esmaltaÇÃo em panelas de ferro fundido … 2017... · fe - ferro fe₃c - cementita ou...
TRANSCRIPT

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Lígia Betânia de Oliveira
ESMALTAÇÃO EM PANELAS DE FERRO FUNDIDO –
ENGENHARIA APLICADA COMO UMA FORMA DE AGREGAR
VALOR AO PRODUTO
São João Del Rei, 2017

Lígia Betânia de Oliveira
ESMALTAÇÃO EM PANELAS DE FERRO FUNDIDO –
ENGENHARIA APLICADA COMO UMA FORMA DE
AGREGAR VALOR AO PRODUTO
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João Del Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Materiais Orientador: Prof. Dr. Kurt Strecker
São João Del Rei, 2017



Agradecimentos
Formal...
Ao Prof. Dr. Kurt Strecker, pela confiança, orientação na elaboração deste trabalho e
paciência com minhas indagações.
Aos professores do programa de Mestrado em Engenharia Mecânica (PPMEC), à
Universidade Federal de São João Del Rei, pelo apoio necessário e principalmente,
pela concessão da bolsa de estudos.
À Ana Cristina da Silveira, técnica de laboratório de cerâmica (LEC), pelo apoio nos
testes iniciais, elaboração, aplicação e queima do esmalte.
Ao escritor Italiano Silvano Pagliuca, por responder aos meus e-mails, tentando
entender e resolver minhas dúvidas.
À Sarah Gastão Evangelista, analista de laboratório na empresa Fundição Araguaia,
pela concessão das amostras iniciais.
Ao Pedro Augusto Magalhães Sousa, proprietário da Fundição Santana pela
disponibilização do espaço e dos equipamentos para a elaboração do ferro fundido.
À Naiara Cristina Vilela Teles, auxiliar de engenharia da qualidade na Fundição
Fundimg, pelo apoio nos ensaios de dimensional realizados nos protótipos.
À Professora Psicopedagoga, Marly Olívia Ribeiro e Silva, pela ajuda nas correções.
Na revisão ortográfica e gramatical.
Pessoal...
Ao meu marido José Édson, pela compreensão, paciência e pelos cuidados
dispensados à nossa filha Sophia, durante a minha "temporária" ausência. Agradeço
também as suas palavras de incentivo e a disponibilização de equipamentos
necessários à pesquisa.
À Antonieta Lara pelo carinho e pelos cuidados dispensados à minha filhinha, a quem
precisei privar de muitos momentos de brincadeira.
A minha mãe Vânia Maria pelas orações, apoio e por acreditar que tudo vai dar certo.
A todas as pessoas, enfim, que contribuíram, direta ou indiretamente, para a
realização desse trabalho.
À proteção divina que não me faltou, na estrada, nos laboratórios, na república, na
sala de aula, enfim em todos os momentos.

“A tarefa não é tanto ver aquilo que ninguém viu, mas pensar o que ninguém
ainda pensou sobre aquilo que todo mundo vê.”
(Arthur Schopenhauer)

Resumo
A esmaltação em ferro fundido é uma técnica antiga, porém pouco difundida no Brasil.
A falta de conhecimento e tecnologia necessária ao processo são fatores que
influenciam na implementação dessa técnica, importante principalmente nos objetos
de cocção. O objetivo desse trabalho foi explorar diferentes composições de esmalte,
bem como rotas de aplicação em substratos produzidos em Cláudio, que é polo de
fabricação de produtos de cocção em ferro fundido. Para isso foram elaboradas quatro
composições de esmaltes, sendo três delas sugeridas pelos autores Pagliuca e Faust,
e uma quarta composição elaborada pelo autor da pesquisa com base em estudos
realizados. Para isso foram fundidas trinta e duas miniaturas de panelas em ferro
fundido cinzento, com composição química ideal ao processo de esmaltação.
Parâmetros como preparação da superfície do substrato jateado por areia, granalha
ou sem jatear, tempo de patamar 5, 8 e 10 minutos, rampa 5, 10 e 15°/min e
temperatura de 680, 750 e 800°C de queima do esmalte foram testados. O processo
de elaboração do ferro fundido foi detalhado em todas as etapas. Duas composições
de esmaltes testados apresentaram bons resultados, sendo uma sugerida pelos
autores citados acima e a composição inédita elaborada pelo autor da pesquisa.
Dentre os parâmetros testados os melhores resultados foram obtidos com a
temperatura de queima a 800°C e limpeza da superfície com jato de areia, entretanto
deve direcionar a limpeza para o jato de granalha devido a disponibilidade de
equipamento e questões ambientais. Outros parâmetros testados, tais como patamar,
rampa e número de camadas variaram em função das composições dos esmaltes. Os
resultados mostraram que é possível fabricar um substrato de qualidade para
esmaltação na cidade de Cláudio, enquanto que a elaboração do esmalte partindo de
matérias primas cruas de origem brasileiras, bem como o processo de aplicação,
ainda carecem de estudos mais aprofundados. O presente trabalho apresenta um
direcionamento para futuras pesquisas.
Palavras chave: panelas esmaltadas, ferro fundido, esmalte cerâmico.

Abstract
Cast iron enamelling is an old technique, but not very widespread in Brazil. The lack
of knowledge and technology necessary to the process are factors that influence the
implementation of this technique, important mainly in the cooking objects. The
objective of this work was to explore different enamel compositions as well as
application routes on substrates produced in Claudius, which is the manufacturing
center for cast iron cooking products. For this, four enamel compositions were
elaborated, three of them being suggested by the authors Pagliuca and Faust, and a
fourth composition elaborated by the author of the research based on a study carried
out. For this purpose, thirty-two miniatures of gray cast iron cookers were cast, with an
ideal chemical composition in the enamelling process. Parameters as preparation of
substrate surface sandblasted, shot blast or sandblasted, 5, 8 and 10 minute landing
time, 5, 10 and 15 ° / min ramp and 680, 750 and 800 ° C burnt enamel temperatures
were tested. The process of cast iron elaboration was detailed in all stages. Two
compositions of enamels tested showed good results, one suggested by the authors
cited above and the unprecedented composition elaborated by the author of the
research. Among the parameters tested, the best results were obtained with the
burning temperature at 800 ° C and surface cleaning with sandblasting, however, it
should direct the cleaning to the shot blast due to the availability of equipment and
environmental issues. Other parameters tested, such as threshold, ramp and number
of layers varied according to the compositions of the enamels. The results showed that
it is possible to manufacture a quality substrate for enamelling in the city of Cláudio,
while the elaboration of the enamel starting from crude raw materials of Brazilian origin,
as well as the application process, still need further studies. This paper presents a
guide for future research.
Key words: enameled pots, cast iron, ceramic enamel.

Lista de figuras
Figura 1.1 – Exemplos de produtos de fabricação local - Cláudio/MG. (Imagens
coletadas nos websites dos fabricantes, http://fundicaosantana.com.br/linha-
domestica) ............................................................................................................... 19
Figura 1.2 – Exemplos de utensílios de cocção com revestimento cerâmico
importados e comercializados no Brasil. (Imagens coletadas nos websites dos
fabricantes, https://www.lecreuset.com.br/ferro-fundido). ......................................... 20
Figura 1.3 – Diferença de preço entre panelas semelhantes, com e sem
revestimento vítreo. (Elaborado pelo autor, com base em pesquisa feita). ............... 20
Figura 4.1 – Fluxograma do processo de fundição, .................................................. 26
Figura 4.2 – a) Placa modelo dupla face fabricada em alumínio, utilizada em
máquina de moldar DISA Match Plate 130 Horizontal. b) Macho fabricado em Cold
Box Gevitc Dubox, (Cortesia da FUNDIÇÃO ARAGUAIA). ...................................... 28
Figura 4.3 – Transporte de calor em ferro fundido contendo grafita nodular (GJS),
vermicular (GJV) e lamelar (GJL), (SERBINO, 2005). .............................................. 32
Figura 4.4 – Diagrama Fe-C ilustrando o efeito de adições de silício. ...................... 33
Figura 4.5 – Metalografia de ferro fundido cinzento, aumento de 100x, ataque nital
4%. (Cortesia SENAI de Cláudio)............................................................................. 34
Figura 4.6 – a) Grafita lamelar em ferro fundido cinzento, submetido a ataque
químico profundo, para dissolver todo o metal. Ataque nital 10%. b) Reconstrução
tridimensional da grafita lamelar. Cortes produzidos por FIB e imagem obtida por
MEV. (COLPAERT, 2008). ....................................................................................... 36
Figura 4.7 – Efeito da nucleação em ferro fundido cinzento. .................................... 39

Figura 4.8 – Morfologias da grafita presente nos ferros fundidos. ............................ 40
Figura 4.9 – Ferro fundido cinzento com microestrutura Ferrito-perlita, (COLPAERT,
2008)........................................................................................................................ 42
Figura 4.10 – Conjunto de fornos feitos em ferro fundido esmaltado, produção da
Invicta S.A., (COMPAGNONI, 2012) ........................................................................ 47
Figura 4.11 - Diagrama de fase Fe, (WENDEL, 2005). ........................................... 54
Figura 4.12 - Desenho esquemático ilustrando as diferenças no ataque corrosivo ao
ferro por cobalto, (BODAGHI, 2011, p. 218). ............................................................ 57
Figura 4.13 - Configuração do teste de tração, (Y. SHEN et al. 2012). .................... 59
Figura 4.14 - Superfície de fratura (Y. SHEN et al. 2012). ........................................ 60
Figura 5.1 – Composições dos esmaltes elaborados As fotos são ilustrativas da
característica de cada um dos elementos, não estando na proporção de cada
esmalte.......................................................................................................................65
Figura 6.1 – Primeiras amostras esmaltadas. .......................................................... 67
Figura 6.2 – Caixa Expansiva com a Placa Dupla Face, (Cortesia da FUNDIÇÃO
SANTANA). .............................................................................................................. 69
Figura 6.3 – Forno elétrico com dois cadinhos, (Cortesia da FUNDIÇÃO SANTANA).
................................................................................................................................. 72
Figura 6.4 – Processo de mistura e moagem. .......................................................... 76
Figura 6.5 – Retirada da amostra para preparo metalográfico. ................................ 79
Figura 6.6 – Ensaio tridimensional das amostras. .................................................... 80
Figura 7.1 – Estrutura do ferro, (Adaptado de PAUKSH,1992). ................................ 82
Figura 7.2 – Imagens metalográficas obtidas de amostra do primeiro lote –
ampliação 100x. ....................................................................................................... 88

Figura 7.3 – Imagens metalográficas obtidas de amostra do segundo lote -
ampliação 100x. ....................................................................................................... 88
Figura 7.4 – Protótipos esmaltados. ......................................................................... 95
Figura 7.5 - Microscopia eletrônica de varredura da composição 4. ......................... 98
Figura 7.6 - Microscopia eletrônica de varredura da composição 1. ......................... 98
Figura 7.7 - EDS da composição 4. .......................................................................... 99
Figura 7.8 - EDS da composição 1. .......................................................................... 99
Lista de tabelas
Tabela 4.1 – Valores recomendados para se trabalhar com areia à verde, (Adaptado
do SENAI de Cláudio). ............................................................................................. 30
Tabela 4.2 – Condutividade térmica de alguns ferros fundidos, (COLPAERT, 2008).
................................................................................................................................. 33
Tabela 4.3 – Propriedades mecânicas, matriz e composição químicas de algumas
classes do ferro fundido cinzento. (Adaptado FUNDIÇÃO TENACE) ....................... 44
Tabela 4.4 - Composição química do ferro fundido para fins de esmaltação,
(Adaptado de PAGLIUCA E FAUST, 2011). ............................................................. 60
Tabela 4.5 - Composição química do ferro fundido para fins de esmaltação,
(Adaptado de SHCHEPOCHKINA, 1995). ................................................................ 61
Tabela 5.1 – Composição dos esmaltes elaborados. ............................................... 65
Tabela 6.1 – Composição química das primeiras amostras. .................................... 67
Tabela 6.2 – Folha de carga. ................................................................................... 70
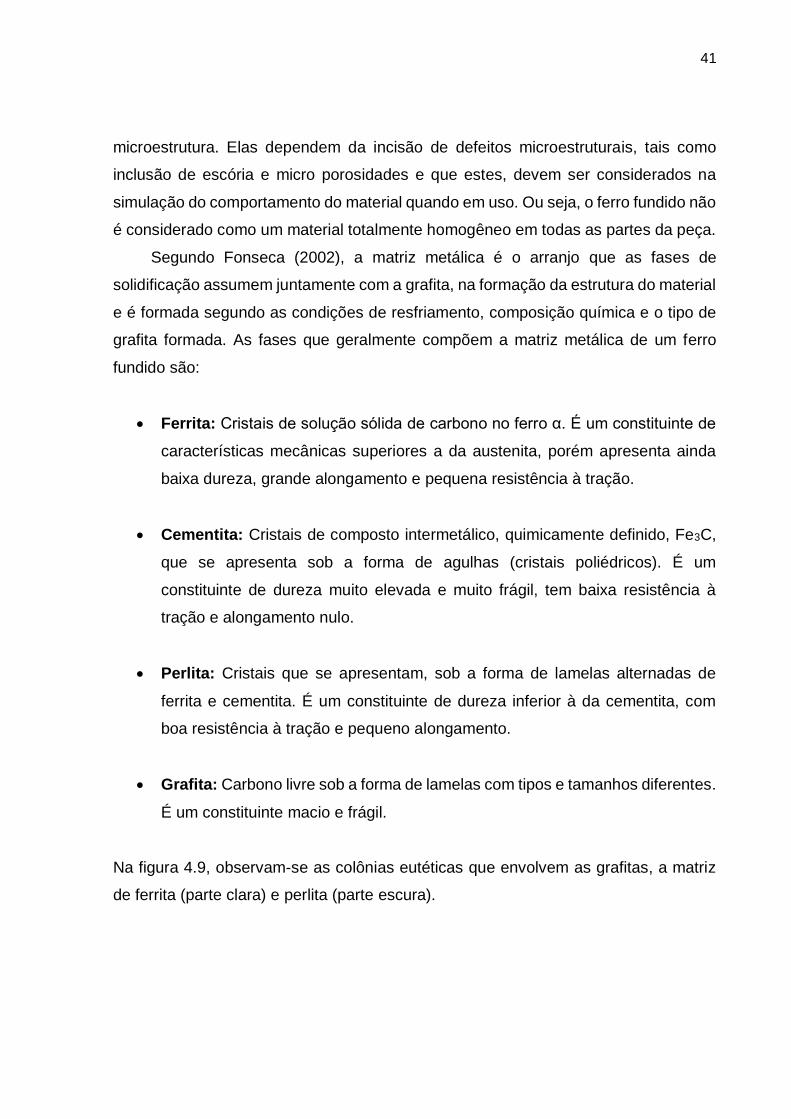
Tabela 6.3 – Resultado da análise da composição química via espectrometria óptica,
feita com metal ainda no forno. ................................................................................ 73
Tabela 6.4 – Análise comparativa entre o planejado e o esperado. ......................... 73
Tabela 7.1 – Valores encontrados na panela esmaltada Chinesa, (Adaptado
GOMES, 2015). ....................................................................................................... 81
Tabela 7.2 – Análise final da panela de vazamento 1 e 2. ....................................... 84
Tabela 7.3 – Valores encontrados no dimensional dos protótipos. ........................... 90
Tabela 7.4 - Parâmetros de teste. ............................................................................ 96
Lista de quadros
Quadro 4.1 - Microconstituintes da estrutura de ferro fundido, segundo a figura 4.5.
................................................................................................................................. 35
Quadro 4.2 – Potencial grafitizante de diversos elementos em ferro fundido.
(COLPAERT 2008) .................................................................................................. 37
Quadro 4.3 - Influência dos principais elementos na liga de ferro fundido cinzento,
(Adaptado de FONSECA, 2002). ............................................................................. 43
Quadro 4.4 – Matérias primas e óxidos mais utilizados na fabricação de esmaltes,
(Adaptado de SÁNCHES, 1997). ............................................................................. 49
Quadro 4.5 – Matérias primas mais utilizadas na fabricação de esmaltes – função
(Adaptado de SÁNCHES, 1997). ............................................................................. 50
Lista de abreviaturas e siglas
°C - Graus Celsius
AFS - American Foundry Society
ASTM - American Society for Testing and Materials
B203 – Óxido de boro
C - Carbono
CaO – Óxido de cálcio
CE - Carbono equivalente
CF – Cálculo final
cm² - Centímetro quadrado
cm3 - Centímetro cúbico
Cr - Cromo
Cu -Cobre
DIN – Instituto Alemão para Normatização
FC – Classe de ferro fundido cinzento segundo a norma ABNT
Fe - Ferro
Fe₃C - Cementita ou carbonetos.
Fe3P – Fosfeto de ferro
FeC – Ferro Carbono
FeP – Ferro fósforo
FeSi – Ferro Silício
g - Grama
GG – Classe de ferro fundido cinzento segundo a norma DIN
GGG - Classe de ferro fundido nodular segundo a norma DIN
GR – Classe de ferro fundido cinzento segundo a norma ASTM

HB - Dureza Brínel
J / cm2 - Joule por centímetro quadrado
K – Constante
K2O – Hidróxido de potássio
Kg - Quilograma
Kgf – Quilograma força
KPa - Quilopascal
Li2O - Hidróxido de lítio
MgO - Óxido de manganês
min - minuto
mm - milímetro
mm2 milímetro quadrado
Mn - Manganês
MPa - Megapascal
Na2O - Hidróxido de sódio
PTFE – Politetrafluoretileno
Rpm – Rotações por minuto
S - Enxofre
S.A. – Sociedade anônima
Si - Silício
SrO - Óxido de estrôncio
TiO2 - Óxido de titâneo
γ - Fase austenita
μm – Micrômetro
~ - aproximadamente
Sumário
1. INTRODUÇÃO ................................................................................................. 17
2. OBJETIVOS ..................................................................................................... 21
2.1 Objetivo geral .......................................................................................... 21
2.2 Objetivos específicos ............................................................................... 21
3. JUSTIFICATIVA ............................................................................................... 22
4. REVISÃO BIBLIOGRÁFICA ............................................................................ 24
4.1 Industria de fundição ............................................................................... 24
4.2 Processo de fundição .............................................................................. 25
4.2.1 Moldes e machos .................................................................................. 26
4.2.2 Areias sintéticas .................................................................................... 28
4.2.3 Fusão ................................................................................................... 30
4.3 Ferro fundido ........................................................................................... 31
4.3.1 Inoculação ............................................................................................ 35
4.3.2 Nucleação e solidificação ..................................................................... 38
4.3.3 Microestrutura ....................................................................................... 40
4.4 Panelas de ferro fundido .......................................................................... 45
4.5 Panelas com revestimento ....................................................................... 45
4.6 Esmaltes vítreos ...................................................................................... 47
4.6.1 Processo de queima ............................................................................. 53
4.6.2 Distribuição do tamanho das partículas ................................................ 54
4.7 Processo de esmaltação .......................................................................... 54
4.8 Aderência ................................................................................................ 56
4.9 Ferro fundido para fins de esmaltação ..................................................... 60
5. METODOLOGIA ................................................................................................ 63
5.1 Parâmetros a ser seguidos ...................................................................... 63

6. PROCEDIMENTO EXPERIMENTAL ................................................................. 66
6.1 Seleção das amostras ............................................................................. 66
6.2 Elaboração dos moldes ........................................................................... 68
6.3 Elaboração do ferro fundido ..................................................................... 69
6.4 Desmoldagem ......................................................................................... 75
6.5 Elaboração e aplicação do esmalte cerâmico .......................................... 76
6.6 Aplicação do esmalte e limpeza da superfície ......................................... 77
6.7 Secagem ................................................................................................. 77
6.8 Processo de queima ................................................................................ 78
6.9 Ensaio metalográfico ............................................................................... 79
6.10 Dimensional das amostras ..................................................................... 80
7. RESULTADOS .................................................................................................. 81
7.1 Primeiras amostras esmaltadas ............................................................... 81
7.2 Elaboração dos moldes ........................................................................... 83
7.3 Liga de ferro fundido ................................................................................ 84
7.4 Ensaio microscopia óptica ....................................................................... 87
7.5 Dimensional das amostras ....................................................................... 89
7.6 Elaboração e aplicação do esmalte cerâmico ......................................... 92
7.7 Microscopia eletrônica e EDS .................................................................. 98
8. CONCLUSÃO .............................................................................................. 100
9. SUGESTÕES PARA TRABALHOS FUTUROS ........................................... 101
10. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................. 102

17
1. INTRODUÇÃO
Com base nos dados obtidos em 2014 pela ABIFA - Associação Brasileira de
Fundição, o Brasil é o 7º produtor de fundidos, superando países como: Coreia, Itália
e França. As condições naturais do Brasil, mostram um grande potencial para se
tornar um dos maiores produtores mundiais. Esse segmento industrial, emprega cerca
de 58.000 trabalhadores, faturou 5,5 bilhões de dólares em 2015, em cerca de 1.200
empresas. A maioria dessas empresas é de pequeno e médio porte, com predomínio
do capital nacional, gerando um número significativo de empregos diretos e indiretos
na sua cadeia produtiva.
Em Minas Gerais, a indústria de fundição concentra-se nas regiões Central e
Centro-Oeste e assim como acontece nas demais regiões, o setor automotivo é
responsável por 56% da produção total, seguido por peças de saneamento básico,
equipamentos agrícolas, mineração, ferroviários e utensílios domésticos, de acordo
com a Federação das Indústrias do Estado de Minas Gerais - FIEMG. As cidades de
Divinópolis, Itaúna e Cláudio, compõem o polo de fundições do Centro-Oeste mineiro,
mas Cláudio assume uma posição de destaque.
Segundo a ASIMEC - Associação das Indústrias Metalúrgicas de Cláudio, esta
cidade é considerada uma das maiores produtoras do Brasil, ou seja, o maior polo
industrial no setor de fundição artesanal da América Latina. Em 2011, o município
contava com aproximadamente 92 empresas associadas que atuavam no ramo de
fundições, entre metalúrgicas, prestadoras de serviços e as próprias fundições. Em
relação aos principais mercados de fundição de Cláudio/MG, o setor de utensílios
domésticos representava 15%, a maior proporção. Seguido de 14% para saneamento
básico, 10% para construção civil e os demais, subdivididos em outras áreas.
Além do setor automotivo, as empresas da cidade se destacam pela produção
de móveis em alumínio, adornos, objetos decorativos e utensílios de cocção em ferro
fundido, produzidos geralmente de maneira arcaica, com características semi-
artesanais. Nesse caso, utiliza-se o processo de moldagem manual em areia verde
e fusão da matéria prima em fornos do tipo cubilô, em que a carga metálica e o coque
são aquecidos no mesmo recipiente, com exceção de algumas empresas que já
utilizam a moldagem mecanizada e o forno elétrico.
Quanto aos produtos fabricados pelas diversas empresas nesta região, as

