aplicaÇÃo da metodologia de troca rÁpida de … · esta cronoanálise ocorreu no período de...
TRANSCRIPT
APLICAÇÃO DA METODOLOGIA DE TROCA RÁPIDA DE
FERRAMENTAS PARA A REDUÇÃO DAS PERDAS DE PRODUÇÃO EM INDÚSTRIA GRÁFICA
Anderson Fonseca Barbosa
(LATEC/UFF)
Resumo: O presente artigo busca explicitar o resultado da aplicação da metodologia de Troca Rápida de
Ferramentas desenvolvida no Japão pelo engenheiro Shigeo Shingo, para a redução do tempo de preparação de
máquinas (Setup), em uma indústria gráfica, objetivando a redução das perdas de produção descritas pelo modelo de
Produção Enxuta da Toyota em uma impressora offset rotativa. Considerando o problema e o objetivo apresentado, a
pesquisa identifica-se como descritiva, bibliográfica e aplicada, através do desenvolvimento de um estudo de caso em
uma gráfica de grande porte localizada na cidade do Rio de Janeiro.
Palavras-chaves: troca rápida de ferramentas, indústria gráfica, produção enxuta
ISSN 1984-9354
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
1. INTRODUÇÃO
A indústria gráfica sempre esteve ligada à disseminação da informação e do conhecimento e se
encontra em constante transformação. Como qualquer outra indústria que visa a maximização de seus
lucros, é essencial que acompanhe esta transformação da maneira mais rentável possível, atuando
fortemente na redução dos custos em seu processo produtivo e buscando alinhar-se com as novas
tecnologias que surgem. Como acrescenta Botana (2012,p.12) “O que ale agora é a capacidade de
entender as mudanças, de antever seus efeitos, de estar preparado para elas e de agir rapidamente
quando acontecerem”.
Desenvolvido por Taiichi Ohno na fábrica da Toyota no Japão o modelo de produção enxuta
(ou Lean Manufactoring) surgiu com o objetivo de eliminar desperdícios no processo produtivo, ou
seja, perdas por atividades sem valor agregado, buscando realizar somente aquelas que agregam valor
para o cliente no produto final e eliminar, sempre que possível, as
que não agregam valor (SHINGO, 1996). Com o Lean Manufacturing buscando a eliminação das
perdas e a partir da necessidade de redução do tempo de preparação das máquinas entre os lotes de
produção, foi desenvolvida uma metodologia de redução do setup (ou tempo de preparação) que
propiciou ganhos de tempo nos processos produtivos de diversas indústrias ao redor do mundo,
tornando-as mais eficientes. Esta metodologia chamada de Troca Rápida de Ferramentas (TRF) ou
SMED foi desenvolvida pelo Engenheiro Shigeo Shingo a partir de um estudo iniciado em 1950 nas
Indústrias Toyo Kogyo, onde foi aumentada a eficiência de uma prensa de 800 toneladas em 50%
(Shingo, 2000). Logo após, aplicou o método na planta da Mitsubishi Heavy Industries em Hiroshima,
e por fim, na fábrica de carrocerias da Toyota, onde reduziu o tempo de setup de uma prensa de 1000
toneladas de quatro horas para noventa minutos.
“O método TRF foi, posteriormente, adotado por todas as fábricas da
Toyota e continua a evoluir como um dos principais elementos do Sistema
Toyota de Produção. Seu uso já se expandiu para empresas no Japão e no
mundo”. (SHINGO, 2000, p.46).
Shingo (1996) explica que o setup contempla o tempo em que há a desaceleração do equipamento, o
tempo de desmontagem e montagem das matrizes, o tempo de ajustes e o tempo até que o primeiro
item em conformidade com a qualidade requerida é produzido. Sendo assim, o autor define dois tipos
de setup:
a) Interno: Relacionado às atividades que só podem ser realizadas com a máquina parada; e
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
b) Externo: Que são atividades que podem ser realizadas com a máquina produzindo.
A metodologia TRF tem por objetivo converter setup interno em externo, de modo a realizar atividades
que atualmente acontecem com a máquina parada, quando a mesma estiver em plena produção,
podendo assim reduzir o tempo de parada entre lotes de produção. Ainda Shingo (2000) ressalta que as
atividades realizadas em setup interno geralmente podem se converter em setup externo a partir da
análise de sua execução.
A partir de uma análise de identificação das perdas de produção e do conceito do método TRF
apresentado, é bastante lógico dizer que suas aplicabilidades sejam de vital importância também para o
desenvolvimento e sobrevivência do setor gráfico. As inovações advindas das novas tecnologias da
informação, tais como Tablets, smartphones, e-books, afetaram intensamente a indústria gráfica ao
redor do mundo (BOTANA, 2012). Veen (2009) complementa que a nova geração de pessoas,
advindas da então chamada “era digital”, a partir da década de 90, é intensamente usuária de
dispositivos eletrônicos tais como citados anteriormente e gastam a maior parte de seu tempo no uso
dessas tecnologias, o que leva a uma indústria do setor gráfico a procurar a redução de custos em seus
processos em detrimento à queda da demanda por impressos.
A partir do contexto apresentado formula-se a seguinte questão: Como reduzir o tempo de Setup em
uma impressora rotativa offset reduzindo ou eliminando as perdas inerentes à essa atividade por meio
da aplicação da metodologia de Troca Rápida de Ferramenta?
Por meio deste questionamento, este trabalho objetiva realizar um estudo de identificação das perdas
inerentes à atividade de setup entre lotes de produção em um processo de impressão de uma indústria
gráfica de modo a propor um meio de eliminá-las com a metodologia de Troca Rápida de Ferramentas.
2. METODOLOGIA DA PESQUISA
Esta pesquisa é classificada como descritiva e aplicada onde segundo Gil (2002) as pesquisas
descritivas têm como objetivo primordial descrever as características de determinada população ou
fenômeno e uma de suas principais características está na utilização de técnicas padronizadas de coleta
de dados. E aplicada, pois apresentará finalidade prática de aplicação da metodologia de troca rápida
de ferramentas. É também bibliográfica e estudo de caso, pois segundo Marconi & Lakatos (2003) não
é uma mera repetição do que já foi dito ou escrito sobre um determinado assunto, mas fornece uma
análise sobre o tema com novo enfoque ou abordagem obtendo-se conclusões inovadoras e baseia-se
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
em pesquisa de campo quantitativa-descritiva, que segundo os autores consiste em investigação
empírica com finalidade de analisar as características de fatos ou fenômenos e a avaliação de
programas. Desse modo, empregam-se artifícios quantitativos objetivando a coleta sistemática dos
dados. De modo a descrever o universo e a amostra desta pesquisa, onde segundo Vergara (2009)
universo em uma pesquisa corresponde a um conjunto de elementos que possuem as características que
se tornarão objetos de estudo, a exemplo das empresas, pessoas, processos, dentre outros, já amostra é
definida como sendo uma parte do universo de pesquisa escolhida como forma de representação do
todo, adotar-se-á como universo o processo de impressão offset na indústria gráfica estudada. E como
amostra a impressora rotativa offset denominada Euroman, produzida na Alemanha e instalada na
empresa no ano de 2008, e sua equipe de funcionários, passíveis do estudo proposto por este trabalho.
