apresentaÇÃo€¦ · web viewagita-se para quebra do coágulo e procede-se a adição de aroma...
TRANSCRIPT

MEMORIAL ECONÔMICO SANITÁRIOUSINA DE BENEFICIAMENTO DE LEITE
(Capacidade 2000L/DIA)
PARTE I: DESCRIÇÃO DA AGROINDÚSTRIA
01 – Nome da Firma:
02- CPF / CNPJ: 03 – Denominação do estabelecimento: USINA DE BENEFICIAMENTO DE LEITE04 – Localização do estabelecimento e telefones de contato:
05 – Categoria do estabelecimento: LATICÍNIO06 – Capacidade máxima de recepção diária: A capacidade de recepção e industrialização diária será de 2000Lkg/dia podendo ser ampliada para 5000L/dia no segundo ano de funcionamento.
07 – Produtos que pretende fabricar: O estabelecimento pretende fabricar leite pasteurizado ensacado tipo C, manteiga, queijo frescal, queijo meio cura, ricota, iogurte e bebida láctea.
08 – Procedência da matéria-prima: A matéria prima será dos pequenos agricultores referidos no Projeto.
09 – Mercado de consumo: Todos os produtos serão comercializados a nível Estadual. A proposta de ampliação no segundo ano possibilitará a comercialização a nível federal.
10 – Número aproximado de empregados: O número aproximado de empregados deverá será de 4 funcionários.
11- Água de Abastecimento:
11.1 – Procedência: A água de abastecimento será proveniente de:_________________________
Vazão:___________m³
12-Energia Elétrica:A rede de distribuição é ( ) Monofásica ( ) Bifásica ( )Trifásica e fica á uma distância de ____________m do local aonde será construído a agroindústria.

PARTE II: DESCRIÇÃO DO PROJETO AGROINDUSTRIAL
1-. Especificação da matéria-prima
A matéria-prima aqui considerada, trata-se de leite proveniente de produção de um grupo de pequenos produtores organizados de forma cooperativa e que possuam em média 12 a 13 vacas, cuja produção seja em torno de 8 Litros de leite por dia , bem como de leite adquirido de terceiros do território de implantação do laticínio e de municípios circunvizinhos, coletados em dias alternados e armazenados em tanques de expansão sob resfriamento.No tocante às demais matérias-primas e insumos necessários ao funcionamento da usina, os mesmos deverão ser obtidos no mercado regional e nos centros produtores.1.1. Coleta a granelNeste perfil considera-se que o leite é resfriado na propriedade rural em tanques de expansão visando interromper as reações de deterioração do produto e permitindo a sua estocagem para coleta em dias alternados. O leite é mantido entre 2 e 5ºC, até ser transportado para o laticínio, em tanques isotérmicos móveis (caminhões – tanque).Os caminhões de coleta de leite resfriado são dotados de bombas e medidores que permitem o emprego de um único homem para toda a operação. O próprio motorista determina a temperatura do leite estocado, promove a análise sensorial (cheiro), coleta amostras em pequenos frascos mantidos com gelo em recipientes isotérmicos para as análises bacteriológicas e físico-químicas necessárias. Para a decisão da indústria de coletar ou não o leite, o único teste é o do Alizarol (empregando álcool 72 – 74%). O leite ácido é recusado para comercialização. Em geral é deixado na propriedade, onde poderá ser empregado na fabricação caseira de derivados lácteos ou na alimentação animal.2. Descrição do processo de produção
Os equipamentos a serem utilizados no processamento do leite e derivados na usina objeto deste projeto, estão especificados e relacionados na seção 8 deste projeto, com os respectivos números de apresentação no croqui. A descrição do processamento de cada produto com os respectivos fluxogramas são apresentados a seguir.
2.1. Recepção de LeiteO recebimento de leite é uma operação comum a todos os laticínios, conforme lay-out
e fluxograma de produção apresentado na Figura 1, envolvendo as operações de seleção, medição e filtração do produto. A recepção do leite é efetuada por bombeamento do leite do carro tanque. Antes da descarga são feitos alguns testes tais como: acidez titulável, alizarol, gordura, temperatura, densidade, etc., os quais têm por objetivo evitar o ingresso de leite de baixa qualidade no laticínio. O leite recebido, é bombeado diretamente do caminhão de coleta, passa por um filtro que deve ser limpo com freqüência, e colocado em um tanque de estocagem para então ser encaminhado para as seções de produção. Como o conteúdo do caminhão é discriminado em nota, não há a necessidade de medir a quantidade de leite recebida.
Logo após a descarga, o caminhão-tanque é lavado e sanificado em local exclusivo para essa finalidade.

Recepção do leite
leite ácido
Análise
Filtração
Desnate de leite ácido Estocagem
creme leite desnatado
Lavagem do carro tanque
Figura 1: Fluxograma de Recepção de Leite
2.2. LEITE PASTEURIZADO PARA CONSUMOA pasteurização, cujo fluxograma de operações é apresentado na Figura 2, assegura a
sanidade do produto, uma vez que é suficiente para eliminação completa dos patógenos e a quase totalidade dos microrganismos alteradores presentes no leite cru. A pasteurização é efetuada em equipamento provido de placas trocadoras de calor que permitem a regeneração de frio e calor em torno de 85%. No pasteurizador, o leite cru é aquecido a 45ºC na seção de regeneração e sai para a centrífuga acoplada ao sistema. A centrífuga tem por finalidade a remoção de impurezas em suspensão e a padronização do produto para um teor de gordura de 3,2%. O leite retorna a seguir ao pasteurizador onde é aquecido a 75ºC por intermédio de água quente a 85ºC, sendo mantido a esta temperatura por 15 segundos, para que se processe a pasteurização. O leite pasteurizado e resfriado a 5ºC é armazenado em tanques de estocagem isotérmicos até o seu envase em sacos plásticos de 1 litro. Um bom sistema de higienização associado com boas práticas de manuseio do leite após a pasteurização será adotado para evitar a recontaminação do leite pasteurizado.
Recepção
Padronização
Pasteurização
Estocagem
Acondicionamento
Câmara fria (5 0C)
Comercialização
creme
Análise físico-química
Lavagem decestas plásticas
cestas plásticas
filme plástico
condensado
água
água gelada
água e vapor
Processamento
Figura 2: Fluxograma de Pasteurização de Leite

