aplicação da confiabilidade na tomada de decisão durante o ... · necessidades de teste ... d2...
TRANSCRIPT

Aplicação da Confiabilidade na Tomada de Decisão Durante o Desenvolvimento do Produto
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
São Bernardo do Campo, May.20th’11
Gabriel Nogueira & Luiz Gonzaga

Slide 2TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Agenda
IntroduçãoI
Visão GeralV
Fase 1: Uso da Confiabilidade na Estratégia1
Fase 2: Uso da Confiabilidade no Planejamento2
Fase 3: Uso da Confiabilidade no Resultado3
Estudo de CasoE
ConclusãoC
ReferênciasR
Contatos@
AAGENDA

Slide 3TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Contexto
5564
72
86
105116
137126
167
1998 1999 2000 2001 2002 2003 2004 2005 2006
Fonte: Escritório de Veículos Automotores da Alemanha (Kraftfahrt-Bundesamt)
� A confiabilidade representa um dos maiores pilares da atualidade, e o seu impacto é de fundamental importância no sucesso e sobrevivência das empresas
� Embora este tema seja visto como não rentável, a experiência mostra que negligenciá-los pode causar severas conseqüências. Isto é comprovado pelo aumento drástico de ações de campo no mercado automotivo. De fato os dados mostram que no período de 1998 a 2006 este número triplicou
IINTRODUÇÃO
Crescimento do n° de ações de campo consid. todo o segmento automotivo da Alemanha
Slide 4TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
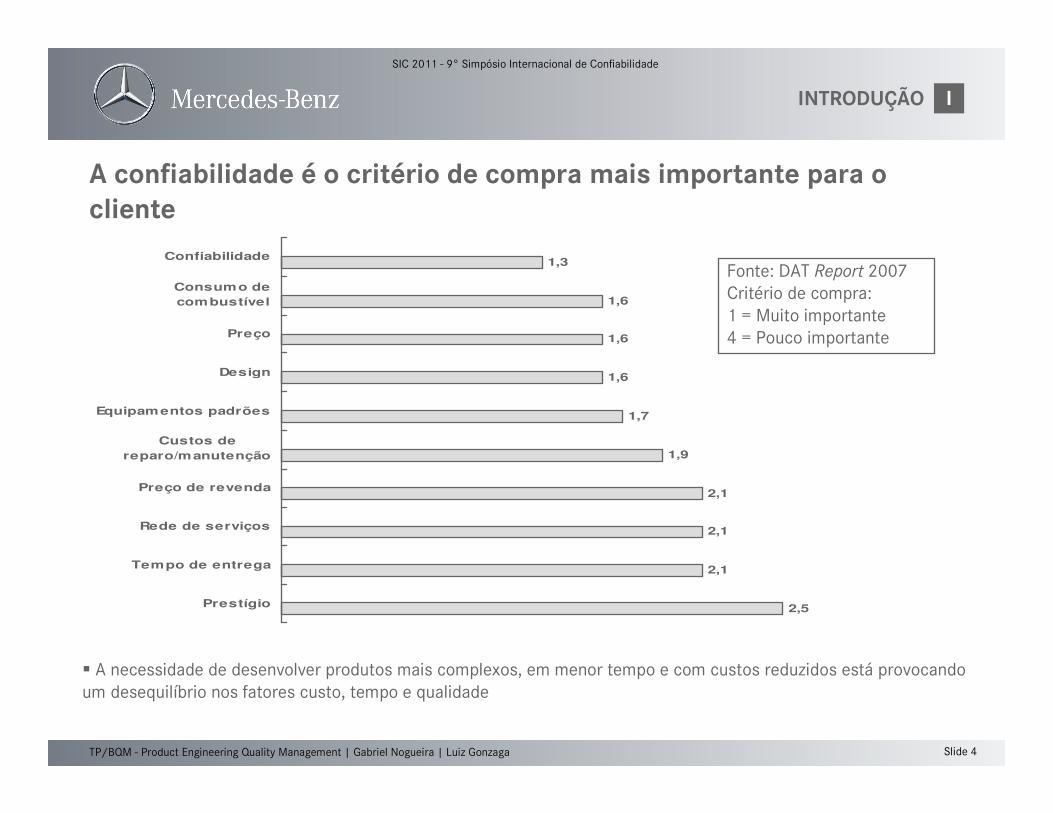
A confiabilidade é o critério de compra mais importante para o cliente
2,5
2,1
2,1
2,1
1,9
1,7
1,6
1,6
1,6
1,3
Prestígio
Tempo de entrega
Rede de serviços
Preço de revenda
Custos de
reparo/manutenção
Equipamentos padrões
Design
Preço
Consumo de
combustível
Confiabilidade
� A necessidade de desenvolver produtos mais complexos, em menor tempo e com custos reduzidos está provocando um desequilíbrio nos fatores custo, tempo e qualidade
IINTRODUÇÃO
Fonte: DAT Report 2007 Critério de compra:1 = Muito importante 4 = Pouco importante
Slide 5TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
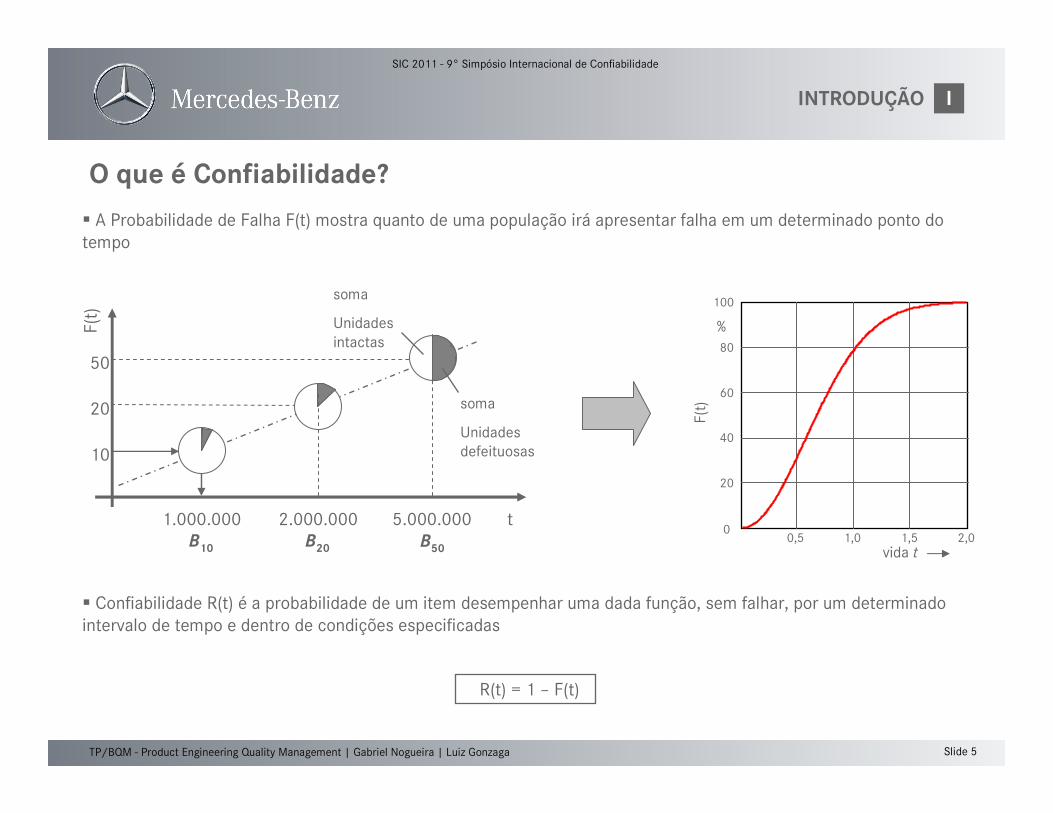
O que é Confiabilidade?
� A Probabilidade de Falha F(t) mostra quanto de uma população irá apresentar falha em um determinado ponto do tempo
t1.000.000 5.000.0002.000.000
10
20
50
F(t)
B10 B20 B50
soma
Unidades intactas
soma
Unidades defeituosas
%
F(t)
vida t
100
0 0,5 1,0 1,5 2,0
80
60
40
20
� Confiabilidade R(t) é a probabilidade de um item desempenhar uma dada função, sem falhar, por um determinado intervalo de tempo e dentro de condições especificadas
R(t) = 1 – F(t)
IINTRODUÇÃO

