aula técnicas preditivas
TRANSCRIPT

MANUTENÇÃO MECÂNICA
TÉCNICAS PREDITIVAS
João Mario Fernandes
Manutenção Preditiva:
É um conjunto de atividades de acompanhamento das variáveis ou parâmetros que indicam a performance ou desempenho dos equipamentos, de modo sistemático visando definir a necessidade ou não de intervenção.
Permite que os equipamentos operem por mais tempo e a intervenção ocorra com base em dados e informações.

Ferramentas da Manutenção Preditiva:
Ultra-somPartículas magnéticasLíquidos penetrantesRaio XTermografiaAnálise de vibraçõesEmissão acústicaCorrentes parasitasFerrografiaAnálise de óleosOutros.

Ensaio por Líquidos Penetrantes
O ensaio por líquidos penetrantes é um método desenvolvido especialmente para a detecção de descontinuidades essencialmente superficiais, e ainda que estejam abertas na superfície do material.
É a técnica de ensaios não destrutivo mais antiga, tendo surgido no início do século IXX.
O método consiste em fazer penetrar na abertura da descontinuidade um líquido. Após a remoção do excesso de líquido da superfície, faz-se sair da descontinuidade o líquido retido através de um revelador. A imagem da descontinuidade fica então desenhada sobre a superfície.

Características do Liquido penetrante;
Baixa tensão superficial θ>90.
θ>90° θ<90°

Líquido penetrante, removedor (orgânico) e revelador.

Tipo de Líquido Penetrante:
Visível à luz branca ou ultra-violeta
S olúvel em água ou solvente orgânico

S eqüência de aplicação:
1- Limpeza da peça.
2- Aplicação do Líquido Penetrante pelo tempo de 10 minutos.
3-Remoção do excesso de Líquido Penetrante
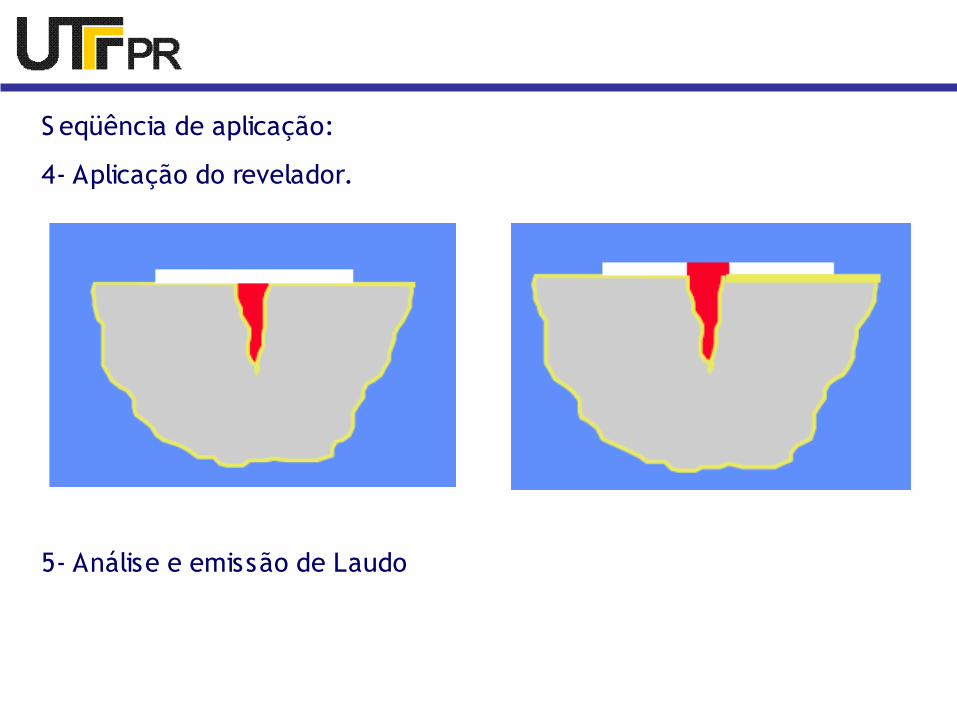
S eqüência de aplicação:
4- Aplicação do revelador.
5- Análise e emissão de Laudo

