aplicaÇÃo do mÉtodo de evoluÇÃo diferencial...
TRANSCRIPT

APLICAÇÃO DO MÉTODO DE EVOLUÇÃO DIFERENCIAL À OTIMIZAÇÃO DE
UM CICLO DE REFRIGERAÇÃO POR COMPRESSÃO DE VAPOR DE DOIS
ESTÁGIOS ATRAVÉS DA ANÁLISE EXERGÉTICA
Ana Lúcia de Oliveira Paiva
Dissertação de Mestrado apresentada ao
Programa de Pós-graduação em Engenharia
Mecânica, COPPE, da Universidade Federal do
Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de Mestre em
Engenharia Mecânica.
Orientador: Antonio MacDowell de Figueiredo
Rio de Janeiro
Dezembro de 2011

APLICAÇÃO DO MÉTODO DE EVOLUÇÃO DIFERENCIAL À OTIMIZAÇÃO DE
UM CICLO DE REFRIGERAÇÃO POR COMPRESSÃO DE VAPOR DE DOIS
ESTÁGIOS ATRAVÉS DA ANÁLISE EXERGÉTICA
Ana Lúcia de Oliveira Paiva
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA MECÂNICA.
Examinada por:
________________________________________________
Prof. Antonio MacDowell de Figueiredo, Dr.Ing.
________________________________________________
Prof. José Alberto Reis Parise , Ph.D.
________________________________________________
Prof. Nisio de Carvalho Lobo Brum, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
DEZEMBRO DE 2011

iii
Paiva, Ana Lúcia de Oliveira
Aplicação do Método de Evolução Diferencial à
Otimização de um Ciclo de Refrigeração por Compressão
de Vapor de Dois Estágios através da Análise Exergética/
Ana Lúcia de Oliveira Paiva. – Rio de Janeiro:
UFRJ/COPPE, 2011.
XIII, 94 p. 29,7 cm.
Orientador: Antonio MacDowell de Figueiredo
Dissertação (Mestrado) – UFRJ/ COPPE/ Programa de
Engenharia Mecânica, 2011.
Referências Bibliográficas: p. 90-94.
1. Otimização. 2. Análise Exergética. 3. Ciclo de
Refrigeração. 4. Simulação. I. Figueiredo, Antonio
MacDowell de. II. Universidade Federal do Rio de
Janeiro, COPPE, Programa de Engenharia Mecânica. III.
Título.

iv
AGRADECIMENTOS
À PETROBRAS pelo incentivo ao desenvolvimento profissional, pela
disponibilização de recursos essenciais e pelo suporte necessário a realização deste
trabalho.
Ao professor Antonio MacDowell de Figueiredo, por ter me aceito como sua
orientada, pelo apoio e pelos conhecimentos transmitidos.
Ao gerente Antonio Carlos de Souza Pereira pela oportunidade que me foi dada à
participação do programa de mestrado.
Um agradecimento especial ao Engenheiro Carlos Rodrigues Paiva da
PETROBRAS, pelos ensinamentos fornecidos ao longo de toda minha carreira
profissional, pelo apoio e motivação me dados sempre, e dos quais jamais me
esquecerei.
À amiga de trabalho engenheira Renata Gerszt, pelo apoio e incentivo permanente.
À minha mãe Juçara, pelo seu amor, dedicação e seu imenso esforço para que eu
me tornasse uma Engenheira e pudesse alcançar meus objetivos.
Ao meu marido Juan Carlos e ao meu filho Diego pela compreensão do tempo que
não dediquei a eles por estar envolvida neste trabalho.
À minha querida irmã Eva e a minha sobrinha Ana Luisa pela ajuda incondicional
oferecida em todos os momentos.
À secretária Vera Lúcia Noronha e a coordenadora Lavínia Borges do Programa de
Engenharia Mecânica da COPPE pela ajuda e compreensão em momentos difíceis.
A todas as pessoas que direta ou indiretamente colaboraram para realização deste
trabalho.
A todos, muito obrigada!
v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
APLICAÇÃO DO MÉTODO DE EVOLUÇÃO DIFERENCIAL À OTIMIZAÇÃO DE
UM CICLO DE REFRIGERAÇÃO POR COMPRESSÃO DE VAPOR DE DOIS
ESTÁGIOS ATRAVÉS DA ANÁLISE EXERGÉTICA
Ana Lúcia de Oliveira Paiva
Dezembro/2011
Orientador: Antonio MacDowell de Figueiredo
Programa: Engenharia Mecânica
Este trabalho apresenta a aplicação de um método para otimização de ciclos de
refrigeração por compressão a vapor multiestágios, utilizados em unidades de
processamento de gás natural. A metodologia empregada tem o propósito de demonstrar
sua aplicabilidade em estudos de melhoria do desempenho de ciclos industriais através
da redução de perdas. Considerando o elevado consumo de energia em ciclos de
refrigeração, a otimização da operação destes sistemas se traduz em ganhos
significativos. Neste contexto o presente estudo realizou uma análise exergética para
avaliação de perdas em sistemas térmicos. Baseada na Primeira e Segunda Leis da
Termodinâmica, esta análise permite quantificar as irreversibilidades presentes no
sistema. Na otimização do sistema térmico em questão, é avaliado o emprego do
Método de Evolução Diferencial através da análise exergética. A adoção desta técnica
estocástica é justificada pelas suas características de fácil implementação, rápida
convergência e alta competitividade, cujo algoritmo aplica regras de probabilidade para
encontrar conjuntos de soluções dentro de um espaço de busca. A simulação foi
realizada no software comercial PRO II da SimSci Esscor. Para a execução do
procedimento de otimização do ciclo de refrigeração, foi utilizado um aplicativo de
integração, que promove uma interface entre o simulador e planilhas no formato
Microsoft Excel, proporcionando acesso aos dados da simulação para manipulação, a
implementação do algoritmo e sua respectiva rotina de otimização. O trabalho termina
por demonstrar que a metodologia de otimização utilizada, se apresenta como uma
ferramenta prática e eficaz, capaz de auxiliar na avaliação de sistemas térmicos de
novos projetos e de unidades existentes.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
DIFFERENTIAL EVOLUTION ALGORITHM APPLICATION FOR THE
OPTIMIZATION OF TWO-STAGE VAPOR COMPRESSION
REFRIGERATION CYCLES BY EXERGETIC ANALYSIS
Ana Lúcia de Oliveira Paiva
December/2011
Advisor: Antonio MacDowell de Figueiredo
Department: Mechanical Engineering
This work presents the use of an optimization method, for two-stage vapor
compression refrigeration cycles, used in natural gas processing units. The methodology
intends to demonstrate its applicability in studies to improve the performance of
industrial cycles by reducing losses. Considering the high consumption of energy in
refrigeration cycles, the operation optimization of these systems reflected in significant
gains. In this context, this study carried out an exergetic analysis. This methodology is
very useful for evaluation of losses in thermal systems. Based on the First and Second
Laws of Thermodynamics, it allows to quantify the irreversibilities in the system. The
optimizing of the thermal system under study is evaluated by the application of
Differential Evolution Algorithm through the exergetic analysis. Justify the use of this
stochastic method its easy implementation, high competitiveness and fast convergence
characteristics, whose algorithm applies probability rules to find a set of solutions
within a defined search space. Software PRO II from SimSci Esscor is a process
simulation program, and was used for computational simulation development. To
implement the refrigeration cycle optimization procedure, a commercial integration
application was used to construct an Excel spreadsheet interface with PRO/II, providing
full access to the simulation data to manipulation, algorithm implementation and its
optimization routine. The work ends demonstrating that the presented optimization
methodology, due its fast implementation and analysis possibilities, could be a practical
and effective tool to evaluate the performance of thermal systems, for new or existing
industrial units.

vii
SUMÁRIO
1. INTRODUÇÃO ........................................................................................................ 1
1.1. Gás Natural ................................................................................................................ 1
1.2. Justificativa ............................................................................................................... 2
1.3. Objetivo ..................................................................................................................... 3
1.4. Organização do Trabalho .......................................................................................... 4
2. REVISÃO BIBLIOGRÁFICA .................................................................................. 5
3. ANÁLISE TERMODINÃMICA DE CICLOS DE REFRIGERAÇÃO POR
COMPRESSÃO A VAPOR .................................................................................... 12
3.1. Ciclos de Refrigeração por Compressão a Vapor ................................................... 12
3.2. Análise Energética para Ciclos de Refrigeração por Compressão a Vapor ............ 17
3.2.1. Balanço de Energia para Volume de Controle ................................................. 17
3.3. Balanço de Entropia para Volume de Controle ....................................................... 20
3.4. Método Exergético de Análise ................................................................................ 21
3.4.1. Conceito de Exergia ......................................................................................... 22
3.4.2. Balanço Exergético para Volume de Controle ................................................ 24
3.4.3. Ambiente de referência .................................................................................... 26
3.5. Modelos Termodinâmicos ....................................................................................... 27
4. PARÂMETROS DA ANÁLISE TÉRMICA DO CICLO DE REFRIGERAÇÃO 33
4.1. Perdas termodinâmicas no ciclo de refrigeração ..................................................... 33
4.2. Análise do coeficiente de desempenho (COP) ........................................................ 34
4.3. Relação entre o COP e a destruição de exergia ....................................................... 35
4.4. Metodologia para o cálculo do CarnotCOP de um ciclo de refrigeração por
compressão de vapor com diversos evaporadores e multi-estágios de compressão 36

viii
5. DEFINIÇÃO DO PROBLEMA .............................................................................. 39
5.1. Plantas de Processamento de Gás Natural .............................................................. 39
5.2. Descrição do Ciclo de Refrigeração por Compressão de Vapor de Dois Estágios . 42
5.3. Modelagem e Simulação de Processos ................................................................... 44
5.3.1. Simulador de Processos Comercial PRO II ..................................................... 44
5.3.2. Modelos Termodinâmicos utilizados na simulação da Unidade de
Processamento de Gás natural ................................................................................. 45
5.3.3. Ciclo de refrigeração no Simulador de Processos ........................................... 47
5.3.4. Dados de Entrada do ciclo de refrigeração ...................................................... 49
5.4. Interface- Software comercial SIM4ME ................................................................. 51
5.5. Definição das variáveis de decisão (variáveis de mudança) ................................... 54
5.6. Método de Análise .................................................................................................. 56
6. OTIMIZAÇÃO ....................................................................................................... 58
6.1. Formulação matemática .......................................................................................... 58
6.2. Função Objetivo ...................................................................................................... 59
6.3. Evolução Diferencial ............................................................................................... 60
6.3.1. Geração da população inicial: .......................................................................... 61
6.3.2. Operador Mutação ........................................................................................... 62
6.3.3. Operador Cruzamento (Crossover) .................................................................. 63
6.3.4. Operador Seleção ............................................................................................. 63
6.3.5. Parâmetros da Evolução diferencial ................................................................ 65
6.4. Otimização do Ciclo de Refrigeração utilizando o Algoritmo de Evolução
diferencial ................................................................................................................ 66
6.5. Procedimento Computacional de implementação do algoritmo ............................. 68

ix
7. RESULTADOS ....................................................................................................... 71
7.1. Análise da exergia destruída por componente do ciclo de refrigeração .................. 71
7.2. Resultados com implementação do algoritmo de Evolução Diferencial................. 75
7.2.1. Avaliação considerando 3 variáveis de decisão – Eficiência do Compressor
fixa no valor de projeto (75%) ................................................................................ 75
7.2.2. Análise da influência da variação da eficiência do compressor sobre a variável
resposta .................................................................................................................... 78
8. CONCLUSÕES ....................................................................................................... 85
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 90

x
LISTA DE FIGURAS
Figura 3.1- Ciclo de Refrigeração por Compressão a Vapor ......................................... 13
Figura 3.2 - Diagrama de pressão em função da entalpia para o ciclo de refrigeração por
compressão a vapor ................................................................................................. 13
Figura 3.3 - Ciclo de Refrigeração típico com duplo estágio de compressão de Unidades
de Processamento de Gás Natural ........................................................................... 15
Figura 3.4 - Diagrama de pressão em função da entalpia do propano refrigerante ........ 16
Figura 3.5 - Volume de Controle Geral .......................................................................... 24
Figura 5.1 - Imagens da Unidade de Processamento de Gás Natural ............................. 39
Figura 5.2 - Esquema simplificado do Processamento de Gás Natural .......................... 41
Figura 5.3 - Sistema de Propano .................................................................................... 42
Figura 5.4 - Esquema do Ciclo de Refrigeração ............................................................. 43
Figura 5.5 - Tela da Unidade de Processamento de Gás Natural modelada no simulador
PRO II ..................................................................................................................... 48
Figura 5.6 - Planilha SIM4ME - Entrada das Variáveis de Decisão .............................. 53
Figura 5.7 - Planilha SIM4ME - Cálculo da Análise Exergética ................................... 54
Figura 6.1 - Esquema do Algoritmo de Evolução Diferencial ....................................... 64
Figura 6.2 - SIM4ME - Tela da Macro desenvolvida para implementação do algoritmo
de otimização........................................................................................................... 69
Figura 6.3 - Esquema simplificado da execução da rotina de otimização ...................... 70
Figura 7.1 - Resultados do Algoritmo Evolução Diferencial – Exergia Destruída ........ 76
Figura 7.2 - Resultados do Algoritmo Evolução Diferencial – Eficiência Exergética ... 77
Figura 7.3 - Resultados do Algoritmo Evolução Diferencial – Exergia Destruída ........ 79
Figura 7.4 - Resultados do Algoritmo Evolução Diferencial – Eficiência Exergética ... 80
Figura 7.5 - Exergia Destruída dos Componentes do Ciclo de Refrigeração ................. 81

xi
LISTA DE TABELAS
Tabela 3.1 – Balanço de Energia .................................................................................... 19
Tabela 3.2 - Equações de Estado Cúbicas ...................................................................... 28
Tabela 3.3 - Especificação dos Parâmetros das Equações de Estado ............................. 30
Tabela 4.1 - Exergia destruída por equipamento ............................................................ 33
Tabela 5.1 - Composição do Gás Natural ...................................................................... 40
Tabela 5.2 - Métodos Termodinâmicos .......................................................................... 45
Tabela 5.3 - Atributos da Equação de Estado de Soave Redlich-Kwong (SIMSCI-
ESSCOR, 2009) ...................................................................................................... 45
Tabela 5.4 - Atributos do Método COSTALD (SIMSCI-ESSCOR, 2009) ................... 46
Tabela 5.5 - Variáveis de Entrada da Simulação Computacional .................................. 51
Tabela 5.6 - Demanda térmica para atendimento a unidade........................................... 51
Tabela 5.7 - Limites estabelecidos das variáveis de decisão .......................................... 56
Tabela 6.1 - Parâmetros do Algoritmo Evolução Diferencial ........................................ 66
Tabela 7.1 - Análise da variação individual das variáveis de decisão ............................ 72
Tabela 7.2 - Exergia Destruída por Componente do Ciclo ............................................ 72
Tabela 7.3 - Coeficiente de Desempenho do Ciclo (COP) ............................................. 74
Tabela 7.4 - Resultados da avaliação das 3 variáveis operacionais com a implementação
do algoritmo Evolução Diferencial ......................................................................... 76
Tabela 7.5 – Efeito da temperatura de condensação do fluido refrigerante no trabalho de
compressão requerido .............................................................................................. 78
Tabela 7.6 - Resultados da avaliação das 4 variáveis operacionais com a implementação
do algoritmo Evolução Diferencial ......................................................................... 79
Tabela 7.7 - Efeito da temperatura de condensação do fluido refrigerante e compressor
de maior eficiência no trabalho de compressão requerido ...................................... 81
Tabela 7.8 - Exergia Destruída dos Componentes do Ciclo de Refrigeração –
Comparação do Caso de referência e o Caso otimizado ......................................... 83

xii
NOMENCLATURA
E Energia [kJ]
ex Exergia específica [kJ/kg]
Exd Taxa de exergia destruída [kJ/s]
g Aceleração da gravidade [m/s2]
h Entalpia específica [kJ/kg]
m Vazão mássica [kg/h]
P Pressão [kPa]
Q Fluxo de calor [kJ/h]
s Entropia específica [kJ/kg. K]
Sger Taxa de geração de entropia específica [kJ/K s]
T Temperatura absoluta [K]
U Energia interna [kJ]
u Energia interna por unidade de massa [kJ/kg]
V Volume [m3]
v Velocidade [m/s]
W Trabalho [kJ/h]
z Altura [m]

xiii
SUBSCRITOS
0 Grandeza de referência
comp Compressor
cond Condensador
e Valor da variável na entrada do volume de controle
evap Evaporador
fis Física
F Fonte fria
Q Fonte quente
ref Fluido refrigerante
s Valor da variável na saída do volume de controle
valv Válvula de expansão
Vc Volume de controle
ABREVIATURAS
COP Coeficiente de Desempenho
Cr Fator de cruzamento
F Fator de perturbação
FO Função objetivo
NI Número de indivíduos da população
NGmáx Número máximo de gerações

1
1. INTRODUÇÃO
1.1. Gás Natural
Ao longo das últimas décadas, a crescente participação do gás natural na matriz
energética brasileira, aliada à necessidade de proteção ambiental e de economia de
energia para o desenvolvimento de uma sociedade e economia sustentáveis, tem
demandado estudos que permitam projetar e operar plantas de gás de forma mais
otimizada. Por sua vez, altos investimentos são previstos para o setor.
Previsões atuais indicam que as reservas e a produção de gás natural expandem-
se de forma mais distribuída. As reservas nacionais, que estão em sua maior parte na
forma associada, isto é, em reservatórios com predominância de óleo, encontram-se
pulverizadas por várias regiões do território brasileiro (BOL. MENSAL DO GÁS
NATURAL, 2010). Devido às muitas vantagens ambientais e econômicas de utilização
do gás natural, o seu consumo expande-se em todos os setores, com destaque na
indústria, em substituição do óleo combustível; em usinas termoelétricas, em função da
altíssima eficiência energética e forte apelo ambiental. Em menor escala, é relevante
também a sua utilização, dentre outros, nos setores comerciais, de transportes e
residenciais, e, na indústria petroquímica, como matéria-prima para produção de
hidrogênio. Esta situação indica a perspectiva, para os próximos anos, de um aumento
expressivo do consumo de gás natural no país.
Atualmente, o mercado brasileiro é suprido com gás produzido nos campos da
Petrobrás, importado da Bolívia e, recentemente, importado de países produtores de
GNL. Para diminuir a dependência externa, e visando ao atendimento deste aumento de
consumo, é necessária a realização de altos investimentos com o intuito de aumentar as
reservas brasileiras e a eficiência de plantas de gás.
Como conseqüência da grande dependência desses energéticos, vem ganhando
cada vez mais importância no mundo à necessidade de desenvolvimento de processos
mais eficientes que proporcionem sua melhor utilização. Neste sentido, estudos que
contribuam para o aumento da eficiência de processos térmicos são cada vez mais úteis
para o adequado atendimento das necessidades atuais. No contexto da necessidade de
economia do consumo de energia, o método exergético de análise (KOTAS, 1985), a ser
utilizado neste trabalho, se apresenta como uma poderosa ferramenta que permite uma
avaliação do desempenho de um sistema. Possibilitando ainda, a identificação dos locais

2
que contribuem para maior ineficiência dos sistemas energéticos, conseqüentemente
proporcionando sugestões de melhorias.
1.2. Justificativa
No cenário atual, o desenvolvimento de metodologias e ferramentas que
auxiliem em estudos de melhoria do desempenho de plantas industriais vem sendo
largamente estimulado, dado aos altos investimentos de instalação e operação das
mesmas. A importância da busca contínua por processos industriais mais eficientes é
atribuída a sua escala de produção, já que qualquer melhoria na eficiência destes
processos sugere a possibilidade de ganhos significativos.
No presente trabalho, o gás natural bruto é necessariamente processado antes de
ser entregue ao consumidor final, a fim de remover as frações pesadas, ou seja, propano
e os hidrocarbonetos superiores, e contaminantes como CO2, H2S, Hg, entre outros, de
forma a atender as especificações de mercado, transporte e segurança. A recuperação
dos hidrocarbonetos mais pesados é realizada através da redução da temperatura. Não
bastando à integração entre os diversos componentes comuns a este tipo de planta,
como inúmeros trocadores de calor, a condição de mais baixa temperatura almejada é
alcançada utilizando um ciclo de refrigeração. Dada a grande demanda de energia
elétrica nos ciclos de refrigeração, otimizações em sistemas de refrigeração industriais,
presentes em Unidades de Processamento de Gás Natural, se fazem necessárias.
Neste contexto, a necessidade de se obter uma melhor compreensão dos sistemas
térmicos na busca de alcançar o máximo desempenho, visando a um projeto e a uma
operação mais eficiente dos mesmos, tem levado a pesquisa e ao desenvolvimento de
novas técnicas de análise. Uma metodologia para avaliação de perdas em sistemas
térmicos, que vem recebendo muita atenção, no meio científico, porém, que não é
comumente abordada no projeto básico de plantas industriais é a análise exergética. A
análise exergética é uma ferramenta que tem sido utilizada com sucesso em muitos
estudos, visando o uso mais racional de energia reduzindo o custo dos processos. Ela
envolve a aplicação conjunta da Primeira e Segunda Leis da Termodinâmica, e permite
obter uma base comum para comparação de diferentes formas de energia, sendo
possível quantificar as irreversibilidades presentes no sistema (BEJAN, 1988). Aliado a
aplicação destas novas técnicas de análises de sistemas térmicos, que fornecem
informações úteis para melhorias do sistema, o presente trabalho tem como motivação a
utilização, em conjunto, de um algoritmo de otimização, na busca da melhor

3
configuração do sistema. Algoritmos de otimização são extremamente úteis, e permitem
a manipulação de uma grande quantidade de variáveis. Estes são utilizados como
estratégia para encontrar os valores das variáveis de decisão que levam ao maior ou ao
menor valor possível da função calculada de interesse. Em outras palavras, o algoritmo
encontra o conjunto de valores das variáveis que conduzem ao melhor valor da função
seguindo uma estratégia lógica e inteligente. A utilização de algoritmos na otimização
de processos se apresenta como um ferramental cada vez mais viável uma vez que os
processadores e recursos computacionais estão mais robustos, por conseguinte o tempo
computacional passa a não ser mais um problema na execução de sua rotina,
proporcionado redução de tempo e dinheiro da análise em projeto de plantas industriais
novas ou existentes.
1.3. Objetivo
O presente trabalho tem como objetivo verificar a aplicação de um método de
otimização estocástico, também conhecido como um método evolucionário, na
otimização de um ciclo de refrigeração por compressão de vapor com duplo estágio
industrial, modelado em um simulador de processos, através de uma análise de
eficiência baseada na Segunda Lei da Termodinâmica. E ainda realizar a integração
entre um simulador comercial e a rotina do algoritmo através do uso de uma ferramenta
computacional, permitindo assim a troca de dados e a execução do procedimento de
otimização.
A aplicação da análise exergética conjugada à utilização de um algoritmo como
estratégia de otimização, tem o propósito de determinar os valores apropriados para as
variáveis de processo que proporcionem máximo desempenho, o que neste trabalho
traduz a uma maior eficiência exergética ou à menor destruição de exergia total no
ciclo, permitindo o atendimento da demanda energética da unidade existente, através do
uso mais racional dos recursos naturais.
O trabalho tem como motivação averiguar sua viabilidade, identificar possíveis
limitações da técnica, e estimular o uso, em futuras tomadas de decisão, seja na
otimização de plantas existentes ou no projeto de novas instalações, por profissionais do
meio industrial. Para isso foi considerado um ciclo de refrigeração com duplo estágio
que apresenta diversos consumidores distribuídos na região de alta e de baixa pressão
do ciclo de uma planta de processamento de gás natural existente. No entanto, tal
metodologia pode ser aplicada a um ciclo de refrigeração de qualquer planta industrial.