As informações referentes à metodologia de troca rápida de ferramentas serão obtidos por meio de
pesquisa bibliográfica em livros, dissertações, teses, artigos e internet. Os dados referentes ao tempo de
setup da impressora estudada foram coletados através de cronoanálise de cinco setups entre lotes de
produtos diferentes. Esta cronoanálise ocorreu no período de 19/08/2013 a 23/08/2013, sendo uma por
dia, utilizando-se para fins deste trabalho a média dos tempos observados em cada dia. Os tempos por
atividade foram obtidos com o auxílio dos membros da equipe da impressora estudada, onde cada
membro recebeu um cronômetro e a cada atividade realizada os tempos parciais foram registrados. Os
dados serão tratados de forma qualitativa se forem provenientes de pesquisa bibliográfica e
documental, e quantitativa se forem coletados por meio da pesquisa de campo, onde serão analisados
de modo a fornecerem respostas à pergunta do problema proposto neste trabalho.
3. O SISTEMA DE PRODUÇÃO ENXUTA
O Sistema Toyota de Produção (STP), também conhecido como sistema de produção enxuta ou Lean
Manufacturing foi desenvolvido na metade da década de 1940 pela Toyota no Japão e mostrou como
uma fabricante de automóveis daquele país poderia ser eficiente face ao término da 2º guerra mundial
e de um mercado de pequenas proporções (SANTOS, 2003). Segundo Cardoso et al. (2003) para
produzir em larga escala, a Toyota teve de enfrentar diversos problemas à época como um mercado
extremamente competitivo, escassez de recursos, principalmente de matéria-prima, e a alta exigência
de diversificação nos produtos pelos clientes, além de espaço físico reduzido. Womack et al (1992)
citam que algumas metodologias e ferramentas foram desenvolvidas e adotadas a partir de então pela
Toyota, como o 5s, Poka-Yoke, kanban a produção de pequenos lotes, a Troca Rápida de Ferramentas,

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
o investimento em equipes de trabalho qualificadas, a interação contínua e forte relacionamento com
fornecedores, a gestão pela qualidade total, a menor utilização de estoques e espaço físico, a busca
incessante pela eliminação de perdas, a produção na hora certa, na quantidade certa, como ficou
conhecido o modelo Just in Time, dentre outras. O STP se tornou então um modelo estratégico de
gestão e manufatura, com o intuito de auxiliar a empresa a alcançar objetivos relacionados ao seu
processo produtivo, no que diz respeito à produtividade e à qualidade requerida pelos clientes
(GODINHO FILHO, 2004).
Segundo Monteiro & Menezes (2005) o princípio básico do STP é a redução ou eliminação total das
perdas por meio de melhorias no processo produtivo, mantendo um fluxo contínuo de produção com
flexibilidade às alterações na demanda, utilizando-se do Just in Time e atendendo à qualidade
requerida.
3.1 O MODELO DAS SETE PERDAS SEGUNDO O SISTEMA DE
PRODUÇÃO ENXUTA
Segundo Shingo (1996), o STP classifica e foca na eliminação de sete tipos de perdas, que serão
descritas resumidamente na tabela 1:
Tabela 1 – As sete perdas descritas pelo Sistema Toyota de Produção
PERDA DESCRIÇÃO
Superprodução
Produção em quantidade superior à demanda e/ou antes da hora,
gerando estoque e consequentemente custo desnecessário ao processo,
ocultando demais perdas e defeitos de manufatura (OHNO, 1997).
Transporte
Corresponde ao tempo desnecessário gasto em transportar materiais de
um local a outro em uma instalação fabril, o que não agrega valor ao
produto, gerando custo. (SHINGO, 1996).
Espera
Segundo Ghinato (1996) a perda por tempo de espera se refere ao
momento em que nenhuma atividade de produção está sendo
executada.
Estoque
A perda por estoque se dá pela existência de estoque de matéria-prima,
produtos em processamento e produtos acabados, gerando demanda de
espaço físico e custos de armazenagem e transporte (SHINGO, 1996).
Movimentação
A perda por movimentação refere-se aos movimentos desnecessários
realizados pelas pessoas ao executarem uma determinada atividade
(GHINATO, 1996). Fonte: O autor (2013)
Tabela 1 – As sete perdas descritas pelo Sistema Toyota de Produção (Continuação)
Processamento
Está relacionada intimamente com o projeto do produto, onde sobras de
material, rebarbas, projeto ruim ou manutenção deficiente causam esse
tipo de perda (SLACK et al, 2006).
Defeitos É causada por produtos não conformes às suas especificações de
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
fabricação, gerando refugo e, consequentemente custo à organização
(SHINGO, 1996) Fonte – O autor (2013)
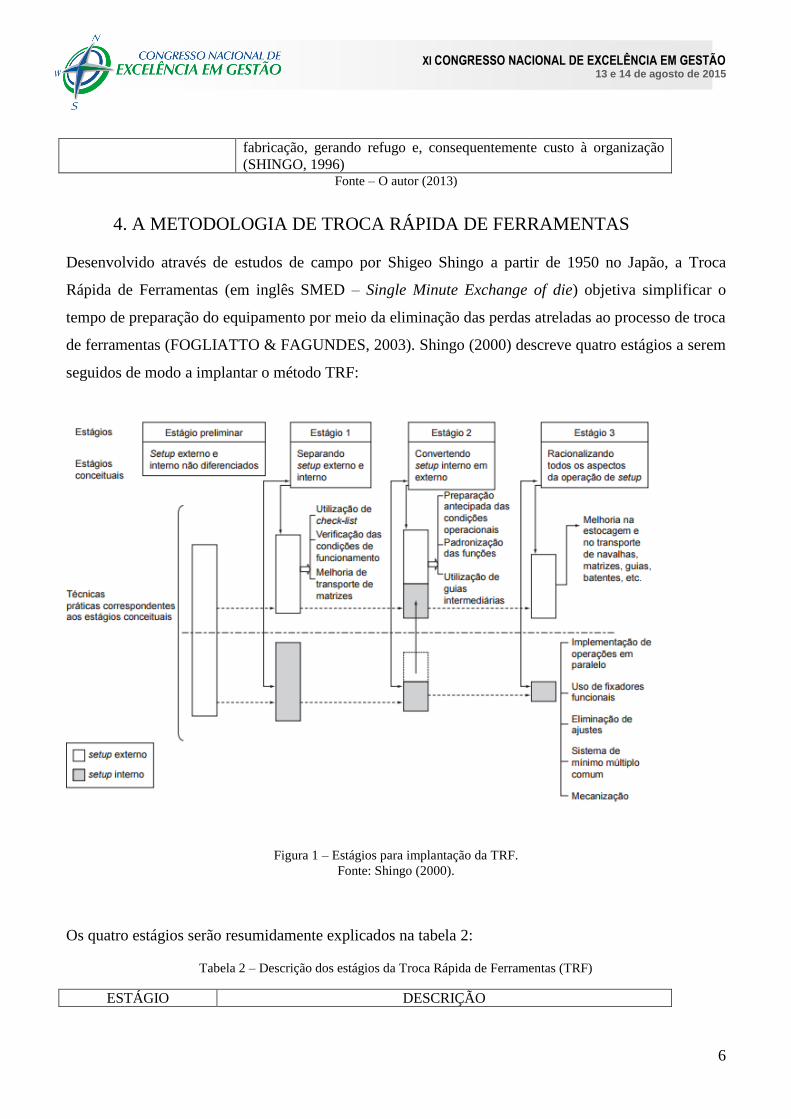
4. A METODOLOGIA DE TROCA RÁPIDA DE FERRAMENTAS
Desenvolvido através de estudos de campo por Shigeo Shingo a partir de 1950 no Japão, a Troca
Rápida de Ferramentas (em inglês SMED – Single Minute Exchange of die) objetiva simplificar o
tempo de preparação do equipamento por meio da eliminação das perdas atreladas ao processo de troca
de ferramentas (FOGLIATTO & FAGUNDES, 2003). Shingo (2000) descreve quatro estágios a serem
seguidos de modo a implantar o método TRF:
Figura 1 – Estágios para implantação da TRF.
