caracterização de adesivos baseados em dispersões aquosas … · aquosas de acetato de vinilo da...
TRANSCRIPT
Caracterização de Adesivos baseados em
Dispersões Aquosas Vinílicas
Desenvolvimento de Métodos de Ensaio
CATARINA SOFIA FERREIRA SANTOS
Dissertação para obtenção do Grau de Mestre em
ENGENHARIA QUÍMICA
Júri
Presidente: João Carlos Moura Bordado , DEQB
Orientação: Mª do Rosário Gomes Ribeiro, DEQB
Mª da Conceição Mouro, Resiquímica - Resinas Químicas, S. A
Vogal: Jorge Moniz, Resiquímica - Resinas Químicas, S. A
Outubro de 2008

II
Agradecimentos
A realização de estágios no âmbito de Dissertação de Mestrado em Engenharia Química tem
como objectivo o contacto directo dos estudantes com a indústria. Tal só é possível com a
interacção entre Universidades e Empresas. Assim sendo, gostaria de agradecer a todos os
colaboradores do Instituto Superior Técnico e da Resiquímica que tornaram este trabalho
possível.
Agradeço ao Dr. Marcos Lagoa, administrador da Resiquímica, e à Engª Susana Carvalho,
sem os quais a realização deste trabalho não seria possível.
À Engª Conceição Mouro, pela forma excepcional com que orientou o meu trabalho, por toda
a confiança depositada em mim, pela sua disponibilidade constante e pela amizade.
Aos meus colegas Artur Correia e Abílio Pereira (Laboratório de Assistência Técnica e
Aplicação) pelo acompanhamento directo do meu trabalho, por todos os conhecimentos que me
transmitiram, pela amizade e companheirismo.
À Dª Raquel Maria, Rui Noel e Isabel Miranda (Laboratório de Controlo de Qualidade) por
toda a ajuda e disponibilidade que cederam quando foi necessário utilizar equipamento do
Laboratório de Controlo de Qualidade.
Quero também agradecer à Engª Laura Garcia por me ter acompanhado e elucidado
aquando da visita à Fábrica das Dispersões Aquosas.
Aos Professores João Carlos Bordado e Mª do Rosário Ribeiro pela orientação, preocupação
e disponibilidade. Agradeço também à Professora Benilde Saramago pelo esclarecimento de
dúvidas.
Os meus agradecimentos à D. Madalena (Resiquímica) pela boa disposição constante,
carinho e por todo o optimismo que sempre me transmitiu e aos colaboradores da Resiquímica
em geral pela forma como me receberam na empresa.
Um agradecimento especial ao Rui Maia (Resiquímica) pelas palavras do último dia de
trabalho e por ser, acima de tudo, um amigo.
Por último, mas não menos importantes, agradeço aos meus amigos Susana Ricardo, por
todo o apoio que me deu no Instituto Superior Técnico, Ana Filipa Pereira e João Pedro Silva,
por toda a amizade, alegria e experiência profissional partilhada.
III
Resumo
O objectivo deste estudo consistiu na caracterização de adesivos baseados em dispersões
aquosas de acetato de vinilo da gama Polidisp da Resiquímica, utilizados em colagens de
madeira e de papel/cartão, de forma a relacionar o melhor ou pior desempenho na aplicação
com a estrutura das partículas de polímero. Nesse sentido procedeu-se à revisão e adaptação
de métodos de ensaio actualmente em vigor na empresa, bem como à implementação de novos
métodos de ensaio de relevo para este tipo de produtos e posterior revisão dos perfis de ensaio.
Foi necessária uma pesquisa exaustiva de normas para revisão e implementação desses
mesmos métodos.
Os agentes de estabilização dos polímeros vinílicos caracterizados são colóides protectores
(álcool polivinílico e derivados celulósicos) e emulsionantes. Os produtos foram caracterizados
em paralelo segundo parâmetros de produto tal e qual e de produto aplicado tendo sido
classificados em classes de durabilidade (D1, D2, D3 e D4) quanto à resistência à tracção de
juntas coladas em madeira segundo as condições da Norma Europeia EN 204. Os adesivos
classificados como D1 ou D2 são indicados para colagens em madeira interior sem exposição a
condições de humidade elevada e as classes D3 e D4 são referentes a adesivos para interior ou
exterior em condições de humidade elevada. Os polímeros vinílicos que apresentaram maior
resistência à tracção, quer a temperatura ambiente quer a temperatura elevada, foram aqueles
em que, de uma forma geral, se verificou maior tamanho médio de partícula e uma distribuição
de tamanhos de partícula mais larga. Verificou-se que as juntas coladas com os produtos
estabilizados com álcool polivinílico apresentaram maior resistência à tracção comparativamente
às juntas coladas com os produtos estabilizados com derivados celulósicos e/ou emulsionantes.
Nos produtos estabilizados com álcool polivinílico, o aumento do teor deste colóide protector
conduz a um aumento da resistência à tracção de juntas coladas com os respectivos polímeros.
Assim, conclui-se que os polímeros da gama Polidisp que atingiram as classes de durabilidade
para colagens em madeira foram: Polidisp DH, 1080, 2004 e 2028 como D1; Polidisp DHS e DLR
como D2 e Polidisp 2003 como D3. Estes produtos também podem ser utilizados em colagens
de papel. Os produtos Polidisp D 01, D 50, D 025, 2040 e 2042 são indicados para colagens de
papel/cartão, uma vez que a resistência à tracção as juntas coladas foi muito baixa não podendo
ser classificados como adesivos para madeira e os filmes destes produtos apresentaram
alongamento elevado.
PALAVRAS-CHAVE: adesivos, polímeros vinílicos, sistema de estabilização, adesão, coesão,
resistência à tracção.

IV
Abstract
The purpose of this study was the characterization of adhesives based on aqueous
dispersion of vinyl acetate of Polidisp family produced by Resiquímica, used in wood and
paper/board adhesives. This characterization related the adhesive performance in application
with the formulation of aqueous dispersion. For it was necessary to review and adapt the testing
methods currently in force in the company, as well as the introduction of new testing methods and
revision of the test profiles. It required a thorough search of standards for review and
implementation of these methods.
Stabilization systems of vinyl polymers in study were protective colloids (polyvinyl alcohol and
cellulose derivatives) and emulsifiers. The products were simultaneously characterized by
parameters of product as such and applied product. From the determined parameters it was
possible to classify the vinyl polymers as wood and paper/board adhesives. Vinyl polymers were
classified into durability classes (D1, D2, D3 and D4) based on conditions of European Standard
EN 204 to wood adhesives. Wood adhesives whose application is interior with occasional short-
term exposure to running or condensed water have D1 or D2 classification. Wood adhesives with
interior or exterior application are classified as D3 or D4. The vinyl polymers that had higher
tensile strength, either at room temperature or at elevated temperature, were those in which, in
general, there was higher average particle size and distribution of particle sizes larger.
The bonded joints of products stabilized with polyvinyl alcohol had higher tensile strength
compared to bonded joints of products stabilized with cellulose derivatives and/or emulsifiers. On
products whose stabilization system was polyvinyl alcohol, increasing the content of this
protective colloid leads to an increase in the tensile strength of bonded joints to their polymers.
It was concluded that Polidisp polymers that have characteristics to be classified into classes
of durability of wood adhesives were: Polidisp DH, 1080, 2004 and 2028 as D1; Polidisp DHS and
DLR as D2 and Polidisp 2003 as D3. These products can also be used in paper adhesives.
Polidisp D 01, D 50, D 025, 2040 and 2042 are set to paper and board adhesives, as the tensile
strength of bonded joints of wood was very low and can not be classified as adhesives for wood
and the films of these products showed high elongation.
KEY-WORDS: adhesives, vinyl polymers, stabilization system, adhesion, cohesion and tensile
strength.

V
Índice
1 CARACTERIZAÇÃO DA EMPRESA ................................................................................. 1
1.1 HISTORIAL DA EMPRESA ............................................................................................... 1
1.2 MISSÃO....................................................................................................................... 1
2 INTRODUÇÃO TEÓRICA .................................................................................................. 2
2.1 ADESIVOS ................................................................................................................... 2
2.1.1 Introdução aos Adesivos........................................................................................ 2
2.1.2 Classificação de Adesivos ..................................................................................... 4
2.1.3 Colagem de Adesivos ............................................................................................ 5
2.1.4 Adesivos para Madeira e Papel ............................................................................. 6
2.2 CLASSIFICAÇÃO DE POLÍMEROS ..................................................................................... 8
2.3 DISPERSÕES AQUOSAS ................................................................................................ 9
2.3.1 Principais Constituintes........................................................................................ 10
2.3.2 Polimerização em Emulsão.................................................................................. 15
2.4 ACETATO DE VINILO ................................................................................................... 17
3 CARACTERIZAÇÃO DE ADESIVOS BASEADOS EM POLÍMEROS VINÍLICOS............ 18
3.1 POLÍMEROS VINÍLICOS EM ESTUDO............................................................................... 18
3.2 PERFIL DE ENSAIO ..................................................................................................... 19
3.3 PROPRIEDADES DO PRODUTO TAL E QUAL.................................................................... 21
3.3.1 Resíduo Sólido, Viscosidade e pH ....................................................................... 21
3.3.2 Curvas Reológicas............................................................................................... 22
3.3.3 Tamanhos de Partícula ........................................................................................ 23
3.3.4 Temperatura Mínima de Formação de Filme e Curvas de Coalescência .............. 25
3.3.5 Monómero Livre Residual .................................................................................... 26
3.3.6 Tensão Superficial e Ângulo de Contacto............................................................. 27
3.4 PROPRIEDADES DO PRODUTO APLICADO ...................................................................... 30
3.4.1 Tempo Aberto (“Open Time”) ............................................................................... 30
3.4.2 Alongamento à ruptura e resistência à tracção de filmes...................................... 31
3.4.3 Rapidez de Colagem ........................................................................................... 32
3.4.4 Resistência à Tracção de Juntas Coladas submetidas às Sequências das Classes
de Durabilidade D1, D2, D3 e D4 ..................................................................................... 32
3.4.5 Resistência à Tracção de Juntas Coladas quando submetidas a Temperatura
Elevada (WATT’ 91) ......................................................................................................... 35
VI
3.4.6 Tempo para Ruptura de Juntas Coladas submetidas a uma Carga Estática (“Creep
Test”) 35
4 APRESENTAÇÃO E DISCUSSÃO DE RESULTADOS.................................................... 37
4.1 RESULTADOS DO PRODUTO TAL E QUAL....................................................................... 37
4.1.1 Resíduo Sólido, Viscosidade e pH ....................................................................... 37
4.1.2 Curvas Reológicas............................................................................................... 38
4.1.2.1 Segundo o Programa 4 do Reómetro .......................................................... 38
4.1.2.2 Segundo o Programa 1 do Reómetro .......................................................... 40
4.1.3 Tamanhos de Partícula ........................................................................................ 42
4.1.3.1 Determinação de Tamanho Médio de Partícula ........................................... 42
4.1.3.2 Distribuição de Tamanhos de Partícula........................................................ 43
4.1.4 Temperatura Mínima de Formação de Filme e Curvas de Coalescência .............. 44
4.1.4.1 Determinação da TMFF............................................................................... 44
4.1.4.2 Curvas de Coalescência.............................................................................. 45
4.1.5 Monómero Livre Residual .................................................................................... 47
4.1.6 Tensão Superficial e Ângulo de Contacto............................................................. 48
4.1.6.1 Tensão Superficial....................................................................................... 48
4.1.6.2 Ângulo de Contacto ..................................................................................... 49
4.2 RESULTADOS DO PRODUTO APLICADO ......................................................................... 51
4.2.1 Tempo Aberto (“Open Time”) ............................................................................... 51
4.2.2 Alongamento à ruptura e resistência à tracção de filmes...................................... 52
4.2.3 Rapidez de Colagem (ASSTI) .............................................................................. 54
4.2.4 Resistência à Tracção de Juntas Coladas submetidas às Sequências das Classes
de Durabilidade D1, D2, D3 e D4 ..................................................................................... 54
4.2.5 Resistência à Tracção de Juntas Coladas quando submetidas a Temperatura
Elevada (WATT’ 91) ......................................................................................................... 59
4.2.6 Tempo para Ruptura de Juntas Coladas submetidas a uma Carga Estática (“Creep
Test”) 60
5 CONCLUSÃO.................................................................................................................. 61
6 ACÇÕES FUTURAS........................................................................................................ 64
7 BIBLIOGRAFIA ............................................................................................................... 65
8 ANEXOS.......................................................................................................................... 68
8.1 ANEXO I – CURVAS REOLÓGICAS SEGUNDO O PROGRAMA 1 DO REÓMETRO ..................... 68
8.2 ANEXO II – DISTRIBUIÇÃO DE TAMANHOS DE PARTÍCULA ................................................ 70
8.3 ANEXO III – NORMA EUROPEIA EN 205: 2003............................................................... 72

VII
8.4 ANEXO IV – NORMA EUROPEIA EN 14257: 2006 .......................................................... 81
8.5 ANEXO V – NORMA EUROPEIA EN 1902: 1999 ............................................................. 85
8.6 ANEXO VI – NORMA EUROPEIA EN 12960: 2007 .......................................................... 93
8.7 ANEXO VII – NORMA EUROPEIA EN 1896: 2001 ..........................................................100

VIII
Índice de Tabelas
TABELA 1 – APLICAÇÕES DOS VÁRIOS TIPOS DE ADESIVOS [22]. ........................................................... 4
TABELA 2 – COMPARAÇÃO ENTRE ADESIVOS DE BASE SOLVENTE E DE BASE AQUOSA [4]. ....................... 5
TABELA 3 – PRODUTOS EM ESTUDO, RESPECTIVOS MONÓMEROS E SISTEMA DE ESTABILIZAÇÃO. ......... 19
TABELA 4 – PERFIL DE ENSAIO PARA CARACTERIZAÇÃO DE ADESIVOS. .............................................. 20
TABELA 5 – CLASSES DE DURABILIDADE DOS ADESIVOS. ................................................................. 33
TABELA 6 – CONDIÇÕES DO ENSAIO. ............................................................................................. 35
TABELA 7 – RESULTADOS DE RESÍDUO SÓLIDO, VISCOSIDADE E PH DOS PRODUTOS TESTADOS. .......... 37
TABELA 8 - CLASSIFICAÇÃO DE FLUIDOS RELATIVAMENTE À VARIAÇÃO DE VISCOSIDADE COM A TENSÃO DE
CORTE [12; 13]. ..................................................................................................................... 39
TABELA 9 – RESULTADOS DE TMFF OBTIDOS PARA OS COALESCENTES UTILIZADOS (DIPB E ABDG). . 45
TABELA 10 - RESULTADOS OBTIDOS PARA O MLR DOS PRODUTOS EM CARACTERIZAÇÃO.................... 47
TABELA 11 – CLASSES DE DURABILIDADE PARA OS PRODUTOS TESTADOS. ........................................ 58

IX
Índice de Figuras
FIGURA 1 – ESTRUTURA DA COLAGEM DE DOIS SUBSTRATOS [22]......................................................... 5
FIGURA 2 – MECANISMOS DE RUPTURA NA COLAGEM [22]. .................................................................. 6
FIGURA 3 – REPRESENTAÇÃO ESQUEMÁTICA DOS MECANISMOS DE ADESÃO [3]..................................... 6
FIGURA 4 – POLÍMERO DISPERSÃO [26]. ............................................................................................ 9
FIGURA 5 – COLÓIDES PROTECTORES. ......................................................................................... 12
FIGURA 6 – MOLÉCULA DE EMULSIONANTE. ................................................................................... 12
FIGURA 7 – FORMAÇÃO DE MICELAS (A – MICELAS ESFÉRICAS QUANDO A CONCENTRAÇÃO DE
EMULSIONANTE É IGUAL OU SUPERIOR A CMC; B – MICELAS EM FORMA DE BASTÃO QUANDO A
CONCENTRAÇÃO DE EMULSIONANTE É MUITO ACIMA DA CMC). ................................................ 13
FIGURA 8 – ESQUEMA DO MÉTODO DE FABRICO DAS DISPERSÕES AQUOSAS [26]. ................................ 14
FIGURA 9 – ESQUEMA REACCIONAL. ............................................................................................. 16
FIGURA 10 - ESTRUTURA DO MONÓMERO DE ACETATO DE VINILO [28]................................................. 17
FIGURA 11 – REGRAS DE NOMENCLATURA DA GAMA POLIDISP......................................................... 18
FIGURA 12 – VISCOSÍMETRO DE BROOKFIELD (DV-E VISCOMETER). ................................................ 22
FIGURA 13 – REÓMETRO BROOKFIELD MODEL DV-III (PROGRAMMABLE RHEOMETER) E RESPECTIVAS
HASTES. ............................................................................................................................ 23
FIGURA 14 – REPRESENTAÇÃO DA VARIAÇÃO DE TMP COM O SISTEMA DE ESTABILIZAÇÃO DAS
DISPERSÕES AQUOSAS [27; 28]................................................................................................ 24
FIGURA 15 – EQUIPAMENTO PARA DETERMINAÇÃO DE TMP PARTICLE SIZE ANALYZER 90 PLUS
(BROOKHAVEN INSTRUMENTS CORPORATION). ...................................................................... 24
FIGURA 16 – PROCESSO DE FILMIFICAÇÃO DE POLÍMEROS EM DISPERSÃO AQUOSA [27]........................ 25
FIGURA 17 – APARELHO PARA DETERMINAÇÃO DE TMFF (RHOPOINT BAR 60). ................................. 26
FIGURA 18 – ROTULAGEM DE PRODUTOS COM ACETATO DE VINILO NA SUA COMPOSIÇÃO.................... 26
FIGURA 19 – CROMATÓGRAFO PARA DETERMINAÇÃO DE MLR (HEWLETT PACKARD 5890; SERIES II).. 27
FIGURA 20 – ÂNGULO DE CONTACTO ENTRE UMA GOTA DE LÍQUIDO E UMA SUPERFÍCIE PLANA E
HORIZONTAL [29]. ................................................................................................................. 27
FIGURA 21 - ÂNGULO DE CONTACTO ENTRE UM LÍQUIDO (REVESTIMENTO) E UM SÓLIDO (SUBSTRATO):. 29
FIGURA 22 – MEDIDA DA TENSÃO SUPERFICIAL PELO MÉTODO DO ANEL [29]........................................ 29
FIGURA 23 – DINÓMETRO PARA DETERMINAÇÃO DA TENSÃO SUPERFICIAL (DYNOMETER BYK LABOTRON).
........................................................................................................................................ 30
FIGURA 24 – DIMENSÕES DOS PROVETES DE FILMES A TESTAR. ....................................................... 31
FIGURA 25 – TENSIÓMETRO HOUNSFIELD EQUIPMENT MODELO H5K-S. .......................................... 31
FIGURA 26 - ASSTI (ADHESIVE SETTING SPEED INSTRUMENT) YOUNG INDUSTRIAL LTD. .................. 32
FIGURA 27 – COLAGEM DE PROVETES DE FAIA. .............................................................................. 34
FIGURA 28 – A) PROVETES DE FAIA COLADOS; B) PRENSAGEM DOS PROVETES DE FAIA COLADOS. ....... 34
X
FIGURA 29 – TENSIÓMETRO MONSANTO P.L.C. REFª 20................................................................. 34
FIGURA 30 – ESTRUTURA PARA O “CREEP TEST”. .......................................................................... 36
FIGURA 31 – CURVAS REOLÓGICAS SEGUNDO O PROGRAMA 4 PARA OS PRODUTOS CARACTERIZADOS. 38
FIGURA 32 – CURVA REOLÓGICA SEGUNDO O PROGRAMA 1 PARA POLIDISP DHS.............................. 40
FIGURA 33 - CURVA REOLÓGICA SEGUNDO O PROGRAMA 1 PARA POLIDISP DV. ............................... 40
FIGURA 34 - RESULTADOS DE TMP PARA OS PRODUTOS CARACTERIZADOS. ..................................... 42
FIGURA 35 – DISTRIBUIÇÃO DE TAMANHOS DE PARTÍCULA PARA POLIDISP DH. .................................. 43
FIGURA 36 – DISTRIBUIÇÃO DE TAMANHOS DE PARTÍCULA PARA POLIDISP DV. .................................. 43
FIGURA 37 – RESULTADOS DE TMFF DOS PRODUTOS CARACTERIZADOS. ......................................... 44
FIGURA 38 – CURVAS DE COALESCÊNCIA PARA POLIDISP DHS. ....................................................... 46
FIGURA 39 – RESULTADOS DE TENSÃO SUPERFICIAL DOS PRODUTOS CARACTERIZADOS..................... 48
FIGURA 40– FOTO DA MEDIÇÃO DO ÂNGULO DE CONTACTO DE POLIDISP DHS APLICADO EM: A) MADEIRA;
B) VIDRO............................................................................................................................ 49
FIGURA 41 - RESULTADOS DO ÂNGULO DE CONTACTO DOS PRODUTOS CARACTERIZADOS. ................. 49
FIGURA 42 - RESULTADOS DE TEMPO ABERTO (“OPEN TIME”) DOS PRODUTOS CARACTERIZADOS. ........ 51
FIGURA 43 – FILMES UTILIZADOS NO ENSAIO DE ALONGAMENTO E RESISTÊNCIA À TRACÇÃO. ............... 52
FIGURA 44 – RESULTADOS OBTIDOS PARA O ALONGAMENTO DE FILMES DOS PRODUTOS
CARACTERIZADOS............................................................................................................... 52
FIGURA 45 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO DE FILMES DOS PRODUTOS CARACTERIZADOS. 53
FIGURA 46 – RESULTADOS DE RAPIDEZ DE COLAGEM DOS PRODUTOS CARACTERIZADOS. ................... 54
FIGURA 47 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO PARA A SEQUÊNCIA 1 (7D SECAGEM/23ºC)..... 55
FIGURA 48 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO PARA A SEQUÊNCIA 2 (7D SECAGEM/23ºC + 3H
IMERSÃO EM H2O/23ºC + 7D SECAGEM/23ºC). ...................................................................... 55
FIGURA 49 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO PARA A SEQUÊNCIA 3 (7D SECAGEM/23ºC + 4D
IMERSÃO EM H2O/23ºC)...................................................................................................... 56
FIGURA 50 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO PARA A SEQUÊNCIA 4 (7D SECAGEM/23ºC + 4D
IMERSÃO EM H2O/23ºC + 7D/ SECAGEM23ºC). ...................................................................... 57
FIGURA 51 - RESULTADOS DE RESISTÊNCIA À TRACÇÃO PARA A SEQUÊNCIA 5 (7D SECAGEM/23ºC + 6H
IMERSÃO EM H2O A FERVER + 2H IMERSÃO EM H2O/23ºC). ..................................................... 58
FIGURA 52 – RESISTÊNCIA À TRACÇÃO DE JUNTAS COLADAS QUANDO SUBMETIDAS A TEMPERATURA
ELEVADA COMPARATIVAMENTE À TEMPERATURA AMBIENTE NAS CONDIÇÕES DA SEQUÊNCIA D1/1.59

XI
Lista de Abreviaturas
ABDG Acetato de DiButilDiGlicol
CMC Concentração Micelar Crítica
DIPB DiIsoButilFtalato
FEPA Folha de Especificação do Produto Acabado
MLR Monómero Livre Residual
MOWIOL Álcool Polivinílico
PVOH Álcool Polivinílico
Tg Temperatura de Transição Vítrea
TMFF Temperatura Miníma de Formação de Filme
TMP Tamanho Médio de Partícula
VA Acetato de Vinilo
VAM Monómero de Acetato de Vinilo
VeoVa Versatato de Vinilo
VINA Acetato de Vinilo

1
1 Caracterização da Empresa
1.1 Historial da Empresa
A Resiquímica - Resinas Químicas, S. A. foi constituída em 1957, com um primeiro nome de
Resintela, adoptando a sua actual denominação em 1961. A Socer, Sociedade Central de
Resinas, participava no seu capital a 25 % e foi o grande impulsionador da empresa com o
objectivo de promover maior valor acrescentado ao produto de base da sua actividade de
extracção da resina do pinheiro: a colofónia. Para isso, aliou-se a parceiros internacionais de
manifesta competência na área da então inovadora química dos polímeros.
A procura de negócios e tecnologias de referência foi o mote seguido ao longo da história da
Resiquímica, conduzindo naturalmente ao estabelecimento de parcerias internacionais de topo,
que se traduziram na diversificação da gama de produtos. Salienta-se a ligação à Höechst AG, à
data a maior empresa química mundial, que durante mais de 30 anos deteve dois terços do
capital da Resiquímica.
Contrariando a tendência da concentração de negócios, desde 2002 a Resiquímica é uma
participada a 100% do seu sócio fundador, a Socer, grupo familiar actualmente nas suas 3ª e 4ª
gerações.
Hoje, passadas cinco décadas, a Resiquímica está ciente dos desafios com que a indústria
se confronta num mundo globalizado e altamente competitivo, assumindo-se como uma clara
aposta para crescer e vencer.
1.2 Missão
Produzir e comercializar polímeros destinados às indústrias de tintas, vernizes, adesivos e
materiais compósitos, servindo de forma eficiente os mercados nacional e internacional numa
dinâmica de inovação e crescimento constantes.

