estratégias de controle avançado - luiz carlos figueiredo · • um melhor controle pode ser...
TRANSCRIPT

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
1
Estratégias de Controle Avançado
1. Introdução• Será abordado alguns componentes chaves de simples de controle
mais complexos;• A questão chave é determinar as variáveis de controle que devem
ser escolhidas para se controlar um determinando processo.• Outro problema a ser discutido é a questão da interação entre
diferentes malhas de controle.
2. Controle Cascata• Pode ser usado quando existem diversos sinais de medição e uma
variável de controle;• É particularmente útil quando existem dinâmicas significativas,
ex., longos tempos de atraso ou constantes de tempo, entre avariável de controle e a variável de processo.
• Um melhor controle pode ser obtido empregando-se variáveisintermediárias que respondem mais rápido ao sinal de controle.
• A malha de controle é construída aninhando-se outras malhas decontrole como mostrado na figura abaixo:
2.1. Escolha de variáveis secundárias• Deve ser verificado se o controle em cascata irá trazer algum
benefício;• As regras básicas para selecionar variáveis secundárias são:
• Deve existir uma relação bem definida entre as variáveisprimárias e secundárias;
• Distúrbios essenciais deve agir na malha interna;
Cp Cs P1 P2
Processo
Malha internaMalha externa

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
2
• A malha interna deve ser mais rápida que a malha externa.Como regra prática a diferença entre constantes de tempodeve ser de pelo menos 5 vezes;
• Deve ser possível ter um alto ganho na malha interna.• Uma situação comum é de se ter a malha interna ao redor do
atuador;• Pode ser usada para linearizar características não lineares;
2.2. Sintonia e Comissionamento• Deve ser ajustado seguindo-se uma seqüência correta; primeiro
a malha interna depois a externa;
2.3. Saturação da ação integral• Se for usada a ação integral em ambas as malhas é necessário
um esquema para evitar o windup;• A malha interna pode ser manuseada da forma comum, porém,
não é uma tarefa trivial evitar o windup da malha externa;• Existem três situações que devem ser cobertas:
• O sinal de controle na malha interna pode saturar;• A malha de controle secundária pode ser chaveada para uma
referência interna;• O controlador secundário é chaveado do modo automático
para o manual;• Isto basicamente requer que um sinal de rastreamento seja
injetado no controlador primário;
2.4. Algumas aplicações• Posicionadores de válvulas• Controle de motores• Trocador de calor
3. Controle Antecipatório• No controle por realimentação é necessário que ocorra um erro
antes que o controlador tome qualquer ação;

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
3
• Em alguns casos é possível medir o distúrbio antes que ele tenhainfluenciado o processo; é então natural tentar eliminar seusefeitos antes que seja criado um erro de controle;
• O princípio do controle antecipatório esta mostrado na figuraabaixo:
• O controle antecipatório tanto pode ser usado para sistemaslineares quanto para sistemas não lineares, entretanto, elerequer um modelo matemático do sistema;
• Seja o sistema descrito por:)()()()()( sVsGsUsGsY vu +=
onde V(s) é o distúrbio.Podemos cancelar o mesmo fazendo:
)()()(
)( sVsGsG
sUu
v−=
Logo, o controlador antecipatório terá o seguinte modelo:
)()(
)(sGsG
sGu
vff −=
• O controlador antecipatório, em geral, é um sistema dinâmico;A função Gff deve ser estável, o que significa que Gv deve serestável;
• Pode-se também usar ganhos estáticos, neste caso ocontrolador é chamado de controle antecipatório estático;
• Se Gu e Gv forem processos de primeira ordem, ou de Segunda,o controlador resultante será do tipo rede de atraso-avanço;
Gv
GuGff Σ
Processo
Distúrbio
Contr. Antecipatório

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
4
• Como a idéia chave é cancelar dois sinais, é necessário que omodelo seja razoavelmente preciso. Um erro de modelagem de20% implica que somente 80% do distúrbio será eliminado;
• O Controle antecipatório é muito mais sensível a erros demodelagem que o por realimentação;
• Controle por realimentação e antecipatório tem propriedadescomplementares;
3.1. Aplicações• Controle de nível no tubulão
4. Seguimento de Modelo• Esta estratégia é utilizada quando se deseja um controle preciso
em resposta a referência; p.ex. quando diversas malhas devem sercoordenadas;
• O método é mostrado na figura abaixo:
L
F F
Turbina
Válvulade vapor
Óleo
Ar
Tubulão
Elevador Entradainferior
Alimentaçãode água
Modelo Controlador Processo
-1
Σyueyspyc

