aplicaÇÃo do conceito de lean manufacturing...
TRANSCRIPT

UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA MECÂNICA
APLICAÇÃO DO CONCEITO DE LEAN MANUFACTURING PARA DESENVOLVIMENTO DE CÉLULA PARA MONTAR
MECANISMO LIMPADOR DE PARA-BRISA
Área de Mecânica da Universidade São Francisco de Campinas-SP
por
Wagner Campana
Campinas – São Paulo – Brasil
Dezembro de 2008

II
Engenharia Mecânica Automação e Sistemas
APLICAÇÃO DO CONCEITO DE LEAN MANUFACTURING PARA DESENVOLVIMENTO DE CÉLULA PARA MONTAR
MECANISMO LIMPADOR DE PARA-BRISA
Wagner Campana
Monografia apresentada à disciplina Trabalha de Conclusão de Curso, do Curso de Engenharia Mecânica Automação e Sistemas da Universidade São Francisco, sob a orientação do Profº Mario Monteiro, como exigência parcial para conclusão do curso de graduação. Orientador: Profº Mario Monteiro
Campinas – São Paulo – Brasil
Dezembro de 2008

III
APLICAÇÃO DO CONCEITO DE LEAN MANUFACTURING PARA DESENVOLVIMENTO DE CÉLULA PARA MONTAR
MECANISMO LIMPADOR DE PARA-BRISA
Wagner Campana Monografia defendida e aprovada em 09 de dezembro de 2008 pela Banca Examinadora assim constituída: Profº Ms. Mario Monteiro (Orientador)
USF – Universidade São Francisco – Campinas – SP. Profº João Batista (Membro Interno)
USF – Universidade São Francisco – Campinas – SP. Profº Emílio Boog (Membro Interno)
USF – Universidade São Francisco – Campinas – SP.

IV
A vida não é uma peça de teatro que permite
ensaios, por isso cante, dance, ria, chore e viva
intensamente cada momento de sua vida...antes
que a cortina se feche e a peça termine sem
aplausos.
(Charles Chaplin)

V
SUMÁRIO
LISTA DE SIGLAS E ABREVIATURAS...................................................................VI LISTA DE FIGURAS................................................................................................VII RESUMO................................................................................................................VIII ABSTRACT..……………………………………………………………………………....IX 1. INTRODUÇÃO ........................................................................................................1
1.1 Organização Lean (enxuta) .................................................................................2
1.2 Sistema de Manufatura (manufacturing) .............................................................3
1.3 Estabilidade básica para sustentar a implementação do sistema de Manufatura Enxuta ou Lean Manufacturing ...................................................................................8
1.3.1 Os 4 M’s. ............................................................................................................8
2. EMBASAMENTO TEÓRICO ............................................................................... 10
2.1 Conceitos de desperdício (mudas) .................................................................... 10
2.1.1 Os principais tipos de desperdício (mudas). .................................................. 11
2.2 Sistema Enxuto (Lean System) ......................................................................... 16
2.3 Metodologia “5S” ............................................................................................... 16
2.4 Just-In-Time - JIT ............................................................................................... 21
2.4.1 Vantagens do Just-In-Time ............................................................................ 22
2.5 Metodologia “WCM” – World Class Manufacturing ........................................... 23
3. EXEMPLO PRÁTICO .......................................................................................... 28
3.1 Equipe de trabalho multifuncional. .................................................................... 28
3.2 Apresentação do produto. ................................................................................. 29
3.3 Linha de mecanismo antes da implantação do Sistema Lean. ......................... 30
3.4 Definição do fluxo de processo. ........................................................................ 31
3.5 Indicadores utilizados para o novo conceito de produção Lean. ...................... 35
3.6 Construção do Mock-up (modelo para teste): ................................................... 41
4. RESULTADOS OBTIDOS APÓS A IMPLEMENTAÇÃO DO LEAN ................. 445
BIBLIOGRAFIA ........................................................................................................ 48

VI
LISTA DE SIGLAS E ABREVIATURAS
MIT
4 M’s
MOD
TWI
JIT
PDCA
5S
WCM
TPM
MP
M.E.
PPM
L.E.R.
T.M.A.
TRS
TRP
MTBF
MTTR
CLP
IHM
PETG
TOP
FMEA
CdE
IT
Instituto de Tecnologia de Massachussets
Material, Máquina, Mão-de-obra e Método
Mão-de-obra direta
Treinamento na Indústria
Just-in-time
Planejar, Fazer, Verificar e Agir
Seiri, Seiton, Seiso, Seiketsu e Shitsuke
World Class Manufacturing
Manutenção Preventiva Total
Manutenção Periódica
Manufatura Enxuta
Partes por Milhão
Lesões por Esforços Repetitivos
Tempo Máquina Automático
Taxa de Rendimento Sintético
Taxa de Rendimento Produtivo
Tempo Médio entre Falhas
Tempo Médio de Reparo
Controlador Lógico Programável
Interface Homem-Máquina
Policarbonato
Tempo Operacional Padrão
Análise de Modo de Falha e seu Efeito
Caderno de Encargos
Instrução de Trabalho

VII
LISTA DE FIGURAS Figura 1 – Organização de Manufatura Lean........................................................3
Figura 2 – Organização de Serviço.......................................................................3
Figura 3 – Empresas com modelo de manufatura convencional..........................7
Figura 4 – Empresa com modelo de manufatura flexível......................................7
Figura 5 – Círculo de movimento dos operadores..............................................10
Figura 6 – As cinco fases do “5S”.......................................................................17
Figura 7 – Ambiente na fase 1 eliminação “Seiri”................................................18
Figura 8 – Ambiente na fase 2 arrumar “Seiton”.................................................18
Figura 9 – Ambiente na fase 3 limpar “Seiso”.....................................................19
Figura 10 – Ambiente na fase 4 padronizar “Seiketsu”.......................................20
Figura 11 – Ambiente na fase 5 respeitar “Shitsuke”..........................................20
Figura 12 – Histórico do TPM..............................................................................23
Figura 13 – Pilares do WCM...............................................................................24
Figura 14 – Passos do Pilar de Melhoria Focada................................................25
Figura 15 – Passos do Pilar de Manutenção Autônoma.....................................25
Figura 16 – Passos do Pilar de Manutenção Planejada......................................26
Figura 17 – Mecanismo de Limpadore de para-brisa para veículo leve..............29
Figura 18 – Lay out da linha de montagem do mecanismo.................................30
Figura 19 – Indicador de custo............................................................................35
Figura 20 – Embalagem inadequada..................................................................36
Figura 21 – Embalagem correta..........................................................................36
Figura 22 – Localização do MTBF, entre uma quebra e micro parada...............38
Figura 23 – Localização do MTTR, tempo de conserto da máquina...................39
Figura 24 – Flip Chart com rascunhos anexados................................................41
Figura 25 – Mock up do posto 1 concluído .........................................................42
Figura 26 – Mock-up do posto 2 concluído.........................................................43
Figura 27 – Mock-up do posto 3 concluído.........................................................43
Figura 28 – Estudo dos resultados obtidos.........................................................45
Figura 29 – Lay out da célula de montagem final................................................46
Figura 30 – Tabela dos takt times possíveis para a nova célula.........................47

VIII
RESUMO
O objetivo deste trabalho é analisar um modo diferenciado de produção
onde os recursos são otimizados e os resultados são melhorados, onde se
avalia o resultado dos indicadores antes e após a implementação do Sistema
Global de Manufatura, evidenciando-se também a implementação dos conceitos
de Lean Manufacturing (Manufatura Enxuta). Essa metodologia pode-se aplicar
em qualquer ramo de atividade podendo trazer resultados vantajosos. Em face
da concorrência local e global do mercado automobilístico, a necessidade de se
ter qualidade do produto e preço competitivo diversas empresas estão investindo
nessa metodologia. A implementação do Lean Manufacturing favorece a
melhoria dos níveis de qualidade e produtividade com reflexos diretos na
redução dos custos de produção, evidenciando a evolução largamente positiva
de quase todos os indicadores utilizados relacionados à qualidade,
produtividade, segurança e custo. Este trabalho mostra também um exemplo de
aplicação na linha de mecanismos para limpadores de pára-brisa.
Palavra-chave: Manufatura Enxuta.

IX
ABSTRACT
The purpose of this study is to examine a different mode of production,
where resources are optimazed and the results are improved, where it evaluates
the outcome of the indicators before and after implementation of the Global
manufacturing, it is also highlighting the implementation of the concepts of Lean
Manufacturing. Thist methodology can be applied in any business line, can bring
beneficial results. Because of local competition and global automobile market,
the need to take product quality and competitive price, several companies are
investing in that methodology. The implementation of Lean Manufacturing
encourages the improvement of quality and productivity, with direct impact on the
reduction of production costs, emphasizing the largely positive developments in
almost all indicators related to quality, productivity, safety and costs. This work
also shows a example of application on the assembly line of mechanisms for
windshield wiper.
Key word: Lean Manufacturing.