Exemplo de ensaio realizado em gerador de vapor hospitalar

Ensaio por partículas magnéticasO ensaio por partículas magnéticas é utilizado na localização de descontinuidades superficiais e sub-superficiais em materiais ferromagnéticos .
Pode ser aplicado tanto em peças acabadas quanto semi-acabadas e durante as etapas de fabricação. O processo consiste em submeter a peça, ou parte desta, a um campo magnético.
Na região magnetizada da peça, as descontinuidades existentes, ou seja a falta de continuidade das propriedades magnéticas do material, irão causar um campo de fuga do fluxo magnético. Com a aplicação das partículas ferromagnéticas, ocorrerá a aglomeração destas nos campos de fuga, uma vez que serão por eles atraídas devido ao surgimento de pólos magnéticos. A aglomeração indicará o contorno do campo de fuga, fornecendo a visualização do formato e da extensão da extensão da descontinuidade.

Comportamento do campo magnético

Campo magnético induzido

Técnica de inspeção utilizando eletrodos

Técnica de inspeção por contato direto

Técnica de inspeção por contato direto, via úmida.

Técnica de inspeção por campo magnético gerado por bobina e aplicação de partículas por via seca.

Técnica de inspeção utilizando o Yoke

Técnica de inspeção com Yoke
Movimentos característicos do Yoke

Exemplos de inspeção

Calibração

Calibração

Ensaio por ultra-som.
Técnica não destrutiva que tem por finalidade detectar defeitos internos, utilizando ultra-som.

Aplicações:-Detecção de descontinuidades.-Medida de espessura.-Determinação do módulo de elasticidade.-Avaliação da influência das variáveis de processamento na amostra.

Características do som.
Onda mecânica que se propaga na matéria através do choque e vibração das moléculas do meio.Tipos de ondas:
Ondas longitudinais Ondas transversais

Vantagens:Alta sensibilidade, permitindo detecção de pequenos defeitos.Grande poder de penetração, permitindo o exame de grandes espessuras.Precisão na localização de descontinuidade e na estimativa de seu tamanho.Resposta rápida, permitindo inspeções rápidas e automatizadas.Necessidade de acesso por somente uma superfície da amostra.
Limitações:Geometria desfavorável da peça. E strutura interna indesejável (tamanho de grão grande, porosidade, inclusões, precipitados finamente dispersos).
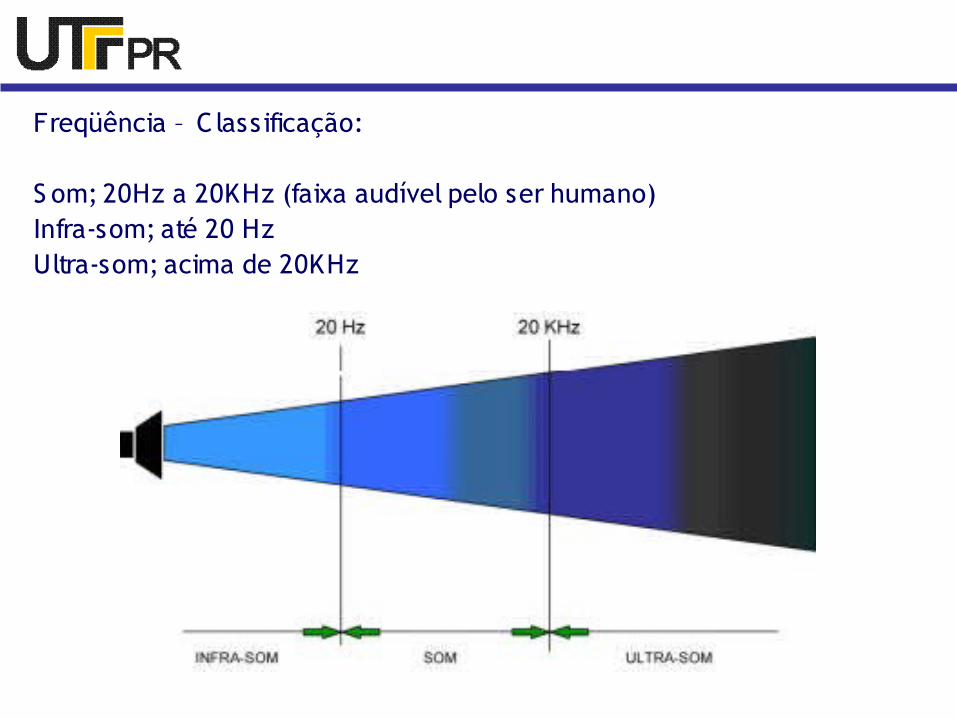
Freqüência – C lassificação:
S om; 20Hz a 20KHz (faixa audível pelo ser humano)Infra-som; até 20 HzUltra-som; acima de 20KHz