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
5
• o modelo de referência é tipicamente escolhido como um sistemadinâmico de primeira ou segunda ordem;
• é necessário que a malha de realimentação seja muito rápidacomparada com o modelo de referência;
• o sistema pode ser melhorado consideravelmente introduzindo umcontrole antecipatório como mostrado na figura abaixo:
• o sinal uff produzirá a saída desejada se o modelo estiver correto;o erro e será diferente de zero quando a saída desviar docomportamento desejado; o ramo de realimentação gerará açõesapropriadas;
• o sistema é dito ter dois graus de liberdade porque os caminhosdos sinais de referência para o controle e saída do processo parao controle são independentes;
4.1. Estrutura geral do controlador• Pode-se combinar o controle antecipatório para seguimento da
referência com o controle antecipatório para minimizardistúrbios de carga, como visto anteriormente;
Modelo Controlador Processo
-1
Σyueyspyc
Σ
Antecipaçãouff

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
6
• A estrutura mais geral do controlador ficará da forma:
• Se o sistema for LTI, então:
21
1221 )(1
)(1
)1()(
ppp
cfbp
ffpm
fbp
ffpp
GGGonde
sYGGGGG
sVGG
GGGsE
=
+−
+++
−=
Fazendo GpGff1 = Gm elimina-se a parcela do erro devido aocomando (referência);Fazendo Gp2Gff2 = -1 elimina-se a parcela de erro devido aodistúrbio de carga previsível;Efeito semelhando pode ser obtido através da realimentaçãose fizermos o denominador muito maior que o numerador;Como o controle antecipatório para funcionar direito precisacancelar termos, enquanto que o controle por realimentaçãoatua atenuando os erros devido a um ganho elevado, conclui-se que o controle antecipatório é muito mais sensível que ocontrole por realimentação.
5. Preditor de Smith• O objetivo é projetar controladores para sistemas onde o tempo
de atraso é muito maior que a constante de tempo do sistema;• Esta estratégia foi proposta originalmente em 1958 por
O.J.Smith e pode ser vista nas figuras abaixo.
Gff1 Gff2
Gm Gfb Gp2 Gp1
-1
Σ
Σ
Σ Σ
Processo
Antecipação
yc ysp e u y
UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
7
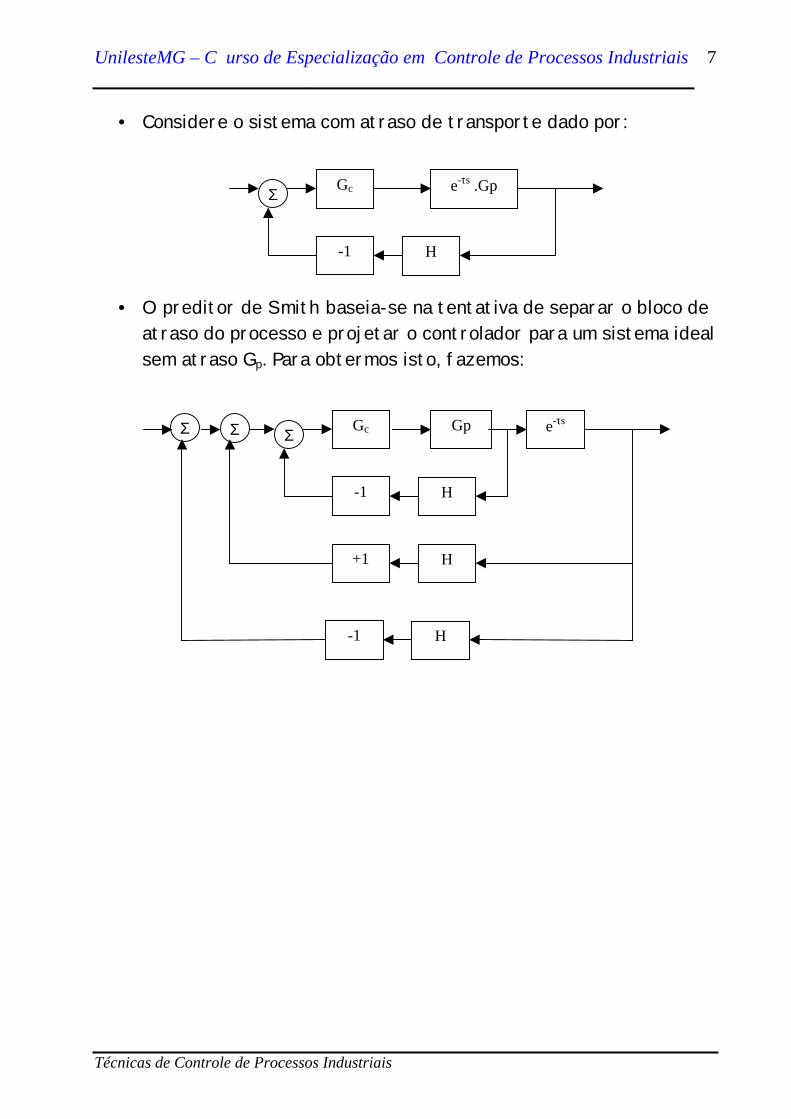
• Considere o sistema com atraso de transporte dado por:
• O preditor de Smith baseia-se na tentativa de separar o bloco deatraso do processo e projetar o controlador para um sistema idealsem atraso Gp. Para obtermos isto, fazemos:
Gc e-τs .Gp
H
Σ
-1
Gc Gp
H
Σ
-1
e-τs
H+1
H-1
ΣΣ

