centro universitÁrio do leste de minas gerais - … · água e o de extração de brita para...
TRANSCRIPT

CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS - UnilesteMG
Programa de Pós-Graduação
Mestrado em Engenharia Industrial
EDSON CARLOS DE ARAÚJO
CONCRETO MANUFATURADO COM AGREGADOS ALTERNATIVOS: LODO DE
ESTAÇÃO DE TRATAMENTO DE ÁGUA, AREIA ARTIFICIAL E ESCÓRIA DE
ACIARIA
CORONEL FABRICIANO
2010

EDSON CARLOS DE ARAÚJO
CONCRETO MANUFATURADO COM AGREGADOS ALTERNATIVOS:
LODO DE ESTAÇÃO DE TRATAMENTO DE ÁGUA, AREIA ARTIFICIAL E
ESCÓRIA DE ACIARIA
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia Industrial do Centro Universitário do Leste de Minas Gerais, para obtenção do grau de Mestre em Engenharia Industrial.
Orientador: Prof. Dr Fabrício Moura Dias
CORONEL FABRICIANO
2010

EDSON CARLOS DE ARAUJO
CONCRETO MANUFATURADO COM AGREGADOS ALTERNATIVOS:
LODO DE ESTAÇÃO DE TRATAMENTO DE ÁGUA, AREIA ARTIFICIAL E
ESCÓRIA DE ACIARIA
Dissertação de Mestrado submetida à banca examinadora designada pelo conselho do Curso do Programa de Pós Graduação em Engenharia, Mestrado em Engenharia
Industrial, do Centro Universitário do Leste de Minas Gerais, como parte dos requisitos necessários à obtenção do grau de mestre em Engenharia Industrial
Aprovado em 16 de dezembro de 2010, por:
_________________________________________________ Presidente: Prof. Dr Fabrício Moura Dias - Orientador
Centro Universitário do Leste de Minas Gerais
_________________________________________________ Membro: Profa.Dra Cláudia Nazaré dos Santos Centro Universitário do Leste de Minas Gerais
_________________________________________________ Membro: Prof. Dr Mário Godinho Junior
Universidade Federal de Goiás
Coronel Fabriciano, __ de _______________ de 2010.

A minha família, aos meus professores, amigos e colegas que se dedicaram, compartilharam e participaram de todos os momentos desta etapa da minha vida.

AGRADECIMENTOS
A Deus por permitir cumprir mais este objetivo.
Ao Prof. Dr. Fabrício Moura Dias, pela paciência, dedicação e orientação.
Ao Sr. Roberto Carlos de Oliveira da empresa RECICLOS, colegas da COPASA e
VALEMIX pela disponibilidade de recursos materiais para elaboração da pesquisa.
Ao companheiro Thiago, pela disponibilidade na elaboração e confecção dos traços
e análises dos resultados, ao Sr Luiz Eugênio, pela paciência e pela disponibilidade
do laboratório de sua empresa (Solução Engenharia).
A minha amada esposa Cíntia, e meus preciosos filhos Matheus e Isabela que com
sua compreensão se abdicaram de muitos compromissos para que pudesse cumprir
esta tarefa.
A minha família que em muitos momentos de fraqueza me deu força.
Ao professor José Geraldo de Araujo Silva pelo apoio, e informações
disponibilizadas.
A todos os amigos, professores, colegas e companheiros que de alguma forma me
ajudaram e colaboraram para elaborar este trabalho.

“A natureza deu-nos a semente do conhecimento e não o próprio conhecimento”
(Sêneca)

RESUMO
O concreto é o segundo material mais utilizado no planeta. Devido ao crescimento
acentuado das economias emergentes, existe uma expectativa de consumo deste
material ainda maior nos próximos anos. Em função deste crescimento, pode-se
observar que o meio ambiente está sendo extremamente prejudicado com a geração
de resíduos estimulada por este desenvolvimento. Vários são os setores que geram
estes resíduos, dentre estes, destacam-se os siderúrgicos, os de tratamento de
água e o de extração de brita para matéria prima para as concreteiras. Sendo assim,
este trabalho apresenta um estudo sobre a utilização de resíduos sólidos como
agregados alternativos para a manufatura de concreto. Os resíduos utilizados são:
Lodo de Estação de Tratamento de Água (LETA), Areia Artificial e Escória de
Aciaria. Foram adotados traços de concreto com substituição total ou parcial das
frações volumétricas dos agregados graúdos (brita) e miúdo (areia). Esta
substituição foi realizada por classificação granulométrica destes resíduos. Para
parâmetro de comparação adotou-se um traço padrão com a utilização de 100% dos
constituintes do concreto adotados pelas concreteiras da região. O traço padrão
adotado corresponde a uma resistência característica a compressão de 25 MPa e
uma relação de água/cimento de 0,61. Os concretos foram caracterizados quanto à
propriedades físicas e mecânicas segundo os documentos da ABNT, em seus textos
normativos. Os resultados dos resíduos, areia artificial e escória de aciaria
apresentaram-se eficientes para aplicações estruturais, porém, a adição de LETA é
indicada para concreto em aplicações não estruturais, tal como, elemento de
enchimento em projetos que exijam baixa resistência à compressão. Os resultados
indicam que, com a utilização criteriosa, os resíduos aqui estudados, podem ser
alternativos à utilização dos agregados tradicionais para manufatura de concretos.
Palavras-chave: Concreto, Lodo de Estação de Tratamento de Água, Escória de
Aciaria, Areia Artificial.

ABSTRACT
Concrete is the second most used material on the planet. Due to the rapid growth of
emerging economies, there is an expectation of greater consumption of material in
the coming years. Due to this growth, we can observe that the environment is being
greatly harmed by the waste generation stimulated by this development. There are
several sectors that generate these wastes, among these, are the steel, the water
treatment and the extraction of gravel as raw material for concrete producers. Thus,
this work presents a study on the use of alternative solid waste as aggregates for
manufacture of concrete. The residues used are: Sludge from Water Treatment
Plant, Artificial Sand and Steel Slag. For such concrete mixtures were used to
replace all or part of the volume fraction of coarse aggregate (gravel) and kid (sand).
This replacement was performed by particle size classification of this waste. For
comparison parameter we adopted a standard feature with the use of 100% of the
constituents of concrete adopted by concrete producers in the region. The trace
corresponds to the standard adopted a characteristic compression strength of 25
MPa and a ratio of water/cement ratio of 0,61. The concretes were characterized for
physical and mechanical properties according to the documents of ABNT, in its
normative texts. The results of the performance of the waste, artificial sand and steel
slag as efficient for structural applications. However, the addition of WTS indicates
the concrete for non-structural applications, such as filling element in situations that
require low resistance to compression. The results indicate that, with judicious use,
waste here studied can be alternative to the use of traditional aggregate to
manufacture concrete.
Keywords: Concrete, Sludge from Water Treatment Plant, Artificial Sand, Steel Slag.

LISTA DE FIGURAS Figura 1: Processo convencional de tratamento de água ..................................................... 25 Figura 2: Fluxo simplificado de produção .............................................................................. 30 Figura 3: Esquema simplificado da geração de escórias na aciaria elétrica e à oxigênio ... 32 Figura 4: Esquema do processo de produção do aço em conversor a oxigênio ................. 33 Figura 5: Resíduos e Co-produtos na produção do Aço ....................................................... 37 Figura 6: Usos correntes e usos potenciais da escoria de aciaria ........................................ 38 Figura 7: Processo para beneficiamento de agregados para concretos ............................... 41 Figura 8: Curva granulométrica. ............................................................................................ 51 Figura 9: Areia Artificial......................................................................................................... 52 Figura 10: Pilha de brita......................................................................................................... 53 Figura 11: Exemplo fornecido pelo Minitab do gráfico “quatro em um” dos resíduos ........... 56 Figura 12: LETA na ETA de Santana do Paraíso.................................................................. 60 Figura 13: Secagem Natural do LETA................................................................................... 60 Figura 14: Secagem em Estufa ............................................................................................. 61 Figura 15: Armazenagem em laboratório .............................................................................. 61 Figura 16: Moagem em Moinho de martelos. ........................................................................ 63 Figura 17: Retificação dos corpos de prova .......................................................................... 73 Figura 18: Ensaio de Resistência a Compressão.................................................................. 74 Figura 19: Curva Granulométrica da Areia Natural ............................................................... 77 Figura 20 : Curva Granulométrica da Areia Artificial ............................................................. 79 Figura 21 : Curva Granulométrica da Brita ............................................................................ 81 Figura 22 : Curva Granulométrica da Escória ....................................................................... 83 Figura 23 : Gráficos de resíduos para a media de massa específica.................................... 88 Figura 24 : Gráficos de resíduos para a Resistência a Ruptura aos 3 dias .......................... 92 Figura 25: Gráficos de resíduos para a Resistência a Ruptura aos 7 dias ........................... 93 Figura 26: Gráficos de resíduos para a Resistência a Ruptura aos 28 dias ......................... 94 Figura 27 : Gráficos de resíduos para a Absorção de água .................................................. 96

LISTA DE TABELAS TABELA 1 - Densidade do lodo ........................................................................................... 26 TABELA 2 - Parâmetros de caracterização de lodos de Etas para utilização benéfica ...... 27 TABELA 3 - Principais produtos e resíduos de uma siderúrgica ......................................... 31 TABELA 4 - Balanço de Massa para o Aço ......................................................................... 33 TABELA 5 - Composição típica de escória de aciaria elétrica............................................. 34 TABELA 6 - Composição química típica das escórias de refino oxidante (EAF e LD), ....... 35 TABELA 7 - Características das espécies químicas isoladas antes e após hidratação ...... 36 TABELA 8 - Balanço Consumo-Produção de Agregados para Construção Civil ............... 43 TABELA 9 - Proporções típicas de materiais em dosagens de diferentes resistências ...... 47 TABELA 10 – Limites da distribuição granulométrica do agregado miúdo.......................... 49 TABELA 11 - Resultados de ensaio de granulometria de areia natural .............................. 50 TABELA 12 - Abatimento do Tronco de Cone para vários tipos de construção .................. 65 TABELA 13 – Consumo de água, em kg/m³ de concreto para as dimensões máximas de
agregado ............................................................................................................................... 66 TABELA 14 - Volume de agregado graúdo por unidade de volume de concreto ................ 67 TABELA 15 – Estimativa da massa específica de Concreto fresco .................................... 68 TABELA 16 – Traços utilizados na pesquisa....................................................................... 70 TABELA 17 – Traços em faixa volumétrica ......................................................................... 71 TABELA 18 – Caracterização física da Areia Natural.......................................................... 76 TABELA 19 - Caracterização granulométrica da Areia Natural. .......................................... 76 TABELA 20 - Caracterização física da Areia Artificial. ........................................................ 78 TABELA 21 – Caracterização granulometria da Areia Artificial. .......................................... 78 TABELA 22 - Caracterização física da Brita. ....................................................................... 80 TABELA 23 - Caracterização Granulométrica da Brita........................................................ 80 TABELA 24 - Caracterização física da Escória. .................................................................. 82 TABELA 25 - Caracterização Granulométrica da Escória. .................................................. 82 TABELA 26 - Composição Química da Areia Artificial......................................................... 84 TABELA 27 - Composição Química da Escoria de Aciaria.................................................. 85 TABELA 28 - Composição Química do LETA...................................................................... 85 TABELA 29 - Valores do Abatimento de tronco de cone (mm) ........................................... 86 TABELA 30 - Valores de Massa específica. ........................................................................ 87 TABELA 31 - Análise de Variância para Massa Específica versus Referência................... 88 TABELA 32 - Resistência à compressão axial para o concreto aos 3 dias ......................... 89 TABELA 33 - Resistência à compressão axial para o concreto aos 7 dias ......................... 89 TABELA 34 - Resistência à compressão axial para o concreto aos 28 dias ....................... 90

TABELA 35 - Análise de Variância para Resistência a Ruptura aos 3 dias ....................... 90 TABELA 36 - Análise de Variância para Resistência a Ruptura aos 7 dias ....................... 91 TABELA 37 - Análise de Variância para Resistência a Ruptura aos 28 dias ...................... 91 TABELA 32 - Tabela de absorção dos concretos................................................................ 95 TABELA 33 - Análise de Variância para Absorção de água X Referência .......................... 96

LISTA DE SÍMBOLOS, NOMENCLATURAS E ABREVIAÇÕES
ABM Associação Brasileira de Metalurgia
ABNT Associação Brasileira de Normas Técnicas
a/c Relação água/cimento
ACERITA Escória Estabilizada de Aciaria
ANEPAC Associação Nacional de Entidades de Produtores de Agregados
para Construção Civil
ASTM Amerian Society for Testing and Materials
(Sociedade Americana para testes e materiais)
AWWA American Water Works Association
AWWARF Americam Water Works Association Research Foundation
(Fundação de Pesquisa Associada a trabalhos em Águas
Americanas )
CETESB Companhia Ambiental do Estado de São Paulo
CONAMA Conselho Nacional de Meio Ambiente
COPASA Companhia de Saneamento de Minas Gerais
C-S-H Sulfoaluminatos de cálcio hidratados e Aluminatos de Cálcio
Hidratados Hexagonais
DBO Demanda Bioquímica de Oxigênio
DQO Demanda Química de Oxigênio
Dmax Diâmetro máximo
ETA Estação de Tratamento de Água
EUA Estados Unidos da America
EAF Eletric Arc Furnace (Aciaria Elétrica)

Fck Resistência Característica do Concreto
FP Forno Panela
IAB Insituto Aço Brasil
IPT Instituto de Pesquisas Tecnológica.
ISO Organização Internacional para Padronização
LD Conversor LD (Linz-Donawitz)
LERE(n) Concreto manufaturado com adição de LETA, Areia Artificial e Escória de Aciaria
LETA Lodo de Estação de Tratamento de Água
MF Módulo de Finura
NBR Norma da Associação Brasileira de Normas Técnicas
NOx Óxidos de Nitrogênio
OMS Organização Mundial de Saúde
PET Politereftalato de etileno
pH Potencial Hidrogeniônico, (indicador de acidez, neutralidade ou
alcalinidade).
Psi Pound per square inch (medida de pressão)
RC Resíduo Cerâmico
RGT Rochas de Gnaisse Triturado
RMT Rejeitos de Mármore Triturado
t Tonelada
VHSC Very high strength concrete (Concreto de alta resistência
mecânica)
VOC’s Compostos Orgânicos Voláteis
VSI Britador de Impacto de Eixo Vertical

SUMÁRIO
1 INTRODUÇÃO ........................................................................................16
2 OBJETIVOS............................................................................................18 2.1 Objetivos Gerais ....................................................................................18 2.2 Objetivos Específicos ...........................................................................18
3 REVISÃO BIBLIOGRÁFICA...................................................................19 3.1 Resíduos Sólidos ...................................................................................19 3.2 Exemplos de Resíduos Sólidos utilizados na Construção Civil ........20 3.2.1 Lodo de Estação de Tratamento de Água (LETA) ..............................24 3.2.1.1 Caracterização de Lodos de ETAs.......................................................26 3.2.1.2 Geração ..................................................................................................28 3.2.1.3 Disposição no meio Ambiente .............................................................29 3.2.2 Escória de Aciaria .................................................................................30 3.2.2.1 Geração da Escória de Aciaria .............................................................32 3.2.2.2 Caracterização e Especificação da Escória de Aciaria ......................35 3.2.2.3 Histórico de utilização da Escória .......................................................37 3.2.3 Pó de Pedra – Areia Artificial................................................................39 3.2.3.1 Geração ..................................................................................................40 3.2.3.2 Caracterização.......................................................................................43 3.2.3.3 Aplicação do Pó de Pedra ....................................................................44 3.3 Concreto.................................................................................................45 3.3.1 Classificação do Concreto ...................................................................45 3.3.2 Propriedade do concreto ......................................................................46 3.3.3 Composição do Concreto.....................................................................47 3.3.3.1 Agregados..............................................................................................48 3.3.3.1.1 Classificação quanto à dimensão dos grãos......................................48 3.3.3.1.2 Agregado Miúdo – Areia Natural e Artificial........................................49 3.3.3.1.3 Agregado Graúdo..................................................................................52 3.3.3.2 Água .......................................................................................................53 3.3.3.3 Cimento ..................................................................................................53 3.4 Planejamento Estatístico ......................................................................54 3.5 Considerações sobre a Revisão Bibliográfica....................................57
4 MATERIAIS E MÉTODOS ......................................................................58 4.1 Etapa 01: Seleção de Materiais ............................................................58 4.1.1 Cimento Portland....................................................................................58 4.1.2 Agregado Miúdo .....................................................................................58 4.1.3 Agregado Graúdo..................................................................................63 4.2 Etapa 02: Dosagem dos Materiais........................................................64

4.2.1 Escolha do Abatimento do Tronco de Cone .......................................64 4.2.2 Escolha da Dimensão Máxima Característica dos Agregados..........65 4.2.3 Estimativa da Água ...............................................................................65 4.2.4 Escolha da relação Água/Cimento.......................................................66 4.2.5 Estimativa do consumo de Cimento....................................................66 4.2.6 Estimativa do consumo do Agregado Graúdo....................................66 4.2.7 Estimativa do consumo do Agregado Miúdo......................................68 4.2.8 Ajustes devido à umidade dos Agregados .........................................68 4.2.9 Ajuste nas Misturas Experimentais .....................................................69 4.3 Etapa 03: Produção e Preparo dos Corpos de Prova.........................72 4.4 Equipamentos Utilizados......................................................................75
5 RESULTADOS E DISCUSSÕES............................................................76 5.1 Caracterização Granulométrica e Física dos Agregados ..................76 5.2 Caracterização Química dos Agregados Alternativos .......................84 5.3 Caracterização Física dos Concretos..................................................86
6 CONCLUSÕES .......................................................................................97
SUGESTÕES PARA TRABALHOS FUTUROS ................................................... 100
REFERÊNCIAS.......................................................................................................100
ANEXOS .................................................................................................................106

16
1 INTRODUÇÃO
Grande parte do que se produz e é consumido ainda nos dias de hoje são extraídos
da natureza: desde vestuário, indústria metalúrgica, de bens e consumo, indústria da
construção civil e demais indústrias dos mais diversos setores. É sabido que, muitos
dos recursos naturais podem enfrentar em algum momento uma escassez e isto tem
estimulado aos órgãos governamentais em estabelecerem limites de retiradas
destes elementos da natureza, por meio de leis.
Dentre os setores geradores de resíduos tem-se a indústria metalúrgica que gera
uma quantidade significativa de resíduos, com as mais variadas características, em
todas as etapas de seu processo. Estes resíduos, conhecidos como resíduos de
aciaria, apresentam as mais diversas características granulométricas, desde
resíduos pulverulentos até resíduos de maiores granulometrias, em forma de
partículas.
Outro setor, a Estação de Tratamento de Água (ETA), gera um resíduo classificado
como lodo que após seco assume uma aparência de material argiloso.
Já as concreteiras, utilizam como matéria prima básica areias, extraídas de rios e
córregos; britas oriundas de explosões de rochas, entre outros insumos constituintes
dos concretos, como cimento. Na extração de britas são gerados pós de pedra com
granulometrias variadas.
Pesquisas têm sido estimuladas para a utilização de resíduos como subprodutos
para os diversos setores. Este estímulo se deve principalmente para diminuir o
impacto ambiental causado com a retirada de recursos naturais não renováveis da
natureza.
Os resíduos sólidos, dos setores mencionados são gerados em grandes
quantidades como apresentado a seguir:

17
- Areia Artificial : A quantidade de material gerado pode chegar até 20% do material
britado . (PRUDÊNCIO; COELHO; GUTSTEIN, 1995).
- Lodo de Estação de Tratamento de Água (LETA) : Segundo Hoppen (2005), uma
ETA convencional com capacidade de tratar 2.400 L/s produz cerca de 1,8 t/dia de
lodo. Vale salientar que, no Brasil, a quantidade de lodo produzido em estações de
tratamento de água não é comumente mensurada devido ao não-gerenciamento dos
resíduos produzidos.
- Escória de Aciaria: A produção brasileira de aço bruto por processo de aciaria e
lingotamento foi de 33,7 milhões de toneladas no ano 2008. A cada tonelada de aço
produzido, gera-se de 70 a 170 kg de escória. No caso de fornos de arco elétrico
produz-se em média 130 kg de escória/t. Por esta média, gera-se aproximadamente
172,393 milhões de toneladas por ano de escória de forno de arco elétrico.
Considerando a mesma produção média de escória de 130 kg, produz-se no Brasil
um total de 4,381 milhões de toneladas de escória de aciaria por ano. (FILEV, 2009).
Na indústria da construção civil brasileira, o material mais utilizado é o concreto,
produto que usa em sua composição recursos naturais, tais como, areia e brita.
Pesquisas tem sido desenvolvidas com o objetivo de minimização da retirada destes
recursos da natureza. Sendo assim verifica-se que existe uma grande necessidade
de promover o tratamento de resíduos, agregando valor aos mesmos, de modo que
eles sejam transformados em matérias-primas na produção de concreto. (ISAIA,
2008).

