aplicação de conceitos de lean e seis sigma na … · ficha catalogrÁfica hattori, marcel...
TRANSCRIPT
MARCEL HATTORI
Aplicação de conceitos de lean e seis sigma na preparação do processo de desenvolvimento de uma nova plataforma de produtos para o mercado global
agrícola.
São Paulo 2009
MARCEL HATTORI
Aplicação de conceitos de lean e seis sigma na preparação do processo de
desenvolvimento de uma nova plataforma de produtos para o mercado global agrícola.
Trabalho de Conclusão de Curso apresentado à
Escola Politécnica da Universidade de São Paulo
para obtenção do Título de Mestre Profissional em
Engenharia Automotiva.
Área de Concentração:
Engenharia Automotiva
Orientador: Prof. Dr. Marcelo Augusto Leal Alves
São Paulo 2009

FICHA CATALOGRÁFICA
Hattori, Marcel
Aplicação de conceitos de lean e seis sigma na preparação do processo de desenvolvimento de uma nova plataforma de produtos para o mercado global agrícola / M. Hattori. -- São Paulo, 2009.
84 p.
Trabalho de conclusão de curso (Mestrado Profissional em Engenharia Automotiva) - Escola Politécnica da Universidade de São Paulo.
1. Desenvolvimento de produtos 2. Administração de proje - tos 3. Manufatura enxuta 4. Controle da qualidade I. Universi- dade de São Paulo. Escola Politécnica II. t.
DEDICATÓRIA
À minha esposa Joseane, que me compreendeu, incentivou e apoiou em
todos os momentos, principalmente nos mais difíceis.
Aos meus pais Kunio e Rosa, que sempre me apoiaram, investindo em minha
educação e me incentivando a continuar investindo.

AGRADECIMENTOS
Ao Prof. Dr. Marcelo Augusto Alves Leal, pelo apoio e orientação. Aos irmãos Flávio e Cláudia, parentes e amigos por se importarem em estar
sempre presentes na minha vida compartilhando as conquistas e dificuldades.
RESUMO
A competitividade existente na indústria de máquinas agrícolas é semelhante
à da existente na indústria automotiva, onde o lançamento de novos produtos é
essencial para manter a permanência da empresa no mercado. Desta maneira, do
ponto de vista do fabricante de sistemas, os projetos de lançamentos de novos
produtos devem assegurar que o prazo, a previsão de custos e a qualidade do novo
produto sejam coerentes com o cronograma e requisitos das montadoras.
Desta maneira, este trabalho busca soluções nos conceitos de lean e seis
sigma para garantir que o fluxo de projeto na empresa estudada seja conduzido e
controlado com o mínimo de variações possíveis quando comparados, os objetivos
previstos, dos objetivos reais alcançados pelo projeto. Para tanto, foram levantados
problemas ocorridos em projetos anteriores, os quais utilizaram o fluxo existente e,
como o novo fluxo resolveu tais fraquezas.
Com a implementação de um projeto piloto, seguindo o fluxo proposto,
constatou-se que o sucesso do projeto de uma família de produtos depende,
principalmente, de etapas iniciais utilizadas para esclarecer os requisitos de todos os
possíveis clientes. Além disso, a definição da arquitetura do produto, seguindo
conceito modular ou de plataforma, assegura a reutilização de componentes,
resultando em agilidade e redução de investimentos nos lançamentos de projetos
derivativos. Ainda assim, outras ações em conjunto foram também responsáveis por
garantir o sucesso do fluxo proposto e do projeto piloto, assegurando baixo nível de
desvio dos objetivos apresentados no início do projeto.
ABSTRACT
The competiveness in the agrictultural machines business is similar to the
automotive business, when the launching of new products is essencial to keep a
position on the market. In this way, the suppliers projects must assure that the
timeline, costs and quality fits the requiqueremts of the machine manufacturers
(OEM).
This tesis looks for solutions on the lean and Six Sigma concepts to assure
that the project management of the analysed company happens with the minimum
necessary deviation from the targets confirmed on the beginning of each project. For
that, some problems that have been identified in implemented projects, were taken in
consideration to create a new project flow in order to solve all the weakness.
A pilot project was implemented following the proposed improvements on the
project flow, showing the gains when considering product plattform or modular
design, because it assures higher level of components reuse, assuring time, cost and
risk reduction for the development of derivatives products.
However, other improvements on the development flow have been considered
to get higher performace of the project regarding the intial targets.

LISTA DE ILUSTRAÇÕES Figura 1: Processo do APQP (AIAG, 1995)..............................................................................12 Figura 2: Processo de desenvolvimento da VDA 4.3 (adaptado de VDA, 1998) .....................13 Figura 3: Exemplo de espiral de Projeto (Elaborado pelo autor) ..............................................14 Figura 4: Diferenças do conceito de lean e Seis Sigma (adaptado de Fiore, 2004). .................16 Figura 5: Casa do desenvolvimento de produtos (adaptado de Fiore, 2004) ............................17 Figura 6: Nível de reutilização de componentes em função da estratégia do design do produto.
(adaptado de Fiore, 2004)..................................................................................................18 Figura 7: Cinco tipos de projetos de produtos (adaptado de Clark; Wheelwright, 1992) .........19 Figura 8: Barreira dos programas de seis sigmas encontradas pelas empresas que não adotam o
DFSS (adaptado de Adams, 2004). ...................................................................................23 Figura 9: Sistema de tração para colheitadeiras. .......................................................................52 Figura 10: Fatores principais que determinam o custo de uma carcaça de ferro fundido. ........54 Figura 11: Definição das atividades para o time de engenharia de produto, exclusivo para
sistemas de transmissão de colheitadeiras. ........................................................................55 Figura 12: Volume de produção de colheitadeiras de 2008 a 2010 ..........................................56 Figura 13: Volume de produção dos maiores fabricantes .........................................................57 Figura 14: Aplicações do sistema de transmissão para colheitadeiras ......................................58 Figura 15: Priorização de projetos.............................................................................................60 Figura 16: Exemplo do desdobramento de uma CTQ. ..............................................................64 Figura 17: Separação da família de transmissões para colheitadeiras em módulos ..................65 Figura 18: Exemplos de módulos da transmissão ....................................................................66 Figura 19: componentes comuns para a família de transmissões de colheitadeiras..................66 Figura 20: Conceito 1 da família de produtos ...........................................................................67 Figura 21: Conceito 2 para a família de produtos. ....................................................................68 Figura 22: Torque de saída da transmissão versus modelo de transmissão ..............................69 Figura 23: Linha de produtos definida ......................................................................................69 Figura 24: Arquitetura da nova família de produtos..................................................................70 Figura 25: Análise do fluxo de material. ...................................................................................72 Figura 26: Coleta de dados reais na colheitadeira em condições reais de colheita. ..................73 Figura 27: Bancada de testes acelerados disponíveis na matriz na Alemanha..........................74 Figura 28: Testes de confiabilidade somente para a transmissão mais crítica. .........................74
LISTA DE GRÁFICOS Gráfico 1: Gastos do projeto da família de produtos, considerando o novo fluxo em decorrer
do tempo ............................................................................................................................77 Gráfico 2: Gastos estimativos do projeto, considerando projetos independentes para formar a
família de produtos, seguindo o fluxo existente. ...............................................................78

LISTA DE QUADROS Quadro 1: Tipos de perdas no processo de desenvolvimento de produtos (adaptado de Fiore
2003)..................................................................................................................................22 Quadro 2: Etapas do fluxo de desenvolvimento do produto na Fase de Concepção (Idéia) .....39 Quadro 3: Etapas do fluxo de desenvolvimento do produto na Fase de Desenvolvimento do
produto e viabilidade econômica.......................................................................................41 Quadro 4: Etapas do fluxo de desenvolvimento do produto na Fase Desenvolvimento do
produto e construção do protótipo. ....................................................................................43 Quadro 5: Etapas do fluxo de desenvolvimento do produto na Fase validação e planejamento
para início da produção seriada. ........................................................................................45 Quadro 6: Etapas do fluxo de desenvolvimento do produto na Fase de Formalização do início
da produção seriada. ..........................................................................................................47 Quadro 7: Etapas do fluxo de desenvolvimento do produto na Fase de Liberação para
produção seriada. ...............................................................................................................48 Quadro 8: Etapas do fluxo de desenvolvimento do produto na Fase de Retroalimentação e
encerramento do projeto. ...................................................................................................49 Quadro 9: Principais alterações no fluxo de desenvolvimento .................................................51 Quadro 10: Base de rolamentos para novos desenvolvimentos ................................................53 Quadro 11: Modelos de colheitadeiras por fabricante divididos pela faixa de peso máximo. ..57 Quadro 12: Benchmarking com os quatro maiores clientes ......................................................59 Quadro 13: Descrição da utilização das marchas para transmissões de 3 marchas...................59 Quadro 14: Descrição da utilização das marchas para transmissões de 4 marchas...................59 Quadro 15: identificação das funções do drivetrain de colheitadeiras sob o ponto de vista do
cliente ................................................................................................................................62 Quadro 16: Definição da base de fornecedores .........................................................................71 Quadro 17: Comparativo relativo a tempo de desenvolvimento entre o fluxo proposto e o fluxo
existente. ............................................................................................................................76 Quadro 18: Proposta para trabalho futuro considerando a definição de conceito desvinculada
ao projeto. ..........................................................................................................................79

LISTA DE ABREVIAÇÕES E SIGLAS
APQP Advanced Product Quality Planning
AIAG Automotive Industry Action Group
CTQ Critical to Quality
CPQ Cost of Poor Quality
DFA Design for Assembly
DFM Design for Manufacturing
DFSS Design for Six Sigma
DMADV Define, Measure, Analise, Design, Verify
DMAIC Define, Measure, Analise, Improve, Control
IDDOV Identify, Define, Develop, Optimize, Verify
GQT Gestão da Qualidade Total
PDP Processo de Desenvolvimento de Produtos

SUMÁRIO 1. INTRODUÇÃO...................................................................................................................9 2. PESQUISA BIBLIOGRÁFICA ........................................................................................11
2.1. Desenvolvimento de Novos Produtos .......................................................................11 2.1.1. Fases de desenvolvimento .................................................................................12 2.1.2. Análise de viabilidade técnica ...........................................................................14 2.1.3. Análise de viabilidade econômica .....................................................................14 2.1.4. Conceitos de formação de preços ......................................................................14
2.2. A Integração do pricípios lean e seis sigma no desenvolvimento de produtos. ........15 2.2.1. Arquitetura de produto.......................................................................................18 2.2.2. Metodologia Seis Sigmas e DFSS (Design for Six Sigma)...............................22
2.2.2.1. Definição do Seis Sigma ...........................................................................23 2.2.2.2. A Metodologia DMAIC ............................................................................25 2.2.2.3. A Fase Definir ...........................................................................................25 2.2.2.4. A Fase Medir .............................................................................................27 2.2.2.5. A Fase Analisar .........................................................................................28 2.2.2.6. A Fase Melhorar ........................................................................................29 2.2.2.7. A Fase Controlar........................................................................................30 2.2.2.8. A estrutura Seis Sigma ...............................................................................31 2.2.2.9. Apresentação da Metodologia Design For Six Sigma (DFSS)..................32
3. ANÁLISE DO PROCESSO DE DESENVOLVIMENTO DE PRODUTOS ATUAL DA EMPRESA ESTUDADA E A PROPOSTA DE UM NOVO FLUXO.....................................39
3.1. FASE A – Idéia / Conceito do Produto .....................................................................39 3.1.1. Problemas com o fluxo existente.......................................................................40 3.1.2. Soluções com o novo fluxo ...............................................................................40
3.2. FASE B – Desenvolvimento do produto e Viabilidade econômica ..........................41 3.2.1. Problemas com o fluxo existente.......................................................................42 3.2.2. Soluções com o novo fluxo ...............................................................................42
3.3. FASE C – Desenvolvimento do produto e construção do protótipo .........................43 3.3.1. Problemas com o fluxo existente.......................................................................43 3.3.2. Soluções com o novo fluxo ...............................................................................44
3.4. FASE D – Validação do produto e revisão do planejamento para início da produção seriada. ...................................................................................................................................45
3.4.1. Problemas com o fluxo existente.......................................................................46 3.4.2. Soluções com o novo fluxo ...............................................................................46
3.5. FASE E – Formalização do início da produção seriada ............................................47 3.5.1. Problemas com o fluxo existente.......................................................................47 3.5.2. Soluções com o novo fluxo ...............................................................................48
3.6. FASE F – Liberação para produção seriada ..............................................................48 3.6.1. Problemas com o fluxo existente.......................................................................49 3.6.2. Soluções com o novo fluxo ...............................................................................49
3.7. FASE G – Retroalimentação e encerramento do projeto ..........................................49 3.7.1. Problemas com o fluxo existente.......................................................................50 3.7.2. Soluções com o novo fluxo ...............................................................................50
4. O ESTUDO DE CASO E A IMPLEMENTAÇÃO DO FLUXO PROPOSTO................52 4.1. Melhorias auxiliares à implementação do novo fluxo de desenvolvimento..............53
4.1.1. Implementação do conceito de reutilização de componentes............................53 4.1.2. Controle de custos dos componentes em desenvolvimento ..............................54 4.1.3. Envolvimento e autonomia dos funcionários ....................................................54
4.2. A implementação das novas etapas no novo fluxo de desenvolvimento...................55 4.2.1. Pesquisa de mercado (Etapa do fluxo A2).........................................................56 4.2.2. Estudo de competidores (Etapa do fluxo A3)....................................................58 4.2.3. Análise de Patentes (Etapa do fluxo A3)...........................................................59 4.2.4. Priorização de projetos (Etapa do fluxo A4) .....................................................60
4.2.5. Formalização do projeto potencial (Etapa do fluxo A5) .......................................61 4.2.5.1. Definição das metas...........................................................................................61 4.2.6. Definição de valor sob o ponto de vista do cliente (Etapa do fluxo B1)...............61 4.2.7. Conceito da nova família de produtos (Etapa do fluxo B4) ..................................64 4.2.8. Envolvimento dos fornecedores no processo de desenvolvimento do produto (Engenharia Simultânea – etapa do fluxo B6).......................................................................70 4.2.9. Simulações e otimização do produto (Etapa do fluxo C1) ....................................72 4.2.10. Testes de validação do produto (Etapa do fluxo D1) ............................................73 4.2.11. Congelamento do projeto do produto (Etapa do fluxo D2)...................................75 4.2.12. Preço acordado com o cliente e ordem para a produção seriada (Etapa do fluxo E1 e E2) ...............................................................................................................................75 4.2.13. Monitoramento de falhas 0km e garantia (Etapa do fluxo G1) .............................75
5. RESUMO DOS RESULTADOS ......................................................................................76 6. CONCLUSÕES.................................................................................................................79 REFERÊNCIAS ........................................................................................................................82
9
1. INTRODUÇÃO
A possibilidade de pesquisar e melhorar o processo de desenvolvimento de
produtos para atender mercados de diferentes continentes, com diversificadas
exigências é a motivação para o desenvolvimento deste trabalho. Além disso, a
busca do autor em acrescer conceitos de lean e seis sigma como forma de melhorar
o desempenho de seu trabalho dedicado atualmente à coordenação do
desenvolvimento de novos produtos, foi o impulso adicional para este estudo.
De acordo com Gimenez (2006), na última década o país virou pólo de
produção de equipamentos agrícolas e também para exportação. Neste caminho
surge a necessidade de se instalar no país um centro de pesquisa para atender um
mercado variado como o brasileiro, que já é uma boa base para o mercado de
exportação.
Todavia, novos desenvolvimentos de sistema de transmissões para
colheitadeiras no grupo da empresa estudada ficaram na última década limitados a
pequenas alterações para atender o mercado local, causando uma grande
defasagem do entendimento do mercado e do nível de tecnologia encontrado nas
colheitadeiras do mercado global.
Por esta razão, nos últimos dois anos, a direção da empresa, reconhecendo
o potencial desta aplicação, vem construindo uma estrutura de desenvolvimento de
produtos para consolidar um processo de desenvolvimento que atenda às
expectativas dos clientes, principalmente no que diz respeito ao custo do produto,
prazo de desenvolvimento e qualidade.
O fluxo do processo de desenvolvimento existente na empresa estudada
segue o procedimento adotado pela matriz na Alemanha adaptado às necessidades
brasileiras e atende satisfatoriamente aos requisitos de qualidade determinados
pelas montadoras e pelos órgãos certificadores ISO/TS. Por outro lado, a autonomia
deliberada ao departamento de engenharia da filial no Brasil, intitulada como centro
de competência para o desenvolvimento de transmissões para colheitadeiras, faz
com que o processo construído para projetos derivativos seja adaptado à nova

10
necessidade da empresa de se desenvolver novos produtos com maior
complexidade para se adaptar principalmente ao exigente mercado europeu.
Para tanto, uma pesquisa bibliográfica sobre o processo de desenvolvimento
de produtos, conceitos lean e seis sigmas foi executada para atribuir robustez já
comprovada por casos de sucesso de outras empresas, como exemplo a Toyota.
Neste sentido, conceitos identificados e avaliados pelo autor como relevantes
foram implementados no novo fluxo de desenvolvimento de produtos, enfatizando em
um capítulo os problemas encontrados com o fluxo existente, indicando as soluções
para cada fase do projeto.
Enfim, para confirmar a eficácia das propostas de melhoria, um estudo de
caso foi realizado utilizando o novo fluxo, demonstrando os ganhos reais que o
projeto obteve.
Desta maneira, este presente estudo objetiva implementar princípios de lean e
seis sigma no processo de desenvolvimento de novos produtos de uma empresa
fabricante de sistemas de eixos e transmissões para máquinas agrícolas, com a
finalidade de preparar o processo para o desenvolvimento de uma nova plataforma
de produtos, assegurando baixos custos e qualidade do produto.
11
2. PESQUISA BIBLIOGRÁFICA
Este capítulo refere-se à pesquisa dos conceitos básicos referentes ao processo
de desenvolvimentos de novos produtos, metodologias Lean e Seis Sigma. Para os
leitores que já estão familiarizados com os conceitos, é recomendável continuar a
leitura a partir do capítulo 3.
2.1. Desenvolvimento de Novos Produtos
Segundo Clausing (1994), o desenvolvimento de novos produtos nas grandes
empresas é um processo multidisciplinar em que normalmente estão distribuídas
em várias áreas funcionais, porém são de maneira geral de forma seqüencial e
isolada, ou seja, as atividades de uma dada área se iniciam quando as atividades
de áreas anteriores forem concluídas, o que acaba gerando ciclos de
desenvolvimento longos.
Na indústria automotiva, as empresas normalmente seguem o manual de
referência do APQP (Advanced Product Quality Planning) - AIAG (1995),
desenvolvidos em conjunto pela Crysler, Ford e General Motors, o qual fornece
diretrizes de planejamento para a qualidade do produto, oferecendo suporte ao
desenvolvimento de produto ou serviço, com a finalidade de padronizar os sistemas
de qualidade das empresas montadoras, pois a existência de inúmeras normas
gerava, para os fornecedores, esforços desnecessários para atender a todos os
requisitos. Muitas vezes, duas normas exigiam praticamente o mesmo documento,
porém com diferente formatação. Em outros casos algumas empresas exigiam
procedimentos extremamente burocráticos sendo que outras já utilizavam soluções
mais eficientes. O APQP é um manual da qualidade respondendo aos requisitos de
certificação e às referências do sistema da qualidade QS-9000, ou seja, o APQP
oferece um método de trabalho para que os fornecedores cumpram as exigências do
planejamento avançado da qualidade do produto.
O APQP orienta para que todos os passos necessários, durante o
planejamento, sejam seguidos objetivando o lançamento do novo produto/processo
com o mínimo de problemas, resultando na diminuição de gastos com modificações,

12
e quando estas forem necessárias, que sejam identificados o mais cedo possível e
possam ser mais facilmente implementadas, evitando problemas posteriores ao
lançamento do produto (ABRAHAM; FERREIRA, 2000).
O manual oferece a seguinte orientação aos fornecedores automotivos:
• Planejamento e definição de programa;
• Especificação das atividades de projeto e desenvolvimento do produto;
• Especificação das atividades de processo e desenvolvimento do processo;
• Validação do produto e do processo;
• Retroalimentação, avaliação e ação corretiva;
• Metodologia do plano de controle visando auxiliar a produção.
2.1.1. Fases de desenvolvimento
O processo de desenvolvimento de produtos obedece às etapas definidas na
figura 1, e a gestão de projetos ocorre ao longo dessas etapas.
Figura 1: Processo do APQP (AIAG, 1995).
Além do APQP existem outras diretrizes utilizadas pela indústria automotiva
para o desenvolvimento de produto, como exemplo o VDA 4.3 (VDA, 1998), utilizado
principalmente na indústria alemã. Este processo está ilustrado na figura 2.
13
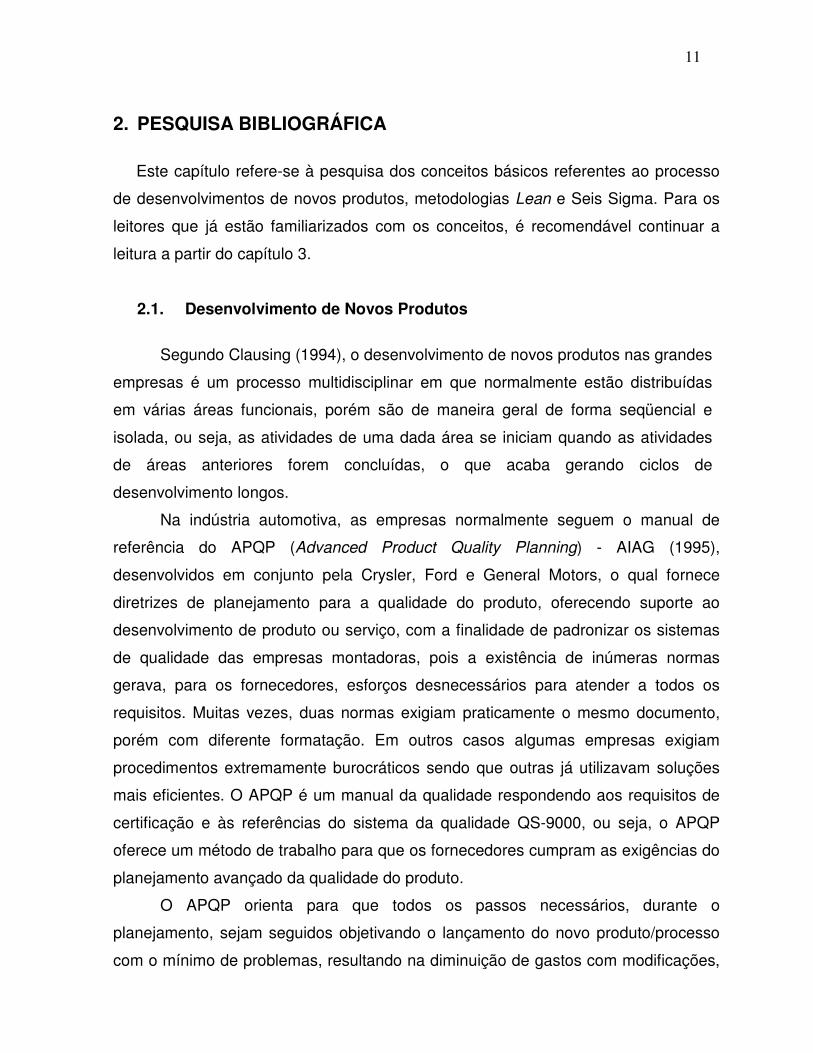
Figura 2: Processo de desenvolvimento da VDA 4.3 (adaptado de VDA, 1998)
Apesar das fases de projeto definidas pelas diretrizes de desenvolvimento de
novos produtos, Kaminski (2000) esclarece que todos os projetos não se
desenvolvem linearmente e, que necessita da interação de todas as áreas
envolvidas, pois cada atividade depende de várias áreas para ser concluída. Desta
maneira, a imagem que define um projeto é a de espiral, a chamada espiral de
projeto, conforme ilustra a figura 3, mantendo a característica de ter um início, um
meio e um fim.

