD na porta ou com um sistema que previne a propagação de bactérias (FACCHINI, 2004, 2005 e 2006; FUOCO, 2005)
Os mercados nacional e regional, constituído pelo Mercosul, constituíram outro fator de atração de investimentos externos. O nível se difusão de eletrodomésticos nas residências no Brasil é mais baixo do que o mencionado para países desenvolvidos. Em 2001, 85,1% das residências tinham refrigeradores e 33,7%, lavadoras de roupas, passando
6 Segundo Cançado (2004), a Metalfrio concorre com a Hussmann e a Mercofrio. A primeira é de capital norte-americano, com uma planta em Londrina (PR), e a segunda deve ser Mercofricon, portuguesa, que tem uma planta em Paratibe, distrito industrial de Paulista, município da região metropolitana de Recife (PE) (HUSSMANN, 2006; JORNAL DO COMMERCIO, 1999). Existem outras pequenas empresas atuando neste segmento (FISPAL, 2006).
9

para 88% e 35,8%, respectivamente, em 2005. A difusão da lavadora se mantém nesse patamar devido ao nível de renda da população, o que se repete no caso dos freezers e fornos de microondas, presente em apenas 18,8% e 19% das residências em 2000. No caso dos freezers, sua difusão retraiu para 17,7% em 2003, como decorrência da crise de energia (CUNHA, 2003; IBGE, 2006; LAGE, 2004).
Quadro 1.4 – Empresas de eletrodomésticos de linha branca instaladas em Manaus (2006)
Empresa País de origem Produtos Panasonic Japão condicionador de ar e forno microondas Sanyo Japão condicionador de ar e forno microondas Philips Holanda forno microondas LG Electronics Coréia do Sul condicionador de ar Gree China condicionador de ar Springer Carrier EUA condicionador de ar
Fonte: Araújo et al., 2004.
Segundo gerentes entrevistados em pesquisas anteriores e na realizada para este projeto, o principal canal de vendas são as grandes redes varejistas, como Casas Bahia e Ponto Frio, que ganharam ainda mais peso depois da quebra de redes como a Arapuã, G. Aronson e Brasimac, entre outras. O volume comprado pelas Casas Bahia lhe permite encomendar produtos com características específicas para serem pagos pelo consumidor final em um grande número de parcelas, cujo valor é determinado pela varejista. Existe ainda uma grande quantidade de pequenos varejistas, que compram pequenos volumes, “de cinco a dez peças por mês”. Há alguns anos, as empresas de linha branca têm desenvolvido canais alternativos, como supermercados e hipermercados, como Extra e Carrefour. Segundo um gerente da empresa pesquisada, “a única saída para o problema da queda rápida de preço dos produtos de linha branca, que exige lançamentos contínuos, é a mudança na forma de vender”. Por isso, mais recentemente as empresas têm buscado formas de realizar a venda direta ao consumidor.
Segundo o gerente entrevistado na empresa pesquisada, a venda de eletrodomésticos enfrenta uma sazonalidade, mas, ao longo do ano, o uso dos recursos produtivos pode se equilibrar porque a maior demanda por refrigeradores ocorre no verão, enquanto por lavadoras e secadoras de roupa é no inverno. Segundo Cunha (2003), a demanda por fogões tende a acompanhar a de refrigeradores, já que a compra destes, muitas vezes, é acompanhada pela compra daqueles, devido a uma tendência que tem crescido entre os consumidores brasileiros, de manter a mesma linha de produtos. Outro fator sazonal são as datas nas quais há o costume de presentear, como Natal e dia das mães.
Em 2004, essa indústria empregava 23.803 pessoas e seu faturamento foi de US$ 2 bilhões (Araújo et al., 2004). Sua produção é muito voltada para o mercado interno, mas no período em que se manteve o Real desvalorizado, principalmente entre 2003 e 2004, estas sofreram um incremento, o que coincidiu com a recuperação da economia argentina, principal destino das exportações de linha branca. A importação, por sua vez, tem sido historicamente inexpressiva, em torno de 1,2% nos anos 90 (CUNHA, 2003; LANDIM, 2004). Com a valorização do real observada desde 2005, têm crescido as importações e diminuído as exportações (BANCO CENTRAL, 2006; LANDIM, 2006).
10

1.3 Mudança de propriedade da empresa pesquisada A empresa pesquisada está presente em todos os continentes e é uma das grandes
produtoras de eletrodomésticos de linha branca no Brasil, incluindo refrigeradores, lavadoura de roupa e fogões, além de eletroportáteis. No Brasil, ela tem instalações no Estado de São Paulo, Paraná e em Manaus. Seu nome fictício para este relatório é WashCo.
A planta onde foi realizada esta pesquisa se localiza no interior de São Paulo. Esta planta foi fundada durante a década de 1940 por uma família brasileira para produzir motores. Com o tempo, também passou a produzir compressores e geradores. Com a aquisição de uma outra empresa do setor de linha branca, a empresa iniciou a produção de refrigeradores, lavadoras de roupa e ar condicionado. Tempos depois, a empresa foi comprada por um grupo de capital nacional.
Na primeira metade da década de 1990 foi firmado um acordo com uma das maiores multinacionais de eletrodomésticos de linha branca do mundo para transferência de tecnologia para produção de lavadoras de roupa. Depois, esse acordo se aprofundou gradativamente com a compra de ações do grupo nacional, com a posterior aquisição de seu controle acionário e, finalmente, com a formalização de sua completa aquisição. A aquisição levou à retirada da marca nacional do mercado e sua substituição definitiva pela marca da multinacional.
A concentração dos esforços de marketing em uma única marca não significou o abandono da estratégia de segmentação dos mercados por renda, já que a empresa continuou a oferecer linhas completas de produtos para diferentes faixas de renda, com base, todavia, em diferentes modelos de uma mesma marca, incluindo modelos importados mais sofisticados para uma faixa de renda mais elevada e modelos produzidos localmente para faixas de renda mais baixas, que não eram anteriormente atendidas pela empresa.
A gradativa associação com um dos maiores fabricantes mundiais levou à desativação de uma unidade produtora de eletroportáteis localizada na região metropolitana de São Paulo e sua transferência para as unidades da fabricante de eletrodomésticos e da fabricante de aspiradores de pó e equipamentos de limpeza de alta pressão, ambas localizadas na região sul. Posteriormente, procedeu-se à fusão societária e administrativa de todas as empresas brasileiras do grupo para formação de uma única empresa com nova razão social.
Considerações finais O investimento dos grandes produtores mundiais intensificou o processo de
reestruturação das principais empresas de linha branca. Com a inauguração de novas plantas e fechamento ou modernização das unidades produtivas existentes, nas quais foram introduzidos novos equipamentos e diferentes métodos de gestão da produção, em sua maioria já utilizados pelas matrizes das empresas e por suas subsidiárias em diversos países, muitos destes associados ao modelo de “produção enxuta”. O processo de reestruturação tem se estendido à cadeia de suprimentos, com o objetivo de redução de custos e aumento da eficiência e da flexibilidade produtivas (CUNHA, 2003; RACHID et al., 2006a). O processo de reestruturação e suas conseqüências para os trabalhadores é tratado no capítulo a seguir.
11

2. Novos modelos de produção e a flexibilidade Este capítulo apresenta inicialmente aspectos de gestão da produção aos quais se
aplica a flexibilidade, para depois especificar em quais deles essa característica ganha mais ênfase nos novos modelos. Em seguida, considera-se a adoção dos novos modelos na indústria de linha branca e na empresa pesquisada para este projeto.
2.1 Flexibilidade de produção A busca por maior flexibilidade na produção envolve diversos aspectos. Para
Salerno (1993), um sistema produtivo é flexível quanto tem a capacidade de “transitar entre diversos estados sem deterioração significativa, presente ou futura, de custo, de qualidade e de tempo” (p.142). A flexibilidade pode referir-se à empresa como um todo, quando esta tem flexibilidade na estratégica competitiva, que pode estar relacionada à mudança no negócio, à estrutura de propriedade ou à realização de acordos com outras empresas, por exemplo.
Na produção, a flexibilidade pode envolver o equipamento individual ou o sistema de manufatura; a operação realizada, como estamparia, usinagem ou montagem; o processo de produção de um único produto ou de um grupo de produtos relacionados; a fábrica; todo o sistema fabril da empresa (Gerwin, 1987).
Algumas dimensões que podem ser flexibilizadas são: - volume, em função da sazonalidade e outros motivos; - habilidade de incluir novos produtos ou alterar os já produzidos, como, por
exemplo, operações realizadas, peças e componentes utilizados; - mix, capacidade de mudar a combinação de produtos distintos em produção; - entrega, relativo à capacidade de alterar a data de entrega dos pedidos em
carteira - robustez, decorrente de mudanças na disponibilidade de distintos recursos
necessários (CORRÊA e SLACK, 1994; Gerwin, 1987; GURGEL, 2001; SALERNO, 1993).
Esses autores destacam a necessidade de ser flexível para enfrentar situações não previstas e para lidar com as incertezas. O Quadro 2.1 apresenta as incertezas mais citadas pelos gerentes entrevistados por Corrêa e Slack (1994) e por Gerwin (1987).
Salerno (1993) ressalta ainda que um sistema produtivo deve ser flexível para enfrentar o mau funcionamento decorrente, por exemplo, da falta de matéria-prima, quebra de máquinas e mudanças bruscas nas condições ambientais, e para enfrentar os erros de previsão, por exemplo, previsão de vendas sub ou superestimadas, pedidos urgentes, cancelamentos, falhas no sistema de informação. Segundo o autor, o mau funcionamento e os erros de previsão existentes nos sistemas produtivos raramente são considerados durante a elaboração de seus projetos e, nestes casos, a flexibilidade acaba ficando sob responsabilidade dos trabalhadores.
Segundo Vink e Stahre (2006), até onde se pode prever, estes continuarão sendo o principal recurso para enfrentar a demanda por flexibilidade. Mesmo considerando os avanços relacionados à automação, ainda será pertinente a afirmação dos autores de que “o ser humano é o robô mais flexível” (p.3).
12

Quadro 2.1 – Incertezas relacionadas à manufatura
Incertezas com relação a Podem ser administradas desenvolvendo
Suprimentos de materiais
habilidade de reprogramação coordenação com fornecedores estoques de segurança máquinas flexíveis (multi-capazes) materiais substituíveis
Mix da demanda
habilidade de reprogramação da produção trocas rápidas de ferramentas estoques de acabados e semi-acabados habilidade de obter baixos lead-times de suprimento
Quebras de máquina manutenção preventiva ação corretiva rápida habilidade de mudar a seqüência de operações
Absenteísmo da mão-de-obra multi-habilidade da mão-de-obra alguma capacidade extra de mão-de-obra
Introdução de novos produtos integração projeto/processo/produção habilidade para sub-contratar fornecimento
Comportamento gerencial nas mudanças treinamento/conscientização
Demanda agregada Sistemas de previsão adequados
Suprimento de mão-de-obra treinamento interno da mão-de-obra
Intervenção governamental tempos curtos: todos os ciclos de produção
Informação tecnológica habilidade de sub-contratar suprimento
Comportamento dos sindicatos monitoramento cuidadoso do ambiente
Fonte: CORRÊA e SLACK, 1994, p.11; GERWIN (1987).
Apesar de não serem recentes, as iniciativas para aumentar a flexibilidade na produção vêm ganhando novos contornos. A busca pela flexibilidade surge como uma das características centrais dos novos modelos de produção, abrangendo equipamentos, os métodos de gestão da produção e mesmo a estrutura das organizações, conforme mostrado no item a seguir.
2.2 A flexibilidade nos novos modelos de produção
Um dos primeiros aspectos da produção que adquire as características atuais de flexibilidade foram os equipamentos automáticos. Desde a década de 70, a automação flexível vêm, aos poucos, substituindo a automação rígida (Hoffman e Kaplinsky, 1988). A automação rígida, de base eletromecânica, praticamente não permitia alterações na seqüência de operações realizadas. Os equipamentos eram dedicados, ou seja, capazes de produzir um único modelo ou uma gama muita restrita de modelos
13

(Salerno, 1995). Um exemplo deste tipo de equipamento era a chamada linha transfer, uma linha automática que transporta o material em processo entre as diferentes operações, que também são realizadas automaticamente, sem a interferência direta dos operadores. Para mudar o modelo produzido seria necessária a instalação de uma nova linha ou um grande investimento no re-aproveitamento da linha existente. Com a incorporação da microeletrônica, os equipamentos tornam-se re-programáveis, podendo ser utilizados para produção de uma grande variedade de itens e modelos. É o caso das máquinas-ferramentas de controle numérico computadorizado (CNC) e os sistemas flexíveis de manufatura.
Na década de 80, cresce a implantação de métodos de gestão associados ao modelo hegemônico de referência para a organização da produção que substituiu o taylorismo-fordismo. O nome mais difundido desse modelo é o de "produção enxuta", ou lean production, difundido principalmente por meio do livro A máquina que mudou o mundo, que sistematiza e recomenda práticas de gestão japonesas, principalmente aquelas então utilizadas na indústria automobilística, em particular pela Toyota, empresa onde se desenvolveram os principais métodos associados ao modelo. Seus autores, Womack et al. (1992), são ligados a uma instituição norte-americana com alta visibilidade e poder de influência, o que ajuda a explicar a difusão do termo. Outras denominações para um conjunto mais ou menos semelhante de mudanças foram "modelo japonês" (Hirata, 1993), “especialização flexível” (Piore e Sabel, 1984), “sistemofatura” (Hoffman e Kaplinsky, 1988), entre outras, cada uma chamando a atenção para aspectos considerados como centrais por seus criadores.
A “especialização flexível’ de Piore e Sabel (1984) chamava a atenção justamente para a flexibilidade das formas emergentes de organização. Para os autores, desde meados da década de 1970 o modelo fordista de produção em massa mostrava sinais de esgotamento, sendo substituído por novas práticas de gestão da produção que estariam configurando esse novo modelo. Devido à retração do mercado na época, as empresas buscavam formas mais flexíveis de gestão para responder a variações na demanda. As máquinas dedicadas, os trabalhadores pouco qualificados e os produtos padronizados produzidos em grandes quantidades, típicos da produção em massa, estariam sendo substituídos por máquinas multi-propósito, trabalhadores qualificados e produtos altamente diferenciados1. Desta forma, haveria necessidade e condições as empresas variar suas linhas de produto rapidamente, mantendo uma alta qualidade.
No Brasil, a introdução desses métodos se iniciou já no final da década de 1970, intensificando-se na década de 1980, principalmente entre as grandes empresas exportadoras e as multinacionais, e se acelerou com a abertura das importações na década de 1990 (Rachid, 1996).
Junto com a difusão da produção enxuta nesta mesma década de 1990, intensificam-se os processos de redução da estrutura das grandes empresas, chamado de downsizing (Caldas, 2000). Essa redução da estrutura tem se realizado sob a égide da chamada "financeirização" ou emergência da "shareholder value society". Este fenômeno ocorreu com a diminuição da participação relativa dos acionistas individuais nas aplicações em ações, enquanto crescia a participação dos investidores institucioniais, como fundos de pensão, fundos de investimento e companhias de
1 A inserção das pequenas empresas também estaria mudando. Na produção em massa, elas tipicamente eram subcontratadas, dependentes das grandes empresas. Na “especialização flexível”, ganham força os clusters de pequenas e médias empresas trabalhando em conjunto e com grandes de maneira complementar, tendo como principal referência a região central da Itália.
14

seguros, que, devido à grande capacidade de investimento, passam a interferir mais nas decisões internas às empresas em nome da boa “governança corporativa” (Donadone e Snelwar, 2004; Kädtler e Sperling, 2001; Fligstein e Shin, 2003).
Com o downsizing, a premissa da flexibilidade passa a ser aplicada à própria estrutura das empresas. A estrutura hierárquica existente passa a ser questionada. Muitas grandes empresas diminuíram o número de níveis hierárquicos, com a eliminação de cargos intermediários de comando. A lucratividade de cada departamento, ou mesmo de unidades produtivas inteiras, passa a ser monitorada de forma individual e sua relação custo-benefício deve justificar sua manutenção na estrutura, se não, ele pode ser eliminado. Em alguns casos, essas mudanças foram realizadas sob o nome da reengenharia, mas não em muitos, pois essa ficou associada a processos traumáticos de demissões, não só de operários diretos, normalmente demitidos em períodos de retração de mercado, mas também de pessoal administrativo devido a esse corte de cargos de comando (Caldas, 2000; Rachid et al., 2001).
As atividades sob responsabilidade dos departamentos eliminados podem ser redistribuídas entre outros departamentos, externalizadas ou simplesmente deixarem de ser realizadas. A externalização de atividades não é uma novidade dos novos modelos. Como ressaltado por Souza (1993a), ela sempre foi um recurso utilizado pelas empresas, mas, com a redução de estruturas, ela foi revitalizada e, no Brasil, rebatizada, passando a ser chamada de “terceirização”.
Nesse período, o principal argumento para a terceirização de atividades é a “focalização”, ou seja, a concentração de esforços nas atividades que concentram a especialização, as mais rentáveis ou estratégicas, como lançamento de novos produtos, entrada em novos mercados, fixação de marca e qualidade, contratando externamente as demais. Isto permite aumentar a agilidade de resposta diante do aumento da incerteza, dividindo riscos associados às flutuações de demanda com os fornecedores (Souza, 1993a). Posto de outra forma, os custos fixos se transformam em custos variáveis (Rapkiewicz, 1995).
A terceirização passa a se colocar como uma possibilidade mesmo no caso de atividades sob responsabilidade de departamentos que permanecem na estrutura organizacional. A cada aquisição de insumos ou serviços pode ser feita uma cotação de preços para se decidir se o item será produzido internamente ou adquirido externamente. Essa decisão sobre produzir internamente ou comprar no mercado também é chamada de make or buy, mesmo no Brasil, devido à forte presença da língua inglesa no meio empresarial e acadêmico.
As primeiras atividades terceirizadas nesse processo observado na década de 1990 foram os serviços gerais, como restaurante, segurança, transporte de funcionários ou limpeza, mas crescentemente foram envolvidas fases importantes da comercialização e do processo produtivo (Souza, 1993b). A execução de algumas atividades terceirizadas continua no mesmo espaço físico da contratante, em muitos casos, pelos mesmos funcionários, que se tornam micro empresários ou são contratados por meio de outra empresa. O Quadro 2.2 apresenta atividades que vinham sendo terceirizadas então.
Um caso conhecido que antecipou a tendência de contratar externamente grande parte do processo produtivo é o da IBM, que terceirizou praticamente todas as atividades de fabricação já na década de 70 (Costa et al., 1992). Na década de 1990, montadoras de veículos passaram a transferir a responsabilidade pela montagem para os fornecedores dos principais componentes. Na Ford, esta forma de produção foi chamada de “condomínio industrial” e é utilizada na produção do Fiesta. A Ford aluga galpões
15