18
2 OBJETIVOS
2.1 Objetivos Gerais
Caracterizar resíduos sólidos de Estação de tratamento de Água, Escória de Aciaria
e Areia Artificial. Utilizar como insumos na fabricação de concreto possibilitando uma
utilização viável para minimizar a destinação indevida no meio ambiente.
2.2 Objetivos Específicos
a) Utilizar resíduos sólidos, Areia artificial (pó de pedra), LETA ( Lodo da Estação de
Tratamento de Água) e Escória de Aciaria, como matéria prima alternativa na
confecção de concretos, obedecendo traços pré-estabelecidos , tendo como padrão
um traço com materiais convencionais.
b) Confeccionar corpos de prova e através de ensaios normativos, da Associação
Brasileira de Normas Técnicas - ABNT, estabelecer a resistência à compressão
axial, abatimento de cone, tração indireta e resistência a tração diametral destes
concretos.
c) Comparar os resultados do concreto com materiais reciclados e o concreto padrão
definindo uma utilização adequada para estes concretos.
d) Incentivar e disponibilizar para as empresas de tratamento de água,
beneficiamento de britas e escória de aciaria os resultados desta pesquisa, como
alternativa a agregar valores aos resíduos sólidos gerados e destiná-los de forma a
minimizar o impacto ambiental.

19
3 REVISÃO BIBLIOGRÁFICA
3.1 Resíduos Sólidos
De acordo com a NBR 10.004 (1987) os materiais no estado sólido e semi-sólido
resultantes das atividades da comunidade de origem: industrial, doméstica,
hospitalar, comercial, agrícola, de serviços de varrição e os lodos provenientes de
sistema de tratamento de água, são denominados resíduos sólidos. São materiais
heterogêneos, se devidamente destinado, podem auxiliar na economia de recursos
naturais e proteção à saúde pública, entretanto se disponibilizados de maneira
indevida constituem uma grande fonte de problemas sanitário, ambiental, econômico
e estético.
Os resíduos sólidos industriais NBR 10.004 (1987) são classificados em três classes:
a) resíduos classe I – Perigosos.
São aqueles que apresentam periculosidade ou uma das seguintes características:
inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade. Cada
característica é estabelecida com critérios dentro da norma, na qual podemos
identificar e caracterizar o resíduo.
b) resíduo classe II – não-inertes.
Estes resíduos podem ter propriedades como: combustibilidade, biodegrabilidade ou
solubilidade em água. Não se enquadram nas classificações de resíduos classe I-
perigosos ou de resíduos classe III – inertes.
c) resíduos classe III – inertes.
São resíduos que não tiveram nenhum de seus constituintes solubilizados a
concentrações superiores aos padrões de potabilidade de água, excetuando-se os
padrões de aspecto, cor, turbidez e sabor. Resíduos estes, submetidos a um contato
estático ou dinâmico com água destilada ou deionizada, à temperatura ambiente,
conforme teste de solubilização.
20
3.2 Exemplos de Resíduos Sólidos utilizados na Construção Civil
Os materiais utilizados comumente como agregados para concreto de cimento
Portland são fontes naturais não renováveis e, a exemplo do cimento Portland,
possuem uma utilização mundial em volumes extremamente elevados. Com a
crescente escassez dos agregados naturais nas regiões das grandes cidades e
consequentemente elevação do seu custo, estão sendo desenvolvidos os
chamados agregados artificiais, que são fabricados, de preferência, de resíduos
industriais .
Segundo John (2000), a utilização de resíduos na produção de materiais compósitos
a base de cimento pode ajudar consideravelmente o meio ambiente, dentre muitos
benefícios podemos citar redução da emissão de CO2, consumo de energia, redução
do impacto ambiental diminuindo a extração de materiais utilizados como insumos
na natureza, redução do impacto ambiental relacionado com a sua destinação, bem
como pode proporcionar ganhos nas propriedades mecânicas e de durabilidade de
concretos.
Gonçalves (2007) utilizou resíduo cerâmico (RC) proveniente de uma indústria de
produção de tijolos furados. Os resíduos foram fornecidos em fragmentos inferiores
a 6,3 mm. O RC foi moído até que ficasse com uma granulometria que atendesse
aos requisitos da NBR 12653 para uso como material pozolânico. Foi observado
que a substituição de 20% de cimento por RC promoveu uma redução do módulo de
elasticidade dos concretos, não influenciou significativamente na resistência à
compressão, na resistência à tração por compressão diametral e na resistência à
tração na flexão dos concretos aos 28 dias, independentemente da relação
água/cimento (a/c). O que indica o concreto como uma alternativa para incorporar os
resíduos da indústria cerâmica com benefícios ambientais.
Já Pimentel, et al (2006) utilizou o resíduo de Pinus caribaea, fornecido pela
indústria Faber Castell, proveniente da unidade de Prata - MG, onde está localizada
a unidade florestal e a serraria, na qual é realizado o primeiro desdobro da madeira
para a produção de lápis. O resíduo foi utilizado no experimento tal como fornecido

21
pela indústria. Foram utilizadas proporções de 1%; 5% e 10% de polímero seco em
relação à massa de cimento. A adição de polímero promoveu significativa redução
da capacidade de absorção de água e aumento da resistência à tração na flexão,
denotando sua adequação para aumentar a durabilidade do compósito. Segundo o
autor a adição do polímero tornou o compósito menos sensível ao envelhecimento
acelerado, sendo que com a inserção de 5% seria mais adequada.
Mesmo em concretos de alta resistência mecânica (VHSC- Very high strength
concrete), em pesquisa realizada por Blandine, et al (2008), substituindo 15% do
cimento por resíduo de sílica não condensada, foi observado um ganho na a
compressão e também na durabilidade. O autor atribui este ganho à baixa
porosidade do concreto e a densificação da zona interfacial entre a pasta de cimento
e os agregados.
Hoppen, (2005) propôs a adição de Lodo de Estação de Tratamento de Água (LETA)
com teores de 3, 5, 7 e 10% em relação ao peso de areia e em substituição à
mesma, apresentando resultados satisfatórios sendo que as dosagens até 5%
apresentaram um Fck28 maior que 25 MPa e para dosagens superiores a 5% a
resistência foi menor, principalmente para dosagem de 10%. Os resultados
mostraram que os concretos com adição destes resíduos podem ser aplicados em
situações que vão desde a fabricação de artefatos e blocos até a construção de
pavimentos em concreto de cimento Portland. Para misturas com teores acima de
5% a sua utilização é restrita a aplicações em que a trabalhabilidade não é um
parâmetro primordial, como contrapisos, calçadas e pavimentos residenciais.
Em algumas situações onde é necessário concreto com finalidades específicas,
Coimbra, et al (2004), observou que pode-se alcançar melhorias na resistência
mecânica à compressão e diminuição da deformabilidade, adicionando ao concreto
rejeito de pilha zinco-carvão, variando as quantidades adicionadas de pilhas,
estabelecendo assim um melhor controle microestrutural.
Segundo Lima, (2007), a adição de fibras de sisal em substituição ao uso de fibras
de amianto, que está sendo proibida a sua utilização para a fabricação de laminados
à base de cimento, proporcionou um compósito resistente e até 20 vezes mais tenaz

22
que a placa matriz reduzindo a fragilidade, o que pode melhorar o comportamento
sob impacto ou cargas dinâmicas. Os resultados apresentados indicam, portanto,
que é possível se obter compósitos laminados com elevadas resistência à flexão,
deformação de ruptura e tenacidade utilizando-se fibras longas de sisal como
elemento de reforço.
Existem inúmeros estudos em vários países, para a utilização de resíduos de
construção e demolição (RCD). Souza (2006), apresenta várias vantagens
potenciais, dentre elas, a preservação de recursos naturais pela substituição por
resíduos, que promove uma redução na exploração de recursos naturais
prolongando a vida útil das reservas e reduzindo a destruição da paisagem, flora e
fauna. O custo da britagem, graduação, controle do pó e separação dos constituintes
indesejáveis seria o principal obstáculo para o uso de entulho da construção como
agregado, mas pode ser economicamente viável onde há escassez de agregado de
boa qualidade e quando o custo de disposição do entulho de concreto é elevado.
Em 1983, a auto estrada Interstate 94 (I-94 Freway) tornou-se a primeira e mais
importante auto estrada nos Estados Unidos a reciclar concreto, (MEHTA E
MONTEIRO, 2008).
O percentual de participação de resíduos de construção e demolição (RCD) é
bastante variável, (ÂNGULO, 2000), indica que provavelmente este fato se deve ao
sistema de informação da geração de resíduo, bem como às tecnologias e materiais
empregados em cada país, a idade das cidades, as atividades de construção e
demolição. De acordo com Pinto (1999) um índice estimado e não muito preciso é a
produção de RCD de 0,50 tonelada/habitante x ano.
Modro (2009) utilizou resíduos de PET pós-consumo, como substituto de agregados
minerais em concreto de cimento Portland. O autor apresenta esta alternativa viável
para dar uma destinação mais nobre aos mesmos, agregando valor e reduzindo
impactos ambientais para a obtenção de concretos com propriedades otimizadas
para uma aplicação específica. O autor constatou a diminuição da resistência à
compressão dos traços obtidos com a substituição por resíduos de PET em relação
ao padrão, isso está relacionado a menor interação química entre o polímero e a

23
matriz cimentícia e a porosidade residual gerada, mas principalmente devido a
menor resistência mecânica intrínseca dos polímeros com respeito aos agregados
minerais que são muito mais resistentes mecanicamente.
No Brasil, de acordo com o Instituto Aço Brasil-IAB (2009) a produção de aço em
2008 chegou a 33,7 milhões de toneladas, sendo que, em média produz 120 kg de
escória de aciaria por tonelada de aço bruto, foi gerado um total de 4 milhões de
toneladas de escórias, o que torna este produto um dos resíduos de maior volume,
entre os gerados na siderurgia. A construção civil, por ser um grande consumidor de
recursos minerais e de seus próprios resíduos, também constitui um potencial
consumidor de sub-produtos e de resíduos provenientes de outras indústrias. De
acordo com Moura (2009) a adição de diferentes teores de escória como agregado
graúdo, tendo como limite 40% de substituição em volume, melhora o desempenho
nas propriedades mecânicas (compressão e tração) do concreto, possibilitando a
substituição parcial do agregado graúdo natural.
Existem alguns tipos de areia artificial, tais como, areias produzidas a partir de
rejeitos de mármore triturado (RMT) e de rochas de gnaisse triturado (RGT), todas
vulgarmente chamadas como pó de pedra. Barbosa, et al (2008) apresentou estudo
utilizando os dois resíduos RMT e RGT . A adição de RMT apresentou um
incremento na trabalhabilidade, devido a baixa porosidade e absorção de água
fazendo com que a consistência seja mais fluida. O emprego do RGT implica numa
diminuição da trabalhabilidade da mistura, devido ao efeito das pequenas partículas
do agregado miúdo artificial possuindo maior teor de material pulverulento do que os
demais agregados. Houve variação na absorção de água com a inserção dos
resíduos mas os valores da resistência à compressão axial tendem a aumentar.
Quanto aos módulos de elasticidade não apresentaram aumentos significativos.
Um grande número de outros resíduos vem sendo estudados. A seguir apresenta-se
estudo sobre os resíduos a partir do LETA, escória de aciaria e pó de pedra.

24
3.2.1 Lodo de Estação de Tratamento de Água (LETA)
Nas Estações de Tratamento de Água (ETA) são utilizadas várias etapas no
processo de purificação da água poluída/bruta em água potável. De acordo com
Sperling (2005), a água bruta é retirada do rio, lago ou lençol subterrâneo. A figura 1,
apresenta todas as etapas do processo. Os lodos gerados nos decantadores das
ETAs são resultados dos processos de operação de coagulação/floculação e
sedimentação das partículas presentes na água bruta. Essas partículas sofrem ação
de reações químicas e operação física de formação de flocos que se tornam
propícios para a operação de sedimentação ou de flotação. O material removido da
água bruta é retido em tanques por um certo tempo. Durante as etapas de
coagulação e floculação são adicionados diversos componentes químicos que serão
removidos posteriormente nos decantadores, nos filtros e por adsorção em
hidróxidos e óxidos ou carvão ativado. De acordo com Tsutuya e Hirata (2001) estes
processos geram resíduos que são denominados lodos de estações de tratamento
de água (LETA), apresentam características variadas, dependendo
fundamentalmente das condições apresentadas pela água bruta, dosagens e
produtos químicos utilizados e forma de limpeza nos decantadores e filtros.
De acordo com Andreoli (2001), no Brasil existiam cerca de 7.500 estações de
tratamento de água convencionais.

25
Figura 1: Processo convencional de tratamento de água Fonte: COPASA, 2009 A composição dos LETAs basicamente depende dos produtos adicionados para
tratamento da água bruta, para torná-la em água potável. Dentre outros ainda
encontramos partículas de solo, material orgânico, subprodutos gerados da adição
de produtos químicos e água, (RICHTER, 2001). O teor de sólidos totais presentes
em um LETA varia de 1.000 a 40.000 mg/L (0,1 a 4%), dos quais, de 60 a 70% são
sólidos suspensos e de 30 a 40% são compostos voláteis, uma pequena porção
biodegradável que pode ser prontamente oxidável. Na tabela 1 é apresentado
concentrações de sólidos oscilando de 1.002 kg/m³ para lodos com teores de sólidos

26
de 1% até 1236 kg/m³ para lodos com teores de sólidos de 30% após o processo de
desidratação.
TABELA 1 - Densidade do lodo
Concentração de Sólidos – C (%) Variação da densidade - δ S (kg/m³) 1 1.002 – 1.006 3 1.007 – 1.019 6 1.014 – 1.040
10 1.024 – 1.068 15 1.036 – 1.106 20 1.048 – 1.146 25 1.061 – 1.189 30 1.074 – 1.236
Fonte : RICHTER, 2001. A classificação dos LETAs, no que diz respeito a presença de água pode ser dividida
em categorias. De acordo com (HSIEH E RAGHU, 1997) existem 04 definições:
a) Água livre – parcela de água que se move por gravidade, pode ser removida por
sistemas mecânicos, naturalmente por drenabilidade ou evaporação com facilidade;
b) Água do floco – Esta parcela está ligada a formação dos flocos que foram
gerados no processo de limpeza e estão intimamente ligadas à partícula floculada,
sendo que para sua remoção é necessário a introdução de energia;
c) Água capilar – a ligação da água com as partículas se dá através de pontes de
hidrogênio, e está fortemente ligada, para a sua remoção é necessário aplicação de
força mecânica.
d) Água adsorvida – ligada quimicamente à partícula sólida coloidal, sua remoção é
feita com aplicações de altas temperaturas.
3.2.1.1 Caracterização de Lodos de ETAs
A qualidade do lodo depende da água bruta e dos produtos químicos utilizados em
seu tratamento, além do tempo de permanência nos decantadores. A maioria das
ETAs utilizam sulfato de alumínio como coagulante. De acordo com Tsutuya e Hirata
(2001) a caracterização do lodo deve estar relacionada à alternativa de disposição
final desejada, e não apenas na caracterização dos parâmetros estabelecidos pela

27
NBR 10.004 (1987) . A tabela 2 apresenta parâmetros recomendados pela
Americam Water Works Association-Research Foundation – Fundação de Pesquisa
Associada a trabalhos em Águas Americanas AWWARF (1999) para caracterização
de LETAs destinada a utilização benéfica.
O LETA tem características de ser um fluido não Newtoniano, volumoso e
tixotrópico, ou seja, quando em repouso apresenta-se no estado de gel, mas fluido
quando agitado, além de ser de difícil sedimentação ou flotação (YUZHU, 1996).
TABELA 2 - Parâmetros de caracterização de lodos de Etas para utilização benéfica Parâmetros Unidade Parâmetros Unidade Físicos Potássio mg/kg
Concentração de sólidos % Nitrogênio amoniacal mg/kg Cor Nitrogênio nitrato/nitrito mg/kg
Textura Cálcio mg/kg
Teor de umidade % Carbono de cálcio % Granulometria % Metais
Limite de liquidez % sólidos Orgânicos
Densidade Kg/m³ Toxicidade
Peso específico Coliformes Totais
Retração pH
Ruptura por cisalhamento
Químicos
Nutrientes
Nitrogênio total mg/kg
Fósforo total mg/kg
Fonte: AWWARF, 1999. O lodo ao sair da ETA contém mais de 90% de água. Após passar por um processo
de desidratação a concentração de sólidos pode aumentar para aproximadamente
65% e ser destinada ao meio ambiente de inúmeras formas, (TEIXEIRA, 2006).
As partículas presentes na água a ser tratada são basicamente colóides que
conferem à mesma cor e turbidez. Os colóides têm tamanho que varia de 1 nm (1
nm = 10-6mm) a 1 mm (1 mm = 10-3m). Essa característica dificulta a remoção da
água livre dos lodos.