14
Figura 3: Exemplo de espiral de Projeto (Elaborado pelo autor)
2.1.2. Análise de viabilidade técnica
A análise de viabilidade técnica, que visa proporcionar informações suficientes
para a futura viabilidade econômica do projeto, encontra-se na primeira volta da
espiral de projeto. Normalmente, análises de desempenho preliminares, desenhos de
novos componentes e lista de peças são os documentos utilizados nesta etapa.
2.1.3. Análise de viabilidade econômica
Para prosseguir com qualquer projeto é necessário que o conceito do produto
definido na fase de viabilidade técnica seja economicamente viável, garantindo
assim, que haja interesse pelo cliente em continuar com o projeto e, que a empresa
obtenha lucros com o novo produto.
2.1.4. Conceitos de formação de preços
De acordo com Brunstein (2005), o preço ideal de um produto deveria ser o
resultado obtido através da relação entre consumidores e produtores no mercado,
onde as curvas da oferta e da procura determinariam o preço de referência em uma
perfeita concorrência. No entanto, a necessidade de ofertar um produto rapidamente
faz com que as empresas adotem umas das três classes de política de preços
descritas abaixo:
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Pedido do cliente
Avaliação de Oportunidades e ameças
Análise de Viabilidade Técnica, Ambiental
Cotação de novos componentes
Acordo comercial com o cliente
Pedido interno
Desenvolvimento de protótipo
Compra de componentes
Produção de protótipo
Teste de protótipos e Validação
Controle da qualidade do protótipo
Envio de protótipo para cliente
Otimização de protótipo
Produção seriada
Controle da qualidade daprodução seriada
1
2
3
4
56
7
8
9
10
11
1213
14
15
VendasCliente
Setor da Qualidade
Engenharia de Produto
Compras
Setor de Produção de Protótipo
Setor de Produçãoseriada
Setor de Testes/Validação
15
Política de preços baseada em custo, também conhecida como “cost plus
markup”, ou custo mais margem, o preço é fixado com base no custo total
multiplicado pela margem de lucro especificada pela empresa;
Política de preços baseada na estrutura do mercado, o preço atribuído
baseia-se no preço de um produto de referência no mercado, multiplicado por uma
constante de proporcionalidade estabelecida pela empresa;
Política de preços baseada em objetivos, o preço é atribuído por metas
estabelecidas pela empresa. Exemplo de meta: Taxa de retorno em função do
investimento
2.2. A Integração do pricípios lean e seis sigma no desenvolvimento de
produtos.
De acordo como Fiore (2004), para atingir a máximo desempenho no
desenvolvimento de produtos, não somente com relação ao tempo de
desenvolvimento, mas também ao custo e qualidade, uma combinação de princípios
lean e seis sigmas devem ser empregados. Filosofia lean lida com a cadeia de valor,
eliminação de perdas, concentração no trabalho e fluxo para atingir o objetivo de
reduzir o ciclo de desenvolvimento. Por outro lado, o seis sigma utiliza redução de
variações, de retrabalho, de refugo e de controle do processo para aumentar o
controle de qualidade do produto. Desta maneira, os dois conceitos são
complementares para se atingir o melhor desempenho. As diferenças dos dois
processos estão ilustradas na figura 4.

16
Figura 4: Diferenças do conceito de lean e Seis Sigma (adaptado de Fiore, 2004).
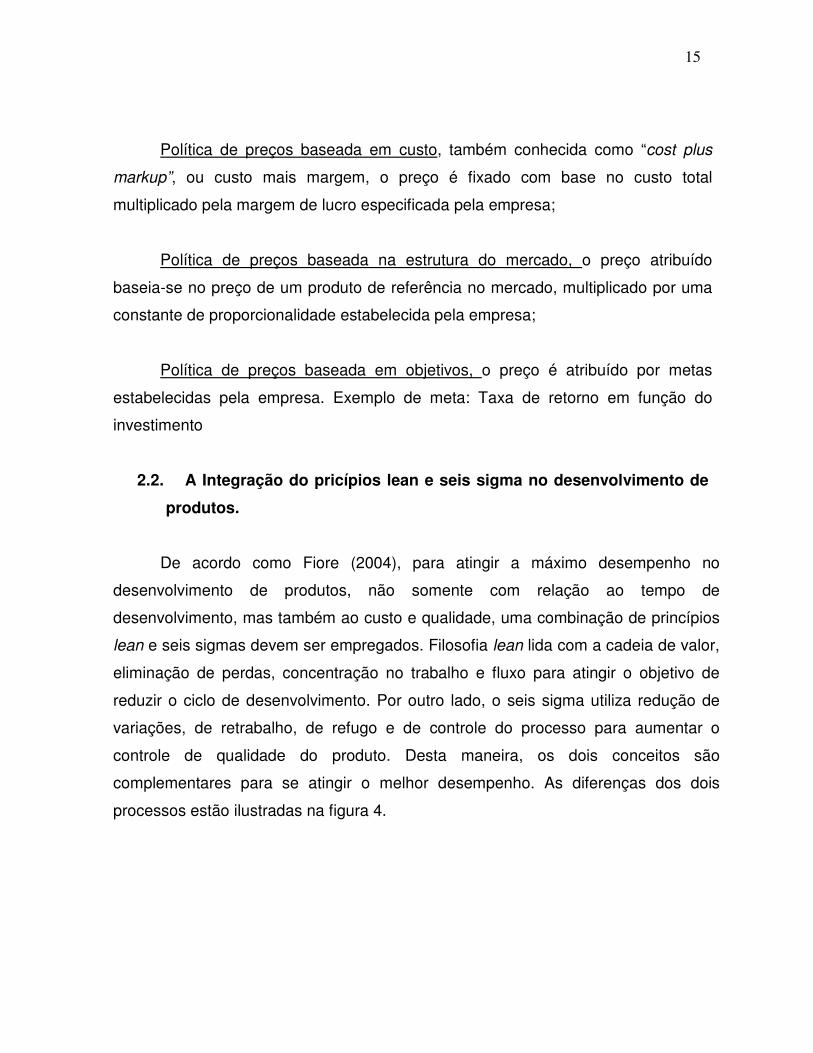
O mesmo autor propõe uma metodologia com dois pilares de sustentação,
formando a “casa do desenvolvimento de produto”, mas a base ou o alicerce deve
estar firme com a gestão de recursos, com a aplicação da máxima reutilização de
componentes e, com a estrutura do processo como um todo. Assim, o telhado da
casa torna-se a consolidação e o controle do processo após a implementação,
conforme ilustra a figura 5.
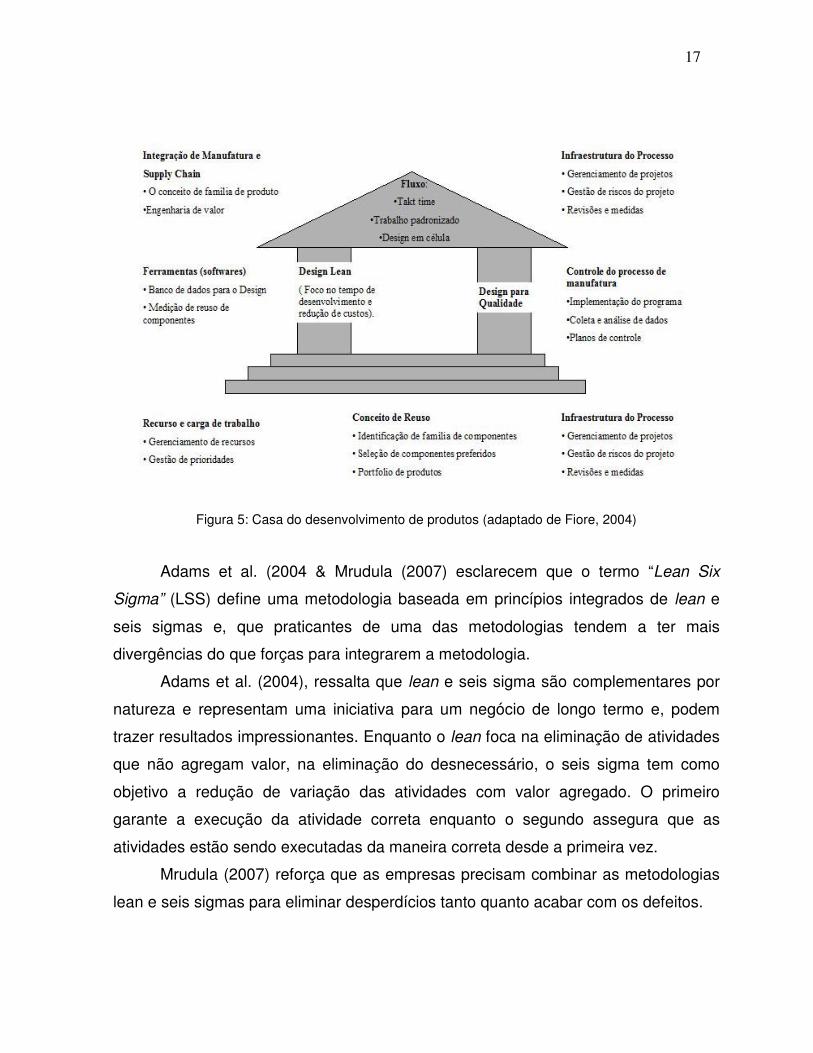
17
Figura 5: Casa do desenvolvimento de produtos (adaptado de Fiore, 2004)
Adams et al. (2004 & Mrudula (2007) esclarecem que o termo “Lean Six
Sigma” (LSS) define uma metodologia baseada em princípios integrados de lean e
seis sigmas e, que praticantes de uma das metodologias tendem a ter mais
divergências do que forças para integrarem a metodologia.
Adams et al. (2004), ressalta que lean e seis sigma são complementares por
natureza e representam uma iniciativa para um negócio de longo termo e, podem
trazer resultados impressionantes. Enquanto o lean foca na eliminação de atividades
que não agregam valor, na eliminação do desnecessário, o seis sigma tem como
objetivo a redução de variação das atividades com valor agregado. O primeiro
garante a execução da atividade correta enquanto o segundo assegura que as
atividades estão sendo executadas da maneira correta desde a primeira vez.
Mrudula (2007) reforça que as empresas precisam combinar as metodologias
lean e seis sigmas para eliminar desperdícios tanto quanto acabar com os defeitos.
18
2.2.1. Arquitetura de produto
Segundo Mather apud Simpson (2004), o foco individual em clientes e
produtos resulta em falha no sentido de reutilização de componentes entre diferentes
linhas de produtos para aplicações semelhantes. A proliferação de uma variedade de
produtos pode elevar os custos substancialmente. O melhor caminho é entender
como preencher os requisitos dos clientes, definindo uma família de produtos
baseada no design para plataforma ou modular, atingindo a máxima redução de
custo.
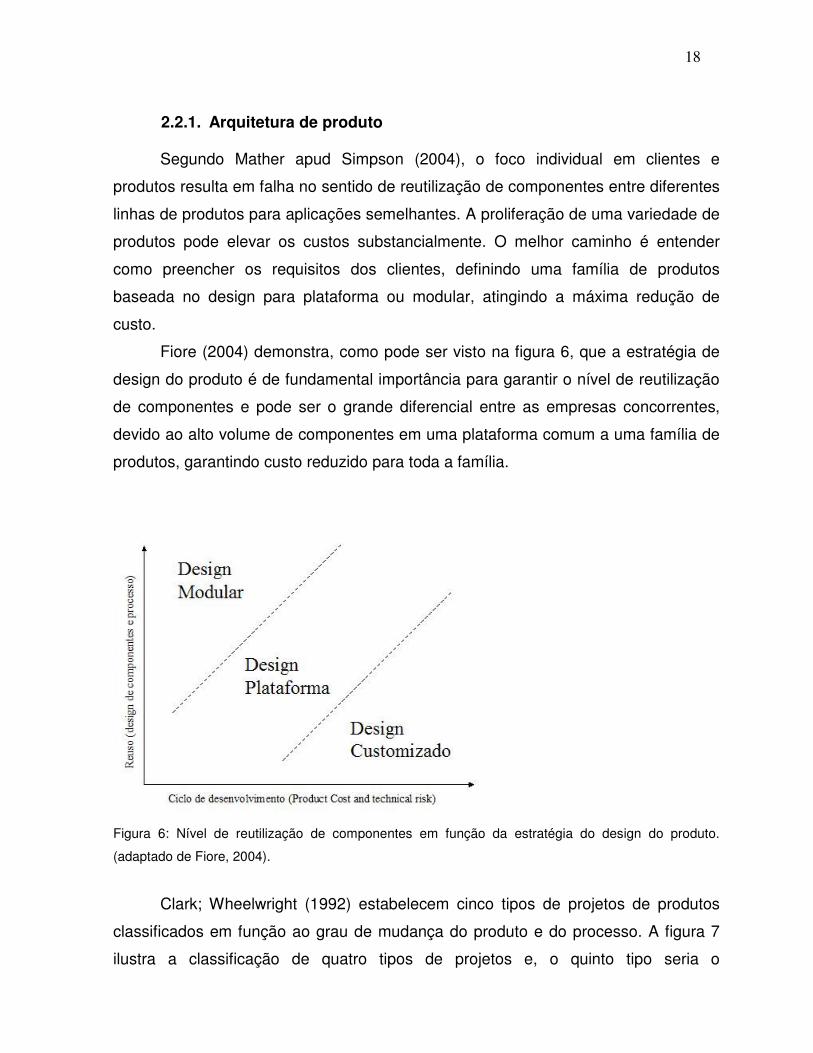
Fiore (2004) demonstra, como pode ser visto na figura 6, que a estratégia de
design do produto é de fundamental importância para garantir o nível de reutilização
de componentes e pode ser o grande diferencial entre as empresas concorrentes,
devido ao alto volume de componentes em uma plataforma comum a uma família de
produtos, garantindo custo reduzido para toda a família.
Figura 6: Nível de reutilização de componentes em função da estratégia do design do produto.
(adaptado de Fiore, 2004).
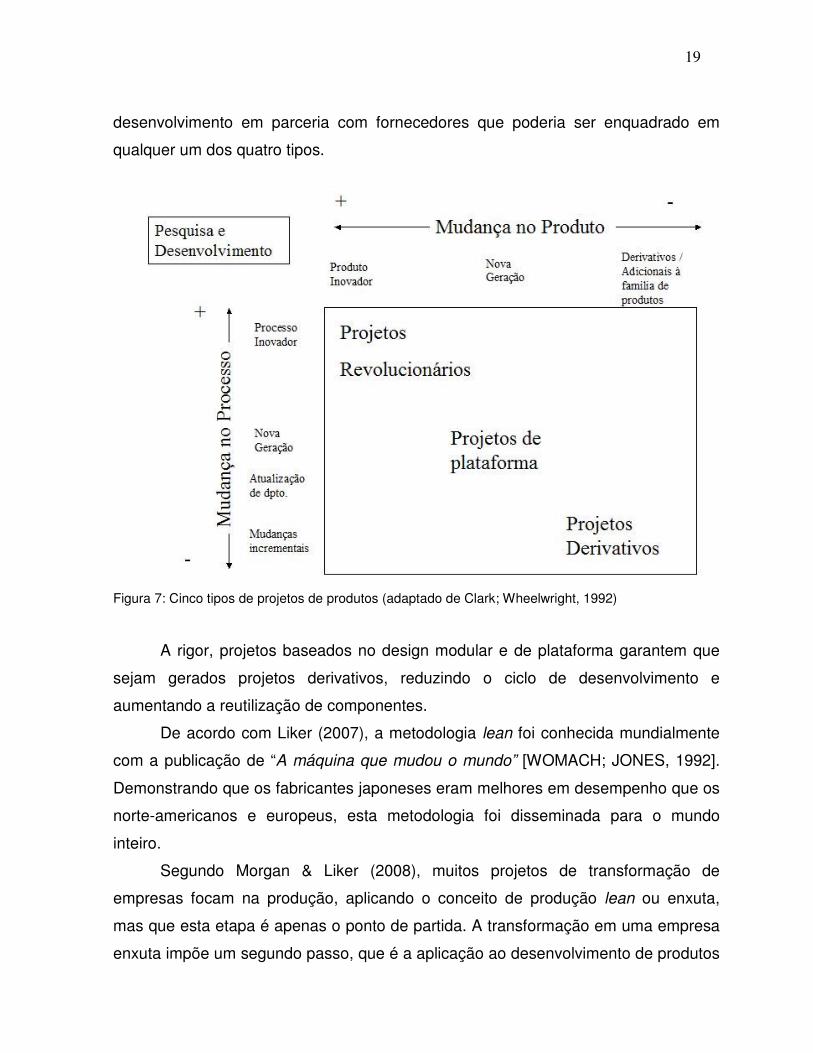
Clark; Wheelwright (1992) estabelecem cinco tipos de projetos de produtos
classificados em função ao grau de mudança do produto e do processo. A figura 7
ilustra a classificação de quatro tipos de projetos e, o quinto tipo seria o
19
desenvolvimento em parceria com fornecedores que poderia ser enquadrado em
qualquer um dos quatro tipos.
Figura 7: Cinco tipos de projetos de produtos (adaptado de Clark; Wheelwright, 1992)
A rigor, projetos baseados no design modular e de plataforma garantem que
sejam gerados projetos derivativos, reduzindo o ciclo de desenvolvimento e
aumentando a reutilização de componentes.
De acordo com Liker (2007), a metodologia lean foi conhecida mundialmente
com a publicação de “A máquina que mudou o mundo” [WOMACH; JONES, 1992].
Demonstrando que os fabricantes japoneses eram melhores em desempenho que os
norte-americanos e europeus, esta metodologia foi disseminada para o mundo
inteiro.
Segundo Morgan & Liker (2008), muitos projetos de transformação de
empresas focam na produção, aplicando o conceito de produção lean ou enxuta,
mas que esta etapa é apenas o ponto de partida. A transformação em uma empresa
enxuta impõe um segundo passo, que é a aplicação ao desenvolvimento de produtos

20
e processo, o qual gera maior impacto na empresa devido às limitações de redução
de desperdício na produção.
Lovro (2009) afirma que para obter sucesso na implementação do conceito
lean no PDP, a empresa não pode se restringir às técnicas convencionais da
conhecida engenharia simultânea, trabalhos de engenharia padronizados ou mesmo
estruturas organizacionais que designam fortes gerentes executivos de projeto para
a função. Para a consolidação deste processo, o foco deve ser na efetiva criação de
fluxos de valor operacional ao longo do ciclo de desenvolvimento, os quais se
mostrem realmente lucrativos e, além disto, entender que a criação do conhecimento
reutilizável será chave para atingir isto de forma mais eficiente, previsível e eficaz.
Acadêmicos da escola lean nos Estados Unidos concluíram em seus estudos
que um dos fatores chave para o sucesso japonês deriva do eficiente processo de
integração entre o desenho do produto e do processo, incluindo-se também a
integração com outras áreas funcionais tais como Marketing, Compras, Finanças,
Logística etc [Fiore, 2003].
Segundo Liker (2007), os princípios básicos utilizados no sistema Toyota de
Desenvolvimento de Produtos podem ser agrupados em três grandes grupos:
processos, tecnologia aplicada e suas ferramentas e estruturas organizacionais e
pessoas, que ao final devem integrar todas as fases do ciclo de desenvolvimento de
produtos. Com relação à tecnologia e suas ferramentas, para os primeiros passos
recomenda-se adotar preferencialmente tecnologias conhecidas e que sirvam
diretamente as pessoas e processos existentes, alinhando sua organização através
de comunicação visual simples, além de utilizar poderosas ferramentas de
padronização e aprendizado organizacional.
Fiore (2003) sumariza que os cinco princípios básicos do lean são:
1) Identificar valor nos olhos dos clientes
2) Identificar o fluxo de valor e eliminar desperdício
3) Construir o fluxo de valor puxado pelo cliente
4) Envolver e conceder autonomia aos funcionários
5) Melhorar continuamente em busca da perfeição.
21
Todavia, para o desenvolvimento de produtos estes cinco princípios podem
ser transformados em três:
1) Foco no trabalho mais importante, que significa escolher ou priorizar os
projetos corretos, aqueles que são de maiores valores para o negócio que
está alinhado com a competência da empresa. Consolidar os requisitos dos
clientes de forma clara e determinar como estes requisitos estão alinhados
com a tecnologia conhecida pela empresa e capacidade do processo.
Identificar quaisquer falhas que possam existir.
2) Concentrar no trabalho: minimizar a sobrecarga de trabalho e equilibrar a
demanda de trabalho com a capacidade disponível, facilitando comunicação e
trabalho em equipe através de layout físico ou computadores ligados em rede.
Aprendizado contínuo.
3) Conhecimento de reutilização: preparar o portfólio de produtos, conhecimento
do produto e base de habilidade técnicas de forma organizada em um banco
de dados disponível. Utilizar disciplina gerencial para tornar o processo
repetitivo, desenvolver processos padronizados, reduzir interrupção do
processo e tempo ocioso de funcionários. Marcos no projeto e pontos de
checagem bem definidos ao longo das fases importantes
Fiore (2003) resume também os desperdícios mais comuns no PDP através
do quadro 1.