18
diferenças são bastante sutis, devido à prática do plágio de novos lançamentos. No
caso das panelas de ferro fundido, é comum as empresas produzirem o mesmo corpo
da panela da concorrência, com substituição de alças e cabos por modelos similares,
em alterações pontuais. Em alguns casos, utiliza-se o mesmo desenho realizando
somente a alteração da identificação do fabricante (GOMES, 2015).
O mesmo autor afirma em seu trabalho, que já existe por parte dos empresários,
uma consciência e desejo no sentido de encaminharem seus empreendimentos em
direção ao desenvolvimento de produtos com maior valor agregado e focos de
mercado mais definidos. Sobretudo, nas empresas de maior porte que visualizam
nessa mudança de estratégia, uma oportunidade para enfrentarem o cenário de crise
econômica do país.
Para Neumann, Clóvis (2013), o valor agregado de um produto deve atender a
um conjunto de necessidades, considerando benefício versus preço em comparação
com outro produto disponível na concorrência, sendo esse um atributo somado,
agregado ao produto, um diferencial que justifica sua escolha entre os demais bens
ofertados no mercado.
Uma forma de agregar valor aos produtos fabricados pelas indústrias de
fundição no município de Cláudio/MG, é a esmaltação em metal. Para o Centro
Italiano Smalti Porcellanati (2016), o esmalte é usado em escala industrial como
proteção de materiais ferrosos como o aço e o ferro, que são sujeitos a deterioração,
ferrugem e corrosão. Entretanto, o esmalte pode ser aplicado também aos metais
que não estão sujeitos ao processo de corrosão tais como alumínio, cobre e aço
inoxidável. Sendo neste caso, a melhoria de fatores estéticos e funcionais.
Compreende-se quimicamente como esmalte cerâmico, um vidro, devido a seu
estado amorfo. O componente fundamental do esmalte é a sílica, modificada por
outras substâncias que lhe dão caráter, de acordo com a natureza da superfície que
deve cobrir. Seu estado normal é transparente, incolor, podendo se tornar opaco e
colorido por meios de óxidos opacificadores e corantes. Segundo Gai, (2009),
esmalte é um composto vítreo solidificado, inteiramente inorgânico, formado
principalmente de óxidos.
O esmalte vítreo tem um uso acentuado em utensílios domésticos, como
panelas e eletrodomésticos. Dificilmente, a junção de dois materiais diferentes produz

19
resultado tão brilhante e versátil, tanto do ponto de vista estético como de
desempenho.
Apesar da esmaltação ser um processo já aplicado em modelos industriais
desde o ano de 1750 em países como Alemanha e Bélgica, a incidência no Brasil
ainda é relativamente prematura e carece de aprimoramentos. É de conhecimento
que no país, somente uma empresa faz a fundição e a aplicação de esmalte vítreo
em panelas de ferro fundido.
A diferença de preço entre uma panela com revestimento em tinta líquida, em
relação a um produto com acabamento esmaltado, é quase oito vezes maior,
conforme indica a figura 1.3.
Os esmaltes vítreos, intensificam o apelo visual dos seus produtos com cores
atrativas e duradouras; protegem o material subjacente contra a corrosão, além de
oferecer resistência e excelentes propriedades antibacterianas ao mesmo. Sabe-se
que o acabamento esmaltado, agrega valor ao produto, facilita a sua inserção em
novos mercados e protege os alimentos cozidos da contaminação do ferro e outros
elementos indesejáveis, provenientes do cozimento em utensílios fabricados em ferro
fundido.
As figuras 1.1 e 1.2, indicam a diferença visual no acabamento de panelas com
e sem revestimento vítreo, já a figura 1.3 indica a diferença de preço entre as
mesmas.
Figura 1.1 – Exemplos de produtos de fabricação local - Cláudio/MG. (Imagens
coletadas nos websites dos fabricantes, http://fundicaosantana.com.br/linha-
domestica)

20
Figura 1.2 – Exemplos de utensílios de cocção com revestimento cerâmico
importados e comercializados no Brasil. (Imagens coletadas nos websites dos
fabricantes, https://www.lecreuset.com.br/ferro-fundido).
Figura 1.3 – Diferença de preço entre panelas semelhantes, com e sem
revestimento vítreo. (Elaborado pelo autor, com base em pesquisa feita).
Panela de ferro fundido francesa, com
revestimento cerâmico, tamanho 24
cm, preço médio: 1.200 reais.
Panela de ferro fundido, fabricada em
Cláudio, tamanho 24 cm, preço
médio: 152 reais.

21
2. OBJETIVOS
2.1 Objetivo geral
Esta pesquisa exploratória, tem como objetivo principal, investigar o processo de
esmaltação em ferro fundido cinzento, aplicado em produtos destinados ao preparo
de alimentos e adornos em geral, como uma forma de agregar valor aos mesmos.
2.2 Objetivos específicos
Investigar a possibilidade de desenvolvimento de um revestimento esmaltado
adequado à realidade local, nas empresas de fundição artesanal da cidade de
Cláudio-MG, com utilização de matéria-prima nacional. O processo de aplicação é
compatível com o patamar tecnológico disponível na região, mas para esse
procedimento, torna-se necessário:
Elaborar e caracterizar o ferro fundido;
Desenvolver uma composição de esmalte cerâmico compatível com substrato
metálico;
Controlar parâmetros como: composição, espessura de camada, tempo,
temperatura e outros.
Realizar ensaio visual no substrato esmaltado.

22
3. JUSTIFICATIVA
As panelas produzidas na Cidade de Cláudio/MG, apresentam valores dos
elementos representativos da composição química desfavoráveis à esmaltação, de
acordo com pesquisa realizada em Gomes, (2015). Para o autor, elas possuem teores
elevados de carbono e silício, e, embora esta composição esteja dentro da faixa
recomendável, deveria apresentar-se em menor quantidade, uma vez que se trata de
elemento grafitizante, resultando assim em uma microestrutura com maior quantidade
de grafita e com a presença de veios largos.
O mesmo autor, apresenta como perspectiva, a possibilidade de desenvolver um
esmalte cerâmico que seja adequado à realidade tecnológica de manufatura nas
fundições da região. Sugere também que sejam feitas modificações no processo
produtivo, a fim de se conseguir resultados mais satisfatórios.
Em continuidade ao trabalho já iniciado por Gomes (2015), busca-se nessa
pesquisa investigar o processo fabril e desenvolver um esmalte cerâmico adequado,
mas para isso, torna-se necessário fazer algumas adequações no ferro fundido a fim
de se conseguir melhores resultados, tais como: controle da composição química e
da microestrutura do ferro fundido. A composição química do metal será analisada
através do espectrômetro durante o processo de fusão da liga e a microestrutura será
analisada através de microscópio ótico.
A inserção do processo de esmaltação às tecnologias empregadas na
manufatura de produtos com aspectos rústicos, como os fundidos em ligas de ferro,
apoiam-se em ganho de mercado e no aumento dos lucros. Isto ocorre em função da
venda de produtos com maior valor agregado e o resultado é uma melhor visibilidade
da empresa e consequentemente, do município.
Corrobora-se então, que as respostas obtidas, bem como os parâmetros a serem
seguidos, darão um salto rumo às possibilidades de inserção do processo de
esmaltação como parte do projeto fabril, uma vez que o estudo concentra-se no maior
polo de fundição artesanal da América Latina. Torna-se importante considerar
também, que pouco se estuda sobre o processo de esmaltação no Brasil.
O município de Cláudio/MG, possui cerca de noventa fundições em todo seu
território, algumas delas em processo inicial de funcionamento, portanto, não

23
registradas. Sabe-se que a maioria possui utensílios domésticos ou adornos em seu
mix de produtos. Esta pesquisa portanto, deve contribuir, no sentido de proporcionar
respostas técnicas necessárias para iniciar o processo de esmaltação no município.

24
4. REVISÃO BIBLIOGRÁFICA
4.1 Industria de fundição
A indústria de fundição é um segmento da economia com potencial significativo.
Caracteriza-se pela produção de bens finais, tais como panelas, fornos, móveis e na
produção de bens intermediários como as peças automotivas e peças de reposição.
Os fundidos de ferro em todo o Brasil apresentam a maior parcela de produção da
indústria e atendem à sua principal demanda, que é o setor automotivo, responsável
por quase 50% do mercado de fundidos, de acordo com as informações obtidas no
Banco Nacional de Desenvolvimento Econômico e Social - BNDES (1996).
Para Mitterpach (2016), a indústria de fundição é um dos setores industriais que
apresenta desenvolvimento intensivo, já que as fundições são a base para os setores
industriais, contribuindo na produção de automóveis, construção civil, etc..... As
fundições diferem-se em relação ao seu processo produtivo, principalmente no que
tange ao mercado a ser atendido que pode ser cativo, grande escala ou sob
encomenda.
Cativo, é quando a fundição só produz para a própria empresa, geralmente uma
grande empresa. Ou quando são fornecedoras cativas de um ou alguns clientes em
potencial. Grande escala, quando a produção é voltada para poucos itens e grandes
lotes e por fim, o que caracteriza a produção sob encomenda é a produção de vários
itens em quantidade única ou em pequenas quantidades.
Misztal (2015), diz que a eficiência dos processos de fundição está associada a
sistemas automatizados. O mesmo autor conclui em seu trabalho, que a
automatização dos processos de fundição é uma inovação que melhora a qualidade
dos moldes, reduz os custos de produção e melhora a produtividade e as condições
de trabalho. O posicionamento da indústria de fundição em relação ao mercado a ser
atendido, é fator crucial na definição de tecnologias e inovações a serem implantadas.
Pode-se afirmar então que as tecnologias aplicadas ao setor de fundição estão
diretamente relacionadas ao mercado em que a mesma está inserida, uma vez que o
grau de mecanização ou automação de um processo produtivo, permite a variação da
quantidade e da qualidade a ser produzida. Quanto maior o índice de mecanização

25
ou automatização de um processo, maior será a produção e menor é a interferência
do trabalho humano sobre o produto final. Para isso, é necessário investimento e
análise detalhada do mercado a ser atendido.
4.2 Processo de fundição
Fundição, é o processo de fabricação de peças metálicas que representa o
caminho mais curto entre a matéria prima metálica e as peças acabadas em seu
estado bruto de fundição, ou seja, sem processo posterior de usinagem. O processo
consiste, essencialmente, em encher com metal líquido a cavidade de um molde,
cujas dimensões e formas correspondem às das peças a serem obtidas. Ao final da
solidificação e resfriamento, obtêm-se as peças com formas e dimensões definitivas
ou próximas. ( * )
Pode-se dizer, que no processo de fundição tem-se quanto ao metal, apenas as
etapas de fusão e solidificação entre a matéria prima sólida e o produto semiacabado.
Enquanto que nos demais processos clássicos de fabricação de peças metálicas, tais
como laminação, forjamento, estampagem e trefilação, apresenta, além da fusão e
solidificação, uma deformação plástica por esforço mecânico.
Compreende-se então, que o processo de fundição permite a obtenção de
peças com formas complexas, variedade de características dimensionais, mecânicas
e físico-mecânicas. Na figura 4.1 é possível observar o fluxo de um processo de
fundição, com diferentes tipos de moldagem.

26
Figura 4.1 – Fluxograma do processo de fundição,
(Adaptado de imagem de cortesia da FUNDIÇÃO SANTANA).
4.2.1 Moldes e machos
Segundo Giuliano (2008), o processo de fundição envolve uma série de
transformações físico-químicas, que ocorrem tanto nas mudanças de fase, a que são
submetidos os materiais utilizados no preenchimento do molde, quanto nas
substituições de matéria. Nesse último, é considerada a alternância de materiais, nas
passagens de forma ou geometria: do modelo para o molde e do molde para o
produto, com o cuidado de transferir ao material solidificado no interior do molde e a

27
exatidão da forma inerente ao modelo.
Tais transformações, atribuem aos processos de fundição um grau de
dificuldade, que varia em proporção direta à complexidade da geometria do modelo a
ser reproduzido no processo de moldação, entre outros fatores. Entende-se por
modelo, um dispositivo feito de madeira, resina ou metal, disposto ou não em uma
placa de madeira ou metal, com formas e dimensões próximas a da peça a ser
produzida. O modelo tem por função obter uma cavidade no molde, onde será
acomodado o metal líquido. Quando as peças possuem vazios ou reentrâncias no seu
interior, esses são formados pelos machos. ( * )
Macho, é uma parte do molde fabricada separadamente e colocada na cavidade
após a extração do modelo. Os machos são presos (seguros) no interior do molde
pelas marcações que são saliências presentes nos modelos. Eles são fabricados em
areia com ligantes químicos, são envolvidos pelo metal líquido, portanto, exigem uma
resistência maior do que os moldes fabricados em areias sintéticas. ( * )
As areias sintéticas recebem esse nome por possuírem em sua composição
ligantes à verde como: água, bentonita e pó cardif, ou seja, são menos agressivos ao
meio ambiente e a saúde humana. Os ligantes à verde ou químico são responsáveis
por agrupar os grãos de areia conferindo assim, resistência necessária para suportar
a pressão do metal líquido. ( * )
Os moldes em areia podem, ou não, ser fabricados em caixas metálicas. Essas
caixas aumentam a resistência do molde em relação à pressão metalostática que o
metal líquido exerce nas paredes e sua utilização, é comum na produção de peças
pesadas, geralmente acima de 70 kg ou em situações onde as mesmas fazem parte
do processo de moldação. Neste caso, em processos mecanizados ou
automatizados. ( * )
Nas figuras 4.2 a) e b), é possível observar uma placa modelo e também um
macho, ambos utilizados na fabricação de peça de alta complexidade.

28
a)
b)
Figura 4.2 – a) Placa modelo dupla face fabricada em alumínio, utilizada em
máquina de moldar DISA Match Plate 130 Horizontal. b) Macho fabricado em Cold
Box Gevitc Dubox, (Cortesia da FUNDIÇÃO ARAGUAIA).
4.2.2 Areias sintéticas
Biolo (2005), entende que a trabalhabilidade da areia é fator importante na
obtenção da qualidade das peças fundidas. Para isso, a areia que constitui o molde
deve apresentar maleabilidade, compactabilidade, refratariedade e resistência a
esforços mecânicos como compressão e tração, expansão volumétrica e
permeabilidade, além de ser de fácil desmoldagem.
As areias de fundição são constituídas em sua grande maioria, por areias
regeneradas, ou seja, areias do próprio sistema. Entretanto, o acréscimo de areia
nova se faz necessário para contrabalancear o teor de finos e impurezas inerentes

29
ao processo. Mitterpach (2016), conclui em seu trabalho, que "a utilização de areias
regeneradas, minimiza o uso de insumos, materiais e energia nos processos e
influencia, positivamente, o consumo de recursos naturais e a qualidade do
ecossistema".
Quanto maior o índice de mecanização do processo de mistura e o transporte
de areia dentro de uma fundição, menor é o risco de contaminação por finos ou outras
impurezas. Entende-se por finos, substâncias com granulometria inferior à mínima da
areia, capazes de penetrar entre os grãos de areia, impossibilitando a saída de gases
provocados pela combustão do metal líquido, quando em contato com as paredes do
molde. A combustão ocorre principalmente através dos constituintes bentonita e pó
cardif, uma vez que o ponto de fusão da sílica é superior a temperatura em que se
encontra o metal líquido dentro do molde. ( * )
Para manter a qualidade da areia de moldação e evitar contaminações, é
necessário fazer ensaios de granulometria, perda ao fogo, compactabilidade e outros,
diariamente. Torna-se necessário também, manter um padrão das quantidades de
aditivos e areia nova acrescentados a cada mistura, evitar o contato da areia com o
solo, controlar o tempo de mistura e a temperatura da areia que retorna do sistema.
Estas são práticas que favorecem a obtenção de uma areia de qualidade. ( * )
O aglomerante é o produto que permite ligar entre si os grãos de areia, de
maneira a constituir uma mistura própria para o uso em fundição. Nas areias à verde,
a bentonita e o pó cardif são os aglomerantes. ( * ) A tabela 4.1, mostra as principais
faixas de trabalho para a utilização de areia à verde.

30
Tabela 4.1 – Valores recomendados para se trabalhar com areia à verde, (Adaptado
do SENAI de Cláudio).
As areias regeneradas, ou seja, areias provindas do processo de desmoldagem
que retornam ao sistema, já possuem aditivos em sua composição, porém, em
percentuais menores. Isso ocorre devido à queima desses aditivos quando em
contato com o metal líquido. Quanto maior a massa metálica e menor a parede do
molde, maior é a queima. É importante que ocorra essa queima de aditivos, pois a
bentonita inerente na areia perde parte do seu poder de aglomeração, tornando os
finos portanto, prejudiciais à qualidade da mistura. ( * )
4.2.3 Fusão
O ferro fundido, comercialmente utilizado, é conhecido como ferro de segunda
fusão. Isto é, sua obtenção se faz através da fusão de uma carga metálica já
trabalhada. Sendo o ferro gusa a principal matéria prima na obtenção do ferro fundido,
é o produto obtido a partir do minério de ferro (óxido de ferro) extraído na natureza e
beneficiado em alto fornos (reduzido). ( * )
Características Moldação Mecanizada Moldação Manual
Umidade 2,8 a 3,5 % 3,0 a 4,5 %
Perda ao fogo 3,0 a 4,0 % 3,5 a 4,5 %
Argila total 7,0 a 10 % 9,0 a 12 %
Finos inertes 2,0 a 3,8 % 2,4 a 4,2 %
Permeabilidade 80 a 120 AFS > 80 AFS
Compactabilidade 42 a 49 % 42 a 49 %
R.C.V > 13 a 16,5 N/cm² > 11 N/cm²
Módulo 60 a 70 AFS 60 a 70 AFS
Teor de finos 2,5 a 4,0 % < 6 %
FAIXA ORIENTATIVA
PARA SE TRABALHAR COM FERRO FUNDIDO

31
A fusão do ferro fundido pode ocorrer em dois tipos de fornos: o forno elétrico e
o forno cubilô. O forno cubilô trabalha com ferro gusa, retorno: canais, massalotes e
refugo; sucatas de aço e calcário para separar as impurezas e o ferro-silício, ferro-
manganês e coque como combustíveis. Funciona sob o princípio da contracorrente
(como o alto-forno), ou seja, a carga metálica e o coque descem e os gases sobem.
( * )
Os ferros fundidos cinzentos, com classes segundo norma DIN 1691 (GG10 e
GG15) e ferro fundido nodular (GGG40), podem ser fabricados em fornos cubilô,
portanto, o controle exato da composição química fica comprometido. Peças com
exigências microestruturais devem, portanto, ser fabricadas com metal elaborado em
fornos elétricos ou fornos cubilô em conjunto com forno elétrico. ( * )
A composição química final do ferro fundido é determinada pela escolha da
matéria prima, assim como as adições de elementos químicos no forno e tratamento
do metal como inoculação. A composição química assim como as taxas de
resfriamento exerce influência decisiva na microestrutura formada e
consequentemente nas propriedades mecânicas finais da peça. ( * )
4.3 Ferro fundido
O ferro fundido é uma liga de ferro-carbono-silício com conteúdo de carbono
entre 2,5 e 4,0%. A liga também pode conter manganês, enxofre, fósforo e adições de
elementos de liga usadas para modificar a estrutura e propriedades do ferro fundido.
É um material de baixo custo, com resistência estrutural semelhante ao aço e pode
ser usado para a fabricação de grandes estruturas, como bases de máquinas, blocos
de motores e grandes suportes, metal utilizado em máquinas desde o início da
revolução industrial. "Ideal para fundição devido à sua facilidade de fluxo quando
fundido" (BUDINSKI, 2009).
Segundo o mesmo autor, os ferros fundidos são conhecidos por suas boas
propriedades tribológicas. Eles são resistentes ao desgaste nas condições de
lubrificação dos limites e pode ser tratado termicamente para ser resistente a
condições abrasivas agressivas. Os ferros fundidos podem ser usados em
temperaturas elevadas. Vale salientar que o ferro cinzento pode ser usado a 400°C.