28
3.2.1.2 Geração
De acordo com a AWWA (1987) os resíduos gerados nas Estações de Tratamento
de Água podem ser divididos em quatro categorias:
a) Resíduos gerados nos decantadores/flotadores originados dos processos de
tratamento visando a remoção de cor e turbidez e lavagem dos filtros.
b) Resíduos sólidos gerados durante o abrandamento.
c) Resíduos gerados em processos de tratamento avançado para a redução de
compostos orgânicos, carvão ativado granular saturado, arraste com ar, etc...
d) Resíduos Líquidos gerados para a redução de compostos inorgânicos, osmose
reversa, ultrafiltração, nanofiltração, etc...
Os processos de adsorção em carvão ativado granular, arraste com ar, osmose
reversa, ultrafiltração, nanofiltração não são usuais no Brasil, (FILHO E SOBRINHO,
2004).
A maior quantidade de resíduo é proveniente da lavagem dos filtros, enquanto que
nos decantadores é depositada a maior quantidade de lodo produzida do sistema de
separação sólido-líquido.
Segundo Barroso (2002) a produção de lodo das ETAs que utilizam sulfato de
alumínio como coagulante é cerca de 22 g de sólidos/m³ água tratada.
De acordo com Borba, et al (2005), a quantidade gerada pode atingir até 5% do
volume de água tratada, apresentando forma fluida com baixas concentrações de
sólidos e grande quantidade de água, normalmente acima de 95%.
Grande parte das ETAs no Brasil ainda lançam seus resíduos oriundos do
tratamento da água bruta, mais especificamente o lodo, próximo as estações, mais

29
precisamente nos cursos dágua, podendo provocar alterações significativas no meio
ambiente (MEGDA, et al 2005).
Muitos estudos estão sendo realizados na intenção de minimizar a quantidade de
lodo produzido nas ETAs, (BORBA et al, 2005). O trabalho desenvolvido na ETA
Guairá/SP apresenta a aplicação de uma tecnologia integrada como solução para a
maioria das ETAs. Operacionalmente podem haver mudanças com o lançamento
das águas clarificadas diretamente para os filtros, reduzindo sensivelmente a área
de leitos de drenagem, consequentemente diminuindo a produção do lodo em cerca
de 90%.
3.2.1.3 Disposição no meio Ambiente
Segundo Megda et al (2005) nos EUA o lodo é inserido como matéria prima na
fabricação de cimento Portland, tendo em vista que os materiais comumente
utilizados na fabricação do cimento são calcário, xisto e argila. Os lodos de ETAs
que utilizam coagulantes durante o processo de tratamento, normalmente contém
esses elementos , por isso são introduzidos no processo de fabricação do cimento
na fase de pré homogeneização, observando limites que não comprometam a
qualidade do cimento. As fábricas de tijolos, denominadas Cerâmicas, utilizam
materiais argilosos, os lodos de ETAs tem características semelhantes à das
matérias-primas, pois as propriedades físicas e químicas são similares à argila
natural e xisto utilizados na produção destes materiais. A inserção do lodo na
fabricação pode ser diretamente no processo ou na jazida onde acontece a extração
da argila, geralmente aplica-se a proporção de 10% de lodo.
De acordo com Botero et al (2009); os LETAS tem alto potencial agrícola, sendo que
sua utilização depende das características da água bruta e do tipo de floculante
utilizado no tratamento, além disso é necessário também um pré tratamento, pra
retirar espécies metálicas potencialmente tóxicas, enriquecendo-os com micro e
macro-nutrientes que podem ser disponibilizados paras as plantas.

30
3.2.2 Escória de Aciaria
No Brasil de acordo com o IAB (2009) o parque produtor de Aço tem 26 Usinas, com
a capacidade instalada de 41,5 milhões de t/ano de aço bruto ao final de 2008. A
produção mundial é de 1.326,1 milhões de t/ano , a América Latina produz 65,8
milhões de t/ano, o Brasil produz 33,7 milhões de t/ano e ocupa o 9º lugar no ranking
mundial com um percentual de 2,5% (Brasil/Mundo) e 1º lugar na América Latina
com um percentual de 51,3% (Brasil/América Latina).
No processo siderúrgico de uma usina integrada, as principais operações são:
produção de coque (coqueria), produção de sinter (sinterização), produção de ferro-
gusa (alto-forno), produção de aço (aciaria), produção de placas, tarugos, lingotes
(lingotamento) e produção de chapas, bobinas, tiras (laminação). Nas usinas semi-
integradas o processo se inicia pela aciaria elétrica pra processar a sucata.
Os dois processos estão indicados na figura 2.
Figura 2: Fluxo simplificado de produção Fonte: Instituto Aço Brasil, 2009

31
Dentro de uma siderúrgica cada operação é associada ao consumo de matéria
prima, produzindo resíduos sólidos, líquidos e gasosos. A tabela 3 mostra os
principais produtos e resíduos.
TABELA 3 - Principais produtos e resíduos de uma siderúrgica
Unidade-Planta Produtos Resíduos (Sólidos, Líquidos e/ou gasosos)
Coqueria Coque
Gases (NOx, VOC’s), dioxinas, metano, benzeno, fenóis, compostos alifáticos, amônia,
naftalenos.
Sinterizações Sínter Material particulado, dioxinas, gases (CO, CO 2 ,
SO 2 , NOx, VOC’s).
Altos-fornos Gusa líquido Fenóis, cianetos, amônia, sulfetos, gases (CO,
CO 2 , NOx), refratários, escórias.
Dessulfurações Gusa dessulfurado Material particulado, escórias.
Calcinações Cales, dolomitas calcinadas
Material particulaco, CO 2 .
Aciaria LD Refino Primário Aço Líquido
Material particulado, metais (Zn), gases (CO, CO 2 , VOC’s), metais solúveis, material
sedimentável, escórias, refratários.
Refino Secundário Aço Líquido (tratado)
Gases (CO, CO 2 ), material particulado, sucata, escórias, refratários.
Lingotamento Contínuo
Placas, tarugos ou lingotes de aço
Sucata, material particulado, sólidos suspensos, óleos.
Laminações Chapas, bobinas, tiras
Óleos, soluções ácidas, sucatas, gases (CO, CO 2 , SO 2 , NOx, VOC’s), material
sedimentável, metais solúveis.
CO-monóxido de carbono; CO 2 -gás carbônico; SOx-óxido de enxofre (SO 2 e SO3); NOx-óxidos de nitrogênio (NO 2 e NO 3 ); VOC’s-compostos orgânicos voláteis; dioxinas: família
extensa de compostos organo-ciclo-benzo-clorados como o 2,3,7,8-p-TCDD Fonte: Associação Brasileira de Metalurgia – ABM, 2009. A escória é um resíduo ou subproduto originado na fabricação de aço e tem sua
formação nos processos de oxidação dos subprodutos do aço. É constituída por
uma mistura de óxidos de cálcio e de magnésio, silicatos de cálcio, ferro metálico,
além de outras espécies químicas que aparecem em menor escala.

32
3.2.2.1 Geração da Escória de Aciaria
De acordo com Polese (2006) no Brasil e no mundo os dois processos mais
utilizados para a produção de aço são: refino de sucata em fornos de arco elétricos
(aciarias elétricas EAF-Eletric Arc Furnace) e refino do ferro-gusa líquido em
convertedores à oxigênio (aciarias LD-Linz e Donawitz). A figura 3 mostra o circuito
básico da geração de resíduos na aciaria elétrica EAF e na aciaria a oxigênio LD,
com a geração específica em cada etapa. São geradas dois tipos de escória , a
escória oxidante e a escória redutora.
Figura 3: Esquema simplificado da geração de escórias na aciaria elétrica EAF e à oxigênio LD. Fonte: Geyer, 1996 A quantidade de resíduos gerados no processo siderúrgico é traduzida pelo balanço
de massa , mostrado na tabela 4 e para cada tonelada de aço bruto produzida, são
gerados 0,29 toneladas de resíduos.

33
TABELA 4 - Balanço de Massa para o Aço Matéria Prima de Produção Balanço de Massa
1,00 t de aço bruto 0,16 t de materiais não incorporados ao aço 1,29 t de Sucatas e insumos
0,13 t de escória Fonte : ABM, 2009. Num conversor a oxigênio (LD) , Araujo (1997) descreve as etapas do processo de
fabricação do aço, (figura 4). No primeiro instante a sucata e o gusa líquido são
adicionados e, em seguida, uma lança injetando oxigênio gasoso a alta velocidade é
introduzida. Após a fusão do metal, é adicionado cal virgem e a cal dolomítica por
meio de um silo montado sobre o forno. O oxigênio é adicionado para baixar o
percentual de carbono a menos que 2% tornando-se em aço carbono e a cal virgem
é usada para eliminar ou reduzir elementos indesejáveis como, carbono, silício e
fósforo. Neste momento acontece a formação de vários óxidos. A cal dolomítica é
usada na proteção do revestimento refratário. Finalmente é gerado aço e a escória
de aciaria, que ficam separados devido a diferença de densidade. Portanto, a
escoria é o produto resultante da combinação de CaO e MgO com os elementos a
serem retirados do ferro gusa e da sucata metálica.
Figura 4: Esquema do processo de produção do aço em conversor a oxigênio tipo LD: (1) carregamento da sucata, (2) carregamento do gusa, (3) sopro de oxigênio, (4) vazamento do aço e (5) vazamento da escória. Fonte : Araujo, 1997
34
A escória de aciaria, tanto de refino oxidante quanto redutor, é normalmente vazada
em uma panela e descarregada em locais onde pode resfriar e solidificar em forma
cristalina, após este procedimento é britada e através de correias rolante, é
separada em distintas granulometrias, sendo processada para recuperação da
fração metálica, empregada na própria aciaria, ou na sinterização ou no alto-forno.
Esta recuperação corresponde em média a 30% de sua geração, a outra parte tem
outros destinos como construção civil , fertilizantes como corretivos de solo e etc...,
Geyer (2001).
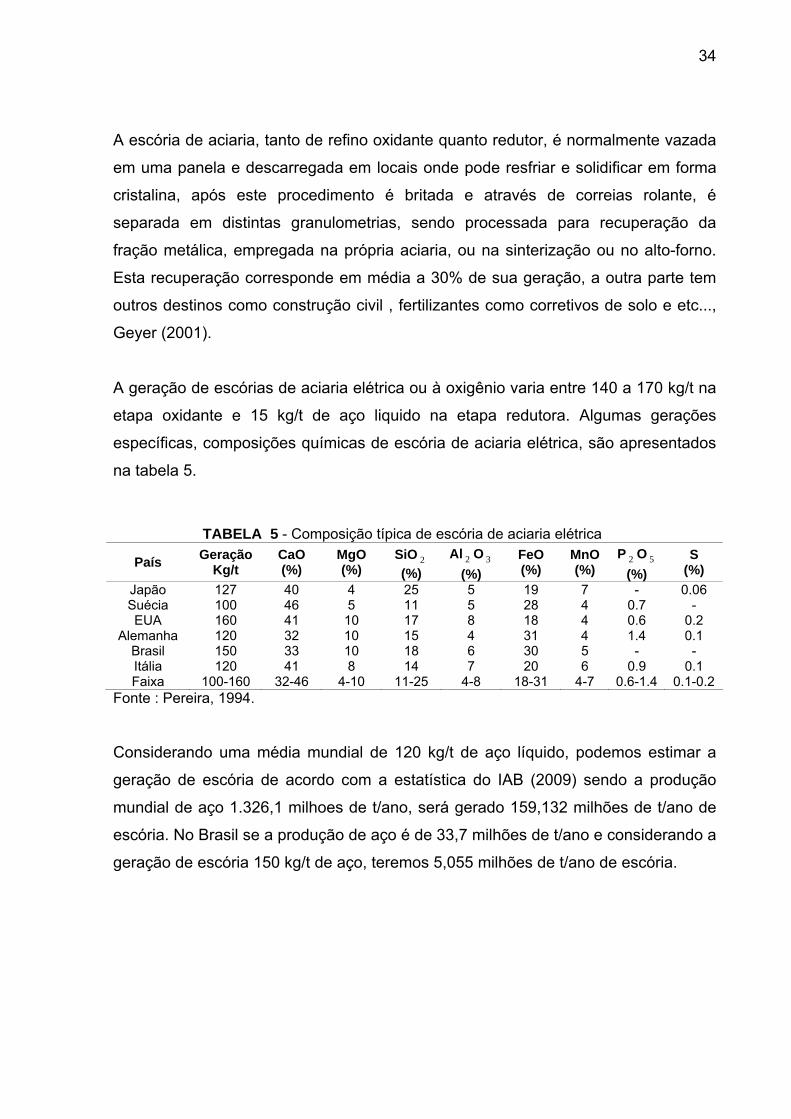
A geração de escórias de aciaria elétrica ou à oxigênio varia entre 140 a 170 kg/t na
etapa oxidante e 15 kg/t de aço liquido na etapa redutora. Algumas gerações
específicas, composições químicas de escória de aciaria elétrica, são apresentados
na tabela 5.
TABELA 5 - Composição típica de escória de aciaria elétrica
País Geração Kg/t
CaO (%)
MgO (%)
SiO 2 (%)
Al 2 O 3 (%)
FeO (%)
MnO (%)
P 2 O 5 (%)
S (%)
Japão 127 40 4 25 5 19 7 - 0.06 Suécia 100 46 5 11 5 28 4 0.7 - EUA 160 41 10 17 8 18 4 0.6 0.2
Alemanha 120 32 10 15 4 31 4 1.4 0.1 Brasil 150 33 10 18 6 30 5 - - Itália 120 41 8 14 7 20 6 0.9 0.1 Faixa 100-160 32-46 4-10 11-25 4-8 18-31 4-7 0.6-1.4 0.1-0.2
Fonte : Pereira, 1994. Considerando uma média mundial de 120 kg/t de aço líquido, podemos estimar a
geração de escória de acordo com a estatística do IAB (2009) sendo a produção
mundial de aço 1.326,1 milhoes de t/ano, será gerado 159,132 milhões de t/ano de
escória. No Brasil se a produção de aço é de 33,7 milhões de t/ano e considerando a
geração de escória 150 kg/t de aço, teremos 5,055 milhões de t/ano de escória.

35
3.2.2.2 Caracterização e Especificação da Escória de Aciaria
De acordo com Geyer (2001) a escória de aciaria possui uma elevada variação na
sua composição química e mineralógica em função da matéria-prima e do processo
de produção empregado. Além das fases não metálicas, uma grande quantidade de
partículas de aço ou ferro metálico é encontrada na escória, contribuindo para a
instabilidade volumétrica, através da geração de produtos de corrosão e oxidação.
Os processos de refino, forma de resfriamento e armazenagem podem influenciar
nas espécies químicas identificadas em laboratório. A tabela 6 apresenta
composições típicas das escorias de aciaria.
TABELA 6 - Composição química típica das escórias de refino oxidante (EAF e LD), escoria de refino redutor (FP)
EAF (%) FP (%) LD (%) CaO 30-35 45-55 6-45 SiO 2 15-20 20-25 7-16 MgO 8-12 8-12 1-9
Al 2 O 3 3-9 3-9 1-4 FeO 25-35 0,5-3,5 8-30 MnO 3-6 0,5-3,5 3-7 SO
3 - - -
CaO livre - - 0-8 P 2 O 5 - 0,5 1,6
S - - 0,13 Cr 2 O 3 - - 0,35
I=CaO/SiO 2 1,75-2,00 2,2-2,25 0,86-2,8 Fonte : Gumieri, 2000.
Devido à heterogeneidade da escória é aconselhável que se analise e observe o
número maior de amostras retiradas do campo, de modo a comprovar a presença do
maior número possível de compostos.
A massa específica da escória de aciaria elétrica é tipicamente em torno de 2,4
kg/dm³, COMMITTEE (1994), granulometria 0,1-500 mm, variando
consideravelmente a composição química e mineralógica .

36
As características expansivas das escorias de aciaria é devido principalmente a
hidratação da cal livre (CaO) e do periclásio (MgO) , oxidação do ferro metálico
residual e mudança nas formas alotrópicas do C2S, (PANIS, 1975).
A tabela 7 apresenta a variação do volume e densidade absoluta.
TABELA 7 - Características das espécies químicas isoladas antes e após hidratação
Nº Fórmula Nome Densidade (g/cm³)
M.mol (g/mol)
Vol.Molar (cm³/mol)
Variação de volume (%) *
Em relação ao MgO 1 MgO Periclásio 3,58 40,31 11,26 0 2 Mg(OH)2 Brucita 2,36 58,33 24,72 119,5 Em relação ao CaO
3 CaO Cal 3,38 56,08 16,59 0 4 Ca(OH)2 Portlandita 2,24 74,09 33,08 99,4
Calcita 2,93 100,09 34,16 105,9 5 CaCO 3 Aragonita 2,71 100,09 36,93 122,6 6 CaMg(CO3)2 Dolomita 2,87 184,41 64,25 287,3 Em relação ao Fe°
7 Fe° Ferro (metálico) 7,86 55,85 7,11 0
8 FeO Wustita 5,70 71,85 12,61 77,4 9 Fe2O3 Hematita 5,24 159,69 30,48 328,7
10 Fe(OH)2 Hidróxido de Fe 3,40 89,86 26,43 271,7
11 FeO(OH) Goetita 4,28 88,85 20,76 192,0 * Valores calculado a partir do volume e da densidade absoluta das espécies químicas isoladas. Fonte : WEAST, 1971.
De acordo com Machado (2000), as transformações por hidratação (2, 4, 10 e 11),
carbonatação (5) e oxidação (8 e 9) aumentam o volume significativamente em
relação as dimensões originais do cristal. Este fenômeno conduz a expansão
destrutiva na escória de aciaria.
Para reduzir ao mínimo os efeitos da expansão da escória de aciaria o procedimento
mais utilizado é o de depositar as pilhas com máximo de 1,5-2 metros de altura,
regando com água natural ou água quente para conseguir hidratar os elementos

37
instáveis. O tempo de estocagem variam de 3 meses a 1 ano dependendo da
quantidade de cal livre (CaO) e do Periclásio (MgO).
3.2.2.3 Histórico de utilização da Escória
Pode-se observar na figura 5 que de acordo com o IAB (2009) 94% dos resíduos e
co-produtos gerados no processo produtivo do aço são reaproveitados , destes 94 %
está incluído reciclagem, reuso, reutilização, co-processamenteo e compostagem.
Figura 5: Resíduos e Co-produtos na produção do Aço Fonte : IAB, 2009 (Modificado pelo Autor) As escorias podem ser usadas para bases e sub-bases de estradas, agregado para
concreto asfáltico, preparação de terreno/aterros (estabilização de solos), lastro
ferroviário e produção de cimento.
As escórias de aciaria geralmente destinam-se a construção civil, como agregados
para pavimentação de estradas de rodagem, lastros ferroviários, tendo que passar
por um período de cura, Von Kruger (1995). Podem ser usadas no concreto como
agregados, mas sua utilização está condicionada ao custo regional dos agregados
naturais. Esta escória também têm propriedades hidráulicas, podendo ser utilizadas
em fábricas de cimento, suas propriedades são muito menores que as escórias de
alto-forno onde estas são usadas em grande escala nessas fábricas. Isto se deve ao
38
processo de produção do aço, e nas etapas onde são feitos os refinos e a
composição final das escórias. Para serem utilizadas em fábricas de cimento devem
ser corrigidas com alumina e resfriamento brusco, ou seja, como nos altos-fornos, se
for resfriada naturalmente ao ar, os seus óxidos componentes se cristalizam e
perdem as características hidráulicas, podendo ser considerada inerte.
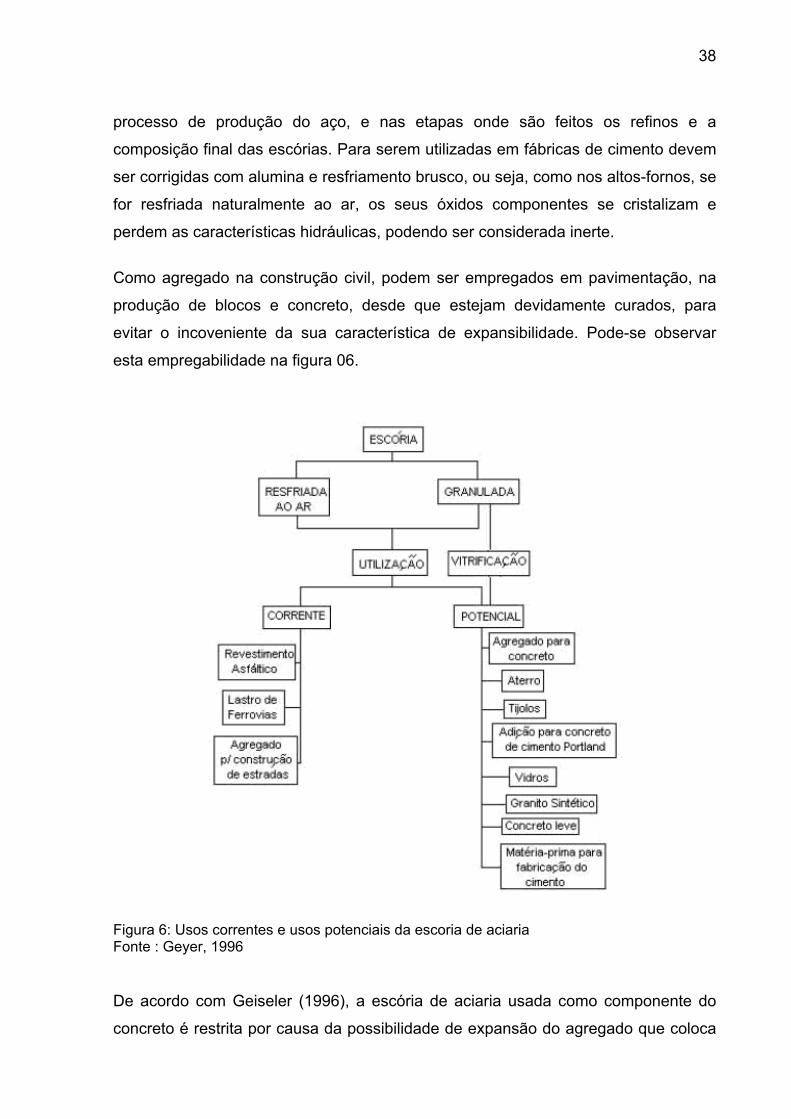
Como agregado na construção civil, podem ser empregados em pavimentação, na
produção de blocos e concreto, desde que estejam devidamente curados, para
evitar o incoveniente da sua característica de expansibilidade. Pode-se observar
esta empregabilidade na figura 06.
Figura 6: Usos correntes e usos potenciais da escoria de aciaria Fonte : Geyer, 1996 De acordo com Geiseler (1996), a escória de aciaria usada como componente do
concreto é restrita por causa da possibilidade de expansão do agregado que coloca

