aplicaÇÃo da metodologia seis sigma em uma empresa de distribuiÇÃo de energia da...
TRANSCRIPT

APLICAÇÃO DA METODOLOGIA SEIS
SIGMA EM UMA EMPRESA DE
DISTRIBUIÇÃO DE ENERGIA DA
REGIÃO SUL DO BRASIL
Cristiane Bundchen (UFRGS)
Filipe Rissieri Lucini (UFRGS)
Liane Werner (UFRGS)
Este estudo relata uma aplicação da metodologia Seis Sigma em uma
distribuidora de energia elétrica do sul do país. Foram detectados
aumentos significativos no montante da Inadimplência e no saldo da
Provisão de Débitos Duvidosos (PDD) e através do método DMAIC, os
processos relacionados a estes indicadores foram identificados,
avaliados e reorganizados com o intuito de que ambos os indicadores
retomassem aos patamares considerados toleráveis. Após pequenos
ajustes nos processos de cobrança dos clientes inadimplentes, como
reajustar as datas de vencimento e priorizar as faturas de maior valor
em dois processos que envolviam gastos (inscrição no SPC/SERASA e
corte de energia), os potenciais ganhos com as alterações sugeridas
foram estimados em aproximadamente R$9,5 milhões
Palavras-chave: qualidade, seis sigma, energia elétrica
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
Interessados em recuperar a reputação dos seus produtos no pós-guerra, os japoneses deram
início a conceituação e conscientização da qualidade como preocupação prioritária, o que
provocou o surgimento da melhoria contínua da qualidade. Carpinetti (2010) cita duas
abordagens para obtenção da melhoria do desempenho de produtos e processos: a melhoria
radial, onde é demandado maior investimento e modifica-se bastante um conceito já utilizado
pela empresa e, por este motivo, exige uma decisão da alta gerência, já que envolve maiores
riscos. E a melhoria contínua, que busca ajustes nos conceitos utilizados, visando soluções de
problemas pontuais.
Não só pela fácil e rápida aplicabilidade, a melhoria contínua consolidou-se também com a
evolução da gestão da qualidade que conduziu a várias iniciativas dentro das organizações que
pudessem aumentar a qualidade através de melhorias ao nível de eficiência e eficácia das
atividades, como a metodologia Seis Sigma (DIAS, 2011). Shroeder et al. (2007) definem a
metodologia como “uma meso-estrutura paralela, organizada para reduzir a variação de
processos utilizando-se de especialistas em melhoria, um método estruturado e métricas de
desempenho com a meta de atingir objetivos estratégicos”.
Considerando a literatura de fatores críticos de sucesso do Seis Sigma, Cheng (2009)
menciona o alinhamento dos projetos com a estratégia, a cultura organizacional voltada para
qualidade, o diagnóstico da gestão da qualidade, a estratégia de gestão da qualidade, o uso de
projetos com o método DMAIC (Define, Measure, Analyze, Improve, Control) e o sistema de
comunicação das atividades de qualidade como os fatores que levam ao êxito na
implementação do programa.
A partir disso, esse estudo tem por objetivo relatar uma aplicação do método DMAIC
realizada em uma empresa privada de distribuição de energia elétrica do sul do país que, no
final do ano de 2010, identificou aumentos significativos no montante da inadimplência e no
saldo da Provisão para Devedores Duvidosos (PDD). Por entender que a energia elétrica
possibilita o uso de tecnologias que proporcionam mais satisfação e conforto às pessoas, a
política com a qualidade dos produtos e serviços foi um dos compromissos assumidos pela
empresa.
O desenvolvimento do projeto Seis Sigma tinha por objetivo identificar, avaliar e reorganizar
os processos relacionados aos indicadores com o intuito de reduzir a taxa de inadimplência e a

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
PDD. Foram estabelecidas metas para ambos os indicadores, sendo que estes deveriam
retornar aos patamares de dezembro de 2009.
Este estudo após esta introdução apresentará uma breve contextualização do que é a
metodologia Seis Sigma e seus benefícios. A seguir serão apresentados os procedimentos
metodológicos utilizados para a implementação do método DMAIC, além dos principais dos
resultados encontrados para a redução da inadimplência e algumas conclusões gerais acerca
dos achados finalizarão este artigo na última seção.
