aplicaÇÃo da filosofia kaizen em uma...
TRANSCRIPT

UNIVERSIDADE TUIUTI DO PARANÁ
Thiago Mayron da Silveira
APLICAÇÃO DA FILOSOFIA KAIZEN EM UMA OFICINA DE
MANUTENÇÃO AERONÁUTICA
CURITIBA
2011
1

Thiago Mayron da Silveira
APLICAÇÃO DA FILOSOFIA KAIZEN EM UMA OFICINA DE
MANUTENÇÃO AERONÁUTICA
Trabalho de conclusão de curso apresentado ao Curso Superior de Tecnologia em Manutenção de Aeronaves, da Faculdade de Ciências Aeronáuticas da Universidade Tuiuti do Paraná, como requisito parcial à obtenção do título de Tecnólogo em Manutenção de Aeronaves.
Orientadora: Rosana Adami Mattioda
CURITIBA 2011
2

TERMO DE APROVAÇÃO
Thiago Mayron da Silveira
APLICAÇÃO DA FILOSOFIA KAIZEN EM UMA OFICINA DE
MANUTENÇÃO AERONÁUTICA
Este Trabalho de Conclusão de Curso foi julgado e aprovado para a obtenção do título de Tecnólogo em
Manutenção de Aeronaves, do Programa de Tecnologia em Manutenção de Aeronaves da Universidade Tuiuti do
Paraná.
Curitiba, 24 de Maio de 2011
__________________________________
Curso Superior de Tecnologia em Manutenção de Aeronaves
Universidade Tuiuti do Paraná
Orientador: Prof.ª Rosana Adami Mattioda
Universidade Tuiuti do Paraná
3

AGRADECIMENTOS
Agradeço a Deus por esta incrível jornada que proporcionou em minha vida, aos Meus
Pais que me incentivaram e tornaram este momento possível, aos Amigos e Namorada
que de alguma forma vieram a me ajudar, e a todos os Professores que aceitaram nos
passar o conhecimento e dedicar seu tempo em nossa função. Muito Obrigado.
4

RESUMO
O objetivo deste trabalho é descrever a origem da filosofia KAIZEN como um todo, desde seu crescimento no mercado japonês até os dias de hoje, onde está presente no mundo inteiro. Colocarei de forma sucinta os objetivos deste sistema de qualidade, bem como suas ferramentas mais relevantes para sua aplicação na Manutenção Aeronáutica. Descreverei seus aspectos técnicos de aplicação e desenvolvimento e citarei algumas formas de análise de problemas e melhoria contínua. Utilizam como fonte bibliografias diversas do assunto e endereços eletrônicos diversos. Coloca a Manutenção Aeronáutica dentro do sistema KAIZEN e expressa a forma de aplicação do mesmo nesta área.
Palavras chave: Qualidade; Manutenção Aeronáutica; KAIZEN; Melhoria Contínua.
5

ABSTRACT
The aim of this paper is to describe the origin of the KAIZEN philosophy as a whole, since its growth in the Japanese market until the present day, where it is present worldwide. Put succinctly the goals of this quality system and its more relevant tools to its application in Aircraft Maintenance. Describe the technical aspects of application development and I will quote some forms of problem analysis and continuous improvement. Use as sources of various subject bibliographies and several electronic sites. Put the Aircraft Maintenance into the KAIZEN system and expressed how to implement it in this area.
Key words: Quality; Aircraft Maintenance; KAIZEN; Continuous Improvement.
6

SUMÁRIO
1 INTRODUÇÃO........................................................................................................08 1.1 QUESTÃO PROBLEMA........................................................................................09 1.2 OBJETIVOS............................................................................................................09 1.2.1 Objetivos Gerais...................................................................................................09 1.2.2 Objetivos Específicos...........................................................................................09 2 FUNDAMENTAÇÃO TEÓRICA..........................................................................10 2.1 KAIZEN – MELHORIA CONTÍNUA...................................................................10 2.2 ORIGEM DO KAIZEN...........................................................................................10 2.3 OBJETIVOS DO KAIZEN.....................................................................................12 2.4 A IDENTIFICAÇÃO DE PROBLEMAS...............................................................13 2.5 AS FERRAMENTAS DO KAIZEN.......................................................................15 2.5.1 TQC – Controle Total da Qualidade....................................................................15 2.5.2 Ciclo PDCA..........................................................................................................18 2.5.3 Os Cinco “S”........................................................................................................21 2.5.4 Os Três “MU” do Kaizen.....................................................................................24 2.5.5 As Seis Perguntas ou 5W1H.................................................................................26 2.5.6 Gráfico de Pareto..................................................................................................27 2.5.7 Os Seis “M” ou Diagrama de Causa e Efeito.......................................................27 2.5.8 As Sete Ferramentas Estatísticas e As Sete Novas Ferramentas..........................28 2.6 APLICAÇÕES NA MANUTENÇÃO AERONÁUTICA......................................31 2.6.1 O Sistema de Sugestões........................................................................................33 2.6.2 Estímulo e Competitividade.................................................................................36 3 CONCLUSÃO..........................................................................................................38 REFERÊNCIAS..........................................................................................................39
7

1. INTRODUÇÃO
No mercado atual de prestação de serviço, como a Manutenção Aeronáutica, a
concorrência com outras empresas está aumentando, assim como a demanda por
serviços. É imprescindível que as oficinas de hoje tenham algum diferencial para a
melhor aceitação do cliente e para a propaganda de um trabalho sem falhas. E este
diferencial está justamente na qualidade do serviço, feito de forma legal e correta.
A filosofia KAIZEN trás este diferencial necessário para o mercado, pois
auxilia na atuação do melhoramento contínuo em todo o processo de manutenção
aeronáutica da oficina que o empregar. Esta qualidade que trará novas oportunidades,
novos horizontes e a procura dos clientes por um serviço exemplar é de total
importância para o desenvolvimento da oficina, seus funcionários e admistradores.
Este trabalho procurará expor como a filosofia KAIZEN pode modelar a
forma de trabalho de uma Oficina de Manutenção Aeronáutica no intuito da busca pelo
melhoramento contínuo de processos e padrões, e na afirmação da qualidade do
serviço prestado perante todos os funcionários, lideranças e, principalmente, perante o
cliente.
8
1.1 QUESTÃO PROBLEMA
Como a implantação da filosofia KAIZEN pode melhorar o trabalho do
mecânico de uma Oficina de Manutenção Aeronáutica?
1.2 OBJETIVOS
1.2.1 Objetivos Gerais
Demonstrar o quanto se pode otimizar, simplificar e ganhar tempo com vários
trabalhos mecânicos efetuados em oficinas aeronáuticas, apenas com a implantação de
idéias de melhoria originadas dos próprios funcionários.
1.2.2 Objetivos Específicos
• Definir a filosofia KAIZEN.
• Definir a origem da filosofia KAIZEN.
• Expor as ferramentas do KAIZEN mais relevantes à Manutenção
Aeronáutica.
• Relacionar a filosofia KAIZEN na Manutenção Aeronáutica.
9