22
Quadro 1: Tipos de perdas no processo de desenvolvimento de produtos (adaptado de Fiore 2003).
2.2.2. Metodologia Seis Sigmas e DFSS (Design for Six Sigma)
Rotondaro et al. (2002), descrevem que programa Seis Sigma nasceu em
1987 na Motorola, quando esta precisava se capacitar para enfrentar seus
concorrentes que fabricavam produtos com qualidade igual ou superior, porém com
preços mais baixos. O programa tornou-se conhecido a partir de 1988, quando
aquela empresa foi premiada como Prêmio Nacional de qualidade Malcom Baldrige.
Desde então o programa, com a divulgação de seus gigantescos ganhos alcançados,
começou a se dissipar por empresas de diversos ramos industriais (como
automobilístico, eletrônico, farmacêutico etc.) e de serviços (bancos, call centers,
distribuidoras, cartões de crédito).
No final da década de 1990, surge Design for Six Sigma (DFSS) na General
Electric (GE), o qual é uma extensão do Seis Sigma para o projeto de novos
produtos e processos, caracterizado por uma abordagem metodológica sistemática
que, pela utilização conjunta de métodos estatísticos e de engenharia, permite que a
Tipo de Perda Exemplo no desenvolvimento de produtos
Dados incorretos em documentosErro em desenhos de engenharia
Impressão de relatórios extrasProjeto (Design) sem fabricação do produto
Mover uma informação de um departamento para outroDados em mãos erradas
Dados parados em caixas (e-mail, correio, etc)Trabalhos repetitivos mensalmente
Transações sem processamentoDados sem utilização
Análises desnecessáriasAtividade não planejada
Aprovações, assinaturasEnvio ou impressão de arquivos não requisitados
Inventário
Movimentação
Processo
Defeitos
Produção em excesso
Transporte
Espera
23
empresa lance no mercado o produto certo, no prazo mais curto possível e com
custos mínimos (CREVELING, SLUTSKY & ANTIS, 2003).
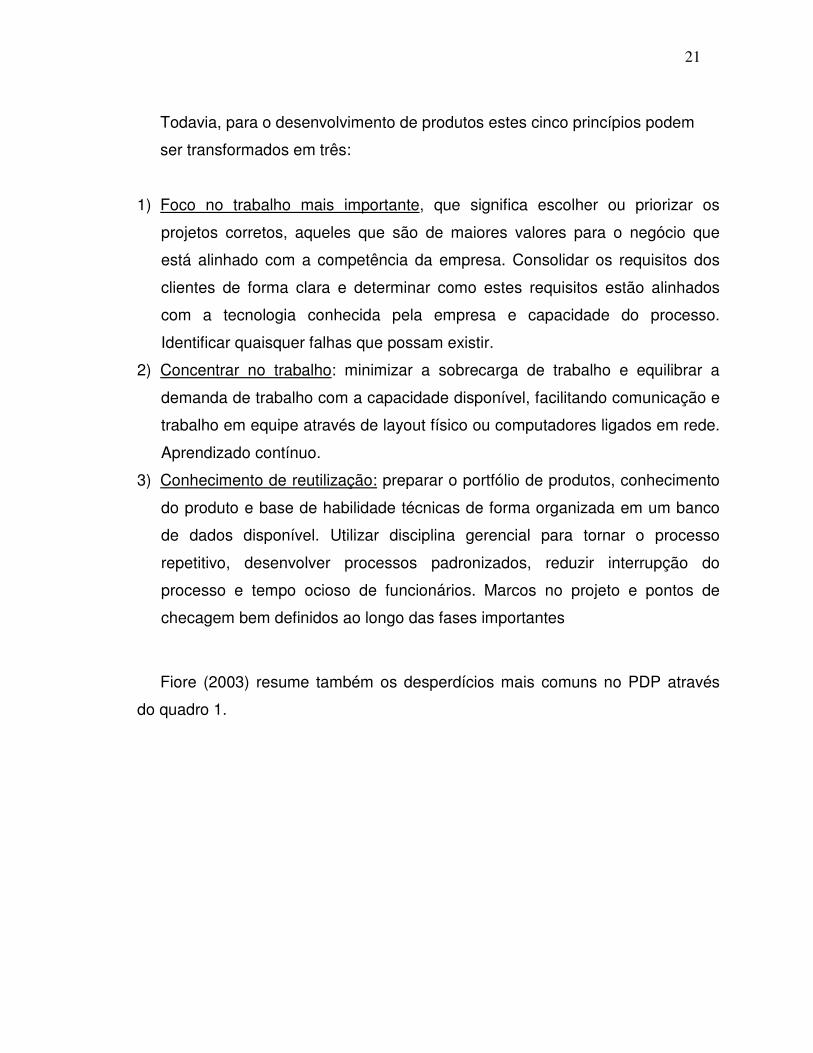
Adams (2004), afirma que as empresas inicialmente adotam o seis sigmas
somente na produção, porém apenas conseguem ultrapassar a barreira de seis
sigmas com a implementação do DFSS, conforme ilustrado na figura 8.
Figura 8: Barreira dos programas de seis sigmas encontradas pelas empresas que não adotam o
DFSS (adaptado de Adams, 2004).
2.2.2.1. Definição do Seis Sigma
Segundo PANDE et al. (2001), Seis Sigma é definido como um sistema
abrangente e flexível para alcançar, sustentar e maximizar o sucesso empresarial,
onde o Seis Sigma é singularmente impulsionado por uma estreita compreensão das
necessidades dos clientes, pelo uso disciplinado de fatos, dados e análise estatística
e a atenção diligente à gestão, melhoria e reinvenção dos processos de negócios.
Esta definição fornece a base de todos os esforços para se descerrar o potencial do
Seis Sigma para uma organização. Os tipos de sucesso empresarial são

24
proporcionais aos inúmeros benefícios comprovados que se pode alcançar com o
Seis Sigma, tais como:
• Redução de custos;
• Melhoria de produtividade;
• Crescimento da fatia de mercado;
• Retenção de clientes;
• Redução de tempo de ciclo;
• Redução de defeitos;
• Mudança cultural;
• Desenvolvimento de produto/serviço.
Seis Sigma é definido como um processo de negócio que permite às
organizações incrementar seus lucros por meio da otimização das operações,
melhoria da qualidade e eliminação de defeitos, falhas e erros. A meta do Seis Sigma
não é alcançar níveis Seis Sigma de qualidade. Seis Sigma está relacionado à
melhoria da lucratividade. Organizações que implementam o Seis Sigma fazem isso
com o objetivo de melhorar seus lucros (ABRAHAM; FERREIRA, 2000).
Estatisticamente definindo-se, a terminologia Seis Sigma significa a ocorrência
de seis desvios-padrão entre a média e os limites de especificação inferior (LIE) e
superior (LSE) [WERKEMA, 2005]. Assim, quando seis desvios-padrão podem ser
encontrados entre a média de uma distribuição e o limite estabelecido pelo requisito
do cliente tem-se um processo Seis Sigma. Isto equivale a um processo que irá
apresentar somente 1,2 erros ou defeitos por um bilhão de oportunidades (DPBO),
sendo que se pode definir oportunidade como sendo um evento que pode vir ou não
a apresentar um erro ou defeito.
Entretanto, estatisticamente quase todas as bibliografias consultadas definem
a metodologia Seis Sigma como sendo atribuída a processos capazes de produzir
apenas 3,4 defeitos ou erros para cada milhão de oportunidades (DPMO).
Assim, a diferença em relação aos 1,2 defeitos ou erros por bilhão de
oportunidades pode ser respondida da seguinte forma: de acordo com Rotondaro et
al. (2002), é difícil se manter em longo prazo um processo sempre centralizado,
25
inúmeros fatores de origem empírica acabam por provocar o deslocamento da média
nominal do processo em torno de 1,5 desvios-padrão.
Portanto, um processo pode ser considerado como sendo Seis Sigma quando
este atingir 4,5 desvios-padrão no longo prazo, o que significará que o processo, em
curto prazo, estará apresentando seis desvios-padrão. É este valor de 4,5 desvios-
padrão em longo prazo que representam os tão conhecidos 3,4 defeitos por milhão
de oportunidades utilizados nas definições para o Seis Sigma.
2.2.2.2. A Metodologia DMAIC
Segundo Rotondaro et al. (2002), desde que o movimento da qualidade começou,
há algumas décadas atrás, muitos modelos de melhoria foram criados, adaptados e
aplicados a processos ao longo dos anos. A maioria deles é baseada nos passos
introduzidos por W. Edwards Deming, o ciclo PDCA (Planejar, Executar, Verificar,
Agir) que descreve a lógica básica de melhoria de processos baseada em dados.
Ainda de acordo com o mesmo autor, a Motorola desenvolveu inicialmente o
modelo MAIC (Medir, Analisar, Melhorar, Controlar) como sendo uma evolução do
ciclo PDCA. Este modelo foi mais tarde adotado pela G.E. que incluiu mais uma fase
inicial denominada pela letra D com a finalidade de reconhecer a importância de se
ter um projeto bem focado, chamando-o de DMAIC (Definir, Medir, Analisar,
Melhorar, Controlar)
Esse método DMAIC passou a ser a base da filosofia Seis Sigma para as
empresas, sendo fundamental para o seu sucesso.
2.2.2.3. A Fase Definir
Nesta fase, o objetivo é identificar qual processo é suscetível a receber os
esforços do Seis Sigma baseados nas necessidades dos clientes e nos objetivos do
negócio. É nesta fase que se deve identificar os atributos chamados de CTQs
(Critical to Quality Characteristics) que o cliente considera como mais importante em
termos de qualidade.
26
Na exposição de Rotondaro et al. (2002), a primeira fase é atribuída à
chamada “Seleção de Projetos”, na qual consiste em definir claramente qual o efeito
indesejável de um processo que deve ser eliminado ou melhorado, desde que haja
uma relação clara com um requisito especificado do cliente e que um projeto seja
economicamente vantajoso. As classificações quanto ao passos da fase DEFINIR
são:
� Definir quais são os requisitos do cliente (voz do cliente) e traduzir essas
necessidades em características críticas para a qualidade (CPQ). Essa etapa
é fundamental para a metodologia, pois parte da visão do cliente, levando-a
para dentro da organização;
� Montar e estruturar uma equipe preparada para aplicar as ferramentas Seis
Sigma;
� Desenhar os processos críticos procurando identificar os que têm relação com
os CPQs do cliente e os que estão gerando resultados ruins, como
reclamações de clientes, problemas funcionais, problemas trabalhistas, altos
custo de mão-de-obra, baixa qualidade de suprimentos, erros de forma, ajuste
e funcionamento, etc. Estes problemas estão relacionados com a estrutura do
processo, e existe uma inter-relação entre as várias atividades de produção,
suporte, entrega etc., que chega até os itens do negócio, como a satisfação do
cliente, lucro, valor das ações da companhia;
� Realizar uma análise custo benefício;
� Escrever a proposta do projeto e submeter à aprovação da gerência da
empresa.
A nomenclatura de CTQ (Critical to Quality Characteristic) exposta por
Henderson e Evans (2000) e a nomenclatura CPQ (Características Críticas para a
Qualidade) exposta por Rotondaro et al. se equivalem em seu significado. O CTQ é
uma nomenclatura de língua inglesa que é encontrada na maioria das bibliografias
consultadas, Já algumas bibliografias de âmbito nacional preferem chamar de CPQ.
Com relação à equipe de trabalho Seis Sigma citada anteriormente, esta será
alvo de explanação neste trabalho no próximo tópico, uma vez que ela apresenta
27
características inovadoras e uma forte estruturação, razão pela qual é considerado
como um dos pontos estratégicos mais importantes para o sucesso do Seis Sigma.
Conforme Pande et al. (2001), DEFINIR é a fase que prepara terreno para um
projeto Seis Sigma bem-sucedido através do esclarecimento do problema, do
objetivo e do processo. Ele define a confecção da chamada Carta de Projeto, através
da qual serão documentados as metas e parâmetros do projeto logo de início,
assegurando que o seu trabalho atenda às expectativas dos líderes da organização,
bem como dos patrocinadores do projeto. Os tópicos que formam uma carta de
projeto são muito similares com os passos da “Seleção de projetos” de Rotondaro.
2.2.2.4. A Fase Medir
Nesta fase o objetivo é saber como o processo é medido e qual é seu
respectivo desempenho. O time de projeto Seis Sigma procura identificar os
processos internos principais que influenciam as características críticas para a
qualidade (CTQs) e medem os defeitos atualmente gerados relativos a estes
processos.
Harry (2000) diz que “nesta fase, o time seleciona um ou mais CTQs (Critical
to Quality Characteristic), mapeia os respectivos processos, realiza as medições
necessárias, armazena os resultados e estima a capacidade do processo de curto e
longo prazo”.
Para isso, Rotondaro et al. (2002) atribui dois passos:
1. Desenhar o processo e os sub-processos envolvidos com o projeto, definindo as
entradas e as saídas. Estabelecer as relações advindas da equação Y = f(X), onde X
são as entradas do processo e Y são as saídas;
2. Analisar o sistema de medição de modo a ajustá-lo às necessidades do processo.
Coletar dados do processo por meio de um sistema que produza amostras
representativas e aleatórias.
Já Pande et al. (2001) com relação às escolhas de medição, afirma que as
decisões relativas às medidas a serem elaboradas são difíceis, tanto devido às
muitas opções disponíveis como no desafio apresentado pela coleta de dados. Nos
28
esforços de melhoria do processo, a necessidade de coletar dados em diversas
fases é uma das razões principais pelas quais os projetos freqüentemente levam
meses para serem concluídos.
Saber qual é o respectivo desempenho do processo ou estimar a capacidade
do processo, citado nos parágrafos anteriores através das diversas bibliografias
consultadas, nada mais é do que simplesmente se determinar a capabilidade do
processo, expressa pelo seu valor Sigma.
Para finalizar, ainda segundo Pande et al. (2001), é necessário que se tenha
uma medição sólida, repetitiva, que confirme e esclareça o problema ou a
oportunidade, pois será a medida que se repetirá durante e depois que as soluções
forem implementadas, para monitorar os efeitos de sua melhoria. Isto garante uma
transição suave e adequada da fase MEDIR para a fase ANALISAR.
2.2.2.5. A Fase Analisar
Nesta fase o objetivo de se identificar a lacuna existente entre o desempenho
do processo atual e do processo desejado, priorizando problemas e identificando as
causas desses problemas (HARRY, 2000).
De acordo com Rotondaro et al. (2002), a terceira fase é atribuída à chamada
análise de causas, na qual a análise dos dados coletados na fase anterior MEDIR é
realizada utilizando ferramentas estatísticas e ferramentas da qualidade. As causas
que influenciam no resultado do processo devem ser determinadas.
Harry (2000) define: “A fase ANALISAR permite que a equipe realize
comparativos de medidas de desempenho principais do produto. Seguindo isso, uma
análise desta lacuna é freqüentemente incumbida de identificar os fatores comuns de
um desempenho de sucesso”.
Pande et al. (2001) considera esta fase como sendo a mais imprevisível do
DMAIC, pois ele afirma que não existe certeza absoluta de uma causa raiz. As
ferramentas que se devem usar e a maneira de como aplicá-las vão depender muito
do problema a ser estudado, bem como do processo envolvido. Ele ainda apresenta
a fase ANALISAR como um ciclo aplicado na melhoria de processo. O ciclo é
29
impulsionado através da geração e da avaliação de “hipóteses” (ou “estimativas”)
quanto à causa do problema. Pode-se entrar num ciclo ou no ponto (a), examinando
o processo e os dados para identificar causas possíveis; ou no ponto (b), onde
começa com a suspeita de uma causa e procura confirmá-la ou rejeitá-la através de
uma análise. Quando se encontra uma hipótese que não seja correta, possivelmente
será necessário voltar ao início do ciclo para obter uma explicação completamente
diferente. Mas, mesmo as causas incorretas, na verdade, são oportunidades para
refinar e estreitar a explicação do problema.
2.2.2.6. A Fase Melhorar
Conforme Henderson; Evans (2000), a fase MELHORAR é baseada em como
remover as causas dos erros e /ou defeitos do processo. A equipe de projeto Seis
Sigma consolida as variáveis essenciais e quantifica seus efeitos sobre as
características críticas para a qualidade (CTQs). São também identificados os limites
máximos aceitáveis para essas as variáveis essenciais, bem como a validação de
um sistema de medição de desvios para as variáveis. A equipe modifica então o
processo para que este possa apresentar um desempenho quanto à variabilidade
dentro dos limites aceitáveis.
Com uma definição mais branda e simplificada, Porter (2000) define esta fase
como sendo uma etapa que envolve a geração de soluções de melhoria e resolução
de problemas para que sejam alcançados os requisitos financeiros e outros objetivos
de desempenho.
Rotondaro ET al. (2002) afirma que “esta é a fase em que a equipe deve fazer
as melhorias no processo existente. Os dados estatísticos devem ser traduzidos em
dados do processo e a equipe deve “pôr a mão na massa”, modificando
tecnicamente os elementos do processo, atuando sobre as causas raízes”. A fase
MELHORAR é uma fase crítica, pois é nesta fase que as melhorias se materializam
no processo e é a fase onde a equipe de projeto interage diretamente com as
pessoas que executam as atividades.

30
Pande et al. (2001) expõe que todo o trabalho de definição, medição e análise
de problemas de processos dá resultado na fase MELHORAR. Mas Pande é
cauteloso em afirmar que a falta de criatividade, a falha em examinar soluções
cuidadosamente do início ao fim, a implementação superficial e aleatória e a
resistência organizacional são fatores que podem sufocar os benefícios de um
projeto Seis Sigma. Durante a fase MELHORAR, é importante procurar meios de
maximizar os benefícios decorrentes de seus esforços. Caso houver meios através
dos quais uma solução limitada possa remediar outras questões, deve aproveitar
esta vantagem, desde que os riscos sejam aceitáveis. Com demasiada freqüência,
equipes estreitam as soluções quando poderiam ter alcançado mais com apenas um
pouco mais de criatividade e uma perspectiva mais ampla.
2.2.2.7. A Fase Controlar
A última das fases do processo DMAIC é a fase CONTROLAR. Por ser a
última, não significa ser a menos importante, muito pelo contrário, segundo Pande et
al. (2001) afirma, o “C” na verdade é o começo da melhoria e da integração
sustentadas do Sistema Seis Sigma. Ele defende a exploração tanto dos desafios de
curtos quanto os de longos prazos para sustentar a melhoria Seis Sigma e unificar
todos os conceitos e métodos das fases anteriores em uma metodologia de gestão
transfuncional continuada. As ações fundamentais a serem empreendidas nos
processos de gestão para o desempenho Seis Sigma são três:
1. Implementar medidas em andamento e ações para manter a melhoria: construindo
um suporte sólido para a solução, documentando as mudanças e os novos métodos,
estabelecendo medidas e gráficos significativos e criando planos de resposta de
processo;
2. Definir responsabilidade para a propriedade e gerenciamento do processo:
designando os “proprietários do processo”, definindo suas responsabilidades e
estabelecendo novas estruturas hierárquicas, seja tanto a nível funcional como
também departamental;

31
3. Executar monitoramento de ciclos e impulso em direção ao desempenho Seis
Sigma: estabelecendo a gestão de processo, o que vem a tornar verdadeiramente
uma organização Seis Sigma.
Harry (2000) cita na fase CONTROLAR que após um período de acomodação,
a capabilidade dos processos deve ser novamente medida para assegurar que os
ganhos alcançados estão sendo mantidos. Dependendo de como alguns resultados
se apresentarem, talvez haja a necessidade de reaplicar uma ou mais fases
anteriores do processo DMAIC. “Quando as quatro fases – MEDIR, ANALISAR,
MELHORAR e CONTROLAR são completadas para todos os processos principais
dentro de um negócio, uma melhoria de ruptura ocorre em termos de satisfação do
cliente e economia”.
Henderson; Evans (2000) alegam que ferramentas de auxílio devem ser
colocadas em prática para assegurar que as variáveis principais dos processos
modificados permaneçam dentro das faixas aceitáveis definidas por todo tempo. Em
linha com as colocações acima citadas, principalmente com a de Harry (2000), afirma
que a fase CONTROLAR envolve a implementação de processos melhorados de
uma maneira que se assegure os ganhos. Após um período de averiguação do
processo, onde sua capabilidade deve ser calculada novamente para se verificar se
os ganhos esperados estão sendo sustentados.
Por fim, Rotondaro et al. (2002) afirma que esta é a fase em que se deve
manter o processo sob controle, validando um sistema de medição e controle para
medir continuamente o processo, garantindo que a capacidade do processo seja
mantida. Conforme a equação Y = f(X) citada anteriormente, Rotondaro afirma que o
monitoramento dos Xs críticos é fundamental não só para manter a capacidade do
processo estabelecida, mas também para indicar melhorias futuras.
2.2.2.8. A estrutura Seis Sigma
Uma característica muito poderosa do Seis Sigma é a criação de uma infra-
estrutura para assegurar que as atividades de melhoria de desempenho tenham
32
recursos necessários. A falha que proporciona essa infra-estrutura é a razão número,
do por quê 80% das implementações da Gestão da Qualidade Total (GQT) terem
falhado no passado. O Seis Sigma proporciona melhorias e mudanças no trabalho,
representando um percentual pequeno, mas crítico da organização. Esses agentes
de mudança são os catalisadores que as institucionalizam (PYZDEK, 2003).
A conversão para uma cultura Seis Sigma é um enorme compromisso. Muitas
pessoas têm que estar diretamente envolvidas e, muitos sistemas de suporte tem
que estar disponíveis para fazer com que tudo isso trabalhe da forma mais suave
possível. Conseguir os níveis de qualidade Seis Sigma requer uma total aceitação de
todos os departamentos e uma participação ativa de todo membro do time da
companhia. Os empregados com funções e responsabilidades específicas também
são importantes no desdobramento do Seis Sigma (HENDERSON e EVANS, 2000).
Uma das tarefas fundamentais dos participantes do time de trabalho de um
projeto Seis Sigma é a de definir os papéis apropriados para sua organização e
esclarecer suas responsabilidades. As decisões devem ser impulsionadas por uma
série de fatores, incluindo seus objetivos, plano de implementação, orçamentos e
recursos existentes [PANDE et al., 2001].
Por finalizar, a frase escrita por Snee (2001) procura sintetizar a importância
de uma equipe de projeto Seis Sigma bem estruturada: “Um projeto escolhido pode
ser o projeto certo para uma organização trabalhar, porém, ele ainda pode vir a ser
uma falha porque pessoas erradas foram escolhidas para trabalharem neste projeto”.
2.2.2.9. Apresentação da Metodologia Design For Six Sigma (DFSS)
Em uma definição genérica, encontrada na maioria das bibliografias
pesquisadas, o Design for Six Sigma, com sua correspondente sigla DFSS pode ser
traduzido para a língua portuguesa como “Projetando para o Seis Sigma”,
metodologia criada e aplicada para processos produtivos e de serviços que precisam
ser constituídos de forma que, ao estarem em funcionamento, estejam aptos a atingir
níveis Seis Sigma de desempenho.

33
De acordo com Braz (2002a), o Design for Six Sigma também pode ser
aplicado para aqueles processos nos quais seu nível de desempenho esteja tão
baixo em termos de índices sigma e tão alto em termos de valores de defeitos e,
quando o próprio processo esteja se comportando de forma tão ruim para a
companhia que, quaisquer esforços empreendidos para aplicar um projeto Seis
Sigma através da metodologia DMAIC, não resultarão ao final do projeto, em um
processo satisfatório, refletindo níveis Seis Sigma.
Conforme Treichler et al. (2002), o Design for Six Sigma é uma mudança de
cultura ocorrida na organização de projeto e desenvolvimento do produto, passando
de determinística para probabilística. As pessoas são treinadas para incorporar
análises estatísticas dos modos de falha, tanto em produtos quanto em processos,
com o objetivo de incorporar alterações que eliminem características de projeto com
uma probabilidade estatística de falha dentro de uma faixa pré-definida de condições
e sistemas operacionais.
Treichler et al. (2002) também afirma que o DFSS está ganhando vulto como
uma disciplina praticada pelos times de projeto na maioria das corporações
existentes. Como exemplo, Treichler cita em seu artigo a definição adotada pelo
centro de pesquisa e desenvolvimento da empresa GE para o DFSS: “O DFSS está
modificando a companhia. Com ele, nós podemos contar com toda a capacidade da
GE e elevar todos os nossos projetos de produtos e processos para um nível de
desempenho e qualidade de classe mundial. A essência do DFSS está no fato de
prever adiante a qualidade do projeto, bem como guiar as medições de qualidade e
melhoria desta previsão durante as fases iniciais do projeto”.
Assim como o Seis Sigma, WERKEMA (2002) afirma em seu livro que o
Design for Six Sigma também tem suas origens creditadas à empresa General
Electric. De uma forma bastante simplificada, ela afirma que o DFSS surgiu como
uma extensão do Seis Sigma para o projeto de novos produtos e processos, uma vez
que é fundamental que as empresas estejam capacitadas para a aplicação de
metodologias e ferramentas de maior sofisticação e eficácia durante o planejamento
da qualidade, visando alcançar, para os novos produtos, metas de aumento da
confiabilidade, introdução de novas tecnologias ou redução de custos.