4
1.4. Organização do Trabalho
Neste primeiro capítulo foi apresentado como a crescente participação do gás
natural na matriz energética tem gerado a necessidade de estudos relacionados à
otimização em sistemas térmicos, bem como os fatores motivadores e os objetivos desta
dissertação.
No capítulo 2 é apresentada uma revisão bibliográfica sobre as metodologias de
análise exergética e de otimização, e suas aplicações na análise de sistemas térmicos que
serviram de base para o desenvolvimento do trabalho proposto.
No capítulo 3 são expostos os conceitos teóricos referentes a ciclos de
refrigeração por compressão de vapor. Também é apresentada uma revisão dos
conceitos básicos da Primeira e Segunda Leis da Termodinâmica para posterior
aplicação da análise exergética. Em seguida são apresentados os modelos
termodinâmicos considerados no desenvolvimento deste trabalho.
No capítulo 4 são descritos os parâmetros adotados na avaliação do ciclo de
refrigeração e é formulada a função objetivo utilizada no problema de otimização.
No capítulo 5 é detalhada a configuração do ciclo de refrigeração por
compressão de vapor de dois estágios da planta industrial existente em estudo, e as
ferramentas computacionais utilizadas para realização das simulações, da análise
energética e exergética. Em seguida são definidas as variáveis de decisão exploradas no
problema de otimização do ciclo de refrigeração, bem como o método de análise
proposto neste trabalho.
No capítulo 6 é apresentada uma descrição detalhada do método de Evolução
Diferencial empregado, sendo apresentados os operadores e o esquema evolutivo do
algoritmo, bem como os valores dos parâmetros de controle do mesmo. Este capítulo
também descreve o procedimento computacional realizado para implementação e
execução da rotina de otimização, e por fim apresenta o fluxograma simplificado do
processo de otimização.
No capítulo 7 é apresentado o desempenho do ciclo de refrigeração em termos
de Coeficiente de Desempenho e os resultados da análise exergética por componente do
ciclo de refrigeração, sem aplicação do algoritmo de otimização. Por fim, são
apresentados os resultados alcançados com o emprego do algoritmo de otimização.
No capítulo 8 são expostas as conclusões em função do conhecimento adquirido
e dos resultados obtidos durante o desenvolvimento deste trabalho.

5
2. REVISÃO BIBLIOGRÁFICA
Neste capítulo são apresentados alguns conceitos e trabalhos abordados na
literatura que serviu de base para o desenvolvimento do trabalho proposto.
O termo “exergia” foi criado por Zoran Rant, em 1953, das palavras gregas ex
(externo) e ergos (trabalho), sendo conhecido na literatura, desde então, por vários
outros nomes como disponibilidade, energia disponível, máximo trabalho útil, etc. Ao
longo das décadas, o seu conceito vem ganhando cada vez mais importância no meio
científico, refletido por uma série de livros, e trabalhos publicados em artigos e
conferências técnicas. Os princípios gerais e o método exergético de análise podem ser
encontrados em MORAN, M. J. (1982), ROTSTEIN, E. e FORNARI, R. E.(1984),
KOTAS(1985), GAGGIOLI, R. A.(1988), BEJAN (1988), TSATSARONIS, G. e
KRANE, R.J.,(1994), BEJAN, A., TSATSARONIS, G. e MORAN, M.J. (1996), entre
outros. Estes vêm abordando o conceito de exergia e sua aplicação na análise de
processos.
Desde sua introdução na engenharia, o método exergético de análise tem sido
aplicado quase que exclusivamente para análise e projeto de sistemas térmicos,
identificando a direção que devem se concentrar os esforços para obter o máximo
desempenho do sistema. Através da aplicação simultânea dos princípios da conservação
da massa e da energia, e da Segunda Lei da Termodinâmica, o método permite obter
informações quantitativas que conduzirão a um melhor entendimento das
irreversibilidades do processo e sua distribuição entre os componentes do sistema.
Fornecendo, assim, uma medida quantitativa da ineficiência do processo (KOTAS,
1985). Ao determinar as fontes e as magnitudes das perdas de exergia, identificando os
componentes que mais contribuem para irreversibilidade total, é possível entrever as
partes do processo possíveis de serem melhoradas.
Nos últimos anos muitos trabalhos importantes têm sido publicados empregando
o método exergético de análise de ciclos de refrigeração. Em 1996, ZUBAIR et. al.
estudaram um ciclo de refrigeração de dois estágios utilizando a Primeira e Segunda
Leis da Termodinâmica. Eles concluíram que a pressão ótima do interestágio é muito
próxima à pressão de saturação correspondente à média aritmética das temperaturas de
condensação e evaporação do fluido refrigerante. NIKOLAIDIS e PROBERT (1998)
analisaram o desempenho de um ciclo de refrigeração por compressão de vapor de dois

6
estágios evidenciando o potencial do método exergético para análise do comportamento
do sistema. A variação das temperaturas de saturação do condensador e do evaporador
foi avaliada, demonstrando que a variação em um determinado componente influencia o
desempenho dos demais componentes e do sistema como um todo. YUMRUTAS e
KANOGLU (2002) utilizando um modelo computacional baseado na análise exergética
constataram que as temperaturas de evaporação e de condensação afetam fortemente a
exergia destruída, a eficiência da Segunda Lei e coeficiente de desempenho de um ciclo
de refrigeração por compressão de vapor. Foi desenvolvido um software para resolver
as equações das funções termodinâmicas, utilizado para realizar os cálculos numéricos.
No mesmo ano KANOGLU (2002) apresentou uma metodologia para análise exergética
de um ciclo de refrigeração de múltiplos estágios em cascata, obtendo as perdas
exergéticas por equipamento e a perda total de exergia do ciclo, bem como uma relação
de mínimo trabalho para liquefação do gás natural. Considera-se que tal metodologia é
capaz de ser utilizada em projetos, otimizações e avaliações de desempenho de plantas
reais de liquefação de gás natural, podendo ainda ser estendida para outros diferentes
ciclos de refrigeração empregados para liquefação de gás natural ou qualquer outro gás.
TIEDEMAN e SHERIF (2003) realizaram um estudo de otimização para um
sistema de refrigeração por compressão de vapor de dois estágios, demonstrando que a
pressão ótima do inter estágio, o COP e a eficiência exergética podem ser expressos em
termos das pressões do condensador e do evaporador e das eficiências do compressor de
alta e baixa pressão. Os autores utilizaram um método genérico, de obtenção de uma
dada equação para múltiplos conjuntos de dados, descrito por STOECKER e JONES
(1982). A técnica envolve a formulação de inúmeras equações que devem ser resolvidas
simultaneamente usando pontos de dados determinados para estimar os coeficientes da
equação. Na resolução das constantes das equações, 64 conjuntos de dados foram
utilizados para formar uma matriz, que foi então resolvida utilizando uma rotina de
inversão. Em QUADHA et. al. (2005), a análise exergética de um ciclo de refrigeração
por compressão de vapor de dois estágios foi realizada com a intenção de avaliar a
magnitude das perdas exergéticas em cada componente do sistema de refrigeração; e,
em seguida, a eficiência exergética do mesmo. Os cálculos foram realizados com base
em expressões das perdas exergéticas. Eles constataram que as maiores perdas
ocorreram nos compressores, válvulas de expansão e condensador. Os autores ainda
propuseram a determinação da pressão do interestágio com um método simples e eficaz

7
a partir da seleção da pressão do interestágio correspondente à eficiência exergética
máxima, ou seja, um mínimo de perdas exergéticas.
MEHRPOOYA et al. (2006) aplicaram o método exergético para análise do
comportamento de um ciclo de refrigeração industrial com propano refrigerante de uma
planta de recuperação de líquido de gás natural, utilizando o simulador comercial Hysys
da Aspen Technology. De acordo com a eficiência exergética obtida do ciclo de
refrigeração observa-se um grande potencial para melhorias. O artigo inclui sugestões
para aumentar a eficiência, e ainda aborda o efeito e análise de sensibilidade das perdas
de carga sobre o coeficiente de desempenho do ciclo. O resultado da análise indica que
as seções do condensador e do evaporador apresentam as maiores irreversibilidades e a
perda de exergia total aumenta com a perda de carga no evaporador. KELLY,
TSATSARONIS e MOROSUK (2009) propõem em seu trabalho que as
irreversibilidades ou exergia destruída de um componente de um sistema podem ser
divididas e analisadas em duas partes, ou seja: a exergia destruída endógena devido
exclusivamente ao desempenho do componente considerado e a exergia destruída
exógena causada também pela ineficiência nos demais componentes do sistema global.
A determinação destas indica um meio de otimizar um dado componente e todo o
sistema. Neste trabalho a diminuição do valor da exergia destruída endógena conduziu
também a uma diminuição da destruição de exergia exógena, promovendo uma redução
na exergia destruída total. Esta abordagem permite uma melhor compreensão das
interações entre os componentes do sistema, fornecendo informações úteis para
melhorias do sistema.
Na área de otimização de processos, muitos pesquisadores têm se dedicado a
pesquisa em métodos computacionais de otimização. A busca da melhor solução para
um determinado problema, sempre visando à maximização de lucros ou minimização de
custos, tem se tornado cada vez mais intensa nas últimas décadas, e a aplicação de
algoritmos de otimização tem despontado como estratégia para o alcance deste objetivo.
Um problema de otimização, em síntese, consiste em encontrar o mínimo ou
máximo de uma ou mais funções de n variáveis sujeito ou não a restrições. Estas
restrições definem uma determinada região de busca onde se espera encontrar a melhor
solução. Ou ainda, em outras palavras, a otimização refere-se a encontrar os valores das
variáveis de decisão, que correspondem e fornecem o máximo ou o mínimo valor de um
ou mais objetivos de interesse. O emprego de otimização em problemas de engenharia
tem sido motivado pela alta complexidade dos processos, e com o avanço dos recursos

8
computacionais, este tem sido um aliado a uma intensa pesquisa e desenvolvimento em
técnicas de otimização. Estas têm proporcionado inúmeros benefícios como a
possibilidade do tratamento simultâneo de um grande número de variáveis e restrições
presentes em sistemas industriais complexos, conduzindo a obtenção de melhores
soluções, isto é, a uma melhor configuração do projeto, e menores custos, em um tempo
reduzido de análise no projeto destes sistemas.
Muitos são os métodos de otimização disponíveis, e para cada classe de
problema um método pode ser mais adequado que outro. Na solução de problemas de
otimização esses métodos podem ser classificados em dois grandes grupos:
programação linear e programação não-linear. Em geral, os métodos de programação
não-linear podem ser divididos em dois sub-grupos: os métodos determinísticos e os
métodos naturais ou estocásticos.
Os métodos determinísticos são geralmente poderosas ferramentas de
otimização. Estes são baseados em modelos que utilizam o gradiente da função
objetivo, ou no cálculo de derivadas ou em aproximações destas. Para funções
contínuas, convexas e unimodais, estes fornecem bons resultados. No entanto, podem
apresentar imprecisão e algumas dificuldades quando aplicados a problemas que
apresentam muitos mínimos ou máximos locais, múltiplos objetivos, descontinuidade
das funções a serem otimizadas, tornando a garantia do ótimo global mais difícil.
Alguns algoritmos tendem também a retornar aos ótimos locais, e são fortemente
dependentes da solução inicial (VANDERPLAATS, 1984).
Com a evolução dos computadores, os métodos heurísticos aparecem como uma
valiosa alternativa para solucionar problemas complexos de otimização onde os
métodos clássicos não são eficazes (MASLOV e GERTNER, 2006). Estes métodos não
exigem cálculos do gradiente, utilizando apenas informações da função objetivo, não
requerem que a função seja diferenciável e podem lidar com descontinuidade, não
linearidade, e com a existência de mínimos ou máximos locais, apresentando melhores
chances de alcançarem a solução global. Eles procuram imitar processos ou fenômenos
encontrados na natureza. A idéia básica destes métodos consiste na busca do valor
ótimo da função objetivo, através de regras probabilísticas de forma aleatória
organizada, em um determinado espaço de busca viável onde se espera encontrar a
melhor solução. Dentre os métodos heurísticos, estão os estocásticos como de
Recozimento Simulado, os métodos baseados em população como de Enxame de
Partículas e algoritmos evolucionários, entre eles, os Algoritmos Genéticos,

9
Programação Evolutiva, Estratégia de Evolução, Programação Genética e Evolução
Diferencial, entre outros, todos apresentando eventos aleatórios em seus algoritmos
(PARSOPOULOS e VRAHATIS, 2004, KIRKPATRICK et al., 1983, GOLDBERG,
1989, MITCHELL, 1996). Empregados a problemas de otimização, geram
procedimentos de buscas em vizinhanças que evitam a convergência prematura em
ótimos locais, proporcionando melhores soluções. Estes métodos requerem a
disponibilidade de certa quantidade de recursos computacionais devido à necessidade de
um grande número de avaliações da função objetivo.
O crescimento na área de otimização, tem ainda motivado algumas empresas a
incluírem técnicas de otimização em seus programas de simulação. FU et. al. (2000) e
FU (2002), abordam o interesse sobre a recente integração de técnicas de otimização
para a prática de simulação, especialmente em softwares comerciais. No entanto, para
os autores a incorporação de rotinas de otimização em pacotes de simulação comercial é
ainda um desenvolvimento relativamente recente, e muitos aspectos ainda não foram
explorados na otimização da simulação. Resultados de pesquisas mostram que alguns
algoritmos que funcionam muito bem são demasiadamente especializados para serem
práticos; outros que são aplicáveis de forma mais geral, muitas vezes convergem muito
lentamente na prática; e que alguns algoritmos não são adequados para determinadas
aplicações. A área de otimização de simulações está preocupada com o uso da
simulação para projetar e otimizar sistemas, mas este é ainda um desafio, pois grande
parte da pesquisa sobre otimização de simulação diz a respeito a métodos que exigem
um certo grau de sofisticação por parte do usuário, em termos de compreensão das
informações sobre a abordagem da otimização a ser utilizada e os processos subjacentes
à simulação. FU (2002) acredita que não importa o quão bom seja o procedimento de
otimização, o uso por profissionais do meio industrial é improvável se este requerer
muito trabalho adicional de codificação.
O campo da computação evolucionária tem apresentado um crescimento
significativo na área de otimização. O sucesso alcançado pelos algoritmos
evolucionários na solução de problemas complexos, aliado aos avanços na computação,
tais como computação paralela tem estimulado o desenvolvimento de novos algoritmos.
Os sistemas baseados em computação evolucionária mantêm uma população de
soluções potenciais e em geral apresentam boas características de convergência e
capacidade de determinar o ótimo global (VAISAKH e SRINIVAS, 2008).
10
O algoritmo de Evolução Diferencial é a técnica utilizada neste trabalho na
otimização de um ciclo de refrigeração através da análise exergética. A técnica de
Evolução Diferencial foi proposta, por STORN e PRICE (1997), como uma alternativa
ao algoritmo genético, apresentando como principais vantagens: busca pelo ótimo
global independente dos valores dos parâmetros iniciais, convergência rápida e
utilização de poucos parâmetros de controle. Como os algoritmos genéticos, é um
algoritmo de base populacional, utilizando operadores de mutação, crossover e seleção.
Sua descrição detalhada será apresentada no capítulo 6.
O estudo de métodos evolutivos no equacionamento de problemas complexos
tem sido aplicado a uma grande variedade de problemas, apresentado desempenhos
distintos quando aplicados a cada classe de problema. No trabalho de KARABOGA e
OKDEM (2004) foi comparado o desempenho do algoritmo de Evolução Diferencial
com algumas versões dos algoritmos genéticos. Para isso foram considerados cinco
diferentes tipos de funções, das quais compreendiam função convexa, não convexa,
descontínua, estocástica e multimodal, sempre respeitando suas respectivas restrições. A
partir dos resultados de simulação, observaram que a velocidade de convergência do
algoritmo de Evolução Diferencial é significativamente melhor que dos algoritmos
genéticos, evidenciando a Evolução Diferencial como uma abordagem promissora para
problemas de otimização em engenharia. TAHOUNI et. al. (2007) investigaram o
desempenho de métodos estocásticos para minimizar os custos de utilidades na
otimização de processos de separação de gás a baixa temperatura. Devido à grande
integração entre os diversos componentes que o compõem, como colunas de separação,
inúmeros trocadores de calor e o sistema de refrigeração, a otimização destes processos
é bastante complexa. O trabalho de BABU e MUNAWAR (2007) aplica a técnica de
Evolução Diferencial para o projeto ótimo de trocadores casco e tubo. O objetivo é
estimar a área mínima de transferência de calor necessária para atender a uma dada
carga térmica, já que esta rege o custo total do trocador de calor. Devido à vasta gama
de variáveis a serem estudadas é necessário uma estratégia eficiente na busca do
mínimo global. A técnica de Evolução Diferencial se mostrou como uma estratégia de
evolução simples e robusta e significantemente mais rápida quando comparada com
algoritmos genéticos, indicando a probabilidade de alcançar o ótimo global.
TALESHBAHRAMI e SAFFARI (2010) empregaram um algoritmo
evolucionário para minimizar a energia consumida pelos compressores em um ciclo
C3MR de uma planta de liquefação de gás natural com auxílio do software MATLAB.

11
MEHRPOOYA et. al. (2010) mostram em seu trabalho que o ponto de operação ideal
em plantas integradas de recuperação de líquido de gás natural pode ser encontrado
através da resolução de um problema de otimização. O resultado da análise apresentou
um lucro considerável da planta apenas modificando as condições de operação
selecionadas para seus valores ótimos. O trabalho de SAYYAADI e BABAELAHI
(2010) aplica um algoritmo evolucionário na maximização da eficiência exergética de
um ciclo refrigeração para re-liquefação do LNG boil-off gas. O processo de otimização
é realizado utilizando o algoritmo disponível no toolbox do MATLAB. Melhorias em
todo sistema foram obtidos em sua abordagem de otimização, como menores
compressores e menores consumo de energia elétrica, e ainda redução da vazão de
refrigerante conduzindo a menores tubulações, válvulas, e assim por diante, reduzindo
os custos de instalação e operacional. Em VANITHA e THANUSHKODI (2011) o
algoritmo de Evolução Diferencial foi aplicado em um problema de despacho
econômico de geração de energia elétrica. O objetivo é determinar a alocação ótima da
demanda entre as unidades geradoras de tal forma a atender os limites operacionais de
cada unidade geradora e a demanda total de um dado sistema com o menor custo de
geração possível. O algoritmo proposto foi implementado com sucesso para resolver
problemas de despacho econômico, com capacidade de encontrar a melhor solução,
apresentando melhores características de convergência e menor tempo de CPU por
iteração quando comparado com outros métodos como algoritmo genético, recozimento
simulado e enxame de partículas.
Como citado, é crescente a necessidade da máxima exploração do potencial das
unidades industriais, já que a melhoria do desempenho destas implica em retorno
significativo. Este fato ratifica a importância de fortes investimentos em pesquisas,
sendo refletido por vários trabalhos que expõem o desenvolvimento e utilização de
ferramentas de otimização. Técnicas estas consolidadas e destinadas a uma ampla gama
de atividades de engenharia na otimização de processos.

12
3. ANÁLISE TERMODINÃMICA DE CICLOS DE REFRIGERAÇÃO POR
COMPRESSÃO A VAPOR
Neste capítulo serão expostos os conceitos teóricos mais importantes referentes a
ciclos de refrigeração por compressão de vapor, estruturados de forma a permitir um
melhor entendimento para posterior análise. Nele constam aspectos gerais do ciclo
termodinâmico; uma breve revisão dos conceitos básicos da Primeira e Segunda Leis da
Termodinâmica incluindo o balanço de energia e entropia para volumes de controle; o
método exergético de análise abrangendo o conceito de exergia e seu cálculo, o balanço
exergético e a equação generalizada da exergia.
3.1. Ciclos de Refrigeração por Compressão a Vapor
Os quatro componentes principais de um ciclo padrão de compressão a vapor
são: compressor, condensador, válvula de expansão e evaporador. A Figura 3.1 ilustra
um ciclo de refrigeração por compressão de vapor, onde é considerado que as perdas de
carga no evaporador e no condensador são desprezíveis e o fluido refrigerante escoa
com pressão constante ao longo dos mesmos; e o processo de compressão é adiabático
reversível e, portanto, isentrópico. Com essas considerações na Figura 3.2 é mostrado
um diagrama PH (diagrama pressão-entalpia) onde são identificadas claramente as
quatro etapas do processo. Na etapa 1→2 ocorre a evaporação do fluido refrigerante a
pressão constante, devido à absorção de calor do espaço refrigerado, até atingir o estado
de vapor saturado. De 2→3 o vapor produzido é comprimido isentropicamente desde o
estado de vapor saturado até a pressão de condensação, estando esse no estado de vapor
superaquecido. De 3→4 ocorre um processo de rejeição de calor, do fluido refrigerante
para a vizinhança, à pressão constante no condensador. O fluido no estado de vapor
superaquecido é resfriado até a temperatura de condensação, sendo em seguida
condensado até atingir o estado de líquido saturado. De 4→1 ocorre a expansão
irreversível a entalpia constante, desde o estado de líquido saturado e a pressão de
condensação até a pressão do evaporador, na válvula de expansão, fechando assim o
ciclo.
Este ciclo é normalmente conhecido como ciclo ideal de compressão a vapor,
pois a não ser pela expansão ao longo da válvula, que é um processo de
estrangulamento, todos os processos deste ciclo são internamente reversíveis.

13
COMPRESSOR
QEVAPORADOR EVAPORADOR
CONDENSADOR
QCONDENSADOR
WCOMPRESSOR
VÁLVULA DE EXPANSÃO
Figura 3.1- Ciclo de Refrigeração por Compressão a Vapor
Figura 3.2 - Diagrama de pressão em função da entalpia para o ciclo de refrigeração por compressão de vapor
Fonte: STOECKER, 2002
Na operação de ciclos reais desvios ocorrem, quando comparados com ciclos
teóricos. O processo de compressão, por exemplo, em um ciclo teórico ou ideal é
adiabático e reversível e, portanto isentrópico (s2=s3). Já o processo de compressão real
é politrópico (s2≠s3) e sua trajetória se inclina na direção do aumento da entropia,

14
refletindo irreversibilidades inerentes. Outra diferença entre um ciclo teórico e o real
são as perdas de carga nas linhas de sucção e descarga, bem como no evaporador e
condensador. Estes desvios contribuem para geração de entropia nos ciclos reais. Os
fenômenos que contribuem para geração total de entropia nos vários componentes de
um ciclo real, em geral são: No condensador as irreversibilidades se devem a perda de
carga causada por fricção e a rejeição de calor para a vizinhança a uma temperatura
maior que a temperatura ambiente. No compressor se deve pelas as perdas de carga nas
válvulas do compressor, a fricção no compressor, a rejeição de calor para a vizinhança
com temperaturas maiores que a temperatura ambiente, geração de calor no motor
interno, etc. Já as válvulas de expansão são consideradas isoentálpicas e não exercem
nem recebem trabalho do ambiente. Irreversibilidades internas ocorrem nestas, uma vez
que o mecanismo de redução de pressão é o atrito.
Este trabalho adota para análise, um ciclo de refrigeração por compressão a
vapor de múltiplos estágios. Em instalações industriais é comum a compressão em
estágios múltiplos de pressão. Estes ciclos são geralmente utilizados quando são
necessários vários evaporadores em diferentes temperaturas, ou quando a temperatura
do evaporador é muito baixa, no entanto sua utilização implica em um acréscimo do
custo inicial da instalação em relação à compressão em estágio simples. Por outro lado,
dois ou três compressores menores em série geralmente operam mais eficientemente
que um compressor maior cobrindo desde a pressão do evaporador até a de
condensação, reduzindo assim a potência de compressão (STOECKER, 2002). Quando
compressores são conectados em série, o vapor entre os estágios deve ser subresfriado
para trazer o vapor às condições de saturação antes de prosseguir para o estágio
seguinte. Este resfriamento interestágio reduz a temperatura de descarga, diminuindo
geralmente o volume deslocado, tendendo o processo a uma compressão isotérmica e,
portanto a um menor trabalho requerido, melhorando o desempenho do ciclo
(ASHRAE, 2001). A análise termodinâmica de ciclos de múltiplos estágios é similar a
análise de ciclos de estágio simples, com a diferença que a vazão mássica difere através
dos diversos componentes do sistema. Através de um cuidadoso balanço de massa e
energia realizado nos componentes individualmente é garantido à correta aplicação da
Primeira Lei da Termodinâmica.
A Figura 3.3 e a Figura 3.4 ilustram respectivamente um ciclo de refrigeração
típico com duplo estágio de compressão e com economizador, e o diagrama de pressão
em função da entalpia das etapas deste ciclo.

