data: faculdade notas de aulas - iv jan/2015 senai … · peças de metal injetadas ... manual...
TRANSCRIPT
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 1
IV – INJEÇÃO
Injeção Metálica (Fundição Sob Pressão)
Injeção Metálica, ou Fundição Sob Pressão é o processo metal-mecânico no qual o metal fundido
é, sob pressão, forçado a entrar na cavidade esculpida de uma matriz, preenchendo-a e
formando a peça desejada. Ao entrar na cavidade da matriz o metal expulsa o ar lá contido por
orifícios pré-determinados, logo em seguida, preenche a ferramenta (matriz) e, por último,
recebe uma força de compactação para diminuir o volume das microporosidades decorrentes
da solidificação. A qualidade obtida nas peças injetadas é bastante superior, proporcionando a
produção de peças com responsabilidade técnica.
Vasto é o campo onde se podem aplicar peças injetadas. Encontram-se peças no setor
Automotivo, Agrícola, Eletrônico, Bens de Capital, Metal-Mecânico, dentre muitos outros.
Consegue-se produzir peças com detalhes finos em metais leves como o alumínio, magnésio e o
zinco, por exemplo.
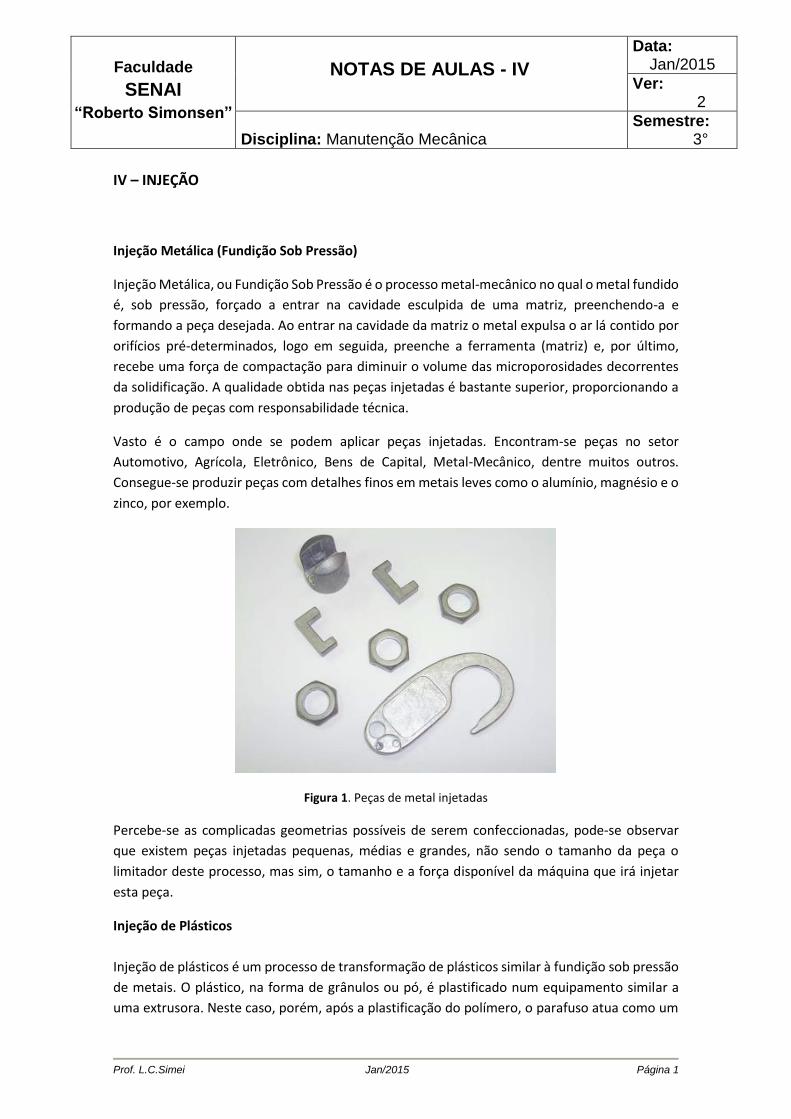
Figura 1. Peças de metal injetadas
Percebe-se as complicadas geometrias possíveis de serem confeccionadas, pode-se observar
que existem peças injetadas pequenas, médias e grandes, não sendo o tamanho da peça o
limitador deste processo, mas sim, o tamanho e a força disponível da máquina que irá injetar
esta peça.