Transdutor de ultra-som.
Princípio de funcionamento; efeito piezoelétricoOs cristais piezoelétricos apresentam deformação mecânica quando submetidos a tensões elétricas (centenas de volts) e quando submetidos a esforço mecânico, geram tensão elétrica.
Materiais piezoelétricos: o quartzo, o sulfato de lítio, o titanato de bário, o metaniobato de chumbo e o zirconato-titanato de chumbo (PTZ).

Efeito piezoelétrico

Característica do feixe sônico:Região 1 - Campo próximo; região de interferência, que não deve ser utilizada.
A distância 1 é dada por (D2 . f) /(4 . v).
Onde: f= freqüência, D= diâmetro do cristal, v= velocidade de propagação.
Região 2 – Região de transição
Região 3 – Campo remoto, que representa a região mais estável.

Tipos de transdutores
Reto ou normalAngularS E ou Duplo-cristal
Normal
Duplo-cristal
Angular

Técnica pulso-eco

Pulso-eco
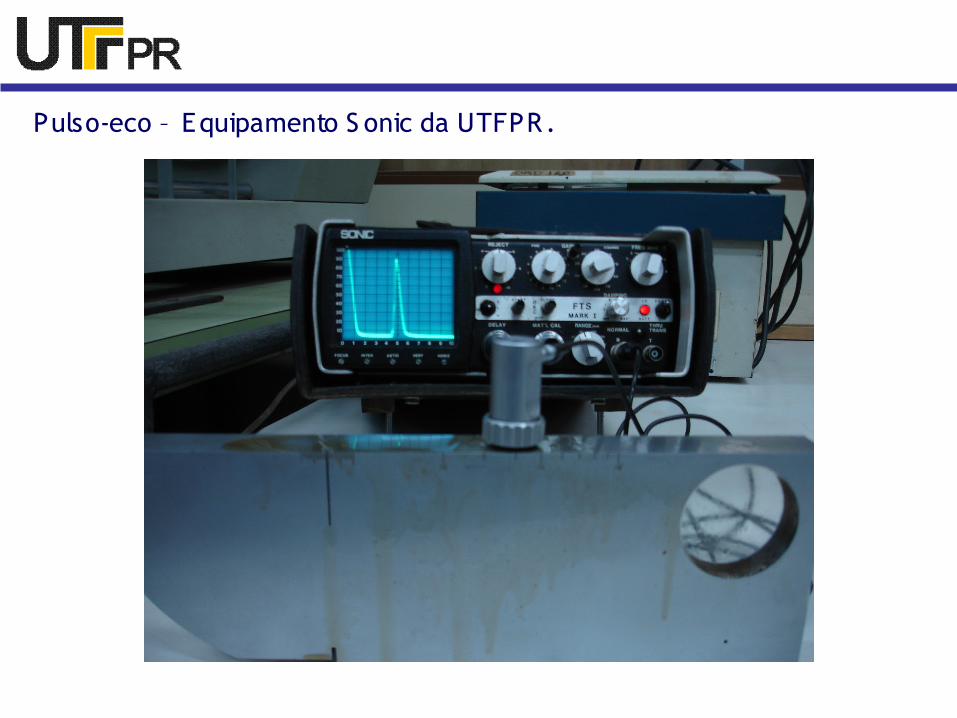
Pulso-eco – Equipamento S onic da UTFPR .