em sua área para o fornecedor se instalar, montar o seu conjunto, antes montado pela Ford, e entregá-lo na linha. Na Volkswagen o nome é “consórcio modular”, utilizado para a produção de ônibus e caminhões. Os fornecedores se instalaram em galpões localizados em torno da linha de montagem da Volkswagen (Rachid, 1997).
Quadro 2.2 - Atividades terceirizadas (década de 1990)
Tipo de atividade Exemplos
Serviços gerais
restaurante, limpeza, vigilância, recepção, telefonia, jardinagem, marcenaria, construção civil, manutenção predial, manutenção de veículos, motoristas, conservação de energia e meio ambiente, serviço médico
Administrativas contabilidade, departamento jurídico, digitação, processamento de dados, departamento comercial, serviços de gráfica, secretaria, marketing, organização e métodos
Recursos Humanos transporte de empregados, recrutamento, seleção, treinamento
Apoio à produção ferramentaria, moldes para fundição, manutenção de máquinas e equipamentos, inspeção de recebimento
Produtivas fabricação de peças e componentes, fundição, usinagem, laminação, tratamento térmico, galvanoplastia, montagem, embalagem
Logística compras, controle de estoque, transporte de materiais e produto final, distribuição
Comercialização avaliação de clientes, divulgação, revendedoras, concessionárias, franquias
Projeto desenho, projetos de equipamentos, projeto de fábrica, projeto do produto
Fonte: elaborado a partir de Amato (1994), Costa et al. (1992), Faria (1994), Souza
(1993b) e de pesquisas em empresas.
Independente da intenção de focalização, a terceirização também tem sido adotada visando a redução de custos, pois são repassados os custos relacionados a salários e encargos sociais e se reduz o investimento necessário em equipamentos. A terceirização também tem sido usado como uma forma de melhorar os indicadores de produtividade, pois os funcionários terceirizados não são contabilizados.
Ao mesmo tempo em que cresce a terceirização de atividades, a relação entre empresas no Japão, principalmente na indústria automobilística, passa a ser considerada a melhor prática. Segundo Womack et al. (1992), as montadoras de veículos japonesas têm relações mais próximas com seus fornecedores de autopeças, mais duradouras, com maior confiança mútua e com trocas constantes de informações técnicas.
Para Powell (1990), as relações entre empresas no Japão constituem um tipo de “relação em rede”, uma forma de coordenação da atividade econômica intermediária entre uma transação de mercado e uma estrutura hierárquica de governança. Numa transação típica de mercado, a escolha recai sobre o fornecedor com menor preço e as relações são esporádicas, criadas para transferência de um bem ou recurso e depois se desfazem. Na estrutura hierárquica de uma organização, há uma propriedade comum e uma autoridade administrativa responsável pela coordenação. Numa relação em rede, a
16
atividade não é executada internamente à estrutura, mas também não é uma relação que só existe no ato da compra. Existe um conjunto de atores que mantêm relações recorrentes e duradouras, com padrões recíprocos de comunicação e troca, mas sem a figura da autoridade administrativa2. Desta forma, é possível aliar vantagens das transações de mercado e da estrutura hierárquica, já que uma organização pode influenciar o comportamento dos fornecedores e impor as condições para a execução da atividade contratada sem arcar com os custos fixos que existiriam caso a atividade fosse realizada dentro da própria estrutura.
A terceirização, então, reforça o apelo ao estabelecimento de novas formas de relação com os fornecedores, o que já vinha sendo recomendado devido à influência da produção enxuta. Além das tradicionais exigências relacionadas ao preço, as empresas clientes passam a fazer maiores exigências relacionadas à qualidade e às entregas, que, seguindo as premissas do just-in-time, devem ser realizadas com maior freqüência, fazendo com que os fornecedores absorvam parte das conseqüências da flutuação na demanda. Em alguns casos, houve uma redução do número de fornecedores, cujo desempenho nesses aspectos passa a ser monitorado de forma mais sistemática.
ElMaraghy (2006) lista algumas condições que têm reforçado demanda por flexibilizar a produção, como:
- o fortalecimento da idéia de customização em massa; - a diminuição do ciclo de vida dos produtos. O autor dá como exemplo os
telefones celulares, cujo ciclo de vida está em torno de 18 meses; - a importância da confiabilidade das entregas; - a distância crescente entre o ciclo de vida dos produtos, a tecnologia e os
equipamentos; - a mudança de localização de produção ao longo do ciclo de vida de um
produto, devido à globalização.
Como parte do esforço para flexibilizar a produção, têm surgido iniciativas para flexibilizar diferentes aspectos relacionados ao trabalho, como a ampliação do conjunto de atividades exercidas por cada trabalhador e a criação de novas formas de contratação, o que será desenvolvido no próximo capítulo. A seguir, é considerada a adoção do modelo na indústria de eletrodomésticos de linha branca.
2.3 Adoção dos novos modelos na linha branca A adoção de um novo modelo de produção é, necessariamente, um processo
peculiar a cada empresa. Apesar disso, algumas semelhanças nesse processo são significativas. O ambiente tecnológico e econômico e também o meio social e cultural influenciam as organizações a adotarem métodos institucionalizados (Nohria e Gulati, 1994). Segundo Meyer e Rowan (1991), a adoção de métodos institucionalizados aumenta o comprometimento dos membros internos e externos, demonstra que a organização está agindo adequadamente e a protege de possíveis questionamentos. Isso a torna legítima, o que aumenta as suas chances de sobrevivência, já que terá mais acesso a empréstimos e investimentos, por exemplo. Powell e DiMaggio (1991) chamam este comportamento de isomorfismo. Quando as empresas procuram
2 Cabe observar que alguns autores, como Granovetter (1985), acreditam que as relações puras de mercado praticamente não existem, já que todas as ações econômicas, assim como qualquer ação humana, realizam-se dentro de redes de relações interpessoais. Desta forma, qualquer conjunto de ligações entre atores, sejam eles indivíduos, organizações ou seus membros, pode ser considerado uma rede.
17

acompanhar as ações de organizações consideradas exemplares, ocorre o isomorfismo imitativo. Associações profissionais e comerciais divulgam padrões de comportamento tido como adequados, dando origem ao que os autores chamam de isomorfismo normativo. Universidades, institutos de treinamento, periódicos especializados e a imprensa de negócios detalham as “melhores práticas” correntes, reforçando o seu caráter normativo. A influência pode ser ainda mais explícita, pela pressão exercida através de relações de autoridade, como as leis impostas pelo governo ou a adoção de uma técnica imposta por empresas clientes, o que os autores chamam de isomorfismo coercitivo.
A entrada de produtores transnacionais na indústria brasileira de linha branca intensificou o processo de reestruturação de suas principais empresas, que vem ocorrendo pela introdução de novos equipamentos, diferentes métodos de gestão da produção, muitos já utilizados pelas matrizes das empresas.
O processo de automação tem atingido determinadas etapas do processo produtivo, como estamparia, pintura, esmaltação, injeção de plásticos, descarga de máquinas e transporte de peças, nos quais tem sido implantadas ferramentas de corte com maior capacidade de processamento3 e equipamentos computadorizados. No entanto, a dificuldade histórica para automatizar a montagem se mantém, apesar das iniciativas das empresas desse setor em avançar neste sentido. Parte dos esforços para automatizar esta etapa do processo tem ocorrido devido à incidência de um número expressivo de LER/DORT4 entre os trabalhadores da montagem, como na empresa analisada por Martinez e Rachid (2005), onde 10% dos trabalhadores sofriam desta doença ocupacional. Diante dessa dificuldade, têm sido introduzidos novos equipamentos e ferramentas acessórios à linha de montagem, como esteiras automáticas comandadas por CLP (Controlador Lógico Programável), que controla a velocidade e as paradas da linha de montagem, assim como os robôs manipuladores do produto em processo. Além do problema de saúde, o objetivo dessas inovações é tornar a linha mais flexível, visando a montagem de uma maior diversidade de modelos e, em alguns casos, até mesmo de diferentes produtos (Araújo et al., 2004).
As mudanças no layout são ainda mais localizadas, sendo que e o arranjo físico continua a ser predominantemente funcional, com setores separados para estamparia, esmaltação, injeção e assim por diante. O termo celular é de uso freqüente, mas normalmente se refere a formas de organização distintas do proposto pelo conceito de tecnologia de grupo, que implica na separação de um grupo de máquinas com diferentes funções que ficam dedicadas à produção de uma família de peças (Araújo et al.,2004; Groover e Zimmers, 1984).
O uso de programas de ERP (enterprise resource planning) é generalizado, buscando-se integrar PCP (planejamento e controle da produção), produção, suprimentos e finanças, responsável por fornecer as informações contábeis. Apesar de bastante difundido e de seu custo ser alto, não é raro que esse tipo de software seja subutilizado, pois exige a alimentação constante de dados provenientes de diversas áreas
3 Como exemplo, tal pesquisa menciona o uso de ferramentas progressivas, que executam vários estágios de transformação em seqüência. 4 Doença ocupacional inicialmente chamada apenas de LER (lesões por esforços repetitivos) e que mais recentemente incorporou a segunda denominação, DORT (distúrbios osteomusculares relacionados ao trabalho). A LER/DORT surge como conseqüência da sobrecarga do sistema musculoesquelético devido à realização de movimentos repetitivos ao longo da jornada de trabalho (Ministério da Saúde, 2000).
18
das empresas. Segundo um dos gerentes entrevistados em pesquisas anteriores nessa indústria,
Existem pessoas na empresa que têm dificuldade em trabalhar com um sistema integrado, que têm dificuldade de compartilhar informações, ou seja, abastecer o sistema [...] pessoas que encaram o sistema MRP como uma coisa que a logística quer, não como um objetivo da empresa.
Em parte devido a esse problema, as empresas pesquisadas por Araújo et al. (2004) estavam migrando de um software para outro. Uma empresa havia abandonado o software de uma empresa multinacional por um desenvolvido no país. Outra empresa estava migrando para o SAP, um dos mais difundidos no Brasil, que leva o nome da empresa européia que o elaborou e implanta, para se integrar ao sistema da matriz e, ao mesmo tempo, se adaptar à legislação tributária no Brasil.
Ainda no que diz respeito ao PCP, o uso do just-in-time dentro das plantas de eletrodomésticos é bastante limitado. Existem relatos de tentativas mal sucedidas de implantação ou de utilização em áreas específicas, como, por exemplo, na injeção de plásticos de uma planta de refrigeradores. Segundo um dos entrevistados, um dos problemas observados era certa resistência dos gerentes vindos da matriz da empresa, onde esse sistema não era utilizado. Segundo outro gerente, sua utilização é restrita porque os problemas da produção estavam mais relacionados à existência de gargalos do que ao excesso de estoque (Araújo et al., 2004).
Não se obteve informações sobre a utilização dos círculos de controle da qualidade (CCQs) em alguma época, mas existiam grupos ad hoc, que podem envolver pessoas de diferentes áreas e níveis hierárquicos, para solucionar problemas específicos ou para melhorar um determinado processo ou produto. Segundo um entrevistado em pesquisas anteriores, esse tipo de grupo “não seria bem o CCQ, pois está com outro nome”.
Voltados especificamente à qualidade, tem sido utilizados diversos métodos, como CEP (Controle Estatístico de Processos), FMEA (Failure Mode and Effect Analysis), DOE (Design of Experiments), QFD (Quality Function Deployment), acompanhamento de “falhas de campo”, ou seja, levantamento de defeitos do produto nas mãos do cliente final reportados. Durante a década de 1990, houve um processo gradual de formalização do sistema da qualidade e todas as empresas de eletrodomésticos têm certificação pela norma ISO 9000, cuja implantação tornou-se uma exigência freqüente para o comércio internacional.
Enquanto na década de 1990, a sistematização dos métodos voltados para a qualidade muitas vezes ocorria nos chamado programas de Qualidade Total (Rachid et al., 1999), na década de 2000, o novo programa que cumpre papel semelhante é o Seis Sigma, com ênfase maior ao uso da estatística. Sua difusão, no entanto, ainda é menor. Entre as empresas pesquisadas por Araújo et al. (2004) e a WashCo., pesquisada para este projeto, apenas uma o havia implantado, por imposição da matriz, que teve um papel significativo na difusão do método internacionalmente e cujo presidente apareceu em diversas publicações da imprensa de negócios e em livros de gestão por utilizar o método (PYZDEK, 1999).
O processo de redução de estrutura tem sido tão mais acentuado quanto mais antiga é a planta, já que as novas já são concebidas com estruturas menores. Ainda assim, as plantas mais antigas continuam relativamente mais verticalizadas (PINA,
19

2004). Algumas atividades terceirizadas pelas empresas nessa indústria são listadas no Quadro 2.3. O que pode ser observado é que os critérios para terceirização privilegiam, por um lado, processos intensivos em trabalho e cuja realização fora da empresa não afeta o fluxo produtivo e, por outro, a de produtos e/ou processos mais complexos que contam com fornecedores especializados (Araújo et al., 2004).
Quadro 2.3 - Atividades terceirizadas por empresas de linha branca
Tipo de atividade Exemplos
Serviços gerais Vigilância, limpeza, jardinagem, transporte de funcionários, restaurante, ambulatório médico
Recursos Humanos Folha de pagamento, controle de ponto dos funcionários
Apoio à produção Manutenção, ferramentaria e construção de moldes e ferramentas
Produtivas
Corte de bobinas em chapas, peças aramadas, estamparia, esmaltação, silkscreen, montagem de CKDs (completely knocked down, conjuntos de partes para montar) em outras regiões do país
Logística Movimentação do produto acabado dentro da fábrica, almoxarifado, Centro de Distribuição
Projeto Projeto do produto
Fonte: elaborado a partir de Araújo et al. (2004).
Segundo o diretor de recursos humanos de uma empresa, as atividades dessa área foram externalizadas para obter “ganhos em termos de flexibilidade e agilidade” (PINA, 2004, p.45). Dependendo da atuação dos sindicatos dos trabalhadores, pode haver restrições à tercerização. Em uma das empresas pesquisadas por Araújo et al. (2004), a convenção coletiva não permitia a terceirização de atividades diretas da produção. Outras limitações à terceirização deviam-se a problemas de qualidade e a atrasos nas entregas realizadas pelos fornecedores.
As produtoras de eletrodomésticos impõem a determinados fornecedores a realização de entregas diárias ou, em certos casos, várias vezes ao dia, configurando um sistema de just-in-time externo5, o que permite maior flexibilidade de resposta aos clientes do varejo. Isso é importante nesse setor, que enfrenta mudanças constantes nos volumes contratados, com grande concentração de pedidos no final do mês. Há uma tentativa, por parte das produtoras, de parcelar mais as entregas, seguindo o ritmo de vendas ao consumidor final, mas segundo um entrevistado, alguns clientes não queriam disponibilizar as informações sobre os seus níveis de estoque para os fabricantes (Araújo et al., 2004).
As empresas vinham implantando sistemas de avaliação e oferecendo treinamento para funcionários de fornecedores, uma exigência para certificação pela 5 Em muitos casos, a entrega em just-in-time implica apenas na transferência do estoque para os fornecedores, que o mantém em suas instalações (Rachid et al., 2001).
20

ISO 9000. Eventualmente, havia o envio funcionários para auxiliar na montagem de sistemas da qualidade e reduzir o lead-time de entrega.
Vinham sendo desenvolvidos novos esquemas para comunicação com os fornecedores, sendo que um dos objetivos era garantir as entregas no prazo. Uma empresa havia criado um sistema semelhante a um leilão de compras pela internet e outra, um sistema para permitir que alguns fornecedores mais próximos tivessem acesso on-line a sua necessidade de itens fornecidos. Nesta empresa, o fornecedor de compressores mantém um estoque em consignação, garantindo seu abastecimento continuado na linha de montagem.
2.4 Adoção dos novos modelos na empresa pesquisada Os dados sobre a adoção de equipamentos, técnicas e práticas dos novos
modelos adotados pela WashCo foram levantados durante esse projeto e também em pesquisas anteriores na mesma empresa6, o que tem permitido um acompanhamento de seu processo de reestruturação por um período relativamente longo.
Segundo um gerente entrevistado, na primeira metade dos anos 1990 a planta tinha seus equipamentos defasados em relação a outras que produziam os mesmos produtos. Após a aquisição pela empresa multinacional, os investimentos aumentaram, houve a aquisição de novos equipamentos para produção de novos produtos e para modernização das áreas existentes. Cabe ressaltar que esses investimentos sempre são condicionados a um volume mínimo de produção.
Os equipamentos utilizados para a pintura líquida foram substituídos para permitir a pintura a pó. Para o supervisor da área, a planta passou a ter “a melhor pintura instalada na WahsCo no mundo”. A implantação da fabricação de gabinetes para um novo modelo de lavadora de roupa contou com novos equipamentos robotizados, que realizam a estamparia, corte e permitem a substituição da solda pelo sistema de cravamento.
A aquisição pela multinacional permitiu a interação com equipes de engenharia de outras filiais e o acesso a tecnologias de processo acumuladas anteriormente para a implantação de novas linhas de montagem, como a linha de fogões. O gerente responsável por sua implantação visitou plantas da empresa em outros países, que o receberam com as “portas abertas, com minha máquina fotográfica, minhas filmadoras. Filmei processos inteiros de fogões”.
Assim como nas demais empresas, também na WashCo. foi mencionada a dificuldade para automatizar a montagem. Segundo um dos entrevistados, “o nosso é um processo bastante manual em linhas de montagem”. Apenas algumas operações ao longo da linha são realizadas com auxílio de equipamentos, principalmente voltados à manipulação do produto, o que, devido a seu volume, exigiria grande esforço físico.
Durante a década de 1990, a empresa mudou a estrutura organizacional da fábrica com a implantação de cinco mini-fábricas:
6 Pesquisa sobre automação e trabalho na indústria de linha branca. EESC/USP. Projeto de Iniciação científica da pesquisadora. 1986 a 1987. Projeto “Reestruturação Produtiva, Educação e Trabalho”, UNICAMP/CEDES, PDCT-CNPq. 1995 a 1997. Mais informações em www.cedes.unicamp.br/pesquisa/artigos/leda_gitahy.htm. Projeto “Globalização, estratégias gerenciais e respostas operárias: um estudo comparativo da indústria de linha branca” IFCH e DPCT/UNICAMP, DEP/UFSCar. FAPESP. 2001 a 2004.
21

- refrigerador de uma porta e isolamento térmico com lã de vidro; - refrigerador de duas portas e isolamento térmico com poliuretano7; - lavadoras de roupas com abertura frontal e superior8; - ar condicionado; - apoio, que envolvia a pintura e a injeção de plásticos.
Cada mini-fábrica contava com um supervisor e com analistas de logística, qualidade e recursos humanos. Depois da aquisição pela multinacional, as mini-fábricas foram dissolvidas. Segundo um dos gerentes, observou-se uma “tendência [de] se tornar uma estrutura inchada [...]. Cada mini-fábrica tinha um time de manutenção, um time de compradores, um time de programadores...”. Com sua dissolução, esses profissionais voltaram a ser alocados em departamentos funcionais.
Com isso, tornou-se possível a fabricação de diferentes modelos de um mesmo produto ou até mesmo de diferentes produtos no mesmo espaço físico. Isso é bastante desejável para empresas dessa indústria, que, segundo Cunha (2003), seguem uma estratégia de lançamento contínuo de produtos diferenciados e que devem se adaptar à sazonalidade das vendas, tendendo, portanto, a produzir um volume menor de um número maior de modelos diferentes.
Na passagem do século, a unidade pesquisada parou de produzir refrigeradores e havia receio de que fosse fechada. Segundo um gerente entrevistado, a planta “chegou ao fundo do poço”. Três anos antes da pesquisa, no entanto, ela havia iniciado a produção de fogões. Isso foi considerado uma novidade dentro da empresa, pois, até então, ela importava os fogões com sua marca e, no Brasil, só produzia fogões com outras marcas para um público de média e baixa renda. Outra mudança foi a instalação de mais uma linha de montagem de lavadoras, o que aumentou a capacidade de produção dos dois tipos de lavadoras. A linha de freezer também passou a produzir mais um modelo horizontal. As principais áreas de fabricação e o número de trabalhadores em cada uma estão listados na Tabela 2.1. Na área de metalurgia são realizadas as operações de corte, dobra e solda das chapas de aço.
Tabela 2.1 – Áreas de fabricação e número de trabalhadores
Área Trabalhadores Metalurgia 183 Plásticos 183 Pintura 83 Montagem da lavadora com abertura frontal 116 Montagem da lavadora com abertura superior 115 Montagem do freezer 38 Montagem do fogão 124 Manutenção 55
Total 897
Fonte: Elaborado a partir das entrevistas.
7 O poliuretano tem substituido a lã de vidro para isolamento térmico, por ter menor condutividade, ocupar menos espaço e porque a lã de vidro pode causar doenças ocupacionais nos pulmões (Bensoussan et al., 2003; Dantas, 2002; Mendes, 1980; Vilar, 2002). 8 Chamadas de top load e front load na empresa.
22