2.3. QUEIJO MINAS FRESCALPara fabricação de queijo tipo frescal utiliza-se leite de boa qualidade, pasteurizado,
com teor de gordura de 3,0 a 3,3%. Emprega-se cultura lática à base de Lactococcus lactis e Lactococcus cremoris conforme indicação do fabricante e cloreto de cálcio na proporção de 50 ml de solução para cada 100 litros de leite. O coalho é adicionado em quantidade tal que a coagulação ocorra em 30-40 minutos. A temperatura de coagulação deve se situar a 36ºC. A coalhada é cortada lentamente, de modo a obter grãos de 2 cm de aresta. Observa-se um repouso de 5 minutos e são feitas mexeduras de 5 minutos com intervalos de 3 minutos entre as mesmas até que se observe o ponto final, aproximadamente 30 minutos após o corte. Sem efetuar a dessoragem, a massa é coletada através de formas próprias. A salga é feita a seco com aproximadamente 0,7% de sal em relação ao volume inicial de leite. Após a salga o queijo é levado para a câmara fria a 4ºC. O comércio e consumo são imediatos.
O processo acima descrito é apresentado na Figura 3.
Coagulação
Corte
Mexedura
cloreto de cálciocultura lática
coalho
Enformagem
Salga seca
Embalagem
Acondicionamento
Estocagem
Expedição
filme plástico
caixas depapelão
Ponto
LEITE PASTEURIZADO
Figura 3: Fluxograma de Produção de Queijo Minas Frescal

2.4. QUEIJO RICOTAO soro de queijo é colocado no tanque de aço inox e aquecido lentamente até atingir
65ºC, com agitação constante. Atingida esta temperatura, adiciona-se 10% a 20% de leite integral e continua-se o aquecimento até 85ºC com vapor direto. Atingida esta temperatura, adiciona-se 0.025% de ácido láctico com 85% de pureza. Prossegue-se o aquecimento até 95ºC.
Haverá a formação de uma massa de coloração branco-creme que irá flocular sobre o soro. A massa é deixada em repouso por cerca de 20 minutos e então recolhida por meio de concha própria. A massa é acondicionada em formas próprias e prensada por 30 minutos. Após a prensagem, os queijos são deixados em câmara fria a 4ºC e estão prontos para consumo.
O processo de fabricação de ricota está descrito na Figura 4, a seguir.
Coagulação
Enformagem
Prensagem
Embalagem
Acondicionamento
Estocagem
Expedição
Adição de Leite
Soro de leite desacidificado
Aquecimento
ácido lático
vapor
caixas de papelão
Figura 4: Fluxograma de Produção de ricota

2.5. IOGURTEDepois de selecionado quanto aos padrões de qualidade pelo laboratório de controle
de qualidade, o leite é padronizado para 2.5% de gordura e colocado em pasteurizador maturador lento onde é adicionado de 11% de açúcar de boa qualidade e aquecido a 80-90ºC, onde permanece a esta temperatura durante 30 minutos. Decorridos os 30 minutos, o leite é resfriado à temperatura de 43-45ºC, quando então é inoculado com o fermento lático.
Os microrganismos básicos utilizados na fabricação do iogurte são o Lactococcus thermophilus e o Lactobacillus bulgaricus, normalmente encontrados na proporção de 3:2, respectivamente.
O leite inoculado de fermento lático permanece no tanque maturador lento por um período de 3-4 horas, controlando-se a temperatura com termômetro apropriado, quando então é obtida a coalhada. O ponto final da fermentação é controlado por meio da acidez Dornic. Normalmente, consideramos boa uma acidez em torno de 70ºD.
Logo após ter atingido a acidez desejada inicia-se a refrigeração da coalhada. A refrigeração é feita primeiramente fazendo-se circular água industrial pelas paredes do pasteurizador maturador, até atingirmos uma temperatura em torno de 30ºC, introduzindo logo a seguir água gelada, até a temperatura do iogurte abaixar para 9-10ºC.
Logo após atingir a temperatura de 30ºC, procede-se à quebra da coalhada no próprio tanque maturador que é dotado de agitador mecânico, procedendo-se a aromatização natural com polpa obtida de frutas tais como goiaba, pêssego, morango, manga, abacaxi, etc. A proporção de polpa a ser adicionada deve atender a preferência dos consumidores.
Após a aromatização, o iogurte é envasado assepticamente em embalagens com capacidade para 250, 500 e 1000 ml, colocado nas câmaras de refrigeração a 4ºC até a comercialização. O processo de elaboração do Iogurte está esquematizado na Figura 7. Após este processo o produto deverá ter atingido uma acidez em torno de 85ºD e apresentar aroma e sabor característicos.
Tratamento térmico
Resfriamento
coagulação
Resfriamento
Quebra da coalhada
Aromatização
Envaze
Adição de açúcar
Recepção do leite
Padronização
Acondicionamento
Estocagem
Expedição
caixas depapelão
água
filme plásticoou garrafas
vapor
cultura lática
água
polpa de frutaaromas
corantes
Figura 5: Fluxograma de produção de iogurte