Fonte: Shingo (2000).
Os quatro estágios serão resumidamente explicados na tabela 2:
Tabela 2 – Descrição dos estágios da Troca Rápida de Ferramentas (TRF)
ESTÁGIO DESCRIÇÃO

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
Preliminar
Neste estágio Shingo (2000) ressalta que é necessário realizar um estudo
detalhado da produção. Utilizar-se da cronoanálise e da filmagem das
operações de setup ajudam na identificação de perdas. Segundo o autor
neste estágio os conceitos de setup interno e externo ainda não são
diferenciados e ocorrem diversos tipos de perdas.
Estágio 1 – Separar
Setup Interno de
Externo
Neste estágio ocorre o discernimento entre os dois tipos de setup, sendo
considerado por Shingo (2000) o mais importante, pois é fundamental para
a conquista dos benefícios do método. Nele são analisadas operações de
transporte, preparação de ferramentas, troca de matrizes e movimentação
dos funcionários, visando à classificação de todas as atividades em
internas e externas.
Estágio 2 –
Convertendo Setup
Interno em Externo
A partir deste estágio, as atividades catalogadas no estágio 1 deverão ser
reavaliadas de modo a se detectar se alguma foi erroneamente classificada
como setup interno e após isso determinar meios dessas atividades serem
transformadas em setup externo (SHINGO, 2000). Monteiro & Menezes
(2005) acrescentam que a padronização dos acessórios, ferramentas ou
funções, como por exemplo, a utilização de uma única chave para todos os
parafusos, é utilizada para manter medidas pré-estabelecidas.
Estágio 3 –
Racionamento das
operações de Setup
Neste estágio é necessária uma análise minuciosa das operações que
compõem o setup interno e externo, de modo a identificar alguma que
possa ser melhorada ou eliminada. Shingo (2000, p.68) destaca “melhorias
em armazenagem e movimentação de componentes e ferramentas
(incluindo navalhas, matrizes, guias e batentes)” como forma de
racionamento das atividades durante o setup. Fonte: O autor (2013)
5. ESTUDO DE CASO
5.1 APRESENTAÇÃO DA EMPRESA ESTUDADA
A Gráfica X é uma Indústria gráfica comercial de grande porte situada na cidade do Rio de Janeiro que
realiza impressões do segmento editorial como livros, jornais, revistas e panfletos por meio do
processo indireto de impressão, a impressão offset, em lotes de pequenas, médias e grandes
quantidades, denominadas tiragens. A empresa é parte de uma holding que atua no mercado gráfico há
mais de setenta anos e possui uma carteira de mais de cem clientes. A holding é composta de outras
treze empresas de diferentes segmentos editoriais que se reportam diretamente a um conselho de seis
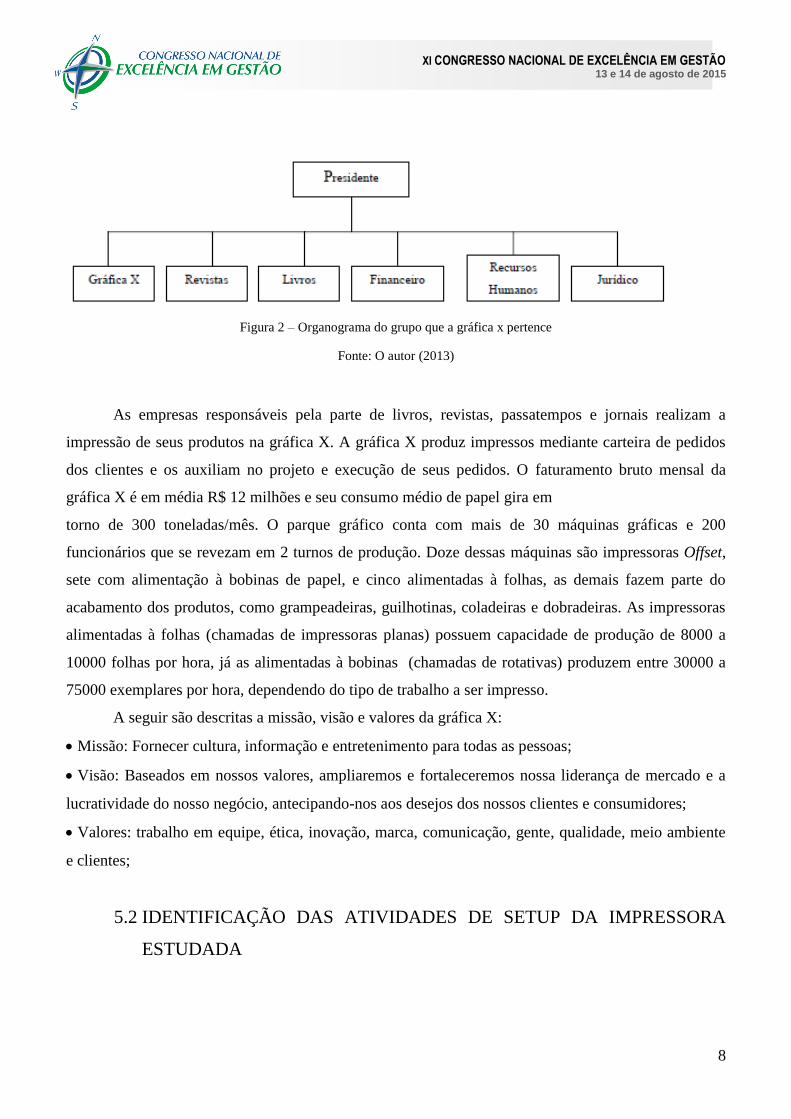
departamentos com suas respectivas diretorias e o presidente do grupo, conforme figura 2 abaixo.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
Figura 2 – Organograma do grupo que a gráfica x pertence
Fonte: O autor (2013)
As empresas responsáveis pela parte de livros, revistas, passatempos e jornais realizam a
impressão de seus produtos na gráfica X. A gráfica X produz impressos mediante carteira de pedidos
dos clientes e os auxiliam no projeto e execução de seus pedidos. O faturamento bruto mensal da
gráfica X é em média R$ 12 milhões e seu consumo médio de papel gira em
torno de 300 toneladas/mês. O parque gráfico conta com mais de 30 máquinas gráficas e 200
funcionários que se revezam em 2 turnos de produção. Doze dessas máquinas são impressoras Offset,
sete com alimentação à bobinas de papel, e cinco alimentadas à folhas, as demais fazem parte do
acabamento dos produtos, como grampeadeiras, guilhotinas, coladeiras e dobradeiras. As impressoras
alimentadas à folhas (chamadas de impressoras planas) possuem capacidade de produção de 8000 a
10000 folhas por hora, já as alimentadas à bobinas (chamadas de rotativas) produzem entre 30000 a
75000 exemplares por hora, dependendo do tipo de trabalho a ser impresso.
