catálogo de produtos 2014 - kjellberg finsterwalde · - 4 - visão geral produkt saw mig/mag pta...
TRANSCRIPT

www.kjellberg.dewww.kjellberg.de
Sistemas, máquinas de soldar automáticas, equipamentos, aditivos, assistência
Catálogo de produtos 2014Fornecedor global de soluções para a tecnologia de soldadura

- 2 -
Cooperação significa construir um palco para alguém, que aí faz boa figura.(desconhecido)

- 3 -- 3 -
Índice
Visão gera ..............................................................................................................................................................................................................................................4A nossa missão.................................................................................................................................................................................................................................5Portfólio de produtos da Kjellberg ..................................................................................................................................................................................6
Soldadura por arco submerso ...........................................................................................................................................................................9Método SAW e máquinas automáticas padronizadas ...............................................................................................................................9Soldadura manual SAW ....................................................................................................................................................................................................... 12Fontes de corrente padronizadas............................................................................................................................................................................... 13Inversores SAW multifuncionais .................................................................................................................................................................................. 14
Soldadura com gás de proteção .................................................................................................................................................................16Método MIG/MAG ...................................................................................................................................................................................................................... 16Tecnologia MIG/MAG.............................................................................................................................................................................................................. 17
Soldadura TIG ........................................................................................................................................................................................................................ 19Método e tecnologia TIG ..................................................................................................................................................................................................... 19
Métodos de soldadura especiais ...............................................................................................................................................................20TIG de alto rendimento InFocus .................................................................................................................................................................................. 20Soluções InFocus ....................................................................................................................................................................................................................... 21
Soldadura manual com elétrodos .............................................................................................................................................................22Método de soldadura manual com elétrodos e inversor .................................................................................................................... 22
Tecnologia de corte .......................................................................................................................................................................................................23Corte manual por plasma ................................................................................................................................................................................................... 23
Proteção anti-desgaste ............................................................................................................................................................................................24Método de soldadura sobreposta ............................................................................................................................................................................... 24Sistemas de soldadura sobreposta .......................................................................................................................................................................... 25Chapas soldadas por sobreposição......................................................................................................................................................................... 26Soldadura de plasma com arco transferido e de bujão ........................................................................................................................ 27
Periferia da soldadura ................................................................................................................................................................................................28Equipamentos ................................................................................................................................................................................................................................ 28
Soluções de sistema ....................................................................................................................................................................................................32Personalização.............................................................................................................................................................................................................................. 32Na prática ........................................................................................................................................................................................................................................... 33
Aditivos ...........................................................................................................................................................................................................................................36Pó para soldadura...................................................................................................................................................................................................................... 36Arame de solda............................................................................................................................................................................................................................. 37Elétrodos de soldadura ......................................................................................................................................................................................................... 38
Opções .............................................................................................................................................................................................................................................40Carrinho de transporte MIG/MAG e SAW .......................................................................................................................................................... 40Comandos.......................................................................................................................................................................................................................................... 41Cabeças de soldadura........................................................................................................................................................................................................... 42Unidade de refrigeração e acessórios ................................................................................................................................................................... 45
Assistência ........................................................................................................................................................................................................................................ 46

- 4 -- 4 -
Visão geral
Produkt SAW
MIG
/MA
G
PTA
TIG
Sold
adur
a
de b
ujão
Prot
eção
an-
ti-de
sgas
te
Sold
adur
a m
anua
l co
m e
létr
odos
Cor
te p
or p
lasm
a
Goi
vage
m
Mét
odos
es
peci
ais
Página
Série KA Ɣ ż Ɣ 9 – 11
DV UP-H Ɣ ż Ɣ 12
Série GTH Ɣ Ɣ Ɣ 13, 17
Série GTF ż Ɣ Ɣ Ɣ Ɣ 13
W 1005 VC Ɣ ż Ɣ 13
Inversores KUB Ɣ Ɣ ż Ɣ ż Ɣ Ɣ Ɣ ż 14 – 15
KH 600 newArc Ɣ Ɣ ż Ɣ 17
Puls 400 Ɣ Ɣ Ɣ 18
Série Kjellmig Ɣ ż 18
Tig 300 AC/DC Ɣ Ɣ Ɣ 19
InFocus Ɣ Ɣ 20 – 21
Tiny 250 Cel ż ż Ɣ 22
Série CUTi Ɣ ż 23
Série CUTLINE Ɣ ż 23
Pórticos Fidur Ɣ 25
PSI 350 Ɣ ż Ɣ Ɣ 27
Tecnologia de produtos padrão
Ɣ Recomendado I ż Possível
Legenda das áreas de aplicação
Indústria de metais não ferrosos
Gestão de energia
2¿FLQDV�H�UHSDUDo}HV
Indústria química
Indústria do aço
Indústria automóvel Construção naval
Exploração mineira
Construção de máquinas e equipamentos

- 5 -- 5 -
A nossa missão
Fundação Kjellberg
A história da Kjellberg Finsterwalde começa com a invenção dos elétrodos de soldadura revestidos por Oskar Kjellberg. Esta ino-vação do início do século XX representou uma viragem na indústria processadora de metais. Atualmente, pode-se dizer que a Kjellberg Finsterwalde mantém a sua elevada força inovadora, comprovada pela variedade de produtos de alta qualidade.
Tecnologia de corte por plasma de primeira categoria, sistemas de soldadura produzi-dos à medida e excelentes elétrodos de sol-dadura, bem como máquinas e ferramentas especiais em séries de pequena e grande dimensão encontram aplicação em numero-sos países do mundo.
Ao longo de toda a cadeia de valor, o fabrico dos produtos Kjellberg não sai das mesmas mãos – desde o desenvolvimento
e o planeamento, passando pela produção até à colocação em funcionamento, especi-DOLVWDV�TXDOL¿FDGRV�WUDEDOKDP�SDUD�D�VDWLV-fação dos clientes. Garante-se, assim, que tanto no sector industrial como artesanal são oferecidos aos utilizadores produtos de alta qualidade e as melhores condições SDUD�GRPLQDUHP�RV�VHXV�GHVD¿RV�GLiULRV�
O princípio orientador da Kjellberg Finster-walde e da gerência, a Fundação Kjellberg, assenta nos objetivos da fundação estabe-lecidos na sua constituição. Estes encon-tram expressão nos esforços que visam o melhoramento do ambiente de trabalho, QRV�LQFHQWLYRV�DR�WUDEDOKR�FLHQWt¿FR�RX�QDV�medidas para o desenvolvimento estrutural regional. Dessa forma, reforça-se sobretudo a localização e a denominação "Made in Germany".

- 6 -- 6 -
2�QRVVR�HVStULWR�GH�SHVTXLVD��ÀH[LELOLGDGH�e entusiasmo caracteriza também a nossa área de negóciospara elétrodos e aditivos. O portfólio de produtos contém mais de 60 elétrodos padronizados e inúmeros elétrodos espe-ciais de qualidade comprovada e, na sua PDLRULD��FHUWL¿FDGRV��
Elétrodos com liga e sem liga��Elétrodos sem liga��Elétrodos resistentes ao calor��Elétrodos de alta liga��Elétrodos à base de níquel��Elétrodos em ferro fundido��Elétrodos para soldadura sobreposta��Elétrodos para corte
Elétrodos especiaisA pedido, é possível desenvolver e fab-ricar elétrodos de soldadura exclusivos de acordo com requisitos especiais de aplicação e cor.
AditivosPara empresas de auto-produção são pro-duzidas e fornecidas misturas destinadas ao revestimento de elétrodos..
Tecnologia de corte por plasma e a laser
Portfólio de produtos da Kjellberg
Há mais de 50 anos que a Kjellberg Fins-terwalde Plasma und Maschinen GmbH se concentra no fabrico e desenvolvimento da tecnologia de corte. A nossa oferta inclui DWXDOPHQWH��
Tecnologia CNC e mecanizada��Série HiFocus neo
Sistemas de corte por plasma de alta precisão com tecnologia Contour Cut SDUD�D�Pi[LPD�ÀH[LELOLGDGH�H�SURGXWL-vidade na margem de corte entre 0,5 e 160 mm
��Série FineFocus6LVWHPDV�UREXVWRV�SDUD�D�Pi[LPD�¿DELOL-dade mesmo em condições difíceis para altas espessuras de chapa até 160 mm
��Série PA-SSistemas de plasma simples, com regulação por níveis para aplicações manuais e mecanizadas com médias espessuras de chapa
��Série CutFireInversores de corte por plasma simples e potentes para uma utilização económi-ca com baixas espessuras de chapa
��Série XFocus a laser Corta aços não ligados até 10 mm, aços ligados até 5 mm e alumínio até 3 mm
Sistemas de plasma manuais��Série CUTi
Potente e leve, altamente fíavel, para a XWLOL]DomR�ÀH[tYHO�H�PyYHO�HP�HVWDOHLURV�GH�FRQVWUXomR�H�R¿FLQDV
��Série CUTLINESistemas de corte manuais com tecno-ORJLD�GH�IHL[H�¿QR�H�H�ORQJD�GXUDomR�GH�ligação
Na página 23 encontra uma seleção de tecnologia de corte mais leve e a gama de elétrodos, a partir da página 38.
Elétrodos de soldadura

- 7 -- 7 -
Portfólio de produtos da Kjellberg
Construção de máquinas e ferramentasA consagrada construção de ferramentas da Kjellberg Maschinenfabrik GmbH ofe-rece as melhores condições para o desen-volvimento, construção, fabrico, montagem H�FRORFDomR�HP�IXQFLRQDPHQWR�
Construção de ferramentas��Ferramentas de corte��Ferramentas de união e corte progres-
sivos��Ferramentas de rebarbamento para
fundição de alumínio ou em moldes de areia
��Ferramentas de deformação��Ferramentas especiais, fresas especi-
ais, aços para torneamento de formas��Equipamentos de qualquer tipo��Fabrico de peças de desgaste e peças
soltas
Produção mecânica por encomenda��Fresagem e torneamento CNC��Eletroerosão��Torneamento, fresagem e perfuração
convencionais��5HWL¿FDomR�GH�IRUPDV��SODQD�H�FLOtQGULFD�
exterior��Processamento de peças fundidas e
forjadas
São as competências técnicas passadas de geração em geração, o esforço contínuo de investigação e uma equipa de técnicos altamente especializados que fazem da Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbH aquilo que p��R�VHX�SDUFHLUR�SDUD�VROXo}HV�j�PHGLGD�no processamento de metais.
Tecnologia de soldadura por arco submerso��Máquinas automáticas SAW��Soldadura manual SAW��Fontes de corrente
Tecnologia de proteção anti-desgaste��6LVWHPDV��PyYHLV��HVWDFLRQiULRV��ÀH[tYHLV��Chapas padronizadas e especiais��Aditivos
Tecnologia de soldadura TIG
TIG de alto rendimento InFocus
Tecnologia de soldadura MIG/MAG��Fontes de corrente
Tecnologia de soldadura de plasma com arco transferido e de bujão��Fontes de corrente
Tecnologia de soldadura manual com elétrodos
Periferia da soldadura��Mastros de soldadura, pórticos,
equipamentos de torneamento
Sistemas��Móveis e estacionários
��Aditivos
Tecnologia de soldadura
Nas páginas seguintes encontrará um resumo dos produtos relacionados com soldadura.