Injeção de Plásticos
Injeção de plásticos é um processo de transformação de plásticos similar à fundição sob pressão
de metais. O plástico, na forma de grânulos ou pó, é plastificado num equipamento similar a
uma extrusora. Neste caso, porém, após a plastificação do polímero, o parafuso atua como um
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 2
êmbolo, injetando-o de uma vez só num molde. É o processo de transformação mais popular,
respondendo por 60% do parque de máquinas.
Normalmente procura-se utilizar este processo onde uma grande quantidade de peças é
solicitada, ou seja, a repetibilidade é alta. O custo do ferramental (matriz) é muito elevado.
Procura-se aquecer a matriz, para uma melhor fluidez e equilíbrio térmico, deixando-a na faixa
de trabalho de 150 a 350º Celsius. Para um melhor preenchimento da matriz e um aumento na
qualidade do acabamento superficial da peça, utilizam-se lubrificantes especiais para reduzir os
atritos envolvidos no processo produtivo.
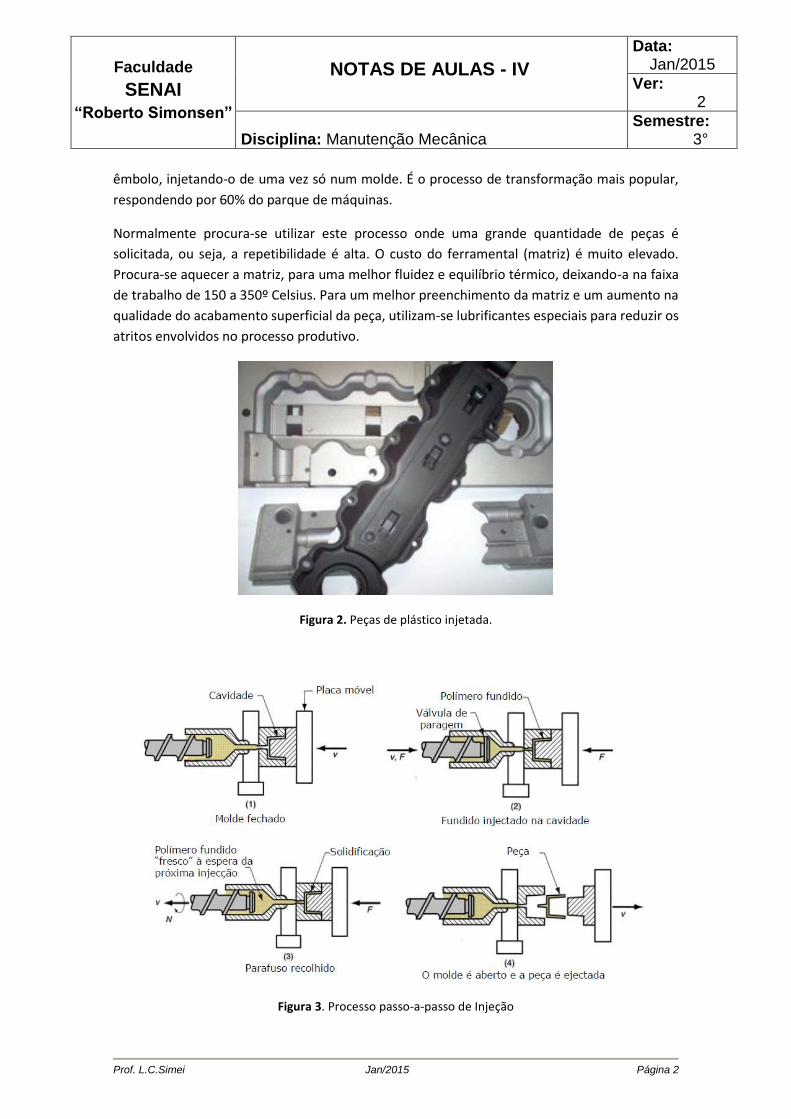
Figura 2. Peças de plástico injetada.