34
O Design for Six Sigma, em uma primeira análise, parece ser uma extensão
da metodologia Seis Sigma. No desenvolver deste trabalho, é necessário salientar
que, tanto na análise deste presente trabalho como nas bibliografias coletadas, que
essa não é a realidade. O DFSS e o Seis Sigma são metodologias independentes,
entretanto, o DFSS compartilha de muitas características que fazem do Seis Sigma
uma metodologia mundialmente conhecida.
A metodologia DMAMC é uma metodologia tipicamente adotada em processos
produtivos e de serviços que estejam necessitando de substanciais melhorias em
seu nível sigma de desempenho. Busca-se entender quais as partes do processo
que estejam carentes de desempenho e necessitam de melhorias, para que, após a
aplicação do Seis Sigma nestas partes específicas, o desempenho de uma maneira
geral melhore satisfatoriamente.
Entretanto, o princípio do DFSS é outro. Ele é aplicado quando se deseja
constituir um processo novo. Deste modo, ele é estudado e projetado, daí a
expressão Design for Six Sigma, com uma tradução livre do inglês para “Projetando
para o Seis Sigma”, e assim projetado para que ele já inicie suas atividades
apresentando um nível Seis Sigma de desempenho.
De acordo com Braz (2002), o foco do Seis Sigma é eliminar desperdícios
atacando a fábrica oculta, caracterizando este foco em processos e não em
produtos. O foco é amplo, abrangendo todas as atividades que existem dentro da
empresa, as quais são fontes geradoras de custo, mas que não agregam valor ao
produto. Isso inclui inspeções, retrabalho e refugo. Nenhuma mudança é feita, a
princípio, no produto.
Braz (2002) ainda afirma que o Seis Sigma apresenta-se praticamente incapaz
de ultrapassar a barreira dos cinco sigmas. Isso se deve, em grande parte, ao fato de
o custo de passar de cinco sigmas para seis sigmas ser elevado para a empresa.
Baseado nisso, o DFSS é apontado como a forma de atingir níveis de seis sigmas,
pois nesse caso, a qualidade do produto é projetada, e não apenas melhorada.
Neste aspecto, é importante realizar uma análise crítica em relação às
colocações de BRAZ, pois há o consenso de que o foco do Seis Sigma é no
processo, porém as ações resultantes deste foco nada impedem alterações no
35
produto. O inverso também é verdadeiro para o DFSS, ou seja, o foco no produto
pode gerar alterações no processo.
Werkema (2002) apresenta um importante fluxograma a qual demonstra a
integração entre as metodologias Seis Sigmas (melhoria do desempenho do produto
e processo) e DFSS (projetos de novos produtos e processos) tendo como ponto de
partida o procedimento para a seleção de projetos.
Entretanto, nem sempre a melhor solução é recomeçar. Melhorar o quadro
atual pode ser muitas vezes necessário e a melhor opção em termos financeiros. O
desenvolvimento de um novo produto depende de uma série de fatores, como o
estágio do produto atual no ciclo de vida, sua posição competitiva no mercado, sua
projeção para os anos seguintes etc. Dessa forma, o DFSS e o Seis Sigma
apresentam como complementares e, de certa forma, independentes.
Por outro lado, Treichler et al. (2002) é categórico em sua afirmação na qual
diverge da exposição acima de Werkema (2002), pois afirma veemente: O DFSS é
uma maneira muito mais efetiva e menos onerosa em termos financeiros de atingir
níveis de qualidade seis sigmas do que tentar corrigir problemas após o produto já
estar no mercado.
Considerando-se o Design for Six Sigma em sua definição mais abrangente e
simplificada, ou seja, que o DFSS é uma aplicação do Seis Sigma para projetos e
desenvolvimento de novos produtos e serviços, assim como o Seis Sigma, os dois
pontos fundamentais são: a metodologia fortemente estruturada e o alto
comprometimento da direção da empresa.
Assim, a exemplo da metodologia DMAMC (Definir, Medir, Analisar, Melhorar,
Controlar) para entendimento do Seis Sigma, existem basicamente duas
metodologias similares e conhecidas didaticamente para entendimento e explicação
do Design for Six Sigma: o método DMADV e o método IDDOV.
A primeira delas, a metodologia DMADV (Definir, Medir, Analisar,
Desenvolver, Verificar) é, segundo Werkema (2002), o método utilizado para
aplicação do DFSS em projetos na G.E. Este método é constituído por cinco etapas
que são descritas a seguir, enfocando seus objetivos e os principais resultados
esperados.

36
DEFINIR: nesta etapa, o objetivo é definir claramente o novo produto ou
processo a ser projetado. Os principais resultados esperados são: a justificativa para
o desenvolvimento do projeto, o potencial de mercado para o novo produto, a análise
preliminar da viabilidade técnica e econômica, previsão da data de conclusão do
projeto e a estimativa dos recursos necessários;
MEDIR: seu objetivo é identificar as necessidades dos clientes/consumidores
e traduzi-las em características críticas para a qualidade, mensuráveis e priorizadas
do produto. Os resultados esperados são: obter uma análise detalhada do mercado e
a formulação de características críticas do produto para o atendimento às
necessidades dos clientes/consumidores;
ANALISAR: selecionar o melhor conceito dentre as alternativas desenvolvidas
para o projeto é o objetivo desta fase. Os resultados esperados são: obter a definição
das principais funções a projetar para o atendimento das necessidades dos
clientes/consumidores, obter a avaliação técnica dos diferentes conceitos disponíveis
e a conseqüente seleção do melhor e, por último, obter a análise financeira
detalhada do projeto;
DESENVOLVER: como o próprio nome diz, o objetivo desta etapa é
desenvolver o projeto detalhado, realizar os testes necessários e preparar para a
produção em pequena e em larga escala. Os principais resultados esperados são: o
desenvolvimento físico do produto e a realização de testes, a análise do mercado e a
receptividade esperada dos clientes/consumidores sobre os protótipos avaliados, o
planejamento da produção, o planejamento do lançamento no mercado, a análise
financeira atualizada do projeto;
VERIFICAR: nesta última etapa, o objetivo é testar e validar a viabilidade do
projeto, e lançar o novo produto no mercado. O resultado esperado é: obtenção de
êxito no lançamento do produto no mercado, bem como a obtenção das avaliações
do desempenho do projeto.
O enfoque encontrado na bibliografia de WERKEMA (2002) é justamente em
relação à integração das ferramentas do Seis Sigma às etapas do DMADV, fato este
citado pela própria autora devido à sua experiência na utilização das ferramentas
Seis Sigma e na orientação aos Black Belts na execução de projetos com foco no

37
desenvolvimento de novos produtos. A seguir um resumo correlacionando as
principais ferramentas, seus objetivos e suas respectivas e possíveis etapas de
aplicação, segundo esta própria autora:
Etapa DEFINIR:
• Análise de Regressão / Fatorial: definir e avaliar os mercados alvo;
• Diagrama de Relações / Matriz: avaliar a viabilidade técnica;
• Diagrama de Gantt: elaborar um cronograma detalhado do projeto;
• o Diagrama do Processo Decisório: preparar a próxima etapa MEDIR.
Etapa MEDIR:
• Plano de Coleta de Dados: estudar as necessidades dos clientes;
• Benchmarking: analisar os principais concorrentes;
• Diagrama de Causa e Efeito / QFD: estabelecer as características críticas
para a qualidade do produto a ser projetado;
Etapa ANALISAR:
• Análise de Pugh / TRIZ / DFM/DFA: identificar as funções, gerar os conceitos
e selecionar o melhor deles para o produto;
• Fluxo de caixa projetado: analisar a viabilidade econômica;
• Diagrama de Gantt: planejar as próximas etapas DESENVOLVER e
VERIFICAR;
• Design Charter: resumir as conclusões das etapas anteriores MEDIR e
ANALISAR;
Etapa DESENVOLVER:
• FMEA / Planejamento de Experimentos: desenvolver o projeto detalhado do
produto, construindo protótipos;
• Testes de Vida Acelerados: realizar testes funcionais;
• Carta de Controle / Índice de Capacidade de Processo: planejar a produção.

38
Etapa VERIFICAR:
• Métricas do Seis Sigma: iniciar a produção
• Plano de Marketing: lançar o produto no mercado;
• Avaliação dos Sistemas de Medição: sumarizar o que foi aprendido e fazer
recomendações para trabalhos futuros. É importante salientar que muitas das
ferramentas citadas acima podem ser repetidas na maioria das fases, visando
destacar também que as atividades em cada etapa do DMADV, sempre que
possível, devem ser realizadas simultaneamente e não seqüencialmente.
Essa característica contribui para redução do prazo de conclusão do projeto,
além de favorecer a integração entre os membros da equipe.
O segundo método, chamado IDDOV, possui basicamente a mesma estrutura
e objetivos que o DMADV. O significado de seu anacronismo é: Identificar, Definir,
Desenvolver, Otimizar e Verificar. Na verdade, eles podem ser considerados como
metodologias equivalentes. A diferença está centrada apenas na importância
atribuída à quarta etapa do IDDOV, respectivamente Otimizar.
Uma vez similares, não é objetivo deste trabalho a dissertação do método
IDDOV, como fora feito com o método DMADV. Contudo, a pesquisa bibliográfica
realizada para a confecção deste trabalho demonstra que o método DMADV para
representação da metodologia Design for Six Sigma é mais conhecida e amplamente
divulgada que o método IDDOV, que por sua vez, também apresenta algumas
variações, como é o caso do método ICOV, do anacronismo Identificar, Caracterizar,
Otimizar e Validar, encontrada no artigo de Mader (2002).
39
3. ANÁLISE DO PROCESSO DE DESENVOLVIMENTO DE PRODUTOS ATUAL DA EMPRESA ESTUDADA E A PROPOSTA DE UM NOVO FLUXO.
O processo de manufatura da empresa estudada está atualmente utilizando os
conceitos de lean manufacturing e, o seis sigma está inserido na empresa,
proporcionando resultados positivos comprovados por alguns projetos.
Todavia, o processo de desenvolvimento de produtos atual não foi envolvido por
nenhum dos dois conceitos e, apesar de seguir as etapas do APQP, apresenta
problemas de atraso, qualidade e elevada variação de custo do produto durante o
projeto.
Neste sentido, este capítulo mostra as fases de A a G do fluxo de projeto atual,
indicando suas falhas e soluções com o novo fluxo para projetos complexos, como o
de uma nova plataforma de produtos.
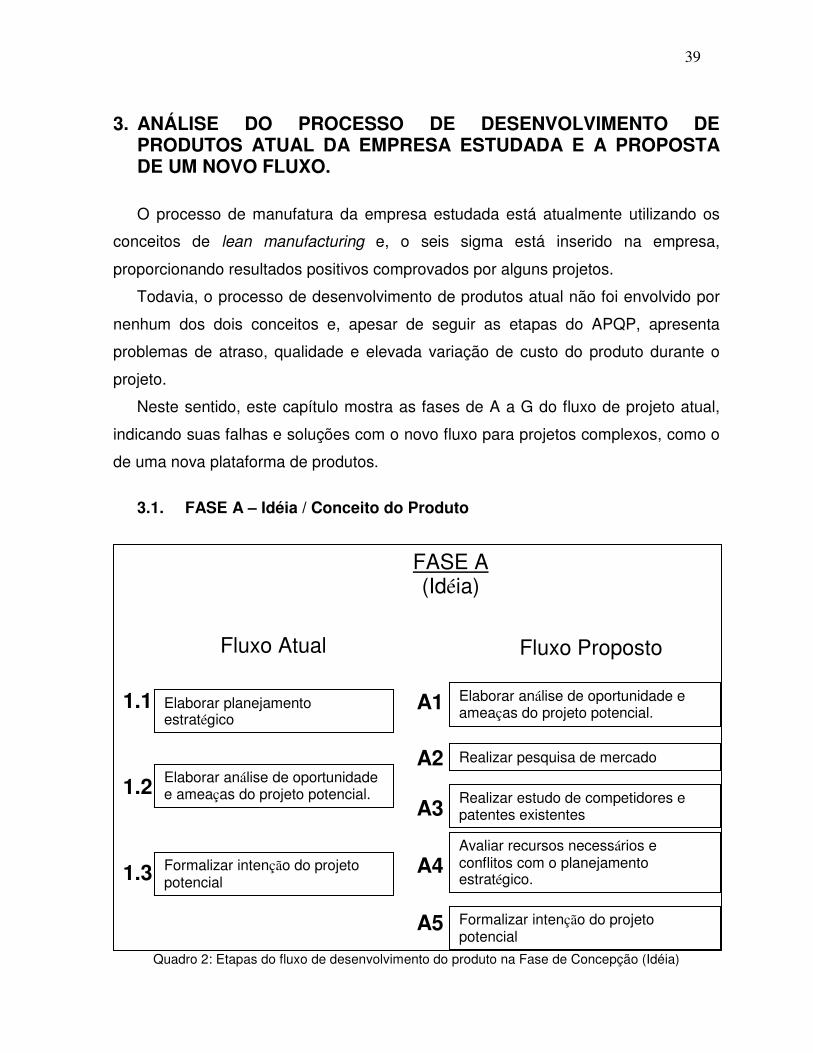
3.1. FASE A – Idéia / Conceito do Produto
Quadro 2: Etapas do fluxo de desenvolvimento do produto na Fase de Concepção (Idéia)
FASE A (Idéia)
Fluxo Atual Fluxo Proposto
Elaborar análise de oportunidade e ameaças do projeto potencial.
Elaborar planejamento estratégico
Formalizar intenção do projeto potencial
Elaborar análise de oportunidade e ameaças do projeto potencial.
Realizar pesquisa de mercado
Realizar estudo de competidores e patentes existentes
Avaliar recursos necessários e conflitos com o planejamento estratégico.
Formalizar intenção do projeto potencial
A1
A3
A4
A5
A2
1.1
1.2
1.3
40
3.1.1. Problemas com o fluxo existente
Nesta fase deveria haver uma seleção mais refinada dos projetos que
realmente podem trazer bons resultados para a empresa. Todavia, no fluxo atual,
quase todos os projetos têm a sua formalização de intenção do projeto potencial
aprovado pela liderança da empresa, pois dados de conflitos com outros projetos,
mercado de abrangência do produto a ser desenvolvido e produtos disponibilizados
pela concorrência não são apresentados para que seja tomada uma decisão mais
acertiva, poupando os recursos para os projetos mais relevantes.
Além disso, há histórico de que o produto desenvolvido foi lançado para
aplicações limitadas por razões de desempenho, sendo que uma análise de mercado
ou análise de concorrentes poderia evitar a cometer tal erro.
3.1.2. Soluções com o novo fluxo
Em linha com o conceito de DEFINIR do Seis Sigma, onde a necessidades
dos clientes e os competidores devem ser estudados, foram incluídas as etapas A2 e
A3, pois a pesquisa de mercado é fundamental para que o projeto não seja
desenvolvido para uma aplicação pontual e, que seja projetado para abranger todo o
mercado ou a maior parte deste. Com relação à avaliação de competidores, é muito
importante para que o projeto, do produto a ser lançado, seja melhor ou igual ao do
concorrente, garantindo uma diferenciação no mercado. A análise de patentes é
necessária para assegurar que o novo produto não tenha o conceito ou nome
patenteados por outra pessoa ou empresa.
A avaliação de recursos implementada nesta fase na etapa A4, ao invés de
ser avaliada na fase B, como no fluxo existente, é essencial para que a liderança da
empresa tenha uma visão mais clara dos conflitos com outros projetos e, que a
priorização já seja redefinida nesta etapa. Além disso, como rege o Lean, a
condução de vários projetos dificulta a gestão de tempo dos recursos e, não
assegura concentração adequada.
Desta maneira, as modificações implementadas nesta fase aumentam a
robustez do desenvolvimento do produto e limita projetos com atividades paralelas.

41
3.2. FASE B – Desenvolvimento do produto e Viabilidade econômica
Quadro 3: Etapas do fluxo de desenvolvimento do produto na Fase de Desenvolvimento do produto e
viabilidade econômica.
Fluxo Atual Fluxo Proposto
Preencher questionário técnico de aplicação
Levantar requisitos e especificações do cliente
Preencher termo de abertura do projeto
Abertura do projeto c/ equipe multifuncional
Elaborar Desenhos e lista de peças preliminares
Realizar análise de viabilidade técnica
Elaborar lista de peças preliminar
Elaborar desenho preliminar
Elaborar roteiro de fabricação preliminar
Realizar análise de viabilidade econômica
Identificar recursos necessários
Análise de riscos e viabilidade
Elaborar Orçamento
Acordo comercial preliminar
Elaborar Cronograma do projeto
Levantar requisitos e especificações do cliente / identificação do valor para o cliente.
Gerar especificação Técnica
Elaborar roteiro de fabricação e montagem preliminares
Gerar o conceito da família de produtos / Início do DFMEA
Discutir conceito com fornecedo-res chave.
Elaborar roteiro de montagem preliminar
Elaborar Orçamento
Elaborar cronograma
Acordo comercial preliminar
B1
B3
B2
B4
B5
2.1
2.6
2.7
2.8
2.9
2.10
2.112.12
2.13
2.14
2.3
2.4
2.5
2.2
B6
B7
B8

42
3.2.1. Problemas com o fluxo existente
Nesta fase, a avaliação econômica dever ser realizada e, para tanto, no fluxo
atual, é necessário que desenhos e lista de peças do projeto do produto estejam
prontos para que as áreas de manufatura, montagem, compras, desenvolvimento de
embalagem, entre outras, façam estimativa de custeio. Todavia, estas áreas sempre
solicitam alterações de projeto à engenharia de produto para que o produto seja
adaptado às instalações existentes, sem demandar maiores investimentos, porém
aumentando o tempo de desenvolvimento, pois muitas vezes a alteração de um
componente impacta na alteração de vários componentes.
Outro problema encontrado em outros desenvolvimentos é o reprojeto do
produto para atender certas especificações, alterando completamente o escopo do
projeto após submissão do orçamento ao cliente.
3.2.2. Soluções com o novo fluxo
Para evitar retrabalho de operações, ato criticado pelo conceito Lean devido ao
desperdício de tempo, foi implementado o conceito de engenharia simultânea,
demonstrado pela etapa B6, onde as áreas produtivas ajudam na definição do
conceito do produto, fazendo com que o produto nasça correto deste a primeira vez,
como rege os princípios de Seis Sigma.
Para assegurar que o projeto esteja sendo elaborado em acordo com as
necessidades do cliente, apesar de ter a especificações e requisitos levantados nas
primeiras etapas dos fluxos atual e do novo, foi inserido no novo fluxo, a etapa B5, a
especificação técnica, o qual descreve todas as características do produto e deve ser
acordada com o cliente antes do início da construção de desenhos.
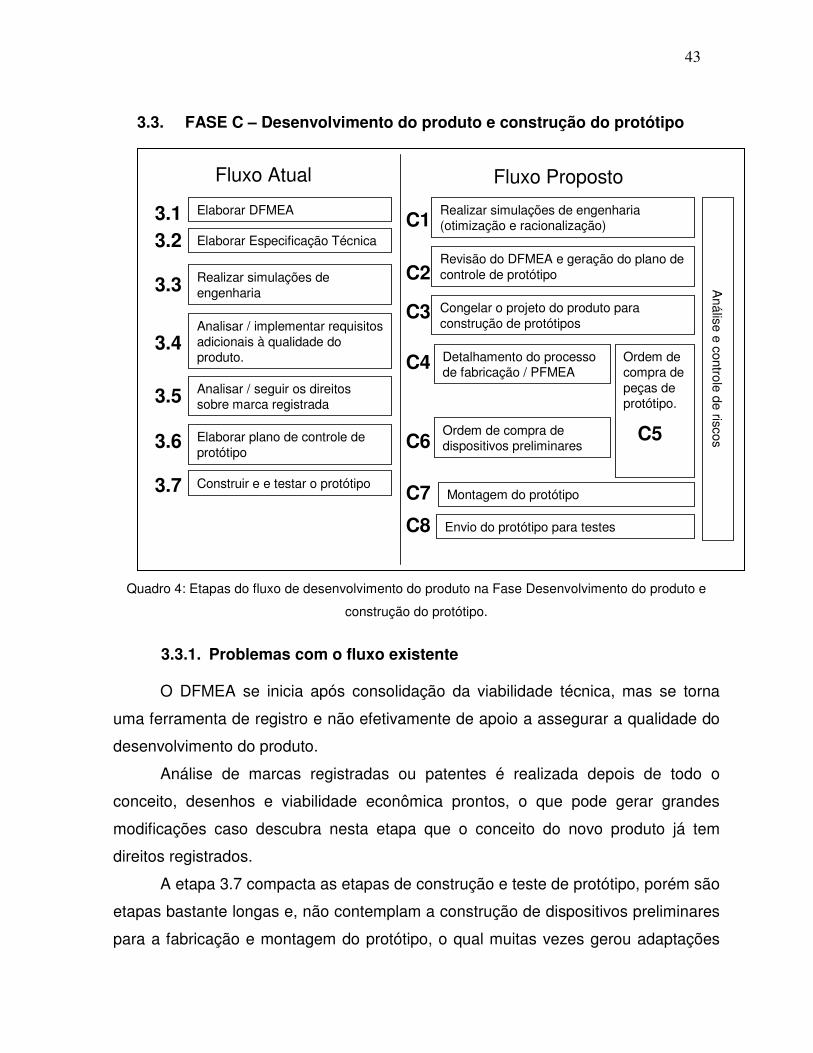
43
3.3. FASE C – Desenvolvimento do produto e construção do protótipo
Quadro 4: Etapas do fluxo de desenvolvimento do produto na Fase Desenvolvimento do produto e
construção do protótipo.
3.3.1. Problemas com o fluxo existente
O DFMEA se inicia após consolidação da viabilidade técnica, mas se torna
uma ferramenta de registro e não efetivamente de apoio a assegurar a qualidade do
desenvolvimento do produto.
Análise de marcas registradas ou patentes é realizada depois de todo o
conceito, desenhos e viabilidade econômica prontos, o que pode gerar grandes
modificações caso descubra nesta etapa que o conceito do novo produto já tem
direitos registrados.
A etapa 3.7 compacta as etapas de construção e teste de protótipo, porém são
etapas bastante longas e, não contemplam a construção de dispositivos preliminares
para a fabricação e montagem do protótipo, o qual muitas vezes gerou adaptações
Fluxo Atual Fluxo Proposto
Elaborar Especificação Técnica
Elaborar DFMEA
Realizar simulações de engenharia
Analisar / implementar requisitos adicionais à qualidade do produto.
Analisar / seguir os direitos sobre marca registrada
Elaborar plano de controle de protótipo
Construir e e testar o protótipo
Realizar simulações de engenharia (otimização e racionalização)
Detalhamento do processo de fabricação / PFMEA
Ordem de compra de peças de protótipo.
Congelar o projeto do produto para construção de protótipos
Ordem de compra de dispositivos preliminares
Revisão do DFMEA e geração do plano de controle de protótipo
Análise e controle de riscos
Envio do protótipo para testes
Montagem do protótipo
C1
C2
C3
C4
C6 C5
C7
C8
3.1
3.4
3.5
3.6
3.7
3.2
3.3
44
de última hora para que o protótipo pudesse ser montado, aumentando o risco de
falha do mesmo.
3.3.2. Soluções com o novo fluxo
O novo fluxo divide em mais tópicos a etapa de construção de protótipos,
assegurando que nenhum tópico seja desconsiderado e leva o fluxo de testes para a
fase D, onde ocorrerá junto com a preparação da produção para a pré-série.
A análise de existência de patentes sobre registro de outra pessoa ou
empresa foi efetuada na fase A e, a submissão para registro de patente, de uma
nova idéia encontrada durante o projeto, deve ser submetida o quanto antes para
aprovação para assegurar que os direitos sejam registrados, de preferência ainda na
fase B.
O DFMEA foi iniciado na fase B, junto com a definição do conceito da família
de produtos e, na fase C é atualizada, obtendo como saída do processo o plano de
controle de protótipo
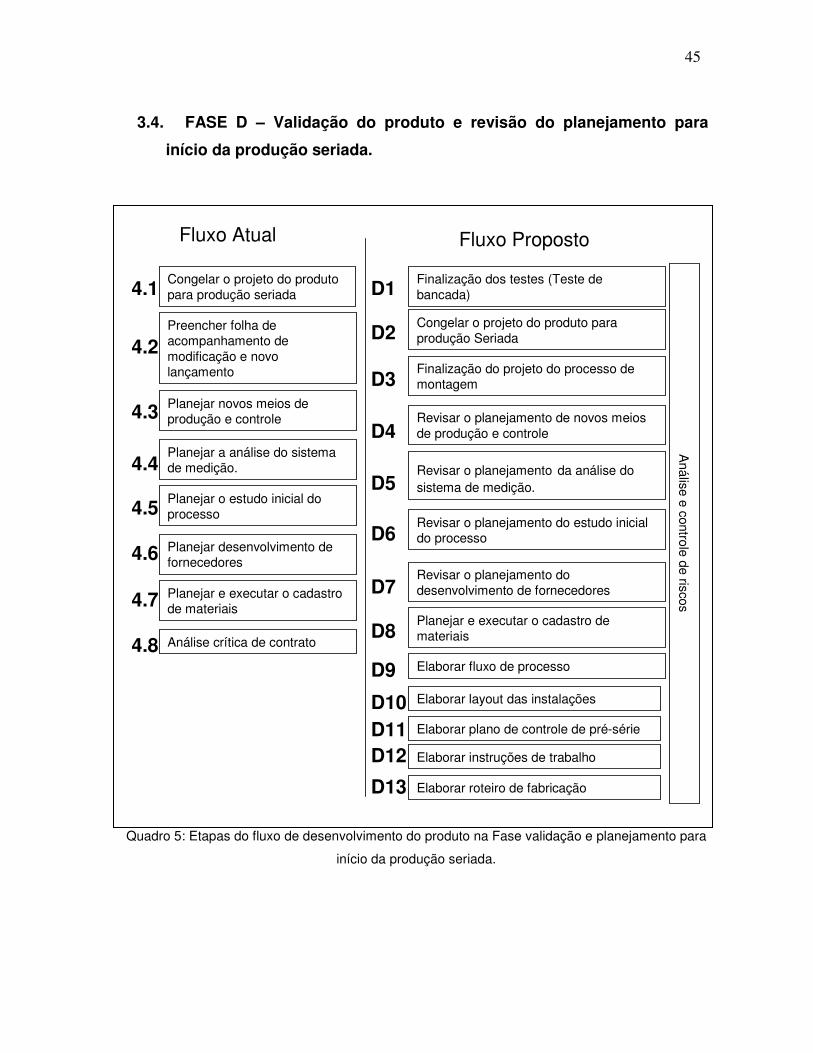
45
3.4. FASE D – Validação do produto e revisão do planejamento para
início da produção seriada.
Quadro 5: Etapas do fluxo de desenvolvimento do produto na Fase validação e planejamento para
início da produção seriada.
Fluxo Atual Fluxo Proposto
Preencher folha de acompanhamento de modificação e novo lançamento
Congelar o projeto do produto para produção seriada
Planejar novos meios de produção e controle
Planejar a análise do sistema de medição.
Planejar o estudo inicial do processo
Planejar desenvolvimento de fornecedores
Planejar e executar o cadastro de materiais
Finalização dos testes (Teste de bancada)
Congelar o projeto do produto para produção Seriada
Análise e controle de riscos
Análise crítica de contrato
Finalização do projeto do processo de montagem
Revisar o planejamento de novos meios de produção e controle
Revisar o planejamento da análise do sistema de medição.
Revisar o planejamento do estudo inicial do processo
Revisar o planejamento do desenvolvimento de fornecedores
Planejar e executar o cadastro de materiais
Elaborar layout das instalações
Elaborar plano de controle de pré-série
Elaborar instruções de trabalho
Elaborar roteiro de fabricação
Elaborar fluxo de processo
4.1
4.5
4.6
4.7
4.8
4.4
4.2
4.3
D1
D6
D2
D3
D4
D5
D10D11D12
D13
D7
D8
D9
46
3.4.1. Problemas com o fluxo existente
Alguns problemas identificados no processo de validação do produto foram as
falhas de alguns subsistemas devido ao erro de generalização, onde foi
considerado o mesmo subsistema existente em produção seriada para o novo
projeto, sem uma profunda avaliação, o qual deveria ter sido identificado no
DFMEA quando utilizado na forma de prevenção de falhas. Tal fato gera
significativo atraso do projeto, aumento do custo do projeto e do produto.
Outras alterações nesta etapa já foram requeridas pelo cliente, durante os
testes funcionais de campo, quando foram implementadas sem prévia análise de
custo e renegociação de preço com o cliente.
3.4.2. Soluções com o novo fluxo
O DFMEA está sendo corretamente utilizado nas fases B e C e, desde a fase
B, a análise de risco vem sendo constantemente atualizada, com a finalidade de
minimizar riscos, gerenciando ações críticas que devem ser realizadas para
reduzir os maiores riscos.
Um processo interno foi instalado e denominado CIM (Controle integrado de
mudanças), onde desde a fase B, após a cotação enviada ao cliente em projetos
anteriores, toda modificação requerida pelo mesmo deverá ser avaliada pela
engenharia de produto e aprovada pelos departamentos de controladoria e
vendas da unidade de negócios, assegurando que a margem de lucro seja
controlada.