Slide 6TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Comportamento de falha� A Taxa de Falhas λ(t) descreve o comportamento de falha de um produto durante sua vida
IINTRODUÇÃO
Taxa d
e f
alh
as λ
(t)
Infância
Ex.Falhas de fabricação, montagem,
material, etc.
Velhice
Ex:Falhas devido ao desgaste, fadiga,
etc.
Aleatórias
Ex: falhas de
manutenção, operação, etc.
vida t
λ = λ = λ = λ = decrescente λ = λ = λ = λ = constante λ = λ = λ = λ = crescente
I II III
Curva da Banheira

Slide 7TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Custo da falha vs. Vida do produto� Avaliando a relação entre custo da falha e vida do produto fica evidente que é necessário antecipar a identificação e a correção dos problemas
Pote
ncia
l p/
pr
even
ir fa
lhas
Vida do produto
Cus
to d
a fa
lha
Conceito Projeto Teste Industrialização Produção Uso
Custo da falha
Potencial para prevenir falhas
IINTRODUÇÃO
Desenvolvimento

Slide 8TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
1.1 Expectativas, Conceito e Viabilidade
1.2 Análise dos riscos e Especificações finais
2.1 Planejamentos dos testes
2.2 Validação estatística dasnecessidades de teste
3.1 Monitoramento dos testes e solução dos problemas
3.2 Análise dos resultados e liberação para produção
FAS
E 1
FAS
E 2
FAS
E 3
DECISÃO 1:Estratégia
- Onde eu devo chegar?- Onde eu quero chegar?- De que forma farei isto?
DECISÃO 2:Planejamento
- No que investir?- Quanto devo investir?
DECISÃO 3:Resultados
- Cheguei onde queria?- Ainda existem riscos?
VVISÃO GERAL
Muitas decisões durante o desenvolvimento de um produto são orientadas com base na Confiabilidade