32
As ligas de ferro fundido cinzentos, possuem resistência mecânica e ductilidade
maiores para cargas de compressão, "são também eficientes no amortecimento de
energia vibracional, possuem alta resistência ao desgaste e quando no estado líquido
apresenta boa fluidez" (CALLISTER, 2012).
A grafita possui boa condutividade térmica, propriedade desejável para a
fabricação de objetos de cocção, veja na figura 4.3.
Figura 4.3 – Transporte de calor em ferro fundido contendo grafita nodular (GJS),
vermicular (GJV) e lamelar (GJL), (SERBINO, 2005).
A condutividade térmica do ferro fundido cinzento, aumenta com o aumento do
teor de carbono, desde que o carbono exista como grafita. O ferro nodular exibe 20 a
30 por cento da condutividade térmica inferior ao ferro cinzento. "Este, por vez, é
semelhante ao aço nos níveis de condutividade térmica" (BUDINSKI, 2009). A tabela
4.2, mostra a resistência mecânica e condutividade térmica a 100°C, de algumas
classes de ferro fundido:

33
Tabela 4.2 – Condutividade térmica de alguns ferros fundidos, (COLPAERT, 2008).
No diagrama binário Fe-C, o silício e outros elementos podem mudar
consideravelmente o máximo de solubilidade de carbono em austenita (γ). Em casos
excepcionais, "as ligas com menos de 2% de C (carbono) pode solidificar com
estrutura eutética e, por consequência, ainda pertencer à família dos ferros fundidos."
(RUNDMAN, 2008).
Colpaert (2008), mostra no diagrama da figura 4.5, a influência do teor de Si
(silício) no diagrama estável Fe-C.
Figura 4.4 – Diagrama Fe-C ilustrando o efeito de adições de silício.
Seta 1 – silício diminui a solubilidade de carbono na austenita; Seta 2 –
aumenta a temperatura do eutético; Seta 3 – favorece a precipitação de grafita,
(COLPAERT 2008).
34
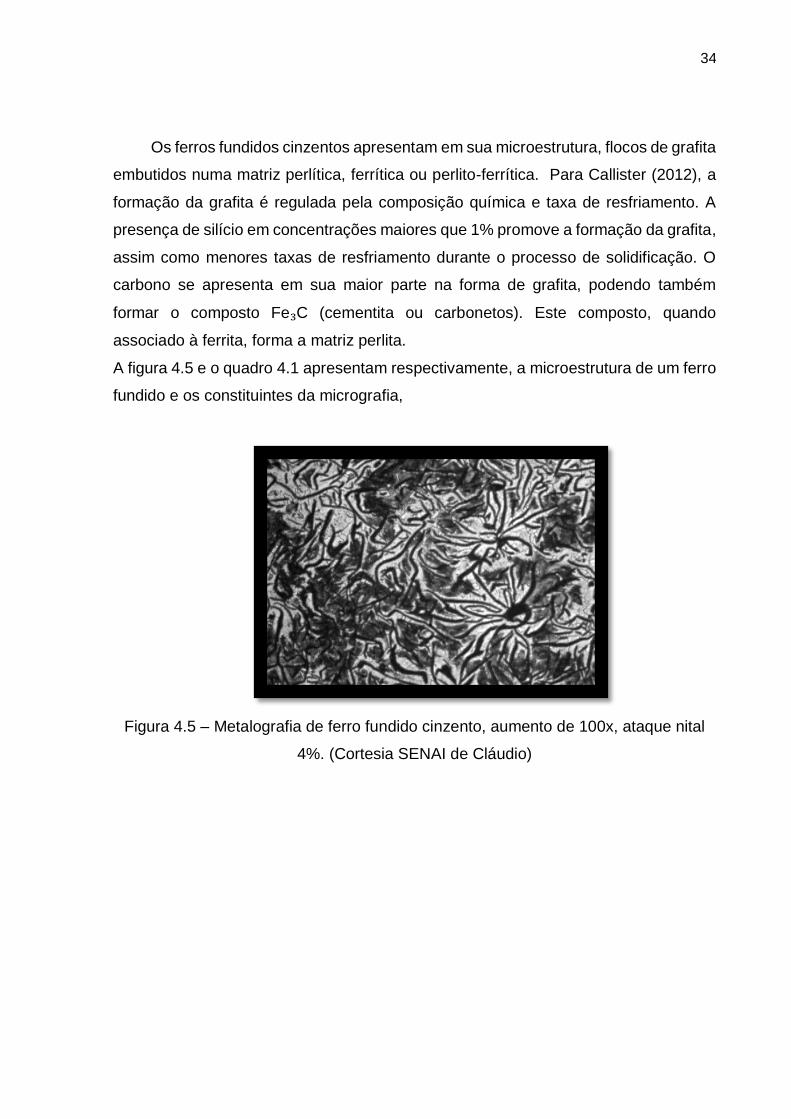
Os ferros fundidos cinzentos apresentam em sua microestrutura, flocos de grafita
embutidos numa matriz perlítica, ferrítica ou perlito-ferrítica. Para Callister (2012), a
formação da grafita é regulada pela composição química e taxa de resfriamento. A
presença de silício em concentrações maiores que 1% promove a formação da grafita,
assim como menores taxas de resfriamento durante o processo de solidificação. O
carbono se apresenta em sua maior parte na forma de grafita, podendo também
formar o composto Fe₃C (cementita ou carbonetos). Este composto, quando
associado à ferrita, forma a matriz perlita.
A figura 4.5 e o quadro 4.1 apresentam respectivamente, a microestrutura de um ferro
fundido e os constituintes da micrografia,
Figura 4.5 – Metalografia de ferro fundido cinzento, aumento de 100x, ataque nital
4%. (Cortesia SENAI de Cláudio)

35
Quadro 4.1 - Microconstituintes da estrutura de ferro fundido, segundo a figura 4.5.
4.3.1 Inoculação
A inoculação dos ferros fundidos, caracteriza-se pela introdução de pequenas
quantidades de material composto de partículas, que visam controlar a formação da
grafita e evitar a formação de carbonetos. A grafita pode apresentar-se em diferentes
morfologias, sendo as formas lamelar e esferoidal as mais usuais. ( * )
A forma lamelar, caracteriza os ferros fundidos cinzentos e a esferoidal, os ferros
fundidos nodulares. Apesar dos dois materiais apresentarem propriedades micro
estruturais diferentes, a tendência de formação de grafita durante a solidificação, são
semelhantes. As figuras 4.6 a) e b) apresentam a forma tridimensional de uma grafita
lamelar encontrada em microestrutura de ferro fundido. ( * )
Constituintes da microestrutura com referência à norma ASTM A247
(método comparativo):
Morfologia da grafita: Lamelar
Tipo: VII
Tamanho: 3 a 5
Distribuição: C predominante, B em menor proporção e A em raros pontos.
Matriz: aproximadamente 34% de perlita e 66% de ferrita.
Nota-se a presença de raríssimas micro inclusões, destacando-se as típicas de
sulfeto. As grafitas encontram-se heterogêneas na seção examinada.

36
Figura 4.6 – a) Grafita lamelar em ferro fundido cinzento, submetido a ataque
químico profundo, para dissolver todo o metal. Ataque nital 10%. b) Reconstrução
tridimensional da grafita lamelar. Cortes produzidos por FIB e imagem obtida por
MEV. (COLPAERT, 2008).
A inoculação aumenta o número de células eutéticas e consequentemente,
aumenta a área total de contorno das células, bem como um menor crescimento de
cada célula. Com isso, "tende a haver menor concentração de impurezas nos

37
contornos de células, melhor homogeneidade de composição e melhores
propriedades mecânicas, ou seja, menor sensibilidade a espessura" (FILHO,1975).
Segundo o autor, a inoculação tende a apresentar uma menor disposição ao
aparecimento de trincas em seções finas, como também menor teor de gases. O teor
de oxigênio, reduz de 40 a 60%, o teor de nitrogênio, 30 a 60% e o de hidrogênio, 25
a 28%. Esses gases, quando presentes, podem favorecer o coquilhamento inverso,
ou seja, a formação de ferro fundido branco. O quadro 4.2 mostra a influência que
alguns elementos químicos têm na formação da grafita.
Quadro 4.2 – Potencial grafitizante de diversos elementos em ferro fundido.
(COLPAERT 2008)
A inoculação atua basicamente, no sentido de aumentar a nucleação do eutético
estável, multiplicando o número de células eutéticas, principalmente pela sua atuação
como nucleante da grafita, que é considerada a fase mais difícil da formação do
eutético austenita-grafita, (FILHO,1975).

38
4.3.2 Nucleação e solidificação
Segundo Ferreira (2010), o processo de solidificação é caracterizado por uma
transformação de fase, onde o material passa do estado líquido para o estado sólido.
Este fenômeno pode ser dividido em duas etapas sucessivas, de nucleação e
crescimento. A nucleação é a etapa onde os primeiros sólidos são formados e pode
ocorrer de forma homogênea ou heterogênea. A etapa de crescimento é caracterizada
pela forma com que os núcleos crescem, à medida que prossegue a extração de calor.
Segundo Ferreira (2017), o potencial de nucleação heterogênea pode ocorrer a
partir de superfícies ou núcleos já existentes da composição química. Na taxa de
resfriamento, o ferro fundido pode solidificar-se termodinamicamente estável ou
metaestável, sendo a composição química o fator mais dominante que determina o
potencial de grafitização, em vez de carbonetos de ferro.
Ferreira (2010), afirma que a nucleação homogênea ocorre, quando não existe
nenhum agente estranho ao sistema, tais como: filmes de óxidos, partículas de
impurezas e paredes de molde que possam contribuir energeticamente, para a
nucleação da fase sólida em meio à fase líquida. A nucleação homogênea raramente
ocorre num banho metálico, porque os agentes estranhos quase sempre estão
presentes. Enquanto que a nucleação heterogênea ocorre em banhos metálicos que
apresentam agentes estranhos, tais como: aditivos, inoculantes, partículas de
impureza e filmes superficiais de óxidos, que auxiliam a nucleação da fase sólida em
meio à fase líquida.
Serbino (2005), cita em seu trabalho que o potencial de nucleação do líquido, é
função da composição, taxa de resfriamento e tratamento do banho. O ferro fundido
pode solidificar-se de acordo com o sistema termodinâmico metaestável Fe-Fe3C ou
sistema estável Fe-Grafita. O autor afirma também que quanto maior o número de
células eutéticas, maior a tendência à resistência e tenacidade, pois células menores
e em maior número, estão associadas a veios de grafita menores.
À medida que aumenta o número de células eutéticas, a tendência é aumentar
também a quantidade de grafita tipo A, quando o aumento do número de células é
obtido pelo tratamento de inoculação. Os efeitos da elevação do grau de nucleação
no processo de solidificação do eutético estável, é mostrado a seguir, na figura 4.7.

39
Figura 4.7 – Efeito da nucleação em ferro fundido cinzento.
Filho (1975), afirma que uma redução na quantidade de super-resfriamento, ou
seja, na elevação da temperatura de solidificação do ferro fundido cinzento, implica
numa diminuição da tendência ao aparecimento de carbonetos eutéticos e de grafita
de super-esfriamento. Este fator favorece a formação de grafita tipo A, principalmente
em face da diminuição da velocidade de crescimento das células eutéticas e,
consequentemente, menor ramificação da grafita.
O mesmo autor afirma que, na formação das células eutéticas, o esqueleto de
grafita, dentro de cada célula é menor e em consequência, os veios menores e o seu
efeito de entalhe ficam diminuído. E quando a quantidade de grafita presente na
microestrutura é maior, ocorre geralmente uma diminuição da resistência dos ferros
fundidos cinzentos, devido ao efeito de entalhe ainda mais pronunciado, pois veios de
grafita tornam-se mais longos.
Além disso, deve-se atentar para o fato de que o próprio aumento da
quantidade de grafita presente na microestrutura, tem o efeito de diminuir a resistência
mecânica, visto que esta fase possui menor resistência mecânica que a matriz
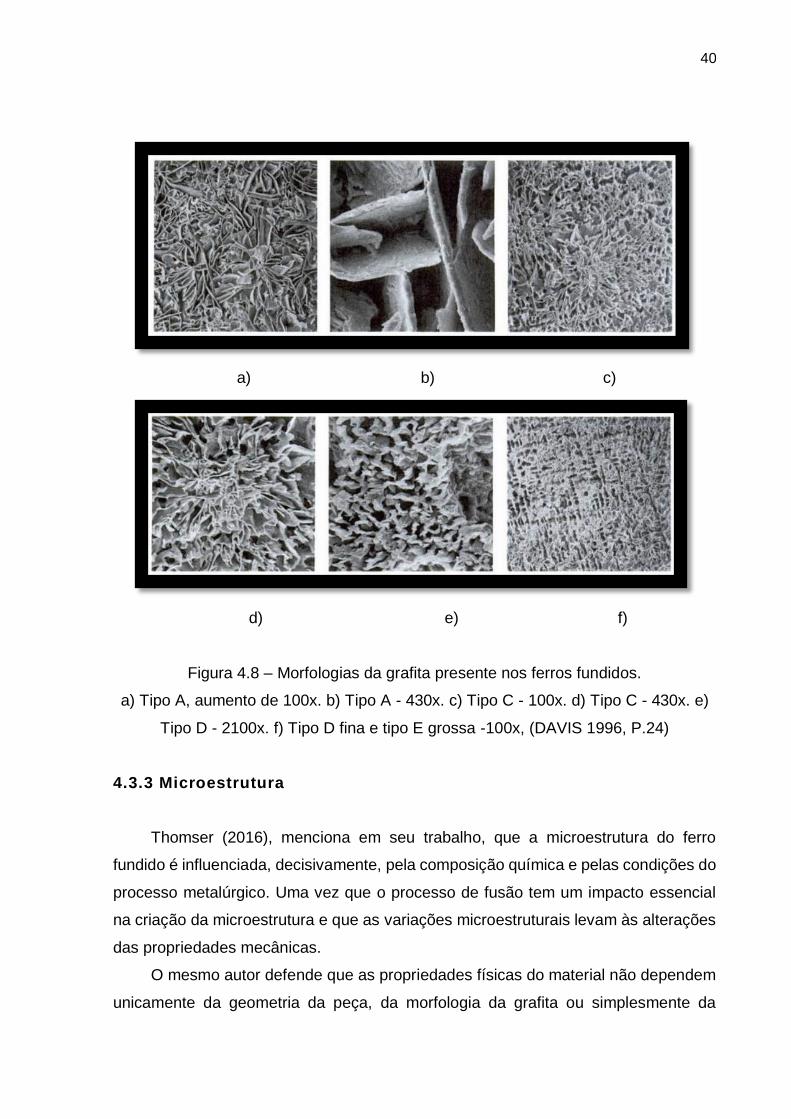
metálica, (SERBINO, 2005). Na figura 4.8 a seguir, é possível observar a morfologia
dos tipos de grafita formada no ferro fundido cinzento.
Menor tendência ao
coquilhamento
Menor super
resfriamento
Menor velocidade de
crescimento das
células eutéticas
Aumento do grau
de nucleação
Maior número
de núcleos em
crescimento
Maior número de
células eutéticas
40
a) b) c)
d) e) f)
Figura 4.8 – Morfologias da grafita presente nos ferros fundidos.
a) Tipo A, aumento de 100x. b) Tipo A - 430x. c) Tipo C - 100x. d) Tipo C - 430x. e)
Tipo D - 2100x. f) Tipo D fina e tipo E grossa -100x, (DAVIS 1996, P.24)
4.3.3 Microestrutura
Thomser (2016), menciona em seu trabalho, que a microestrutura do ferro
fundido é influenciada, decisivamente, pela composição química e pelas condições do
processo metalúrgico. Uma vez que o processo de fusão tem um impacto essencial
na criação da microestrutura e que as variações microestruturais levam às alterações
das propriedades mecânicas.
O mesmo autor defende que as propriedades físicas do material não dependem
unicamente da geometria da peça, da morfologia da grafita ou simplesmente da
41
microestrutura. Elas dependem da incisão de defeitos microestruturais, tais como
inclusão de escória e micro porosidades e que estes, devem ser considerados na
simulação do comportamento do material quando em uso. Ou seja, o ferro fundido não
é considerado como um material totalmente homogêneo em todas as partes da peça.
Segundo Fonseca (2002), a matriz metálica é o arranjo que as fases de
solidificação assumem juntamente com a grafita, na formação da estrutura do material
e é formada segundo as condições de resfriamento, composição química e o tipo de
grafita formada. As fases que geralmente compõem a matriz metálica de um ferro
fundido são:
Ferrita: Cristais de solução sólida de carbono no ferro α. É um constituinte de
características mecânicas superiores a da austenita, porém apresenta ainda
baixa dureza, grande alongamento e pequena resistência à tração.
Cementita: Cristais de composto intermetálico, quimicamente definido, Fe3C,
que se apresenta sob a forma de agulhas (cristais poliédricos). É um
constituinte de dureza muito elevada e muito frágil, tem baixa resistência à
tração e alongamento nulo.
Perlita: Cristais que se apresentam, sob a forma de lamelas alternadas de
ferrita e cementita. É um constituinte de dureza inferior à da cementita, com
boa resistência à tração e pequeno alongamento.
Grafita: Carbono livre sob a forma de lamelas com tipos e tamanhos diferentes.
É um constituinte macio e frágil.
Na figura 4.9, observam-se as colônias eutéticas que envolvem as grafitas, a matriz
de ferrita (parte clara) e perlita (parte escura).

42
Figura 4.9 – Ferro fundido cinzento com microestrutura Ferrito-perlita, (COLPAERT,
2008).
As características mecânicas do ferro fundido são consequentes da estrutura
que o material apresenta, sendo os fatores que mais influenciam:
Composição química;
Velocidade de resfriamento;
Elaboração da liga.
Veja abaixo a influência dos principais elementos de liga do ferro fundido no
quadro 4.3.

43
Quadro 4.3 - Influência dos principais elementos na liga de ferro fundido cinzento,
(Adaptado de FONSECA, 2002).
Elemento Influência na liga de ferro fundido Cinzento
Carbono
Quanto maior o teor de carbono, maior a tendência à formação de grafitas,
portanto maior a tendência desta liga em solidificar, segundo o diagrama
estável. Por outro lado, quanto maior o teor de carbono, maior a tendência
a formação de grafitas grosseira, ou seja, lamelas de grandes dimensões,
que contribuem para diminuição das propriedades mecânicas.
Silício
Este elemento, assim como o carbono, é considerado um elemento
grafitizante e favorece a solidificação segundo o diagrama estável.
Favorece a formação da ferrita, sendo encontrado dissolvido nessa fase.
Em teores crescentes, tende a alterar as características mecânicas da
ferrita, aumentando a resistência à tração e a dureza, diminuindo o
alongamento.
Manganês
É um elemento anti-grafitizante, isto é, tende a favorecer a formação de
carbonetos (cementita Fe3C) evitando a formação de grafitas. Portanto,
este elemento favorece a solidificação segundo o diagrama metaestável e
é considerado um elemento perlitizante. O manganês também atual como
neutralizado do enxofre, favorecendo a formação de sulfeto de manganês
(menos prejudicial) a formação sulfeto de enxofre. O equilíbrio entre o
manganês e o enxofre é feito através da seguinte expressão:
- %Mn = 1,72 x % S + K
K = 0,3 para neutralizar o S com segurança – 0,75 para neutralizar o S e
obter Perlita – 0,8 a 1,2 para neutralizar o S em peças de espessuras
acima de 150 mm.
Fósforo
É um elemento de fraca tendência a favorecer a formação de grafita.
Tende a fragilizar o ferro fundido quando em teores elevados, apesar de
aumentar a fluidez do metal líquido. Na microestrutura, o fósforo é
normalmente encontrado dentro da fase ferrita ou sob a forma de
segregação entre os cristais de perlita. Compostos fosforosos podem ser
do tipo:
- Ferrita + Fe3P (eutético binário)
- Ferrita + Fe3C + Fe3P (eutético terciário – STEADITA)
Enxofre
Este elemento é encontrado na microestrutura do ferro fundido, geralmente
sob a forma de sulfeto de ferro - formados à temperaturas mais baixas
quase no final da solidificação, encontrado nos contornos do grão ou de
sulfeto de manganês - formado a temperaturas mais elevadas, no início da
solidificação, localizados no interior do grão. Sulfetos de ferro fragilizam o
material e devem, portanto, ser evitados, para isso deve haver um rígido
controle do seu teor.