A seguir são descritas a missão, visão e valores da gráfica X:
Missão: Fornecer cultura, informação e entretenimento para todas as pessoas;
Visão: Baseados em nossos valores, ampliaremos e fortaleceremos nossa liderança de mercado e a
lucratividade do nosso negócio, antecipando-nos aos desejos dos nossos clientes e consumidores;
Valores: trabalho em equipe, ética, inovação, marca, comunicação, gente, qualidade, meio ambiente
e clientes;
5.2 IDENTIFICAÇÃO DAS ATIVIDADES DE SETUP DA IMPRESSORA
ESTUDADA
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
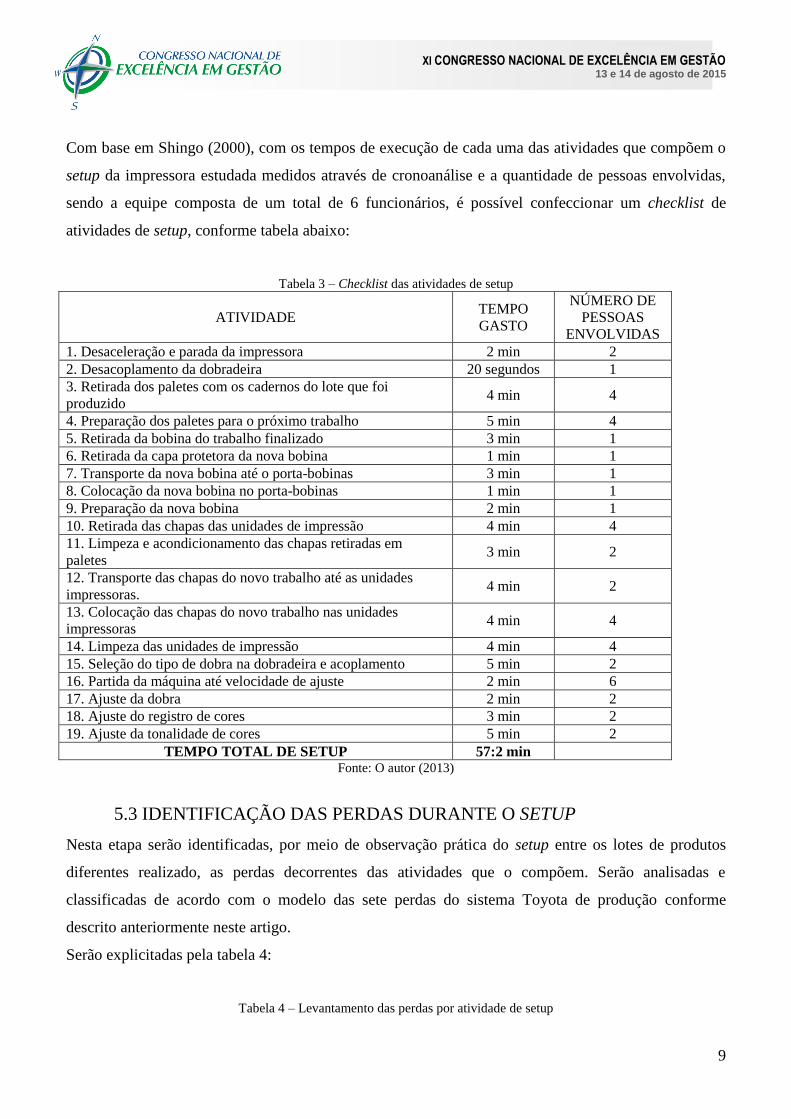
Com base em Shingo (2000), com os tempos de execução de cada uma das atividades que compõem o
setup da impressora estudada medidos através de cronoanálise e a quantidade de pessoas envolvidas,
sendo a equipe composta de um total de 6 funcionários, é possível confeccionar um checklist de
atividades de setup, conforme tabela abaixo:
Tabela 3 – Checklist das atividades de setup
ATIVIDADE TEMPO
GASTO
NÚMERO DE
PESSOAS
ENVOLVIDAS
1. Desaceleração e parada da impressora 2 min 2
2. Desacoplamento da dobradeira 20 segundos 1
3. Retirada dos paletes com os cadernos do lote que foi
produzido 4 min 4
4. Preparação dos paletes para o próximo trabalho 5 min 4
5. Retirada da bobina do trabalho finalizado 3 min 1
6. Retirada da capa protetora da nova bobina 1 min 1
7. Transporte da nova bobina até o porta-bobinas 3 min 1
8. Colocação da nova bobina no porta-bobinas 1 min 1
9. Preparação da nova bobina 2 min 1
10. Retirada das chapas das unidades de impressão 4 min 4
11. Limpeza e acondicionamento das chapas retiradas em
paletes 3 min 2
12. Transporte das chapas do novo trabalho até as unidades
impressoras. 4 min 2
13. Colocação das chapas do novo trabalho nas unidades
impressoras 4 min 4
14. Limpeza das unidades de impressão 4 min 4
15. Seleção do tipo de dobra na dobradeira e acoplamento 5 min 2
16. Partida da máquina até velocidade de ajuste 2 min 6
17. Ajuste da dobra 2 min 2
18. Ajuste do registro de cores 3 min 2
19. Ajuste da tonalidade de cores 5 min 2
TEMPO TOTAL DE SETUP 57:2 min Fonte: O autor (2013)
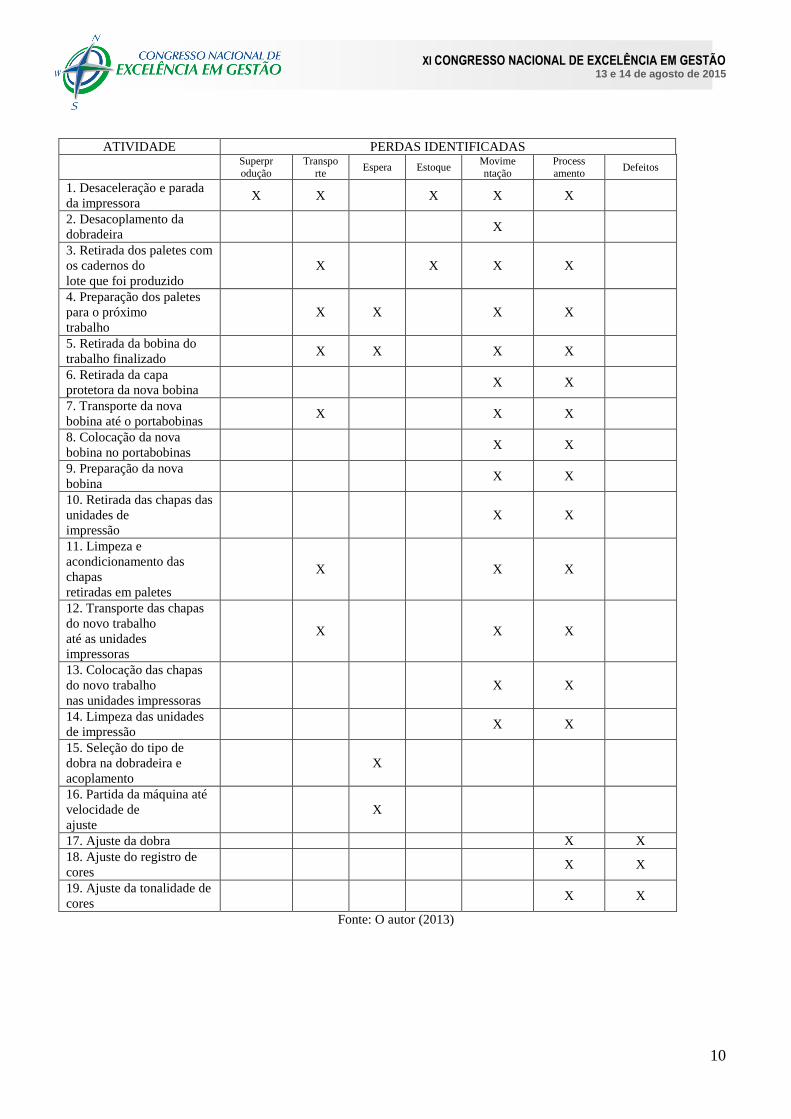
5.3 IDENTIFICAÇÃO DAS PERDAS DURANTE O SETUP
Nesta etapa serão identificadas, por meio de observação prática do setup entre os lotes de produtos
diferentes realizado, as perdas decorrentes das atividades que o compõem. Serão analisadas e
classificadas de acordo com o modelo das sete perdas do sistema Toyota de produção conforme
descrito anteriormente neste artigo.
Serão explicitadas pela tabela 4:
Tabela 4 – Levantamento das perdas por atividade de setup
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
ATIVIDADE PERDAS IDENTIFICADAS
Superpr
odução Transpo
rte Espera Estoque
Movime