Slide 9TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Definindo os objetivos do produto
� Clientes
� Governos (Legislações)
� Empresa
� Condições de uso
� Produtos atuais (reclamações)
� Análises de risco
� ppm-tree
� Arquitetura lógica
� Custos em garantia
� Taxa de falhas e vida:
� Componentes
� Sistemas
� Produto
Expectativas Base de dados Análise Objetivos
É impossível evitar todas as falhas.
Todavia, permanece como nossa tarefa evitar todas as falhas possíveis
D2
SG1
Systemgrenze
D1
S1
S
S4
S4
AdB
lue
G1
Mechan. Verbindung
Fahrzeug
Informationsfluss
S5 S7S6 S8 S9 S10 S11S1 S2 S3
S5
1
2
3
3 3
C1
21
C2
C3
S2
S3
C4
C5
21 3
S6
S7
C6
C7
21
KS13
X Klassifizierung
4 4
M2 M1
M3 M4
11
11
HL1 3
D2
SG1
Systemgrenze
D1
S1
S
S4
S4
AdB
lue
G1
Mechan. Verbindung
Fahrzeug
Informationsfluss
S5 S7S6 S8 S9 S10 S11S1 S2 S3
S5
1
2
3
3 3
C1
21
C2
C3
S2
S3
C4
C5
21 3
S6
S7
C6
C7
21
S6
S7
C6
C7
21
KS13
X Klassifizierung
4 4
M2 M1
M3 M4
11
11
HL1 3
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebw erk5. 756 ppm
ZB Pleuel491 ppm
Pleuellager10 3 ppm
Pleuelstange16 7 ppm
Pleuelbuchse15 ppm
Pleuelschraube19 1 ppm
Pleuellagerdeckel15 ppm
ZB Kolben133 ppm
ZB Kurbelw elle3.046 ppm
ZB Schwungrad/Schwungradgehäuse1.762 ppm
ZB Ventile103 ppm
ZB Schwing-/Kipp/�Rollenhebel74 ppm
ZB Nockenwelle147 ppm
Steuerräder???
ZB Riementriebppm
Ölkreislaufppm
Motorkühlungppm
Grundmotorppm
Elektrische Anlageppm
Common RailEinspritzsystem
ppm
ZB Luftpresserppm
Luft allgemeinppm
ZB Turboladerppm
Abgasrückführung AGRppm
Abgasanlageppm
ZB Ansaugleitungenppm
ZB Kraftstoff-Filterppm
Motor allgemein- -> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
6 Cylinderà 138.632 ppm
Base Engine 1à 5.756 ppm
AssemblyConrodà 491 ppm
ConrodBearing à 103
MDEG
4 Cylinder
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebw erk5. 756 ppm
ZB Pleuel491 ppm
Pleuellager10 3 ppm
Pleuelstangeppm
Pleuelbuchseppm
Pleuelschraubeppm
Pleuellagerdeckelppm
ZB Kolbenppm
ZB Kurbelw elleppm
ZB Schwungrad/Schwungradgehäuseppm
ZB Ventileppm
ZB Schwing-/Kipp/�Rollenhebelppm
ZB Nockenwelleppm
Steuerräder???
ZB Riementrieb
Ölkreislauf
Motorkühlung
Grundmotor
Elektrische Anlage
Common RailEinspritzsystem
ZB Luftpresser
Luft allgemein
ZB Turbolader
Abgasrückführung AGR
Abgasanlage
ZB Ansaugleitungen
ZB Kraftstoff-Filter
Motor allgemein- -> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
Sistema 1X ppm
Sub 1
Sub 2
Component 1
Projeto
Y ppm
W ppm
Z ppm
Sistema 2
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebw erk5. 756 ppm
ZB Pleuel491 ppm
Pleuellager10 3 ppm
Pleuelstange16 7 ppm
Pleuelbuchse15 ppm
Pleuelschraube19 1 ppm
Pleuellagerdeckel15 ppm
ZB Kolben133 ppm
ZB Kurbelw elle3.046 ppm
ZB Schwungrad/Schwungradgehäuse1.762 ppm
ZB Ventile103 ppm
ZB Schwing-/Kipp/�Rollenhebel74 ppm
ZB Nockenwelle147 ppm
Steuerräder???
ZB Riementriebppm
Ölkreislaufppm
Motorkühlungppm
Grundmotorppm
Elektrische Anlageppm
Common RailEinspritzsystem
ppm
ZB Luftpresserppm
Luft allgemeinppm
ZB Turboladerppm
Abgasrückführung AGRppm
Abgasanlageppm
ZB Ansaugleitungenppm
ZB Kraftstoff-Filterppm
Motor allgemein- -> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebw erk5. 756 ppm
ZB Pleuel491 ppm
Pleuellager10 3 ppm
Pleuelstange16 7 ppm
Pleuelbuchse15 ppm
Pleuelschraube19 1 ppm
Pleuellagerdeckel15 ppm
ZB Kolben133 ppm
ZB Kurbelw elle3.046 ppm
ZB Schwungrad/Schwungradgehäuse1.762 ppm
ZB Ventile103 ppm
ZB Schwing-/Kipp/�Rollenhebel74 ppm
ZB Nockenwelle147 ppm
Steuerräder???
ZB Riementriebppm
Ölkreislaufppm
Motorkühlungppm
Grundmotorppm
Elektrische Anlageppm
Common RailEinspritzsystem
ppm
ZB Luftpresserppm
Luft allgemeinppm
ZB Turboladerppm
Abgasrückführung AGRppm
Abgasanlageppm
ZB Ansaugleitungenppm
ZB Kraftstoff-Filterppm
Motor allgemein- -> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
6 Cylinderà 138.632 ppm
Base Engine 1à 5.756 ppm
AssemblyConrodà 491 ppm
ConrodBearing à 103
MDEG
4 Cylinder
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebw erk5. 756 ppm
ZB Pleuel491 ppm
Pleuellager10 3 ppm
Pleuelstangeppm
Pleuelbuchseppm
Pleuelschraubeppm
Pleuellagerdeckelppm
ZB Kolbenppm
ZB Kurbelw elleppm
ZB Schwungrad/Schwungradgehäuseppm
ZB Ventileppm
ZB Schwing-/Kipp/�Rollenhebelppm
ZB Nockenwelleppm
Steuerräder???
ZB Riementrieb
Ölkreislauf
Motorkühlung
Grundmotor
Elektrische Anlage
Common RailEinspritzsystem
ZB Luftpresser
Luft allgemein
ZB Turbolader
Abgasrückführung AGR
Abgasanlage
ZB Ansaugleitungen
ZB Kraftstoff-Filter
Motor allgemein- -> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
Sistema 1X ppm
Sub 1
Sub 2
Component 1
Projeto
Y ppm
W ppm
Z ppm
Sistema 2
1FASE 1: USO DA CONFIABILIDADE NA ESTRATÉGIA