Padronizados ou exclusivos: escolha os produtos na nossa vasta gama diversificada. Se não encontrar o produto adequado às suas necessidades, executamos para si soluções completas perfeitamente de acordo com os seus desejos.
Ŷ Tecnologia de soldadura TIG e MIG/MAG Ŷ Soluções individuais completas Ŷ Tecnologia de soldadura por arco
submerso Ŷ Tecnologia de soldadura manual com
elétrodos Ŷ Proteção anti-desgaste Fidur Ŷ Mastros de soldadura, pórticos,
equipamentos de torneamento Ŷ Aditivos Ŷ Serviço de aluguer
A solução
adequada a cada caso

- 9 -
Dados técnicos
- 9 -
Sold
adur
a po
r
arco
sub
mer
soNa soldadura por arco submerso (também conhecida por soldadura SAW) o arco elétrico queima entre um elétrodo de arame contínuo e uma peça de trabalho. Trata-se de um méto-do de soldadura por arco elétrico. Durante a soldadura, uma camada de pó cobre o arco elétrico e provoca um processo quase livre de emissões, sem que sejam necessárias medidas convencionais de proteção da visão.
A pedido, incorporamos a tecnologia de solda-dura SAW da Kjellberg em pórticos, mastros de soldadura, sistemas de eixos motorizados ou carrinhos de transporte. A sua estrutura modu-lar e os múltiplos sistemas de suporte permitem a soldadura de inúmeras geometrias de compo-nentes e cordões.
A soldadura SAW pode ser aplicada com H¿FiFLD�D�SDUWLU�GH�XPD�HVSHVVXUD�GH�PDWHULDO�de 3 mm. Ideal para a soldadura de união ou a aplicação de camadas de proteção contra des-gaste e corrosão. O método pode ser aplicado de forma totalmente automática, mecanizada ou manual e produz cordões de soldadura com-pridos e contínuos a uma velocidade elevada e com baixos custos.
Método SAW e máquinas automáticas padronizadas
Tecnologia
Vantagens
�� Alta qualidade graças à estabilidade do arco elétrico
�� Processo quase sem emissões�� Sem efeito de encandeamento�� Alta velocidade de soldadura�� (OHYDGD�H¿FiFLD�JUDoDV�DR�DOWR�UHQGLPHQWR�GH�
fusão�� Custos reduzidos
Máquina automática KA 1-UP
O KA 1-UP é disponibilizado em quatro variantes.
KA 1-UP Padrão/orientável
para 3 mm
KA 1-UP Padrão/orientável
para 5 mm
Número de artigo .11.300.103 .11.300.105/.11.303.105
Corrente de soldadura 800 A 1.400 A
Diâmetro do arame 1,6 – 3,0 mm 2,5 – 5,0 mm
Velocidade de deslocamento 0,1 – 2,0 m/min 0,1 – 2,0 m/min
Classe de proteção IP 23 IP 21
Dimensões (C x L x A) 1.050 x 600 x 900 mm 1.050 x 600 x 900 mm
Peso 51 kg 61 kg
Fonte de corrente recom. GTH 522GTH 802
GTH 1002GTH 1402
O trator de soldadura KA 1-UP é disponibilizado HP�GLIHUHQWHV�PRGHORV��FRPR�WUDWRU�GH�XP�DUD-me de 3 mm ou 5 mm, para diferentes diâmet-ros do arame, e também na versão orientável, para a soldadura de recipientes e tubos.

- 10 -- 10 -
Máquinas automáticas padronizadas
6pULH�.$�DXWRPDWL]iYHO�FRP��� 3UHGH¿QLomR�GRV�SDUkPHWURV�GH�VROGDGXUD�� Cabeça de soldadura com máquina au-
tomática de ignição e queima livre�� )DVHV�FRQ¿JXUiYHLV�GH�HQFKLPHQWR�GD�FUDWHUD�LQLFLDO�¿QDO
�� Ponteiro laser para acompanhamento visual do cordão
�� Posicionável manualmente com o suporte cruzado
�� 2SFLRQDO��FRPDQGR�GLJLWDO�LQFO��DUTXLYR�GH�tarefas
Dados técnicos
Máquina automática KA 4-UPDG
A solução perfeita para a soldadura móvel de cordões de ângulo.
KA 4-UPDG
Número de artigo .11.300.400
Corrente de soldadura 2 x 600 A
Diâmetro do arame 2 x 1,6 – 2,5 mm
Velocidade de deslocamento 0,1 – 2,0 m/min
Dimensões (C x L x A) 955 x 950 x 1.035 mm
Peso 60 kg
Fonte de corrente recom. GTH 522G GTH 802
Construída com braço articulado duplo, a KA 4-UPDG solda dois cordões de ângulo de uma vez. E pode ser movimentada graças ao carrin-ho de transporte regulado por velocímetro com tração integral.
Dados técnicos
Máquina automática KA 2-UP/UPP
A KA 2-UP/UPP está disponível em diversos modelos.
KA 2-UPP Arame em paralelo
KA 2-UP 3 mm
KA 2-UP 5 mm
Número de artigo .11.300.270 .11.300.203 .11.300.205
Corrente de soldadura 1.400 A 800 A 1.400 A
Diâmetro do arame 2 x 1,6–2 x 3,0 mm 1,6–3,0 mm 2,5–5,0 mm
Dimensões (C x L x A) Variável Variável Variável
Peso 42 kg 61 kg 40 kg
Fonte de corrente recom.
GTH 1002GTH 1402
GTH 802 GTH 1002GTH 1402
A KA 2-UP existe com cabeça de soldadura de um arame e de arame em paralelo e com comando para incorporação em mastros de sol-dadura e pórticos. A KA 2 pode ser usada para soldar diferentes cordões de soldadura.

- 11 -- 11 -
Sold
adur
a po
r
arco
sub
mer
so
Máquinas automáticas padronizadas
Máquina automática KA 7-UPP
$LQGD�PDLV�ÀH[tYHO�p�D�.$���833�FRPR�YDULDQWH�RULHQWiYHO�
KA 7-UPP Padrão/orientável para 5 mm
Número de artigo .11.300.700
Corrente de soldadura 1.400 A
Diâmetro do arame 2 x 2,0 – 3,0 mm
Velocidade de deslocamento 0,1 – 2,0 m/min
Dimensões (C x L x A) 1.050 x 600 x 900 mm
Peso 61 kg
Fonte de corrente recom. GTH 1002GTH 1402
Com o trator de arame em paralelo SAW KA 7-UPP, pode soldar chapas planas e cordões circulares em tubos interiores. Graças aos seus URORV�GH�DSRLR�LQ¿QLWDPHQWH�DMXVWiYHLV��D�SRWHQ-te máquina automática pode ser deslocada em FDUULV��FLQWDV�H�SHU¿V�VHP�TXDOTXHU�SUREOHPD�
Integrada na série KA modular, a KA 7-UPP pode ser equipada fácil e rapidamente.
Dados técnicos
Dados técnicos
Máquina automática UPK
A UPK permite-lhe soldar a baixo preço.
UPK
Número de artigo .11.300.104
Corrente de soldadura 800 A
Diâmetro do arame 21,6 – 4,0 mm
Velocidade de deslocamento 0,1 – 2,0 m/min
Dimensões (C x L x A) 650 x 500 x 850 mm
Peso 42 kg
Fonte de corrente recom. GTH 802
A UPK é a variante económica para a solda-dura de cordões de ângulo. A sua construção compacta e a guia de 3 rodas tornam-na per-feita para a soldadura de cordões de ângulo. Com uma roda de guia especial e uma área de rotação entre 15 e 45 graus para o posici-onamento manual, é ideal para construções metálicas em aço, pontes e navios.
Nos capítulos Periferia da soldadura e Opções encontra ampliações para VROXo}HV�HVSHFt¿FDV�GH�FOLHQWHV�
- 12 -
Dados técnicos
- 12 -
Tecnologia de soldadura manual SAW
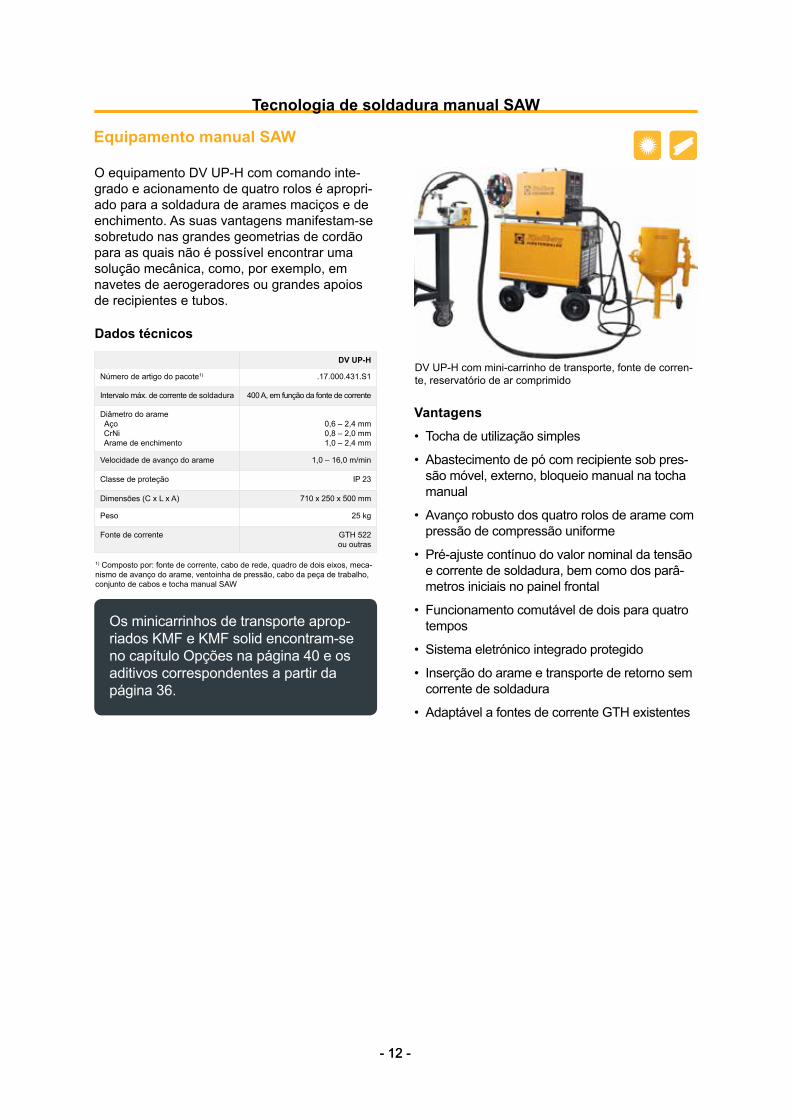
Equipamento manual SAW
DV UP-H com mini-carrinho de transporte, fonte de corren-te, reservatório de ar comprimido
DV UP-H
Número de artigo do pacote1) .17.000.431.S1
Intervalo máx. de corrente de soldadura 400 A, em função da fonte de corrente
Diâmetro do arame AçoCrNiArame de enchimento
0,6 – 2,4 mm0,8 – 2,0 mm1,0 – 2,4 mm
Velocidade de avanço do arame 1,0 – 16,0 m/min
Classe de proteção IP 23
Dimensões (C x L x A) 710 x 250 x 500 mm
Peso 25 kg
Fonte de corrente GTH 522ou outras
O equipamento DV UP-H com comando inte-grado e acionamento de quatro rolos é apropri-ado para a soldadura de arames maciços e de enchimento. As suas vantagens manifestam-se sobretudo nas grandes geometrias de cordão para as quais não é possível encontrar uma solução mecânica, como, por exemplo, em navetes de aerogeradores ou grandes apoios de recipientes e tubos.
Os minicarrinhos de transporte aprop-riados KMF e KMF solid encontram-se no capítulo Opções na página 40 e os aditivos correspondentes a partir da página 36.
Vantagens
�� Tocha de utilização simples
�� Abastecimento de pó com recipiente sob pres-são móvel, externo, bloqueio manual na tocha manual
�� Avanço robusto dos quatro rolos de arame com pressão de compressão uniforme
�� Pré-ajuste contínuo do valor nominal da tensão e corrente de soldadura, bem como dos parâ-metros iniciais no painel frontal
�� Funcionamento comutável de dois para quatro tempos
�� Sistema eletrónico integrado protegido
�� Inserção do arame e transporte de retorno sem corrente de soldadura
�� Adaptável a fontes de corrente GTH existentes
1)�&RPSRVWR�SRU��IRQWH�GH�FRUUHQWH��FDER�GH�UHGH��TXDGUR�GH�GRLV�HL[RV��PHFD-nismo de avanço do arame, ventoinha de pressão, cabo da peça de trabalho, conjunto de cabos e tocha manual SAW

- 13 -- 13 -
Sold
adur
a po
r
arco
sub
mer
so
Fontes de corrente padronizadas
Dados técnicos
GTH 522 GTH 802 GTH 1002
Número de artigo .11.907.602A .11.705.902A .11.903.103A
Curva característica Tensão constante (CV) Tensão constante (CV) Tensão constante (CV)
Tensão de rede* ��[�����9�������������+] ��[�����9�������������+] ��[�����9�������������+]
Fonte de alimentação CEE 63 A CEE 63 A IMAX 118 A
Intervalo de corrente de soldadura 70 A/18 V – 500 A/45 V����$��������$�����
80 A/18 V – 800 A/44 V����$��������$�����
100 A/19 V – 1.000 A/44 V������$�����
Classe de proteção IP 23 IP 22 IP 21
Peso 260 kg 319 kg 440 kg
Dimensões (C x L x A) 1.130 x 665 x 865 mm(com estrutura móvel para estaleiros)
980 x 720 x 1.000 mm(com estrutura móvel para estaleiros)
1.110 x 820 x 1.000 mm(estacionária)
GTH 1402 W 1005 VC
Número de artigo .11.903.802A .11.691.002
Curva característica Tensão constante (CV) Tensão constante (CV)
Tensão de rede* ��[�����9�������������+] ��[�����9�3(�������������+]
Fonte de alimentação IMAX 135 A IMAX 190 A
Intervalo de corrente de soldadura 100 A/19 V – 1.400 A/44 V������$����������$�����
200 A/25 V – 1.000 A/44 V������$�����
Classe de proteção IP 21 IP 21
Peso 440 kg 510 kg
Dimensões (C x L x A) 1.110 x 820 x 1.000 mm (estacionária) 1.130 x 750 x 990 mm (estacionária)
GTF 401 GTF 551
Número de artigo .11.708.001/2 .11.709.002/1
Curva característica Corrente constante (CC) Corrente constante (CC)
Tensão de rede* ��[�����9���[����,���,����9�������������+] ��[�����9���[����,���,����9�������������+]
Fonte de alimentação CEE 32 A CEE 32 A
Intervalo de corrente de soldadura 10 A/20 V – 400 A/36 V����$��������$�����
10 A/20 V – 550 A/42 V����$�������$��������$�����
Classe de proteção IP 23 IP 22
Peso 169 kg 194 kg
Dimensões (C x L x A) 925 x 685 x 1.100 mm (com estrutura móvel para estaleiros) 925 x 658 x 1.100 mm (com estrutura móvel para estaleiros)
GTF 752 GTF 1002 GTF 1402
Número de artigo .11.705.602 .11.903.202C .11.903.702C
Curva característica Konstantstrom (CC) Konstantstrom (CC) Konstantstrom (CC)
Tensão de rede* ��[�����9�������������+] ��[�����9�������������+] ��[�����9�������������+]
Fonte de alimentação CEE 125 A (63 A möglich) IMAX 118 A IMAX 135 A
Intervalo de corrente de soldadura 60 A/22,4 V – 750 A/44 V����$��������$�����
200 A/28 V – 1.000 A/44 V������$�����
100 A/19 V – 1.000 A/44 V������$����������$�����
Classe de proteção IP 22 IP 21 IP 21
Peso 304 kg 438 kg 438 kg
Dimensões (C x L x A) 980 x 720 x 1.000 mm(com estrutura móvel para estaleiros)
1.110 x 820 x 1.000 mm 1.110 x 820 x 1.000 mm(estacionária)
Fontes de corrente com curva característica CC
Fontes de corrente com curva característica C-V
*Fontes de corrente com tensão de rede de 60 Hz a pedido.