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
8
• Os blocos são então rearranjados, chegando-se a forma final:
6. Elementos não lineares6.1. Limitadores
• São dispositivos que limitam fisicamente a excursão de umavariável entre valores máximo e mínimo;
• Pode-se também limitar a taxa de variação de um sinal;• Também são chamados de função saturação;
6.2. Controle por tanque acumulador• Atua como um “buffer” entre processos de produção
diferentes;• Variações na taxa de produção são acomodadas fazendo-se o
nível do tanque variar;• Atua de forma diferente de um controle de nível clássico onde
deseja-se manter o nível constante; para atuar como umacumulador o nível deve variar, porém, sem deixar o tanqueesvaziar nem transbordar;
Gc Gp
HGp
Σ e-τs
-e-τs
H-1
Σ
Σ
Controlador Processo

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
9
• O método de controle mais comum é empregar um controladorproporcional com ganho baixo; pode-se ainda utilizarcontroladores com banda morta ou controladores PI nãolinerares; O escalonamento de ganho é o melhor método; avariável de escalonamento é o nível do tanque; um controladorcom ganho baixo é escolhido para sinais na faixa de 10 a 90%, eum controlador com alto ganho é usado fora destes limites;
• Em muitos casos são empregados uma seqüência de tanquesacumuladores e unidades de produção; nestes casos são usadasduas estratégias diferentes: controle na direção do fluxo, oucontrole em oposição ao fluxo; a última estratégia é melhorporque todas as malhas de controle são caracterizadas comosistemas de primeira ordem; a primeira estratégia pode geraroscilações e instabilidade devido ao concatenamento desistemas;
6.3. Controle por razão• Durante a mistura de diferentes substâncias é desejável
controlar as proporções da mesma; ex. processo de combustãoa relação ar-combustível;
• A figura abaixo mostra dois métodos para controlar estarelação:

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
10
• Exemplo de aplicação 1: controle combustível puxa ar
• Vantagens: simples e segura para redução de temperatura;• Desvantagens: lenta, problemas de segurança para elevar
temperatura e problemas de qualidade no produto;
Div
SPPI
PV
uay
ykky
ySP
PIPV
uΣ Πyk
y
b aa(yk+b)
MVPI
SP
SPRPI
MV
Ar
Óleo

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
11
• Exemplo de aplicação 2: controle ar puxa combustível
• Vantagens: simples e segura para aumento de temperatura;• Desvantagens: lenta, problemas de segurança para baixar
temperatura e problemas de qualidade no produto;
6.4. Controle Split Range• Usado quando há uma variável medida e diversas variáveis
controladas; ex.: sistemas de aquecimento e resfriamentointegrados;
• Para evitar problemas na região de chaveamento das variáveiscontroladas emprega-se uma pequena banda morta;
• Pode também ser empregado quando a variável controladaexcursiona por uma longa faixa; a vazão é separada emcaminhos paralelos cada uma controlada com uma válvula;
6.5. Controle com seletores• Usado quando há várias variáveis medidas e um atuador;• O seletor é um dispositivo estático com várias entradas e uma
saída; existem dois tipos de seletores: máximo e mínimo;
MVPI
SP
SPRPI
MV
Ar
Óleo

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
12
• Exemplo: Controle ar – combustível por limites cruzados
• Exemplo 2: Controle ar – combustível por duplo limite cruzado
6.6. Seletores por Mediana• É um dispositivo com várias entradas e várias saídas;• Suas saídas selecionam a entrada que representa a mediana
atual dos sinais de entrada;• Um caso especial é o seletor dois de três, comumente
empregado em sistemas muito sensíveis;• Para atingir a maior confiabilidade é possível usar sensores e
controladores redundantes;
MVPI
SP
SPPI
MV
Óleo
Ar
MIN
MAX
SP
MVPI
SP
SPPI
MV
Óleo
Ar
MIN
MAXSP
MIN
MAX
-K1 +K2
-K3 +K4