2
2 Introdução Teórica
2.1 Adesivos
2.1.1 Introdução aos Adesivos
A utilização de adesivos é muito extensa e encontra-se presente em vários meios, desde os
fluidos produzidos na natureza por insectos e aves capazes de unir materiais para fabricação
dos seus ninhos, até aos adesivos produzidos pelo homem.
A existência de um grande campo de aplicações dos adesivos, as constantes inovações
tecnológicas e a globalização da economia conduzem a uma escolha cuidada do tipo de adesivo
a utilizar para manter unidos, por adesão superficial, os vários tipos de materiais.
Os adesivos são substâncias (geralmente polímeros) que permitem a união de diferentes
materiais (substratos/aderentes), introduzindo novas funções e propriedades nesses materiais
após a colagem. Os adesivos são essenciais em várias operações industriais, embora
representem um pequeno volume quando comparados com materiais que foram unidos pela sua
acção (por exemplo: metais, vidro, madeira, papel, borrachas e plástico). Como consequência, o
impacto destas substâncias na economia industrial é muito elevado.
Até à década de 40, a colagem era usada em aplicações domésticas, artesanato e em
algumas operações da indústria de transformação e construção civil. No último meio-século,
registou-se um crescimento acentuado da ciência e da tecnologia de adesão. Hoje, os adesivos
são utilizados em junções de tecidos vivos internos e externos, em cirurgia, em construção de
estruturas sofisticadas, em construção e em muitas outras áreas.
As principais vantagens do uso de adesivos são:
� Redução no tempo e custo de montagem em comparação com outros processos de
junção, tais como: soldadura de metais, tecelagem em tecidos, junção mecânica
com parafusos e pregos;
� Distribuição da tensão sobre uma área maior, obtendo-se estruturas mais leves e
resistentes do que as obtidas por junção mecânica (por exemplo: estrutura de
móveis, pavimentos, painéis para asas de aviões);
� Os materiais de pequenas dimensões só podem ser unidos por meio de adesivos
(por exemplo: folhas de alumínio, tecidos, papel).

3
Para um adesivo garantir uma boa colagem deve ter determinadas características:
� Deve ser aplicado de forma fluida e “ancorar” na superfície;
� Deve ter uma boa tensão de adesão para facilitar a união das superfícies;
� Deve ter uma boa tensão de coesão de forma a desenvolver resistência no interior
do adesivo.
Como não existe um adesivo que se adapte a todas as aplicações, a selecção de um
adesivo é determinada pela combinação de vários factores [22].
� Material do substrato;
� Força necessária para a junção das duas superfícies de substrato(s);
� Elasticidade necessária do adesivo para uma boa colagem;
� Condições de operação;
� Condições de secagem;
� Custos.
A preparação da superfície do(s) substrato(s) é muito importante pois tem como função
remover impurezas que possam afectar negativamente o processo de colagem. Como resultado
obtêm-se colagens mais fortes e com maior duração. A preparação da superfície pode ser feita
por processos químicos (substâncias químicas que provocam um “ataque” na superfície do
substrato) ou mecânicos (lixar a superfície). Nunca se deve deixar um substrato devidamente
preparado sem efectuar a colagem, evitando possível oxidação da superfície e deposição de pó.
A aplicação do adesivo deve ser um processo em que uma camada uniforme de produto é
espalhada sobre a superfície a ser colada. Os métodos mais utilizados na aplicação de adesivos
são: métodos manuais (é o operador que espalha o adesivo utilizando espátulas ou varetas d
vidro), métodos semi-automáticos (uso de ar comprimido e pressão com manipulação directa do
operador) e métodos automáticos (sistemas contínuos de aplicação sem manipulação do
operador).

4
2.1.2 Classificação de Adesivos
Os adesivos podem ser classificados de várias formas: modo de aplicação, composição
química, tipos de substrato a que aderem, produtos finais e custo. Os polímeros que constituem
um adesivo podem formar estruturas termoendurecíveis, termoplásticas ou elastómeras.
Os termoendurecíveis (por exemplo: adesivos fenólicos e epoxídicos) não podem ser
deformados por aquecimento, mantendo-se permanentemente rígidos com o aumento da
temperatura. Os termoplásticos (por exemplo: adesivos à base de amido e derivados,
celulósicos, vinílicos e alguns acrílicos) podem ser repetidamente processados sob aquecimento.
Os elastómeros são polímeros com elevada elasticidade (por exemplo: adesivos baseados em
borracha natural, silicone).
Há uma vasta gama de adesivos, tendo em conta as várias aplicações. Na Tabela 1
apresentam-se os vários tipos de adesivos e respectivas aplicações.
Tabela 1 – Aplicações dos vários tipos de adesivos [22].
APLICAÇÃO
TIPOS DE ADESIVOS Metais Materiais Cerâmicos
Plásticos Borracha Madeira Papel Vidro
Epoxídicos X X X X X X
Poliuretanos X X X X X X
Acrílicos X X X X
Silicones X X X
Cianoacrilatos X X X
Formaldeídos X X
Poliacetatos de Vinilo (Adesivos Brancas)
X X
Resinas Alifáticas (Adesivos Amarelas)
X
Também é importante de referir as vantagens de se utilizarem adesivos de base aquosa em
vez dos adesivos de base solvente.

5
Adesivo
Substrato 1
Substrato 2
Camada limite 1
Camada limite 2
Tabela 2 – Comparação entre adesivos de base solvente e de base aquosa [4]
.
ADESIVOS
Base Solvente Base Aquosa
- Secagem rápida - Secagem lenta devido à evaporação de água
- Fáceis de formular - Processo de produção simples
- Perigo de explosão devido à evaporação de solvente - Não há perigo de explosão
- Prejudicial à saúde durante e após aplicação - Não são prejudiciais à saúde
- Odor intenso - Sem odor
- Poluentes - Emissão de compostos voláteis muito baixa - Boa adesão
- Baratos
- Inflamáveis
2.1.3 Colagem de Adesivos
A colagem é o processo de junção de duas ou mais superfícies sólidas por meio de uma
substância adesiva. A colagem é muito útil pois permite unir materiais semelhantes ou diferentes
de forma rápida e barata.
O adesivo é colocado entre as duas superfícies de substrato de forma a promover a
colagem. Contudo, a camada adesiva não é uniforme. Assim, distinguem-se duas camadas de
adesivo na área de colagem. A zona com adesivo adjacente à superfície de substrato (camada
limite) e a zona interna da área de colagem.
Figura 1 – Estrutura da colagem de dois substratos [22].
Na colagem de substratos por meio de um adesivo há duas definições importantes: adesão e
coesão. A adesão é a propriedade de uma substância em garantir a união entre duas
superfícies. A coesão está relacionada com a força que contraria a separação dos materiais
colados.

6
Ruptura Estrutural
Ruptura Adesiva
Ruptura Coesiva
Quando ocorre separação de duas superfícies coladas a ruptura pode ser de três tipos:
� Ruptura estrutural – a ruptura ocorre no substrato numa zona próxima da área
colada;
� Ruptura adesiva – a ruptura resulta da separação de um dos substratos da camada
de adesivo;
� Ruptura coesiva – a ruptura ocorre na camada de adesivo e não no substrato.
Figura 2 – Mecanismos de ruptura na colagem [22]
.
2.1.4 Adesivos para Madeira e Papel
A colagem de componentes derivados da madeira tem tido um papel importante no
desenvolvimento da indústria da madeira. A aplicação maioritária dos adesivos para madeira é
em materiais para construção civil, tais como: contraplacados e armações de madeira, portas e
janelas, pavimentos, paredes e tectos de madeira.
Os mecanismos de adesão dos adesivos para madeira são:
� Adesão mecânica – por ancoragem por solidificação nos espaços intersticiais;
� Adesão química – através de ligações covalentes;
� Adesão específica – por forças de atracção intermoleculares.
Figura 3 – Representação esquemática dos mecanismos de adesão [3].
7
Quando se pretende a colagem de superfícies de madeira há que ter conta alguns factores
que podem afectar a eficiência da aplicação. Para que uma colagem em madeira seja bem
sucedida os parâmetros da adesivo a ter em conta são a tensão superficial, a viscosidade, a
temperatura a que a área de colagem é sujeita e o tempo de vida do adesivo. Quanto à madeira
deve-se ter em atenção a factores como densidade, porosidade, humidade (pretendem-se
valores baixos) e o estado da superfície (superfície plana e lisa permite um melhor contacto). A
espessura da linha de adesivo deve ser pouco espessa e uniforme para melhorar a resistência
mecânica da junta de colagem.
Uma elevada percentagem dos produtos industriais é vendida em embalagens, para facilitar
a armazenagem e o transporte ou por razões estéticas. A embalagem existe desde sempre. São
sobretudo as alterações no modo de consumo e no estilo de vida, essencialmente depois da
segunda guerra mundial, que estimularam o aparecimento das embalagens, tal como hoje as
conhecemos. Actualmente tudo é embalado e em muitos casos com mais que uma embalagem,
como acontece com as bolachas em pacotes individuais (por fora têm, pelo menos, mais uma
embalagem) ou com os iogurtes (cartão a juntar quatro embalagens). A maioria das embalagens
de papel e cartão é selada através da aplicação de adesivos indicados para cada tipo de
embalagem.
Amplamente utilizadas na produção de livros e revistas, os adesivos juntam charme e
requinte ao impresso final. Ultimamente no universo gráfico, constantes pesquisas, com o intuito
de aliar produtividade, qualidade e custo competitivo, são realizadas no desenvolvimento de
novas tecnologias. Mesmo responsáveis por somente 1% no custo total de um produto impresso,
os adesivos, quando mal aplicados, podem comprometer seriamente a imagem do impresso. A
procura constante pela qualidade e performance fez com que os produtores de adesivos
procurassem alternativas para atender a esse mercado tão técnico, o que permitiu o
desenvolvimento de novos produtos. A indústria gráfica cresce a cada ano e o mais importante é
que se acompanhe essa evolução na área dos adesivos.

8
2.2 Classificação de Polímeros
A palavra “polímero” tem origem grega e significa “muitas unidades”. Polímeros são
macromoléculas de elevado peso molecular constituídas por pequenas unidades ligadas entre si.
As unidades básicas dos polímeros designam-se por monómeros. A ligação entre as moléculas
de monómero para formarem o polímero é uma ligação covalente. A reacção química que
conduz à formação de polímeros designa-se por reacção de polimerização e o grau de
polimerização é o número de unidades que se repetem na mesma cadeia, ou seja, é o número
de moléculas de monómero que se ligam para formar uma molécula de polímero.
As características mais importantes de um polímero são: a massa molar e a sua distribuição,
o tipo de ramificação (quantidade de sítios reactivos que originaram o crescimento de polímeros
e está relacionada com o tipo de monómeros), as características térmicas, a análise aos grupos
terminais e a estabilidade química (muito dependente do tipo de polímero).
Os polímeros podem ser classificados quanto à sua origem, ao número e tipo de monómeros
constituintes, à estrutura e ao tipo de reacção de polimerização. Os polímeros podem ser de
origem natural (borracha natural, polissacarídeos, proteínas) ou sintética (plásticos, fibras).
Os homopolímeros são materiais poliméricos constituídos por cadeias em que há apenas
repetição de um único tipo de monómero. Nos copolímeros há repetição de dois ou mais
monómeros diferentes, que podem adoptar diferentes sequências.
Os polímeros podem ser classificados quanto à sua estrutura em classes distintas:
termoplásticos, termoendurecíveis ou termofixos e elastómeros. Os termoplásticos são polímeros
que podem ser processados sob aquecimento. Possuem cadeias lineares e ramificadas com
forças de interacção relativamente fracas. Quando submetidos a aquecimento tornam-se fluidos,
o que possibilita que possam ser transformados em qualquer forma que será estabilizada por
arrefecimento. Por sua vez, se os termoendurecíveis ou termofixos forem submetidos a um
aquecimento não sofrem deformação, mantendo a sua forma. Os elastómeros apresentam uma
elasticidade elevada, voltando à sua forma original após a aplicação de uma deformação.

9
A
CB
Água
Polímero em Dispersão
A
CB
Água
Polímero em Dispersão
A – Polímero; B – Emulsionante; C – Colóide Protector
2.3 Dispersões Aquosas
Os polímeros podem encontrar-se em solução ou dispersão. Nos polímeros em solução, as
moléculas (macromoléculas) são solvatadas pelo solvente, enquanto que nas dispersões os
polímeros estão agregados numa partícula, que é estabilizada pelo colóide protector ou
emulsionante. Nas soluções, a viscosidade depende fortemente do peso molecular do polímero,
ao contrário das dispersões que normalmente apresentam um comportamento pseudoplástico
que é independente do peso molecular. As soluções de polímeros apresentam uma aparência
transparente enquanto que as dispersões são opacas. Em termos de estrutura, nos polímeros
em solução, as macromoléculas encontram-se enroladas ou estendidas e nas dispersões
encontram-se partículas discretas de macromoléculas enroladas.
Uma dispersão aquosa consiste num sistema heterogéneo que compreende uma fase sólida
(polímero insolúvel em água) que se encontra dispersa numa fase líquida (água), permanecendo
numa condição pseudo-estável devido à acção de substâncias com características especiais
colóides protectores e/ou emulsionantes.
Figura 4 – Polímero dispersão [26]
.

10
2.3.1 Principais Constituintes
Os constituintes das emulsões (ou dispersões) de polímeros são os seguintes:
� Água;
� Monómeros;
� Surfactantes;
� Iniciadores.
A água é, na maioria dos casos, o constituinte que se encontra em maior quantidade nas
dispersões aquosas, correspondendo a 40 a 60% do total do produto final. A água é designada
por fase contínua, pois é nesta fase que são emulsionadas as partículas de polímero e que se dá
a reacção de polimerização. A água também permite a dissolução dos surfactantes, iniciadores e
reguladores de pH, assim como possibilita a dissipação de calor da reacção exotérmica de
polimerização. Por outro lado, como o polímero não é solúvel em água (fase contínua), o
comprimento do polímero, ou seja, o seu peso molecular não influencia a viscosidade do
produto. Estes dois factores – facilidade de transferência de calor através da fase aquosa e o
facto de a viscosidade da dispersão ser independente do peso molecular do polímero – permitem
a produção de polímeros de elevado peso molecular.
A qualidade da água a utilizar é muito importante. A principal característica de uma água a
utilizar numa dispersão aquosa é o teor em sais. Quanto maior a concentração dos iões cálcio e
magnésio, maior a dureza da água. Durezas elevadas desactivam os emulsionantes e durezas
baixas aumentam a actividade destes, o que se traduz numa viscosidade mais elevada. Assim, o
ajuste da formulação em termos de emulsionante, depende do tipo de água que se utiliza. Além
do controlo da dureza da água, deve ser feito um controlo bacteriológico de forma utilizar água o
mais tratada possível.
A água e os monómeros são os constituintes maioritários de uma dispersão aquosa. Todos
os monómeros são insaturados, ou seja, possuem uma ligação dupla entre dois átomos de
carbono. È a partir desta ligação que as moléculas se vão ligar entre si para formarem o
polímero.
É possível que, sob determinadas condições, ocorra polimerização espontânea. De forma a
prevenir que tal ocorra (por exemplo: na armazenagem), adicionam-se pequenas quantidades de
compostos – inibidores – que impedem que a polimerização prossiga. O tipo de monómeros e a
quantidade em que cada um está presente no polímero determinam as propriedades do produto
final, sendo as mais relevantes a dureza do filme e a resistência à água.
11
Os monómeros podem dividir-se em dois grupos principais: monómeros duros (por
exemplo: acetato de vinilo, estireno, metacrilato de metilo e acrilato de etilo) e monómeros
macios (por exemplo: VeoVa 10, acrilato de butilo e ésteres maleicos ou fumáricos). Estas
designações estão relacionadas com a dureza do filme que estes monómeros formam. O
parâmetro que é utilizado para avaliar a dureza/flexibilidade dos polímeros de um dado
monómero é a temperatura de transição vítrea (Tg). A temperatura de transição vítrea é a
temperatura à qual um homopolímero passa de fluido viscoso ao estado vítreo. Quanto mais
elevada for a Tg mais duro será o polímero.
Os monómeros também podem ser classificados como monómeros estabilizadores e
monómeros reticulantes. Os monómeros estabilizadores asseguram a estabilização do polímero,
pois formam uma esfera hidrofílica em torno da partícula e podem actuar como colóides
protectores internos. Os monómeros reticulantes são responsáveis pela optimização de
determinadas propriedades na aplicação (resistência à esfrega húmida, propriedades mecânicas
e resistência química).
A escolha dos monómeros é determinada pelas propriedades físicas e químicas necessárias
no produto final e, em consequência, a maioria das dispersões aquosas são produzidas
utilizando mais do que monómero de forma a serem obtidas as propriedades desejadas. Por
exemplo, o acetato de vinilo por si só produz polímeros relativamente duros e quebradiços, mas
se for combinado com o dibutilmaleato produz polímeros de menor dureza e muito mais
elásticos. É frequente a utilização de monómeros especiais para a fabricação de polímeros com
propriedades específicas. Assim, conclui-se que a escolha dos monómeros mais adequados é
um processo muito complicado. Para além do comportamento final dos polímeros têm de se ter
em atenção outros factores, tais como: custo, facilidade de produção, estabilidade em armazém,
entre outros. É de salientar também que mesmo após uma escolha criteriosa dos monómeros,
estes podem levar a um mau polímero, uma vez que o tamanho das partículas, a tensão
superficial e outras características têm uma influência importante no comportamento final do
produto.
A estabilidade do produto final é obtida pela adição de surfactantes. A função dos
surfactantes é permitir que os monómeros e o polímero fiquem convenientemente dispersos,
uma vez que são insolúveis na fase contínua (água). Os surfactantes têm como funções
estabilizar as dispersões aquosas e diminuir a tensão superficial da água. A adição de
surfactantes numa dispersão aquosa vai influenciar o tamanho e a estabilidade das partículas de
polímero. Os surfactantes dividem-se em colóides protectores e emulsionantes. Numa dispersão
é possível existir apenas colóides protectores, colóides protectores e emulsionantes ou apenas
emulsionantes.