1
1. INTRODUÇÃO
Com o processo de globalização o mercado mundial para as industrias se
tornou ainda mais competitivo, exigindo a redução de custos e melhores níveis
de produtividade e qualidade.
Deste modo muitas empresas começaram a utilizar a metodologia do
Lean Manufacturing ou Manufatura Enxuta. Para a implantação do Lean
Manufacturing, é necessário o mapeamento da cadeia de valores para obter
transparência e visibilidade de seu fluxo e expor seus desperdícios. Este
princípio é fundamental para que o fluxo de processo de gestão da cadeia de
suprimentos ocorra eficientemente, viabilizando a redução de desperdícios com
investimento baixo, enfocando a adoção de métodos de controle de qualidade
efetivos, que permitam a detecção de erros ou defeitos e que possam ser
usados para satisfazer uma determinada função de inspeção, assim como o
sincronismo dos processos produtivos.
O conceito de Lean Manufacturing na produção, quando devidamente
adaptado e aplicado a empresa para a qual se destina, propicia excelentes
resultados, pois são numerosas as fontes de oportunidades para redução e
eliminação de desperdícios, dentre as quais podem ser citados os grandes
estoques e as operações que não agregam valor, os desperdícios burocráticos,
como um sistema de informações ineficiente, processos de compras lentos,
duplicidade de tarefas ou de aprovações em documentos importantes da
empresa, entre outros casos (Womack e Jones, 2003).
A maioria das vezes os desperdícios de uma empresa não se concentram
na produção; pode-se afirmar também, que a manutenção dos negócios e
grande parte do retorno de uma empresa estão relacionados às atividades de
produção, com as quais é possível obter vantagens competitivas, considerando-
se as atuais condições impostas pelo sistema de mercado globalizado. Assim,
de nada adiantaria a empresa ter um departamento de Marketing e Vendas
devidamente estruturado, se dependente de uma produção mal planejada e
ineficiente (Hall, 1988).

2
1.1 Organização Lean (enxuta)
O termo "lean" foi originalmente tirado do livro "A Máquina que Mudou o
Mundo" (The Machine that Changed the World) de (Womack e Jones, 1992).
Trata-se de um abrangente estudo sobre a indústria automobilística mundial
realizada pelo MIT (Massachusetts Institute of Technology). A produção lean
elevou também a competitividade de muitas empresas de manufatura e o valor
que elas entregam aos seus clientes. Mais do que isso, notícias estimulantes
surgem de todas as empresas que abraçaram os fundamentos lean e os dirigem
para áreas não produtivas, como desenvolvimento de produtos, compras,
logística e engenharia.
Coordenação insuficiente, recursos ou baixo comprometimento são
alguns dos motivos mais comuns, uma falha que está cada vez mais freqüente é
a falta de "estabilidade básica" nas operações de manufatura.
A organização enxuta está focada em 5 princípios:
.• Definir o que agrega valor (e o que não agrega) na perspectiva do
cliente, e não sob a perspectiva interna da organização;
• Identificar todos os passos necessários para projetar, organizar e
produzir bens, de acordo com o mapeamento de fluxo do valor;
• Criar fluxo de valor sem interrupções, desvios, retornos, esperas ou
refugos;
• Produzir apenas nas quantidades definidas pelos clientes;
• Buscar a perfeição, através do trabalho contínuo de
eliminação/redução das perdas.

3
A figura 1 mostra a distribuição de tempo para os tipos de atividade em
uma Organização de Manufatura Lean e na figura 2 é possível ver a
distribuição de tempo para os tipos de atividade em uma Organização de
Serviços.
F i g u r a 1 - O r g a n i z a ç ã o d e M a n u f a t u r a L e a n ( T e t r a P a k , 2 0 0 6 )
F i g u r a 2 - O r g a n i z a ç ã o d e S e r v i ç o ( T e t r a P a k , 2 0 0 6 )
1.2 Sistema de Manufatura (manufacturing)
O Sistema de Manufatura, ou seja “Produção”, é um conjunto de
atividades que levam à transformação de uma matéria prima bruta em um outro
bem com maior utilidade. Quando polia a pedra a fim de transformá-la em
utensílio mais eficaz, o homem pré-histórico estava executando uma atividade
de produção. Com o passar do tempo, muitas pessoas se revelaram

4
extremamente habilidosas na produção de certos bens, e passaram a produzir
conforme solicitação e especificações apresentadas por terceiros. Surgiam
então os primeiros artesãos e a primeira forma de produção organizada, já que
os artesãos estabeleciam prazos de entrega, consequentemente estabelecendo
prioridades, atendiam especificações preestabelecidas e fixavam preços para
suas encomendas. A produção artesanal também evoluiu. Os artesãos, em face
do grande número de encomendas, começaram a contratar ajudantes, que
inicialmente faziam apenas os trabalhos mais grosseiros e de menor
responsabilidade. À medida que aprendiam o ofício, entretanto, esses ajudantes
se tornavam novos artesãos. A produção artesanal começou a entrar em
decadência com o advento da Revolução Industrial. Com a descoberta da
máquina a vapor em 1764 por James Watt, teve início o processo de
substituição da força humana pela força da máquina. Os artesãos, que até então
trabalhavam em suas próprias oficinas, começaram a ser agrupado nas
primeiras fábricas. Essa verdadeira revolução na maneira como os produtos
eram fabricados trouxe consigo algumas exigências, entre as quais:
• Padronização dos produtos;
• Padronização dos processos de fabricação;
• Treinamento e habilitação da mão-de-obra direta;
• Criação e desenvolvimento dos quadros gerenciais e de supervisão;
• Desenvolvimento de técnicas de planejamento e controle da produção;
• Desenvolvimento de técnicas de planejamento e controle financeiro;
• Desenvolvimento de técnicas de vendas.
Muitos dos conceitos que hoje parecem óbvio não eram na época, como o
conceito de padronização de componentes introduzido por Eli Whitney em 1790,
quando conduziu a produção de mosquetões com peças intercambiáveis,
fornecendo uma grande vantagem operacional aos exércitos. Teve início o
registro, através de desenhos e croquis, dos produtos e processos fabris,
surgindo a função de projeto de produto, de processos, de instalações, de
equipamentos etc. No fim do século XIX surgiram nos Estados Unidos os
trabalhos de Frederick W. Taylor, considerado o pai da Administração científica.

5
E com os trabalhos de Taylor surge a sistematização do conceito de
produtividade, isto é, a procura incessante por melhores métodos de trabalho e
processos de produção, com o objetivo de se obter melhoria da produtividade
com o menor custo possível. Essa procura ainda hoje é o tema central em todas
as empresas, mudando-se apenas as técnicas utilizadas. A análise da relação
entre a saída (output), em outros termos, uma medida quantitativa do que foi
produzido, como quantidade ou valor das receitas provenientes da venda dos
produtos ou serviços finais, e a entrada (input), em outros termos, uma medida
quantitativa dos insumos, como quantidade ou valor das matérias-primas, mão-
de-obra, energia elétrica, capital, instalações prediais etc, permite quantificar a
produtividade, que sempre foi o grande indicador do sucesso ou fracasso das
empresas (Laugeni, 2006).
Produtividade = Medida do output / Medida do input
Na década de 10 Henry Ford cria a linha de montagem seriada,
revolucionando os métodos e processos produtivos até então existentes. Surge
o conceito de produção em massa, caracterizada por grandes volumes de
produtos extremamente padronizados, isto é, baixíssima variação nos tipos de
produtos finais. Essa busca da melhoria da produtividade por meio de novas
técnicas definiu o que se denominou engenharia industrial. Novos conceitos
foram introduzidos, tais como:
• Linha de montagem;
• Posto de trabalho;
• Estoques intermediários;
• Monotonia do trabalho;
• Arranjo físico;
• Balanceamento de linha;
• Produtos em processo;
• Motivação;
• Sindicatos;

6
• Manutenção preventiva;
• Controle estatístico da qualidade;
• Fluxogramas de processos.
A produção em massa aumentou de maneira fantástica a produtividade e
a qualidade, e foram obtidos produtos bem mais uniformes, em razão da
padronização e da aplicação de técnicas de controle estatístico da qualidade. A
título de ilustração, em fins de 1996 já tínhamos no Brasil fábricas que
montavam 1.800 automóveis em um dia, ou seja, uma média de 1,25 automóvel
por minuto. O conceito de Manufatura ou Produção em massa e as técnicas
produtivas dele decorrentes predominaram nas fábricas até meados da década
de 60, quando surgiram novas técnicas produtivas, que vieram a caracterizar a
denominada produção enxuta (Laugeni, 2006). A produção enxuta introduziu,
entre outros, os seguintes conceitos:
• Just-in-time;
• Engenharia simultânea;
• Tecnologia de grupo;
• Consórcio modular;
• Células de produção;
• Desdobramento da função qualidade;
• Sistemas flexíveis de manufatura.
Ao longo desse processo de modernização da manufatura, cresce em
importância a figura do consumidor, em nome do qual tudo se tem feito. Pode-se
dizer que a procura da satisfação do consumidor é que tem levado as empresas
a se atualizar com novas técnicas de produção, cada vez mais eficazes,
eficientes e de alta produtividade. É tão grande a atenção dispensada ao
consumidor que este, em muitos casos, já especifica em detalhes o "seu"
produto, sem que isso atrapalhe os processos de produção do fornecedor, tal a
flexibilidade apresentada pelos mesmos. Assim, força as empresas sair do
modelo de manufatura convencional, ou seja, sem a metodologia Lean

7
Manufacturing onde todos os setores são separados dificultando a comunicação,
como mostra a figura 3.
F i g u r a 3 - E m p r e s a c o m m o d e l o d e m a n u f a t u r a c o n v e n c i o n a l ( V a l e o ,
2 0 0 0 )
A figura 4 mostra o modelo de manufatura flexível, onde os setores
trabalham em “equipes”, facilitando a comunicação e a estrutura em geral fica
mais enxuta.
F i g u r a 4 - E m p r e s a c o m m o d e l o d e m a n u f a t u r a f l e x í v e l ( V a l e , 2 0 0 0 )