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
13
• Inserindo seletores por mediana é possível ter um sistema quecontinuará funcionando mesmo na falha de diversoscomponentes;
7. Controle FuzzyA teoria de conjuntos Fuzzy tem sido empregada com sucesso paraexprimir conhecimento impreciso e resolver problemas em muitasáreas onde o modelamento convencional é difícil, ineficiente ou muitooneroso. A possibilidade de descrição lingüistica do modelo, ao invésde utilização das equações diferenciais, possibilita o aproveitamentodo conhecimento heurístico dos operadores e facilita odesenvolvimento de soluções.
A estrutura de universo de discurso, variáveis lingüisticas,fuzzificação, banco de regras, máquina de inferência e sistema dedefuzzificação proposta por Mandani [1], quando bem assimilada, éuma arma poderosa de simplificação e aumento da velocidade deprocessamento e robustez do controlador, possibilitando decisõesrápidas e coerentes num ambiente de incertezas.
A lógica Fuzzy é uma técnica comparativamente simples e de vastoespectro de aplicabilidade, em particular a problemas de controle ede decisão. A figura abaixo ilustra em blocos o controlador Fuzzyproposto por Mandani:
Portanto, o projeto de um controlador Fuzzy consiste em:
1. Definir os universos de discurso das variáveis lingüisticas dosistema, erro, variação do erro e variação da saída docontrolador (discretização ou níveis de quantização);
2. Definição do número de termos primários e graus depertinência dos conjuntos difusos que representam cada termo;
Fuzzificador Regras deControle Deuzzificador Processo

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
14
3. Determinação das regras que formam o algoritmo de controle;4. Definição de parâmetros de projeto, como método de
inferência, lógica a ser empregada, forma de defuzzificação eatuação do controlador [2].
O processo de Fuzzificação
O método escolhido para criar as variáveis lingüisticas foi o propostoem [3]. O grau de participação de uma determinada grandeza deentrada é dado em função dos termos primários definidos para ouniverso de discurso da entrada. Os termos com formas simples taiscomo trapézios e triângulos são geralmente utilizados para representaras funções de grau de participação, porém, qualquer tipo de funçãopode ser utilizada. O número de termos primários a serem utilizados esuas formas depende da precisão requerida, tipo de resposta eestabilidade do sistema, facilidade de implementação, manuseio emanutenção, etc. A figura abaixo apresenta uma representação típicade um termo primário.
Esta função pode ser representada por apenas 5 (cinco) variáveis, aoinvés da tradicional função de participação mostrada acima. Sabemosque para os valores do universo de discurso abaixo de p1 e acima de p2, ograu de participação é zero. Por outro lado, a partir dos valores deDelta1*alfa1, Delta2*alfa2, e do limite superior, determinando qualdestas três grandezas apresenta o menor grau de participação,chegamos ao valor fuzzificado da função. Se chamarmos a função acimade índice de jovialidade, representaremos o valor fuzzificado como“índice de jovialidade = f(x)”, onde f(x) é o grau de participação e x é ovalor inteiro não fuzzificado (crisp) no universo de discurso.
[Universo]
Negativo Zero Positivo

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
15
Regra para fuzzificação:Se (x – p1) ou (p2 – x) ≤ 0
Então f(x) = 0;Senão f(x) = min(Delta1*alfa1, Delta2*alfa2, limite superior)
Fim se;
Desta forma o processo de fuzzificação se torna:1. A definição dos termos primários e dos cinco valores
associados a cada termo primário no início do programa. Porexemplo:
Negativo: p1, p2, inclinação1, inclinação2, limite superior;Zero: p1, p2, inclinação1, inclinação2, limitesuperior;Positivo: p1, p2, inclinação1, inclinação2, limite superior;
2. Durante a execução do programa, cada valor de entrada deveTer seu grau de participação determinado para cada termoprimário definido, segundo a regra de fuzzificação dada acima.Por exemplo, seja os valores de entrada erro e taxa_do_erro,para os termos primários definidos acima,
er_N = Negativo (erro);er_Z = Zero (erro);er_P = Positivo (erro);taxa_er_N = Negativo (taxa_do_erro);
[Participação]
[Universo]
alfa_2
alfa_1
Delta1 Delta2p1 p2x
LimitesuperiorGrau departicipação