Em alguns segmentos da linha de montagem há rodízio de trabalhadores na execução das operações. Cada um desses segmentos tem um responsável, cargo que também é ocupado em rodízio. Esta forma de organização é chamada de “célula de produção” na empresa.
Na década de 1990, a empresa empreendeu esforços para implantar o just-in-time, mas, na época das entrevistas para esse projeto, ele não estava mais sendo utilizado internamente e nem se exigia dos fornecedores entregas nesse sistema, apesar de alguns entrevistados reconhecerem suas vantagens. Segundo argumentado por eles, sua adoção seria difícil internamente, pois o volume de produção se altera com muita freqüência e, externamente, devido à necessidade de “adequar os fornecedores”.
A variação no volume de produção é grande e deve-se ao comportamento da atividade econômica do país, que historicamente enfrenta altos e baixos e à concentração de pedidos no final do mês, como mencionado. Além disso, a produção de linha branca apresenta uma sazonalidade própria nas vendas, de acordo as estações do ano. Os segmentos chamados na empresa de cold, que são os refrigeradores e freezers, assim como os fogões, têm maiores vendas no verão, já o segmento wet, que são as lavadoras, tem maiores vendas no inverno.
A preocupação com a qualidade se reforçou na empresa desde a época das mini-fábricas, sendo que cada uma tinha uma área de qualidade própria, com um engenheiro e um auditor da qualidade responsável pelos testes visual e de funcionamento do produto. Na época, também se utilizava o CEP (controle estatístico de processo) ou alguma forma adaptada de controle de processo, principalmente nos gargalos, como a máquina de solda, na carga de gás no sistema de refrigeração, no aparafusamento da caixeta e do painel das portas e no final de linha de montagem.
Ainda nessa época, a empresa estava se preparando para a certificação pela ISO 9000, que foi obtida algum tempo depois. Segundo os entrevistados, não havia exigência pelos clientes, mas “precisávamos formalizar certas coisas”. Desde então, a planta vem acompanhando os métodos da qualidade novos e os adotando de maneira seletiva. Observou-se, no caso do mesmo CEP, a adoção localizada. Na estamparia, por exemplo, o gráfico tem sido utilizado na verificação de algumas peças “que são relevantes [...] no recebimento” e uma forma adaptada do gráfico no laboratório de componentes, segundo disse o responsável pela área.
Segundo os entrevistados, a qualidade é outra questão estratégica relevante para o setor de linha branca e a empresa tem investido bastante para que suas plantas consigam produzir de acordo com a qualidade exigida internacionalmente. A empresa tem uma qualidade corporativa na sede nacional que define metas e áreas da qualidade nas plantas produtivas, organizado em pessoal de recebimento, responsável pela inspeção de partes e componentes recebidos dos fornecedores, e o pessoal que atua na rotina de produção.
Na linha de fogões, a mais recente, o acompanhamento do produto se tornou mais sofisticado, permitindo, como resultado, a rastreabilidade de todas as informações relacionadas ao produto final. Segundo o supervisor dessa linha, “nós utilizamos o conceito de tag”, uma espécie de etiqueta que acompanha o produto e onde são armazenadas todas as informações importantes, como cada teste e medição realizados. Essas informações ficam ligadas a um número de série, que identifica o produto e viabiliza o rastreamento das informações. Como exemplificou o supervisor,
Se você tem um fogão da WashCo e me der o número de série, eu falo para você o dia em que ele foi produzido, o horário em que ele passou pelo teste elétrico, o
23

horário em que ele passou pelo teste de vazão, se ele foi reprovado e sofreu retrabalho e a que horas ele foi aprovado de novo, ou se ele foi aprovado direto.
Na época da pesquisa, a matriz estava impondo um programa a todas as filiais visando a redução de estoques, melhoria de qualidade e aumento da produtividade. A planta também passou a acompanhar os indicadores de qualidade utilizados em outras unidades da empresa no mundo, metas anuais, acompanhadas mensalmente, listados a seguir:
- custo por unidade; - produtividade (produtos/homem/dia); - refugo; - deviation of direct material, diferença entre o consumo planejado de matéria-
prima e o efetivamente gasto; - through put time ou leadtime desde entrada de matéria-prima até o faturamento
do produto final; - replenishment lead time, quantidade de dias para os quais o material na fábrica
é suficiente; - utilização da capacidade instalada; e - service call rate, índice de reclamação do consumidor.
Segundo os entrevistados, a produtividade da linha de lavadoras de roupa era uma referência, resultado de se produzir mais de um modelo no mesmo espaço físico com a mesma equipe de trabalho.
A planta também passou por gradual redução de sua linha hierárquica, que começou com a eliminação do nível de diretoria existente nas fábricas e sua centralização na sede nacional da empresa e com a adoção das gerências de minifábricas na década de 1990. Nessa época, a estrutura da empresa tinha oito níveis hierárquicos no Brasil, como mostra a Figura 2.1, com a diretoria geral e a gerência de divisão localizadas na sede e os demais níveis nas unidades produtivas.
A partir da mudança societária, houve a eliminação de algumas gerências de divisão e a incorporação de suas funções pelas demais gerências, que foram promovidas ao nível de diretoria, centralizada na sede nacional da empresa, como mostra a Figura 2.1. As gerências de divisão incluem os gerentes gerais das fábricas.
Recentemente, houve outra mudança, seguindo a tendência de redução de níveis hierárquicos. O nível dos gerentes de departamento foi eliminado. Os supervisores de manufatura ficaram subordinados aos gerentes de fábrica. Os supervisores de suprimentos, logística, qualidade e engenharia respondem funcionalmente aos gerentes localizados na sede da empresa, mas também ao gerente geral das unidades produtivas onde estão localizados quando se tratam de questões operacionais. Em conseqüência dessas mudanças, houve uma redução de 50% do pessoal indireto na planta.
A planta terceirizou atividades visando focalizar “nas atividades lucrativas, passanado para terceiros aquelas que não agregavam valor e, com isso, reduzir custos”. Algumas das atividades são listadas a seguir:
- serviços gerais - segurança, recepção, biblioteca, restaurante, limpeza, transporte de funcionários, manutenção do clube recreativo, assistência médica e odontológica;
- administrativas – informática; - recursos Humanos - recrutamento, assessoria jurídica trabalhista, folha de
pagamento
24

- apoio à produção – ferramentaria; - produtivas - componentes estampados, componentes plásticos, esmaltação, lã-
de-vidro; - logística – transporte.
A partir do final do século passado, houve uma estabilização desses processos de terceirização e não há mais intenção de se terceirizar mais atividades.
Figura 2.1 – Níveis hierárquicos da WashCo no Brasil (anos 1990, virada do século e anos 2000)
Fonte: elaborado a partir das entrevistas.
Muitas das mudanças apresentadas neste capítulo e pertencentes aos novos modelos de produção levam a novas formas de trabalho, com maior envolvimento e iniciativa dos operários, o que é tratado no capítulo a seguir.
Diretoria geral
Gerência de divisão
Gerência geral de fábrica
Gerência das mini-fábricas
Supervisão
Encarregado
Facilitador
Diretoria geral
Gerência de divisão
Gerência de departamento
Supervisor
Diretoria geral
Gerência de divisão
Supervisor
Operário
Operário
Operário
25
3. Flexibilidade do trabalho Como apontado no capítulo anterior, a construção de sistemas produtivos
flexíveis muitas vezes fica sob responsabilidade dos trabalhadores, que acabam sendo o recurso mais adaptável. Existem diversas formas de utilizar a força de trabalho de maneira flexível. Atkinson (1986) apud Walby (2003) classifica as diferentes formas de flexibilidade relacionadas ao trabalho em dois tipos: funcional e numérica. O primeiro tipo de flexibilidade do trabalho, funcional, leva à ampliação das funções dos trabalhadores. O segundo tipo, numérica, envolve a redução do emprego por prazo indeterminado em tempo integral, até hoje tido como o “padrão”, e o crescimento e diversificação de formas alternativas de contratação.
Para Smith (1997), nas visões mais idealizadas, as novas formas flexíveis de trabalho levam a novas qualificações, ao aprendizado contínuo, a trabalhadores com maior poder de decisão e mais engajados. Com o auxílio de gerentes empreendedores, esses trabalhadores se esforçam para permitir o achatamento de burocracias muito rígidas e para cortar o desperdício de recursos, sejam recursos de tempo, de espaço ou de pessoal. Como última finalidade, esses trabalhadores usam sua experiência para melhorar a forma de produzir bens e serviços. As visões mais críticas acreditam que a flexibilidade não traz uma ruptura significativa nas relações de autoridade e que o controle sobre o trabalho não diminui, apenas são usados esquemas de controle menos visíveis, exercido de maneira menos centralizada. Nestes esquemas, o controle não mais se concentra nos superiores hierárquicos, ele ocorre de maneira mais difusa1, pelos próprios colegas, muitas vezes disfarçado pela retórica da participação.
Como uma contribuição para essa discussão, o próximo item explora as técnicas e práticas de gestão da produção que dão origem à flexibilidade funcional, explorando particularmente sua utilização na indústria de linha branca e na empresa pesquisada para este projeto, a WashCo. A seguir, é realizado o mesmo para as iniciativas das empresas para obter a flexibilidade numérica.
3.1 Flexibilidade funcional do trabalho A flexibilidade funcional, também chamada de qualitativa ou interna, relaciona-
se a maior diversidade de tarefas e funções atribuídas aos trabalhadores (Atkinson, 1986 apud Walby, 2003; Hirata, 1998). Segundo Martin (1997), essa forma de flexibilidade leva o trabalhador a ter “maior responsabilidade por tomadas de decisões imediatas e uma participação mais ativa” (p.10).
Como apontado por Gerwin (1987), para que um sistema produtivo seja flexível é necessário que os trabalhadores tenham uma série de habilidades, para trabalhar com diferentes produtos, operações e procedimentos, para realizar a manutenção, detectar defeitos e tomar atitudes para corrigi-los (GERWIN, 1987).
Na indústria de linha branca e na WashCo, as mudanças na organização da produção, com a introdução de novos equipamentos, de linhas de montagem mais flexíveis, de novas ferramentas da qualidade e técnicas de planejamento e controle da produção, têm gerado mudanças na divisão e no conteúdo do trabalho dentro da empresa, levando à ampliação das atribuições dos trabalhadores da produção, que passaram a transcender as tarefas diretamente relacionadas ao processo produtivo.
1 Em atividades de serviços prestados diretamente ao consumidor, este pode representar mais um fonte de controle. É o chamado duplo controle do trabalho em serviço (Korczynski et al., 2000; Smith, 1997).
26

Segundo Araújo et al. (2004), os dirigentes sindicais vêem essas mudanças como uma forma de se obter o “consentimento e envolvimento dos operários, o que eles identificam como um processo de ‘cooptação ideológica’” (p.257), o que seria uma das explicações para o menor interesse dos trabalhadores pelo sindicato.
A seguir, analisa-se como cada método de gestão da produção leva a esse tipo de flexibilidade, explorando seu alcance de forma geral e mais especificamente na indústria de linha branca e na WashCo. Os trabalhadores entrevistados nessa indústria para este projeto e para projetos anteriores foram indagados sobre o quanto conheciam e utilizavam alguns métodos de gestão previamente selecionados pelas equipes de pesquisa por terem sido freqüentemente mencionados na literatura e observados nas empresas.
Automação
Em processos de fabricação muito automatizados, o trabalhador deixa de interferir diretamente na transformação do produto e passa a monitorar o funcionamento do equipamento, intervindo apenas quando este sofre algum tipo de problema. Isto também tem ocorrido em indústrias de processo intermitente ou discreto, aproximando o trabalho do operário direto nessas do que já ocorre a mais tempo em indústrias de processo contínuo (Toledo et al., 1989).
O ritmo de trabalho deixa de ser determinante para definir o volume de produção, mas há um aumento de responsabilidade dos trabalhadores, devido aos maiores custos para aquisição destes equipamentos e de suas paradas, principalmente as não programadas. Os trabalhadores podem ser envolvidos em atividades de programação de equipamentos computadorizados (Marx, 1997), na troca de ferramenta e em tarefas simples de manutenção.
A manutenção preventiva era bastante conhecida pelos trabalhadores entrevistados por Araújo et al. (2004) em duas empresas de linha branca. Segundo um deles, a manutenção preventiva é “não esperar o equipamento quebrar pra chamar a manutenção”, por exemplo, “digamos que você vê um pequeno vazamento. Em vez de você esperar aumentar, você vai lá dar uma manutenção na máquina antes de quebrar”. Conforme descreveram nas entrevistas, esta participação consiste principalmente em observar o comportamento das máquinas e chamar a área de manutenção, caso seja identificado algum problema:
Eu não faço a manutenção, mas faço uma comunicação de risco. A manutenção preventiva é feita em todas as máquinas pelo setor de manutenção. Depois que a [multinacional] entrou, melhorou este ponto. O operador faz uma inspeção diária. Se constatar o problema, avisa imediatamente.
A WashCo passou a adotar um programa de manutenção preventiva de máquinas e equipamentos nos anos 1990 cuja maior preocupação, segundo um dos gerentes entrevistados, tornou-se a conscientização dos trabalhadores da produção no sentido do cuidado constante com os equipamentos por eles utilizados, o que envolve a lubrificação e a troca de óleo, a limpeza periódica das máquinas, a verificação de algum requisito que constitui parte de um programa de manutenção e a realização de inspeção funcional das máquinas utilizadas.
27

Just-in-time O just-in-time exige maior envolvimento dos trabalhadores no controle do fluxo
da produção. Num sistema just-in-time, as prateleiras ou os painéis de kanban funcionam como um sistema de informação ao indicar os níveis de estoque de cada peça ou componente, sinalizando para os operários responsáveis por sua produção qual tem prioridade para ser reposto. Desta forma, os operários passam a ser responsáveis pela decisão sobre o que produzir a cada momento, não dependendo mais de uma OP (ordem de produção) recebida da área de PCP para definir a seqüência de produção.
Como ressalta Smith (1997), o just-in-time exige maior vigilância dos operários sobre a escolha do tempo mais adequado para a produção de cada peça e ao controle de estoques de acordo com a demanda das etapas seguintes de fabricação, que impõem o ritmo de reposição das peças. Segundo seus idealizadores, o tamanho dos lotes deve ser tal que o ritmo de reposição seja intenso.
Apesar de ser apontado com um dos principais métodos de gestão do modelo de produção enxuta, no Brasil não têm sido vistos muitos sistemas just-in-time implantados e funcionando. Como mostrado no capítulo anterior, na indústria de eletrodomésticos de linha branca seu uso é bastante restrito e os gerentes haviam desistido de implantá-lo na WashCo.
Na área de injeção de plásticos da planta de refrigeradores pesquisada por Araújo et al. (2004), além da resistência gerencial, existiam dificuldades do pessoal da produção, que, segundo um gerente entrevisado, não utilizava as informações dos cartões do kanban para tomar as decisões sobre a seqüência de produção, indo sempre consultar a área de PCP. Entre os trabalhadores entrevistados por essas autoras, poucos conhecem este método. Isto pode ser explicado pelo fato de as empresas estarem adotando o método apenas parcialmente ou não o adotarem, como no caso da WashCo.
Apesar de a empresa não usar, dezoito trabalhadores da WashCo ouviram falar do just-in-time interno e três do just-in-time externo. Poucos, no entanto, sabem explicar o que é. Dois souberam dizer alguma coisa a respeito. Para um, é “não estocar” e para outro, trabalhar “de acordo com o pedido”. Um operário disse que acha que a empresa usa o just-in-time “porque está escrito em vários lugares” na fábrica. Dois disseram que não se lembram, “mas foi falado no último treinamento que nós tivemos”.
Para estes casos, pode-se concluir que a atividade de programação da produção continua fortemente concentrada na área funcional específica, com pouca responsabilidade efetivamente transferida para os trabalhadores da produção.
Qualidade
Ao longo dos anos 1980 foram adotadas técnicas preventivas para controle da qualidade por diversas empresas, com destaque para as pertencentes à indústria automobilística. Muitas dessas técnicas previam sua para utilização pelos operários, como, por exemplo, o Controle Estatístico de Processo (CEP)2. No final desta década, inicia-se a introdução de programas com objetivos mais sistêmicos, como a Qualidade Total. Os programas de Qualidade Total eram compostos por um pacote de técnicas
2 O CEP foi desenvolvido por Deming nos EUA na década de 20, mas a sua utilização de forma ampla, com o envolvimento dos operários, só vai ocorrer no Japão pós-guerra e, por esse motivo, é associado ao modelo japonês.
28

estatísticas e programas de envolvimento que variava de empresa para empresa e tinham um forte componente retórico sobre ‘participação’, que deveria envolver todos os departamentos e níveis hierárquicos das empresas3.
Para a certificação pelas normas da série ISO 9000, e mesmo para outras certificações, é necessário o envolvimento dos trabalhadores na documentação do processo e eles são preparados para responder a questões colocadas pelos auditores.
Em métodos de difusão mais recente, a participação dos operários nas atividades relacionadas à qualidade parece não ter a mesma importância observada em programas como o CEP e a Qualidade Total. Numa empresa de linha branca, o programa Seis Sigma, por exemplo, prevê a formação de grupos para o desenvolvimento de produtos, processos ou resolução de problemas, com o envolvimento de pessoas de diferentes áreas. A participação dos operários nesses grupos, no entanto, é bastante restrita. Segundo um dos responsáveis pelo método nesta empresa, “o programa exige conhecimentos de estatística e o uso freqüente do computador e, na produção, tem pessoas que mal conseguem abrir o micro” (Pina, 2004, p.43).
Apesar disso, os trabalhadores incorporaram essa preocupação de produzir com qualidade. Na questão sobre quais métodos de gestão da produção conhecem dirigida aos trabalhadores, os mais conhecidos são a certificação ISO 9000, sobre o qual são oferecidas palestras com grande freqüência, e a Qualidade Total.
Muitos entrevistados mencionaram a importância da ISO 9000 para competir no mercado, principalmente para exportação, um requisito “para nosso produto ficar competitivo no mercado, porque se a [WashCo] não faz, a [concorrente] faz. Se a [concorrente] não faz, a [outra] faz”. Segundo outro entrevistado, a norma “é importante, porque a gente mexe com exportação, para Argentina, Uruguai, Paraguai, para o Mercosul, e sem essas certificações, seria meio impossível”. Vinte e quatro entrevistados também mencionaram a “ISO 14000, ambiental: usamos todo dia. A gente faz a coleta seletiva, [somos informados] sobre o desperdício da água, energia, sobre segurança no nosso dia a dia, o uso do sapato, luva, protetor”, considerada “importante, [pois] conscientiza as pessoas da importância de se preservar o meio ambiente” e que também implica na ampliação das funções dos operários.
Os trabalhadores vêem a Qualidade Total como o esforço individual e coletivo para evitar os defeitos de fabricação, para “nosso produto final sair bem”, ou seja, um “produto bem acabado”. Aparece em suas falas a preocupação com os clientes: “satisfazer necessidades dos clientes”, o “que engloba garantia, assistência técnica”, “reduzindo a chamada de campo”, que ocorre quando o cliente chama a assistência técnica devido a algum defeito no produto. Alguns ainda mencionaram o conceito de cliente interno, segundo o qual a qualidade do trabalho de cada um interfere no posto de trabalho seguinte: “aqui, nosso cliente é a linha de montagem”.
Em alguns casos, havia uma forte associação desses métodos a aspectos comportamentais, como pode ser observado nas falas de alguns trabalhadores: “exige muito em todo setor, mas ali, onde eu trabalho, eu tenho que fazer a qualidade mesmo. Não tem como fugir”. Em dois casos, as falas revelam a ênfase dos superiores em relação à qualidade: “é cobrança total”, ou ainda: “exigem muito, pegam no pé.”
Já as menções a métodos específicos para controle da qualidade foram mais raras. Alguns disseram que usavam o CEP (controle estatístico de processo) para 3 Em alguns casos, a sua implantação tem sido utilizada para justificar os mais diversos tipos de mudanças, mesmo que não relacionadas à qualidade (McCabe e Wilkinson, 1998; Zbaracki, 1998).
29