2 Seis Sigma: conceito e benefícios
A metodologia Seis Sigma começou a ser difundida através dos resultados obtidos pela
Motorola no final da década de 80 e da General Electric (GE) e Allied Signa (AGUIAR,
2006). Uma vez que as empresas buscam por metodologias que consigam reduzir os
desperdícios no processo industrial (CARRANZA, 2008), a estratégia Seis Sigma visa
melhorar o desempenho econômico-financeiro, através diminuição da variabilidade, maior
conhecimento dos processos e satisfação dos clientes (DOMENECH; DOMENECH, 2011).
Segundo Corrêa e Corrêa (2009), o método Seis Sigma é iniciado a partir da definição sobre
quais são os objetivos estratégicos do negócio, sendo, em seguida, identificados os processos
essenciais (aqueles que impactam no atingimento dos objetivos estratégicos), os
subprocessos-chave (aqueles que fazem parte dos processos essenciais) e os processos
capacitadores (aqueles que não se enquadram em nenhuma das duas classificações, mas que
são fundamentais para a realização dos negócios da empresa).
Um ciclo comumente utilizado nos programas Seis Sigma é o DMAIC, que é muito
semelhante ao PDCA, porém a etapa de planejamento é mais detalhada: (i) Define (Definir);
(ii) Measure (Medir); (iii) Analyze (Analisar); (iv) Improve (Melhorar); e (v) Control
(Controlar) (AGUIAR, 2006; CARRANZA, 2008). As etapas do método, suas ações,
objetivos e ferramentas da qualidade mais utilizadas são apresentados no Quadro 1.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
Quadro 1 – Etapas do DMAIC: ação, objetivos e ferramentas
Fonte: Adaptado de Werkema, (2004).
Para Krajewski, Ritzman e Malhotra (2009), alguns fatores podem ser considerados cruciais
para uma implementação bem-sucedida da ferramenta, tais como: a) o comprometimento por
parte dos líderes ao desempenhar um papel de visibilidade na verificação de processos e busca
por modelos de aperfeiçoamento dos negócios; b) o fornecimento de informações sobre os
meios para rastrear resultados por parte da gerência; c) o estabelecimento de metas sólidas; d)
a comunicação dos êxitos da organização; e) a identificação das prioridades dos clientes
convertidas em prioridades competitivas; e f) o incentivo para que os funcionários façam
treinamentos voltados para elucidar conceitos de qualidade. Conforme o grau de
conhecimento que vão adquirindo, estes profissionais recebem nomenclaturas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
correspondentes, iniciando em White Belt, Yellow Belt, Green Belt, Black Belt, Master Black
Bel e Champion.
Como consequência do foco na minimização de custos através da redução ou eliminação de
atividades que não agregam valor ao processo, além da melhoria da qualidade do produto
final, verifica-se significativo benefício financeiro às empresas (PEREZ-WILSON, 1999).
Os ganhos estimados obtidos com a implantação do Seis Sigma nos primeiros anos das três
grandes empresas que utilizaram a metodologia, Motorola, AlliedSignal e General Eletric,
estão na ordem de U$2, U$1,2 e 1,5 bilhões, respectivamente. No Brasil, tem-se
conhecimento que o Grupo Brasmotor tenha sido pioneiro nesta metodologia, tendo sido
obtidos ganhos da ordem de R$ 20 milhões nos primeiros anos de aplicação (KWAK;
ANBARI, 2006; WERKEMA, 2004; ECKES, 2003).
Outro benefício que vai além do retorno financeiro diz respeito à retenção e acréscimo de
clientes. Percebe-se que isto ocorre em função da consequente melhoria da qualidade dos
produtos e serviços após a implantação do Seis Sigma (PEREZ-WILSON, 1999). Além disto,
percebe-se o incentivo à aprendizagem, através do desenvolvimento e compartilhamento de
ideias, além do estabelecimento de metas, fazendo com que todos trabalhem na mesma
direção (PANDE; NEUMAN;CAVANAGH, 2001). Complementarmente, acredita-se que o
Seis Sigma promove o desenvolvimento sustentável da empresa, através do foco no cliente,
nas melhorias dos processos e no melhor desempenho financeiro, além de propiciar uma
integração entre as áreas da organização (ANBARI, KWAK, 2004).