- 14 -
O papel certo para
cada protagonista
AC/DC a partir de II/2014
- 14 -
2V�LQYHUVRUHV�.8%�VmR�PXLWR�YHUViWHLV��SAW, bujão com plasma, MIG/MAG, TIG, InFocus, aplicações manuais com elétrodos, goivagem
Inversores SAW multifuncionais
Série de inversores KUB
Tecnologia de inversores KUB
Em comparação com as fontes de corrente convencionais, dá-se preferência aos inverso-res de soldadura devido ao seu melhor compor-WDPHQWR�GH�VROGDGXUD�H�PDLRU�JUDX�GH�H¿FiFLD��UHVXOWDQWHV�GD�HOHWUyQLFD�VR¿VWLFDGD�TXH�WRUQD�VXSpUÀXD�D�XWLOL]DomR�GH�XP�WUDQVIRUPDGRU�pesado. A frequência de trabalho aumentada permite uma regulação perfeita de diferentes SURFHVVRV�GH�VROGDGXUD�H�GH�XP�JUDX�GH�H¿Fi-cia melhorado.
Vantagens
�� Método de soldadura selecionável
�� Fácil comutação de corrente alternada para corrente contínua CC/CV
�� Compactos e leves
�� Aplicáveis em goivagem
�� Módulos de inversor com circuito de primário
�� Mais potente e económico do que as fontes de corrente convencionais
�� *UDX�GH�H¿FiFLD�PHOKRUDGR
�� Anti Stick, Hot Start e Arc Force
�� Ativação externa por comando digital

- 15 -- 15 -
Sold
adur
a po
r
arco
sub
mer
so
Inversores SAW multifuncionais
KUB 500i – o inteligente
KUB 500i – heroico em todos os métodos de soldadura
O inversor SAW KUB 500i é o mais inteligente da série com a sua refrigeração a água inte-grada. Com uma corrente de soldadura de 500 A, qualquer utilizador pode escolher o tipo de soldadura que deseja - SAW, MIG/MAG, TIG ou manual com elétrodos. Até a goivagem é possível com o KUB 500i.
KUB 1000i – o aventureiro
Com refrigeração externa, é apropriado para PTA, MIG/MAG, InFocus e TIG
Com uma corrente de soldadura de 1000 A, o KUB 1000i é usado para soldadura SAW, ma-nual com elétrodos e goivagem. Com a opção de refrigeração externa, também não recua perante a soldadura MIG/MAG, TIG, InFocus e PTA, o que faz dele o aventureiro da série KUB.
KUB 1500i – o destemido
.83�����L�±������$�H�XPD�GXUDomR�GH�OLJDomR�GH������
Com os seus 1500 amperes e uma duração GH�OLJDomR�GH��������R�GHVWHPLGR�.8%�����L�arrisca tudo na soldadura SAW e manual com elétrodos, bem como na goivagem.
Dados técnicos
KUB 500i
Corrente de soldadura 500 A
Curva característica Corrente constante (CC) e tensão constante (CV)
Dimensões (C x L x A) 985 x 570 x 1.150 mm
Dados técnicos
KUB 1000i
Corrente de soldadura 1.000 A
Curva característica Corrente constante (CC) e tensão constante (CV)
Dimensões (C x L x A) 985 x 570 x 1.140 mm
Dados técnicos
KUB 1500i
Corrente de soldadura 1.500 A
Curva característica Corrente constante (CC) e tensão constante (CV)
Dimensões (C x L x A) 1.030 x 680 x 1.450 mm

- 16 -- 16 -
A soldadura de metal com gás de proteção é um método de soldadura por arco elétrico, no qual um elétrodo de arame contínuo funde por baixo de uma camada de gás de proteção. O JiV�SURWHJH�GD�LQÀXrQFLD�GD�DWPRVIHUD�HQYRO-vente. O método é conhecido pelas opções de utilização versáteis relativamente a material, grau de mecanização e posição de soldadura. Todos os materiais soldáveis podem ser unidos mediante a soldadura de metal com gás de proteção.
Aços de baixa liga ou não ligados são sol-dados, de preferência, com gás ativo, por exemplo, dióxido de carbono. Este procedi-mento denomina-se soldadura de metais com gás de proteção ativo, também designado por soldadura MAG. Aços de alta liga e materiais como alumínio, magnésio, materiais à base de níquel e titânio são soldados com gás inerte, como, por exemplo, árgon. O submétodo usado nestes caso é conhecido como soldadura de metais com gás inerte, ou seja, soldadura MIG.
Método MIG/MAG
Tecnologia
Vantagens
�� Taxa de erros reduzida graças à alimentação automática do arame
�� Formação reduzida de escória�� Baixa transmissão de calor e deformação
mínima�� Cordões quase sem necessidade de repro-
cessamento
Tecnologia newArc da Kjellberg
Graças à elevada focalização do arco elétrico, a tecnologia newArc da Kjellberg consegue atingir uma maior produtividade em comparação com as soldaduras com gás de proteção convenci-onais. Com um stickout até 40 mm, a newArc permite uma penetração de maior profundidade. Além do aporte térmico substancialmente redu-zido, as características principais incluem uma elevada velocidade de soldadura, formação de raizes profundas e seguras, boa qualidade dos cordões e redução de bordos queimados, poros e salpicos.
Vorteile
�� Segurança do processo a partir de 6,0 mm de espessura
�� Secção transversal do cordão reduzida em DWp�����
�� Quase sem rebordos queimados nem poros�� Alta qualidade, graças à formação de raizes e GD�XQLmR�GH�ÀDQFRV�VHJXUDV
�� Alta velocidade de soldadura com arco elétri-co concentrado e passivo
�� Custos reduzidos

- 17 -- 17 -
Sold
adur
a co
m
gás
de p
rote
ção
Tecnologia MIG/MAG
Dados técnicos
Fonte de corrente de impulso KH 600 newArc
Soldadura segura para o processo com o KH 600 newArc
A fonte de corrente KH 600 newArc permi-te uma soldadura quase sem salpicos com costuras resistentes de alta qualidade. A abundância de materiais processáveis, mesmo em troca rápida, garante uma produtividade elevada.
KH 600 newArc
Número de artigo do pacotet1 .11.707.703.S1
Tensão de rede 3 x 230/400 V (±10�������+]
Ligação de rede CEE 63 A
Intervalo de corrente de soldadura
600 A I 40�����$�,�����
Tensão em vazio 85 V
Diâmetro do arameArame maciçoArame de enchimento
0,8 – 2,0 mm1,0 – 2,4 mm
Classe de proteção IP 23
Dimensões (C x L x A) 1.020 x 750 x 1.130 mm sem avanço do arame
Peso 183 kg
Vantagens
�� Quase sem salpicos, devido à passagem de gotas sem curto-circuito em aço, CrNi, alumínio
�� Transporte constante do arame graças ao avanço do arame com quatro rolos regulado de forma eletrónica
�� Frequência do impulso com auto-ajuste siner-gético de 10 a 400 Hz
�� Indicação do diagnóstico em caso de tempera-tura excessiva, erros de isolamento e falta de água
1)�&RPSRVWR�SRU��)RQWH�GH�FRUUHQWH�FRP�FDER�GH�OLJDomR�GH�UHGH�GH���P�incl. conector CEE 63 A, estrutura móvel, mecanismo de avanço do arame, mala com rolos de avanço para aço, atuador remoto, pacote de mangueiras intermédias, tocha de soldar, cabo da peça de trabalho com terminal da peça de trabalho, mangueira de alimentação de gás, redutor de pressão, adaptador para bobina de arame
Encontra elétrodos de soldadura básicos ou em rutilo para a soldadura com o KH 600 newArc no capítulo Aditivos, nas páginas 38 a 39.
Mecanismos de avanço do arame
Dados
Mecanismos de avanço do arame
DV4W-1DV4W-3DV4G-3
DV4W-3MDV4G-3m
Velocidade de avanço do arame
1–16 m/min
Diâmetro do arameAçoCrNiAlumínioArame de enchimento
0,6 – 1,6 mm0,8 – 1,6 mm1,0 – 1,6 mm1,0 – 2,0 mm
Bobina de arame com até 300 mm de diâmetro
Os mecanismos de avanço do arame para o funcionamento da tocha refrigerada a água ou a gás são apropriados, em especial, para o reequi-pamento em fontes de corrente de soldadura já existentes.
Características
�� Acionamento de quatro rolos com pressão de compressão uniforme
�� Tempo de soldadura de queima livre, de pon-tos, intervalo e pausa ajustável
Dados técnicos

- 18 -- 18 -
Sold
adur
a co
m
gás
de p
rote
ção
No caso desta fonte de corrente de impulso, o utilizador pode escolher entre três procedi-PHQWRV�GH�VROGDGXUD��0,*�0$*��0,*�0$*�GH�impulso e soldadura manual com elétrodos. Móvel sobre rolos e de baixo peso, a PULS 400 pode ser usada para soldar aço, CrNi, alumínio e ligas de alumínio.
Tecnologia MIG/MAG
Fonte de corrente de impulso PULS 400
Dados técnicos
PULS 400
Número de artigo .11.707.502.S1
Intervalo de corrente de soldadura 30 – 400 A
Tensão de entrada 3˜400 V/50
Tensão de soldadura 15,5 – 34,0 V
Duração da ligação ����$�,���������$�,������
Dimensões (C x L x A) 653 x 300 x 595 mm
Peso 45 kgA PULS 400 é ideal para tarefas exigentes.
Dados técnicos
Série Kjellmig
a Kjellmig K350 está disponível com mecanismo de avanço do arame.
Tecnologia de soldadura MIG/MAG regulada por níveis, de operação simples para tarefas diárias.
Vantagens
�� %RD�TXDOLGDGH�GR�FRUGmR��FRP�DMXVWH�ÀH[tYHO�� Engrenagens de avanço robustas�� Painel lateral rebatível para substituição do
rolo de arame�� Superfície de apoio grande e prática�� Comando eletrónico sem desgaste�� Suporte para garrafas de gás; estrutura móvel
estável devido ao baixo centro de gravidade (garrafa máx. 20 l)
Kjellmig 180 Kjellmig 230 Kjellmig K350
Número de artigo .11.930.103 .11.930.202 .11.931.102
Tensão de rede 1 x 230 V/1 x 400 V (50/60 Hz) 3 x 400 V (50/60 Hz) 3 x 400 V (50/60 Hz)
Ligação de rede CEE 16 A CEE 16 A CEE 32
Intervalo de corrente de soldadura
��������$�,������('�������$�,������('������$�,�������('
����$�,������('����$�,������('����$�,�������('
����$�,������('����$�,�������('
Tensão de soldadura 15 – 19,5/18 – 23 V 14,8 – 25,5 V 14,8 – 31,5 V
Tensão em vazio 17–30/26–38 V 17 – 40 V 16 – 50 V
Quant. níveis de tensão 6 10 30
Diâmetro do arame 0,6 – 1,0 mm 0,6 – 1,0 mm 0,6 – 1,2 mm
Classe de proteção IP 21 IP 21 IP 21 (do DVG-K01 correspondente)
Dimensões (C x L x A) 760 x 425 x 655 mm 760 x 425 x 655 mm 880 x 530 x 678 mm
Peso 54,5 kg 65 kg 90 kg