“melhorar o seu processo através de dados que você registra” e o acham útil, por exemplo, se “tem uma peça que está dando muito problema, [...] você faz o controle para apontar qual é a não-conformidade que tem mais incidência”. Outro entrevistado avaliou que o método “é bom para se ter os parâmetros, onde está o pico mais alto, se está dentro do padrão que o trabalho pede”.
Um dos gerentes da WashCo disse que os trabalhadores controlam a qualidade do que produzem, o que é auditado pela área da qualidade. Segundo ele, a empresa tem
um sistema de autocontrole pelo qual cada trabalhador testa o resultado do seu trabalho. Este sistema é auditado continuamente (várias vezes por dia) por um time de auditores. Adicionalmente temos um teste de 100% no fim da produção.
Na fábrica, utilizava-se um "diário de bordo" para controlar cada etapa da produção, que continha a quantidade produzida por hora, produtividade, tempo de parada, consumo de material, problemas de qualidade, etc. Cada operador ou facilitador digitava as informações do "diário de bordo" em um banco de dados e um grupo analisava os principais problemas de qualidade com o objetivo de gerar um plano de ação corretiva para melhoria dos processos com base no PDCA (Plan, Do, Check and Action). O alcance das metas dos índices de qualidade em cada linha de montagem leva a uma premiação mensal, geralmente o sorteio de um determinado produto da empresa entre os trabalhadores.
Grupos para solução de problemas
Um dos primeiros métodos que buscava maior envolvimento dos operários difundidos dforam os círculos de controle da qualidade (CCQs), reuniões nas quais os trabalhadores discutem questões relacionadas a seu trabalho e fazem propostas de melhorias ou soluções de problemas. Esse método foi criado no Japão e, entre as empresas ocidentais, algumas os implantaram já a partir de meados da década de 1970. Sua difusão aumentou bastante na década de 19804.
O fato de não implicar em custos adicionais facilitou sua difusão, mas muitos programas foram interrompidos depois de poucos anos5. Segundo Hill (1991), isso ocorreu porque os CCQs foram introduzidos de forma isolada, em empresas cuja organização do trabalho e estrutura funcional taylorista permaneciam inalteradas. A gerência média não estava preparada para responder a iniciativas tomadas de baixo para cima. Criou-se, então, uma dualidade de poder que se tornou uma fonte de conflitos. Essa avaliação é compartilhada por Hiraoka (1989) e Hull et al. (1985).
Os CCQs continuam a ser utilizados no Japão e, embora tenham tido uma vida curta no ocidente, posteriormente muitas empresas criaram formas semelhantes de reuniões para solução de problemas, na maioria das vezes com outros nomes e com adaptações (Jürgens, 1989; Rachid, 1996).
4 Em 1982, 44% das empresas com mais de 500 empregados nos EUA tinham CCQ. Em 1987, somavam-se na Europa 50 mil empresas com CCQ. No Brasil, já havia empresas introduzindo o CCQ no início da década de 70. Existiam 100 empresas com o método em 1980, 130 em 1981, 500 em 1984 e 600 em 1986 (Faria, 1989; Hill, 1991; Salerno, 1985). 5 Segundo Hill (1991), 50% dos CCQs nos EUA foram desativados na década de 80. Em 1989, das trinta empresas pesquisadas pelo autor no início dos anos 1980 e que tinham CCQs, apenas duas os mantinham. Nas empresas estudadas por Faria (1989), a média de duração dos CCQs foi de seis anos.
30
Numa das empresas pesquisadas por Araújo et al. (2004), para buscar o envolvimento dos trabalhadores com os objetivos da qualidade, criou-se um programa de sugestões, com prêmios para as pessoas ou grupos que tiverem suas sugestões aceitas, implantadas pela gerência e se estas gerarem redução de custos. No caso de uma sugestão ser aceita, o direito de patenteá-la é transferido para a empresa. Em outra empresa, haviam introduzido um grupo de sugestão formado por cinco a oito pessoas sob a coordenação de um técnico da qualidade que se reunia uma vez por semana. Tratava-se do início de uma experiência que poderia ser estendida para outras áreas. Se a sugestão fosse implantada, as pessoas que deram as idéias recebem prêmios calculados de acordo com os resultados obtidos.
O programa participativo empregado na WashCo é chamado de kaizen, definido por vários trabalhadores como “melhoria contínua” “no processo de trabalho”, uma “maneira de facilitar o trabalho” e “melhorar o lugar onde a gente trabalha”. Um entrevistado comentou que “certas coisas, a engenharia não vê e, aí, o kaizen resolve”. Um entrevistado explicou como funciona:
você vai para o pessoal responsável e dá a sugestão. O pessoal vem e já trabalha em cima. Nós fizemos a implantação de uma esteira, ali em cima no setor esses dias. Demos a idéia toda.
Foram dados exemplos de algumas iniciativas surgidas com o kaizen: exemplo: tem as máquinas nas quais a gente trabalha e tem um rapaz que coloca o material em cima. Ele não tinha onde subir, correndo o risco de cair. Então, o pessoal teve uma idéia de fazer uma escadinha.
E outro: eu trabalhava numa rampa e o botão ia descendo. Pegava um botão no outro e manchava. Não era culpa minha e tive a idéia de fazer uma divisão na rampa. Então, são melhorias, várias idéias nossas que colocaram em prática e deram resultado.
Um deles citou algumas ferramentas usadas, como o “brainstorming, reuniões, ciclos, FMEA”.
Grupos semi-autônomos Os grupos semi-autônomos foram frutos de experiências de empresas suecas
produtoras de veículos. Estas se iniciaram na fábrica da Volvo na cidade de Kalmar na década de 1970 e se estenderam para as plantas da mesma empresa em Uddevalla e para a da Saab-Scania em Malmo na década de 1980.
Em sua forma mais avançada, usada na montagem de ônibus e caminhões, extinguem-se as linhas de montagem, deixando os produtos imóveis. Essa forma de organização foi chamada de “produção em docas”, nas quais não há posto de trabalho fixo e os operários têm autonomia para decidir a divisão de tarefas e a rotação de tarefas entre si, quem é o líder, as folgas e como controlar a qualidade, entre outros aspectos da organização do trabalho. Ao mesmo tempo, foram criados estoques intermediários e havia pesados investimentos na automação do transporte e armazenamento de peças e produtos, com o uso intensivo do AGV (automated guided vehicles – carrinhos guiados por computador) para poupar esforço físico6 (Hirata et al., 1992; Marx, 1997).
6 Estas empresas tinham interesse em tornar o trabalho mais interessante devido às altas taxas de demissão voluntária dos trabalhadores e à dificuldade para automatizar a montagem.
31
Estes grupos não tiveram uma grande difusão fora da Suécia, possivelmente devido ao grande interesse despertado pelo modelo japonês, o que acabou ofuscando ouras formas de organização do trabalho alternativas ao taylorismo-fordismo. Apesar disso, continuam sendo uma forte referência em termos de autonomia para os pesquisadores da área de organização do trabalho7.
Na indústria de linha branca, não foram observados avanços neste sentido. A maior parte dos operários se concentra nas linhas de montagem, bastante intensivas em trabalho, e devem executar tarefas dentro dos limites de tempo pré-estabelecidos, em ciclos curtos que se repetem inúmeras vezes ao longo da jornada.
Apesar disso, perguntados sobre a existência de trabalho em grupo, quase todos os entrevistados disseram estar familiarizados ao termo, mas referindo-se à colaboração e ajuda mútua e a grupos de solução de problemas. O conceito de cliente interno também foi associado à idéia de trabalho em grupo, segundo um operário, “um depende do outro. Ao mesmo tempo em que somos clientes, somos fornecedores também”.
Além disso, têm sido observadas nas empresas outras formas de trabalho em grupo e rotação de tarefas que têm ficado aquém dos grupos suecos, como mostrado no próximo item.
Enriquecimento de cargos Segundo Fleury e Vargas (1983), as propostas de enriquecimento de cargos
surgiram em decorrência das pesquisas de Herzberg et al. (1959), citado por esses autores, sobre satisfação no trabalho. Conforme observado nessas pesquisas, a satisfação e a motivação para o trabalho estão diretamente relacionadas a seus aspectos intrínsecos. Então, o enriquecimento seria uma forma de ampliar o conteúdo e as responsabilidades do trabalho para torná-lo mais interessante do que o esvaziado posto de trabalho de concepção taylorista-fordista.
O enriquecimento pode ocorrer por meio da ampliação horizontal, vertical ou nos dois sentidos. A ampliação horizontal implica na incorporação de tarefas de mesma natureza, por exemplo, o operador de um tipo de máquina que passa a operar outros tipos. A ampliação vertical ocorre com a incorporação de tarefas de naturezas distintas, por exemplo, o operador de máquina que passa a realizar atividades de manutenção e controle da qualidade.
O enriquecimento vertical tem sido observado em diversas pesquisas e tem ocorrido principalmente com a atribuição da responsabilidade sobre tarefas de apoio à produção para os operários diretos. Exemplo disso é a realização de atividades de manutenção e de controle da qualidade e, mais raramente, atividades ligadas à programação da produção, como ocorre no just-in-time, como mencionado nos itens anteriores.
O enriquecimento horizontal pode ocorrer de maneira isolada, em células de manufatura ou pela rotação entre postos de trabalho. Como mencionado brevemente no capítulo anterior, uma célula de manufatura é formada por um agrupamento de máquinas que executam operações distintas. Em cada célula são produzidas as peças
7 A própria Toyota, empresa fortemente ligada ao surgimento do modelo japonês, estava implantando estoques intermediários para dar mais folga ao ritmo de trabalho, seguindo o exemplo dos grupos suecos (Salerno, 1997).
32

classificadas como pertencentes a uma mesma família, de acordo com os critérios estabelecidos pela “tecnologia de grupo” (Groover e Zimmers, 1984).
Os operários alocados neste tipo de arranjo físico normalmente são responsáveis pela operação dos diferentes tipos de máquinas que compõem cada célula. Em seu processo de reorganização no pós-guerra, uma das primeiras adaptações feitas pela Toyota ao modelo fordista foi a introdução de grupos de máquinas de acordo com esse conceito celular, com o cuidado de que fosse alocado em cada célula o menor número possível de operários (Cusumano, 1985).
Grupos de trabalho dentro dos quais cada operário deve operar diferentes equipamentos já podem ser observados há algum tempo. Marx (1997) chama esses tipos de organização de grupos enriquecidos. Nas empresas de eletrodomésticos foram observadas algumas formas de organização chamadas de “grupos”, mas com estrutura e objetivos diferentes das células, como grupos para solução de problemas ou para elaboração de projetos.
Na WashCo, as diferentes operações do metal, como corte, dobras e solda, da área chamada de metalurgia são realizadas no mesmo espaço, ao longo de uma esteira transportadora automática, chamada de stop and go, pois ela para e “espera”que cada operação seja realizada antes de voltar a se movimentar. Apesar de adotar alguns princípios da manufatura celular, ao concentrar os equipamentos usados em diferentes operações no mesmo espaço, mantém um operário alocado de maneira fixa a cada posto de trabalho.
Os termos grupo e célula têm sido utilizados pelas empresas para designar formas muito distintas de organização. Em uma empresa da indústria automobilística, por exemplo, é chamado de grupo o conjunto de trabalhadores alocados em um determinado trecho da linha de montagem que se reúnem para conversar sobre o andamento da produção ou sobre algum problema.
O termo “célula de produção” é usado na WashCo para designar segmentos da linha de montagem nos quais há rodízio de trabalhadores na execução das operações. A rotação é outra forma de obter maior flexibilidade dos funcionários, que Salerno (1995) chama de flexibilidade dos trabalhadores quanto à função, relacionada à capacidade dos trabalhadores em desempenharem seu trabalho em postos de trabalho diferentes ou de serem realocados entre diferentes áreas de fabricação.
Na WashCo, os trabalhadores de cada segmento da linha de montagem chamado de “célula” têm autonomia para definir a escala de revezamento e a escala do responsável por cada segmento, chamado de facilitador, substituído quase sempre semanalmente. O facilitador abastece a linha, treina os colegas e substitui o funcionário que precisou largar o posto temporariamente. Não existia mais o preparador de máquinas, cujas tarefas foram incorporadas pelos trabalhadores das células, assim como a manutenção de rotina.
No caso da WashCo, a rotação tem sido adotada devido à intenção de que o trabalhador da produção seja capaz de operar máquinas de diferentes especialidades, localizadas em diferentes etapas do processo de produção, ou de trabalhar nas linhas de montagem dos distintos produtos da empresa. Segundo um dos entrevistados, “as equipes de trabalhadores na produção podem estar na linha de lavadoras em um dia e na linha do freezer no dia seguinte”. A frequência de rotação varia de acordo com o cargo, sendo mais freqüente na embalagem, que envolve uma atividade mais cansativa, e ocorrendo apenas uma vez ao dia no posto de solda, uma atividade mais especializada.
33

Indagados se conheciam o termo “produção flexível”, dezesseis responderam que sim, referindo principalmente a essas rotações. Para um deles, produção flexível é “você ter a linha de montagem disponível para vários modelos”. Outro disse que é a “variação do mix de produtos. Montagem de diversos produtos e modelos.” Segundo um terceiro,
hoje, a gente monta um produto. Amanhã, já está montando outro. Também vejo do ponto de vista do funcionário, ele não faz somente aquela operação [...] uma atividade. Ele tem a flexibilidade de ir para outro setor, ajudando, ou mesmo [...] numa outra operação.
Outro ainda atribui o termo à idéia de “poder mudar o programa sem um planejamento”. A rotação ocorre porque o volume de produção “pode tanto variar pra mais quanto pra menos”.
Em outra empresa de linha branca, a rotação entre postos de trabalho era utilizada como uma tentativa de reduzir os casos de LER/DORT (lesões por esforços repetitivos/ distúrbios osteomusculares relacionados ao trabalho), mencionados no capítulo anterior. Uma fábrica de refrigeradores empregava a rotação de postos em alguns trechos da linha de montagem e estava sendo planejada a automação da descarga das máquinas, o que permitiria que um operador cuidasse de mais de uma máquina (Araújo et al., 2004).
Por levarem à ampliação de funções, os termos polivalência e multifuncionalidade têm sido usados para descrever essas mudanças. Corrêa e Slack (1994) usam o termo multi-habilidade da mão-de-obra, o que seria, também, uma forma de resolver problemas decorrentes do absenteísmo.
Segundo Smith (1997), a grande quantidade de cargos que existiam antes, com especificação muito estreita de atividades para cada um, foi considerada como uma fonte de ineficiências. Para viabilizar a incorporação de novas funções, as empresas têm mudado a descrição de cargos, ampliando-a de forma a abranger as diferentes atividades realizadas, diminuindo o número de classificações. Nesse contexto, é que se criaram os cargos de "operário multifuncional" (Rachid, 1996), enquanto antes existia um cargo específico para operação de cada máquina, por exemplo, “operador de torno mecânico”, “operador de torno CNC”, “operador de caldeira a lenha” e assim por diante. O próprio Ministério do Trabalho tem revisto a Classificação Brasileira de Ocupações (CBO), que certifica a descrição de cargos utilizada nas contratações formais, para se adequar às mudanças observadas no mercado de trabalho, entre as quais a polivalência (Moraes e Lopes Neto, 2005).
A fábrica de refrigeradores pesquisada por Araújo et al. (2004), apesar de ter sido inaugurada havia pouco tempo, já havia passado por uma redução no número de cargos na área da produção, processo conduzido pela área de recursos humanos para compatibilizar as descrições de cargos com as existentes no mercado.
Na WashCo, o cargo dos operários recém contratados é “operador de manufatura 1”. Com as promoções, pode-se chegar até “operador de manufatura 6”. Também neste caso, a descrição é aberta à incorporação de diferentes atividades. A seguir, estão as atribuições da cada um dos níveis da carreira do operário direto e, em alguns, como se dá a progressão de para o nível seguinte:
- operador de manufatura 1: recém contratados, a promoção ocorre, em média, após um ano de carreira;
- operador de manufatura 2: operários que têm de um a três anos de carreira, em média;
34
- operador de manufatura 3: são montadores, que ocupam os postos de trabalho de montagem simples, a promoção depende de treinamento e surgimento de vaga;
- operadores de manufatura 4 e 5: são operários que trabalham na injeção de poliuretano e de plásticos, estamparia e pintura, a promoção depende de treinamento e surgimento de vaga;
- operador de manufatura 6: são operários capazes de preparar máquinas, trocar moldes e responsáveis pelo treinamento on the job dos operários de manufatura 1.
Segundo Araújo et al. (2004), “um trabalhador com um conhecimento mais amplo da produção e capaz de realizar várias funções distintas passou a ser fundamental para acompanhar o movimento de flexibilização da [...] produção” (p.146). Para isso, as empresas têm investido em cursos e treinamentos, apresentados a seguir.
Cursos e treinamentos A incorporação de atividades exige novos conhecimentos dos operários, mas
alguns enfrentam dificuldades para assimilá-los. Nas empresas, essa dificuldade frequentemente é associada a pouca escolaridade formal de seus funcionários e, diante desse diagnóstico, buscam aumentar seu nível de escolaridade, seja oferecendo-lhes educação formal, seja exigindo-a no recrutamento.
Na indústria automobilística, tem sido observada a exigência do 2º grau completo para contratação e algumas empresas criaram folhas de registro nas quais são anotados os treinamentos em que cada funcionário participa, o que sinaliza quais funções ele pode desempenhar (Rachid et al., 2006b).
Na indústria de linha branca, a escolaridade vem sofrendo um aumento gradual. Segundo dados da RAIS8 levantados por Perticarrari (2003), os trabalhadores com o primeiro grau incompleto nesta indústria somavam 52% em 1994, passando para 23,3% em 2000. Os que completaram o primeiro grau passaram de 48,8 % para 72%. No mesmo período, houve um aumento de 12% para 28% entre os que possuíam o segundo grau completo.
Os métodos voltados para a qualidade, como o CEP e a Qualidade Total, chamaram a atenção sobre os treinamentos que acompanharam sua introdução nas décadas de 1980 e 1990. O CEP, por exemplo, exigiu, além dos treinamentos sobre seus procedimentos, cursos de metrologia e estatística e até de matemática, português e caligrafia (Fleury e Humphrey, 1993; Gitahy e Rabelo, 1991; Leite, 1992; Rachid, 1996). Esta ênfase observada nos treinamentos para os operários parece não estar se repetindo com programas mais recentes voltados para a qualidade, como, por exemplo, o Seis Sigma, o que pode ser observado em Araújo et al. (2004). Uma empresa de linha branca pesquisada pelas autoras havia introduzido esse programa e a maioria dos operários entrevistados disse saber disso, mas muitos por meio de cartazes colocados na fábrica. Entre aqueles que tinham mais informações a respeito, alguns o relacionam à qualidade total ou a seus objetivos. Em outra empresa, alguns trabalhadores disseram que tiveram uma palestra a respeito, mas já haviam esquecido o seu significado, o que parece indicar seu pequeno envolvimento nas atividades relacionados ao método.
Na WashCo, o Seis Sigma está começando a ser comentado e a maioria dos operários não o conhecia. Um disse que ouviu dizer “que isso vai entrar esse ano dentro
8 A RAIS (Registro Anual de Informações Sociais) é um banco de dados do Ministério do Trabalho onde são registrados os dados referentes a emprego das empresas formais do país.
35

da empresa” e outro disse que “vi hoje uma apostila na mesa do meu supervisor, e ia perguntar para ele o que significava”.
Recentemente, os treinamentos para qualidade têm se voltado mais para a certificação pela norma ISO 9000, o que pode ser explicado pelo fato de que, para obter e manter a certificação, as empresas devem investir em treinamento, se não por outro motivo, pelo menos porque durante as auditorias qualquer trabalhador pode ser questionado sobre os procedimentos da certificação. Uma operária comentou que os auditores a entrevistam sempre que ocorre uma auditoria:
Não sei por que eu sou sempre auditada. É impressionante. Acho que é porque eu sou a única mulher lá [na injeção de plástico]. O homem é mais malandro. Acho que eles se escondem e eu não tenho medo.
Os cursos e palestras oferecidos pela WashCo têm sido importantes para difundir princípios e práticas associados aos métodos de gestão. A Tabela 3.1 apresenta a quantidade de dias de treinamento oferecida aos trabalhadores, considerando os últimos doze meses anteriores à pesquisa.
Tabela 3.1 - Dias de treinamento dos trabalhadores
nos 12 meses anteriores à pesquisa (%)
Número de dias Porcentagem de entrevistados
Nenhum 1,9 Menos de um dia 44,2 1 a 2 dias 23,1 2 a 5 dias 13,5 5 a 10 dias 7,7 10 dias ou mais 7,7
Fonte: Elaborado a partir das entrevistas..
Uma porcentagem de 96,2% dos trabalhadores entrevistados tinha participado de
algum treinamento nos doze meses anteriores à entrevista. Entre estes, 69,2% tiveram até dois dias de treinamento. A empresa foi responsável pela oferta de 81,7% dos cursos mencionados. O gerente de recursos humanos disse que a empresa financiou supletivo de primeiro e segundo grau, curso de técnico de qualidade oferecido pelo SENAI e um grupo ligado a uma universidade local, o que foi mencionado por 9,4% e 2,6% dos trabalhadores, respectivamente. Eles mencionaram ainda 1,3% de cursos oferecidos por empresas de consultoria.
A empresa tem um “sistema de treinamento contínuo dentro da fábrica”, voltado para a preparação do pessoal para trabalhar na fábrica e que envolve treinamentos elaborados para solução de problemas específicos, como, por exemplo, “problemas de reprocesso que surgem na linha de produção [... e] são identificados no laboratório”. Segundo um dos gerentes entrevistados, essa experiência de treinamento foi desenvolvida nesta fábrica e acabou sendo adotada também em plantas da empresa em outros países “ela está sendo benchmarking para [...] outras fábricas”.
Os trabalhadores entrevistados relataram diversos cursos freqüentados. A Tabela 3.2 foi elaborada a partir do agrupamento desses cursos. Os treinamentos mais citados
36

pelos operários foram aqueles voltados para meio ambiente, saúde e segurança no trabalho, logo seguidos pelos de gestão da qualidade. Houve 46 menções aos cursos da certificação pela ISO 14000 ou relacionado à questão ambiental. Outro curso muito citado, 39 vezes, foi o curso voltado para a certificação ISO 9000, sendo que houve mais 26 menções a cursos distintos sobre métodos relacionados à qualidade. Entre os cursos técnico-operacionais para a produção, destacaram-se as referências ao “sistema de treinamento contínuo dentro da fábrica”, mencionado pelo gerente de recursos humanos, principalmente aqueles voltados para a montagem da lavadora.
Tabela 3.2 – Tipos de cursos mencionados pelos trabalhadores (%)
Tipos de cursos e treinamentos mencionados Porcentagem
Meio ambiente, saúde e segurança no trabalho 30,1 Gestão da qualidade 29,7 Técnico-operacionais para a produção 26,3 Gestão de recursos humanos 11,8 Gestão da empresa 1,3 Idiomas 0,4 Gestão da produção 0,4
Fonte: Elaborado a partir das entrevistas.
Em alguns casos, foi observado que se recebem treinamento sobre um método, mas ficam sem o utilizar, os trabalhadores acabam se esquecendo dele. Isso foi observado no caso do CEP (controle estatístico de processo), tanto na WashCo, quanto em outra empresa pesquisada por Araújo et al. (2004), na qual um trabalhador disse claramente: “Já esqueci [...], mas eu tenho apostilas, é só procurar”. Na WashCo, há situações semelhantes, de trabalhadores que não se lembram ou lembram vagamente do CEP: “ouvi falar numa palestra que faz muito tempo que eu participei”. Outro perguntou: “são cartas de controle, não é”? Uma entrevistada mencionou que, na área dela, “a gente começou a ser treinado agora. Alguns setores já foram treinados, outros não. O meu setor ainda não foi treinado sobre CEP.”
Além dos cursos supletivo, a empresa exige pelo menos o segundo grau completo para contratação de operários. A Tabela 3.3 apresenta o grau de escolaridade da amostra de entrevistados. Como pode ser observado, 92,4% dos entrevistados tem escolaridade igual ou superior ao segundo grau completo.
O próximo item explora as diferentes formas utilizadas pelas empresas para obter a flexibilidade numérica.
37