15
M
COMPRESSOR
QEVAPORADOR
EVAPORADOR
ACUMULADOR DE
PROPANO VASO DE SUCÇÃO
DO 2º ESTÁGIO
VASO DE SUCÇÃO
DO 1º ESTÁGIO
2º EST 1º EST
CONDENSADOR
QCONDENSADOR
WCOMPRESSOR
VÁLVULA DE EXPANSÃO
VÁLVULA DE EXPANSÃO
Figura 3.3 - Ciclo de Refrigeração típico com duplo estágio de compressão de Unidades de Processamento de Gás Natural
Fonte: KIDNAY e PARRISH, 2006
Neste ciclo de refrigeração genérico com duplo estágio de compressão, uma
mistura líquido-vapor do fluido refrigerante entra no evaporador e é totalmente
vaporizada a pressão constante devido à absorção de calor do ambiente refrigerado. Em
seguida o fluido refrigerante sai do evaporador como vapor saturado, e após passar pelo
vaso de sucção do 1º estágio, é então comprimido em dois estágios até a pressão do
condensador. O refrigerante segue para o condensador, como vapor superaquecido, e sai
como líquido saturado. Esta mudança de estado é resultado da rejeição de calor para a
vizinhança. O refrigerante condensado segue para o vaso acumulador, e é então enviado
para o vaso economizador. Na entrada deste vaso, a pressão da corrente líquida é
reduzida, através da válvula de expansão, para a mesma pressão de descarga do
primeiro estágio de compressão, fazendo com que haja uma vaporização parcial do
propano com uma consequente redução de temperatura. O vapor formado alimenta o
interestágio da compressão, desempenhando a função de um resfriador interestágio. Já o

16
líquido formado sofre uma nova redução de pressão e atinge a temperatura na qual será
usado como fluido frio no evaporador. O vapor oriundo do evaporador segue para o
vaso de sucção do 1º estágio, e é então comprido, fechando o ciclo de refrigeração.
Na Figura 3.4 é mostrado o diagrama PH (diagrama pressão-entalpia) para este
ciclo genérico com duplo estágio, onde são apresentadas as etapas do processo. Na
etapa 1→2 ocorre a evaporação do fluido refrigerante a pressão constante, devido à
absorção de calor do espaço refrigerado, até atingir o estado de vapor saturado. De 2→3
o vapor produzido é comprimido no 1º estágio do compressor até a pressão interestágio,
sendo em seguida resfriado (3→4) pelo vapor frio oriundo do economizador. Na etapa
4→5 o vapor é comprimido até a pressão de condensação, estando esse no estado de
vapor superaquecido. De 5→6 ocorre um processo de rejeição de calor, do fluido
refrigerante para a vizinhança, à pressão constante no condensador. O fluido no estado
de vapor superaquecido é resfriado até a temperatura de condensação, sendo em seguida
condensado até atingir o estado de líquido saturado. De 6→7 ocorre a expansão
irreversível a entalpia constante, desde o estado de líquido saturado e a pressão de
condensação até a pressão do interestágio, na válvula de expansão. O vapor é separado
no vaso economizador (7→8) e o líquido sofre uma nova redução de pressão ao passar
por uma válvula de expansão (8→1) alimentando o evaporador, fechando assim o ciclo.
Neste diagrama é considerado que a evaporação é isobárica e isotérmica e a
condensação é isobárica, uma vez que não são consideradas perdas de carga e trocas de
calor.
Figura 3.4 - Diagrama de pressão em função da entalpia do propano refrigerante.
Fonte: CAMPBELL, 2004

17
3.2. Análise Energética para Ciclos de Refrigeração por Compressão a Vapor
O ponto de partida para a análise energética em ciclos de refrigeração é a
utilização da Primeira Lei da Termodinâmica, que enuncia que a energia de um sistema
se conserva ao longo da realização de um processo, não sendo nem criada e nem
destruída. A Primeira Lei, então, lida com quantidades de várias formas de energia
transferidas entre o sistema e suas vizinhanças, seja transferência de energia via
interação calor e/ ou via interação trabalho e transferência de energia associada à massa
entrando ou saindo. Ela trata as interações de calor e trabalho como formas equivalentes
de energia em transito. No entanto esta análise não leva em consideração a diferença na
qualidade entre as diferentes formas de energia, não fornecendo meios de avaliar o
quanto da qualidade da energia do sistema foi degradada (KOTAS, 1985) e nem oferece
indicação sobre a possibilidade da realização de um processo espontâneo em uma
determinada direção, não sendo possível por esta determinar se a energia recuperada em
alguma forma de energia pode ainda ser convertida em alguma outra forma útil de
energia.
3.2.1. Balanço de Energia para Volume de Controle
O balanço de energia para processos em um dado estado inicial para um estado
final executado pelo sistema em que há entrada, saída ou escoamento de um fluido
através de um volume de controle, em um intervalo de tempo de t a t+ ∆ t, pode ser
expresso da seguinte forma:
seVCVCttt VPVPtWtQEE ∆−∆+∆−∆=−∆+ (3-1)
Considerando que:
etVCt EEE ∆+= , (3-2)
sttVCtt EEE ∆+= ∆+∆+ , (3-3)
VCQ = taxa de transferência de energia via interação calor ao longo da fronteira do
volume de controle, cujo valor numérico depende do processo executado pelo sistema
entre os estados inicial e final.
MeE ∆=∆ , onde e = energia específica (3-4) MvV ∆=∆ , onde v=volume específico (3-5)
se VPVP ∆−∆ = trabalho de fluxo (3-6)

18
VCW = termo que leva em conta todas as outras transferências de energia associadas a
trabalho ao longo da fronteira do volume de controle.
VCE = propriedade energia do volume de controle
Sendo o trabalho sempre realizado sobre ou por um volume de controle onde a
matéria escoa ao longo da fronteira, é conveniente separar o termo W em duas
contribuições. Uma como o trabalho associado à pressão do fluido na entrada e na saída,
comumente conhecido como trabalho de fluxo, conforme a equação (3-6), e a outra
contribuição, denominada de VCW , incluindo todos os outros efeitos devidos ao trabalho,
como os associados a eixos que giram, a deslocamentos de fronteira e a efeitos elétricos,
magnéticos, entre outros (MORAN e SHAPIRO, 2002).
Substituindo as equações (3-2) a (3-5) na equação (3-1), e dividindo a equação
por ∆ t, encontramos:
t
EE tVCttVC
∆
=−∆+ )( ,, = ( ) ( )se
VCVCt
MvPe
t
MvPeWQ
∆
∆+−
∆
∆++− (3-7)
Passando ao limite ∆t→0 e fazendo m= 0lim →∆tt
M
∆
∆, e considerando a
existência de várias portas de entrada e saída, temos a taxa temporal de variação de
energia dentro do volume de controle conforme a equação (3-8):
td
dEVC = ( ) ( )seVCVC PvemvPemWQ ∑∑ +−++− (3-8)
Considerando a energia específica e a entalpia específica de acordo com as
equações (3-9) e (3-10) e substituindo-as na equação (3-8):
e = gzv
u M ++2
2
(3-9)
Onde,
u = energia interna por unidade de massa
2
2Mv
= energia cinética por unidade de massa
gz = energia potencial por unidade de massa
h = vPu + (3-10)

19
Teremos que:
td
dEVC = s
Ms
e
MeVCVC gz
vhmgz
vhmWQ ∑∑
++−
+++−
22
22
(3-11)
A equação (3-11) enuncia que o aumento ou decréscimo da taxa de energia no
interior do volume de controle é igual à diferença entre as taxas de transferência de
energia entrando ou saindo ao longo da fronteira.
Adotando hipóteses simplificadoras que a variação da energia cinética e
potencial entre a entrada e saída dos componentes do ciclo pode ser considerada
desprezível, temos que a equação do balanço de energia pode ser expressa como:
td
dEvc = vcvcssee WQhmhm −+− (3-12)
Para processo em estado estacionário, a equação (3-12) pode ainda ser reescrita
como:
vcvcssee WQhmhm −+− =0 (3-13)
Sendo:
m = vazão mássica;
h = entalpia específica;
vcQ = taxa de transferência de energia por calor ao longo da fronteira do volume de
controle;
vcW = taxa de transferência de energia por trabalho ao longo da fronteira do volume de
controle;
O balanço de energia quando aplicado a um ciclo de refrigeração genérico,
considerando o sistema operando em regime permanente e desprezando-se as variações
de energia cinética e potencial, é apresentado na Tabela 3.1.
Tabela 3.1 – Balanço de Energia
Componente Balanço de energia Equação
Evaporador )( ___ evapentraevapsaievaprefevap hhmQ −= (3-14)
Condensador (3-15)
Compressor )( ___ compentracompsaicomprefcompcomp hhmWQ −=+
(3-16)
Válvula de expansão 0)( ___´ =−= valventravalvsaivalvrefválvula hhmQ
entrasai hh =
(3-17 )
)( ___ condentracondsaicondrefcond hhmQ −=
20
Nos evaporadores se obtém o desejado efeito de refrigeração. A transferência de
energia via calor do espaço refrigerado resulta na evaporação do fluido refrigerante.
Sendo evapQ conhecida como a capacidade frigorífica. O evaporador e o condensador
são componentes do ciclo que transferem energia entre fluidos de diferentes
temperaturas. Nestes componentes a única interação em termos de trabalho com a
fronteira do volume de controle é o trabalho de escoamento onde a matéria entra e sai, e
assim sendo o termo vcW pode ser ignorado. Para o compressor, em termos de
transferência de energia por calor para as vizinhanças, este é geralmente um efeito
secundário e pequeno quando comparado com o trabalho efetuado (MORAN e
SHAPIRO, 2002). As válvulas de expansão não exercem nem recebem trabalho das
vizinhanças e, de um modo geral, não existe nenhuma troca de calor significativa com
as vizinhanças, e a equação da energia se reduz a equação (3-17).
3.3. Balanço de Entropia para Volume de Controle
Um dos mais importantes usos da Segunda Lei da Termodinâmica em
Engenharia é a determinação do melhor desempenho teórico dos sistemas. Através da
comparação do desempenho real e o melhor desempenho teórico, avaliado em termos de
processos idealizados, é possível identificar potenciais melhorias (MORAN e
SHAPIRO, 2002). Esta regula os limites à conversão de energia entre diferentes formas
de energia, conduzindo ao conceito qualidade de energia (KOTAS, 1985). Além de
estabelecer restrições aos processos, indicar as direções de processos espontâneos, ela
trata da irreversibilidade inerente de todo processo que ocorre na natureza. Esta
irreversibilidade ou geração de entropia que impede que o homem extraia o máximo
trabalho possível dos processos (BEJAN, 1988). A Segunda Lei estabelece limites no
desempenho de ciclos de refrigeração.
Aplicando a Segunda Lei da Termodinâmica a um volume de controle, o balanço
de entropia pode ser escrito, da mesma forma que o balanço de energia, sendo que com
a diferença que a entropia não se conserva. A Segunda Lei afirma que a variação de
entropia total associada a um processo é sempre positiva, ou nula para um processo
reversível. Com esta exigência, no balanço de entropia para o sistema e sua vizinhança é
incluído o termo de geração de entropia que leva em conta as irreversibilidades do
processo. Irreversibilidades estas que podem ser internas, dentro do volume de controle,
ou externas, resultantes da transferência de calor associada a diferenças de temperaturas

21
finitas entre o sistema e a vizinhança. A equação (3-18) descreve, então, a forma geral
do balanço de entropia aplicada a um volume de controle, onde o primeiro termo é
referente à variação da entropia total do fluido contido no interior do volume de
controle, o segundo é referente à transferência de entropia via interação calor entre o
sistema e a vizinhança e o terceiro termo é a diferença entre a taxa de transferência de
entropia total transportada para fora pelas correntes que saem e a taxa de transferência
de entropia total transportada para dentro pelas correntes que entram no volume de
controle.
gerS =dt
dS- 0≥+− ∑∑∑ ssee
i
i smsmT
Q (3-18)
Se o processo é reversível, a soma dos três termos é nula. Sendo o processo
irreversível, a soma gera o termo de geração de entropia. A relação entre a geração de
entropia e o termo de reversibilidade é apresentada da seguinte forma: Sger > 0 Processo
Irreversível, Sge=0 Processo reversível e Sger < 0 Processo Impossível. Um processo é
dito reversível se o tanto o sistema quanto suas vizinhanças puderem retornar
exatamente aos seus estados iniciais, após o processo ter ocorrido. Caso contrário é dito
irreversível.
Considerando regime permanente, a Segunda Lei da Termodinâmica para um
volume de controle, pode ser ainda expressa pela equação (3-19):
∑∑∑ −−=i
ivc
vcgerT
QsmsmS
_1100_ (3-19)
Conforme será exposto na próxima seção, o método exergético de análise do
ciclo abordado neste trabalho é realizado com base na aplicação da Primeira e Segunda
Lei da Termodinâmica. A combinação destas leis permite que se estabeleça o balanço
de exergia no volume de controle.
3.4. Método Exergético de Análise
Nesta seção serão expostos o conceito de exergia e seu cálculo, o balanço
exergético e a equação generalizada da exergia.
Embora muitos trabalhos tenham aparecido na literatura abordando a análise
exergética dos mais variados processos, esta ainda não se faz muito presente em
projetos de plantas industriais. Uma possível razão é que uma otimização exergética de
um processo objetiva principalmente a redução dos custos de energia, e de que a

22
correlação, geralmente delicada, entre maior gasto de capital e perda de energia em um
projeto de uma instalação, na maioria das vezes não é levada em consideração.
No meio industrial é comum que análises de sistemas térmicos sejam realizadas
através de balanços de energia. No entanto, este tipo de análise não fornece uma
avaliação completa do desempenho de um sistema térmico, podendo conduzir a
resultados enganosos na análise de desempenho de sistemas térmicos (KOTAS, 1985).
3.4.1. Conceito de Exergia
O termo exergia já foi utilizado sob as mais diversas denominações, como por
exemplo, “capacidade de trabalho”, “disponibilidade” ou “energia disponível” para
avaliar a qualidade de processos de conversão de energia. Na literatura encontram-se
diversas definições para exergia. Segundo MORAN e SHAPIRO (2002), a exergia é por
definição o máximo trabalho útil que pode ser obtido quando o sistema passa por um
processo entre dois estados específicos. Já SZARGUT et.al (1988) define exergia como
a quantidade de trabalho que pode ser obtida quando uma quantidade de matéria é
trazida a um estado de equilíbrio termodinâmico com os componentes comuns do
ambiente, por meio de processos reversíveis, envolvendo interações apenas com estes
componentes. Segundo KOTAS (1985), para explicar a qualidade variável das
diferentes formas de energia nas análises de sistemas térmicos é necessário que um
padrão de qualidade seja estabelecido, e o mais natural e conveniente é o de máximo
trabalho útil que pode ser obtido de uma dada forma de energia utilizando os parâmetros
do ambiente como estado de referência. Esse padrão de qualidade de energia é chamado
exergia.
Nos processos e interações reais se o sistema sofre interações com o meio que o
cerca, torna-se impossível trazer o sistema ao estado em que encontrava antes da
interação, sem que tenha modificação no estado do ambiente. Isto ocorre devido à
geração de entropia associada às irreversibilidades ligadas ao processo e às interações
que o sistema sofre. As irreversibilidades presentes nos processos reais destroem parte
da exergia. Neste sentido, existe uma relação entre geração de entropia e destruição do
trabalho disponível, ou seja, as perdas termodinâmicas são causadas por
irreversibilidades no processo e podem ser quantificadas em termos de geração de
entropia ou destruição de exergia. Segundo KOTAS (1985), uma das principais
aplicações do conceito de exergia está no balanço exergético nas análises de sistemas
térmicos, onde este apresenta uma diferença fundamental quando comparado com o
23
balanço de energia. Enquanto o balanço de energia é uma afirmação da lei de
conservação de energia, o balanço exergético pode ser considerado como uma
afirmação da lei de degradação da energia. Degradação esta de energia equivalente à
perda irrecuperável de exergia devido às irreversibilidades presentes nos processos
reais. Pode-se dizer então que, havendo geração de entropia, haverá degradação da
energia.
Dentro deste contexto, o método exergético de análise através da aplicação
simultânea dos princípios da conservação da massa e energia, e da Segunda Lei da
Termodinâmica, permite avaliar a capacidade de geração de trabalho das correntes,
utilizando uma base comum de comparação entre formas distintas de energia, que é o
ambiente. Através da análise de cada componente do sistema em separado, é possível
ainda obter a distribuição da irreversibilidade total do sistema entre os componentes,
identificando quais os que mais contribuem na ineficiência geral do mesmo,
possibilitando melhorias.
Se uma dada quantidade de matéria for levada de um dado estado
termodinâmico até o estado de equilíbrio com o meio através de um processo reversível,
a quantidade de trabalho gerada no processo é denominada de exergia. De acordo com
sua definição a exergia é sempre determinada comparando um estado inicial ao estado
de equilíbrio, ou seja, é função de propriedades de dois estados. Fixado o meio de
referência, é possível calcular a exergia de qualquer outro estado. Livros textos que
tratam deste assunto como KOTAS (1985) e BEJAN (1998) propõem que a exergia
total de um sistema é composta por quatro componentes, são elas: física, química,
cinética e potencial. Em termos de exergia específica, temos a seguinte relação para o
cálculo da exergia:
totalex = físex + quimex + cinex + potex (3-20)
sendo:
físex : exergia específica física (kJ/kg);
quimex : exergia específica química (kJ/kg).
cinex : exergia específica cinética (kJ/kg).
potex : exergia específica potencial (kJ/kg).
No entanto, no presente trabalho será somente avaliada a componente física,
visto que as componentes cinética, potencial e química podem ser desprezadas, já que o

24
sistema encontra-se parado em relação ao ambiente e em equilíbrio químico com o
ambiente.
A exergia física, que será aqui explorada, equivale ao trabalho obtido quando se
leva um sistema em uma condição inicial de pressão P e temperatura T, por um processo
reversível, às condições P0 e T0 do meio de referência por processos físicos envolvendo
somente interação térmica com o ambiente (KOTAS,1985).
Rearranjando as equações (3-13) e (3-19) e considerando processo reversível,
regime permanente e variações de energia cinética, potencial e etc. desprezíveis, temos:
[ ])( 01001 ssThhmW −−−= (3-21)
Substituindo W por exergia, temos que:
[ ])( 01001 ssThhmEx fís −−−= (3-22)
Em termos de exergia física específica, chegamos a equação (3-23):
[ ])( 01001 ssThhex fís −−−= (3-23)
Onde:
ex = Ex / m
h= entalpia específica
s=entropia específica
T0=temperatura do estado de referência
3.4.2. Balanço Exergético para Volume de Controle
Na investigação de um sistema térmico é possível estabelecer a equação geral do
balanço de exergia, que é um dos tópicos de estudo dentro desta metodologia, através
do rearranjo das equações (3-12) e (3-18), conforme apresentado na equação (3-24):
Figura 3.5 - Volume de Controle Geral

25
Equação generalizada da exergia (3-24):
W= - )( 0 STEdt
d− + 0)()(1 000
0 =−−−−+
− ∑∑∑ gersseei
i
STsThmsThmQT
T
Onde os termos da equação acima podem ser identificados da seguinte forma:
QT
T
i
− 01 taxa de transferência de exergia associada ao calor
)( 0sThms − taxa de transferência de exergia associada ao fluxo
gerST0 exergia destruída
De acordo com a Segunda Lei, a taxa de geração de entropia não pode ser
negativa. Então, é dito que o trabalho máximo é obtido quando o sistema opera
reversivelmente (Sge=0). Reescrevendo a equação (3-24), teremos:
W = Wrev- T0 Sger (3-25)
Ou
Wrev – W = T0 Sger≥0 (3-26)
A equação (3-26) mostra que, quando um sistema opera irreversivelmente ele
destrói parcela do trabalho que é proporcional a geração de entropia. Esta parcela de
trabalho destruído devido às irreversibilidades termodinâmicas foi denominada,
inicialmente, de trabalho disponível perdido, e a expressão gerperd STW 0= mais tarde
ficou sendo conhecida como Teorema do trabalho perdido de Guoy-Stodola (BEJAN,
1988).
A equação geral do balanço de exergia (3-24) para o volume de controle,
operando em regime permanente pode ser reescrita, conforme apresentado na equação
(3-27):
01 - 00 =−
−++− ∑∑∑ gersseevc STQ
T
TexmexmW (3-27)
A equação geral do balanço de exergia pode ser explicada como: o trabalho
fornecido para o volume de controle é dado pela diferença da exergia de fluxo das
correntes de entrada e de saída menos a exergia transferida devido à transferência de
energia via interação calor mais as irreversibilidades do processo representadas pela
destruição de exergia. Sendo assim, o mínimo trabalho necessário fornecido ao processo

26
para uma dada condição do fluxo de entrada e de saída e do calor fornecido ocorre
quando o processo é reversível.
Considerando adiabático o volume de controle, podemos ainda reescrever a
equação do balanço de exergia:
(3-28)
00 , sh =entalpia e entropia específica no estado de referência
h = entalpia específica [ ]kgkJ /
s =entropia específica [ ])./( KkgkJ
T0 = temperatura no estado de referência
Conforme o equacionamento abordado, nesta seção, para o estabelecimento do
balanço de exergia, a determinação do valor termodinâmico de uma corrente em termos
do trabalho que pode ser extraído dele, das perdas dos sistemas energéticos e das
ineficiências, vincula a aplicação da Primeira e Segunda Leis da Termodinâmica. Fica
claro que o método exergético se apresenta como uma ferramenta útil para avaliação de
desempenho de um sistema e identificação de locais de destruição de exergia. Com a
aplicação dessa ferramenta na análise dos ciclos termodinâmicos, se torna possível
propor alterações no processo, para que se obtenha economia de energia consumida pelo
sistema de refrigeração, através de um melhor arranjo dos equipamentos, de condições
de operação que proporcione a máxima eficiência do processo e seus limites.
3.4.3. Ambiente de referência
Conforme visto nas seções anteriores, o cálculo do valor da exergia de um
determinado sistema depende das condições do ambiente em que este está submetido, já
que este depende do desequilíbrio entre o sistema e o ambiente. Sendo assim, a
identificação do ambiente de referência se faz necessária nesta metodologia. Segundo
SZARGUT et.al (1988), o ambiente tem uma condição normal e fixa de pressão,
temperatura e composição química, e sugerem como estado de referência P0 = 101,325
kPa e T0 = 298,15 K, condição comumente adotada. GALLO e MILANEZ (1990)
sustentam que o ambiente deve ser escolhido para cada situação específica, levando em
consideração a temperatura e pressão ambiental dos contornos do sistema.
[ ] [ ] 0)()()()( 0000000 =−−−−−−−−+− ∑∑ gerssseeevc SThhThhmssThhmW

27
Para o tratamento da análise exergética em estudo, o ambiente de referência sob
o qual opera o ciclo apresenta pressão e temperatura atmosféricas iguais a P0 = 101,325
kPa e T0 = 303,15 K. Esta temperatura é a média das máximas ocorridas no local de
instalação da Unidade de Processamento, fornecida nos dados climáticos nas Bases de
Projeto da Unidade, utilizada no dimensionamento de alguns equipamentos. Os valores
das propriedades das correntes de referência são utilizados para os cálculos da exergia
destruída por equipamento e, consequentemente, da exergia total destruída no ciclo.
3.5. Modelos Termodinâmicos
Nesta seção serão apresentadas algumas relações, que permitem a predição de u,
h e s, e outras propriedades termodinâmicas, necessárias para análise do sistema. Uma
vez que não é possível a medição direta de propriedades como entalpia e entropia, se faz
necessário o uso de tabelas ou de equações que relacionem estas propriedades à
temperatura e pressão, que são propriedades de medição direta.
Um componente importante para o cálculo de propriedades como energia
interna, entalpia e entropia específica de uma substância é uma representação precisa da
relação entre pressão, volume específico e temperatura. A relação p-v-T pode ser
expressa de várias formas. Formulações analíticas, chamadas de Equações de Estado,
constituem uma forma de expressar a relação p-v-T e são particularmente convenientes
para se efetuar as operações matemáticas necessárias ao cálculo de u. h, s e outras
propriedades termodinâmicas. Em geral, estas equações são de caráter empírico. A
maioria é desenvolvida para gases, mas algumas descrevem o comportamento p-v-T da
fase líquida, pelo menos qualitativamente. Toda equação de estado é restrita a estados
particulares e este domínio de aplicabilidade é frequentemente indicado pelo
fornecimento de um intervalo de pressão, com a qual se espera que a equação represente
fielmente o comportamento p-v-T (MORAN e SHAPIRO, 2002)..
As equações de estado cúbicas são as equações mais simples, capazes de
representar o comportamento tanto de líquidos quanto de vapores. A partir da
apresentação da Equação de Van der Waals, muitas equações de estado cúbicas foram
propostas. A evolução científica tem realizado muitos progressos na formulação das
Equações de Estado que caracterizam cada vez melhor os fluidos em condições reais.
A Equação de estado cúbica geral pode ser expressa pela equação (3-29), e se
reduz a todas as outras de interesse, com a especificação de parâmetros apropriados:

28
P= ( ) )(
)(
bVbV
Ta
bv
RT
σε ++−
− (3-29)
Sendo, T a temperatura absoluta, V o volume molar e σ e є constantes que
definem o tipo de equação de estado.
A Tabela 3.2 ilustra os valores de σ e є para diferentes equações de estado. As
constantes a e b também diferem para cada tipo de equação de estado.
Tabela 3.2 - Equações de Estado Cúbicas
σ (є) Equação de estado
0 0 Van der Waals (1873) 1 0 Redlich-Kwong (1949) 2 -1 Peng-Robinson (1976)
O presente trabalho utiliza a equação de Soave-Redlich-Kwong (SRK), já que
tanto o gás natural quanto o fluido refrigerante, são hidrocarbonetos ou mistura de gases
apolares. Este método fornece excelentes resultados e é bastante adequado para os
componentes envolvidos em todos os processos da planta em estudo. A equação de
estado de Soave Redlich-Kwong prevê entalpia, entropia, e densidade de vapor, sendo a
mais freqüentemente utilizada nos processos de gás e refino.
A Equação de estado cúbica de Soave-Redlich-Kwong (SRK), e é expressa da
pela equação (3-30):
P= )(
)(
bvv
Ta
bv
RT
+−
−
α (3-30)
Onde:
c
c
P
TRa
22
42747.0=
(3-31)
c
c
P
TRb 0866403.0=
(3-32)
22/1 )]1(1[)( rTMT −+=α (3-33)
2176.0574.148.0 ωω −+=M (3-34)
As constantes a e b relacionam a espécies dos gases, Pc é a Pressão crítica,Tc a
temperatura crítica, R a Constante dos gases,Tr a temperatura reduzida (T/Tc) e ω o fator
acêntrico.