Figura 3. Processo passo-a-passo de Injeção

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 3
Moldes para Injeção
É uma ferramenta construída com o objetivo de moldar peças de plástico ou metais. Também é
conhecida como Matriz de Injeção, embora haja o uso dos dois termos, dependendo da empresa
e da instituição de ensino.
É construída de aços especiais ou não, dependendo das necessidades, e possui as seguintes
partes: cavidade, bucha de injeção, anel de centragem, extratores, placa porta-extratores, placa
porta cavidade, olhal, molas, etc.
Existem moldes de diversos tamanhos e formatos de confecção, conforme a utilidade.
No caso de Moldes para Injeção de Termoplásticos os Moldes Trabalham com sistema de
refrigeração em suas cavidades e machos para manter o molde relativamente frio em
comparação com o material a ser injetado, que é aquecido no canhão da máquina, até chegar
ao estado líquido para ser injetado nas cavidades do molde.
Em Ferramentas para injeção de alumínio, usamos moldes de câmara fria. Já se formos injetar
Zamak, o usam-se moldes de câmara quente. O princípio básico de um molde é o material
liquido entrar em contato com a cavidade no formato da peça desejada, para que quando
solidificado fique idêntico à matriz.
Molde para injeção é, sem dúvida, uma das partes mais caras no desenvolvimento de uma peça
projetada para ser obtida por este processo. Daí, o projeto do molde, bem como o material que
será usado em sua construção, merece ampla discussão.
Figura 4. Detalhe de um molde e sua peça

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 4
Figura 5. Detalhe de uma peça injetada.
A matriz, de aço-ferramenta tratado termicamente, é geralmente construída em duas partes
hermeticamente fechadas no momento do vazamento do metal líquido. O metal é bombeado
na cavidade da matriz sob pressão suficiente para o preenchimento total de todos os seus
espaços e cavidades. A pressão é mantida até que o metal se solidifique. Então, a matriz é aberta
e a peça ejetada por meio de pinos acionados hidraulicamente.
Figura 6. Detalhe de Um Molde e Sua Peça
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 5
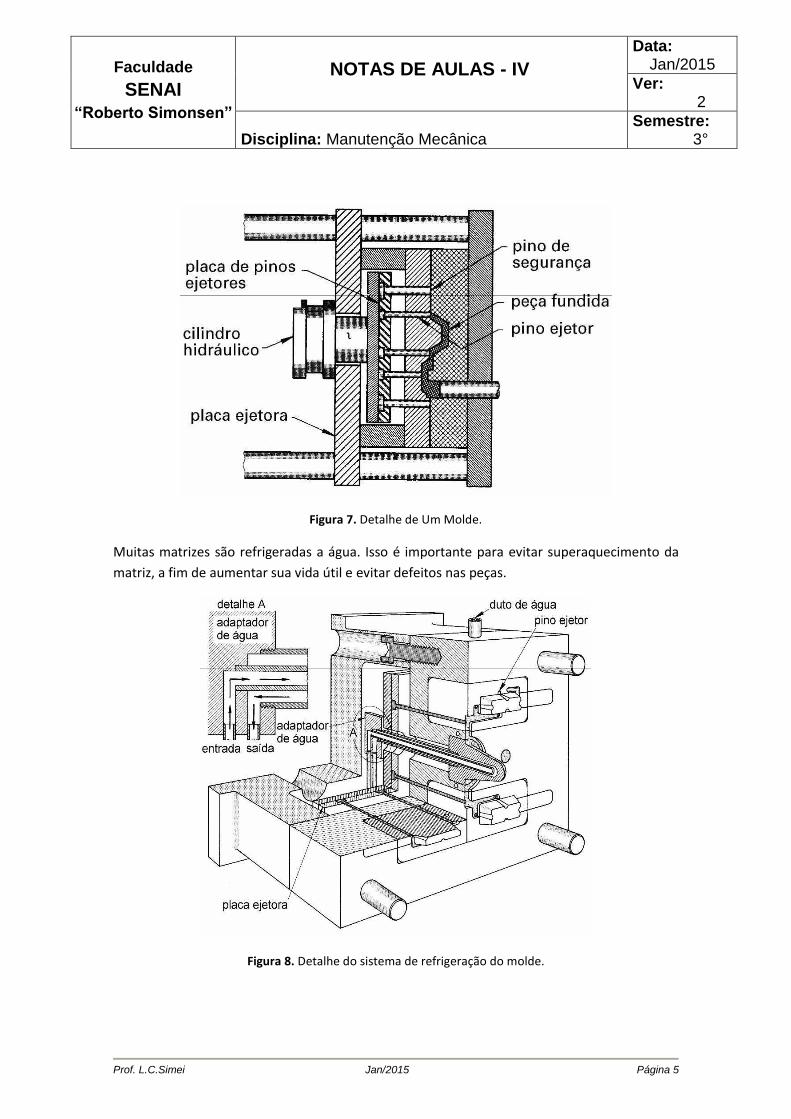
Figura 7. Detalhe de Um Molde.