8
1.3 Estabilidade básica para sustentar a implementação do sistema de Manufatura Enxuta ou Lean Manufacturing
A estabilidade "implica previsibilidade e consistente disponibilidade
dos 4Ms (Material, Máquina, Método, Mão-de-obra)" . Para cada um deles, é
necessário estabelecer processos robustos para viabilizar a efetiva
implementação das outras ferramentas. De forma resumida, significa que os
materiais devem estar disponíveis no momento necessário, na quantidade
necessária, no local necessário e na qualidade necessária; as máquinas
precisam estar disponíveis quando necessárias, o Método de trabalho precisa
ser consistente e uniforme e a mão-de-obra disponível e treinada
adequadamente. Sem esta estabilidade, é difícil manter a padronização
necessária para permitir as efetivas melhorias.
Para garantir cada um deles, é necessário um esforço disciplinado de
aplicação de diversas ferramentas bastante conhecidas. O dimensionamento
adequado dos supermercados e a solidez dos sistemas puxados, juntamente
com a robustez dos processos em termos de qualidade, que garante o
abastecimento de materiais. As instruções de trabalho, junto com os programas
de treinamento e a ajuda dos líderes das equipes estabilizam a mão-de-obra.
Os esforços para identificar as reais causas das perdas de produção e a
manutenção autônoma e preventiva focam a previsibilidade das máquinas. O
trabalho padronizado é a principal ferramenta para estabelecer métodos bem
definidos.
1.3.1 Os 4M’s. Mão-de-Obra: A estabilidade básica começa com mão-de-obra bem
treinada. A Toyota nos anos 50 aprendeu alguns métodos básicos de
supervisão de produção e como melhorar as técnicas e habilidades dos grupos
de trabalho. Especificamente, eles adotaram um programa de treinamento
industrial que os E.U.A. usaram durante a Segunda Guerra Mundial chamado
Training Within Industry (TWI). Ele tinha três componentes específicos de
treinamento para os supervisores de produção – Instrução de Trabalho,

9
Métodos de Trabalho e Relações do Trabalho (Hall, 1988). Cada componente
era um curso de dez horas que ensinava habilidades práticas de supervisão.
A Instrução de Trabalho ensinava aos supervisores como planejar os
recursos corretos que precisariam na produção, como desdobrar as tarefas e
como ensinar às pessoas de maneira segura, correta e consciente. Os Métodos
de Trabalho ensinavam como analisar tarefas e como fazer melhorias simples
dentro do seu domínio de controle.
Máquinas: Não são necessários equipamentos com disponibilidades
perfeitas, mas é preciso conhecer a demanda dos clientes, a capacidade do
processo e a média real de produção.
Com a implantação do conceito de Manufatura Enxuta ou Lean
Manufacturing, tem que se acompanhar os indicadores para medir o verdadeiro
potencial de produção de um processo durante um turno típico. Se existe
capacidade teórica, assim como uma capacidade demonstrada para suprir a
demanda, então não há problemas. Instabilidades relacionadas a máquinas
ocorrem apenas quando não há capacidade de produção demonstrada para
suprir a demanda.
Materiais: Em geral, o objetivo lean é reduzir o desperdício e
diminuir o tempo compreendido entre o recebimento de um pedido até sua
entrega. Normalmente, isto requer a redução dos estoques no fluxo de valor. Se
existe instabilidade básica, entretanto, talvez seja necessário aumentar um
pouco os estoques em determinados pontos do fluxo de valor, quando for o
caso.
O motivo é que em alguns processos se pode fazer fluxo de uma
peça ou de pequenos lotes. Porém, para um processo em grandes lotes, uma
quantidade de peças em estoque é necessária para cobrir o tempo em que
outras peças estão rodando ou ferramentas estão sendo trocadas.
Métodos: Para se obter a estabilidade básica precisa-se de métodos
"padrão" para a manufatura. O ponto chave deste indicador é a definição do que
é um "padrão". A definição normal de padrão é uma regra ou método definido
para se fazer qualquer tipo de coisas.

10
2. EMBASAMENTO TEÓRICO
O sistema Lean Manufactring (Manufatura Enxuta) vem cada vez mais
conhecer as necessidades do cliente, para isso é necessário conhecer as
ferramentas ligadas a manufatura.
2.1 Conceitos de desperdício (mudas)
O desperdício, também conhecido na língua japonesa por muda, seja
toda atividade que no ponto de vista do cliente não agrega valor no produto ou
serviço, porém sua definição vai além disso, tudo e qualquer recurso que se
gasta na execução de um produto ou serviço além do estritamente necessário
(matéria-prima, materiais, mão-de-obra, energia, por exemplo).
Reduzir o desperdício - muda - na manufatura significa eliminar tudo
aquilo que aumenta o custo de produção, ou seja, transformar muda em valor.
Muitas vezes os desperdícios não são facilmente notados, pois se tornaram
aceitos como conseqüência natural do trabalho rotineiro. Os movimentos de um
operador podem ser classificados como operações e perda, como mostra a
Figura 5:
30% 10% F i g u r a 5 – C í r c u l o d e m o v i m e n t o s d o s o p e r a d o r e s ( E a t o n , 1 9 9 8 )
11
2.1.1 Os principais tipos de desperdício (mudas).
Na década de 50 o executivo japonês Taiichi Ohno identificou os
principais tipos de desperdício. São sete tipos primários, que também conduzem
a desperdícios conforme apresentado abaixo:
Não qualidade;
Excesso de produção;
Espera;
Transportes;
Estoques;
Movimentos desnecessários;
Excesso de processo.
Não Qualidade: pode-se dizer que este item está entre os piores fatores de
desperdício, pois os mesmos podem gerar retrabalho, custo de recuperação ou
mesmo a perda total do esforço e material. Outro ponto importante a ser
considerado é o elevadíssimo risco de perder clientes. Os produtos devem ser
manufaturados de forma correta, logo na primeira vez; caso contrário, serão
adicionadas tarefas desnecessárias para sua finalização, dentre as quais pode-
se citar energia, tempo de equipamento, mão-de-obra e outros que
acrescentarão custos desnecessários para a correção do defeito encontrado.
Muitas vezes um problema é corrigido, porém não tem sua "causa raiz"
devidamente eliminada, o que significa a possibilidade de problemas futuros
dentro da própria planta, com operações subseqüentes, assim como risco de
falhas no cliente final, o que ocasionaria maior risco de perdas. Essa é a razão
pela qual esse desperdício deve ser tratado com elevado grau de importância.
Algumas estratégias para se eliminar a Não Qualidade:
Eliminar os excessos de inventários: os estoques são considerados
nocivos por ocuparem espaço e representarem altos investimentos de capital,
mas também por esconderem ineficiências do processo produtivo, com

12
problemas de qualidade, longos tempos de preparação de máquina para troca
de produtos e falta de confiabilidade de equipamentos.
Eliminar os trabalhos no processo: defeitos são facilmente escondidos no
processo de fabricação, quando, por exemplo, as peças são empilhadas antes
de se moverem para a próxima operação. Nesse caso, o fluxo contínuo de
peças não só garantiria a movimentação das peças sem estoques
intermediários, como também permitiria que defeitos fossem encontrados
rapidamente, sem que outras peças precisassem ser sucateadas.
Sistema à Prova de Erros nos processos: esta seria uma abordagem
sistemática para a antecipação e detecção de defeitos potenciais, tanto no
processamento da peça, como no monitoramento da operação. Dessa forma,
ocorreria a paralisação do processo, até que o defeito fosse eliminado.
Excesso de Produção: está relacionada ao fato de se produzir mais do que o
requerido pela demanda dos clientes ou por produzir em um ritmo acima do
necessário. Na Manufatura enxuta a ferramenta Just-In-Time (JIT), que significa
produzir peças ou produtos exatamente na quantidade requerida. Sendo assim,
o volume de produção deve ser igual ao número de pedidos.
O excesso de produção tende a esconder problemas de produção ou
defeitos e produções ineficientes, gerando aumento de estoques e
automaticamente aumentando as despesas financeiras, produzindo a
quantidade necessária para atender o cliente (Kanban), resulta menor espaço
para armazenagem do produto acabado e pode entrar na demanda com novos
produtos.
Espera: Obstrução temporária do processo ou mão-de-obra que gera esperar
para processar determinada peça, o que constitui desperdício. As principais
causas são:
• Falta de componentes;
• Falta de aprovação de componentes após começar a produção;
• Micro parada e baixo ritmo;
• Operação fora de fluxo;

13
• Excesso de trocas;
• Intervenções externas.
As esperas de processo normalmente estão relacionadas às taxas de
defeitos superestimadas, causando a espera do processamento do excedente,
ou, devido à antecipação da programação, os estoques intermediários podem
ser gerados por desbalanceamento, fabricação de estoques intermediários
(buffers). Enquanto o operador assiste ao trabalho da máquina, ele não tem
possibilidade de fazer outra atividade; consequentemente, não agrega valor.
Esse tipo de desperdício é literalmente um "tempo morto".
Para esses casos devem ser sempre utilizados conceitos de fluxo
contínuo de fabricação, garantindo que o processo trabalhe peça a peça.
Transporte: Movimentações desnecessárias, onde não ocorre a transformação
de matéria-prima em produto acabado:
• Fluxos complicados, processos desorganizados ou sem fluxo lógico;
• Postos de trabalho muito longe ou separados;
• Falta de organização;
• Carregar e/ou descarregar em excesso;
• Retornos vazios.
Muitos processos são desenhados com distâncias definidas entre
máquinas, o que ajuda o uso de lotes de produção. A movimentação desses
lotes força o operador, freqüentemente, a deixar seu posto de trabalho para
mover essas peças, que compõem um desperdício (muda).
Estoque: acumulo de produtos, recursos ou serviço. Principais causas:
• Diferença entre a quantidade necessária e a produzida;
• Diferença de cadência entre fornecedor e cliente;
• Não conhecimento da demanda do cliente;
• Falta de abastecimento;
• Frequência de abastecimento muito baixa;