Slide 10TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Condições de utilização� Para fazer o correto desenvolvimento de um produto é essencial entender em quais condições este produto será utilizado
Estradas no Brasil:- Total: 1.980.000 km- Pavimentadas: 10%- Não pavimentadas: 90%
1FASE 1: USO DA CONFIABILIDADE NA ESTRATÉGIA
Slide 11TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
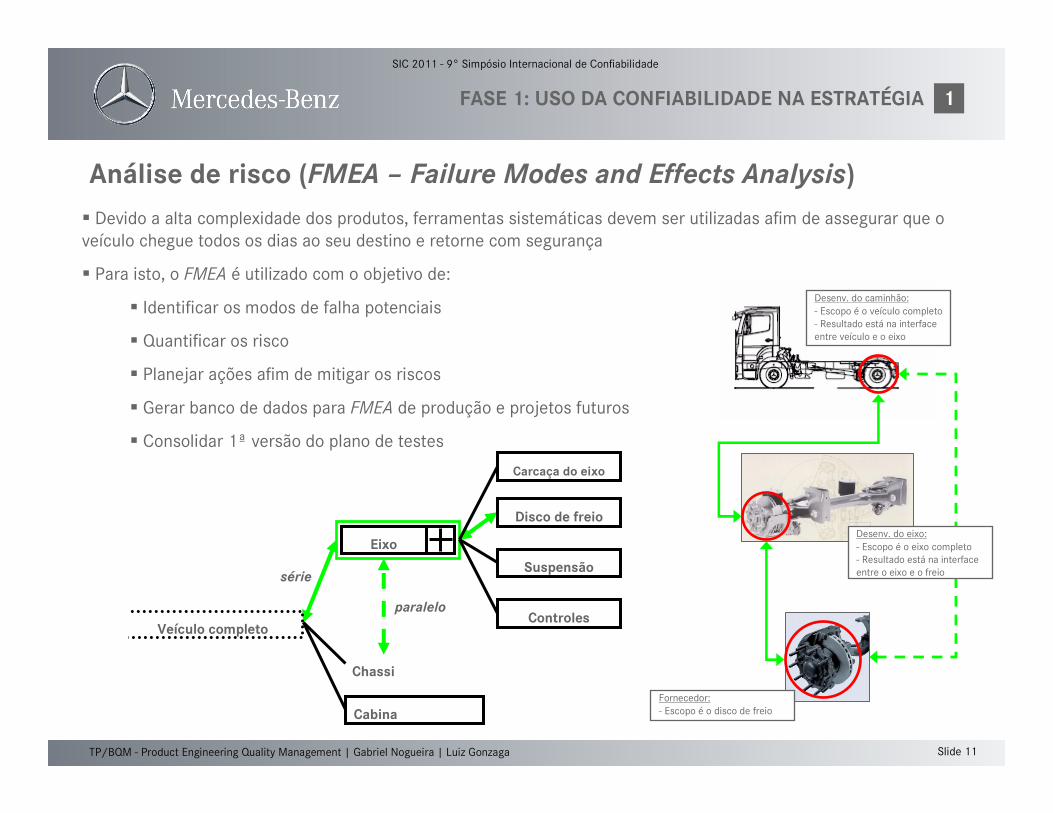
Análise de risco (FMEA – Failure Modes and Effects Analysis)� Devido a alta complexidade dos produtos, ferramentas sistemáticas devem ser utilizadas afim de assegurar que o veículo chegue todos os dias ao seu destino e retorne com segurança
� Para isto, o FMEA é utilizado com o objetivo de:
� Identificar os modos de falha potenciais
� Quantificar os risco
� Planejar ações afim de mitigar os riscos
� Gerar banco de dados para FMEA de produção e projetos futuros
� Consolidar 1ª versão do plano de testes
paralelo
série
Veículo completo
Eixo
Chassi
Cabina
Controles
Suspensão
Disco de freio
Carcaça do eixo
Desenv. do caminhão:- Escopo é o veículo completo- Resultado está na interface entre veículo e o eixo
Desenv. do eixo:- Escopo é o eixo completo- Resultado está na interface entre o eixo e o freio
Fornecedor:- Escopo é o disco de freio
1FASE 1: USO DA CONFIABILIDADE NA ESTRATÉGIA

Slide 12TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
ppm-tree, Arquitetura lógica & Custos em garantia� As expectativas dos clientes, da empresa e do governo aliadas aos dados de campo e aos riscos identificados formam a base sobre a qual é possível antecipar o comportamento dos novos produtos, incluindo os custos em garantia
D2
SG1
Systemgrenze
D1
S1
S
S4
S4
AdB
lue
G1
Mechan. Verbindung
Fahrzeug
Informationsfluss
S5 S7S6 S8 S9 S10 S11S1 S2 S3
S5
1
2
3
3 3
C1
21
C2
C3
S2
S3
C4
C5
21 3
S6
S7
C6
C7
21
KS13
X Klassifizierung
4 4
M2 M1
M3 M4
11
11
HL1 3
D2
SG1
Systemgrenze
D1
S1
S
S4
S4
AdB
lue
G1
Mechan. Verbindung
Fahrzeug
Informationsfluss
S5 S7S6 S8 S9 S10 S11S1 S2 S3
S5
1
2
3
3 3
C1
21
C2
C3
S2
S3
C4
C5
21 3
S6
S7
C6
C7
21
S6
S7
C6
C7
21
KS13
X Klassifizierung
4 4
M2 M1
M3 M4
11
11
HL1 3
ppm-tree:- visão explodida da taxa de falhas- comparar o esperado (top-down) com o possível (bottom-up)- principais geradores de falhas são identificados
Arquitetura lógica:- possível traçar relação entre falhas de diferentes componentes- componentes que determinam a vida do produto são identificados
6 Cylinderà 138.632 ppm
Base Engine 1à 5.756 ppm
AssemblyConrodà 491 ppm
ConrodBearing à 103
MDEG
4 Cylinder
Motor MDEG
MDEG 6 Zylinder138.632 ppm
Triebwerk5.756 ppm
ZB Pleuel491 ppm
Pleuellager103 ppm
Pleuelstangeppm
Pleuelbuchseppm
Pleuelschraubeppm
Pleuellagerdeckelppm
ZB Kolbenppm
ZB Kurbelwelleppm
ZB Schwungrad/Schwungradgehäuseppm
ZB Ventileppm
ZB Schwing-/Kipp/�Rollenhebelppm
ZB Nockenwelleppm
Steuerräder???
ZB Riementrieb
Ölkreislauf
Motorkühlung
Grundmotor
Elektrische Anlage
Common RailEinspritzsystem
ZB Luftpresser
Luft allgemein
ZB Turbolader
Abgasrückführung AGR
Abgasanlage
ZB Ansaugleitungen
ZB Kraftstoff-Filter
Motor allgemein--> nicht betrachtet
Technische Erweiterungenppm (ohne AGR)
MDEG 4 Zylinder99.512 ppm
Sistema 1X ppm
Sub 1
Sub 2
Component 1
Projeto
Y ppm
W ppm
Z ppm
Sistema 2
1FASE 1: USO DA CONFIABILIDADE NA ESTRATÉGIA