47
3.5. FASE E – Formalização do início da produção seriada
Quadro 6: Etapas do fluxo de desenvolvimento do produto na Fase de Formalização do início da
produção seriada.
3.5.1. Problemas com o fluxo existente
Modificações de tolerâncias do produto ou geometria do produto já foram
requisitadas em outros projetos pela produção ou fornecedores, que não conseguiam
assegurar as dimensões necessárias para garantir um processo estável. O grande
impacto deste tipo de solicitação é avaliar até que ponto os testes de validação do
produto ainda são válidos para as novas condições do processo. Alguns casos foram
necessários retestar o produto, atrasando o projeto e aumento o custo do mesmo.
Fluxo Atual Fluxo Proposto
Elaborar layout das instalações
Elaborar fluxo de processo
Elaborar PFMEA
Elaborar plano de controle de pré-série
Disponibilizar os meios de produção e controle.
Elaborar instruções de trabalho
Elaborar roteiro de fabricação
Preco acordado com o cliente
Ordem do cliente para início da produção seriada.
Análise e controle de riscos
Analisar PPAP´s dos fornecedores
5.1
E2
5.2
5.3
5.4
5.5
5.65.7
5.8
E1
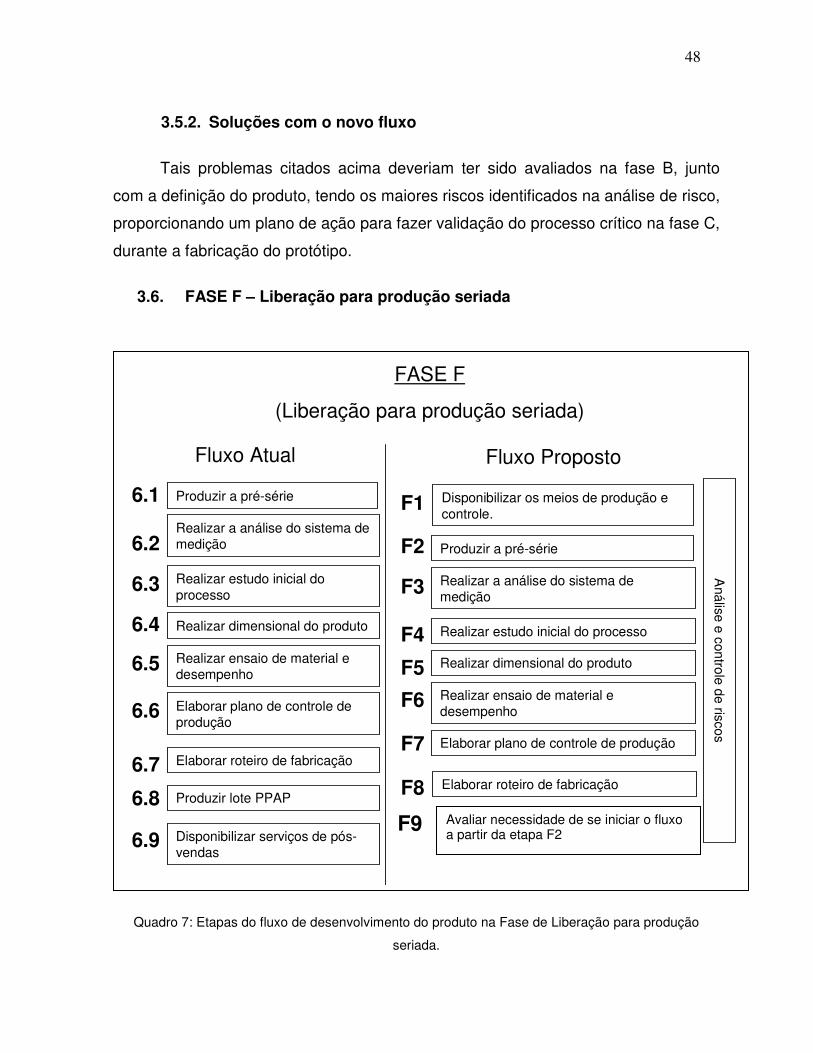
48
3.5.2. Soluções com o novo fluxo
Tais problemas citados acima deveriam ter sido avaliados na fase B, junto
com a definição do produto, tendo os maiores riscos identificados na análise de risco,
proporcionando um plano de ação para fazer validação do processo crítico na fase C,
durante a fabricação do protótipo.
3.6. FASE F – Liberação para produção seriada
Quadro 7: Etapas do fluxo de desenvolvimento do produto na Fase de Liberação para produção
seriada.
FASE F
(Liberação para produção seriada)
Fluxo Atual Fluxo Proposto
Realizar a análise do sistema de medição
Produzir a pré-série
Realizar estudo inicial do processo
Realizar dimensional do produto
Realizar ensaio de material e desempenho
Elaborar plano de controle de produção
Elaborar roteiro de fabricação
Análise e controle de riscos
Produzir lote PPAP
Disponibilizar os meios de produção e controle.
Realizar a análise do sistema de medição
Produzir a pré-série
Realizar estudo inicial do processo
Realizar dimensional do produto
Realizar ensaio de material e desempenho
Elaborar plano de controle de produção
Elaborar roteiro de fabricação
Disponibilizar serviços de pós-vendas
6.1
6.6
6.7
6.8
6.9
6.3
6.4
6.5
6.2
F1
F2
F3
F4
F5
F6
F7
F8
F9 Avaliar necessidade de se iniciar o fluxo a partir da etapa F2

49
3.6.1. Problemas com o fluxo existente
Alguns problemas encontrados nesta fase são referentes ao processo de
montagem que precisa ser ajustado durante a pré-série, adequando assim à
produção seriada. Todavia, durante a produção da pré-série ocorreu dificuldade de
ajuste, iniciando o processo de produção seriada com alguns dispositivos não ideais,
corrigindo durante os lotes seguintes da produção.
3.6.2. Soluções com o novo fluxo
Tal problema está sendo gerenciado no novo fluxo através da análise de
riscos da montagem, formando um plano de ação para ser resolvido na segunda pré-
série, que foi inserida no processo para assegurar que a produção seriada seja
realmente iniciada com o procedimento ideal.
3.7. FASE G – Retroalimentação e encerramento do projeto
Quadro 8: Etapas do fluxo de desenvolvimento do produto na Fase de Retroalimentação e
encerramento do projeto.
Fluxo Atual Fluxo Proposto
Retroalimentacao do APQP do Projeto
Identificar novas oportunidades de melhorias para retroalimentar o projeto
Realizar follow up das acoes de retroalimentacao.
Monitorar falhas de Okm e garantia
Análise e controle de riscos
Avaliar oportunidades de melhoria do projeto do produto e processo de manufatura e montagen
Avaliar custo do produto
Avaliar investimentos planejados versus investimentos reais.
Avaliar tempo planejado versus real
Encerrar o projeto
7.1
7.3
7.2
G1
G2
G4
G6
G3
G5
50
3.7.1. Problemas com o fluxo existente
Esta fase deveria identificar as oportunidades de melhoria e retroalimentar o
projeto para que riscos de falha sejam corrigidos, além de avaliar a eficácia do
projeto em relação a custo, prazo e qualidade encerrando o mesmo após
determinado tempo. Todavia, os problemas de qualidade estão sendo tratados com o
mesmo fluxo de produção seriada, perdendo o histórico do mesmo.
3.7.2. Soluções com o novo fluxo
O novo fluxo prevê monitoramento de falhas de garantia e O km, avaliando os
riscos e gerando-se plano de ação para melhoria do projeto do produto ou processo.
Além disso, para o correto encerramento do projeto, foram inseridas etapas de
avaliação de custos, prazo e escopo do projeto para que o mesmo seja avaliado e
encerrado.
3.8. Resumo das alterações mais relevantes para o processo.
Considerando todas as modificações, as principais etapas identificadas pelo autor
como mais relevantes considerando as três variáveis de projeto: custo, prazo e
qualidade foram inseridas no quadro 9. Vale ressaltar aqui que melhorias de custo e
prazo foram baseadas nos conceitos lean e qualidade no conceito 6 sigmas.
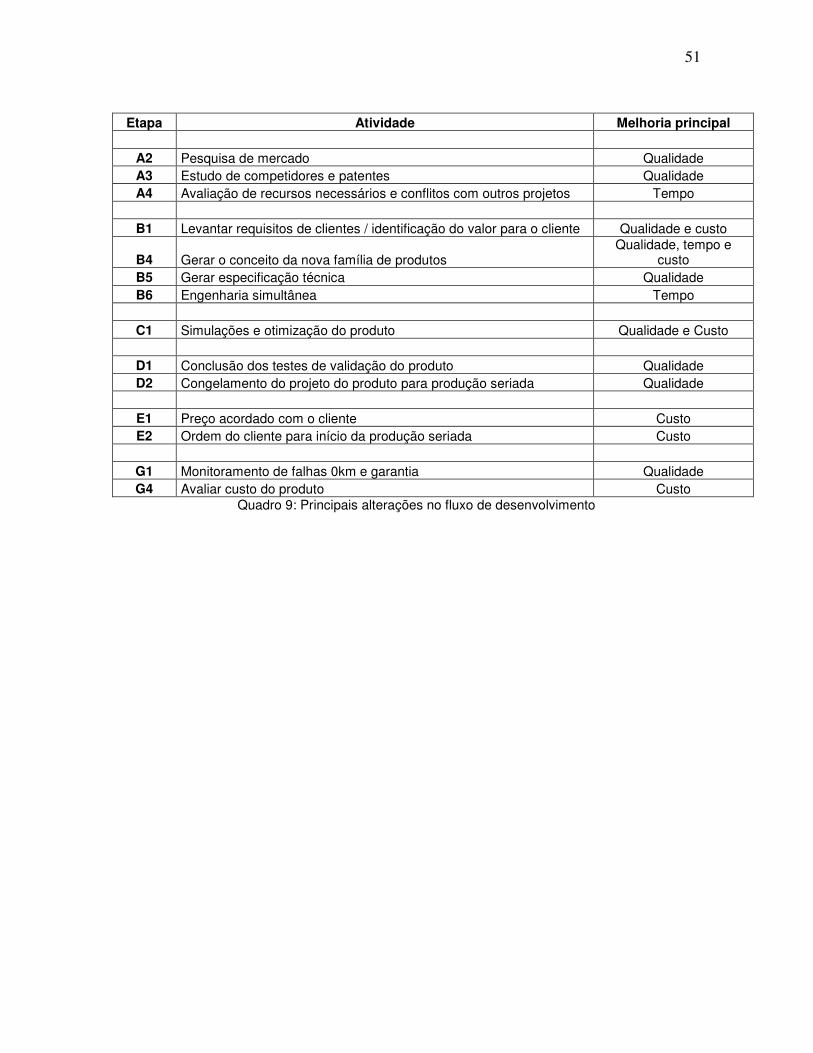
51
Etapa Atividade Melhoria principal
A2 Pesquisa de mercado Qualidade A3 Estudo de competidores e patentes Qualidade A4 Avaliação de recursos necessários e conflitos com outros projetos Tempo
B1 Levantar requisitos de clientes / identificação do valor para o cliente Qualidade e custo
B4 Gerar o conceito da nova família de produtos Qualidade, tempo e
custo B5 Gerar especificação técnica Qualidade B6 Engenharia simultânea Tempo
C1 Simulações e otimização do produto Qualidade e Custo
D1 Conclusão dos testes de validação do produto Qualidade D2 Congelamento do projeto do produto para produção seriada Qualidade
E1 Preço acordado com o cliente Custo E2 Ordem do cliente para início da produção seriada Custo
G1 Monitoramento de falhas 0km e garantia Qualidade G4 Avaliar custo do produto Custo
Quadro 9: Principais alterações no fluxo de desenvolvimento

52
4. O ESTUDO DE CASO E A IMPLEMENTAÇÃO DO FLUXO PROPOSTO.
O produto sistema de transmissão para colheitadeiras teve o design de sua
família de produtos definido há mais de quinze anos, quando as colheitadeiras eram
menores e menos eficientes. Nos últimos dois anos, estudos foram efetuados para
utilização da plataforma existente em projetos derivativos e, constatou-se que esta
família está limitada a aplicações de até vinte e quatro toneladas.
Como há solicitações de clientes para aplicações maiores, o estudo de caso
avalia o mercado para entender as novas limitações do mercado atual para então
definir a nova família de produtos, seguindo o novo fluxo de desenvolvimento
proposto no capítulo anterior.
Para o projeto piloto o fluxo foi implementado das fases A a D. O sistema é
composto por uma transmissão, dois redutores e dois eixos de ligação, conforme
ilustrado na figura 9.
Figura 9: Sistema de tração para colheitadeiras.

53
4.1. Melhorias auxiliares à implementação do novo fluxo de
desenvolvimento.
Antes de implementar efetivamente o novo fluxo de desenvolvimento de produtos
proposto no capítulo 3, algumas melhorias gerais foram incorporadas no processo,
como descrito nos subitens abaixo.
4.1.1. Implementação do conceito de reutilização de componentes
A fim de maximizar a reutilização de componentes em produção seriada, evitar
desperdício de tempo na busca de componentes adequados ao novo produto em
desenvolvimento e reduzir o custo final do produto, um banco de dados para os
componentes de normalizados como, por exemplo, rolamentos, retentores, luvas de
engate, parafusos e porcas está sendo criado para suportar os engenheiros e
projetistas, conforme quadro 10, com a possibilidade de utilização de componentes
de menor valor devido ao maior volume de produção de outros produtos do grupo.
Um exemplo é o desenvolvimento de um novo item: um rolamento de capacidade x,
enquanto já havia no grupo um rolamento com capacidade de carga 1,5.X com preço
25% menor que poderia ser utilizado na aplicação.
Quadro 10: Base de rolamentos para novos desenvolvimentos
A reutilização de engrenagens seria muito difícil devido às particularidades de
cada família de produtos, no que diz respeito às velocidades e torques requeridos.
Porém, um banco de dados de ferramentas pode ser decisivo no momento de gerar
um conjunto com nova relação de transmissão, ganhando tempo e dinheiro na
reutilização de ferramentas, as quais chegam a levar 120 dias para serem
adquiridas.
Part Number Tipo Fabricante Código Tamanho Capacidade Dinâmica Preço Preferida
0000.000.000 Esferas SKF 60312 120x140x25 220 kN R$ 0,00 SimRolos Schaeffler 30310 150x180x40 250 kN NãoRolos Cônicos NSK
KOYO
Tabela de rolamentos

54
4.1.2. Controle de custos dos componentes em desenvolvimento
A utilização da engenharia simultânea é, certamente, um excelente meio de
desenvolver os componentes de forma a atender o processo de manufatura e
montagem, reduzindo custos. Todavia, pensando no primeiro ciclo de
desenvolvimento é muito importante que o engenheiro ou projetista saiba o que
agrega valor no componente e qual operação de manufatura ou fundição pode ser
evitada, a fim de que o produto nasça com um desempenho e custo perto do ideal
em sua criação. Para tanto, um estudo sobre os fatores que determinam o custo de
cada componente foi efetuado como referência para novos desenvolvimentos. Um
exemplo é ilustrado através da figura 10.
Figura 10: Fatores principais que determinam o custo de uma carcaça de ferro fundido.
4.1.3. Envolvimento e autonomia dos funcionários
Transmitir autonomia aos envolvidos no processo de desenvolvimento de
produtos para tenham autonomia para tomarem algumas decisões ou coordenarem
parte do processo, os tornam mais responsáveis por suas atividades. É muito
importante que cada funcionário saiba seus deveres e seus objetivos a serem
cumpridos. A estrutura matricial de gerenciamento de projetos utilizada pela empresa
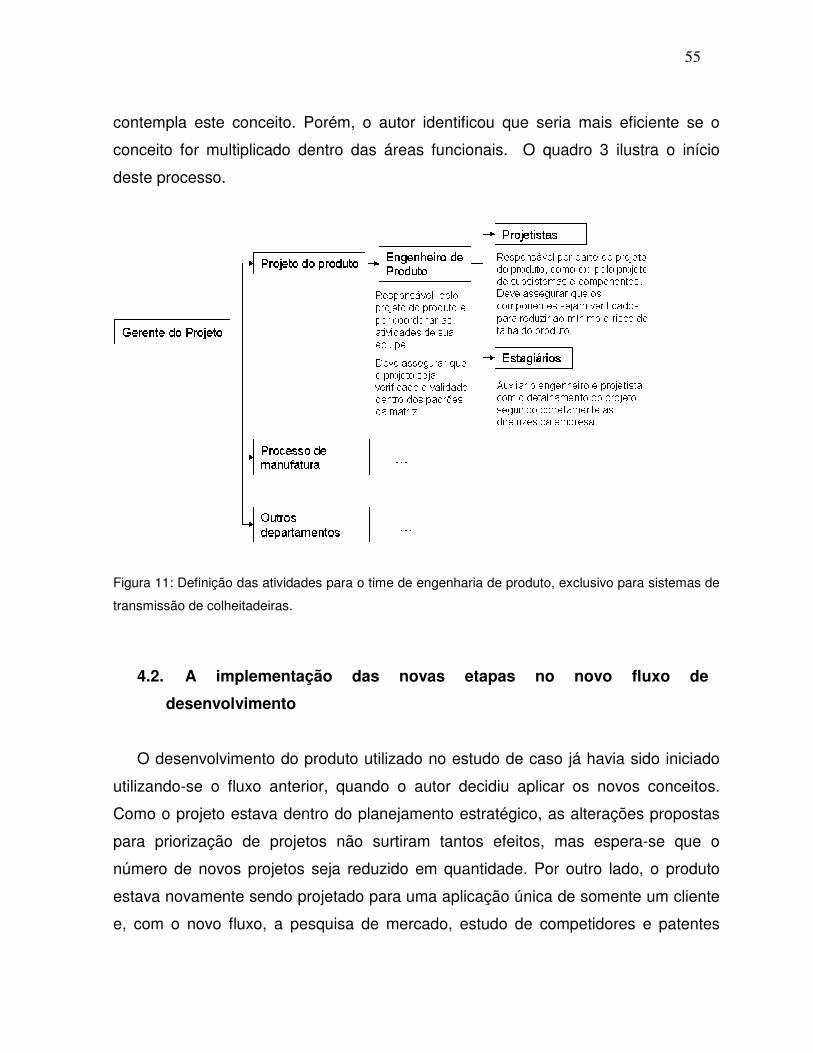
55
contempla este conceito. Porém, o autor identificou que seria mais eficiente se o
conceito for multiplicado dentro das áreas funcionais. O quadro 3 ilustra o início
deste processo.
Figura 11: Definição das atividades para o time de engenharia de produto, exclusivo para sistemas de
transmissão de colheitadeiras.
4.2. A implementação das novas etapas no novo fluxo de
desenvolvimento
O desenvolvimento do produto utilizado no estudo de caso já havia sido iniciado
utilizando-se o fluxo anterior, quando o autor decidiu aplicar os novos conceitos.
Como o projeto estava dentro do planejamento estratégico, as alterações propostas
para priorização de projetos não surtiram tantos efeitos, mas espera-se que o
número de novos projetos seja reduzido em quantidade. Por outro lado, o produto
estava novamente sendo projetado para uma aplicação única de somente um cliente
e, com o novo fluxo, a pesquisa de mercado, estudo de competidores e patentes