14
• Segurança;
• Falta de decisão para parar a produção;
• Tamanho de lote grande;
• Falta de parâmetros de controle produtivos;
• Lotes incompletos.
Quando ocorre excesso de fornecimento de peças entre os processos, ou
muitas peças (matéria-prima, componentes, etc.) são entregues pelos
fornecedores, com a finalidade de abastecer a fábrica, ocorre o que se chama
de inventário (estoque), que exige capital de giro para sua manutenção, gera
custo e, como já citado, caracteriza dinheiro parado, ou seja, perdas. Quanto
maior o inventário, maior o desperdício.
O inventário é meramente uma garantia contra emergências, mas
grandes inventários dificultam o acesso, aumentam o custo de estocagem e,
ainda, ocupam áreas da empresa, gerando também um custo pela sua
ocupação. Outro problema encontrado nas empresas com grandes estoques é
que essa característica esconde a realidade das organizações, tornando cada
vez mais difícil a identificação dos problemas existentes e, consequentemente, a
sua eliminação.
Movimentação desnecessária: movimentos que tornam o trabalho a ser feito
mais complexo ou mais demorado. Principais causas;
• Acesso difícil a componentes ou elementos de máquina;
• Ajustes desnecessários;
• Ferramentas longe do posto;
• Micro transporte de componentes;
• Falta de Ergonomia (Virando, estirando, agachando, batendo,
inclinando...);
• Produto ou Embalagem movimentando de um lado para outro;

15
• Movimentos técnicos em excesso (Posicionar, segurar, ferramentas que
chegam a parte, expulsão de peças, gavetas ou o pegar e colocar de
produto).
Esse item está relacionado à desorganização do ambiente de trabalho,
resultando em baixa performance dos aspectos ergonômicos e perda freqüente
de itens. As movimentações dentro do setor produtivo devem ser aquelas que
são necessárias para o processamento de atividades. Muitas vezes, essas
movimentações podem ser reduzidas, agrupadas ou até mesmo eliminadas. O
ideal para a produção é que as atividades de movimentação sejam realizadas
sem comprometimento do ciclo da máquina e do ritmo do operador.
Excesso de Processo: produtos, recursos ou serviços cuja qualidade, custo ou
entrega são maiores que o necessário exigido para satisfazer o cliente.
Principais causas:
• Produto e Processo não otimizados ou desatualizados;
• Máquinas sub dimensionadas;
• Falta de Capacidades;
• Retrabalho;
• Operações que não agregam valor (Polir, limpar, rebarbar, etc....);
• Estações de trabalho não padronizadas;
• Instruções não padronizadas.
O excesso de processo acrescenta mais "trabalho" ou esforço acima da
demanda requerida pelas especificações dos clientes também deve ser tratado
como desperdício. O valor deve ser criado pelo produtor, e o cliente deve
enxergá-lo e querer pagar por ele (Laugeni, 2006).

16
2.2 Sistema Enxuto (Lean System)
É grande o número de empresas que têm investido em atividades
voltadas à eliminação de desperdícios, como: Kaizen (melhoria contínua), JIT
(produção sem estoque e entregua imediata), PDCA (planejar, fazer, verificar e
agir), Downsizing (teoria das restrições) e outros. Alguns deles produzem o
mesmo resultado contra as perdas, apresenta bons resultados, mas há
episódios de fracasso na melhoria do todo, devido à falta de um conhecimento
mais profundo e amplo dessas atividades, ou pelo fato de elas não se
articularem, dentro de um sistema (Lean Institute Brasil 2007).
Grande parte desses casos ocorre porque muitas empresas perderam de
foco o valor para o cliente e a maneira de criá-lo. Essa posição faz com que
mesmo as economias dos países mais avançados fiquem estagnadas. Para que
essa prática mude, há necessidade de instituir-se um “pensamento enxuto”,
ajudando as empresas a especificarem claramente o valor, alinhando todas as
atividades que criam valor para um produto específico ao longo de uma cadeia
de valor, fazendo com que esse valor flua uniformemente, de acordo com as
necessidades do cliente.
2.3 Metodologia “5S”
A metodologia do "5S" foi a base de implementação da Qualidade Total
nas empresas, e também deve ser considerado como a base para a
sustentação da Manufatura Enxuta Lean Manufacturing. É possível principiar a
eliminação de desperdícios em cinco fases, com base no método "5S", surgido
no Japão no fim da década de 60, método este que foi um dos fatores para a
recuperação das empresas japonesas e base para a implantação dos métodos
da Qualidade, os passos estão divididos em palavras japonesas iniciadas com a
letra "S" que compõem os ”5S"; como mostra a figura 6:

17
F i g u r a 6 - A s c i n c o s f a s e s d o “ 5 S ” . ( V a l e o 2 0 0 2 )
Seiri - (Eliminar) - Tenha só o necessário, na quantidade certa. Cada pessoa
deve saber diferenciar o útil do inútil, e o que tem utilidade certa deve estar
disponível. Descartando o que é desnecessário, será possível concentrar-se
apenas no que é necessário. As vantagens do descarte são:
• Reduz as necessidades de espaço, estoques, gastos com sistema
dearmazenamento, transporte e seguros;
• Facilita o transporte interno, o arranjo físico, o controle de produção, a
execução do trabalho no tempo previsto;
A prática dessa fase deve ser feita por meio da escolha de um local de
trabalho para uma experiência de descarte. Fotos devem ser tiradas, com a
finalidade de se caracterizar a condição encontrada, antes da implementação da
sistemática, e um grupo deve ser devidamente instruído, no que diz respeito às
responsabilidades para a execução das atividades. Tudo o que fizer parte do
ambiente deve ser analisado e, o que for considerado como desnecessário,
deverá ser devidamente identificado e ter um destino, como descarte, alocação
em outro setor, conserto ou venda (Valeo, 2002). É importante que, antes do
descarte, pessoas de outro setor sejam convidadas a avaliar o material, pois
5 Respeitar 2 Arrumar
4 Padronizar 3 Limpar
1 EliminarSEIRI
SEITON
SEISOSEIKETSU
SHITSUKE

18
pode haver alguma coisa de seu interesse. A figura 7 mostra um ambiente
desorganizado tudo fora do lugar ou seja, está na hora de fazer eliminação do
que não é necessário.
F i g u r a 7 - A m b i e n t e n a f a s e 1 e l i m i n a ç ã o “ S e i r i ” . ( V a l e o 2 0 0 2 )
Seiton - (Arrumar) - cada coisa tem o seu único e exclusivo lugar. Cada
coisa, após ser usada, deve estar em seu lugar. Tudo deve estar sempre
disponível e próximo do local de trabalho, o qual deve ter tudo o que é
necessário, na quantidade certa, na qualidade certa, na hora e no lugar certo, o
que propiciará vantagens no ambiente de trabalho. A figura 8 mostra que nesta
fase está na hora de demarcar as áreas a serem arrumadas.
F i g u r a 8 - A m b i e n t e n a f a s e 2 a r r u m a r “ S e i t o n ” . ( V a l e o 2 0 0 2 )
19
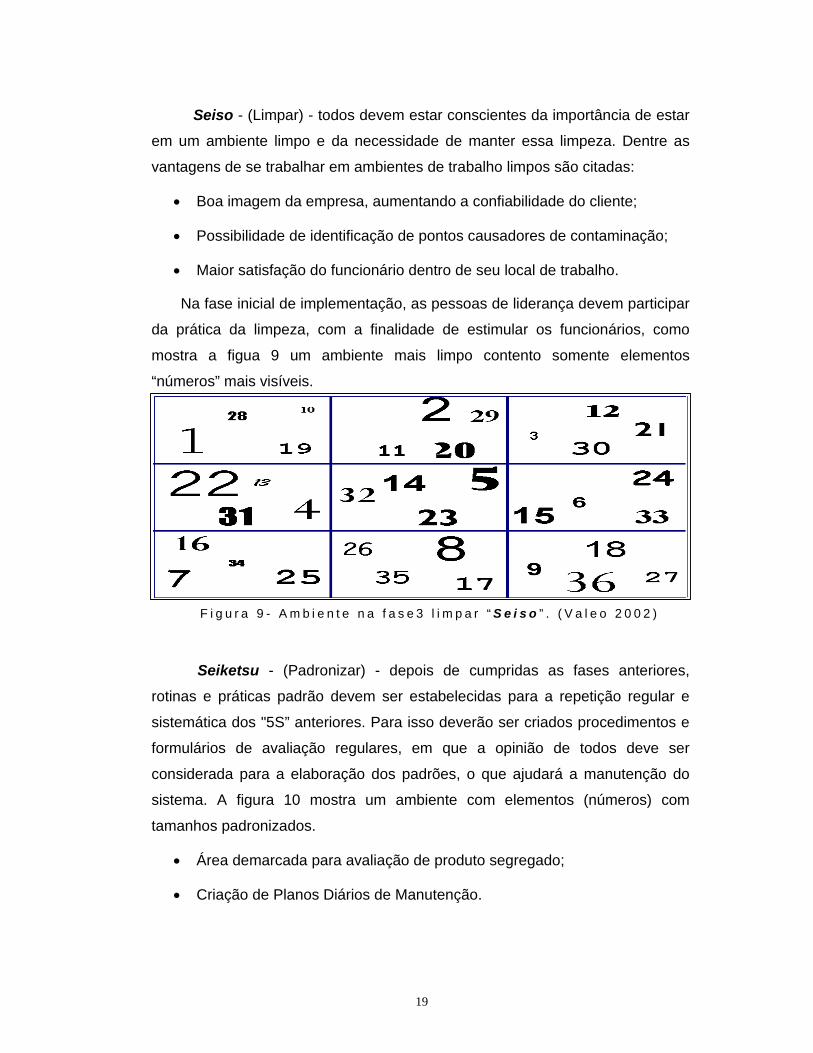
Seiso - (Limpar) - todos devem estar conscientes da importância de estar
em um ambiente limpo e da necessidade de manter essa limpeza. Dentre as
vantagens de se trabalhar em ambientes de trabalho limpos são citadas:
• Boa imagem da empresa, aumentando a confiabilidade do cliente;
• Possibilidade de identificação de pontos causadores de contaminação;
• Maior satisfação do funcionário dentro de seu local de trabalho.
Na fase inicial de implementação, as pessoas de liderança devem participar
da prática da limpeza, com a finalidade de estimular os funcionários, como
mostra a figua 9 um ambiente mais limpo contento somente elementos
“números” mais visíveis.
F i g u r a 9 - A m b i e n t e n a f a s e 3 l i m p a r “ S e i s o ” . ( V a l e o 2 0 0 2 )
Seiketsu - (Padronizar) - depois de cumpridas as fases anteriores,
rotinas e práticas padrão devem ser estabelecidas para a repetição regular e
sistemática dos "5S” anteriores. Para isso deverão ser criados procedimentos e
formulários de avaliação regulares, em que a opinião de todos deve ser
considerada para a elaboração dos padrões, o que ajudará a manutenção do
sistema. A figura 10 mostra um ambiente com elementos (números) com
tamanhos padronizados.
• Área demarcada para avaliação de produto segregado;
• Criação de Planos Diários de Manutenção.