- 19 -- 19 -
Sold
adur
a TI
G
A TIG 300 AC/DC permite que o soldador ob-tenha um cordão de extraordinária qualidade.
Fonte de corrente TIG 300 AC/DC
Dados técnicos
TIG 300 AC/DC
Número de artigo .11.403.302
Intervalo de corrente de soldadura
4 – 300 A (WIG/DC) 10 – 300 A (WIG/AC)
10 – 250 A (MMA DC)
Tensão de entrada 3˜400 V/50
Tensão de soldadura 21 – 30,5 V I 10,2 – 22 V
Duração da ligação ����$�,���������$�,������
Dimensões (C x L x A) 640 x 250 x 544 mm
Peso 43 kg
Vantagens
�� Programação e memorização de parâmetros/programas de soldadura
�� Ignição de alta frequência sem contacto Todos os parâmetros visíveis no ecrã digital
Método e tecnologia TIG
A soldadura com gás inerte de tungsténio é um método de soldadura por fusão. Neste proces-so não é removido qualquer material, mas os dois pontos da peça de trabalho que devem ser unidos são aquecidos até o material se lique-ID]HU�H�PLVWXUDU��'HSRLV�GH�VROLGL¿FDGDV��DV�duas peças de trabalho unem-se solidamente. Conforme a tarefa de soldadura, o soldador também pode usar aditivos para a união.
Vantagens
�� União de quase todos os metais fundíveis�� Poucos salpicos�� Excelente para soldaduras em cordões com UDL]�H�SRVLomR�FRQ¿QDGDV
�� Alta qualidade dos cordões de soldadura
Tecnologia

- 20 -- 20 -
InFocus é uma tecnologia de arco eléctrico TIG para aplicações automáticas. Graças à refrige-ração maximizada dos cátodos, o arco elétrico é de tal forma concentrado na ponta do cátodo que se conseguem alcançar as melhores propriedades do processo e da ligação, permitindo a união de todos os aços e metais não ferrosos no intervalo de espessura da chapa entre 0,15-12 mm. Devido à largura de banda em metais e espessuras da chapa, a InFocus faz parte dos métodos de junção PDLV�ÀH[tYHLV��QR�FDVR�GH�FKDSDV�JDOYDQL]DGDV��na soldadura InFocus são criados cordões se-melhantes aos do laser. Mediante a tecnologia de bujão InFocus, é possível soldar chapas com até 12 mm numa única camada, de forma segura para o processo e com a mais elevada qualidade. Ao contrário do que acontece na soldadura por plas-ma, a InFocus trabalha sem um bocal adicional gerador de arco elétrico. Com menos parâmetros de ajuste, este processo é, por isso, mais fácil e seguro de utilizar. A elevada velocidade de solda-dura torna o processo InFocus sem salpicos mais económico do que a soldadura TIG convencional. E também tem menos custos de investimento e de operação, quando comparado com a soldadura a laser.
Tochas como vetores tecnológicos
InFocus 1000 – potente com 1000 ACom o InFocus 1000, criam-se arcos elétricos de alto rendimento com intensidades de cor-UHQWH�GH������DPSHUHV�WDQWR�HP�FKDSDV�¿QDV�como grossas.
InFocus 500 – pequeno e ágil com 500 A De forma a poder usufruir da tecnologia InFocus mesmo com acessibilidade limitada, foi desen-volvida a tocha TIG InFocus 500, a irmã mais nova da InFocus 1000. Com apenas 20 mm de diâmetro, 95 mm de comprimento e 300 g de peso, a InFocus 500 permite a soldadura e o caldeamento a até 500 A em peças de trabalho com mais de 0,1 mm de espessura.
Tecnologia
Vantagens�� Corrente admissível da InFocus 1000 até
1.000 A, InFocus 500 a 500 A�� Espessuras de chapa de 0,15 a 12 mm�� Aplicável a todos os aços, mesmo metais não
ferrosos, como cobre e alumínio�� Seguras para o processo e sem salpicos�� 9HORFLGDGH��FDOGHDPHQWR�,Q)RFXV�DWp���P�PLQ��
soldadura InFocus até 15 m/min�� Alta qualidade do cordão de soldadura, menor
rigidez, menor zona afetada pelo calor, menor deformação
�� Tocha robusta com circuito de refrigeração fechado
�� Boa camada de gás de proteção, reduzida formação de óxido
�� Troca rápida de cátodo com posição TCP GH¿QLGD�GD�WRFKD�������PP�
�� Desgaste reduzido do cátodo�� Sem necessidade de misturar hélio
Ao desenvolver a tecnologia InFocus, a Kjellberg Finsterwalde possui o know-how de processo perfeito para adaptar a tecnologia às suas necessidades de junção.
TIG de alto rendimento InFocus
Comparação entre o processo TIG convencional e a tecno-logia InFocus realizada com base em simulações
InFocus-Brenner InFocus 1000 und InFocus 500

- 21 -
Soldadura de bujão InFocus
Contrariamente ao processo TIG convencional, o InFocus também permite a soldadura de cha-pas especialmente grandes. Com intensidades de corrente superiores a 350 A, o arco elétrico concentrado cria características semelhantes às do plasma. O resultado é um cordão de solda-dura estreito com uma relação profundidade-lar-gura do cordão de 2-3. O reduzido consumo de energia diminui a ocorrência de deformações e tensões próprias e produz características mecânicas excecionais do cordão de soldadura. O processo de soldadura de bujão InFocus é especialmente robusto e seguro para o proces-so, permitindo, com uma menor quantidade de parâmetros de ajuste, velocidades de soldadu-ra claramente superiores às da soldadura por plasma. A tocha InFocus pode, além disso, ser posicionada num local profundo na preparação do cordão de soldadura, de forma que a tecnolo-gia InFocus é adequada sobretudo para chapas de aço grossas e para soldaduras de raiz com aços de alta e baixa liga.
Soldadura de metais não ferrososO aporte concentrado de energia do arco elétrico InFocus abre novas possibilidades para a soldadura de metais não ferrosos. A elevada densidade energética criada pela tocha InFocus induz também em metais não ferrosos, sobre-tudo com cobre e alumínio, um banho de fusão concentrado e uma maior penetração. Con-segue-se, assim, uma soldadura estável sem GHÀH[mR�WpUPLFD�GR�DUFR�HOpWULFR�
No caso de soldadura InFocus sem salpicos de chapas em alumínio, alcançam-se, por exem-plo, velocidades de soldadura superiores a 60 cm/min e um cordão perfeito.
Rápido como um laser, económico como um arco elétrico – graças ao InFocus! No caso de caldeamento InFocus de chapas em aço galva-nizado podem ser alcançadas velocidades de 4 m/min e superiores sob condições de produção. Com o InFocus, a camada de zinco permanece junto e por baixo do cordão de caldeamento. )RUDP�VROGDGRV�SHU¿V�GH�DoR�PHGLDQWH�R�SUR-cesso InFocus sob condições de fabrico até a 15 m/min.
Soldadura e caldeamento de alta velocidade
- 21 -
Mét
odos
de
so
ldad
ura
espe
ciai
s
Com a soldadura de bujão InFocus são criados cordões com superfícies semelhantes às da soldadura por plasma.
Cordões perfeitos, mesmo em superfícies revestidas
Soldadura InFocus de alumínio, v = 60 cm/min
Cordão de soldadura de bujão - lado superior
Cordão de soldadura de bujão - lado inferior
Soluções InFocus

- 22 -- 22 -
Sold
adur
a m
anua
l co
m e
létr
odos Na soldadura manual com elétrodos, um arco
elétrico queima entre a peça de trabalho e R�HOpWURGR�GH�VROGDGXUD��2�HOpWURGR�¿[R�QR�porta-elétrodo toca brevemente no local a ser ligado e cria um curto-circuito. O arco elétrico acende-se imediatamente na retirada. Durante a soldadura, o arame e o revestimento fundem, formando-se uma escória por cima do cordão da soldadura.
Vantagens
�� Necessidade reduzida de equipamento, económico
�� Rápido e móvel�� Aplicável em todas as posições de soldadura
Soldadura manual com elétrodos
Tecnologia
Tiny 250 Cel também solda elétrodos com teor de celulose.
Para utilizadores que desejem soldar elétrodos de todos os tipos, o Tiny 250 Cel é a melhor opção. A sua estrutura de fácil compreensão permite a operação intuitiva do inversor.
Dados técnicos
Necessidade reduzida de equipamento, económico
Tiny 250 Cel
Número de artigo .11.403.402
Intervalo de corrente de soldadura ����$�EHL�����,�����$�EHL���������
Tensão de entrada 230 V/50 Hz
Tensão de soldadura20,4 – 30,0 V I 10,2 – 20,0 V
Soldadura manual com elétrodos I TIG 490 x 240 x 400 mm
Dimensões 22 kg
Peso

- 23 -- 23 -
Tecn
olog
ia d
e co
rte
Os pequenos blocos de potência da série CUTi são práticos e, sobretudo, portáteis.
Usando ar como gás de plasma, é possível cortar aço de construção, aço inoxidável, alumínio, latão, cobre, entre outros materiais eletricamente condutivos.
CUTi – inversor de corte móvel
$�VpULH�&87L�VLJQL¿FD�PRELOLGDGH�QD�DSOLFDomR�
CUTLINE – no caso de ligação externa de ar comprimido
Versão com tocha refrigerada a líquido.
Os robustos sistemas da série CUTLINE são especialmente rentáveis em aplicações frequen-tes. A série CUTLINE está equipada com uma tocha de corte refrigerada a líquido. A refrige-ração de ação directa das peças de desgaste permite alcançar uma vida útil do bocal e do cátodo cinco vezes superior.
CUTi 35C CUTi 35 CUTi 70 CUTi 90 CUTi 120
Tensão de rede 1 x 230 V 1 x 230 V 3 x 400 V 3 x 400 V 3 x 400 V
Fusível de rede, lento 16 A 16 A 16 A 25 A 32 A
Corrente de corte 12 – 25 [351] A 5 – 35 A 26 – 70 A 26 – 90 A 25 – 120 A
Margem de corte 6[101] mm 12 mm 30 mm 35 mm 50 mm
Ignição Ignição do arco Ignição do arco Alta tensão Alta tensão Alta tensão
Consumo de ar 115 l/min 70 l/min 140 l/min 195 l/min 195 l/min
Dimensões (C x L x A) 550 x 150 x 245 mm 480 x 150 x 225 mm 470 x 180 x 250 mm 470 x 180 x 270 mm 610 x 230 x 410 mm
Peso 12,5 kg 10 kg 16,4 kg 17 kg 28,5 kg1 no caso de ligação externa de ar comprimido
Dados técnicos
Dados técnicos
CUTLINE 20W CUTLINE 40W
Tensão de rede 3 x 230/400 V 3 x 400 V
Fusível de rede, lento 32/25 A 32 A
Corrente de corte 25/50 A 50/100 A
Margem de corte 20 mm 40 mm
Ignição Alta tensão Alta tensão
Gás plasma Ar Ar
Consumo de ar 25 l/min 25 l/min
Dimensões (C x L x A) 670 x 490 x 880 mm 820 x 490 x 880
Peso 84 kg 132 kg
Encontrará mais tecnologia de corte em www.kjellberg.de.
Corte manual por plasma

- 24 -- 24 -
Na soldadura sobreposta, também conhecida por Cladding, as peças de trabalho são dotadas de uma camada adicional resistente ao desgas-te, a chamada soldadura sobreposta dura. Esta GHVWLQD�VH�D�¿QV�GH�UHSDUDomR�RX�SDUD�FULDU�superfícies com determinadas características. Quanto menor for o grau de mistura do revesti-mento, considerando a aderência necessária, tanto mais alta será a qualidade da camada. Nas soldaduras por sobreposição são usados métodos como a soldadura MIG/MAG, TIG, por arco submerso e plasma.
As soldaduras de sobreposição são usadas, VREUHWXGR��SDUD�XPD�SURWHomR�H¿FD]�FRQWUD�o desgaste abrasivo e erosivo em máquinas e componentes na exploração mineira, trans-formação de minérios, indústria do cimento e tijolos e na construção de estradas. As superfí-cies são reparadas mediante a aplicação de uma camada altamente aderente, blindadas como proteção anti-desgaste, chapeadas como proteção anticorrosiva e amortecidas para ca-madas intermédias.
Vantagens��Maior vida útil dos componentes em situ-
ações mais exigentes�� Intervalos de manutenção maiores para
peças sujeitas a esforço��Revestimento da superfície fortemente
aderente
Método de soldadura sobreposta
Tecnologia
8P�H[HPSOR�WtSLFR��GHVGH�D�H[WUDomR�GH�FDUYmR�QD�H[SOR-UDomR�D�FpX�DEHUWR�DWp�j�UH¿QDomR�QD�FHQWUDO��),'85�GD�Kjellberg oferece a melhor proteção contra desgaste ao longo de toda a cadeia de valor.
Polimento de uma soldadura sobreposta