44
Na tabela 4.3 é possível analisar a matriz metálica, propriedades mecânicas e
composição química de algumas classes de ferro fundido cinzento, segundo as
principais normas.
Tabela 4.3 – Propriedades mecânicas, matriz e composição químicas de algumas
classes do ferro fundido cinzento, (Adaptado FUNDIÇÃO TENACE).
As propriedades mecânicas são dependentes da estrutura final obtida, isto é,
dependem da matriz metálica, da quantidade e forma da grafita. Menor resistência
mecânica está associada a quantidade de grafita, veios longos e maior proporção de
ferrita. Contudo, a maior resistência mecânica está associada à grafita mais refinada
e matriz perlítica, que confere ao material, melhor acabamento superficial e maior
dureza.
Brasileira ABNT EB-126 FC 100 FC 150 FC 200 FC 250
Alemã DIN 1691 GG 10 GG 15 GG 20 GG 25
Internacional ASTM A-48 GR 20 GR 25 GR 30 GR 35
Ferrítica Perlita
Resistência tração (N / mm2) 100 150 200 250
Limite Escoamento (N / mm2) 7,5 - 10 8,0 - 10,5 9,0 - 11,5 10,5 - 12,0
Resist. Compressão (N / mm2) 50 - 60 55 - 70 60 - 83 70 - 100
Resist.Cisalhamento (N/ mm2) ~ 10 ~ 15 ~ 20 ~ 25
Resistência Flexão (N / mm2) 20 - 31 23 - 37 29 - 43 35 - 49
Resistência Impacto (J / cm2) 0,2 até 0,6 0,2 até 0,6 0,2 até 0,6 0,2 até 0,6
Dureza Brinell HB 100 - 150 140 - 190 170 - 210 180 - 240
Carbono % C 3,40 - 3,70 3,20 - 3,50 3,10 - 3,40 3,00 - 3,30
Silício % Si 2,30 - 2,80 2,00 - 2,40 1,90 - 2,30 1,80 - 2,20
Manganês % Mn 0,50 - 0,80 0,60 - 0,90 0,60 - 0,90 0,60 - 0,90
Fósforo % P (máximo) 0,25 0,20 0,15 0,12
Enxofre % S (máximo) 0,15 0,15 0,15 0,15
Co
mp
osiç
ão
Qu
ímic
a
Classe
Ferríto-Perlítico
Normas
Pro
pri
ed
ad
es
Mecân
icas
Matriz predominante

45
4.4 Panelas de ferro fundido
São vários os materiais utilizados na fabricação de utensílios de cocção, tais
como ferro, alumínio, aço inox e outros, porém, muitos desconhecem o efeito desses
materiais quando em contato com os alimentos. A migração desses metais, depende
de vários fatores, tais como tempo de preparo, acidez do alimento, quantidade de
água e claro, podem ter efeitos positivos ou negativos quando em contato com o
organismo humano.
O saber popular há muito indica que a utilização de panelas de ferro na cocção
de alimentos é um meio preventivo e mesmo auxiliar no tratamento da anemia
ferropriva, apontando diretamente para um possível efeito migratório do ferro do
utensílio para o alimento preparado. Por outro lado, pode-se imaginar que o contrário
também é verdadeiro. Ou seja, quando elementos indesejáveis contidos em
determinados utensílios, como o alumínio e o níquel entre outros, podem migrar para
os alimentos durante o processo de cocção (QUINTAES, 2006).
A mesma autora cita em um trabalho, que há evidências científicas de que
alimentos preparados em recipientes de ferro sofrem alterações nas características
sensoriais. A referida interferência pode variar conforme as características físico-
químicas do alimento e em decorrência do tempo de contato. Em pesquisa feita com
iogurte natural, preparado em iogurteira de ferro, quando comparado com o iogurte
preparado em iogurteira de vidro, nota-se uma rejeição de 70,5%, podendo ser
explicado pelo sabor residual do produto, relatado pelos provadores.
Isso indica que objetos de cocção fabricados em ferro fundido alteram o sabor
dos alimentos, devido à migração do ferro e outros elementos para a comida, o que
não é satisfatório para todos os usuários pois tal migração pode conter também
elementos prejudiciais à saúde.
4.5 Panelas com revestimento
Politetrafluoroetileno (Teflon)
Um dos revestimentos mais populares aplicados em utensílios de cocção, é o

46
politetrafluoroetileno (PTFE), mundialmente conhecido como Teflon. É muitas vezes
usado para revestir panelas antiaderentes e como é hidrofóbico e possui resistência
ao calor bastante elevado, tem ponto de fusão a 327ºC, tornando-o ideal para
aplicações de cozimento. No entanto, Waritz (1979) afirma que "quando aquecido às
temperaturas acima de 350 ºC, o PTFE começa a se degradar, liberando partículas
finas e uma variedade de compostos gasosos que podem causar danos aos pulmões
quando inalados".
Segundo o estudo Nutrição Ambiental (2010), quando panelas revestidas de
Teflon são aquecidas à alta temperatura, liberam toxinas que causam o que veio a ser
chamado de "gripe de Teflon" - sintomas de dor de cabeça, calafrios, dor nas costas
e febre. Em dezesseis estudos analisados nos últimos 50 anos, o PTFE mostrou
produzir 15 gases tóxicos, incluindo clorofluorcarbono, um gás de efeito estufa, além
de partículas transportadas pelo ar quando aquecido acima de 460°C.
Um teste conduzido pelo EWG (Know your environment) mostra que várias
panelas aquecidas sobre uma chama de fogão alta atingiu temperaturas superiores a
664 °C. Nesse caso, temperaturas acima de 350°C, já estão sujeitas a liberação de
toxinas prejudiciais ao organismo.
Esmalte vítreo
O esmalte é um composto de minerais que, quando submetido a altas
temperaturas, funde sobre a superfície. Durante o resfriamento, essa mesma
substância endurece, formando uma película vítrea que adere à superfície, podendo
propiciar um acabamento liso, sem porosidade e com variadas possibilidades de
cores. Este tipo de acabamento liso e brilhante não é uma regra geral para os
esmaltes. Muitos podem ser rugosos, foscos, com texturas, variando de acordo com
as formulações.
Uma pesquisa realizada em junho de 2011 pela Universidade de Ecologia
Humana no Japão, concluiu que os resultados de estudos realizados até agora
sugerem que o risco de toxicidade aguda ou crônica associado ao uso de panelas
esmaltadas em circunstâncias normais, é extremamente baixo e desprezível. Para
Baldi (2015), o esmalte cerâmico é um material particularmente adequado ao contato

47
com os alimentos. A aplicação do revestimento cerâmico sobre a superfície metálica
oferece ao objeto boa propriedade antiaderente, boa resistência a arranhões e à
abrasão, ou seja, ao desgaste por atrito, ou quando expostos às temperaturas
elevadas.
Aleutdinov (2015) completa que os revestimentos de esmalte para produtos
metálicos são a proteção mais eficaz contra a corrosão e adicionalmente,
proporcionam à superfície de metal uma série de propriedades úteis, tais como
dureza, suavidade, resistência alcalina, aparência, estética e assim por diante.
Compagnoni (2012) cita em seu trabalho que para aumentar o uso do esmalte é
necessário espalhar o conhecimento dos produtos esmaltados. Isto é fundamental
para expandir o mercado além de seus setores tradicionais. Objetos esmaltados têm
um alto potencial, afirma o autor. E completa que a concepção de um produto pode
ser favorecida pelas propriedades que as superfícies esmaltadas exclusivamente,
podem oferecer. Veja na figura 4.10, exemplo de fornos em ferro fundido com
revestimento vítreo fabricado pela indústria Invicta S.A.
Figura 4.10 – Conjunto de fornos feitos em ferro fundido esmaltado, produção da
Invicta S.A., (COMPAGNONI, 2012)
4.6 Esmaltes vítreos
O esmalte protege notavelmente da corrosão, oferece alta resistência a danos
mecânicos, agentes ambientais e atmosféricos, altas temperaturas e sem a liberação

48
de substâncias tóxicas. Apenas revestimentos esmaltados e envernizados podem
oferecer uma paleta de cores quase infinitas. Contudo, ao contrário do verniz, o
esmalte tem a vantagem única de combinar a cor com propriedades técnicas, como a
resistência durante a vida útil total dos produtos, apesar da exposição contínua a
radiações UV. Além disso, a forma e a aparência da superfície de um produto
produzem um impacto quando olhado na rua, em publicidade ou em vitrines.
Compagnoni (2012) afirma que antes de tocá-lo tem-se a ideia positiva ou
negativa sobre o mesmo. Portanto, a percepção de superfície, cor, brilho e textura são
de primordial importância.
Os esmaltes vítreos aplicados em substratos metálicos diferem-se dos esmaltes
aplicados em superfícies cerâmicas, em relação à composição química e
temperaturas de queima. Alguns elementos, tais como óxido de Cobalto e Níquel, são
adicionados em quantidades maiores (1%) para auxiliar no processo de adesão e
também por apresentar baixo índice de expansão térmica linear. É necessário que o
esmalte aplicado seja de baixa temperatura (800°C), devido ao ponto de fusão do ferro
fundido (~1280°C). Para isso, são adicionados fundentes na composição do esmalte,
como o feldspato e o bórax, que abaixam o alto ponto de fusão da sílica formadora de
vidro.
Matérias primas e óxidos
A escolha da matéria prima para formulação do esmalte, é uma etapa muito
importante, pois combinadas e queimadas, resultarão em um esmalte sem defeito.
Deve-se levar em consideração a taxa de fusão e dissolução. Todos os constituintes
do esmalte devem se fundir ou dissolver no líquido formado pela fusão das matérias
primas.
Segundo Eppler (1998), para se formular um esmalte livre de defeitos, primeiro
faz-se a formulação em óxidos e depois, seleciona-se a matéria prima adequada. O
quadro 4.4 apresenta as matérias primas e suas fontes em óxidos e no quadro 4.5, é
possível observar as matérias primas mais usuais e a função que desempenham na
elaboração dos esmaltes cerâmicos.

49
Quadro 4.4 – Matérias primas e óxidos mais utilizados na fabricação de esmaltes,
(Adaptado de SÁNCHES, 1997).
Quartzo SiO2
Caulin 2SiO2.Al2O3.2H2O
Feldspato alcalino 6SiO2.Al2O3.M2O
M = Na,K
Ácido bórico cristalizado B2O3.3H2O Bórax Na2B4O7.nH2O - n = 5/10
Colemanita 2CaO2.3Al2O3.5H2O Ulexita Na2B4O7.Ca2B6O11.16H2O
Espodumênio Li2O.Al2O3.4SiO2
Feldspato sódico
Carbonato de sódio Na2CO3
Nitrato de sódio NaNO3
Feldspato potássio
Nitrato potássio KNO3
Talco 3MgO.4SiO2.H2O Magnesita MgCO3
Dolomita CaMg.(CO3)2
Carbonato de cálcio CaCO3 Nitrato de cálcio Ca(NO3)2
Colemanita
Dolomita
Carbonato de bário BaCO3
Óxido de Zinco
Minio Pb3O4
Caulin Alumina hidratada Al2O3.3H2O
Feldspato alcalino Alumina calcinada Al2O3
Zircão ZrSiO4
Principais
óxidos ou
componentes
Matérias primas usuais Outras matérias primas
B2O3
ZnO
PbO
Al2O3
ZrO
SiO2
Li2O
Na2O
K2O
MgO
CaO
BaO

50
Quadro 4.5 – Matérias primas mais utilizadas na fabricação de esmaltes – função
(Adaptado de SÁNCHES, 1997).
Segundo Eppler (1998), para discutir o comportamento das várias matérias-
primas durante a fase de maturação, é útil agrupá-las de acordo com suas
propriedades:
Função Matéria prima
Feldspatos sódicos
Feldspatos potássicos
Feldspatos sódico-potássicos
Nefelina
Quartzo
Alumina
Zircão
Anatásio
Alumina
Carbonato de cálcio (calcita)
Wolastonita
Dolomita
Óxido de zinco
Caulin
Argila branca ("ball clay")
Bentonita
Aumento da expansão térmica Quartzo
Carbonato de lítio
Espodumênio
Petalita
Fundência - brilho Carbonato de bário
Opacificantes (aditivo) Óxido de cério
Regulador de fundência
Opacificantes
Matificantes
Supensor
Modifcador de fundência

51
Refratárias, são materiais com alto ponto de fusão e com grande
resistência a degradação térmica e química, nesse caso é preciso atenção
para determinar a temperatura de fusão. A matéria-prima refratária plástica
mais comum são as argilas. Existem três importantes classes de argila:
caulim, ball clay e montmorilonita. Como materiais refratários não plásticos
existem a alumina (Al2O3), a sílica (SiO2), o caulin calcinado, zircão (silicato
de zircônio) e a titânia (TiO2) que são muito difíceis de fundir e difíceis de
dissolver. O quartzo e a alumina são materiais introduzidos normalmente
para alterar o coeficiente de dilatação e para obter efeitos mate,
respectivamente, e que por sua vez, dado seu caráter refratário, diminuem
a fundência do esmalte.
Fundentes, segundo o mesmo autor, constituintes com essa característica
são usados para formar um tipo de “cola” que faz com que todas as
matérias-primas se fundam formando uma única massa. Eles precisam
formar um vidro fundido suficientemente eficaz para dissolver os
ingredientes refratários no curto período em que o esmalte está fundido.
Como exemplo são os feldspatos, sendo que os mais utilizados são os
sódio e de potássio. A maioria dos esmaltes parcialmente moídos contém
uma quantidade substancial deste material. O fundente com temperatura
de fusão mais baixa é o bisilicato de chumbo. Ele é usado como um
fundente até mesmo em pigmentos vítreos a temperaturas tão baixas como
600 °C, porém ele é altamente tóxico e não deve ser utilizado em artefatos
de cocção.
Opacificantes, a opacidade está relacionada com a translucidez do
esmalte, sendo característico ao esmalte opaco sua capacidade de impedir
ou dificultar que a luz ultrapasse o corpo do esmalte. Os raios de luz serão
refletidos ou sofrerão refração (desvio da luz quando ultrapassa uma
superfície). Eles poderão modificar o ponto de fusão dos esmaltes, seja
baixando a fusão, como o zinco, ou aumentando, como no caso do caulim,
ball clay, ou titânio. Eles também poderão influenciar as cores dos esmaltes

52
como, por exemplo: o cromo em combinação com estanho (opacificante),
em atmosfera oxidante, tende a formação de cores rosadas ou a reação
entre cobalto e titânio (opacificante) na qual poderão aparecer verdes
claros, invés das cores azuladas características do óxido de cobalto,
(EPPLER,1998).
Matificantes, para Sanches (1997), o efeito mate produzido na superfície
de alguns vidrados cerâmicos tem sua origem na rugosidade desta
superfície, não observada a olho nu, mas suficiente para promover
múltiplas reflexões da luz incidente e, com isso, perda de brilho. Sendo
tanto mais mate quanto maior sua rugosidade e vice-versa. Um exemplo
de matéria prima é a alumina (Al2O3) por não ser solúvel na fase vítrea.
Este é um material muito refratário que se dissolve apenas durante a
queima do esmalte, estando, portanto diretamente relacionado o grau de
matificação do vidrado final com o tamanho de partícula da alumina
utilizada como matéria prima, de tal forma que quanto menor seja este,
mais brilhante será o vidrado, e vice-versa.
Para Sanches (1997), existem outras matérias primas que são utilizadas com
diferentes finalidades, sendo a mais importante destas o quartzo (SiO2), material muito
refratário, pouco solúvel na fase vítrea, e que normalmente é utilizado como regulador
ou modificador do coeficiente de dilatação do vidrado.
Segundo Eppler (1998), a sílica (SiO2) é a base dos esmaltes e é necessária em
concentração suficiente para manter a estrutura do vidro, mas tem como limitação a
taxa de fusão. A concentração de óxido de boro (B2O3) é limitada pelo aparecimento
de bolhas e por considerações relacionadas à durabilidade. A adição de óxido de boro
é frequentemente necessária para assegurar uma fusão adequada de esmaltes com
baixa temperatura de fusão. Óxidos de elementos alcalinoterrosos (CaO, MgO, SrO)
não devem ser usados em esmaltes a serem queimados a temperaturas menores que
1093°C. A concentração de álcalis (Na2O, K2O, Li2O) é limitada pelas exigências
relativas à expansão térmica.

53
4.6.1 Processo de queima
A queima pode ocorrer em curtos prazos como dois a dez minutos e nesse caso,
são denominadas queimas rápidas. Pode também ocorrer em período de tempo maior
como uma a seis horas e são chamadas de queimas lentas. Estes processos
dependem da cinética das reações de fusão e dissolução, portanto, são fortemente
dependentes da temperatura. A fusão do esmalte libera grandes quantidades de
gases, que devem ser eliminados durante a queima. O espaço vazio entre as
partículas do esmalte seco, antes da queima, corresponde a mais de 40% do volume
total e é mais uma fonte de gás, muito embora os gases escapem rapidamente durante
os estágios iniciais da queima, uma vez que o esmalte esteja selado, a única maneira
de eliminar o gás é difundindo-o até a superfície do esmalte, onde uma bolha de gás
pode estourar e a superfície, alisada. Entretanto, este processo de difusão é
usualmente muito lento para os processos de fabricação correntes. Desta forma, há
uma necessidade de maximizar a temperatura na qual o selamento ocorre (EPPLER,
1998).
Durante o processo de queima, a partir da temperatura de aproximadamente
560°C, ocorre a formação da camada de óxido em ferro fundido. Dependendo da
quantidade de oxigênio, pode-se formar três óxidos diferentes: wustita (Fe1-xO),
magnetita (Fe3O4) ou hematita (Fe2O3). Para melhorar a aderência do esmalte no
ferro, é muito importante que uma camada dos óxidos seja formada. A hematita reduz
a adesão e a magnetita aumenta a aderência. O wustita é principalmente uma fase de
transição e depois, ao resfriar, decompõe-se à magnetita. A espessura da camada de
óxido de ferro é importante. No caso da camada muito espessa, adquire-se
principalmente uma mistura de magnetita; hematita e alguns wustita. À medida que a
taxa de expansão térmica destes óxidos é diferente, a camada apresenta rachaduras
durante o procedimento de resfriamento, o que diminui a aderência no ferro fundido
(WENDEL, 2005). A figura 4.11, mostra a formação dos óxidos em temperaturas
diferentes.

54
Figura 4.11 - Diagrama de fase Fe, (WENDEL, 2005).
4.6.2 Distribuição do tamanho das partículas
O tamanho das partículas das matérias primas influência consideravelmente o
comportamento do esmalte na confecção. A dissolução e ou fusão das partículas
começa na superfície externa e caminha em direção ao centro. Assim, uma partícula
grande demorara mais para reagir do que uma menor. Este raciocínio, entretanto, tem
uma limitação em função da aglomeração das partículas. Com a diminuição do
tamanho das partículas, a tendência a aglomeração aumenta. Aglomerados não
fundem eficientemente. Portanto, o tamanho ideal, na maioria dos casos, é de
partículas passantes em #325 e que não sejam submicrométricas (menores que 1 μm)
(EPPLER, 1998).
4.7 Processo de esmaltação
As atuais práticas de esmaltação em metais são totalmente diferentes dos
métodos precursores. Houve um direcionamento de pesquisas e desenvolvimentos
nas décadas de 40, principalmente porque a indústria foi direcionada para produção
em escala de peças de aço, voltadas à indústria de eletrodomésticos. No entanto,

55
recentemente, mais uma vez a indústria voltou suas ações para a esmaltação através
do processo úmido, aplicado em produtos de ferro fundido, como forma de agregar
valor (ELLIOT, 1983).
A aplicação do esmalte cerâmico por via úmida, pode ser feito pelos processos
de imersão, spray, pincel ou cobertura contínua. A esmaltação consiste na aplicação
de uma camada de vidrado (esmalte) sobre a superfície metálica. O vidrado é
composto por uma série de matérias primas inorgânicas. Contêm sílica, como
componente fundamental formador do vidro; alguns elementos que atuam como
fundentes que são os metais alcalinos, alcalinos terrosos, zinco, chumbo e boro;
outros como opacificantes, no caso do zircônio, estanho e titânio e outros ainda como
corantes, no caso do ferro, cromo, cobalto, manganês, etc.
Gomes (2015), cita em seu trabalho, que a esmaltação pode ser realizada com
a aplicação de uma única camada e uma única queima (1C/1Q); com a aplicação de
duas camadas com duas queimas (2C/2Q) ou com a aplicação de duas camadas e
uma queima (2C/1Q). No primeiro caso, uma única camada de esmalte deve conter
as funções de fundente e cobertura e devem cobrir a superfície do metal; possuir boa
aderência; proteger o metal de ataques químicos e físicos e ter a aparência visual
desejada.
O processo de esmaltação em ferro fundido é complexo e requer o controle
minucioso de todas as etapas, considerando a composição química e tratamento de
superfície do substrato, tempo de queima, composição do esmalte de base e
cobertura. Uma forma eficaz de se tratar a superfície antes mesmo de receber a
camada de esmalte é através do jateamento de areia. Entretanto, é aconselhável
adaptar o processo ao uso do jato de granalha por questões ambientais, custo e
disponibilidade de equipamentos.
Wendel (2005), afirma que para iniciar o processo de esmaltação a superfície do
substrato deve estar limpa, livre de contaminações por menores que sejam. A melhor
forma de se fazer isso é através do jateamento de granalha, porém segundo o autor
cuidados durante o processo de jateamento devem ser tomados, como:
O fluxo de explosão das granalhas deve ser exatamente à direita, se perder o
objetivo em 10% a perda de eficiência é de 25%;
A escolha do tamanho das granalhas de aço também é importante, uma vez

56
que, granalhas muito grandes tem-se um impacto menor do que granalhas de
pequenas dimensões, devido a energia cinética para fazer o trabalho;
As partículas de granalha devem ser substituídas por uma nova sempre que
suas dimensões diminuírem em 25% de seu tamanho nominal;
A forma angular das partículas interfere na profundidade da limpeza;
O fluxo do abrasivo deve ser controlado, se não houver alimentação estável e
muito menos carga, a limpeza será fraca;
A extração de impurezas deve ser retirada do jato através de sistemas de
exaustão de finos, e nunca deve ultrapassar em 2%.
4.8 Aderência
Segundo Bodaghi (2011), a aderência do esmalte à superfície se dá por dois
métodos que são através de reações químicas onde há a presença de uma película
de óxido como uma zona de transição entre o metal e o vidro, com o óxido firmemente
fixado entre as camadas. Outro método é mecânico, onde a aderência se dá através
de pontos de ancoragem existentes na superfície. Um exemplo de adesão mecânica
é a eletrolítica ou galvânica. Nesse caso, ocorre com uma precipitação dos íons de
cobalto ou níquel presentes no esmalte que quando entra em contato com o ferro,
facilita a corrosão. Vale salientar que nesse processo de corrosão galvânica, o ferro
age como anodo. As células não cessam durante a queima por existir em abundância
e agem sobre o catodo havendo a despolarização. Esse efeito cria pontos de
ancoragem na superfície, aumentando a adesão entre o substrato e a camada de
esmalte. Veja na figura 4.12 como ocorre a despolarização.