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
16
taxa_er_Z = Zero (taxa_do_erro);taxa_er_P = Positivo (taxa_do_erro);
onde er_N significa o grau de participação do valor de errona função Negativo segundo a regra acima, e assimsucessivamente.
3. Posteriormente estes valores serão combinados na máquina deinferência para produzir uma saída Fuzzy que deverá serconvertida numa valor crisp na saída.
Máquina de Inferência
Para controlarmos adequadamente um processo, precisamos codificar oconhecimento que temos sobre o mesmo na forma de regras “Seantecedente então conseqüente” e de um mecanismo que avalie quaisregras são pertinentes, e as aplique produzindo uma saída(conseqüente).
No caso do controlador, o antecedente é função do erro (erro) e dataxa de variação do erro (delta_er). O valor a ser obtido na saída serádado pelo valor do menor grau de participação entre os antecedentes(erro e delta_er) ou seja, pela interseção dos termos lingüisticoscorrespondentes ao erro e a variação do erro. O menor grau departicipação será o valor do grau de participação na saída. Exemplo:
Se erro = Negativo e delta_er = Negativo então Saída = Positivo
Sendo o grau de participação de erro = 0,7 (Negativo) e delta_er= 0,5 (Negativo) então a saída será Positiva = 0,5.
Se tivermos mais do que uma regra com o mesmo termo lingüistico nasaída (exemplo: Positivo), a prática comum é usar o maior grau departicipação (união de conjuntos Fuzzy). Exemplo:

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
17
R1: Se erro = Negativo (0,7) e delta_er = Negativo (0,5) entãosaída = PositivoR2: Se erro = Negativo (0,7) e delta_er = Zero (1,0) então saída =Positivo
A regra R1 produzirá saída = Positivo (0,5) e a regra R2 produzirásaída = Positivo (0,7). A combinação das duas regras nos dá saída =Positivo (0,7).
Resumindo: a operação “e” lógico (interseção) de fatos “a” e “b” éresolvida através do valor mínimo entre “a” e “b”; a operação “ou”lógico (união) de regras “a” e “b” é resolvida através do valor máximoentre “a” e “b”.
Na prática, as operações para se obter o algoritmo de controleconsistem nos seguintes procedimentos:
1. Para cada fator da parte “Se” da regra: obter um grau departicipação do valor de entrada para cada função deassociação ou termo lingüistico;
2. O mínimo valor dos graus de participação obtidos em 1 é o graude participação da parte “Se” (antecedente);
3. Aplicar um limitador na função de associação da parte “então”através do fator obtido;
4. Repetir de 1 a 3 para todas as regras e obter a soma lógica“OU” das funções de associação dadas pelas partes “então”(conseqüente) de cada regra.
5. Calcular a defuzzificação da função de associação resultante eobter o valor de saída.
O processo de defuzzificação
No estágio do defuzzificador, a variável difusa produzida pela máquinade inferência é transformada em variável numérica (determinística) queatuará no processo de forma a regulá-lo.

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
18
O termo defuzzificador eqüivale à transformação fuzzy - escalar,correspondendo a um mapeamento do espaço de ações de controlefuzzy e definido sobre o universo de discurso para o espaço de açõesnão fuzzy ou escalares.
De forma a produzir um valor numérico para aplicação ao processo, asvariáveis lingüisticas (conjunto) produzidas pela máquina de inferênciadevem ser defuzzificadas. Basicamente são mais utilizados os seguintesmétodos:
• Método do critério máximo: esse método produz como ação decontrole, o valor numérico da saída correspondente ao índice davariável lingüistica de saída, produzida pela máquina deinferência, de maior grau de pertinência.
• Método da média dos máximos: O valor numérico da saídacorresponde ao índice referente a medida dos máximos locaisda variável lingüistica de saída produzida pela máquina deinferência.
D = (X1 + X2) / 2• Método do centro de gravidade: é o método mais utilizado, e se
baseia no cálculo do centro de gravidade da função deassociação. No método do centro de gravidade, calcula-se aárea da curva da variável lingüistica de saída produzida pelamáquina de inferência, e acha-se o índice correspondente quedivide esta área a metade.
∑
∑
=
== n
ii
n
iii
xA
xxAD
1
1
)(.
).(.
µ
µonde “n” é o número de níveis de
quantização.• Método do Singleton: este método é usado algumas vezes para
simplificar o processo de defuzzificação. Um Singleton é umafunção de saída com um grau de participação representada poruma única linha vertical. Esta linha passa pelo centro degravidade do termo lingüistico para a participação máxima. Uma