56
existentes trouxe uma visão diferente do produto, onde outras aplicações puderam
ser avaliadas, como descrito abaixo.
4.2.1. Pesquisa de mercado (Etapa do fluxo A2)
A pesquisa de mercado foi ampla, envolvendo os maiores fabricantes de
colheitadeiras do mercado global. O volume total de produção previsto até 2010
pode ser vistos na figura 12.
60068
69782
70655
54000 56000 58000 60000 62000 64000 66000 68000 70000 72000
Volume de produção previsto
2008
2009
2010
An
o
Evolução do volume de produção de colheitadeiras de grãos
Figura 12: Volume de produção de colheitadeiras de 2008 a 2010
A figura 13 ilustra os volumes de produção por cliente potencial em 2008.
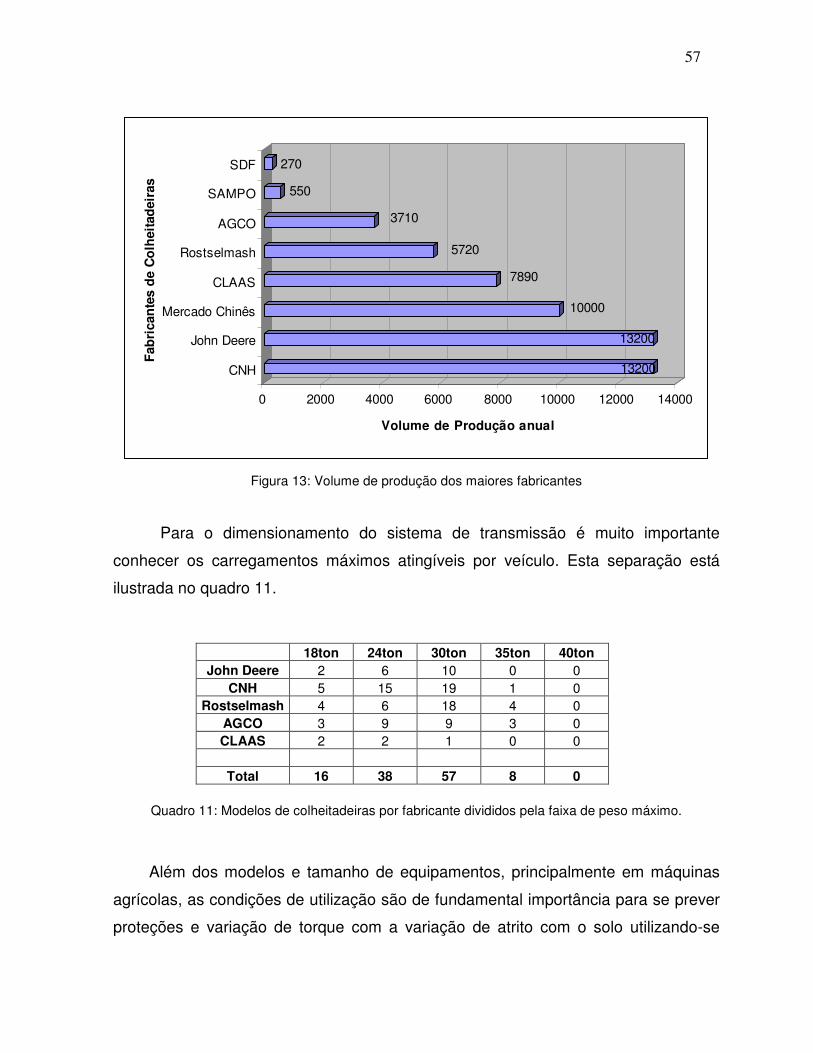
57
13200
13200
10000
7890
5720
3710
550
270
0 2000 4000 6000 8000 10000 12000 14000
Volume de Produção anual
CNH
John Deere
Mercado Chinês
CLAAS
Rostselmash
AGCO
SAMPO
SDFF
abri
can
tes
de
Co
lhei
tad
eira
s
Figura 13: Volume de produção dos maiores fabricantes
Para o dimensionamento do sistema de transmissão é muito importante
conhecer os carregamentos máximos atingíveis por veículo. Esta separação está
ilustrada no quadro 11.
18ton 24ton 30ton 35ton 40ton John Deere 2 6 10 0 0
CNH 5 15 19 1 0 Rostselmash 4 6 18 4 0
AGCO 3 9 9 3 0 CLAAS 2 2 1 0 0
Total 16 38 57 8 0
Quadro 11: Modelos de colheitadeiras por fabricante divididos pela faixa de peso máximo.
Além dos modelos e tamanho de equipamentos, principalmente em máquinas
agrícolas, as condições de utilização são de fundamental importância para se prever
proteções e variação de torque com a variação de atrito com o solo utilizando-se

58
rodado simples, rodado duplo e esteiras. Algumas das aplicações estão ilustradas na
figura 14.
Figura 14: Aplicações do sistema de transmissão para colheitadeiras
4.2.2. Estudo de competidores (Etapa do fluxo A3)
Vários conceitos utilizados por competidores e pelos principais clientes
potenciais foram estudados, a fim de abastecer o mercado com um produto que
atenda plenamente as expectativas no que diz respeito à tecnologia, custo e
durabilidade.
A partir dos dados de competidores, algumas análises de conceito puderam
ser extraídas, conforme quadros 12, 13 e 14. Para não identificar os clientes, estes
foram classificados como cliente 1, cliente 2, cliente 3 e clientes 4, formando os
quatro maiores fabricantes de colhedoras de grãos no mercado global.
Foi constatado também que todos os fabricantes de colheitadeiras utilizam
transmissões de três ou quatro marchas, com a troca de marchas somente na
transmissão.

59
Quadro 12: Benchmarking com os quatro maiores clientes
Quadro 13: Descrição da utilização das marchas para transmissões de 3 marchas
Quadro 14: Descrição da utilização das marchas para transmissões de 4 marchas
Desta maneira, a decisão de projetar uma transmissão modular para três e
quatro velocidades foi tomada.
4.2.3. Análise de Patentes (Etapa do fluxo A3)
Segundo Kaminski (2000), as patentes contribuem para o aumento do
conhecimento nos mais diferentes níveis da técnica. As idéias são protegidas, mas
para tanto são reveladas ao público, originando em muitos casos outras concepções
e desenvolvimentos.
Desta maneira a análise de patentes torna-se fundamental, não apenas para
garantir que o conceito do novo produto seja conflitante com alguma idéia protegida,
mas também serve como fonte de informações para gerar novos conceitos.
Na empresa estudada existe o software IP4me o qual é capaz de realizar a busca
de patentes no mercado global. Este software pode ser executado em todas as filias
1a. Marcha Colheita em terrenos com inclinação acentuada e/ou alagado 2a. Marcha Colheita em terrenos secos 3a. Marcha Transporte de grãos e/ou locomoção da colheitadeira de uma área para outra.
1a. Marcha Colheita em terrenos com inclinação acentuada e/ou alagado 2a. Marcha Colheita em terrenos secos e com alta densidade de plantas 3a. Marcha Colheita em terrenios secos, planos e com baixa densidade de plantas 4a. Marcha Transporte de grãos e/ou locomoção da colheitadeira de uma área para outra.
Fornecedor Drivetrain modelos de transmissões modelos de redutores tecnologia engate Freio de serviço Freio estacionamento Conceito engrenagens
cliente 1 Design próprio 2 2Power Shift - 10%Dog Clutch - 90%
LamelasTambor Tambor
Dentes helicoidais - 10%Dentes retos - 90%
cliente 2 Design próprio 3 3Hydro Shift - 30%Dog clutch - 70%
LamelasDisco seco Disco seco
Dentes helicoidais - 30%Dentes retos - 70%
cliente 3 Design próprio 3 3Hydro Shift - 20%Dog clutch - 80% Disco seco Tambor Dentes retos - 100%
cliente 4 Design próprio /c oncorrente 4 4Hydro Shift - 10%Dog Clutch - 90% Disco seco Tambor Dentes retos - 100%
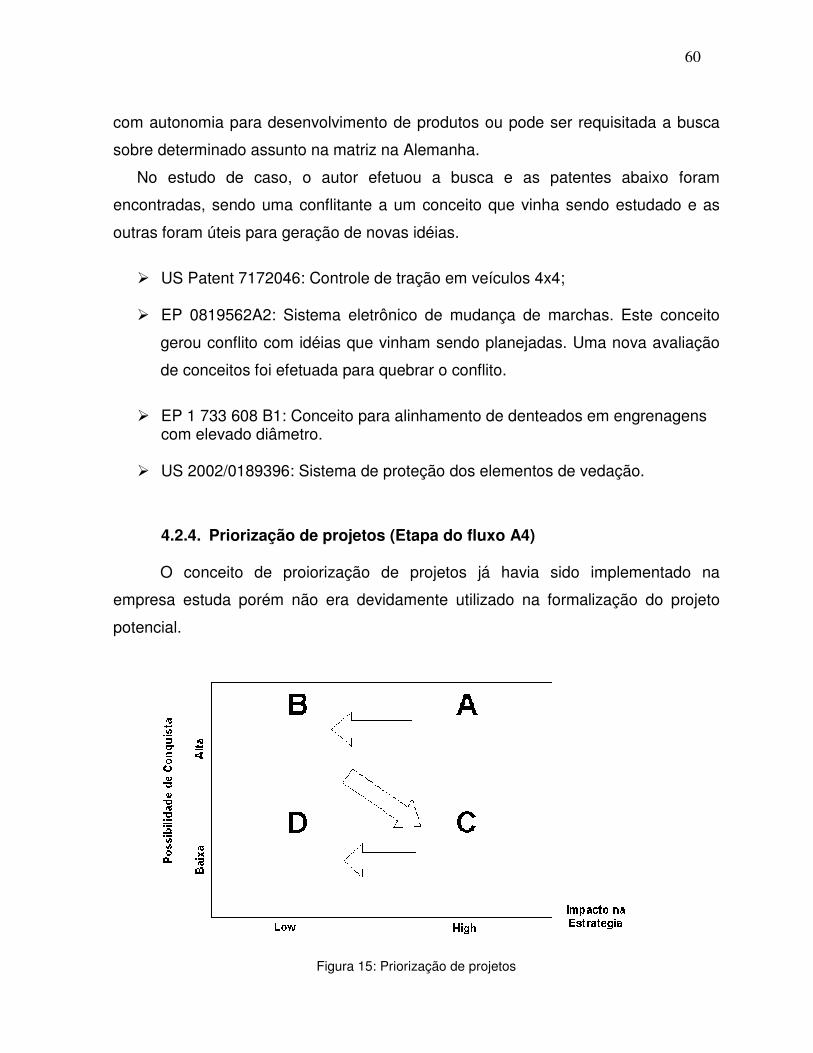
60
com autonomia para desenvolvimento de produtos ou pode ser requisitada a busca
sobre determinado assunto na matriz na Alemanha.
No estudo de caso, o autor efetuou a busca e as patentes abaixo foram
encontradas, sendo uma conflitante a um conceito que vinha sendo estudado e as
outras foram úteis para geração de novas idéias.
� US Patent 7172046: Controle de tração em veículos 4x4;
� EP 0819562A2: Sistema eletrônico de mudança de marchas. Este conceito
gerou conflito com idéias que vinham sendo planejadas. Uma nova avaliação
de conceitos foi efetuada para quebrar o conflito.
� EP 1 733 608 B1: Conceito para alinhamento de denteados em engrenagens
com elevado diâmetro. � US 2002/0189396: Sistema de proteção dos elementos de vedação.
4.2.4. Priorização de projetos (Etapa do fluxo A4)
O conceito de proiorização de projetos já havia sido implementado na
empresa estuda porém não era devidamente utilizado na formalização do projeto
potencial.
Figura 15: Priorização de projetos

61
4.2.5. Formalização do projeto potencial (Etapa do fluxo A5)
4.2.5.1. Definição das metas
A construção do novo produto, como expectativas gerais pelos gestores da
unidade de negócio da empresa são:
• Redução de custo em X% comparado com o produto existente;
• Inserir novas funções opcionais que agreguem valor ao produto no
mínimo em Y%;
• Aumentar a variedade de produtos para atender todos os modelos de
colheitadeiras no mercado global (até 35 toneladas);
• Garantir que o produto desenvolvido atenda plenamente os requisitos
de durabilidade estipulados pelas montadoras e pela matriz da
empresa.
Uma carta de projeto foi elaborada simbolizando a etapa inicial para o
processo de seis sigma, onde ilustra os objetivos e dificuldades encontradas
no produto atual e a necessidade de desenvolver a nova família de
transmissões para atingir plenamente os clientes potenciais.
4.2.6. Definição de valor sob o ponto de vista do cliente (Etapa do fluxo
B1)
Para identificar as funções que agregam valor ao produto e que não agregam
valor sob o ponto de vista do cliente, uma análise utilizando marginalmente a técnica
de análise de valor foi criada para que a nova família de produto seja viável
economicamente. Neste sentido, as funções do produto foram identificadas, como
pode ser visto no quadro 15.
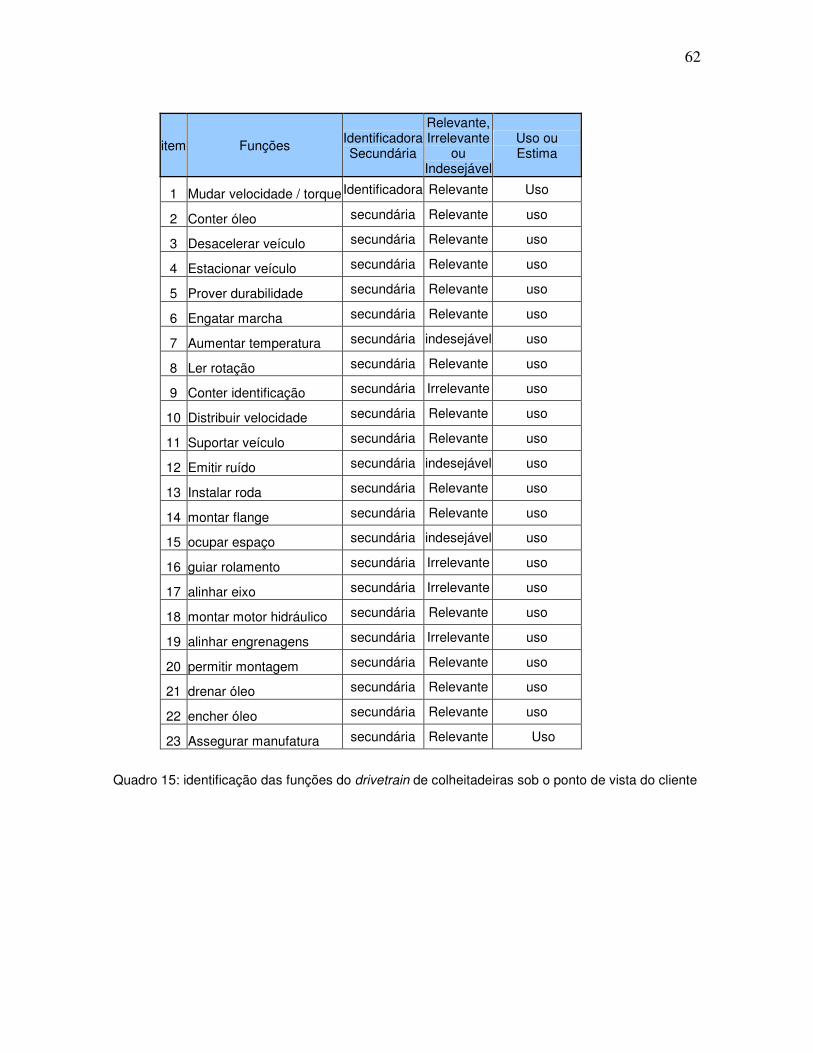
62
item Funções Identificadora Secundária
Relevante, Irrelevante
ou Indesejável
Uso ou Estima
1 Mudar velocidade / torque Identificadora Relevante Uso
2 Conter óleo secundária Relevante uso
3 Desacelerar veículo secundária Relevante uso
4 Estacionar veículo secundária Relevante uso
5 Prover durabilidade secundária Relevante uso
6 Engatar marcha secundária Relevante uso
7 Aumentar temperatura secundária indesejável uso
8 Ler rotação secundária Relevante uso
9 Conter identificação secundária Irrelevante uso
10 Distribuir velocidade secundária Relevante uso
11 Suportar veículo secundária Relevante uso
12 Emitir ruído secundária indesejável uso
13 Instalar roda secundária Relevante uso
14 montar flange secundária Relevante uso
15 ocupar espaço secundária indesejável uso
16 guiar rolamento secundária Irrelevante uso
17 alinhar eixo secundária Irrelevante uso
18 montar motor hidráulico secundária Relevante uso
19 alinhar engrenagens secundária Irrelevante uso
20 permitir montagem secundária Relevante uso
21 drenar óleo secundária Relevante uso
22 encher óleo secundária Relevante uso
23 Assegurar manufatura secundária Relevante Uso
Quadro 15: identificação das funções do drivetrain de colheitadeiras sob o ponto de vista do cliente