20
F i g u r a 1 0 - A m b i e n t e n a f a s e 4 p a d r o n i z a r “ S e i k e t s u ” . ( V a l e o 2 0 0 2 )
Shitsuke – (Respeitar) – esta fase está ligada à manutenção sistêmica,
de forma que atividades anteriormente explicadas se tornem habituais, para que
todos as executem diariamente e assim garantam que altos padrões sejam
alcançados, como mostra a figura 11 cada elementos em seu devido lugar e
indentificado para que todos possam respeitar.
F i g u r a 1 1 - A m b i e n t e n a f a s e 5 r e s p e i t a r “ S h i t s u k e ” ( V a l e o 2 0 0 2 )

21
2.4 Just-In-Time - JIT
O Just-In-Time (JIT) surgiu no Japão em meados da década de 70, sendo
sua idéia básica e desenvolvimento creditados à Toyota Motor Company, que
buscava um sistema de administração que pudesse coordenar a produção com
a demanda específica de diferentes modelos e cores de veículos, com um
mínimo atraso (Corrêa e Gianesi, 1993). O sistema de puxar a produção a partir
da demanda, produzindo somente os itens necessários, nas quantidades
necessárias e no momento necessário.
O sistema JIT é mais do que um conjunto de técnicas, sendo considerado
como uma filosofia de trabalho. Seus objetivos fundamentais são: qualidade e
flexibilidade do processo. Essa filosofia diferencia-se da abordagem tradicional
de administrar a produção. As metas colocadas pelo JIT, em relação aos vários
problemas de produção, são:
• Zero defeito;
• Tempo zero de preparação (Set Up);
• Estoque zero;
• Movimentação zero;
• Quebra zero;
• Lote unitário (uma peça).
O lay out do processo das linhas de produção deve ser em celulas tipo
“U”, dividindo-se os componentes produzidos em famílias, o que promove maior
produtividade.
A produção é responsável pela qualidade na fonte. A redução de estoque
e a resolução dos problemas de qualidade formam um ciclo positivo de
aprimoramento contínuo.
O fornecimento de materiais no sistema JIT deve ser uma extensão dos
princípios aplicados dentro da fábrica, tendo como principais objetivos os lotes
de fornecimento reduzido, recebimentos freqüentes e confiáveis, lead times
(tempo de entrega) de fornecimento reduzido e altos níveis de qualidade.

22
O planejamento da produção deve garantir uma carga de trabalho diária
estável, que possibilite o estabelecimento de um fluxo contínuo de material. O
sistema de programação e controle de produção está baseado no uso de
cartões (Kanban), para a transmissão de informações entre os centros
produtivos.
2.4.1 Vantagens do Just-In-Time
As vantagens do sistema de administração da produção Just-In-Time
podem ser demonstradas por meio da análise de sua contribuição aos principais
critérios competitivos:
Custo: dados os preços já pagos pelos equipamentos, materiais e mão
de obra, o JIT busca que o custo de cada um desses fatores seja reduzido ao
essencialmente necessário. As características do sistema JIT, o planejamento e
a responsabilidade dos encarregados da produção pelo refinamento do
processo produtivo favorecem a redução de desperdícios. Existe também uma
grande redução dos tempos de set up, interno e externo, além da redução dos
tempos de movimentação, dentro e fora da empresa.
Qualidade: o projeto do sistema evita que os defeitos fluam ao longo do
fluxo de produção; o único nível aceitável de defeitos é zero. A pena pela
produção de itens defeituosos é alta. Isso motiva a busca das causas dos
problemas e das soluções para eliminá-las.
Flexibilidade: o sistema Just-In-Time aumenta a flexibilidade de resposta
do sistema, pela redução dos tempos envolvidos no processo. Embora o
sistema não seja flexível com relação à faixa de produtos oferecidos ao
mercado, a flexibilidade dos trabalhadores contribui para que o sistema
produtivo seja mais flexível em relação às variações do mix de produção.
Velocidade: a flexibilidade, o baixo nível de estoques e a redução dos
tempos permitem que o ciclo de produção seja curto, e o fluxo rápido. A prática
de diferenciar os produtos na montagem final, a partir de componentes
padronizados, de acordo com as técnicas de projeto adequado de manufatura e

23
projeto adequado à montagem, permite, em muitos casos, entregar os produtos
em prazos mais curtos.
Confiabilidade: a confiabilidade das entregas também é aumentada por
meio da ênfase na manutenção preventiva e da flexibilidade dos trabalhadores,
torna-se o processo mais robusto, fazendo com que permita identificar
rapidamente os problemas que poderiam comprometer a confiabilidade,
permitindo sua imediata resolução.
2.5 Metodologia “WCM” – World Class Manufacturing
WCM é um método de gestão que indica e elimina as perdas existentes
nos processos produtivos e administrativos, maximiza o uso do ativo industrial e
garante a geração de produtos de alta qualidade a custos competitivos.
Além disso, desenvolve conhecimentos capazes de reeducar as pessoas
para ações de prevenção e de melhoria contínua, garantindo o aumento da
confiabilidade dos equipamentos e da capabilidade dos processos, sem grandes
investimentos adicionais. A figura 12 mostra o histórico dos passos do TPM
(Manutenção Preventiva Total).
F i g u r a 1 2 – H i s t ó r i c o d o T P M ( T e t r a P a r k 2 0 0 6 ) .

24
O WCM visa à eliminação das causas das quebras e dos defeitos, para
evitar surpresas desagradáveis na hora de produzir. Aumenta a eficácia dos
equipamentos com a participação de todos os funcionários. Baseado no
comportamento humano e no aumento da disponibilidade.
É premissa para uma fácil operação e uma fácil manutenção dos
equipamentos e o WCM contribui com a qualidade total e com a produtividade.
O WCM proporciona o aumento da vida útil do equipamento, tendo como
consequência uma economia em manutenções.
Também proporciona um ambiente de trabalho mais saudável, com
limpeza, organização e segurança. Em resumo o objetivo do WCM é:
A figura 13 mostra todos os pilares da estrutura do WCM.
F i g u r a 1 3 – P i l a r e s d o W C M ( T e t r a P a k , 2 0 0 6 ) .

25
O objetivo do pilar de melhoria focada é: Reduzir o nº de quebras e
aumentar a eficiência global do equipamento, como mostra a figura 14 os 6
passos do pilar de melhoria focada.
F i g u r a 1 4 – P a s s o s d o P i l a r d e M e l h o r i a F o c a d a
( T e t r a P a k 2 0 0 6 )
O objetivo do pilar de Manutenção Autônoma: é capacitar a mão-de -
obra. nas principais dificuldades, como mostra a figura 15, os 7 passos do pilar
da mautenção autônoma.
F i g u r a 1 5 – P a s s o s d o p i l a r d e M a n u t e n ç ã o A u t ô n o m a ( T e t r a P a k , 2 0 0 6 ) .