57
Figura 4.12 - Desenho esquemático ilustrando as diferenças no ataque corrosivo ao
ferro por cobalto, (BODAGHI, 2011, p. 218).
Bodaghi (2011), também verifica através de testes, que a adesão é aumentada
consideravelmente em esmaltes contento cobalto em sua composição e de acordo
com Wendel (2005), essa adesão do esmalte à superfície do ferro fundido, está
condicionada a formação de uma camada de óxido na superfície do metal. Camada
que pode ser formada pela presença de óxidos no esmalte, tais como óxido de cobalto
ou óxido de níquel, metais que provocam a corrosão eletrolítica. O jateamento da
superfície também favorece a corrosão e a reação com um dos óxidos ocorre
conforme explica a equação 4.1.
CoO + Fe = FeO + Co
Equação 4.1 – Reação dos óxidos na camada intermediária
Sendo:
CoO = Óxido de cobalto;
Fe = Ferro;
FeO = Óxido de ferro;
Co = Cobalto;

58
O autor cita também em seu trabalho, a influência da composição do ferro
fundido em relação a aderência do esmalte. Os componentes do ferro fundido têm
uma influência significativa na aderência. Fósforo e silício aumentam a aderência do
esmalte vítreo e tal fator pode ser explicado pela influência que exercem no cálculo
do carbono equivalente. Ou pela boa relação química de silício e fósforo com a
natureza química do vidro. Veja a equação 4.2
Ceq. = Ctotal + (Si + P) / 3
Equação 4.2 – Cálculo do carbono equivalente
Sendo:
Ceq. = Carbono equivalente;
Ctotal = Carbono total;
Si = Silício;
P = Fósforo;
Sabe-se que o enxofre e o manganês diminuem a adesão do esmalte vítreo. O
enxofre apoia, por um lado, a oxidação do ferro e por outro lado, forma sulfetos com
uma tensão superficial muito baixa, que diminui a molhabilidade do vidro, enquanto o
manganês é usado apenas para combinar o enxofre residual no ferro fundido. Em
geral, é suficiente ter aproximadamente três vezes a porcentagem de enxofre como
teor de manganês no ferro fundido. Qualquer excesso de manganês, forma
carbonetos estabilizadores, ou seja, carbono combinado, o que influencia,
negativamente, a aderência (WENDEL, 2005).
A quantidade de silício e fósforo, também determina a formação de estrutura
ferrítica do ferro. A estrutura morfológica da grafita também é importante. Grafita do
tipo A e B é sempre favorável. Grafita tipo D e E têm um caráter menos cristalino e a
grafita amorfa é muito reativa e queima facilmente. A taxa de resfriamento do ferro
influencia muito a estrutura final. Isto é, importante, por exemplo, para as peças de
pequenas espessuras. Se o ferro estiver esfriando muito rápido, será formada mais
perlita e alguma cementita que diminui a taxa de expansão térmica e por isso, causa

59
tensão, o que diminui a aderência do esmalte vítreo (WENDEL, 2005).
Y. Shen et al. (2012), propõem um método para determinar a força de tração
entre o esmalte e a superfície do ferro fundido. Trata-se da colagem de trinta
parafusos, cuja superfície da cabeça é de 1,1 cm² cada, em uma placa de ferro fundido
esmaltado de 100 cm2. Para colagem, o autor propõe adesivo do tipo Araldite AV
2011, com a cura do adesivo a 150°C, durante 45 min. Veja na figura 4.13 a máquina
construída.
Figura 4.13 - Configuração do teste de tração, (Y. SHEN et al. 2012).
O mesmo autor propõe que para aprovação da placa esmaltada, não deve
exceder a 3% em fração média da superfície de metal nu, que é no total 1 cm2. Usando
esse critério, o esmalte do lado esquerdo da figura 4.14 é considerado uma falha
quanto a aderência do esmalte. E do lado direito, aprovado.

60
Figura 4.14 - Superfície de fratura (Y. SHEN et al. 2012).
4.9 Ferro fundido para fins de esmaltação
A composição química da liga de ferro fundido, bem como sua microestrutura,
são fatores importantes no processo de esmaltação e devem ser controlados e
analisados durante o processo de fabricação das panelas de ferro. Pagliuca e Faust
definem uma composição química padrão para as ligas de ferro e alertam que teores
de carbono acima desses valores, podem ocasionar defeitos como a formação de
bolhas na superfície revestida. Os valores são indicados na tabela 4.4.
Tabela 4.4 - Composição química do ferro fundido para fins de esmaltação,
(Adaptado de PAGLIUCA E FAUST, 2011).
Shchepochkina (1995), defende que o controle sobre o conteúdo desses
componentes em ferro fundido, é muito importante para melhorar a qualidade de
produtos na indústria de esmalte. O autor propõe a seguinte composição química pra
as ligas de ferro fundido:
Elemento (%) C Si Mn P S
Limite 3,25 - 3,60 2,25 - 3,00 0,45 - 0,65 0,60 - 0,95 0,05 - 0,10
Ideal 3,25 - 3,35 2,50 - 2,60 0,45 - 0,60 0,60 - 0,70 < 0,09

61
Tabela 4.5 - Composição química do ferro fundido para fins de esmaltação,
(Adaptado de SHCHEPOCHKINA, 1995).
O controle da composição química durante o processo de elaboração do ferro
fundido, deve ser feito e mantido dentro da faixa especificada, uma vez que os
elementos presentes na liga metálica favorecem a formação de maior ou menor
número e tamanho das grafitas, influenciando também na formação da matriz
metálica.
São dois os fatores preponderantes na determinação da estrutura do ferro
fundido: composição química e velocidade de resfriamento, segundo Chiaverini
(2002). O autor também afirma, que a maior influência relacionada à composição
química, é dada pela presença do silício e do carbono, uma vez que o carbono
determina a quantidade de grafita que se pode formar e o silício é essencialmente o
elemento grafitizante, favorecendo a decomposição do carboneto de ferro. Sua
presença, independentemente do teor de carbono, pode fazer um ferro fundido tender
para o cinzento ou para o branco.
Outros elementos além do carbono e do silício, também presentes em ferros
fundidos exercem influência na estrutura do material. De acordo com Fernandes
Junior (1998), os mais comuns são o manganês, o enxofre e o fósforo. O manganês
tem efeito oposto ao do silício, ou seja, estabiliza a cementita, contrabalança, de certo
modo, a ação grafitizante do silício. A rigor, o manganês nos ferros fundidos é
adicionado como dessulfurante. Entretanto, como na prática há sempre um excesso
de manganês, este atua como estabilizador da perlita, o que explica seu efeito oposto
ao do silício e a sua utilidade para produzir estrutura com matriz predominantemente
perlítica. Para Chiaverini (2002), esse processo acontece sobretudo em peças
fundidas volumosas.
O enxofre forma inclusões não-metálicas prejudiciais, tanto sob a forma de
sulfeto de ferro, como de sulfeto de manganês, desde que este último tenha forma e
distribuição inadequadas. Acima de 0,15%, ele pode ocasionar defeitos, mesmo
Elemento (%) C Si Mn P S
Faixa 2,20 - 3,70 1,00 - 2,90 0,20 - 1,00 0,02 - 0,30 0,02 - 0,30

62
neutralizado pelo manganês (gases, rechupes, redução de fluidez, formas anormais
da grafita e carbonetos (FERNANDES JUNIOR, 1998).
O fósforo forma com o ferro e o carbono, um composto de natureza eutética –
carboneto de ferro e fosfeto de ferro – de aparência branca e perfurada, chamado
steadita (CHIEVERINI, 2002). O autor afirma também que a steadita ocorre quando a
quantidade de fósforo presente é superior a 0,15%.
Segundo Shchepochkina, (1995), todo carbono ou sua maior parte na estrutura
dos ferros fundidos, apresenta-se na forma livre denominda grafita e quando
combinado estruturalmente, formam-se os carbonetos. A adequação do ferro fundido
para esmaltação é largamente determinada pelo tamanho das partículas de grafite. O
tamanho destas partículas depende dos componentes da liga metálica e sua
proporção. Para um teor de silício de 2,7 a 2,8%, a formação de grafita é máxima. A
formação de partículas grosseiras de grafite é indesejável à esmaltação.
A adequação de ferro fundido para esmaltação é afetada positivamente pela
presença de manganês para a quantidade de 0,4 a 0,6%. O fósforo afeta essa
capacidade apenas ligeiramente, pelo menos, na quantidade inferior a 0,15%. Vale
salientar que o efeito negativo do enxofre na esmaltação de ferro fundido se manifesta
quando o seu conteúdo excede 0,2% (SHCHEPOCHKINA, 1995).
O controle sobre o conteúdo desses componentes em ferro fundido é muito
importante para melhorar a qualidade de produtos na indústria de esmaltação. Outro
parâmetro que influencia na qualidade dos produtos no que se refere à esmaltação, é
a reação química da superfície do metal com o esmalte. Esmaltes contendo B203,
TiO2, CaO, e alguns outros componentes, têm uma interação favorável com a
superfície do metal.
Na elaboração do ferro fundido necessário ao desenvolvimento dessa pesquisa,
a faixa de composição química a ser seguida é a sugerida por Pagliuca e Faust dentro
da faixa limite. O autor sugere que a matriz metálica ideal ao processo de esmaltação,
seja predominantemente perlítica, com pequenos veios de grafitas.

63
5. METODOLOGIA
Segundo Cervo, Bervian e Silva (2007), a pesquisa é uma atividade para a
investigação de problemas teóricos ou práticos, por meio do emprego de processos
científicos. Existe, portanto, uma necessidade constante em aprimorar processos e
produtos, de forma que as empresas mantenham-se constantes no mercado. As
etapas dos procedimentos experimentais estão detalhadas nos itens seguintes.
5.1 Parâmetros a ser seguidos
Como não existe uma norma para esmaltação em ferro fundido, a composição
química a ser seguida para elaboração da liga metálica é a proposta por Pagliuca e
Faust. Esta composição pode ser conferida na tabela 4.6.
Com o objetivo de verificar o comportamento do esmalte quando em contato com
o ferro fundido, foram elaborados para teste, quatro composições diferentes de
esmalte, partindo de matérias primas cruas. As três primeiras composições são
sugeridas por Pagliuca e Faust (2011), a quarta, porém foi elaborada através de
estudos bibliográficos. As composições podem ser vistas na figura 5.1:

64
a) Composição do esmalte 1 (terroso)
b) Composição do esmalte 2 (branco)

65
c) Composição do esmalte 3 (preto)
d) Composição do esmalte 4 (azul)
Figura 5.1 – Composições dos esmaltes elaborados. As fotos são ilustrativas da
característica de cada um dos elementos, não estando na proporção de cada
esmalte.
Tabela 5.1 – Composição dos esmaltes elaborados.
Composição 1 23,8 33,3 21,9 11,4 0,4 4,2 3,9 0,7 0,4
Composição 2 25,0 25,5 21,0 3,5 3,0 14,0 7,0 5,0 3,0 8,0
Composição 3 26,8 28,0 22,0 4,0 7,0 4,0 4,2 3,5 1,5 3,0
Composição 4 20,0 42,0 29,0 8,0 1,0
Óxido de
ferro
Óxido de
antimônio
Dióxido de
manganês
Oxido de
manganês
Carbonato
de sódioFluorita Criolita Bentonita
Óxido de
cobalto
Óxido de
zincoFeldspato Bórax Quartzo
Nitrato de
sódio

66
6. PROCEDIMENTO EXPERIMENTAL
6.1 Seleção das amostras
As primeiras amostras selecionadas para teste, foram extraídas de peças
fabricadas em ferro fundido cinzento. Porém, os elementos químicos constituintes da
liga metálica, não estavam dentro da faixa especificada pela revisão bibliográfica
como material ótimo para esmaltação. Nesse caso, a opção foi utilizar amostras
retiradas das peças mecânicas. Uma vez que a sua composição metálica (ver tabela
6.1) é a que mais se aproxima da condição ideal.
Essa preferência ocorreu devido à impossibilidade de encontrar material já
produzido no Município de Cláudio/MG, que esteja de acordo com a composição
exigida. Assim, a única forma de conseguir um material em ferro fundido cinzento
adequado à esmaltação, é fabricá-lo conforme os percentuais de cada elemento. O
que não seria interessante nesse estágio da pesquisa.
O objetivo inicial do projeto, era conhecer o comportamento do esmalte em
contato com a superfície do ferro. Para isso, as amostras selecionadas foram retiradas
de peças mecânicas fabricadas em ferro fundido cinzento nas classes 200 e 250, de
acordo com a Associação Brasileira de Normas Técnicas - ABNT, onde as mesmas
foram quebradas formando vários pedaços em formatos distintos. A escolha foi
preferencialmente pelos pedaços de dimensão variando entre 10 a 15 cm, com
geometria irregular e com algumas faces planas.
Uma vez que o ferro fundido é de fratura frágil, por isso quebradiço, optou-se por
realizar a quebra ao invés do corte refrigerado, evitando assim, possíveis mudanças
na microestrutura do material. Tal procedimento foi adotado durante a pesquisa,
sempre que foi necessário.
Foram esmaltadas aproximadamente 50 amostras nessa fase inicial da
pesquisa. Durante os testes, foram experimentados vários parâmetros de queima, até
que fosse ajustada uma faixa de trabalho.

67
Tabela 6.1 – Composição química das primeiras amostras.
Na figura 6.1 é possível ver a evolução das primeiras amostras esmaltadas.
Figura 6.1 – Primeiras amostras esmaltadas.
Após ajustamento dos principais parâmetros, os demais testes foram realizados
em miniaturas de panelas fabricadas conforme especificações da revisão bibliográfica.
Nessa etapa, foram fabricadas 32 peças para teste. Uma vez que, a espessura da
peça, assim como o material utilizado, exercem influência no processo de esmaltação,
buscou aproximar de uma situação real de aplicação. Vale lembrar que as etapas de
todos os procedimentos usados na fabricação, estão detalhadas nos itens seguintes.
Composição Química ideal % C % Si % Mn % P % S
3,25 - 3,35 2,5 - 2,6 0,45 - 0,6 0,6 - 0,7 < 0,09
Rastreabilidade
12G09 / GG25 - AR 3,62 1,95 0,85 0,07 0,07
EMEB / 15B - AR 3,61 2,44 0,5 0,16 0,07
Amostra 01 / GG25 - FDM 3,34 2 0,45 0,05 0,12
Amostra 02 / GG25 - FDM 3,34 2,13 0,42 0,05 0,13
Coletor 685 - AR 3,62 2,14 0,69 0,11 0,061
Pressure Placa Válvula 4 3/4 3,57 2,61 0,39 0,14 0,06
Pressure Placa Válvula 2"20 3,63 2,61 0,48 0,14 0,05
13G09A 3,62 2,04 0,84 0,15 0,06
Legenda Acima do especificado Abaixo do especificado Dentro do especificado
Amostras sem esmalte
Testes iniciais –
defeitos aparentes
Amostras esmaltadas

68
6.2 Elaboração dos moldes
A confecção dos moldes, análises químicas via espectrometria óptica e a fusão
do metal, foram realizados na Fundição Santana, uma empresa de médio porte
especializada na fabricação de panelas de ferro fundido, localizada na cidade de
Cláudio/MG. E os ensaios de microscopia óptica, na Instituição de Ensino do Serviço
Nacional de Aprendizagem Industrial - SENAI, localizada na mesma cidade.
Os moldes foram confeccionados na máquina de moldar, pneumática, da marca
Gazola - modelo 3213. A areia utilizada foi sintética, granulometria 70 AFS,
aproximadamente. Utilizou-se o processo à verde, composto por bentonita, água e pó
cardif, como aglomerantes. Vale salientar que a compactação dos moldes foi realizada
por meio de processo pneumático de prensagem. Esse processo confere aos moldes
de areia uma compactação homogênea, com dureza superficial em torno de 80 HB.
Sabe-se que a compactação é importante no processo de obtenção da peça
fundida, uma vez que moldes mais rígidos proporcionam menor variação dimensional
na peça, menor contração linear e volumétrica. Considera-se também a importância
das moldações mecanizadas neste processo, pois além de aumentar
significativamente a produção, possibilitam um maior controle da areia e dos
aglomerantes, fatores que contribuem para a qualidade final do produto.
A placa dupla face rebaixada, confeccionada em alumínio e contendo quatro
figuras, foi o ferramental utilizado na moldação, assim como uma caixa também em
alumínio, do tipo expansiva com medidas internas 18 x 16 x 4 polegadas, ver figura
6.2. Vale lembrar que a máquina de moldar está adaptada para a produção de treze
moldes por hora, podendo sofrer variações conforme a complexidade da peça. Para
esse experimento foram confeccionados 8 (oito) moldes, totalizando 32 (trinta e duas)
peças.

69
Figura 6.2 – Caixa Expansiva com a Placa Dupla Face, (Cortesia da FUNDIÇÃO
SANTANA).
6.3 Elaboração do ferro fundido
Para se elaborar uma liga de ferro fundido, conforme composição química pré-
estabelecida, é necessário que se faça um cálculo de carga, a fim de se prever a
composição química do metal líquido. A carga metálica é composta de diversos tipos
de materiais, sendo assim a composição química do metal no estado líquido é o
resultado de todos os elementos químicos que compõem os materiais da carga
metálica, conforme tabela 6.2.

70
Tabela 6.2 – Folha de carga.

71
Com o resultado da análise feita por espectrometria de emissão óptica, é
possível verificar a composição química do metal que se encontra no forno, realizar
correções e ajustar os percentuais de elementos químicos ausentes. Porém, esses
ajustes devem ser evitados, uma vez que grandes correções acarretam em atrasos
na produção e a exposição do metal líquido à temperatura alta por um tempo
excessivo pode provocar a queima de elementos químicos. Nesse caso, faz-se
necessário o laudo técnico das composições da carga metálica, a elaboração do
cálculo de carga, a utilização do forno elétrico à indução e as análises via
espectrometria de emissão óptica.
A utilização de 1100 kg de sucata (automotiva e disco de freio) na composição
da carga torna-se necessária para controlar o percentual de carbono, uma vez que o
ferro gusa cinzento não é comercializado com percentuais tão baixos de carbono e
silício, conforme indica a tabela 4.6. Outros elementos também foram adicionados ao
metal, tais como: FeSi75% granulado para o tratamento de inoculação e FeP25%
granulado para aumentar o teor de fósforo até a faixa de 0,60 a 0,70%. E como não
existe uma norma para esmaltação em ferro fundido, a composição química a ser
seguida para elaboração da liga metálica é a proposta por Pagliuca e Faust (2011),
como material de qualidade para o processo de esmaltação. Esta composição pode
ser conferida na tabela 4.6.
Para o experimento, foram utilizados dois fornos de armazenagem tipo cadinho
da marca Inductotherm, com capacidade de 1500 kg cada e um painel elétrico. O
tempo de fusão foi de 50 minutos, para uma carga metálica completa, porém, foram
necessários apenas 80 kg para os experimentos. O restante do metal foi corrigido e
aproveitado na fundição, no processo de fabricação de peças corriqueiras.
Parâmetros como temperatura e tempo de fusão devem ser controlados nesse
processo, a fim de evitar a queima de elementos químicos presentes na liga metálica.
A temperatura do metal líquido foi controlada através do painel elétrico do próprio forno
e pode ser monitorada constantemente, com a utilização do pirômetro, aparelho que
mede a irradiação térmica e informa a temperatura, que durante o experimento, foi de
1560 C°, no momento do tratamento de inoculação. A elevação da temperatura foi
necessária para facilitar a dissolução da liga metálica FeP25%. A distância e o tempo
de transporte do metal até o molde, também são fatores a serem considerados e