2.6. BEBIDA LÁCTEA
O processo de elaboração da Bebida Láctea está esquematizado na Figura 6.
Tratamento térmico
Resfriamento
Coagulação
Quebra do coágulo
Envaze
Recepção
Mistura de leite e soro
Acondicionamento
Estocagem
Expedição
açúcar, espessantes corantes
polpa de frutaaroma
soro
vapor
água
cultura lática
garrafas plásticas
caixas depapelão
Resfriamento
Aromatização
Figura 6: Fluxograma de Produção de Bebida Láctea
O leite com 3% de gordura é misturado em partes iguais com soro de queijo recém obtido em um pasteurizador maturador onde se adiciona 10% de açúcar de boa qualidade, misturado com 0,31% de pectina cítrica, 0,11% de citrato de sódio e 1 ml de corante por litro. Agita-se e aquece-se a 80ºC por 30 minutos. Em seguida, resfria-se à temperatura de 43-45ºC quando se inocula o fermento lático específico na quantidade recomendada pelo fabricante. A agitação é interrompida e mantém-se a fermentação até atingir pH 4,5 a 4,6 quando inicia-se a refrigeração fazendo circular água industrial e depois água gelada.Agita-se para quebra do coágulo e procede-se a adição de aroma (1,5ml/l) e polpa de fruta (4 a 5%, mas deverá ser testada para preferência do consumidor).O produto é então envasado em embalagens de 250, 500 e 1.000ml e armazenado em câmaras frigoríficas a 4ºC até sua comercialização.

2.7.MANTEIGA
Todo o excesso de gordura obtido pela padronização da matéria-prima ou pelo desnate do leite ácido é utilizado, na forma de creme, para a obtenção de manteiga. O creme obtido pela padronização do leite destinado a elaboração de outros produtos é padronizado para um teor de gordura de 38%. Esta operação traz as seguintes vantagens: facilita a pasteurização, tornando-a mais eficiente e evitando o gosto de queimado, comum nos cremes muito concentrados; facilita o resfriamento; evita perdas excessivas de gordura nas outras fases do melhoramento do creme ou no leitelho e dilui a acidez do creme.
Antes de ser submetido à pasteurização, o creme deve ter sua acidez corrigida para 15-16ºD, através do uso de neutralizantes. Os neutralizantes mais comuns utilizados nesta operação são o bicarbonato de sódio e o carbonato de sódio. A redução da acidez proporciona uma série de vantagens: permite a pasteurização de cremes ácidos; melhora o sabor da manteiga; aumenta sua resistência ao armazenamento; permite uma padronização do produto e evita perdas de gordura no leitelho.
Após as operações de preparo do creme para a elaboração da manteiga, inicia-se o processo de pasteurização do mesmo, o qual tem por objetivo a destruição de microorganismos patogênicos e daqueles que decompõem o creme por fermentação. A pasteurização visa também a destruição da lipase, permite um melhor controle da maturação, elimina substâncias voláteis, obriga a redução da acidez prévia do creme, além de melhorar a sua qualidade e aumentar a sua conservação. O creme é pasteurizado a 80ºC/30 minutos em um pasteurizador maturador de parede dupla e resfriado.
O resfriamento do creme é feito até a temperatura de 6ºC, e mantido a esta temperatura durante pelo menos 2 horas antes de ser batido, para cristalizar o maior número possível de glóbulos de gordura, aumentando conseqüentemente o rendimento da manteiga.
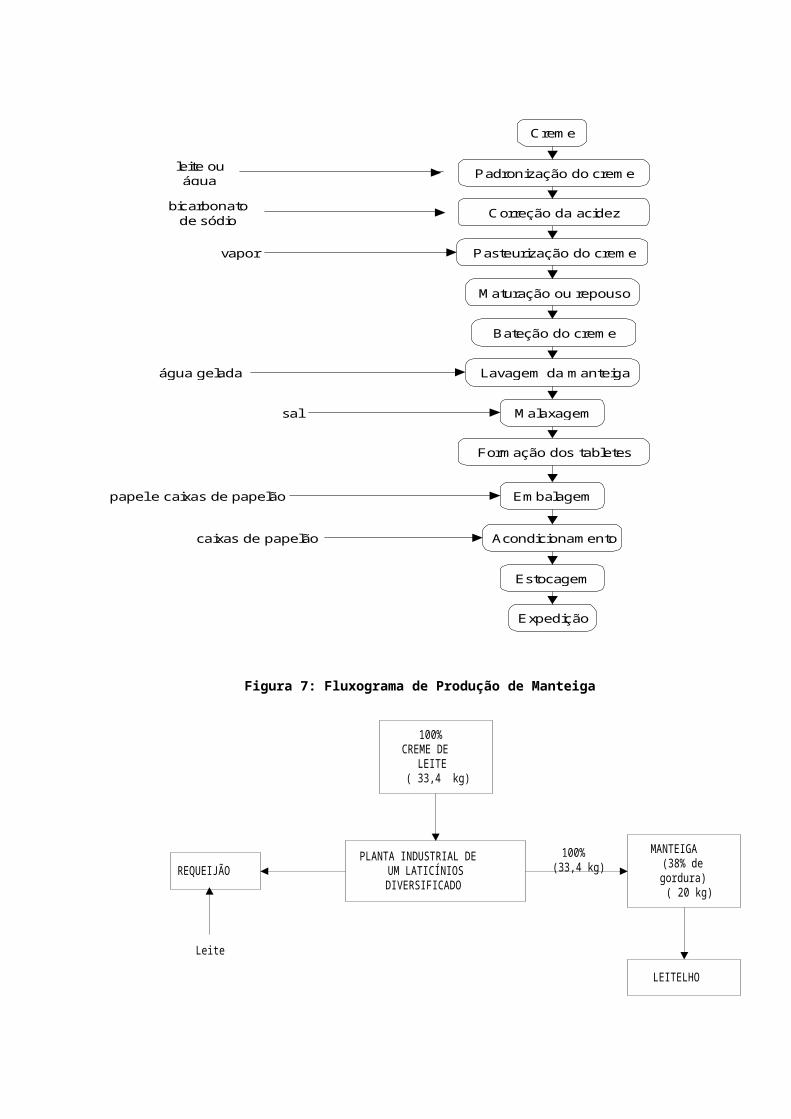
A bateção do creme se faz em uma batedeira de aço inoxidável até inversão de fases, e tem por objetivo a reunião dos glóbulos de matéria gorda do creme em grãos de manteiga, eliminando-se a maior parte das substâncias não gordurosas que constituem o leitelho. A formação dos grãos tem lugar pela solidificação dos glóbulos de gordura e a união total ou parcial dos mesmos. A manteiga obtida é lavada na própria batedeira com água potável a 8º C, por 2 a 3 vezes, para eliminar restos de leitelho e sabores indesejáveis. A seguir procede-se a malaxagem para controle de umidade (máxima de 16%) e incorporação do sal na proporção de 2% em relação ao peso de manteiga. Da manteiga assim obtida faz-se tabletes de 200 g, embalados em papel e depois em caixas de papelão, e mantidos em câmara fria (0-4ºC). Este processo de fabricação tem seu fluxograma apresentado na figura 11.