26
O pilar da Manutenção da Qualidade: irá sustentar as mudanças e
focar zero defeito. Seu principal foco é “ZERO DEFEITO”.
O pilar de Manutenção Planejada tem como principal objetivo quebra
zero, aumentar a eficiência e eficácia dos equipamentos.
Pilar com menos novidades, hoje já é normalmente empregada pelas
empresas. A figura 16 mostra os 6 passos que compõem o pilar de manutenção
planejada.
F i g u r a 1 6 – P a s s o s d o p i l a r d e M a n u t e n ç ã o P l a n e j a d a ( T e t r a P a k 2 0 0 6 )
O pilar de educação e treinamento eleva o nível de capacitação da mão
de obra e atua em todos os pilares através da matriz de habilidades para buscar
e preparar pessoas competentes. As principais dificuldades estão em:
• Matriz de habilidade não ditar a necessidade de quais pessoas devem
ser treinadas em que;
• Disponibilidade de pessoas para treinamento.
O pilar Segurança e Saúde: verifica atos e condições onde a palavra
“QUASE” tem que ser considerada. Seu principal indicador e objetivo maior é
“ZERO ACIDENTE”.
O pilar de Meio Ambiente se preocupa com as questões ambientais que
envolvem a manufatura como o descarte de óleos lubrificantes, panos usados
para limpeza, aditivos e outros componentes usados na produção, bem como o
“retorno” do que foi produzido para posterior reciclagem.

27
O pilar de “Supply Chain” é responsável por controlar toda a cadeia de
fornecimento tanto de peças e serviços para a manufatura como de matéria-
prima utilizada na produção ou de qualquer outro componente suplementar. É
neste pilar onde trabalha fortemente a redução dos custos de fornecimento.
O Pilar de Gestão Antecipada: cuida de novos produtos/processo,
garantindo que irão chegar sem problemas antigos, ou seja, se antecipando
reduzindo o tempo de introdução de produtos e processos. Preocupa-se com
aprendizados que serão utilizados em novas oportunidades ou dificuldades.
O Pilar de Custo integra controla e suporta os outros pilares no que diz
respeito a custo. Este também é usado para medir os gastos iniciais com a
implementação de cada pilar e posteriormente contabilizar as economias
geradas por eles.
O Pilar “Office” lembra em alguns aspectos a ferramenta de 5S, pois
visa melhorar o fluxo de informações nos escritórios a fim de agilizar seus
processos e suportar de melhor forma a produção. Para isso regulamenta como
e onde devem estar cada documento, além de organizar as pastas eletrônicas
na rede corporativa e em cada computador de seu setor. É um pilar muito difícil
de se implementar devido a resistência inicial de cada usuários.

28
3. EXEMPLO PRÁTICO
O Sistema de Manufatura Enxuta (M.E) está crescendo a cada dia dentro
das empresas, principalmente nas empresas multinacionais esta ferramenta e
bem aplicada, por que concorrem seus produtos com mercado internacional,
principalmente com países de baixo custo, sendo; Brasil, China, Indonésia,
Coréia, Polônia e outros.
A seguir temos um exemplo prático de aplicação da M.E em uma linha
de montagem de mecanismo limpador de para-brisa, fabricado pela Valeo
Sistemas Automotivos. Para que a implantação ocorra com sucesso, algumas
regras foram definidas:
• formação de um time multifuncional com participação dos “operadores”;
• apresentação do produto;
• análise do processo existente (similar);
• definição do fluxo de processo atual e proposto;
• definição dos indicadores para implatação do novo processo;
• construção dos protótipos em papelão (Mock-up);
• estudos obtidos com a implementação do lean.
3.1 Equipe de trabalho multifuncional. A formação do time multifuncional, tem objetivo apresentar problemas
que ocorrem na linha atual e apresentar idéias de melhorias durante a implação
do sistema Lean.
Operadores: apresentar as dificudades e problemas da linha de produção
atual, participar da simulação realizada nos mock-up’s, na confecção dos
documentos da linha (FMEA, CdE, IT’s, etc). Também são de fundamental
importância durante os testes (try out’s) realizados na linha após sua
construção.
Engenharia de processo / produto: levantar os estudos de implantação
de novos produtos.

29
Qualidade: apresentar indíce de PPM (partes por milhão) da linha atual.
Manutenção: apresentar índice de manutenção através de apontamento
de micro paradas e manutenções corretivas.
Compras: definir o fornecedor que vai adequar a linha atual, no conceito
de Lean Manufacturing.
Esse time trabalhará durante 3 dias, em um local reservado, longe da
correria do dia-a-dia, praticando brainstorming, construindo os mock-up’s,
fazendo simulações e etc, para que a nova célula de montagem seja construída
da melhor forma possíveol.
3.2 Apresentação do produto. Os mecanismos para limpadores de para-brisa dianteiro estão
associados como itens de segurança do veículo, que depois de montado tem a
função de acionar os limpadores, para facilitar a visão do condutor do veículo em
dias de chuva. Se o mecanismo falhar durante os ciclos de limpeza, dificulta a
visão do condutor do veículo, podendo causar graves acidentes, (visando
preservar informações sigilosas da empresa estudada, não podemos apresentar
com mais detalhe o seu produto e processo). A figura 17 apresenta o
mecanismo para limpador de para-brisa de um veículo leve.
F i g u r a 1 7 - M e c a n i s m o d e L i m p a d o r d e p a r a - b r i s a p a r a v e í c u l o l e v e ( V a l e o 2 0 0 6 )

30
3.3 Linha de mecanismo antes da implantação do Sistema Lean.
A figura 18 mostra a linha de produção de mecanismos, antes da
implantação do Sistema de Manufatura Enxuta, com operadores trabalhando
fixos um em cada posto, gerando reclamações dos técnicos de segurança de
vários operadores com L.E.R (lesão por esforço repetitivo), também este
conceito de produção gera estoque intermediário entre um posto de trabalho e
autos índice de refugo. Esta linha de produção é composta por:
• três operadores;
• três postos;
• abastecedores para entrada de caixas vazias;
• calhas para abastecimento de componentes;
• uma esteira de saída de peças prontas;
• produção média de 96 pç/hora;
• área de 24m².
F i g u r a 1 8 - L a y o u t d a l i n h a d e m o n t a g e m d o m e c a n i s m o ( V a l e o 2 0 0 7 )

31
3.4 Definição do fluxo de processo.
Para a definição do fluxo de processo da linha de montagem atual, foi
feito um estudo onde se detalhou com precisão todas as etapas de
montagem do produto, a partir do momento que os componentes entram na
linha de montagem até a saída do produto acabado. Não foram
considerados as operações externas a linha de montagem. Com isso pode-
se verificar quais as etapas da montagem que geram ou não valor agregado.
FLUXO DE PROCESSO DA OPERAÇÃO DO 1º POSTO
Estoque de mancais montados (direito e esquerdo), de tubo platina e de amortecedores
Montar manualmente mancais com tubo platina, posicioná-los na máquina para cravar, posicionar amortecedor no dispositivo de montagem e acionar a máquina.
Dispor peça pronta na bandeja de espera para próxima operação
T.M.A. (tempo máquina automático) – cravamento dos mancais com tubo platina e montagem do amortecedor na platina.
Espera para realização da próxima operação.
Final da operação do 1º posto1

32
FLUXO DE PROCESSO DA OPERAÇÃO DO 2º POSTO
Estoque de motores montados, manivela do motor, parafusos e porcas.
Transporte da manivela do motor para o manipulador da manivela
Fixar motor com sub-conjunto do posto 1 por meio do aperto de 3 parafusos.
Espera para realização da próxima operação.
Transporte do motor montado para o berço de apoio do posto 2 e do sub-conjunto do posto 1 por sobre o motor montado
Posicionar manualmente a manivela do motor no eixo do motor por meio do manipulador.
Fixar a manivela do motor no eixo do motor por meio do aperto de 1 porca.
Recuar manipulador da manivela do motor para posição inicial manualmente.
Dispor sub-conjunto pronto do 2º posto na bandeja de espera para próxima operação.
Estoque dos sub-conjuntos montados no 1º posto.
Final da operação do 2º posto 2

33
FLUXO DE PROCESSO DA OPERAÇÃO DO 3º POSTO
Como podemos verificar nos fluxos dos três postos, temos poucas
atividades que geram valor agregado ao produto, num total de 6 etapas que
geram valor agregado somando-se os três postos. Também podemos
verificar que nos postos 1 e 3 o operador fica parado aguardando enquanto o
posto realiza a operação automática (T.M.A.). Outro detalhe importanto a ser
levantado é que temos estoques de peças entre os postos (bandeja de sub-
conjuntos acabados). Conforme verificado, o posto 2 é o gargalo da linha,
sendo assim acabamos tendo acúmulo de peças entre os postos 1 e 2,
enquanto que o posto 3 fica parado aguardando peças vindas do posto 2.
Estoque de hastes direita e esquerda e sub-conjunto montado do 2º posto.
Clipsar haste direita na manivela do motor e na manivela do mancal direito com uma clipsadeira pneumática.
Final da operação do 3º posto3
Transporte do sub-conjunto do posto 2 para o berço de apoio do posto 3
Dispor linkage acabado na caixa.
Transporte da haste direita até o sub-conjunto montado.
Transporte da haste esquerda até o sub-conjunto montado.
Clipsar haste esquerda na manivela do motor e na manivela do mancal esquerdo com uma clipsadeira pneumática.
T.M.A. (Acionar início do teste elétrico, teste de giro e de posição de parada do linkage montado).
Colar etiqueta de identificação no linkage acabado.
Estoque dos sub-conjuntos montados no 2º posto.