2. FUNDAMENTAÇÃO TEÓRICA
2.1 KAIZEN – MELHORIA CONTÍNUA
A palavra japonesa KAIZEN 1 significa melhoramento. Este sistema de
melhoramento trabalhado de forma dinâmica e em longo prazo visa à busca da
qualidade total no meio em que for aplicado. O conceito KAIZEN é a melhoria em sua
forma mais pura e direta, pois envolve todos os funcionários em uma única meta, a
melhoria contínua de processos, padrões e ações.
2.2 ORIGEM DO KAIZEN
O Japão após o fim da Segunda Guerra Mundial estava passando por uma
crise industrial e comercial muito preocupante, pois vários de seus serviços prestados
não possuíam a qualidade necessária para o conforto de seus usuários. A maioria das
empresas teve de começar do zero, lutando pela sua permanência no mercado. Então,
as empresas do país perceberam que apenas o controle da qualidade da maneira
japonesa da época, não era o bastante para assegurar o produto final, o serviço
prestado ou a produção da forma correta e segura. Com isso, a busca por novas
técnicas foi essencial para o surgimento do conceito KAIZEN. No fim da década de
40, foi criada a União de Cientistas e Engenheiros Japoneses 2 (JUSE), um grupo
1 Palavra de origem japonesa, kai (改, mudança), zen (善, para melhor). 2 JUSE foi criada em maio de 1946 e autorizada como a fundação de um organismo jurídico por parte da Agência de Ciência e Tecnologia (reformado do Ministério da Educação, Cultura, Desporto, Ciência e Tecnologia), do Governo Japonês. O objetivo da JUSE é promover estudos sistemáticos necessários para o progresso da ciência e tecnologia, ficando assim a contribuir para o desenvolvimento da cultura e da indústria.
10
nacional dos mais renomados profissionais que, percebendo a necessidade de uma
nova forma de controle da qualidade, convidaram o Sr. Willian Edwards Deming3, um
dos maiores professores de estatística na época, a ir até o Japão e compartilhar seus
conhecimentos com os maiores líderes de empresas e participantes da JUSE em um
seminário de oito dias. Durante os anos que se seguiram ele trocou com o país seus
conhecimentos para a recuperação do Japão pós guerra e para a conquista da
qualidade, apresentando o Ciclo de Deming4·, ou o Ciclo PDCA5 como é conhecido
até os dias de hoje. Outro importante nome no início do conceito KAIZEN para a
indústria japonesa é Joseph Moses Juran6, consultor e mestre em controle de
qualidade, também convocado ao Japão para apresentar um seminário de controle da
qualidade.
A partir destas ações, o início de um novo sistema de qualidade estava
tomando forma. Dentro de várias empresas japonesas, surgiam pequenos círculos de
controle de qualidade, grupos responsáveis por aplicar o ciclo PDCA nas atividades do
dia a dia da empresa, facilitando a evolução do KAIZEN no país.
3 William Edwards Deming (Sioux City, 14 de outubro de 1900 — Washington, 20 de dezembro de 1993) foi um estatístico, professor universitário, autor, palestrante e consultor estadunidense. 4 O Ciclo de Deming é uma interação entre pesquisa, projeto, produção e vendas que visa à busca da qualidade no setor empresarial. 5 O ciclo PDCA, que será explicado na página 18 deste trabalho, começa pelo planejamento, em seguida a ação ou conjunto de ações planejadas são executadas, checa-se se o que foi feito estava de acordo com o planejado, constantemente e repetidamente, e toma-se uma ação para eliminar ou ao menos mitigar defeitos no produto ou na execução. 6 Joseph Moses Juran (Braila, 24 de dezembro de 1904 — Rye, 28 de fevereiro de 2008) foi um consultor de negócios famoso por seu trabalho com qualidade e gerência de qualidade.
11

2.3 OBJETIVOS DO KAIZEN
O KAIZEN se caracteriza por ser um processo contínuo de melhoramento,
pois dificilmente os seus resultados serão rápidos e momentâneos. A mudança neste
processo é gradual e constante, permanecendo na rotina do trabalho até que seja
modificada novamente. Seu princípio de partida é o ataque aos problemas. Como a
melhoria poderá ser feita sem um problema que a origine? É neste pensamento, que as
ferramentas do KAIZEN trabalham de forma que todos participem na melhoria do
local de trabalho e processos. Outra questão importante é a padronização das
melhorias, a fim de manter as ações benéficas para a empresa, sempre visando à
continuidade. Pois a melhoria não é única, uma idéia sempre pode ser melhorada
constantemente. Por isso a visão KAIZEN é de que os padrões devem ser renovados
sempre, com o intuito de que a melhoria contínua possa evoluir dentro da empresa. E
para que estes padrões sejam identificados de forma mais eficaz, a participação de
todos é essencial, pois apenas quem está sujeito aos problemas diários tem a visão de
como agir para a real melhoria destes problemas. Esta ação é o processo de sugestões
de melhorias, que qualquer pessoa da empresa tem a autonomia de fazê-lo. Este
processo visa à atuação e integração de todos os colaboradores na busca por problemas
e as soluções para os mesmos. Assim como uma grande obra de arte precisa da mente
e habilidade de um artista, ou um grande lutador sempre terá um grande mestre, a
qualidade de qualquer serviço prestado será conquistada, se o conceito KAIZEN for
aplicado de forma correta, como uma ferramenta de evolução e melhoria.
12