Pasteurização do creme
Maturação ou repouso
Bateção do creme
Lavagem da manteiga
Malaxagem
Correção da acidez
Creme
Padronização do creme
Acondicionamento
Estocagem
Expedição
Embalagem
leite ouágua
bicarbonatode sódio
vapor
água gelada
sal
papel e caixas de papelão
caixas de papelão
Formação dos tabletes
Figura 7: Fluxograma de Produção de Manteiga
100%CREME DE
LEITE( 33,4 kg)
LEITELHO
MANTEIGA (38% degordura) ( 20 kg)
PLANTA INDUSTRIAL DEUM LATICÍNIOSDIVERSIFICADO
100%(33,4 kg)REQUEIJÃO
Leite
Figura 8 - Balanço de massa de produção de manteiga em um dia normal de produção

3. Aproveitamento e Tratamento de ResíduosOs resíduos obtidos no processo de produção de queijos, requeijão e de manteiga,
respectivamente soro e leitelho, constituem matéria-prima para a elaboração de outros produtos de laticínios, que poderão constituir uma diversificação futura da empresa. Parte do soro e leitelho será utilizada na alimentação de animais, como suínos, por tratar-se de alimento ainda bastante rico em nutrientes, ou seja: lactose (0.5%), proteínas (0.5%), sais minerais (0.9%) e gordura (0.1%). O excedente passará por uma seção de tratamento de resíduos antes de ser lançado em curso de água corrente próximo ao laticínios.
O grau de poluição destes cursos de água é medido através da quantidade de oxigênio consumido no processo biológico de oxidação da matéria orgânica dispersa na água que nada mais é do que a DBO ( Demanda Bioquímica de Oxigênio). Quanto maior o grau de poluição, maior a DBO. O despejo do laticínio possui carga média de DBO em torno de 4.000 mg/l, dependendo do cuidado na operação da diversificação industrial e do nível tecnológico empregado. A redução da DBO deste efluente deve ser realizada em uma Estação de Tratamento de Efluentes (ETE) situada dentro do laticínio.
A refrigeração é feita em circuito fechado, e havendo perda de água ela é reposta, em aproximadamente 3 a 5 m3/dia.
As águas residuais dos sanitários devem ser encaminhadas a uma fossa séptica de câmaras em série.
Os despejos atmosféricos são provenientes de caldeiras a lenha. Os resíduos sólidos são recolhidos pela Prefeitura Municipal, constituídos por material descartável dos escritórios, embalagens diversas e as cinzas das caldeiras que são recolhidas e empregadas como adubo pelos cooperados.
O tratamento de efluentes de indústria de laticínios mais indicado é através do processo de lodos ativados. Este sistema se constitui em um tanque de aeração onde são formados flocos biológicos resultantes de desenvolvimento e aglomeração de microorganismos. Os flocos são insolúveis e necessitam de uma demanda de oxigênio. Após o tanque de aeração, existe um decantador, onde os flocos biológicos são removidos do efluente e recebem o nome de lodos ativados. Uma fração dos flocos retorna ao tanque de aeração, recebendo o nome de "lodo de retorno", que se mistura com o afluente do tanque de aeração, formando o chamado "liquor", sendo importante, que o liquor seja uma mistura homogênea.
O lodo de retomo acelera o processo de estabilização dos constituintes orgânicos. O excesso de lodo é retirado para se manter o nível de sólidos voláteis em suspensão no tanque de aeração e evitar a saturação do sistema. Este lodo é encaminhado para os chamados leitos de secagem, para futuramente ser utilizado como adubo.

Existem vários tipos de sistemas de lodos ativados: convencional; de aeração forçada e intermitente. Este sistemas diferem entre si quanto à disposição de decantadores primários e secundários e quanto aos períodos de aeração. Os melhores sistemas trabalham com tempo de aeração variando entre 1530 horas, indicando um processo de aeração prolongada para obter redução de DBO da ordem de 85 a 90%.
Para uma usina laticinista de pequeno porte, dentre estes 3 sistemas de lodos ativados, a melhor aplicação é a do sistema de fluxo intermitente, pois além de apresentar alta eficiência na remoção da DBO (85-95%), exige menor área, em função de não necessitar de decantador primário e secundário, além de requisitar menos equipamentos.
A Figura.9 a seguir apresenta um diagrama do sistema intermitente extraído da Revista BIO da Associação Brasileira de Engenharia Sanitária – ABES (SPERLING, 1994). Recomenda-se a procura de especialistas para a implantação de ETE adequadas a cada caso.
GRADE(Fase Sólida)
REATOR
DESARENADOR(Fase sólida)
MEDIDOR DEVAZÃO
CORPORECEPTOR
REATOR
Figura 9: Diagrama de Lodos Ativados de Fluxo Intermitente