39
em risco a integridade de toda a estrutura. Por este motivo a escória tem indicação
de uso em aplicações não estruturais, como pavimentos, blocos não estruturais,
quebra-mar (gabiões) .
O uso da escória de aciaria na estabilização de solos é muito comum na Argentina
como agregado inerte, de acordo com López (1989). As características que
conferem estas possibilidades são:
a) elevada rugosidade superficial;
b) excelente coeficiente de forma;
c) elevada angulosidade;
d) elevada resistência ao desgaste.
Os solos que necessitam de controle de rigidez, não possibilitam o uso de escória de
aciaria, devido a sua baixa estabilidade volumétrica.
Em função dos elevados teores de CaO e P 2 O 5 , as escórias podem ser utilizadas
como fertilizantes. Devem ser analisados todos seus componentes para limitar
problemas de toxidade. É muito utilizada no cultivo de fitoplânctons e algas.
A empresa ArcelorMittal Tubarão – ES, preocupada com o compromisso sócio
ambiental aplica em suas unidades um processo de gestão de resíduos e co-
produtos da área do aço, bem como sistema de tratamento para reuso e gestão das
águas. A empresa desenvolveu um produto a partir da escória de aciaria
denominado ACERITA, produto estabilizado com selo de qualidade do Instituto
Falcão Bauer. Estre produto é utilizado na fabricação de artefatos de concreto,
pátios, estradas vicinais e vias pavimentadas. Este selo de qualidade encontra-se no
anexo 1.
3.2.3 Pó de Pedra – Areia Artificial
O rejeito da exploração de pedreiras denominado pó de pedra tem como
características ser um material fino sendo um subproduto da cominuição de rochas

40
para produção de agregado graúdo utilizado na construção civil como insumo na
fabricação de concreto. O pó de pedra na classificação por peneiramento é todo
aquele passante em malha quadrada de 4,8 mm, de acordo com (LIMEIRA, 2001)
28% pode chegar abaixo de 0,075 mm sendo chamado de material pulverulento.
Existem uma grande variedade de rochas a serem exploradas nas pedreiras para
produção de agregados, as mais utilizadas são o granito, o basalto, o gnaisse, o
calcário e o arenito (BAUER, 1979).
De acordo com Ribeiro et al (2002) , a classificação das rochas se dá em três grupos
principais: ígneas, sedimentares e metamórficas, sendo subdivididas de acordo com
a composição química e mineralógica, textura ou granulação e estrutura cristalina.
A participação dos tipos de rocha utilizadas na produção de brita no Brasil é a
seguinte: granito e gnaisse – 85% ; calcário e dolomita – 10% ; basalto e diabásico –
5%. O estado de São Paulo participa com 30% da produção nacional, Minas Gerais
12%, Rio de Janeiro 9%, Paraná 7%, Rio Grande do Sul 6% e Santa Catarina 4%.
ANEPAC, 2001.
3.2.3.1 Geração
O processo para beneficiamento de agregados para concretos seguem algumas
etapas.
Por meio de explosivos é produzido na jazida blocos com dimensões não superiores
à boca do britador primário. Após ser fragmentado no britador primário (geralmente
britador de mandíbula) segue através de esteira sendo denominada bica corrida
passando em grelhas para separar e retirar o rachão. Depois passa pelos britadores
por 02 a 03 vezes dependendo do tipo de rocha. Os britadores podem ser de
mandíbulas, de cone ou de martelos.

41
A fração fina que se forma nos processos de rebritagem, é retirada por via úmida ,
produzindo areia e brita sem alto teor de material pulverulento e pode chegar até a
20% do material britado, figura 7.
Figura 7: Processo para beneficiamento de agregados para concretos Fonte: Bauer,1979 O formato que os grãos possuem tem influencia direta na trabalhabilidade e
consequentemente na resistência à compressão do concreto. Os formatos
inadequados de partículas, normalmente lamelar ou alongado dificultam a
trabalhabilidade, nesse caso torna-se necessário esferizar mais as partículas, para
isso são utilizados britadores de eixo vertical (VSI) e a fragmentação se dá por meio
de impacto rocha contra rocha, tendo como resultado partículas equidimensionais,
segundo Almeida e Bispo (2003). No concreto, partículas com este formato fazem

42
com que os grãos tenham melhor interação e consequentemente apresentarão
menor porcentagem de vazios no concreto.
Os dados da ANEPAC (2004), mostram que 70% da produção de agregados no
Brasil foi destinada à mistura com cimento e 30% com asfalto betuminoso. Dentro
dos 70% temos a seguinte distribuição: concreto 35%, pré-fabricados 15%, revenda
(comercio varejista)10% e outros (cascalho, enrocamento, gabiões, lastro de
ferrovias, taludes, etc.) 10%. A região de São Paulo em 2004 consumiu 25,7 milhões
de toneladas de brita e 37,2 milhões de toneladas de areia sendo o maior mercado
consumidor brasileiro, outros grandes mercados são as regiões metropolitanas de
Belo Horizonte, Rio de Janeiro, Curitiba, Porto Alegre, interior de São Paulo e
Paraná. A consumo da areia no pais é dividida em 50% para a produção de
concreto e 50% para argamassas em geral.
A demanda de agregados para a construção civil vem aumentando a cada ano,
como mostra a tabela 8, as taxas de crescimento líquido no período de 1998-2000,
foi utilizado como metodologia para projeções no período de 2001 a 2010 variando
numa faixa de 4% a 4,5%, foram analisadas as necessidades de manutenção,
crescimento da infra-estrutura básica do país, habitação, etc..

43
TABELA 8 - Balanço Consumo-Produção de Agregados para Construção Civil 1998-2000 Balanço Consumo – Produção de Agregados para Construção Civil 1998 - 2000
AGREGADOS PARA CONSTRUÇÃO CIVIL ANOS
AREIA BRITA TOTAL
HISTÓRICO
1998 31.726.200 58.094.330 89.820.530
1989 38.841.993 60.397.369 99.239.362
1990 9.343.744 53.370.215 62.713.959
1991 8.804.024 50.461.839 59.265.863
1992 50.672.750 60.689.739 111.362.489
1993 47.138.916 57.115.496 104.254.412
1994 49.523.297 60.231.776 109.755.073
1995 54.481.032 65.538.785 120.019.817
1996 99.399.160 59.990.050 159.389.210
1997 127.898.870 87.972.232 215.871.102
1998 125.219.419 91.263.583 216.483.002
1999 128.093.698 88.695.759 216.789.457
2000 141.660.567 97.696.943 239.357.510
PROJEÇÃO
2005 168.337.000 116.370.000 285.107.000
2010 200.988.000 138.612.000 339.600.000
FONTE : ANEPAC, BALANÇO MINERAL, 2001 - (Modificado pelo autor). 3.2.3.2 Caracterização
Os agregados são materiais granulares, compostos por grãos de minerais duros,
compactos, duráveis, sem forma e volume definidos, geralmente inertes, com
dimensões e propriedades adequadas para uso em obras de engenharia, não
devem conter substâncias que possam afetar a hidratação e o endurecimento do
cimento (NEVILLE, 1995).
O pó de pedra ou areia artificial , necessitam de modificação textural para chegar a
condição apropriada de uso, a partir de rochas como basaltos, calcários, sílex,
pórfiros, arenitos, quartzito e gnaisses (ALMEIDA, 2003). Possui material
pulverulento passante na peneira 0,075 mm. Considerando substância deletéria para

44
o concreto, quando superior a 3% para concreto submetido a desgaste superficial e
5% para concreto protegido do desgaste superficial. Dependendo da litologia os pós
de pedra podem ser utilizados pois colaboram na melhoria da aglomeração das
partículas maiores do concreto.
A areia tanto natural como artificial é caracterizada pelo seu módulo de finura, ou
seja, especificação de faixas granulométricas, selecionadas a partir de normas que
especificam a granulometria dentro de certas faixas. De acordo com SELMO (1989),
os intervalos adotados para o módulo de finura (MF) para classificação das areias
são:
- MF < 2.0 - areia fina;
- 2.0 < MF < 3.0 - areia média;
- MF > 3.0 - areia grossa.
A partir de 29/04/2005 a NBR 7211(2005) criou novos limites de utilização para
agregados miúdos. Conforme o MF , classifica em zona utilizável inferior (MF varia
de 1,55 a 2,20), zona ótima (MF varia de 2,20 a 2,90) e zona utilizável superior (MF
varia de 2,90 a 3,50).
3.2.3.3 Aplicação do Pó de Pedra
Existem várias pesquisas que tratam de aplicações para as frações finas de
britagem. A maioria delas indicam que a utilização em argamassas e concretos
substituindo parcialmente ou totalmente a areia natural, tem tido resultados
aprovados. Conforme NUGENT (1979) , esse material já era utilizado a muito tempo
em diversos países, como exemplos, EUA e Canadá.
CUCHIERATO (2000) desenvolveu uma pesquisa onde foi utilizado o pó de pedra e
areia de brita com agregado miúdo em bases e sub-bases em pavimentos de
concreto simples e compactado a rolo.

45
A substituição da areia natural pela artificial traz várias vantagens entre elas
destacam-se (ALMEIDA e BISPO,2003):
- aproveitamento integral das pedreiras;
- obtenção de areia com características físicas e químicas constantes;
- teor de umidade praticamente zero;
- solução de problemas ambientais.
3.3 Concreto
O concreto é considerado uma pedra artificial que tem a vantagem de ser moldado
na forma e dimensões desejadas, oferecendo condições de plasticidade que
facilitem as operações de manuseio, indispensável ao lançamento nas formas,
adquirindo, com o tempo coesão e resistência. É o compósito mais utilizado em
materiais de construção, sendo considerado o mais importante material estrutural da
atualidade, foi descoberto no final do século XIX e usado intensamente no século
XX, obtendo grande desenvolvimento tecnológico. É o resultado da mistura de
cimento, brita, areia e água, devidamente dosados. Estas proporções são chamadas
de traço e são consideradas dentro de normas da ABNT , (ISAIA, 2008).
3.3.1 Classificação do Concreto
A versatilidade e vantagens que o concreto apresenta lhe confere o segundo lugar
entre os materiais mais consumidos pela humanidade, somente perdendo o posto do
primeiro lugar para a água. Malhotra (1999) informa que a projeção da produção
mundial de concreto, para o ano 2000, era de 12,6 Gt (5,25 Gm³), com projeção de
15,6 Gt para 2005 (6,51 Gm³). O concreto representa o dobro da soma da produção
mundial de todos os demais materiais de construção, equivalente ao consumo de
2,4t por habitante/ano (previsão 2005) , Isaia (2008).

46
3.3.2 Propriedade do concreto
O concreto apresenta uma excelente resistência à água, tornando um material ideal
para construção de estruturas que necessitem de controlar, armazenar e transportar
este material. Segundo Mehta e Monteiro (2008), um concreto contendo areia
natural e pedregulhos ou agregados britados, com massa específica na ordem de
2.400 kg/m³, é chamado de concreto de densidade normal. Esse é o concreto mais
comumente usado para fins estruturais. O concreto pode ter 03 classificações
quanto a resistência à compressão dependendo da quantidade de cimento usado,
relação água/cimento e aditivos, as categorias são:
a) Concreto de baixa resistência: menos de 20 MPa;
b) Concreto de resistência moderada: de 20 MPa a 40 MPa;
c) Concreto de alta resistência: mais de 40 MPa.
Na tabela 9, é apresentada proporções de materiais para concretos com produtos
típicos de baixa, moderada e alta resistência, todavia existe um grande número de
concretos modificados, que são tratados com produtos específicos para cada função
que é indicada, como por exemplo, concreto armado com fibra, concreto de cimento
expansivo, concreto modificado com látex, etc...

47
TABELA 9 - Proporções típicas de materiais em dosagens de diferentes resistências Baixa resistência Resistência Moderada Alta resistência (kg/m³) (kg/m³) (kg/m³)
Cimento 255 356 510
Água 178 178 178
Agregado miúdo 801 848 890
Agregado graúdo 1169 1032 872
Proporção de pasta de cimento
percentual em massa 18 22,1 28,1
percentual em volume 26 29,3 34,3
Água/cimento em massa 0,70 0,50 0,35
Resistência, MPa 18 30 60
Fonte: Mehta e Monteiro, 2008 3.3.3 Composição do Concreto
O concreto é constituído por mistura de um aglomerante com um ou mais materiais
inerte e água, a composição tradicional é: cimento, agregado miúdo, agregado
graúdo e água. Segundo Isaia (2008), diante dos desenvolvimentos tecnológicos
existe uma série de aditivos, que tendem a melhorar várias características do
concreto, como tempo de cura, resistência final, resistência ao fogo, resistência à
umidade, resistência ao ataque de elementos químicos e etc...
A American Society for Testing and Materials - ASTM C 150 (2004) define cimento
Portland como um cimento hidráulico produzido pela moagem de clínqueres
constituídos essencialmente por silicatos de cálcio hidráulicos e uma pequena
quantidade de uma ou mais formas de sulfato de cálcio. Clínqueres são nódulos de
5 a 25 mm de diâmetro de material sinterizado que é produzido quando uma mistura
de matérias-primas de composição pré-determinada é aquecida em altas
temperaturas.

48
3.3.3.1 Agregados
Segundo Isaia (2008) agregados são os materiais que ocupam a ordem de 70% a
80% do volume em concretos convencionais, sendo assim, deverão ser escolhidos
com toda atenção e critério técnico disponível, pois é o elemento em maior
quantidade no volume do concreto.
Os agregados podem ser classificados quanto à origem em:
a) Naturais, encontrados na natureza já preparados para o uso sem outro
beneficiamento que não sejam a lavagem (quando for o caso, sua classificação
granulométrica, geralmente, é feita por peneiramento), como por exemplo, areia de
rio, pedregulho, areia de cava, etc.;
b) Britados, submetidos a processo de cominuição, geralmente por britagem, para
que possam se adequar ao uso como agregados para concreto, como pedra britada,
pedrisco, pedregulho britado, etc.;
c) Artificiais, derivados de processos industriais, tais como a argila expandida e
pelotizada, o folhelho expandido por tratamento térmico, a vermiculita expandida,
etc.;
d) Reciclados que podem ser resíduos industriais granulares que tenham
propriedades adequadas ao uso como agregado ou proveniente do beneficiamento
de entulho de construção ou demolição selecionado para esta aplicação. Ex. Escória
de alto-forno, entulho de construção/demolição, etc.
3.3.3.1.1 Classificação quanto à dimensão dos grãos
Os agregados, quanto à dimensão dos grãos, são classificados em agregado graúdo
e agregado miúdo. O agregado miúdo é aquele cujos grãos passam pela peneira
com abertura de malha de 4,75mm e ficam retidos na peneira com abertura de
malha de 0,075mm em ensaio realizado de acordo com a NBR 7217 (2004) com
peneiras definidas pela NBR ISO 3310-1 (1997).
O agregado graúdo, segundo a norma técnica NBR 7211 (2005), é o agregado cujos
grãos passam pela peneira com abertura de malha 152 mm e ficam retidos na

49
peneira com abertura de malha de 4,75 mm, em ensaio realizado de acordo com a
NBR 7217 (1987), com peneiras definidas pela norma NBR ISO 3310-1 (1997),
(GERALDO C. ISAIA, 2008).
3.3.3.1.2 Agregado Miúdo – Areia Natural e Artificial
A areia é um material de origem mineral finamente dividido em grânulos, composta
basicamente de dióxido de silício, com 0,063 a 2 mm. Segundo Limeira (2001), a
areia forma-se à superfície da terra pela fragmentação das rochas por erosão, por
ação do vento ou da água. São extraídas em grande parte dos rios. De acordo com
a NBR 7211 (2005), a análise granulométrica é realizada nas peneiras normais (4,75
– 2,36 – 1,18 – 0,6 – 0,3 – 0,15 mm), os materiais retidos em cada peneira são
pesados e as porcentagens retidas e acumuladas são calculadas.
A tabela 10 apresenta os limites da distribuição granulométrica do agregado miúdo,
indicando a zona utilizável e zona ótima para as areias fina, média e grossa. A
dimensão máxima característica é associado a abertura da peneira em que fica
retida, acumulada, uma porcentagem igual ou imediatamente inferior a 5 %. O
módulo de finura (MF) é a soma das porcentagens retidas acumuladas do agregado,
nas peneiras, dividido por 100.
TABELA 10 – Limites da distribuição granulométrica do agregado miúdo
Porcentagem, em massa, retida acumulada
Limites inferiores Limites superiores Peneira com abertura de malha - ABNT NBR NM
ISSO 3310-1 (mm) Zona utilizável Zona ótima Zona ótima Zona utilizável
9,5 0 0 0 0
6,3 0 0 0 7
4,75 0 0 5 10
2,36 0 10 20 25
1,18 5 20 30 50
0,6 15 35 55 70
0,3 50 65 85 95
0,15 85 90 95 100 Fonte: NBR 7211, 2005.

50
Na tabela 11 é apresentado resultados de uma análise de granulometria de areia
natural e na figura 8 é ilustrado a curva granulométrica de areia classificada como
média e os limites da distribuição granulométrica do agregado miúdo.
TABELA 11 - Resultados de ensaio de granulometria de areia natural
Amostra Areia Massa inicial (g) 995,10 g Peneiras (mm) Massa retida
individual (g) Porcentagem
retida Porcentagem acumulada
9,5 0 0 0 6,3 0 0 0 4,75 22 2 0 2,36 167 17 5 1,18 231 23 21 0,6 163 16 47 0,3 166 17 86 0,15 119 12 97
Fundo 128 13 100 Massa final (g) 990,000 Dimensão Máxima = 2,36 mm Diferença (%) 0,00 Módulo de Finura = 2,55 Fonte: Laboratório de analise granulométrica da Pedreira Um Valemix Ltda, 2008.