72
nesse caso, houve uma perda de 160 °C até o momento do vazamento, temperatura
considerada significativa, mas que pode ser explicada devido ao fato do FeP25% ter
sido colocado no fundo da panela.
Figura 6.3 – Forno elétrico com dois cadinhos,
(Cortesia da FUNDIÇÃO SANTANA).
O tratamento de inoculação foi feito em 40 kg de metal, diretamente no jato de
metal provindo da bica do forno. A liga utilizada é FeSi75% e o cálculo da quantidade,
feito segundo a equação 6.1.
CF = % aumento x peso
Rendimento
Equação 6.1 – Cálculo para o acréscimo de elementos
A temperatura de vazamento foi de 1400 °C na primeira panela e 1402 °C na
segunda. Em cada panela havia 40 kg de metal líquido e foram vazados quatro moldes
de aproximadamente 4 kg de metal cada. O peso de cada peça é de 800 gramas e o
restante do metal, são os canais de vazamento, portanto, em cada molde são 3,2 kg
de peças e 800 gramas de canais. Em cada panela foram vazados aproximadamente
16 kg e o restante do metal, lingotado. Ou seja, solidificado em um produto, no formato
de bloco ou placa.
Para análise da composição química, foi utilizado o espectrômetro por emissão
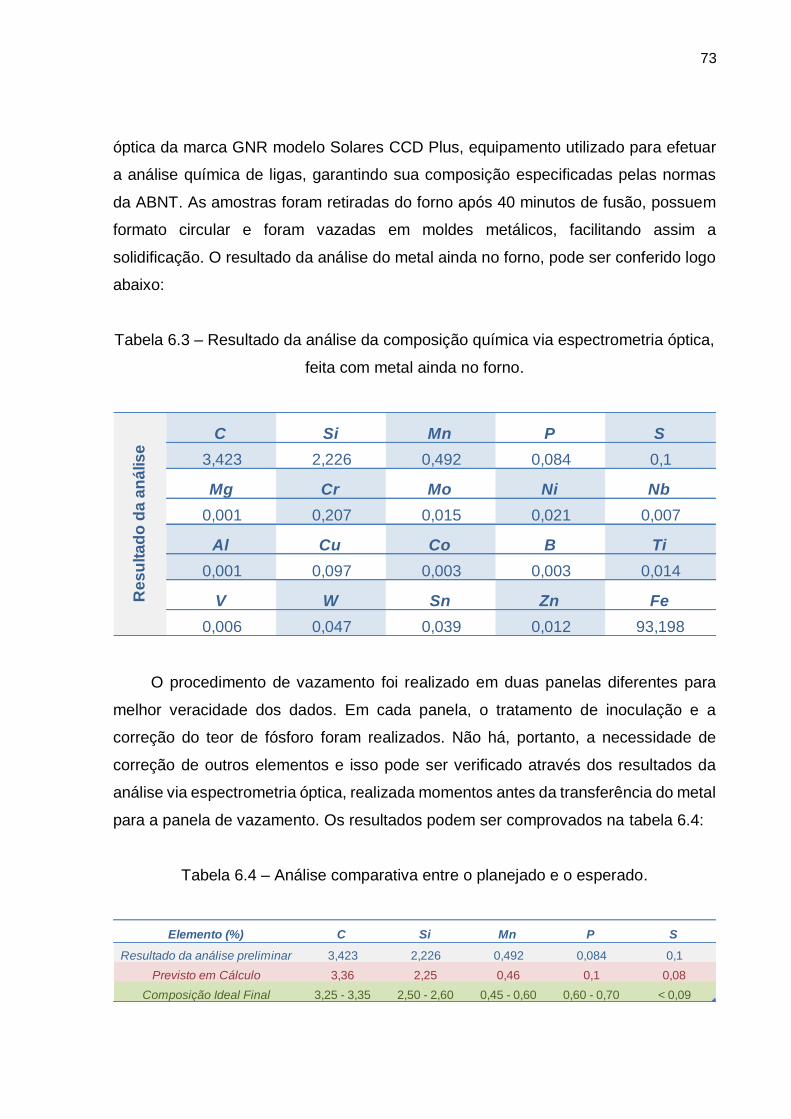
73
óptica da marca GNR modelo Solares CCD Plus, equipamento utilizado para efetuar
a análise química de ligas, garantindo sua composição especificadas pelas normas
da ABNT. As amostras foram retiradas do forno após 40 minutos de fusão, possuem
formato circular e foram vazadas em moldes metálicos, facilitando assim a
solidificação. O resultado da análise do metal ainda no forno, pode ser conferido logo
abaixo:
Tabela 6.3 – Resultado da análise da composição química via espectrometria óptica,
feita com metal ainda no forno.
O procedimento de vazamento foi realizado em duas panelas diferentes para
melhor veracidade dos dados. Em cada panela, o tratamento de inoculação e a
correção do teor de fósforo foram realizados. Não há, portanto, a necessidade de
correção de outros elementos e isso pode ser verificado através dos resultados da
análise via espectrometria óptica, realizada momentos antes da transferência do metal
para a panela de vazamento. Os resultados podem ser comprovados na tabela 6.4:
Tabela 6.4 – Análise comparativa entre o planejado e o esperado.
C Si Mn P S
3,423 2,226 0,492 0,084 0,1
Mg Cr Mo Ni Nb
0,001 0,207 0,015 0,021 0,007
Al Cu Co B Ti
0,001 0,097 0,003 0,003 0,014
V W Sn Zn Fe
0,006 0,047 0,039 0,012 93,198
Re
su
lta
do
da
an
ális
e
Elemento (%) C Si Mn P S
Resultado da análise preliminar 3,423 2,226 0,492 0,084 0,1
Previsto em Cálculo 3,36 2,25 0,46 0,1 0,08
Composição Ideal Final 3,25 - 3,35 2,50 - 2,60 0,45 - 0,60 0,60 - 0,70 < 0,09

74
Observa-se que o silício e o fósforo estão abaixo do desejado. Porém, o teor
silício foi aumentado após o tratamento de inoculação com FeSi75% seguindo o
cálculo de inoculação, conforme equação 3.
O fósforo foi adicionado no fundo da panela de vazamento. Seguem abaixo as
respectivas quantidades utilizadas:
CF = 0,25 x 40 = 0,153 65
1ª panela – Foram utilizadas 150 gramas de liga inoculante;
Sendo:
0,25 = Percentual de Silício que deseja aumentar;
40 = Quantidade de material em kg;
65 = Rendimento da liga metálica.
CF = 0,35 x 40 = 0,215 65
2ª panela – Foram utilizadas 200 gramas de liga inoculante;
Sendo:
0,35 = Percentual de Silício que deseja aumentar;
40 = Quantidade de material em kg;
65 = Rendimento da liga metálica.
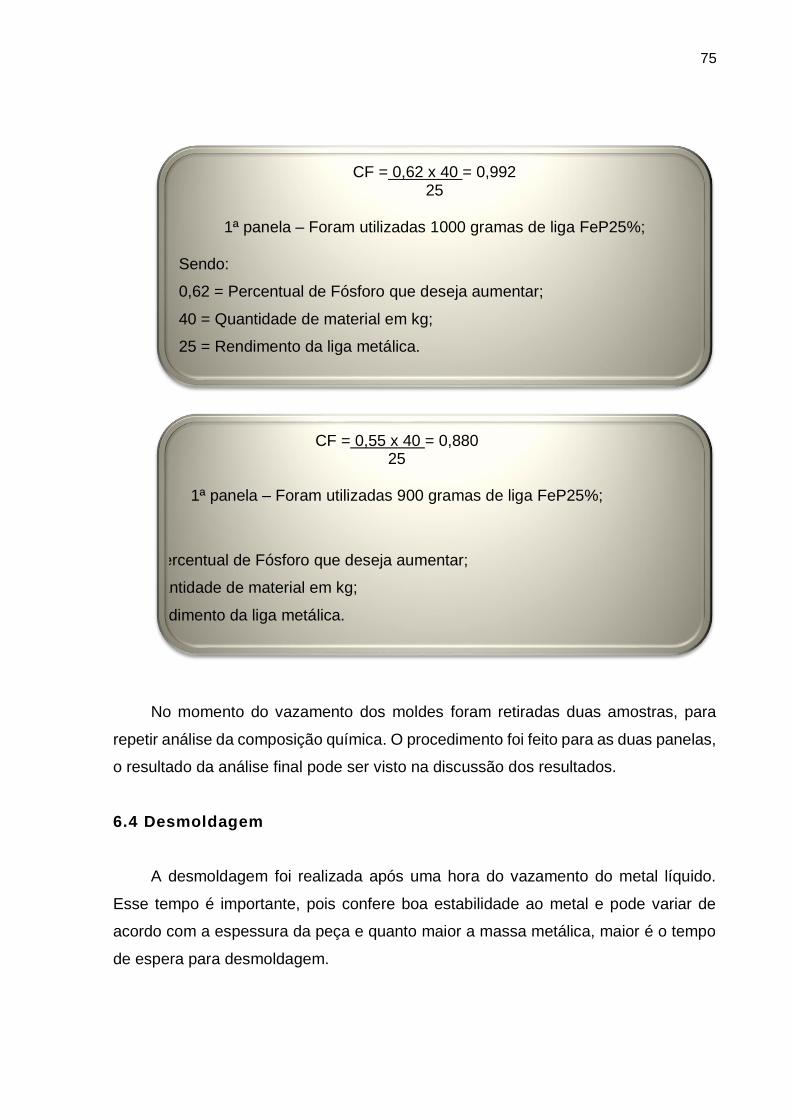
75
No momento do vazamento dos moldes foram retiradas duas amostras, para
repetir análise da composição química. O procedimento foi feito para as duas panelas,
o resultado da análise final pode ser visto na discussão dos resultados.
6.4 Desmoldagem
A desmoldagem foi realizada após uma hora do vazamento do metal líquido.
Esse tempo é importante, pois confere boa estabilidade ao metal e pode variar de
acordo com a espessura da peça e quanto maior a massa metálica, maior é o tempo
de espera para desmoldagem.
CF = 0,62 x 40 = 0,992 25
1ª panela – Foram utilizadas 1000 gramas de liga FeP25%;
Sendo:
0,62 = Percentual de Fósforo que deseja aumentar;
40 = Quantidade de material em kg;
25 = Rendimento da liga metálica.
CF = 0,55 x 40 = 0,880 25
1ª panela – Foram utilizadas 900 gramas de liga FeP25%;
Sendo:
0,55 = Percentual de Fósforo que deseja aumentar;
40 = Quantidade de material em kg;
25 = Rendimento da liga metálica.

76
6.5 Elaboração e aplicação do esmalte cerâmico
Com o objetivo de verificar o comportamento do esmalte quando em contato com
o ferro fundido, foram elaborados para teste, quatro composições diferentes de
esmalte, partindo de matérias primas cruas. Para esse fim, foi utilizado o laboratório
de escola de cerâmica (LEC), da Universidade Federal de São João del Rei (UFSJ)
Campus Tancredo Neves (CTAN) e as matérias primas utilizadas, em grande maioria,
foram doadas pelo laboratório, outras, no entanto, foram adquiridas com recurso
próprio ou cedidas pelo Programa de Pós-Graduação em Engenharia Mecânica
(PPMEC). Foram utilizados para esse fim, os equipamentos e instrumentos de
laboratório do LEC, já o processo de queima, foi realizado no laboratório de cerâmica
na UFSJ campus Santo Antônio (CSA).
As percentagens das substâncias na composição de três vidrados elaborados,
são sugeridas pelos autores Pagliuca e Faust no livro Porcelain (vitreous) enamels,
conforme já mostrado nas figuras 5.1 letras a), b) e c), e uma quarta composição
mostrada também na figura 5.1 letra d), elaborada conforme revisão bibliográfica.
As matérias primas foram pesadas com o auxílio de uma balança digital marca
Travel, modelo OH EDU- ASF 11 de precisão centesimal e capacidade máxima de
pesagem de 2 kg. Após a pesagem de toda a composição, foi acrescido 45 a 50% de
água e moída a úmido, em moinho de bolas excêntrico de laboratório, marca
Servitech, durante 30 minutos.
Figura 6.4 – Processo de mistura e moagem.

77
Foram utilizados trinta e dois protótipos fabricados para aplicação dos esmaltes,
sendo dez peças para aplicação do esmalte 04, dez peças para aplicação do esmalte
01, cinco peças para aplicação do esmalte 02 e cinco peças para aplicação do esmalte
03. O direcionamento dos testes para a composição 01 e 04, se dá em função dos
resultados obtidos previamente.
6.6 Aplicação do esmalte e limpeza da superfície
Os esmaltes obtidos, foram aplicados em peças com formatos de miniaturas de
panelas de ferro fundido cinzento, fabricadas conforme material visto no item 4.1. A
aplicação do revestimento vítreo, foi realizada em cabine de pintura da marca
Brasibras, modelo CPS 1000, com a utilização de pistola à pressão de 9,7 bar. Antes
de receber o revestimento cerâmico as peças foram limpas por meio de jateamento
de granalha de aço durante 10 minutos.
E para garantir que possíveis contaminações durante o transporte e manuseio
das peças não afetem o processo de esmaltação, foi realizada também a limpeza
ultrassônica. Nesse processo, as peças foram submersas em solução de álcool
isopropílico 99,5% PA ACS em baixa frequência por 15 minutos e em seguida,
revestidas com plástico filme até o momento de receber a camada de esmalte.
Sabe-se que o ferro fundido é facilmente oxidável e caso apresente sinais de
ferrugem na superfície, esse deve ser totalmente eliminado no processo de
jateamento. Caso contrário, podem ocorrer defeitos devido às reações do esmalte
com a oxidação do ferro, durante a etapa de queima.
6.7 Secagem
Depois de aplicado o revestimento, a peça esmaltada foi seca (drenada) antes
de receber uma nova camada de esmalte. A solução drenada é chamada de “biscoito”,
termo emprestado do processamento cerâmico. Quando o biscoito é completamente
seco, ele se torna forte o suficiente para ser tocado em processos manuais, ou seja,
para o manuseio. O tempo de drenagem durante o processo de secagem, depende
tanto da formulação do esmalte, quanto do método de aplicação que foi realizada por
78
spray. Nesse processo parte da água é evaporada antes da formação da camada pela
atomização, em que a água é sujeita a maior superfície específica. A temperatura
típica desta operação foi de aproximadamente 100ºC.
A velocidade do ciclo está relacionada à drenagem específica, à formulação do
esmalte e portanto, defeitos podem surgir durante a etapa. O procedimento de
esmaltação, requer a secagem imediata após a aplicação e a quantidade de água
removida, depende diretamente da formulação usada e indiretamente, do processo
de aplicação. Obviamente, soluções com grandes quantidades de água, envolvem
custos extras, relativos à evaporação, uma vez que parte da água evapora durante a
aplicação por spray e pode ser removida na exaustão de ar devidamente instalada,
conforme afirma DEITZEL, (1981).
Após a aplicação do esmalte por spray, as peças foram devidamente secas em
estufas de laboratório Servitech a 100 ± 5 °C durante um intervalo que varia entre 1 a
4 horas, sendo a primeira camada aplicada e a peça inserida na estufa por 1 hora. Em
seguida, foi aplicada a segunda camada permanecendo na estufa por mais 3 horas,
aproximadamente. Quando o revestimento está completamente seco, é possível tocar
no esmalte sem que o mesmo solte da superfície, mas algumas precauções devem
ser tomadas afim de não contaminar a superfície.
6.8 Processo de queima
A queima representa a última etapa do processo de esmaltação. A temperatura
e o tempo de queima são específicos para cada formulação de esmalte, portanto,
foram necessárias algumas adaptações segundo o tipo de forno, a taxa de
aquecimento, a espessura e o formato da peça. Para a realização deste processo
experimental, a queima foi realizada em forno elétrico (FE50RPN, Flyever) à
temperaturas que variam entre 680 a 800°C. Sabe-se que outros parâmetros como o
material e a espessura do substrato, também exercem influência na temperatura de
queima e como pode ser visto no dimensional das peças apresentadas na realização
da experiência, a espessura é de 4 mm ± 0,5 e o material é ferro fundido cinzento.
Vale lembrar, que quando a temperatura está abaixo do ponto de transição
vítrea do esmalte, o revestimento apresenta uma coloração opaca sem brilho e acima

79
do ponto, a cor se manifesta muito próximo ao preto. Entretanto, esse comportamento
varia de acordo com a formulação do esmalte e o tipo de substrato. Durante o
experimento, o patamar e a rampa de temperatura também foram testados, sendo o
patamar em 5, 8 e 10 minutos e a rampa 5, 10 e 15°C/min. Após a queima, as amostras
foram submetidas à análise visual para avaliação de defeitos superficiais.
6.9 Ensaio metalográfico
Para o ensaio microscopia óptica, foram retiradas amostras da própria peça.
Esse procedimento é mais representativo do que outros métodos em que as amostras
são retiradas dos canais de vazamento ou vazadas em moldes específicos. Porém, o
procedimento adotado torna o ensaio destrutivo, o que muitas vezes é inviável. Como
as peças são de espessuras finas e matéria frágil, as mesmas foram quebradas e as
amostras retiradas através de cortes feitos com serrinha manual, dessa forma não há
o aquecimento da secção.
Figura 6.5 – Retirada da amostra para preparo metalográfico.
Depois de retiradas, as amostras foram lixadas a úmido em politriz da marca
Pantec modelo Politan 2, com rotação de 600 rpm. Utilizando lixa d’água, com a
redução do grão na seguinte sequência: 180; 240; 360; 540; 800 e 1000, sendo que
a cada troca de lixa as amostras foram rotacionadas 90º. Em seguida, foi realizado o
polimento em politriz da mesma marca, porém utilizando pano de polimento e alumina
em suspensão 1μm e, por fim, com a utilização de pasta de diamante 1μm e 0,25μm.
Feito o polimento, as amostras foram limpas e secas com a utilização de algodão,
álcool etílico e secador.

80
As amostras foram analisadas no microscópio da marca UNION, modelo MCB-
1, com ampliação: 50 x – 1000 x para observação visual. No primeiro momento, foi
analisada e classificada a formação da grafita, pelo método comparativo segundo a
norma ASTM A-247. Depois de registradas as fotos imagens, as amostras foram
retiradas do microscópio e submersas em uma solução de 100 ml, contendo 4 ml de
ácido nital e 96 ml de álcool etílico, durante 20 segundos. O ataque com ácido nital
4% revela via microscópio a estrutura da matriz metálica que envolve os veios de
grafita, o que não é possível de ser observado com tamanha precisão, antes do ataque
químico. Os ensaios foram realizados com aumento de 100 x, segundo norma ASTM
A-247 (Método comparativo em “Plates AFS”).
6.10 Dimensional das amostras
Foi realizado o dimensional de uma amostragem contendo cinco peças,
selecionadas de forma aleatória. Esse ensaio foi realizado no laboratório de
metrologia da usinagem pertencente a Fundimig, empresa de Fundição e Usinagem,
localizada na cidade de Cláudio/MG, cujo objetivo do ensaio foi verificar a semelhança
entre as peças do lote. A máquina utilizada foi um tridimensional da marca Mitutoyo,
modelo BH 710. O resultado das medições pode ser visto na discussão dos
resultados.
Figura 6.6 – Ensaio tridimensional das amostras.
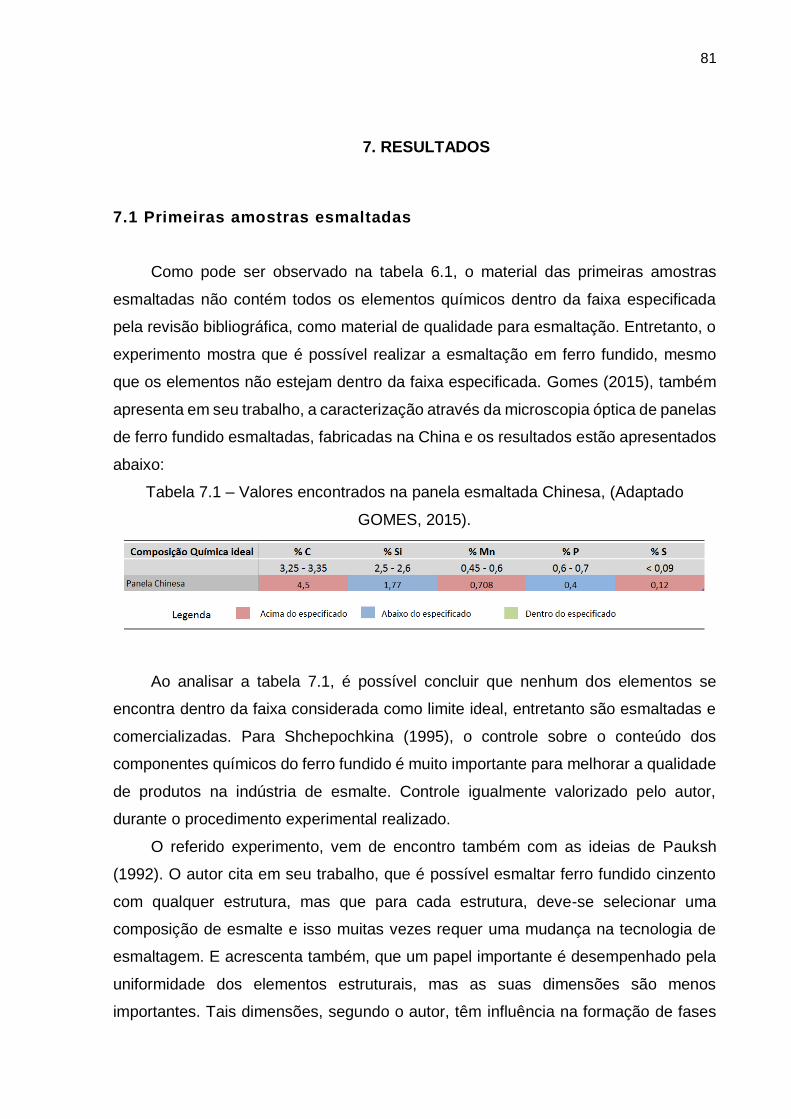
81
7. RESULTADOS
7.1 Primeiras amostras esmaltadas
Como pode ser observado na tabela 6.1, o material das primeiras amostras
esmaltadas não contém todos os elementos químicos dentro da faixa especificada
pela revisão bibliográfica, como material de qualidade para esmaltação. Entretanto, o
experimento mostra que é possível realizar a esmaltação em ferro fundido, mesmo
que os elementos não estejam dentro da faixa especificada. Gomes (2015), também
apresenta em seu trabalho, a caracterização através da microscopia óptica de panelas
de ferro fundido esmaltadas, fabricadas na China e os resultados estão apresentados
abaixo:
Tabela 7.1 – Valores encontrados na panela esmaltada Chinesa, (Adaptado
GOMES, 2015).
Ao analisar a tabela 7.1, é possível concluir que nenhum dos elementos se
encontra dentro da faixa considerada como limite ideal, entretanto são esmaltadas e
comercializadas. Para Shchepochkina (1995), o controle sobre o conteúdo dos
componentes químicos do ferro fundido é muito importante para melhorar a qualidade
de produtos na indústria de esmalte. Controle igualmente valorizado pelo autor,
durante o procedimento experimental realizado.
O referido experimento, vem de encontro também com as ideias de Pauksh
(1992). O autor cita em seu trabalho, que é possível esmaltar ferro fundido cinzento
com qualquer estrutura, mas que para cada estrutura, deve-se selecionar uma
composição de esmalte e isso muitas vezes requer uma mudança na tecnologia de
esmaltagem. E acrescenta também, que um papel importante é desempenhado pela
uniformidade dos elementos estruturais, mas as suas dimensões são menos
importantes. Tais dimensões, segundo o autor, têm influência na formação de fases

82
em relação à temperatura de queima do esmalte. Como mostra a figura a seguir:
Figura 7.1 – Estrutura do ferro, (Adaptado de PAUKSH,1992).
Coluna I – linhas a); b) e c)
Estrutura grosseira do ferro fundido moldado em areia,
predominantemente perlítico.
Coluna II – linhas a); b) e c)
Estrutura refinada do ferro fundido moldado em molde metálico,
predominantemente perlítico.
Linha b) – coluna I e II
Estrutura do ferro fundido após aquecimento a 750°C, decomposição
da perlita.
Linha c) – coluna I e II
Estrutura do ferro fundido após aquecimento a 850°C, novamente a
formação da perlita.