4. Dimensionamento, localização e obrasO dimensionamento das instalações físicas proposto neste perfil para processar 2.000
litros/dia de leite procurou compatibilizar um empreendimento inicial propício a pequenos agricultores com uma capacidade de produção adequada ao mercado existente. Procurou-se também prever a possibilidade da expansão futura para a recepção de 5.000 litros/dia. As áreas de terreno necessárias à implantação da Usina de Laticínios estão descritas a seguir:
Terreno: 2.000 m² Unidade Agroindustrial: 140,0 m2 Sede administrativa = 17,5m2 Aproveitamento de resíduos = 300 m2No planta da usina de beneficiamento de leite apresentado neste perfil pode-se
observar a disposição recomendada para as máquinas e equipamentos, bem como uma noção básica das dimensões dos mesmos. A agroindústria aqui caracterizada pode estar situada na própria zona rural, mas de qualquer forma, deve estar próxima à produção da matéria-prima, de forma que absorva a produção de vários agricultores familiares associados. O fornecimento garantido de matéria-prima é de fundamental importância para a sustentabilidade da agroindústria.
A seguir relacionam-se os principais pontos que devem ser levados em consideração na escolha do local a ser implantada a agroindústria:
o potencial de obtenção da matéria-prima na região deve ser superior à demanda da fábrica projetada e possibilitar futuras expansões na produção;
a usina será construída a 1m do chão e localizada em local distante de fontes produtoras de odores indesejáveis, de qualquer natureza;
local apropriado para despejo dos resíduos, caso ocorram eventuais problemas que impeçam o aproveitamento de resíduos conforme o planejado;
suprimento de água confiável e de boa qualidade (potável); a área deve conter curso d'água perene, com caudal suficiente para receber as águas industriais, devidamente tratadas;
fornecimento suficiente de energia elétrica, sem interrupção; disponibilidade de mão-de-obra, incluindo pessoal de nível técnico; ausência de contaminantes de qualquer espécie nos arredores da agroindústria; infra-estrutura rodoviária em condições de uso e de fácil acesso; a usina ficará
afastada 15 metros dos limites das vias públicas; a área possibilitará a circulação interna de veículos, de modo a facilitar a
chegada de matéria-prima e a saída de produtos acabados; as áreas circundantes serão pavimentadas de modo a não permitir a
formação de poeira e a facilitar o escoamento das águas. As demais áreas serão gramadas; disponibilidade de área suficiente para implantação da agroindústria e uma futura
expansão.

Todo estabelecimento novo, antes de iniciar suas atividades, deverá solicitar aprovação de suas instalações junto ao órgão regional do Ministério do Trabalho, e este após realizar a inspeção prévia, emitirá o Certificado de Aprovação de Instalações. Este procedimento é adotado com o objetivo de assegurar que o novo estabelecimento inicie suas atividades livre de riscos de acidentes e/ou de doenças do trabalho, razão pela qual o estabelecimento que não atender à regulamentação fica sujeito ao impedimento de seu funcionamento, conforme estabelece o art. 160 da CLT (Consolidação das Leis do Trabalho), até que a norma seja cumprida.
4.1. Detalhes gerais de construção e instalaçãoDe uma forma geral, o projeto da unidade industrial deve levar em consideração a
segurança e o conforto do pessoal dentro da unidade, ou seja, deve apresentar condições de iluminação, arejamento, índices de ruídos adequados e proporcionar facilidades na higienização, manutenção dos equipamentos, minimizar as probabilidades de contaminações e impedir a entrada de pragas e animais de qualquer espécie. Na elaboração do projeto devem ser previstos: otimização dos espaços, área para ampliações futuras, áreas para descarte de resíduos longe da unidade de processamento, instalações sanitárias sem comunicação direta com o setor de processamento, e meios de controle de insetos, pássaros e roedores no setor de produção.
As recomendações listadas a seguir foram baseadas no Manual de Boas Práticas de Fabricação para a Indústria de Alimentos publicado pelo SBCTA (Sociedade Brasileira de Ciência e Tecnologia de Alimentos) e complementadas com algumas especificações da indústria de laticínios, mas não reproduzem as regras na íntegra. Pretende-se neste perfil fornecer informações suficientes para alertar o empreendedor quanto aos esforços necessários para atingir as exigências legais e os padrões mínimos de qualidade. Recomenda-se que ao se decidir por realmente realizar um investimento como este, o empreendedor procure o auxílio de profissionais da área, informe-se sobre os aspectos legais vigentes e consulte literaturas mais aprofundadas.
4.1.1. Materiais e equipamentosTodo material empregado e que entrará em contato direto com o leite ou subprodutos
será de aço inoxidável. No caso de uso de latões para transporte de leite, estes devem ser de alumínio ou ferro estanhado.
Os equipamentos e as instalações devem seguir algumas normas de construção e disposição no local, as quais resultam num melhor desempenho das operações e bem estar dos funcionários. O uso do aço inox é imprescindível porque as formas e superfícies dos equipamentos não devem permitir o acúmulo de resíduos, que aumentam os riscos de contaminação do produto por favorecerem o desenvolvimento de microrganismos. O material da superfície em contato com o leite e seus derivados deve ser atóxico e não pode interagir com o alimento, sendo capaz de resistir às repetidas aplicações de substâncias usadas no processo normal de limpeza.
Materiais que absorvem água, como a madeira não são apropriadas estruturas de madeira em laticínios.
Os equipamentos devem ser instalados de forma a permitir a circulação de pessoal ao redor, ficando afastados das paredes e de outros equipamentos cerca de 60 cm e também devem estar suspensos 30 cm acima do piso, facilitando a limpeza e manutenção. Os ângulos formados entre a base dos equipamentos, pisos e paredes devem ser arredondados, com raio
mínimo de 5 cm.
4.1.2. Pé direitoEm todas as seções industriais da usina, o pé direito mínimo será de 3,60 metros. Nas
câmaras frias a altura será de 2,7 metros.
4.1.3. ParedesAs paredes em alvenaria serão impermeabilizadas até a altura de 2,0 metros, com
azulejos brancos. Devem ser, preferencialmente, de cor clara e resistentes a freqüentes aplicações de agentes de limpeza, sendo sugerido o azulejo ou tinta epoxi lavável para o acabamento das paredes. O acabamento deve impedir acúmulo de poeira e minimizar a condensação e desenvolvimento de mofo.
4.1.4. Portas e janelasAs portas serão metálicas, permitindo uma fácil higienização. As câmaras frigoríficas,
serão de aço-inoxidável. As portas que dão acesso à fabricação de doce de leite e requeijão e fabricação de queijos pelo interior da fábrica não serão fechadas, permanecendo os vãos em aberto.
Todas as aberturas fixas, como as de ventilação, devem ser providas de telas com malha de 1 a 2 mm. Em lugares com portas de acesso à planta, com uso freqüente, devem ser colocadas sobreportas de molas com telas. As telas devem ser de fácil remoção para limpeza. As portas devem ser também de superfícies lisas, não absorventes, com fechamento automático (mola ou sistema eletrônico) e abertura máxima de 1 cm do piso.