2.4 A IDENTIFICAÇÃO DE PROBLEMAS
Para podermos aplicar melhorias, devemos identificar os problemas do local
de trabalho, porém a dificuldade está justamente nesta identificação. Somos
condicionados naturalmente a observar os problemas em ações de outros, e acabamos
pecando em nossas próprias ações. Quando nos deparamos com um problema,
procuramos ocultá-lo para não mostrar o trabalho defeituoso ou erro cometido. É esta
ideologia que deve ser mudada, tanto do operador, que precisa ter o senso de relatar os
problemas buscando suas soluções, quanto da administração, que deve apoiar e
incentivar estes relatos para a busca da melhoria. A melhor maneira de acabar com
estes erros é o trabalho em conjunto para ataque destes problemas, em que cada
colaborador é responsável em melhorar não só o seu trabalho, mas observar a todos.
Segundo Campos7, “Um problema é o resultado indesejável de um processo. Portanto
como o item de controle mede o resultado de um processo podemos dizer que
problema é um item de controle com o qual não estamos satisfeitos” (2004, p. 22).
Nesta questão, devemos salientar que nunca devemos ficar satisfeitos com a situação
de nossas ações e metas, pois é nesta mudança de pensamento que está à chave da
melhoria contínua, da evolução e da conquista da qualidade. Sobre estes problemas,
Masaaki Imai8 no diz,
7 Vicente Falconi Campos (1940, Niterói) é um consultor em gestão e escritor brasileiro.
8 Masaaki Imai (1930, Tóquio) é um consultor na área de gestão da qualidade.
13
A pior coisa que uma pessoa pode fazer é ignorar ou ocultar um problema. Quando o operário receia que seu chefe ficará furioso com ele se descobrir o mau funcionamento da máquina, talvez ele continue a fabricar peças com defeito, na esperança de que ninguém perceba. No entanto, se ele tiver coragem suficiente e se o chefe der apoio suficiente, talvez eles consigam identificar o problema e resolvê-lo. [...] (2005, p. 150)
Por esta razão, a mudança de mentalidade da parte administrativa é essencial,
para que todos se sintam a vontade em identificar problemas, criar sugestões por
escrito e entregá-las aos responsáveis com o sentimento de dever cumprido, sem
sentir-se ameaçado ou prejudicado. Se isto acontece, o surgimento de melhorias com
certeza aumentará e a idéia KAIZEN funcionará como planejada. Durante o passar dos
anos, criou-se uma mentalidade acerca da diferença entre os ocidentais e orientais na
aplicação do KAIZEN, pois se acredita que as empresas ocidentais visam à inovação,
o resultado momentâneo. Já o conceito KAIZEN não é aplicável nesta realidade, pois
suas práticas, ferramentas e preceitos são feitos para não serem vistos imediatamente, e
sim durante um processo contínuo e de disciplina aplicada. Desta forma, a participação
da administração é novamente salientada a fim de encorajar e apoiar seus
colaboradores nas sugestões KAIZEN e na identificação de problemas, além de
recompensar aqueles que ajudam a empresa de alguma forma, pois este
reconhecimento é importante para a satisfação do colaborador, que entenderá que seu
trabalho está sendo reconhecido e melhorado. Segundo Imai, “A filosofia do KAIZEN
afirma que nosso modo de vida – seja no trabalho, na sociedade ou em casa – merece
ser constantemente melhorado.” (2005, p. 3). É nesta filosofia que devemos nos
prender, para aplicar o KAIZEN não somente como obrigação ou visando seus
resultados, mas como uma ferramenta de vida, para que todos se incluam como parte
importante do sistema e possam fazer seu trabalho com vontade e determinação.
14
2.5 FERRAMENTAS DO KAIZEN
2.5.1 TQC – Controle Total de Qualidade
Dentro das ferramentas do KAIZEN, talvez a mais necessária e importante
seja o TQC9. Ela garante a qualidade do serviço prestado, que em nosso caso, é a
manutenção aeronáutica. Comumente o TQC é visto como uma ferramenta usada
apenas por engenheiros de qualidade, ou admistração empresarial, mas sua exata
forma de uso é quando todos possuem o conhecimento dele, através de treinamentos e
uso prático no dia a dia. Quando falamos de controle de qualidade, logo a idéia do
serviço prestado e do produto nos vem em mente. Mas, primeiramente o alvo principal
deste controle são as pessoas, pois é através de nossas ações que a qualidade será
percebida. Fazer o implante desta idéia de qualidade é deixar as pessoas conhecerem
seu papel no local de trabalho, ficar cientes do conceito KAIZEN procurando
problemas em suas ações, sugerir melhorias e padronizar ações corretas para que o
problema não volte a se repetir. Porém isto somente pode ser feito com muito
treinamento dos colaboradores, conscientização e disciplina da parte da administração,
construindo uma firme liderança.
Usando os dados coletados no ambiente de trabalho, tais como falhas de
manutenção ocorridas durante um período pré determinado, ou gastos excessivos em
compras, materiais, alto acúmulo de estoque, entre outros, o sistema do TQC visa usar
9 O controle total da qualidade (em língua inglesa "Total Quality Control" ou simplesmente "TQC") consiste numa estratégia de administração orientada a criar consciência da qualidade em todos os processos organizacionais.
15
estes dados para criar um controle estatístico de qualidade. Com isso, usamos dados
reais, e não pressentimentos ou idéias de terceiros. Esta função administrativa é
fundamental para o controle da evolução do sistema de qualidade mostrando a todos
como esta dinâmica do TQC auxilia a oficina. E mais importante é expor a todos,
através de quadros de resultados, todas as ferramentas do KAIZEN aos colaboradores,
para que este resultado fique a alcance de todos. A forma mais fácil de fazer este
controle é em conjunto, analisando o processo por inteiro. Quando colocamos apenas
os resultados individuais, algumas pessoas podem sentir-se desmotivadas ou
prejudicadas. Assim, é preferível que o próprio grupo de trabalho fique responsável
pelos resultados de seu setor. Desta maneira, a participação individual será
imprescindível para bons resultados, e o sentimento de responsabilidade pelo setor
aumentará em cada colaborador.
Outra idéia que expressa o TQC perfeitamente é criar a preferência da
qualidade além dos lucros empresariais e individuais. Aplicando este conceito de
melhorias com o menos custo possível e a maior qualidade possível, o lucro
empresarial será naturalmente adicionado à oficina e aos colaboradores, pois são em
pequenas ações diárias que estão os maiores gastos existentes, ocorridos muitas vezes
por falta de conhecimento de alguns, e muitas vezes criando os gastos de materiais e
serviços sem ao menos perceberem suas ações. Sobre o TQC, o Prof. Masumara
Imaizumi, do Instituto Musashi de Tecnologia10 nos diz,
10 Instituto privado localizado dentro da Universidade de Tóquio, que trabalha com projetos tecnológicos e de graduação.
16

Os gerentes de todos os níveis são responsáveis pela administração adequada destes elementos. A empresa só pode prosperar se os consumidores que compram os produtos ou os serviços estiverem satisfeitos. Os consumidores ficam satisfeitos ou não com a qualidade dos produtos ou dos serviços. Em outras palavras, a única coisa que a empresa pode oferecer ao consumidor é a qualidade. [...] (KAIZEN, 2005, p.42)
Aprofundando a preocupação com a qualidade, o TQC nos mostra que o
mecânico em questão, não deve focar-se apenas em seu trabalho, mas cuidar das partes
anteriores e posteriores. O ocultamento de um problema somente irá adiar sua
descoberta, seja por outra pessoa, ou por algum acidente ocorrido. Por esta razão que
não se deve passar adiante o problema. No momento da constatação do mesmo, a
prioridade é parar o trabalho, identificar a causa e repassar à administração o
acontecimento, para que as ações corretas possam ser tomadas. São esses preceitos que
garantem a qualidade do serviço prestado nas aeronaves e satisfazem o cliente,
mostrando a integridade da oficina e o alto conhecimento dos funcionários. Este ciclo
é uma alavanca para que todos na empresa tornem-se os melhores no que fazem, e
continuem a evoluir junto ao KAIZEN.
Para Campos (2004, p. 45) o controle da qualidade pode ser abordado em três
metas: Planejar – Usar as necessidades do cliente para adequar o processo de
manutenção aeronáutica de forma mensurável e legal para gerenciá-lo a atingir tais
metas. Manter – Organizar padrões para que este planejamento se mantenha sempre
nas ações dos mecânicos, e atuar nos desvios destes padrões.
Melhorar – Aplicar a filosofia KAIZEN para sempre evoluir junto ao cliente,
localizando os problemas e melhorando-os.
17