12
HidrofHidrofíílicalica
HidrofHidrofóóbicabica
HidrofHidrofíílicalica
HidrofHidrofóóbicabica
Os colóides protectores são polímeros solúveis em água com elevado peso molecular. Os
colóides protectores estabilizam as emulsões durante a polimerização e, consequentemente,
permitem a estabilização das partículas de polímero. Devido ao seu elevado peso molecular e à
sua estrutura, os colóides protectores são parcialmente incorporados nas partículas de polímero
(“grafting polymerization”). Por estas razões, as dispersões aquosas estabilizadas com colóides
protectores exibem uma estabilidade elevada quanto à resistência mecânica quando
comparadas com as dispersões estabilizadas com emulsionantes. Os colóides protectores mais
utilizados na estabilização das dispersões são o álcool polivinílico e os derivados de celulose.
Figura 5 – Colóides Protectores.
Os emulsionantes são moléculas de baixo peso molecular constituídas por duas partes
distintas: uma hidrofóbica (afinidade pelos monómeros e polímero) e outra hidrofílica (afinidade
com a água).
Figura 6 – Molécula de Emulsionante.
Quando em solução aquosa, os emulsionantes formam agregados – micelas – em que a
parte hidrofóbica fica orientada para os monómeros e polímero e a parte hidrofílica fica em
contacto com a água, sendo que a polimerização ocorre no interior das micelas. Após a
polimerização, as micelas contendo o polímero são designadas de partículas de polímero. Se as
micelas forem destruídas a estabilidade da dispersão está em risco, podendo dar origem a
problemas de polimerização e aparecimento de grumos. Na formulação das dispersões aquosas,
os emulsionantes estão sempre acima da concentração micelar crítica. Esta designação é dada
à concentração acima da qual se dá a formação de micelas.
OH OH OH OH OH O OH
O CH 3
OH OH OH OH OH O OH
O CH 3
Álcool Polivinílico
Hidroxi Etil Celulose (HEC)
O
HO
OO
O
OOH
OH
n
O
HO
OO
O
OOH
OH
n
O
HO
OO
O
OOH
OH
n

13
+
-
-
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
- ++
-
-
-
-
-
-
-
-
-
-
+
+
+
+
+
+
+
+
- +a b
Figura 7 – Formação de micelas (a – Micelas esféricas quando a concentração de emulsionante é igual ou
superior a CMC; b – Micelas em forma de bastão quando a concentração de emulsionante é muito acima
da CMC).
Os iniciadores são os compostos responsáveis pelo início da reacção de polimerização
através da quebra da ligação dupla entre dois átomos de carbono do monómero. Os iniciadores
mais utilizados na indústria contêm uma ligação fraca entre dois átomos de oxigénio (por
exemplo: persulfato de amónio, persulfato de sódio, persulfato de potássio, peróxido de
hidrogénio). Esta ligação parte-se e formam-se radicais que se vão ligar à molécula de
monómero. Esta, por sua vez, fica muito reactiva e liga-se a outra molécula de monómero
provocando assim o início da cadeia de polímero. Este mecanismo é também usado para
diminuir o teor de monómero livre residual (MLR), por adição de iniciadores no final da
polimerização.
A quebra entre os átomos de oxigénio do iniciador pode ser atingida por acção da
temperatura ou por acção química. Neste último caso adiciona-se um agente redutor que reage
com o iniciador (agente oxidante) originando espécies reactivas que vão, por sua vez, fazer com
que o monómero reaja.
A quantidade de iniciador deve ser rigorosamente controlada, pois se for muito elevada pode
acelerar a reacção, afectando a sua estabilidade, e se for baixa implica que haja acumulação de
monómero que impossibilita o controlo da polimerização.
Para além destas matérias-primas indispensáveis nas dispersões aquosas, há outros
constituintes que têm um papel essencial na obtenção de um produto de qualidade elevada.
Os reguladores de pH são adicionados para ajustar o pH na gama desejada. Os ácidos
orgânicos, as bases e os sais funcionam como reguladores de pH numa dispersão. Na maioria
dos casos, o ajustamento de pH é feito no início e no final do fabrico. Ao fazer o ajuste de pH
antes da polimerização garante-se que a reacção ocorra eficazmente, de modo a que os
parâmetros se mantenham dentro da especificação. Após a polimerização, deve-se fazer o
ajuste de pH para estabilizar a dispersão, impedindo-a de flocular durante o período de
armazenagem.
Os surfactantes são produtos que provocam a formação de espuma. Para diminuir a
formação de espuma durante o fabrico e prevenir o seu aparecimento na aplicação do produto
14
Água
Surfactantes
AquecimentoIniciadorMistura Monómeros
ou Pré-emulsão
Reacção de PolimerizaçãoReacção de Polimerização
Dispersão
ArrefecimentoAdições finaisredoxajuste pHconservanteanti-espuma
Adições finaisredoxajuste pHconservanteanti-espuma
são adicionados agentes anti-espuma na dispersão. A quantidade de anti-espuma não pode ser
excedida, pois isso tem consequências ao nível da aplicação.
Para determinadas aplicações a obtenção de filmes com maior flexibilidade na aplicação é
essencial. Tal pode ser obtido por copolimerização de um monómero macio ou utilizando um
plastificante. O plastificante é misturado com o polímero de forma a corrigir a dureza do filme da
dispersão. Este processo designa-se de plastificação externa. Para além de diminuir a dureza do
filme, o plastificante possibilita a diminuição da temperatura à qual se forma o filme (TMFF),
tendo também uma função de coalescente. A adição de plastificante pode ser feita em
simultâneo com os monómeros ou na fase final de produção, pois este não entra na reacção de
polimerização.
As propriedades de aplicação das dispersões aquosas desenvolvem-se no filme. Para
facilitar o processo de filmificação, adicionam-se à dispersão coalescentes que vão fazer com
que a temperatura de formação do filme diminua. É importante diminuir esta temperatura, pois
tem de se garantir que o filme de produto se forma mesmo em condições rigorosas (por
exemplo: no Inverno). Tal como no caso dos plastificantes, os coalescentes podem ser
adicionados antes da polimerização ou na fase final de produção.
Os conservantes também devem ser utilizados nas dispersões aquosas para garantir a
estabilidade da emulsão face a microrganismos.
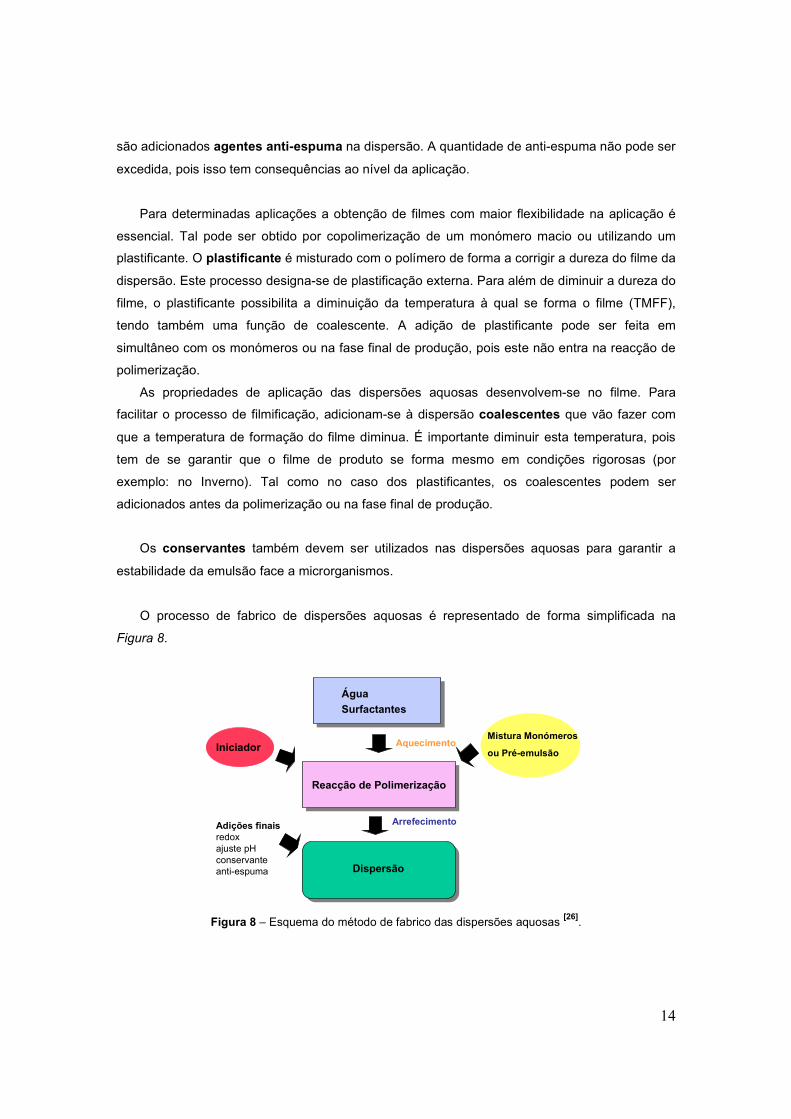
O processo de fabrico de dispersões aquosas é representado de forma simplificada na
Figura 8.
Figura 8 – Esquema do método de fabrico das dispersões aquosas [26]
.

15
2.3.2 Polimerização em Emulsão
No processo em emulsão a polimerização ocorre em pequenas micelas, dispersas em meio
aquoso formadas por surfactante, monómero e polímero em crescimento. Os monómeros
utilizados na produção de dispersões aquosas têm uma ligação dupla entre dois átomos de
carbono. È a partir da quebra desta ligação dupla e da formação de duas ligações simples, que
se dá o crescimento do polímero – reacção de poliadição.
O processo de polimerização em dispersão dá-se por adição em três etapas:
� Iniciação – definição do número de partículas que vão crescer;
� Propagação – crescimento das cadeias de polímero formadas;
� Terminação – finalizar a reacção de polimerização, parando o crescimento das
cadeias de polímero.
Antes da iniciação, a mistura que está no interior do reactor é constituída pela fase aquosa,
na qual se encontram as micelas do emulsionante onde está solubilizada uma pequena parte do
monómero. Quando se adicionam as moléculas de iniciador, estas quebram-se para formar
radicais livres que transmitem a sua actividade às moléculas de monómero, dando início à
reacção de polimerização. Assim que se dá o início da polimerização, encontram-se moléculas
de monómero e de polímero no interior das micelas. A fase de iniciação pode ser observada pelo
aumento de temperatura inicial e, em alguns casos, pode ser controlada através da
determinação do tamanho médio de partícula (TMP).
A propagação é descrita como a etapa em que se dá o crescimento das cadeias de
polímero dentro das partículas já formadas através da adição de monómero livre. Nesta fase, a
estabilidade das partículas é garantida pela adição de moléculas de emulsionante às partículas.
A fase final do processo de polimerização em emulsão – terminação – ocorre quando há
pouco monómero livre e as cadeias de polímero cessam o seu crescimento. A polimerização
termina e o produto fica na sua forma final: cadeias de polímero envolvidas em micelas de
emulsionante, que garantem a estabilidade da fase aquosa. As adições finais são realizadas
após a terminação.

16
Figura 9 – Esquema reaccional.
I – iniciador
M – monómero
P – agente de transferência de cadeia
A polimerização em emulsão apresenta algumas vantagens relativamente a outros tipos de
polimerização:
� Processo de polimerização rápido;
� Obtenção de polímeros de elevado peso molecular;
� Facilidade de controlar a temperatura;
� Segurança no manuseamento e baixa toxicidade devido à utilização de água como
solvente;
� Facilidade de utilização, pois em muitas aplicações, as dispersões são usadas tal
qual.
INICIAÇÃO
PROPAÇAÇÃO
TERMINAÇÃO
17
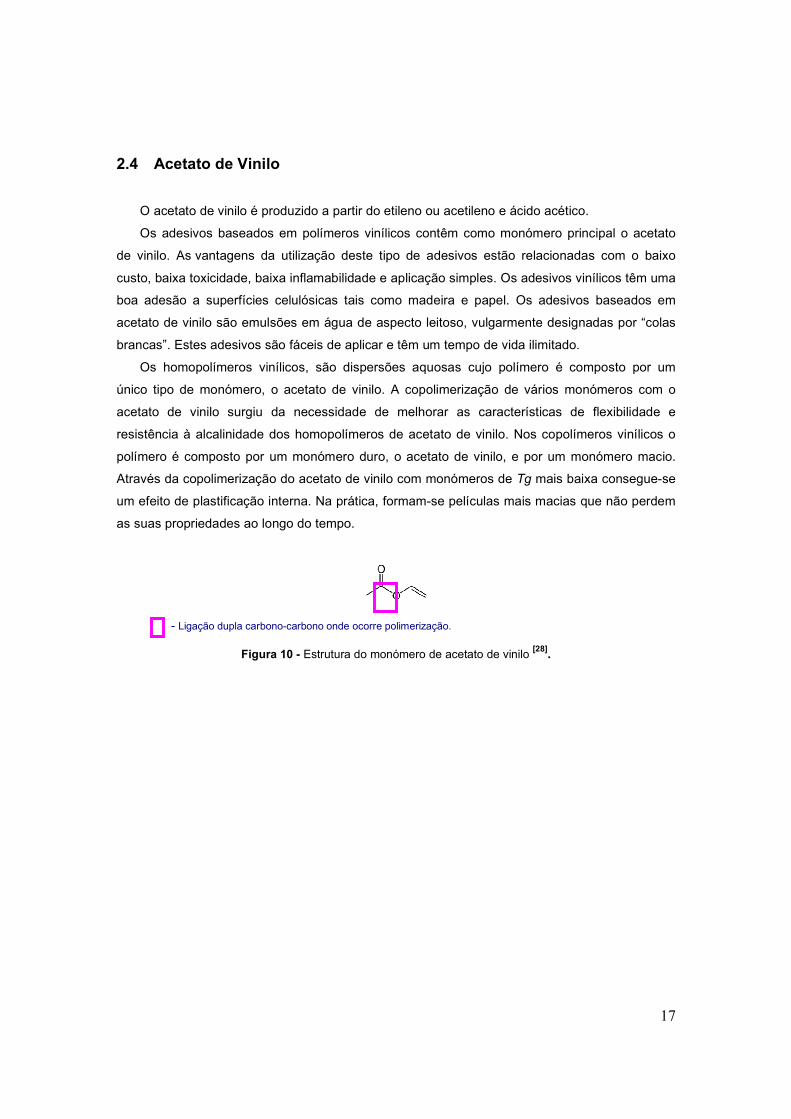
2.4 Acetato de Vinilo
O acetato de vinilo é produzido a partir do etileno ou acetileno e ácido acético.
Os adesivos baseados em polímeros vinílicos contêm como monómero principal o acetato
de vinilo. As vantagens da utilização deste tipo de adesivos estão relacionadas com o baixo
custo, baixa toxicidade, baixa inflamabilidade e aplicação simples. Os adesivos vinílicos têm uma
boa adesão a superfícies celulósicas tais como madeira e papel. Os adesivos baseados em
acetato de vinilo são emulsões em água de aspecto leitoso, vulgarmente designadas por “colas
brancas”. Estes adesivos são fáceis de aplicar e têm um tempo de vida ilimitado.
Os homopolímeros vinílicos, são dispersões aquosas cujo polímero é composto por um
único tipo de monómero, o acetato de vinilo. A copolimerização de vários monómeros com o
acetato de vinilo surgiu da necessidade de melhorar as características de flexibilidade e
resistência à alcalinidade dos homopolímeros de acetato de vinilo. Nos copolímeros vinílicos o
polímero é composto por um monómero duro, o acetato de vinilo, e por um monómero macio.
Através da copolimerização do acetato de vinilo com monómeros de Tg mais baixa consegue-se
um efeito de plastificação interna. Na prática, formam-se películas mais macias que não perdem
as suas propriedades ao longo do tempo.
- Ligação dupla carbono-carbono onde ocorre polimerização.
Figura 10 - Estrutura do monómero de acetato de vinilo [28].
18
Polidisp __ __ __ __
0 Livre
1 Adesivos
2 Adesivos
3 Dispersantes (CD<50) / Espessantes (CD>50)
4 Têxtil, Couro e Papel
5 Construção
6 Outros
7 Tintas
8 Livre
9 Tintas
Campo Aplicação
0 Homopolímero VAM
1 Álcool Polivinílico
2 Copolímero VAM/VeoVa
3 Copolímero VAM /Maleato
4 Copolímero VAM/VeoVa
5 Copolímero VAM/Acrilato
6 Copolímero Estireno/Acrílico
7 Copolímero Acrílico puro
8 Homopolímero Estireno
9 Livre
Família Monómeros
Livres
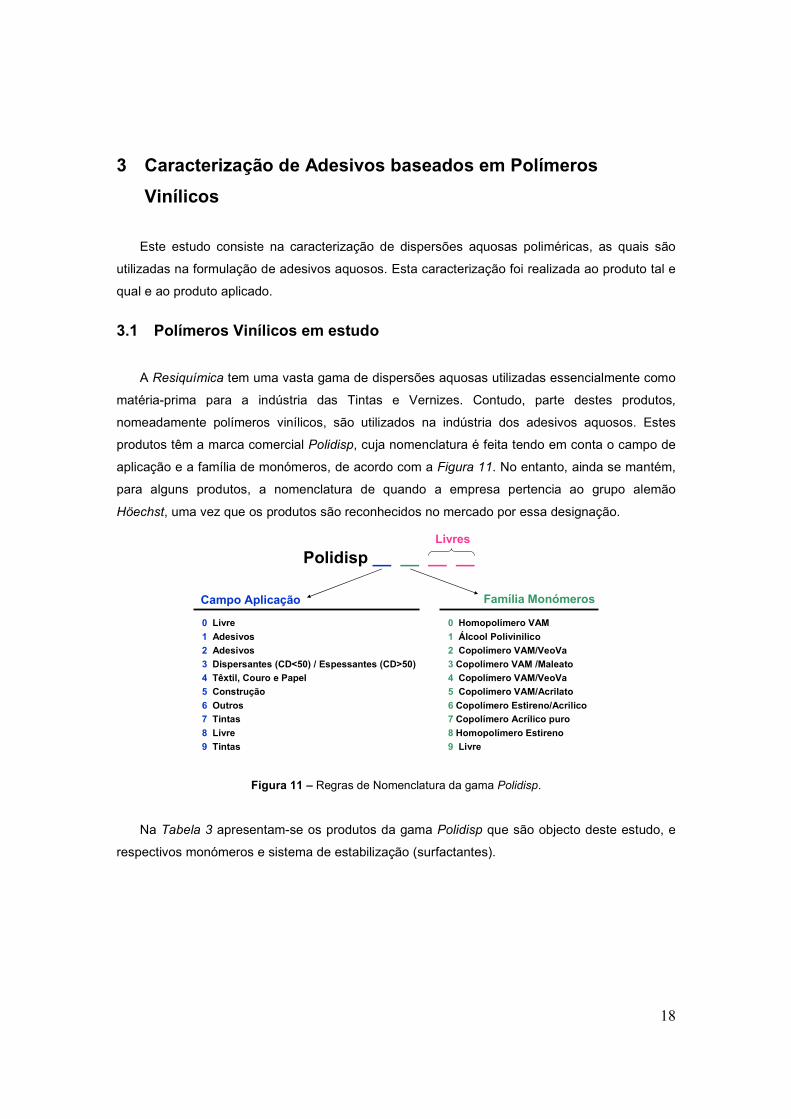
3 Caracterização de Adesivos baseados em Polímeros
Vinílicos
Este estudo consiste na caracterização de dispersões aquosas poliméricas, as quais são
utilizadas na formulação de adesivos aquosos. Esta caracterização foi realizada ao produto tal e
qual e ao produto aplicado.
3.1 Polímeros Vinílicos em estudo
A Resiquímica tem uma vasta gama de dispersões aquosas utilizadas essencialmente como
matéria-prima para a indústria das Tintas e Vernizes. Contudo, parte destes produtos,
nomeadamente polímeros vinílicos, são utilizados na indústria dos adesivos aquosos. Estes
produtos têm a marca comercial Polidisp, cuja nomenclatura é feita tendo em conta o campo de
aplicação e a família de monómeros, de acordo com a Figura 11. No entanto, ainda se mantém,
para alguns produtos, a nomenclatura de quando a empresa pertencia ao grupo alemão
Höechst, uma vez que os produtos são reconhecidos no mercado por essa designação.
Figura 11 – Regras de Nomenclatura da gama Polidisp.
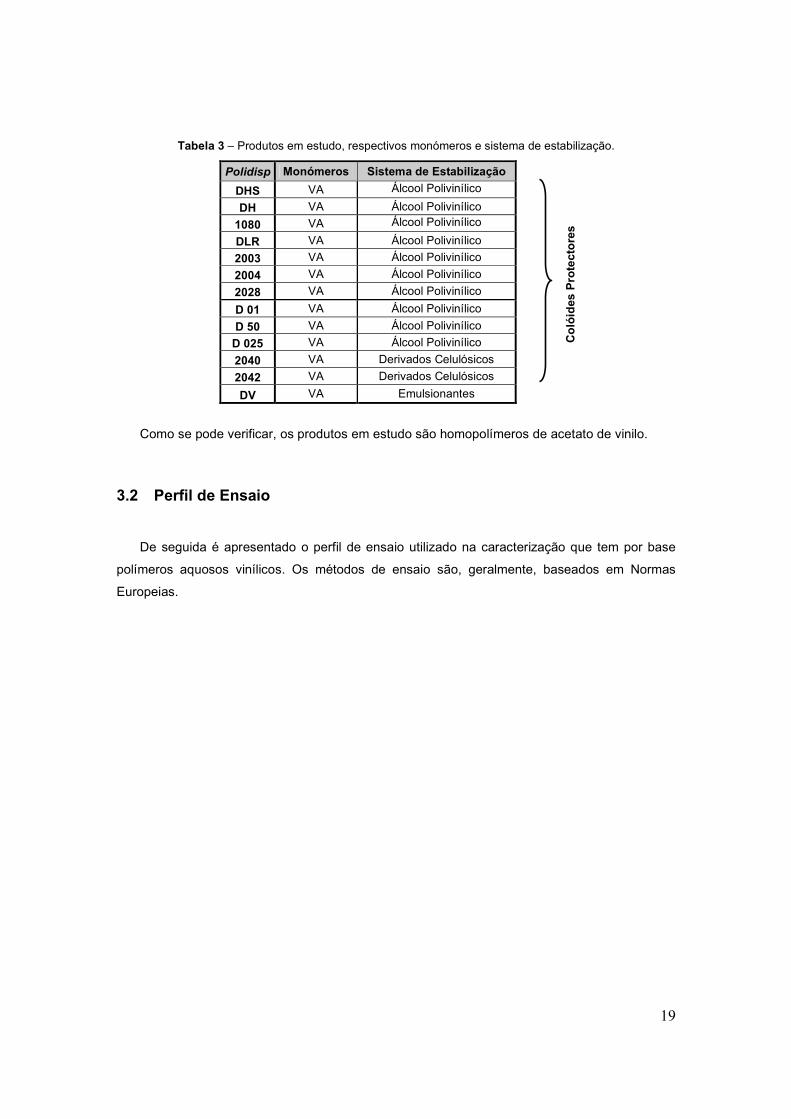
Na Tabela 3 apresentam-se os produtos da gama Polidisp que são objecto deste estudo, e
respectivos monómeros e sistema de estabilização (surfactantes).
19
Tabela 3 – Produtos em estudo, respectivos monómeros e sistema de estabilização.
Polidisp Monómeros Sistema de Estabilização
DHS VA Álcool Polivinílico
DH VA Álcool Polivinílico
1080 VA Álcool Polivinílico
DLR VA Álcool Polivinílico
2003 VA Álcool Polivinílico
2004 VA Álcool Polivinílico
2028 VA Álcool Polivinílico
D 01 VA Álcool Polivinílico
D 50 VA Álcool Polivinílico
D 025 VA Álcool Polivinílico
2040 VA Derivados Celulósicos
2042 VA Derivados Celulósicos
DV VA Emulsionantes
Como se pode verificar, os produtos em estudo são homopolímeros de acetato de vinilo.
3.2 Perfil de Ensaio
De seguida é apresentado o perfil de ensaio utilizado na caracterização que tem por base
polímeros aquosos vinílicos. Os métodos de ensaio são, geralmente, baseados em Normas
Europeias.
Colóides Protectores

20
Tabela 4 – Perfil de ensaio para caracterização de adesivos.
MÉTODO DE ENSAIO
CARACTERÍSTICA NORMAS DE
REFERÊNCIA Produto Tal e Qual
MR 012 Determinação do teor em sólidos ISO 3251
MR 005 Determinação da viscosidade Brookfield ISO 2555
MR 015 Determinação do valor de pH ISO 976-96
MR 033 Determinação do tamanho médio de partícula de uma dispersão aquosa MR
ADAPTADO Determinação da tensão superficial ISO 304 – 85
MR 303 Determinação da curva reológica de um fluido MR
MR 017 Determinação da temperatura mínima de formação de filme e do ponto
branco ISO 2115: 1996
Produto Aplicado
MR 536
(EXAUSTIVO)
Determinação da resistência à tracção de juntas coladas submetidas às
sequências de classes de durabilidade D1, D2, D3 e D4.
EN 204 (2001);
EN 205 (2003)
NOVO Determinação da resistência à tracção de juntas coladas a temperatura
elevada (WATT' 91) EN 14257: 2006
NOVO Determinação do tempo para ruptura de juntas coladas submetidas a uma
carga estática (“Creep Test”)
EN 1902 (1999);
EN 12960 (2007);
EN 15336 (2007)
MR 538 Determinação da rapidez de colagem (ASSTI) MR
NOVO Determinação do alongamento à ruptura e resistência à tracção de filmes EN 1896:2001
ADAPTADO Determinação do tempo aberto ("open time") MR
MR – Método Interno da Resiquímica

21
3.3 Propriedades do Produto Tal e Qual
A caracterização dos polímeros vinílicos em estudo foi iniciada com a determinação das
propriedades iniciais dos produtos, antes de aplicação.
3.3.1 Resíduo Sólido, Viscosidade e pH
O resíduo sólido é uma medida da quantidade de polímero na dispersão, que é a matéria
activa em termos de aplicação. Este parâmetro também pode ser uma forma de controlar a
reacção de polimerização, pois um resíduo sólido baixo pode indicar uma polimerização
deficiente (monómero por reagir). O resíduo sólido foi determinado tendo-se pesado 1,0 a 2,0 g
das dispersões aquosas vinílicas em cápsulas de metal previamente secas (com o cuidado de
distribuir uniformemente as amostras nas cápsulas). De seguida as cápsulas com as amostras
foram colocadas na estufa a 105ºC durante 1 hora. Após se cumprirem as condições de secagem,
foi esperado o tempo suficiente para que as cápsulas atingissem a temperatura ambiente. Por fim,
as cápsulas com as amostras foram pesadas. O resíduo sólido foi determinado pela Equação 1.
100(%) ×−
=C
ABRS Equação 1
A - peso, em g, da cápsula de metal, vazia
B - peso, em g, da cápsula de metal com o resíduo
C - peso, em g, da amostra
A viscosidade é um factor importante pois dá uma ideia de como o produto será
aplicado. Nas dispersões aquosas, a viscosidade depende do tamanho médio de partícula
(TMP), o qual é dependente do sistema de estabilização. Para a mesma dispersão, a
viscosidade aumenta com a diminuição de TMP. No método utilizado para a determinação
da viscosidade dinâmica de líquidos foi utilizado o Viscosímetro de Brookfield.