- 25 -- 25 -
Prot
eção
ant
i-de
sgas
te
Sistemas de soldadura sobreposta
6LVWHPDV�¿[RV�H�PyYHLV
Pretende fabricar chapas com soldadura sobreposta em sua própria casa? A Kjellberg oferece-lhe uma solução completa de sistemas totalmente automáticos de soldadura sobrepos-WD��HVWDFLRQiULRV��URERWL]DGRV�RX�PyYHLV�
Vantagens da aplicação�� Segurança do processo graças aos blocos
de parâmetros guardados e à recolha de dados de soldadura
�� Alta capacidade do sistema graças ao modo automático
Componentes do sistema�� Pórtico, uma construção estável em aço�� Fontes de corrente para a soldadura�� Cabeças de soldadura�� Painel de comando central para ajuste dos
parâmetros de soldadura�� Armário de distribuição, etc.
Com a sua colaboração, construimos e equi-pamos um pórtico adequado às suas necessi-dades e em função da soldadura sobreposta, da situação no local e de outros parâmetros - independentemente do tamanho ou de outras HVSHFL¿FLGDGHV�
Sistema móvel para moinhos�� Sistema móvel para soldadura sobreposta de
mós de moinho em cimento�� Para aplicação direta no moinho�� Peso reduzido graças ao uso de alumínio�� Adaptação simples a sistemas de transporte
existentes�� (TXLSDPHQWR�SOHQDPHQWH�RSHUDFLRQDO��IRQWH�
de corrente, aparelho de refrigeração, co-mando digital, sistema de eixos com tocha de soldar refrigerada a água
�� Integração do acionamento do moinho (ou motor auxiliar) com interruptor limitador para deslocamento livre do cordão
�� Painel de controlo digital com ecrã tátil (inten-sidade de corrente, tensão, largura do des-locamento do cordão)
�� Eixo transversal de 2000 mm, eixo vertical de 600 mm, motorizado
Para melhorar os resultados da utilização dos nossos pórticos, aproveite igualmen-te a nossa oferta formativa sobre solda-duras sobrepostas. Mais informações na página 46.
3yUWLFR�¿[R�SDUD�VROGDGXUD�GH�FKDSDV�SDGURQL]DGDV�VRO-dadas por sobreposição
O sistema de soldadura móvel é montado pelo utilizador nas suas instalações e, em seguida, novamente desmontado.
Estação de soldadura robotizada para preparação de rodas ferroviárias

- 26 -- 26 -
Chapas soldadas por sobreposição
Chapas padronizadas
Qualidades e dimensões especiais a pedido.
As chapas com soldadura sobreposta podem ser cortadas a plasma, moldadas e soldadas, TXDQGR�UHVSHLWDGDV�DV�QRUPDV�HVSHFL¿FDGDV��Para evitar depósitos de material ou para mel-horar as propriedades de deslize, a Kjellberg fornece chapas com superfícies especialmente lisas.
Materiais da chapa de baseTodos os aços que podem ser soldados, por ex-emplo, S235, S355, QSTE 690, 1.4301, 1.4828
Material da soldadura sobreposta duraCarboneto de cromo em estrutura martensítica/austenítica
Chapa Fidur 10/65 P Fidur 10/65 VP Fidur 10/65 WP
Composição do ma-terial de soldadura
���&������&U ���&������&U�����1E
���&������&U�����1E��
���0R��9��:
Dureza 60 HRC 62 HRC 65 HRC
Temperatura máx. de utilização
350 °C 350 °C 700 °C
Qualidades
Chapa padronizada soldada por sobreposição do tipo Fidur 10/65 P
Dimensões
Comprimento 2.000 mm 2.500 mm 3.000 mm
Largura 1.000 mm 1.250 mm 1.500 mm
Espessura (material de base + revesti-mento)
4 + 2 mm5 + 3 mm6 + 4 mm8 + 5 mm
8 + 10 mm8 + 12 mm
5 + 3 mm6 + 4 mm8 + 5 mm
8 + 10 mm8 + 12 mm
6 + 4 mm8 + 5 mm
8 + 10 mm8 + 12 mm
Chapas especiais
Construções prontas a montar são fabricadas a partir de chapas padronizadas soldadas por sobreposição ou componentes pré-confecio-nados são soldados posteriormente com recur-so à moderna tecnologia da robótica.
Cortes a plasma soldados por sobreposição na indústria da linhite
Comprimento máx. 6.000 mm
Largura máx. 2.000 mm
Diâmetro mín. do furo 6 mm
Espessura máx. da chapa 8 + 12 mm
Cortes a plasma
Componentes com soldagem sobreposta
Componentes Tubos, cotovelos,
(revestimento interior)
Recipientes, ciclones, outras
construções
Recipientes, ciclones, outras
construções
Diâmetro mín. 200 mm — —
Diâmetro máx. — 2.500 mm 1.500 mm
Comprimento máx.
— 4.000 mm 4.000 mm
Largura máx. — 2.500 mm —
Peso máx. do componente
— 5.000 kg 2.500 kg

- 27 -- 27 -
Prot
eção
ant
i-de
sgas
te
Soldadura de plasma com arco transferido e de bujão
PSI 350
7HFQRORJLD�ÀH[tYHO�GH�SURWHomR�FRQWUD�GHVJDVWH
Com o PSI 350, a Kjellberg oferece uma tecno-ORJLD�ÀH[tYHO�H�GH�DOWD�TXDOLGDGH�SDUD�D�VROGDGX-ra de plasma com arco transferido e soldadura de bujão com plasma. Ambos os métodos são fáceis de automatizar graças ao PLC integrado.
Vantagens
�� Operação confortável devido aos programas de VROGDGXUD�SUHGH¿QLGRV��SDUkPHWURV�UHJXOiYHLV
�� Regulação eletrónica do gás, unidade de refri-geração integrada
�� Comando digital no painel de comando externo
A soldadura de plasma com arco transferido (PTA) é uma variante da soldadura por plas-ma. Com um método de arco elétrico, que se encarrega da ignição e do estritamento do gás ionizado árgon ou hélio no bocal de plasma refrigerado, os sistemas PTA atingem um densi-dade energética mais elevada em comparação com os métodos de soldadura convencionais.
Soldadura de plasma com arco transferido
�� Revestimentos de camadas duras, resisten-tes ao desgaste e/ou à corrosão em peque-nos componentes que sejam difíceis de ser aplicados com arame
�� Intensidades de corrente superiores a 300 A
Soldadura de bujão com plasma
�� Utilização em soldaduras de cordão longitudi-nal e circular, recipientes e solos
�� Sem preparação adicional do cordão em arestas da peça praticamente paralelas
�� Reduzida transmissão de calor, deformação mínima
�� Necessidade reduzida de material suplementar
Tecnologia
Vantagens
�� Mistura reduzida com o material de base�� Zona afetada pelo calor de pequenas di-
mensões, taxa de deposição elevada�� Verdadeira união metalúrgica entre o material
de base e o aditivo�� Mistura de aditivos e pó fácil de fabricar em
função do requisito�� Reprodutibilidade dos resultados devido ao
elevado grau de automatização
PSI 350
Número de artigo .11.105.202
Tensão de rede 3˜400 V (������50 Hz)
Potência de ligação 23,6 kVA
Intervalo de corrente de soldadura 50 – 350 A
Classe de proteção IP 23
Dimensões (C x L x A) 1.020 x 750 x 1.130 mm
Peso 180 kg
Dados técnicos

- 28 -- 28 -
Equipamentos
Equipamentos tensores da série RSV
A Kjellberg fabrica por encomenda modelos HVSHFt¿FRV�SDUD�RV�FOLHQWHV�D�SDUWLU�GD�WHFQR-logia padrão.
Os equipamentos para soldadura da série RSV facilitam o tensionamento, a rotação e o bascu-lamento de secções circulares. A série RSV é a ideal para a soldadura manual e totalmente au-tomática de tubos. O modelo compacto torna os equipamentos não só atrativos para a pré-pro-dução industrial, como também para instalações e montagens diretamente no estaleiro.
Os equipamentos tensores da Kjellberg funcio-nam de acordo com o princípio de rolos tenso-res. A peça de trabalho é incorporada em dois rolos de acionamento e um rolo de compressão. Mesmo as peças de trabalho curvas podem ser esticadas e processadas de forma rápida e centrada.
Vantagens
�� Função de basculamento manual até 135 ° (acionamento elétrico opcional)
�� Velocidade de rotação com regulação contí-nua, independentemente do diâmetro da peça de trabalho
�� Soldadura sem reajuste e interrupção do cordão em posição idêntica
�� 9LUDJHP�H�UHFRQ¿JXUDomR�UiSLGD�HP�SHoDV�GH�trabalho idênticas
Os equipamentos de soldadura da série RSV permitem as mais diversas soldaduras de tubos.
Dados técnicos
RSV 150 RSV 500 RSV 1000
Número de artigo .18.600.210.002 .18.600.200.011.21 .18.600.210.004
Velocidade de rotação LQ¿QLWDPHQWH�YDULiYHO�
até 130 cm/min até 130 cm/min até 130 cm/min
Diâmetro numa peça de trabalho esticadapeça de trabalho não esticada
20 – 200 NW20 – 300 NW
20 – 400 NW25 – 1.000 NW
25 – 800 NW30 – 2.000 NW
Momento de basculamento máximo 150 Nm 740 Nm 3.430 Nm
Carga máxima emposição horizontal dos rolosposição vertical dos rolos
300 kg150 kg
1.000 kg500 kg
2.000 kg1.000 kg
Torque no rolo motriz 50 Nm 200 Nm 490 Nm
Ligação da corrente 220 V, 50 Hz 220 V, 50 Hz 380 V, 50/60 Hz
Consumo de potência 200 W 400 W 1,5 KW
Peso 110 kg 260 kg 800 kg

- 29 -- 29 -
Peri
feri
a da
sol
dadu
ra
Equipamentos
Mesa rotativa basculante com ângulo de basculamento de 135 °As mesas rotativas basculantes da série DK são projetadas para a soldadura de diferentes geometrias. O componente é rodado a uma velocidade de rotação de ajuste contínuo para um disco transversal basculante. É possível controlar uma peça de trabalho com até 500 kg de peso por um interruptor de pé. Além disso, é usada uma unidade de controlo manual.
Como opção, a série DK pode ser fornecida com um equipamento tensor a partir de um diâmetro de 25 mm.
Graças aos diferentes modelos da mesa rotati-va basculante DKT 1000 H ajustável em altura, é possível girar e posicionar com facilidade peças de trabalho para realizar a soldadura manual e automática.
Ajustável em altura: DKT 1000 H
Dados técnicos
Modelo Diâmetro dos discos transversais
Capacidade máxima de carga
Velocidade de rotação (aproximada)
Corrente máx. de soldadura
DK 50 300 mm 20 kg 0–6 U/min 400 A
DK 300 500 mm 300 kg 0–3 U/min 400 A
DK 500 650 mm 500 kg 0–2,5 U/min 400 A
DK 1500 1.000 mm 1.500 kg 0–1,5 U/min 600 A
DK 3000 1.100 mm 3.000 kg 0–1 U/min 600 A
DK 5000 1.500 mm 5.000 kg 0–1 U/min 600 A
Outros modelos poderão ser fabricados a pedido.
DKT 1000 H
Número de artigo .11.105.202
Ligação de rede CEE-16 A-3 x 400 V/PE
Transmissão de corrente de soldadura ����$�,�������('
Diâmetro dos discos transversais 800 mm
Ajuste máx. em altura 600 mm 600 mm (opcional)
Ângulo de basculamento máx. 120 °
Momento de basculamento máx. 3.500 Nm
Torque máx. 710 Nm
Velocidade de rotação 0–5 rpm 0–5 U/min
Capacidade de carga 1.000 kg
Pressão hidráulica 150 bar 150 bar
Peso 1.000 kg
Dados técnicos
Vantagens�� Soldadura sem interrupção do cordão em
posição constante�� Ajustável em altura graças aos cilindros
hidráulicos�� Velocidade de rotação pré-ajustável�� Basculamento eletromotriz�� Comando eletrónico protegido no armário
de distribuição
Como opção, as DKs podem ser fornecidas com ligação a terra rotativa