Vale lembrar que o controle da qualidade não é algo implantado na empresa
por um pequeno grupo ou lideranças, e sim uma conquista do grupo, um trabalho
gradual e lento, que terá seus resultados refletidos diretamente na qualidade do serviço
de manutenção e, consequentemente, nos lucros gerais da oficina. Para isso, segundo
Campos (2004, p.146) a oficina deve ser capaz de garantir os seguintes requisitos:
Detectar necessidades humanas e técnicas não atendidas; Especificar serviços que
satisfaçam estas necessidades; Projetar este serviço ao mais baixo custo possível;
Projetar e operar os processos para que estes serviços sejam feitos conforme as
especificações da autoridade aeronáutica e com o mais baixo custo; Inspecionar os
serviços para verificar conformidade com as especificações da autoridade aeronáutica;
Dar assistência técnica e total atenção ao cliente de tal forma a assegurar a sua
satisfação por um longo tempo.
Resumindo, o TQC define que sua prática leva a empresa a atender os
seguintes resultados: Prestar o serviço com qualidade, que atenda os requisitos do
cliente, da forma mais confiável possível, sem defeitos, com o custo mais baixo
possível, garantindo a segurança de todos e em tempo certo, com entrega no prazo,
local e quantidade certa.
2.5.2 Ciclo PDCA
W.E.Deming, na década de 50, introduziu no Japão seu conceito de interação
entre pesquisa, projeto, produção e vendas, visando à qualidade das empresas
japonesas. Este conceito foi chamado de Ciclo de Deming, e foi criado para trabalhar
integral e inteiramente com a qualidade, para proporcionar a confiança e aceitação do
18
consumidor.
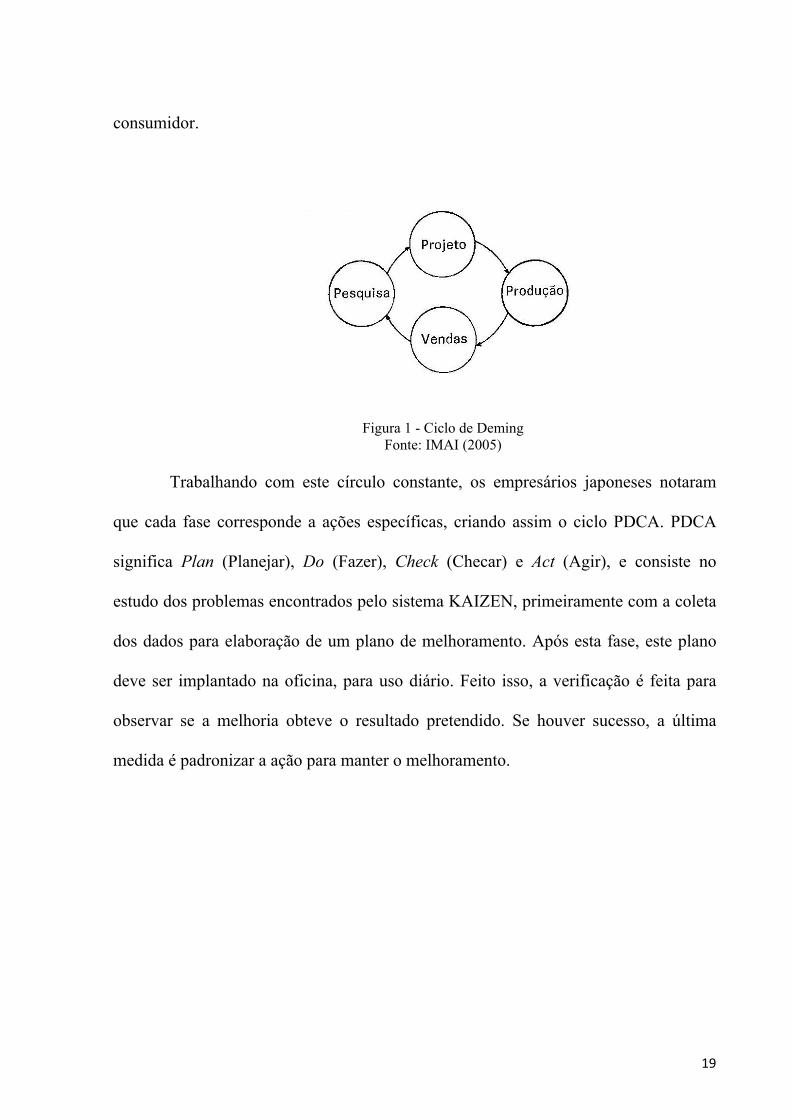
Figura 1 - Ciclo de Deming Fonte: IMAI (2005)
Trabalhando com este círculo constante, os empresários japoneses notaram
que cada fase corresponde a ações específicas, criando assim o ciclo PDCA. PDCA
significa Plan (Planejar), Do (Fazer), Check (Checar) e Act (Agir), e consiste no
estudo dos problemas encontrados pelo sistema KAIZEN, primeiramente com a coleta
dos dados para elaboração de um plano de melhoramento. Após esta fase, este plano
deve ser implantado na oficina, para uso diário. Feito isso, a verificação é feita para
observar se a melhoria obteve o resultado pretendido. Se houver sucesso, a última
medida é padronizar a ação para manter o melhoramento.
19
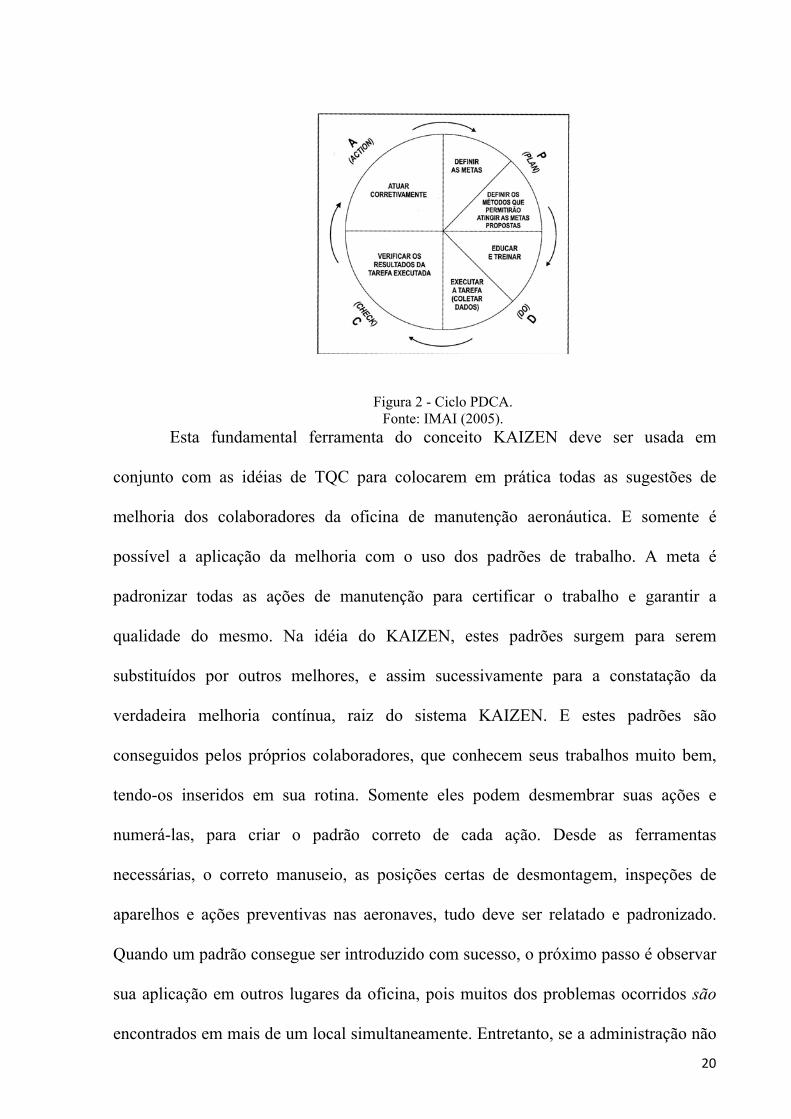
Figura 2 - Ciclo PDCA. Fonte: IMAI (2005).
Esta fundamental ferramenta do conceito KAIZEN deve ser usada em
conjunto com as idéias de TQC para colocarem em prática todas as sugestões de
melhoria dos colaboradores da oficina de manutenção aeronáutica. E somente é
possível a aplicação da melhoria com o uso dos padrões de trabalho. A meta é
padronizar todas as ações de manutenção para certificar o trabalho e garantir a
qualidade do mesmo. Na idéia do KAIZEN, estes padrões surgem para serem
substituídos por outros melhores, e assim sucessivamente para a constatação da
verdadeira melhoria contínua, raiz do sistema KAIZEN. E estes padrões são
conseguidos pelos próprios colaboradores, que conhecem seus trabalhos muito bem,
tendo-os inseridos em sua rotina. Somente eles podem desmembrar suas ações e
numerá-las, para criar o padrão correto de cada ação. Desde as ferramentas
necessárias, o correto manuseio, as posições certas de desmontagem, inspeções de
aparelhos e ações preventivas nas aeronaves, tudo deve ser relatado e padronizado.
Quando um padrão consegue ser introduzido com sucesso, o próximo passo é observar
sua aplicação em outros lugares da oficina, pois muitos dos problemas ocorridos são
encontrados em mais de um local simultaneamente. Entretanto, se a administração não
20