Uma pesquisa realizada no Brasil objetivou descobrir quais eram os maiores benefícios que o
programa Seis Sigma oferece às empresas. Como resultado, os autores verificaram que
aproximadamente 90% das empresas pesquisadas consideram o maior benefício do Seis
Sigma a redução do desperdício. Também foram citados como resultados relevantes o
aumento da produtividade e a diminuição da variabilidade dos processos (ANDRIETTA;
MIGUEL, 2007).
3 Procedimentos metodológicos
O presente estudo é um relato da aplicação da metodologia Seis Sigma em uma empresa de
distribuição de energia elétrica responsável pela concessão em 262 municípios, representando
um universo de mais de 1,2 milhão de unidades consumidoras ativas, onde se verificou a
existência de uma tendência crescente nos montantes relacionados à inadimplência de um

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
grupo específico de atendimento, Grupo B Particular. Por este motivo, a inadimplência deste
grupo foi analisada pela variável IGBP (Inadimplência do Grupo B Particular): faturas
vencidas de clientes conectados à rede de baixa tensão e com contratos particulares de
fornecimento de energia.
Outro indicador apontado pela gerência foi o aumento do saldo de Provisão para Devedores
Duvidosos (PDD) que é, segundo a definição de Bernardes (2007), um valor provisionado no
final de cada exercício social para cobrir, no exercício seguinte, perdas em decorrência do não
recebimento de direitos da empresa. Esta variável continha todas as faturas vencidas após um
período superior a 90 dias de clientes conectados à rede de baixa tensão e pertences à classe
residencial (esta classe era responsável por mais de 70% do saldo total).
Todas as análises foram realizadas em dezembro de 2010 através dos dados históricos de
94.530 contas de energia elétrica com data de vencimento entre 10/03/2010 e 10/06/2010. As
contas se referiam somente às conexões em rede de baixa tensão, desconsiderando as
unidades consumidoras das classes públicas. As contas avaliadas estavam classificadas no
sistema da empresa como “pago em atraso” ou “não pago”. As análises foram realizadas
através do software Minitab e a significância estatística adotada foi de 5%.
A força da correlação entre o saldo da PDD e da inadimplência (IGBP) foi verificada pelo
Coeficiente de Correlação de Pearson e a variabilidade do saldo da PDD foi explicada pela
ICBP através da Análise de Regressão Linear. O teste Kolmogorov-Smirnov foi utilizado na
verificação da suposição de normalidade dos dados.
Com o auxílio de ferramentas estatísticas da qualidade como gráficos de Pareto, histogramas e
diagrama espinha de peixe foi possível priorizar as análises das faturas em atraso com os
montantes e frequências mais representativos, bem como na identificação e análise dos
projetos que atuavam de forma a reduzir a IGBP e, por consequência, a PDD, apontados via
entrevistas com colaboradores da área de recuperação de crédito. São eles:
a) Processo de Reaviso de Débito:
O processo foi mapeado de acordo com os valores devidos: Vencimentos de até R$ 1.000,00 e
vencimentos acima de R$ 1.000,00, pois havia diferentes procedimentos para o envio do
reaviso de débito.
b) Processo de Inscrição em Sistema de Proteção ao Crédito (SPC/SERASA)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
O processo foi mapeado com o auxílio do setor de Tecnologia de Informação (TI), com a
utilização de Gráficos de Pareto para descobrir o valor das faturas com maior incidência de
não pagamento, e do SPC/SERASA para identificar o tempo de demora em quitar a dívida
após a negativação no órgão.
c) Processo de Corte da Energia
O processo de Corte possuía uma maior complexidade, visto que esta atividade é regulada
pela Agência Nacional de Energia Elétrica (ANEEL) e envolve diversas áreas da empresa e
terceiros. Segundo legislação vigente à época, um cliente só poderia ser cortado após um
período de dez dias, a contar da entrega do reaviso de débito. Este processo, portanto, estava
diretamente relacionado ao processo de Reaviso de Débito.
O processo foi mapeado com o auxílio de todas as áreas envolvidas e com a utilização de
Gráficos de Pareto para descobrir o valor das faturas com maior incidência de corte, bem
como para identificar o tempo para que o corte de energia fosse aplicado e a fatura atrasada
paga.