Slide 13TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
DECISÃO 1:Estratégia
- Onde devo chegar?- Onde quero chegar?- De que forma farei isto?
� Aqui é considerado o que o cliente precisa e o atendimento a novas legislações (onde devo chegar?)
� Também é avaliado qual o valor que a empresa deseja agregar a sua marca e produtos (onde quero chegar?)
� Por fim, todos os objetivos são consolidados oficialmente em um caderno de especificações do produto que édisponibilizado internamente e externamente para os fornecedores. O seu atendimento será verificado durante processo de desenvolvimento (de que forma farei isto?)
ChargingCharging
CR
Configuration
…
Configuration
… …
Max. torque [Nm]
…
Max. torque [Nm]
…
Max. power [kW]/n [1/min]
…
Max. power [kW]/n [1/min]
…
Injection system
…
Injection systemGCWR [t]
…
GCWR [t]
…
Especificações do produto
Axles
Cab-in-White Frame Structure
Versions
Application Axle formula Wheelbase [mm]
• … • … • …• … • … • …
Engines Transmissions
EE Architecture
• … • …• Width [mm]…
• Material…
General information
• SOP …• SOP …
• EOP …• EOP …
• Successor …• Successor …
• GVW segment …• GVW segment …
• Actual GVW …• Actual GVW …
• Assembly location …• Assembly location …
• Comment …• Comment …
• DAI segment …• DAI segment …
• … • …• …• … • …• …
• … • …• …• … • …• …
• ...• ...• ...
ChargingCharging
CR
Configuration
…
Configuration
… …
Max. torque [Nm]
…
Max. torque [Nm]
…
Max. power [kW]/n [1/min]
…
Max. power [kW]/n [1/min]
…
Injection system
…
Injection systemGCWR [t]
…
GCWR [t]
…
Especificações do produto
Axles
Cab-in-White Frame Structure
Versions
Application Axle formula Wheelbase [mm]
• … • … • …• … • … • …
Engines Transmissions
EE Architecture
• … • …• Width [mm]…
• Material…
General information
• SOP …• SOP …
• EOP …• EOP …
• Successor …• Successor …
• GVW segment …• GVW segment …
• Actual GVW …• Actual GVW …
• Assembly location …• Assembly location …
• Comment …• Comment …
• DAI segment …• DAI segment …
• … • …• …• … • …• …
• … • …• …• … • …• …
• ...• ...• ...
Decisão 1: Estratégia
1FASE 1: USO DA CONFIABILIDADE NA ESTRATÉGIA

Slide 14TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
1.1 Expectativas, Conceito e Viabilidade
1.2 Análise dos riscos e Especificações finais
2.1 Planejamentos dos testes
2.2 Validação estatística dasnecessidades de teste
3.1 Monitoramento dos testes e solução dos problemas
3.2 Análise dos resultados e liberação para produção
FAS
E 1
FAS
E 2
FAS
E 3
DECISÃO 1:Estratégia
- Onde eu devo chegar?- Onde eu quero chegar?- De que forma farei isto?
DECISÃO 2:Planejamento
- No que investir?- Quanto devo investir?
DECISÃO 3:Resultados
- Cheguei onde queria?- Ainda existem riscos?
VVISÃO GERAL
Muitas decisões durante o desenvolvimento de um produto são orientadas com base na Confiabilidade

Slide 15TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Planejando os testes
� Necessidades provenientes do FMEA, ppm-tree, Arquitetura lógica e Custos em garantia
� Redundância de testes
� Alocação de recursos
� Robustez da confiabilidade
� ppm Proof
� Bx Proof
� Application Proof
� Atividades
� Amostras
� Aceleração
� Critério de aprovação
� Cronograma
� etc.
Consolidar Otimizar Validar Testplan
Testar significa colocar um conceito a prova, verificar o funcionamento de algo. Desta forma, um plano de testes deve ser capaz de reproduzir o comportamento de falhas esperado de um produto,
permitindo eventuais correções ao projeto original caso haja necessidade
Projeto A
Projeto B
Projeto C
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto A
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto Appm Proof
pp
m/a
timeframe
ppm Proof
pp
m/a
timeframe
114% da meta
2FASE 2: USO DA CONFIABILIDADE NO PLANEJAMENTO