Tabela 3.3 - Escolaridade dos operários entrevistados na WashCo (2005)
Nível de escolaridade Porcentagem
1º grau incompleto 1,9 1o grau completo 0,0 2º grau incompleto 1,9 Cursando 2º grau 3,8 2º grau completo 73,1 Superior incompleto 19,3 Superior completo 0,0
Total 100,0
Fonte: Elaborado a partir das entrevistas.
3.2 Flexibilidade numérica do trabalho Em diversas atividades econômicas, tem havido uma diminuição do volume de
emprego, acompanhado por um aumento da produtividade, como decorrência da automação e de processos de racionalização (Gadrey, 1999). Esse fenômeno é chamado de desemprego tecnológico, que estaria adquirindo um caráter estrutural, diferente do desemprego conjuntural, associado às variações da atividade econômica. No setor bancário, por exemplo, havia 1 milhão de trabalhadores em 1986, que foram reduzidos para 409 mil em 19991 (Segnini, 1999).
Na indústria de linha branca, o processo de reestruturação e sua reconfiguração patrimonial geraram importantes mudanças no volume do emprego e contribuíram para a elevação da produtividade do trabalho das empresas envolvidas. Além disso, a redução da produção tem sido conjunturalmente adotada para sobreviver aos momentos de crise por meio de fechamento de fábricas mais antigas, demissão de pessoal, uso de bancos de horas e de férias coletivas (Araújo et al., 2004). Segundo dados da RAIS levantados por Perticarrari (2003), em 1994 haviam cerca de 44,5 mil pessoas empregadas nessa indústria, passando para cerca de 35 mil em 1999, uma redução de 21,2%. Em 2000, houve uma pequena recuperação, passando para cerca de 36 mil. Entre 1994 e 2000, o emprego regional neste ramo sofreu uma redução de 29,5%.
Na unidade pesquisada para este projeto, o número de funcionários também vinha caindo. O Figura 3.1 apresenta essa evolução. Os 3 mil empregados existentes em 1980 foram sendo reduzidos aos poucos, mas aumentaram para 3050 em 1990. Depois disso, houve uma queda acentuada em 1993, caindo para 1595 funcionários, com recuperação no ano seguinte, para 2010. Depois, houve novamente uma queda gradativa até 2002, quando chegou a 839, na época em que a fábrica esteve ameaçada de fechar, o “fundo do poço”, como mencionado no Capítulo 1. Posteriormente, a partir do início da produção de fogões, houve um crescimento até o ano da pesquisa, quando a fábrica estava com cerca de 1200 funcionários. Também tem havido uma redução do pessoal indireto, como engenheiros, gerentes e supervisores. Entre 1997 e 2002, a redução foi de 50%, de 189 para 96. 1 A partir de 1999, esse número começou a aumentar suavemente, chegando a 463 mil em 2002 (Faria e Rachid, 2005)
38

Além de não produzir mais refrigeradores, a introdução de novos equipamentos acentuou a redução do número de pessoas empregadas, principalmente de trabalhadores diretos. Isto ocorreu, por exemplo, com a inserção de equipamentos robotizados para fabricação de gabinetes para lavadoras que substitui um processo manual de solda por um sistema robotizado de cravamentos. Enquanto 30 pessoas são necessárias no processo manual de solda, esse sistema requer apenas 5 trabalhadores.
0
500
1000
1500
2000
2500
3000
3500
1980
1982
1984
1986
1988
1990
1992
1994
1996
1998
2000
2002
2004
2006
Série1
Figura 3.1 – Número de funcionários na unidade pesquisada
Fonte: Elaborado a partir das entrevistas.
Em uma das empresas pesquisada pelas autoras, a mudança de sua estrutura organizacional, a adoção de novos métodos de gestão da produção e a externalização de atividades estiveram relacionadas à redução gradativa do número de funcionários. Os 2600 funcionários existentes em 1996 foram reduzidos para 2100 em 2000 e para 1750 em 2001.
Contribuindo para o processo de racionalização, há o segundo tipo flexibilidade do trabalho, a numérica, também chamada de quantitativa ou externa. Esta tem ocorrido juntamente com os processos de redução das estruturas organizacionais e envolve a redução do emprego por prazo indeterminado em tempo integral e ao crescimento de formas alternativas de contratação, como o contrato temporário, a terceirização, a remuneração variável, o trabalho em tempo parcial, entre outros, tratados mais detidamente a seguir2. Diversos autores têm apontado o aumento dessas formas de
2 O trabalho informal também pode ser listado entre as alternativas de contratação que conferem maior flexibilidade. Este tende a crescer junto com o desemprego e em 2003 ocupou 13,9 milhões de pessoas, um quarto dos trabalhadores não-agrícolas do país (IBGE, 2005).
39

contratação nos EUA e na Europa (Buonfiglio e Dowling, 2000; Felstead e Jewson, 1999; Fligstein e Shin, 2003; Hirata, 1998; Kalleberg, 2000, entre outros).
Salerno (1995) refere-se à flexibilidade numérica como a “flexibilidade social extra empresa, relativa à legislação e regulamentação social e sindical” (p.63) aplicada a aspectos contratuais como salário, horário e local de trabalho, entre essas: trabalho a domicílio, facilidade para admissão e demissão, terceirização. Segundo o autor, a flexibilidade nos contratos de trabalho envolve a variação no emprego, duração e local de realização do trabalho.
Para Smith (1997), essas formas alternativas permitem às empresas aumentar e diminuir o volume de trabalhadores empregados para acomodar flutuações nos ciclos da produção de bens e serviços. O aumento de sua utilização está associado à adoção do downsizing, permitindo também a redução de custos salariais e com benefícios pagos aos trabalhadores. Segundo a autora, esses empregos flexíveis atingem mais mulheres, negros e minorias étnicas.
Embora se concentrem mais entre os trabalhadores pouco qualificados e com baixos salários, eles têm envolvido uma parcela pequena, mas crescente, de profissionais relativamente bem pagos nas áreas técnica e gerencial. Parte desses foram eliminados dos níveis intermediários de comando e enfrentam dificuldade para encontrar posições com as mesmas condições salariais e de estabilidade (Smith, 1997).
As iniciativas das empresas são acompanhadas e viabilizadas por mudanças na legislação trabalhista, ainda que estas estejam ocorrendo num ritmo menor do que o observado nos países industrializados (Cacciamali, 2002). Estas mudanças têm incluído também aspectos relacionados à carga fiscal e aos encargos trabalhistas (Salerno, 1995).
A seguir, são analisadas algumas formas alternativas de contratação, respondendo, de certa forma, à necessidade apontada por Noronha (2003), de identificar e discutir a “diversidade de tipos contratuais e suas formas de classificação” (p.112).
Contrato temporário ou por prazo determinado O contrato temporário também tem crescido nos EUA e na Europa (Fligstein e
Shin, 2003; Hirata, 1998; Smith, 1997). Para Smith (1997), claramente houve uma mudança nos motivos para emprego de temporários, antes empregados para substituir pessoas em férias ou com licença e agora para preencher posições que costumavam ser permanentes. Segundo esta autora, 59% das empresas que cortaram postos de trabalho entre 1990 e 1995 nos EUA, informou que em seguida aumentaram o uso de trabalhadores temporários para substituir os demitidos. Um outro exemplo são as empresas do Vale do Silício3 se valem de contratos temporários para evitar que seus empregados permanentes se filiem ao sindicato de trabalhadores, cuja taxa de sindicalização era de menos de 6% (Hossfeld, 1995).
Segundo Krein (2001) o contrato por prazo determinado no Brasil dispensa o aviso prévio e o pagamento da multa de 40% sobre o valor acumulado do FGTS e implica numa redução de 50% em contribuições como o salário educação, ao Incra e a taxa para o chamado “Sistema S”4. De acordo com o autor, seu uso tem sido bastante
3 O Vale do Silício é a principal referência dos chamados “pólos tecnológicos”. 4 O “Sistema S” é composto pelo Sesi, Senai, Sesc, Senac, Sebrae, Senar, Sest, Senat e Sescoop (Sesi, 2006).
40
restrito. Chadad (2002), no entanto, comenta que sua utilização aumentou ao partir da década de 1980.
Numa das empresas de linha branca pesquisadas por Araújo et al. (2004), os trabalhadores temporários têm sido contratados nos picos de produção, em geral, por 3 meses, o máximo permitido pela legislação, e, segundo os entrevistados, apenas em alguns poucos casos seus contratos são ampliados. De acordo com o Gerente de Produção, em 2001, o número de temporários contratados chegou a cerca de 10% dos trabalhadores da produção. Em outra empresa, esses trabalhadores chegaram a constituir 50% do seu quadro no chão de fábrica. Em 2003, o percentual de trabalhadores temporários ficou entre 15% e 20%. Esses altos índices foram atribuídos à sazonalidade da venda de refrigeradores, que cai no inverno e aumenta no verão. Soma-se a isso a impossibilidade, até o momento, de flexibilizar a jornada de trabalho através da implementação de banco de horas, devido à resistência do sindicato que representa os trabalhadores dessas duas empresas.
Na WashCo, nos anos 2000 os trabalhadores temporários chegaram a somar de 10 a 15% do total. No entanto, de acordo com o novo Supervisor de Recursos Humanos, mais recentemente a contratação de uma parcela adicional de mão de obra tem sido feita através de contratos por tempo determinado, que pode vigorar do mínimo de 6 meses ao máximo 18 meses. Na época dessa pesquisa, um dos diretores do sindicato disse que esse contrato tem sido “bastante usado, porque o mercado é muito sazonal. O ano passado, usou-se essa possibilidade prevista em lei e esse ano estão usando”. A empresa estava com cerca de 200 pessoas nesta situação, o que equivale a 17% do total de funcionários.
Segundo esse entrevistado, o Sindicato não realiza esforços no sentido de sindicalizar esse pessoal e isso só tem ocorrido “se a pessoa quiser estudar na nossa escola ou se tiver algo que justifique”, porque, como o contrato “pode ser encerrado no final do período [...] ele se sindicaliza, faz carteirinha e depois se perde. Então, não é legal”. Ainda nessa entrevista, ele disse que a efetivação deles poderia ocorrer, “tudo carece do mercado esquentar e a gente manter eles por mais tempo”.
Terceirização Essa é outra forma de contratação cuja utilização também tem crescido. Segundo
Smith (1997), o corte de áreas funcionais da estrutura organizacional das empresas leva à subcontratação dessas atividades de outras empresas para preencher esta lacuna.
No Brasil, esta forma de contratação tem sido bastante utilizada. Esses trabalhadores são contratados por intermédio de empresas prestadoras de serviços ou como autônomos, também chamados de free-lances e mais recentemente de “pessoas jurídicas” (Aprendiz, 2004; Soares, 2004).
Não se tem notícia de grande empresa no país que não tenha passado por uma redução significativa do número de seus empregados efetivos, recorrendo a diferentes formas de terceirização, incluindo as empresas de linha branca, como mostrado no capítulo anterior. Apesar da restrição decorrente da atuação dos sindicatos dos trabalhadores, uma das empresas pesquisadas por Araújo et al. (2004) que sofria essa restrição estava seguindo o exemplo das montadoras de veículos de terceirizar a montagem. Ela havia começado a transferir partes da montagem e na época da pesquisa já havia um fornecedor que mantinha um funcionário seu na planta da cliente para
41

realizar uma pré-montagem que antes era de responsabilidade de um funcionário da cliente.
A terceirização traz algumas mais dificuldades para a representação sindical, pois uma mesma categoria passa a se dividir em várias categorias distintas. Essa mesma empresa pesquisada por Araújo et al. (2004) teve uma greve durante a qual uma das reivindicações era a manutenção da representação dos trabalhadores do setor de manutenção, que tinham sido transferidos para outra empresa, pelo mesmo sindicato. Sob o ponto de vista dos dirigentes sindicais entrevistados por essas autoras, a terceirização prejudica a organização coletiva dos trabalhadores e leva à precarização das condições de trabalho. Por este motivo, sua postura era estender os direitos aos trabalhadores terceirizados e de buscar incluí-los na base de representação.
Remuneração variável Outra mudança que implica em maior flexibilidade tem sido a criação de uma
parcela variável na composição dos salários, vinculada ao desempenho da empresa, instituída por meio dos chamados programas de participação nos lucros e resultados, a PLR5 (Cacciamali, 2002; Martin, 1997). Sua implantação deve ser negociada com o sindicato dos trabalhadores, como exigido pela lei que a regulamenta.
A PLR tem sido adotada na indústria de linha branca, inclusive na WasCo. Segundo Araújo et al. (2004), os reajustes anuais dos salários, negociados pelo sindicato nas datas-base da categoria, perderam importância em relação à PLR, cujo montante geralmente é vinculado a metas de produtividade.
Há uma resistência de um dos sindicatos representante dos trabalhadores do setor à vinculação da PLR a metas. Segundo um gerente do departamento de recursos humanos entrevistado, a vinculação ocorre visando “o envolvimento das pessoas, no sentido de serem construídos objetivos e de alcançá-los” (Araújo et al., 2004, p.200). Quando as metas são cumpridas e “superadas, o funcionário ganha mais. Quando ficam abaixo, se ganha um pouco menos” (Ibidem, p.200). Houve, nesta empresa, uma greve motivada pelo pagamento da PLR, por iniciativa dos trabalhadores, pois a empresa ofereceu a metade do valor reivindicado. Segundo entrevistados, os trabalhadores receavam que se repetisse o que havia ocorrido alguns anos antes, quando as metas não foram cumpridas e não foi pago nenhum montante de PLR. Na mesma empresa, o valor pago aos mensalistas é negociado por uma comissão interna eleita pelos funcionários, sem intermediação do sindicato, mas também vinculado ao cumprimento de metas.
Em outra empresa, a que fez greve pela questão da representação de trabalhadores cuja função fora terceirizada, como mostrado no item anterior, também reivindicava, na mesma greve, o estabelecimento de um valor mínimo de pagamento de PLR independente de metas.
Trabalho em tempo parcial Quanto à jornada de trabalho, observa-se, por um lado, o movimento de
organizações de representação de trabalhadores pela redução geral da jornada. Ainda
5 Mesmo antes da PLR, Salerno (1995) argumentava como já havia flexibilidade na formação de salários, permitida devido à necessidade de revisão permanente de seu valor de acordo com a inflação, o que nem sempre é garantido.
42
que não seja consensual, a redução da jornada de trabalho tem sido apontada como uma solução para o desemprego. Neste contexto países como Alemanha, França, Itália, Japão e Coréia reduziram a jornada, apesar da resistência das empresas. Na França, a jornada foi reduzida de 40 para 35 horas, mas em 2005 o limite permitido para a realização de horas extras foi aumentado.
No Brasil, a luta pela redução da jornada não tem mostrado sinais de avanço. O assunto chegou a ser mencionado nos Governos FHC e Lula e algumas categorias específicas têm conseguido negociar jornadas menores, mas o padrão continua sendo de 44 horas semanais. Além disso, tem havido um aumento do número de horas trabalhadas, por meio da utilização de horas extras e da anualização das horas trabalhadas, o que também tem sido observado em países como EUA, Chile, México, Austrália, Reino Unido e Noruega (Dimenstein, 2000; Folha, 2003; Folha de São Paulo, 2005; dal Rosso, 1998; Silva et al., 1997; Zylberstajn, 2003).
Por outro lado, as iniciativas empresariais buscam o uso flexível das horas dos trabalhadores, uma das formas apresentadas por Corrêa e Slack (1994) para lidar com as incertezas relacionadas à necessidade de mão-de-obra e de contar com uma capacidade extra sem ter que realizar mais contratações.
Uma iniciativa neste sentido é a contratação em tempo parcial, que têm aumentado em países europeus, nos EUA e no Japão. Essa jornada costumava ser uma estratégia individual para conciliar o trabalho com a vida pessoal e familiar, utilizada principalmente por mulheres com filhos pequenos ou por estudantes, mas nesses países vem crescendo o número de pessoas contratadas dessa forma por não encontrar outro tipo de emprego (Buonfiglio e Dowling, 2000; Felstead e Jewson, 1999; Fligstein e Shin, 2003; Kalleberg, 2000; Smith, 1997).
As empresas, especialmente as do setor de serviços, optam por essa jornada para reduzir custos, pois esta normalmente implica em menores salários e menos benefícios, além de menores oportunidades de promoção. Na França, o salário do trabalhador de tempo parcial é reduzido mais que proporcionalmente ao número de horas trabalhadas. No Japão, os contratados dessa forma não têm direito a férias, 13º salário, aposentadoria, previdência social e sindicalização (Hirata, 1998).
Para Walby (2003), a jornada em tempo parcial está no cerne da flexibilidade, ressaltando, assim como Meulders (2003), que as mulheres são as que mais ocupam esses empregos. Segundo Hirata (1998), isso ocorre porque é socialmente aceito que elas fiquem responsáveis por cuidar da família e que o seu salário seja uma fonte complementar de renda ao salário principal do homem. Na França, há uma luta das mulheres para acabar com os contratos de tempo parcial e para que a jornada reduzida se estenda a todos os trabalhadores.
No Brasil, observa-se um comportamento distinto ao observado nos países citados, pois a jornada em tempo parcial não tem crescido tanto. No setor bancário, por exemplo, vem diminuindo a porcentagem de pessoas contratadas para a jornada de 30 horas semanais, conquistada pela categoria na década de 30, e isso tem ocorrido por iniciativa das empresas, que querem acabar com essa jornada (Jinkings, 2002; Faria et al., 2004).
Na indústria de linha branca, não foram identificados casos de utilização dessa forma de contratação. O que tem sido observado nessa indústria, e em outras classificadas como “metalúrgicas”, é a tradicional utilização de horas extra e, mais
43