Pulso-eco com cabeçote angular

Medição de espessuraCabeçote S E ou duplo cristal
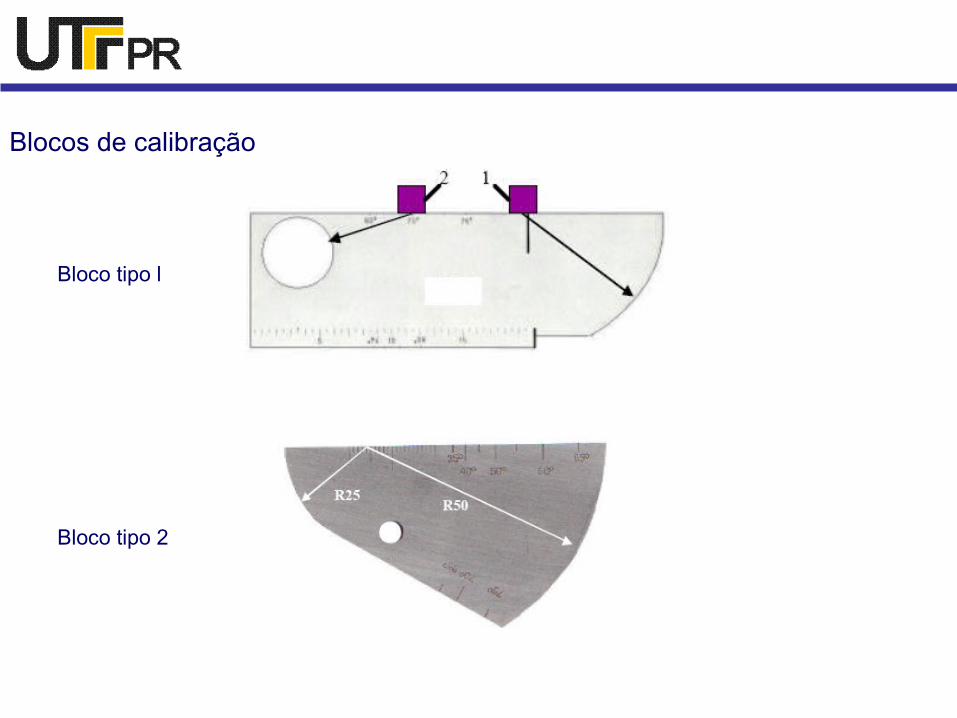
Blocos de calibração
Bloco tipo l
Bloco tipo 2

Emissão Acústica
O princípio do método é baseado na detecção de ondas acústicas emitidas por um material em função de uma força ou deformação aplicada nele. Caso este material tenha uma trinca, descontinuidade ou defeito, a sua propagação irá provocar ondas acústicas detectadas pelo sistema.

Emissão Acústica
Aplicamos a emissão acústica quando queremos analisar ou estudar o comportamento dinâmico de defeitos em peças ou em estruturas metálicas complexas, assim como registrar sua localização.
O ensaio por emissão acústica permite a localização da falha, captados por sensores instalados na estrutura ou no equipamento a ser monitorado.

Detector de Fugas Ultrassônico - Inspeção e monitoramento de condição de rolamentos através do ruído.
- Inspeção de purgadores de ar e vapor.
- Inspeção de válvulas e conexões.
- Detecção de fugas de pressão e vácuo.
- Inspeção elétrica em painéis e subestações.
- Detecção do efeito corona em equipamentos elétricos.
- Inspeção de isolação acústica.
- Inspeção em trocadores de calor.
- Inspeção em caldeiras e condensadores

Detector de Fugas Ultrassônico

Termografia
Técnica de inspeção não destrutiva que se baseia na detecção da radiação de Energia Térmica ou Infravermelha.

