aplicaÇÃo da anÁlise de modo e efeitos da falha (fmea
TRANSCRIPT
APLICAÇÃO DA ANÁLISE DE MODO E
EFEITOS DA FALHA (FMEA) PARA
AUMENTO DE PRODUTIVIDADE: UM
ESTUDO PARA REVISÃO DA
MANUTENÇÃO DE UMA LINHA DE
GALVANIZAÇÃO A QUENTE
Leonardo Lopes de Campos
Newton José Ferro
O presente trabalho tem o objetivo de evidenciar as vantagens do uso
de ferramentas analíticas em ações de melhorias na produtividade em
uma indústria, tendo como ênfase a utilização do método Análise de
Modo e Efeitos da Falha (FMEA). A versatilidade da FMEA permite
sua aplicação eficiente em diferentes contextos e organizações, como
sua utilização nas fases de desenvolvimento de processos e produtos ou
na análise das falhas, suas causas e seus efeitos. Este trabalho tem
como ambiente de estudo uma linha de galvanização a quente por
imersão instalada em uma indústria metalúrgica no estado do Rio de
Janeiro, onde serão demonstradas as etapas de definição de um
modelo para análise dos modos de falha e fornecimento de subsídios
para a revisão de planos de manutenção do setor. Além da
apresentação de fundamentos teóricos relacionados à montagem do
modelo e ao uso de indicadores de confiabilidade na manutenção,
serão retratadas as etapas de desdobramento do projeto, sendo estas: a
coleta de dados a partir de sistemas de gestão em uso pela empresa, o
tratamento dos dados para aumentar a confiança na estratificação de
informações, as definições de parâmetros para o modelo FMEA e
cálculo do número de prioridade de risco, os cálculos envolvendo as
taxas de falhas, a execução do modelo nas falhas críticas de
produtividade, a revisão do planejamento da manutenção e a análise
dos resultados preliminares. A aplicação da ferramenta permitiu
identificar com clareza os componentes críticos à produtividade do
sistema, bem como vislumbrar as necessidades de intervenções na
linha de produção separadas por tipo de manutenção e periodicidade
ideal. Ações que trouxeram um aumento da disponibilidade inerente da
linha de produção, deixando como contribuição uma metodologia
replicável em futuras análises de falhas que envolvam a saúde, a
segurança e o meio-ambiente em qualquer sistema desta empresa.
Palavras-chave: FMEA, Gestão da Manutenção, RPN, Galvanização
XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018.

XXXVIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO “A Engenharia de Produção e suas contribuições para o desenvolvimento do Brasil”
Maceió, Alagoas, Brasil, 16 a 19 de outubro de 2018. .
2

1
1. Introdução
A gestão da manutenção ocupa uma posição estratégica junto aos resultados de uma
organização. Os custos relacionados às suas intervenções tornam-se fatores decisivos nos
resultados de empresas. Nesse cenário, a manutenção é essencial ao funcionamento das linhas
produtivas, tendo como responsabilidade zelar pela conservação das instalações, máquinas e
equipamentos, atuando e antecipando-se aos problemas através de um constante trabalho de
cuidado dos bens a serem mantidos.
Nos últimos tempos, entre os grandes desafios para o planejamento e controle da manutenção,
estão as definições entre a periodicidade e os tipos de intervenções os equipamentos devem
receber (SANTOS; COLOSIMO; MOTTA, 2007). Alinhados a esta visão, Mendes e Ribeiro
(2014) destacam como o uso de análises quantitativas e qualitativas para o preparo de planos
de manutenção geram resultados benéficos na compreensão do tipo necessário de ação e sua
periodicidade, a partir de estudos de causas, efeitos e o comportamento das taxas de falhas,
tornando possível definir estratégias eficientes para atuação da manutenção, orientada à
aumentar a disponibilidade dos sistemas e reduzir os custos da organização.
Uma das maiores dificuldades normalmente apresentadas por ocasião de uma análise de
confiabilidade relaciona-se com a obtenção de dados de falhas. Nesse contexto, insere-se o
presente trabalho, com o objetivo de demonstrar que o fato de mesmo uma organização não
possuir softwares específicos para a realização de uma análise de confiabilidade e
disponibilidade, uma adequada análise de falhas pode ser realizada.
Assim, perante a relevância destes assuntos ao cenário industrial, este estudo terá como
objetivo demostrar os benefícios do uso de ferramentas analíticas no auxílio ao aumento da
produtividade de uma indústria, com ênfase no método análise de modos de falha e seus
efeitos (FMEA).