51
Distribuição granulométrica para o agregado miúdo
0
5
10
15
2025
30
35
40
45
50
55
60
65
7075
80
85
90
95
100
9,56,34,752,361,180,60,30,15Abertura das Peneiras (mm)
% R
etid
a ac
umul
ada
Limite inferior, zona utilizável Limite inferior, zona ótima Limite superior, zona ótima
Limite superior zona utilizável Areia Natural
Areia Grossa
Areia Fina
Areia Média
Figura 8: Curva granulométrica. Fonte: Pedreira Um Valemix Ltda, 2008 A areia artificial é um subproduto oriundo da cominuição de rochas para a produção
de agregado graúdo para concreto. Segundo Limeira (2001), o pó de pedra
apresenta grande quantidade de finos, chegando a 28% do material abaixo de
0,075mm. Na figura 9, é mostrado o material depositado no pátio de uma pedreira.

52
Figura 9: Areia Artificial Fonte: Pedreira Um Valemix Ltda, 2008 3.3.3.1.3 Agregado Graúdo
O gnaisse é uma rocha de origem metamórfica, resultante da deformação de
sedimentos arcósicos ou de granites. Sua composição é de diversos minerais, mais
de 20% de feldspato potássico, plagioclásio, e ainda quartzo e biotita. Segundo
Ribeiro et al (2002) o gnaisse possui grande variação mineralógica e grau
metamórfico, é hoje amplamente empregada como brita na construção civil e
pavimentação, além do uso ornamental. A maioria dos agregados naturais, tais
como areia e pedregulho, tem massa unitária entre 1500 e 1700 kg/m³ e produzem
os chamados concretos normais com aproximadamente 2400 kg/m³, Isaia (2008). Na
figura 10 é verificada a disposição em pátios aguardando o carregamento para o
destino final.

53
Figura 10: Pilha de brita Fonte: Pedreira Um Valemix Ltda, 2008 3.3.3.2 Água
A água deve ser adicionada ao concreto na fase do amassamento, usando sempre
que possível água potável ou tratada, pois as mesmas não apresentam substâncias
nocivas. Deve-se obedecer expressamente a relação a/c (água/cimento) para a
obtenção de um concreto dentro dos padrões da ABNT.
A água servirá para:
a) Dar a plasticidade ao conjunto enquanto úmido.
b) Proporcionar uma reação química com o cimento ocasionando seu
endurecimento.
3.3.3.3 Cimento
De acordo com a ASTM C 150 (2004), define cimento Portland como um cimento
hidráulico, ou seja, precisa ser hidratado para reagir e chegar nas propriedades
desejadas. É produzido pela moagem de clínqueres constiuídos essencialmente por

54
silicatos de cálcio hidráulicos e uma pequena quantidade de uma ou mais formas de
sulfato de cálcio. Clínqueres são nódulos de 5 a 25 mm de diâmetro de material
sinterizado que é produzido quando uma mistura de matérias-primas de composição
pré-determinada é aquecida em altas temperaturas.
3.4 Planejamento Estatístico
O programa computacional estatístico, Minitab versão 15 (2006) será utilizado para a
manipulação dos dados e análise dos resultados, através da análise de variância
(ANOVA). Com esta Análise é possível avaliarmos a influência exercida por um ou
mais fatores de um processo sobre uma característica da qualidade de interesse. A
análise de variância permite que seja avaliada a interação entre os fatores. A
hipótese nula é que todas as médias são iguais, enquanto a hipótese alternativa
considera que pelo menos uma média é diferente.
Os resultados da análise de variância (ANOVA) são apresentados em uma tabela
contendo alguns dos principais parâmetros envolvidos no cálculo do “P-valor”. As
informações sobre tratamento estatístico a seguir, são apresentadas por
Montgomery (1997). A primeira coluna mostra os fatores experimentais em estudo. A
segunda coluna indica o número de graus de liberdade (GL). A terceira coluna
representa a soma dos quadrados sequencial (SQS). A quarta coluna exibe a média
quadrada ajustada (MQA) a qual é calculada dividindo a soma dos quadrados
ajustada pelo número de grau de liberdade.
O parâmetro F representa a “relação-F”, calculado dividindo a média quadrada
ajustada de cada fator pela média quadrada ajustada do erro.
Finalmente, na última coluna é mostrado os “Pvalores” que indicam a probabilidade
que estes dois elementos (MQA fator e MQA erro) de possuírem o mesmo valor, ou
seja, a probabilidade que cada fator não afetará a variável resposta. Em outras
palavras, os valores de “P” indicam quais efeitos no sistema são estatisticamente
significantes, baseando-se nos resultados experimentais das réplicas 1 e 2. Se o “P-
valor” for menor ou igual a α é possível concluir que o efeito é significante.

55
O valor de α de 0,05 indica o nível de significância, ou seja, a condição de 95% de
probabilidade do efeito ser significante. Após a análise de variância, os resultados
serão mostrados nos gráficos de “efeitos principais” e de “interações”. O valor de R²
exibido na ANOVA mede a proporção da variabilidade presente nas observações da
variável resposta y que é explicada pelas variáveis preditoras presentes na equação
de regressão. Quanto mais próximo de 1 (ou de 100%) for R², melhor a qualidade da
equação ajustada aos dados.
As suposições relacionadas à utilização da análise de variância são as seguintes:
independência, distribuição normal com média zero e variância constante. Para
verificação destas suposições temos:
a) independência: é usual utilizar um gráfico seqüencial para os resíduos
considerando a ordem de realização dos ensaios.
b) distribuição normal e média zero: é usual utilizar o gráfico de probabilidade normal
e/ou histograma para os resíduos.
c) variância constante: é usual construir gráfico de resíduos versus valores
ajustados.
O gráfico de resíduos “quatro em um” (Figura 11) exibe os quatro tipos de gráficos
de resíduos simultaneamente. Os resíduos são usados para verificar a adequação
do modelo sobre as condições da Análise de Variância. Este conjunto de condições
torna válidas as conclusões estabelecidas no experimento. Os gráficos de resíduos
incluem:
O gráfico de probabilidade normal: tem o objetivo de avaliar a suposição de
normalidade. Nesse gráfico os pontos devem estar localizados, aproximadamente,
ao longo de uma linha reta. É importante notar a existência de “outliers”, que são os
pontos distantes da reta, podendo representar uma fonte de erro na coleta dos
dados.
a) O gráfico de resíduos versus valores ajustados: é útil para detectar se a variância
do erro é constante e presença de valores extremos (outliers). Nesse gráfico, os

56
pontos devem apresentar um padrão aleatório, sem pontos discrepantes em relação
ao conjunto de dados.
b) O histograma: é utilizado para avaliar a suposição de normalidade e, nesse caso,
espera-se que o gráfico apresente um comportamento, aproximadamente, simétrico
com média zero.
c) O gráfico de resíduos versus ordem dos dados: avalia a suposição de
independência dos resíduos.
Figura 11: Exemplo fornecido pelo Minitab do gráfico “quatro em um” dos resíduos Fonte : O Autor, 2010.
O fato de um efeito não ser significativo em um experimento não implica
necessariamente que esse fator particular não seja importante. Isso significa apenas
que a resposta não é afetada por esse fator na faixa de valores pesquisada; pode
ser que um fator seja muito importante mas que uma variação muito pequena nos
níveis não acarrete nenhum efeito na resposta, Drumond et al. (1993).

57
3.5 Considerações sobre a Revisão Bibliográfica
Existe um grande estudo na Europa e América do Norte para concretos de alta
tecnologia, nos Estados Unidos e Canadá a partir de 1989 a National Science
Foundation e o National Research Council respectivamente, aprovaram e apoiam
financeiramente os programas ACBM Center for Advanced Cemente-Based
Materials na Universidade de Northwestern e Béton Canadá. O resultado
apresentado foi uma grande evolução, que foi uma verdadeira revolução na arte de
projetar e construir estruturas.
No Brasil a ABCP Associação Brasileira de Cimento Portland investe e apóia
estudos a base de cimento, nos quais o concreto ocupa grande destaque. O grande
potencial brasileiro, com fonte de insumos naturais e industriais para inovar,
desenvolver e aprimorar a utilização do concreto de uma forma que utilize recursos
renováveis, preocupado com a utilização sustentável dos recursos, tem muito ainda
a desenvolver.
Existem muitas informações da utilização de escória de aciaria, areia artificial, mas o
LETA como insumo na produção de argamassas e concretos precisa ser ainda
intensamente estudado, a adição em conjunto dos três elementos podem trazer
resultados satisfatórios para a utilização onde seriam utilizados como enchimento,
não havendo exigência de grande resistência do concreto.

58
4 MATERIAIS E MÉTODOS
A metodologia foi desenvolvida em 03 etapas, conforme descrição a seguir.
4.1 Etapa 01: Seleção de Materiais
Foram utilizados 03 tipos de resíduos oriundos da região do Vale do Aço, além de
insumos normalmente utilizados e comercializados na região. Os resíduos são: Lodo
de Estação de Tratamento de Água (LETA), Areia Artificial e Escória de Aciaria.
4.1.1 Cimento Portland
Foi utilizado o cimento Portland CP III E 40 – Cauê/Camargo Correa. A opção de
uso deu-se em função da utilização em larga escala do produto na construção civil
local e também pelo fato de que as características físicas, químicas e mecânicas do
produto atendem perfeitamente às exigências da NBR 5733 (1991).
4.1.2 Agregado Miúdo
A areia natural utilizada é de origem quartzosa, oriunda do rio Doce. Foram
recolhidos 0,5 m³ do material no pátio de estocagem do areal Rio Doce, localizado
na rua A, nº 465 , Parque do Rio Doce, Caratinga, MG. A areia passou por processo
de secagem natural sendo em seguida armazenada em ambiente de laboratório.
O agregado areia artificial, é um resíduo de origem metamórfica e processada a
partir da rocha gnaisse. Tem sua procedência na planta de britagem da Pedreira Um
Valemix, localizada na cidade de Timóteo-MG. A justificativa de uso deste material
deu-se em função de suas características físicas e granulométricas, mas, sobretudo
pelo fato de auxiliar na redução de impactos ambientais. Foi submetido a processos

59
de secagem natural e, logo após, devidamente armazenado em ambiente de
laboratório.
O agregado LETA tem sua origem em etapas do processo de purificação da água,
envolvendo reações químicas associadas ao transporte de matéria orgânica nos
tanques de decantação e deposição das estações de tratamento de água. O material
utilizado na pesquisa teve sua procedência na ETA que abastece a cidade de
Santana do Paraíso, MG. A possibilidade da obtenção do lodo LETA se deu por
meio de convênio de cooperação técnica da COPASA com a União Brasiliense de
Educação e Cultura (UBEC) (anexo 2).
Foram recolhidos 1200 litros de LETA, sendo este material secado naturalmente na
primeira etapa, exposto ao sol por 03 dias e em seguida levado à estufa a 100°C por
24 horas, no Laboratório de Tecnologia de Materiais, do UnilesteMG.
Devido ao espaço destinado a exposição ser pequeno para secagem natural,
demandando assim um período longo para pré-secagem de todo material, obteve-se
a secagem final do material por meio da estufa, deixando o material em repouso por
72 horas a 100°C e posteriormente armazenado em recipientes plásticos no
laboratório. Podemos observar nas figuras 11 a obtenção do material, figura 12
secagem natural, figura 13 secagem em estufa e figura 14 armazenamento em
laboratório.

60
Figura 12: LETA na ETA de Santana do Paraíso Fonte: O Autor, 2009.
Figura 13: Secagem Natural do LETA Fonte: O Autor, 2009.

61
Figura 14: Secagem em Estufa Fonte: O Autor, 2009.
Figura 15: Armazenagem em laboratório Fonte: O Autor, 2009. No Laboratório de Materiais Refratários da empresa Insider, foram realizados 02
procedimentos com 700 g de amostra do LETA seco para obter o material na

62
granulometria ideal para substituir parcialmente o agregado miúdo. Esse
procedimento seguiu recomendações de Vale (2006).
No primeiro teste foi realizada uma análise granulométrica via mista, onde a amostra
é peneirada via úmida. A amostra foi pesada e levada ao conjunto de peneiras que
fica embutida em uma pia e em cada peneira o fluxo de água durou 2 minutos. O
material apresentava torrões duros, que não se dissolviam com água. Aumentando o
tempo de exposição ao fluxo de água os torrões começaram a dissolver,
apresentando um aspecto muito fino e aglomerado.
No segundo teste o material foi submetido a moagem em moinho de bolas, com uma
relação de 3:1 de bolas de alumina de diâmetro de 10 mm, durante 40 minutos, não
havendo moagem nem quebra dos grãos (torrões). Foi aumentado a proporção de
bolas 5:1 e adicionadas bolas de diâmetro de 20 mm, durante um tempo de 2 horas.
No Anexo 03 é apresentada a granulometria obtida nestes dois processos.
Observou-se que no 2º teste, houve quebra dos grãos e moagem , mas com um
resultado insatisfatório para utilizá-lo nas pesquisas.
Diante desta situação , foi adotado a moagem em moinho de martelos. Uma amostra
de 12 Kg foi destinado para este fim. Na figura 14 verifica-se este procedimento e o
produto desta moagem foi utilizado como agregado miúdo.

63
Figura 16: Moagem em Moinho de martelos. Fonte: O Autor, 2010.
4.1.3 Agregado Graúdo
A brita utilizada no decorrer da pesquisa é de origem metamórfica e britada a partir
da rocha gnaisse. O material teve sua procedência na Pedreira Um Valemix
localizada na cidade de Timóteo, MG. O material utilizado na pesquisa foi recolhido
no pátio de estocagem da planta de britagem, numa quantidade de 0,5 m³. Todo
material passou por processo de secagem natural e logo após devidamente
armazenado em ambiente de laboratório.
O resíduo denominado escória de aciaria, foi obtido após beneficiamento pela
empresa Reciclos, localizada na cidade de Timóteo, MG. O material encontrava-se
no pátio de estocagem da empresa onde permaneceu por 05 anos após
estabilização reativa. A quantidade recolhida foi de 2 m³ do material que já estava
seco naturalmente.

64
4.2 Etapa 02: Dosagem dos Materiais
Os procedimentos de elaboração do traço de concreto seguiram as proporções
descritas no relatório do comitê ACI 211 (2005).
Adotou-se o método do peso, justificado pela acessibilidade de informações e
aplicações mais facilitadas no campo. Este método segue procedimentos envolvidos
em nove sequências descritas a seguir.
4.2.1 Escolha do Abatimento do Tronco de Cone
De acordo com a NBR NM 67 (1998) a consistência do concreto fresco é
determinada através da medida de seu assentamento. Neste ensaio, coloca-se o
cone sobre a placa metálica bem nivelada e com os pés apoiado sobre as abas
inferiores do cone; preenche-se em 3 camadas iguais onde são aplicados 25 golpes
uniformemente distribuídos em cada uma delas; cada camada é adensada junto à
base, de forma que a haste de socamento penetre em toda a espessura. No
adensamento das camadas restantes, a haste deve penetrar até ser atingida a
camada inferior adjacente; após a compactação da última camada, retira-se o
excesso de concreto e alisando a superfície com uma régua metálica; o cone é
retirado içando-o com cuidado na direção vertical; a haste deve ser colocada sobre o
cone invertido, o valor do abatimento do tronco de cone é a distância entre a parte
inferior da haste e o ponto médio do concreto, onde o resultado é expressado em
milímetros.
Não havendo uma especificação determinada, foi usada como referência a tabela 12
que determina valores apropriados a cada condição de trabalho a se executar. O
concreto estudado foi especificado para fins não estruturais, utilizando um
abatimento do tronco de cone no valor de 100 mm.

65
TABELA 12 - Abatimento do Tronco de Cone recomendável para vários tipos de construção
Tipos de Construção Abatimento do tronco de cone (mm)
Máximo Mínimo
Fundações paredes e sapatas armadas 75 25
Sapatas não armadas, caixões e paredes de
vedação 75 25
Vigas e paredes armadas 100 25
Pilares de edifícios 100 25
Pavimentos e lajes 75 25
Concreto massivo 50 25
*Podem ser aumentados de 25 mm quando não são utilizados vibradores mecânicos. Fonte : American Concrete Institute, 2005.
4.2.2 Escolha da Dimensão Máxima Característica dos Agregados
Para um mesmo volume de agregado graúdo, o agregado de maior dimensão
máxima característica, desde que com adequada distribuição granulométrica,
fornecerá o menor volume de vazios. Neste caso o estudo granulométrico permitiu
um desenvolvimento de proporcionamento otimizado para as condições exigidas.
4.2.3 Estimativa da Água
Os dados de estimativa da quantidade de água foram obtidos a partir de
informações técnicas fornecidas por concreteiras locais por meio do conhecimento
da natureza dos agregados disponíveis e também das condições climáticas
predominantes.
A tabela 13, mostra o consumo de água para diferentes abatimentos e dimensão
máxima do agregado graúdo.

66
TABELA 13 – Consumo de água, em kg/m³ de concreto para as dimensões máximas de agregado Abatimento Diâmetro máximo do agregado graúdo (mm)
(mm) 9,5 19,0 25,0 32,0 38,0
40 a 60 220 195 190 185 180
60 a 80 225 200 195 190 185
80 a 100 230 205 200 195 190
Fonte: Mehta e Monteiro, 2008 (Modificado pelo Autor).
4.2.4 Escolha da relação Água/Cimento
A relação água/cimento (a/c) adotada para o traço padrão foi sugerida pela Solução
Engenharia Consultoria e Tecnologia, em função dos conhecimentos técnicos das
propriedades físicas dos materiais da região. O valor adotado de a/c foi de 0,61. 4.2.5 Estimativa do consumo de Cimento
Após estabelecer o consumo de água, fez-se a divisão entre o consumo de água e
a relação a/c, utilizando a equação 1.
Cc = Ca / (a/c) - (1)
Onde:
Ca = consumo de água = 205 L/m³;
a/c = relação água/cimento = 0,61;
Cc = consumo de cimento dado em kg/m³.
Sendo assim,
Cc = 205 / 0,61 = 336,065 L/m³ = 336,00 kg/m³.
4.2.6 Estimativa do consumo do Agregado Graúdo
Em função do módulo de finura das areias utilizadas e das dimensões máximas dos
agregados graúdos, foi admitido o proporcionamento conforme descrição da tabela
14.

67
TABELA 14 - Volume de agregado graúdo por unidade de volume de concreto
Fonte: American Concrete Institute, 2005.
De posse dos valores do módulo de finura da areia MF=2,552 , diâmetro máximo
do agregado graúdo Dm=12,5mm, adotou-se o índice de 0,57 para cálculo da fração
volumétrica no estado compactado seco, usando a equação 2.
CACS = iF x μm - (2)
Onde:
CACS = Consumo do agregado graúdo compactado seco dado em kg/m³;
iF = Índice obtido na tabela 13 = 0,57;
μm = Massa Unitária do agregado graúdo = 1,444 kg/dm³.
Sendo assim,
CACS = 0,57 x 1,444 = 823 kg/m³.
Volume de agregados secos por unidade de volume de
concreto para os seguintes módulos de finura da areia
MF areia MF areia MF areia MF areia Dimensão máxima
característica do
agregado, em mm 2,40 2,60 2,80 3,00
9,5 0,50 0,48 0,46 0,44
12,5 0,59 0,57 0,55 0,53
19 0,66 0,64 0,62 0,60
25 0,71 0,69 0,67 0,65
38 0,75 0,73 0,71 0,69
50 0,78 0,76 0,74 0,72
75 0,82 0,80 0,78 0,76
150 0,87 0,85 0,83 0,81

68
4.2.7 Estimativa do consumo do Agregado Miúdo
Sendo conhecida a massa específica do concreto, o consumo de agregado miúdo é
simplesmente dado pela diferença entre a massa específica do concreto e o total
das somas das massas de água, cimento e agregados graúdos anteriormente
determinados. São apresentados na tabela 15 estimativas de massa específica de
concreto fresco. O módulo de finura considerado para a areia natural de acordo com
é MF=2,552.
TABELA 15 – Estimativa da massa específica de Concreto fresco Estimativa da massa específica do concreto fresco em kg/m³
Dimensão máxima característica do
agregado, em mm Concreto sem ar incorporado Concreto c/ ar incorporado
9,5 2280 2200
12,5 2310 2230
19 2345 2275
25 2380 2290
37,5 2410 2350
50 2445 2345
75 2490 2405
150 2530 2435
Fonte: Mehta e Monteiro, 2008.
A massa específica estimada para o concreto padrão, a partir do Dm=12,5 mm é de
2230 kg/m³.
4.2.8 Ajustes devido à umidade dos Agregados
A NBR 6467 (2006) estabelece os critérios para determinação do inchamento do
agregado miúdo, os demais agregados foram armazenados em condições
devidamente secas, não sendo necessário ajustes de umidade.