29
Para determinação das raízes da equação de estado é conveniente que a equação
seja escrita em uma forma adequada para a determinação da raiz de interesse. Para o
cálculo de um volume de vapor, por exemplo, a equação (3-29) pode ser multiplicada
por RT
bv −. A solução é obtida por tentativas ou através de uma rotina computacional.
Sendo expressa como:
( ) )(
)(
bVbV
bv
P
Tab
P
RTV
σε ++
−−+= (3-35)
Uma equação para Z equivalente à equação (3-35) pode ainda ser obtida
substituindo P
ZRTV = . Utilizando ainda a simplificação com a definição de grandezas
adimensionais conforme as expressões (3-36) e (3-37), e substituindo-as na equação
(3-35), teremos a equação generalizada para o vapor (3-38). Após o processo iterativo, o
valor final de Z fornece a raiz do volume através de P
ZRTV = .
r
r
T
PΩ=β (3-36)
( )r
r
T
Tq
Ω
Ψ=
α (3-37)
( ) )(1
σβεβ
βββ
++
−−+=
ZZ
ZqZ (3-38)
Em que: Tr é a temperatura reduzida, Pr é a pressão reduzida e ε , Ψ , ( )rTα , Ω e σ
são parâmetros das equações de estado e são dadas conforme Tabela 3.3.
A equação (3-35) pode ser reescrita para o cálculo do volume de líquido, da
seguinte forma:
( )
−++++=
)()(
Ta
VPbPRTbVbVbV σε (3-39)
Uma equação para Z equivalente à equação (3-39), para líquido, pode ainda ser
obtida conforme equação (3-40). Uma vez conhecido Z, a raiz do volume é P
ZRTV = .
( )β
βσβεββ
q
ZZZZ
−++++=
1)( (3-40)

30
Tabela 3.3 - Especificação dos Parâmetros das Equações de Estado
σ є Ω Ψ Zc α(Tr) Equação de estado
0 0 1/8 27/64 3/8 1 Van der Waals (1873)
1 0 0,08664 0,42748 1/3 2/1−rT
Redlich-Kwong (1949)
1 0 0,08664 0,42748 1/3 );( ωα rSRK T Soave Redlich-Kwong (1972)
1+ 2 1- 2 0,07780 0,45724 0,30740 );( ωα rPR T Peng-Robinson (1976)
);( ωα rSRK T = ( ) 22/12 )]1(176.0574.1480.01[ rT−−++ ωω
);( ωα rPR T = ( ) 22/12 )]1(26992.054226.137464.01[ rT−−++ ωω
Fonte: VAN NESS et al., 2007
As equações de estado que expressam Z como uma função de rT e rP são ditas
como generalizadas, em decorrência de sua aplicabilidade geral para líquidos e gases.
Qualquer equação de estado pode ser expressa desta forma, fornecendo uma correlação
generalizada para as propriedades dos fluidos, permitindo assim a estimativa dos
valores destas a partir de pouca informação.
No presente estudo fez-se uso das equações de estado para o cálculo de
equilíbrio de fases. As correlações de SRK e de PR são desenvolvidas especificamente
para cálculos do equilíbrio líquido-vapor, sendo casos particulares das equações (3-38)
para uma fase vapor e da (3-40) para uma fase líquida (VAN NESS et al., 2007).
Para uma espécie pura i como vapor ou como líquido, as equações (3-38) e (3-
40) podem ser expressas respectivamente conforme as equações (3-41) e (3-42):
( ) )(1
i
v
ii
v
i
i
v
i
iii
v
iZZ
ZqZ
σβεβ
βββ
++
−−+= (3-41)
( )
−++++=
ii
l
iii
l
ii
l
ii
l
iq
ZZZZ
β
βσβεββ
1)( (3-42)
Os parâmetros das equações de estado são independentes da fase e, são dados
conforme as expressões (3-36) e (3-37) para a espécie pura i.
O coeficiente de fugacidade para a equação de estado cúbica generalizada é dado por:
( ) iiiiii IqZZ −−−−= βφ ln1ln (3-43)
Onde: iβ é dado pela equação (3-36), iq pela equação (3-37) e I pela equação (3-44).

31
+
+
−=
εβ
σβ
εσ Z
ZI ln
1 (3-44)
Sendo todas as equações escritas para a espécie pura i. A utilização da equação
(3-43) a uma dada T e P requer a solução prévia de uma equação de estado para iZ ,
sendo a (3-41) para uma fase vapor e a (3-42) para uma fase líquida.
As Equações de estado são geralmente desenvolvidas para substâncias puras e
estendidas para misturas mediante o uso de regras de combinação entre os parâmetros
das substâncias puras que compõem as misturas.
O cálculo das propriedades termodinâmicas h, s é realizado através do emprego
das equações (3-45) e (3-46). Sendo que, as integrais que envolvem a derivada parcial
pT
v
∂
∂e o valor do volume que aparecem nas mesmas, determinadas pela equação de
estado explícita para V .
Cálculo da entalpia:
dPT
vTvdTChh
P
P
p
T
Tpref
refref∫∫
∂
∂−++= (3-45)
onde : href é o valor da entalpia de referência na Tref e Pref (temperatura e pressão de
referência); Cp é o calor específico; V é o volume molar calculado através da
Equação de Estado.
Cálculo da entropia:
dPT
vdT
T
Css
P
P
p
T
T
p
refrefref∫∫
∂
∂−+= (3-46)
onde: sref é o valor da entalpia de referência na Tref e Pref (temperatura e pressão de
referência); Cp é o calor específico.
Para líquidos, uma forma alternativa para o cálculo de h e s é dado substituindo a
derivada parcial p
T
v
∂
∂por βV nas equações (3-45) e (3-46). Como, para líquidos, β
(expansividade volumétrica) e V são funções fracas da pressão, eles são considerados
normalmente constantes, com valores médios apropriados.

32
Conforme será apresentado no capítulo 5 a avaliação das propriedades
termodinâmicas será realizada através da utilização de um simulador de processos
direcionado para engenheiros de processos da indútria química, de petróleo, gás natural
e similares. Este fornece ao engenheiro de processos facilidades computacionais para
realizar todo cálculo de balanço de massa e energia necessário para modelar a maioria
dos processos em estado estacionário, através de uma vasta biblioteca de componentes
químicos e de uma extensa fonte de métodos de predição de propriedades
termodinâmicas com as mais avançadas operações unitárias, permitindo ainda que os
componentes que não pertençam à biblioteca sejam fornecidos pelo usuário. A
utilização de simuladores na área da Engenharia é uma prática comum para o cálculo de
propriedades termodinâmicas, visto a necessidade da resolução de inúmeras equações,
integrais, derivadas e cálculos algébricos, na modelagem de processos reais complexos.

33
4. PARÂMETROS DA ANÁLISE TÉRMICA DO CICLO DE
REFRIGERAÇÃO
Este capítulo descreve os parâmetros de avaliação do ciclo termodinâmico que
serão posteriormente analisados e a obtenção da função objetivo que será utilizada no
problema de otimização exposta no capítulo 6, abordando ainda o significado de cada
parâmetro avaliado no ciclo.
4.1. Perdas termodinâmicas no ciclo de refrigeração
Conforme mencionado no capítulo 3, na operação de ciclos reais, o sistema
opera irreversivelmente e uma parcela do trabalho é destruída, proporcional a geração
de entropia. Então, as perdas causadas pelas irreversibilidades dos processos individuais
podem ser quantificadas em termos de exergia destruída. A equação (3-28) representa o
balanço de exergia de um dado volume de controle, e a partir desta, calcula-se a exergia
destruída nos subsistemas que correspondem aos vários componentes do ciclo:
evaporador, compressor, condensador e válvula, através das equações expostas na
Tabela 4.1.
Tabela 4.1 - Exergia destruída por equipamento
Componentes Exergia destruída Equação
Evaporador seevap ExExExd −=
friassquentessfriaeequenteeeevap exmexmexmexmExd )()()()( −−+=
(4-1)
Condensador second ExExExd −=
friassquentessfriaeequenteeecond exmexmexmexmExd )()()()( −−+=
(4-2)
Compressor secomp ExExExd −=
sseeeComp exmWexmExd −+=
(4-3)
Válvula de expansão sevalv ExExExd −=
sseevalv exmexmExd −=
(4-4)
Onde:
Exd =Taxa de exergia destruída [kW]
Ex= taxa de exergia (kW)
ex= exergia específica(kJ/kg)
eW = Potência real requerida (kW)
m = Fluxo de massa [kg/s];

34
A exergia destruída no evaporador e no condensador é expressa como a
diferença de exergia das correntes que entram e saem nos trocadores de calor, conforme
as equações (4-1) e (4-2) respectivamente. No compressor haverá irreversibilidades
devido a fricção e efeitos dissipativos,sendo a exergia destruída calculada através da
equação (4-3). As válvulas de expansão são dispositivos isentálpicos sem interação
trabalho e transferência de energia via calor desprezível com as vizinhanças, sendo a
exergia destruída expressa pela equação (4-4).
O somatório das taxas de exergia destruída nos processos individuais que
ocorrem em cada equipamento do ciclo (4-1) a (4-4), fornece a taxa de exergia total
destruída.
∑∑∑∑∑ +++= evapvalvcondcomptotal ExdExdExdExdExd (4-5)
Nesta seção, foi identificado como as irreversibilidades distribuídas entre os
vários componentes através de um sistema real, podem ser apresentadas; requerendo
assim, uma energia adicional no compressor. Conforme ilustrado em ASHRAE (2001),
a exergia total destruída ( gerST0 ) pode ser expressa como a diferença entre a potência
real requerida pelo compressor e a requerida pelo ciclo Carnot operando entre o nível
mais baixo e mais alto de temperatura com a mesma capacidade de refrigeração, de
acordo com a expressão (4-6).
=compW CarnotW + totalgerST _0 (4-6)
4.2. Análise do coeficiente de desempenho (COP)
Em um processo de refrigeração contínua, o calor absorvido a uma baixa
temperatura é continuamente rejeitado a uma temperatura maior e de acordo com a
Segunda Lei da Termodinâmica. Para que isso ocorra, é requerida uma fonte externa de
energia. Sendo assim, tradicionalmente na análise do desempenho de ciclos de
refrigeração, este é avaliado em termos do coeficiente de desempenho, normalmente
definido como a relação entre a energia útil, que é a potência de refrigeração ( evapQ ) que
se deseja, e a energia que se paga para obtenção do efeito desejado, que é o custo
compW (quantidade de energia fornecida pelo compressor), e é expresso de acordo com a
seguinte relação (4-7).
35
Coeficiente de desempenho do ciclo de refrigeração (COP)
COP= comp
evap
W
Q (4-7)
Pela definição do COP, sistemas de refrigeração mais eficientes implicam em
COP mais elevados, e este, por conseguinte está relacionado com a redução do trabalho
necessário para um dado efeito de refrigeração.
O máximo valor possível do COP é obtido no ciclo de refrigeração ideal que
opera em um ciclo de Carnot. Este é constituído por duas etapas isotérmicas nas quais
calor lQFl é absorvido no nível mais baixo de temperatura TF, e calor lQQl é rejeitado no
nível mais alto de temperatura TQ, e por duas etapas adiabáticas, o qual assume que nas
quatro etapas o processo é reversível, não havendo perdas para o ambiente. Então o
coeficiente de desempenho (COP) de um refrigerador operando em um ciclo de Carnot
pode ser obtido através da equação (4-8):
COP = FQ
F
TT
T
− (4-8)
Essa se aplica apenas a um refrigerador operando em um ciclo de Carnot e
fornece o máximo valor possível de eficiência para qualquer refrigerador operando entre
valores especificados de QT e FT . Qualquer ciclo real operando entre os dois níveis de
temperatura apresentará o COP inferior a este do ciclo de Carnot. Esta definição será
utilizada como base para próxima seção.
4.3. Relação entre o COP e a destruição de exergia
O coeficiente de desempenho pode ser ainda relacionado com as perdas
termodinâmicas, conduzindo a uma expressão muito conveniente e útil do coeficiente de
desempenho do ciclo (JAKOBSEN, 1995). Utilizando a equação (4-7) e o balanço de
energia e entropia, após algumas substituições obtém-se a relação (4-9):
COP=comp
evap
W
Q=
00 *)(* TIT
TTQ
Q
R
Revap
evap
+−
=
+
−
evapR
R
Q
Exd
T
TT)(
1
0
=
+−
evap
R
R
R
Q
ExdTTT
T
*)( 0
(4-9)

36
Dado a expressão (4-9), o meio de aumentar o valor do COP é reduzir a
irreversibilidade total do processo. Caso não ocorresse qualquer irreversibilidade, ou
seja, a exergia destruída fosse zero, a expressão resultante equivaleria ao COPCarnot para
processos reversíveis. A obtenção de menores valores de COP em ciclos reais de
refrigeração por compressão de vapor está relacionada com perdas de pressão que
ocorrem por toda parte; ao processo de compressão real que difere da compressão
isentrópica assumida; à transferência de calor que ocorre entre o fluido refrigerante e
suas vizinhanças; a expansão irreversível nas válvulas de estrangulamento, entre outros.
A eficiência de refrigeração baseada na Segunda Lei da Termodinâmica é
expressa, então, relacionando o coeficiente de desempenho de um ciclo real e o ideal do
ciclo de Carnot, através da equação (4-10), podendo seu valor variar de zero até um.
CarnotCOP
COP=η =
+−
−
evap
R
R
R
Q
ExdTTT
TT
*)(
)(
0
0 (4-10)
Sendo, T0 a temperatura ambiente, TR a temperatura do espaço refrigerado e Exd
a taxa de exergia destruída no sistema.
Quanto mais próxima de zero for esta relação, maior será a geração de entropia
ou destruição de exergia existente no processo, e quanto mais próxima for de um, menor
esta será, ou seja, menos irreversibilidades estarão presentes e melhores serão as
condições de operação do ciclo em termos de eficiência.
4.4. Metodologia para o cálculo do CarnotCOP de um ciclo de refrigeração por
compressão de vapor com diversos evaporadores e multi-estágios de
compressão
Um ciclo de refrigeração com múltiplos estágios de compressão pode apresentar
diversos consumidores (evaporadores) distribuídos na região de alta e baixa pressão do
mesmo. O que é alvo de estudo do presente trabalho e que será explicitado no capítulo
5. Neste sentido, esta seção propõe, então, expor a metodologia aplicada para o cálculo
do COPCarnot para este tipo de ciclo, para que em seguida seja possível calcular a
eficiência de refrigeração, tendo como referência o ciclo de Carnot ideal reversível que
apresenta a máxima eficiência de refrigeração, através do uso da expressão (4-11).

37
CarnotCOP
COP=η (4-11)
O ciclo de Carnot usualmente serve como um ciclo de refrigeração reversível
ideal, onde para ciclos com multi-estágios de compressão, cada estágio pode ser descrito
por um ciclo reversível (ASHRAE, 2001). Dentro deste contexto, o cálculo do CarnotCOP
de um ciclo de refrigeração por compressão de vapor com diversos evaporadores e
multi-estágios de compressão, foi realizado da seguinte forma:
Passo 1: Realizar o cálculo do trabalho requerido para uma máquina ideal
operando em um ciclo de Carnot CarnotW considerando individualmente cada
evaporador, através das seguintes relações (4-12a), (4-12b), (4-12c), e assim
sucessivamente, dependendo do número de evaporadores.
R
RevapCarnot
T
TTQW
)(* 0
11_
−= (4-12a)
R
RevapCarnot
T
TTQW
)(* 0
22_
−= (4-12b)
R
RevapCarnot
T
TTQW
)(* 0
33_
−= (4-12c)
Realizar o cálculo para os n’s evaporadores.
Passo 2: Realizar o somatório dos CarnotW requeridos pelos n’s evaporadores.
=totalCarnotW _ evapnCarnotevapCarnotevapCarnotevapCarnot WWWW _3_2_1_ ..... +++ (4-13)
3°passo: Realizar o cálculo do CarnotCOP do ciclo. Para isso, utilizou-se a relação
(4-14) apresentada no ASHRAE (2001) para o cálculo do coeficiente de
desempenho de ciclos multi-estágios, que diz que a capacidade total do sistema é
dada pelo somatório das cargas de todos os evaporadores, do mesmo modo que a
energia total fornecida é dada pelo somatório do trabalho em todos os
compressores.
COP = ∑total
i
W
Q (4-14)
Estendendo esta definição para o cálculo do CarnotCOP do ciclo, temos que:

38
CarnotCOP = ∑totalCarnot
evap
W
Q
_
(4-15)
Uma vez calculado o COPCarnot é possível calcular a eficiência de refrigeração
dada pela equação (4-11) para o caso de ciclos multi-estágios com diversos
evaporadores. Então, a eficiência de refrigeração do ciclo, em estudo, será dada pela
equação (4-16), obtida através da manipulação das equações (4-6) a (4-8). Esta também
será a função objetivo que será explorada no capitulo 6, referente ao problema de
otimização. O valor desta poderá variar de zero a um, já que o ciclo de Carnot possui o
máximo COP possível. Através do cálculo desta eficiência, será possível identificar no
problema de otimização quais condições de operação do ciclo que proporcionam
máxima eficiência ao processo, ou mínima destruição de exergia.
CarnotCOP
COP=η =
+
totalCarnot
total
W
Exd
_
_1
1 (4-16)

39
5. DEFINIÇÃO DO PROBLEMA
Neste capítulo é apresentado o esquema do ciclo de refrigeração por compressão
de vapor de dois estágios da planta industrial existente em estudo. São apresentados a
modelagem e a simulação de processo, os dados de entrada do ciclo de refrigeração, as
ferramentas computacionais utilizadas para a realização das simulações, da análise
energética e exergética, e para implementação do algoritmo, bem como as variáveis de
decisão que serão exploradas com a implementação do algoritmo de otimização
apresentado no capítulo 6. A este ciclo será aplicado o método de análise proposto neste
trabalho. Antes, porém, são discutidas generalidades a respeito de plantas de
processamento de gás natural que utilizam este tipo de ciclo.
5.1. Plantas de Processamento de Gás Natural
A planta de processamento de gás natural tem como principal objetivo a
recuperação e separação dos hidrocarbonetos mais pesados existentes no gás, isto é,
propano e superiores. Sendo a parcela de gás leve encaminhada para consumo
automotivo, residencial, em termelétricas, entre outros, e a parcela mais pesada
condensada e fracionada. Os produtos gerados nesta unidade são: Gás de venda,
corrente rica em etano, GLP e gasolina natural.
Figura 5.1 - Imagens da Unidade de Processamento de Gás Natural
O gás natural bruto é formado por uma mistura de hidrocarbonetos, conforme
apresentado na Tabela 5.1, cuja composição geralmente abrange desde o metano até o
decano, dependendo da jazida a qual é produzido. Em sua composição, pode-se
encontrar ainda vapor d’água, e contaminantes como CO2, H2S, Hg e outros, que

40
precisam ser removidos antes de sua comercialização, de forma a enquadrar as
especificações vigentes. A remoção da fração mais pesada é necessária para evitar a
formação de condensados no transporte do gás, esta por sua vez pode ser comercializada
como gás liquefeito de petróleo (GLP), nafta leve, ou ainda, como líquido de gás natural
(LGN), entre outros, trazendo vantagens econômicas devido ao seu maior valor
agregado. Não menos importante, esta fração de pesados é removida devido à
necessidade de atendimento a especificação de mercado do gás processado segundo a
portaria vigente.
Tabela 5.1 - Composição do Gás Natural
Componente % molar
Metano 73.08
Etano 10.72
Propano 8.85
i-Butano 1.51
n-Butano 2.35
i-Pentano 0.45
n-pentano 0.43
n-hexano 0.13
n-Heptano 0.02
n-Octano 3.3E-3
n-Nonano 2.0E-4
N2 1.81
CO2 0.57
Água 0.08
O gás natural, o mais limpo dos combustíveis fósseis, é tratado em unidades de
processamento, onde é desidratado, fracionado e é feita a separação de seus
componentes em produtos especificados e prontos para utilização. A escolha do
processo de recuperação desta fração de pesados a determinada corrente de gás natural
apresenta alguns itens relevantes que devem ser considerados, tais como a composição
do gás, a pressão em que ele estará disponível, a recuperação desejada, a viabilidade
econômica e do tempo de retorno do capital investido. Seja qual for a escolha do
processo a ser utilizado, de acordo com os fatores supracitados, a unidade de
processamento de gás tem como objetivo a recuperação dos hidrocarbonetos mais

41
pesados através da redução da temperatura. A Figura 5.2 ilustra um esquema
simplificado das instalações de processo da UPGN.
Figura 5.2 - Esquema simplificado do Processamento de Gás Natural
Acompanhando a tendência mundial de aproveitamento de combustíveis mais
limpos, o gás natural bruto, após ser processado, pode ser utilizado em aplicações
industriais, domésticas e automotivas, substituindo a gasolina, o etanol, o óleo diesel e
como fonte de geração de energia elétrica, o que corrobora a importância da otimização
da operação destas unidades.

42
5.2. Descrição do Ciclo de Refrigeração por Compressão de Vapor de Dois
Estágios
Figura 5.3 - Sistema de Propano
O atendimento a especificação do gás processado, na planta de processamento
de gás natural em estudo, é obtido através do resfriamento com um ciclo de refrigeração
a propano, permitindo que sejam condensados os hidrocarbonetos pesados do gás
natural, sendo este ainda utilizado no resfriamento de alguns produtos finais líquidos da
planta.
Sendo assim, no presente estudo será avaliado um ciclo de refrigeração de uma
planta industrial existente. Os equipamentos que o compõem são: um compressor de
dois estágios, sete evaporadores (E1, E2, E3, E4, E5, E6 e E7), onde os evaporadores E6
e E7 operam na região de baixa pressão e os evaporadores E1, E2, E3, E4 e E5 operam
na região de pressão do inter estágio, um condensador utilizando água de resfriamento,
8 válvulas de expansão (V1, V2, V3, V4, V5, V6, V7 e V8) distribuídas na região de
baixa pressão e pressão do inter-estágio, um vaso acumulador do fluido refrigerante D1,
um vaso economizador D2 (vaso de sucção do segundo estágio) e o vaso de sucção do
primeiro estágio do compressor D3, conforme esquema apresentado na Figura 5.4.

43
Figura 5.4 - Esquema do Ciclo de Refrigeração

44
5.3. Modelagem e Simulação de Processos
Esta seção descreve o simulador comercial utilizado para a realização das
simulações, da análise energética e exergética da unidade em estudo. O programa
utilizado com esta finalidade foi o PRO II da SimSci Esscor.
5.3.1. Simulador de Processos Comercial PRO II
Os simuladores comerciais de processo são largamente utilizados no meio
industrial, como ferramentas que auxiliam atividades de projeto, e em avaliações e
operação de unidades industriais, geralmente realizadas de forma interativa. A Unidade
de Processamento de Gás Natural em questão foi simulada utilizando o software PRO II
da SIMSci Esscor, versão 8.3. Neste, a modelagem é realizada através de uma série de
módulos pré-definidos que representam as operações unitárias do processo. Estes
módulos são calculados de forma sequenciada, no mesmo sentido do processamento ao
longo dos vários equipamentos da unidade, conforme definidos pelo usuário. O modelo
matemático representativo de cada operação utiliza as equações de conservação e
equações que caracterizam o fenômeno.
O programa de simulação PRO II foi utilizado como ferramenta para a predição
das propriedades termodinâmicas das substâncias utilizadas no processo. Para obtenção
de bons resultados, o passo inicial de qualquer simulação envolvendo simuladores de
processo é a escolha do método termodinâmico. A escolha adequada do modelo
termodinâmico a ser utilizado no cálculo das propriedades termodinâmicas, tais como
entalpia, entropia, equilíbrio de fases, entre outros, são fundamentais na solução dos
balanços de massa, energia e quantidade de movimento. O modelo computacional
desenvolvido com o uso do simulador comercial PRO II, para auxiliar na determinação
das grandezas termodinâmicas das correntes de toda unidade e em particular do ciclo,
permite a realização de simulações avaliarem o desempenho do ciclo termodinâmico em
estudo, para diferentes configurações de suas variáveis operacionais. Este simulador
empregado não requer um maior grau de especialização por parte do usuário, em termos
de um conhecimento avançado sobre modelagem matemática e métodos numéricos.
Uma vez configurada a estratégia de simulação com os diversos módulos que a compõe
e inicializadas as variáveis de processo envolvidas, o simulador fornece os resultados
das propriedades em um dado regime permanente.