2. Confiabilidade na manutenção
Segundo Ferro e Brick (2005), a “frequência e o tipo de manutenção a ser aplicada dependem
em grande parte do custo, assim como das implicações de segurança, no caso de falha no
sistema”. Seguindo a vertente das observações sobre os impactos das falhas funcionais em
sistemas e a importância de atuação da manutenção na busca de sua minimização, Flogiatto e
Ribeiro (2009) relacionam o conceito da confiabilidade à operação bem sucedida de um
produto ou sistema.

2
De acordo com a norma brasileira (NBR) 5462 (ABNT, 1994), a confiabilidade é “a
capacidade de um item desempenhar uma função requerida sob condições especificadas,
durante um dado intervalo de tempo”. Kardec e Nascif (2012) desenvolvem o termo
confiabilidade, do inglês Reliability, como a probabilidade de um componente executar sua
função determinada em condições plenas durante um intervalo de tempo. Segundo os autores,
a confiabilidade é um indicador mensurado a partir do acompanhamento das ocorrências de
falhas que impedem o desempenho da função. Resumindo, quanto menor a frequência de
falhas num sistema, mais confiável este será.
Sendo o tempo entre as falhas uma variável aleatória, a confiabilidade pode ser analisada
através de diferentes distribuições de probabilidade (RESENDE et al., 2017), como as
distribuições exponencial, Weibull, gama e lognormal, que se diferem pela sua evolução com
o passar do tempo (LAFRAIA, 2011). A equação 1 contempla o cálculo da confiabilidade
através da distribuição exponencial, normalmente utilizada para taxas de falhas constantes.
(1)
Onde R(t) representa a confiabilidade em um intervalo de tempo “t” previsto de operação. A
taxa de falhas ( ) é a quantidade de falhas por unidade de tempo, sendo utilizada em comum
nas literaturas pela unidade falhas por hora (LAFRAIA, 2011).
(2)
Nas avaliações de atendimento do sistema, associa-se à confiabilidade o conceito da
disponibilidade. A NBR 5462 (ABNT, 1994, p. 2) define a disponibilidade como uma medida
de desempenho que mensura a “capacidade de um item estar em condições de executar uma
certa função em um dado instante de tempo determinado”. Assim, a disponibilidade pode ser
compreendida como uma medida da probabilidade de um equipamento estar produzindo ou
disponível para produzir. A disponibilidade inerente, ou seja, a que “só leva em conta o tempo
de reparo” (KARDEC; NASCIF, 2012, p.112) descartando todos os demais tempos, pode ser
calculada conforme a fórmula da equação 3:
(3)
Os indicadores de disponibilidade tempo médio entre falhas (TMEF) e tempo médio para
reparos (TMPR) são utilizados junto a disponibilidade para análise de resultados da atuação

3
da manutenção. Netto (2008) resume o TMEF como o indicador que representa a média de
tempo entre a ocorrência de uma falha e a seguinte, enquanto o TMPR indica o tempo
dedicado para disponibilização do componente de volta ao funcionamento do sistema. No
caso da distribuição exponencial, que utiliza a taxa de falhas constante, o TMEF é calculado
conforme a fórmula da equação 4.
(4)
(5)
2.1. Análise do Modo e Efeito de Falha – FMEA
Entre as várias ferramentas de prevenção de falhas, a Análise do Modo e Efeito da Falha, a
análise FMEA (do inglês Failure Mode and Effects Analysis) tem sido utilizada popularmente
em diferentes áreas de aplicação, sendo o âmbito do desempenho e confiabilidade de
equipamentos uma das vertentes principais (SELVAN et al., 2013).
Buscando soluções para falhas através de uma observação organizada de suas causas e efeitos,
a FMEA orienta a priorização dos potencias modos de falha que provocam resultados
negativos ao sistema e seu desempenho, tendo como auxílio a avaliação de seus respectivos
riscos (BACHEGA; LIMA, 2010).
Garcia, Leal Junior e Oliveira (2013) acrescentam a necessidade dos dados coletados por
meio de uma FMEA serem levados em consideração nos processos de decisão sobre riscos.
Os dados devem estar associados à probabilidade da ocorrência, à gravidade de seu efeito e ao
potencial de detecção da ocorrência. Estes três parâmetros são utilizados para calcular o
número de prioridade de risco (RPN, do inglês Risk Priority Number).