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
19
vez que um Singleton intercepta o eixo x em um único ponto, ocálculo do centro de gravidade se reduz apenas ao cálculo damédia ponderada dos valores de x para cada Singleton e de seugrau de participação.
2max__1max__2max__*2_1max__*1_
termoVlrtermoVlrtermoVlrtermoSingletontermoVlrtermoSingletonsaída
++=
A literatura disponível tem mostrado que os controladores Fuzzy vemsendo aplicados com sucesso no controle de processos onde oscontroladores convencionais falham ou não exibem um bom desempenhodevido, principalmente, a um conhecimento impreciso do comportamentodinâmico e dos parâmetros do processo.
8. Malhas com interação• Pode-se construir sistemas complexos a partir de componentes
simples através da decomposição;• O sistema complexo é obtido por refinamentos graduais;• Algumas desvantagens deste método são:
• Uma vez que não determinamos as limitaçõesfundamentais, é difícil decidir quando novos refinamentosnão trarão novos benefícios;
• É fácil obter sistemas que são desnecessariamentecomplicados; pode-se obter sistemas onde malhas decontrole brigam entre si;
• Há casos onde é difícil chegar a um bom sistema atravésdeste método passo a passo;
• Se há dificuldades é necessário usar ferramentas de modelagemmatemática, análise e simulação;
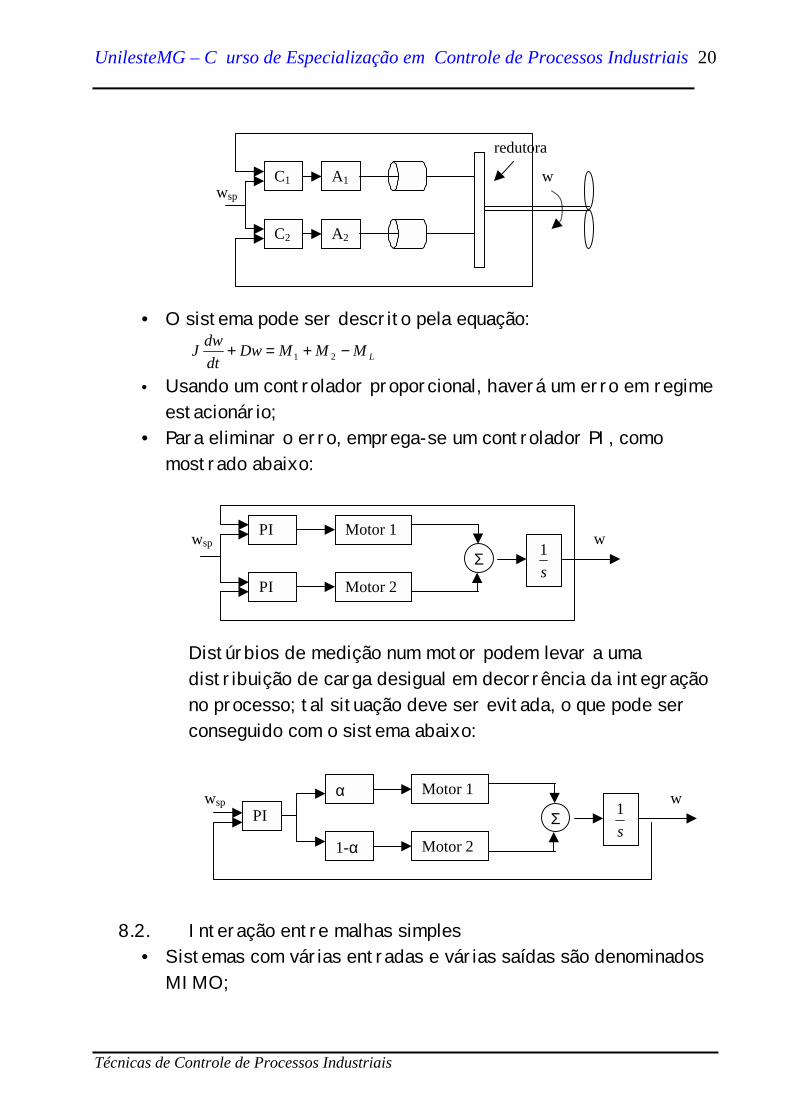
8.1. Sistemas paralelos• São muito comuns. Ex.: motores ligados em paralelo para
acionar uma carga comum;• Para ilustrar as dificuldades de tal controle, considere o
sistema mostrado na figura abaixo:
UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
20
• O sistema pode ser descrito pela equação:
LMMMDwdtdwJ −+=+ 21
• Usando um controlador proporcional, haverá um erro em regimeestacionário;
• Para eliminar o erro, emprega-se um controlador PI, comomostrado abaixo:
Distúrbios de medição num motor podem levar a umadistribuição de carga desigual em decorrência da integraçãono processo; tal situação deve ser evitada, o que pode serconseguido com o sistema abaixo:
8.2. Interação entre malhas simples• Sistemas com várias entradas e várias saídas são denominados
MIMO;
A1
A2
C1
C2
wsp
w
redutora
PI
PI
Motor 1
Motor 2
Σs1
wwsp
α
1-α
Motor 1
Motor 2
Σs1
wwspPI