22
Figura 12 – Viscosímetro de Brookfield (DV-E Viscometer).
Inicialmente as amostras tiveram de ser estabilizadas num banho termostatizado a 23ºC
ou 25ºC. De seguida, seleccionaram-se as hastes e a velocidade de acordo com a FEPA de
cada produto. Para cada amostra, introduziu-se a respectiva haste num copo com a amostra
(com alguma inclinação de modo a evitar a formação de bolhas de ar por baixo da mesma) e
mergulhou-se até à ranhura de referência, tendo-se seguido a leitura da viscosidade.
A determinação do pH é útil para verificar se a dispersão está na gama de pH que
garante a sua estabilização. O princípio de funcionamento deste método é a medição
potenciométrica da diferença de potencial entre um eléctrodo de vidro e um eléctrodo de
referência mergulhados numa solução aquosa da substância a analisar.
3.3.2 Curvas Reológicas
Numa fase inicial, as amostras foram caracterizadas quanto ao seu comportamento
reológico. A reologia descreve a deformação do fluido sob influência de uma força. Quando se
submete uma junta colada a uma força ocorre, necessariamente, uma deformação antes de se
dar a ruptura da área de colagem.
Existem dois tipos de fluidos: Newtonianos e não-Newtonianos. Os polímeros são, regra
geral, não-Newtonianos. Contudo, este tipo de fluidos pode ser classificado relativamente à
variação da viscosidade com a tensão de corte e com o tempo.
As curvas reológicas foram obtidas a partir dos dados de viscosidade medidos pelo
Reómetro.

23
Figura 13 – Reómetro Brookfield Model DV-III (Programmable Rheometer) e respectivas hastes.
As curvas reológicas foram determinados através da utilização dois programas distintos do
Reómetro (Programa 1 e Programa 4). O Programa 1 tem como objectivo verificar a tixotropia do
sistema e o Programa 4 é utilizado para verificar o seu comportamento reológico, que é de
extrema importância para ter uma ideia do comportamento do produto na embalagem e na
aplicação.
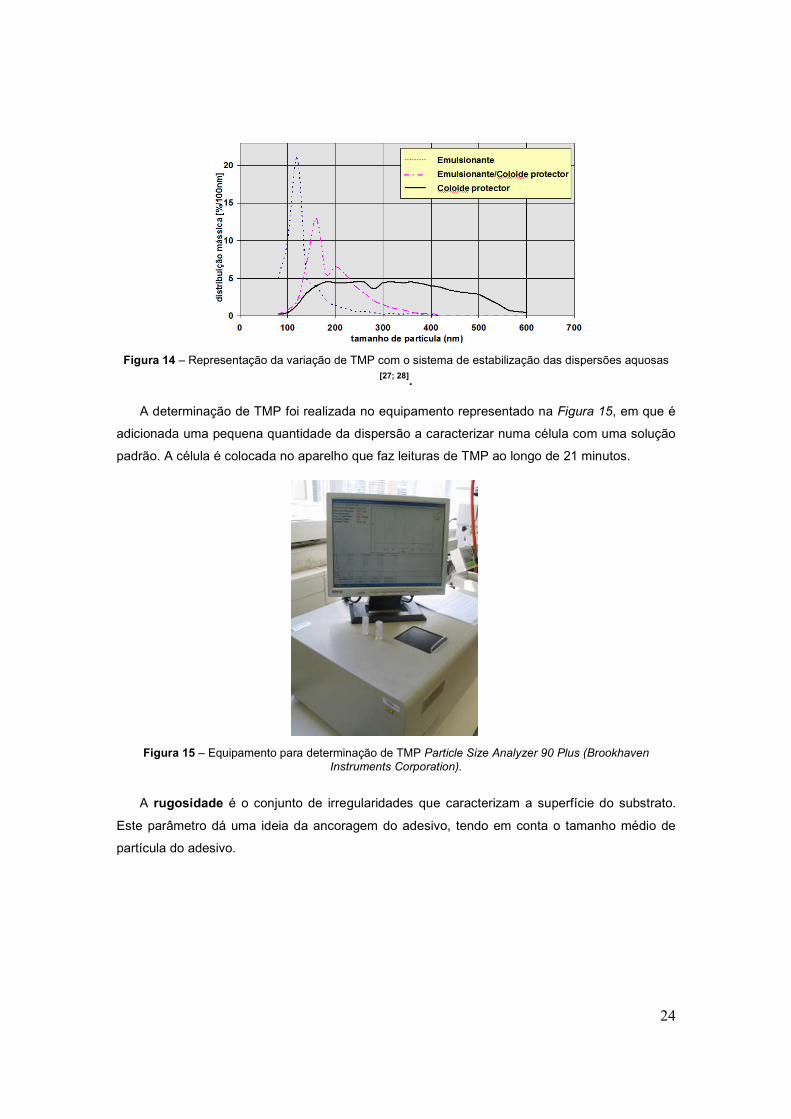
3.3.3 Tamanhos de Partícula
Uma propriedade importante nas dispersões que servem de base aos adesivos é o tamanho
médio de partícula (TMP) porque a distribuição de tamanhos das partículas do produto, dá uma
ideia da adesão do adesivo ao substrato. A partir desta distribuição pode decidir-se se um
adesivo terá melhor ou pior para desempenho quando aplicado num determinado substrato.. O
TMP depende fortemente do sistema de estabilização das dispersões. De uma forma geral, as
dispersões estabilizadas com colóides protectores apresentam um TMP elevado e uma
distribuição de TMP larga, ou seja, existem partículas muito grandes e partículas muito
pequenas. Em produtos estabilizados apenas com emulsionantes, os TMP são menores e a sua
distribuição é mais estreita, como se pode observar na Figura 14.
24
Figura 14 – Representação da variação de TMP com o sistema de estabilização das dispersões aquosas [27; 28].
A determinação de TMP foi realizada no equipamento representado na Figura 15, em que é
adicionada uma pequena quantidade da dispersão a caracterizar numa célula com uma solução
padrão. A célula é colocada no aparelho que faz leituras de TMP ao longo de 21 minutos.
Figura 15 – Equipamento para determinação de TMP Particle Size Analyzer 90 Plus (Brookhaven Instruments Corporation).
A rugosidade é o conjunto de irregularidades que caracterizam a superfície do substrato.
Este parâmetro dá uma ideia da ancoragem do adesivo, tendo em conta o tamanho médio de
partícula do adesivo.
25
Evaporação de água
Deformação das partículas
Coalescência das partículas
Maturação, difusão do polímero
Evaporação de água
Deformação das partículas
Coalescência das partículas
Maturação, difusão do polímero
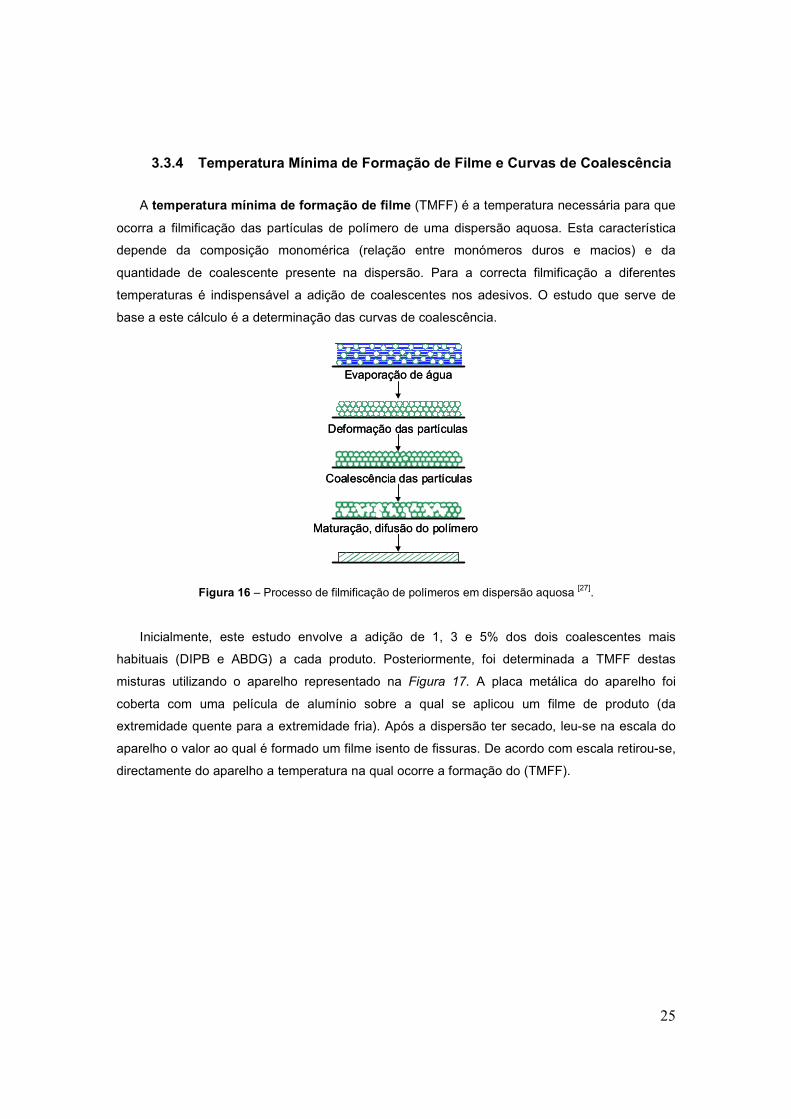
3.3.4 Temperatura Mínima de Formação de Filme e Curvas de Coalescência
A temperatura mínima de formação de filme (TMFF) é a temperatura necessária para que
ocorra a filmificação das partículas de polímero de uma dispersão aquosa. Esta característica
depende da composição monomérica (relação entre monómeros duros e macios) e da
quantidade de coalescente presente na dispersão. Para a correcta filmificação a diferentes
temperaturas é indispensável a adição de coalescentes nos adesivos. O estudo que serve de
base a este cálculo é a determinação das curvas de coalescência.
Figura 16 – Processo de filmificação de polímeros em dispersão aquosa [27].
Inicialmente, este estudo envolve a adição de 1, 3 e 5% dos dois coalescentes mais
habituais (DIPB e ABDG) a cada produto. Posteriormente, foi determinada a TMFF destas
misturas utilizando o aparelho representado na Figura 17. A placa metálica do aparelho foi
coberta com uma película de alumínio sobre a qual se aplicou um filme de produto (da
extremidade quente para a extremidade fria). Após a dispersão ter secado, leu-se na escala do
aparelho o valor ao qual é formado um filme isento de fissuras. De acordo com escala retirou-se,
directamente do aparelho a temperatura na qual ocorre a formação do (TMFF).
26
Figura 17 – Aparelho para determinação de TMFF (Rhopoint Bar 60).
3.3.5 Monómero Livre Residual
O monómero livre residual (MLR) é a quantidade de monómero que ficou por reagir após a
reacção de polimerização. Para esta determinação utiliza-se a técnica de cromatografia gasosa.
Esta característica é cada vez mais importante devido a questões de ecologia e saúde.
Actualmente o acetato de vinilo é classificado com o símbolo F (inflamável) e frase de risco
R11 (facilmente inflamável). No entanto, está em curso uma análise de risco ao acetato de vinilo.
Na hipótese do acetato de vinilo ser tóxico, a rotulagem de produtos contendo acetato de vinilo
acima de 0,1% (1000 ppm) passa a símbolo T (tóxico) e frase de risco 45 (pode causar cancro).
A fim de evitar que as dispersões aquosas vinílicas passem ter um símbolo tóxico no rótulo é
necessário garantir que não se atinge 1000 ppm de acetato de vinilo no produto final.
Figura 18 – Rotulagem de produtos com acetato de vinilo na sua composição.
A técnica de cromatografia gasosa consiste num método físico de separação, no qual os
componentes a serem separados são distribuídos entre duas fases: a fase estacionária (sílica) e
a fase móvel (hélio). À medida que as duas fases eluem na coluna, podem ser quantificadas por
um detector.

27
Figura 19 – Cromatógrafo para determinação de MLR (Hewlett Packard 5890; Series II).
Para além do MLR de acetato de vinilo também são detectados os seguintes compostos:
acetaldeído, metanol e ácido de metilo (produtos de degradação e impurezas do monómero
principal de acetato de vinilo).
3.3.6 Tensão Superficial e Ângulo de Contacto
A tensão superficial e o ângulo de contacto são propriedades que estão relacionadas e são
bastante importantes para os adesivos pois dão uma ideia de como o adesivo cobre a superfície
do substrato. A tensão superficial é a força existente na superfície de líquidos em repouso,
sendo causada pela atracção entre moléculas, devida ás forças intermoleculares. Considerando
uma interface líquido-gás.
Nos adesivos, a tensão superficial está relacionada com o ângulo de contacto e a com o
grau de molhagem. O ângulo de contacto é o ângulo formado entre uma superfície sólida e a
tangente a uma gota de líquido nela aplicada. Neste caso há uma interface tripla formada pela
deposição do líquido na superfície sólida, logo há três tensões em jogo:
Figura 20 – Ângulo de contacto entre uma gota de líquido e uma superfície plana e horizontal [29].
γGL é a tensão superficial entre o gás e o líquido, γGS corresponde à tensão superficial entre o
gás e a superfície sólida e γLS é a tensão superficial entre o líquido e o sólido.

28
Até se atingir o equilíbrio, a linha de contacto tripla é sujeita a uma força por unidade de
comprimento:
'cosθγγγGLLSGS
h
L
F−−= Equação 2
O ângulo de contacto instantâneo (θ∋) tende para θ à medida que a forma da gota se altera e
a força Fh tende para zero. Logo, no equilíbrio as três tensões reflectem-se na Equação de
Young:
GL
SLSG
GLSLSG γ
γγθθγγγ
−=⇒+= coscos Equação 3
Separadamente, γGS e γLS são difíceis de determinar, contudo a sua diferença é facilmente
determinada a partir de θ e γGL.
Uma medida da facilidade ou dificuldade com que um liquido adere a um sólido é o trabalho
ou energia de adesão de adesão (WLS = Wa). Este trabalho corresponde á energia necessária
para separar uma área unitária de interface sólido-líquido, criando-se duas interfaces: sólido-ar e
líquido-ar. O trabalho de adesão é determinado segundo a Equação de Dupré:
SLGLSGSLW γγγ −+= Equação 4
Combinando as equações 2 e 3 obtém-se a seguinte relação:
( )θγ cos1+=GLSL
W Equação 5
O trabalho de adesão varia apenas com a tensão superficial entre o gás e o liquido e com o
ângulo de contacto.
O ângulo de contacto está relacionado com as interacções entre as moléculas na gota de
líquido – forças coesivas – e entre estas e a superfície do sólido – forças adesivas.
A molhagem ou molhamento traduz-se pelo deslocamento de uma fase gasosa (ar) por um
líquido sobre uma superfície sólida. A molhagem de um sólido por um líquido é fortemente
afectada pela rugosidade da superfície. Assim, o ângulo de contacto aumenta com a rugosidade
média da superfície, pois quanto mais rugosa for uma superfície sólida, maior será a dificuldade
de um líquido em molhá-la. Dois exemplos extremos de boa e deficiente molhagem de um
substrato por um fluido podem ser visualizados na figura seguinte.
29
Se: º0=θ ⇒ GLSL
W γ2= ⇒ O líquido molha perfeitamente a superfície sólida.
Se: º180=θ ⇒ 0=SL
W ⇒ O líquido não molha a superfície sólida (situação impossível).
Se: º90º0 << θ ⇒ O líquido molha a superfície sólida.
Se: º180º90 << θ ⇒ O líquido não molha a superfície sólida.
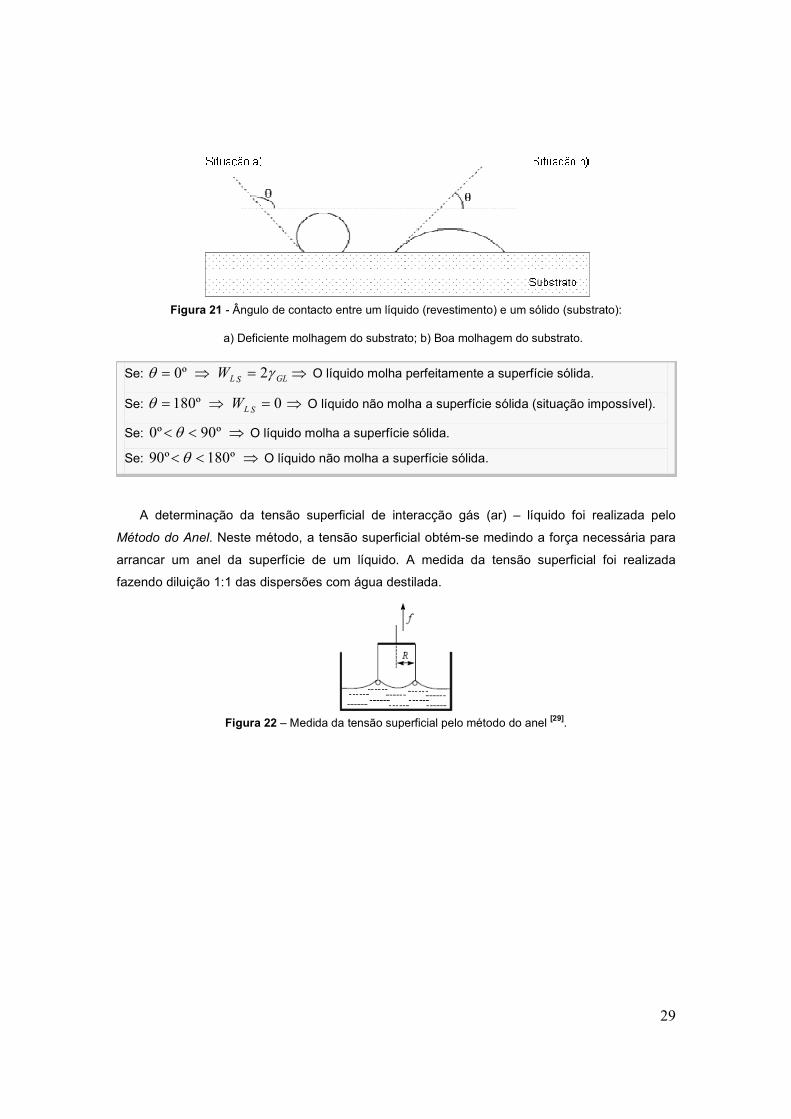
Figura 21 - Ângulo de contacto entre um líquido (revestimento) e um sólido (substrato):
a) Deficiente molhagem do substrato; b) Boa molhagem do substrato.
A determinação da tensão superficial de interacção gás (ar) – líquido foi realizada pelo
Método do Anel. Neste método, a tensão superficial obtém-se medindo a força necessária para
arrancar um anel da superfície de um líquido. A medida da tensão superficial foi realizada
fazendo diluição 1:1 das dispersões com água destilada.
Figura 22 – Medida da tensão superficial pelo método do anel [29].

30
Figura 23 – Dinómetro para determinação da tensão superficial (Dynometer Byk Labotron).
O ângulo de contacto foi medido pela aplicação de uma gota de dispersão aquosa vinílica
sobre placas de vidro e provetes de madeira (faia). Após a aplicação da gota foi tirada uma
fotografia, na qual se marcou e mediu o referido ângulo.
3.4 Propriedades do Produto Aplicado
Os adesivos ao serem aplicados num substrato podem ser submetidos a vários testes de
forma a avaliar a resistência à tracção a determinadas condições, bem como rapidez de colagem
e tempo de secagem.
3.4.1 Tempo Aberto (“Open Time”)
O tempo aberto (“open time”) é o tempo de secagem de um adesivo sem sobreposição de
substratos.
Em condições standard (T = 23ºC, %Hr = 50%), aplicou-se um filme de adesivo num painel
de vidro com a espessura de 100 µm. Assim que o filme foi aplicado iniciou-se a contagem do
tempo. Ao fim de 5 minutos colocou-se o dedo sobre o filme sem pressionar de forma a avaliar a
pegajosidade. A partir dos 5 minutos, repetiu-se o procedimento em intervalos de 1 minuto até
fazer um total de 10 minutos. A partir dos 10 minutos repetiu-se o procedimento de intervalos de
30 segundos até o adesivo perder pegajosidade, sinal de que já estava seco.

31
6 cm
1,5 cm
2,5 cm
3.4.2 Alongamento à ruptura e resistência à tracção de filmes
Este método foi baseado na Norma Europeia EN 1896: 2001, cujo objectivo é determinar o
alongamento à ruptura e resistência à tracção de filmes.
Sobre uma placa de vidro forrada com Teflon, aplicou-se um filme de dispersão aquosa
vinílica de 800 µm e deixou-se secar na sala climatizada. Após 24 horas, o filme foi destacado e
virado até perfazer o total de 48 horas de secagem.
Com a prensa de cortes, cortaram-se 5 provetes de filme com as dimensões referidas na
Figura 24. Mediu-se a espessura de filme seco de cada provete em 3 pontos distintos, utilizando
um micrómetro, tendo o cuidado de não deformar ou exercer força nos filmes. A média da
espessura foi o valor utilizado para o cálculo da área de alongamento.
Figura 24 – Dimensões dos provetes dos filmes a testar.
Os provetes foram submetidos a alongamento devido a uma força utilizando um tensiómetro
vertical.
Figura 25 – Tensiómetro Hounsfield Equipment Modelo H5K-S.