Slide 16TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Otimizando as necessidades� O processo de otimização consiste em identificar sinergia entre diferentes projetos
� Analisa-se quais projetos podem combinar atividades de testes e como uma aplicação/variante específica pode contribuir para validar a confiabilidade de uma outra aplicação/variante. A intenção é trazer robustez a confiabilidade e identificar potenciais para redução de custos através da:
� Identificação de teste redundantes
� Otimização da alocação dos recursos
� Transferência de experiências entre diferentes aplicações/variantes
� Maior transparência do orçamento
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto A
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto A
Projeto A
Projeto B
Projeto C
2FASE 2: USO DA CONFIABILIDADE NO PLANEJAMENTO
Slide 17TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
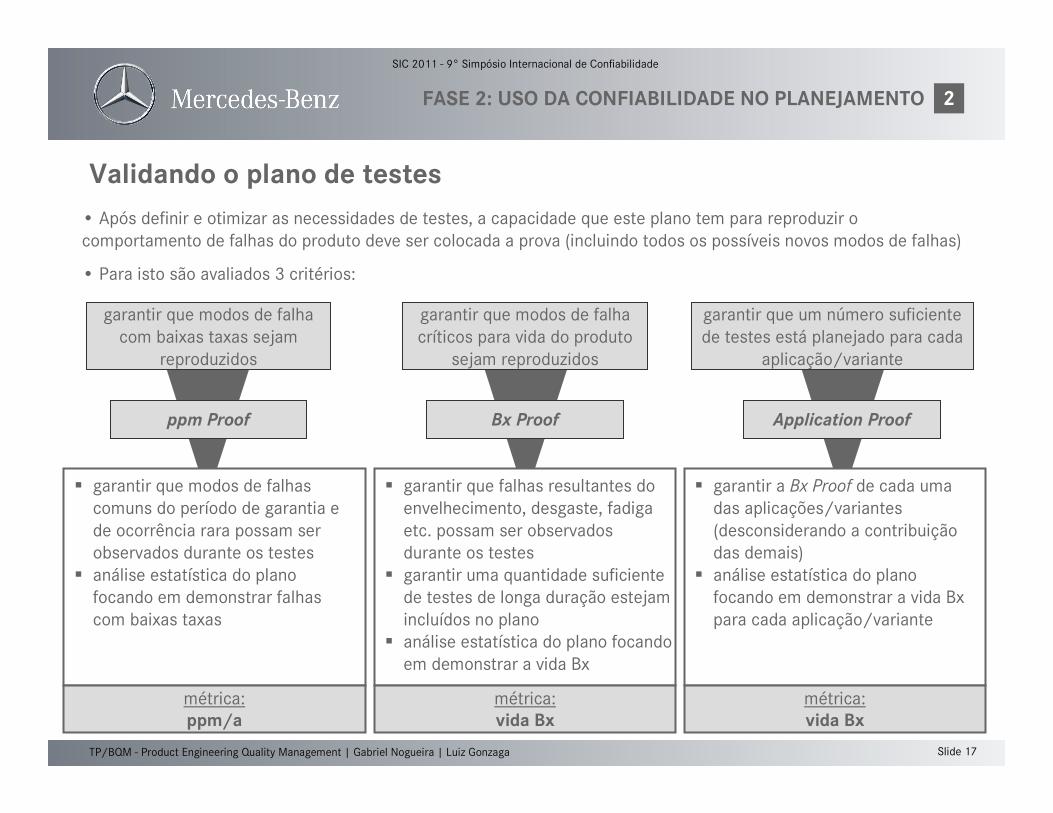
ppm Proof Bx Proof Application Proof
garantir que modos de falha com baixas taxas sejam
reproduzidos
garantir que modos de falha críticos para vida do produto
sejam reproduzidos
garantir que um número suficiente de testes está planejado para cada
aplicação/variante
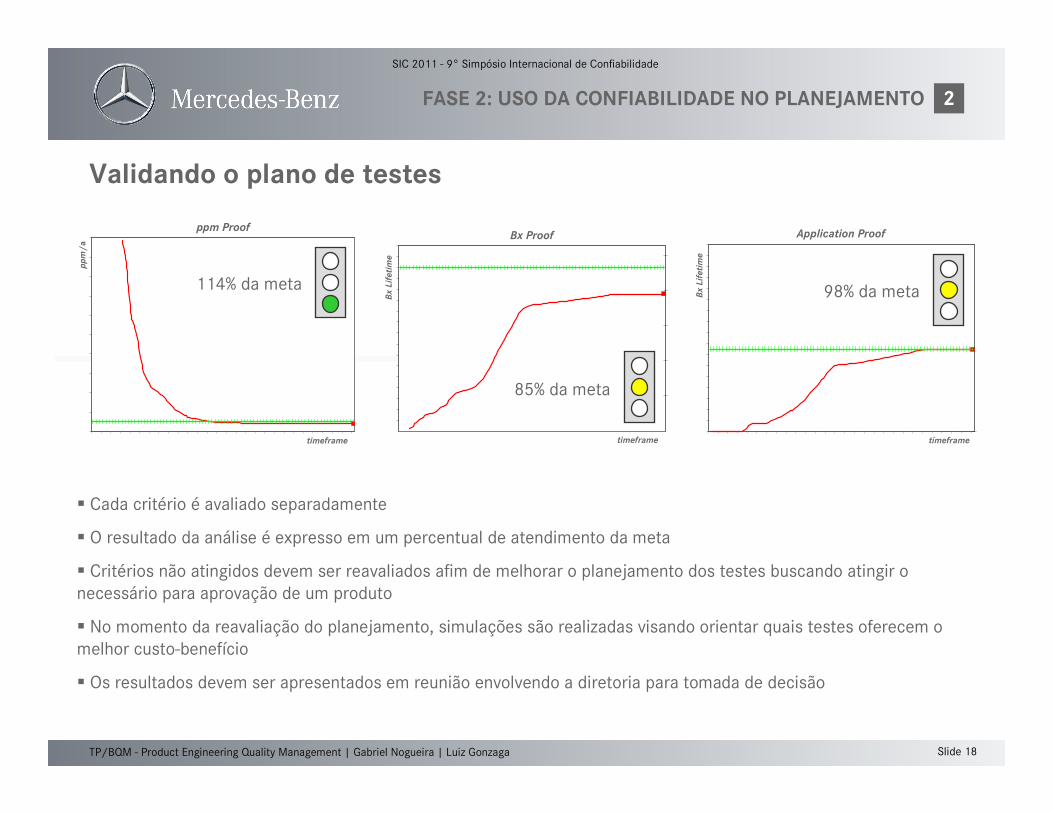
Validando o plano de testes• Após definir e otimizar as necessidades de testes, a capacidade que este plano tem para reproduzir o comportamento de falhas do produto deve ser colocada a prova (incluindo todos os possíveis novos modos de falhas)
• Para isto são avaliados 3 critérios:
� garantir que modos de falhas comuns do período de garantia e de ocorrência rara possam ser observados durante os testes
� análise estatística do plano focando em demonstrar falhas com baixas taxas
� garantir que falhas resultantes do envelhecimento, desgaste, fadiga etc. possam ser observados durante os testes
� garantir uma quantidade suficiente de testes de longa duração estejam incluídos no plano
� análise estatística do plano focando em demonstrar a vida Bx
� garantir a Bx Proof de cada uma das aplicações/variantes (desconsiderando a contribuição das demais)
� análise estatística do plano focando em demonstrar a vida Bxpara cada aplicação/variante
métrica:ppm/a
métrica:vida Bx
métrica:vida Bx
2FASE 2: USO DA CONFIABILIDADE NO PLANEJAMENTO
Slide 18TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Application Proof
Bx
Lif
eti
me
timeframe
Bx Proof
Bx
Lif
eti
me
timeframe
� Cada critério é avaliado separadamente
� O resultado da análise é expresso em um percentual de atendimento da meta
� Critérios não atingidos devem ser reavaliados afim de melhorar o planejamento dos testes buscando atingir o necessário para aprovação de um produto
� No momento da reavaliação do planejamento, simulações são realizadas visando orientar quais testes oferecem o melhor custo-benefício
� Os resultados devem ser apresentados em reunião envolvendo a diretoria para tomada de decisão
ppm Proof
pp
m/a
timeframe
114% da meta
85% da meta
98% da meta
2FASE 2: USO DA CONFIABILIDADE NO PLANEJAMENTO
Validando o plano de testes