conseguir garantir que seus colaboradores sigam os padrões estabelecidos, todo o ciclo
é quebrado. Desta maneira a disciplina deve ser constantemente trabalhada entre todos
na oficina.
Segundo Imai (2005, p. 67) o esquema a seguir é a forma mais simples de se
conseguir resultados práticos com o uso do ciclo PDCA em uma empresa,
Figura 3 - Ciclo de Resoluções no PCDA Fonte: IMAI (2005)
Seguindo este modelo prático de planejamento, execução, verificação e
padronização, os problemas ocorridos serão analisados da melhor forma possível, a
fim de garantir a qualidade do serviço prestado nas aeronaves e para os clientes.
2.5.3 Os Cinco “S”
21
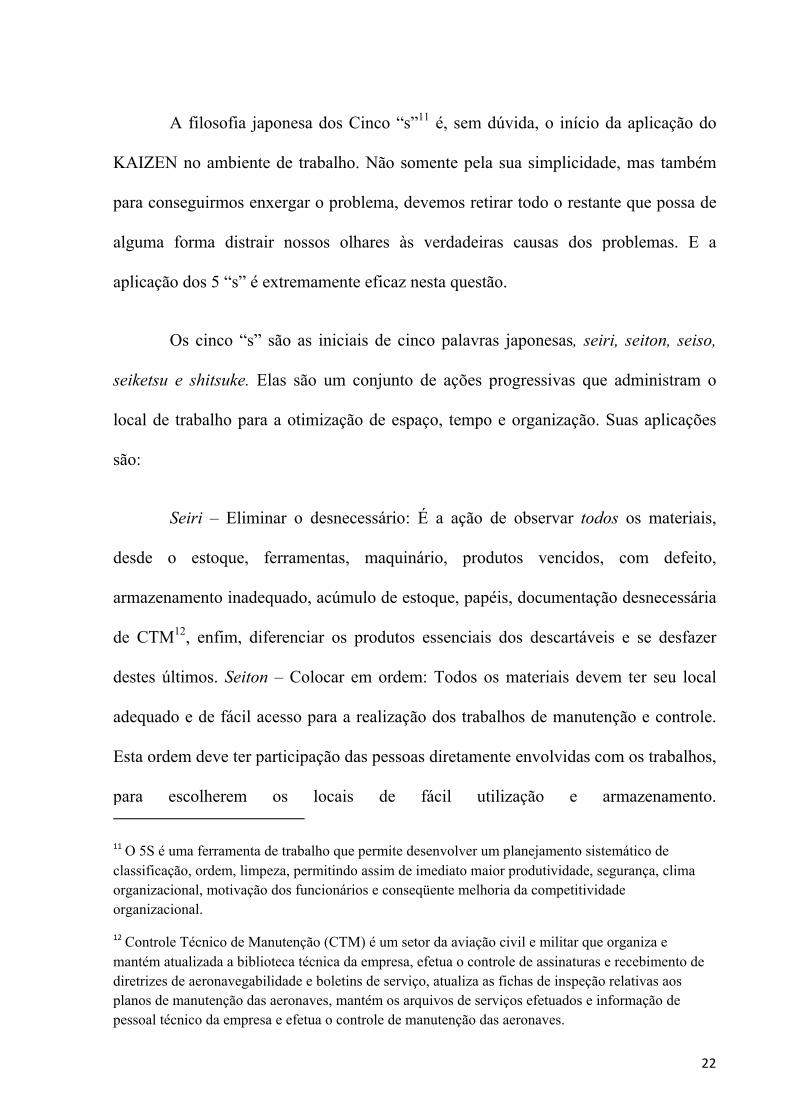
A filosofia japonesa dos Cinco “s”11 é, sem dúvida, o início da aplicação do
KAIZEN no ambiente de trabalho. Não somente pela sua simplicidade, mas também
para conseguirmos enxergar o problema, devemos retirar todo o restante que possa de
alguma forma distrair nossos olhares às verdadeiras causas dos problemas. E a
aplicação dos 5 “s” é extremamente eficaz nesta questão.
Os cinco “s” são as iniciais de cinco palavras japonesas, seiri, seiton, seiso,
seiketsu e shitsuke. Elas são um conjunto de ações progressivas que administram o
local de trabalho para a otimização de espaço, tempo e organização. Suas aplicações
são:
Seiri – Eliminar o desnecessário: É a ação de observar todos os materiais,
desde o estoque, ferramentas, maquinário, produtos vencidos, com defeito,
armazenamento inadequado, acúmulo de estoque, papéis, documentação desnecessária
de CTM12, enfim, diferenciar os produtos essenciais dos descartáveis e se desfazer
destes últimos. Seiton – Colocar em ordem: Todos os materiais devem ter seu local
adequado e de fácil acesso para a realização dos trabalhos de manutenção e controle.
Esta ordem deve ter participação das pessoas diretamente envolvidas com os trabalhos,
para escolherem os locais de fácil utilização e armazenamento.
11 O 5S é uma ferramenta de trabalho que permite desenvolver um planejamento sistemático de classificação, ordem, limpeza, permitindo assim de imediato maior produtividade, segurança, clima organizacional, motivação dos funcionários e conseqüente melhoria da competitividade organizacional.
12 Controle Técnico de Manutenção (CTM) é um setor da aviação civil e militar que organiza e mantém atualizada a biblioteca técnica da empresa, efetua o controle de assinaturas e recebimento de diretrizes de aeronavegabilidade e boletins de serviço, atualiza as fichas de inspeção relativas aos planos de manutenção das aeronaves, mantém os arquivos de serviços efetuados e informação de pessoal técnico da empresa e efetua o controle de manutenção das aeronaves.
22

Seiso – Limpeza: manter o local de trabalho o mais limpo e organizado possível, para
o bem estar e segurança de todos. A limpeza é vista como uma ferramenta de trabalho,
da mesma forma que os materiais, pois é com ela que a qualidade também é garantida.
Seiketsu – Higiene: Mais importante do que limpar, é manter a limpeza e organização.
Este “s” compreende a mudança de hábitos, começando por cada indivíduo, para que o
todo se transforme com as suas ações. A higiene é essencial para a manutenção da
limpeza e para a diminuição de gastos com a mesma.
Shitsuke – Disciplina: O último “s”, considerado o mais difícil, é a educação do
indivíduo quanto aos padrões estabelecidos e às ações anteriores dos outros “s”. Nesta
ação o funcionário estabelece um vínculo com sua área de trabalho, pois saberá que as
não conformidades serão de sua responsabilidade. A disciplina é aplicável a todos os
setores, de formas diferentes, mas com uma única meta. A excelência na qualidade.
Segue uma figura organizando os cinco “s”, seus significados e aplicações.
23
Figura 4 – 5S na Produção/Administração Fonte: IMAI (2005)
2.5.4 Os Três “MU” do Kaizen
O nome desta ferramenta tem sua origem nas três palavras japonesas que se
referem aos três tipos principais de perdas encontradas no local de trabalho e no
processo. São elas muda (perda), muri (restrição) e mura (discrepância). Este sistema
de verificação e identificação é uma ferramenta muito útil e eficaz para a eliminação
de ações que causem perdas e gastos desnecessários. Segundo o vocabulário online do
Lean Institute Brasil (Lean Institute, 2011), os três “MU” podem ser definidos: Muda -
Qualquer atividade que consuma recursos sem criar valor para o cliente. Dentro dessa
categoria geral, é útil distinguir entre muda tipo 1, que consiste das atividades que não
podem ser eliminadas imediatamente, e muda tipo 2, as atividades que podem ser
rapidamente eliminadas por kaizen. Muri - Sobrecarga de equipamentos ou
operadores, exigindo que operem em ritmo mais intenso ou acelerado, empregando
mais força ou esforço, por um período maior de tempo do que podem suportar. Mura -
Falta de regularidade em uma operação, como altos e baixos na programação causados
não pela demanda do cliente final, mas pelo sistema de produção, ou ritmo de trabalho
irregular em uma operação, fazendo com que os operadores tenham picos de trabalho
intensos e depois momentos de espera. Segundo IMAI (2005, p. 213), esta ferramenta
deve ser usada como ponto de verificação para as áreas de melhoramento, e estes
pontos segue uma ordem comum para os três “MU”, sendo esta ordem a seguinte:
Verificações de Mão de Obra, Técnica, Método, Tempo, Instalações, Dispositivos de
Ferramentas, Materiais, Volume de Produção, Inventário, Lugar e Modo de Pensar.
24