32
3.4.3 Rapidez de Colagem
Este método tem como objectivo determinar a velocidade de colagem de adesivos para
papel, uma vez que este é um parâmetro relevante neste tipo de adesivos. Este método é
realizado utilizando o aparelho ASSTI (Adhesive Setting Speed Instrument) Young Industrial
LTD.
Figura 26 - ASSTI (Adhesive Setting Speed Instrument) Young Industrial LTD.
Este método baseia-se na determinação do tempo mínimo requerido para a colagem de
duas folhas de papel.
3.4.4 Resistência à Tracção de Juntas Coladas submetidas às Sequências
das Classes de Durabilidade D1, D2, D3 e D4
Uma das propriedades mais importantes nos adesivos à a resistência à tracção de colagens
á temperatura ambiente.
A resistência à tracção de juntas coladas com os produtos em estudo foi determinada
utilizando um método baseado na Norma Europeia EN 205: 2003 em determinadas sequências
de condições climáticas. Posteriormente, foi avaliada a respectiva durabilidade das juntas
coladas segundo a Norma EN 204: 2001 na qual são especificados os requisitos de classificação
dos adesivos.
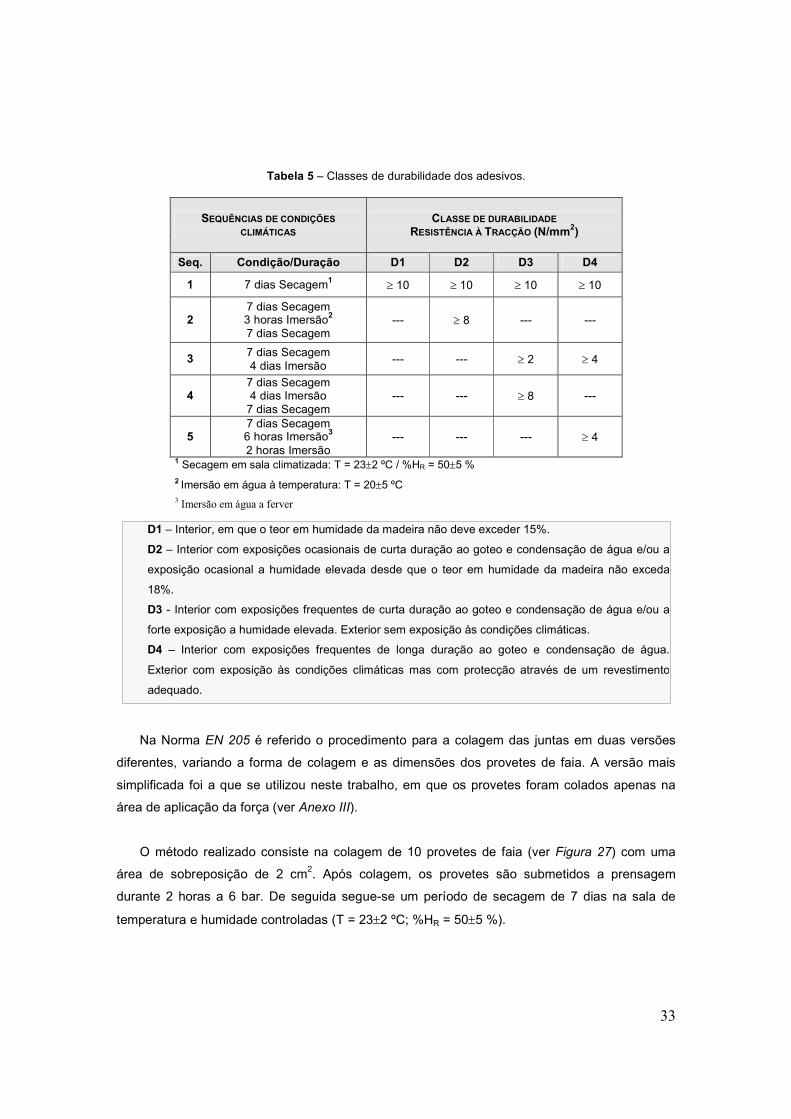
33
D1 – Interior, em que o teor em humidade da madeira não deve exceder 15%.
D2 – Interior com exposições ocasionais de curta duração ao goteo e condensação de água e/ou a
exposição ocasional a humidade elevada desde que o teor em humidade da madeira não exceda
18%.
D3 - Interior com exposições frequentes de curta duração ao goteo e condensação de água e/ou a
forte exposição a humidade elevada. Exterior sem exposição às condições climáticas.
D4 – Interior com exposições frequentes de longa duração ao goteo e condensação de água.
Exterior com exposição às condições climáticas mas com protecção através de um revestimento
adequado.
Tabela 5 – Classes de durabilidade dos adesivos.
SEQUÊNCIAS DE CONDIÇÕES CLIMÁTICAS
CLASSE DE DURABILIDADE RESISTÊNCIA À TRACÇÃO (N/mm2)
Seq. Condição/Duração D1 D2 D3 D4
1 7 dias Secagem1 ≥ 10 ≥ 10 ≥ 10 ≥ 10
2 7 dias Secagem 3 horas Imersão2 7 dias Secagem
--- ≥ 8 --- ---
3 7 dias Secagem 4 dias Imersão
--- --- ≥ 2 ≥ 4
4 7 dias Secagem 4 dias Imersão
7 dias Secagem --- --- ≥ 8 ---
5 7 dias Secagem 6 horas Imersão3 2 horas Imersão
--- --- --- ≥ 4
1 Secagem em sala climatizada: T = 23±2 ºC / %HR = 50±5 % 2 Imersão em água à temperatura: T = 20±5 ºC 3 Imersão em água a ferver
Na Norma EN 205 é referido o procedimento para a colagem das juntas em duas versões
diferentes, variando a forma de colagem e as dimensões dos provetes de faia. A versão mais
simplificada foi a que se utilizou neste trabalho, em que os provetes foram colados apenas na
área de aplicação da força (ver Anexo III).
O método realizado consiste na colagem de 10 provetes de faia (ver Figura 27) com uma
área de sobreposição de 2 cm2. Após colagem, os provetes são submetidos a prensagem
durante 2 horas a 6 bar. De seguida segue-se um período de secagem de 7 dias na sala de
temperatura e humidade controladas (T = 23±2 ºC; %HR = 50±5 %).

34
Vista lateral
8 cm
2 cm
1 cm Provete 1 Provete 2
Vista de cima
a
b
Figura 27 – Colagem de provetes de faia.
Figura 28 – a) Provetes de faia colados; b) Prensagem dos provetes de faia colados.
Após o período de secagem, procede-se à determinação da resistência à tracção dos
provetes relativos a cada fase da sequência de condições climáticas, a qual é ditada pelo grupo
de esforço a testar.
A resistência à tracção foi realizada com um tensiómetro horizontal com uma velocidade de
tracção de 50 mm/min.
Figura 29 – Tensiómetro Monsanto P.L.C. Refª 20.

35
3.4.5 Resistência à Tracção de Juntas Coladas quando submetidas a
Temperatura Elevada (WATT’ 91)
Outra propriedade importante é a resistência à tracção de colagens quando sujeitas a uma
temperatura elevada (T = 80ºC). Este método foi baseado na Norma Europeia EN 14257: 2006
(ver Anexo IV).
O procedimento de colagem e prensagem é o mesmo descrito resistência à tracção de
colagens à temperatura ambiente. Após 7 dias de secagem, os provetes são colocados numa
estufa pré-aquecida a uma temperatura de (80 ± 2) ºC durante 1 hora. De seguida procede-se ao
ensaio de tracção no tensiómetro horizontal com velocidade de tracção de 50 mm/min. É de
realçar que o tempo decorrido entre a remoção do provete da estufa e o início do respectivo
ensaio de tracção deve ser de 9 ± 1 s.
3.4.6 Tempo para Ruptura de Juntas Coladas submetidas a uma Carga
Estática (“Creep Test”)
O ensaio de resistência de colagens a uma carga estática (“Creep Test”) tem por base as
Normas Europeias EN 1902: 1999 (ver Anexo V); EN 15336: 2007 e EN 12960: 2007 (ver Anexo
VI). O objectivo deste ensaio é determinar o tempo de juntas coladas até à ruptura. Para este
ensaio utilizaram-se os provetes de faia descritos anteriormente.
O ensaio foi limitado a apenas dois produtos, Polidisp DHS e Polidisp 2040, como tentativa
de implementar o método. Durante o trabalho fizeram-se várias tentativas de implementação
deste método tendo sempre as normas por base. A pesquisa foi exaustiva e testaram-se
alternativas segundo normas referentes a adesivos para madeira e papel, mas também adesivos
para outros fins de forma a tentar ajustar o método. Mas concluiu-se que não se reuniam as
condições para implementar correctamente o método. Contudo, foram testadas juntas coladas
(Área de colagem = 2 cm2) alterando as condições de secagem e a carga a aplicar.
Tabela 6 – Condições do ensaio.
Prensagem Norma
Duração Pressão Secagem Peso Total Tempo Total
EN 1902 7 dias 6 Kg 52 dias ou até à descolagem
EN 12960 2 horas 6 bar
1 dia 1,0 Kg / 1,5 Kg 5 dias ou até à descolagem
A estrutura utilizada para o ensaio está representada na Figura 30.

36
Figura 30 – Estrutura para o “Creep Test”.

37
4 Apresentação e Discussão de Resultados
4.1 Resultados do Produto Tal e Qual
4.1.1 Resíduo Sólido, Viscosidade e pH
Tabela 7 – Resultados de resíduo sólido, viscosidade e pH dos produtos testados.
Resíduo Sólido (%)
Viscosidade Brookfield a 23ºC (mPa.s)
pH
Polidisp Especificação Experimental Especificação Experimental Especificação Experimental
DHS 49,0 - 51,0 49,8 25 000 - 45 000 26000 3,5 - 5,5 4,3
DH 49,0 - 51,0 49,4 40 000 - 80 000 56000 3,5 - 5,5 4,6
1080 49,0 - 51,0 50,0 20 000 - 30 000 27560 3,5 - 5,5 4,6
DLR 49,0 - 51,0 49,9 9 000 - 21 000 14000 6,0 - 8,0 6,3
2003 49,0 - 51,0 49,0 13 000 - 17 000 19000 2,8 - 3,6 3,0
2004 59,0 - 61,0 59,4 4 000 - 10 000 4800 4,0 - 6,0 5,0
2028 59,0 - 61,0 59,3 20 000 - 36 000 23000 4,0 - 6,0 4,6
D 01 49,0 - 51,0 50,0 17 000 - 30 000 19000 4,0 - 5,0 4,7
D 50 49,0 - 51,0 49,3 22 000 - 32 000 30000 3,0 - 4,0 3,5
D 025 53,0 - 55,0 53,8 18 000 - 42 000 39500 3,0 - 4,0 3,4
2040 55,0 - 57,0 58,7 1 000 - 4 000 1200 4,0 - 5,0 4,8
2042 59,0 - 61,0 59,9 4 000 - 16 000 6300 4,0 - 5,0 4,6
DV 49,0 - 51,0 50,5 20 - 130 43 4,0 - 5,0 4,7
Como se pode observar, a generalidade das dispersões estudadas apresentam um conteúdo
em sólidos de cerca de 50 %. Existem também produtos com cerca de 60% de sólidos, tais como
Polidisp 2004, 2028 e 2042. A partir da análise da Tabela 7 conclui-se que todos os produtos são
de viscosidade elevada com excepção do Polidisp DV.

38
0
8000
16000
24000
32000
40000
48000
56000
64000
0,0 0,5 1,0 1,5 2,0 2,5 3,0
Taxa de Deformação D (rps)
ττ ττ (mPa)
DHS
DH
1080
DLR
2003
2004
2028
D 01
D 50
D 025
2040
2042
DV
4.1.2 Curvas Reológicas
O Programa 4 tem como objectivo a determinação da curva reológica e o Programa 1 tem
como fim avaliar a tixotropia.
4.1.2.1 Segundo o Programa 4 do Reómetro
Na figura seguinte são apresentados os resultados para o Programa 4 do reómetro.
Figura 31 – Curvas reológicas segundo o Programa 4 para os produtos caracterizados.
Os fluidos Newtonianos obedecem à Lei de Newton da viscosidade:
Dµτ −= Equação 6
τ – Tensão de corte (mPa)
µ– Viscosidade (mPa.s)
D – Taxa de deformação (s-1)

39
No caso dos fluidos não-Newtonianos, a relação tensão-deformação não é linear, variando
em vários tipos de fluidos. Pode generalizar-se a relação tensão-deformação segundo a Lei da
Potência da seguinte forma:
nkD=τ Equação 7
k – coeficiente de consistência
n – coeficiente de comportamento
Assim, o coeficiente que varia nos diferentes tipos de fluido é n, influenciando o
comportamento reológico dos fluidos.
Tabela 8 - Classificação de fluidos relativamente à variação de viscosidade com a tensão de corte [12; 13].
Tipo de Fluido Comportamento do Fluido
Newtonianos n = 1
Pseudoplásticos n < 1 não-Newtonianos Dilatantes n > 1
Os fluidos pseudoplásticos apresentam cadeias longas que, em repouso, têm orientações
aleatórias, mas que se alinham quando em movimento.
Pela observação da Figura 31 conclui-se que a viscosidade de todos os produtos
caracterizados, à excepção do Polidisp DV, diminui com o aumento da velocidade de agitação,
ou seja, uma vez que τ aumenta com D. Ao ajustar uma função potência aos dados dos produtos
testados, conclui-se que todos os produtos apresentam um comportamento pseudoplástico
(n<1), com excepção do Polidisp DV. O produto Polidisp 2004 apresenta um comportamento
pseudoplástico, mas aproxima-se de um fluido Newtoniano (n=0,8264). Este comportamento
pseudoplástico deve-se ao alinhamento das cadeias de polímero com o movimento durante a
agitação, resultando na redução da viscosidade aparente. Polidisp DV apresenta um
comportamento muito próximo de Newtoniano, pois n=1,3594. Tal é verificado pela observação
do produto, pois apresenta uma viscosidade muito baixa. Os produtos que apresentam menor
viscosidade são os que se aproximam mais de um fluido Newtoniano.

40
20000
25000
30000
35000
40000
45000
50000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
10
20
30
40
50
60
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
4.1.2.2 Segundo o Programa 1 do Reómetro
Determinaram-se as curvas reológicas segundo o Programa 1 para todos os produtos
testados. Contudo, só são apresentados os resultados obtidos para os produtos Polidisp DHS e
Polidisp DV, a título de exemplo. Isto porque os restantes apresentaram um comportamento
semelhante ao Polidisp DHS (ver Anexo I).
Figura 32 – Curva reológica segundo o Programa 1 para Polidisp DHS.
Figura 33 - Curva reológica segundo o Programa 1 para Polidisp DV.

41
Como τ corresponde a uma força tangencial por unidade de área e D corresponde a um
gradiente de velocidade, quando se coloca um agitador no seio de um fluido, para a mesma
velocidade de agitação, a força a aplicar será tanto maior quanto maior for a viscosidade
aparente (µa). Nos fluidos tixotrópicos, µa diminui com o tempo durante a agitação. Contudo,
quando a agitação diminui e o fluido tende para um estado de repouso, a viscosidade inicial é
recuperada. Este comportamento pode adaptar-se aos adesivos, uma vez que na aplicação o
produto torna-se menos viscoso. Assim que a força cessa, µa aumenta, fazendo com que durante
o período de colagem a viscosidade aumente. Este comportamento está associado à quebra das
ligações fracas entre as cadeias poliméricas durante a agitação. Assim que a agitação cessa, as
ligações vão-se restabelecer gradualmente, repondo a viscosidade inicial. Soluções poliméricas
são exemplos de fluidos tixotrópicos.
Se um fluido for tixotrópico não é Newtoniano, logo tem uma classificação em função da
tensão de corte (geralmente são pseudoplásticos). Contudo, se um fluido for pseudoplástico ou
dilatante pode apresentar uma viscosidade independente do tempo [12; 13].
Os polímeros vinílicos em estudo ao serem submetidos a agitação, retomaram os valores
iniciais de viscosidade apresentando um comportamento muito semelhante aos fluidos
tixotrópicos.
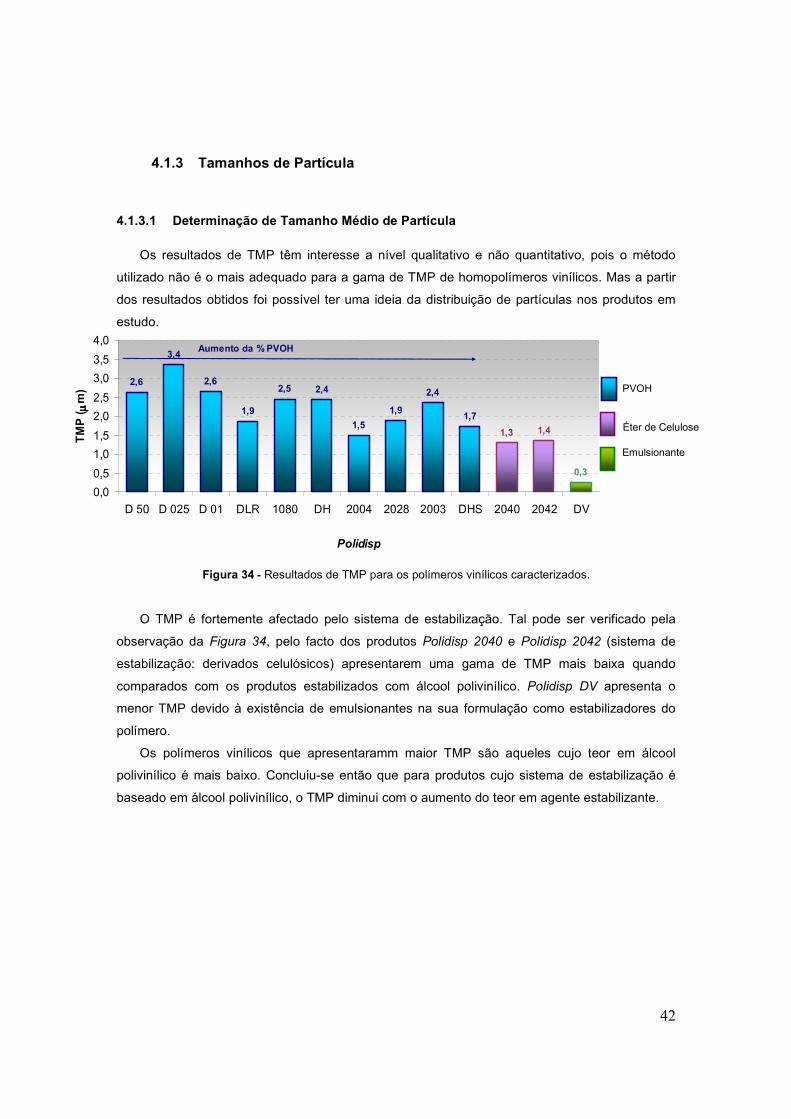
42
2,6
3,4
2,6
1,9
2,5 2,4
1,5
1,9
2,4
1,7
0,3
1,41,3
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
TMP (
µµ µµm)
Aumento da % PVOH
PVOH Éter de Celulose Emulsionante
4.1.3 Tamanhos de Partícula
4.1.3.1 Determinação de Tamanho Médio de Partícula
Os resultados de TMP têm interesse a nível qualitativo e não quantitativo, pois o método
utilizado não é o mais adequado para a gama de TMP de homopolímeros vinílicos. Mas a partir
dos resultados obtidos foi possível ter uma ideia da distribuição de partículas nos produtos em
estudo.
Figura 34 - Resultados de TMP para os polímeros vinílicos caracterizados.
O TMP é fortemente afectado pelo sistema de estabilização. Tal pode ser verificado pela
observação da Figura 34, pelo facto dos produtos Polidisp 2040 e Polidisp 2042 (sistema de
estabilização: derivados celulósicos) apresentarem uma gama de TMP mais baixa quando
comparados com os produtos estabilizados com álcool polivinílico. Polidisp DV apresenta o
menor TMP devido à existência de emulsionantes na sua formulação como estabilizadores do
polímero.
Os polímeros vinílicos que apresentaramm maior TMP são aqueles cujo teor em álcool
polivinílico é mais baixo. Concluiu-se então que para produtos cujo sistema de estabilização é
baseado em álcool polivinílico, o TMP diminui com o aumento do teor em agente estabilizante.