Difundida em diversas literaturas, optou-se para este estudo a adaptação de um modelo
FMEA e definição de parâmetros baseados nos conceitos propostos por Ferro (2016), Kardec
e Nascif (2012), Lobo (2010) e Rodrigues (2004), além de definições do guia American
Bureau of Shipping - Guidance notes on reliability-centered maintenance (ABS, 2004).
Figura 1- Modelo FMEA desenvolvido para o projeto
Fonte: Adaptada de Ferro (2016), Kardec e Nascif (2012), Lobo (2010), Rodrigues (2004) e ABS (2004)

4
Baseada nas práticas recomendadas através das literaturas, a FMEA desenvolvida para o
estudo possui os seguintes campos:
Falha: problema funcional do item;
Modo de falha: identificação da condição específica da falha;
Causa: meio pelo qual o modo de falha acontece;
Frequência (F): probabilidade de ocorrência;
Gravidade (G): severidade para o sistema;
Detectabilidade (D): facilidade de detecção;
Medidas corretivas: ações corretivas em caso de falha eventual; e
Plano de Ação/Medidas Preventivas: Ações para reduzir, mitigar ou eliminar as
ocorrências da falha.
Tabela 1: Definição dos parâmetros para o RPN
Fonte: Desenvolvida pelos autores

5
É necessário ter a consciência de que a análise FMEA não se trata apenas de preencher uma
série de formulários, “seu verdadeiro valor está na discussão e reflexão dos membros do
grupo sobre as falhas potenciais do produto/processo e as ações de melhoria propostas pelo
grupo” (FERRO, 2016).
3. Metodologia
Para este trabalho optou-se por uma abordagem combinada de pesquisa a fim de se observar
aspectos qualitativos e quantitativos, no acompanhamento do sistema analisado. O método de
desenvolvimento empregado foi o de pesquisa-ação. Segundo Thiollent (2005), na pesquisa-
ação os pesquisadores e participantes representativos possuem uma associação participativa
na ação ou problema analisado.
A coleta dos métodos e técnicas utilizadas no decorrer do estudo configurou-se como uma
pesquisa descritiva exploratória, obtida a partir do levantamento de publicações diversas
reunidas a partir de buscas em diretórios acadêmicos com critérios de pesquisa sobre os temas
abordados.
3.1. Ambiente de estudo
O sistema onde o estudo foi realizado é uma linha de galvanização de estruturas e peças
metálicas de uma indústria metalúrgica de pequeno porte, instalada no estado do Rio de
Janeiro. Por solicitação, este trabalho não divulgará dados de identificação da empresa, se
delimitando apenas à apresentação das informações do sistema e seus equipamentos, bem
como os setores e equipes envolvidas nas ações, garantindo o sigilo da organização sem que a
qualidade e o entendimento deste estudo sejam afetados.
A galvanização, também conhecida no meio siderúrgico como zincagem, é o processo pelo
qual peças metálicas são revestidas com ligas de zinco. Este tratamento desenvolve uma
proteção contra a corrosão, melhora a aparência do metal e eleva seu valor agregado
(MAKOVSKI; MAYOSHI, 2013). A empresa estudada utiliza o processo de galvanização
por imersão a quente, tipo de zincagem em que a peça é submersa em zinco fundido. O
sistema macro desta linha de galvanização contém um conjunto de tanques de tratamento pré
e pós zincagem, uma subestação secundária responsável pelo fornecimento de energia para
aquecimento da cuba de zinco, uma ponte rolante tipo guindaste e um sistema de ar
comprimido para operação dos equipamentos pneumáticos.

6
A escolha deste sistema se deu pela possibilidade de ganhos operacionais vislumbrados na
implantação de metodologias reconhecidas para a melhoria da gestão da manutenção e
consequentemente no aumento da disponibilidade da linha.
3.2. Coleta de dados
Os dados utilizados nos cálculos de indicadores relacionados à manutenção foram coletados
utilizando dois bancos de dados eletrônicos de um sistema onde eram registradas entradas de
formulários preenchidos pelas equipes de produção e manutenção da linha.
O primeiro banco de dados registra os lançamentos do formulário “parada de linha diária”,
desenvolvido pela própria empresa e que já era utilizado antes do início do trabalho. Nele são
registradas todas as ocorrências de parada da produção, identificando por um título a falha e
os horários de parada e de retorno à produção. Estes registros permitem gerar relatórios de
tempo de utilização, tempo que a linha ficou parada por falhas, quantidade de falhas e outras
informações que permitem o cálculo de indicadores.