ntação Process
amento Defeitos
1. Desaceleração e parada
da impressora X X X X X
2. Desacoplamento da
dobradeira X
3. Retirada dos paletes com
os cadernos do
lote que foi produzido
X X X X
4. Preparação dos paletes
para o próximo
trabalho
X X X X
5. Retirada da bobina do
trabalho finalizado X X X X
6. Retirada da capa
protetora da nova bobina X X
7. Transporte da nova
bobina até o portabobinas X X X
8. Colocação da nova
bobina no portabobinas X X
9. Preparação da nova
bobina X X
10. Retirada das chapas das
unidades de
impressão
X X
11. Limpeza e
acondicionamento das
chapas
retiradas em paletes
X X X
12. Transporte das chapas
do novo trabalho
até as unidades
impressoras
X X X
13. Colocação das chapas
do novo trabalho
nas unidades impressoras
X X
14. Limpeza das unidades
de impressão X X
15. Seleção do tipo de
dobra na dobradeira e
acoplamento
X
16. Partida da máquina até
velocidade de
ajuste
X
17. Ajuste da dobra X X
18. Ajuste do registro de
cores X X
19. Ajuste da tonalidade de
cores X X
Fonte: O autor (2013)
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
5.4 APLICAÇÃO DA METODOLOGIA TRF AO CASO ESTUDADO E
PROPOSTA DE MELHORIA
Nesta etapa será estudado um possível modelo de aplicação da metodologia de Troca
rápida de ferramentas de acordo com Shingo (2000) como forma de eliminar, se possível, as
perdas identificadas anteriormente. Será dividida a proposta de aplicação da metodologia de
acordo com os estágios propostos pelo autor.
5.4.1 Estágio Preliminar
Neste estágio segundo Shingo (2000) a separação de setup interno e externo ainda não foi realizada e
as atividades são executadas da forma descrita na tabela 3 deste artigo. Como diz o autor diversas
perdas são verificadas neste estágio, descritas resumidamente na tabela 4. Mediante a análise de um
setup entre lotes de produtos diferentes realizado na gráfica X puderam-se verificar diversas situações
que contribuem no surgimento das perdas de produção, como o transporte e preparação das bobinas ao
entrar na máquina, transporte e preparação das chapas de impressão e das unidades impressoras que as
comportarão, transporte e preparação da saída de máquina com os paletes que acomodarão os
exemplares impressos, movimentações desnecessárias por parte dos membros da equipe da máquina,
falta de procedimentos padrão para a execução dos serviços, não disponibilidade de ferramentas
necessárias ao ajuste de algumas partes da impressora, acúmulo de estoques intermediários de
exemplares nos redores da máquina, gerando falta de espaço para locomoção. Estas perdas estão
inseridas no setup e fora dele, contribuindo para o aumento de seu tempo de execução e dos custos de
produção associados. Concluindo este estágio, o próximo cuidará da separação entre setups interno e
externo.