Termovisor

Termovisor

Imagem térmica de um motor elétrico
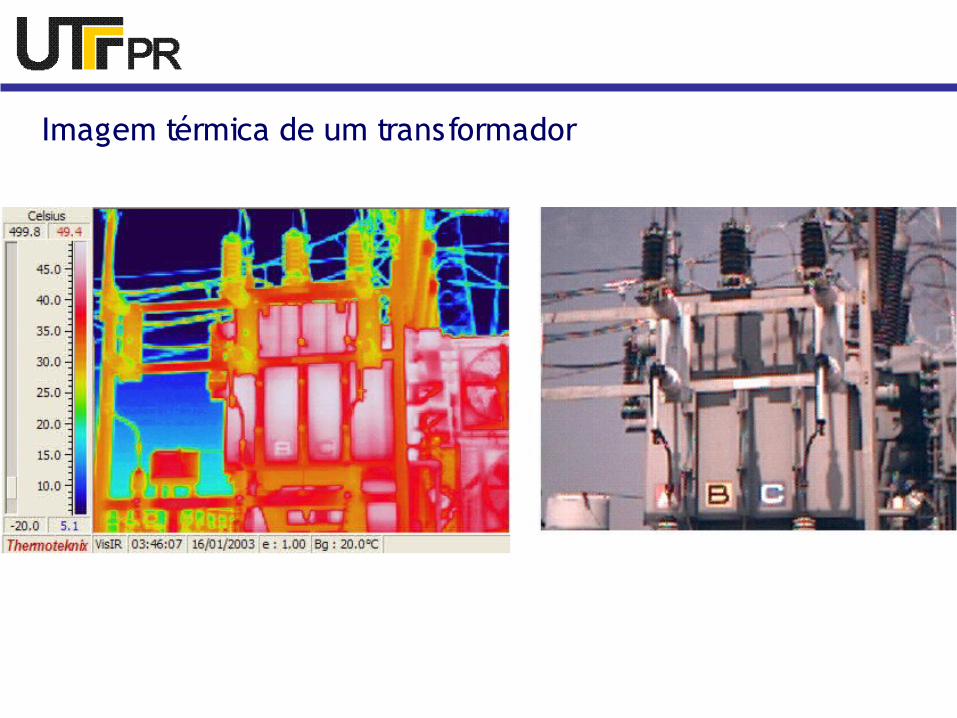
Imagem térmica de um transformador

Imagens térmicas

Radiografia
Técnica não destrutiva utilizada para detectar falhas e defeitos internos. Fonte: A Radiografia Industrial – R icardo Andreucci

Radiografia
1- Raio X

Radiografia
1- Raio X
Geração de raio x

Radiografia
1- Raio X
Unidade de comando

Radiografia
1- Raio X
Imagem com tela fluoroscópica.

Radiografia
2- Acelerador linear LINAC.
Técnica de radiografia realizada por feixe de elétrons acelerados.

Radiografia
3- Gamagrafia.
Técnica que utiliza uma fonte de radiação gama.

Radiografia
3- Gamagrafia.
Irradiador gama.

Radiografia
3- Gamagrafia.
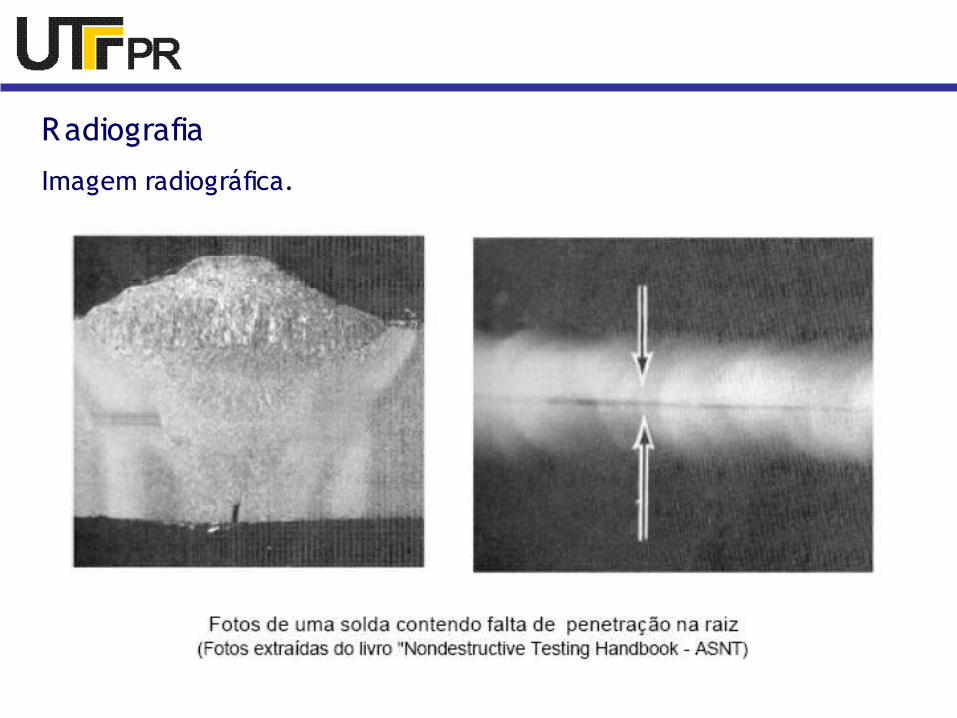
Radiografia
Imagem radiográfica.