Muitas matrizes são refrigeradas a água. Isso é importante para evitar superaquecimento da
matriz, a fim de aumentar sua vida útil e evitar defeitos nas peças.
Figura 8. Detalhe do sistema de refrigeração do molde.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 6
Para realizar sua função, as matrizes têm que ter resistência suficiente para aguentar o desgaste
imposto pela fundição sob pressão, e são capazes de suportar entre 50 mil e 1 milhão de
injeções.
Máquinas Injetoras
Existem basicamente 2 (dois) tipos básicos de máquinas injetoras: de Cilindro e de Parafuso.
I. Injetora de Cilindro:
Injetora a Cilindro Simples: Usa o cilindro para forçar o material contra um difusor, ou
torpedo. O calor é suprimido por resistências elétricas.
Injetora de Pistão Duplo: Usa um cilindro de um estágio para plastificar a resina e forçá-
la a um segundo cilindro. O segundo cilindro injeta o material na cavidade do molde.
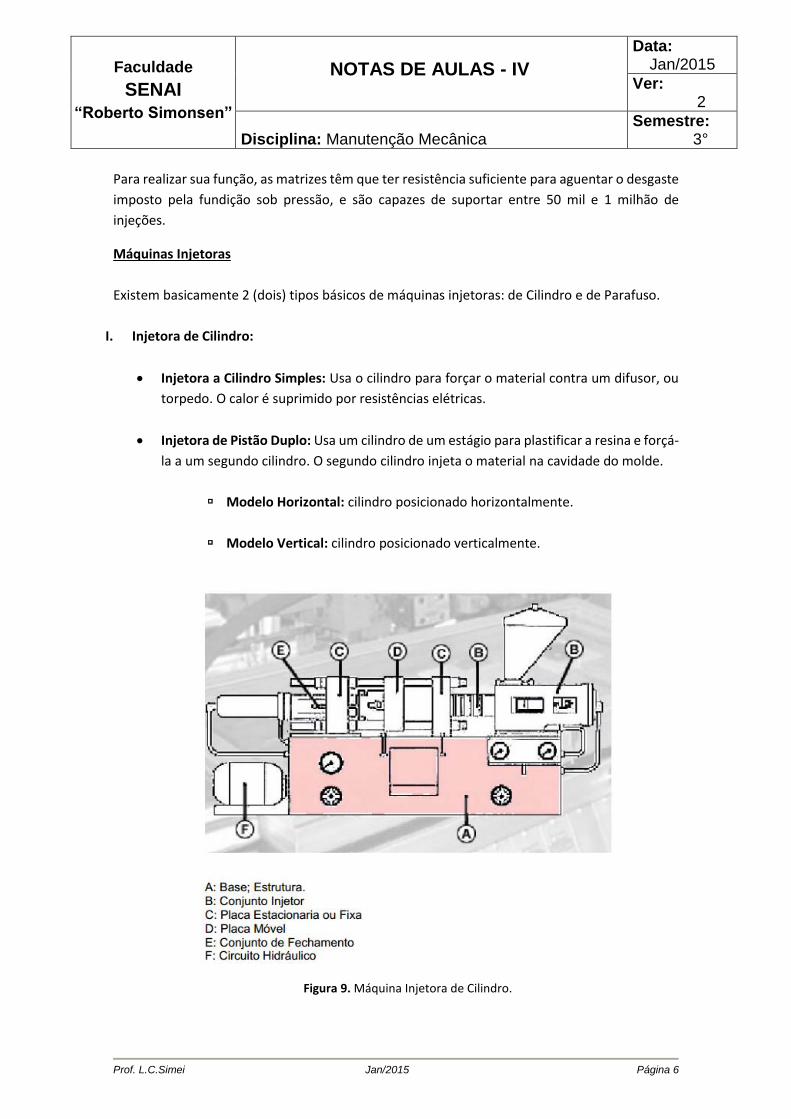
Modelo Horizontal: cilindro posicionado horizontalmente.