O segundo registra as informações preenchidas nas Ordens de Serviço (O/S). As mesmas
eram emitidas para execução de ações pela equipe de manutenção para sanar eventuais falhas
mecânicas ou elétricas. Por sua vez, estes registros serviram de insumo para a análise
qualitativa dos históricos de falhas em conjunto com as estratificações do registro de paradas
de máquina.
Como meio de aproximação, utilizaram-se entrevistas não estruturadas com os membros da
equipe de planejamento e de execução da manutenção, operadores de máquina e ajudantes
que tinham contato com a galvanização. Assim, foi possível identificar quaisquer
necessidades de esclarecimentos sobre as informações registradas nas O/S e nos relatórios de
parada de linha.
Ambos os bancos de dados têm como referência temporal o período de agosto de 2015 a maio
de 2017. Segundo a equipe de gestão da produção da empresa, os registros desse intervalo de
tempo continham dados consistentes e seguros para prosseguimento do estudo.
Cabe ressaltar que a empresa analisada utiliza o software Totvs, que apesar de ser um software
gerencial não específico para o cálculo dos parâmetros de confiabilidade e disponibilidade, foi
muito útil no tratamento dos dados de falhas, desde se tivesse o cuidado de se adotar os
procedimentos descritos no subitem 4.2 deste trabalho. Nesse contexto, o modelo foi
simplificado, adotando-se como variável o “número de horas de operação” para cálculo da
taxa de falha (λ), conforme método apresentado por Kardec e Nascif (2012), utilizando-se o

7
software Microsoft Excel e a função “DIATRABALHOTOTAL”, considerando as datas de
início e fim do período de referência, e também os períodos de feriados e recessos indicados
pela empresa.
4. Desenvolvimento
4.1. Descrição do processo de galvanização por imersão a quente
Como apresentado, o revestimento por galvanização a quente tem o propósito de proteger a
superfície de peças metálicas do meio corrosivo, preservando o material da degradação. O
processo consiste na imersão da peça em zinco fundido, a uma temperatura entre 440ºC e
470ºC, sendo necessário anteriormente um tratamento da superfície da peça responsável por
garantir a formação de uma liga com aderência satisfatória.
Este tratamento é realizado através de uma sequência de banhos químicos que desengraxam,
decapam e fluxam a superfície da peça, que em seguida tem sua temperatura elevada em uma
estufa. A peça aquecida é imersa na cuba de zinco fundido pelo conjunto de pistões
pneumáticos de dosagem que a submergem e movimentam na liga de zinco.
Na empresa deste estudo, a cuba é aquecida por resistências elétricas protegidas por blocos
refratários. As resistências recebem alimentação de uma pequena subestação secundária. Um
painel de controle auxilia a operação dos equipamentos, como temperatura, corrente e tensão.
A peça retirada do zinco é suspensa para o escorrimento do excesso de zinco e desenvolver o
seu acabamento visual. Em seguida, a peça já galvanizada passa por uma solução passivadora
com o objetivo de proporcionar uma proteção adicional contra umidade. Por fim, o produto
galvanizado repousa por no mínimo 48 horas (conforme a massa e desenho da peça), podendo
ainda receber acabamentos com tintas metalizadas, dependendo da aplicação que o cliente
necessitar.
Ainda são considerados partes deste sistema, representado na figura 2, a ponte rolante
responsável pela movimentação de cargas e o sistema de exaustão que retira o excesso de
gases e particulados.
É importante ressaltar que os componentes do sistema apresentados no diagrama simplificado
encontram-se numa configuração em série, não havendo redundância, de modo que a parada
de um componente acarretará na parada do sistema, ou seja, parada da produção.

8
Figura 2 – Diagrama simplificado do processo de galvanização da empresa
Fonte: Fornecido pela empresa do estudo
4.2. Tratamento dos dados de falhas
Durante a análise primária dos dados disponibilizados pelos relatórios de parada de linha e
registros de O/S, as principais observações com relação aos dados obtidos por este relatório
foram:
a) Necessidade de padronizar a descrição dos modos de falhas ou condição observada.
Alguns modos de falha nos relatórios tinham descrições diferentes para problemas
iguais ou semelhantes. Por exemplo, um registro descrito como exaustor preso e outro
registro como exaustor travado;
b) Com as durações de todas as paradas, este relatório gerava um indicador de
disponibilidade da linha. Porém, havia paradas que compunham o cálculo que não eram
falhas ou problemas eventuais, como registro de paradas por setup de máquina.