Radiografia
Imagem radiográfica.

Ferrografia
Técnica não destrutiva utilizada para avaliar o desgaste de máquinas através da análise das partículas presentes nos lubrificantes.
Toda máquina sofre desgaste.
O desgaste gera partículas.
O tamanho e a quantidade de partículas indicam a severidade.
A morfologia da partícula indica a causa do desgaste.
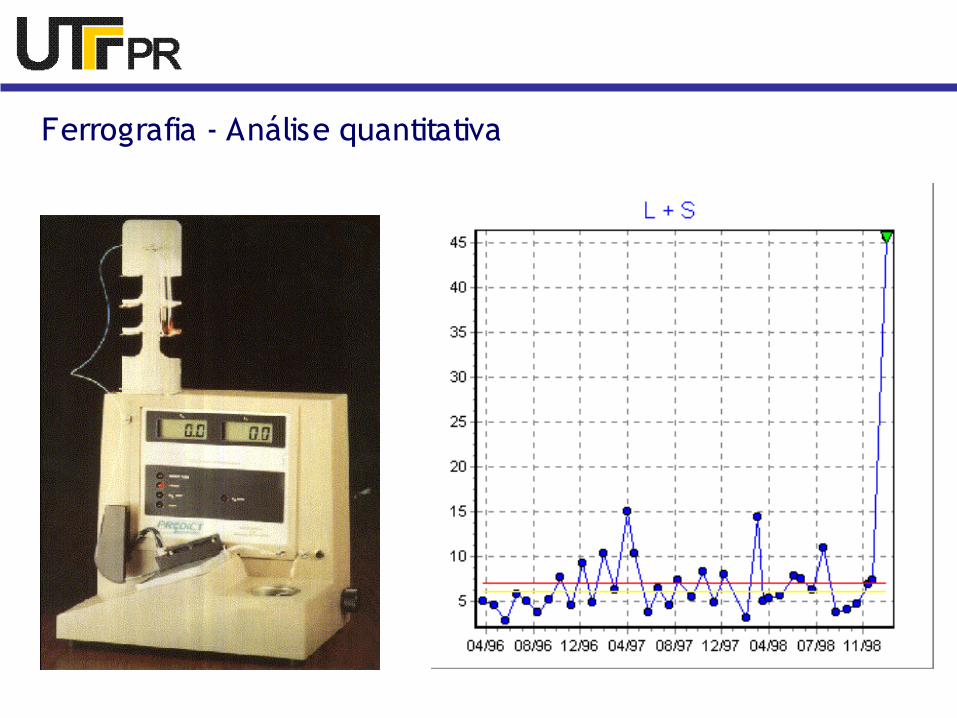
Ferrografia - Análise quantitativa

Ferrografia - Análise qualitativa
Determina as concentrações.
Permite a análise de tendências.
Tamanho das partículas.
Modo de desgaste.
Morfologia das partículas

Análise qualitativa – Morfologia das partículas
ESFOLIAÇÃO ARRASTAMENTO ABRASÃO E AREIA PITTING
FIBRAS DE PANOBRONZE (100X) ALUMÍNIOFERRUGEM

Análise ferrográfica

Análise de Vibrações.

Análise de Vibrações.

Análise de Vibrações.

FIM