Slide 19TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Decisão 2: Planejamento� Neste momento, fundamentado de argumentos técnicos (expectativas, riscos e avaliações estatísticas) e financeiros (orçamento), o planejamento deve ser concluído
DECISÃO 2:Planejamento
- Quanto devo investir?- Quanto posso investir?
� O plano de testes é documentado de forma a contemplar:
� Descrição das atividades
� Condições de contorno
� Número de amostras
� Aceleração necessária
� Critério de aprovação
� Cronograma
� etc.
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto A
1,5900 hTeste 8
2,0360.000 kmTeste 7
5,72.000 hTeste 6
2,7300.000 kmTeste 5
3,01.000 hTeste 4
4,53.000 hTeste 3
1,0800.000 kmTeste 2
1,5500.000 kmTeste 1
Projeto A
...
...
...
...
...
...
2FASE 2: USO DA CONFIABILIDADE NO PLANEJAMENTO

Slide 20TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
1.1 Expectativas, Conceito e Viabilidade
1.2 Análise dos riscos e Especificações finais
2.1 Planejamentos dos testes
2.2 Validação estatística dasnecessidades de teste
3.1 Monitoramento dos testes e solução dos problemas
3.2 Análise dos resultados e liberação para produção
FAS
E 1
FAS
E 2
FAS
E 3
DECISÃO 1:Estratégia
- Onde eu devo chegar?- Onde eu quero chegar?- De que forma farei isto?
DECISÃO 2:Planejamento
- No que investir?- Quanto devo investir?
DECISÃO 3:Resultados
- Cheguei onde queria?- Ainda existem riscos?
VVISÃO GERAL
Muitas decisões durante o desenvolvimento de um produto são orientadas com base na Confiabilidade

Slide 21TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Monitorando os resultados
� Ocorrências identificadas nos testes (desde falhas que não afetam a função do veículo atéum risco de segurança)
� Informação éorganizada, filtrada, agrupada e priorizada
� Plano de ação
� Acompanhamento
� Situação dos testes
� Km acumulada e a taxa de falha
� Solução dos problemas
Informação Priorização Solução Indicadores
Somente testar não melhora a confiabilidade de um produto. No entanto, através dos testes falhas são identificadas e medidas corretivas são tomadas levando a uma melhora na confiabilidade do
produto.
Atividade Status
• Realizar medições
• Checar especificações
• FEM
• Definir novo material
• Otimizar usinagem
• FEM
• 3.000 h em bancos de prova
• 300.000 km em veículos
Causa
Correção
Teste
3FASE 3: USO DA CONFIABILIDADE NO MONITORAMENTO
FalhaX
FalhaZ
FalhaY
Risco Gerencial
Risco
Técnico
baixo
alto
baixo alto

Slide 22TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
� Algumas vezes o produto não se comporta como esperado e falhas acontecem antes do previsto
� A qualidade da solução dos problemas depende, dentre outras coisas, da qualidade da informação. Desta forma, simulamos o dia-a-dia dos nosso clientes durante os testes e todas as reclamações (desde um pequeno incomodo atéum risco a segurança) são registradas em um banco de dados. Esta informação é organizada, filtrada e agrupada de forma a permitir sua análise em reuniões diárias de priorização de problemas
� Visando garantir a confiabilidade do produto, para cada problema priorizado um plano de ação é definido e acompanhado semanalmente
3FASE 3: USO DA CONFIABILIDADE NO MONITORAMENTO
Priorizando e solucionando os problemas
Atividade Status
� Realizar medições
� Checar especificações
� FEM
� Definir novo material
� Otimizar usinagem
� FEM
� 3.000 h em bancos de prova
� 300.000 km em veículos
Causa
Correção
Teste
FalhaA
FalhaB
FalhaC
Risco Gerencial
Risco
Técnico
baixo
alto
baixo alto
Atividade Status
� Realizar medições
� Checar especificações
� FEM
� Definir novo material
� Otimizar usinagem
� FEM
� 3.000 h em bancos de prova
� 300.000 km em veículos
Causa
Correção
Teste
FalhaX
FalhaZ
FalhaY
Risco Gerencial
Risco
Técnico
baixo
alto
baixo alto
Slide 23TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
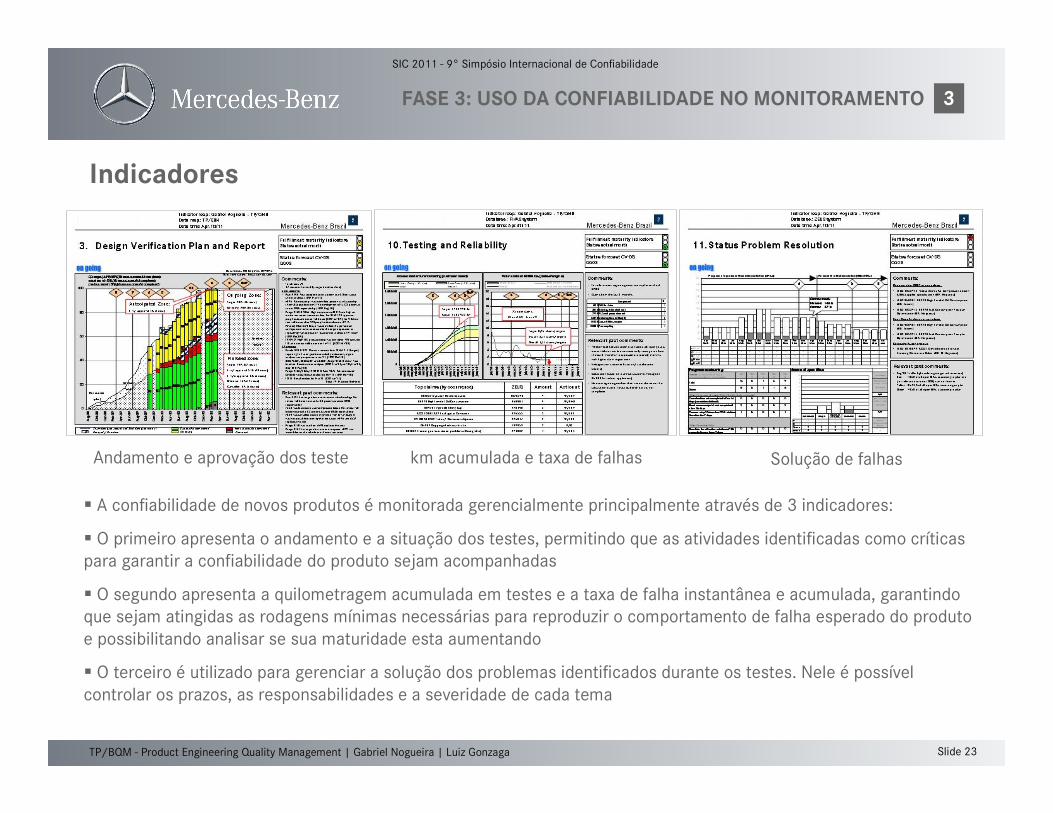
Andamento e aprovação dos teste km acumulada e taxa de falhas Solução de falhas
� A confiabilidade de novos produtos é monitorada gerencialmente principalmente através de 3 indicadores:
� O primeiro apresenta o andamento e a situação dos testes, permitindo que as atividades identificadas como críticas para garantir a confiabilidade do produto sejam acompanhadas
� O segundo apresenta a quilometragem acumulada em testes e a taxa de falha instantânea e acumulada, garantindo que sejam atingidas as rodagens mínimas necessárias para reproduzir o comportamento de falha esperado do produto e possibilitando analisar se sua maturidade esta aumentando
� O terceiro é utilizado para gerenciar a solução dos problemas identificados durante os testes. Nele é possível controlar os prazos, as responsabilidades e a severidade de cada tema
3FASE 3: USO DA CONFIABILIDADE NO MONITORAMENTO
Indicadores