As janelas serão de caixilhos metálicos instalados no mínimo a 2,0 metros do piso. Os peitoris serão inclinados e azulejados. Todas as janelas possuirão tela milimétrica à prova de insetos.
As janelas devem ser fixas e devem permitir o aproveitamento da iluminação natural. Também devem ser providas de telas, quando usadas para ventilação.
4.1.5. ForroPara evitar que materiais estranhos caiam sobre o produto, a área de embalagem deve
ser coberta. O teto será de laje concreto com pintura acrílica. 4.1.6. VentilaçãoO ar ambiente deve ser renovado continuamente nas áreas de processamento de
alimentos. Caso se utilize algum sistema de exaustão, o ar insuflado ou comprimido que entrar na área de processamento deve ser seco, filtrado e limpo. Deve se ter a precaução de não direcionar o fluxo de ar de uma área contaminada para uma área limpa.
4.1.7. IluminaçãoO bom posicionamento das janelas proporciona o aproveitamento da iluminação
natural, que também é obtido com telhas translúcidas. A iluminação artificial deve ser projetada dentro das normas da ABNT. As sombras devem ser minimizadas. As lâmpadas devem ser posicionadas sobre linhas de produção ou transporte de insumos ou produtos e devem estar seguras contra explosão e quedas acidentais.
As áreas externas também devem ser iluminadas. As lâmpadas devem ser posicionadas distantes das portas para evitar a atração de insetos. A iluminação artificial será feita através de luz fria, com lâmpadas adequadamente protegidas.
4.1.8. PisosO piso deve ser antiderrapante, resistente ao tráfego e à corrosão. O acabamento final
deve propiciar uma limpeza sem deixar acúmulo de umidade e resíduos, deve ter boa resistência mecânica e boa resistência ao desgaste.
O piso será do tipo "gressit" ou "korodur", ou outro material liso e impermeável, resistente a impactos, a ácidos e álcalis, anti-derrapante e de fácil limpeza. O rejunte obedecerá às mesmas condições do piso. O piso possuirá uma declividade de 2,5% em direção às canaletas laterais de drenagem, as quais deverão ser lisas e cantos arredondados com raio mínimo de 5 cm. As canaletas devem ser evitadas nas áreas de produção e manipulação dos alimentos mas quando necessárias devem ser estreitas com aproximadamente 10 cm de largura, apenas o suficiente para permitir o escoamento da água.
Na indústria em geral, ralos devem ser evitados nos setores de processamento, mas quando existirem devem permitir livre acesso para limpeza e ser dotados de sistema de fechamento.

4.1.9. Instalações elétricasAs conexões elétricas devem ser isoladas, minimizando riscos e facilitando a limpeza.
Os cabos com fios elétricos que não estiverem contidos em tubos vedados devem ser protegidos com placas que permitam a ventilação e limpeza. As normas estabelecidas pela ABNT devem ser seguidas, observando-se a capacidade de carga e outros detalhes de segurança e distribuição. As instalações devem ser as mais higiênicas possíveis e protegidas da penetração de água e umidade.
4.1.10. Instalações hidráulicasAs instalações hidráulicas poderão ser visíveis por facilitar a sua instalação e
manutenção. Os materiais utilizados devem ser resistentes e as tubulações bem dimensionadas para as necessidades de processamento.
Devem existir linhas separadas e sem cruzamento das tubulações, de acordo com a finalidade, ou seja a linha de água não potável utilizada na produção de vapor, refrigeração, controle de fogo e outros propósitos que não entrarão em contato com o alimento não deve cruzar com a linha de água potável.
A água a ser utilizada no laticínio provém de fonte própria, estando dentro dos padrões de potabilidade especificados pelo Regulamento do RIISPOA (Decreto nº 30.691, de 29/03/52) aprovado pelo Ministério da Agricultura e do Abastecimento através da sua Secretaria de Defesa Agropecuária, Departamento de Inspeção de Pordutos de Origem Animal, Divisão de Normas Técnicas. Esta fonte possui vazão suficiente para os trabalhos industriais.
A rede de esgotos do setor industrial, com exceção das câmaras frigoríficas, constará de canaletas para permitir o fácil deságue de águas residuais (rede de esgoto municipal). A rede de esgotos proveniente das instalações sanitárias e vestiários será independente daquela oriunda das dependências industriais.
4.1.11. Instalações sanitáriasPara viabilizar a higiene na indústria, o pessoal deve dispor de boas e suficientes
instalações sanitárias, limpas, iluminadas e ventiladas. Vestiários e sanitários não devem ter comunicação direta com a área de processamento, mas devem ter lavatórios nas áreas de acesso de pessoal e de fabricação.
4.1.12. Instalações frigoríficas Câmara de Salga: com temperatura controlada para 10°C, piso anticorrosivo e paredes azulejadas. Câmara de Maturação/Estocagem: com temperatura controlada para 12°C e umidade relativa do ar de 85%..4.1.13. Anexos e outras instalações Vestiário, Sanitários/Banheiros