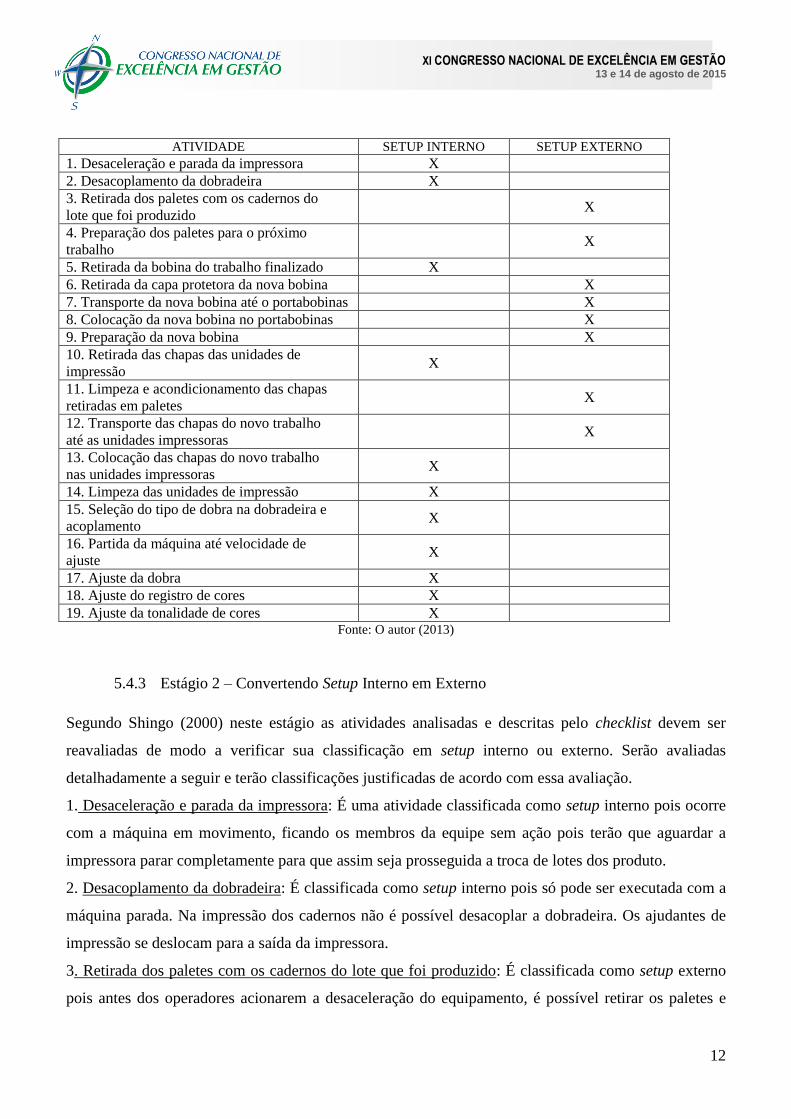
5.4.2 Estágio 1 – Separando Setup Interno de Externo
Conforme ressalta Shingo (2000) este é o estágio mais importante da implantação da metodologia
TRF, pois nele são classificados os dois tipos de setup a partir da análise de cada atividade. A partir da
análise do setup e suas externalidades feita no estágio preliminar é possível classificar cada atividade
em setup interno ou setup externo. Esta classificação fica registrada na tabela 5:
Tabela 5 – Checklist de classificação das atividades de setup Interno e Externo
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
ATIVIDADE SETUP INTERNO SETUP EXTERNO
1. Desaceleração e parada da impressora X
2. Desacoplamento da dobradeira X
3. Retirada dos paletes com os cadernos do
lote que foi produzido X
4. Preparação dos paletes para o próximo
trabalho X
5. Retirada da bobina do trabalho finalizado X
6. Retirada da capa protetora da nova bobina X
7. Transporte da nova bobina até o portabobinas X
8. Colocação da nova bobina no portabobinas X
9. Preparação da nova bobina X
10. Retirada das chapas das unidades de
impressão X
11. Limpeza e acondicionamento das chapas
retiradas em paletes X
12. Transporte das chapas do novo trabalho
até as unidades impressoras X
13. Colocação das chapas do novo trabalho
nas unidades impressoras X
14. Limpeza das unidades de impressão X
15. Seleção do tipo de dobra na dobradeira e
acoplamento X
16. Partida da máquina até velocidade de
ajuste X
17. Ajuste da dobra X
18. Ajuste do registro de cores X
19. Ajuste da tonalidade de cores X Fonte: O autor (2013)
5.4.3 Estágio 2 – Convertendo Setup Interno em Externo
Segundo Shingo (2000) neste estágio as atividades analisadas e descritas pelo checklist devem ser
reavaliadas de modo a verificar sua classificação em setup interno ou externo. Serão avaliadas
detalhadamente a seguir e terão classificações justificadas de acordo com essa avaliação.
1. Desaceleração e parada da impressora: É uma atividade classificada como setup interno pois ocorre
com a máquina em movimento, ficando os membros da equipe sem ação pois terão que aguardar a
impressora parar completamente para que assim seja prosseguida a troca de lotes dos produto.
2. Desacoplamento da dobradeira: É classificada como setup interno pois só pode ser executada com a
máquina parada. Na impressão dos cadernos não é possível desacoplar a dobradeira. Os ajudantes de
impressão se deslocam para a saída da impressora.
3. Retirada dos paletes com os cadernos do lote que foi produzido: É classificada como setup externo
pois antes dos operadores acionarem a desaceleração do equipamento, é possível retirar os paletes e
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
transportá-los para o setor de acabamento, não necessitando aguardar a impressora iniciar a operação
de setup para que possa ser realizada. Os operadores de impressão aguardam a conclusão desta
atividade.
4. Preparação dos paletes para o próximo trabalho: Da mesma forma que a anterior, esta atividade pode
ser executada com a máquina ainda realizando a impressão do lote anterior, não necessitando ser
realizada quando da parada do equipamento, sendo assim classificada como setup externo. Os
ajudantes de impressão são responsáveis pela preparação dos paletes para o próximo trabalho. Os
operadores aguardam a conclusão desta atividade.
5. Retirada da bobina do trabalho finalizado: Esta atividade classificada como setup interno só pode ser
realizada pelo bobineiro com a máquina parada, pois a bobina a ser retirada pertence ao lote que teve
sua produção finalizada, não podendo ser retirada de outra forma.
6. Retirada da capa protetora da nova bobina: Nesta atividade o bobineiro não necessita aguardar até
que a impressora pare completamente, sendo classificada como setup externo. É possível retirar a capa
de papelão que envolve a bobina previamente à parada da máquina.
7. Transporte da nova bobina até o porta-bobinas: É uma atividade classificada assim por setup
externo.
8. Colocação da nova bobina no porta-bobinas: É possível a colocação da bobina que será
utilizada para o próximo produto pelo bobineiro enquanto a impressora estiver em movimento
e sem interferir na produção do lote, pois o porta-bobinas conta com dois braços de acoplamento,
comportando assim duas bobinas simultaneamente. Sendo assim, esta atividade
é classificada como setup externo.
9. Preparação da nova bobina: Na colocação das bobinas no porta-bobinas, a preparação se resume em
colagem das fitas e etiquetas que realizarão a emenda automática das bobinas quando a impressora
estiver em produção. Esta atividade é então classificada como setup externo.