83
Pagliuca e Faust (2011) também afirmam que "para obter um objeto de ferro
fundido esmaltado de qualidade, deve-se fabricar o substrato dentro dos limites
tolerados de composição". E completam que qualquer composição química fora do
especificado, irá resultar em um produto esmaltado que pode apresentar defeitos com
o passar do tempo. E a China, país com maior volume de comércio internacional,
também fabrica panelas de ferro fundido esmaltada com percentuais altos de carbono
(4,5%), baixo em silício (1,77%), alto em enxofre (0,12%) e baixo em fósforo (0,4%).
Corrobora-se enfim, que esse processo é possível, desde que sejam feitas
alterações no esmalte, porém não é garantia de um produto esmaltado de qualidade
e principalmente durabilidade.
7.2 Elaboração dos moldes
Sabe-se que o material escolhido para a fabricação do molde, exerce influência
nas taxas de resfriamento do ferro fundido e consequentemente, modifica as
dimensões das fases microestruturais. Sabe-se também que a estrutura e
consequentemente, as propriedades de uma peça fundida, dependem das condições
térmicas durante a solidificação ou mais precisamente, das taxas de resfriamento, que
por sua vez dependem das resistências térmicas metal/molde e molde/ambiente
(SANTOS, 1997).
Os moldes fabricados no experimento, foram elaborados em areia à verde devido
a disponibilidade de ferramental e máquina de moldar, mas para fins de esmaltação,
condições melhores de microestrutura seriam obtidas em moldes metálicos, embora
não represente fator determinante na qualidade da esmaltação. Uma vez que a peça
fundida é de pequena espessura (4 mm), a troca de calor entre o metal e as paredes
do molde ocorrem de forma rápida, favorecendo assim a formação de grafitas finas
em matriz predominantemente perlítica.
A velocidade de solidificação, é um fator importante que determina a quantiade
de grafita formada, que nesse caso é favorecida, se as velocidades apresentam-se
moderadas e baixas. Esse fator influencia também no tipo de matriz formada nos
ferros fundidos cinzentos. Velocidades de refriamento moderadas favorecem a
formação da matriz perlítica, enquanto que velocidades de resfriamento baixas,

84
favorecem o aparecimento da matriz ferrítica (SMITH, 2013).
7.3 Liga de ferro fundido
Por meio de análise via espectrometria ótica, realizada no metal retirado
momentos antes do vazamento, é possível verificar o teor dos elementos contidos na
liga. Nesse momento, todas as adições já haviam sido feitas, tais como acréscimo de
fósforo e ganho de silício no processo de inoculação. Os resultados obtidos estão
descritos na tabela 7.2 de forma comparativa.
Tabela 7.2 – Análise final da panela de vazamento 1 e 2.
Cálculo do carbono equivalente segundo composição da tabela 7.2, final (1).
C. E. = % C + 1/3 (% Si + % P)
C.E. = 3,264 + 1/3 (2,505 + 0,643)
C.E. = 4,313
Através do cálculo, percebe-se que é uma liga eutética, segundo o diagrama de
equilíbrio FeC.
Considerando a análise das tabelas que apresentam o resultado, é possível
observar que o procedimento de fusão adotado foi adequado e todos os elementos se
encontram dentro da faixa limite na primeira panela e considerados ideais, na
segunda. A composição do ferro fundido, no entanto, deve atender aos requisitos da
fundição, bem como o processo de esmaltação. Deve ter fluidez suficiente para
preencher completamente a cavidade do molde, sem que haja a formação aparente
de defeitos como, porosidades, micro inclusões e outros. Pode-se fazer uso de uma
Elemento (%) C Si Mn P S
Resultado de análise final (1) 3,297 2,401 0,472 0,862 0,099
Resultado de análise final (2) 3,264 2,505 0,485 0,643 0,088
Composição Ideal 3,25 - 3,35 2,50 - 2,60 0,45 - 0,60 0,60 - 0,70 < 0,09
Composição Limite 3,25 – 3,60 2,25 – 3,00 0,45 – 0,65 0,60 – 0,95 0,05 – 0,10

85
pequena quantidade de sucata disponível, entretanto deve ser uma composição
economicamente viável.
Carbono.
O carbono combinado está presente como cementita (Fe₃C) ou dissolvido na
perlita ou austenita do ferro. Um aumento do carbono combinado resulta em um
aumento na dureza do ferro, ou seja, o carbono é que dá as propriedades e
características do ferro fundido. Porém, a quantidade em grande medida, é controlada
pelas matérias primas e a prática de fundição. O ferro fundido branco é baixo em
carbono não combinado, que muitos esmaltadores consideram um constituinte
indesejável para o ferro fundido que recebe a camada de esmalte.
Houve um tempo, em que somente o ferro fundido branco podia ser esmaltado,
mas hoje é comum esmaltar produtos fabricados em ferro fundido cinzento,
principalmente em países como a China, Itália, França e outros. Com o aumento do
teor de carbono no ferro fundido, a dureza, contração linear e fragilidade aumentam.
Mais de um por cento do carbono combinado tende a enfraquecer a peça fundida e
se exceder três por cento como carbono grafítico, torna-se macio. As quantidades
relativas de carbono combinado e não combinado, também dependem das taxas de
resfriamentos e podem ser modificados com tratamentos térmicos.
Silício.
O silício em ferro fundido tende a transformar o carbono combinado (Fe₃C) em
carbono grafítico, suavizando o ferro. Se o ferro é rico em carbono combinado e o
silício não reduz esse último constituinte abaixo de um por cento, ele tem um efeito de
fortalecimento na medida em que reduz a fragilidade. Também tende a contrariar o
efeito de endurecimento do enxofre. Se presente em excesso de três e meio por cento,
ele muda completamente o caráter do ferro, o ferro se torna prateado, quebradiço e
fraco. O silício melhora a fluidez do ferro e se não estiver presente em quantidade
suficiente, a fundição é difícil devido à tendência de formar inclusões de escória e
micro porosidades.
O silício é um produto economicamente inviável, mas é essencial para a
produção de uma boa fundição, uma vez que favorece o refino de grão. Seu efeito é

86
contrariado pelo manganês e pelo enxofre. Teores de aproximadamente 3% de
carbono e 2,5% de silício favorecem a formação de matriz perlítica e inibi a formação
de grafitas grosseiras, predominando grafitas no tamanho de 0,06 a 0,20 mm.
Manganês.
O manganês tende a contrariar o efeito do enxofre no ferro fundido, agindo como
um amaciador em quantidades até 0,50 por cento. Mais de 2,0 por cento, tende a
endurecê-lo. O manganês também atua para aumentar a solubilidade do carbono,
possibilitando porcentagens muito maiores. Em quantidades menores, endurece o
ferro, mas onde peças macias são desejadas, não deve exceder 0,50 por cento. Tem
uma tendência para reduzir as propriedades magnéticas do mesmo. Como o ferro
gusa é geralmente baixo em manganês, ligas de ferro manganês devem ser
adicionadas ao forno, mas esse fator aumenta o custo da produção.
Fósforo.
O fósforo tem pouco efeito sobre o ferro se adicionado em quantidades abaixo
de 0,70 por cento, mas, em quantidades maiores, enfraquece-o. O fósforo diminui a
contração linear e como o silício, ele contribui consideravelmente para aumentar a
fluidez do ferro fundido. No processo de esmaltação, é desejável que o ferro fundido
tenha a menor contração linear possível e dessa forma, evita defeitos relacionados à
incompatibilidade de contração do ferro e da camada de esmalte durante o
resfriamento. Na fabricação de peças de pequena espessura e com geometria
irregular, o fósforo é uma ótima ajuda, já que a fluidez que o mesmo proporciona ao
material torna possível preencher perfeitamente a cavidade do molde.
Enxofre.
O enxofre aumenta a dureza, fragilidade e contração linear ao reagir com o ferro.
Enfraquece consideravelmente o material e nunca deve exceder 0,10 por cento, a
menos que seus efeitos sejam contrariados por outros elementos como o manganês.
Sua contração é tão grande que deve ser dada uma consideração especial nos
padrões de elaboração. Se o teor de silício for inferior a 1,0 por cento, o enxofre não
deve exceder 0,06 por cento devido à fragilidade que ele apresenta.

87
Elementos diversos.
Existem vários outros elementos em alguns ferros fundidos e muitos dos quais,
têm pouco efeito sobre as propriedades. O níquel, suaviza e fortalece o ferro fundido
produzindo um grão fino. O alumínio, amacia e enfraquece o ferro cinzento mas sua
presença no ferro branco, tende a reforçá-lo em 0,2 a 1,0 por cento. Ligas de vanádio
age como desoxidante quando se junta ao ferro, fortalecendo-o, assim como o titânio.
E o cromo, age sobre o mesmo, endurecendo-o.
Embora seja verdade que a composição química do ferro fundido possa variar
de forma satisfatória em uma ampla gama, deve-se lembrar que o ferro fundido
destinado ao processo de esmaltação, deve possuir todos os elementos químicos
dentro do intervalo de composição visto na tabela 4.6. Uma vez que o coeficiente de
expansão do ferro é controlado pela composição do mesmo e, qualquer variação no
coeficiente de expansão resultará, inevitavelmente, em fissuras e lascadas do
esmalte.
É possível, no entanto, variar a composição do esmalte para adaptar às
diferentes composições e microestruturas obtidas no ferro fundido cinzento. É
necessário, porém, um grau de uniformidade na sua composição afim de se produzir
mercadorias de boa qualidade e sem perda, devido a defeitos ocorridos durante o
processo de fabricação.
7.4 Ensaio microscopia óptica
Segue abaixo a microestrutura do ferro fundido cinzento obtido na primeira e na
segunda panela.

88
Figura 7.2 – Imagens metalográficas obtidas de amostra do primeiro lote –
ampliação 100x.
Figura 7.3 – Imagens metalográficas obtidas de amostra do segundo lote -
ampliação 100x.
Todo carbono existente na estrutura do ferro fundido ou a sua maior parte,
apresenta-se na forma de grafita. Estruturalmente, os carbonetos estão ausentes ou
apresentam-se em pequenas proporções. A adequação do ferro fundido para
esmaltação é largamente determinada pelo tamanho das partículas de grafita, que por
sua vez, depende dos componentes da liga e sua proporção.
No diagrama de equilíbrio de uma liga de Fe, C, Si, ao ultrapassar a última linha
de transformação, corresponde à temperatura do eutetóide, a austenita remanescente
100 μm 100 μm
100 μm 100 μm

89
passa a perlita e a estrutura da liga é constituída de perlita com lamelas de grafita,
podendo a perlita ainda, com resfriamento mais lento, decompor-se parcialmente em
ferrita e grafita. Sabe-se que a perlita é um micro-constituinte composto por lamelas
de ferrita intercaladas com lamelas de cementita e confere ao ferro fundido boa
resistência mecânica. Taxas de resfriamentos rápidos associadas a elementos
pelitizantes favorecem a formação de uma matriz composta em maior quantidade de
perlita com veios de grafitas refinados e a reatividade do esmalte em ferro fundido
com a presença de partículas grosseiras de grafita é pior do que a de partículas finas.
Através das análises micrográficas é possível afirmar que as fotomicrografias
das figuras 6 e 7 apresentam matriz predominantemente perlítica acima de 70%, com
ferríta em torno de 27% e alguma presença de esteadita, constituinte estrutural de
natureza eutética duro e frágil, consiste em fosfeto de ferro (Fe3P). Grafita lamelar do
tipo VII, tamanhos 4 e 6, com distribuição B, segundo a norma ASTM A-247. Segundo
a revisão bibliográfica se trata de um material de qualidade para o processo de
esmaltação.
7.5 Dimensional das amostras
A secção das peças é outro fator significativo que influenciam as propriedades
mecânicas dos ferros fundidos cinzentos. Isso devido ao efeito da velocidade de
resfriamento, ou seja, se é lenta, proporciona maior quantidade de carbono livre ou
grafita. Se é rápida, pode levar à formação de ferro fundido branco ou mesclado, com
apreciáveis variações nas propriedades mecânicas, principalmente dureza e
resistência ao desgaste. Peças de secções mais finas, mesmo se fundidas em moldes
de areia, podem apresentar menos grafita, cuja quantidade diminui ainda mais se os
moldes forem metálicos.
Para o referido procedimento experimental, foram fabricados protótipos de
panelas em tamanhos reduzidos, de pequena espessura. Apresenta-se abaixo, o
dimensional de uma amostra contendo cinco peças, cujos valores encontrados estão
descritos nas tabelas que se seguem:

90
Tabela 7.3 – Valores encontrados no dimensional dos protótipos.
a) Protótipo 1
b) Protótipo 2

91
c) Protótipo 3
d) Protótipo 4
e) Protótipo 5

92
Somente a peça 2 apresenta o valor da medida do diâmetro fora da tolerância
pré estabelecida de ± 0,5 mm. O dimensional das demais peças está dentro da
tolerância, caracterizando assim uma semelhança entre todas as peças da amostra
analisada.
7.6 Elaboração e aplicação do esmalte cerâmico
As quatro composições apresentam comportamento normal quanto à mistura
das matérias primas cruas e água, com aspecto heterogêneo. A decantação também
foi notada quando a mistura permanece em repouso por mais de 20 minutos, sendo
necessário agitar a composição do esmalte, minutos antes da sua utilização.
Durante os testes detectou-se partículas oriundas do jato de granalha
depositadas na superfície rugosa do ferro fundido, prejudicando assim a aderência do
esmalte. Testes com jato de areia em cabine enclausurada e jateamento com óxido
de alumínio, também foram realizados e apresentaram resultados superiores ao
jateamento com granalha de aço, sendo o jato de areia o mais eficaz.
Entretanto, é aconselhável adaptar o processo ao uso do jato de granalha por
questões ambientais, custo e disponibilidade de equipamentos. Soprar as peças com
ar comprimido após o jateamento, é um processo extremamente importante, uma vez
que elimina pequenas partículas depositadas na superfície. E as etapas posteriores
também devem ser observadas como o transporte e o manuseio, principalmente em
ambientes com grande concentração de névoas ou poeiras. Portanto, a limpeza e a
remoção de pequenas partículas da superfície a ser esmaltada é fator crucial no
processo de esmaltação.
No processo de secagem, foram observados alguns defeitos que impediram a
sequência de operações, sendo necessário em alguns momentos, a retirada da
camada de esmalte e reaplicá-la. A composição de esmalte 02 apresentou grande
retração durante a secagem e a temperatura da estufa foi reduzida em 20°C
mantendo-se a 80°C por um tempo mais estendido.
Para aplicação da primeira camada de esmalte, a opção foi aquecer a peça por
20 minutos a 100°C, esse procedimento facilita a evaporação da água durante a

93
aplicação do esmalte por spray, porém não foi observada grande influência no
resultado final, tornando esse procedimento optativo.
Durante a queima, ocorreu a interação química entre a camada de esmalte vítreo
e a superfície do substrato de ferro fundido cinzento. Consequentemente, é nessa
fase que ocorre uma grande concentração de defeitos. Estes podem ter como origem,
diversos fatores, tais como: temperatura de queima abaixo ou acima do ponto de
transição vítrea; tempo excessivo do patamar; aplicação da camada de esmalte
resultando em espessuras diferentes; composição do esmalte; decantação de algum
constituinte do esmalte; rugosidade da superfície do substrato; atmosfera do forno,
entre outros.
Entretanto, ainda não é possível explicar exatamente quando um ou outro
ocorrem e porque ocorrem os defeitos, para isso seria necessário um estudo
concentrado na área de defeitos aparentes. O que se percebe até o momento, é a
manifestação mais acentuada de defeitos em algumas composições de esmalte em
relação às outras e também a influência de alguns parâmetros. Veja nas imagens
abaixo o comportamento das quatro composições testadas:
a) Aplicação do esmalte 01
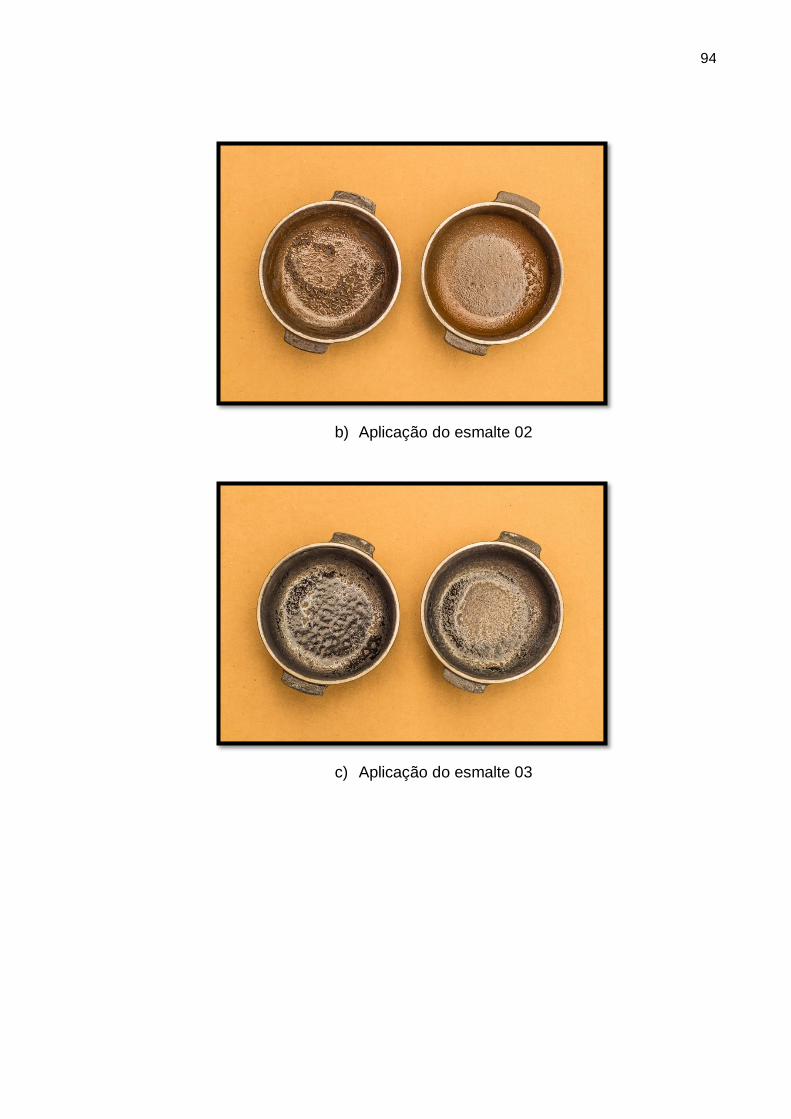
94
b) Aplicação do esmalte 02
c) Aplicação do esmalte 03
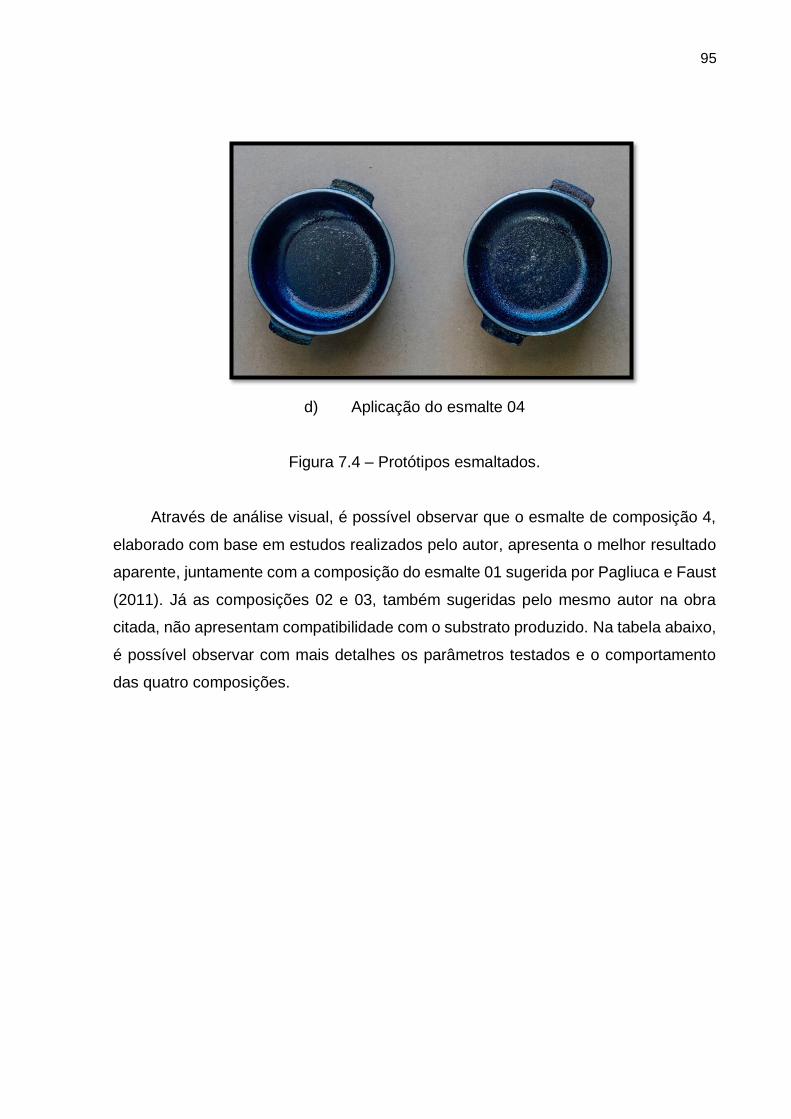
95
d) Aplicação do esmalte 04
Figura 7.4 – Protótipos esmaltados.
Através de análise visual, é possível observar que o esmalte de composição 4,
elaborado com base em estudos realizados pelo autor, apresenta o melhor resultado
aparente, juntamente com a composição do esmalte 01 sugerida por Pagliuca e Faust
(2011). Já as composições 02 e 03, também sugeridas pelo mesmo autor na obra
citada, não apresentam compatibilidade com o substrato produzido. Na tabela abaixo,
é possível observar com mais detalhes os parâmetros testados e o comportamento
das quatro composições.