43
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Diâmetro da Partícula (nm)
Intensidade
4.1.3.2 Distribuição de Tamanhos de Partícula
Foi realizada a determinação da distribuição de tamanhos de partícula para todos os
produtos caracterizados. Contudo, só são apresentados os resultados para os produtos Polidisp
DH e Polidisp DV, a título de exemplo, uma vez que se obteve uma distribuição bimodal para a
maioria dos produtos.
Figura 35 – Distribuição de tamanhos de partícula para Polidisp DH.
Figura 36 – Distribuição de tamanhos de partícula para Polidisp DV.
Pela observação das figuras anteriores, conclui-se que as dispersões aquosas vinílicas
apresentam uma distribuição bimodal de partículas. Este tipo de distribuição é o esperado em
adesivos para garantir uma boa colagem. Um adesivo deve conter micropartículas para garantir

44
a ancoragem deste no substrato e partículas de maiores dimensões para facilitar a adesão. Os
produtos Polidisp 2003, D 01 e DV não apresentam distribuição bimodal, mas deve-se ao facto
do método não ser o mais adequado para estes produtos, pois alguns ensaios afastaram-se do
previsto (ver Anexo II).
Como forma de completar a caracterização dos polímeros vinílicos em relação ao tamanho e
distribuição de partículas determinou-se a rugosidade das superfícies em que os produtos foram
aplicados (provetes de faia). Para estas superfícies, a rugosidade média obtida dos produtos
testados foi 6,5 µm. A partir resultados obtidos para o TMP conclui-se que todos os produtos
testados têm capacidade de penetrar neste substrato para garantir uma boa ancoragem e
permitir um processo de colagem eficiente. Contudo, Polidisp DV não apresenta características
para colagem neste tipo de substrato, por apresentar partículas muito pequenas que penetram
no substrato mas tornam a adesão à superfície difícil pela ausência de partículas com maior
diâmetro.
4.1.4 Temperatura Mínima de Formação de Filme e Curvas de Coalescência
4.1.4.1 Determinação da TMFF
Os resultados obtidos para a determinação da TMFF são apresentados na Figura 37.
Figura 37 – Resultados de TMFF dos produtos caracterizados.
Sem plastificação externa Com plastificação externa
PVOH Éter de Celulose Emulsionante
10
14 1413
1214
0
2
56
0
1516
0
2
4
6
8
10
12
14
16
18
D 50 1080 DH 2004 2028 DHS 2040 DV D 025 D 01 DLR 2003 2042
Polidisp
TMFF (ºC)
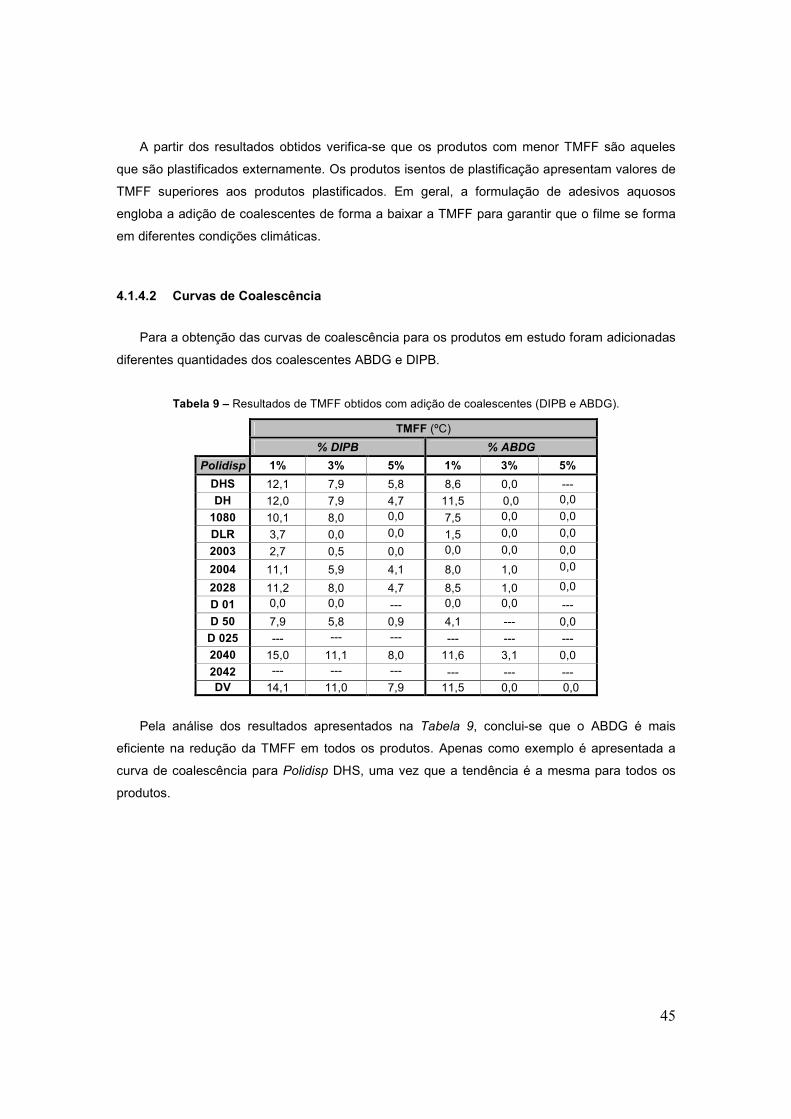
45
A partir dos resultados obtidos verifica-se que os produtos com menor TMFF são aqueles
que são plastificados externamente. Os produtos isentos de plastificação apresentam valores de
TMFF superiores aos produtos plastificados. Em geral, a formulação de adesivos aquosos
engloba a adição de coalescentes de forma a baixar a TMFF para garantir que o filme se forma
em diferentes condições climáticas.
4.1.4.2 Curvas de Coalescência
Para a obtenção das curvas de coalescência para os produtos em estudo foram adicionadas
diferentes quantidades dos coalescentes ABDG e DIPB.
Tabela 9 – Resultados de TMFF obtidos com adição de coalescentes (DIPB e ABDG).
TMFF (ºC)
% DIPB % ABDG
Polidisp 1% 3% 5% 1% 3% 5%
DHS 12,1 7,9 5,8 8,6 0,0 ---
DH 12,0 7,9 4,7 11,5 0,0 0,0
1080 10,1 8,0 0,0 7,5 0,0 0,0
DLR 3,7 0,0 0,0 1,5 0,0 0,0
2003 2,7 0,5 0,0 0,0 0,0 0,0
2004 11,1 5,9 4,1 8,0 1,0 0,0
2028 11,2 8,0 4,7 8,5 1,0 0,0
D 01 0,0 0,0 --- 0,0 0,0 ---
D 50 7,9 5,8 0,9 4,1 --- 0,0
D 025 --- --- --- --- --- ---
2040 15,0 11,1 8,0 11,6 3,1 0,0
2042 --- --- --- --- --- --- DV 14,1 11,0 7,9 11,5 0,0 0,0
Pela análise dos resultados apresentados na Tabela 9, conclui-se que o ABDG é mais
eficiente na redução da TMFF em todos os produtos. Apenas como exemplo é apresentada a
curva de coalescência para Polidisp DHS, uma vez que a tendência é a mesma para todos os
produtos.
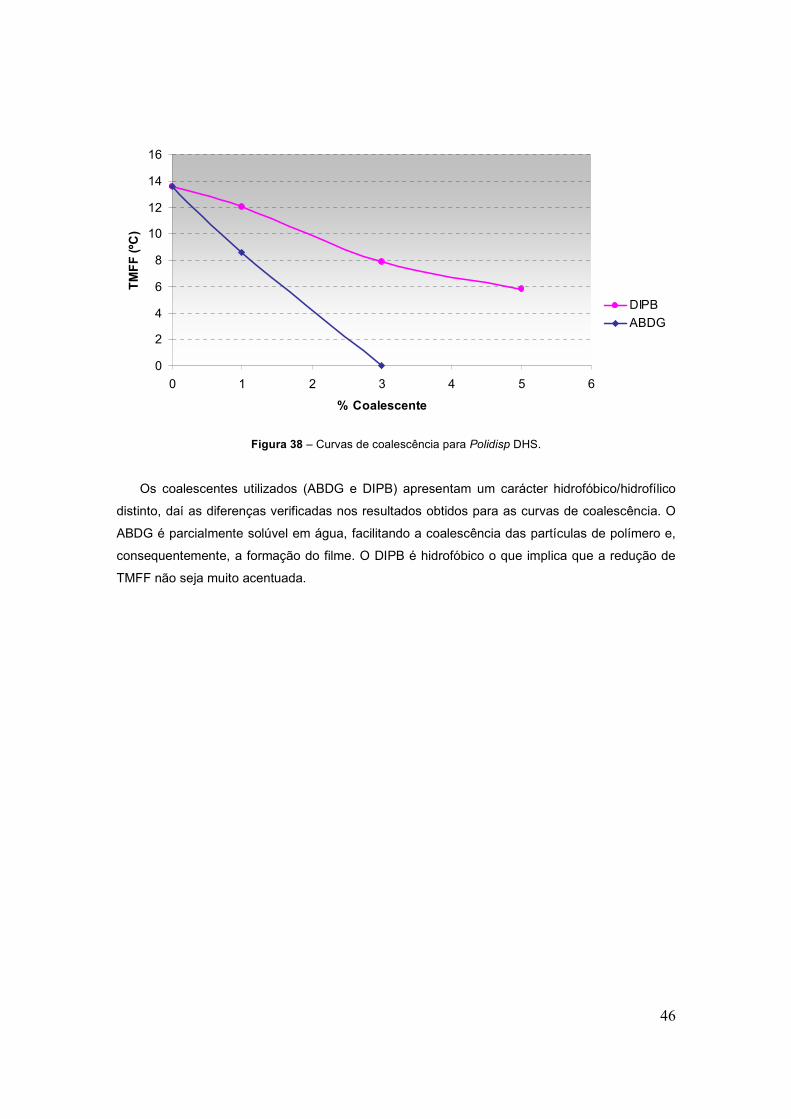
46
0
2
4
6
8
10
12
14
16
0 1 2 3 4 5 6
% Coalescente
TMFF (ºC)
DIPB
ABDG
Figura 38 – Curvas de coalescência para Polidisp DHS.
Os coalescentes utilizados (ABDG e DIPB) apresentam um carácter hidrofóbico/hidrofílico
distinto, daí as diferenças verificadas nos resultados obtidos para as curvas de coalescência. O
ABDG é parcialmente solúvel em água, facilitando a coalescência das partículas de polímero e,
consequentemente, a formação do filme. O DIPB é hidrofóbico o que implica que a redução de
TMFF não seja muito acentuada.

47
4.1.5 Monómero Livre Residual
A partir da técnica de cromatografia gasosa foram obtidos os teores em acetato de vinilo dos
polímeros vinílicos em estudo.
Tabela 10 - Resultados obtidos para o MLR dos produtos em caracterização.
MLR- Acetato de Vinilo (ppm)
Polidisp Especificação Experimental
DHS < 1000 560 DH < 3000 2542 1080 < 3000 1550 DLR < 1000 971 2003 < 1000 288 2004 < 1000 262 2028 < 1000 277 D 01 < 1000 60 D 50 < 1000 973 D 025 < 1000 888 2040 < 1000 278 2042 < 1000 425 DV < 1000 405
Como se pode verificar, praticamente todos os produtos apresentam valores abaixo de 1000
ppm em acetato de vinilo, com excepção de Polidisp DH e 1080.
Embora não haja ainda uma obrigatoriedade legal do valor máximo de acetato de vinilo ser
1000 ppm está em curso um projecto na Resiquímica que tem como objectivo a redução do teor
em acetato de vinilo para valores abaixo de 1000 ppm,
Como o projecto referido ainda está a decorrer, os resultados obtidos para o MLR dão uma
ideia dos produtos que requerem atenção e consequente optimização.

48
4.1.6 Tensão Superficial e Ângulo de Contacto
4.1.6.1 Tensão Superficial
Os resultados obtidos para a determinação da tensão superficial referente à interface fluido-
ar para os produtos caracterizados são apresentados na seguinte figura:
Figura 39 – Resultados de tensão superficial dos produtos caracterizados.
Nos polímeros vinílicos com o mesmo sistema de estabilização, observa-se que a variação
da tensão superficial não é acentuada. As variações da medida de tensão superficial são
verificadas entre produtos com diferentes tipos de estabilização. Verifica-se que a tensão
superficial dos produtos estabilizados com éter de celulose e emulsionantes é menor quando
comparada com os produtos cujo sistema de estabilização é álcool polivinílico. Nos produtos
Polidisp D 50 (não plastificado)/Polidisp D 025 (plastificado) e Polidisp 2040 (não
plastificado)/Polidisp 2042 (plastificado) o tipo plastificado apresenta menor tensão superficial.
65 62 63 65 66 67 69 69 66 66
465153
0
1020
30
40
5060
70
8090
100
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
γγ γγ (mN/m)
Aumento da % PVOH
PVOH Éter de Celulose Emulsionante

49
DHS DHS
a b
4.1.6.2 Ângulo de Contacto
Para completar o estudo da tensão superficial, determinou-se o ângulo de contacto para as
amostras de polímeros vinílicos caracterizadas. Todos os produtos foram aplicados em vidro e
madeira para comparação, uma vez que na madeira há absorção de água e no vidro não. Como
exemplo, são apresentadas as fotos tiradas para a medição do ângulo de contacto de Polidisp
DHS (Figura 40). Esta metodologia foi aplicada em todos os produtos.
Figura 40 – Foto da medição do ângulo de contacto de Polidisp DHS aplicado em: a) madeira; b) vidro.
Os resultados do ângulo de contacto estão representados na Figura 41 para todos os
produtos.
Figura 41 - Resultados do ângulo de contacto dos produtos caracterizados.
8188
27
7972
8189
52
8378
6659
51
70
48
6970
51
68
49
7779
27
667783
0
45
90
135
180
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Ângulo de Contacto (º)
Vidro Madeira
Aumento da % PVOH
PVOH
Éter de Celulose
Emulsionante

50
Pela observação dos resultados verifica-se que o ângulo de contacto é ligeiramente superior
no produto aplicado na madeira para a maioria dos produtos. O ângulo de contacto é sempre
inferior a 90º, logo os polímeros vinílicos caracterizados molham bem as superfícies dos
substratos. Os polímeros que apresentam menores valores de ângulo de contacto são aqueles
que apresentam um maior grau de molhagem. O ângulo de contacto pode ser comparado com a
tensão superficial, uma vez que os líquidos molhantes têm baixa tensão superficial enquanto que
os que não se espalham sobre a superfície têm elevadas tensões superficiais. Comparando as
Figuras 39 e 41 verifica-se a veracidade desta afirmação, pois os produtos estabilizados com
álcool polivinílico apresentam maior tensão superficial e também maior ângulo de contacto. Já os
produtos Polidisp 2040 e 2042 e Polidisp DV molham melhor as superfícies dos substratos
apresentando valores mais baixos de tensão superficial e ângulo de contacto. Polidisp 1080 e
2004 apresentam um comportamento diferente relativamente aos restantes produtos
estabilizados com álcool polivinílico. Em todos os polímeros testados, o ângulo de contacto do
produto aplicado no vidro não difere muito do respectivo valor na madeira, contudo, no caso de
Polidisp 1080 observa-se uma grande diferença.
As dispersões aquosas vimílicas apresentam uma tensão superficial relativamente elevada
devido à elevada tensão superficial da água (72,75 mN/m a 20ºC). Para assegurar que o
polímero entra em contacto com o substrato, é necessária a existência de agentes surfactantes,
que diminuam a tensão superficial do revestimento e, consequentemente, diminuam o ângulo de
contacto.
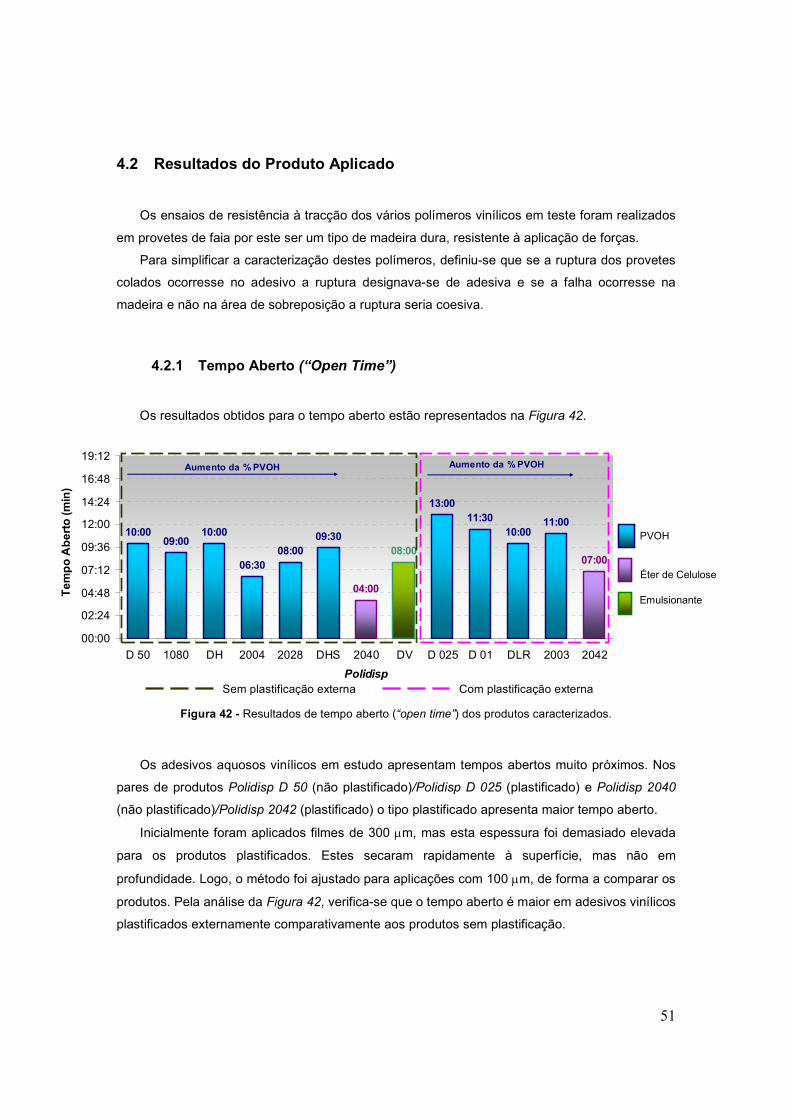
51
4.2 Resultados do Produto Aplicado
Os ensaios de resistência à tracção dos vários polímeros vinílicos em teste foram realizados
em provetes de faia por este ser um tipo de madeira dura, resistente à aplicação de forças.
Para simplificar a caracterização destes polímeros, definiu-se que se a ruptura dos provetes
colados ocorresse no adesivo a ruptura designava-se de adesiva e se a falha ocorresse na
madeira e não na área de sobreposição a ruptura seria coesiva.
4.2.1 Tempo Aberto (“Open Time”)
Os resultados obtidos para o tempo aberto estão representados na Figura 42.
Figura 42 - Resultados de tempo aberto (“open time”) dos produtos caracterizados.
Os adesivos aquosos vinílicos em estudo apresentam tempos abertos muito próximos. Nos
pares de produtos Polidisp D 50 (não plastificado)/Polidisp D 025 (plastificado) e Polidisp 2040
(não plastificado)/Polidisp 2042 (plastificado) o tipo plastificado apresenta maior tempo aberto.
Inicialmente foram aplicados filmes de 300 µm, mas esta espessura foi demasiado elevada
para os produtos plastificados. Estes secaram rapidamente à superfície, mas não em
profundidade. Logo, o método foi ajustado para aplicações com 100 µm, de forma a comparar os
produtos. Pela análise da Figura 42, verifica-se que o tempo aberto é maior em adesivos vinílicos
plastificados externamente comparativamente aos produtos sem plastificação.
Sem plastificação externa Com plastificação externa
PVOH Éter de Celulose Emulsionante
10:0009:00
10:00
06:3008:00
09:30
04:00
07:00
11:0010:00
11:3013:00
08:00
00:00
02:24
04:48
07:12
09:36
12:00
14:24
16:48
19:12
D 50 1080 DH 2004 2028 DHS 2040 DV D 025 D 01 DLR 2003 2042
Polidisp
Tempo Aberto (min)
Aumento da % PVOH Aumento da % PVOH

52
4.2.2 Alongamento à ruptura e resistência à tracção de filmes
Figura 43 – Filmes utilizados no ensaio de alongamento e resistência à tracção.
Os resultados obtidos para a determinação do alongamento à ruptura e resistência à tracção
de filmes estão representados nas seguintes figuras.
Figura 44 – Resultados obtidos para o alongamento de filmes dos produtos caracterizados.
Pela análise da Figura 44, verifica-se que filmes de adesivos aquosos vinílicos sem
plastificação externa apresentam um alongamento praticamente nulo, comparativamente com os
adesivos vinílicos plastificados. A plastificação confere alguma elasticidade ao produto e,
consequentemente, o polímero pode sofrer alguma deformação sem que ocorra a ruptura
imediata.
Comparando os resultados obtidos para o alongamento dos filmes com a TMFF (Figura 37)
verifica-se que Polidisp D 025 e Polidisp 2042, com TMFF = 0 ºC, são os produtos cujos filmes
apresentam maior alongamento. Há medida que aumenta a TMFF, diminui a elasticidade dos
Sem plastificação externa Com plastificação externa
PVOH Éter de Celulose Emulsionante
261,9
2,2 3,6 1,2 0,8 0,7 4,5 0,4 1,0
212,9
70,4
109,9
13,0
0
50
100
150
200
250
300
D 50 1080 DH 2004 2028 DHS 2040 DV D 025 D 01 DLR 2003 2042
Polidisp
Alongamento (mm)

53
filmes, com a excepção de Polidisp D 01 e DLR, como seria esperado, mas tal pode ser devido à
adição de CaCO3 na formulação de Polidisp DLR.
Figura 45 - Resultados de resistência à tracção de filmes dos produtos caracterizados.
Ao contrário do alongamento, obtêm-se valores de resistência à tracção mais elevados para
os filmes sem plastificação externa. Como estes filmes têm um alongamento baixo, a ruptura
ocorre assim que os filmes são submetidos a uma determinada força. Nos filmes plastificados a
resistência à tracção é muito baixa devido à elevada elasticidade dos filmes.
Após secagem os filmes apresentaram espessuras entre 136 e 295 µm, excepto para o caso
do Polidisp DV em que se obteve uma espessura de 928 µm, pois este produto teve de ser
aplicado com um aplicador de 2000 µm. Filmes poliméricos muito finos apresentam propriedades
auto-adesivas, isto em função da reduzida espessura que permite a fácil acomodação do filme
sobre superfícies.
PVOH Éter de Celulose Emulsionante
Sem plastificação externa Com plastificação externa
0,9
20,124,4
70,1
34,8 32,7
46,2
13,46,8
1,7 1,0 3,0 2,9
0
20
40
60
80
100
D 50 1080 DH 2004 2028 DHS 2040 DV D 025 D 01 DLR 2003 2042
Polidisp
Resistência à Tracção (N/mm2 )
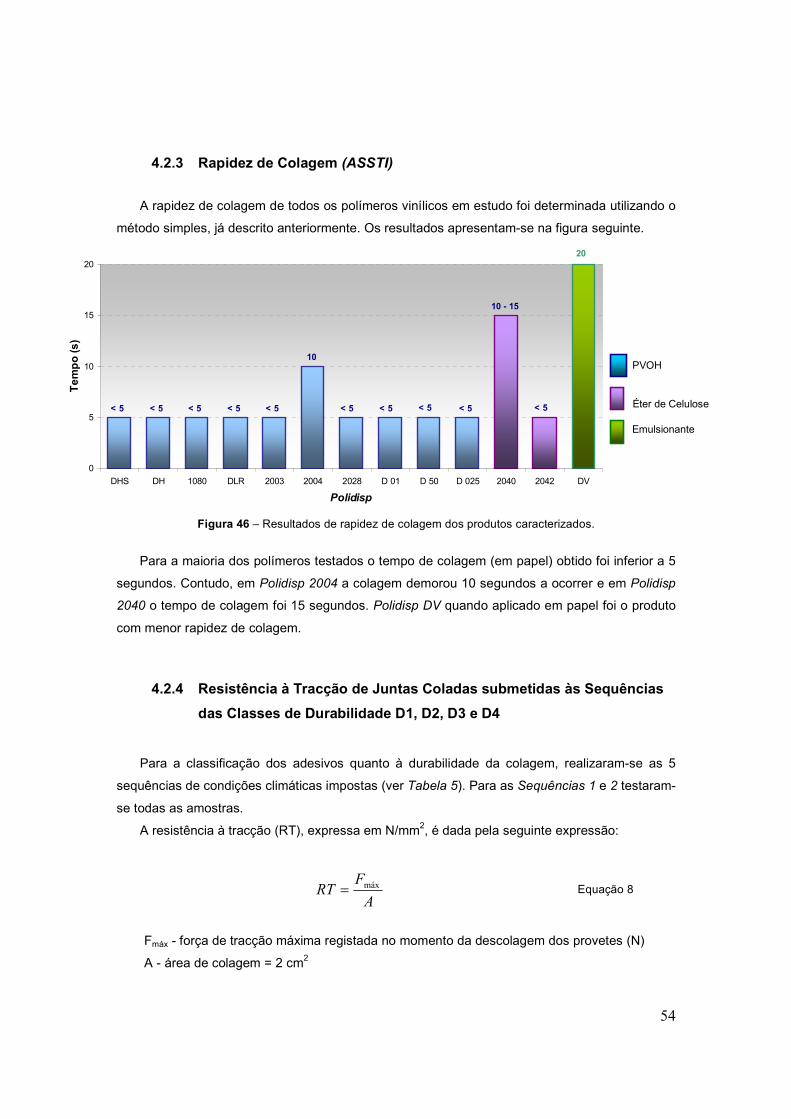
54
0
5
10
15
20
DHS DH 1080 DLR 2003 2004 2028 D 01 D 50 D 025 2040 2042 DV
Polidisp
Tempo (s)
< 5 < 5 < 5 < 5 < 5 < 5 < 5 < 5 < 5 < 5
10
10 - 15
20
PVOH Éter de Celulose Emulsionante
4.2.3 Rapidez de Colagem (ASSTI)
A rapidez de colagem de todos os polímeros vinílicos em estudo foi determinada utilizando o
método simples, já descrito anteriormente. Os resultados apresentam-se na figura seguinte.
Figura 46 – Resultados de rapidez de colagem dos produtos caracterizados.
Para a maioria dos polímeros testados o tempo de colagem (em papel) obtido foi inferior a 5
segundos. Contudo, em Polidisp 2004 a colagem demorou 10 segundos a ocorrer e em Polidisp
2040 o tempo de colagem foi 15 segundos. Polidisp DV quando aplicado em papel foi o produto
com menor rapidez de colagem.
4.2.4 Resistência à Tracção de Juntas Coladas submetidas às Sequências
das Classes de Durabilidade D1, D2, D3 e D4
Para a classificação dos adesivos quanto à durabilidade da colagem, realizaram-se as 5
sequências de condições climáticas impostas (ver Tabela 5). Para as Sequências 1 e 2 testaram-
se todas as amostras.
A resistência à tracção (RT), expressa em N/mm2, é dada pela seguinte expressão:
A
FRT
máx= Equação 8
Fmáx - força de tracção máxima registada no momento da descolagem dos provetes (N)
A - área de colagem = 2 cm2