45
5.3.2. Modelos Termodinâmicos utilizados na simulação da Unidade de
Processamento de Gás natural
O simulador de processos em seu banco de dados fornece uma gama de
métodos, largamente testados, e, portanto robustos para a realização de todos os
cálculos termodinâmicos necessários. Este ainda contém um extenso acervo de dados de
componentes puros e de interação binária. Cálculos de equilíbrio vapor-líquido, vapor-
líquido-líquido, sólido-líquido, bem como, de entropia, entalpia, densidade,
propriedades de transporte, entre outros, podem ser realizados pelo programa usando os
métodos termodinâmicos disponíveis.
Um resumo dos métodos termodinâmicos utilizados para predição de cada
propriedade encontra-se listada na Tabela 5.2.
Tabela 5.2 - Métodos Termodinâmicos
Sistema K values Entalpia
Líquido e vapor
Entropia
Líquido e vapor
Densidade
vapor
Densidade
líquido
SRK SRK SRK SRK SRK COSTALD
A Equação de Estado de Soave Redlich-Kwong, freqüentemente empregada em
processos de gás e refino, foi utilizada para predição da entalpia, entropia, e densidade
de vapor.
Tabela 5.3 - Atributos da Equação de Estado de Soave Redlich-Kwong (SIMSCI-ESSCOR, 2009)
Propriedades preditas pelo SRK
K values Densidade do vapor
Entalpias Densidade do líquido (não recomendada)
Entropias
Propriedades requeridas dos componentes puros 1
Peso molecular Fator acêntrico
Temperatura crítica Entalpia do vapor ideal
Pressão crítica
Range de aplicação sugerida
Pressão - 0 a 5000 psia
Temperatura - -460 a 1200 °F 1 Fornecido para os componentes da biblioteca e do petróleo. Componentes que não pertençam a biblioteca devem ser fornecido pelo usuário.

46
Para o cálculo da densidade do líquido foi utilizado o método COSTALD
(THOMSON, BROBST e HANKINSON, 1982). Segundo o próprio manual de
referência do PRO II, o uso de SRK para predição de densidade de líquido não é
recomendada. Com isso o manual sugere alguns outros métodos que podem ser
utilizados para o cálculo desta propriedade, dependendo dos componentes envolvidos.
Tabela 5.4 - Atributos do Método COSTALD (SIMSCI-ESSCOR, 2009)
Propriedades preditas pelo método COSTALD
Densidade do líquido
Propriedades requeridas dos componentes puros 1
Fator acêntrico Volume crítico
Temperatura crítica 1 Fornecido para os componentes da biblioteca e do petróleo. Componentes que não pertençam à biblioteca devem ser fornecidos pelo usuário.
O método COSTALD (Corresponding States Liquid Density) requer Tc, o fator
acêntrico e volumes críticos. O parâmetro Vc é usado por COSTALD como um
"volume característico", e não um volume crítico, e é obtido, juntamente com Tc e o
fator acêntrico, a partir do banco de dados COSTALD. Volumes críticos de componente
puro serão utilizados quando o volume característico não é fornecido no banco de dados
COSTALD (SIMSCI-ESSCOR, 2009).
O método COSTALD é válido para hidrocarbonetos leves com temperatura
reduzida de até 0.95. O volume saturado é dado pela seguinte expressão (SIMSCI-
ESSCOR, 2009).
(5-1)
(5-2)
(5-3)
Onde:
Vs= saturated molar volume

47
V* = volume característico
Vr= volume reduzido
Ak,Bk= parâmetros COSTALD
ωSRK= fator acêntrico SRK
Para líquidos puros e misturas de líquido, e outros, o manual de referência do
PRO II (SIMSCI-ESSCOR, 2008), fornece outras equações de predição da densidade
conforme pode ser facilmente encontrado. No entanto, não será apresentado neste
trabalho.
O simulador ainda fornece inúmeros métodos para o cálculo das propriedades de
transporte, incluindo viscosidade de líquido e vapor, condutividade térmica de líquido e
vapor, entre outros. O método PETRO foi o utilizado para o cálculo da viscosidade do
líquido e vapor, da condutividade térmica do vapor e da tensão superficial. Este método
utiliza correlações preditivas que se aplicam a mistura de hidrocarbonetos. A base de
desenvolvimento do cálculo das propriedades de transporte utilizada no método PETRO
pode ser encontrada no manual de referência do PRO II (SIMSci-Esscor, 2008).
Com base na experiência da utilização de dados obtidos a partir do simulador
PRO II para sistemas de processos, frente ao conhecimento de dados reais operacionais
de plantas industriais, pode-se dizer que o simulador utilizado é de alta precisão e
confiabilidade.
5.3.3. Ciclo de refrigeração no Simulador de Processos
Nesta seção é descrito o ciclo de refrigeração que será analisado neste estudo,
modelado no simulador comercial. A Figura 5.5 ilustra a configuração da Unidade de
Processamento de Gás Natural existente modelada no simulador de processos PRO II,
incluindo o ciclo de refrigeração.

48
Conforme o esquema simplificado do ciclo de refrigeração apresentado na
Figura 5.4, na simulação computacional em estudo, uma mistura líquido-vapor do fluido
refrigerante entra nos evaporadores (E1, E2, E3, E4, E5, E6 e E7), que são permutadores
tipo chiller, no caso resfriadores de gás e de produtos finais líquidos, e é totalmente
vaporizada a pressão constante devido à absorção de calor do ambiente refrigerado. Em
seguida o fluido refrigerante sai dos evaporadores como vapor saturado, e, após passar
pelo vaso separador de propano D3, é então comprimido em dois estágios até a pressão
do condensador. O refrigerante segue para o condensador, um permutador utilizando
água de resfriamento, como vapor superaquecido, e sai como líquido saturado. Esta
mudança de estado é resultado da rejeição de calor para a vizinhança. O propano
condensado é então armazenado no vaso acumulador D1. Na etapa seguinte, parte deste
propano líquido saturado é expandido nas válvulas V1, V2, V3, V4 e V5 até a pressão
dos evaporadores que operam na pressão intermediária de compressão, sendo utilizado
como refrigerante uma mistura líquido-vapor nos resfriadores E1, E2, E3, E4 e E5, que
são resfriadores de GLP, refriadores de C5+ e no primeiro resfriador de gás. A outra
Figura 5.5 - Tela da Unidade de Processamento de Gás Natural modelada no simulador PRO II

49
parcela é enviada para o economizador D2. Na entrada do vaso economizador D2, a
pressão da corrente líquida é reduzida, através da válvula V8, para a mesma pressão de
descarga do primeiro estágio de compressão, fazendo com que haja uma vaporização
parcial do propano com uma conseqüente redução de temperatura. O vapor formado
alimenta o interestágio da compressão, desempenhando a função de um resfriador
interestágio. Já o líquido formado sofre uma nova redução de pressão e atinge a
temperatura na qual será usado como fluido frio no segundo resfriador de gás E6 e no
condensador da desetanizadora E7. O propano vaporizado nos resfridores E1, E2, E3,
E4 e E5, resfriadores de GLP, de C5+ e no primeiro resfriador de gás retorna ao vaso
economizador D2 (pressão intermediária), e segue para o 2° estágio do compressor de
propano. Já o propano vaporizado no segundo resfriador de gás E6 e no condensador da
desetanizadora E7 (nível mais baixo de pressão) retorna ao vaso separador de propano
D3, e segue para o 1° estágio do compressor de propano, fechando o ciclo de
refrigeração.
Este ciclo utiliza o propano como fluido refrigerante, que é o mais usual em
plantas de processamento de gás natural, por atender ao nível de temperatura
demandado neste tipo de planta. Aliado ao fato de este fluido ser produzido na própria
planta. No entanto, a seleção do fluido refrigerante depende das temperaturas dos dois
meios os quais o refrigerante troca calor, e das propriedades como flamabilidade, custo,
toxidez, propriedades de corrosão e variação da pressão de vapor com a temperatura.
Embora seja possível a utilização de outros refrigerantes neste ciclo de refrigeração, não
será foco do presente estudo.
5.3.4. Dados de Entrada do ciclo de refrigeração
No desenvolvimento de uma simulação é necessária a inicialização das variáveis
de processo envolvidas. Aqui serão descritos somente os dados de entrada pré-
estabelecidos do ciclo de refrigeração:
a. A temperatura na saída do condensador. Esta é definida em função da
temperatura de entrada da água de resfriamento. Foi adotada uma diferença de
cerca de 8 °C entre estas duas. Valor este, comumente utilizado neste tipo de
serviço, de modo que a área de troca térmica requerida pelo trocador tenha
dimensões fisicamente possíveis.

50
b. As perdas de pressão em ambos os lados dos evaporadores e do condensador são
previamente definidas e fixas pelo usuário, com base na experiência de projeto e
operação de trocadores para cada tipo de fluido e serviço.
c. Para alguns trechos da simulação, perdas de pressão de linhas, acidentes, filtros e
medidores de vazão se existentes, são previamente estimadas e fixas pelo
usuário, com base na experiência em projetos e operação de plantas de processo.
d. O estado físico na saída dos evaporadores é tido como vapor saturado. Para isso,
é colocado um controlador especificando a carga térmica demanda pelo lado do
processo.
e. O estado físico na saída do condensador é tido como líquido saturado.
f. Dados de eficiência fornecidos por fabricantes de compressores são previamente
definidos e fixados pelo usuário.
g. Pressão de descarga do primeiro estágio (inter-estágio) e do segundo estágio são
definidas pelo usuário.
h. As temperaturas das correntes dos trocadores, do lado do processo, são definidas
na simulação pelo usuário.
i. Na simulação do ciclo é fornecida uma temperatura ou pressão correspondente
da parte do ciclo denominada região de alta pressão; e uma temperatura ou
pressão correspondente da região denominada, região de baixa pressão. As
pressões fornecidas como dado de entrada são: P6 (região de baixa pressão) e P1
(região de alta pressão). Essas duas pressões são duas das variáveis de decisão
que serão exploradas com a implementação do algoritmo de otimização.
j. A temperatura de entrada e de retorno da água de resfriamento é fornecida, de
acordo com as condições disponíveis desta.
Como o intuito deste trabalho não é detalhar passo a passo da simulação
computacional, a Tabela 5.5 ilustra alguns dos dados adotados, referentes ao
ciclo de refrigeração. Esses dados são frutos de experiência em projetos e
operação de plantas de processo, bem como de cálculos obtidos no projeto dos
equipamentos e linhas envolvidas e de dados fornecidos por fabricantes de
equipamentos.

51
Tabela 5.5 - Variáveis de Entrada da Simulação Computacional
Equipamento/ processo
Parâmetro Valor adotado
Condensador ∆Ptubos 49 kPa
Evaporadores ∆pcasco (evaporadores) 2.9kPa
Compressor Rendimento isentrópico 0.76
Temperatura de entrada da água de resfriamento
307.15K
Temperatura de retorno da água de resfriamento
315.15K
A Tabela 5.6 apresenta a demanda térmica dos trocadores de calor do ciclo de
refrigeração para atender o lado do processo da Unidade de Processamento de Gás
Natural em questão. O projeto destes equipamentos é dimensionado para que estes
sejam capazes de operar na faixa de 50% a 120% da capacidade nominal da planta.
Tabela 5.6 - Demanda térmica para atendimento a unidade
Trocadores Carga Térmica
MW
Evaporadores
Qevap1 0.918 Qevap2 0.615 Qevap3 0.049 Qevap4 0.345 Qevap5 0.345 Qevap6 2.604 Qevap7 1.308
Condensador Qcond 7.944
5.4. Interface- Software comercial SIM4ME
Para a execução do procedimento de otimização do ciclo de refrigeração, e sua
comunicação com a simulação computacional foi utilizado um aplicativo de integração,
o software comercial SIM4ME.
O SIM4ME é um software da empresa SIMSci Esscor, utilizado para construir
uma interface entre a Microsoft Excel e o simulador PRO II, proporcionando acesso aos
52
dados da simulação. Este software cria uma planilha do Excel que está ligada à
simulação escolhida, permitindo a transferência bidirecional das variáveis de interesse, e
possibilitando que o usuário interaja com o simulador através de uma planilha Excel.
Uma vez que as variáveis específicas da simulação, bem como os resultados de
interesse, estão ligados a uma pasta de trabalho (planilha) do software e
conseqüentemente estão disponíveis em células desta, seus valores podem ser utilizados
para cálculos e análises.
Este software se mostra como um ferramental poderoso que facilita e agiliza a
execução de análises de casos em problemas do ramo da engenharia. Este permite que o
usuário execute a simulação do próprio Excel, modificando as variáveis da simulação na
planilha do Excel, e quaisquer dados de saída de interesse são exportados
automaticamente, possibilitando assim a realização automática das análises energéticas
e exergéticas do sistema térmico. Ou seja, através do Excel é possível executar o
simulador com as variáveis de decisão atualizadas e fazer com que as propriedades de
interesse calculadas na simulação (entalpia, entropia, etc..) sejam exportadas
automaticamente para outra planilha, dentro do SIM4ME, para realização de quaisquer
análises. Esta comunicação é conseguida utilizando-se as linhas de comando do
SIM4ME.
A Figura 5.6 ilustra como é possível introduzir facilmente, neste software, as
variáveis de entrada (variáveis de decisão do problema) na planilha Excel que se
pretende modificar na simulação, obtendo-se na mesma planilha ou em outra, qualquer
resultado de interesse, seja o cálculo da análise exergética, o cálculo da função objetivo
do problema de otimização, ou outros quaisquer que tenham sido solicitados.

53
Figura 5.6 - Planilha SIM4ME - Entrada das Variáveis de Decisão
Resumidamente, esta plataforma funciona da seguinte maneira: As quatro
primeiras linhas da planilha (à esquerda) são as variáveis de entrada que se deseja
modificar e abaixo estão os resultados que se deseja obter, estes poderiam também ser
direcionados para outra planilha.. O usuário modifica uma ou várias das células dos
dados de entrada e executa o RUN. A simulação é rodada e os novos resultados são
exportados automaticamente para a planilha.
A Figura 5.7 ilustrada em seguida apresenta a planilha de cálculo da análise
exergética. A partir das equações apresentadas no capítulo 4, construiu-se uma planilha
na pasta de trabalho do SIM4ME com tal finalidade. Então, à medida que o usuário
modifica uma ou mais das células referentes às variáveis de decisão na planilha anterior
e executa o RUN, uma nova simulação é rodada; e novos resultados das propriedades
estarão disponíveis para as novas condições, sendo seus valores utilizados
automaticamente nesta planilha de cálculo da análise exergética.
A avaliação da influência da variação dos parâmetros operacionais, nesta
dissertação, foi realizada então através da comunicação entre o simulador PRO II e o
SIM4ME. O SIM4ME foi também utilizado para desenvolver a rotina para cálculo da
função objetivo no problema de otimização que será exposto no capítulo 6.

54
Figura 5.7 - Planilha SIM4ME - Cálculo da Análise Exergética
5.5. Definição das variáveis de decisão (variáveis de mudança)
O propósito do presente trabalho é a otimização do ciclo de refrigeração
utilizando análise exergética, para estudo de melhoria e consequente redução das perdas
exergéticas, Neste sentido, para fins de otimização, é necessário que as variáveis de
decisão sejam definidas. A escolha das variáveis integrantes do problema de otimização
é feita levando-se em conta os objetivos da otimização do sistema estudado. Nesta seção
são, então, apresentadas as variáveis de decisão, para que no capítulo 6 seja discutida a
função objetivo considerada para a resolução do problema.
Neste estudo será avaliada a variação das pressões em três pontos do ciclo
proposto. São elas:
- pressão do inter-estágio
- pressão da região de baixa pressão
- pressão de condensação
Estas são as pressões após as respectivas válvulas de expansão e a pressão de
condensação do ciclo, consequentemente a pressão após o 2° estágio do compressor; já
que os processos de expansão e compressão registram grandes influências sobre as
perdas exergéticas.

55
O desempenho do ciclo será avaliado com uma variação de no máximo 8 %
acima e abaixo em relação aos valores considerados das variáveis operacionais no
projeto original da unidade (caso de referência), ou seja, das pressões da região de
baixa, do nível do inter-estágio e da pressão correspondente a temperatura de
condensação. Por se tratar de uma planta existente, estas variáveis não podem assumir
quaisquer valores, com isso optou-se por estudar esta faixa de operação em relação ao
caso de referência, de forma que variações destas e consequentemente das temperaturas
não representem grande impacto a planta. Os valores assumidos destas variações estão
dentro de uma faixa admissível de operação da planta. Ressaltando que a planta como
um todo apresenta uma grande integração energética com outros trocadores de calor que
não utilizam o ciclo, grandes variações nos valores das variáveis relacionadas com o
ciclo proporcionariam grandes perturbações na planta. Podendo, desta forma, acarretar
condições operacionais não factíveis, como por exemplo, cruzamento de temperatura na
região dos trocadores; maiores cargas térmicas ou UA’s dos trocadores; a temperatura
disponível da água de resfriamento podendo não ser adequada; o não atendimento a
alguma temperatura do lado processo pelo fato de algum trocador não mais
proporcionar a troca de calor requerida, sendo que no caso de produtos finais estes
devem estar disponíveis conforme condições pré-estabelecidas no projeto básico; ou
ainda o projeto do compressor, pois dependendo da variação adotada pode levar a
necessidade de reavaliação e modificação de internos do mesmo, entre outros.
De acordo com o desenho esquemático do ciclo apresentado na Figura 5.4, as
três variáveis inicialmente estudadas são:
- Pressão do inter-estágio - pressões P1, P2, P3, P4 e P5 (iguais). São as pressões das
correntes após as respectivas válvulas de expansão V1, V2, V3, V4 e V5;
- Pressão da região de baixa pressão - pressões P6 e P7 (iguais). São as pressões das
correntes após as respectivas válvulas de expansão V6 e V7;
- Pressão de condensação do ciclo - pressão P8.
Outra variável estudada, em uma avaliação posterior, é a eficiência do
compressor. Mesmo sendo esperado que o aumento desta resulte em uma redução da
exergia destruída e consequentemente em um aumento na eficiência exergética do ciclo,
é avaliado a magnitude da influência desta variação na função resposta do problema de
otimização. Esta servirá de base a ser utilizada em projetos futuros, para avaliação dos
potenciais ganhos da variável eficiência. Nesta segunda avaliação, então, serão
estudadas quatro variáveis de decisão.
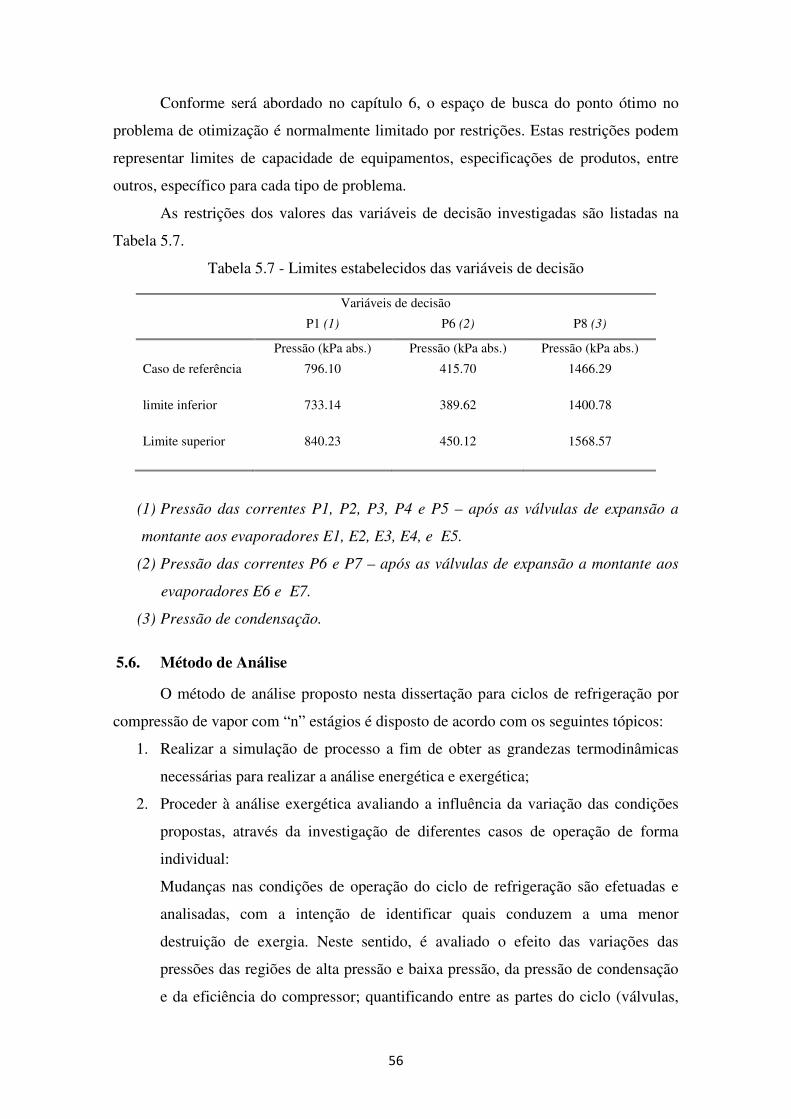
56
Conforme será abordado no capítulo 6, o espaço de busca do ponto ótimo no
problema de otimização é normalmente limitado por restrições. Estas restrições podem
representar limites de capacidade de equipamentos, especificações de produtos, entre
outros, específico para cada tipo de problema.
As restrições dos valores das variáveis de decisão investigadas são listadas na
Tabela 5.7.
Tabela 5.7 - Limites estabelecidos das variáveis de decisão
Variáveis de decisão
P1 (1) P6 (2) P8 (3)
Pressão (kPa abs.) Pressão (kPa abs.) Pressão (kPa abs.)
Caso de referência 796.10 415.70 1466.29
limite inferior 733.14 389.62 1400.78
Limite superior 840.23 450.12 1568.57
(1) Pressão das correntes P1, P2, P3, P4 e P5 – após as válvulas de expansão a
montante aos evaporadores E1, E2, E3, E4, e E5.
(2) Pressão das correntes P6 e P7 – após as válvulas de expansão a montante aos
evaporadores E6 e E7.
(3) Pressão de condensação.
5.6. Método de Análise
O método de análise proposto nesta dissertação para ciclos de refrigeração por
compressão de vapor com “n” estágios é disposto de acordo com os seguintes tópicos:
1. Realizar a simulação de processo a fim de obter as grandezas termodinâmicas
necessárias para realizar a análise energética e exergética;
2. Proceder à análise exergética avaliando a influência da variação das condições
propostas, através da investigação de diferentes casos de operação de forma
individual:
Mudanças nas condições de operação do ciclo de refrigeração são efetuadas e
analisadas, com a intenção de identificar quais conduzem a uma menor
destruição de exergia. Neste sentido, é avaliado o efeito das variações das
pressões das regiões de alta pressão e baixa pressão, da pressão de condensação
e da eficiência do compressor; quantificando entre as partes do ciclo (válvulas,
57
compressores, condensador, evaporadores) a contribuição de cada um para a
degradação da exergia inicial, apontando quais as que mais interferem
negativamente na eficiência.
3. Avaliar o rendimento do ciclo em termos do coeficiente de desempenho (COP),
quando operando em diferentes condições de operação;
4. Implementar a integração entre o simulador de processos Pro II e o software
SIM4ME que realizará a execução do procedimento de otimização, permitindo
assim a troca de informações;
5. Criar a rotina de otimização através da implementação de um algoritmo,
utilizando o SIM4ME;
6. Verificar a potencialidade da aplicação de um algoritmo de otimização no ciclo
de refrigeração, através do método exergético de análise;
7. Através da aplicação do algoritmo de otimização determinar as variáveis de
projeto que proporcionam máxima eficiência ao ciclo.