Durante a estratificação, estas paradas foram sinalizadas e retiradas dos cálculos;
c) As falhas registradas muitas vezes tinham como identificador apenas o equipamento ou
componente que falhou, e não apresentavam a causa ou o modo de falha. Por exemplo,
uma falha identificada apenas como parada da ponte rolante poderia ser ocasionada por
problemas mecânicos ou elétricos, e logo necessita ser avaliada pela descrição do
evento. Estas paradas foram avaliadas com auxílio das equipes e O/S; e
d) Alguns registros estavam identificados como diversos. Estes registros genéricos não
podiam ser utilizados nas análises e por isso foram descartados.
Para auxiliar na consolidação destes dados, criou-se um banco de dados onde os registros de
falhas foram interpretados e estratificados de acordo com os parâmetros apresentados na
tabela 2:

9
Tabela 2 – Parâmetros estabelecidos para o banco de dados
Fonte: Desenvolvida pelos autores
Como destacado, nesta atividade utilizou-se os registros das O/S para determinar
nomenclaturas de falhas e seus modos, escolha feita por conta da melhor descrição das
atividades realizadas na tratativa de falhas.
Ao fim desta etapa, aumentou-se a confiança na qualidade dos dados de falha para prosseguir
com o estudo.
4.3. Análise dos dados
Com os dados de falha consolidados e estratificados, foi possível realizar diversas análises
com ferramentas distintas. Inicialmente, buscou-se determinar uma classificação das
principais falhas utilizando uma Análise de Pareto, realizada de acordo com a metodologia
reproduzida por Campos (2014). A tabela 3 apresenta as falhas mais críticas no período
examinado:
Tabela 3 - Listagem das falhas em Pareto com os 12 primeiros itens
Fonte: Desenvolvido pelos autores
Os resultados desta etapa demonstram que o forno parado por baixa temperatura é o principal
modo de falha registrado, com 28,9% de todas as paradas não programadas identificadas.
Quando analisado por grupo, o forno permanece como item de maior número de paradas,
10
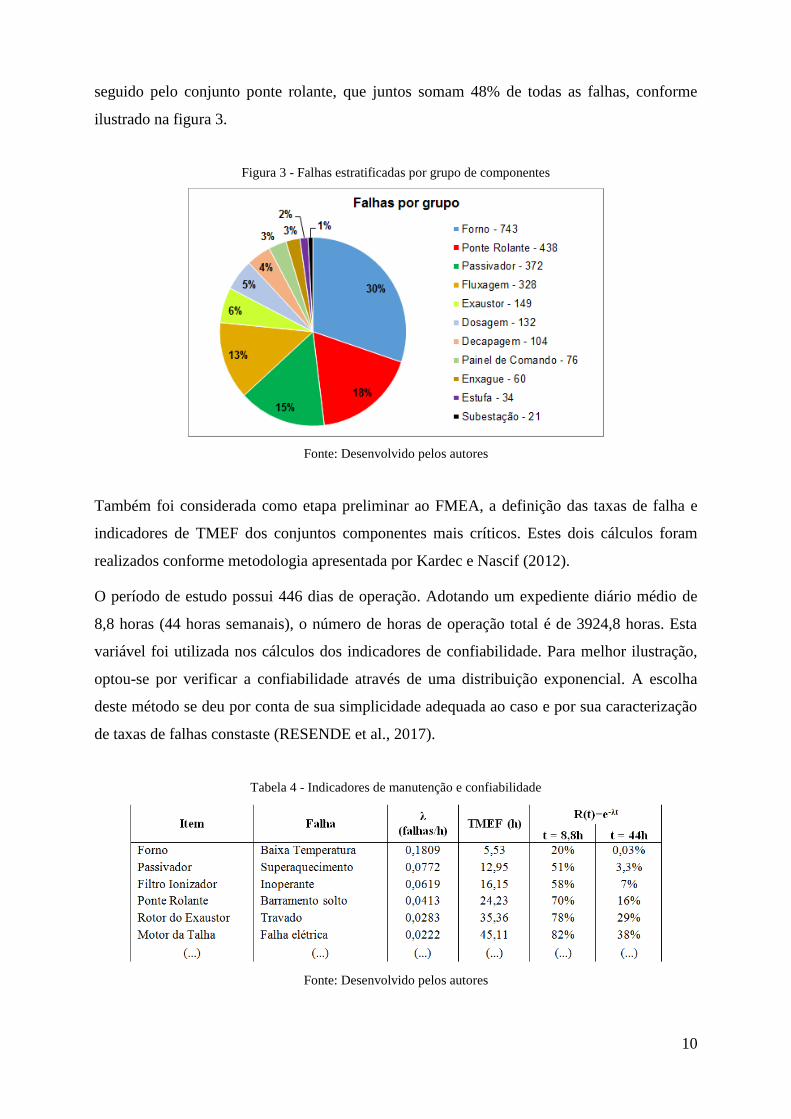
seguido pelo conjunto ponte rolante, que juntos somam 48% de todas as falhas, conforme
ilustrado na figura 3.