55
A classificação quanto ao tipo de ruptura foi feita tendo em conta ruptura adesiva e coesiva.
De forma a simplificar a caracterização, designou-se por ruptura adesiva quando a ruptura ocorre
no ao adesivo e ruptura coesiva quando a ruptura é na madeira.
Figura 47 - Resultados de resistência à tracção para a Sequência 1 (7d secagem/23ºC).
Na sequência 1, a ruptura foi coesiva nos produtos Polidisp DHS, DH e 2003 e adesiva nos
restantes produtos. Tal significa que estes polímeros vinílicos têm maior resistência à tracção do
que a própria madeira quando os provetes são submetidos a uma determinada força.
Figura 48 - Resultados de resistência à tracção para a Sequência 2 (7d secagem/23ºC + 3h imersão em
H2O/23ºC + 7d secagem/23ºC).
PVOH Éter de Celulose Emulsionante
8,7
6,4
7,9
11,6
7,5
9,9
8,6 8,7
11,9
10,1
4,2
6,6
3,5
0
2
4
6
8
10
12
14
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Resistência à tracção (N/mm2 )
D1, D2, D3, D4 ≥ 10 N/mm2
Aumento da % PVOH
PVOH Éter de Celulose Emulsionante
4,9
3,5
4,5
7,0
5,15,5
4,74,3
7,8 7,8
2,6
4,2
0,00
1
2
3
4
5
6
7
8
9
10
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Resistência à tracção (N/mm2 )
D2 ≥ 8 N/mm2
Aumento da % PVOH
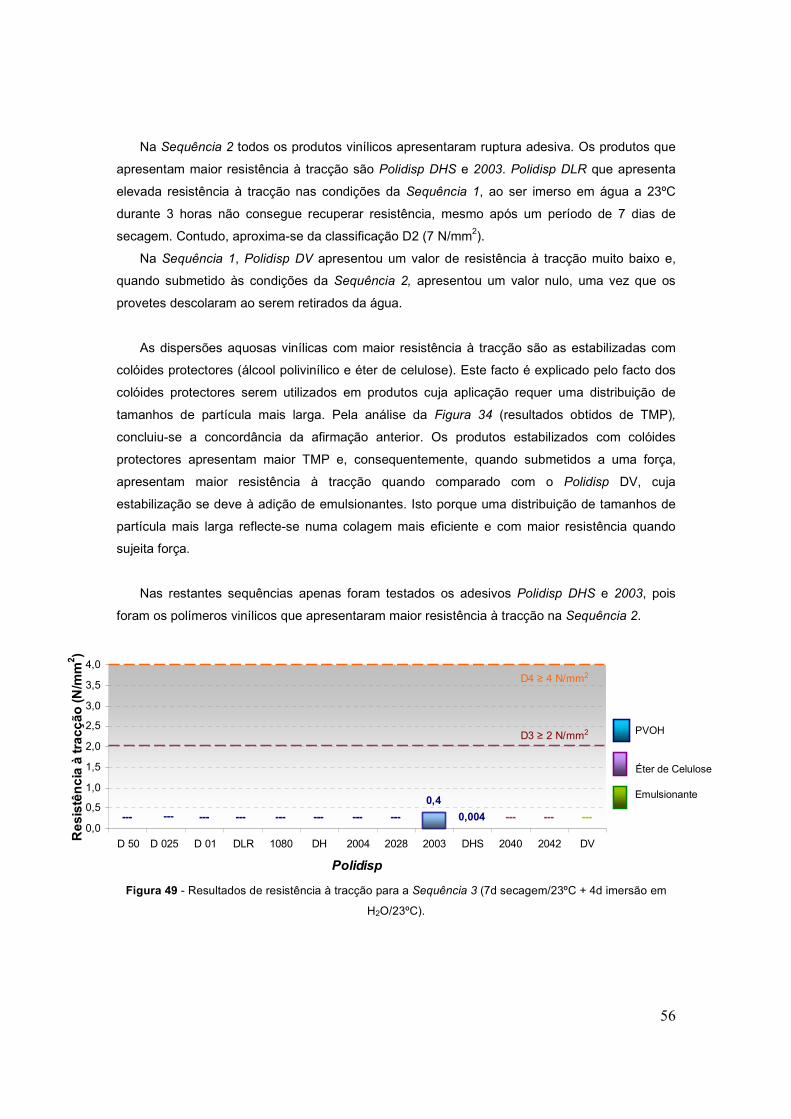
56
PVOH Éter de Celulose Emulsionante
0,4
0,004 ---------------------------------0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Resistência à tracção (N/mm2 )
D3 ≥ 2 N/mm2
D4 ≥ 4 N/mm2
Na Sequência 2 todos os produtos vinílicos apresentaram ruptura adesiva. Os produtos que
apresentam maior resistência à tracção são Polidisp DHS e 2003. Polidisp DLR que apresenta
elevada resistência à tracção nas condições da Sequência 1, ao ser imerso em água a 23ºC
durante 3 horas não consegue recuperar resistência, mesmo após um período de 7 dias de
secagem. Contudo, aproxima-se da classificação D2 (7 N/mm2).
Na Sequência 1, Polidisp DV apresentou um valor de resistência à tracção muito baixo e,
quando submetido às condições da Sequência 2, apresentou um valor nulo, uma vez que os
provetes descolaram ao serem retirados da água.
As dispersões aquosas vinílicas com maior resistência à tracção são as estabilizadas com
colóides protectores (álcool polivinílico e éter de celulose). Este facto é explicado pelo facto dos
colóides protectores serem utilizados em produtos cuja aplicação requer uma distribuição de
tamanhos de partícula mais larga. Pela análise da Figura 34 (resultados obtidos de TMP),
concluiu-se a concordância da afirmação anterior. Os produtos estabilizados com colóides
protectores apresentam maior TMP e, consequentemente, quando submetidos a uma força,
apresentam maior resistência à tracção quando comparado com o Polidisp DV, cuja
estabilização se deve à adição de emulsionantes. Isto porque uma distribuição de tamanhos de
partícula mais larga reflecte-se numa colagem mais eficiente e com maior resistência quando
sujeita força.
Nas restantes sequências apenas foram testados os adesivos Polidisp DHS e 2003, pois
foram os polímeros vinílicos que apresentaram maior resistência à tracção na Sequência 2.
Figura 49 - Resultados de resistência à tracção para a Sequência 3 (7d secagem/23ºC + 4d imersão em
H2O/23ºC).

57
PVOH Éter de Celulose Emulsionante
9,5
5,7
---------------------------------0
1
2
3
4
5
6
7
8
9
10
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Resistência à tracção (N/mm2 )
D3 ≥ 8 N/mm2
Polidisp 2003 apresenta um valor de resistência à tracção elevado relativamente a Polidisp
DHS. Contudo, o resultado de resistência à tracção obtido para Polidisp 2003 não se aproxima
dos valores mínimos para as classificações segundo D3 e D4.
Na Sequência 4, as juntas coladas com Polidisp DHS e 2003 foram submetidas às mesmas
condições da sequência anterior, e ainda à posterior secagem durante 7 dias após estarem
imersas em água. Os resultados são apresentados na Figura 50.
Figura 50 - Resultados de resistência à tracção para a Sequência 4 (7d secagem/23ºC + 4d imersão em
H2O/23ºC + 7d/ secagem23ºC).
Após a secagem, as dispersões aquosas vinílicas testadas recuperaram resistência na área
de colagem. Comparando os resultados obtidos nas Sequências 3 e 4 verifica-se um aumento
significativo na resistência à tracção nos produtos Polidisp DHS e 2003.
Polidisp DHS não pode ser classificado como D3 porque apresenta valores de resistência
baixos relativamente aos valores impostos pela norma EN 204. Pelo que apresenta a
classificação D2. Polidisp 2003 atinge um valor de resistência à tracção acima do limite da
classificação D3 para esta sequência. Contudo, o problema reside no resultado obtido para a
Sequência 3, uma vez que se afasta muito do imposto pela norma. Contudo seria de esperar que
este produto tivesse classificação D3, pois segundo o laboratório externo acreditado em que o
produto foi testado anteriormente essa classificação foi atingida. Os ensaios segundo as
Sequências 3 e 4 foram repetidos para Polidisp 2003, tendo-se obtidos os mesmos resultados
em todos.
As juntas coladas com Polidisp DHS e 2003 também foram testados segundo a Sequência 5
da norma EN 204.
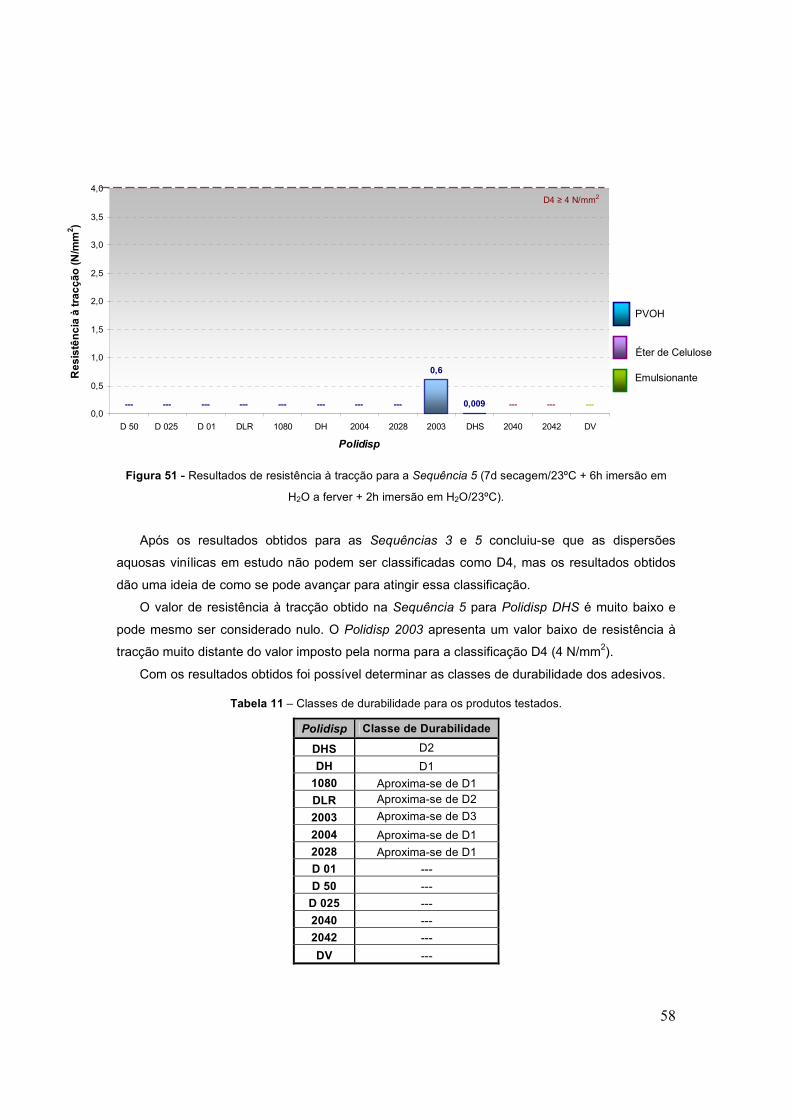
58
PVOH Éter de Celulose Emulsionante
0,6
0,009 --------- --- --- --- --- --- --- --- ---0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
D 50 D 025 D 01 DLR 1080 DH 2004 2028 2003 DHS 2040 2042 DV
Polidisp
Resistência à tracção (N/mm2 )
D4 ≥ 4 N/mm2
Figura 51 - Resultados de resistência à tracção para a Sequência 5 (7d secagem/23ºC + 6h imersão em
H2O a ferver + 2h imersão em H2O/23ºC).
Após os resultados obtidos para as Sequências 3 e 5 concluiu-se que as dispersões
aquosas vinílicas em estudo não podem ser classificadas como D4, mas os resultados obtidos
dão uma ideia de como se pode avançar para atingir essa classificação.
O valor de resistência à tracção obtido na Sequência 5 para Polidisp DHS é muito baixo e
pode mesmo ser considerado nulo. O Polidisp 2003 apresenta um valor baixo de resistência à
tracção muito distante do valor imposto pela norma para a classificação D4 (4 N/mm2).
Com os resultados obtidos foi possível determinar as classes de durabilidade dos adesivos.
Tabela 11 – Classes de durabilidade para os produtos testados.
Polidisp Classe de Durabilidade
DHS D2
DH D1
1080 Aproxima-se de D1
DLR Aproxima-se de D2
2003 Aproxima-se de D3
2004 Aproxima-se de D1
2028 Aproxima-se de D1
D 01 ---
D 50 ---
D 025 ---
2040 ---
2042 ---
DV ---

59
Para os produtos Polidisp 1080, 2028 e 2004 obtiveram-se valores de resistência à tracção
muito baixos que não estão nos limites mínimos impostos pelas Normas EN 204 e EN 205
contudo pode considerar-se que estes produtos se aproximam de uma classificação D1. Polidisp
2003 é o único produto que se aproxima do grupo de esforço D3. Os resultados obtidos para as
sequências 4 e 5 relativamente ao Polidisp DHS foram satisfatórios apesar de o valor da
resistência à tracção se afastar bastante do valor mínimo de limite para adesivos D3 e D4.
Os produtos Polidisp D 01, D 50, D 025, 2040, 2042 e DV apresentaram valores de
resistência à tracção muito baixos, que não permitem qualquer tipo de classificação. Contudo, tal
já era de esperar dada a aplicação principal destes produtos ser o papel, mas os ensaios foram
realizados para comparação de produtos.
4.2.5 Resistência à Tracção de Juntas Coladas quando submetidas a
Temperatura Elevada (WATT’ 91)
Nestes ensaios foi determinada a variação da resistência à tracção de juntas coladas com a
temperatura. Este procedimento acaba por ser semelhante à Sequência 1 referida anteriormente,
mas os provetes colados sofrem um aumento de temperatura de 23ºC para 80ºC durante 1 hora.
Assim, os resultados obtidos para o método WATT´91 são apresentados em comparação com os
da Sequência 1.
Figura 52 – Resistência à tracção de juntas coladas quando submetidas a temperatura elevada
comparativamente à temperatura ambiente nas condições da sequência D1/1.
Sem plastificação externa Com plastificação externa
6,87,6 8,0
5,9
7,9 7,7
4,6
2,1
0,0
1,9
3,9
6,4
0,0
6,6
11,911,6
7,9
6,4
3,54,2
10,1
8,78,6
9,9
7,5
8,7
0
2
4
6
8
10
12
14
D 50 1080 DH 2004 2028 DHS 2040 DV D 025 D 01 DLR 2003 2042
Polidisp
Resistência à tracção (N/mm2 )
D1Seq.1 (após 7d secagem/23ºC) WATT' 91 (após 7d secagem/23ºC+1h/80ºC)
Aumento da % PVOH Aumento da % PVOH

60
Analisando a Figura 52, verifica-se uma diminuição da resistência à tracção com o aumento
da temperatura em todos os produtos, à excepção de Polidisp 1080 e Polidisp 2040, em que é
aceitável dizer que o comportamento se manteve. Nos produtos Polidisp D 01, D 50, D 025, 2040
e 2042 foi verificado que, durante o ensaio, ao serem submetidos à força, os provetes
deslizavam um sobre o outro, e o adesivo apresentou alguma elasticidade. Este comportamento
é justificável quando se trata de adesivos para papel pois, por exemplo, quando lemos um livro e
por algum motivo o deixamos cair ou este sofre alguma força o adesivo da lombada não descola
totalmente apresentando alguma elasticidade e resistência.
A partir dos resultados da Figura 52 verifica-se uma grande variação entre a resistência à
tracção na Sequência 1 e segundo o método WATT’ 91 relativamente aos produtos plastificados
externamente.
4.2.6 Tempo para Ruptura de Juntas Coladas submetidas a uma Carga
Estática (“Creep Test”)
Com as condições de ensaio atrás referidas não ocorreu ruptura em nenhum dos provetes
após o tempo e a carga máxima do ensaio. Como acções futuras, as juntas coladas devem ser
submetidas a uma carga superior.

61
5 Conclusão
Com este trabalho cumpre-se o objectivo de caracterizar polímeros vinílicos da gama
Polidisp da Resiquímica relacionando as características da formulação das dispersões aquosas
com o desempenho na aplicação pretendida e atribuir as respectivas classificações de adesivos
para madeira e papel/cartão.
De uma forma geral, os polímeros vinílicos produzidos na Resiquímica para a indústria dos
adesivos, apresentaram valores de resíduo sólido de cerca de 50%, com a excepção dos
produtos Polidisp 2004, 2028 e 2042 cujo valor foi cerca de 60%. A viscosidade deste tipo de
produtos é elevada, à excepção do Polidisp DV que apresentou uma viscosidade baixa. Os
valores de pH obtidos, que garantem a estabilização das dispersões aquosas, estão entre 3,0 e
5,0, com excepção do Polidisp DLR que apresentou um valor de pH de 6,3.
A partir do estudo reológico dos polímeros vinílicos conclui-se que todos, com excepção do
Polidisp DV, apresentam um comportamento pseudoplástico e tixotrópico.
No caso dos polímeros vinílicos com aplicação em adesivos, é necessário que o TMP seja
grande e que haja uma distribuição larga e bimodal de tamanhos de partícula para garantir uma
colagem eficiente. Através dos resultados obtidos, conclui-se que o sistema de estabilização
influencia o TMP, sendo que os valores mais elevados são obtidos nas dispersões estabilizadas
com colóides protectores. De salientar também que nas dispersões aquosas em estudo se
obteve uma distribuição bimodal de tamanhos de partícula, como era esperado.
O sistema de estabilização dos polímeros vinílicos também influencia o grau de molhagem
dos adesivos. Os produtos estabilizados com álcool polivinílico apresentam maior tensão
superficial e, consequentemente, maior ângulo de contacto, logo pior molhagem. Os polímeros
estabilizados com derivados celulósicos e emulsionantes molham melhor a superfície,
apresentando tensão superficial mais baixa.
A influência da adição de plastificante na formulação deste tipo de produtos reflecte-se na
formação do filme. Os filmes de Polidisp D 025, D 01, DLR, 2003 e 2042, polímeros vinílicos
plastificados externamente, apresentam TMFF mais baixa, comparativamente com os polímeros
vinílicos não plastificados. A adição de plastificante aos polímeros vinílicos reflecte-se também
na secagem do filme. Na determinação do tempo aberto, verifica-se que os filmes dos produtos
com plastificação externa apresentam maior tempo aberto comparativamente aos produtos não
plastificados.

62
Através dos ensaios de tracção das juntas coladas em provetes de faia, conclui-se que os
polímeros estabilizados com álcool polivinílico apresentam elevada resistência à tracção das
juntas coladas relativamente a polímeros estabilizados com derivados celulósicos e
emulsionantes. Pode ainda verificar-se que as juntas coladas das dispersões aquosas com maior
teor em álcool polivinílico apresentaram maior resistência à tracção. Contudo, uma elevada
resistência à tracção não depende apenas do sistema de estabilização, mas também de outros
factores, tais como a distribuição de tamanhos de partícula e a adição de plastificante na
formulação. Foi observada a mesma tendência nos ensaios de tracção sob acção do calor.
Dos polímeros vinílicos caracterizados, Polidisp DHS e 2003 foram os que apresentaram
maior teor em álcool polivinílico na sua formulação e, consequentemente, os polímeros em que
se verificou uma maior resistência à tracção nas sequências testadas. No caso de Polidisp 2003
a elevada resistência à tracção deve-se ainda à adição de um agente reticulante no fabrico deste
produto. A presença deste reticulante fez com que os filmes de Polidisp 2003 apresentassem o
alongamento mais baixo, no grupo dos produtos plastificados. Apesar de Polidisp DLR não
apresentar um teor muito elevado em álcool polivinílico, as colagens à base deste produto
apresentaram elevada resistência à tracção devido ao facto de ser uma dispersão modificada
através da adição de cargas inorgânicas (por exemplo: carbonato de cálcio).
Polidisp DHS, DH, 1080, DLR, 2003, 2004 e 2028 apresentaram resistência à tracção de
colagens em provetes de faia dentro dos limites referidos na norma EN 204 e uma distribuição
de tamanho de partículas mais larga, logo a sua principal aplicação será em colagens de
madeira, podendo também ser utilizados em colagens de papel/cartão. A madeira apresenta
mais irregularidades à superfície do que o papel, daí ser importante que os adesivos para
madeira apresentem uma distribuição bimodal de tamanhos de partícula. Assim, um adesivo
vinílico com TMP elevado e uma distribuição de tamanhos de partícula larga apresenta mais
vantagens em colagens para madeira do que para papel.
Polidisp D 01, D 50 e D 025 apresentaram valores de resistência à tracção ligeiramente mais
baixos comparativamente aos restantes produtos estabilizados com álcool polivinílico, o que se
deve ao facto de apresentarem um teor mais baixo neste agente de estabilização. Logo, estes
produtos não podem ser classificados como adesivos para madeira, segundo a Norma EN 204.
Conclui-se ainda que os polímeros Polidisp 2040 e 2042, estabilizados com derivados
celulósicos, são indicados para as colagens em papel/cartão pois a resistência à tracção de
colagens em madeira é muito baixa e os filmes do tipo plastificado apresentam maior
alongamento quando comparados aos polímeros estabilizados com álcool polivinílico.
Polidisp DV apresenta um comportamento diferente de todos os outros produtos
caracterizados pelo que não apresenta qualquer característica de adesivo para madeira ou
papel/cartão. Este produto é comercializado para a indústria de revestimentos termosoldáveis,
nomeadamente em colagens de pacotes de açúcar.

63
Segundo a Norma EN 204, a classificação de adesivos para madeira é feita por classes de
durabilidade segundo os vários grupos de esforço. A partir dos resultados obtidos, conclui-se que
os polímeros Polidisp DH, 1080, 2004 e 2028 são classificados na classe de durabilidade D1;
Polidisp DHS e DLR na classe D2 e Polidisp 2003 aproxima-se da classe D3. Os adesivos
classificados como D1 ou D2 são indicados para colagens de madeira para interior com baixa
resistência a condições de humidade elevada. As classificações D3 e D4 destinam-se a adesivos
para interior e exterior com elevada resistência à humidade elevada.
Os resultados obtidos neste trabalho mostram que a estrutura das partículas, o sistema de
estabilização e formulação de polímeros utilizados na indústria dos adesivos têm grande
influência na aplicação final do produto.