O Sistema Toyota de Produção, ou STP13 nos trás uma evolução do conceito
de perda (muda), criada por seu fundador, Taiichi Ohno, que expressa sua criação da
seguinte forma:
O que estamos fazendo é observar a linha de tempo desde o momento em que o cliente nos faz um pedido até o ponto em que recebemos o pagamento. E estamos reduzindo essa linha de tempo, removendo as perdas que não agregam valor. (Ohno, 1988 Apud. LIKER, 2005, p. 29)
Este novo conceito de perda consiste em separar as atividades que agregam
valor ao produto ou serviço das atividades que não agregam valor. Estes sete novos
tipos de perda, criados por Ohno e citados pelo autor LIKER (2005, p.48) são:
a) Superprodução – Produção excessiva de produtos ou serviços, causando
atividades além da demanda e perda com excesso de pessoal, custo
de transporte, entre outros.
b) Espera – Falta de trabalho para o funcionário, que acaba ficando ocioso
no local de trabalho, gerando custos e perdas para a empresa.
c) Transporte ou Movimentação Desnecessária – Transporte ineficiente de
peças e funcionários no local de trabalho, dentro do estoque ou em
áreas de processo.
d) Superprocessamento – Passos e padrões desnecessários para a realização
do serviço, causando perda de tempo, custos e serviço com
qualidade superior à necessária.
13 O Sistema Toyota de Produção, também chamado de Produção enxuta e Lean Manufacturing, surgiram no Japão, na fábrica de automóveis Toyota, este sistema objetiva aumentar a eficiência da produção pela eliminação contínua de desperdícios.
25

e) Excesso de Estoque – Estoque acima do necessário, causando perda do
tempo de procura, obsolescência de produtos e peças, peças
danificadas ou perdidas, custos de armazenagem e transporte, entre
outros.
f) Movimento Desnecessário – Qualquer movimento que os funcionários
façam que não sejam necessários para a execução do serviço.
g) Defeitos – Erros em serviços, retrabalhos, descartes e reparos, todos
causam gastos e perda de tempo e serviço.
2.5.5 As Seis Perguntas ou 5W1H.
Esta ferramenta é utilizada na elaboração do Plano de Ação para o ataque dos
problemas encontrados no ambiente de trabalho. Tem por finalidade abordar todas as
possibilidades possíveis de criação de melhorias e ataque de perdas. As seis perguntas
podem ser separadas pelas iniciais das palavras em inglês: Os 5W, What (O que), Why
(Porque), Who (Quem), When (Quando), Where (Onde) e o H de How (Como)
trabalham em conjunto para a busca de alternativas objetivas para o desenvolvimento
do Plano de Ação. O autor IMAI (2005, p. 217) nos mostra que estas perguntas têm
maior êxito quando aplicadas em conjunto com outras perguntas chave. São elas: O
que (What) O que fazer? O que está sendo feito? O que deveria ser feito? O que mais
pode ser feito? O que mais deveria ser feito? Quais dos três “MU” estão sendo feitos?
Por que (Why) Por que fazer? Por que é feito? Por que fazer aqui? Por que fazer
agora? Por que fazer assim? Os três “MU” existem no modo de pensar? Quem (Who)
Quem faz? Quem está fazendo? Quem Deveria estar fazendo? Quem mais pode fazer?
26
Quem mais deveria fazer? Quem está fazendo os três “MU”? Quando (When) Quando
fazer? Quando é feito? Quando deveria ser feito? Em que outra hora pode ser feito?
Em que outra hora deveria ser feito? Os três “MU” existem em algum momento?
Onde (Where) Onde fazer? Onde está sendo feito? Onde deveria ser feito? Onde mais
pode ser feito? Onde mais deveria ser feito? Onde estão sendo feitos os três “MU”?
Como (How) Como fazer? Como é feito? Como deveria ser feito? Este método pode
ser usado em outras áreas? Existe outra maneira de fazer? Os três “MU” existem no
método?
Conseguindo respostas para a maioria ou todas estas perguntas, a aplicação
desta ferramenta 5W1H torna-se mais completa e eficaz.
2.5.6 Gráfico de Pareto
Segundo a autora ALBERTI (2008), o sociólogo e economista italiano
Vilfredo Pareto formulou uma a análise da sociedade, de que a maioria da riqueza
encontra-se nas mãos de poucas pessoas. Seguindo este preceito, o gráfico de Pareto
visa fazer a priorização de problemas e suas soluções através de contabilização
numérica de metas viáveis de serem alcançadas. É formado por barras verticais que
organiza de modo decrescente por importância, sempre da esquerda para a direita. Este
gráfico nos fornece uma ordem lógica de quais problemas devemos começar a
solucionar primeiro, e para quais problemas o foco de atenção deve ser maior. Na
vertical podemos colocar os valores em questão, tais como horas, porcentagens,
custos, não conformidades, etc. E na horizontal, aparecem as categorias como:
produtos, serviços, impactos, equipamentos, setores, etc.
27

2.5.7 Os Seis “M” ou Diagrama de Causa e Efeito
Para o autor CIERCO (2003) o primeiro a usar este diagrama foi o Dr. Kaoru
Ishikawa para organizar de forma lógica as causas de algum efeito encontrado no
processo. O autor ainda nos diz sobre o Diagrama,
O seu objetivo é relacionar as causas com os efeitos. As causas são agrupadas por categorias que foram previamente estabelecidas, ou percebidas durante o processo de classificação. A grande vantagem é que se pode atuar de modo mais específico e direcionado no detalhamento das causas possíveis. (CIERCO et al., 2003, p. 90, apud ALBERTI, 2008)
Esta ferramenta organiza o problema a ser analisado na ponta do diagrama, e
cada ramificação nos trás uma causa deste problema, sendo estas causas separadas em
seis: método, máquina, mão de obra, material, meio ambiente e medidas. (ALBERTI,
2008).
Figura 5 – Diagrama de Causa e Efeito Fonte: CIERCO (2003)
28