Estas dependências estão localizadas separadamente do bloco industrial de forma adequada à racionalização do fluxo de operários.
AlmoxarifadoO almoxarifado destinar-se-á ao estoque dos materiais de uso geral da indústria. CaldeiraA caldeira estará instalada em prédio específico, mantendo o afastamento mínimo de
três metros em relação a outras construções. A instalação da caldeira contará ainda com local adequado para armazenamento de lenha de modo a não prejudicar a higiene do estabelecimento.
EscritórioO escritório estará localizado junto ao prédio administrativo e próximo à entrada do
estabelecimento.
5. EquipamentosOs equipamentos necessários para as operações deste empreendimento . Todos podem ser
adquiridos no mercado interno, e muitas informações sobre fornecedores potenciais estão
disponíveis em alguns sites da internet listados em anexo. As descrições dos equipamentos a seguir
foram definidas de acordo com as características dos equipamentos selecionados para aquisição no
presente perfil, com os seus respectivos preços apresentados na parte II de avaliação financeira. O
futuro empreendedor poderá identificar equipamentos com especificações técnicas diferentes que
venham a contemplar melhor seus interesses conforme orientações técnicas. Os equipamentos que
não tiverem código é por que não foram representados graficamente no croqui da fábrica.
5.1-Bomba centrífuga
Sistema de bombeamento do produto com bomba sanitária auto escovante, vazão 10 m3/h, acionada
por tomada de força do veículo via polias, correias e eixo intermediário, com mangueira de
acoplamento da sucção a tubulação de descarga do tanque
5.2-Tanque de estocagem de leite, estacionário (2000 l).
Modelo cilíndrico vertical, conjunto agitador completo composto de moto redutor, Spray Ball, visor
(02) de acrílico sendo um com iluminação, entrada com quebra de espuma, escada, termômetro,
torneira para coleta de amostras de leite e câmara de isolamento em lã de vidro com espessura de
50 mm.
5.3-Bomba centrífuga
Bomba sanitária, em aço inox AISI 304, vazão de 1000 litros/hora, 1 HP, para retirada do leite do
tanque de recepção e envio ao resfriador.
5.4-Filtro
Filtro tubular de linha, totalmente em aço inox, para filtragem do leite recebido.

Conjunto de pasteurização completo:
5.5-Pasteurizador a placas (1.000 l/h)
Trocador de calor a placas, dimensionado para pasteurizar 1.000 litros/hora de leite para consumo e
para fabricação de derivados, garantindo pressões de trabalho de até 6 kg/cm2 retardador tubular
para 16 segundos, bloco "Bay Pass" para padronização.
5.6-Tanque de Equilíbrio (100 l)
Capacidade de 100 l formato cilíndrico vertical, para suprimento contínuo de leite ao pasteurizador.
5.7-Bomba centrífuga sanitária
Em aço inox AISI 304, vazão de 1000 litros/hora, altura manométrica 30 MCA, potência de 1 HP,
3.500 rpm, 220/380 V, 60 Hz, para envio de leite ao pasteurizador
5.8-Sistema gerador de água quente
Para fornecimento de água quente ao pasteurizador, construído de válvula pneumática tipo "on-off" ,
para controle de vazão de vapor, iltro,para vapor, "by-pass" , dotado de válvula de retenção, purgador
termodinâmico, injetor de vapor em aço inox, válvula de dreno e alimentação de água, tubulações e
conexões inox, para interligação deste sistema e o pasteurizador, "by-pass" auxiliar para passagens
de vapor.
5.9-Painel de controle
Construído em aço carbono esmaltado para controle automático da temperatura de pasteurização do
leite, destinado ao consumo. Fornecido com o painel de aço para fixar na parede, termoregistrador
com gráfico circular, controlador digital de temperatura, indicador de temperatura com proteção
contra superaquecimento do leite e comando de retorno do leite sub-pasteurizado com acionamento
de alarme.
5.10-Tanque estocagem de leite, estacionário (1.000 l).
Tanque de estocagem isotérmico cilíndrico vertical, com agitador acionado por um moto-redutor,
"Spray Ball", visor, iluminação, entrada com quebra de espuma, escada, termômetro, torneira para
coleta de amostras e isolamento em lã de vidro de 50 mm. Capacidade de 2.000l. Para estocagem
de leite pasteurizado
5.11-Desnatadeira (500 l/h)
Capacidade de 1000 l/h, para padronização e desnate de leite
5.12-Envasadora
Envasadora automática para leite, capacidade de até 500 embalagens/hora, equipada com tanque de
equilíbrio em aço-inoxidável.

Fabricação de queijos
5.13-Tanque de fabricação de queijos (500 l)
Tanque em parede dupla, para fabricação de queijos, com serpentinas para circulação do meio
aquecedor ou refrigerante, totalmente fabricado em aço inoxidável AISI 304, acabamento liso
sanitário, formato retangular, capacidade para 200 litros.
5.14-Mesa para Manuseio
Destinada ao manuseio (viragens e retirada de aparas) dos queijos. Totalmente fabricada em aço-
inoxidável AISI 304, recebendo polimento de alta qualidade medindo 2,0 m x 1,0 m com debruns e
rodízios.
5.15-Conjunto de Prensas
Para prensagem de queijos enformados, coletiva vertical, estruturada em cantoneira de aço inox,
com capacidade para 100 formas construídas com rodízios para locomoção.
5.16-Seladora a vácuo
Para embalagem de queijos à vácuo. Acompanhada de tanque de encolhimento.
5.17-Batedeira para Manteiga
Para a bateção do creme, com bateção pelo sistema de tombos, tomboração de formato cilíndrico
horizontal, de construção sanitária, capacidade para a 100 kg de creme, com as partes em contato
com o produto em aço-inoxidável. Fornecida completa com motor elétrico.
Fabricação de manteiga5.18-Tanque Pasteurizador-Maturador Lento
Capacidade de 300 litros de creme, modelo cilíndrico vertical, interior em aço inox AISI 304 com
fundo tipo cônico invertido, acabamento tipo polido sanitário e revestido em aço inox AISI 304 com
acabamento escovado. Câmara para resfriamento ou aquecimento tipo banho-maria. Consumo de
energia de 1,5 cv; consumo de vapor 50 kg/v; diâmetro 960 mm, altura 1.300 mm; funcionamento 6
horas.
5.19-Fracionadeira para embalagem de manteiga
Utilizada para moldar os tabletes de manteiga, com possibilidade de ajustar o peso líquido. Fabricada
totalmente em aço inoxidável AISI 304, possui reservatório com rosca sem fim acionada por moto-
redutor. Ajuste do corte (altura e comprimento do tablete) e alimentação da carga realizados
manualmente.