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
21
• Devido a interação entre malhas, o controle de tais sistemas édifícil;
• A figura abaixo ilustra um sistema deste tipo:
• o sistema acima pode ser representado através de uma matrizde transferência, onde todos os acoplamentos são explicitados:
=
)()()()(
)(2221
1211
sgsgsgsg
sG
• Há técnicas para o projeto de controladores levando-se emconta tal acoplamento;
ProcessoC1
C2
y1
y2
u1
u2
ysp1
ysp2

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
22
9. Estruturação de um Sistema• A seguir é mostrado como exemplo, o projeto de um sistema de
controle complexo:
9.1. Processo• Seja um reator químico como mostrado abaixo:
• Duas substâncias A e B são misturadas no reator. Há umareação exotérmica e o calor gerado é dissipado através dosistema de resfriamento por circulação de água. A reação émuito rápida. A vazão de A é muito maior que a de B. Aeficiência da reação e a geração de calor é essencialmenteproporcional a vazão qB. Se a temperatura exceder um valor P, apotência gerada pela reação é maior que a potência deresfriamento. O aumento da temperatura pode destruir acatálise. Da mesma forma, se a temperatura cair abaixo doponto P ela continuará a decrescer até que a reação pare. Estefenômeno é chamado de “congelamento”. O congelamento iniciana superfície do tubo de refrigeração e se espalha rapidamenteatravés do reator. Se isto acontecer o reator deve serdesligado e religado novamente.
V1
V2
V3
V4
V5
L
Tr
Tv
ÁguaFria
Vapor
qA
qB
Tubulação deresfriamento

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
23
9.2. Especificações do projeto• A operação de reator exotérmico é arriscada; o reator pode
explodir se a temperatura estiver muito alta; para reduzir orisco o reator é montado numa prédio especial longe dooperador;
• Devido ao risco de explosão não é possível fazer experimentosde sintonia de controladores; logo, é necessário calcular osajustes antes da partida do reator;
• É desejável que o reator sempre trabalhe em automático com omáximo de eficiência e sem risco de explosões ou decongelamento;
• O operador irá ajustar duas variáveis: a temperatura do reatore a razão entre qA e qB;
9.3. Estrutura do Controlador• O reator tem 5 válvulas; V1 e V2 influenciam a temperatura do
liquido refrigerante; a vazão do reator é controlada por V3 eV4, e a vazão do produto final é controlada pela válvula V5.
• Existem 5 variáveis medidas: temperatura do reator Tr, nívelno tanque do reator L, temperatura do líquido refrigerante Tv,e vazões qA e qB.
• As propriedades físicas do processo fornecem umaestruturação natural para o sistema de controle. O balanço demassa para o material no tanque do reator mostra que o nível éessencialmente influenciado pela vazão qA e pela demanda deprodução. Segue da estequiometria da reação que a razão entreqA e qB deve ser mantida constante para uma reação eficiente.A temperatura do reator é fortemente influenciada pelatemperatura da água, pela temperatura do liquido refrigerantee pelas vazões qA e qB. A temperatura do liquido refrigerante éinfluenciada pela válvula V1 que controla a quantidade de vazãoe pela válvula de vapor V2.
• A análise do problema sugere três malhas de controle naturais:• Controle de nível: controle do nível do tanque através da
válvula V3;
UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
24
• Controle de temperatura: Controle da temperatura doreator através das válvulas V1 e V2;
• Controle da razão de vazões: controle da relação qB/qA
com a válvula V4;• A válvula V5 será considerada distúrbio.
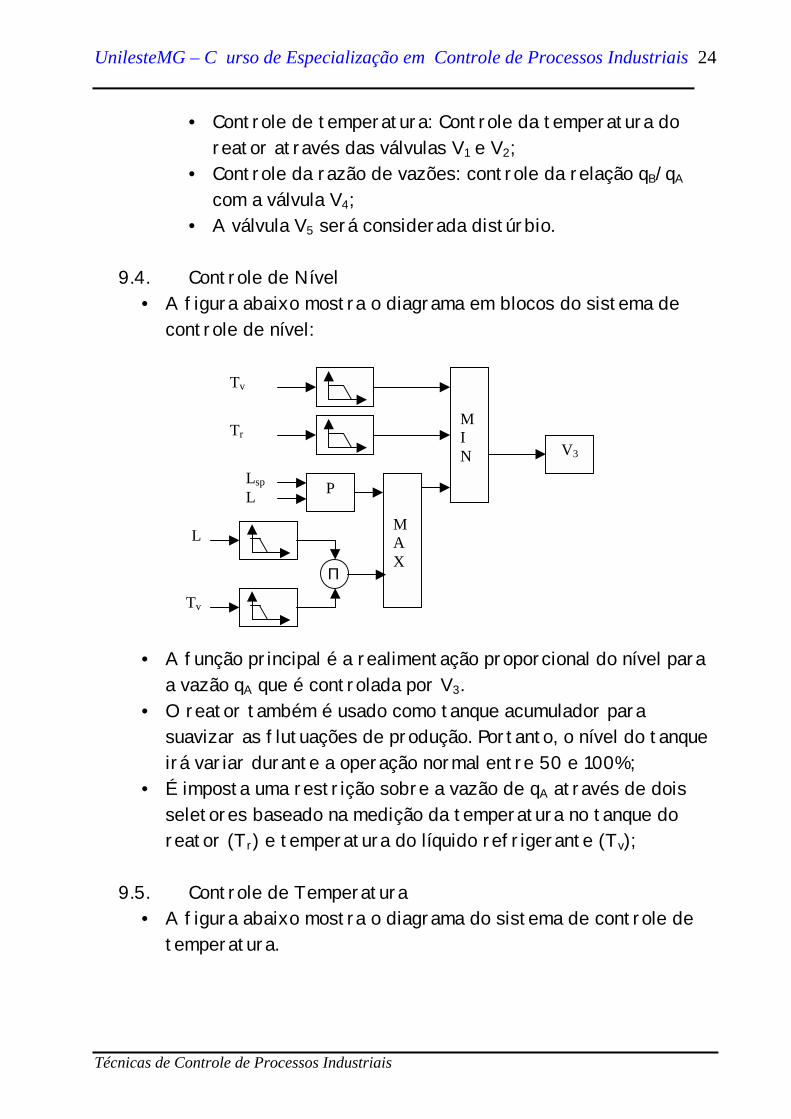
9.4. Controle de Nível• A figura abaixo mostra o diagrama em blocos do sistema de
controle de nível:
• A função principal é a realimentação proporcional do nível paraa vazão qA que é controlada por V3.
• O reator também é usado como tanque acumulador parasuavizar as flutuações de produção. Portanto, o nível do tanqueirá variar durante a operação normal entre 50 e 100%;
• É imposta uma restrição sobre a vazão de qA através de doisseletores baseado na medição da temperatura no tanque doreator (Tr) e temperatura do líquido refrigerante (Tv);
9.5. Controle de Temperatura• A figura abaixo mostra o diagrama do sistema de controle de
temperatura.
MIN
MAX
V3
P
Π
Tv
Tr
LspL
L
Tv