4 Resultados
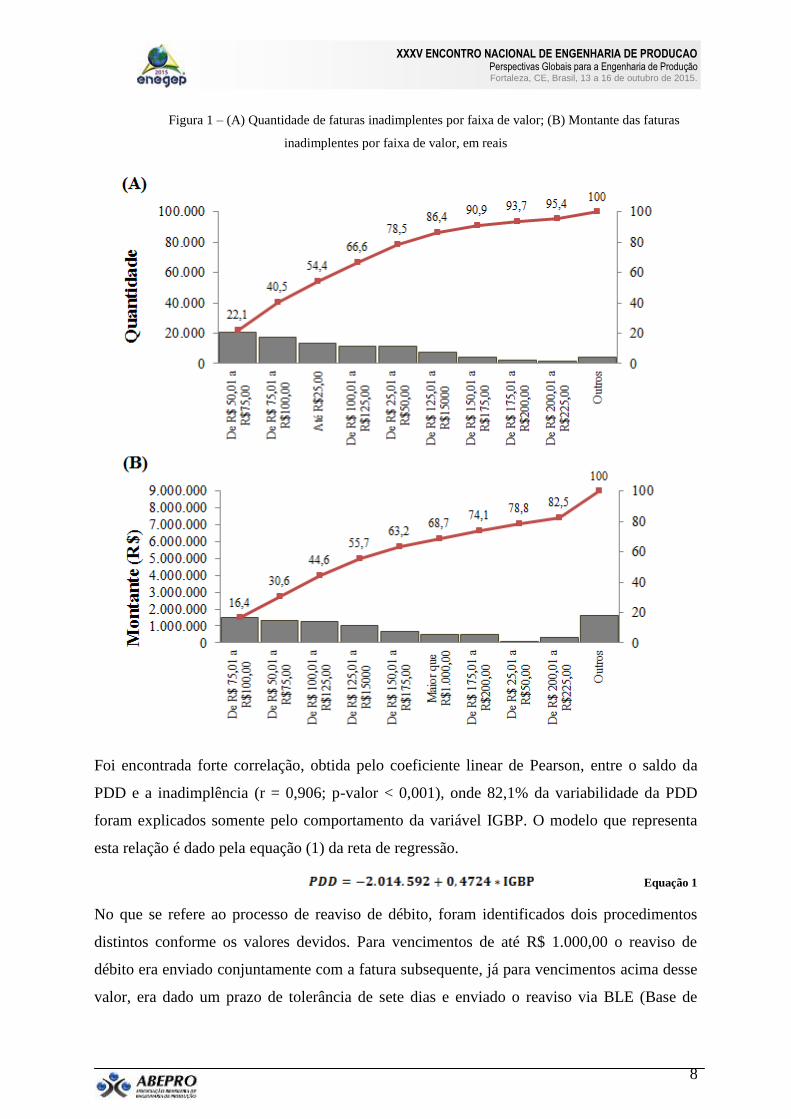
Através dos dados históricos foi possível verificar que 98,3% do total das 94.530 faturas não
quitadas até o vencimento eram pagas com algum atraso, enquanto que apenas 1,7% não
foram pagas até a análise dos dados. Ainda, conforme ilustra a Figura 1(A), aproximadamente
80% do total das faturas inadimplentes eram compostas por faturas de valores de até
R$125,00, sendo a faixa entre R$50,01 e R$75,00 com maior concentração, 22,1% do total. Já
na Figura 1(B) é possível ver a influência das faturas com valores pouco frequentes
(superiores a R$175,00) no montante da inadimplência.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Figura 1 – (A) Quantidade de faturas inadimplentes por faixa de valor; (B) Montante das faturas
inadimplentes por faixa de valor, em reais
Foi encontrada forte correlação, obtida pelo coeficiente linear de Pearson, entre o saldo da
PDD e a inadimplência (r = 0,906; p-valor < 0,001), onde 82,1% da variabilidade da PDD
foram explicados somente pelo comportamento da variável IGBP. O modelo que representa
esta relação é dado pela equação (1) da reta de regressão.
Equação 1
No que se refere ao processo de reaviso de débito, foram identificados dois procedimentos
distintos conforme os valores devidos. Para vencimentos de até R$ 1.000,00 o reaviso de
débito era enviado conjuntamente com a fatura subsequente, já para vencimentos acima desse
valor, era dado um prazo de tolerância de sete dias e enviado o reaviso via BLE (Base de

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Leitura e Entrega), conforme ilustra a Figura 2.