- 30 -
$V�PHVDV�GH�¿[DomR�GD�.MHOOEHUJ�SDUD�VROGD-GXUD�GH�YLJDV�H�GH�SHU¿V�VmR�IDEULFDGDV�SDUD�diferentes necessidades a pedido do cliente.
0HVDV�GH�¿[DomR
$V�PHVDV�GH�¿[DomR�GD�.MHOOEHUJ�VmR�SHUVRQDOL]DGDV�SDUD�o cliente.
Dispositivos de rotação dos blocos de rolosVersão
�� Velocidade de rotação 75-1500 mm/min�� Ajuste manual ou, opcionalmente, motorizado
do diâmetro�� Unidade de controlo manual�� Versão estacionária ou móvel como opção
Versão
�� Para componentes de diferentes diâmetros�� Outros diâmetros a pedido
Dados técnicos
Cavalete ajustável em altura
Dados técnicosModelo Carga útil máx.
por secção Carga rotativa máx. Diâmetro mín.
do recipienteDiâmetro máx.
do recipienteDiâmetro dos rolos Largura dos rolos
BDV 2000 1.000 kg 20 kg 200 mm 2.500 mm 250 mm 120 mm
BDV 5000 2.500 kg 300 kg 200 mm 3.000 mm 250 mm 120 mm
BDV 10000 5.000 kg 500 kg 300 mm 4.000 mm 415 mm 200 mm
BDV 15000 7.500 kg 1.500 kg 300 mm 4.000 mm 415 mm 370 mm
BDV 20000 10.000 kg 3.000 kg 300 mm 4.500 mm 415 mm 370 mm
Cavalete ajustável em altura para componentes de diferen-tes diâmetros.
Os blocos de rolos estão disponíveis em diferentes versões.
- 30 -
Equipamentos
Cavalete
Curso de ajuste 300 mm
Carga máx. 300 kg
Altura mín. 600 m

- 31 -- 31 -
Peri
feri
a da
sol
dadu
ra
Equipamentos
Pórticos de soldadura e estruturas móveis de solo
A Kjellberg fabrica versões personalizadas a pedido.
Os pórticos de soldadura da Kjellberg são fabricados de acordo com as necessidades do cliente. Dependendo dos requisitos estão equipados com esteiras porta-cabos, conjuntos de rodas, armário de distribuição, comando bem como circuito de segurança.
Versões
Para soldaduras de união�� Versão para soldaduras de ângulo (área de
aplicação principal), estrado para fontes de corrente de soldadura, versão com carrinho para talha ou cremalheira, para montagem da tecnologia de soldadura
Para soldaduras sobrepostas�� Incluindo equipamento oscilante (sobre eixo
linear) completo com equipamento de sol-dadura e dispositivo de desbobinagem do arame
Os pórticos de soldadura Kjellberg são fabricados à medida das exigências de cada cliente.
Dados técnicos
Mastro de soldadura
Como são produzidos de acordo com as neces-sidades do cliente, os mastros consistem em tubos quadrados com réguas de guia processa-das. A versão estacionária com rotação de 360° está equipada com um dispositivo de imobili-zação manual.
Versão
�� Velocidade da lança �� Velocidade de elevação de 150 cm/min�� Equipamento de retenção de segurança�� Coroa/ângulo giratório �� Opcionalmente com estrutura móvel motorizada�� Altura útil mínima sob a lança �� Bitola a partir de 1435 mm Os mastros de soldadura podem ser disponibilizados em
modelos especiais a pedido.
Modelo Altura útil máx. (sob a lança)
Altura total Elevação da lança Carga útil máx.
KSM 2,5 x 2,0 2.500 mm 3.500 mm 2.000 mm 300 kg
KSM 2,5 x 2,5 2.500 mm 3.500 mm 2.500 mm 250 kg
KSM 3,0 x 2,5 3.000 mm 4.000 mm 2.500 mm 200 kg
KSM 3,0 x 3,0 3.000 mm 4.000 mm 3.000 mm 200 kg

- 32 -- 32 -
Mastro telescópico com braço dobrávelO mastro telescópico da Kjellberg com braço dobrável é único na sua mobilidade. A lança pode expandir-se ou recolher-se graças às suas articulações. Dessa forma, é possível economi-zar espaço no local de trabalho do mastro. Para XPD�ÀH[LELOLGDGH�DLQGD�PDLRU��R�PDVWUR�SRGH�rodar em torno do seu eixo e é ajustável em altura.
Vantagens�� Economia de espaço devido à lança dobrável
com ajuste telescópico em altura�� Braço dobrável com 3 m de extensão�� Rotação de 360 ° em torno do seu eixo�� Banco para soldador opcional
Dados técnicos
Personalização
Soluções de sistema completas
A par de uma vasta tecnologia normalizada de alta qualidade, os produtos feitos à medida são necessários sobretudo na grande indústria – um trator padronizado da série KA pode requerer, por exemplo, uma cabeça de soldadura especial TXH�SRVVD�VHU�¿[DGD�UHSHQWLQDPHQWH�LQYHUWLGD�e, talvez, deva soldar em rotação, mastros mais altos ou uma lança mais comprida, os pórticos podem necessitar de calhas especiais e muitas RXWUDV�QHFHVVLGDGHV�HVSHFt¿FDV��2V�QRVVRV�técnicos - designers, construtores, mecâni-cos, engenheiros de soldadura, montadores e consultores - formam uma equipa motivadapara dar resposta às encomendas mais difíceis e até fora do comum.
Em estreita colaboração consigo, na qualidade de cliente, planeamos, construimos, montamos e testamos peça por peça um sistema de sol-dadura totalmente personalizado. Muitas vezes, estes produtos feitos à medida são sistemas complexos. Para que todas as pessoas envol-vidas na operação consigam dominá-los em segurança, a Kjellberg coloca à sua disposição acções formativas e também um serviço de assistência. Saiba mais sobre este assunto na página 46.
A Kjellberg também fabrica a pedido mastros telescópicos em tamanhos especiais.
Mastro telescópico
Curso da lança 3 m
Altura máx. sob a lança 4 m
Ângulo de rotação máx. ����
3HVR�Pi[��QR�¿QDO�GD�ODQoD� 400 kg
Dimensões da lança recolhida (C x L x A) 2.050 x 1.888 x 3.390 mm
Peso 4.270 kg
Mastro telescópico com mobilidade multicinemática

- 33 -- 33 -
Solu
ções
de
sist
ema
Na prática
Sistema de soldadura de recipientes e tubosCaso de aplicação�� Soldadura de recipientes e tubos�� Cordões circulares e longitudinais�� Soldaduras SAW com vários arames até 5 mm
de diâmetro�� Diâmetro do componente 1.000 mm – 4-000 mm
Características�� Mastro de soldadura móvel em sistema de
calhas�� Blocos de rolos com capacidade de carga total
máxima de 30 toneladas�� Soldadura de cordões interiores e exteriores�� Acompanhamento automático tátil do cordão
nas duas tochas
O sistema de calhas permite reduzir os tempos de solda-dura não produtivos durante a troca da soldadura interior e exterior.
Sistema de soldadura de vigas em T duplasCaso de aplicação�� Soldadura de chapas de alma e de correia SDUD�SHU¿V�FUX]DGRV�H�HP�GXSOR�7��EHP�FRPR�de traves ocas em posição PA e PB
�� Soldaduras de arame duplo SAW
Características�� 'LPHQV}HV�GR�SyUWLFR��������[�������[�������PP�� Percurso de até 32 m, Carga máx. 350 kg�� Velocidade de soldadura 0,1 – 2 m/min�� Até um máximo de 2 x 3 mm de arame por lado
O pórtico permite a soldadura de componentes até um tamanho de 4 m.
Sistema de soldadura de recipientes SAWCaso de aplicação�� Soldaduras de união de chapas de aço laminado�� Cordões cilíndricos e longitudinais (2 sistemas
separados)�� Diâmetro de recipiente máximo 800 mm�� Espessura da chapa 3 mm, Dimensões máximo
1,8 x 2,3 m�� 0DWHULDLV��DoR�GH�FRQVWUXomR��DoRV�SDUD�UHFLSLHQ-
tes sob pressão
Características�� Estrutura de base maciça com duas combi-
nações de suportes e dispositivo de rotação para o recipiente
�� Com mandril de alojamento, guia de deslize dos rolos e combinação de suporte
Com o sistema de soldadura de recipientes, é possível soldar dois cordões circulares ao mesmo tempo.

- 34 -- 34 -
Na prática
Sistema de soldadura GH�FDOKDV�SHU¿ODGDVCaso de aplicação�� Estrutura de solo SAW com lança e duas cabeças
de soldadura com diagonal de fenda estreita�� Soldadura de cordão longitudinal SAW de SHU¿V�HP�IRUPD�GH�FDL[D��YLJDV�HP�7�H�SHU¿V�trapezoidais
�� Cordões de meio V�� Espessuras de chapa 10 – 30 mm�� 'LPHQV}HV�Pi[������[�����P��0DWHULDO��+DUGR[����
Merkmale�� Mecanização da soldadura de cordão longitudinal�� Rotação de 360° por unidades de posicionamento
Além do arame duplo SAW, o sistema de soldadura de vigas possui ainda uma grande mesa rotativa basculante.
Sistema de soldadura de calhas
Caso de aplicação�� Carro de transporte de soldadura SAW para a UHJHQHUDomR�GH�FDOKDV�SHU¿ODGDV�SDUD�YHtFX-los sobre carris
�� Equipado com tecnologia de soldadura SAW SDUD�DXPHQWR�GD�H¿FLrQFLD�HP�FRPSDUDomR�com a MIG/MAG
Características�� Posicionamento na calha graças a rodas de ERUUDFKD�UHWUiWHLV�D�PRWRU��QR�ORFDO�GH�XWLOL-]DomR�GH�IRUPD�UiSLGD�H�ÀH[tYHO
�� Fonte de corrente GTH 802 adequada para o funcionamento com gerador com pacote de mangueiras de 35 metros
Regeneração rápida de calhas devido ao carro de transpor-WH�ÀH[tYHO
6LVWHPD�GH�VROGDGXUD�GH�SHU¿V�6$:
Caso de aplicação�� 6ROGDGXUD�GH�SHU¿V�GH�JRWHLUD�� Soldadura de arame duplo SAW Ø 2 x 2,5
mm, componentes de comprimento até 13 m
Características�� Estrutura móvel de solo com lança lateral em
sistema de calhas (comprimento da calha 16000 mm)
�� Dois carros lineares com eixos verticais num eixo transversal universal na lança lateral
�� Eixo transversal 2000 mm &RP�R�VLVWHPD�GH�SHU¿V��p�SRVVtYHO�VROGDU�FRUG}HV�ORQJLWX-dinais na posição PA.

- 35 -- 35 -
Solu
ções
de
sist
ema
Na prática
Sistema de soldadura robotizado MIG/MAGCaso de aplicação�� Soldaduras de cordão de ângulo de vigas e SHU¿V�DWp���PP�GH�HVSHVVXUD�~WLO
�� Soldadura MIG/MAG com tecnologia newArc�� 3HU¿V�GH�GLPHQV}HV�DWp�����[�����[�����PP
Características�� Aplicação robótica com posicionador de
viragem�� Soldadura de um componente com colocação
simultânea de um segundo componente�� Soldaduras multicamadas em componentes
de grande espessuraCom o sistema robotizado, também é possível realizar geometrias de componentes complexas.
Pórtico de soldadura sobreposta
Caso de aplicação�� Soldadura sobreposta de placas�� Alternadamente soldadura de arame de eixo/SAW�� Placas de tamanho máximo 15 x 3 m
Características�� Envergadura 3,5 m, comprimento da calha 6 m�� Dois carros lineares num eixo transversal
universal com 3 m de percurso�� Largura de oscilação por cabeça de soldadu-
ra, máximo 80 mm�� Aspiração de fumos no local da soldadura�� Versão à prova de poeira do sistema comple-
to, incluindo eixos de deslocamento e armário de distribuição
Com este sistema, é possível soldar simultaneamente com uma ou duas tochas no modo oscilante.
Sistema de soldadura de duas tochas
Caso de aplicação�� 6ROGDGXUD�GH�SHU¿V�GH�YLJDV�UHFRV�H�FXUYRV�
para a construção de veículos�� Soldadura MIG/MAG com tecnologia newArc
Características�� Estrutura móvel de solo com lança�� Duas fontes de corrente de soldadura KH600
newArc para a soldadura simultânea de dois cordões de ângulo
�� Acompanhamento automático tátil do cordão nas duas tochas, menor deformação O sistema MIG/MAG duplo foi concebido especialmente
para a construção automóvel.