10. Retirada das chapas das unidades de impressão: Esta atividade só pode ser feita com a impressora
parada pelos ajudantes de impressão, pois os cilindros que comportam as chapas
com as imagens dos trabalhos a imprimir são giratórios e devem ter seu movimento parado para que os
ajudantes de impressão possam retirar as chapas do trabalho finalizado. Classifica-se assim como
atividade de setup interno.
11. Limpeza e acondicionamento das chapas retiradas em paletes: Esta atividade foi classificada como
setup externo pois quando os ajudantes de impressão retiram as chapas do trabalho finalizado das
unidades de impressão, a limpeza das mesmas não é imediatamente necessária, podendo esta ser
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
realizada por um ajudante durante a impressão do lote seguinte. 12. Transporte das chapas do novo
trabalho até as unidades impressoras: Esta é outra atividade que não necessita ser realizada durante a
troca entre lotes de produtos, pois pode ser realizada com impressora em produção. É então
classificada como setup externo. Os operadores de impressão aguardam a conclusão desta atividade.
13. Colocação das chapas do novo trabalho nas unidades impressoras: Esta é uma atividade que
intrinsicamente só pode ser realizada com a máquina parada, pois da mesma forma que as chapas são
retiradas de máquina, são também colocadas nos cilindros. É uma atividade classificada como setup
interno. Os operadores nesse momento aguardam a colocação das chapas.
14. Limpeza das unidades de impressão: Esta atividade só pode ser realizada com a impressora parada,
pois as partes rotativas ficam expostas, como os cilindros de blanquetas e porta-chapas, ficando
impossível realizar a limpeza dos mesmos durante a produção. É então classificada como atividade de
setup interno
15. Seleção do tipo de dobra na dobradeira e acoplamento: Nesta atividade os operadores de impressão
selecionam o tipo de dobra que o próximo trabalho terá e aguardam enquanto a dobradeira realiza a
sincronização as partes móveis e o acoplamento com o restante da impressora. É uma atividade que só
pode ser realizada com a máquina parada, sendo então assim classificada como setup interno. Os
demais membros da equipe transportam os paletes do produto finalizado até o setor de acabamento.
16. Partida da máquina até velocidade de ajuste: Nesta atividade os operadores iniciam a
velocidade da impressora até atingir a mínima necessária, entre 10000 a 25000 exemplares
por hora para que assim sejam acionadas as unidades impressoras e consequentemente o
ínicio da impressão dos exemplares. É uma atividade classificada como setup interno.
17. Ajuste da dobra: Esta é uma atividade classificada como setup interno pois só pode ser
executada quando da impressão do novo lote.
18. Ajuste do registro de cores: Esta é a atividade que procede o ajuste da dobra e também só
pode ser realizada pelos operadores de impressão durante a impressão do novo lote de
exemplares, sendo assim classificada como setup externo.
19. Ajuste da tonalidade de cores: Esta é a última atividade de setup da impressora rotativa estudada e
precede a produção efetiva dos exemplares em conformidade que serão despachados para as próximas
etapas de produção. Os operadores de impressão realizam o ajuste fino na tonalidade de cores e como
esta atividade só pode ser realizada com a impressora em produção é então classificada como setup
interno.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
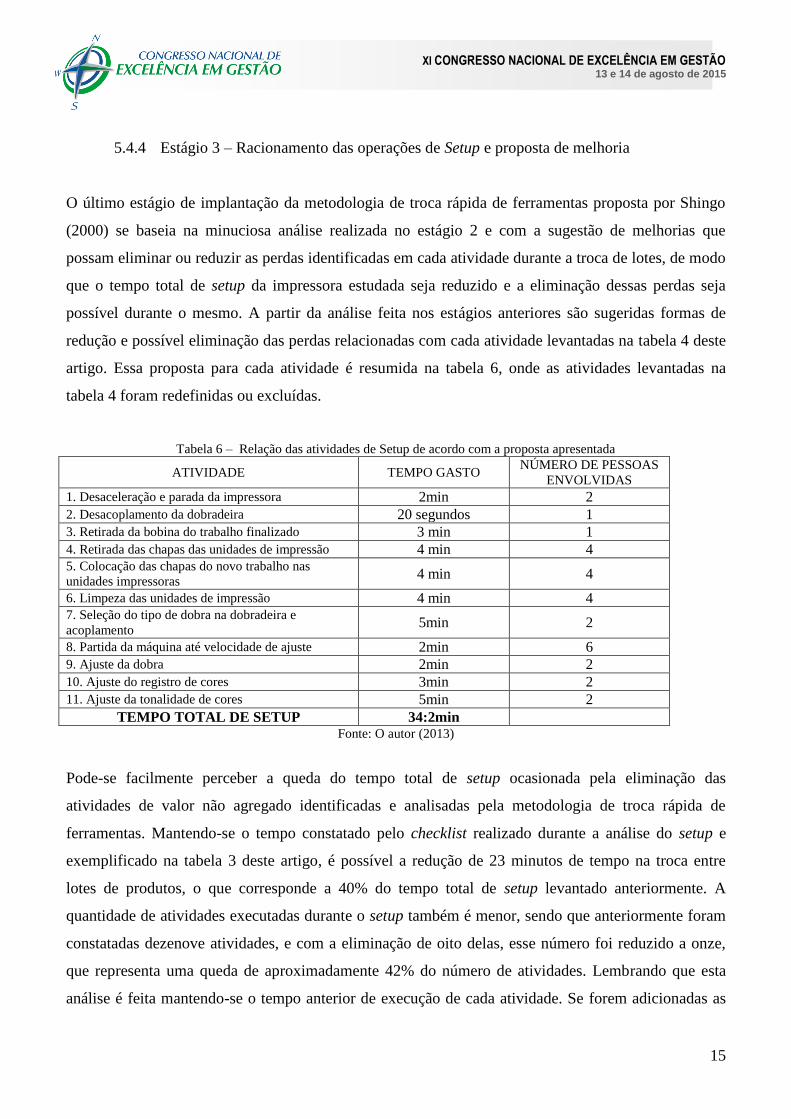
5.4.4 Estágio 3 – Racionamento das operações de Setup e proposta de melhoria
O último estágio de implantação da metodologia de troca rápida de ferramentas proposta por Shingo
(2000) se baseia na minuciosa análise realizada no estágio 2 e com a sugestão de melhorias que
possam eliminar ou reduzir as perdas identificadas em cada atividade durante a troca de lotes, de modo
que o tempo total de setup da impressora estudada seja reduzido e a eliminação dessas perdas seja
possível durante o mesmo. A partir da análise feita nos estágios anteriores são sugeridas formas de
redução e possível eliminação das perdas relacionadas com cada atividade levantadas na tabela 4 deste
artigo. Essa proposta para cada atividade é resumida na tabela 6, onde as atividades levantadas na
tabela 4 foram redefinidas ou excluídas.