58
6. OTIMIZAÇÃO
Neste capítulo serão abordados a função objetivo a ser maximizada e as
restrições a serem obedecidas, considerações gerais sobre a otimização de funções, uma
breve descrição do algoritmo utilizado, assim como o procedimento de implementação
do algoritmo e os processos iterativos desenvolvidos no trabalho.
Em geral a abordagem de problemas de otimização, presentes em diversas áreas
de interesse, envolve a minimização ou maximização de uma função objetivo. Embora
existam métodos que não façam uso de uma função objetivo, estes em geral são
inferiores aos que façam a sua utilização (STORN e PRICE, 1997). A função objetivo a
ser minimizada ou maximizada está relacionada às variáveis utilizadas para definir o
ponto ótimo, doravante denominado de variáveis de decisão. Variáveis estas sobre as
quais se tem controle e que serão modificadas com o objetivo de otimização. Os
possíveis valores para as variáveis de decisão, por conseguinte, podem ainda ser
delimitados por um conjunto de restrições impostas sobre essas variáveis, formando
assim um conjunto de soluções factíveis de um determinado problema.
No presente trabalho busca-se através da otimização, determinar quais os valores
das variáveis de decisão que permitam atender a demanda energética da unidade com o
compromisso de maximizar a eficiência exergética total do ciclo, ou minimizar a
destruição de exergia de um ciclo de refrigeração por compressão de vapor industrial,
modelado em um simulador de processos. Para isto, a aplicação de um algoritmo de
otimização é utilizado como estratégia no estudo da avaliação da influência das
variáveis de decisão sobre a variável resposta (função objetivo), e interações entre elas.
No problema de otimização em estudo é realizada a integração de duas
ferramentas computacionais para implementação e execução do mesmo, conforme já
abordado no capítulo 5.
6.1. Formulação matemática
O problema clássico de otimização de uma função consiste em minimizar ou
maximizar uma função objetivo, sujeita, ou não a restrições de igualdade, desigualdade
e restrições laterais, e pode ser formalizado genericamente da seguinte forma:
min f(x) (6-1)
sujeito a hj(x)=0, j=1, 2,...m
gk(x)≤0, k=1,2....,r
xiinf≤ xi ≤ xi
sup, i=1,2,..,n

59
Onde:
x é um vetor constituído de n variáveis de decisão do problema em questão (x1, x2, ... xn);
f(x) é a função objetivo a qual se quer minimizar ou maximizar;
hi(x) são restrições de igualdade;
gj(x) são restrições de desigualdade.
Sendo que todas as funções são funções reais das variáveis de decisão x1, x2, ...,
xn. Para problemas que se deseja maximizar uma função f(x), basta minimizar a função
- f(x). É possível ainda realizar modificações na função objetivo para adequar as
restrições ou inclusões de penalidades para eliminação de soluções que não sejam
fisicamente possíveis.
6.2. Função Objetivo
O método de otimização Evolução Diferencial aplicado no presente estudo, faz
uso de uma função objetivo. De tal modo, se faz necessário definir uma função objetivo,
uma representação matemática que modele os objetivos do problema em questão. Esta
função objetivo pode representar, por exemplo, o rendimento de um determinado
produto, a eficiência global de um sistema, o lucro operacional de uma unidade, ou
ainda uma combinação de diferentes objetivos. A função objetivo é função das variáveis
de decisão e define o problema de otimização como uma tarefa de minimização ou
maximização visando encontrar os melhores valores para estas variáveis.
A avaliação do ciclo termodinâmico para obtenção da função objetivo foi
abordada na seção 4.4. Desta forma, o problema de otimização a ser resolvido neste
estudo é definido pela função objetivo (FO) a ser maximizada, já explicitada pela
equação (4-16), que representa a eficiência exergética do ciclo de refrigeração,
governada pelas variáveis de decisão. Estas por sua vez estão sujeitas a restrições, não
podendo ser atribuído a estas quaisquer valores, limitando assim o espaço de busca pelo
ótimo, conforme exposto no capítulo 5 e listadas na Tabela 5.7.
:
FO= CarnotCOP
COP=η =
+
totalCarnot
total
W
Exd
_
_1
1 (6- 2)
Ao maximizar a função objetivo, será encontrado o maior valor possível para a
função objetivo para o qual os valores atribuídos às variáveis não violem nenhuma
restrição.

60
6.3. Evolução Diferencial
A literatura é extensa em trabalhos utilizando os mais diversos tipos de
algoritmos com diferentes estratégias e aplicabilidades, seja no meio industrial,
científico ou econômico. Contudo, a utilização de um determinado algoritmo é sempre
mais apropriada a um dado tipo de problema. A técnica de otimização utilizada neste
trabalho é o método de Evolução Diferencial.
A Evolução Diferencial tem se apresentado como um simples, mas poderoso
algoritmo de otimização numérica para busca da solução ótima global, sendo aplicado
com sucesso na solução de vários problemas de difícil otimização (CHENG e HWANG,
2001). Proposta por Rainer Storn e Kenneth Price (STORN e PRICE, 1997) como uma
alternativa dos algoritmos genéticos para uma mais rápida otimização, a Evolução
Diferencial tem gradualmente recebido crescente interesse e se tornado um algoritmo
cada vez mais popular nos últimos anos, sendo utilizado em muitos casos práticos,
principalmente por demonstrar boas propriedades de convergência e de fácil
entendimento, segundo os pesquisadores J. Liu e J. Lampinen e outros, conforme
TVRDÍK (2006) e BREST et al (2006). CHENG e HWANG (2001) em seu trabalho de
aproximação de sistemas lineares, afirma que a escolha pelo algoritmo de Evolução
Diferencial é baseada em algumas de suas características úteis, como: não requerer
informações da derivada da função objetivo, que nem sempre é possível obter uma
expressão analítica para derivada desta; apresentar menor probabilidade de se tornar
preso a um ótimo local, pois busca a solução ótima global através da manipulação de
uma população de soluções candidatas, ou, equivalentemente, busca simultaneamente a
solução em diferentes regiões no espaço de busca; por não ser necessário trabalhar com
grandes tamanhos de população; entre outros.
Neste contexto, a escolha por este método, neste trabalho, foi baseada nos dados
encontrados na literatura e que resumidamente entre as vantagens deste algoritmo estão:
sua estrutura simples, velocidade, os resultados são esperados com um menor tempo
computacional, facilidade de uso, isto é, poucas são as variáveis de controle para
conduzir a otimização que é exigida como dados de entrada pelo usuário, apresenta boas
propriedades de convergência o que é mandatório na escolha de um bom algoritmo de
otimização, é menos susceptível a torna-se presos em ótimos locais, facilidade de
implementação e validação e robustez. Os resultados apresentados na literatura têm
mostrado esse método, como uma alternativa viável e competitiva para o
equacionamento de problemas complexos nas diversas áreas da engenharia.

61
Consequentemente, tal metodologia de otimização, devido a sua praticidade e robustez,
pode se tornar uma ferramenta poderosa capaz de auxiliar projetos, avaliações e
operação de unidades industriais, cuja intenção deste trabalho é de verificação de sua
potencialidade em análise de sistemas térmicos.
A Evolução Diferencial é uma técnica estocástica de busca direta, baseada nos
mecanismos da evolução natural das espécies, utilizando de procedimentos de seleção
de modo organizado baseados na aptidão dos indivíduos e operadores de mutação e
cruzamento. O método utiliza vetores de n dimensões como uma população para cada
geração e consiste em gerar aleatoriamente uma população de indivíduos onde cada
indivíduo representa um ponto de busca no espaço de soluções. Dada uma população
inicial escolhida aleatoriamente, cobrindo todo o intervalo de busca, esta sofre
modificações gerando novos indivíduos pela adição da diferença ponderada entre dois
indivíduos aleatórios da população original a um terceiro indivíduo escolhido também
aleatoriamente da população original. Esta operação é chamada de mutação. Os
componentes do vetor da mutação são então combinados com os componentes de um
outro vetor escolhido aleatoriamente, denominado de vetor alvo, para produzir o vetor
chamado de vetor teste. Este processo de combinação é muitas vezes referido como
cruzamento (crossover). Se o vetor teste gera um valor melhor da função objetivo que o
vetor alvo, o vetor teste substitui o vetor alvo na geração seguinte. Esta última operação
é chamada seleção (STORN e PRICE, 1997). O processo de busca da melhor solução
consiste na evolução da população ao longo das gerações. O objetivo deste
procedimento é gerar uma população melhorada com indivíduos mais aptos. Acredita-se
que o indivíduo mais evoluído represente a solução ótima do problema, sendo sua
aptidão avaliada pelos valores da função objetivo. O procedimento de otimização
termina quando um numero máximo de gerações é alcançado ou até que algum critério
de parada seja cumprido.
A estratégia básica e o processo iterativo da Evolução Diferencial pode ser
descrita da seguinte forma:
6.3.1. Geração da população inicial:
Conforme dito anteriormente, a técnica da Evolução Diferencial faz uso de uma
população de soluções candidatas para o equacionamento do problema, com o propósito
de explorar todo o espaço de busca. O algoritmo é iniciado gerando uma população de
NI indivíduos representados como um vetor das variáveis de decisão. A população

62
inicial (G = 0) é então gerada aleatoriamente dentro dos limites definidos pelo usuário,
seguindo uma distribuição uniforme, da seguinte forma:
( ))()()(0iInfiSupiiInfi xLimxLimrandxLimx −+= (6-3)
Onde:
0ix é o i-ésimo indivíduo da população inicial, i = 1, 2 ... NI, NI é o número total de
indivíduos em uma população;
G é a geração corrente;
)( iInf xLim são os valores dos limites inferiores de cada variável de decisão;
)( iSup xLim são os valores dos limites superiores de cada variável de decisão;
irand gerado um número aleatoriamente com distribuição uniforme entre 0 e 1.
Uma vez gerada a população inicial, a função objetivo de cada indivíduo da
população inicial é calculada e armazenada para comparação futura.
Na evolução do algoritmo, cada indivíduo pode sofrer alterações de uma geração
para outra através da aplicação dos operadores: de mutação, cruzamento e de seleção.
6.3.2. Operador Mutação
Nesta operação são escolhidos aleatoriamente três vetores distintos entre todos
os NI indivíduos da população corrente. Um vetor escolhido aleatoriamente GX ,α sofre
uma perturbação resultante da diferença vetorial entre dois outros vetores diferentes
GX β , GX γ escolhidos aleatoriamente multiplicados pelo fator de perturbação F. Para cada
indivíduo da população corrente, um vetor de mutação 1+GV é gerado de acordo com a
seguinte expressão:
( )j
G
j
G
j
GG
ji xxFxv ,,,!
, γβα −+=+ (6-4)
Onde:
G é o número da geração;
i = 1, 2 ... NI, NI é o número total de indivíduos em uma população;
j = 1, 2 ... Nvar, Nvar é o número total de variáveis de decisão;
v i,jG é a j-ésima variável de decisão do i-ésimo indivíduo da G-ésima geração;

63
jjxx ,, , βα e
jx ,γ são as j-ésimas variáveis de decisão de três membros da população
( βα xx , e γx ) escolhidos aleatoriamente, ou seja, são três vetores distintos escolhidos
aleatoriamente entre todos os NI indivíduos da G-ésima população;
F é um fator de perturbação que define a mutação, que controla a amplitude da diferença
vetorial. É um fator de valor constante e real.
6.3.3. Operador Cruzamento (Crossover)
Com o objetivo de aumentar a diversidade da população, Storn e Price
introduziram o operador de cruzamento. A operação Crossover é usada para gerar um
vetor de teste 1+GU , onde esse é obtido substituindo componentes do vetor alvo G
tX ,
escolhido aleatoriamente e diferente de GXα , GX β e GX γ , por componentes
correspondentes do vetor gerado aleatoriamente na mutação 1+GV . A taxa de crossover
Cr determina quando um parâmetro deve ser substituído (CHENG e HWANG, 2001).
Neste trabalho o tipo de cruzamento utilizado foi o denominado de cruzamento
binomial, e as componentes que formam o vetor teste 1,
+G
jiu são escolhidas da seguinte
forma:
1,
+G
jiv se r ≤ rC , ou seja, a componente do vetor teste será proveniente do
vetor gerado na mutação.
=+1,G
jiu
G
jtx , se r > rC , ou seja, a componente do vetor teste será proveniente do
vetor alvo. (6-5)
Sendo:
r - número aleatório com distribuição uniforme entre 0 e 1.
rC - fator que define o cruzamento (crossover), fornecido pelo usuário.
1,
+G
jiv - componentes do vetor de mutação.
G
jtx , - componentes do vetor alvo.
6.3.4. Operador Seleção
Na seleção para sobrevivência, a função objetivo do vetor teste, é calculada e
comparada com a do vetor alvo correspondente. Se o valor da função objetivo do vetor

64
alvo da geração anterior ( )G
tXf for melhor que a ( )1+GUf do vetor teste, o vetor alvo
antigo é permitido avançar para a próxima geração G+1, caso contrário o valor alvo é
substituído pelo vetor teste na próxima geração (CHENG e HWANG, 2001).
O critério de parada adotado foi a de um determinado numero máximo de
gerações (NGmax). No entanto, pode-se utilizar ainda outra condição de término, que é
alcançada quando a diferença absoluta entre as funções objetivo dos melhores
indivíduos não ultrapassa uma determinada tolerância definida pelo usuário.
Baseado na descrição acima, a Figura 6.1 ilustra um esquema simplificado do
algoritmo da Evolução Diferencial:
Início da Rotina
Geração da População Inicial
Geração da Função Objetivo para cada Indivíduo da População Inicial
Executa Rotina de Otimização da População Inicial até que o Número de Gerações Proposto seja Atingido
Seleciona Indivíduos da População Inicial Aleatoriamente
Realiza Operação de Mutação
Realiza Operação de Crossover (cruzamento)
Geração de População Teste a partir dos dados obtidos da Mutação e Crossover
Geração da Função Objetivo para cada Indivíduo da População Teste
Compara e Seleciona os Melhores Indivíduos da População Corrente com a População Teste
Geração da População Final a partir dos Melhores Indivíduos da Comparação
Fim da Rotina de Otimização da População Corrente
Seleciona o Melhor Indivíduo da População Final
Figura 6.1 - Esquema do Algoritmo de Evolução Diferencial

65
6.3.5. Parâmetros da Evolução diferencial
A literatura cita que em contraste com a maioria dos algoritmos evolutivos, onde
muitos parâmetros precisam ser ajustados, a evolução diferencial apresenta apenas três
parâmetros a serem ajustados, são eles: tamanho da população, fator de perturbação e
probabilidade de cruzamento. Desde que o método foi proposto muitas pesquisas no
meio científico vem sendo realizadas com o objetivo de analisar a melhor região de
escolha destes parâmetros, dentro da pré-estabelecida na literatura. Segundo STORN
(1996), na maioria das vezes a probabilidade de cruzamento Cr є [0,1] deve ser
considerada menor que um, entretanto se a convergência não for alcançada utilizar um
fator entre 0,8 e 1 pode ser conveniente. Para muitas aplicações o tamanho da população
NI de 10*D é uma boa escolha, sendo D igual a dimensão ou número de variáveis. Já o
fator de cruzamento é usualmente escolhido є [0.5,1]. Ainda é mencionado pelo autor
que quanto maior for o número da população escolhida menor deve ser o fator de
perturbação. Muitos trabalhos são encontrados na literatura como de EIBEN et al.
(1999), LUI e LAMPINEM (2002) e ZAHARIE (2002) que tratam da escolha dos
valores destes parâmetros de controle. Em GAMPERLE et .al.(2002) afirma que bons
resultados são conseguidos através de tentativas de várias configurações diferentes para
estes parâmetros e que a velocidade de convergência e o comportamento da otimização
global depende destas configurações. O autor sugere que o fator de perturbação F não
deve ser menor que certo valor para evitar convergência prematura, sendo este
dependente da função objetivo, e que maiores valores de F conduzem a uma maior
probabilidade de escapar de um ótimo local. Este ainda afirma que valores altos de Cr
freqüentemente aceleram a convergência e uma boa escolha para esta constante está
entre 0,3 e 0,9. Como escolha razoável para o tamanho da população, este sugere
valores entre NI=3*D e NI=8*D, pois embora populações maiores conduzam a uma
maior probabilidade de encontrar o mínimo global de funções multimodais, implicam
em um maior número de avaliações da função objetivo e assim a um maior custo
computacional, nem sempre necessário. STORN e PRICE (1997) afirma que nas
resoluções de aplicações práticas é importante que se adquira maior conhecimento sobre
como escolher as variáveis de ajuste do algoritmo de Evolução Diferencial para um
determinado tipo de problema, ou seja, uma estratégia pode funcionar adequadamente
para um tipo de problema, mas não tão bem para outro.

66
6.4. Otimização do Ciclo de Refrigeração utilizando o Algoritmo de Evolução
diferencial
Os parâmetros da técnica de Evolução Diferencial utilizados na otimização do
ciclo de refrigeração são apresentados na Tabela 6.1. Dentro dos intervalos
recomendados na literatura, foi realizada uma série de testes, variando os valores destes
parâmetros, analisando os resultados da otimização. Para o presente estudo, em relação
ao número máximo de gerações, observou-se que um número maior de gerações apenas
aumenta em muito o tempo computacional, devido à complexidade da simulação,
conduzindo aos mesmos resultados finais.
Tabela 6.1 - Parâmetros do Algoritmo Evolução Diferencial
Parâmetros F 0,8
Cr 0,8
NI 10
NGmáx 20
Sendo: F o fator de perturbação que define a mutação, Cr o fator que define o
cruzamento (crossover), NI o número total de indivíduos da população e NGmáx o
número máximo de gerações.
O problema de otimização a ser resolvido neste estudo é definido pela função
objetivo (FO) a ser maximizada já explicitada pela equação (6-2), que representa a
eficiência exergética do ciclo de refrigeração.
Na modelagem da função objetivo, a exergia total destruída e o totalCarnotW _ são
aqueles conforme já apresentados nas expressões (4-5) e (4-13) respectivamente. Tal
que, a exergia destruída referente a cada componente do ciclo da expressão (4-5) é
representada pelas equações (4-1) a (4-4) e o CarnotW considerando individualmente cada
evaporador é fornecido pelas equações (4-12a) a (4-12c).
Conforme apresentado anteriormente, utilizou-se um limite superior e um limite
inferior viável para cada variável de decisão, como restrições a que estas estão impostas,
limites estes que conduzam a soluções fisicamente possíveis, caracterizando estes
intervalos como espaço de busca para cada variável o qual esta será conduzida. As
restrições dos valores das variáveis de decisão que foram investigadas são listadas na
Tabela 5.7.

67
No presente estudo, a população é composta de 10 indivíduos
[~
4~
3~
2~
1 ,...,,,, NIXXXXX ]. Sendo a representação de cada indivíduo na população
corrente feita através de um vetor constituído pelas n variáveis de decisão do problema
em questão, ou seja, ~
1X =
1)(
1)8(
1)6(
1)1(
comp
P
P
P
x
x
x
x
η
,~
2X =
2)(
2)8(
2)6(
2)1(
comp
P
P
P
x
x
x
x
η
e assim sucessivamente. Onde
1)1(Px , 1)6(Px , 1)8(Px e 1)( compx η são os valores das variáveis de decisão do vetor ~
1X ,
2)1(Px , 2)6(Px , 2)8(Px e 2)( compx η são os valores das variáveis de decisão do vetor ~
2X , e
assim sucessivamente.
As variáveis de decisão do problema são as temperaturas referentes à pressão do
inter-estágio (P1), a pressão da região de baixa pressão (P6) e a pressão de condensação
do ciclo (P8), e a eficiência do compressor (ηcomp) em uma análise posterior.
Conforme já explicitado na seção 6.3 e ilustrado na Figura 6.1, durante a
evolução do procedimento deste algoritmo, a população inicial sofre modificações
dando lugar a uma nova população de mesmo tamanho, originando assim uma nova
geração, e assim sucessivamente, até que o critério de parada seja alcançado. Os
indivíduos gerados através da mutação e do cruzamento são selecionados pelo operador
seleção, onde serão escolhidos os indivíduos que irão para próxima geração. Ou seja,
modificações ocorrem gerando indivíduos mais capazes, isto é, que proporcione
melhores valores da função objetivo, ou menos capazes de sobreviver, que conduzam a
piores valores da função objetivo. O objetivo é gerar uma população melhorada com
indivíduos mais aptos, onde o indivíduo mais evoluído representa a solução ótima do
problema, sendo sua aptidão avaliada pelo valor da função objetivo. A função objetivo é
chamada diversas vezes até que se obtenha o valor ótimo.
A solução do problema de otimização é um vetor multidimensional constituído
pelos valores das n variáveis de decisão que maximize a função objetivo sujeito às
restrições impostas. Em outras palavras, é determinado o conjunto ótimo dos valores da
pressão do inter-estágio, da pressão da região de baixa pressão, da pressão de
condensação do ciclo e da eficiência do compressor que maximize a eficiência
exergética do ciclo em estudo.

68
6.5. Procedimento Computacional de implementação do algoritmo
Nesta seção é apresentado o procedimento computacional realizado para
execução da rotina de otimização.
Conforme citado anteriormente, para a implementação do procedimento de
otimização da análise de desempenho do ciclo de refrigeração foi realizada a integração
das seguintes ferramentas computacionais: simulador de processos PRO II e a
ferramenta SIM4ME da SimSci-Esscor, que faz uma interface entre o simulador PRO II
e o Excel. A ferramenta SIM4ME possibilita a integração entre o simulador e a rotina de
otimização, permitindo assim que seja possível a troca de dados e a execução do
procedimento de otimização, conforme será explicitado a seguir.
A rotina de otimização através da implementação do algoritmo de Evolução
Diferencial, bem como todo o procedimento de cálculo da função objetivo foram
criados utilizando a ferramenta SIM4ME. A implementação do algoritmo de otimização
foi realizada através do desenvolvimento de uma macro neste software, contemplando
todos os passos necessários da técnica de otimização utilizada em questão. Uma vez
executada a macro, o procedimento de otimização é iniciado e a cada passo deste
procedimento um novo conjunto de variáveis de decisão é gerado pelo algoritmo e
fornecido ao simulador de processos, sendo este requisitado quantas vezes forem
necessárias. Havendo assim a troca de dados entre a ferramenta SIM4ME e o simulador,
através das linhas de comando escritas na macro desenvolvida no SIM4ME, até que o
critério de parada da técnica de otimização utilizada seja alcançado. Obtendo por fim, o
máximo valor possível da função objetivo em estudo e, por conseguinte os valores ótimos
das variáveis de decisão que conduzem a esta maximização e o número de cálculos da
função objetivo.
A Figura 6.2 mostra a tela onde a macro é desenvolvida no SIM4ME,
contemplando o passo a passo do algoritmo de Evolução Diferencial e ainda a
integração entre o simulador e esta plataforma através das linhas de comando escritas na
macro. Uma vez estabelecida à comunicação entre o SIM4ME e o simulador PRO II a
execução do algoritmo de otimização é realizada ao mandar executar a macro.

69
Figura 6.2 - SIM4ME - Tela da Macro desenvolvida para implementação do algoritmo de otimização
A Figura 6.3 ilustra um esquema simplificado do procedimento computacional
da execução da rotina do algoritmo de otimização, realizado através da integração do
SIM4ME e do simulador de processos PRO II.