Figura 2 – Mapa do processo de reaviso de débitos
No período analisado, verificou-se pequeno percentual de não pagamento das faturas, tanto
nas de menor valor (1,3%) quanto nas de maior (2,2%). Para as faturas de valor acima de
R$1.000,00, foram gerados, em média, 2.216 reavisos/mês, com uma variação de ± 205,4
reavisos/mês, sendo que 50% eram referentes a valores de até R$1.451,50. Já para as faturas
de até R$1.000,00, foram gerados 273.035 ± 8.283 reavisos/mês.
A Figura 3 apresenta as quantidades de faturas pagas conforme os dias de pagamento.
Independentemente do valor da fatura, aproximadamente uma em cada quatro contas eram
pagas em até cinco dias após o seu vencimento e uma em cada cinco era paga em conjunto
com a próxima fatura (26 a 30 dias). O atraso no pagamento se justifica pelo esquecimento de
pagamento por parte dos clientes ou mesmo por datas de vencimento não adequadas para os
seus respectivos fluxos de caixa. Adicionalmente, em ambas as situações, mais de 80% dos
clientes realizaram o pagamento da fatura antes que ela fosse computada como inadimplente
comercial (não paga por 30 dias ou mais).

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Figura 3 – (A) Quantidade de faturas pagas com valores ≤ R$1.000,00; (B) Quantidade de faturas
pagas com valores > R$1.000,00
Em relação à inscrição em Sistema de Proteção ao Crédito (SPS/SERASA), o processo tem
início na verificação do orçamento disponível para essa ação. Após, o departamento de
tecnologia de informação (TI) envia um relatório com os nomes dos inadimplentes e monta-se
um ranking para priorizar clientes uma vez que, por questões de limitação de orçamento, não
era possível inscrever todos os devedores. Por fim, a lista com os nomes dos devedores
priorizados era enviada ao SPC e se aguardava a confirmação da inscrição (Figura 4). O
tempo de espera até a inscrição no programa era de 11 a 15 dias para 45,8% dos casos ou 21 a
25 dias para 43,5% das contas.
Uma vez inscrito no programa, apenas 0,8% dos clientes não realizou o pagamento da fatura,

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
sendo que três em cada quatro devedores efetuavam a quitação da dívida em até 20 dias,
estando contabilizados neste período os prazos de entrega da correspondência de negativação
e o tempo despendido pelo cliente até o efetivo pagamento. Para as faturas de até R$1.000,00,
foram negativados 9.186 clientes, sendo que 50% dos valores das faturas eram de até
R$132,06.
Figura 4 – Mapa do processo de inscrição em sistema de proteção ao crédito
Além disto, identificou-se que o foco das inscrições, com 87,5% de incidência, era em faturas
de até R$200,00 (Figura 5(A)) e que os as contas acima de R$1.000,00, apesar de pouco
frequentes, representavam 4,1% do montante de inadimplência, além das faturas com valores
inferiores a R$75,00 (categoria Outros) representarem 17,5% (Figura 5(B)).
Figura 5 – (A) Quantidade de faturas por faixa de valor; (B) Montante das faturas por faixa de valor, em reais

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
O processo de Corte apresentado na Figura 6 se inicia pela geração automática de uma Ordem
de Serviço (OS) quando é identificado o vencimento do prazo do reaviso. A lista de todas as
OS de corte era verificada diariamente e de posse do orçamento disponível, se determinava a
estratégia de priorização de OS de corte. As OS selecionadas eram enviadas para a caixa de
despacho do STC (Serviço Técnico Comercial) e à noite era feito o pré-despacho para
execução no outro dia. Caso fosse identificado o pagamento de alguma fatura até a manhã do
dia seguinte, a respectiva OS era cancelada. O pacote gerado com as OS era despachado e
enviado para a empreiteira que priorizava as OS de acordo com a disponibilidade de equipes e
com os outros serviços, a critério próprio.