recentemente, devido a mudanças na legislação, da possibilidade de fazer a compensação anual de horas trabalhadas, analisadas a seguir.
Horas extra e banco de horas Ainda que seja um tema pouco estudado sob a perspectiva de Organização do
Trabalho, as horas extraordinárias de trabalho, as chamadas horas extra, têm sido uma forma usual para estender a jornada em diversos setores desde a década de 1930, quando houve sua regulamentação (Carvalho, 1987; Dal Rosso, 2006).
Havia a expectativa de que a redução da jornada de 48 para 44 horas em 1988 e a elevação do valor adicional a ser pago de 20% para 50%6 levassem a um aumento do emprego, mas o que ocorreu foi um grande aumento da utilização de horas extra. Antes, um pouco mais que 25% dos trabalhadores as realizavam e, depois disso, essa porcentagem se estabilizou em torno de 40% (DIEESE, 2006a e 2006b), o que é aceito sem grande resistência pelos trabalhadores, que obtêm uma complementação do salário.
No final da década de 1990, abre-se a possibilidade de substituir as horas extra pela compensação anual de horas trabalhadas, o que tem sido chamado no Brasil de “banco de horas”. A compensação semanal já existia desde a década de 1940, mas foi ampliada para um ano foi instituída por Medida Provisória em 1999 (dal Rosso, 2003).
As empresas têm demonstrado uma boa adesão à essa mudança na legislação. Em um levantamento que Zylberstajn (2003) realizou junto à FIPE (Fundação Instituto de Pesquisas Econômicas), 27% das 2002 grandes e médias empresas pesquisadas em diversos setores o utilizavam. O banco de horas permite às empresas reduzirem ou estenderem a jornada sem pagarem as horas extras. As horas trabalhadas a menos ou a mais são computadas para serem compensadas no decorrer do ano. Sua implantação depende de um acordo coletivo, relativo a uma empresa, ou convenção coletiva, para todas as empresas de um setor. Há um limite de 10 horas diárias e o total de horas trabalhadas no ano não podem exceder a soma das jornadas semanais normais (dal Rosso, 2003). No final desse período, o saldo deve ser zerado.
Outra coleta de dados a respeito de acordos sobre Banco de horas foi realizada pelo DIEESE (Departamento Intersindical de Estatística e Estudos Sócio-Econômicos), sob encomenda para este projeto de pesquisa, em um banco de dados mantido pela instituição, o Sistema de Acompanhamento de Contratações Coletivas (SACC), onde são registrados os acordos de 226 unidades de negociação7. Cabe ressaltar que 70% desses documentos são convenções coletivas, ou seja, são registrados poucos acordos realizados de forma individual pelas empresas, como ocorre com freqüência no banco de horas, o que torna difícil retratar seu alcance. A Tabela 3.4 apresenta os documentos registrados em 2005 e 2006 referentes a negociações envolvendo o banco de horas nestas unidades. Apesar das limitações dos dados apresentadas, pode se observar que 6 Esta jornada foi instituída pela Constituição de 1988, que generalizou para toda a sociedade uma conquista obtida com uma greve dos metalúrgicos do ABC em 1985, que ficou conhecida como operação "vaca brava" (dal Rosso, 1998). 7 O DIEESE monitora 226 unidades de negociação, cada uma constituída por um “núcleo de negociação coletiva entre representantes de trabalhadores e empresários que resulta num documento formalizado entre as partes” (DIEESE, 2006a, p. 20). Segundo a coordenadora de pesquisa do DIEESE entrevistada, essas unidades são selecionadas por serem referência para outras categorias de trabalhadores e todas as categorias da indústria de transformação e diversas em comércio e serviços são contempladas. Os metalúrgicos de São Paulo, por exemplo, são divididos em oito unidades de negociação diferentes. A indústria de alimentação no Rio Grande do Sul também envolve várias unidades distintas.
44
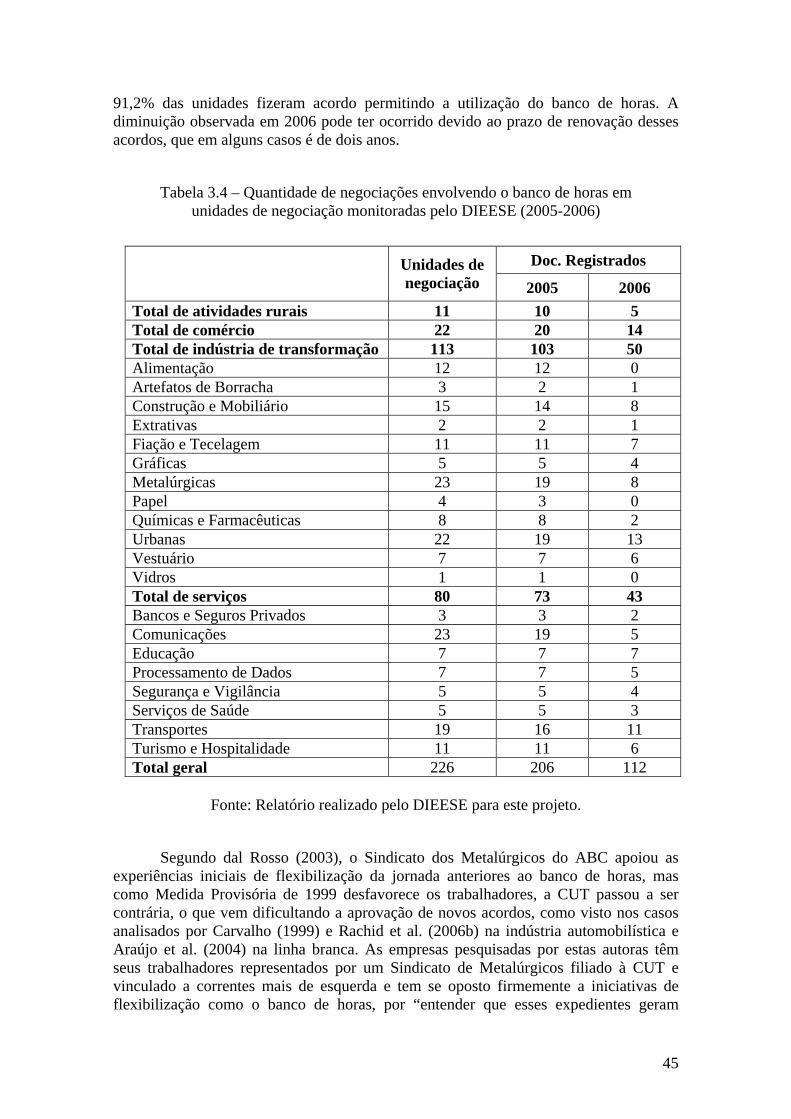
91,2% das unidades fizeram acordo permitindo a utilização do banco de horas. A diminuição observada em 2006 pode ter ocorrido devido ao prazo de renovação desses acordos, que em alguns casos é de dois anos.
Tabela 3.4 – Quantidade de negociações envolvendo o banco de horas em unidades de negociação monitoradas pelo DIEESE (2005-2006)
Doc. Registrados Unidades de negociação 2005 2006
Total de atividades rurais 11 10 5 Total de comércio 22 20 14 Total de indústria de transformação 113 103 50 Alimentação 12 12 0 Artefatos de Borracha 3 2 1 Construção e Mobiliário 15 14 8 Extrativas 2 2 1 Fiação e Tecelagem 11 11 7 Gráficas 5 5 4 Metalúrgicas 23 19 8 Papel 4 3 0 Químicas e Farmacêuticas 8 8 2 Urbanas 22 19 13 Vestuário 7 7 6 Vidros 1 1 0 Total de serviços 80 73 43 Bancos e Seguros Privados 3 3 2 Comunicações 23 19 5 Educação 7 7 7 Processamento de Dados 7 7 5 Segurança e Vigilância 5 5 4 Serviços de Saúde 5 5 3 Transportes 19 16 11 Turismo e Hospitalidade 11 11 6 Total geral 226 206 112
Fonte: Relatório realizado pelo DIEESE para este projeto.
Segundo dal Rosso (2003), o Sindicato dos Metalúrgicos do ABC apoiou as experiências iniciais de flexibilização da jornada anteriores ao banco de horas, mas como Medida Provisória de 1999 desfavorece os trabalhadores, a CUT passou a ser contrária, o que vem dificultando a aprovação de novos acordos, como visto nos casos analisados por Carvalho (1999) e Rachid et al. (2006b) na indústria automobilística e Araújo et al. (2004) na linha branca. As empresas pesquisadas por estas autoras têm seus trabalhadores representados por um Sindicato de Metalúrgicos filiado à CUT e vinculado a correntes mais de esquerda e tem se oposto firmemente a iniciativas de flexibilização como o banco de horas, por “entender que esses expedientes geram
45
desemprego, intensificação do trabalho e aumento de doenças ocupacionais” (p.262). Ainda para este sindicato, outro aspecto negativo é a dificuldade para planejar atividades fora do trabalho.
Segundo o presidente desse sindicato, entrevistado para esse projeto, diante das propostas das empresas para implantar o banco de horas, o Sindicato convocou uma votação secreta para toda categoria decidir se aprovava ou não sua utilização. A votação foi antecedida por uma campanha e o Banco de horas não foi aprovado. Para o entrevistado, o trabalhador tem que saber a “hora que e a hora que sai”. Desde então, essa posição tem se mantido.
Nessas empresas, como não há a possibilidade de usar o banco de horas, o utilização das horas extras se mantém como forma de flexibilizar a jornada. Devido à concentração de pedidos no final do mês mencionada, um gerente entrevistado em um projeto de pesquisa anterior disse que durante a maior parte do mês, a expedição funciona em um turno de 10h com 30 operários e, no final do mês, são necessários “2 turnos de 12 horas com 90 a 120 pessoas” no total.
Na WashCo, por sua vez, foi aprovado o acordo envolvendo banco de horas. O acordo vem sendo renovado a cada dois anos. A jornada de trabalho não pode ultrapassar 10 horas diárias e uma particularidade desse acordo é que a primeira hora adicional por dia é contabilizada no banco de horas e a segunda deve ser paga como hora extra. Segundo se levantou no documento do acordo, após o período de um ano, caso haja débito do funcionário, estas horas não trabalhadas são apenas anuladas. Caso haja crédito, as horas a mais são pagas como horas extra ou o funcionário é dispensado pelo tempo equivalente. Como exemplificou um trabalhador da pintura: “agora em julho vence o contrato. Ou eles pagam em hora extra pra mim ou descanso em casa”. Ainda segundo esse entrevistado, quem decide é a gerência. Nesse acordo, também houve uma redução do pagamento adicional pela hora extra, que era de 73% e passou para 50%. Quando convocados, os funcionários são obrigados a comparecer.
Entre os 51 operários entrevistados, constatou-se que 45 trabalhavam além da jornada padrão de 44 horas. Só não participavam do banco de horas os entrevistados da área de manutenção e da área de plásticos. Uma operária desta área disse que antes ela estendia a jornada, mas “hoje eu não faço mais, estou cansada e casada. Deixa isso pra quem tem que ganhar mais e economizar pra comprar seu carro, sua moto ...”.
Quando os funcionários são convocados para trabalhar fora do expediente em um setor diferente do seu, todas as horas trabalhadas a mais são pagas como horas extra. Segundo um entrevistado da montagem do freezer, “o inspetor passa perguntando quem quer”. Um funcionário da montagem de fogões disse estar
trabalhando todos os dias até as 18 horas já faz um mês e meio, [...] de segunda a sexta, uma hora por dia, e sábado, o dia inteiro. [...] Se eu fizesse no meu setor, seria um sábado banco de horas e outro, hora extra, mas como não é no meu setor, faço sempre horas extras.
O saldo de cada funcionário é informado por meio do contracheque. Entre os 45 que participam do banco de horas, 30 tinham saldo credor, 11, saldo devedor e 4 não souberam dizer, conforme mostra a Tabela 3.5, que também apresenta a média de crédito e débito dos entrevistados.
Os gerentes entrevistados avaliam a utilização do banco de horas como bastante positiva nesta indústria, especialmente devido à demanda sazonal pelos eletrodomésticos. Para eles, as horas extras e principalmente o banco de horas permitem
46

estabilizar o quadro de funcionários, evitando que haja demissões em épocas de queda na demanda.
Tabela 3.5 – Saldo no banco de horas entre os trabalhadores entrevistados
Saldo Número de entrevistados Média de horas
Credor 30 39,6 Devedor 11 36,6 Não soube dizer 4 --
Fonte: Elaborado a partir das entrevistas.
Diferente do observado no sindicato que representa os trabalhadores das empresas pesquisadas por Araújo et al. (2004), o diretor do sindicato que representa os trabalhadores da WashCo tem uma avaliação semelhante a dos gerentes:
Como o mercado é sazonal, o banco permite que você, naquele momento em que a fábrica não está vendendo, fique em casa sem perder o seu salário. [...] Você ficou devendo essas horas para a empresa e vai pagar no dia em que a empresa estiver aquecida e necessitando.
Entre os trabalhadores entrevistados, há opiniões divergentes sobre o assunto. Alguns têm uma visão próxima a dos gerentes e do sindicato, como o trabalhador da montagem, que, indagado sobre sua opinião a respeito, o vê o bando de horas como uma forma de manter o quadro de funcionários estável. “Pode ajudar a fábrica a segurar os trabalhadores”. Segundo outro:
É bom, [...] às vezes, o comércio está em queda, tem que demitir o pessoal. Eles optaram pelo banco de horas, o pessoal fazia e não precisava demitir ninguém. O funcionário permanecia na empresa e quando crescia o movimento do mercado, a gente estava disponível a trabalhar com a empresa.
Uma terceira forma de colocar: “podemos estar vendendo. Eu estou produzindo muito eu venho para o trabalho aqui [...] Se não está vendendo, eu fico em casa”.
Essa opinião é compartilhada por outros trabalhadores da montagem. Um entrevistado da montagem atribui ao banco de horas o fato de ter completado 19 anos de empresa. Esse mesmo funcionário refere-se a uma cláusula do acordo que, segundo o diretor do Sindicato, prevê que os “funcionários com até 10 anos de empresa recebem 20% do salário nominal por ano trabalhado em caso de demissão e com mais de 10 anos, 25%”. Segundo aquele funcionário,
Eu tenho 19 anos na empresa e [...] a cada ano trabalhado, a gente recebe uma percentagem a mais. Se não tivesse o banco de horas e nesse meio tempo eu fosse desligado da empresa, eu não receberia isso ai.
Chadad (2002) aponta que a anualização tem implicado numa melhoria da produtividade dos trabalhadores porque estes “se sentem recompensados em permanecer no emprego” (p.14).
Houve aqueles que disseram aprovar o banco de horas por conseguir usá-lo quando precisa resolver questões pessoais, “se precisa sair por algum motivo justo, a fábrica me dá a licença quando eu quiser”. Uma funcionária da área de plásticos estava
47

“saindo uma hora mais cedo por conta da amamentação”. Ou ainda: “hoje, você fica até às 7h e, amanhã, você pode sair mais cedo. Você sempre tem um pulmão, como se fala aqui. Sempre tem uma reservinha”. Alguns relatos indicam que realmente há certa liberdade, como um trabalhador da montagem que comentou que está com débito de 8 horas no banco porque “na época em que minha esposa estava de férias, eu fui viajar com a família”.
Outro se disse indiferente, “não é nem bom nem ruim”, mas comentou que “a maioria dos funcionários não concorda”. Alguns entrevistados criticaram o banco de horas devido à diminuição do pagamento adicional por horas extras, como outro funcionário da montagem disse:
Sou contra o banco, pois acredito que deveriam receber as horas como horas extras. A empresa alegou que não tinha serviço e poderia manter funcionários. Banco de horas só traz cansaço e se a empresa tivesse que mandar embora, mandaria mesmo.
Essa opinião é compartilhada por outros entrevistados da montagem: “acho que o banco de horas não deveria existir, só horas extra”. Segundo um funcionário da área de plásticos, como há compensação de horas, muitos pensam que estão “trabalhando de graça. [...] Tem algumas pessoas que pensam assim”. Segundo o diretor do sindicato, tem algumas pessoas que “quando a firma está em baixa, ele quer saber se o banco está valendo e se ele tem aquelas garantias, quando a empresa está em alta, ele não quer vir no banco, ele quer a hora extra”.
Pelo que se pode observar pelas entrevistas, muitos têm trabalhado uma hora a mais por dia durante a semana e aos sábados. Segundo um montador de lavadoras, “é uma fase, um mês, dois meses, que a gente faz de uma hora a mais por dia”. Essa hora adicional diária é computada no banco de horas e as horas de um sábado são anotadas no banco e as do seguinte, pagas como horas extra, de maneira alternada. O trabalho nos feriados e domingos é pago como horas extra.
A exigência de alternância entre banco de horas e pagamento do adicional referente aos sábados foi explicitada em um acordo mais recente, pois antes a empresa convocava no sábado destinado ao banco de horas e não o fazia quando deveria ser pago como horas extra. Segundo o diretor do Sindicato, “quando era sábado do banco, a empresa convocava, quando era de hora extra, ela criava problemas. Então, havia muita queixa [dos trabalhadores]: quando é banco é banco, hora extra nunca” e no acordo recente, não importa quanto tempo passe entre uma convocação e outra, mas uma “é banco, a outra é hora extra”. Uma funcionária da metalurgia comentou como passou a funcionar: “Não pode ser dois [sábados] seguidos banco de horas. Durante a semana, é banco de horas e no sábado, um é banco, outro é extra”.
Um funcionário da montagem de fogões disse que tem acumulado horas no banco nos sábados, em “finais de semana alternados, e durante a semana, quando produção está alta, uma hora a mais por dia.” A fala de um funcionário da pintura confirma: “Se a fábrica precisar, aí faço uma hora [a mais]. Só que é [creditado no] banco de horas. Aos sábados, é um sábado hora extra e um sábado banco de horas.”
Segundo o diretor do Sindicato, com essa e outras mudanças no acordo, “esse banco foi se moldando, ele veio ganhando melhorias”. Outra exigência para as horas serem creditadas no banco de horas é que haja uma convocação com uma antecedência mínima, o que também foi introduzido no último acordo antes da pesquisa como disse uma entrevistada da montagem de lavadoras: “quando é avisado 48 horas antes, é banco. Quando é avisado de última hora, é hora extra”. Segundo o diretor do sindicato,
48

a empresa “tem prazo para convocar [...] porque, se não, a pessoa está programando fazer um cimentado lá na casa, ir passear...”
Apesar disso, um funcionário da montagem se queixou da falta de regras mais claras sobre as ocasiões que justificariam o uso do banco de horas, dando um exemplo: “às vezes a empresa não tem material para fornecer para gente trabalhar, e é descontado no nosso banco de horas”, o que indica que a antecedência se aplica à convocação, mas não à dispensa. Segundo outro entrevistado, “se tem um pessoal parado, você manda pra casa. Aí, se você precisa produzir, o pessoal vai” trabalhar.
3.3 Relação entre flexibilidade funcional e numérica Questiona-se a adoção deliberada pelas empresas de uma estratégia dualista de
emprego, de manutenção de uma parte dos trabalhadores considerados "centrais" na forma tradicional de emprego, aos quais se aplicaria a flexibilidade funcional, aplicando aos demais trabalhadores, os "periféricos", a flexibilidade numérica (Wood, 1989). No entanto, essas duas formas de flexibilidade estão ligadas entre si, pois o primeiro grupo de trabalhadores, cientes que podem ser dispensados e que existe um grande contingente almejando a sua forma de emprego, podem estar mais dispostos a trabalhar intensivamente, "dentro das demandas do modelo participativo e flexível" (Smith, 1997, p.333). Em empresas pesquisadas anteriormente na indústria de linha branca (Araújo et al., 2004) e mais ainda na WashCo, os trabalhadores entrevistados falam de maneira recorrente da dificuldade para conseguir ou manter um emprego e, para a grande maioria deles, ter um emprego representa, por si, um motivo de satisfação. Além disso, muitos avaliam que, para manterem seus empregos, é necessário fazer cursos e treinamentos, se capacitar constantemente, o que respalda essa avaliação da Smith.
Por outro lado, a flexibilidade numérica muitas vezes implica em demissões, por exemplo, quando alguma atividade é terceirizada, o que pode comprometer o envolvimento esperado com a ampliação das funções dos trabalhadores. Apesar dessa contradição, essas duas formas de flexibilidade do trabalho tornaram-se referências e são endossadas por gerentes e trabalhadores, se não na prática, pelo menos normativamente (Smith, 1997). Isso pode ser explicado pelo fato dos métodos institucionalizados serem prescritos por fontes diversas e, portanto, poderem apresentar elementos contraditórios. Uma forma de lidar com essas contradições é manter uma conformidade “cerimonial”, ou seja, apenas formal, às regras institucionalizadas, dissociando-as das atividades executadas e entre si, postura que Meyer e Rowan (1991) chamam de decoupling. Posto de outra forma, os representantes das empresas declaram seguir os modelos vigentes, mas não necessariamente utilizam suas práticas em todas suas conseqüências.
A busca das empresas por maior flexibilidade é uma das formas delas melhorarem seu desempenho, mas isso tem trazido alguns prejuízos para os trabalhadores. Diante desta situação, na União Européia tem havido discussões sobre a adoção de meios para equilibrar esse interesse das empresas com a proteção social dos trabalhadores, o que vem sendo chamado de flexsecurity ou flexicurity, tomando como exemplo as iniciativas pioneiras realizadas na Dinamarca (Wilthagen, 2002).
49