Modelo Vertical: cilindro posicionado verticalmente.
Figura 9. Máquina Injetora de Cilindro.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 7
II. Injetora de Parafuso: Usa uma rosca fixa para plastificar a resina e forçá-la a um cilindro que
injeta o material na cavidade do molde.
Figura 10. Esquemático de uma injetora de parafusos.
Figura 11. Injetora de grande porte.
Vantagens e Desvantagens do Processo de Injeção
Vantagens
Peças podem ser produzidas com altas taxas de produtividade;
Produção de peças com grandes volumes;
Custo de mão de obra relativamente baixo;
Peças requerem pouco ou nenhum acabamento;
As peças podem ser moldadas com insertos metálicos.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 8
Desvantagens
Competição acirrada oferece baixa margem de lucro;
Moldes possuem preço elevado em comparação a outros processos;
Falta de conhecimento nos fundamentos do processo causa problemas.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 9
BIBLIOGRAFIA
Handbook: Glossário. Em: www.infomet.com.br, acessado em 10/01/2013.
Processos de Fabricação. Em www.cimm.com.br, acessado em 10/01/2013.
Processos de Fundição e Injeção. Em www.cimm.com.br, acessado em 10/01/2013.
Processo de Injeção Plástica. Em http://www.injecaoplastica.com/, acessado em 30/03/2013.
Processos de Fabricação. Volume I. Apostila do Curso Técnico em Mecânica. Telecurso 2000.
MORO, Norberto; AURAS André Paegle. Processos de Conformação. Apostila do Curso Técnico
em Mecânica do CEFET/SC, 2002.
Diversos. Tecnologia Mecânica. Apostila do Curso Técnico em Mecânica da ETEC “Cel. Fernando
Febeliano da Costa”, do CEETEPS, 20002
SIMONETTI, Marcelo J. Processo de Sinterização. Apostila da Universidade Paulista. São Paulo,
2005.
OBERD, Erik. JONES, Franklin e HORTON, Holbrook. Manual Universal da Técnica Mecânica. São
Paulo: Ed. Hemus, 2005.
DOYLE L., MORRIS J., LEACH J. e SHRADER G.. Processos de Fabricação e Materiais para
Engenheiros. São Paulo: Ed. Edgard Blucher Ltda, 2000.
CUNHA, Lauro Sales e CRAVENCO, Marcelo P. Manual Prático do Mecânico. São Paulo: Ed.
Hemus, 2005.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IV
Data: Jan/2015
Ver: 2
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 10
O presente material tem como objetivo único o desenvolvimento de embasamento técnico-
científico, para complementação dos estudos da disciplina Manutenção Mecânica – MAME 1, do
curso de Graduação em Tecnologia em Manutenção.
É expressamente proibida a divulgação eletrônica ou impressa, com objetivo financeiro ou de
promoção pessoal!!!
A divulgação, utilização comercial e ou outro qualquer objetivo, diferente da simples leitura e
estudo para complementação da matéria em questão, e ainda sem a aprovação do professor
elaborador, é proibida e de inteira responsabilidade do aluno detentor que faz o uso indevido
deste.
Estas notas de aulas foram desenvolvidas com base em periódicos técnicos, materiais
disponibilizados por outros professores, anotações pessoais, materiais de estudos de outras
instituições, entre outros; de modo a complementar em um único compêndio de estudos relativos
aos assuntos repassados em aulas.
Professor Luís C. Simei