63
4.2.6.1. Criação e análise das CTQ´s (Crítico para qualidade – Etapa
do fluxo B1)
Dentre as necessidades e requisitos dos clientes, listaram-se os seis de maior
relevância:
� Durabilidade de 7500 horas no campo;
� Força de engate constante e menor que 350N;
� Ruído seja imperceptível pelo motorista;
� Desaceleração maior que 5m/s^2;
� Freio de estacionamento funcione em rampas de até 20% com a colheitadeira
descarregada;
� Possibilidade de colheita em terrenos secos e alagados, utilizando-se rodados
simples, duplo ou esteira.
A partir das CTQ´s acima, estas foram desdobradas até atingir as características
críticas do projeto, conforme ilustra a figura 16.
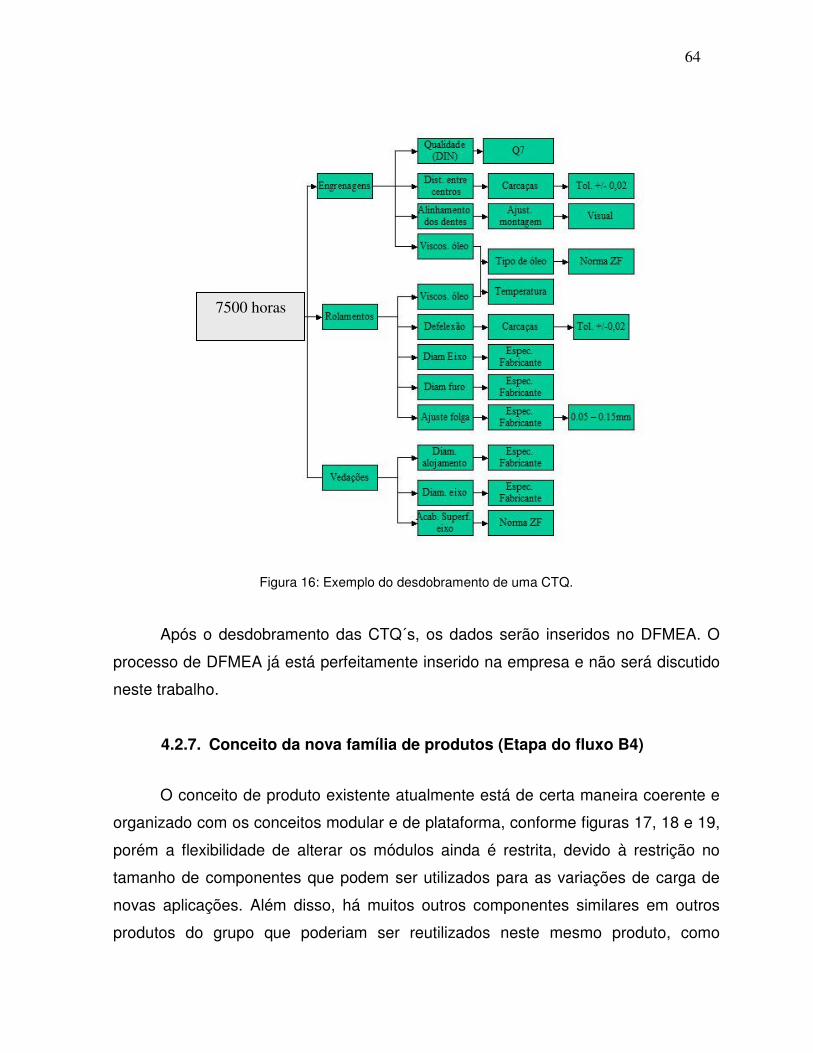
64
Figura 16: Exemplo do desdobramento de uma CTQ.
Após o desdobramento das CTQ´s, os dados serão inseridos no DFMEA. O
processo de DFMEA já está perfeitamente inserido na empresa e não será discutido
neste trabalho.
4.2.7. Conceito da nova família de produtos (Etapa do fluxo B4)
O conceito de produto existente atualmente está de certa maneira coerente e
organizado com os conceitos modular e de plataforma, conforme figuras 17, 18 e 19,
porém a flexibilidade de alterar os módulos ainda é restrita, devido à restrição no
tamanho de componentes que podem ser utilizados para as variações de carga de
novas aplicações. Além disso, há muitos outros componentes similares em outros
produtos do grupo que poderiam ser reutilizados neste mesmo produto, como
7500 horas
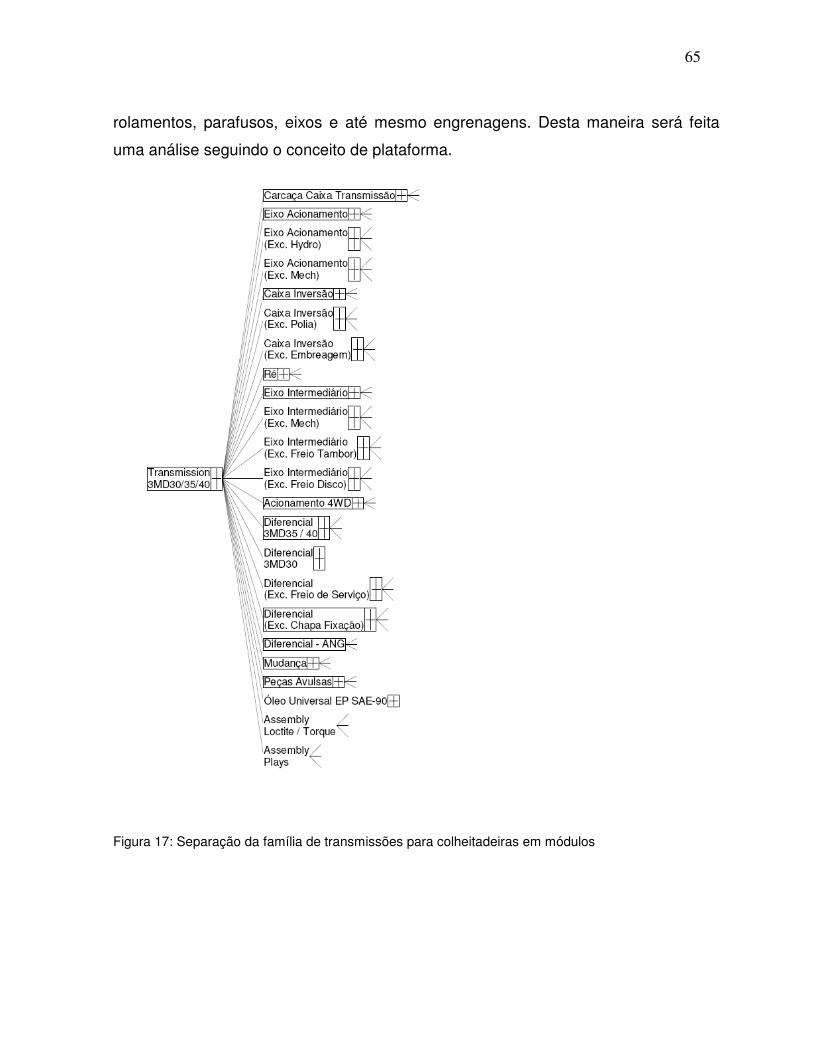
65
rolamentos, parafusos, eixos e até mesmo engrenagens. Desta maneira será feita
uma análise seguindo o conceito de plataforma.
Figura 17: Separação da família de transmissões para colheitadeiras em módulos
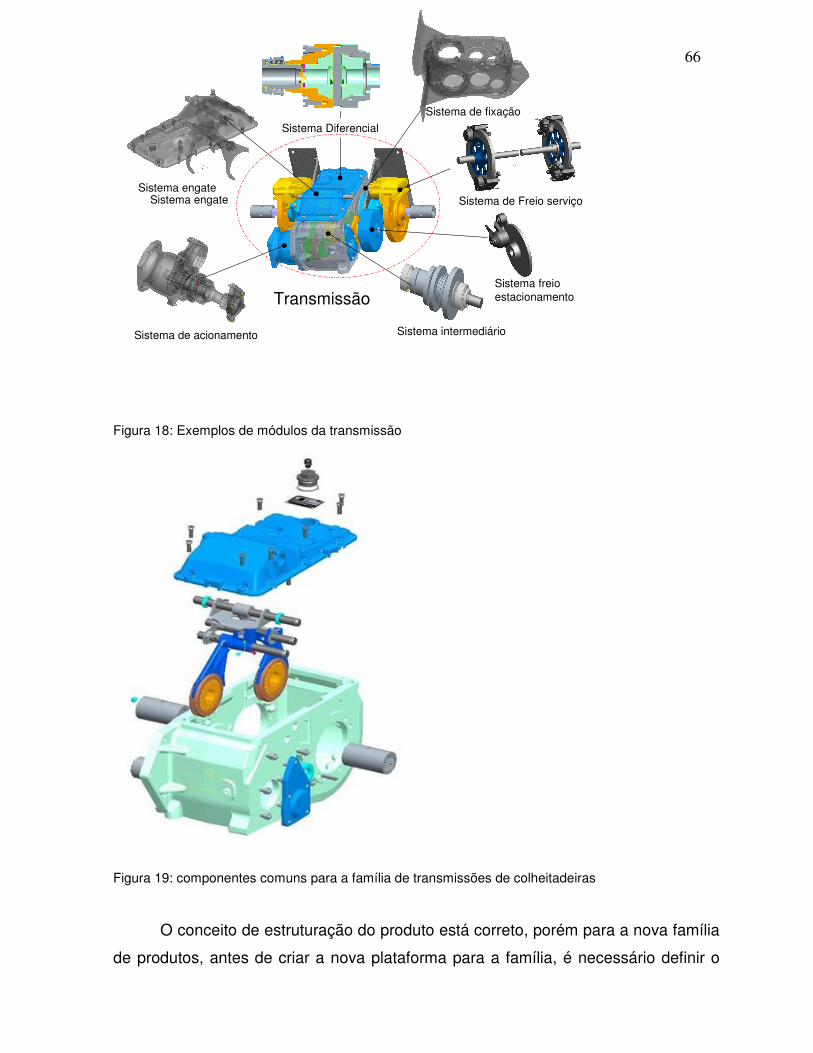
66
Figura 18: Exemplos de módulos da transmissão
Figura 19: componentes comuns para a família de transmissões de colheitadeiras
O conceito de estruturação do produto está correto, porém para a nova família
de produtos, antes de criar a nova plataforma para a família, é necessário definir o
Sistema engateSistema engate Sistema de Freio serviço
Sistema freio estacionamento
Sistema intermediárioSistema de acionamento
Sistema Diferencial
Transmissão
Sistema de fixação
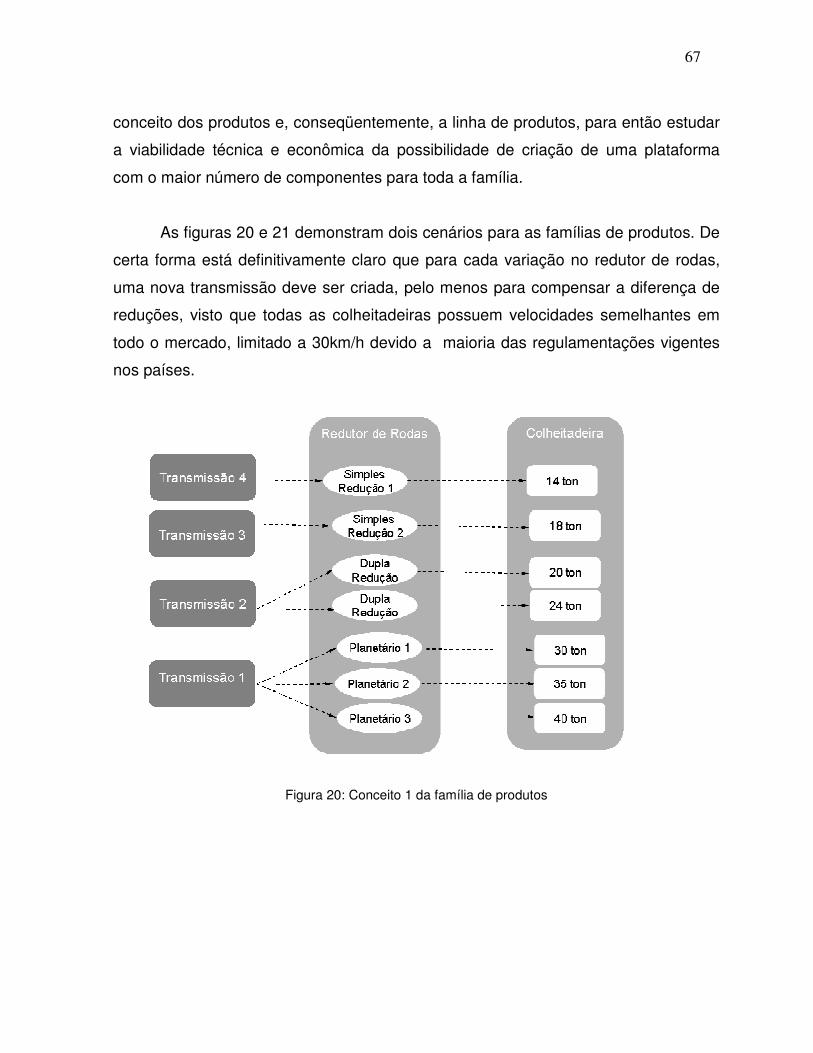
67
conceito dos produtos e, conseqüentemente, a linha de produtos, para então estudar
a viabilidade técnica e econômica da possibilidade de criação de uma plataforma
com o maior número de componentes para toda a família.
As figuras 20 e 21 demonstram dois cenários para as famílias de produtos. De
certa forma está definitivamente claro que para cada variação no redutor de rodas,
uma nova transmissão deve ser criada, pelo menos para compensar a diferença de
reduções, visto que todas as colheitadeiras possuem velocidades semelhantes em
todo o mercado, limitado a 30km/h devido a maioria das regulamentações vigentes
nos países.
Figura 20: Conceito 1 da família de produtos
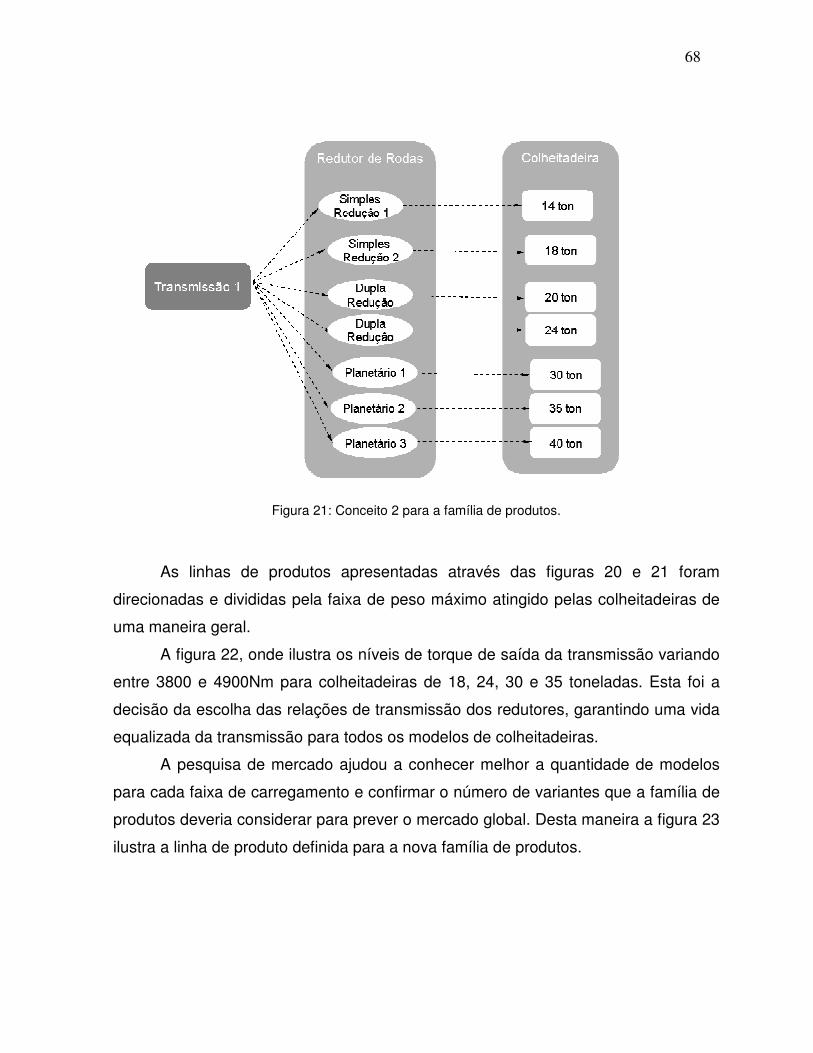
68
Figura 21: Conceito 2 para a família de produtos.
As linhas de produtos apresentadas através das figuras 20 e 21 foram
direcionadas e divididas pela faixa de peso máximo atingido pelas colheitadeiras de
uma maneira geral.
A figura 22, onde ilustra os níveis de torque de saída da transmissão variando
entre 3800 e 4900Nm para colheitadeiras de 18, 24, 30 e 35 toneladas. Esta foi a
decisão da escolha das relações de transmissão dos redutores, garantindo uma vida
equalizada da transmissão para todos os modelos de colheitadeiras.
A pesquisa de mercado ajudou a conhecer melhor a quantidade de modelos
para cada faixa de carregamento e confirmar o número de variantes que a família de
produtos deveria considerar para prever o mercado global. Desta maneira a figura 23
ilustra a linha de produto definida para a nova família de produtos.
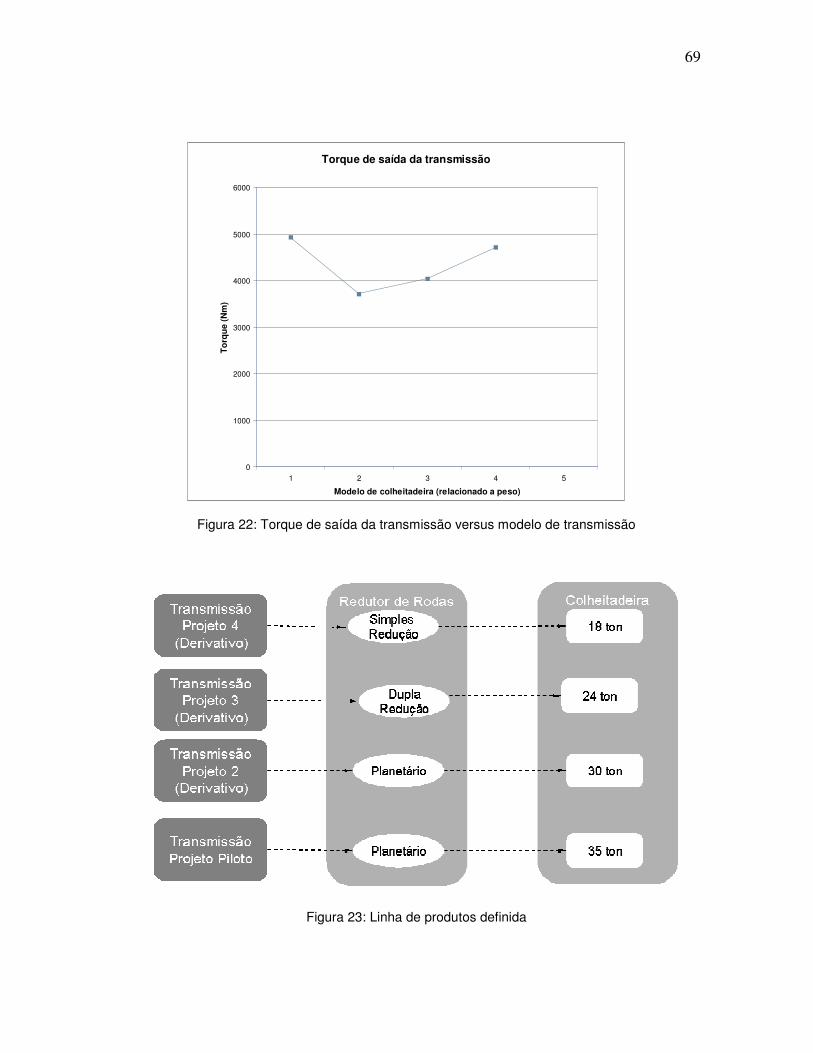
69
Figura 22: Torque de saída da transmissão versus modelo de transmissão
Figura 23: Linha de produtos definida
Torque de saída da transmissão
0
1000
2000
3000
4000
5000
6000
1 2 3 4 5
Modelo de colheitadeira (relacionado a peso)
To
rqu
e (N
m)
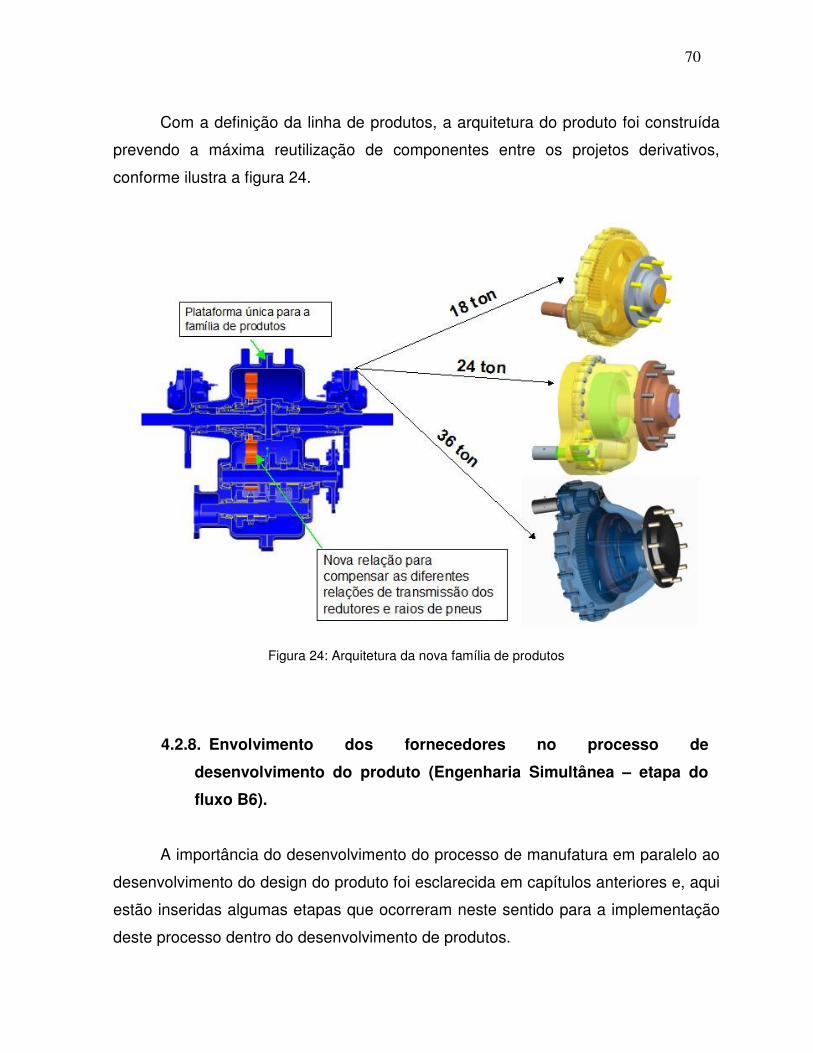
70
Com a definição da linha de produtos, a arquitetura do produto foi construída
prevendo a máxima reutilização de componentes entre os projetos derivativos,
conforme ilustra a figura 24.
Figura 24: Arquitetura da nova família de produtos
4.2.8. Envolvimento dos fornecedores no processo de
desenvolvimento do produto (Engenharia Simultânea – etapa do
fluxo B6).
A importância do desenvolvimento do processo de manufatura em paralelo ao
desenvolvimento do design do produto foi esclarecida em capítulos anteriores e, aqui
estão inseridas algumas etapas que ocorreram neste sentido para a implementação
deste processo dentro do desenvolvimento de produtos.
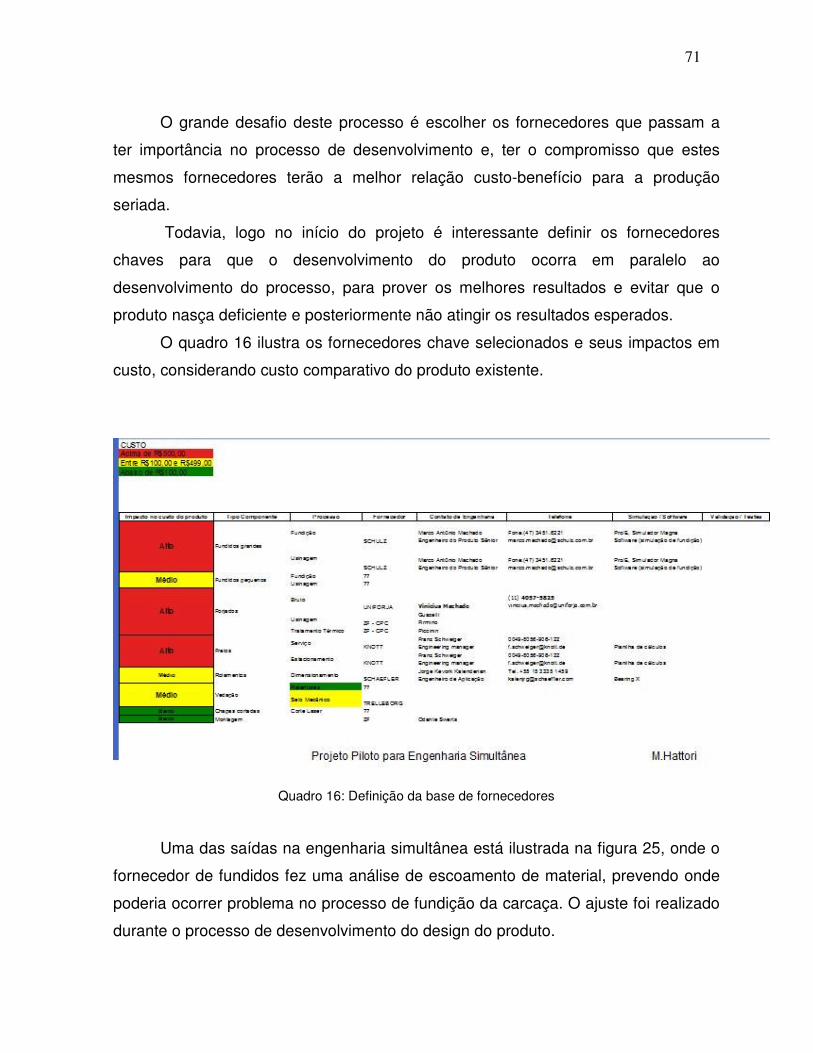
71
O grande desafio deste processo é escolher os fornecedores que passam a
ter importância no processo de desenvolvimento e, ter o compromisso que estes
mesmos fornecedores terão a melhor relação custo-benefício para a produção
seriada.
Todavia, logo no início do projeto é interessante definir os fornecedores
chaves para que o desenvolvimento do produto ocorra em paralelo ao
desenvolvimento do processo, para prover os melhores resultados e evitar que o
produto nasça deficiente e posteriormente não atingir os resultados esperados.
O quadro 16 ilustra os fornecedores chave selecionados e seus impactos em
custo, considerando custo comparativo do produto existente.
Quadro 16: Definição da base de fornecedores
Uma das saídas na engenharia simultânea está ilustrada na figura 25, onde o
fornecedor de fundidos fez uma análise de escoamento de material, prevendo onde
poderia ocorrer problema no processo de fundição da carcaça. O ajuste foi realizado
durante o processo de desenvolvimento do design do produto.
72
Figura 25: Análise do fluxo de material.
4.2.9. Simulações e otimização do produto (Etapa do fluxo C1)
As simulações finais são realizadas para otimizar os componentes através de
cálculos detalhados de vida de engrenagens, rolamentos e cálculos estruturais
através do método dos elementos finitos (FEM).
A metodologia de cálculo de vida utilizada pela empresa é inquestionável.
Todavia, a aplicação em colheitadeiras ainda não era totalmente conhecida pela
empresa. Desta maneira, a experiência utilizada para simulação dos produtos para
tratores e máquinas de construção civil foi utilizada para definir preliminarmente as
condições de cálculo e, posteriormente medições em campo foram efetuadas para
assegurar que os cálculos efetuados realmente condizem com a prática, permitindo
que otimizações pudessem ser executadas. A primeira medição foi obtida com a
instrumentação de uma colheitadeira em situações de campo, controlando o torque
de entrada e saída da transmissão, temperatura do óleo, temperatura do freio,
velocidade do veículo e rotações de entrada e saída, como pode ser visto através da
figura 26. Outras medições foram executadas tanto no veículo como em bancadas de
teste para a mesma finalidade.