Conclusões A indústria de eletrodoméstico de linha branca passou por um processo de
concentração de sua estrutura de propriedade e de internacionalização da produção. As principais empresas mundiais passaram a investir na instalação de plantas em mercados emergentes, seja pela instalação de novas plantas, seja para compra de empresas nacionais, o que incluiu o Brasil. Isso levou à aceleração do processo de reestruturação das empresas instaladas no país, por meio do investimento em novos equipamentos e da adoção de diferentes práticas do modelo japonês ou de seu nome mais difundido, a produção enxuta. Esse processo envolveu, também, a realização do downsizing, ou redução da estrutura organizacional, com a terceirização de atividades e o estabelecimento de novas formas de relação com os fornecedores, estas também inspiradas no modelo japonês. Muitas dessas mudanças acabam reforçando os aspectos de flexibilidade na gestão produção.
A busca pela racionalização de recursos tem envolvido a organização do trabalho de diversas formas. A ampliação de funções dos operários, a chamada flexibilidade funcional, tem se dado principalmente pelo enriquecimento vertical, que é a incorporação de tarefas com natureza distinta, e horizontal, com a incorporação de atividades de mesma natureza, o que ocorrido principalmente devido ao rodízio entre os postos de trabalho.
Tem havido a incorporação de diferentes tarefas, e as que mais avançaram neste sentido foram as relacionadas ao controle da qualidade, pois, sob influência do modelo japonês, a preocupação com a qualidade ganha destaque, juntamente com a idéia de que os operários diretos devem ser envolvidos em seu controle. Os grupos para solução problemas, ainda que com nomes e formatos distintos, têm sido usados e representam uma maneira de formalizar práticas informais adotadas pelos trabalhadores, os chamados quebra-galhos ou macetes, fundamentais para bom andamento da produção. Pode-se perceber que os entrevistados associam os métodos voltados para qualidade a aspectos comportamentais. Em métodos implantados mais recentemente, como o Seis Sigma, parece que diminuiu o foco na participação dos operários em relação ao observado em programas difundidos em décadas anteriores. Não se observa, neste caso, a mesma importância retórica que era dada à participação dos trabalhadores, o que pode ser melhor analisado em pesquisas futuras.
Na empresa pesquisada, observou-se um processo de utilização desses métodos menos intensos do que vem sendo estudado em outros setores, como na indústria automobilística, por exemplo. O mesmo ocorre com os treinamentos voltados a esses métodos. O que também pode ser observado é que o funcionário não utiliza um método após ter sido treinado, ele acaba se esquecendo, o que indica que o maior aprendizado ocorre com sua utilização na prática.
Por outro lado, pouco tem sido observado no envolvimento dos trabalhadores nas decisões relacionadas ao sequenciamento da produção, o que pode ser associado à dificuldade para implantar o just-in-time, e não se observam iniciativas no sentido de se criarem grupos com maior autonomia sobre as decisões relacionadas à organização do trabalho. Cabe ressaltar que estas iniciativas também não estão presentes na indústria automobilística (Rachid et al., 2006), sempre uma referência para a organização da produção. A explicação para os limites de iniciativas neste sentido exigiria pesquisas específicas, mas pode-se apontar uma possível relação com as dificuldades observadas durante a implantação dos círculos de controle da qualidade, os CCQs, quando a
50

autoridade hierárquica existente nas empresas não estavam preparadas para responder a iniciativas tomadas de baixo para cima.
As estratégias voltadas para a chamada flexibilidade numérica, por sua vez, não podem ser separadas da busca por maior racionalização no uso dos recursos e da conseqüente queda do volume de emprego. Na indústria de eletrodomésticos de linha branca, assim como em outras atividades consideradas como “metalúrgicas”, tem havido a terceirização, o uso de contratos temporários ou por prazo determinado, a remuneração variável por meio da PLR (participação nos lucros e resultados), o uso de horas extra e do banco de horas. Cabe destacar a diferença na intensidade do uso do trabalho em tempo parcial, muito mencionado por pesquisadores nos EUA, Europa e Japão, mas bem menos presente no Brasil. A explicação para este fato ainda precisa ser melhor explorado.
Há um forte interesse das empresas nessas formas de flexibilidade e há ainda a pressão institucional para seguirem o modelo vigente, mas o nível de utilização dos diferentes métodos se diferencia de uma empresa para outra por vários motivos. Alguns deles são o empenho de seus dirigentes, a pressão exercida pela matriz e pelos clientes, o acesso a fontes de informação, suas necessidades especificas e a postura adotada pelo sindicato que representa seus trabalhadores. Mesmo entre as empresas da indústria de linha branca, há diferenças significativas neste sentido.
Em relação ao banco de horas, que era foco central de análise para este projeto, observou-se que o método tem sido adotado de maneira ampla, ainda que não tenha sido possível realizar um levantamento exaustivo de todos os acordos realizados devido ao fato desses dados não serem armazenados de maneira sistematizada, por enquanto. O principal esforço neste sentido tem sido realizado pelo DIEESE, que forneceu dados que confirmam a ampla difusão dessa forma de flexibilidade.
Nas empresas de linha branca pesquisadas em projetos anteriores e na WashCo, pesquisada para este projeto, o banco de horas é considerado como uma ferramenta que facilita muito a programação da produção, o que também tem sido apontado pelas pesquisas específicas na área de programação. Quando permitido pela legislação e pelo acordo com o sindicato, o banco de horas é usado de maneira intensiva. A WashCo só tem limitado sua utilização a partir de cláusulas que foram sendo acrescentadas nos períodos de renovação do acordo.
A postura sindical, por sua vez, é bastante diferenciada dentro da própria indústria de linha branca. No sindicato que representam os trabalhadores das empresas pesquisadas em projeto anterior, a postura é de se opor a essas iniciativas e devido à votação que foi realizada entre os trabalhadores, o banco de horas não foi aprovado. No sindicato que representa os trabalhadores da WasCo, a posição é diferente e há uma avaliação de que este é uma necessidade das empresas e, que, por outro lado, auxilia na manutenção do emprego.
Entre trabalhadores da WashCo, as opiniões se dividem. Parte dos entrevistados tem uma visão próxima da dos gerentes, de que é uma necessidade da programação da produção e que ajuda a manter os empregos. Alguns ressaltaram como o banco de horas abre possibilidades para se ausentar para cuidar de assuntos pessoais. Outros o vêem com restrições. A maior parte destes vê as horas extra como uma forma de aumentar o salário, o que fica claro em suas falas, e o banco de horas acaba postergando ou restringindo o acesso a esse salário adicional. Ao contrário do que era esperado inicialmente, a partir de comentários de pesquisadores sobre o assunto, nenhum entrevistado mencionou que o banco de horas dificulta o planejamento de sua vida
51

pessoal. Apesar disso, seria interessante acompanhar as experiências da chamada flexsecurity ou flexicurity que vem sendo realizadas na na Europa.
52
Referências bibliográficas AMATO Neto, João (1994) Desverticalização/terceirização e as relações de subcontratação
no complexo automobilístico brasileiro. In: Gestão & Produção, v.1, n.1, abril, pp. APPLIANCE DESIGN (2005) Fagor now controls Elcobrandt after agreement with Elco.
Disponível em www.appliancedesign.com/CDA/Archives/62d2c1ef5ba38010Vgn VCM100000f932a8c0____. Acesso em novembro de 2006.
APPLIANCE MAGAZINE (2002) World Appliance Companies, Oak Brook, Illinois, Dana Chess Publications. 3ª edição.
APRENDIZ (2004) Disfarçar funcionário como prestador de serviço é fraude. Site www2.uol.com.br/aprendiz/guiadeempregos/primeiro/info/artigos_210904.htm#1 da ONG Aprendiz, Acesso em dezembro de 2004.
ARAÚJO, Ângela M.C., GITAHY, Leda, RACHID, Alessandra e CUNHA, Adriana M. (2004) Globalização, estratégias gerenciais e respostas operárias: um estudo comparativo da indústria de linha branca Relatório final de projeto FAPESP (proc. 2000/15039-0).
ARNO (2003) A história da Arno. Disponível em www.arno.com.br/co/. Acesso em dezembro de 2006.
ATKINSON, A. (1986) Changing working patterns. How companies achieve flexibility to meet new needs. Londres, NEDO (National Economic Development Office).
BANCO CENTRAL do Brasil (2006) Banco Central: objetivo das políticas monetária, creditícia e cambial e impacto fiscal de suas operações. Dezembro. 80 páginas. Disponível em www.bcb.gov.br/?APRES2006013. Acesso em janeiro de 2007.
BENSOUSSAN, Marcos D., DANTAS, Eduardo e RICARD, Isabelle (2003) Novos conceitos de projeto de ar condicionado. In: Página da empresa Nalco na internet. Disponível em http://nalco.com/PDF/Brazil/condicionado1.pdf. Acesso em março/2007.
BSH (Bosch-Siemens Hausgeräte GmbH) (2007) Bem vindo ao Brasil. Disponível em www.bsh-group.com/laender/br/index.htm. Acesso em abril de 2007.
BUONFIGLIO, Maria C. e DOWLING, Juan A. (2000) Flexibilidade das relações de trabalho e precarização uma análise comparativa. In: XXIV Encontro Anual da ANPOCS, Caxambu, 2000.
CACCIAMALI, Maria Cristina (2002) Princípios e direitos fundamentais no trabalho na América Latina. In: São Paulo em Perspectiva, Apr/Jun, vol.16, n.2. p.64-75.
CALDAS, Miguel P. (2000) Enxugamento de pessoal no Brasil: podem-se atenuar seus efeitos em empresa e indivíduo. In: Revista de Administração de Empresas, São Paulo, FGV, vol.40, n.1. p.29-41.
CANÇADO, Patrícia (2004) O novo homem da Metalfrio. In: Isto é dinheiro, Caderno de Negócios, 21 de Janeiro. Disponível em www.terra.com.br/ istoedinheiro/333/negocios/333_novo_metal_frio.htm. Acesso em dezembro de 2006.
CARVALHO Neto, Antônio M. de (1999) Reestruturação produtiva, jornada de trabalho e participação nos lucros e resultados: novos temas negociados entre empresários e trabalhadores brasileiros de 1992 a 1998. In: Maria R. Nabuco e Antônio M. de Carvalho Neto (org.) Relações de trabalho contemporâneas, Belo Horizonte, IRT-PUC Minas. p.161-210.
53

CARVALHO, Ruy de Quadros (1987) Tecnologia e trabalho industrial: as implicações sociais da automação microeletrônica na indústria automobilística. Porto Alegre, Ed. L&PM. 237 p.
CHAHAD, José P. Z. (2002) Emprego flexível e mercado de trabalho no Brasil. In: Revista da ABET, Ano 2, n.3. p.1-35. Disponível em www.race.nuca.ie.ufrj.br/abet/ revista/artigos3.htm. Acesso em março de 2007.
CORRÊA, Henrique L. e SLACK, Nigel D. C. (1994) Flexibilidade estratégica na manufatura: incertezas e variabilidade de saída. In: Revista de Administração da USP, vol.29, n.1, jan./mar, p.33-41.
COSTA, Antônio M.H., MACIEL, Eliana P. e ABREU, Ana Maria L. (1992) A vantagem de ser parceiro. In: revisa Exame, 29 de abril, p.A/1-8.
CRI (China Radio International) online (s.d.) Saiba mais sobre o uso da moeda na China. Disponível em http://portuguese.cri.cn/chinaabc/chapter5/chapter50406.htm. Acesso em março de 2007.
CUNHA, Adriana M. (2003). As novas cores da linha branca: os efeitos da desnacionalização da indústria brasileira de eletrodomésticos nos anos 1990. Campinas, Instituto de Economia, UNICAMP. (Tese de Doutorado) 228p.
CUSUMANO, Michael A. (1985) The Japanese automobile industry: technology and management at Nissan and Toyota, Cambridge, Harvard, 3a edição, 1989.
DAL ROSSO, Sadi (1998) A redução da jornada e o emprego. In: DIEESE (org.) Emprego e Desenvolvimento Tecnológico. São Paulo, DIEESE. p.261-281.
DAL ROSSO, Sadi (2003) Flextempo - flexibilização da jornada à brasileira. In: M.C. Ferreira e S. Dal Rosso (org.) A regulação social do trabalho. Brasília, Ed. Paralelo 15. p. 71-92.
DAL ROSSO, Sadi (2006) Jornada de trabalho: duração e intensidade. In: Ciência e Cultura, out./dez, vol.58, no.4. p.31-34.
DANTAS, Eduardo H.M. (2002) Higiene e Conforto em Ar Condicionado. In: Página da empresa Nalco na internet. Disponível em http://nalco.com/PDF/Brazil/ condicionado.pdf. Acesso em março/2007.
DIEESE (Departamento Intersindical de Estatística e Estudos Sócio-Econômicos) (2006a) Balanço dos pisos salariais negociados no primeiro semestre de 2006. In: Estudos e pesquisas, Ano 3, n. 25, setembro. p.1-22.
DIEESE (2006b) Estudo sobre a redução da jornada de trabalho e fim das horas extras no Brasil. In: Nota técnica n. 37, outubro. (registrado por Geni) Disponível em www.dieese.org.br/notatecnica/notatec37JornadaHoraExtras.pdf. Acesso em março de 2007.
DIEESE (2006c) Redução da jornada normal de trabalho versus horas extras. In: Nota técnica n. 31, agosto. (registrado por Iara) Disponível em www.dieese.org.br/ notatecnica/notatec31HorasExtras.pdf. Acesso em março de 2007.
DIMENSTEIN, Gilberto (2000) Redução da jornada de trabalho divide opiniões. In: Folha de São Paulo, 06 de junho. Disponível em www.uol.com.br/folha/dimenstein/ temporeal/gd060600.htm. Acesso em setembro de 2002.
DONADONE, Júlio C. e SZNELWAR, Laerte I. (2004) Dinâmica organizacional, crescimento das consultorias e mudanças nos conteúdos gerenciais nos anos 90. In: Produção, vol.14, no.2, p.58-69.
54
EIRONLINE (European Industrial Relations Observatory On-line) (2005) European strike in protest at Electrolux restructuring. Disponível em www.eiro.eurofound.ie/ 2005/08/inbrief/it0508103n.html. Acesso em novembro de 2006.
ELECTROLUX (s.d.) Founding an international company. Disponível em www.electrolux. com/node272.aspx. Acesso em novembro de 2006.
ELECTROLUX (2005) Cronograma Histórico. Disponível em www.electrolux.com.br/institucional/quem_e/historia.asp?sessao=3,1,1. Acesso em dezembro de 2006.
ELECTROLUX (2006?) History time line. Disponível em www.electrolux.com/ node295.aspx. Acesso em novembro de 2006.
ELETROS (s.d.) Histórico de vendas industriais site www.eletros.org.br/_historico_de_ vendas_industriais.htm. Acesso em outubro de 2006.
ELMARAGHY, Hoda A. (2006) Flexible and reconfigurable manufacturing systems paradigms. In: Interntional Journal of Flexible Manufacturing Systems, vol.17, n.4, p.261–276. Periódicos CAPES.
EMBRACO (s.d.) Eslováquia. Disponível em www.embraco.com.br/portugue/ eslovaquia.htm. Acesso em janeiro de 2007.
EMCC (The European Monitoring Centre on Change) (2006) European restructuring monitor - Fact Sheet Details - Company: Fagor France. Disponível em www.emcc.eurofound.eu.int/erm/static/factsheet_8366.html?template=searchfactsheets&page=1&sel=4&date=&totalRecords=1927&issearch=&nav=. Acesso em dezembro de 2006.
FACCHINI, Claudia (2004) LG retoma projetos de expansão das fábricas de Manaus e Taubaté In: Valor Econômico, 23/julho. Disponível em www.valor.com.br/ valoronline/Geral/empresas/43/LG+retoma+projetos+de+expansao+das+fabricas+de+Manaus+e+Taubate,,,43,2493921.html. Acesso em janeiro de 2007.
FACCHINI, Claudia (2005) LG entra no mercado de linha branca In: Valor Econômico, 30/março. Disponível em www.valor.com.br/valoreconomico/285/ empresasetecnologia/empresas/LG+entra+no+mercado+de+linha+branca+,,,51,2934049.html. Acesso em janeiro de 2007.
FACCHINI, Claudia (2006) LG e Samsung repetem no Brasil guerra pela liderança mundial In: Valor Econômico, 24/março. Disponível em www.valor.com.br/ valoreconomico/285/empresasetecnologia/empresas/LG+e+Samsung+repetem+no+Brasil++guerra+pela+lideranca+mundial,,,51,3601067.html. Acesso em janeiro de 2007.
FACCHINI, Claudia e JURGENFELD, Vanessa (2006) Whirlpool simplifica operações no país e subsidiária será S.A. In: Valor Econômico, 29/março. Disponível em www.valor.com.br/valoronline/Geral/empresas/43/Whirlpool+simplifica+operacoes+no+pais+e+subsidiaria+sera+SA,,,43,3607482.html. Visi-tado em janeiro de 2007.
FARIA, Aparecido de (1994) Terceirização - um desafio para o movimento sindical. In: Heloísa de Souza Martins e José Ricardo Ramalho (org) Terceirização - diversidade e negociação no mundo do trabalho, São Paulo, Editora Hucitec, CEDI-NETS, p.41-61.
FARIA, Graciela S. S. e RACHID, Alessandra (2005) O Trabalho no setor bancário: evolução do emprego, salário e jornada. In: Anais da ABET (Associação Brasileira de Estudos do Trabalho), Recife.
55

FARIA, Maria da Graça Druck de (1989) O Sindicatos, os trabalhadores e as políticas de gestão do trabalho: o caso dos Círculos de Controle da Qualidade na região de Campinas, Campinas, IFCH/UNICAMP (Tese de Mestrado).
FELSTEAD, Alan e JEWSON, Nick Flexible labour and non-standard employment: na agenda of issues In: ________ (ed.) Global trends in flexible labour, Macmillan, 1999. p.1-20.
FERNANDES, Fátima (1999) Whirlpool quer ter 100% da Multibrás. In: Folha de São Paulo, 5/novembro. Disponível em www1.folha.uol.com.br/fsp/dinheiro/ fi0511199914.htm. Acesso em janeiro de 2007.
FISPAL Food Service (Agência Internacional Privada de Desenvolvimento do Mercado de Alimentos) (2006) Catálogo da 22ª Feira Internacional de Produtos e Serviços para Alimentação fora do lar. Disponível em www.fispal.com/ download.php?file=370. Acesso em dezembro de 2006.
FLEURY, Afonso C. C. e HUMPHREY, John (1992) (coord) Recursos Humanos e a Difusão de novos Métodos para a Qualidade no Brasil, Seminário Internacional sobre Novas Formas de Gestão para a Qualidade e Produtividade. Estudo elaborado para o IPEA.
FLEURY, Afonso C. C. e VARGAS, Nilton (1983) Aspectos conceituais. In: ________ Organização do Trabalho, São Paulo, Ed. Atlas, p.17-37.
FLIGSTEIN, Neil e SHIN, Taek-Jin (2003) The shareholder value society: a review of the changes in working conditions and inequality in the U.S. 1976-2000 Working Paper, University of Califórnia, Berkeley. 64p. Disponível no site sociology.berkeley.edu/faculty/ fligstein
FOLHA (2003) Comissão da Câmara aprova redução da jornada de trabalho. In: Folha Online 18/setembro. Disponível em www1.folha.uol.com.br/folha/brasil/ ult96u53536.shtml. Acesso em setembro de 2003.
FOLHA DE SÃO PAULO (2005) França acaba com jornada de 35 horas. 23 de março. Disponível em www1.folha.uol.com.br/fsp/dinheiro/fi2303200523.htm.
FUOCO, Taís (2005) Samsung lança linha branca no Brasil este mês In: Valor Econômico, 6/outubro. Disponível em www.valor.com.br/valoronline/Geral/ empresas/43/Samsung+lanca+linha+branca+no+Brasil+este+mes,,,43,3318654.html. Acesso em janeiro de 2007.
GADREY, Jean (1999) Emprego, produtividade e avaliação do desempenho dos serviços. In: Seminário Os estudos do trabalho: novas problemáticas, novas metodologias e novas áreas de pesquisa. São Paulo, CEBRAP/ USP/ UNICAMP, dezembro. 36p.
GE-DAKO (200-) GE Eletrodomésticos. Disponível em www.gedako.com.br/empresa/ ge_eletrodomesticos/ge_eletrodomesticos.asp. Acesso em novembro de 2006.
GENERAL ELECTRIC (s.d.) GE no mundo Disponível em www.ge.com/br/ourCompany/GE_no_mundo.html. Acesso em novembro de 2006.
GERWIN, Donald (1987) An agenda for research on the flexibility of manufacturing processes. In: International Journal of Operations & Production Management, vol. 7, n. 1, p.38-49. Republicado no vol. 25, n. 12, 2005, pp. 1171-1182.
GITAHY, Leda e RABELO, Flávio M. (1991) Educación y Desarrollo Tecnologico: el Caso de la Industria de Autopartes, Seminario Desafios y Perspectivas de la Investigación en la década de los Noventa, Buenos Aires, Red Latinoamericana de Educación y Trabajo.
56
GROOVER, Mikell P. e ZIMMERS Jr, Emory W. (1984) CAD/CAM: computer aided design and manufacturing. New Jersey, Prentice-Hall.
GURGEL, Floriano do Amaral (coord.) (2001) Glossário de Engenharia de Produção, São Paulo, USP, Fundação Vanzolini. Disponível em www.vanzolini.org.br/areas/produto/glossario.doc. Acessado em abril de 2006
HAIER (2005) Company Background - Haier Group. Disponível em www.haier.com/ abouthaier/corporateprofile/index.asp. Acesso em novembro de 2006.
HERZBERG, Frederik, MAUSNER, Bernard e SNYDERMAN, Bárbara B. The motivation to work. Nova York, Ed. John Wiley, 1959.
HILL, Stephen (1991) Why Quality Circles failed but Total Quality might Succeed. In: British Journal of Industrial Relations, vol.29. p.541-568.
HIRAOKA, Leslie S. (1989) Japanese Automobile Manufacturing in an American Setting. In: Technological Forecasting and Social Change, vol.35, n.1, Mar, New York, North-Holland Elsevier.
HIRATA, Helena (1998) Entre mercado de trabalho, organização da produção e resistência dos trabalhadores: os meandros atuais da flexibilidade In: Seminário Internacional Reestruturação produtiva, flexibilidade do trabalho e novas competências profissionais, COPPE/UFRJ, Rio de Janeiro, agosto.
HIRATA, Helena (org.) (1993) Sobre o Modelo Japonês, São Paulo, Edusp. HIRATA, Helena, MARX, Roberto, SALERNO, Mario Sergio e FERREIRA, Cândido
Guerra (1992) Alternativas Sueca, Italiana e Japonesa ao Paradigma Fordista: Elementos para uma discussão sobre o caso Brasileiro. In: Rosa Maria Sales de M. Soares (org.) Gestão da qualidade: tecnologia e participação. Brasília, Cadernos CODEPLAN. p.157-178.
HOFFMAN, Kurt and KAPLINSKY, Raphael (1988), Driving Force: The Global Reestruturing of Technology, Labour and Investment in the Automobile and Components Industries, Westview, Boulder.
HOSSFELD Karen J. (1995) Why aren’t high-tech workers organized? Lessons in gender, race and nationality from Silicon Valley. In: Daniel A. Cornford (ed.) Working People of California, Berkeley, University of California Press. p.405–432. Disponível em http://ark.cdlib.org/ark:/13030/ft9x0nb6fg/. Acesso em março/2007.
HULL, Frank M., AZUMI, Koya, WHARTON, Robert, BAKIRTZIEF, Zoica e KUROKAWA, S. (1985) Quality Managment Technology in America versus Japan, Baltimore, ASQC Congress Transaction.
HUSSMANN (2006) Hussmann timeline. Disponível em www.hussmann.com/ CoBkg/timeline.htm. Acesso em dezembro de 2006.
IBGE (2005) Brasil tem mais de 10 milhões de Empresas na informalidade. Comunicação social do IBGE (Instituto Brasileiro de Geografia e Estatística), 19/maio. Disponível no site www.ibge.gov.br/home/presidencia/noticias/noticia_visualiza.php?id_noticia=366&id_pagina=1, Acesso em 24/05/05
IBGE (Instituto Brasileiro de Geografia e Estatística) (2006) Pesquisa Nacional por Amostra de Domicílios 2005 - PNAD 2005: rendimento tem primeira alta em 9 anos Disponível em www.ibge.gov.br/home/presidencia/noticias/noticia_ visualiza.php?id_noticia=686. Acesso em dezembro de 2006.
57