Figura 6 – Mapa do processo de corte

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Legenda: OS: Ordem de Serviço; OVR: Divisão de Recuperação de Créditos; STC: Serviço Técnico Comercial
Com esta medida, 16,7% dos clientes continuaram sem efetivar o pagamento da fatura. Foi
suspensa a energia, em média, de 12.905 unidades, sendo que 80,3,% eram faturas de até R$
150,00. Em 52,8% dos casos, foram transcorridos de 41 a 65 dias para que a energia fosse
cortada, conforme é possível ver na Figura 7(A). Este tempo está diretamente relacionado à
janela de corte criada em função do Reaviso de Débito (< R$1.000,00). Uma vez com o
serviço cortado, 70,2% dos clientes efetuavam o pagamento da conta em até 10 dias e 19,2%
demoraram mais de 25 dias, conforme Figura 7(B).

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Figura 7 – (A) Quantidade dias transcorridos até o corte; (B) Quantidade de dias transcorridos até o
pagamento após o corte
Considerando as metas desejadas pela diretoria da empresa, os indicadores de capabilidade do
processo (Cp e Cpk) foram calculados. Para tanto, as informações de inadimplência e PDD
foram tratadas de forma discreta, ou seja, as contas foram classificadas como pagas ou não
pagas. Tendo isto em vista, para a inadimplência, obteve-se um Z = 1,47, indicando que
apenas 51,13% das contas não eram pagas. Para a PDD o percentual de contas não pagas foi
ainda maior (69,58%, Z = 0,99).
Com os profissionais envolvidos nos processos, através de um brainstorming, foram
definidas as variáveis que poderiam estar impactando nos indicadores. A Figura 8 apresenta o
diagrama de causa e efeito resultante.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
Figura 8 – Diagrama de causa e efeito
Baseado nas potenciais variáveis foi feita uma análise através de uma matriz de interação
Causa-Efeito. Com os resultados desta análise, foi montada uma matriz Esforço-Impacto,
apresentada pelo Quadro 2. As variáveis classificadas como baixo impacto e esforço baixo ou
médio foram direcionadas para serem corrigidas através de planos de ação 5W2H. Já as
variáveis classificadas como alto impacto e esforços baixo e médio foram priorizadas. As
variáveis de alto esforço foram descartadas em um primeiro momento, visto que havia espaço
para melhorias com menores esforços.
Quadro 2 – Matriz esforço-impacto
Da priorização de variáveis que poderiam influenciar os resultados de forma mais

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
contundente, via modo da folha e análise dos efeitos (FMEA), identificaram-se duas variáveis
que seriam trabalhadas. São elas: Processo de cobrança não atende o volume de inadimplência
(X4) e Falta de procedimento para priorização nas OS de corte (X8).
Baseado neste cenário foram propostas alterações nos processos. No processo de cobrança
não atende o volume de inadimplência, propôs-se:
Realizar uma campanha para ajustar a data de vencimento das faturas e para incentivar
o débito em conta;
Alterar o prazo de emissão do Reaviso de Débito para faturas acima de R$1.000,00
para seis dias após o vencimento (originalmente eram sete dias após);
Incluir procedimento de cobrança ativa para clientes acima de R$1.000,00, priorizando
os maiores valores;
Criar procedimento para inscrever clientes no SPC/SERASA em seis dias após
vencimento. Havendo restrições de orçamento, priorizar os maiores valores
(respeitando as outras ferramentas).
Já em relação à falta de procedimento para priorização nas OS de corte, propôs-se:
Subdividir a OS de corte em: Corte e Corte Prioridade;
Garantir a realização das OS Corte dentro do prazo da janela de corte e das OS de
Corte Prioridade em até um dia após a sua emissão;
Gerar OS de Corte Prioridade para todas as faturas acima de R$1.000,00 onde houve
insucesso na cobrança ativa ou que a mesma não foi executada e que estiverem na
janela de corte;
Gerar OS de Corte para as demais faturas, priorizando os maiores valores.
5 Conclusões
Apensar de pouco frequentes, as faixas de valor mais elevadas tem forte influência no
montante da inadimplência e esta influencia fortemente o saldo dos proventos para devedores
duvidosos (PDD). A influência da medida de reaviso de crédito é de difícil mensuração, visto
que independentemente da sua apresentação, os clientes efetuavam o pagamento voluntário.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
O foco do processo de inscrição no SPC/SERASA estava nas faturas de até R$200,00
(87,5%), deixando as com valores mais elevados em segundo plano, além do envio da relação
dos clientes para cadastro ocorrer em momentos específicos do mês e não em função dos
vencimentos das faturas.