Slide 24TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Decisão 3: Resultado� Durante a Fase 3, os indicadores de realização de testes, rodagem acumulada, taxa de falhas e solução de problemas são avaliados
� Quando os testes apresentam um comportamento de falhas incomum e/ou a sinergia entre projetos não estáocorrendo conforme planejado, é necessário decidir em fazer um re-planejamento
Quilometragem
Taxa de falhas
Período de teste
Legenda:Quilometragem acumulada - planoTaxa de falhas - planoTaxa de falhas - realizadaTaxa de falhas - previsãoQuilometragem acumulada - realizadaQuilometragem acumulada – previsãoPonto de decisão
DECISÃO 3:Resultados
- Cheguei onde queria?- Ainda existem riscos?
3FASE 3: USO DA CONFIABILIDADE NO MONITORAMENTO

Slide 25TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Planejando os testes de um componente
Método Qualitativo
� FMEA realizado para definição dos potenciais modos de falhas e necessidade de testes (Objetivo para validação < 65 RPN)
� Definição de quantidade de amostras em veículos de durabilidade e em bancos de provas
� Definição das simulações (FEA)
Método Quantitativo
� Validação estatística
� Plano de teste otimizado baseado nas necessidades identificadas na validação estatística
� Recomendação de mais amostras em bancos de provas
Fase 1
Fase 2
Método Quantitativo
)(1)( tFtR −=
Dic
hte
funktion f(t
)
Lebensdauer t
%
lifetime t
100
0
0,5 1,0 1,5 2,0
80
60
40
20
F (
t)
EESTUDO DE CASO
138%83%
113%
125%42%
100%38%
120%

Slide 26TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Conclusão
� O uso da Confiabilidade para orientar o desenvolvimento de um produto favorece a tomada de decisão correta no momento certo
� Conhecer o comportamento de falhas, a vida de um novo produto e quando isto pode custar a empresa em garantia é fundamental para o sucesso e sobrevivência das empresas, pois estas podem atuar preventivamente para evitar tais prejuízos econômicos e a imagem da marca
� Dessa forma, um correto aproveitamento da Confiabilidade pode impactar positivamente no planejamento financeiro das empresas;
� Objetivos claros, plano de validação robusto, acompanhamento detalhado e processo de solução de problemas eficiente são essenciais para assegurar a confiabilidade de um novo produto
CCONCLUSÃO

Slide 27TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Onde conseguir mais informações...
� BERTSCHE, B. Reliability in Automotive and Mechanical Engineering: Determination of Component and System Reliability. Springer: Berlin, 2008.
� SOUZA, G. F. M.; CARDOSO, I. A. P. Confiabilidade 2002 (Apostila de Curso).
� PALLEROSI, C. A. Conceitos Básicos e Métodos de Cálculos. 1997.
� VDA. FMEA: Asseguramento da Qualidade antes do início da Série. Instituto da Qualidade Automotiva: São Paulo, 1996.
� RELIASOFT. Análise de Dados de Vida. Reliasoft Brasil: São Paulo, 2010.
� RELIASOFT. Confiabilidade de Sistemas. Reliasoft Brasil: São Paulo, 2010.
RREFERÊNCIAS
Slide 28TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Perguntas?!

Slide 29TP/BQM - Product Engineering Quality Management | Gabriel Nogueira | Luiz Gonzaga
SIC 2011 - 9° Simpósio Internacional de Confiabilidade
Contatos
Luiz Gonzaga Delfino Junior
Tel.: +55 (11) 4173-6893
Gabriel Pinho de Carvalho Nogueira
Tel. +55 (11) 4173-6893
@CONTATOS