INDESIT (2006) Indesit Company Sustainability Report 2005. Disponível em http://www.indesitcompany.com/pages/en/community/PDF/IndesitCompany_SustainabilityReport2005.pdf. Acesso em dezembro de 2006.
INVERNIZZI, Noela (2000) Novos rumos do trabalho. Mudanças na forma de controle e qualificação da força de trabalho brasileira. DPCT/UNICAMP, Campinas, 2000. (Teses de doutorado).
JACOBS, Karen (2006) Whirlpool to close Maytag plants, cut 4,500 jobs In: Reuters Disponível em http://today.reuters.com/news/articlebusiness.aspx?type= consumerProducts&storyID=nN10185309&from=business. Acesso em dezembro de 2006.
JINKINGS, Nise (2002) Trabalho e resistência na fonte misteriosa: os bancários no mundo da eletrônica e do dinheiro, Campinas, Ed. da UNICAMP; São Paulo, Imprensa Oficial.
JORNAL DO COMMERCIO (1999) Fábrica de refrigeradores dar férias coletivas a 86 funcionário. In Jornal do Commercio, 23/fevereiro. Disponível em www2.uol.com.br/JC/_1999/2302/ec2302o.htm. Acesso em dezembro de 2006.
JÜRGENS, Ulrich (1989) The transfer of Japanese managment concepts in the international automobile industry. In: Stephen Wood (ed.) The Transformation of Work? London, Unwin Hyman.
KÄDTLER, Jürgen e SPERLING, Hans Joachim (2001) Financialization – A new software for car manufacturing? In: CoCKEAS (Coordinating Competencies and Knowledge in the European Automobile System) Workshop. 33p.
KALLEBERG, Arne L. (2000) Nonstandard employment relations - part-time, temp and contract work. In: Annual Review of Sociology, n.26. p.341-365.
KONICKI, Steve (2000) The new desktop: portals catch on at General Electric Appliances In: Information Week, 1o de maio de 2000. Disponível em www.informationweek.com/784/porta3.htm. Acesso em novembro de 2006.
KORCZYNSKI Marek, SHIRE, Karen, FRENKEL Stephen e TAM, May. (2000) Service Work in Consumer Capitalism: Customers, Control and Contradictions. In: Work, Employment & Society, Vol.14, n.4, Dec. p.669-687.
KREIN, José Dari (2001) As mudanças institucionais e as relações de trabalho no Brasil após o plano real. Relatório de pesquisa Mercado de Trabalho, Políticas de Emprego e Renda e o Futuro do Emprego no Estado de São Paulo. Campinas, CESIT/ UNICAMP/ SERT. 6p.
LAGE, Janaina (2004) Brasileiro consome mais computador e corta freezer. In: Folha Online, 29/setembro. Disponível em www1.folha.uol.com.br/folha/dinheiro/ ult91u89441.shtml. Acesso em dezembro de 2006.
LANDIM, Raquel (2004) Para Eletros, medidas são injustificáveis In: Valor Econômico, 06/julho. Disponível em www.valoronline.com.br/valoreconomico/285/ primeirocaderno/brasil/Para+Eletros+medidas+sao+injustificaveis,,,63,2464299. html. Acesso em janeiro de 2007
LANDIM, Raquel (2006) Importação de bens duráveis cresce 93% no terceiro trimestre In: Valor Econômico, 20/outubro. Disponível em www.valor.com.br/ valoreconomico/285/primeirocaderno/brasil/Importacao+de+bens+duraveis+cresce+93+no+terceiro+trimestre+,,,63,3960458.html. Acesso em janeiro de 2007.
LEITE, Elenice M. (1992) Del 'Obrero standard' al 'polivalente': Nuevas fronteras de la Calificacion del Trabajo Industrial? in Gallart, Maria Antonia (org.) Educación y
58

Trabajo - Desafios y Perspectivas de Investigación y Políticas para la Década de los Noventa, vol.1, Montevideo, Red Latinoamericana de Educación y Trabajo CIID-CENEP-CINTERFOR.
LG (2006) LG Electronics encerra segundo trimestre com lucro de mais de 3% em relação ao último período. 21 de julho. Disponível em http://br.lge.com/about/press.do? action=read&group_code=AB&list_code=PRE_MENU&webBbsId=21148&page=8&target=pressreleases_read_print.jsp. Acesso em março de 2007.
LG (2007) Sobre a LG. Disponível em http://br.lge.com/about/corporate/company_ overview.jsp. Acesso em março de 2007.
MARTIN, Scott B. (1997) Redes sociais e flexibilidade do trabalho: uma análise comparativa. In: Revista Latinoamericana de Estudios del Trabajo, v.3, no.6, p.9-38.
MARTINEZ, Mariangela e RACHID, Alessandra (2005) A construção da qualificação: um estudo de caso em uma empresa da indústria de linha branca. In: Produto & Produção, vol.8, no.3, p.87-98.
MARTINS, Ivan (2006) O lance nórdico da Metalfrio. In: Isto é dinheiro, Caderno de Negócios, 19 de julho. Disponível em www.terra.com.br/istoedinheiro/461/ negocios/o_lance_nordico_da_metalfrio.htm. Acesso em dezembro de 2006.
MARX, Roberto (1997) Trabalho em grupos e autonomia como instrumentos da competição, São Paulo, Ed. Atlas.
MENDES, René (1980) Doenças profissionais causadas por poeiras – I - Silicose. In: _________ Medicina do trabalho e doenças profissionais. São Paulo, Ed. Sarvier. p.129 a 196.
MENTASYS (2006) Various Reference Projects for the mentasys Sales Assistant - Liebherr. Disponível em www.mentasys.com/en/References/Sales-Assistant/. Acesso em novembro de 2006.
METALFRIO (2006) História Disponível em www.metalfrio.com.br/port/homepage.htm. Acesso em dezembro de 2006.
MEULDERS, Danièle (2003) A Flexibilidade na Europa. In: Margaret Maruani e Helena Hirata (org.) As novas fronteiras da desigualdade, São Paulo, Ed. SENAC. p.273-285.
MEYER, John W. e ROWAN, Brian (1991) Institutionalized organizations: formal structure as myth and ceremony. In: Walter W Powell e Paul J. DiMaggio The new institutionalism in organizational analysis. Chicago, University of Chicago Press. pp.41-62.
MIELE (2006) Business Report – Facts and figures 2005/2006 Disponível em www.miele-presse.de/media/presse/media/Miele_Geschaeftsbericht_06_eng.pdf. Acesso em dezembro de 2006.
MINISTÉRIO DA SAÚDE (2000) Lesões por esforços repetitivos (LER)/Doenças osteomusculares relacionado ao trabalho (DORT). Brasília. 38 p.
MULTIBRÁS (200-) Institucional: História – Empresa. Disponível em www.multibras.com.br/p17c.html. Acesso em dezembro de 2006.
NATIONAL SEMICONDUTOR (2002) National Semiconductor's COP8SCR Flash Microcontroller Provides the Intelligence for Worldwide First Pay-for-use Washing Machine from Merloni Elettrodomestici. Disponível em www.national.com/news/item/0,1735,725,00.html. Acesso em novembro de 2006.
PERSPECTIVA (2005) Sobre o grupo Mabe e as marcas GE e Dako Perspectiva Assessoria de Comunicão, São Paulo, 16/fevereiro. Disponível em
59

www.perspectivabrasil.com.br/releases_detalhes.asp?idi=&id=144. Acesso em novembro de 06.
PINA, Ana Maria B. (2004) Inovações e trabalho: percepções de trabalhadores e gerentes em uma empresa de linha branca. Campinas, Instituto de Geociências, UNICAMP. (Dissertação de Mestrado).
PIORE, Michael J. e SABEL, Charles F. (1984) The Second Industrial Divide, New York, Basic Books. 355 p.
POWELL, Walter W., e DIMAGGIO, Paul J. (1991) The iron cage revisited: institutional isomorfism and collective rationality in organizational fields. In: The new institutionalism in organizacional analysis. The University of Chicago Press, 1991, pp. 63-82.
PYZDEK, Thomas [1999] Six Sigma is primarily a management program. In: Quality Digest. Disponível em www.qualitydigest.com/june99/html/body_sixsig.html. Acesso em maio de 2004.
RACHID, Alessandra (1996) O Brasil Imita o Japão? A Qualidade em empresas de Autopeças. In: Cadernos de Gestão Tecnológica, n.32, São Paulo, CYTED: NPGCT/USP. 67p. Disponível em www.fea.usp.br/programas/cyted/ subprogramaXVI/cadernos.htm
RACHID,A. (1997) “Tendências de organização da produção: questões suscitadas pelo Consórcio Modular” in Anais do XVII Encontro Nacional de Engenharia de Produção, Gramado (RS), outubro. (CD-rom)
RACHID, Alessandra, ARAÚJO, Ângela M.C., CUNHA, Adriana M. e GITAHY, Leda M.C. (2003) Management strategies and workers’ perceptions: a case study in the white goods industry In: Anais do IX International Conference on Industrial Engineering and Operations Management (junto com o XXIII ENEGEP), Ouro Preto, outubro. p.61-67.
RACHID, Alessandra, BRESCIANI Fo., Ettore e GITAHY, Leda M.C.. (2001) Relações entre grandes e pequenas empresas de autopeças e a difusão de práticas de gestão da produção. In: Gestão e Produção, vol.8, n.3, p. 319-333, dezembro (número especial sobre Organizações).
RACHID, Alessandra, CUNHA, Adriana M., GITAHY, Leda M. C. e ARAÚJO, Angela M. C. (2006a). Adoção de métodos de gestão da produção em três empresas de linha branca. In: Anais do ENEGEP (Encontro Nacional de Engenharia de Produção), Fortaleza, ABEPRO. p. 1-9. (CD Rom)
RACHID, Alessandra, SACOMANO NETO, Mário, BENTO, Paulo E. G., DONADONE, Júlio C. e ALVES Filho, Alceu G. (2006b) Organização do trabalho na cadeia de suprimentos: os casos de uma planta modular e de uma tradicional na indústria automobilística. In: Produção, maio/ago. vol.16, no.2, p.189-202.
RACHID, Alessandara, TRUZZI, Oswaldo M. S. e GOMES, Paulo E. G. (1999) Tirando proveito do novo: novas plantas industriais e a qualidade total. In: Anais do XIX Encontro Nacional de Engenharia de Produção, Rio de Janeiro, novembro. (CD-rom) 8 p
RAPKIEWICZ, Clevi E. (1995) A falácia da terceirização a brasileira. In: Anais do XV Encontro Nacional de Engenharia de Produção, São Carlos, p.613-617.
ROGGEMA, Paul (2005) Fagor/Brandt Maps Its Strategy. In: Appliance Magazine, dezembro. Disponível em www.appliancemagazine.com/contents/ contents.php?issue=93. Acesso em novembro de 2006.
60

RYBERG, William (2006) Whirlpool to eliminate 280 jobs at Newton Maytag plant. In: The Des Moines Register, 26 de outubro. Disponível em www.desmoinesregister. com/apps/pbcs.dll/article?AID=/20061027/BUSINESS04/610270400/1001/RSS01. Acesso em novembro de 2006.
SALERNO, Mário S. (1985) Produção, trabalho e participação: CCQ e Kanban numa nova imigração japonesa. In: Maria Teres L. Fleury e Rosa M. Fischer (org.) Processo de trabalho e relações de trabalho no Brasil, São Paulo, Atlas. p.
SALERNO, Mário S. (1993) Modelo japonês, trabalho brasileiro. In: Helena Hirata (org.) Sobre o Modelo Japonês: Automação, Novas Formas de Organização e de Relação de Trabalho, São Paulo, EdUSP. p. 139-152.
SALERNO, Mário S. (1995) Flexibilidade e organização produtiva. In: Nadya A. Castro (org.) A máquina e o equilibrista: inovações na indústria automobilística brasileira. São Paulo, Paz e Terra. p.53-83.
SALERNO, Mario S. (1997) A indústria automobilística na virada do século.. In: Glauco Arbix e Mauro Zilbovicius (org.) De JK a FHC: a reinvenção dos carros. São Paulo, Ed. Scritta. p.503-522.
SEAE (Secretaria de Acompanhamento Econômico) (2002) SEAE aprova aquisição da Moulinex pelo Grupo SEB, detentor da marca Arno, Ministério da Fazenda, Brasília, 16/abril. Disponível em /www.seae.fazenda.gov.br/central_ documentos/notas_imprensa/2002-1/27-r020416/ Acesso em dezembro de 2006.
SESI (Serviço Social da Indústria) (2006) Gestão do Sistema S terá participação efetiva dos trabalhadores. In: Fórum do Sistema S. Disponível em www.sesi.org.br/ conselhonacional/presidencia/ass_decreto.pdf. Acesso em março de 2007.
SILVA, I. Ferreira, PRONI, Marcelo W., TERRAZAS, Marcelo e POCHMANN, Marcio (1997) A jornada de trabalho no Brasil: o debate e as propostas, Campinas, Cesit/IE/Unicamp. Artigo disponível no site www.dieese.org.br/esp/jtrab.html.
SMITH, Vicki (1997) New forms of work organization. In: Annual Review of Sociology, v.23. p.315-339. Disponível no site www.periodicos.capes.gov.br
SOARES, Pedro (2004) 68% das empresas têm só o dono, diz IBGE. In: Folha de São Paulo, 15 de outubro, p.B5.
SOUZA, Lílian C. (2006) Estratégias empresariais de flexibilização do trabalho: um estudo de caso sobre banco de horas. DEP-UFSCar, Relatório de Iniciação Científica PIBIC/CNPq. 96p.
SOUZA, M. Carolina A.F. (1993a) Pequenas e médias empresas na reestruturação industrial. Campinas: Instituto de Economia, UNICAMP. 270 p. (Tese de doutorado).
SOUZA, M. Carolina A.F. (1993b) Cooperação Interempresas e Difusão de Inovações Organizacionais. Relatório do Projeto Desenvolvimento Tecnológico e Competitividade da Indústria Brasileira, Campinas, IE-UNICAMP. 117p. ALVES-MAZZOTTI, Alda J. (1998) O método nas ciências sociais. In:, Alda J. Alves-Mazzotti e Fernando Gewandsznajder, O método nas ciências naturais e nas ciências sociais. São Paulo, Ed. Pioneira, pp.107-203.
STENSGAARD, Anne-Birte (2004) LG Electronics meets ME market demand with world's largest capacity washing machine. In: AME Info, 11 de março. Disponível em www.ameinfo.com/36106.html. Acesso em março de 2007.
TAE-GYU, Kim (2006) LG Aims to Become Top Fridge Maker. In: The Korea Times. 12 de março. Disponível em http://search.hankooki.com/times/times_view.php?term=
61

lg+home+appliance++&path=hankooki3/times/lpage/biz/200603/kt2006031218224911880.htm&media=kt]
TOLEDO, J. Carlos, TRUZZI, Oswaldo M.S. e FERRO, J. Roberto (1989) Algumas características básicas da indústria de processo contínuo: conceituação, tecnologia, economia e mão-de-obra. In: Cadernos DEP, p.4-31.
UK WHITEGOODS (2004) Fagor, Elco's partner in Elco Brandt, ready to buy out owner. 18 de março. Disponível em www.ukwhitegoods.co.uk/modules.php?name=News& file=article&sid=1191. Acesso em dezembro de 2006
UK WHITEGOODS (2005) Job Cuts At Indesit? 20 de abril. Disponível em www. ukwhitegoods.co.uk/modules.php?name=News&file=article&sid=1250. Acesso em dezembro de 2006.
VALOR ECONÔMICO (2005) Apetite da China assusta os Estados Unidos. In: Valor Econômico, 4 de julho. Disponível em www.valoronline.com.br. Acesso em dezembro de 2006.
VILAR, Walter (2002) Isolamento térmico de equipamentos & tubos. In: _________ Química e Tecnologia dos Poliuretanos. Disponível www.poliuretanos.com.br/ Cap5/553equipamentos.htm. Acesso em março de 2007.
WILTHAGEN, Ton (2002) The Flexibility-Security Nexus: New approaches to regulating employment and labour markets. Trabalho apresentado no British Journal of Industrial Relations The Politics of Employment Relations Conference. September. Disponível em www.tilburguniversity.nl/faculties/frw/research/ schoordijk/flexicurity/publications/pape rs/ Acesso em março de 2007.
VINK, P. e STAHRE, J. (2006) The future of intelligent manufacturing systems and human factors. In: Proceedings of 16th World Congress on Ergonomics. International Ergonomics Association, Maastricht, Holanda, jul. p.1-5. (CDrom)
WALBY, Sylvia (2003) As figuras emblemáticas do emprego flexível. In: Margaret Maruani e Helena Hirata (org.) As novas fronteiras da desigualdade, São Paulo, Ed. SENAC. p.287-298.
WHIRLPOOL (2006) Whirlpool Corporation Worldwide. Disponível em www.whirlpoolcorp.com/about/default.asp. Acesso em novembro de 2006.
WOMACK, J. P.; JONES, D. T.; ROOS, D. (1992) A máquina que mudou o mundo. Rio de Janeiro, Ed. Campus.
WOOD, Stephen (1989) The transformation of work? In: _________ (org.) The transformation of work? Skill, flexibility and the labour process. Boston, Unwin Hyman. p.1-43.
ZYLBERSTAJN, Hélio (2003) Banco de horas: da justificativa teórica à utilização prática no Brasil. In: Cristina Cacciamali (org.) Mercado de trabalho no Brasil. Ed. LTr. p.79-103.
62