64
6 Acções Futuras
Com um grande potencial, o mercado de adesivos tem vindo a apresentar uma série de
inovações e tecnologias, seguindo principalmente as exigências do sector com produtos de baixa
toxicidade e menos agressivos à natureza e ao ser humano. As crescentes restrições ecológicas
aos produtos que emitem solventes na atmosfera têm acelerado o desenvolvimento de
alternativas aos tradicionais adesivos de base solvente. Uma alternativa promissora é a
utilização de adesivos de base aquosa.
A Resiquímica, como produtor de matérias-primas para a indústria dos adesivos, deve
realizar um estudo constante dos seus produtos, tendo em conta as exigências do mercado dos
adesivos, nomeadamente, dos adesivos para madeira e papel/cartão. Como tal, devem ser feitas
alterações dos métodos sempre que possível, de modo a minimizar as limitações destes.
De futuro, as juntas coladas de madeira devem ser testadas no Tensiómetro Hounsfield
Equipment Modelo H5K-S, pois neste momento a empresa já dispõe de garras apropriadas para
testar a resistência à tracção em provetes de madeira neste aparelho. A utilização deste
tensiómetro é vantajosa pois é um aparelho mais recente e com maior sensibilidade
comparativamente com o modelo Monsanto P.L.C. Refª 20.
O método de resistência à tracção de juntas coladas de madeira deve ser optimizado com a
implementação da versão completa da norma EN 205. Devem-se reforçar e melhorar as
condições da classe de durabilidade D3 para a obtenção de resultados próximos dos obtidos no
laboratório externo acreditado. Todos os produtos de estudo devem ser testados com diferentes
amostragens.
O método de “Creep Test” deve ser implementado submetendo as juntas coladas a cargas
superiores às utilizadas no presente trabalho e testando todos os polímeros vinílicos
comercializados na indústria dos adesivos.
Seria interessante realizar ensaios para verificação da influência da temperatura na
resistência à tracção de juntas coladas e determinar a temperatura à qual ocorreria a
descolagem. Para a implementação destes ensaios poderia ter-se por base a ISO 19212: 2006,
em que, após o período de secagem de 7 dias, as juntas coladas são submetidas a diferentes
temperaturas durante 1 dia para, posteriormente, ser realizado o respectivo teste de tracção.
Seria útil utilizar um novo aparelho mais adequado à determinação de tamanho de partícula
dos homopolímeros de acetato de vinilo, uma vez que este é um parâmetro importante na área
dos adesivos.

65
7 Bibliografia
[1] – Carvalho, Susana; Nogueira, José Luís; “As Características das Tintas e as Características
dos Polímeros com que são formuladas”, Química e Indústria; www.spq.pt (Sociedade
Portuguesa de Química), consultado em Fevereiro de 2008;
[2] – Geddes, Kenneth R.; “Wood Adhesives Chemistry and Technology (Volume 2) – The
Chemistry of PVA”; A. Pizzi, Inglaterra; www.amazon.com, consultado em Fevereiro de 2008;
[3] – Graça, José; “Compósitos de Madeira - Adesivos”; Departamento de Engenharia Florestal
do Instituto Superior de Agronomia da Universidade Técnica de Lisboa, Lisboa, 2007;
www.isa.utl.pt, consultado em Fevereiro de 2008;
[4] – “General Properties of Water-based Adhesives”; Clariant, 1999;
[5] – “Adhesives for the Wood and Furniture Manufacturing Industry”; Clariant Gmbh, Alemanha,
Junho de 1999;
[6] – “Parquet Flooring Adhesives”; Clariant Gmbh, Alemanha, Junho de 1999;
[7] – “Technical Benchmarking of Water-Resistant Wood Glues of Europe fulfilling Durability
Class D 3 of EN 204”; Clariant Gmbh;
[8] – “Química Geral aplicada à Indústria das Resinas – Parte II”; Resiquímica, Mem-Martins,
2000;
[9] – “Tintas Plásticas para a Construção Civil”; Resiquímica, Mem-Martins, 2001;
[10] – Marrion, A. R.; “The Chemistry and Physics of Coatings”; Royal Society of Chemistry,
1994;
[11] – Schramm, Gebhard; “A Practical Approach to Rheology and Rheometry”, HAAKE, 1994;
[12] – Simões, Alda; Geraldes, Vitor; “Fenómenos de Transferência I”; AEIST, 2002/2003;

66
[13] – Simões, Alda; “Fenómenos de Transferência I - Apontamentos”, Comissão de Finalistas
LEB, 2005;
[14] – Beyer, D.; “Comprehensive Handbook on Emulsion Polymerization and Film Formation”;
Clariant;
[15] – “Educational Materials - Bonding/Adhesives”; Association of European Adhesives
Manufacturers (FEICA); Agosto 2004;
[16] – www.ipq.pt, (Instituto Português da Qualidade), consultado em Março de 2008;
[17] – www.beuth.de, (Beuth), consultado em Março de 2008;
[18] – www.astm.org, (American Society for Testing and Materials), consultado em Março de
2008;
[19] – www.iso.org/iso, (International Organization for Standardization), consultado em Março de
2008;
[20] – http://products.ihs.com, (IHS Books and Standards), consultado em Março de 2008;
[21] – www.specialchem4adhesives.com, (SpecialChem S. A.), consultado em Março de 2008;
[22] – www.substech.com, (SubsTech - Substances&Technologies), consultado em Maio de
2008;
[23] – Carvalho, Susana; Pelado, Aníbal; Carvalho, Jaime; “Curso de Química Aplicado à Fábrica
de Dispersões”, Resiquímica, Mem-Martins, 1993;
[24] – Eley, D. D.; “Adhesion”, Oxford University, London; 1961;
[25] – Vick, Charles B.; “Wood Handbook – Wood as an Engineering Material (Capítulo 9)”;
USDA, Forest Products Laboratory; Madison, 1999;
[26] – “Reciclagem nos Produtos da Gama Resiquímica – Parte 1: Introdução”; Resiquímica,
Mem-Martins, 2007;

67
[27] – “Reciclagem nos Produtos da Gama Resiquímica – Parte 2: Homopolímeros Vinílicos”;
Resiquímica, Mem-Martins, 2007;
[28] – “Reciclagem nos Produtos da Gama Resiquímica – Parte 3: Copolímeros Vinílicos”;
Resiquímica, Mem-Martins, 2007;
[29] – Farinha, J. Paulo; “Guia de Laboratório de Química-Física”, IST, 2006/2007.

68
8 Anexos
8.1 Anexo I – Curvas reológicas segundo o Programa 1 do Reómetro
0
50000
100000
150000
200000
250000
300000
350000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
20000
40000
60000
80000
100000
120000
140000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
20000
40000
60000
80000
100000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
10000
20000
30000
40000
50000
60000
70000
80000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
2000
4000
6000
8000
10000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
4000
8000
12000
16000
20000
24000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
aaaa
bbbb
cccc
dddd
ffff eeee

69
Figura I – Curvas reológicas obtidas segundo o Programa 1 do Reómetro: a) DH; b) 1080; c) DLR; d)
2003; e) 2004; f) 2028; g) D 01; h) D 50; i) D 025; j) 2040; k) 2042.
0
40000
80000
120000
160000
200000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
25000
50000
75000
100000
125000
150000
175000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
50000
100000
150000
200000
250000
300000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
2000
4000
6000
8000
10000
12000
14000
16000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa.s)
Aumento de Velocidade Diminuição de Velocidade
0
10000
20000
30000
40000
50000
60000
0 20 40 60 80 100 120
Velocidade (rpm)
Viscosidade (mPa-s)
Aumento de Velocidade Diminuição de Velocidade
jjjj
hhhh
gggg
kkkk
iiii

70
8.2 Anexo II – Distribuição de Tamanhos de Partícula
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500 6000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 2000 4000 6000 8000 10000 12000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 1000 2000 3000 4000 5000 6000 7000
Diâmetro da Partícula (nm)
Intensidade
bbbb
cccc
dddd
eeee
aaaa
ffff
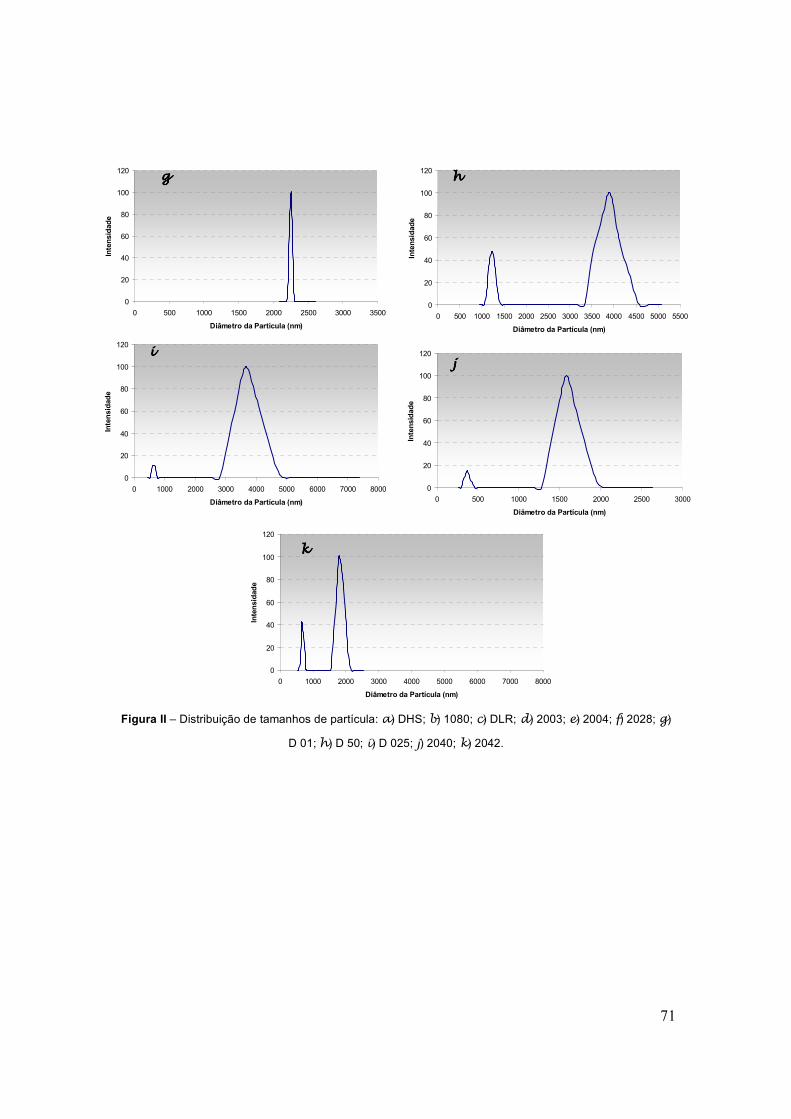
71
Figura II – Distribuição de tamanhos de partícula: a) DHS; b) 1080; c) DLR; d) 2003; e) 2004; f) 2028; g)
D 01; h) D 50; i) D 025; j) 2040; k) 2042.
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 1000 2000 3000 4000 5000 6000 7000 8000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 500 1000 1500 2000 2500 3000
Diâmetro da Partícula (nm)
Intensidade
0
20
40
60
80
100
120
0 1000 2000 3000 4000 5000 6000 7000 8000
Diâmetro da Partícula (nm)
Intensidade
hhhh
gggg
iiii jjjj
kkkk

72
8.3 Anexo III – Norma Europeia EN 205: 2003

73

74

75

76

77

78

79
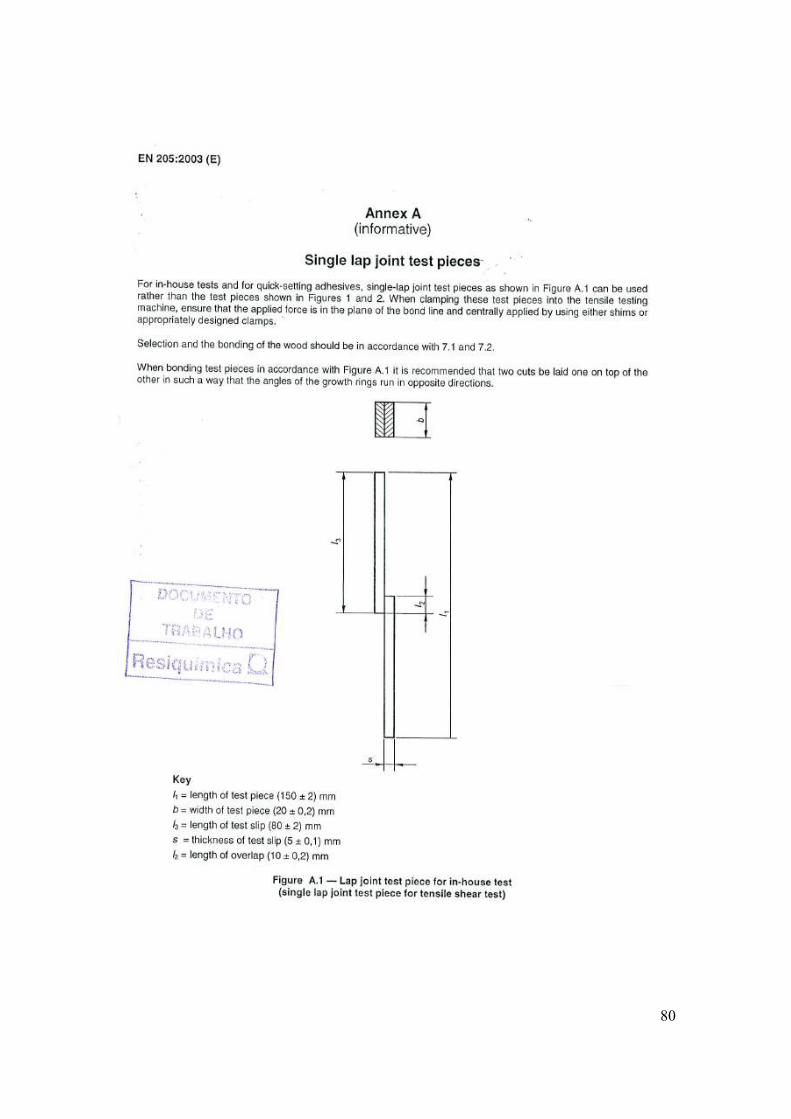
80

81
8.4 Anexo IV – Norma Europeia EN 14257: 2006

82

83
84

85
8.5 Anexo V – Norma Europeia EN 1902: 1999
86
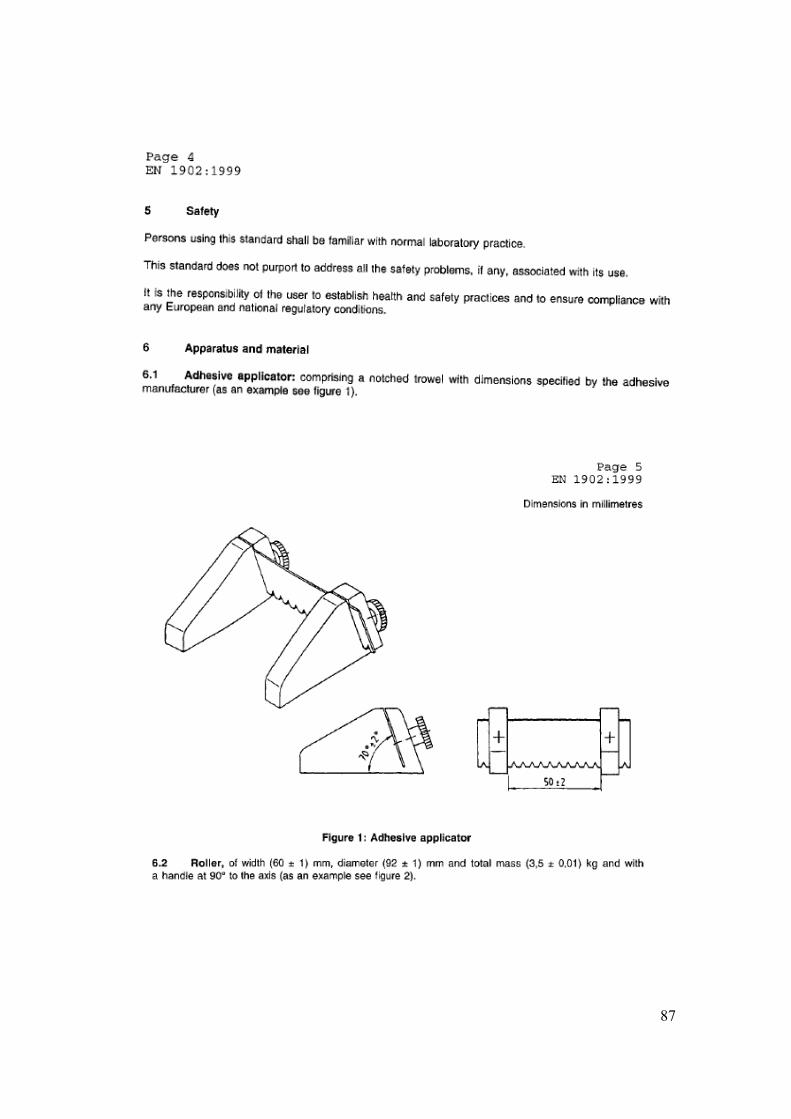
87

88

89

90

91

92
93
8.6 Anexo VI – Norma Europeia EN 12960: 2007

94
95

96
97

98

99

100
8.7 Anexo VII – Norma Europeia EN 1896: 2001
101
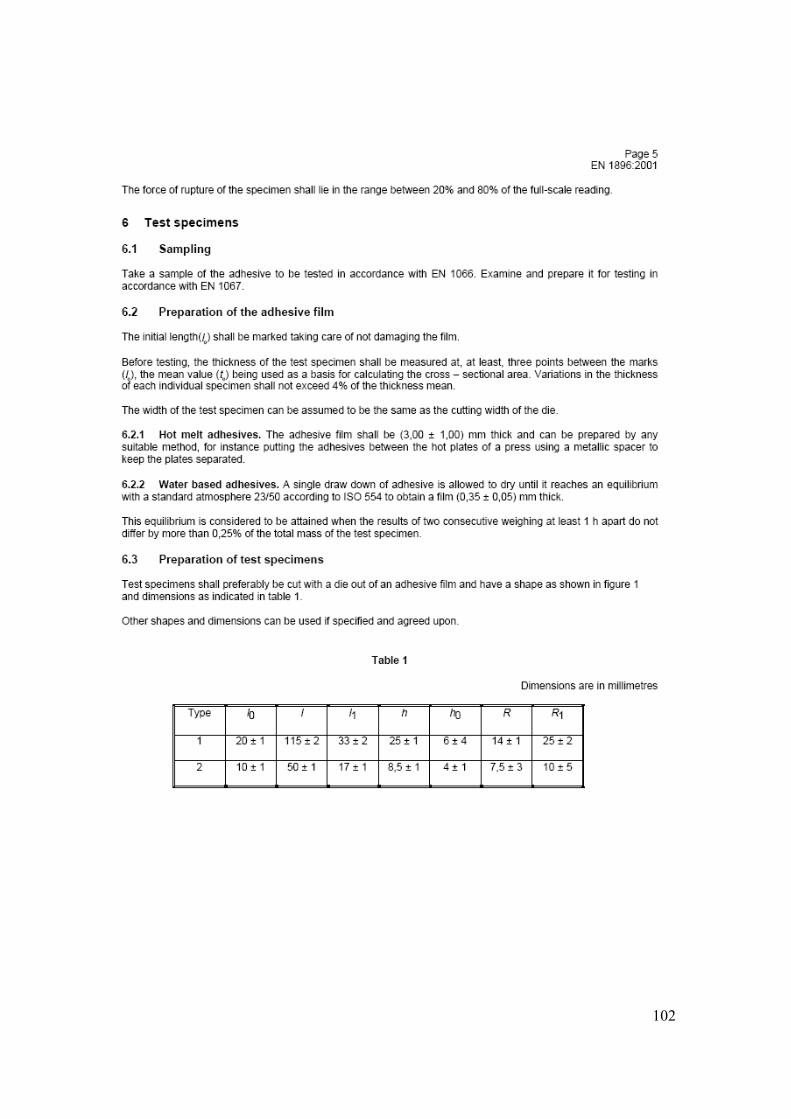
102
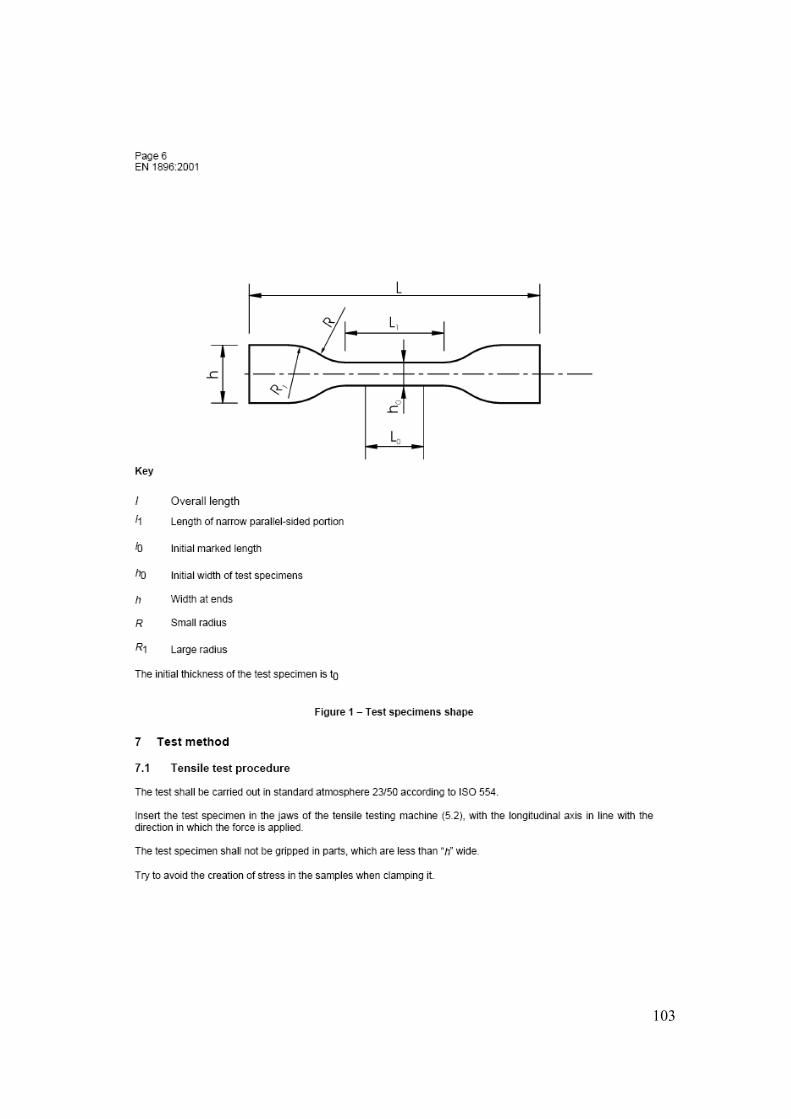
103

104

105