73
Uma lista de simulações foi criada em conjunto com especialistas da matriz na
Alemanha para assegurar que todas as verificações serão realizadas para prever a
falha de todas as funções e requisitos do produto.
Figura 26: Coleta de dados reais na colheitadeira em condições reais de colheita.
Com dados reais de campo componentes como carcaças puderam ser
otimizados, atingindo reduções de massa de até 20% do projeto inicial e ainda
aumentado a resistência nos pontos identificados como críticos, reduzindo o risco de
falha do protótipo.
4.2.10. Testes de validação do produto (Etapa do fluxo D1)
Testes de validação de uma nova família de produtos foram realizados em conjunto com os engenheiros do departamento de testes na matriz na Alemanha, os quais coordenam a validação de todos os produtos do grupo. A figura 27 ilustra dois dos testes necessários para validação da transmissão e dos redutores.

74
Figura 27: Bancada de testes acelerados disponíveis na matriz na Alemanha.
Com a intenção de reduzir custos de testes acelerados, uma planilha com a
vida calculada de toda a família de transmissões foi realizada para testes de
confiabilidade sejam executados somente na transmissão mais crítica e, que os
projetos derivativos sejam aprovados sem testes de confiabilidade. Os dados não
puderam ser revelados por confidencialidade da empresa. A figura 28 ilustra a
transmissão mais crítica da família.
Figura 28: Testes de confiabilidade somente para a transmissão mais crítica.

75
4.2.11. Congelamento do projeto do produto (Etapa do fluxo D2)
O congelamento do design do produto é fundamental para que a produção
seriada se inicie sem alterações e sem falhas. Em poucos projetos foi necessário
iniciar a produção da pré-série antes da conclusão dos testes de validação do
produto, havendo a necessidade de repetir estudos de capacidade de produção a
cada alteração do design do produto. Desta maneira, a regra de manter o
congelamento do projeto com no mínimo 85% dos testes concluídos foi gerada.
4.2.12. Preço acordado com o cliente e ordem para a produção
seriada (Etapa do fluxo E1 e E2)
Esta etapa já foi desprezada em outros projetos, mas teve como consequencia
dificuldades de negociação com o cliente depois que o projeto já avançou para a
produção da pré-série, quando todos os investimentos já foram efetuados. Desta
maneira, esta etapa é fundamental para assegurar que as mudanças no produto
identificadas durante os testes de bancada ou de campo ainda terão a rentabilidade
esperada do projeto tanto para o fabricante do componente como para o cliente.
4.2.13. Monitoramento de falhas 0km e garantia (Etapa do fluxo
G1)
De certa forma o monitoramento de falhas de 0km e garantia são monitorados
pela empresa estudada, porém segue o procedimento de itens em produção seriada
e, muitas vezes não refletem a realidade para o projeto, que pode ter sido lançado
com problemas e, ações mais rigorosas deixaram de serem efetuadas no
lançamento do produto no mercado.
Desta maneira um procedimento especial foi gerado para que o gerente de
projeto possa acompanhar o produto nos seis primeiros meses.
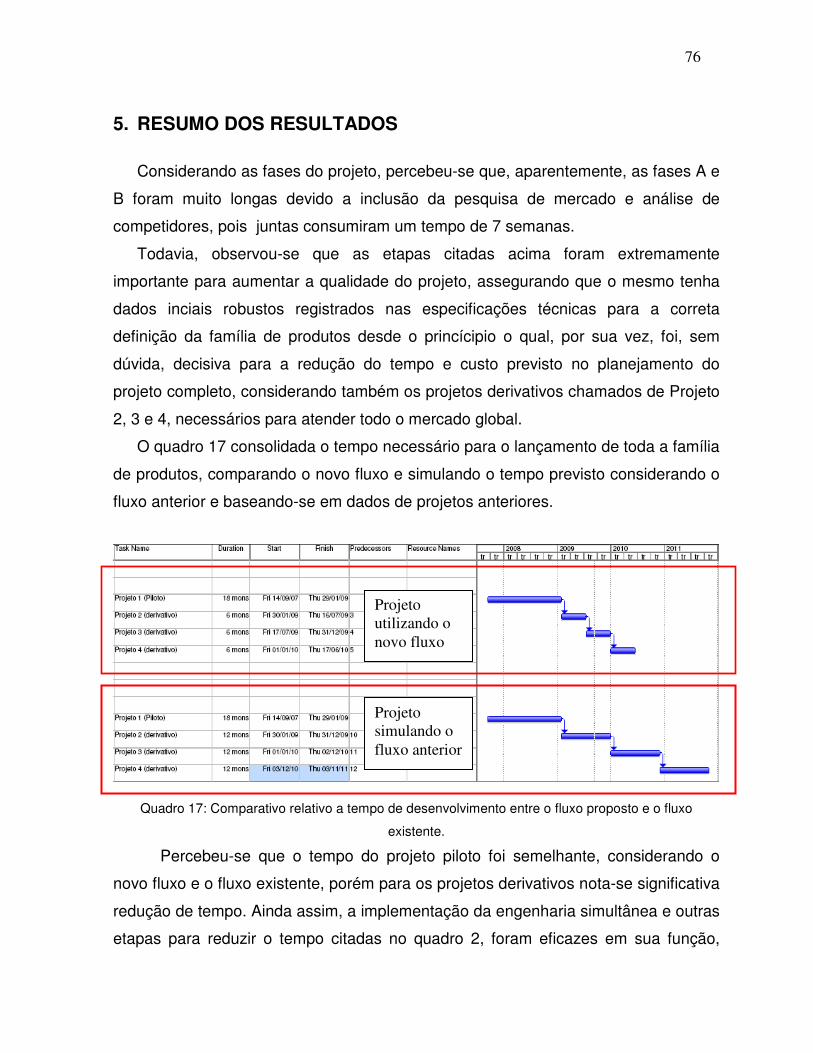
76
5. RESUMO DOS RESULTADOS
Considerando as fases do projeto, percebeu-se que, aparentemente, as fases A e
B foram muito longas devido a inclusão da pesquisa de mercado e análise de
competidores, pois juntas consumiram um tempo de 7 semanas.
Todavia, observou-se que as etapas citadas acima foram extremamente
importante para aumentar a qualidade do projeto, assegurando que o mesmo tenha
dados inciais robustos registrados nas especificações técnicas para a correta
definição da família de produtos desde o princícipio o qual, por sua vez, foi, sem
dúvida, decisiva para a redução do tempo e custo previsto no planejamento do
projeto completo, considerando também os projetos derivativos chamados de Projeto
2, 3 e 4, necessários para atender todo o mercado global.
O quadro 17 consolidada o tempo necessário para o lançamento de toda a família
de produtos, comparando o novo fluxo e simulando o tempo previsto considerando o
fluxo anterior e baseando-se em dados de projetos anteriores.
Quadro 17: Comparativo relativo a tempo de desenvolvimento entre o fluxo proposto e o fluxo
existente.
Percebeu-se que o tempo do projeto piloto foi semelhante, considerando o
novo fluxo e o fluxo existente, porém para os projetos derivativos nota-se significativa
redução de tempo. Ainda assim, a implementação da engenharia simultânea e outras
etapas para reduzir o tempo citadas no quadro 2, foram eficazes em sua função,
Projeto utilizando o novo fluxo
Projeto simulando o fluxo anterior
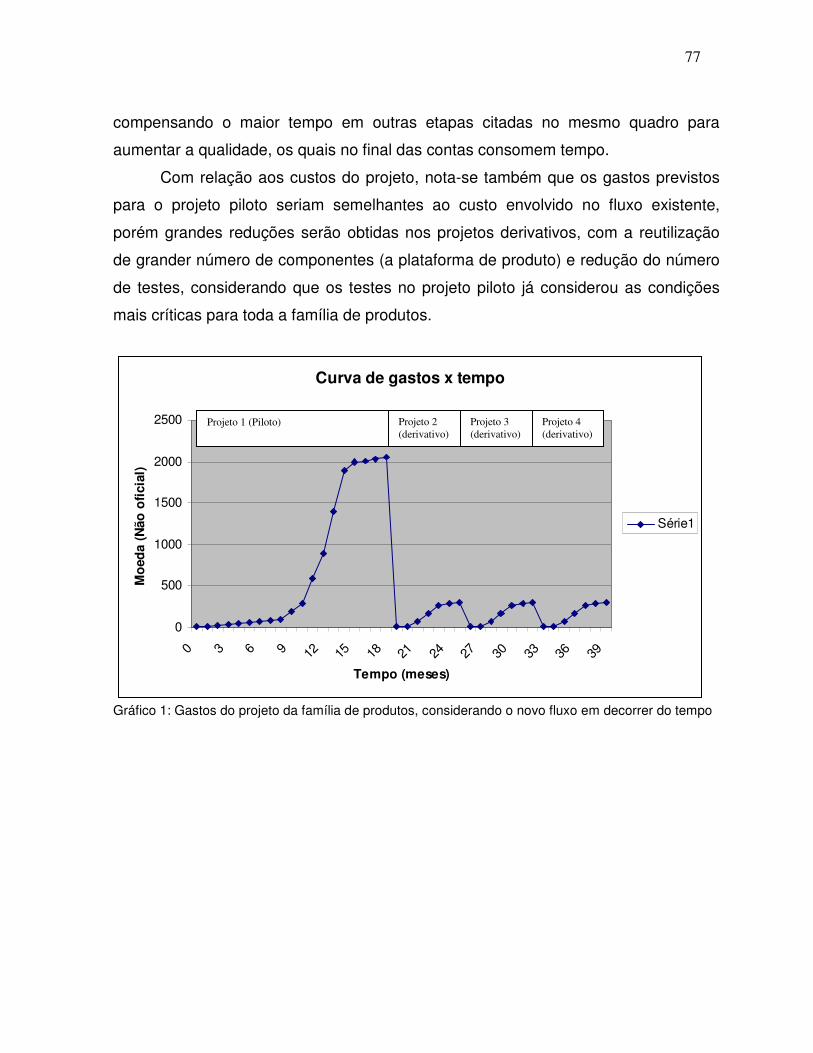
77
compensando o maior tempo em outras etapas citadas no mesmo quadro para
aumentar a qualidade, os quais no final das contas consomem tempo.
Com relação aos custos do projeto, nota-se também que os gastos previstos
para o projeto piloto seriam semelhantes ao custo envolvido no fluxo existente,
porém grandes reduções serão obtidas nos projetos derivativos, com a reutilização
de grander número de componentes (a plataforma de produto) e redução do número
de testes, considerando que os testes no projeto piloto já considerou as condições
mais críticas para toda a família de produtos.
Curva de gastos x tempo
0
500
1000
1500
2000
2500
0 3 6 9 12 15 18 21 24 27 30 33 36 39
Tempo (meses)
Mo
eda
(Não
ofi
cial
)
Série1
Gráfico 1: Gastos do projeto da família de produtos, considerando o novo fluxo em decorrer do tempo
Projeto 1 (Piloto) Projeto 2 (derivativo)
Projeto 3 (derivativo)
Projeto 4 (derivativo)

78
Curva de gastos x tempo
0
500
1000
1500
2000
2500
0 3 6 9 12 15 18 21 24 27 30 33 36 39 42 45 48 51 54
Tempo (Meses)
Mo
eda
(Não
ofi
cial
)
Gráfico 2: Gastos estimativos do projeto, considerando projetos independentes para formar a família
de produtos, seguindo o fluxo existente.
Projeto 1 (Piloto) Projeto 2 (derivativo)
Projeto 3 (derivativo)
Projeto 4 (derivativo)
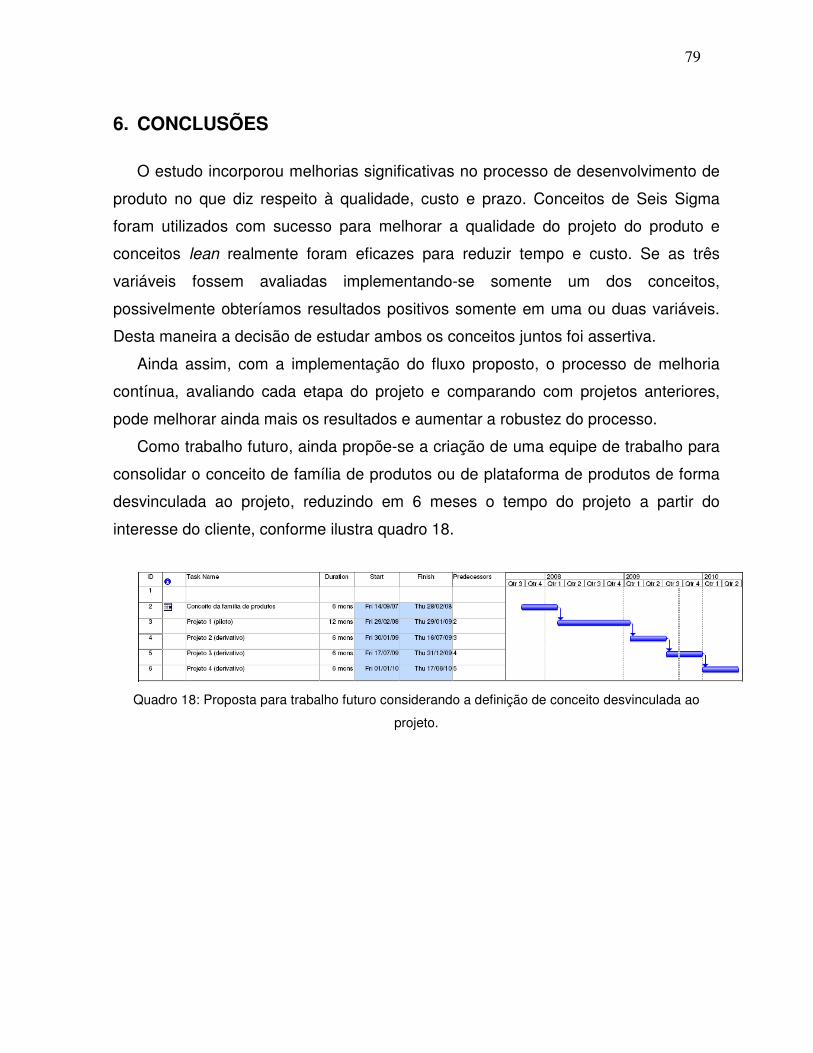
79
6. CONCLUSÕES
O estudo incorporou melhorias significativas no processo de desenvolvimento de
produto no que diz respeito à qualidade, custo e prazo. Conceitos de Seis Sigma
foram utilizados com sucesso para melhorar a qualidade do projeto do produto e
conceitos lean realmente foram eficazes para reduzir tempo e custo. Se as três
variáveis fossem avaliadas implementando-se somente um dos conceitos,
possivelmente obteríamos resultados positivos somente em uma ou duas variáveis.
Desta maneira a decisão de estudar ambos os conceitos juntos foi assertiva.
Ainda assim, com a implementação do fluxo proposto, o processo de melhoria
contínua, avaliando cada etapa do projeto e comparando com projetos anteriores,
pode melhorar ainda mais os resultados e aumentar a robustez do processo.
Como trabalho futuro, ainda propõe-se a criação de uma equipe de trabalho para
consolidar o conceito de família de produtos ou de plataforma de produtos de forma
desvinculada ao projeto, reduzindo em 6 meses o tempo do projeto a partir do
interesse do cliente, conforme ilustra quadro 18.
Quadro 18: Proposta para trabalho futuro considerando a definição de conceito desvinculada ao
projeto.

80
ANEXO 1: Fases do processo de desenvolvimento de produtos da empresa estudada.
FASE A FASE B FASE C
Levantar requisitos / especificações do Cliente
Preencher Questionário Técnico
de Aplicação
(aplicável somente para agregados)
Preencher Termo de Abertura do Projeto
Realizar Análise de Viabilidade Econômica
Elaborar Orçamentoe enviar ao Cliente
Realizar Acordo Comercial Preliminar
Realizar Verificação e Análise Crítica
da Fase B
Elaborar Cronograma para Acompanhamento
do Projeto
RegistrarLições Aprendidas
da Fase B
Realizar Análise de Viabilidade Econômica
Realizar Análise de Viabilidade Técnica
Elaborar Lista Unitária preliminar
Obter / elaborarDesenho preliminar
Elaborar Roteiro de Fabricação preliminar
Identificar recursos necessários
Realizar a Análise de Riscos e Viabilidade
do Projeto
GATE B
Obter da Matriz ouelaborar DFMEA
Obter / elaborarespecificações técnicas
Analisar necessidade / realizar simulações de
projeto / funcionais
Construir e testaro Protótipo
Elaborar Plano de Controle de Protótipo
RegistrarLições Aprendidas
da Fase C
Analisar / implementar requisitos adicionais à qualidade do produto
Analisar / seguir os direitos sobre
marcas registradas
GATE C
Realizar Verificação e Análise Crítica
da Fase C
Elaborar Planejamento Estratégico (SP)
Início do Planejamento Avançado da Qualidade do Produto (APQP)
Formalizar a intenção do projeto potencial
Elaborar SWOT do Projeto Potencial
GATE A

81
FASE D FASE E FASE F FASE G
Realizar Revisão Final do Projeto
Planejar novos meios de produção e controle
Planejar a Análise do Sistema de Medição
Planejar o Estudo Inicial do Processo(Preliminar)
Planejar desenvolvi-mento de fornecedores
RegistrarLições Aprendidas
da Fase D
Planejar / executar o Cadastro de Materiais
(IMDS)
Realizar a Análise Crítica de Contrato
GATE D
Preencher a Folha de Acompanhamento de Modificação e Novo
Lançamento
Realizar Verificação e Análise Crítica
da Fase D
Elaborar Fluxo de Processo
Elaborar Lay-out das instalações
Disponibilizar os meios de produção e controle
Elaborar Instruções de Trabalho
Elaborar Roteiro de Fabricação
Elaborar PFMEA
RegistrarLições Aprendidas
da Fase E
Analisar PPAPs dos fornecedores
GATE E
Elaborar Plano de Controle de Pré-série
Realizar Verificação e Análise Crítica
da Fase E
Produzir aPré-Série
Realizar Análise do Sistema de Medição
(MSA)
Realizar Estudos Inicial do Processo
Realizar Dimensionaldo Produto
Realizar Ensaio de Material e Desempenho
Elaborar Plano de Controle de Produção
Produzir a corrida de peças PPAP
Disponibilizar Serviços Pós-Vendas
RegistrarLições Aprendidas
da Fase F
GATE F
Realizar Verificação e Análise Crítica
da Fase F(ver Nota 9)
Retroalimentar a documentação de
engenharia
Retroalimentação proveniente de 8Ds
Retroalimentação doAPQP do Projeto
Identificar novas oportunidades de melhorias para retroalimentar oAPQP do projeto
Realizar follow-up das ações da Retroalimentação do
APQP do Projeto
GATE G

82
REFERÊNCIAS ABRAHAM, M. ; FERREIRA, N. R. Estudo do Seis Sigma: a Qualidade como Estratégia de Negócios. Artigo Técnico - EPUSP - Engenharia de Produção, São Paulo, 2000.
ADAMS, M. et al. Lean Six Sigma: A tools guide. Air Academic Associates. Colorado, US. 2004. 291p.
AIAG. Planejamento Avançado da Qualidade do Produto e Plano de Controle: APQP. 1995. BRUNSTEIN, I. Economia de Empresas: Gestão Econômica de Negócios. São Paulo. Ed. Atlas. 2005. CLARK, K. B.; WHEELWRIGHT, S. C. Managing New Product and Process Development: text and cases. New York: The Free Press, 1993. 896 p. CLAUSING, D. Total Quality Development: a step-by-step guide to world-class concurrent engineering. 2. ed. New York: ASME Press, 1994. 506 p. CREVELING, C. M. SLUTSKY, J.L. ANTIS,D. Design for Six Sigma: In Technlogy and Product Development. Prentice Hall PTR. New Jersey, 2003. 768p. DOS SANTOS, C.; KATO, H.T.; FREGA, J.R. Orientação da gestão da cadeia e desempenho do fornecedor na indústria automotiva brasileira. Revista Eletrônica de Gestão de Negócios, v.2, n.1, jan-mar./2006. FIORAVANTI, A. Aplicação da Metodologia “Design For Six Sigma” (DFSS) em Projetos Automotivos. Tese de mestrado em Engenharia Automotiva. USP. 2005. FIORE, C. Lean Strategies for Product Development. ASQ Quality Press, 2003. 86p. FIORE, C. Accelerated Product Development. New York. Productivity Press, 2004. 1999p. GIMENEZ, L. M. Diagnóstico da mecanização em uma região produtora de
grãos. Piracicaba, 2006, 242 f. Dissertação de Mestrado. Universidade de São
Paulo, Campus de Piracicaba.
HARRY, M. J. Six Sigma: The breakthrought management strategy revolutionalysing the world´s top corporations. New York. 2000. 300p.
83
HARRY, M. J. “Six sigma: a breakthrough strategy for profitability”. Quality Progress. 1998. HENDERSON, K., EVANS, J. Successful Implementation of Six Sigma: benchmarking General Electric Company. Benchmarking and International Journal, V.7 N.4, p.260-281, 2000. KAMINSKI, P, C. Desenvolvendo produtos com planejamento, criatividade e qualidade. Ed. LTC. 2000. LIKER, J.K. MEIER, D. O Modelo Toyota: Manual de Aplicação. Bookman. Porto Alegre. 2007. 432p. LOVRO, A. Aplicação do pensamento Lean no Desenvolvimento de Produtos. Site www.lean.org.br/download/artigo_54.pdf visitado em 12/02/2009. MORGAN, J. M.(2002). High performance product development: A systems approach to a lean product development process. Ph.D. Thesis, Industrial and Operations Engineering, University of Michigan. MORGAN, J. M.; LIKER, J. K. Sistema Toyota de Desenvolvimento de Produto. Ed. Bookman. 2008. MRUDULA, E. Lean Six Sigma: An Introduction. The Icfai University Press. Hyderabad, Índia. 2007. 228p. PANDE, P. S., NEUMAN, R. P., CAVANAGH, R. R. Estratégia seis sigma: Como a GE, a Motorola e outras grandes empresas estão aguçando seu desempenho. Qualitymark Ed., Rio de Janeiro, 2001. PRASAD, B. Concurrent Engineering Fundamentals: integrated product and process organization. Upper Saddle River: Prentice Hall, 1996. PYZDEK, T. The six Sigma project planner: a step-by-step guide to leading a Six Sigma project throught DMAIC. McGraw-Hill. New York. 2003. 242p. ROTONDARO, R. G. et al. Seis Sigma: Estratégia Gerencial para a Melhoria de Processos, Produtos e Serviços. Ed. Atlas, São Paulo, 2002. SCAVADA, L. F.; BARBOSA, T. P.W; HAMACHER, S. Comparação entre as tendências e estratégias da indústria automotiva no Brasil e na Europa. Gestão & Produção, Rio de Janeiro, set.-dez.2005. SIMPSON. T. W. Platform Product Development for Mass Customization. AIEDAN, Vol.18, No.1.
84
VDA. Qualitätsmanagement in der Automobilindustrie. V4.3. 1998 WERKEMA, M. C. C. Design for Six Sigma: Ferramentas Básicas Usadas nas etapas D e M do DMADV. Belo Horizonte. Werkema Editora. 2005. 270p. WOMACK, J. P.; JONES, D. T.; ROOS, D.; (1992). A Máquina que mudou o mundo. Rio de Janeiro: Campus. ZANCUL, E. S.; MARX, R.; METZKER, A. Organização do trabalho no Processo de
Desenvolvimento de Produtos: A Aplicação da Engenharia Simultânea em duas montadoras de veículos. Gestão e Produção. Jan.Abr.2006.