Figura 3 - Falhas estratificadas por grupo de componentes
Fonte: Desenvolvido pelos autores
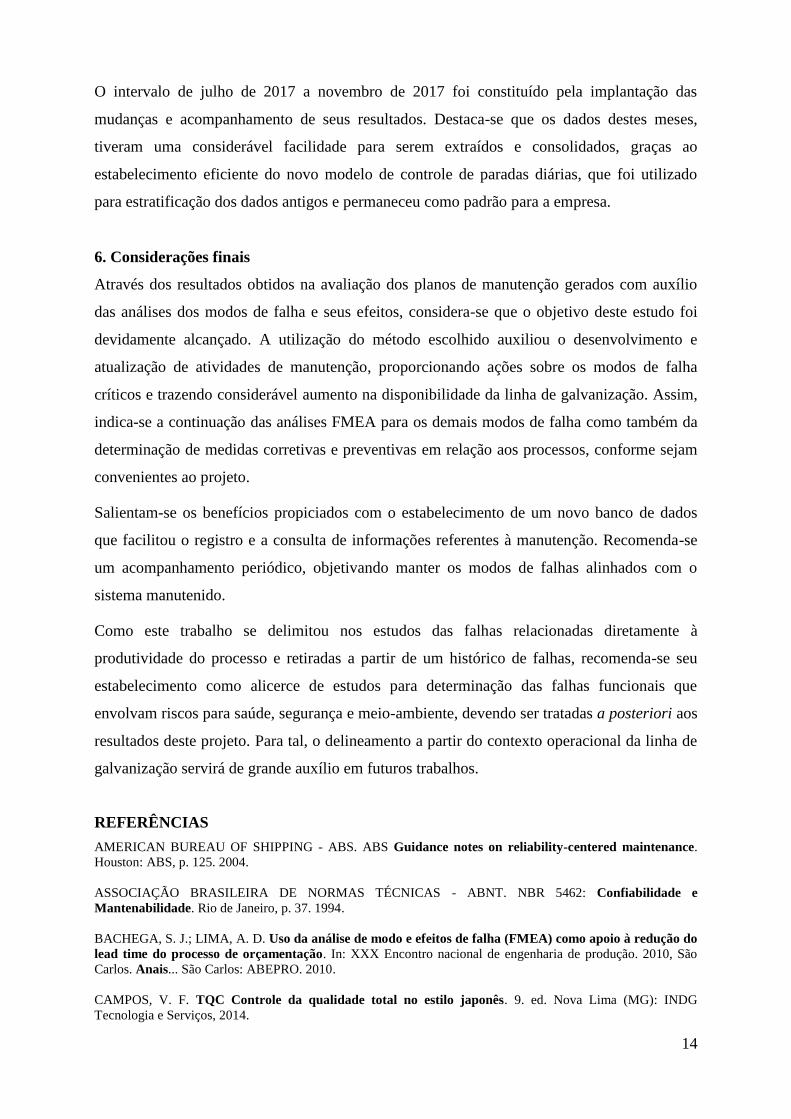
Também foi considerada como etapa preliminar ao FMEA, a definição das taxas de falha e
indicadores de TMEF dos conjuntos componentes mais críticos. Estes dois cálculos foram
realizados conforme metodologia apresentada por Kardec e Nascif (2012).
O período de estudo possui 446 dias de operação. Adotando um expediente diário médio de
8,8 horas (44 horas semanais), o número de horas de operação total é de 3924,8 horas. Esta
variável foi utilizada nos cálculos dos indicadores de confiabilidade. Para melhor ilustração,
optou-se por verificar a confiabilidade através de uma distribuição exponencial. A escolha
deste método se deu por conta de sua simplicidade adequada ao caso e por sua caracterização
de taxas de falhas constaste (RESENDE et al., 2017).