- 36 -- 36 -
Pó para soldadura
Pó KF FB-TT
2�Sy�j�EDVH�GH�ÀXRUHWR�p�XVDGR�SDUD�D�VROGD-GXUD�GH�DoRV�GH�FRQVWUXomR�GH�JUmR�¿QR�GH�caráter geral e de alta tenacidade, bem como aços a baixa temperatura e resistentes ao en-velhecimento. Soldaduras tandem, circulares e múltiplas, bem como a produção de componen-tes offshore, podem ser executadas através da VROLGL¿FDomR�UiSLGD�GD�HVFyULD��
Propriedades mecânicas
KF S2 KF S3 KF S2Mo
ReL/Rp0,2 MPa >330 N/mm2 >430 N/mm2 >500 N/mm2
Pressão 450 – 550 N/mm2 530 – 630 N/mm2 580 – 680 N/mm2
A5 !����� !����� !�����
KV 20 °C > 160 J > 160 J > 120 J
0 °C > 140 J > 140 J > 100 J
-20 °C > 80 J > 80 J > 80 J
-40 °C > 30 J > 70 J > 50 J
-60 °C - > 30 J > 30 J
Pó AB 123
O pó à base de aluminato para soldadura de aços de construção gerais adequa-se sobre-tudo a soldaduras individuais e múltiplas. A escória existente é fácil de remover.
Propriedades mecânicas
Para melhores resultados de soldadura, utilize os arames de soldadura reco-mendados S2, KF S3 e KF S2Mo.
Características
��1RUPD�,62��������6$�)%�����$&�+���+RPRORJDo}HV��7h9��'%��*/��$%6��7DPDQKR�GR�JUmR������±�����PP��(VSHVVXUD������NJ�GP3
��&RPSRVLomR��6L22 + TiO2; CaO + MgO; Al2O3 MNO; CaF2
��$FRQGLFLRQDPHQWR�����NJ�HP�VDFRV�GH�SOiVWLFR��&RUUHQWH�SRODULGDGH��$&��'&��DWp�������$��7HPSHUDWXUD�GH�VHFDJHP�UiSLGD�������&���K
Características
��1RUPD�,62��������6$�$%�����$&�+���7DPDQKR�GR�JUmR�����±����PP��(VSHVVXUD������NJ�GP3
��&RPSRVLomR��6L22 + TiO2; CaO + MgO; Al2O3
MNO; CaF2
��$FRQGLFLRQDPHQWR�����NJ�HP�VDFRV�GH�SOiVWLFR��&RUUHQWH�SRODULGDGH��$&��'&��DWp�������$��7HPSHUDWXUD�GH�VHFDJHP�UiSLGD�������&���K
KF S2 KF S3 KF S2Mo
ReL/Rp0,2 MPa >380 N/mm2 >430 N/mm2 >430 N/mm2
Pressão 510 – 610 N/mm2 530 – 630 N/mm2 >550 – 650 N/mm2
A5 !���� !��� !���
KV -40 °C > 47 J > 47 J > 47 J
Pó KF AR D1
O pó à base de aluminato-rutilo é usado para a soldadura de aços universais para soldaduras tandem e de múltiplos arames. Adequa-se tam-bém a torres em espiral e de espessura estreita.
Propriedades mecânicas
Características
��Norma DIN EN 760 ��7DPDQKR�GR�JUmR������±�����PP��(VSHVVXUD������NJ�GP3
��&RPSRVLomR��6L22 + TiO2; Al2O3 MNO; CaF2
��$FRQGLFLRQDPHQWR�����NJ�HP�VDFRV�GH�SOiVWLFR��&RUUHQWH�SRODULGDGH��$&��'&��DWp�������$��7HPSHUDWXUD�GH�VHFDJHP�UiSLGD�������&���K
KF S2
ReL/Rp0,2 MPa > 400 N/mm2
Pressão 500 – 600 N/mm2
A5 !����
KV 20 °C, 0 °C, -20 °C, -40 °C, -60 °C > 47 J

- 37 -- 37 -
Aditi
vos
Arame de solda
Arame de soldadura por arco submersoA ferrugem não entra em arames de soldadura maciços em cobre.
Propriedades mecânicas
Características
��1RUPD�(1�,62�������$��6���6���6�0R��+RPRORJDo}HV��7h9��'%��*/��$%6
KF S2 KF S3 KF S2Mo
DIN 8557 S2 S3 S2Mo
ASME/AWS A 5.17/EM 12 K A 5.17/EM 13 K A 5.23/EA 2
EN 756 S2 S3 S2Mo
Arame de solda MIG/MAG
Os arames maciços revestidos a cobre ade-quam-se à soldadura de aços sem liga ou de baixa liga.
Propriedades mecânicas
Características
��1RUPD�(1�,62�������$��*�6L���*�6L����*iV�GH�SURWHomR�FRQIRUPH�D�(1�,62��������0�
21 + C1��+RPRORJDo}HV��7h9��'%��*/��$%6��Resistência à tração abaixo de 530 N/mm2
KF G3Si1 KF G4Si1
ReL/Rp0,2 MPa >420 N/mm2 >460 N/mm2
Pressão 500 – 640 N/mm2 530 – 690 N/mm2
A5 !���� !����
KV -40° >47 J
-50° >47 J
Arame de enchimento
O arame de enchimento da Kjellberg é espe-cialmente adequado para a proteção contra o desgaste.
Qualidades do arame de enchimentoFidur
10/65 FDFidur
10/65V FDFidur
10/65W FDFidur
10/65B FD
Material de soldadura
5��&��30��&U
5��&��22��&U��7��1E
5��&������Cr, 7��1E��
7��0R��9��:
4,5��&�����6L��1,6��0Q������Cr, 1��%��9��:
Dureza 60 HRC 62 HRC 65 HRC 65 HRC
Tempe-ratura de aplicação máx.
350 °C 350 °C 700 °C 350 °C
Diâmetro 1,6 mm; 2,4 mm 2,8 mm; 3,2 mm
Acondicionamento 15 kg Bobina de fundo de cesta
25 kg Bobina de mandril, 250 kg Tambor
Arame MIG/MAG da Kjellberg para aços sem liga ou de baixa liga
Diâmetro 2,0 mm; 2,5 mm; 3,0 mm; 4,0 mm
Acondicionamento 25 kg Bobina de fundo de cesta
Diâmetro 0,8 mm, 1,0 mm, 1,2 mm
Acondicionamento 15 kg Bobina de mandril
Arame de enchimento para soldaduras por sobreposição da Kjellberg

- 38 -- 38 -
Elétrodos de soldadura
Elétrodos sem ligaconforme a DIN EN ISO 2560-A, AWS A 5.1
�� LLOYD rutilo, para a construção naval
��//2<'�*5h1 rutilo-celulósico, para a construção naval
��PRIMA rutilo-celulósico, para todas as posições
��PRIMA BLUE rutilo-celulósico, elevada resistência, para todas as posições
��TITAN ROT rutilo, revestimento espesso
��TITAN S rutilo, elevada resistência e tenacidade, revestimento espesso
��TITAN à base de rutilo
��TITAN K à base de rutilo com elevada resistência, tenacidade
��OPTIMAL j�EDVH�GH�UXWLOR��SDUD�FKDSDV�¿QDV��KONTAKT 160 rutilo, revestimento espesso, alta capacidade
��TRUMPF ácido, elétrodos especiais
��PROGRESS básico, para cordões verticais ascendentes
��GARANT básico
� GARANT S básico, elevada resistência
��GARANT K básico, liga em Ni, elevada resistência e tenacidade, baixo teor de H2
��GARANT X à base de rutilo, revestimento duplo
��GARANT BR revestimento duplo básico
��GARANT AC/DC básico, elevada resistência
��PERFEKT básico, para cordões verticais descendentes
��KORREX básico, para aços resistentes a intempéries e a ferrugem
Elétrodos sem liga Optimal
Elétrodos resistentes ao calorconforme a DIN EN ISO 3580-A, AWS A 5.5
��KOMPLEX W UXWLOR��������0R
��IMPULS EiVLFR��������1L��������0R�
��MOB EiVLFR��������0R
��CROMO 1R UXWLOR������&U��������0R
��CROMO 1B EiVLFR������&U��������0R
��CROMO 2B EiVLFR��������&U������0R
Elétrodos à base de níquelconforme a DIN EN ISO 14172, AWS A 5.11
��FINOX 82 Número do material 2.4648
��FINOX 182 Número do material 2.4620
��FINOX 625 Número do material 2.4621
Elétrodos de alta ligaconforme a DIN EN ISO 3581-A, AWS A5.4
��FINOX 4820 AC �����&U������1L
��FINOX 4842 AC������&U�������1L
��FINOX 4842 B�EiVLFR�������&U�������1L
��FINOX 4829 AC������&U�������1L
��FINOX 4009 AC������&U
��FINOX 4351 B�EiVLFR�������&U��������1L
��FINOX 4015 AC������&U
��FINOX 4316 AC������&U������1L
��FINOX 4551 AC������&U������1L
��FINOX 4551 B básico com elevada tenacidade, �����&U�������1L��1E
��FINOX 4430 AC������&U�������1L������0R
��FINOX 4430 F para cordões verticais descendentes, �����&U�������1L������0R
��FINOX 4576 AC������&U�������1L������0R��1E
��FINOX 4462 AC para aços duplex, �����&U������1L������0R
��FINOX 4519 AC������&U�������1L������0R��&X
��FINOX 4370 AC �����&U������1L������0Q
��FINOX 4370 B EiVLFR�������&U������1L������0Q
��FINOX 4370 S para soldadura por sobreposição de FDOKDV��j�EDVH�GH�UXWLOR�������&U������1L������0Q
��FINOX 4431 AC �����&U�������1L������0R
��FINOX 4337 AC �����&U������1L
��FINOX 4332 AC �����&U�������1L
��FINOX 4459 AC������&U�������1L������0R
��FINOX 29/9 GOLD (OpWURGRV�HVSHFLDLV�������&U�� ����1L
Elétrodo de alta liga Finox 4015 AC

- 39 -
Elétrodo para corte Met-Ox
- 39 -
Aditi
vos
Elétrodos de soldadura
Elétrodos para soldadura sobreposta Fidur 23/250
Elétrodos de soldadura em ferro fundidoconforme a DIN EN ISO 1071, AWS A 5.15
��FICAST NI Níquel puro
��FICAST NIFE������1L�������)H
��FICAST NIFE K Barra de núcleo cobreada NiFe, �����1L�������)H
��FICAST NIFE B�%LPHWDO�������1L�������)H
��FICAST FE à base de ferro, revestimento especial
Elétrodos para soldadura sobrepostaconforme a DIN EN 14700
��FIDUR 1/300 de baixa liga Mo-V, dureza 300 HB
��FIDUR 350 de baixa liga Mn-Cr, dureza 350 HB
��FIDUR 2/55 de baixa liga Cr-Ni-Mo, dureza 55 HRC
��FIDUR 3/50 para ferramentas de trabalho a quente e frio, de baixa liga Cr-W-V, dureza 50 HRC
��FIDUR 4/60 para ferramentas de trabalho rápido, de baixa liga Cr-Mo-W-V, dureza 60 HRC
��FIDUR 6/55 de baixa liga Mn-Cr, dureza 55 HRC
��FIDUR 6/60 resiliente, de baixa liga Cr-Mo-V, dureza 60 HRC
��FIDUR 6/60 R de baixa liga Cr-Mo-V, dureza 60 HRC, adequado a corrente alterna
��FIDUR 7/200 de liga Mn-Cr, dureza 200 HB, capaz de endurecimento a frio até 500 HB
��FIDUR 7200 Mn de liga Mn-Cr-Ni, dureza 200 HB, capaz de endurecimento a frio até 450 HB
��FIDUR 8/200 de liga Cr-Ni-Mn, dureza 200 HB, capaz de endurecimento a frio até 350 HB
��FIDUR 10/60 no caso de desgaste por polimento, ����HP�OLJD�&U��GXUH]D����+5&
��FIDUR 10/65 no caso de desgaste por polimento, dureza 65 HRC
��FIDUR 10/65 W no caso de desgaste por polimento e altas temperaturas, liga Cr-Mo-Nb-W-V, dureza 65 HRC
��FIDUR 10/70 no caso de desgaste por polimento, liga Cr-B, dureza 70 HRC
��FIDUR 23/250 elétrodo básico, número de material 2.4887, dureza 240 HB, capaz de endurecimento a frio até 400 HB
��FILIT 6 elétrodo de cobalto, dureza 40 HRC
��FILIT 21 elétrodo de cobalto, dureza 35 HRC
Elétrodos especiais
��MET-OX Para corte
��KJELGOUGE Para goivagem
��KJELCUT Para corte