96
Tabela 7.4 - Parâmetros de teste.
Analisando a tabela 7.4, é possível afirmar que:
1. O jato de granalha, como explicado anteriormente, representa a melhor
opção. Porém, cuidados especiais em relação às possíveis poeiras
depositadas dentro do jato devem ser tomados. Essa poeira tende a
misturar-se com as granalhas de aço e deposita-se na superfície do
substrato. Nesse caso, é necessário soprar todas as peças com ar
comprido em média pressão e não deixar as mesmas expostas em
ambiente passível de névoas ou poeiras.
2. O aquecimento prévio é opcional, entretanto, nota-se uma maior
facilidade na aplicação do esmalte.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
Resultado satisfatório Não apresentou variações
Requer atenção Resultado não satisfatório
Es
ma
lte
01
Es
ma
lte
02
Es
ma
lte
03
Es
ma
lte
04
Temperatura de
queimaPatamar Rampa Aplicações
680°C 4C/3Q
Limpeza da
superfície
Jato de
areia
Jato de
granalha
Aquecimento
Prévio das
amostras
Sem
aquec.10°/min 15°/min 2C/1Q 3C/2Q750°C 800°C 5 min 8 min 10 min 5°/minA
mo
str
as
Legenda
100°C/2
0 min
Aplicação
Spray Imerção

97
3. A questão de custo do processo deve ser considerada ao se optar pelo
aquecimento das peças.
4. A aplicação por spray agiliza o processo e é possível fazê-la de forma
automatizada. Representa a melhor opção.
5. As quatro composições caracterizam-se como esmaltes de baixa, isso se
explica devido ao teor de fundentes presente nas composições, como
bórax e feldspato. Os fundentes diminuem a temperatura de fusão dos
materiais refratários como a sílica. Entende-se como refratário o material
que pode permanecer em contato com o fogo ou que suporta calor
elevado sem se deformar. É necessária a aplicação somente de esmalte
de baixa, devido ao ponto de fusão do ferro fundido cinzento, que é em
torno de 1200 a 1250°C.
6. No que se refere ao tempo, pode-se afirmar que os tempos de patamar
testados não exerceram influência no resultado final, entretanto, o menor
tempo deve ser tomado como base, por questões de viabilidade
econômica. O tempo de rampa variou em relação às composições
testadas, o esmalte 2 demonstrou uma maior tendência a trincas e lascas
com aquecimentos mais rápidos.
7. A quantidade de camada aplicada é influenciada pela composição do
esmalte e o tipo de aplicação. Este parâmetro está diretamente ligado à
questão custo e tempo, sendo diretamente proporcional ao número de
queimas. O resultado final deve ser sempre uma camada lustrosa e
brilhante de forma a cobrir toda a superfície do substrato. Com esmaltes
mais elaborados, talvez seja possível chegar a um resultado satisfatório
com apenas uma camada e uma queima, mas para isso é necessário
matéria prima de qualidade e um processo de mistura adequado ao
processo de elaboração do esmalte.
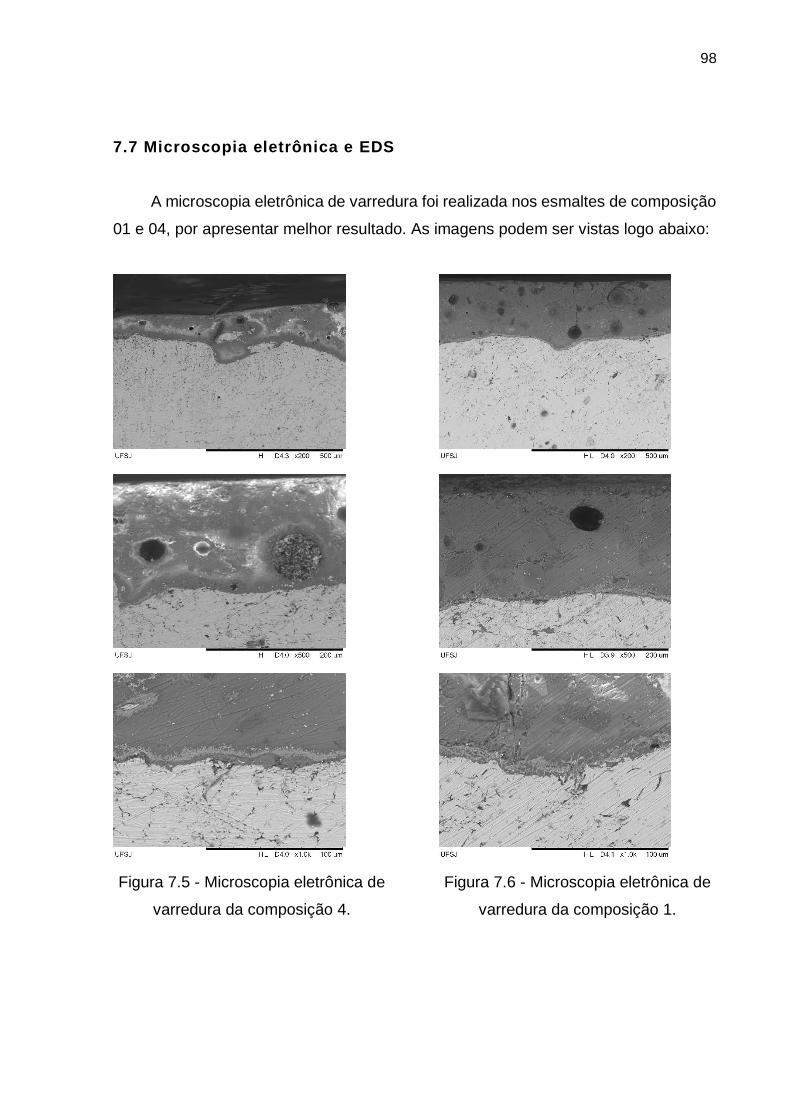
98
7.7 Microscopia eletrônica e EDS
A microscopia eletrônica de varredura foi realizada nos esmaltes de composição
01 e 04, por apresentar melhor resultado. As imagens podem ser vistas logo abaixo:
Figura 7.5 - Microscopia eletrônica de
varredura da composição 4.
Figura 7.6 - Microscopia eletrônica de
varredura da composição 1.
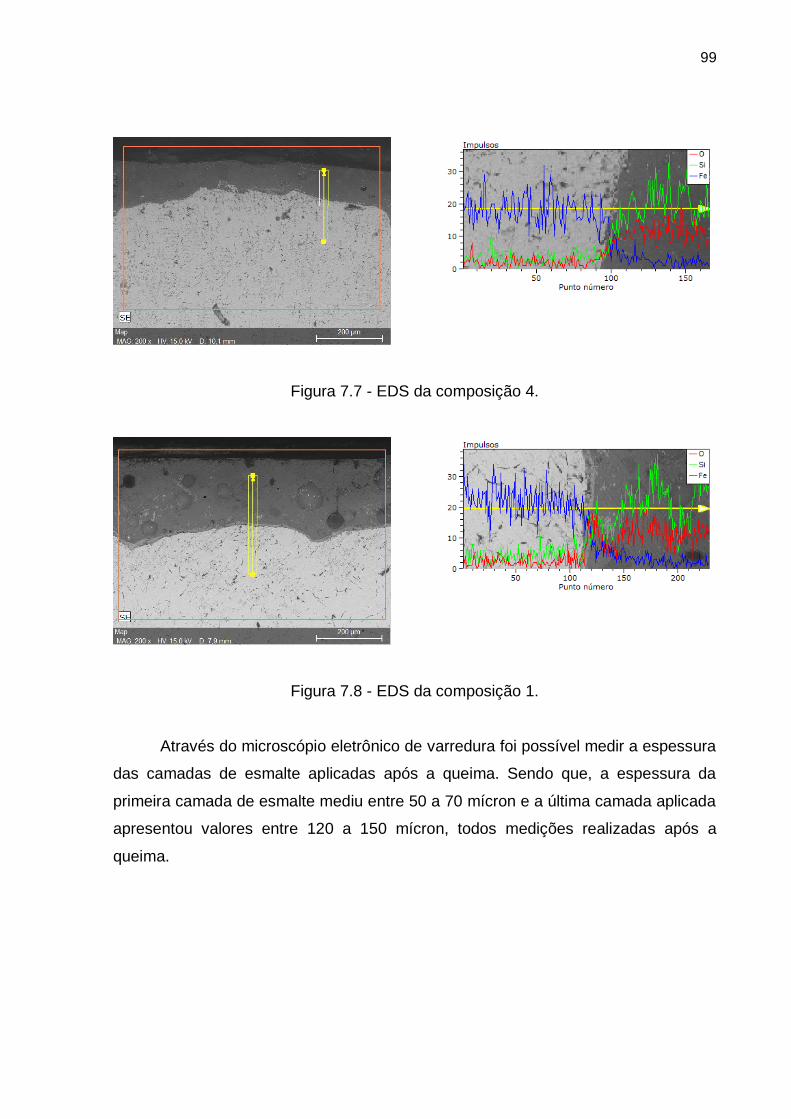
99
Figura 7.7 - EDS da composição 4.
Figura 7.8 - EDS da composição 1.
Através do microscópio eletrônico de varredura foi possível medir a espessura
das camadas de esmalte aplicadas após a queima. Sendo que, a espessura da
primeira camada de esmalte mediu entre 50 a 70 mícron e a última camada aplicada
apresentou valores entre 120 a 150 mícron, todos medições realizadas após a
queima.

100
8. CONCLUSÃO
A qualidade assim como o tipo de esmalte aplicado, são os principais fatores na
obtenção de uma camada de qualidade, ou seja, lisa, brilhante e livre de defeitos. O
substrato, portanto, exerce influência na durabilidade da camada, proporcionando
uma maior ou menor interação entre os dois materiais. As figuras 7.5 e 7.6
demonstram que houve uma perfeita interação entre o esmalte aplicado e o substrato,
já as imagens das figuras 7.7 e 7.8 mostram a interação dos óxidos de ferro formado
na interface.
A pesquisa realizada mostra que um resultado satisfatório depende muito da
qualidade do esmalte aplicado e é justamente essa questão que apresenta defasagem
de estudos realizados no Brasil. E para se traçar um perfil mais apropriado do
processo, são necessárias pesquisas pautadas, principalmente na qualidade das
matérias primas e no processo de mistura e aplicação.
A elaboração do substrato adequado e o processo de esmaltação, requer
cuidados na sua elaboração. Tanto a composição química, quanto a matéria prima
utilizada e a temperatura, são parâmetros que devem ser controlados para se chegar
a um resultado satisfatório, assim como o uso do forno elétrico ou a indução, que
também são indispensáveis. Já o processo de moldação deve ser preferencialmente
mecanizado para melhor controle dimensional da peça e acabamento superficial, uma
vez que superfícies muito rugosas dificultam a esmaltação.
Corrobora-se, enfim, que o substrato de ferro fundido, com as características
necessárias ao processo de esmaltação, é possível de ser elaborado no Município de
Cláudio-MG, entretanto, a elaboração do esmalte com matérias primas cruas
provenientes do Brasil, ainda carecem de estudos específicos, bem como o processo
de aplicação e queima.
O presente estudo é uma contribuição para que novas pesquisas sejam feitas no
setor de esmaltação, de forma a contribuir para o desenvolvimento dessa técnica no
Brasil. Agregar valor aos produtos fabricados em ferro fundido, diminuir a importação
de artefatos de cocção dos mesmos, tornar o produto acessível a todos com
ampliação de mercado das indústrias de fundição do município e região, são ações
necessárias que podem ser ampliadas com a implementação de novas pesquisas.

101
9. SUGESTÕES PARA TRABALHOS FUTUROS
É de conhecimento que a França, a Itália, a China e outros países que atendem
a um mercado cada vez mais competitivo, amplo, diversificado e inovador,
comercializam objetos de cocção fabricados em ferro fundido, com acabamento
esmaltado. Entretanto, esses objetos chegam ao Brasil com valores elevados e pouca
disponibilidade no comércio.
Com base nos resultados desta pesquisa e no aporte literário da mesma,
recomenda-se a fabricação de tais produtos no Brasil de forma ampla e com
qualidade, conceito que deve ser exercido durante todo processo produtivo e
entendido como o direcionamento das ações para o pleno atendimento do Cliente.
Torna-se necessário, entretanto, obter o domínio das técnicas de esmaltação em ferro
fundido.
Pesquisas nessa área, corroboram, significativamente, para que a qualidade se
consolide e por isso, alguns temas são sugeridos:
Investigar e caracterizar o revestimento vítreo aplicado em objetos de cocção
de ferro fundido, fabricados em outros países.
Estudar as matérias primas utilizadas na fabricação de esmaltes vítreos
importados e comparar com as matérias primas disponíveis no Brasil.
Conhecer sua origem, grau de pureza, composição elementar e outros.
Investigar as técnicas mais atuais disponíveis no mercado em relação ao
processo de mistura e aplicação do esmalte vítreo e verificar a influência dos
parâmetros mais relevantes.

102
10. REFERÊNCIAS BIBLIOGRÁFICAS
( * ) Conhecimento obtido através de observações e entrevistas realizadas nas
fundições Santana e Araguaia localizadas na cidade de Cláudio.
ASTM A 247: AMERICAN SOCIETY FOR TESTING AND MATERIALS –Standard
Test Method for Evaluating the Microstructure of Grafite in Iron Castings. Philadelphia.
V.01.02, 1998.
ALEUTDINOV, A D ; GHYNGAZOV, S A ; MYLNIKOVA, T S ; LUCHNIKOV . Thermal
shock removal of defective glass-enamel coating from cast-iron products, P A
IOP Conference Series: Materials Science and Engineering, 2015, Vol.81(1), p.012069
(5pp)
BALDI Giovanni, et.al. New coatings for the functionalization of enamelled
surfaces, In: 23 International Enamel Congress Monday May 25th 2015.
BIOLO, Simone Maríndia. Reuso do resíduo de fundição areia verde na produção
de blocos cerâmicos. 2005.
BODAGHI, Masoud; DAVARPANAH, Amin. The influence of cobalt on the
microstructure and adherence characteristics of enamel on steel
sheet. Processing and Application of Ceramics, v. 5, n. 4, p. 215-222, 2011.
BUDINSKI, Kenneth G.; BUDINSKI, Michael K. Engineering materials. Nature, v. 25,
p. 28, 2009.
CALLISTER Jr, W. D.,Ciência e engenharia de materiais: uma introdução. 7ª
edição., Rio de Janeiro, LTC, 2011.
CERVO, Amado Luiz. Metodologia científica. Amado Luiz Cervo, Pedro Alcino
Bervian, Roberto da Silva.-. 2007.
CHIAVERINI, V. Aços e ferros fundidos. 7ª edição, São Paulo: Associação Brasileira
de Metalurgia e Materiais – ABM, 2002.
COLPAERT, H. Metalografia dos produtos siderúrgicos comuns. 4ª Edição. São
Paulo: Editora Blucher, 2008.
COMPAGNONI, A. M.; ROSSI, S. ENAMEL and DESIGN The Potential of enameled

103
materials in design applications. In: 22rd International Enamellers Congress.
Cologne. 2012. p. 200-212.
DAVIS, Joseph R. et al. (Ed.). ASM specialty handbook: cast irons. ASM international,
1996.
DOS SANTOS, Marcello Lopes. Processos de Formação de Preços. IESDE BRASIL
SA.
ELLIOT, G. F.; Current Pactices in Enamelling Cast Iron by the Wet-Process
Method. Proceedings of the Porcelain Enamel Institute Technical Forum, p 459-461,
1983.
EPPLER, Richard A. Selecionando Matérias-Primas para Esmaltes. American
Ceramic Society (ACS) no, v. 19, n. 2, 1998.
FERREIRA, Alexandre Furtado; SALVINO, Ingrid Meirelles. Simulação do processo
de solidificação de ligas binárias (Fe-c) pelo método do campo de fase. 2010.
FERREIRA, Márcio Henrique. Análise da vida em fadiga termomecânica de ferros
fundidos cinzento e vermicular. 2017. Dissertação (Mestrado em Desenvolvimento,
Caracterização e Aplicação de Materiais) - Escola de Engenharia de São Carlos,
Universidade de São Paulo, São Carlos, 2017.
FONSECA, Marco T. Ferro fundido cinzento. Apostila do curso Técnico de Fundição
do SENAI CETEF, 2002.
FILHO, et.al. Avaliação do comportamento de alguns inoculantes para ferros
fundidos cinzentos. Financiadora de estudos e projetos FINEP, Sociedade
educacional TUPY. 1975
FUNDIÇÃO SANTANA, Disponível em: <http://fundicaosantana.com.br/linha-
domestica>. Acesso em 8 de fevereiro de 2017.
FUNDIÇÃO TENACE, Disponível em: <http://www.fundicaotenace.com.br/ > Acesso
em 13 de outubro de 2017.
GAI, B. F., Esmaltação inorgânica em lâminas de aço. 2009. Dissertação
(Graduação em Tecnologia Cerâmica) – Universidade do Extremo Sul Catarinense,
UNESC. 2009

104
GIOVANNI, et.al. New coatings for the functionalization of enamelled surfaces,
In: 23 International Enamel Congress Monday May 25th 2015.
GIULIANO, Jose Antonio Schenini. Os processos de fundição, como ferramenta
na obtenção de esculturas em metal. 2008.
GOMES, Robert. "Artefatos de cocção em ferro fundido: Agregação de valor a
partir do design e da seleção e aplicação de processos de revestimento
cerâmico". 97 f. Tese (Mestrado) – Departamento de Engenharia de Materiais,
Universidade Federal de Ouro Preto, 2015.
KING, Burnham W.; TRIPP, H. P.; DUCKWORTH, Winston H. Nature of adherence
of porcelain enamels to metals. Journal of the American Ceramic Society, v. 42, n.
11, p. 504-525, 1959.
LE CREUSET, Disponível em: <https://www.lecreuset.com.br/ferro-fundido>. Acesso
em 8 de fevereiro de 2017.
MISZTAL, A. et al. The human role in a progressive trend of foundry
automation. Metalurgija, v. 54, n. 2, p. 429-432, 2015.
MITTERPACH, Jozef et al. Environmental analysis of waste foundry sand via life
cycle assessment. Environmental Science and Pollution Research, p. 1-10, 2016.
NEUMANN, CLÓVIS. Gestão de sistemas de produção e operações:
produtividade, lucratividade e competitividade. Elsevier Brasil, 2013.
PAGLIUCA, S., Faust, W. D. Porcelain (Vitreous) Enamels: ans Industrial
Enamelling Processes, the Preparation, application and properties of enamels.
3ª Edição. Mantova-Itália: Editora: Tipografia Commerciale srl, 2011.
PORTAL ABIFA, Associação Brasileira de Fundição. Disponível em
<https://www.abifa.org.br/indices-setoriais/> Acesso em 02 de novembro de 2016.
PORTAL IEI, International Enamellers Institute. Disponível em <http://www.iei-
World.org/pagine/enamel03.asp> Acesso em 23 de novembro de 2016 às 22:00
horas.
QUINTAES, K.D. e AMAYA-FARFAN, J., Avaliação do Estado Nutricional em Ferro
de Jovens Estudantes em Regime de Alimentação Ovolactovegetariana. In:

105
Revista Ciências Médicas Campinas - 15(2):109-116, mar./abr., Campinas, Brasil,
2006.
QUINTAES, Késia Diego. Utensílios para alimentos e implicações
nutricionais. Rev. Nutr, v. 13, n. 3, p. 151-156, 2000.
QUINTAES, Késia Diego; ALMEYDA HAJ-ISA, Niurka; MORGANO, Marcelo Antônio.
Concentração de ferro e aceitação de iogurte preparado em iogurteiras de ferro
fundido (Migração de ferro e aceitação de iogurte). Arch. latinoam. nutr, v. 55, n.
4, p. 361-366, 2005.
SÁNCHES, E. Matérias-primas para a fabricação de fritas e esmaltes
cerâmicos. Cerâmica Industrial, v. 2, n. 3/4, p. 32-40, 1997.
SERBINO, Edison Marcelo. Um estudo dos mecanismos de desgaste em disco de
freio automotivo ventilado de ferro fundido cinzento perlítico com grafita
lamelar. 2005. Dissertação (Mestrado em Engenharia Metalúrgica e de Materiais) -
Escola Politécnica, Universidade de São Paulo, São Paulo, 2005.
SHCHEPOCHKINA, Yu A. Enamel for cast iron. Glass and ceramics, v. 52, n. 4, p.
104-104, 1995.
SOARES, Gloria Almeida. Fundição: mercado, processos e metalurgia. Rio de
Janeiro: Coppe, 2000.
"Teflon Cookware under Fire, Safety Issues Raise More Questions."
Environmental Nutrition Sept. 2010: 7. Academic OneFile. Web. 8 Dec. 2016.
THOMSER, Corinna; BODENBURG, Mathias; STURM, Joerg C. Optimized
Durability Prediction of Cast Iron Based on Local Microstructure. International
Journal of Metalcasting, p. 1-9, 2016.
WARITZ, R. S. An industrial approach to evaluation of pyrolysis and combustion
hazards. Environ Health Perspect. 1975; 11: 197–202.
WENDEL, Jorg C. Adherence of vitreous enamel on cast iron- a never ending
story. Vitreous Enameller, v. 56, n. 2, p. 52-63, 2005.
Y. SHEN, C. MÜLLER-FILDEBRANDT, H. BORNHÖFT, P. HELLMOLD, J.
DEUBENER. Methods for evaluating adherence of enamel on cast iron. 2012.