Tabela 4 - Indicadores de manutenção e confiabilidade
Fonte: Desenvolvido pelos autores

11
Os registros de tempo de paradas apresentam um total de 1637,5 horas de interrupções por
falhas, levando a um TMPR de 0,6665 horas por falha. Por fim, o indicador de
disponibilidade, calculado conforme Kardec e Nascif (2012) e Lafraia (2011), no período foi
de 70,6%.
(6)
(7)
(8)
(9)
4.4. Montagem da FMEA
Ressalta-se que para este trabalho, a FMEA foi desenvolvida a partir das falhas e seus modos
identificados como críticos para a produtividade da linha, conforme constatado nas
estratificações de dados. Para definição das causas, índices do NPR, medidas corretivas e
medidas preventivas, realizou-se um brainstorming com representantes da manutenção e
operadores de máquina, servindo como análise qualitativa das ordens de serviço. Durante esta
etapa, com auxílio dos índices de confiabilidade calculados, ainda foram debatidas
informações para definir as melhores periodicidades das ações preventivas ou prazos no caso
de planos de ação. Devida a impossibilidade de apresentar a totalidade das FMEA montadas
neste estudo, a figura 4 traz um FMEA ilustrativo:

12
Figura 4 – Uma FMEA desenvolvida no estudo
Fonte: Desenvolvido pelos autores junto à empresa do estudo
5. Resultados
A FMEA realizada sobre as falhas que mais impactavam nos resultados operacionais da
galvanização permitiu à equipe de planejamento e controle da manutenção elencar as
atividades de intervenção nos equipamentos conforme as medidas corretivas e preventivas
destacadas pelo desenvolvimento da análise de modos de falha. Os indicadores de taxas de
falha auxiliaram na determinação dos intervalos para ações preventivas.
Destacam-se nesses planos de manutenção: as rotinas para as resistências da cuba de zinco,
como verificação das conexões, reapertos e limpezas; a determinação de intervalos por níveis
de produção para intervenções nos filtros ionizadores e concentração dos tanques de fluxagem
e passivador; e determinação periódica para limpeza no sistema exaustor. As atividades de
manutenção nestes componentes, apesar de não serem inéditas, eram realizadas sobre as
ocorrências eventuais, de maneira corretiva.

13
Figura 5 - Exemplo de plano de manutenção preventiva
Fonte: Fornecido pela empresa do estudo
É interessante observar a resistência inicial às mudanças, por parte das equipes de
manutenção, que alegavam um déficit em seu efetivo para a execução dos novos planos de
manutenção preventiva e atendimentos emergenciais simultaneamente. Contudo, não houve
necessidade de remodelar as equipes em virtude de o projeto utilizar parâmetros de separação
dos modos de falha por criticidade, além da orientação do projeto para a redução de paradas
eventuais e ações corretivas, diminuindo consequentemente a sua ocorrência.
Assim, as intervenções preventivas reduziram as taxas de ocorrências de falha, aumentando a
disponibilidade de 70,6% para 81,3%. A tabela 5 apresenta os resultados de TMEF, TMPR e
taxas de falhas para comparação entre o período base do estudo e os resultados obtidos de
julho de 2017 a novembro de 2017, composto por 106 dias úteis (932,8 horas de operação).
Tabela 5: Comparação dos indicadores
Fonte: Fornecido pela empresa do estudo
14
O intervalo de julho de 2017 a novembro de 2017 foi constituído pela implantação das
mudanças e acompanhamento de seus resultados. Destaca-se que os dados destes meses,
tiveram uma considerável facilidade para serem extraídos e consolidados, graças ao
estabelecimento eficiente do novo modelo de controle de paradas diárias, que foi utilizado
para estratificação dos dados antigos e permaneceu como padrão para a empresa.
6. Considerações finais
Através dos resultados obtidos na avaliação dos planos de manutenção gerados com auxílio
das análises dos modos de falha e seus efeitos, considera-se que o objetivo deste estudo foi
devidamente alcançado. A utilização do método escolhido auxiliou o desenvolvimento e
atualização de atividades de manutenção, proporcionando ações sobre os modos de falha
críticos e trazendo considerável aumento na disponibilidade da linha de galvanização. Assim,
indica-se a continuação das análises FMEA para os demais modos de falha como também da
determinação de medidas corretivas e preventivas em relação aos processos, conforme sejam
convenientes ao projeto.