Tabela 6 – Relação das atividades de Setup de acordo com a proposta apresentada
ATIVIDADE TEMPO GASTO NÚMERO DE PESSOAS
ENVOLVIDAS
1. Desaceleração e parada da impressora 2min 2
2. Desacoplamento da dobradeira 20 segundos 1
3. Retirada da bobina do trabalho finalizado 3 min 1
4. Retirada das chapas das unidades de impressão 4 min 4 5. Colocação das chapas do novo trabalho nas
unidades impressoras 4 min 4
6. Limpeza das unidades de impressão 4 min 4 7. Seleção do tipo de dobra na dobradeira e
acoplamento 5min 2
8. Partida da máquina até velocidade de ajuste 2min 6
9. Ajuste da dobra 2min 2
10. Ajuste do registro de cores 3min 2
11. Ajuste da tonalidade de cores 5min 2
TEMPO TOTAL DE SETUP 34:2min Fonte: O autor (2013)
Pode-se facilmente perceber a queda do tempo total de setup ocasionada pela eliminação das
atividades de valor não agregado identificadas e analisadas pela metodologia de troca rápida de
ferramentas. Mantendo-se o tempo constatado pelo checklist realizado durante a análise do setup e
exemplificado na tabela 3 deste artigo, é possível a redução de 23 minutos de tempo na troca entre
lotes de produtos, o que corresponde a 40% do tempo total de setup levantado anteriormente. A
quantidade de atividades executadas durante o setup também é menor, sendo que anteriormente foram
constatadas dezenove atividades, e com a eliminação de oito delas, esse número foi reduzido a onze,
que representa uma queda de aproximadamente 42% do número de atividades. Lembrando que esta
análise é feita mantendo-se o tempo anterior de execução de cada atividade. Se forem adicionadas as
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
16
propostas feitas no estágio 3 da metodologia TRF de Shingo (2000) apresentado anteriormente
buscando a redução ou a eliminação das perdas de cada atividade da tabela 6, podemos ter maiores
ganhos de tempo, calculados pelo autor baseando-se em 45% do tempo em perdas por transporte, 15%
em perdas por movimentação, segundo Shingo (1996) pois estas duas são as de maior ocorrência nas
atividades e estipulando 30 segundos a menos para perdas com processamento.
CONSIDERAÇÕES FINAIS
A proposta do presente trabalho foi demonstrar que o uso da metodologia de troca rápida de
ferramentas criada pelo engenheiro Shigeo Shingo na década de 50 no Japão pode ser utilizada como
meio de redução das perdas associadas às atividades de realização de um setup entre lotes de produtos
diferentes em um processo de impressão offset de uma grande gráfica, evidenciando sua aplicabilidade
ao caso estudado.
Conforme relatado na parte introdutória deste trabalho, o sucesso da implantação da metodologia
proposta provém de estudos práticos realizados em plantas produtivas de grandes indústrias Japonesas,
onde o mesmo verificou na prática a sua validade em relação à redução e eliminação das perdas,
expandindo-a posteriormente para o restante do mundo. Segundo o autor a metodologia de troca rápida
de ferramentas pode ser utilizada em qualquer indústria, sem restrições, o que levou à motivação de
sua aplicação ao caso da indústria gráfica de impressão offset.
Considera-se que a filosofia de redução de desperdícios criada no Japão no período pós-guerra, em que
a troca rápida de ferramentas é integrante essencial, se faz de extrema importância nas organizações
quando se busca a eficiência de seus processos produtivos, redução dos custos e aumento da
lucratividade. Na indústria gráfica, em meio à variedade de produtos, quantidades e meios de produção
diferentes, com um número grande de setups realizados diariamente, a aplicabilidade da metodologia
bem como a adoção de ferramentas de lean manufacturing se torna vital não somente pelo aumento da
lucratividade e da redução dos custos, mas como meio de sobrevivência do setor em um cenário de
competitividade.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
17
REFERÊNCIAS BIBLIOGRÁFICAS
BOTANA, F. “Manual do gestor da indústria gráfica”, 1º edição, SENAI-SP editora, 2012.
CARDOSO, A. et al. “Apostila de conceitos e aplicações. Curso Introdução à Mentalidade
Enxuta/ Lean Thinking”, Lean Institute Brasil, 2003.
FOGLIATTO, F; FAGUNDES, P. “Troca Rápida de Ferramentas: Proposta metodológica e
estudo de caso”. Revista Gestão e Produção, v.10, nº2, 2003. Disponível em:
http://dx.doi.org/10.1590/s0104-530x2003000200004. Acesso em 18/07/2013.
GIL, A. Carlos. “Como elaborar projetos de pesquisa”, 4º edição, Atlas, 2002.
GHINATO, P. “Sistema Toyota de Produção: mais do que simplesmente just-in-time”, 1º
edição, EDUCS, 1996.
GODINHO F. M. “Paradigmas estratégicos de gestão da manufatura – configuração, relações com
o planejamento e controle da produção e estudo exploratório na indústria de calçados”. Tese
(Doutorado), Universidade Federal de São Carlos, 2004. Disponível em:
http://www.bdtd.ufscar.br/htdocs/tedeSimplificado/tde_arquivos/1/TDE-2004-07-05T06:46:54Z-
130/Publico/TeseMGF.pdf. Acesso em: 22/07/2013.
LAKATOS, E.M. MARCONI, M.A. “Fundamentos de Metodologia Científica”. Editora Atlas. São
Paulo, 2003.
MONTEIRO, A; MENEZES, J.O. “Troca Rápida de Ferramentas Aplicada a uma Indústria
Siderúrgica do Rio de Janeiro: Um Estudo de Caso”, Anais do VIII SIMPOI (Publicação técnica da
Rioconsulting group), 2005. Disponível em:
http://rioconsulting.com.br/fundao/fundao/Artigos/TrocaRapidaFerramentas.pdf. Acesso em:
22/07/2013.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
18
OHNO, T. “O Sistema Toyota de Produção: Além da Produção em Larga Escala”, Bookman,
1997.
SANTOS, C. A. dos. “Produção enxuta: Uma proposta de método para introdução em uma
empresa multinacional instalada no Brasil”, Dissertação (Mestrado), Universidade Federal do
Paraná, 2003. Disponível em:
www.pgmec.ufpr.br/dissertacoes/dissertacao_008.PDF. Acesso em 19/07/2013.
SLACK, N. et al. Administração da Produção. 10. Reimpressão. São Paulo. Editora Atlas, 2006.
SHINGO, S. “O Sistema Toyota de Produção do Ponto de Vista da Engenharia de Produção”,
Bookman, 1996.
SHINGO, S. “Sistema de Troca Rápida de Ferramentas”, Bookman, 2000.
VEEN, Wim & VRAKKING, Ben. “Homo Zappiens: Educando na era digital”, Artmed, 2009.
VERGARA. Sylvia.C. “Projetos e relatórios de pesquisa em administração”, 10º edição,
Atlas, 2009.
WOMACK, J. P.; JONES, D. T.; ROOS, D. “A máquina que mudou o mundo”, 3º edição, Editora
Campus, 1992.