34
No intuito de manter o fluxo peça-a-peça e reduzir o número de
operações que não agregam valor, decidiu-se que os operadores deveriam
acompanhar o produto até o final da sua montagem, ou seja, ao invés de
ficarem parados nos postos, eles iriam passar por todos os postos
acompanhando o produto até que estivesse pronto. Com isso o fluxo de
processo proposto ficou da seguinte forma:
Estoque de mancais montados (direito e esquerdo), de tubo platina e de amortecedores
Montar manualmente mancais com tubo platina, posicioná-los na máquina para cravar, posicionar amortecedor no dispositivo de montagem e acionar a máquina.
(T.M.A.). Enquanto o posto realiza a operação o operador se desloca com a peça para a próxima estação e a posiciona no berço.
Estoque de motores montados, manivela do motor, parafusos e porcas.
Fixar motor com sub-conjunto do posto 1 por meio do aperto de 3 parafusos.
Transporte do motor montado para o berço de apoio do posto 2 e do sub-conjunto do posto 1 por sobre o motor montado
Posicionar manualmente a manivela do motor no eixo do motor por meio do manipulador. Durante a pega da manivela o manipulador irá se posicionar automaticamente.
Fixar a manivela do motor no eixo do motor por meio do aperto de 1 porca. Ao final da operação o manipulador retorna para posição inicial automaticamente.
Levar sub-conjunto para posto 3 e posicioná-lo no berço de fixação.
Estoque de hastes direita e esquerda e sub-conjunto montado do 2º posto.
Clipsar haste direita na manivela do motor e na manivela do mancal direito com uma clipsadeira pneumática.
Transporte da haste direita até o sub-conjunto montado.
CONTINUA

35
3.5 Indicadores utilizados para o novo conceito de produção Lean.
Os indicadores para a realização do estudo foram os seguintes:
Redução de custo: Este indicador da o input para começar o estudo
para construção da nova célula no sistema Lean. A primeira tarefa é localizar
os custos em relação à margem, como mostra a figura 19 na fase 1. Na fase
2 são localizados os custos parciais tais como: materiais, mão-de-obra
direta, depreciação dos equipamentos, MUDAS, etc. Após a identificação de
todos os custos, o time multifuncional inicia a procura por melhorias no
processo. Na fase 4 são apresentados o aumento da margem e a queda do
custo após a implantação do sistema Lean no indicador custo.
F i g u r a 1 9 - I n d i c a d o r d e c u s t o ( V a l e o 2 0 0 2 ) .
MARGEM CUSTOS
Materiais Depreciação margem
MOD Outros custos
Materiais Depreciação margem
MOD Outros custosImplantação do Lean
margem CUSTOS
Fase 4
Fase 2
Fase 1
Fase 3
Final da operação3
(T.M.A.) Enquanto o posto realiza a operação, o operador cola etiqueta na peça pronta. a posiciona na caixa e se desloca para iniciar o ciclo novamente.
Transporte da haste esquerda até o sub-conjunto montado.
Clipsar haste esquerda na manivela do motor e na manivela do mancal esquerdo com uma clipsadeira pneumática.
CONTINUAÇÃO

36
Qualidade: Inicialmente neste indicador foi possível identificar se o novo
conceito de produção Lean Manufacturing, pode afetar diretamente a
qualidade do produto, e também alguns critérios foram definidos:
• cada defeito deve ser agregado na máquina onde ele foi criado;
• sempre parar ao primeiro defeito que ocorre, chamar a equipe de
suporte ( supervisão, qualidade) para analisar a causa;
• reduzir o número de defeito da linha atual de 3000 PPM (partes por
milhão), para 50 PPM;
• respeito ao produto e 5S (na figura 20 podemos ver o exemplo de
uma embalagem inadequada ao produto).
F i g u r a 2 0 - E m b a l a g e m i n a d e q u a d a ( V a l e o 2 0 0 6 ) .
Na figura 21, podemos ver como ficou a embalagem após melhoria.
F i g u r a 2 1 - E m b a l a g e m c o r r e t a ( V a l e o 2 0 0 6 )

37
Eficiência: O indíce de parada da atual linha de montagem de
mecanismos é muito alto devido a muitas micro-paradas e paradas
constantes para manutenção, fazendo com que a linha chegue a ter uma
ineficiência de 25%, ou seja, dentro de um turno de 8 horas de trabalho, a
linha fica parada o equivalente a duas horas, que seriam suficientes para
produzir aproximadamente 192 mecanismos.
Para melhorar a eficiência da linha de mecanismos foram adotadas as
seguintes ferramentas do Sistema de Manufatura Enxuta:
TRS = Taxa de Rendimento Sintético
Exemplo: cálculo do TRS de um turno de produção na linha de
mecanismos com cadência de 96 pç/hora e uma produção de 1500 peças
boas.
TRP = Taxa de Rendimento Produtivo
Paradas Programadas:
• Refeições - Manutenção Preventiva;
• Set-up (troca de série) - 5S.
TRP = Qtde Peças Boas x Tempo de ciclo
Tempo total de produção – paradas prog. X 3600
TRS = Qtde Peças Boas x Tempo de ciclo
Tempo Disponível da instalação x 3600
TRS = 1500pçs x 37,5s
24 x 3600 X 100 = 65.10%

38
Exemplo: cálculo do TRP de uma linha que fabricou 1500 peças boas em
12 horas de produção, com uma parada programada de 1 hora para
refeição e com uma cadência calculada de 150 peças/hora.
MTBF = Tempo Médio entre Falhas (Mean Time Between Failures)
É o tempo o qual a máquina funcionou entre 2 paradas, ou seja o tempo
médio de bom funcionamento, como mostra a figura 22.
F i g u r a 2 2 - L o c a l i z a ç ã o d o M T B F , e n t r e u m a q u e b r a e m i c r o p a r a d a ( E a t o n , 1 9 9 8 ) .
MTTR = Tempo Médio para Reparo (Mean Time To Repair).
É o tempo médio necessário para reparar o equipamento, cada “tempo
de reparo” iniciando na hora em que a máquina pára e terminando quando o
equipamento estiver novamente funcionando, conforme figura 23.
TRP = 1500pçs x 24 seg
X 3600 X 100 = 90,9%
Temp
QuebraMicro paradas
Quebra
Número de paradas MTBF =
Tempo de funcionamento
12 horas de produção – 1 hora de refeição

39
F i g u r a 2 3 - L o c a l i z a ç ã o d o M T T R , t e m p o d e c o n s e r t o d a m á q u i n a ( E a t o n , 1 9 9 8 ) .
Tipos de paradas:
• Quebras e Micro parados da máquina;
• Avarias relacionadas a ferramentais;
• Paradas por Manutenção (Elétrica, Pneumática, Hidráulica ou Mecânica);
• Ajustes freqüentes (Sensores).
Para diminuir as paradas para manutenção e reduzir os índices de MTBF
e MTTR, e seguir os conceitos do WCM, foram adotados algumas regras de
construção para a nova célula de montagem como seguem abaixo:
• Todos os componentes com potencial necessidade de troca (sensores,
materiais pneumáticos, hidráulicos, elétricos, etc) devem ser do mesmo
fabricante dos existentes no almoxarifado da manutenção;
• Todos os sensores devem ser com conectores para facilitar sua
substituição;
• Todas as mangueiras e cabos de sensores devem estar identificados com
seus endereços no programa do CLP;
• Todas as partes móveis da máquina e que tenham contato com o produto
devem ter tratamento térmico;
• Todos os programas do CLP devem estar comentados e pré-dispostos a
configurações futuras via IHM (interface homem-máquina);
Temp
QuebraMicro paradas
Quebra
Tempo p/ reparar as quebras
Número de paradas MTTR =

40
• Todos os postos devem possuir IHM para indicar, dentre outras coisas, o
motivo da parada;
• Os postos devem estar sobre rodízios, sendo 2 fixos e 2 giratórios com
freio;
• Todas as conexões (pneumáticas e hidráulicas) devem ser de engate
rápido;
• Todos os armários elétricos devem possuir uma tomada na sua porta com
a indicação da voltagem;
• Todos os sensores e barreiras óticas devem possuir proteção contra
choques;
• Todos os parafusos de fixação das partes devem ser tipo hallen;
• Todos os postos devem possuir alertas sonoros para indicarem falhas;
• Todos os armários elétricos devem possuir um suporte para colocar uma
cópia atualizada do esquema elétrico.
• Sempre que possível, todo o enclausuramento das máquinas devem ser
feitos com policarbonato (PETG) para facilitar a visualização das partes
móveis dos postos;
• As partes traseiras de todos os postos devem ser com portas e chave de
segurança para facilitar o acesso;
• Todos os sensores devem ter um range igual ou superior ao dobro da
distância em que ficará da parte a ser detectada;
• Todo fornecimento de ar comprimido, energia elétrica e cabeamento de
rede devem ser feitos pelo alto;
• Todos os finais de curso dos cilíndros pneumáticos devem ser com fusos
de ajuste fino e amortecedores hidráulicos;
• Todos os postos devem conter luminárias;
• Todos os postos devem conter uma pasta com intruções de manutenção
de 1º nível (realizadas pelo operador), dentre outras.