69
4.2.9 Ajuste nas Misturas Experimentais
O ajuste nas misturas apresentadas a seguir obedeceram recomendações de Mehta
e Monteiro (2008). Esta etapa ocorreu de forma que o controle da trabalhabilidade
fosse assegurada para condições nas quais o concreto atendesse o padrão
determinado. Foi adotado o procedimento de dosagem racional a partir de um traço
padrão “concreto convencional” 1:2,72:3,19:0,61 e Resistência Característica a
Compressão (Fck) de 25 MPa.
Para realização do controle da trabalhabilidade, foi adotado o valor de 100 ± 20 mm
para o ensaio de abatimento de tronco “Slump Test” conforme ABNT NBR NM 67
(1998).
Foram elaborados 10 traços como apresentados na tabela 16.
A utilização da adição LETA obedeceu a um padrão de proporcionamento nas 03
etapas de elaboração teórica do traço. As etapas 02 (traço 5,6,7) e 03 (traço 8,9,10)
apresentam alteração no proporcionamento do agregado graúdo sendo este
caracterizado pela substituição de 50% do gnaisse por 50% de escória na etapa 02
e 100% de escória na etapa 03.
Segundo Souza (2006) a adição de LETA em substituição ao agregado miúdo em
até 4%, apresenta características similares à dos concretos convencionais, diante
desta afirmativa, apresentamos uma variação de substituição da areia pelo LETA em
1%, 5% e 10% .
As propostas de substituição da areia natural pela artificial em 70% é indicado na
fabricação de concretos, foi baseada em experimentos da Pedreira Um Valemix e
segundo Sabino (2008). .
De acordo com Neville (1995) a proporção ótima para substituição do agregado
graúdo por escória é de 50% sem perda de resistência à compressão.

70
TABELA 16 – Traços utilizados na pesquisa Faixa Volumétrica - 25 Mpa - Relação A/C 0,61
Traços Aglomerante Agregado Miúdo Agregado Graúdo
Discrim. Ref. Cimento Areia
Artificial
Areia
NaturalLETA Gnaisse Escoria Água
Traço 1 PADRÃO 100% 100% 100% 100%
Traço 2 LERE1 100% 99% 1% 100% 0% 100%
70% 30%
Traço 3 LERE2 100% 95% 5% 100% 0% 100%
70% 30%
Traço 4 LERE3 100% 90% 10% 100% 0% 100%
70% 30%
Traço 5 LERE4 100% 99% 1% 50% 50% 100%
70% 30%
Traço 6 LERE5 100% 95% 5% 50% 50% 100%
70% 30%
Traço 7 LERE6 100% 90% 10% 50% 50% 100%
70% 30%
Traço 8 LERE7 100% 99% 1% 0% 100% 100%
70% 30%
Traço 9 LERE8 100% 95% 5% 0% 100% 100%
70% 30%
Traço 10 LERE9 100% 90% 10% 0% 100% 100%
70% 30%
Fonte: O Autor, 2010.

71
O traço em volume é apresentado na tabela 17.
TABELA 17 – Traços em faixa volumétrica
Faixa Volumétrica - 25 MPa - Relação A/C 0,61
Traços Aglom. Agregado Miúdo
(Kg)
Agregado Graúdo
(Kg)
Agua
(l)
Peso
(Kg)
Discrim. Ref. Cimento
(Kg)
Areia
Artificial
Areia
Natural
LETA Gnaisse Escoria Total
Traço 1 Padrão 6,00 12,70 15,37 3,70 34,07
Traço 2 LERE1 6,00 12,57 0,13 15,37 3,70 34,07
8,80 3,77
Traço 3 LERE2 6,00 12,07 0,64 15,37 3,70 34,07
8,45 3,62
Traço 4 LERE3 6,00 11,43 1,27 15,37 3,70 34,07
8,00 3,43
Traço 5 LERE4 6,00 12,57 0,13 7,69 7,69 3,70 34,07
8,89 3,77
Traço 6 LERE5 6,00 12,07 0,64 7,69 7,69 3,70 34,07
8,45 3,62
Traço 7 LERE6 6,00 11,43 1,27 7,69 7,69 3,70 34,07
8,00 3,43
Traço 8 LERE7 6,00 12,57 0,13 15,37 3,70 34,07
8,80 3,77
Traço 9 LERE8 6,00 12,07 0,64 15,37 3,70 34,07
8,45 3,62
Traço 10 LERE9 6,00 11,43 1,27 15,37 3,70 34,07
8,00 3,43
Soma 60,00 50,94 34,49 6,10 84,535 69,165 305,23
Fonte: O Autor, 2010.

72
4.3 Etapa 03: Produção e Preparo dos Corpos de Prova
Utilizou-se uma betoneira comercial onde fez-se imprimação prévia com argamassa
do traço trabalhado. Com o equipamento em movimento o material foi colocado na
seguinte ordem:
- 100% agregado graúdo mais 20% da água,
- 100% cimento mais 30% da água,
- 100% agregado miúdo mais 50% da água.
Após colocação de todo material, o mesmo permaneceu por aproximadamente 05
minutos em processo de mistura e homogeneização. Em seguida ocorreu o teste de
abatimento de tronco de cone “Slump Test” para verificação do valor projetado.
Os processos de moldagem e cura seguiram em conformidade com a NBR 5738
(2003), sendo os ensaios dos corpos de prova executados nas idades de 03, 07 e 28
dias. Em função da quantidade de LETA fornecido para utilizar nos traços
experimentais, adotou-se o limite mínimo, para produção de 10 corpos de prova por
traço. Na execução da moldagem, adotou-se o uso de corpos cilíndricos com
dimensões 10 cm x 20 cm, onde fez-se o adensamento mecânico manual. Após
procedimentos de moldagem, os corpos-de-prova foram mantidos assim por
aproximadamente 24 horas, sendo então, desenformados e levados à câmara
úmida, sob condições de umidade relativa superior a 95% e temperatura de 23°C ±
2°C.
O procedimento de obtenção da massa específica do concreto pesquisado foi
baseado no proporcionamento de materiais determinado pelos traços sendo
seguidos os seguintes passos:
a) Tarou-se um recipiente de volume conhecido;
b) Foi feito o enchimento do recipiente com a amostra de concreto correspondente
ocorrendo o rasamento da superfície;
c) O recipiente cheio de concreto foi submetido a nova pesagem;
d) A massa específica foi calculada utilizando a equação 3.

73
µ = m/V - (3)
onde: µ é a massa específica;
m é a massa em kg do concreto ;
V é o volume do recipiente.
A determinação da absorção de água e área líquida, onde as amostras do concreto
moldados em formas cilíndricas Ø 10 cm X 20 cm, foram secados em estufa por 24
horas e após resfriados foram devidamente pesados e anotadas as suas massas
secas. Em seguida, as amostras foram submetidas a imersão completa por um
período de 24 horas, sendo a superfície dos CP´s levemente enxugadas com um
pano seco e novamente pesadas, obtendo assim os valores de massa úmida das
séries ensaiadas. Os cálculos matemáticos para obtenção dos resultados foram
feitos por meio da equação 4.
%umidade = (múmida - mseca )/múmida x 100 - (4) Na preparação para o ensaio de compressão axial, os corpos-de-prova foram
retificados como pode ser observado na figura 17 e a resistência a compressão axial
dos concretos em estudo foi determinada seguindo-se o método descrito pela NBR
5739 (2007).
Figura 17: Retificação dos corpos de prova Fonte: O Autor, 2010.

74
Na figura 18 é observado o uso da prensa hidráulica na obtenção dos resultados de
resistência a compressão.
Figura 18: Ensaio de Resistência a Compressão Fonte: O Autor, 2010.
A caracterização química dos agregados alternativos foi determinada através do
Difratômetro de Raio X PW2600-Philips.

75
4.4 Equipamentos Utilizados
A utilização dos equipamentos necessários para execução da pesquisa foram feitas
mediante a constatação da existência de laudos de aferição atualizados. Os
equipamentos utilizados foram:
Balança Digital Alfa (60 kg);
Balança Digital Filizola (6 kg);
Prensa Hidráulica Automática Contenco (100t);
Estufa de Secagem (0°C - 250°C);
Aparelho completo de Slump test
Cone 4” x 8” x 12” de altura em chapa 1/8”;
Base metálica 500 mm x 500 mm em chapa 1/8”;
Haste metálica 5/8” x 600 mm;
Colher do tipo cereal metálica Ø 100 mm
Retífica automática para correção superficial (Disco rotatório diamantado);
Betoneira elétrica (110 L);
Formas plásticas para moldagem de corpos de prova cilíndricos Ø 100 mm x 200
mm de altura;
Bandejas plásticas (300 mm x 500 mm x 120 mm);
Lona plástica (40 m²);
Tambores plásticos (200 L);
Bandejas metálicas (400 mm x 500 mm);
Bacias metálicas (Ø 200 mm);
Bacias metálicas (Ø 400 mm);
Moinho de martelos;
Medidor digital de umidade;
Termômetro digital;
Cronômetro digital;
Câmera digital SONY DSC-S750;

76
5 RESULTADOS E DISCUSSÕES
5.1 Caracterização Granulométrica e Física dos Agregados
Na tabela 18 é apresentada a caracterização física para a areia natural. TABELA 18 – Caracterização física da Areia Natural.
Descrição Resultados
Massa Unitária (NBR 52) 1,444 Kg/dm³
Massa Específica (NBR 52) 2,618 Kg/dm³
Materiais Pulverulentos (NBR NM 46) 0,22 %
Módulo De Finura (NBR 7211) 2,552
Diâmetro Máximo (NBR 7211) 2,4 mm
Coeficiente De Vazios 44,84 % Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor) Observa-se na tabela 18 que a areia é classificada como média, segundo a NBR
7211(2005), com modulo de finura MF=2,552 e diâmetro máximo Dm=2,36 mm,
estando nos limites de zona ótima (2,20 a 2,90) .
Na tabela 19 é apresentada a caracterização granulométrica para a areia natural. TABELA 19 - Caracterização granulométrica da Areia Natural.
Peneira Peso Porcentagem ( mm ) Retido Retida Acumul.
9,5 6,3
4,75 2,36 1,18 58,9 11,78 % 11,78 % 0,6 204,9 40,98 % 52,76 % 0,3 195,1 39,02 % 91,78 % 0,15 35,5 7,10 % 98,88 %
FUNDO 5,6 1,12 % 100 % TOTAL 500 100 %
Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor)

77
Os valores de porcentagem acumulada para a areia natural, apresentados na tabela
19, são então plotados no gráfico da figura 19, de acordo com a NBR 7211(2005).
Distribuição granulométrica para o agregado miúdo
0
5
10
15
20
25
30
35
40
4550
55
60
65
70
75
80
85
90
95
100
9,56,34,752,361,180,60,30,15Abertura das Peneiras (mm)
% R
etid
a ac
umul
ada
Limite inferior, zona utilizável Limite inferior, zona ótima Limite superior, zona ótima
Limite superior zona utilizável Areia Natural
Areia Grossa
Areia Fina
Areia Média
Figura 19: Curva Granulométrica da Areia Natural Fonte: Laboratório de materiais da Solução Eng., Consultoria e Tecnologia, 2010 (Modificado pelo Autor)
Observa-se na figura 19 que a porcentagem retida acumulada ultrapassou o limite
superior nas peneiras 0,15 e 0,3 mm e ficou abaixo do limite inferior para a peneira
1,18 mm. Entretanto a areia natural foi classificada como areia média, em função do
módulo de finura MF=2,552 e ser utilizada na região com esta característica.
O anexo 4 , apresenta-se o resultados para as caracterizações granulométrica e
física da areia natural, realizados na Solução Engenharia.

78
A tabela 20 apresenta a caracterização física da areia artificial. TABELA 20 - Caracterização física da Areia Artificial.
Descrição Resultados
Massa Unitária (NBR 52) 1,444 Kg/dm³
Massa Específica (NBR 52) 2,674 Kg/dm³
Materiais Pulverulentos (NBR NM 46) 0,22 %
Módulo De Finura (NBR 7211) 2,247
Diâmetro Máximo (NBR 7211) 4,75 mm
Coeficiente de Vazios 46,00 % Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor) De acordo com a NBR 7211(2005) a areia artificial é classificada como areia média,
apresentando Dm=4,75 mm e MF=2,247 , estando nos limites de zona ótima (2,20 a
2,90). Estes resultados são apresentados no Anexo 5. A areia artificial (objeto deste
estudo), apresenta segundo a NBR NM248 (2003), que estabelece a composição
granulométrica, característica de solo bem graduado, mantendo a distribuição do
tamanho das partículas proporcional, de forma que os espaços deixados pelas
partículas maiores sejam ocupados pelas menores.
Na tabela 21 é apresentada a caracterização granulométrica da areia artificial.
TABELA 21 – Caracterização granulometria da Areia Artificial.
Peneira Peso Porcentagem ( mm ) Retido Retida Acumul.
9,5 6,3
4,75 2,36 48,3 8,71 % 8,71 % 1,18 83,2 15,00 % 23,72 % 0,6 109,5 19,75 % 43,46 % 0,3 112,9 20,36 % 63,82 % 0,15 117,3 21,15 % 84,98 %
FUNDO 83,3 15,02 % 100 % TOTAL 554,5 100 %
Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor)

79
Os valores de porcentagem acumulada para a areia, apresentados na tabela 21, são
então plotados no gráfico da figura 20, seguindo recomendações da NBR
7211(2005).
Distribuição granulométrica para o agregado miúdo
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
9,56,34,752,361,180,60,30,15Abertura das Peneiras (mm)
% R
etid
a ac
umul
ada
Limite inferior, zona utilizável Limite inferior, zona ótima Limite superior, zona ótima
Limite superior zona utilizável Areia Artificial
Areia Grossa
Areia Fina
Areia Média
Figura 20 : Curva Granulométrica da Areia Artificial Fonte – Laboratório de materiais da Solução Eng., Consultoria e Tecnologia, 2010 (Modificado pelo Autor)
Ao observar a figura 20 nota-se que, a porcentagem retida nas peneiras 0,15 , 0,3 e
2,36 mm não se enquadram na faixa estabelecida para areia média, segundo a NBR
7211(2005). Porém, a quantidade significativa percentual de material retido nestas
peneiras estimulou a utilização de todo material sem nenhuma separação
granulométrica.

80
O LETA apresentou características pulvurolentas após o beneficiamento em moinho
de martelos não sendo possível traçar uma curva granulométrica.
Apresentou também características similares a argila em função da cor, textura e
granulometria.
A brita utilizada tem suas características físicas descritas na tabela 22. (Anexo 6) TABELA 22 - Caracterização física da Brita.
Descrição Resultados
Massa Unitária (NBR 52) 1,444 Kg/dm³
Massa Específica (NBR 52) 2,632 Kg/dm³
Materiais Pulverulentos (NBR NM 46) 0,42 %
Módulo De Finura (NBR 7211) 5,545
Diâmetro Máximo (NBR 7211) 12,5 mm
Coeficiente de Vazios 45,12 % Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor) Pode-se observar na tabela 22 os valores do Dm=12,5 mm e MF=5,545
determinados de acordo com a NBR 7211 (2005).
Na tabela 23 é apresentada a caracterização granulométrica da brita.
TABELA 23 - Caracterização Granulométrica da Brita.
Peneira Peso Porcentagem ( mm ) Retido Retida Acumul.
19 12,5 9,5 110,66 9,5 % 9,5 % 6,3 436,57 37,7 % 47,2 %
4,75 329,5 28,43 % 75,64 % 2,36 211,2 18,22 % 93,86 %
FUNDO 71,2 6,14 % 100 % TOTAL 1159,21 100 %
Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor)

81
A partir dos valores de porcentagem acumulada para a brita, apresentados na tabela
23, elaboramos o gráfico da figura 21, de acordo com a NBR 7211(2005).
Distribuição granulométrica para a Brita
0
10
20
30
40
50
60
70
80
90
100
2,36 4,75 6,30 9,50 12,50Abertura das Peneiras (mm)
% R
etid
a ac
umul
ada
Limite inferior Limite Superior Brita
Figura 21 : Curva Granulométrica da Brita Fonte – Laboratório de materiais da Solução Eng., Consultoria e Tecnologia, 2010 (Modificado pelo Autor)
Na curva característica da Brita que é mostrada na figura 21, a porcentagem nas
peneiras 2,36 a 6,3 mm não se enquadram na faixa estabelecida conforme a NBR
7211 (2005), mas foi indicada como Brita 0 (zero) por ter uso consagrado na região.

82
A tabela 24 descreve as propriedades físicas da escoria beneficiada pela empresa
Reciclos.
TABELA 24 - Caracterização física da Escória.
Descrição Resultados
Massa Unitária (NBR 52) 1,410 Kg/dm³
Massa Específica (NBR 52) 2,632 Kg/dm³
Materiais Pulverulentos (NBR NM 46) 0,82 %
Módulo De Finura (NBR 7211) 6,742
Diâmetro Máximo (NBR 7211) 19,0 mm
Coeficiente de Vazios 46,43 % Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor)
De acordo com a NBR 7211 (2005), verificamos o Dm=19 mm e o MF=6,742.
Na tabela 25 é apresentada a caracterização granulométrica da Escória.
TABELA 25 - Caracterização Granulométrica da Escória.
Peneira Peso Porcentagem ( mm ) Retido Retida Acumulada
19 68,0 2,8 % 2,8 % 12,5 1643,0 68,3 % 71,1 % 9,5 469 19,5 % 90,6 % 6,3 140 5,8 % 96,4 %
4,75 3,0 0,12 % 96,55 % 2,36 7 0,29 % 96,84 %
FUNDO 76,0 3,16 % 100 % TOTAL 2406 100 %
Fonte: Laboratório de materiais da Solução Engenharia, Consultoria e Tecnologia, 2010. (Modificado pelo Autor)
A distribuição granulométrica da Escória é plotada na figura 22, a porcentagem
retidas nas peneiras enquadram este resíduo como como Brita 1, segundo a NBR
7211 (2005). Os resultados dos ensaios executados na Solução Engenharia para a
Escória estão no Anexo 7.