2.5.8 As Sete Ferramentas Estatísticas e As Sete Novas Ferramentas.
Para o autor IMAI (2005), existem sete ferramentas básicas para a resolução
de problemas com base em dados estatísticos da empresa. Esta resolução analítica
pode ser feita com as seguintes ferramentas:
a) Diagrama de Pareto – Como mostrado anteriormente, este diagrama nos
ajuda na classificação dos problemas pelas causas e fenômenos.
Em forma de barras, os efeitos são separados por prioridade e a
perda em porcentagem de 0 até 100.
b) Diagrama de Causa e Efeito – Usados para análise de características dos
problemas. Também chamados de “espinha de peixe” ou
“diagrama de Ishikawa”.
c) Histogramas – São as análises separadas por freqüência, para a procura
de picos e repetições. Usado para cálculos de dispersão, valores
centrais e a natureza das dispersões.
d) Cartas de Controle: Usadas para descobrir as tendências das variações
anormais no processo, através de gráficos e linhas.
e) Diagramas de Dispersão – Dados correspondentes são separados e
marcados. Esta relação criada entre os pontos nos mostra a relação
da dispersão entre os dados obtidos.
f) Gráficos – Inúmeras formas de indicação de valores visualmente, os
gráficos auxiliam a aumentar a percepção dos dados aos
administradores e funcionários.
29
g) Folhas de Verificação – Usadas para padronizar a verificação de
situações a fim de inseri-las na rotina.
Entretanto, nem sempre todos os dados necessários para o uso destas
ferramentas estão à disposição dos responsáveis por sua aplicação. Para isto, novas
ferramentas, que pudessem envolver não somente a questão analítica, mas também a
parte de projeto foi necessária e surgiram com o passar do tempo. Como citado pelo
autor IMAI (2005), estas novas ferramentas separam-se em:
a) Diagrama de Relações – Estudo profundo das relações entre efeitos e
fatores correlacionados.
b) Diagrama de Afinidade – Método de debate em grupo onde separa-se as
idéias propostas em temas de discussão.
c) Diagrama de Árvore – Sistema aplicado para mostrar correlações entre
medições e as metas.
d) Diagrama de Matriz – Sistema usado para descrever as relações
existentes entre dois fatores.
e) Diagrama de Análise dos Dados da Matriz – Quando o Diagrama de
Matriz não fornece informações suficientes, este método é aplicado
com base nos dados e fornece resultados numéricos.
f) Carta do Programa de Decisão sobre o Processo (PDPC) – Ferramenta
usada para asseguras as melhores decisões de mudança no processo
existente, visando a melhor decisão, evitando falhas e surpresas
inesperadas.
30
g) Diagrama de Setas – Sistema que mostra uma “rede”, um caminho lógico
de etapas para a implementação de um plano.
As aplicações mais comuns destas ferramentas, segundo IMAI (2005), estão
nas áreas de Planejamento e Desenvolvimento de novas tecnologias, novos produtos e
serviços, melhoria de habilidades analíticas, programas de produção e manutenção,
administração da produção, introdução de automação nos trabalhos da empresa,
melhoria de qualidade de serviço, redução de custos, melhoria de segurança, análise
competitiva, prevenção de poluição, administração de vendas, etc.
2.6 APLICAÇÕES NA MANUTENÇÃO AERONÁUTICA.
A parte fundamental de um trabalho de manutenção aeronáutica é a qualidade.
Sem ela, a integridade mental e física de tripulantes e passageiros estaria seriamente
abalada. O sistema de manutenção aeronáutica é constantemente renovado e
melhorado, para prevenção de acidentes e garantia de trabalhos de manutenção nas
aeronaves. Se isto não acontecesse, todo o sistema de aviação mundial seria um
desastre, pois a segurança e a movimentação das pessoas não seriam possíveis da
forma que estão sendo feitos nos dias de hoje, rapidamente e de maneira eficaz.
Um ponto fortemente defendido e trabalhado pelas Autoridades Aeronáuticas
é a segurança, promovendo muitas ações para a prevenção de acidentes e implicações
de medidas severas para todos aqueles que não seguirem as leis estabelecidas a este
respeito. Com isto, cria-se um padrão para todas as oficinas de manutenção. Caso
alguma não aceite seguir as definições, não poderá prestar seu serviço. Este padrão
31

acaba nivelando todas as oficinas de uma forma que outras questões como preço,
localização e homologações definirão a escolha do cliente.
Porém, um ponto chave na escolha sempre foi e continuará sendo a qualidade
do serviço, desde o tratamento pessoal que o cliente recebe dentro da oficina até a
rapidez e objetividade que o mecânico demonstra ao analisar e atuar nos problemas da
aeronave e nas suas manutenções periódicas. E, além disso, a escolha da qualidade
como diferencial deixa a oficina em um novo nível de prestação de serviço, pois
construirá através do tempo seu lugar de destaque entre as outras oficinas, servindo
como base e exemplo de manutenção aeronáutica.
E através do conceito do KAIZEN, este destaque pode ser obtido com
excelência quando aplicado com determinação e disciplina pelos engenheiros,
administradores das oficinas, mecânicos, inspetores de qualidade e todos os outros
envolvidos nos trabalhos diários. Com o uso das ferramentas do KAIZEN
apresentadas, toda e qualquer oficina com certeza terá ganhado em sua organização.
Ganhos estes que poder valorizar o valor agregado ao serviço que prestam, mantendo
assim a qualidade e o “status” perante os concorrentes.
A forma principal de assegurar a qualidade na manutenção aeronáutica é
seguir com exatidão a todos os procedimentos padrões propostos pelos fabricantes e
pela oficina em qualquer serviço de manutenção, sejam eles reparos pequenos,
estruturais, manutenções periódicas, anuais, revisões gerais da aeronave e
equipamentos. A disciplina nesta questão é indiscutível quando falamos em qualidade.
Isto porque a oficina coloca sua reputação e o nome de seus responsáveis na linha de
32

frente caso esta qualidade não esteja assegurada, além da segurança estar em risco caso
estes procedimentos estejam sendo, de alguma maneira, substituídos ou mudados
clandestinamente. Na constatação de falhas ou problemas nestes padrões, os
funcionários devem sugerir melhorias e relatar aos superiores o problema encontrado.
Com isso, a qualidade é garantida efetuando a mudança de padrões e treinamento dos
mecânicos e outros para a atuação correta na manutenção.
Outra questão importante é o treinamento coletivo dentro da oficina. Todos
devem ter um conhecimento básico sobre o que fazem, sobre o que os colegas de
trabalho fazem e sobre os princípios e metas da empresa. É um dever de a
administração apresentar estes treinamentos periódicos para o enriquecimento do time
de trabalho e para a evolução da participação de cada um no sistema de melhoria
KAIZEN. Além disso, promover os treinamentos específicos aos mecânicos, RH,
auxiliares e outros, nas atividades que cada um exerce é de suma importância para que
o serviço prestado tenha um valor agregado e multiplicado.
2.6.1 Sistema de Sugestões
Talvez a parte mais importante do KAIZEN, o sistema de sugestões é a
alavanca de todo o processo de melhoramento. Os pioneiros em apresentar este
modelo no Japão foram Deming e Juran no fim da década de 40, simultaneamente com
a Força Aérea Americana. O sistema americano existente visava os melhoramentos
econômicos enquanto o sistema japonês visava o reconhecimento individual do
funcionário e a elevação da moral. É nele que estão envolvidos todos os funcionários
na busca pelo aperfeiçoamento dos padrões e métodos. Este sistema é simples e
33
dinâmico e pode ser apresentado por um único funcionário ou por um grupo. O
funcionário ou grupo observa um problema e cria uma solução eficaz para o mesmo,
então a empresa deve dispor alguma forma do funcionário ou grupo apresentar a
representação do problema e solução de forma escrita, geralmente em formulários
KAIZEN. Esta representação é levada até a administração, que estudará a melhoria e,
se aprovada nas questões de custo, viabilização e mão de obra, será aplicada dentro
dos preceitos do TQC e do Ciclo PDCA. Este sistema melhora a forma como o
funcionário vê seu local de trabalho, pois suas idéias podem ser aplicadas e o
reconhecimento será um estímulo. Quando a administração impõe uma mudança no
procedimento padrão de um funcionário, sua forma de trabalho mudará, sua atenção
ficará presa à mudança e até a compreensão da mudança, o funcionário ficará
suscetível a falhas. Porém, se a mudança for idéia do próprio funcionário, seu
rendimento será muito maior, pois houve o reconhecimento de sua idéia e seu orgulho
por ter ajudado toda a equipe será muito maior. Com o sistema de sugestões os
funcionários participam mais das melhorias da oficina e contribuirão para a evolução
nos padrões e procedimentos existentes.
Segundo Kenjiro Yamada, ex diretor administrativo da Associação Japonesa
de Relações Humanas (KAIZEN, 2005, p.102), o sistema de sugestões deve passar por
três estágios: o primeiro compreende no esforço da administração em ajudar os
funcionários a expor suas idéias e a entregar sugestões de melhorias, não importando
sua simplicidade. Após este estágio, a empresa deve enfatizar o treinamento dos
funcionários para que as melhorias sugeridas sejam melhores e mais focadas no
processo. Então, o terceiro estágio acontece quando os funcionários estão interessados
34
e possuem treinamento, a empresa pode começar a analisar o impacto econômico das
sugestões e calcular o ganho dos melhoramentos.
Todo este sistema de coleta de informações e melhorias por escrito tendem a
aproximar os grupos de qualidade e as lideranças, pois um dependerá do outro para a
execução final dos projetos de melhoria e aplicação de ferramentas do KAIZEN nos
postos de trabalho. O funcionário terá a oportunidade de expor seus problemas para a
administração, e esta terá a chance de ajudar o funcionário com estes mesmos
problemas. Assim, o estudo das sugestões será muito mais elaborado e planejado,
assim como o desdobramento de seus custos, mão de obra e ganho.
Para as lideranças analisarem e chegarem a uma conclusão positiva das
melhorias, vários fatores devem ser levados em consideração. Estas melhorias devem
estar dentro de alguns parâmetros de auxílio à empresa ou aos funcionários. Alguns
destes parâmetros são: Facilitação do serviço; Remoção do trabalho exaustivo;
Remoção do Trabalho Tedioso; Aumento da Segurança em serviço; Aumento da
produtividade em serviço; Melhoria da qualidade do produto ou serviço e; Economia
de tempo e custos. O compromisso que as lideranças devem ter com seus funcionários
é de observar, avaliar e fornecer o feedback de todas as sugestões, pois cada uma delas
é essencial para a melhoria contínua.
Quando alguma melhoria não consegue ser implantada, é dever de a
administração explicar detalhadamente o porquê da não aceitação e tentar auxiliar o
funcionário a trabalhar melhor a sua idéia, para que todas as partes possam sair
ganhando, o funcionário com sua participação e recompensas, e a empresa com as
35