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
25
• Uma vez que a reação química é rápida comparada com asdinâmicas da temperatura e da vazão, o reator pode ser vistocomo um trocador de calor do ponto de vista do controle.
• Durante a operação normal a temperatura é controladaajustando a vazão do liquido refrigerante através de V1.
• A função de controle principal é a realimentação datemperatura para as válvulas V1 e V2.
• A referência nesta malha de controle pode ser ajustadamanualmente.
• Os parâmetros desta malha de controle podem serdeterminados como segue. A função de transferência entre avazão do liquido refrigerante e a temperatura do reator é dadaaproximadamente por:
)1)(1()(
21 sTsTK
sG p
++=
onde valores típicos são T1 = 300 s e T2 = 50 s.Abaixo são indicados cálculos aproximados para ocontrolador. Um controlador proporcional levará a:
)1)(1()(
210 sTsT
KKsG p
++=
a equação característica de malha fechada será:
0111
2121
2 =+
+
++
TTKK
TTss p
logo:
FF
PID MAX
ΣV1
V2
qA
TspTr
Tv

UnilesteMG – C�urso de Especialização em Controle de Processos Industriais
Técnicas de Controle de Processos Industriais
26
21
2
221
12
1112
TTKK
w
eTTT
w
p+=
≈+=
ξ
ξ
fazendo ξ = 0,5, determina-se o valor de K.
9.6. Controle da razão de vazões• A razão entre qA e qB deve ser mantida constante;• A vazão qB é controlada através de um sistema de controle de
razão, que é a função principal do controle;• A taxa de reação depende muito de qB;• Para diminuir o risco de explosão, há uma não linearidade na
realimentação que aumenta o ganho quando qB/ qA é grande;• A malha de vazão possui diversos seletores;• Na partida é desejável que a substância B não seja adicionada
até que a temperatura da água tenha atingido um valor críticoTc e o tanque do reator esteja pela metade;
• Para conseguir isto a realimentação através da temperatura daágua e nível do tanque foram introduzidas através delimitadores e seletores de mínimo.
SPPI
MVControladorde razão
M
I
M
V4qA
Tr
qA
Tv
L
qB