Equipamentos e Utensíliios de Câmaras5.20-Tanques beliche para câmara de salga
Tanques tipo beliche, capacidade de 300 litros de salmoura cada, totalmente industrializado em aço
inox AISI 304; dimensões: 800 x 500 x 1.540 mm. Utilizados para salga de queijo.
5.21-Prateleiras para as câmaras de salga, de maturação e de estocagem
Construídas em madeira e utilizadas para secagem dos queijos após a operação de salga, suportar
os queijos na maturação e produtos acabados na câmara de estocagem
5.22-Balança comercial (15 kg)
Uma balança comercial (cap. 15 kg)
Geração de calor5.23-Caldeira Geradora de Vapor
Caldeira horizontal para geração de 300 kg/h de vapor com pressão de 8 BAR, água de alimentação
a 26ºC, monobloco, compacta, fogo tubular com 02 passagens de gases combustos, controle
automático de alimentação de água, painel elétrico para controle da eletrobomba (múltiplo estágio 3
cv trifásico), injetor mecânico de ¾'', alarme acústico, isolamento térmico em lã de vidro e grelha
refrigerada. Funcionamento 8 h/dia.
Instalação FrigoríficaSistema de frio com capacidade para resfriar 2.000 litros, construído totalmente em aço carbono com
espessura de 1/8'' nas dimensões internas de 2.300 x 1.500 x 1.200 mm; travamentos em perfil tipo
"U" dotada de divisão para circulação de água; agitador com motor de 1,0 cv tipo acoplado para
agitar a água; revestimento final com chapa trapezoidal; acabamento final com jato de areia e tinta
betuminosa. Funcionamento de 12 h/dia.
Evaporador tipo serpentina, industrialização em forma zig-zag tubular com tubos de cobre (diâmetro
de ¾''); 130 metros lineares com travamento e sustentação em cantoneiras;
Unidade Bitzer, com refrigerante Freon 12, trifásico 05 cv, polia, correia, presostato, filtro,
condensador, depósito de líquido, base com calço. Funcionamento de 12 h/dia. Serão necessárias
duas unidades.
5.24-Câmara de salga
Câmara modular com temperatura interna de 12ºC, temperatura de entrada do produto de 28ºC e
temperatura externa máxima de 35ºC, com painel modular constituído de núcleo isolante de
poliestireno em espessura de 100 mm, porta frigorífica de acionamento manual com isolamento em
poliuretano injetado na espessura de 60 mm; dimensões externas de 4020 x 3070 x 2600 mm;
acompanha monobloco frigorífico de 220V/60Hz/monofásico. Movimentação diária de produto: 200
kg

5,25-Câmara de maturação
Câmara modular com temperatura interna de 12ºC, temperatura de entrada do produto de 15ºC e
temperatura externa máxima de 35ºC, com painel modular constituído de núcleo isolante de
poliestireno em espessura de 100 mm, porta frigorífica de acionamento manual com isolamento em
poliuretano injetado na espessura de 60 mm; dimensões externas de 4020 x 3070 x 2600
mm;acompanha monobloco frigorífico de 220V/60Hz/monofásico. Movimentação diária de produto:
200 kg.
5.26- Material de Laboratório ( Kit vendido no mercado)

6. Bibliografia
BRASIL. Portaria - Lei No 1.428, de 26 de novembro de 1993. Aprova o "Regulamento Técnico para Inspeção Sanitária de Alimentos", as "Diretrizes para o estabelecimento de Boas Prática de Produção e de Prestação de Serviços na área de Alimentos", e o "Regulamento Técnico para o Estabelecimento de Padrão de Identidade e Qualidade (PIQ's) para Serviços e Produtos na Área de Alimentos. Diário Oficial [da República Federativa do Brasil], Brasília, n. 229, p. 18.415-18.419, 2 dez. 1993. Seção I.
BRASIL. Portaria - Lei No 451, de 19 de novembro de 1997. Aprova o Regulamento Técnico Princípios Gerais para o Estabelecimento de Critérios e Padrões Microbiológicos para Alimentos e seus anexos I, II e III. Diário Oficial [da República Federativa do Brasil], http://www.dou.gov.br/wel.html, fev. 1999.
BRASIL. Portaria - Lei No 359, de 4 de setembro de 1997. Aprova o Regulamento Técnico para Fixação de Identidade e Qualidade de Requeijão. Diário Oficial [da República Federativa do Brasil], http://www.dou.gov.br/wel.html, fev. 1999.
BRASIL. Portaria - Lei No 364, de 4 de setembro de 1997. Aprova o Regulamento Técnico para Fixação de Identidade e Qualidade de Queijo Mussarela. Diário Oficial [da República Federativa do Brasil], http://www.dou.gov.br/wel.html, fev. 1999.
CHAVES, José B. C., TEIXEIRA, Magdala A. Curso sobre Gerência da Qualidade na Indústria de Alimentos. Viçosa: Universidade Federal de Viçosa / CENTREINAR, 1992. 233 p.
LEITÃO, Mauro. Análise de Perigos e Pontos Críticos de Controle na Indústria de Alimentos. Centro Gráfico Scania do Brasil. São Bernardo do Campo. SP.
SOCIEDADE BRASILEIRA DE CIÊNCIA E TECNOLOGIA DE ALIMENTOS – Manual de Análise de Riscos e Pontos Críticos de Controle. Campinas, SP, 1993. 30 p.
SOCIEDADE BRASILEIRA DE CIÊNCIA E TECNOLOGIA DE ALIMENTOS – Manual de Boas Práticas de Fabricação para a Indústria de Alimentos. Campinas, SP, 1993. 26 p.