83
Distribuição granulométrica para a Escória
0
10
20
30
40
50
60
70
80
90
100
2,36 4,75 6,30 9,50 12,50 19,00Abertura das Peneiras (mm)
% R
etid
a ac
umul
ada
Limite inferior Limite Superior Escória
Figura 22 : Curva Granulométrica da Escória Fonte: Laboratório de materiais da Solução Eng., Consultoria e Tecnologia, 2010 (Modificado pelo Autor)

84
5.2 Caracterização Química dos Agregados Alternativos
A tabela 26 apresenta a composição química da areia artificial obtida através da
cominuição de gnaisse, o alto teor de SiO 2 está associado a sua origem, que neste
caso é a partir de rocha ígnea. De acordo com Mehta e Monteiro (2008) o quartzo é
um material duro e muito comum, composto de sílica. O óxido de alumínio Al 2 O 3
tem características refratárias, a presença de FeTotal a 3,73 % é indesejada pois
pode acelerar a oxidação. O óxido de Cálcio (CaO) apresenta dureza menor que o
quartzo e tem origem a partir de rochas calcárias. Os demais elementos encontrados
apresentam-se num percentual relativamente baixo, tendo influencia praticamente
desprezível na resistência final do concreto.
TABELA 26 - Composição Química da Areia Artificial.
Fonte: O Autor, 2010. A tabela 27 apresenta a caracterização química da escória, pode-se observar um
índice de Cr2O3 de 3,14%, caracterizando uma mistura de escória de aço inoxidável
e escória de aço carbono, pois este índice não poderia ultrapassar 0,7%. Segundo
Daido Stell (1993) a presença de SiO2, CaO, MgO e Ferro são características
intrínsecas das escórias de aciaria LD e elétrica, em função das etapas de refino do
ferro gusa.
Elementos %
C 0,0662
FeTotal 3,7300
Ti 0,2620
Mn 0,0055
Zn 0,0140
S 0,0223
CaO 2,1800
SiO2 66,4200
Al2O3 12,7000
Cr2O3 0,0280

85
TABELA 27 - Composição Química da Escoria de Aciaria
Fonte: O Autor, 2010. A tabela 28 apresenta a caracterização química do LETA utilizado na composição do
concreto como agregado miúdo. Em função dos produtos químicos utilizados para
tratamento da água, apresenta altas concentrações de metais, principalmente de
alumínio e ferro, outros compostos encontrados são trazidos pela correnteza do
ribeirão que abastece a Estação de tratamento de Água.
TABELA 28 - Composição Química do LETA.
Fonte: O Autor, 2010.
Elementos % SiO2 32,080
CaO 35,500
MgO 8,550
Al2O3 7,730
MnO 1,260
P2O5 0,250
S 0,170
Cr2O3 3,140
NiO 0,044
MoO3 0,025
TiO2 0,320
FeTotal 10,885
Seco Naturalmente Seco em Estufa Elementos % % C 5,64 5,88 FeTotal 9,33 10,46 Ti 0,41 0,41 Mn 0,1 0,15 Zn 0,008 0,01 S 0,0203 0,018 CaO 0,43 0,47 SiO2 17,88 18,15 Al2O3 30,03 31,1 Cr2O3 0,034 0,018

86
5.3 Caracterização Física dos Concretos
Na tabela 29 são apresentados os valores de abatimento de tronco de cone para os
concretos no estado fresco.
TABELA 29 - Valores do Abatimento de tronco de cone (mm) Discriminação Referência Abatimento de tronco de cone (mm)
Traço 1 Padrão 120
Traço 2 LERE1 80
Traço 3 LERE2 110
Traço 4 LERE3 40
Traço 5 LERE4 210
Traço 6 LERE5 170
Traço 7 LERE6 70
Traço 8 LERE7 100
Traço 9 LERE8 70
Traço 10 LERE9 25
Fonte: O Autor, 2010. O valor de abatimento de tronco de cone para o traço padrão calculado no item
3.2.9, seria 100 mm +/- 20 com a relação água/cimento fixada em 0,61. Segundo as
recomendações da Solução Engenharia, o resultado obtido no traço 1 está dentro do
limite e atende as expectativas de trabalhabilidade. Os traços 2, 3 e 8 também
atendem esta solicitação.
Já os traços 4, 7, 9 e 10 apresentaram um abatimento muito abaixo do determinado,
caracterizando um concreto mais seco com pouca trabalhabilidade. Isto pode ter
sido determinado pelo aumento de LETA a 10% sendo um material pulverulento,
com características de solo argiloso absorvendo muita água, impedindo a hidratação
ideal para a o concreto. Os traços 5 e 6 apresentaram um abatimento muito acima
do determinado, caracterizando um concreto muito molhado, com alta
trabalhabilidade, a causa provável para esta situação é a combinação da adição de
escória e baixo percentual de LETA.

87
Na tabela 30 é apresentada os valores de propriedades físicas (massa específica)
para o concreto no estado fresco.
TABELA 30 - Valores de Massa específica.
Discriminação Referência Massa específica (kg/m3)
Traço 1 Padrão 2230,37
Traço 2 LERE1 2178,12
Traço 3 LERE2 2213,69
Traço 4 LERE3 2168,90
Traço 5 LERE4 2213,41
Traço 6 LERE5 2069,53
Traço 7 LERE6 2081,22
Traço 8 LERE7 2246,84
Traço 9 LERE8 2235,01
Traço 10 LERE9 2234,65
Fonte: O Autor, 2010.
A massa específica é intrínseca à porosidade do material (NEVILLE, 1995). Os
valores da massa específica para os traços 2, 3 e 4 (adição de LETA) apresentaram
uma diminuição em relação ao traço padrão, em função da dificuldade de
homogeneização deste produto com característica pulverulentas. À medida que foi
adicionada a escória, traço 5, teve-se um aumento da massa específica. Os traços 6
e 7, apresentaram uma diminuição na massa específica, em função da interação
entre o LETA e a Escória. Os traços 8, 9 e 10 apresentaram os maiores valores, já
esperados em função do peso específico da escória.
A tabela 31 apresenta os resultados para a Análise de Variância (ANOVA) para a
variável resposta Massa Específica.

88
TABELA 31 - Análise de Variância para Massa Específica versus Referência
Fatores GL SQS MQA F P
Referência 9 218825 24314 29,66 0,000
Erro 47 38531 820
Total 56 257356
S = 28,63 R² = 85,03% R² (ajust) = 82,16% Fonte: O Autor, 2010.
A massa específica apresentou valor significante pois tem o P-valor menor que 0,05,
tendo um ajuste de R² =82,16%. O valor P apresenta valor menor que α de 0,05,
sendo assim, os resultados de massa específica são significativamente diferentes,
nos diversos traços avaliados. O valor de R² ajustado valida a análise de variância e
os gráficos apresentados na figura 23, indicam a validade do modelo de análise de
variância atendendo as condições de normalidade exigidas.
100500-50
99
90
50
10
1
Resíduo (a)
Por
cent
agem
22502200215021002050
100
50
0
-50
Valor ajustado (b)
Res
iduo
806040200-20-40-60
30
20
10
0
Resíduo (c)
Freq
uenc
ia
605550454035302520151051
100
50
0
-50
Ordem de observação (d)
Res
iduo
Gráfico de probalidade normal dos resíduos Resíduo versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Gráfico de Residuos para Massa Específica (kg/m³)
Figura 23 : Gráficos de resíduos para a media de massa específica: (a)probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus ordem dos dados Fonte: O Autor, 2010.
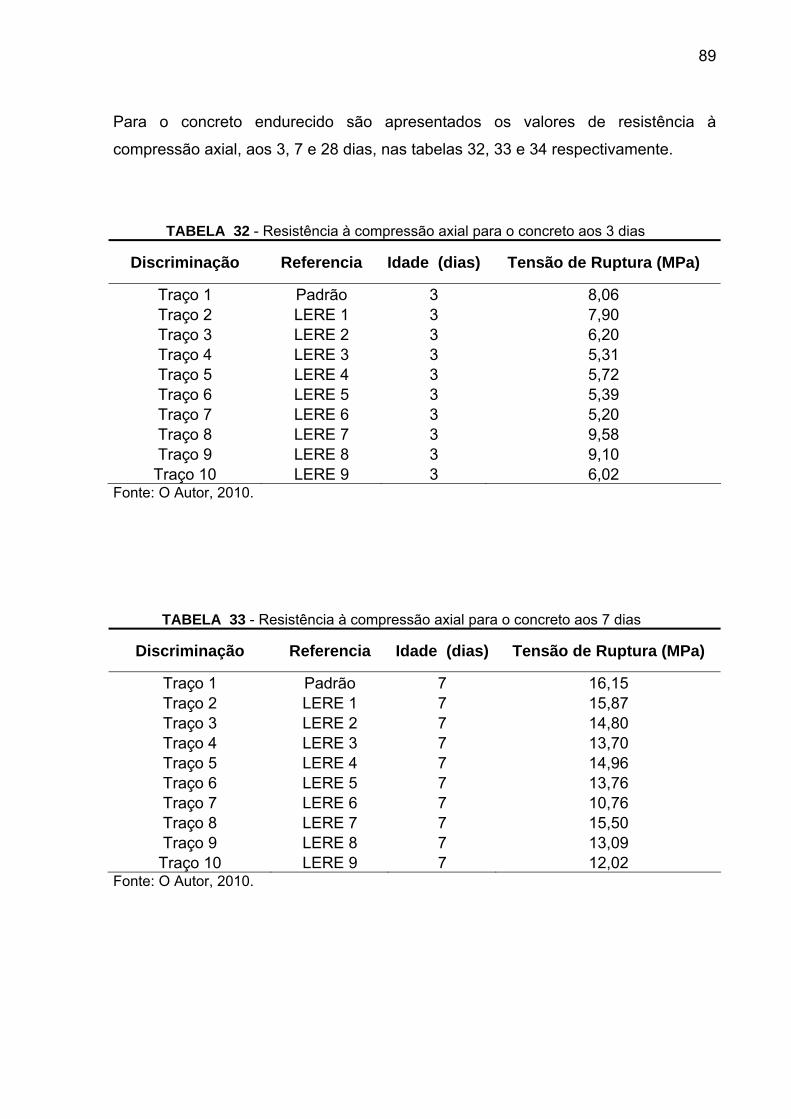
89
Para o concreto endurecido são apresentados os valores de resistência à
compressão axial, aos 3, 7 e 28 dias, nas tabelas 32, 33 e 34 respectivamente.
TABELA 32 - Resistência à compressão axial para o concreto aos 3 dias
Discriminação Referencia Idade (dias) Tensão de Ruptura (MPa)
Traço 1 Padrão 3 8,06 Traço 2 LERE 1 3 7,90 Traço 3 LERE 2 3 6,20 Traço 4 LERE 3 3 5,31 Traço 5 LERE 4 3 5,72 Traço 6 LERE 5 3 5,39 Traço 7 LERE 6 3 5,20 Traço 8 LERE 7 3 9,58 Traço 9 LERE 8 3 9,10
Traço 10 LERE 9 3 6,02 Fonte: O Autor, 2010. TABELA 33 - Resistência à compressão axial para o concreto aos 7 dias
Discriminação Referencia Idade (dias) Tensão de Ruptura (MPa)
Traço 1 Padrão 7 16,15 Traço 2 LERE 1 7 15,87 Traço 3 LERE 2 7 14,80 Traço 4 LERE 3 7 13,70 Traço 5 LERE 4 7 14,96 Traço 6 LERE 5 7 13,76 Traço 7 LERE 6 7 10,76 Traço 8 LERE 7 7 15,50 Traço 9 LERE 8 7 13,09
Traço 10 LERE 9 7 12,02 Fonte: O Autor, 2010.

90
TABELA 34 - Resistência à compressão axial para o concreto aos 28 dias
Discriminação Referencia Idade (dias) Tensão de Ruptura (MPa)
Traço 1 Padrão 28 25,06 Traço 2 LERE 1 28 20,43 Traço 3 LERE 2 28 18,54 Traço 4 LERE 3 28 17,90 Traço 5 LERE 4 28 22,13 Traço 6 LERE 5 28 21,60 Traço 7 LERE 6 28 17,97 Traço 8 LERE 7 28 26,34 Traço 9 LERE 8 28 24,55 Traço 10 LERE 9 28 21,52
Fonte: O Autor, 2010. No estudo desta propriedade, constatou-se que de um modo geral, os valores
obtidos apresentam valores diretamente proporcionais às idades dentro do mesmo
padrão de substituição. No anexo 8 é apresentado os resultados obtidos nos ensaios
realizados aos 3, 7 e 28 dias pela Solução Engenharia.
À medida que ocorre o aumento da substituição do LETA, a resistência a
compressão se dá de forma decrescente quando a proporção passa de 1% para 5%,
diminuindo ainda mais com as composições de 5% e 10% .
Nos casos onde as composições foram totalmente dosadas com agregado graúdo
em substituição de 100% por escória de aciaria, o aumento da resistência foi
constatado.
Nas tabelas 35, 36 e 37 respectivamente são apresentados os resultados da
Análise de Variância (ANOVA) para os ensaios de resistência a ruptura aos 3, 7 e
28 dias.
TABELA 35 - Análise de Variância para Resistência a Compressão aos 3 dias versus Referência
Fatores GL SQS MQA F P Referência 9 49,414 5,490 8,63 0,001 Erro 10 6,364 0,636 Total 19 55,778
S=0,7977 R²=88,59% R²(ajust)=78,32% Fonte: O Autor, 2010.

91
TABELA 36 - Análise de Variância para Resistência a Compressão aos 7 dias
versus Referência
Fatores GL SQS MQA F P Referência 9 54,48 6,05 5,42 0,007 Erro 10 11,17 1,12 Total 19 65,65
S=1,057 R²=82,98% R²(ajust)=67,67% Fonte: O Autor, 2010.
TABELA 37 - Análise de Variância para Resistência a Compressão aos 28 dias
versus Referência
Fatores GL SQS MQA F P Referência 9 168,46 18,72 11,86 0,000 Erro 10 15,79 1,58 Total 19 184,24
S=1,256 R²=91,43% R²(ajust)=83,72% Fonte: O Autor, 2010.
De acordo com as análises de variância, os valores de resistência à compressão aos
3, 7 e 28 dias diferem entre si pois o valor P-valor é menor que α=0,05. Desta forma
os resultados da resistência para os traços LERE1 a LERE9 são significativamente
diferentes. O valor ajustado de R² = 78,32% aos 3 dias, R² = 67,67% aos 7 dias e
R² =83,72% aos 28 dias , valida a análise de variância.
Observa-se que os ajustes de R² aos 3 dias e 28 dias estão mais próximos de 100%
aprovando os resultados, o R² aos 7 dias apresentou um valor mais distante de
100%, mesmo assim o resultado de R² = 67,67% é validado em função do valor P =
0,006 ser menor que o valor de referência α=0,05 .
Os gráficos apresentados na figura 24, 25 e 26 indicam a validade do modelo de
análise de variância para a resistência a ruptura aos 3, 7 e 28 dias respectivamente
atendendo as condições de normalidade exigidas.

92
10-1
99
90
50
10
1
Resíduo (a)
Por
cent
agem
98765
1
0
-1
Valor ajustado (b)
Res
íduo
1,51,00,50,0-0,5-1,0-1,5
12
9
6
3
0
Resíduo (c)
Freq
uênc
ia
2018161412108642
1
0
-1
Ordem de observação (d)
Res
íduo
Gráfico de probalidade normal dos resíduos Resíduos versus valores ajustados
Histograma Resíduos versus ordem dos dados
Gráfico de Resíduos para Resistência a Compressão aos 03 dias (MPa)
Figura 24 : Gráficos de resíduos para a Resistência a Compressão aos 3 dias: (a) probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus ordem dos dados Fonte: O Autor, 2010.

93
Figura 25: Gráficos de resíduos para a Resistência a Compressão aos 07 dias: (a) probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus ordem dos dados Fonte: O Autor, 2010.
210-1-2
99
90
50
10
1
Resíduo (a)
Por
cent
agem
16141210
2
1
0
-1
-2
Valor ajustado (b)
Res
íduo
1,51,00,50,0-0,5-1,0-1,5
8
6
4
2
0
Resíduo (c)
Freq
uenc
ia
2018161412108642
2
1
0
-1
-2
Ordem de observação (d)
Res
íduo
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Gráfico de Resíduos para Resistencia a Compressão aos 07 dias (MPa)

94
Figura 26: Gráficos de resíduos para a Resistência a Compressão aos 28 dias: (a) probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus ordem dos dados Fonte: O Autor, 2010.
210-1-2
99
90
50
10
1
Resíduo (a)
Por
cent
agem
2624222018
2
1
0
-1
-2
Valor ajustado (b)
Res
íduo
210-1-2
10,0
7,5
5,0
2,5
0,0
Resíduo (c)
Freq
uenc
ia
2018161412108642
2
1
0
-1
-2
Ordem de observação (d)
Res
íduo
Gráfico de probabilidade normal dos resíduos Resíduos versus valores ajustados
Histograma Resíduos versus ordem dos dados
Gráfico de Resíduos para Resistencia a Compressão aos 28 dias (MPa)

95
Na tabela 38 são apresentados os valores de Absorção de Água para os concretos. TABELA 38 - Tabela de absorção de água dos concretos
Discriminação Referência Absorção(%)
Traço 1 Padrão 2,61
Traço 2 LERE1 2,57
Traço 3 LERE2 3,24
Traço 4 LERE3 3,92
Traço 5 LERE4 4,06
Traço 6 LERE5 4,75
Traço 7 LERE6 4,67
Traço 8 LERE7 4,23
Traço 9 LERE8 3,89
Traço 10 LERE9 5,05
Fonte: O Autor , 2010.
A monitoração da absorção de água, determina o total dos poros permeáveis na
estrutura, o conhecimento desta estrutura de poros permite prever a durabilidade de
um concreto, Wirquim (2000).
Foi possível observar que dentro das seqüências de dosagens 1%, 5% e 10% para o
LETA, o comportamento de absorção seguiu um padrão de crescimento nas
composições que utilizaram somente um agregado graúdo. O agregado escória de
aciaria apresentou resultados de maiores valores em relação à composição na qual
utilizou-se o agregado natural rocha gnaisse “Brita 0”. Nesta seqüência, o traço
LERE5 com substituição de 5% LETA apresentou resultado com maiores valores de
absorção em relação aos traços do grupo comparativo e também das demais
composições, exceto para o traço 10.
A tabela 39 apresenta os resultados para a Análise de Variância (ANOVA) para a
variável resposta absorção de água.

96
TABELA 39 - Análise de Variância para Absorção de água X Referência
Fatores GL SQS MQA F P
Referência 9 0,0038306 0,0004256 16,92 0,000
Erro 47 0,0011821 0,0000252
Total 56 0,0050127
S = 0,005015 R² = 76,42% R²(ajust) = 71,90% Fonte: O Autor, 2010. A Absorção apresentou valor significante, pois tem o P-valor menor que 0,05, tendo
um ajuste de R² =71,90%, validando a análise. Os diversos traços, influenciam
diretamente na diferença dos resultados.
Os gráficos apresentados na figura 27, indicam a validade do modelo de análise de
variância atendendo as condições de normalidade exigidas.
0,010,00-0,01-0,02
99
90
50
10
1
Resíduo (a)
Por
cent
agem
0,0540,0480,0420,0360,030
0,01
0,00
-0,01
-0,02
Valor ajustado (b)
Res
iduo
0,0080,000-0,008-0,016-0,024
40
30
20
10
0
Resíduo (c)
Freq
uenc
ia
5550454035302520151051
0,01
0,00
-0,01
-0,02
Ordem de observação (d)
Res
iduo
Gráfico de probalidade normal dos resíduos Resíduo versus valores ajustados
Histograma dos resíduos Resíduos versus ordem dos dados
Gráfico de Resíduos para Absorção de Água (%)
Figura 27 : Gráficos de resíduos para a Absorção de água: (a) probabilidade normal, (b) resíduos versus valores ajustados, (c) histograma e (d) resíduos versus ordem dos dados Fonte: O Autor, 2010.