70
Figura 6.3 - Esquema simplificado da execução da rotina de otimização
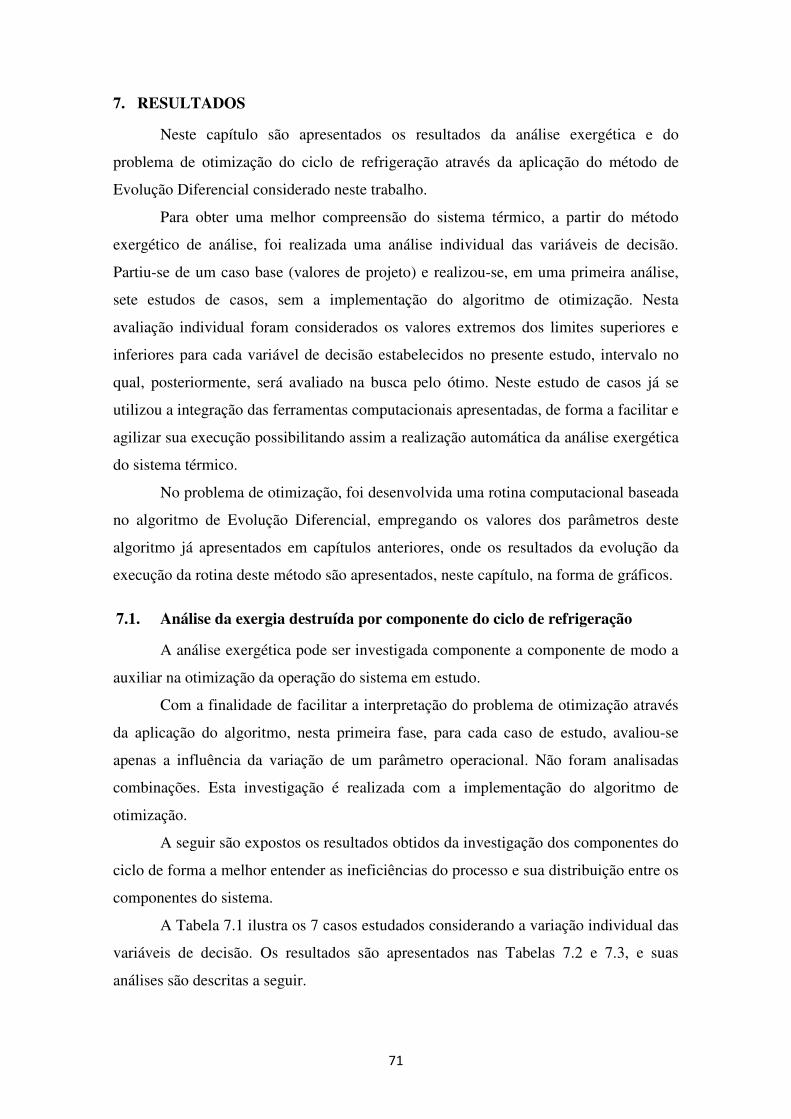
71
7. RESULTADOS
Neste capítulo são apresentados os resultados da análise exergética e do
problema de otimização do ciclo de refrigeração através da aplicação do método de
Evolução Diferencial considerado neste trabalho.
Para obter uma melhor compreensão do sistema térmico, a partir do método
exergético de análise, foi realizada uma análise individual das variáveis de decisão.
Partiu-se de um caso base (valores de projeto) e realizou-se, em uma primeira análise,
sete estudos de casos, sem a implementação do algoritmo de otimização. Nesta
avaliação individual foram considerados os valores extremos dos limites superiores e
inferiores para cada variável de decisão estabelecidos no presente estudo, intervalo no
qual, posteriormente, será avaliado na busca pelo ótimo. Neste estudo de casos já se
utilizou a integração das ferramentas computacionais apresentadas, de forma a facilitar e
agilizar sua execução possibilitando assim a realização automática da análise exergética
do sistema térmico.
No problema de otimização, foi desenvolvida uma rotina computacional baseada
no algoritmo de Evolução Diferencial, empregando os valores dos parâmetros deste
algoritmo já apresentados em capítulos anteriores, onde os resultados da evolução da
execução da rotina deste método são apresentados, neste capítulo, na forma de gráficos.
7.1. Análise da exergia destruída por componente do ciclo de refrigeração
A análise exergética pode ser investigada componente a componente de modo a
auxiliar na otimização da operação do sistema em estudo.
Com a finalidade de facilitar a interpretação do problema de otimização através
da aplicação do algoritmo, nesta primeira fase, para cada caso de estudo, avaliou-se
apenas a influência da variação de um parâmetro operacional. Não foram analisadas
combinações. Esta investigação é realizada com a implementação do algoritmo de
otimização.
A seguir são expostos os resultados obtidos da investigação dos componentes do
ciclo de forma a melhor entender as ineficiências do processo e sua distribuição entre os
componentes do sistema.
A Tabela 7.1 ilustra os 7 casos estudados considerando a variação individual das
variáveis de decisão. Os resultados são apresentados nas Tabelas 7.2 e 7.3, e suas
análises são descritas a seguir.

72
Tabela 7.1 - Análise da variação individual das variáveis de decisão
Descrição dos casos Nível de baixa
pressão
Nível de alta pressão
Temperatura de
condensação
Exergia destruída
total
Eficiência exergética do ciclo
°C °C °C kW (%)
variáveis de decisão Caso 1
(referência) -3.0 19.0 42.0 1298.623 0.270
Caso 2 -0.5 19.0 42.0 1252.664 0.282
Caso 3 -5.0 19.0 42.0 1333.585 0.261
Caso 4 -3.0 16.0 42.0 1354.250 0.261
Caso 5 -3.0 21.0 42.0 1264.452 0.275
Caso 6 -3.0 19.0 40.0 1210.871 0.284
Caso 7 -3.0 19.0 45.0 1435.389 0.250
Tabela 7.2 - Exergia Destruída por Componente do Ciclo
Caso 1 Caso 2 Caso 3 Caso 4 Caso 5 Caso 6 Caso 7
Exergia destruída
Exergia destruída
Exergia destruída
Exergia destruída
Exergia destruída
Exergia destruída
Exergia destruída
Componentes kW kW kW kW kW kW kW
evaporador E1 45.77263 45.51973 45.5557 55.20818 39.05441 45.57942 45.4742
evaporador E2 2.549499 2.548987 2.549015 3.097127 2.195109 2.554066 2.548394
evaporador E3 33.20242 33.19349 33.19244 39.9989 28.74125 33.10808 33.15047
evaporador E4 20.31081 20.31086 20.31086 24.12579 17.79739 20.32672 20.28676
evaporador E5 41.23718 41.23724 41.23724 45.07975 38.72375 41.25312 41.21313
evaporador E6 148.2901 129.5021 161.9551 148.6494 147.9356 148.0916 148.439
evaporador E7 48.17577 36.09057 57.53382 48.40098 48.02503 48.10774 48.27823
Válvula V8 72.55504 74.33567 71.11906 87.9373 63.20917 61.43263 91.70238
válvula V1 14.79111 14.78723 14.8043 18.05879 12.78018 12.47303 18.80047
válvula V2 0.846224 0.846224 0.846224 1.037716 0.732946 0.717514 1.070679
válvula V3 10.5743 10.57548 10.57416 12.95108 9.147394 8.916961 13.36242
válvula V4 5.970654 5.970654 5.970654 7.312146 5.164611 5.055874 7.544405
válvula V5 5.970653 5.970653 5.970653 7.301499 5.164612 5.055866 7.544405
válvula V6 26.96577 22.64423 30.54181 20.15905 32.18229 26.90214 27.06972
válvula V7 13.6114 11.00162 15.92629 10.17473 16.24354 13.57884 13.66225
Condensador 391.9123 393.6627 390.7138 395.7911 389.5313 340.4792 470.3729
Compressor (1° st) 149.4661 134.4267 161.2549 130.6885 162.0888 149.2565 149.8049
Compressor (2° st) 266.4206 270.0401 263.5292 298.2777 245.7349 247.9814 295.0642 Exergia destruída total 1298.623 1252.664 1333.585 1354.25 1264.452 1210.871 1435.389
De acordo com os resultados apresentados na Tabela 7.2, observa-se que com o
aumento da pressão da região de baixa pressão em relação ao caso de referência, no
Caso 2, a exergia destruída nos equipamentos de mais baixa pressão (evaporadores E6 e

73
E7 e válvulas V6 e V7) e no primeiro estágio do compressor diminui. Isto se dá pelo
decréscimo da diferença de temperatura entre o evaporador e o espaço refrigerado e pela
menor redução de pressão nas válvulas da região de mais baixa pressão. Ainda verifica-
se que menor é a quantidade de trabalho que se deve introduzir no sistema. No Caso 2 a
exergia destruída total no sistema diminui e a eficiência exergética do ciclo aumenta.
Consequentemente para o Caso 3, observa-se que com a redução da pressão da
região de baixa pressão, a exergia destruída nos equipamentos de mais baixa pressão
(evaporadores E6 e E7 e válvulas V6 e V7) e no primeiro estágio do compressor
aumenta. Isto se dá pelo aumento da diferença de temperatura entre o evaporador e o
espaço refrigerado e pela maior redução de pressão nas válvulas da região de mais baixa
pressão. Ainda verifica-se que maior é a quantidade de trabalho que se deve introduzir
no sistema. No Caso 3 a exergia destruída total aumenta e a eficiência exergética do
ciclo diminui.
Para o Caso 4, em relação ao caso de referência, observa-se que com a redução
da pressão da região de mais alta pressão, a exergia destruída nos equipamentos da
região de mais alta pressão aumenta (evaporadores E1, E2, E3, E4 e E5 e válvulas V1,
V2, V3, V4, V5 e V8) e nas válvulas da região de mais baixa pressão (V6 e V7)
diminui, devido à menor redução de pressão nas mesmas. Com a maior redução de
pressão nas válvulas a montante ao vaso do inter-estágio, menor é a quantidade de
trabalho que deve ser introduzida no primeiro estágio de compressão e maior é no
segundo estágio. Neste caso a exergia destruída total aumenta e a eficiência exergética
do ciclo diminui.
No Caso 5, observa-se que com o aumento da pressão da região de mais alta
pressão, em relação ao caso de referência, a exergia destruída nos equipamentos da
região de mais alta pressão diminui (evaporadores E1, E2, E3, E4 e E5 e válvulas V1,
V2, V3, V4, V5 e V8) e nas válvulas da região de mais baixa pressão (V6 e V7)
aumenta, devido à maior redução de pressão nas mesmas. Com a menor redução de
pressão nas válvulas a montante ao vaso do inter-estágio, maior é a quantidade de
trabalho que deve ser introduzida no primeiro estágio de compressão e menor é a
quantidade de trabalho que deve ser introduzida no segundo estágio de compressão. O
sistema como um todo apresenta uma redução na exergia total destruída e um aumento
na eficiência exergética do ciclo.
Para o Caso 6, observa-se que com o decréscimo na temperatura do
condensador, em relação ao caso de referência, menor é a exergia destruída no

74
condensador, devido ao decréscimo da diferença de temperatura entre o condensador e a
água de resfriamento, bem como menor é a exergia destruída no segundo estágio do
compressor. Com menor pressão de descarga do compressor, menor é a redução de
pressão nas válvulas a montante ao vaso do inter-estágio, e consequentemente a exergia
destruída nas válvulas V1, V2, V3, V4, V5 e V8 diminui. Verifica-se ainda que a
quantidade de trabalho que se deve introduzir no sistema e a vazão do fluido
refrigerante são menores. Neste caso a exergia destruída total diminui e a eficiência
exergética do ciclo aumenta.
Consequentemente para o Caso 7 observa-se que com o aumento na temperatura
do condensador, maior é a quantidade de trabalho que se deve introduzir no sistema e
maior é a vazão do fluido refrigerante. A exergia destruída nas válvulas V1, V2, V3,
V4, V5 e V8, válvulas da região de mais alta pressão, e no condensador aumenta,
devido à maior redução de pressão nestas válvulas e ao aumento na diferença de
temperatura entre o condensador e da água de resfriamento. Logo a exergia destruída
total no sistema aumenta e a eficiência exergética do ciclo diminui.
Nesta primeira análise foi possível constatar, para o arranjo existente, altos
valores de exergia destruída no compressor, condensador, e em alguns evaporadores e
válvulas. Verificou-se que a destruição de exergia total diminui com o decréscimo da
diferença de temperatura entre o evaporador e o espaço refrigerado e entre a
temperatura do condensador e da água de resfriamento. Sendo assim, para um dado
sistema existe um conjunto ótimo de condições que conduz a uma menor quantidade de
destruição de exergia.
O desempenho de ciclos de refrigeração em termos de Coeficiente de
Performance (COP), comumente expresso como a razão entre o calor removido dos
evaporadores ou refrigeração obtida e o trabalho requerido na seção de compressão, foi
também analisado. Na Tabela 7.3 é apresentado uma comparação entre os 7 casos
estudados nesta primeira análise.
Tabela 7.3 - Coeficiente de Desempenho do Ciclo (COP)
Caso 1 Caso 2 Caso 3 Caso 4 Caso 5 Caso 6 Caso7
COP 3.48 3.66 3.35 3.37 3.55 3.66 3.23

75
A Tabela 7.3 mostra, nesta análise, que a redução do valor da variável de
operação pressão de condensação melhora o desempenho deste ciclo de refrigeração,
devido à redução do trabalho de compressão requerido.
7.2. Resultados com implementação do algoritmo de Evolução Diferencial
Neste item são apresentados os resultados obtidos na otimização do ciclo de
refrigeração por compressão utilizando a técnica de Evolução Diferencial.
Em uma primeira avaliação é analisada a variação das pressões em três pontos
do ciclo em estudo, que são: a pressão do inter-estágio, referente à pressão de 5
correntes do ciclo após suas respectivas válvulas de expansão; a pressão da região de
baixa pressão, referente a pressão de 2 correntes do ciclo após suas respectivas válvulas
de expansão; e a pressão de condensação do ciclo.
Em uma segunda avaliação, é avaliada também a variável eficiência do
compressor. Esta servirá de base a ser utilizada em projetos futuros, para avaliação dos
potenciais ganhos desta variável. Sendo, então, estudada a influência de quatro
variáveis.
O procedimento de otimização do ciclo de refrigeração através da metodologia
aplicada, foi realizado em um computador com um processador 2.00 GHz Intel®
Core™ 2 Duo T7250 e memória RAM de 3GB.
7.2.1. Avaliação considerando 3 variáveis de decisão – Eficiência do Compressor
fixa no valor de projeto (75%)
A Tabela 7.4 mostra uma comparação entre os valores de projeto das variáveis de
decisão do ciclo de refrigeração e os obtidos com a técnica de maximização utilizada neste
trabalho.

76
Tabela 7.4 - Resultados da avaliação das 3 variáveis operacionais com a implementação do algoritmo Evolução Diferencial
Variáveis de decisão Valores de projeto Valores otimizados utilizando Diferença
o algoritmo Evolução Diferencial %
Temperatura correspondente -3 -0.5
a região de baixa pressão (°C) - P6 (4.239 kgf/cm2 abs.) (4.590 kgf/cm2 abs.) 8.28
Temperatura correspondente 19 21
a pressão do inter estágio (°C) - P1 (8.118 kgf/cm2 abs.) (8.568 kgf/cm2 abs.) 5.54
Temperatura correspondente 42 40
a pressão de condensação (°C) - P8 (14.952 kgf/cm2 abs.) (14.284 kgf/cm2 abs.) 4.47
Função objetivo (eficiência exergética) (%) 27.0 30.3 12.22
Vale lembrar que as 2 correntes do ciclo referentes à região de baixa pressão, após as
válvulas de expansão V6 e V7, apresentam a mesma pressão. Enquanto que as 5
correntes referentes a pressão do inter-estágio, após as válvulas V1, V2, V3, V4 e V5,
apresentam o mesmo valor e são nomeadas como P1, P2, P3, P4 e P5. Logo, na
simulação, uma vez alterado o valor de P6, a pressão da corrente referente à P7 será
alterada, assim como uma vez alterado o valor de P1, as pressões das correntes
referentes a P2, P3, P4 e P5 também serão alteradas.
1120
1130
1140
1150
1160
1170
1180
1190
1200
1210
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
chamadas da FO
Ex
erg
ia d
est
ruíd
a (
kW
)
Figura 7.1 - Resultados do Algoritmo Evolução Diferencial – Exergia Destruída
77
0.284
0.286
0.288
0.29
0.292
0.294
0.296
0.298
0.3
0.302
0.304
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
chamadas da FO
Efi
ciê
nci
a E
xe
rgé
tica
(%
)
Figura 7.2 - Resultados do Algoritmo Evolução Diferencial – Eficiência Exergética
Durante o procedimento de execução do algoritmo de otimização, a função
objetivo é calculada diversas vezes até que se alcance o seu valor ótimo, sendo
solicitado o cálculo das propriedades termodinâmicas de interesse, do sistema em
estudo, pelo simulador. Sendo assim, a Figura 7.2 ilustra a evolução da execução da
rotina do algoritmo de Evolução Diferencial até que se obtenha o conjunto das
condições das variáveis de decisão que conduzam a maximização da função objetivo,
em função do número de cálculos da função objetivo.
Em relação ao número de chamadas da função objetivo, observa-se que o
algoritmo requisitou 84 vezes o cálculo desta até alcançar o valor ótimo da eficiência
exergética de 30.3%, sendo este valor não mais alterado até que o atendimento do
critério de parada.
Outro ponto observado é que a utilização do algoritmo de otimização
proporcionou uma melhora no valor da eficiência exergética quando comparado com a
eficiência exergética encontrada com os valores de projeto. A Tabela 7.4 apresenta uma
diferença relativa percentual de 12.2% em relação ao caso de projeto. Esta diferença
relativa percentual em relação ao valor obtido no caso de referência foi medida através
da seguinte expressão:
100*lg
%Vref
VrefVaDiferença
−= (7-1)

78
Onde Valg corresponde ao valor da função objetivo obtido pela aplicação do algoritmo e
Vref representa o valor da função objetivo obtido com valores de referência das variáveis
de decisão.
Tabela 7.5 – Efeito da temperatura de condensação do fluido refrigerante no trabalho de compressão requerido
Casos W requerido compressão
Caso de Referência 1770.98 kW
Caso aplicando o algoritmo 1596.90 kW
Compressores de refrigeração tipicamente são uma das maiores despesas de
capital na construção de uma nova unidade de processamento de gás, tendendo também
a apresentar um dos maiores custos de manutenção da unidade. São dispositivos com
desempenho dependente da demanda de vazão e da pressão de descarga. A Tabela 7.5
mostra a importância do papel da temperatura de condensação. Com os novos valores
das variáveis de decisão encontrados com o emprego do algoritmo de otimização,
observa-se uma redução de cerca de 10% em relação ao trabalho de compressão
requerido.
Para este problema de otimização, verifica-se que a variação do número de
indivíduos, bem como do número máximo de gerações, para valores bem superiores aos
considerados não se faz necessário, pois não influenciam no resultado final da função
objetivo (eficiência exergética). Tornando muito mais lenta a execução da rotina de
cálculo, devido às características de busca estocástica do método empregado,
conduzindo apenas a um grande número de possíveis soluções em cada iteração. A
execução exaustiva do algoritmo convergiu sempre para o mesmo resultado, o que
sinaliza que se tenha encontrado o máximo desempenho do ciclo.
7.2.2. Análise da influência da variação da eficiência do compressor sobre a
variável resposta
A Tabela 7.6 mostra uma comparação entre os valores de projeto das variáveis
de decisão do ciclo de refrigeração e os obtidos com a técnica de maximização
empregada neste trabalho, utilizando também como variável de decisão a eficiência do
compressor. Sendo a faixa analisada da eficiência do compressor de 70% a 85%, valores
comumente encontrados no mercado.

79
Tabela 7.6 - Resultados da avaliação das 4 variáveis operacionais com a implementação
do algoritmo Evolução Diferencial
Variáveis de decisão Valores de projeto Valores otimizados utilizando Diferença
o algoritmo Evolução
Diferencial %
Temperatura correspondente -3 -0.5
a região de baixa pressão (°C) - P6 (4.239 kgf/cm2 abs.) (4.590 kgf/cm2 abs.) 8.28
Temperatura correspondente 19 21
a pressão do inter estágio (°C) - P1 (8.118 kgf/cm2 abs.) (8.568 kgf/cm2 abs.) 5.54
Temperatura correspondente 42 40
a pressão de condensação (°C) - P8 (14.952 kgf/cm2 abs.) (14.284 kgf/cm2 abs.) 4.47
Eficiência do compressor (%) 75 85 Função objetivo (eficiência exergética)
(%) 27.0 34.4 27.41
Exergia Destruída (kW) 1298.62 937.31
920
940
960
980
1000
1020
1040
1060
1080
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
chamadas da FO
Ex
erg
ia d
est
ruíd
a (
kW
)
Figura 7.3 - Resultados do Algoritmo Evolução Diferencial – Exergia Destruída

80
0.31
0.315
0.32
0.325
0.33
0.335
0.34
0.345
0.35
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
chamadas da FO
Efi
ciê
nci
a E
xe
rgé
tica
(%
)
Figura 7.4 - Resultados do Algoritmo Evolução Diferencial – Eficiência Exergética
A Figura 7.4 ilustra a evolução da execução da rotina do algoritmo de Evolução
Diferencial até que se obtenha o conjunto das condições das variáveis de decisão que
maximizem a função objetivo em estudo, em função do número de cálculos da função
objetivo.
Em relação ao número de chamadas da função objetivo, a Figura 7.4 ilustra que
o algoritmo requisitou 75 vezes o cálculo desta até alcançar o valor ótimo da eficiência
exergética de 34.4%, sendo este valor não mais alterado até que o atendimento do
critério de parada.
A Tabela 7.6 apresenta ainda as diferenças relativas percentuais em relação aos
valores de referência medidos através da expressão 7-1. Onde Valg corresponde ao valor
da função objetivo ou da variável de decisão obtida pela aplicação do algoritmo e Vref
representa o valor da função objetivo obtido com valores de referência das variáveis de
decisão ou os valores de referência das variáveis de decisão.
Observa-se que a eficiência do compressor é uma variável que influencia
fortemente na função resposta, conforme esperado. A Tabela 7.6 mostra que as
condições obtidas com a utilização do algoritmo de otimização proporciona uma
melhora na eficiência exergética, uma diferença relativa percentual de 27.4% quando
comparado com a eficiência exergética encontrada com os valores de projeto.

81
Tabela 7.7 - Efeito da temperatura de condensação do fluido refrigerante e compressor
de maior eficiência no trabalho de compressão requerido
Casos W requerido compressão
Caso de Referência 1770.98 kW
Caso aplicando o algoritmo 1401.04 kW
Com os novos valores das variáveis de decisão encontrados com o emprego do
algoritmo de otimização, observa-se uma redução de cerca de 21% em relação ao
trabalho de compressão requerido, quando utilizado um compressor de maior eficiência.
A Figura 7.5 mostra uma comparação da exergia destruída por componentes do
ciclo de refrigeração entre o caso de referência (caso de projeto) e os casos com os
valores ótimos das variáveis de decisão obtidos através da técnica de maximização da
função objetivo com a implementação do algoritmo.
Figura 7.5 - Exergia Destruída dos Componentes do Ciclo de Refrigeração

82
Caso 1 – Caso de referência com os valores de projeto original.
Caso 2 – Valores obtidos com a implementação do algoritmo analisando três variáveis de decisão.
Caso 3 – Valores obtidos com a implementação do algoritmo analisando quatro variáveis de decisão.
Uma vez determinado o conjunto ótimo dos valores das variáveis de decisão, o
passo seguinte na avaliação do presente estudo é verificar o resultado da simulação da
unidade com estes novos valores. O objetivo é verificar se o conjunto das condições das
variáveis de decisão que conduzem ao ponto ótimo encontrado através do emprego da
técnica de otimização é uma solução fisicamente factível, visto que se trata de uma
unidade existente.
Através de uma avaliação de cada evaporador (E1, E2, E3, E4, E5, E6 e E7) do
ciclo, utilizando para isso o software Xist (HTRI®, 2011), empregado no cálculo do
projeto térmico de trocadores de calor, observa-se que as novas condições operacionais
das variáveis de decisão obtidas com a aplicação do algoritmo são possíveis de
implementação, pois a área destes é atendida. No entanto, sem quaisquer modificações,
o projeto térmico do condensador do ciclo não é atendido com as novas condições, por
falta de área. A verificação de um trocador utilizando água de resfriamento é, em geral,
inicialmente realizada mantendo-se a mesma vazão de água, já que se trata de uma
malha de distribuição de água e estas são projetadas para uma dada distribuição.
Entretanto, no caso de disponibilidade de água tratada que possa ser utilizada no caso de
maiores demandas, para que a área de troca térmica seja atendida, é necessária que a
temperatura de saída da água de resfriamento seja reduzida e consequentemente sua
vazão é aumentada. Para esta nova condição houve um aumento da perda de carga do
lado dos tubos, no entanto admissível.
Em termos de recuperação, vazões e condições dos produtos específicos da
unidade em estudo, não houve nenhuma alteração quando comparado com o caso de
referência, ou seja, o projeto original.
A Tabela 7.8 ilustra uma comparação da exergia destruída dos componentes do
ciclo de refrigeração do caso de referência e do último caso analisado com os valores
otimizados das variáveis de decisão obtidos pela técnica de Evolução Diferencial, sendo
apenas alteradas a temperatura de saída e a vazão da água de resfriamento.