41
3.6 Construção do Mock-up (modelo para teste):
Com os dados coletados na linha de montagem existente (cadência,
número de operadores, área ocupada, eficiência, fluxo, etc), fluxo de processo
proposto, definição e esclarecimento dos indicadores e algumas regras de
construção dos postos definidas, iniciasse a construção dos Mock-up’s.
Algumas idéias são levantadas após a realização de um brainstorming. Essas
idéias são anotadas em post-its e a aplicabilidade de cada idéia é avaliada.
Logo após, iniciam-se os estudos do novo processo realizando a simulação de
montagem de um produto com a ajuda Mock-up’s. Para isso é nescessário ir ao
chão da fábrica, realizar uma análise dos postos existentes, quando possível,
para levantar os tempos de máquina que servirão de base para o uso nos mock-
ups. Nessa etapa serão discutidos e validados todos os pontos referentes ao
processo, tais como o fluxograma, lay-out, abastecimentos, segurança,
ergonomia, produtividade, etc.
A figura 24 mostra as idéias iniciais de todos integrantes do time
multifuncional anexadas em rascunhos, em seguida idéias definitivas para o
novo processo.
F i g u r a 2 4 - F l i p C h a r t c o m r a s c u n h o s a n e x a d o s ( V a l e o 2 0 0 6 )
Idéias iniciais
Idéias que serão aplicadas

42
Pelo fato dos Mock-up’s serem feitos de papelão e serem construídos
para uma análise preliminar do processo, durante a simulação de montagem
dos produto, ele pode ser alterado conforme a necessidade. Algumas regras
para a construção dos Mock-up’s são:
• Ser feito em escala real;
• Ser feito com papelão ou material similar;
• Ter a participação de um time multifuncional;
• Ter uma área igual ou maior a que a célula será montada para realização
das simulações;
Durante a análise do mock-up temos que ser rigorosos também com:
• Ergonomia: altura do posto, posição de pegada e retirada de produto;
• Manutenção: dispositivos de fácil ascesso;
• Segurança: (proteções dos equipamentos dentro das normas vigentes).
A figuras 25, 26 e 27 mostram os mock-up’s que compõem a linha de
montagem dos mecanismos representando os postos 1, 2 e 3 respectivamente.
F i g u r a 2 5 - M o c k - u p d o p o s t o 1 c o n c l u í d o ( V a l e o 2 0 0 7 )

43
F i g u r a 2 6 - M o c k - u p d o p o s t o 2 c o n c l u í d o ( V a l e o 2 0 0 7 )
F i g u r a 2 7 - M o c k - u p d o p o s t o 3 c o n c l u í d o ( V a l e o 2 0 0 7 )

44
Após as simulações realizadas nos mock up’s, verificou-se a possibilidade
de chegar a uma produção de aproximadamente 60 peças/hora com 1 operador ou
120 peças/hora com 2 operadores. Podemos considerar que teremos inicialmente
18,7 horas da produção, sendo que das 24 horas do dia, 2 horas são para as
refeições do 1º, 2º e 3º turno (40 minutos cada refeição) e uma eficiência de
aproximadamente 85% (reuniões, limpeza, ginástica laboral, período de
aprendizagem dos operadores, etc).
Com um volume de 410 mil peças/ano contratado pelo cliente, chegamos
ao valor de produção mensal de aproximadamente 34.170 peças/mês e 1553
peças/dia. Com esses dados é possível verificar que seriam necessários
aproximadamente 13 horas da linha de produção, trabalhando com 2 operadores,
ou seja, teríamos ainda uma folga de 5,7 horas/dia da produção, o que representa
que estaríamos utilizando apenas 70% da disponibilidade da linha. Isso dá uma
margem de segurança muito boa, considerando que os volumes são confirmado
apenas após o lançamento do carro, e por histórico sabemos que pode variar para
cima e para baixo.
Com a realização de todas as simulações e estudos nos mock up’s durante
os três dias, o fornecedor é capaz de preparar uma proposta comercial bem
precisa pois pôde perceber exatamente qual é o objetivo a ser atingido.
Após o recebimento da proposta comercial, foi feito um levantamento junto
ao departamento financeiro para levantar o índice de depreciação aplicado às
máquinas e equipamentos e considerando a proposta comercial enviada pelo
fornecedor e chegou-se ao cálculo de 2,7 anos para o retorno do investimento
(payback), sendo que o tempo máximo aceito pela empresa é de três anos. Com
esse dado é possível abrir o pedido de compras para a construção da célula.

45
4. RESULTADOS OBTIDOS APÓS A IMPLEMENTAÇÃO DO LEAN
Com a finalização da construção da célula de montagem real, foi possível
calcular os ganhos obtidos e compará-los aos da linha de montagem existente.
O quadro da figura 28 nos dá uma idéia dos ganhos obtidos com a nova célula
de montagem quando comparada a linha de montagem existente.
Os resultados mostrados no quadro da figura 28 foram obtidos após um
mês de trabalho na nova célula, ou seja, ainda existem potenciais melhorias a
serem realizadas, como por exemplo à melhoria da habilidade dos operadores,
redução de alguns tempos de produção não verificados nesse período, etc.
Estudos Obtidos com a Implementação do Lean
Itens Processo Anterior Novo Processo
Cadência 96 pçs / hora com 3 operadores
120 pçs / hora com 2 operadores
TOP (Tempo operacional Padrão) 112,5” 60"
Tempo de Set - up 20' 5'
MOD / turno 3 operadores 2 operadores
PPM linha 3000 50
MTBF (Tempo entre paradas) 8 horas 32 horas
MTTR (Tempo para reparo) 0,67 hora 0,25 hora Eficiência (%tempo real de
produção) - TRP 75,4% 95%
Área (m2) 24 16
Posição/método de trabalho dos operadores
1 em cada posto, parado e em pé
Operadores trabalham andando e passam por todos
os 3 postos. Fluxo peça-a-peça Não Sim
F i g u r a 2 8 – E s t u d o d o s r e s u l t a d o s o b t i d o s .
Na figura 27 pode-se notar que a produtividade aumentou de 32
peças/hora/operador para 60 peças/hora/operador, com uma redução de 1
operador por turno, isso significa um ganho de 33% da MOD.

46
Com esse novo conceito de célula de montagem, o tempo operacional
padrão (TOP) reduziu de 112,5s para 60s, tendo redução de 46,7%. Conseguiu-
se também, com a adequação dos novos postos e a implantação de IHM’s,
reduzir o tempo de troca de série (Set-up), que reduziu para 5 minutos, não
precisando mais ajustar os dispositvos a cada troca de referência como era
realizado na antiga linha de montagem.
Se levarmos em conta a produção de peças/hora/operador, vemos que a
evolução foi de 32 peças/hora/operador (na linha de montagem) para 60
peças/hora/operador (na célula de montagem), o que representa uma elevação
de 87,5% na produtividade
Na figura 29 podemos ver a nova disposição dos postos em “U”, formando
uma célula de montagem. O corredor interno formado pela disposição dos postos
tem 1,25m de largura e a distância de centro-a-centro entre os postos é de no
máximo 1 metro. Tudo isso para possibilitar ao operador alcançar todos os postos
com o mínimo de movimentação possível.
F i g u r a 2 9 – L a y o u t d a c é l u l a d e m o n t a g e m f i n a l ( V a l e o 2 0 0 7 )
Posto 1
Abastecedor
Op. 2
Posto 2
Posto 3
Unidade hidráulica
Painel elétrico
Tambor de graxa
Impressora de etiquetas
Sentido de giro
Op. 1
Abastecedor
Abastecedor
Abastecedor
Abastecedor

47
De acordo com a capacidade produtiva verificada de 60
peças/hora/operador e considerando que podemos utilizar até 3 turnos da célula
de montagem com até dois operadores por turno, podemos ter uma variação de
até seis diferentes capacidades produtivas (takt times) por dia , variando apenas a
quantidade de operadores e de turnos, conforme tabela abaixo.
Casos Nº de op’s
1º turno
Nº de op’s
2º turno
Nº de op’s
3º turno
Quantidade
Peças/dia
Quantidade
Peças/mês
Quantidade
Peças/ano
1º caso 1 0 0 374 8.224 98.691
2º caso 1 1 0 748 16.449 197.382
3º caso 1 1 1 1.121 24.673 296.073
4º caso 2 1 1 1.495 32.897 394.764
5º caso 2 2 1 1.869 41.125 493.500
6º caso 2 2 2 2.243 49.346 592.147
Figura 30 – Tabela dos takt times possíveis para a nova célula

48
Bibliografia WOMACK, J P; JONES, D. T., A máquina que mudou o mundo. 2. ed. Rio de Janeiro: Campus, 1992. WOMACK, J P; JONES, D. T., A Mentalidade Enxuta nas Empresas: 3. ed. Rio de Janeiro, Campus,2003. CORRÊA, H. L; GIANESI, I. G. N. Just in Time, MRP II e OPT: Um Enfoque Estratégico. São Paulo, Atlas, 1993. LAUGENI. Fernado P. Admistração da produção. 2. ed. São Paulo, Saraiva, 2006.
HALL, Robert W. Excelência na Manufatura. 3. ed. São Paulo, IMAM, 1988.
EATON CORPORATION. VSM. Valinhos, Eaton, 1998. 78p. Apostila de Treinamento. VALEO SISTEMAS LIMPADORES VWS Campinas, 2002. Treinamento escola 5 Eixos. VALEO SISTEMAS LIMPADORES VWS Campinas, 2000. 40p. Sitema de Produção Valeo SPV. VALEO SISTEMAS LIMPADORES VWS Campinas, 2006. Workshop Lean Investiment. TETRA PAK Monte Mor, 2006. 64p. Treinamento de Manufatura Enxuta.