A suspensão de energia foi a intervenção que apresentou o maior percentual de contas não
pagas, muito provavelmente em função de casos judiciais e/ou término de contrato. Faturas
abaixo ou acima de R$1.000,00 eram tratadas igualmente, sem levar em conta a janela de
corte adotada nas outras duas intervenções.
Os potenciais ganhos com as alterações sugeridas no projeto estão estimados em
aproximadamente R$9,5 milhões, sendo aproximadamente R$6 milhões oriundos da
recuperação da inadimplência e R$3,5 milhões restantes da redução da PDD. A empresa não
autorizou a divulgação dos valores exatos.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
REFERÊNCIAS
AGUIAR, S. Integração das ferramentas da qualidade ao PDCA e ao Programa Seis Sigma. Nova Lima: INDG
Tecnologia e Serviços Ltda, 2006. 234 p.
ANBARI, F. T., KWAK, Y. H. Success Factors in Managing Six Sigma Projects. Project Management Institute
Research Conference. London, UK, July, 2004
ANDRIETTA, J. M.; MIGUEL, P. A. C. Aplicação do programa Seis Sigma no Brasil: resultados de
um levantamento tipo survey exploratório-descritivo e perspectivas para pesquisas futuras. Gest.
Prod., São Carlos, v. 14, n. 2, p. 203-219, maio-ago. 2007
CARPINETTI, L. C. R. Gestão da Qualidade: conceitos e técnicas. São Paulo: Atlas, 2010.
CARRANZA, C. Programa Seis Sigma Black Belts Sessão 1 Industrial Especial Suzano. INDG Tecnologia e
Serviços Ltd., 2008. Versão 1. 324 p.
CHENG, J. L. Six sigma and tqm in taiwan: an empirical study of discriminate analysis. Total Quality
Management & Business Excellence, v. 20, n. 3, p. 311-326, 2009.
CORRÊA, H. L.; CORRÊA, C. A. Administração de produção e de operações: manufatura e serviços: uma
abordagem estratégica. 1. ed., 3. reimpr. São Paulo: Atlas, 2009.
DIAS, S. M., Implementação da metodologia Lean Seis-Sigma – O caso do Serviço de oftalmologia dos
Hospitais da Universidade de Coimbra, Dissertação de mestrado, Faculdade de Ciências e Tecnologia da
Universidade de Coimbra,2011
DOMENECH, C.H.; DOMENECH, M.I. O Planejamento Experimental (DOE) gerando resultados rápidos no
Seis Sigma. 2011. Disponível em:<
http://www.midomenech.com.br/admin/arquivos/DOE%20e%20o%20Seis%20Sigma. pdf>. Acesso em: 08 ago
2011.
ECKES, G. Six Sigma for Everyone. Hoboken: John Wiley & Sons, 2003.
KRAJEWSKI, L. J.; RITZMAN L.; MALHOTRA M. Administração da produção e operações. 8. ed. São Paulo:
Pearson Prentice Hall, 2009.
KWAK, Y. H., ANBARI, F. T. Benefits, obstacles, and future of six sigma approach. Technovation, v.26, p.
708-715, 2006.
PANDE, P. S., NEUMAN, R. P., CAVANAGH, R. R. Estratégia Seis Sigma: como a GE, a Motorola e outras
grandes empresas estão aguçando seu desempenho. Rio de Janeiro: Qualitymark, 2001.
PEREZ-WILSON, M. Seis Sigma: compreendendo os conceitos, as implicações e os desafios. Rio de Janeiro:
Qualitymark, 1999
SCHROEDER, R. G., LINDERMAN, K., LIEDTKE, C., CHOO, A. S. Six sigma: definition and underlying
theory. Journal of Operations Management, v. 26, n. 4, p. 536-554, 2007.
WERKEMA, M. C. C. Criando a cultura Seis Sigma. Série Seis Sigma. Volume 1. Nova Lima, MG: Werkema
Ed., 2004.
BERNARDES, F. C., Apuração do imposto de renda pelas instituições financeiras e a sistemática da provisão
para créditos de liquidação duvidosa, Revista brasileira de estudos políticos