83
Tabela 7.8- Exergia Destruída dos Componentes do Ciclo de Refrigeração – Comparação do Caso de referência e o Caso otimizado
Caso 1 (projeto) Caso
otimizado Diferença Exergia destruída Exergia destruída (%)
Componentes kW kW
evaporador E1 45.7726 39.0808 14.62 evaporador E2 2.5495 2.1972 13.82
evaporador E3 33.2024 28.7691 13.35 evaporador E4 20.3108 17.8131 12.30 evaporador E5 41.2372 38.7394 6.06 evaporador E6 148.2901 129.0884 12.95 evaporador E7 48.1758 35.8823 25.52 válvula V8 72.5550 54.2530 25.22 válvula V1 14.7911 10.6495 28.00
válvula V2 0.8462 0.6142 27.42 válvula V3 10.5743 7.6658 27.51
válvula V4 5.9707 4.3279 27.51
válvula V5 5.9707 4.3279 27.51 válvula V6 26.9658 27.4091 1.64
válvula V7 13.6114 13.3172 2.16 Condensador 391.9123 339.2329 13.44 Compressor (1° st) 149.4661 78.2029 47.68
Compressor (2° st) 266.4206 122.1443 54.15
Exergia destruída total 1298.6226 953.7150
A análise exergética pode trazer informações úteis em relação ao processo que
está sendo estudado. Em relação às válvulas de expansão, a destruição de exergia nestas
está ligada a razão da queda de pressão e a vazão que passa nelas. Observa-se que a
válvula V8 contribui mais fortemente para a destruição de exergia que as demais.
Embora a razão da queda de pressão nas válvulas do ciclo seja praticamente a mesma,
de aproximadamente 1.9, para o caso de referência, a vazão que passa na válvula V8 é
consideravelmente maior que nas demais. A vazão que passa na válvula V6 é 52,5% da
vazão que passa pela válvula V8, a que passa pela válvula V7 é de 26,5%, pela V1 é de
21,7%, pela V3 é de 14,5%, pela V4 e V5 é de 8,23% e a que passa pela V2 é de 1,17%
da vazão que passa pela válvula V8.
Observa-se que o Evaporador E6 também contribui fortemente para queda da
eficiência do processo, devido a sua maior diferença de temperatura entre o evaporador
e o espaço refrigerado e a vazão que passa através do mesmo. Em seguida estão os
evaporadores E7 e E1, onde estes apresentam uma menor diferença de temperatura entre
84
o evaporador e o espaço refrigerado e menor vazão, quando comparado com o
evaporador E6. Os evaporadores E4 e E5 apresentam a mesma vazão de fluido
refrigerante, no entanto, o E5 apresenta maior diferença de temperatura entre o
evaporador e o espaço refrigerado que o evaporador E4, conduzindo a uma maior
exergia destruída no E5, conforme demonstrado na Tabela 7.8.
Os resultados da análise exergética apresentados na Tabela 7.8 trazem
informações de quais equipamentos merecem maior atenção e verifica-se que os
maiores geradores de entropia no sistema estudado são os compressores, o condensador,
o evaporador E6 e a válvula V8.
Os resultados mostram uma redução geral da exergia destruída dos componentes
do ciclo para o caso com os valores otimizados. É possível constatar a importância da
temperatura de condensação do fluido refrigerante e de um compressor de maior
eficiência, bem como de menores diferenças de temperatura entre o evaporador e o
espaço refrigerado, e de expansões isentálpicas com menores razões de queda de
pressão, e como estes influenciam de forma positiva na eficiência global do sistema.
Conforme os resultados mostrados na Tabela 7.8, as maiores reduções nos valores de
exergia destruída ocorreram no compressor, condensador, válvula V8 e nos
evaporadores E6 e E7. Esta tabela apresenta ainda as diferenças relativas percentuais em
relação aos valores de referência medidos através da expressão 7-1. Verifica-se,
também, que a quantidade de trabalho que se deve introduzir no sistema e a vazão do
fluido refrigerante são menores para o caso otimizado.
O coeficiente de desempenho (COP) do ciclo de refrigeração quando operando
nestas condições de operação é de 4.23, enquanto que o COP obtido com valores de
projeto é de 3.48, constatando uma melhora no desempenho do ciclo identificado por
este índice.
85
8. CONCLUSÕES
No presente trabalho foi realizada uma análise exergética para avaliação do
desempenho de um ciclo de refrigeração por compressão de vapor de dois estágios. Este
ciclo de refrigeração está inserido em uma unidade existente dimensionada para o
processamento de uma carga de gás natural e seus produtos. As simulações da unidade
foram desenvolvidas no simulador de processos comercial PRO II. No tocante a
simulação da unidade de processamento de gás natural, em questão, esta é complexa
devido ao número consideravelmente grande de componentes e a grande integração
entre os diversos componentes que a compõem, como as torres de separação, inúmeros
vasos de pressão e trocadores de calor do tipo casco e tubo e do tipo plate-fin,
compressores, entre muitos outros.
O uso da análise exergética como ferramenta de investigação de melhorias que
podem ser feitas para aumentar a eficiência de sistemas é crescente nos últimos anos,
uma vez que a análise quantifica e identifica os locais de destruição de exergia que
representam desperdício de recursos energéticos.
Para otimização do sistema térmico em questão, o presente trabalho propôs a
aplicação do Método de Evolução Diferencial através da análise exergética. O resultado
do método desenvolvido e apresentado demonstrou com sucesso a evidência de
melhoria do ciclo ao se modificarem as condições de operação selecionadas para seus
valores ótimos, resultando um maior valor da função objetivo proposta. Concluí-se a
partir daí, que para um dado sistema existe um conjunto ótimo de condições que conduz
a uma menor destruição de exergia.
A técnica ainda apresentou um tempo de execução satisfatório, tornando sua
aplicação extremamente viável. Observa-se também que a evolução do procedimento de
execução deste algoritmo de otimização, em geral, apresenta um decaimento nos valores
da exergia destruída conduzindo sempre aos mesmos valores das condições ótimas, e
consequentemente a maiores valores de eficiência exergética. A escolha do tipo da
técnica foi balizada em sua facilidade de desenvolvimento e no conhecimento de sua
aplicação em problemas no ramo de engenharia, e mostrou-se de fácil implementação e
uso simples, devido aos poucos parâmetros de controle a serem ajustados, bem como,
de rápida convergência, quando aplicada a este caso real de uma unidade existente,
atestando a sua validade.
Em relação às condições ótimas de operação do ciclo obtidas pelo emprego da
técnica de otimização, dentro dos intervalos de pressões propostos, todas foram

86
possíveis de implementação do ponto de vista operacional. Sendo necessário apenas um
aumento do consumo de água de resfriamento. Do ponto de vista de processo, também
não foram identificados impeditivos técnicos a sua utilização.
Com a grande capacidade de processamento dos computadores atuais, a
aplicação da metodologia de otimização proposta pode ser utilizada para identificar
oportunidades de melhorias da eficiência energética, tanto em ativos existentes quanto
em projetos de investimento, por permitir uma avaliação relativamente rápida e
eficiente, tendo em contraponto a realização de um grande número de cálculos
necessários na análise de unidades complexas.
Para a execução do procedimento de otimização do ciclo de refrigeração, foi
realizado com sucesso a integração entre o simulador de processos comercial PRO II e o
software SIM4ME, também comercial, que faz sua interface com planilhas Excel. A
rotina do algoritmo de Evolução Diferencial foi implementada neste último, permitindo
assim a troca de dados e a execução do procedimento de otimização. Este software se
mostrou uma ferramenta muito prática e útil na viabilidade da troca de informações e na
implementação e execução do algoritmo.
Na avaliação do desempenho do ciclo de refrigeração foram avaliadas a
influência da variação da pressão do inter-estágio, ou seja, as pressões das correntes
após as válvulas de expansão V1, V2, V3, V4, V5 e V8; da pressão da região de mais
baixa pressão, ou seja, as pressões das correntes após as válvulas de expansão V6 e V7;
da temperatura de condensação ou pressão de condensação correspondente e da
eficiência do compressor, sobre a eficiência exergética total e exergia total destruída do
ciclo.
A aplicação da análise exergética no ciclo termodinâmico permitiu identificar e
quantificar as ineficiências entre os componentes do sistema. A importância desta
informação é evidente, já que permite que os esforços sejam voltados em aspectos que
acarretem a redução das fontes de ineficiências, e conseqüentemente uma melhor
utilização dos recursos energéticos pode ser conseguida, levando a maiores
oportunidades para melhorias do desempenho do ciclo.
Em casos reais, a transferência de calor entre o fluido refrigerante e as regiões de
alta temperatura e baixa temperatura não são realizadas de forma reversível. No
presente caso, as transferências de calor irreversíveis apresentam um efeito significativo
sobre o desempenho do ciclo. Observam-se alguns evaporadores e o condensador com

87
altos valores de destruição de exergia, apresentando-se como possíveis candidatos a
melhorias.
Com base nos resultados obtidos, verifica-se que a destruição de exergia diminui
com o decréscimo da diferença de temperatura entre o evaporador e o espaço
refrigerado e entre o condensador e a água de resfriamento. Os resultados também
indicam que expansões isentálpicas com menores razões da queda de pressão e com
menores vazões influenciam de forma positiva sobre a exergia destruída e
consequentemente sobre a eficiência exergética.
Outro ponto observado é que o compressor, devido às suas características
intrínsecas, é um dos maiores geradores de entropia no sistema estudado. As
irreversibilidades no compressor resultam em uma exigência maior de potência no
mesmo. Os resultados demonstram o quanto a eficiência deste pode trazer benefícios na
minimização da exergia total destruída, bem como no aumento do coeficiente de
desempenho do ciclo. Tal constatação sinaliza a importância de se avaliar este
parâmetro na fase de projeto de novas unidades.
Em relação ao coeficiente de desempenho, este aumenta à medida que a
temperatura do refrigerante no evaporador aumenta e conforme a temperatura do
refrigerante no condensador diminui.
O conjunto ótimo de condições obtidas do ciclo neste estudo resulta na menor
taxa de exergia total destruída, sendo esta de 953.71 kW, enquanto esta com os valores
de projeto é de 1298.62 kW, verificando uma melhora no desempenho do ciclo.
De fato, os resultados da análise exergética evidenciam o quão poderoso é o
método para análise do comportamento do sistema. No entanto, na prática, sua
aplicação em um caso real, requer uma avaliação cuidadosa sobre a viabilidade desses
resultados, seja pelo atendimento a requisitos de critérios de projeto ou por condições de
processo que devam ser atendidas. Deve-se ter em conta também a existência de
possíveis condições inatingíveis na prática, ou ainda algum outro fator externo, que
inviabilize a validação dos resultados. Desta forma, estes resultados podem estar sempre
sujeitos a algum tipo de restrição.
No caso de avaliações de plantas existentes, que requeiram uma análise de
otimização, o que é um caso muito comum no meio industrial, já que após alguns anos
de operação é sempre desejável a busca da melhoria de desempenho das mesmas, os
locais que foram identificados como os maiores contribuidores da ineficiência do
sistema, nem sempre serão os plausíveis de mudança, seja por maiores dificuldades

88
operacionais ou pela necessidade de alterações mais drásticas em determinados
equipamentos existentes, sendo indispensável uma análise mais ponderada para
avaliação do seu real ganho.
Uma vez constatada a viabilidade da aplicação do método exergético de análise,
em conjunto com o emprego da técnica de maximização e/ou minimização de Evolução
Diferencial, para otimização de projetos futuros de plantas de processamento de gás, se
faz necessário levantar e avaliar os potenciais ganhos econômicos e energéticos. Para
isso é imperativo a realização de uma análise mais criteriosa na verificação da
influência das variáveis de decisão a serem testadas, a fim de verificar a viabilidade do
processo. A aplicação da análise exergética puramente, com o intuito de redução da
exergia destruída nos componentes de um dado sistema conforme a proposta deste
estudo, não é suficiente, pois esta pode levar, por exemplo, a um aumento do número de
equipamentos ou ainda a necessidade de alguns equipamentos de maior capacidade, o
que acabaria em elevar o custo de capital necessário. Por outro lado a mesma análise
pode conduzir a potências menores para os compressores, compensando esse aumento
no custo, levando a incertezas quanto à melhor configuração.
A análise realizada não leva em conta diversos fatores como o custo de
investimento necessário de construção ou o custo operacional, fatores que suportam a
viabilização ou não da instalação de uma unidade. De fato, uma nova planta sempre
envolve diversos desafios que necessitam serem abordados e analisados com cautela e
ponderação.
Deste modo, a aliança entre a análise exergética e um cálculo econômico seria
de extrema valia, a fim de dirimir ao máximo possíveis incertezas que envolvam
qualquer sugestão apresentada de um novo arranjo, buscando opções de maior
viabilidade econômica e operacional, e de formas de operação de plantas que se
traduzam em um uso mais racional dos recursos naturais com maiores lucratividades.
Neste caso, uma análise de custo exergético, empregando os conceitos de
termoeconomia, em conjunto com uma técnica de otimização com o objetivo de
minimizar os custos é recomendada, pois estas fornecerão um estudo mais aprofundado
e uma maior compreensão do efeito das variáveis de decisão sobre a variável de
resposta desejada, reduzindo os riscos de implementação.
Visto que no atual panorama energético brasileiro, há uma crescente dependência
do uso do gás natural, a preocupação com o desenvolvimento de processos que utilizem
eficientemente recursos energéticos não renováveis cada vez mais demanda estudos

89
com fins de otimização. Neste contexto, a aplicação do método exergético de análise em
conjunto com a técnica de otimização, apresentados no presente estudo, se apresentam
como ferramentas práticas de uso por profissionais do meio industrial, e são
particularmente apropriadas na busca contínua da máxima exploração do potencial das
unidades de processo, reduzindo assim os efeitos danosos ao ambiente na forma de
geração de entropia, proporcionando economia de energia, reforçando o compromisso
com a maximização da eficiência energética através do uso racional dos recursos
naturais e redução de perdas. Embora ainda não muito difundida fora do meio
acadêmico, a análise exergética se mostra como uma metodologia com enorme
potencial capaz de auxiliar uma futura tomada de decisão seja na otimização de plantas
existentes ou na construção de novas instalações, proporcionando inúmeros benefícios
em projetos de engenharia, que representam ganhos em redução de consumo de energia.

90
REFERÊNCIAS BIBLIOGRÁFICAS
ASHRAE Fundamentals Handbook, 2001, American Society of Heating, Refrigerating
and Air-Conditioning Engineers. BABU, B.V. e MUNAWAR, S.A., 2007, “Differential Evolution Strategies for Optimal Design of Shell-and-Tube Heat Exchangers”. Chemical Engineering Science. v. 62, n. 14, pp. 3720 – 3739. BEJAN, A., 1988, Advanced Engineering Thermodynamics. 1 ed. New York, John Wiley. BEJAN, A., TSATSARONIS, G., MORAN, M., 1996, Thermal Design and
Optimization. 1 ed. New York, John Wiley & Sons. BREST, J., GREINER, S., BÕSKOVIC, B., MERNIK, M., ZUMER, V., 2006, “Self -Adapting Control Parameters in Differential Evolution: A Comparative Study on Numerical Benchmark Problems”, IEEE Transactions on Evolutionary Computation, v.10, n. 6 (dec.), pp. 646-657. BOLETIM MENSAL DO GÁS NATURAL. ANP, Nov. 2010 – Número 23. CAMPBELL, J.M., 2004, Gas Conditioning and Processing, v.1, 8 ed. Norman Oklahoma. CHENG, S.-L.; HWANG, C., 2001, “Optimal approximation of linear systems by a differential evolution algorithm”, IEEE Transactions on Systems, Man, and
Cybernetics-Part A: Systems and Humans, v. 31, n. 6, pp. 698-707. EIBEN, A.E., HINTERDING, R., MICHALEWICZ, Z., 1999, “Parameter Control in Evolutionary Algorithms”, IEEE Trans. Evolutionary Computation, v. 3, n. 2, pp. 124-141. FU, M. C., ANDRADÓTTIR, S., CARSON, J.S., GLOVER, F., HARRELL, C.R., HO, Y.C., KELLY, J.P., ROBINSON, S. M., 2000, “Integrating Optimization and simulation: Reseach and Practice”. In: Proceedings of the 2000 Winter Simulation
Conference, pp. 610-616. FU, M. C., 2002, “Optimization for Simulation: Theory vs. Practice”. Informs Journal
on Computing, v. 14, n. 3 (summer), pp.192-215. GAGGIOLI, R. A., 1988, “Available Energy and Exergy”. International Journal of
Applied Thermodynamics. v.1, n.1-4, pp. 1-8. GALLO, W.L.R., MILANEZ, L.F., 1990, “Choice of a Reference State for Exergetic Analysis”. Energy, v.15, n.2, pp.113-121. GAMPERLE, R, MULLER, S.D., KOUMOUTSAKOS, P. A., 2002, “Parameter Study for Differential Evolution”. WSEAS Int. Conf. on Advances in Intelligent Systems, Fuzzy
Systems, Evolutionary Computation. Disponível em: <http://citeseer.ist.psu.edu/>.
91
GOLDBERG, D. E., 1989, Genetic Algorithms in Search, Optimization, and Machine
Learning. Addison-Wesley. H.C. VAN NESS & J.M. SMITH & M.M. ABBOTT, 2007, Introdução à
Termodinâmica da Engenharia Química. 7 ed., LTC Editora. HTRI®, 2011, Xist,- Version 6.0 Service Pack 3 . Heat Transfer Research Inc. JAKOBSEN A., 1995, Energy Optimisation of refrigeration Systems. The Domestic
Refrigerator – a Case Study. Ph.D. Thesis. Refrigeration Laboratory. The Technical University of Denmark (DTU), (mar.). KANOGLU, M., 2002, “Exergy Analysis of Multistage Cascade Refrigeration Cycle used for Natural Gas Liquefaction”. International Journal of Exergy research, v.26, n. 8 (Jun.), pp.763-774. KARABOGA, D. e OKDEM, S., 2004, “A Simple and Global Optimization Algorithm for Engineering Problems: Differential Evolution Algorithm”. Turkish Journal of
Electrical Engineering and Computer Sciences, v. 12, n.1, pp. 53-60. KELLY, S., TSATSARONIS, G. e MOROSUK, T., 2009, “Advanced Exergetic Analysis: Approaches for Splitting the Exergy Destruction into Endogenous and Exogenous Parts”. Energy, v. 34, n. 3 (Mar.), pp. 384-391. KIDNAY, A.J e PARRISH, W.R., 2006, Fundamentals of Natural Gas Processing. Boca Raton, Taylor and Francis Group. KIRKPATRICK, S., GELATT, C. D. e VECCHI, M. P., 1983, “Optimization by Simulated Annealing”. Science, v. 220, n. 4598 (Mai.), pp. 671-680. KOTAS, T.J., 1985, The Exergy Method of Thermal Plant Analysis. 1 ed. London; Butterworths. LEE, W-S., CHEN, Y-T. e KAO, Y., 2011, “Optimal Chiller Loading by Differential Evolution algorithm for Reducing Energy Consumption”. Energy and Buildings, v. 43, n. 2-3 (Fev-Mar), pp. 599-604. LUI, J. e LAMPINEM, J., 2002, “On setting the Control Parameter of the Differential Evolution Algorithm”. In: Proceedings of the 8th International Conference on Soft
Computing (Mendel), pp.11-18, Czech Republic. MASLOV, I.V. e GERTNER, I., 2006, “Multi-Sensor Fusion: An Evolutionary Algorithm Approach”. Information Fusion v. 7, n. 3 (set.), pp.304-330. MEHRPOOYA, M., JARRAHIAN, A. e PISHVAIE, M. R., 2006, “Simulation and Exergy-Method Analysis of an Industrial Refrigeration Cycle used in NGL Recovery Units”. International Journal of Energy Research. v. 30, n. 15 (dez.), pp.1336-1351.

92
MEHRPOOYA, M., VATANI, A. e MOUSAVIAN, S.M.A., 2010, “Optimum Design of Integrated Liquid Recovery Plants by Variable Population Size Genetic Algorithm”. The Canadian Journal of Chemical Engineering.v. 88, n. 6 (dez.), p. 1054-1064. MITCHELL, M., 1996, An Introduction to Genetic Algorithms. Cambridge, MIT Press. MORAN, M.J., 1982, Availability Analysis: A Guide to Efficient Energy Use. Prentice-Hall, Inc., Englewood Cliffs, New Jersey. MORAN, M.J. SHAPIRO H.N., 2002, Princípios de Termodinâmica para Engenharia. 4 ed. Rio de Janeiro, LTC Editora. NIKOLAIDIS, C e PROBERT, D., 1998, “Exergy-Method Analysis of a Two-Stage Vapour-Compression Refrigeration-Plants Performance”. Applied Energy 60, n.4, pp.241-256. PARSOPOULOS, K.E. e VRAHATIS, M.N., 2004, “On the Computation of All Global Minimizers through Particle Swarm Optimization”. IEEE Transactions on Evolutionary
Computation, v. 8, n. 3, pp.211-224. QUADHA A., EN-NACER, M., ADJLOUT, L., IMINE, O., 2005, “Exergy Analysis of a Two-Stage Refrigeration Cycle using Two Natural Substitutes of HCFC22”. International Journal of Exergy, v. 2, n. 1, pp. 14-30. RANT, Z., 1956, Exergy, A New Word for Technical Work Capacity, Forsch, Gebiete Ingenieurwes. ROTSTEIN, E.; FORNARI, R. E., 1984, Termodinámica de Procesos Industriales:
Exergia y Creación de Entropia. Buenos Aires ,Ed. Edigem S.A. SAYYAADI, H. e BABAELAHI, M., 2010, “Exergetic Optimization of a Refrigeration Cycle for Re-Liquefaction of LNG Boil-Off Gas”. International Journal of
Thermodynamics. v. 13, n 4, pp. 127-133. SIMSci-Esscor, 2008, PRO II Documentation - Component and Thermophysical
Properties Reference Manual, PRO/II 8.3 Edition. SIMSci-Esscor, 2009, PRO II Documentation - Thermodynamic Data Keyword Manual, PRO/II 8.3 Edition. STOECKER, W.F., JABARDO, J.M.S., 2002, Refrigeração industrial. 2ed., São Paulo, Edgar Blucher. STORN, R.; PRICE, K., 1997, “Differential Evolution – A Simple and Efficient Heuristic for Global Optimization over Continuous Spaces”, Journal of Global
Optimization, n. 11, pp. 341-359.
STORN, R., 1996, “On the Usage of Differential Evolution for Function Optimazation”, In: Biennal Conference of the North American Fuzzy Information Processing Society (NAFIPS), Berkeley, pp. 519 – 523.
93
SU, Y-F e CHEN, C-K., 2007, “Exergy Destruction Minimization of an Irreversible Carnot Refrigeration Cycle”. Proceedings of the Institution of Mechanical Engineers,
Part A: Journal of Power and Energy. v. 221, n. 1(Fev.), pp.11-20. SZARGUT, J., MORRIS, D. R., STEWARD, F. R., 1988, Exergy Analysis of Thermal,
Chemical and Metallurgical Processes, New York: Hemisphere Publishing Corporation. TAHOUNI, N., SMITH, R. e PANJESHAHI, M. H., 2007, “Investigating performance & reliability of stochastic methods for optimization of low temperature gas separation processes”. 10th Conference on Process Integration, Modeling and Optimization for
Energy Saving and Pollution Reduction. ISCHIA, Gulf of Naples, Italy. TAHOUNI, N., SMITH, R. e PANJESHAHI, M. H., 2009, “Optimization of Integrated Low-Temperature Gas Separation Processes Using SA Method and Different Refrigerants”. Iranian Journal of Chemical Engineering. v. 6, n.4, pp.27-33. TALESHBAHRAMI, H., SAFFARI, H., 2010, “Optimization of the C3MR Cycle with Genetic Algorithm”. Transactions of the Canadian Society for Mechanical Engineering, v. 34, n. 3–4, pp.433-448. TIEDEMAN, J.S., SHERIF, S.A., 2003, “Optimum coefficient of performance and exergetic efficiency of a two-stage vapour compression refrigeration system”. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical
Engineering Science, v.217, n. 9 (Set.), pp.1027-1037. THOMSON, G.H., BROBST, K.R. e HANKINSON, R.W., 1982, “An Improved Correlation for Densities of Compressed Liquids and Liquid mixtures”. AIChE Journal, v.28, n.4 (Jul), pp. 671-676. TSATSARONIS, G. e KRANE, R.J., 1994, “Cost Savings through Exergy Analysis and Exergoeconomics”. National Petroleum Refiners Association (NPRA) Annual Meeting. Convention Center SanAntonio, Texas, March 20-22, pp.1-25. VAISAKH, K. e SRINIVAS, L.R. “Differential Evolution Approach for Optimal Power Flow Solution”. Journal of Theoretical and Applied Information Technology © 2005 - 2008 JATIT. VANDERPLAATS, G.N., 1984, Numerical Optimization Techniques for Engineering
Design: With Applications. McGraw Hill Series in Mechanical Engineering. VANITHA, M. e THANUSHKODI, K., 2011, “Solution to Economic Dispatch problem by Differential Evolution Considering Linear Equality and Inequality Constrains”, International Journal of Research and Reviews in Electrical and Computer
Engineering, v. 1, n. 1, pp.21-26. YUMRUTAS, R., KUNDUZ, M. e KANOGLU, M., 2002, “Exergy Analysis of Vapor Compression Refrigeration Systems”. Exergy, an International Journal 2, pp. 266-272.

94
ZAHARIE, D., 2002, “Critical values for the Control Parameters of Differential Evolution Algorithms”. In: Proceedings of the 8th International Mendel Conference on
Soft Computing, pp 62–67. ZUBAIR, S.M., YAQUB, M. e KHAN, S.H., 1996, “Second-Law based Thermodynamic Analysis of Two-Stage and Mechanical-Subcooling Refrigeration Cycles”. International Journal of Refrigeration. v. 19, n. 8 (Abr.), pp.506-516.