- 40 -- 40 -
Carrinho de transporte MIG/MAG e SAW
Características�� Regulação eletrónica da velocidade�� Posiciona-se autonomamente no componen-
te (em materiais ferromagnéticos graças ao sistema magnético permanente)
�� Produção em séries pequenas ou individuais�� Disponível com tocha manual e mecanizada�� Elementos de guia ajustáveis, protegidos
contra salpicos�� Elevada reprodutibilidade e qualidade dos
cordões de soldadura graças ao avanço mecanizado
�� constante e à guia exata da tocha
Dados técnicos
KMF resiste mais do que 16 horas
Adequado para vias estreitas devido à sua largura reduzida de 85 mm.
O KMF solid está disponível com tocha manual e mecani-zada.
�� Ajuste/regulação digital da velocidade�� Posiciona-se autonomamente no componente
(em materiais ferromagnéticos sem necessi-dade de calhas de guia)
�� Com sistema oscilante eletrónico equipável�� Produção em séries pequenas ou individuais,
mesmo com cordões curtos�� Disponível com tocha manual e mecanizada
(ligação remota da fonte de corrente integra-da)
Dados técnicos
KMF solid com força magnética dupla
Número de artigo .11.301.100.100
Velocidade de soldadura 10 – 125 cm/min
Largura da via 85 mm
0RGR�FRP�EDWHULD�VHP�UHFDUUHJDPHQWR������('�� > 16 h
Tempo de carregamento da bateria < 25 min
6LVWHPD�PDJQpWLFR�SHUPDQHQWH��$GHUrQFLD > 180 N
Tipos e posições dos cordões todos excepto PD, PE
Dimensões (C x L x A) 290 x 190 x 170 mm
Peso 4,8 kg
Número de artigo .11.301.101.100
Velocidade de soldadura 10–200 cm/min
Largura da via 140 mm
0RGR�FRP�EDWHULD�VHP�UHFDUUHJDPHQWR������('�� > 12 h
Tempo de carregamento da bateria < 25 min
6LVWHPD�PDJQpWLFR�DWLYiYHO��$GHUrQFLD > 350 N
Tipos e posições dos cordões todos excepto PD, PE
Dimensões (C x L x A) 340 x 220 x 210 mm
Peso 6,8 kg

- 41 -- 41 -
Opç
ões
Comandos
Comando DigiKAS
O comando digital permite a combinação da tecnologia de regulação analógica e da inter-face digital. Dessa forma, é possível aceder a todos os parâmetros pelo touchpad.
Características�� Criação de parâmetros de soldadura e me-
morização de tarefas de soldadura�� Arquivo/memorização de tarefas protegidos
por palavra-passe�� Seleção do idioma�� Opcional para a série KA
2�FRPDQGR�SRGH�VHU�RSHUDGR�SRU�WHFODV�FRP�IXQo}HV�¿[DV�e funções programáveis.
Sensores táteis Sensores indutivos
Apontador de laser ótico Deteção a laser
Monitorização foto-ótica
KAS com comando remoto digital
O comando de máquinas automáticas KAS com ativação externa digital KAS I/O permite, tal como o DigiKAS, a combinação da tec-nologia de regulação analógica e o comando digital de periféricos, tais como comandos de pórtico, mastro e robô. A versão do KAS I/O foi concebida para a montagem no armário de distribuição. A montagem realiza-se sobre uma placa de suporte com as dimensões de 360 mm x 256 mm x aprox. 125 mm (C x L x A). Esta variante está prevista para ser empregue pelo utilizador.
Características�� &RQ¿JXUDomR�GR�FRPDQGR�GH�QtYHO�VXSHULRU�
pelo utilizador�� Transferência de comandos binários ou
analógicos para o KAS�� Expansão do KAS I/O também possível para
um acoplamento de BUS�� 1~PHUR�GH�DUWLJR�����������������
Sistema de acompanhamento do cordão

- 42 -- 42 -
Cabeças de soldadura
Características�� (VFyULD�HOHWURFRQGXWRUD�H�VROGDGXUD�SRU�¿WD�6$:�� Camadas sobrepostas de 3 – 8 mm de
espessura�� Alto rendimento de fusão e reduzido grau de
mistura�� Conforme o aditivo, são possíveis camadas
protetoras da corrosão e do desgaste
Dados técnicos
&DEHoD�GH�VROGDGXUD�SRU�¿WD
$�FDEHoD�GH�VROGDGXUD�SRU�¿WD�SHUPLWH�UHDOL]DU�FDPDGDV�económicas.
Número de artigo .11.300.810
Corrente máxima de soldadura 1.250 A
Tensão de comando 42 V AC/50 Hz
/DUJXUD�GD�¿WD� 30–60 mm
Diâmetro interno mínimo do tubo 500 mm
Dimensões (C x L x A) 275 x 145 x 350 mm
Peso 20 kg
Características�� Pequeno recipiente de pó com bloqueio
pneumático.�� Ponto de luz laser e iluminação LED do local
de trabalho�� Combinação de suporte motorizada com
distância de ajuste real 100 x 100 mm
Dados técnicos
Cabeça de soldadura de tubos interiores
Com comando GTH 802 adaptável à tarefa de soldadura
Diâmetro máx. do arame 2,5 mm
Diâmetro mín. interior do tubo 450 mm
Merkmale�� Tocha com comando à distância e visor
opcional�� Refrigeração extraordinária do bocal de
plasma
Dados técnicos
Tocha de soldadura de plasma com arco transferido
A tocha PTA pode ser usada para a soldadura com robô.
Corrente de soldadura 50 – 350 A
Tensão de soldadura 15 – 40 V
Diâmetro do elétrodo de tungsténio 3,2 ou 4,0 mm
Peso 1,5 kg

- 43 -- 43 -
Opç
ões
Características�� (OHYDGD�H¿FiFLD�� Soldadura simultânea com uma cabeça de
soldadura AC/DC�� A pedido do cliente, a Kjellberg também
fabrica cabeças de soldadura de arames múltiplos
Dados técnicos
Cabeça de soldadura tandem
Soldadura tandem, por exemplo, em suportes de máquinas automáticas
Número de artigo .17.000.487.500
Corrente máxima de soldadura por 1.000 A
Tensão de comando 44 V
Diâmetro do arame 2 x 3–2 x 4 mm
Cabeças de soldadura
Tocha de arame de enchimento refrigerada a águaCaracterísticas�� Para a soldadura com arames de enchimento
autoprotetores�� O diâmetro de aperto da tocha é de 12 mm
Dados técnicos
As ligações das mangueiras da tocha para avanço e retorno da água estão dimensionadas para o bico da mangueira R3/8".
Número de artigo .17.000.082.000
Corrente máxima de soldadura 1.250 A
Tensão de comando 42 V AC/50 Hz

- 44 -- 44 -
Cabeças de soldadura
Diagonal de fenda estreita
Características�� Maior economia devido ao menor volume do
cordão�� Bocal reto de contacto da corrente ou bocal
angulado em 15 graus para cordões de ângulo
�� Montagem simples em sistemas já existen-tes como mastros, pórticos e tratores sem alterações do comando
Dados técnicosA diagonal de fenda estreita pode ser adaptada a máquinas automáticas KA.
Número de artigo .11.300.103.580
Diâmetro do arame 2,5–5 mm
Largura do sistema de pó 15 mm
Profundidade de imersão com sistema de pó 200 mm
Profundidade máxima de imersão 250 mm
Largura da fenda mín. 25 mm
Peso 4,4 kg
Porta-bocal UP/UPP
Características�� Adequado para a série KA com lote de pó e
ligação à corrente�� Disponíveis versões especiais em diferentes
comprimentos ou como variante angulada
Dados técnicos
O portal-bocal UP também está disponível na versão para um diâmetro de arame até 5 mm.
Porta-bocal SAW de fenda estreita
É possível obter por encomenda um porta-bocal de fenda estreita para um diâmetro de arame entre 3 e 5 mm.
Número de artigo .11.300.103.580
Diâmetro do arame 1,6–3 mm
Corrente máxima de soldadura 600 A
Tensão de soldadura 26 – 35 V
Velocidade de avanço do arame 0,1–10,1 m/min
Velocidade de soldadura 0,25–1,0 m/min
UP 3 mm UP 5 mm UPP
Número de artigo .11.300.103.560 .11.300.105.560 .11.300.700.560
Diâmetro do arame
1–3,2 mm 3–5 mm 2 x 1–2,5 mm
Características�� Menor ângulo de abertura em cordões em V/x�� Menor deformação devido a menor transmis-
são de calor
Dados técnicos

- 45 -- 45 -
Opç
ões
Unidade de refrigeração e acessórios
Unidade de água de refrigeração KWE 750
Retorno pneum. do pó Recipiente sob pressão 50l, 100 l
Recipiente de pó 6 l, 10 l
Bocais de aspiraçãoBocais de contacto de corrente planos
6DFRV�GH�¿OWUDJHP
Bocais de contacto de corrente
Tampas de pó
Dados técnicos
Refrigeração de retorno de componentes aquecidos por refrigerante.
Número de artigo .11.140.804
Fonte de alimentação 1 x 230 V, 50/60 Hz + PEN
Fusível de rede, lento 16 A
Capacidade do tanque 11 l
Potência de refrigeração 3.600 W
Pressão de serviço máxima 6 bar
Dimensões (C x L x A) 730 x 390 x 460 mm
Peso 32 kg
Sistemas de transporte de pó
Peças de desgaste
Martelo de escória padrão
Capacete de soldador
Martelo pneumático de escória
Escova manual
Acessórios
Ligação rotativa a terra Sistema de mastro giratório
Luvas de soldador Pistas de rodagem KA

- 46 -- 46 -
Assistência
O aluguer para períodos de maior produção, paragens por motivos de manutenção e picos de produção deixou de ser um prob-lema. Também disponibilizamos aconsel-hamento e entregas, tal como formação GHWDOKDGD�H�UHFROKD�DSyV�R�¿QDO�GR�WUDEDOKR��As aplicações e opções de combinação da QRVVD�JDPD�VmR�WmR�GLYHUVL¿FDGDV�FRPR�RV�seus pedidos à Kjellberg. Por essa razão, é possível obter preços exatos do aluguer por telefone ou online mediante preenchimento do nosso formulário.
Condições de aluguer��Duração mínima do aluguer de uma
semana��Entrega, recolha e formação opcionais��Aconselhamentos e ofertas são gratuitos
e não vinculativos
&RQWDFWR��0DQXHO�.RUQHN7HOHIRQH������������������
Aos seus clientes a Kjellberg disponibiliza não apenas a tecnologia mais adequada, FRPR�WDPEpP�FRQKHFLPHQWRV�DODUJDGRV��desde a colocação em funcionamento de novos sistemas e máquinas automáticas com formação adequada, passando por testes e ensaios individuais, até formações sobre tecnologia e técnica – a Kjellberg orienta-se totalmente pelas necessidades dos seus clientes.
Temas de formação��Formações técnicas em sistemas e má-
quinas automáticas especiais
��Elaboração de tecnologias, por exemplo, ensaios de soldadura
��Formações sobre a operação e o funci-onamento da nossa tecnologia de solda-dura, bem como diferentes métodos de soldadura
&RQWDFWR��)UDQN�6SUHFKHU7HOHIRQH������������������
Além da reparação de sistemas e má-quinas da marca Kjellberg, o serviço de apoio ao cliente também está disponível para mantê-lo atualizado nos seguintes FDVRV�
��Reprocessamento de tecnologia Kjellberg usada
��Atualização de inovações técnicas��Reconstrução individual de sistemas
usados��Serviço de manutenção
&RQWDFWR��Frank Sprecher, 7HOHIRQH������������������
Johannes Primpke, 7HOHIRQH������������������
A Kjellberg faz de si um especialista! Serviço de apoio ao cliente: sempre à sua disposição
Com o nosso serviço de aluguer

- 47 -
Reunir-se é um começo, permanecer juntos é um progresso e trabalhar juntos é um sucesso.
(Henry Ford; * 30 de Julho de 1863, † 7 de Abril de 1947, fundador da Ford Motor Company.)

Consultor e fornecedor global
Kjellberg Finsterwalde Schweißtechnik und Verschleißschutzsysteme GmbHOscar-Kjellberg-Str. 18 | 03238 Finsterwalde | Alemanha7HO�����������������_�)D[����������������www.kjellberg.de | [email protected]�QRVVRV�SURGXWRV�GLVWLQJXHP�VH�SHOD�VXD�TXDOLGDGH�H�¿DELOLGD-de. Por motivos técnicos, reservamo-nos o direito a alterações na produção em série. Este folheto é orientativo e não pode ser usado como base para uma reclamação de qualquer tipo. || 14-01-01Copyright © 2014 Kjellberg Finsterwalde. Todos os direitos reservados
Planeamento e construção Corte de chapas
Coloração
Laminagem e deformação Soldaduras por método
Montagem e instalação
Tecnologia de soldadura por arco submerso��Máquinas automáticas e fontes de corrente��Equipamento para soldadura manual SAW
Tecnologia de soldadura MIG/MAG
Tecnologia de soldadura manual com elétrodos
Tecnologia de soldadura TIG
Soldadura especial InFocus
Soldadura de plasma com arco transfe-rido e de bujão
Tecnologia de proteção anti-desgaste Fidur
Periferia da soldadura��Mastros de soldadura, pórticos, equipa-
mentos de torneamento
Sistemas complexos
Aditivos, acessórios, opções
Grupo Kjellberg Finsterwalde
Eletrodos de SoldaEquipamento de SoldaEquipamento de CorteEngenharia Mecânica
Uma equipa competente para todas as solicitações