melhorias e ganhos nos custos. A partir destes fundamentos, cria-se um grande vínculo
entre o criador da idéia e os executores. Geralmente, uma idéia não pode ser executada
de todo por apenas uma pessoa. Por isso, o trabalho em equipe também é evoluído.
Dependendo da idéia, o funcionário não poderá por em prática todo o projeto, tendo
que pedir auxílio aos colegas de trabalho, administração ou outro setor responsável.
Este é o lado dinâmico do sistema de sugestões de melhorias, que aproxima o time e
gera conhecimento muito rico para todos os envolvidos.
2.6.2 Estímulo e Competitividade
Uma forma interessante de se trabalhar com o sistema de sugestões, é
estimulando o funcionário com uma competição saudável. Isto cria um aumento
significativo no número de sugestões e impulsiona o time de trabalho a melhorar seu
processo e padrões. Para isso, a administração pode criar metas de sugestões anuais
para cada funcionário ou grupo de trabalho, além de propor recompensas em dinheiro
para aqueles que baterem as metas pré estabelecidas, ou até uma participação
percentual no lucro gerado pela melhoria. Todas estas ferramentas ajudam no processo
e animam os funcionários a participar mais ativamente na melhoria contínua e na
participação das sugestões.
Algumas idéias podem vir até dos próprios funcionários para o aumento das
melhorias. A criação de campeonatos, campanhas de conscientização, treinamentos,
metas mensais, temas de melhoria, prêmios especiais, sorteio de prêmios para os
melhores KAIZENS, festas temáticas, centros de pesquisa e bibliotecas voltadas para o
assunto de qualidade e melhoria são alguns exemplos das ações que a administração
36

pode tomar para apoiar a criação destas melhorias e encorajar o funcionário da oficina
a colocar no papel suas idéias.
O fator que aumentará a vontade do funcionário de colocar em prática ou não
o sistema KAIZEN é a interação dele com sua liderança. Para desenvolver estas
interações entre o funcionário e a liderança, muitas práticas podem ser feitas, Masaaki
Imai nos mostra alguma delas,
“Os dois lados devem estar dispostos a alterar o seu comportamento para mudar as relações entre funcionários e administração. [...] junto com os círculos de CQ14 e as outras atividades em pequenos grupos para encorajar a participação do funcionário, as empresas japonesas criaram vários outros programas para melhorar a comunicação com os funcionários e suas famílias. Estes são alguns exemplos: Visitas à fábrica para os familiares; Publicidade dirigida para a família nas atividades da empresa; Brindes da empresa para funcionários; Menções de desempenho destacado, tempo de serviço, manutenção de segurança; Campeonatos entre departamentos; Festas de boas vindas para novos empregados; Informativos e jornais da empresa [...]” (2005, p. 159)
Estas e outras ações poderão levar a oficina a um sistema funcional do
conceito KAIZEN e transformar a manutenção aeronáutica num trabalho ainda mais
excelente e de qualidade.
14 Controle de Qualidade
37
3. CONCLUSÃO
Através das pesquisas e leituras essenciais para a formação deste trabalho, pude
perceber a escassez de fontes e trabalhos sobre a aplicação do KAIZEN na
Manutenção Aeronáutica. Talvez esta aplicação seja uma forma de trabalhar a
qualidade de uma maneira diferente da qual as oficinas estejam acostumadas. O
trabalho de implantação desta filosofia é grande e seu tempo para a constatação de
resultados é progressivo e longo. Mas vejo que a filosofia KAIZEN pode ser uma
certeza de melhoramento contínuo em qualquer área que for empregada, não somente
na manutenção, mas em todas as outras atividades aeronáuticas que encontramos e
vivenciamos em nossa jornada de trabalho.
Acredito que ações de padronização de atividades, organização do ambiente de
trabalho, aplicação direta de cinco “s”, TQC e Ciclo de PDCA podem transformar o
sistema de trabalho atual de várias oficinas de manutenção aeronáutica em um
ambiente criador de melhorias e excelente em qualidade de processo e serviço.
E não somente na área empresarial, mas esta filosofia KAIZEN nos ensina que a
disciplina e a força de vontade em conjunto podem transformar nossas vidas
profissionais, sociais e familiares de uma forma positiva e impregnada da verdadeira
qualidade de vida.
38

REFERÊNCIAS
ALBERTI, Miriam Francisca Nunes, Aplicação da metodologia kaizen na empresa de cosmético. 2008, 55 f. Monografia (Especialização em Gestão da Qualidade em Produtos e Processos) – Pontifícia Universidade Católica, Curitiba, 2008.
CAMPOS, Vicente Falconi. TQC: Controle da qualidade total (no estilo japonês). Belo Horizonte, MG: Fundação Cristiano Ottoni. 1992
CAMPOS, Vicente Falconi. Gerenciamento da rotina do trabalho do dia – a – dia. Belo Horizonte: Editora de Desenvolvimento Gerencial. 2002
CANAL MARKETING – 5W e 1H. Disponível em: http://www.canallmarketing.com/uploads/2/7/7/6/2776543/5w1h.pdf . Acesso em: 26 mai. 2011
CTM – Controle Técnico de Manutenção Disponível em: http://www.manutencaodeaeronaves.eng.br/principal.asp?page=4&article=7 Acesso em 20 mai. 2011
GARVIN, David A. Gerenciando a qualidade: a visão estratégica e competitiva. 1 ed. Rio de Janeiro: Qualitymark, 1992. 357 p. HINO, Satoshi. O Pensamento Toyota, princípios de gestão para um crescimento duradouro. 1 ed. Porto Alegre: Bookman, 2009. IMAI, Masaaki. Kaizen: a estratégia para o sucesso competitivo. 5. ed. São Paulo: IMAM, 1994.
LEAN INSTITUTE, Brasil – Disponível em: http://www.lean.org.br/vocabulario.aspx?busca=M . Acesso em: 26 mai. 2011.
LIKER, Jeffrey K. O Modelo Toyota, 14 princípios de gestão do maior fabricante do mundo. 1 ed. Porto Alegre: Bookman, 2005.
MUSASHI Institute of Technology Disponível em: http://www.facebook.com/pages/Musashi-Institute-of-Technology/107868899247992 Acesso em 20 de Maio. 2011.
JUSE Japanese Union of Scientists and Engineers – Profile Disponível em: http://www.juse.or.jp/e/profile/39/ Acesso em 20 mai. 2011.
TCU – Tokio City University – Guidance Disponível em: http://www.tcu.ac.jp/guidance/index.html Acesso em 20 mai. 2011
WIKIPEDIA A Enciclopedia Livre Disponível em: http://pt.wikipedia.org Acesso em 20 mai. 2011.
39