Salientam-se os benefícios propiciados com o estabelecimento de um novo banco de dados
que facilitou o registro e a consulta de informações referentes à manutenção. Recomenda-se
um acompanhamento periódico, objetivando manter os modos de falhas alinhados com o
sistema manutenido.
Como este trabalho se delimitou nos estudos das falhas relacionadas diretamente à
produtividade do processo e retiradas a partir de um histórico de falhas, recomenda-se seu
estabelecimento como alicerce de estudos para determinação das falhas funcionais que
envolvam riscos para saúde, segurança e meio-ambiente, devendo ser tratadas a posteriori aos
resultados deste projeto. Para tal, o delineamento a partir do contexto operacional da linha de
galvanização servirá de grande auxílio em futuros trabalhos.
REFERÊNCIAS
AMERICAN BUREAU OF SHIPPING - ABS. ABS Guidance notes on reliability-centered maintenance.
Houston: ABS, p. 125. 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS - ABNT. NBR 5462: Confiabilidade e
Mantenabilidade. Rio de Janeiro, p. 37. 1994.
BACHEGA, S. J.; LIMA, A. D. Uso da análise de modo e efeitos de falha (FMEA) como apoio à redução do
lead time do processo de orçamentação. In: XXX Encontro nacional de engenharia de produção. 2010, São
Carlos. Anais... São Carlos: ABEPRO. 2010.
CAMPOS, V. F. TQC Controle da qualidade total no estilo japonês. 9. ed. Nova Lima (MG): INDG
Tecnologia e Serviços, 2014.

15
FERRO, N. J.; BRICK, E. S. Uma aplicação de manutenção baseada e confiabilidade. In: VII Simpósio de
pesquisa operacional e logística da marinha, Rio de Janeiro. Anais... Rio de Janeiro: CASNAV. 2005.
FERRO, N. J. Manutenção Centrada na Confiabilidade. Rio de Janeiro, 2016 (Apostila).
FOGLIATTO, F. S.; RIBEIRO, J. L. D. Confiabilidade e Manutenção Industrial. Rio de Janeiro: Elsevier,
2009.
GARCIA, P. A.; LEAL JUNIOR, I. C.; OLIVEIRA, M. A. A weight restricted DEA model for FMEA risk
prioritization. Production Journal, vol. 23, n. 3, p.500-507, 2013.
KARDEC, A.; NASCIF, J. Manutenção: função estratégica. 4. ed. Rio de Janeiro: Qualitymark, 2012.
LAFRAIA, J. Manual de confiabilidade, mantenabilidade e disponibilidade. 3. ed. 4. re. Rio de Janeiro:
Qualitymark Petrobrás, 2011.
LOBO, R. N. Gestão da qualidade. São Paulo: Érica, 2010
MAKOVSKI, E.; MIYOSHI, M. A. Galvanização: técnicas, custos, utilidade – Disciplina de Materiais de
Construção. Curitiba: UFPR, 2013.
MENDES, A. A.; RIBEIRO, J. L. D. Estabelecimento de um plano de manutenção baseado em análises
quantitativas no contexto da MCC em um cenário de produção JIT. Rev. Prod., vol. 24, no. 3, p.675-686,
2014.
NETTO, W. A. C. A importância e a aplicabilidade da manutenção produtiva total (TPM) nas indústrias.
Monografia (graduação). Departamento de Engenharia de Produção – UFJF. Juiz de Fora: UFJF, 2008
RESENDE, C. C. M. et al. Análise de confiabilidade e mantenabilidade de um processo de tratamento
térmico: estudo de caso em uma indústria de fabricação de tubos com costura, Joinville. Anais... XXXVII
Encontro nacional de engenharia de produção. Joinville: ABEPRO. 2017
RODRIGUES, M. V. Ações para a qualidade: GEIQ, gestão integrada para a qualidade - padrão seis sigma,
classe mundial. Rio de Janeiro: Qualitymark, 2004
SANTOS, W. B.; COLOSIMO, E. A.; MOTTA, S. B. Tempo ótimo entre manutenções preventivas para
sistemas sujeitos a mais de um tipo de evento aleatório. Ver. Gest. Prod., v. 14, n. 1, p. 193-202, 2007.
SELVAN, T. A. et al. Failure effects and resolution of modes: a novel FMEA treatise for finalizing mould
designs in foundries. S. Afr. J. Ind. Eng., Pretoria, v. 24, n. 2, p. 181-195, 2013.
THIOLLENT, M. Metodologia da Pesquisa-ação. 14. ed. São Paulo: Cortez, 2005.