97
6 CONCLUSÕES
Os resultados obtidos para os concretos manufaturados com os resíduos: lodo de
estação de tratamento de água, areia artificial e escória de aciaria permitem concluir:
Para o “slump test” os traços 4, 7, 9 e 10 apresentaram um abatimento muito abaixo
do determinado, caracterizando um concreto mais seco com pouca trabalhabilidade.
Já os traços 1, 2, 3 e 8 atenderam o estipulado pela norma, de 100 mm +/- 20. Os
traços 5 e 6 apresentaram um abatimento muito acima do determinado,
caracterizando um concreto muito molhado.
Os valores da massa específica dos concretos comparados com o traço padrão são:
para os traços 2, 3 e 4, com adição de LETA, apresentaram uma diminuição. À
medida que se adicionou a escória, traço 5, houve um aumento na massa
específica. Os traços 6 e 7, apresentaram uma diminuição de massa específica, em
função da interação entre o LETA e a escória. Já os traços 8, 9 e 10 apresentaram
os maiores valores, sendo que a escória é um agregado de maior densidade.
Para a resistência à compressão foi observado que os concretos com maiores
frações de LETA apresentaram valores inferiores em relação ao concreto adotado
como padrão. Esta resistência a compressão se dá de forma decrescente quando a
proporção passa de 1% para 5%, diminuindo ainda mais com as composições de
5% e 10% de LETA.
Para os traços que apresentam em sua composição a substituição do agregado
graúdo (brita) em 100% por escória de aciaria, houve uma aumento da resistência.
Para a absorção de água dos concretos manufaturados com resíduos, o traço 2
apresentou menor valor. Observou-se que aumentando a porcentagem de LETA
aumentou-se a capacidade de absorção de água. Os concretos com a adição de
escória de aciaria como agregado apresentou maiores valores de absorção de água
em relação à composição na qual foi utilizado o agregado natural rocha gnaisse
“Brita 0”. O traço 5 com substituição de 5% LETA apresentou maiores valores de
absorção de água em relação a todos os outros traços, exceto ao traço 10.

98
Nas análises estatísticas, todas as propriedades analisadas apresentaram valores
significantivos ao nível de 5%, ou seja, P-valor menor que 0,05. Sendo assim, os
resultados para o concreto com adição de resíduos (objeto deste estudo) são
significativamente diferentes, nos diversos traços avaliados. O valor de R² ajustado
valida a análise de variância.
Sendo assim, o estudo da adição de resíduos na composição do concreto apresenta
variações de comportamento, a medida que aumentamos a adição de lodo,
verificamos que a interação com a pasta de cimento provoca um aumento de
absorção de água consequentemente diminuído a massa específica e a resistência
a compressão.
A adição de areia artificial é benéfica ao concreto desde que a quantidade de
material pulverulento não ultrapasse os limites estabelecidos na NBR 7211 (2005).
Já a adição da escoria, desde que estabilizada é benéfica a resistência a
compressão, no entanto, a absorção de água aumenta em função da reação que
acontece entre a escória e a pasta de cimento apresentando um grande numero de
vazios.
A produção de concreto com adição conjunta de LETA, areia artificial e escoria de
aciaria mostrou ser uma alternativa viável com relação à resistência a compressão
axial para ser indicado em ambientes livres de umidade em função da absorção de
água ser alta. Recomendamos sua aplicação como elemento de enchimento, ou
seja, concreto não estrutural e em regiões não agressivas. A composição de
concretos com os resíduos, areia artificial e escória de aciaria, apresentaram-se
como eficientes para aplicações estruturais.

99
SUGESTÕES PARA TRABALHOS FUTUROS Sugeri-se para a continuidade dos estudos:
A análise de outras propriedades a partir dos traços aqui elaborados, sendo elas:
resistência a tração, compressão diametral, retração térmica, resistência ao fogo,
resistência ao ataque de sulfatos, deformação elástica e plástica.
O estudo do comportamento das partículas de sílica em função do formato e
granulometria das areias artificiais.
A verificação do comportamento das reações da escoria de aciaria estabilizada, com
adição de aditivos para melhorar a interação entre a pasta de cimento.
O estudo do comportamento do LETA, sob a ação de aquecimento ao forno,
verificando as possibilidades de característica pozolônicas para adição ao cimento.
O estabelecimento de novos traços com diferentes relações água/cimento.
A análise por microscopia óptica para verificação da microestrutura dos concretos,
assim como, as interfaces de ligações e quantidades de poros formados nos
diferentes traços.

100
REFERÊNCIAS
ABM – Associação Brasileira de Metalurgia. Disponível em <http://www.abmbrasil.com.br>. Acesso 23/01/2009. ALMEIDA, S. L. M.; BISPO, L. H. O. Obtenção de areia artificial a partir de finos de pedreiras – análises de ensaios. Rio de Janeiro: Centro de Tecnologia Mineral – Ministério da Ciência e Tecnologia, 2003. AMERICAN CONCRETE INSTITUTE . ACI Standard 211.1, Standard Pratice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete, ACI Manual of Concrete Practice, Part 1, Concrete Institute, Farmington Hills, MI, 2005. AMERICAN SOCIETY for TESTING and MATERIALS. ASTM C150 / C150M – 09 Standard Specification for Portland Cement. Philadelphia, 2004. ANDREOLI, C.V. Resíduos sólidos do saneamento: processamento, reciclagem e disposição final. Rio de Janeiro: RIMA, ABES, (2001). ÂNGULO, S.C. Variabilidade de agregados graúdos de resíduos de construção e demolição reciclados. Dissertação de Mestrado-São Paulo, 2000.Esc. Politécnica - USP ARAUJO, A.L. Manual de Siderurgia: Produção, São Paulo, v. 1, Editora Arte & Ciência, 1997. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5733 – Cimento Portland de Alta Resistência Inicial – Especificação brasileira. Rio de Janeiro. 1991. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5738 – Procedimento para moldagem e cura de corpos de prova – Especificação brasileira. Rio de Janeiro. 2003. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5739 – Ensaios de compressão de corpos de prova cilíndricos – Especificação brasileira. Rio de Janeiro. 2007. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6467 – Determinação do inchamento de agregado miúdo – Metodo de ensaio – Especificação brasileira. Rio de Janeiro. 2006 ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7211 - Agregados para concreto – Especificação brasileira. Rio de Janeiro. 2005. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 46 – Agregados – Determinação do teor de materiais pulverulentos – Especificação brasileira. Rio de Janeiro. 2005.

101
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 67 – determinação de consistência pelo Abatimento do tronco de cone - Especificação brasileira. Rio de Janeiro. 1998. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM ISSO 3310- Peneiras de ensaio - Requisitos técnicos e verificação - Especificação brasileira. Rio de Janeiro. 1997. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10.004 – Resíduos sólidos – Classificação - Especificação brasileira. Rio de Janeiro. 2004. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 248 – Determinação da composição granulométrica - Especificação brasileira. ABNT. Rio de Janeiro. 2003. AWWA - AMERICAN WATER WORKS ASSOCIATION RESEARCH FOUNDATION. Water treatment plant waste management. Denver, 1987. AWWARF. Commercial Application and Marketing of Water Plant Residuals. Americam Water Works Association Research Foundation, 1999. BALANÇO MINERAL BRASILEIRO 2001 – ANEPAC . www.anepac.org.br. Acesso 05/01/2010. BLANDINE, A.; ESSAID, B. e BERNARD, G. Comparison of the weathering behavior of a very high strength concrete with that of a standard concrete. Cerâmica . 2008, vol.54, n.332, pp. 388-394. ISSN 0366-6913. BARBOSA, M.T.G., COURA, C.V.G., MENDES, L.O.M. - Estudo sobre a areia artificial em substituição à natural para confecção de concreto - Departamento de Construção Civil Universidade Federal de Juiz de Fora- 2008 BARROSO, M.M. Problemática dos metais e sólidos no tratamento de água (Estação Convencional de Ciclo Completo) e nos resíduos gerados. São Carlos. Dissertação de Mestrado – Escola de Engenharia de São Carlos – Universidade de São Paulo, 2002. BAUER, L.A. FALCÃO. Materiais de Construção. Rio de Janeiro: Livros Técnicos e Científicos, 1979. BORBA, A.M. P; ROCHA, J.A. ;FONTANA, A.O;CORDEIRO, J.S.;MENDES, J.M.N. Solução Ambiental para os Rejeitos da ETA Guairá/SP através de leito de Drenagem e Sedimentar. 2005. BOTERO, W.G.; SANTOS, A.; OLIVEIRA, L.C.; ROCHA, J. C. Caracterização de Lodo Gerado em Estações de Tratamento de Água: Perspectivas de aplicação agrícola. Quimica Nova, 2009

102
COIMBRA, M.A., LIBARDI, W.; MORELLI, M. R. Utilização de rejeitos de pilha zinco-carvão em argamassas e concretos de cimento Portland. Cerâmica, Dez 2004, vol.50, no.316, p.300-307. ISSN 0366-6913 COMMITTE ON ENVIRONMENTAL AFFAIRS AND COMMITTEE ON TECHNOLOGY. The Management of Steel Plant Ferryginous By-Products. Brussels International Iron and Steel Institute, 1994. CUCHIERATO, G. Caracterização tecnológica de resíduos da mineração de agregados da região metropolitana de São Paulo (RMSP), visando seu aproveitamento econômico. 2000. 201p. Dissertação (Mestrado). USP, São Paulo. DAIDO STEEL. Aproveitamento da escória de Forno elétrico. Material apresentado no 39 simpósio do grupo de Forno Elétrico.. Comete de Pesquisa Cooperada da Japan and Stell Association, 1993. DRUMOND, F. B. Metodologia de otimização de processos. 1993. Departamento de Estatística da UFMG, Departamento de Tecnologia Mineral do CDTN/CNEN, Belo Horizonte, Minas Gerais, 1993. FILEV, R. Escória de Aciaria. Disponível em: <http://www.reciclagem.pcc.usp.br/ escoria_de_aciaria.htm> acesso 23/01/2009. FILHO, S.S.F.; SOBRINHO, P.A. Considerações sobre o tratamento de despejos líquidos gerados em Estações de Tratamento de Água.19º Congresso Brasileiro de Engenharia Sanitária e Ambiental. Esc. Politécnica da USP, 2004. GEISELER, J. Use of Stellworks Slag in Europe. Waste Managemente, Vol. 16, Nos 1-3 . 1996. GEYER, R.M.T.; DAL MOLIN, D.; VILELA, A.C. Possibilidades e fatores limitantes da reutilização de escórias de aciaria na Construção Civil. In: Congresso Anual da ABM 51. Porto Alegre, RS. Anais... Porto Alegre, 1996. p. 5-9 GEYER, R.M.T. Estudo sobre a potencialidade de uso das escórias de aciaria como adição ao concreto . Tese de Doutorado UFRGS . Porto Alegre, 2001. GONÇALVES, J.P. Utilização do resíduo da indústria cerâmica para produção de concretos. Rem: Rev. Esc. Minas, Dez 2007, vol.60, no.4, p.639-644. ISSN 0370-4467 GUMIERI, A.G. Estudo da viabilidade técnica da utilização de escórias de aciaria do processo LD em materiais de construção civil. Porto Alegre. PPGEC/UFRGS. 2000. HOPPEN, C. Co-disposição de lodo centrifugado de Estação de Tratamento de Água (ETA) em matriz de concreto: método alternativo de preservação ambiental. Cerâmica, Jun 2005, vol.51, no.318, p.85-95. ISSN 0366-6913

103
HSIEH, H.H.; RAGHU, D. - Criteria dewatering for water treatment plant residual monofill. Denver. AWWARF. 1997. Instituto Aço Brasil. <http://www.acobrasil.org.br/site/portugues/biblioteca/Folder_Institucional_AcoBrasil.pdf> ,acesso 23/01/2009. ISAIA, G. C. Materiais de Construção Civil e Princípios de Ciência e Engenharia de Materiais. Volumes 1 e 2. São Paulo, IBRACON, 2008. JOHN, V.M. Reciclagem de resíduos na construção civil; Contribuição à metodologia de pesquisa e desenvolvimento. São Paulo, 2000, 102p. Dissertação de Mestrado. Escola Politécnica da Universidade de São Paulo. LIMA, PAULO R.L. Caracterização mecânica de laminados cimentíceos esbeltos reforçados com fibras de sisal. Rev. bras. eng. agríc. ambient., Dez 2007, vol.11, no.6, p.644-651. ISSN 1415-4366 LIMEIRA, R.D. Concreto: Qualidade, Classificação e propriedades. São Paulo. CESET/UNICAMP, 2001. LÓPEZ, F.A.; FORMOSO A.; MEDINA F. Escórias LD. Coproducts de La industria siderúrgica – Conposition, tratamiento y aplicaciones. Revista de Metalurgia, 1989. MACHADO, A.T. Estudo comparativo dos métodos de ensaio para avaliação da expansibilidade das escórias de aciaria. Dissertação de Mestrado – USP. 2000. MALHOTRA, V.M. Making concrete “greener” with fly ash. Concrete International, Farmington Hills, v. 21, n. 5, p. 61-66, 1999. MEGDA, C.R.;SOARES, L.V.; ACHON C.L. Propostas de aproveitamento de lodos gerados em ETAs. 23° Congresso Brasileiro de Engenharia Sanitária e Ambiental. UFSCar, 2005. MEHTA, P. K.; MONTEIRO, P.J.M. Concreto, Microestrutura, Propriedades e Materiais. São Paulo , IBRACON, 2008. MODRO, N.L.R.; OLIVEIRA, A.P.N. Avaliação de concreto de cimento Portland contendo resíduos de PET, Revista Matéria, v. 14, n. 1, pp. 725 – 736, 2009 MONTGOMERY, D. C. Introduction to statistical quality control. USA: John Wiley & Sons, 1997. MOURA, W.A. Avaliação de propriedades mecânicas de concretos contendo escória de cobre como agregado miúdo. REM: R. Esc. Minas, Ouro Preto, 62(2): 221-225, abr. jun. 2009 NEVILLE, A.M. Properties of concrete. Harlow: Longman, 1995.

104
NUGENT, F.R. Ensaios com areia artificial – Como melhorar seu concreto. In: Colóquio sobre “Agregados para concreto”. São Paulo, 1979. Anais São Paulo, IBRACON. P.1-29. PANIS A. Les scories LD . Silicates Industriels , 1975.
PEDREIRA UM VALEMIX. Relatório Técnico Interno. 2008.
PEREIRA, E.A.C. Aspectos técnicos da gestão de resíduos nas siderúrgicas integradas a coque. IN: Seminário de redução e matérias-primas resíduos na siderurgia, 25, 1994, Volta Redonda, RJ. Anais... PIMENTEL, LIA L.; BERALDO, ANTONIO L. E SAVASTANO JUNIOR, HOLMER. Durabilidade de compósito biomassa vegetal-cimento modificado por polímero. Eng. Agríc. 2006, vol.26, n.2, pp. 344-353. ISSN 0100-6916. PINTO, T.P. Metodologia para a gestão diferenciada de resíduos sólidos da construção urbana. São Paulo, 1999. 189p. Tese de Doutorado – Esc. Polit., USP. POLESE, M.O.; RODRIGUES, G.L.C.; SILVA, M.G.; SILVA, M.R. Caracterização Microestrutural da Escória de Aciaria. Revista Matéria, v. 11, n. 4, 2006. Centro Tecnológico - UFES PRUDÊNCIO JR, L.R.; COELHO, A.H.; GUTSTEIN, D. Metodologia para obtenção de agregado miúdo artificial a partir de processamento do pó-de-pedra. In: ENTAC 95, 1995, Rio de Janeiro. REPORTAGEM. Areia Industrial ganha mercado. Minérios Extração e Processamento, v.20, n.251, p.25-30. ago. 2000. RIBEIRO, C.C.; PINTO, J.D.S.; STARLING, T. Materiais de construção civil. 2. ed. Belo Horizonte: UFMG, 2002. RICHTER, C.A. Tratamento de Lodos de Estações de Tratamento de Água. São Paulo: Editora Edgard Blucher., 2001. SABINO, E.S. Utilização de pó de pedra como areia artificial. TCC – Engenharia de Materiais, UnilesteMG-2008. SELMO, S.M.S. Dosagem de argamassa de cimento portland e cal para revestimento externo de fachadas dos edifícios. São Paulo, 1989. 227 p. Dissertação de Mestrado – Escola Politécnica da Universidade de São Paulo. SPERLING, M.V. Introdução à qualidade das águas e ao tratamento de esgotos. 3. ed. – Belo Horizonte: Departamento de Engenharia Sanitária e Ambiental; Universidade Federal de Minas Gerais; 2005.

105
SOUZA, FRANCIS RODRIGUES DE. Estudo da eco-eficiência de argamassas e concretos reciclados com resíduos de estações de tratamento de água e de construções e demolições.Dissertação de Mestrado- São Carlos: UFSCar,2006. SUMÁRIO MINERAL - Edições- 1999 a 2001-Agregados para a Construção Civil. ANEPAC-2001 TEIXEIRA, S.R.; SOUZA, S.A.; SOUZA, N.R.; ALÉSSIO, P.; SANTOS, G.T.A. Efeito da adição de lodo de estação de tratamento de água (ETA) nas propriedades de material cerâmico estrutural, (2006). TSUTUYA, M.T.; HIRATA, A.Y. Aproveitamento e Disposição Final de Lodos de Estação de Tratamento de Água do Estado de São Paulo. Congresso Brasileiro de Engenharia Sanitária e Ambiental, 21., 2001, João Pessoa. VALE, J. Jr. Apostila de Cominuição, Britagem e Moagem da Magnesita Refratários, Contagem, 2006. VON KRUGER, P. Panorama mundial do aproveitamento de resíduos na siderurgia. Metalurgia & Materiais, 1995. WEAST, R.C. Handbook of chemistry and physics. Cleveland. 1971. WIRQUIN, E. Utilisation de l’absorption d’eau des bétons comme critères de leur durabilité: application aux bétons de granulats recycles. Materials and structures, 2000. YUZHU, W. Condicionamento de lodo de estação de tratamento de água. Dissertação de mestrado apresentada a EPUSP, 411p. 2 volumes, Universidade de São Paulo, EPUSP, São Paulo, 1996.

106
ANEXOS
Anexo 1: Certificado de conformidade da Escória Estabilizada de Aciaria
Fonte : ArcelorMittal, 2009.

107
Anexo 2: Contrato de Cooperação técnica entre a COPASA e UBEC
108

109

110

111
Anexo 3: Analise Granulométrica após moagem em moinho de bolas
Laboratório de Materiais Refratários Análise Granulométrica POI 030 Material: LETA Data : 15/01/2010 Peso Amostra (g) 34,5 645,3 Teste 1 Teste 2 P.Retido Retido P.Retido Retido PENEIRA (g) (%) (g) (%) # 9,00 mm 0,0 0,0 0,0 0,0 # 4,75 mm 0,0 0,0 0,0 0,0 # 2,36 mm 0,0 0,0 0,0 0,0 # 850 μm 0,0 0,0 0,0 0,0 # 425 μm 0,2 0,4 0,2 0,4 #150 μm 1,5 4,2 1,5 4,2 P.Passante Passante P.Passante Passante <150 μm 32,9 95,4 32,9 95,4
FONTE : INSIDER, 2010- (Modificado pelo autor)
Sistema de Gestão Insider

112
Anexo 4: Caracterização Granulométrica e Física da Areia Natural

113
Anexo 5: Caracterização Granulométrica e Física da Areia Artificial

114
Anexo 6: Caracterização Granulométrica e Física da Brita

115
Anexo 7: Caracterização Granulométrica e Física da Escória

116
Anexo 8: Resultado de Resistência a Compressão aos 3 , 7 e 28 dias

117

118

119