anÁlise do desenvolvimento do processo aliado a … · wesley paulino coelho análise do...
TRANSCRIPT
CENTRO TECNOLÓGICO DA ZONA LESTE
FACULDADE DE TECNOLOGIA DA ZONA LESTE
WESLEY PAULINO COELHO
ANÁLISE DO DESENVOLVIMENTO DO PROCESSO
ALIADO A ISO / TS 16949 E PLANEJAMENTO
AVANÇADO DA QUALIDADE DO PRODUTO.
São Paulo
2008

CENTRO TECNOLÓGICO DA ZONA LESTE
FACULDADE DE TECNOLOGIA DA ZONA LESTE
WESLEY PAULINO COELHO
ANÁLISE DO DESENVOLVIMENTO DO PROCESSO
ALIADO A ISO / TS 16949 E PLANEJAMENTO
AVANÇADO DA QUALIDADE DO PRODUTO.
Monografia apresentada no curso de Tecnologia em Produção na FATEC ZL como requerimento parcial para obter o Título de Tecnólogo em Produção com ênfase em Plástico.
Orientadora: Prof. Msc. Maria Aparecida
Colombo.
São Paulo
2008

Wesley Paulino Coelho
Análise do Desenvolvimento do Processo aliado a ISO / TS 16949:2002 e planejamento avançado da qualidade do produto / Wesley Paulino Coelho – São Paulo, SP 2008.
75 f.
Orientadora: Maria Aparecida Colombo. Monografia (Graduação) – Centro Tecnológico da Zona Leste – Faculdade de Tecnologia da Zona Leste.
1. Desenvolvimento, processo, ISO / TS 16949.
CENTRO TECNOLÓGICO DA ZONA LESTE
FACULDADE DE TECNOLOGIA DA ZONA LESTE
WESLEY PAULINO COELHO
ANÁLISE DO DESENVOLVIMENTO DO PROCESSO
ALIADO A ISO / TS 16949 E PLANEJAMENTO
AVANÇADO DA QUALIDADE DO PRODUTO Monografia apresentada no curso de Tecnologia em Produção na FATEC ZL como requerido parcial para obter o Título de Tecnólogo em Produção com ênfase em Plástico.
COMISSÃO EXAMINADORA
______________________________________
José Abel Baptista
Universidade Castelo Banco
______________________________________
Prof. Cláudio Gomes
Faculdade de Tecnologia da Zona Leste
______________________________________
Prof. Msc. Maria Aparecida Colombo
Faculdade de Tecnologia da Zona Leste
São Paulo, 20 de Junho de 2008.

Ao bom Deus, aos meus pais e toda minha família, pelo apoio e amor
incondicionais, e a Vitória Regina, pelo amor, por existir e estar ao meu lado.

AGRADECIMENTOS
Primeiramente a Deus, o qual deu-me força e condições para chegar até este
momento.
À professora orientadora Maria Aparecida Colombo que tem todo o meu respeito por
ser uma excelente profissional e muito competente ao que se propôs em todas as
etapas deste trabalho, agora uma nova amiga.
Aos professores, que de alguma forma contribuíram para a realização deste, com
conselhos e importantes observações, verdadeiros co-orientadores de grande valor.
Aos amigos Aquiles, Robson e Cristine pelo apoio na concretização do estudo.
À minha família, pela confiança, motivação, paciência, e injeções de muita força,
alegria e entusiasmo, principalmente em momentos de muito estresse e dificuldades.
Aos bons amigos e colegas do curso de Produção ênfase em Plásticos.
À Vitória Regina, por sua doçura, apoio integral, paciência, compreensão e amor.
Aos meus pais com muito amor, simplesmente por tudo.
Aos que não impediram a finalização deste trabalho e aos muitos que duvidaram.
O meu muito obrigado!

Se você acha que pode ou que não pode,
em ambos os casos você está certo.
Henry Ford


COELHO, W. P. análise do desenvolvimento do processo aliado a ISO / TS 16949 e planejamento avançado da qualidade do produto. 2008. Monografia (Graduação em Tecnologia de Produção com Ênfase em Plásticos) – Faculdade de Tecnologia da Zona Leste. RESUMO
Este trabalho traz o estudo sobre desenvolvimento de processo na indústria automobilística, aliado a implantação de conceitos da ISO / TS 16949 e sua adoção como filosofia. Apresenta modelos históricos como das Revoluções Industriais, modelo de produção em massa, modelo Toyota os quais influenciaram na indústria como ela é hoje. O desenvolvimento do processo traz grandes ganhos quando realizado de maneira disciplinada com foco preventivo. É apresentado no trabalho o modelo de desenvolvimento de processo baseado no Planejamento Avançado da Qualidade do Produto (APQP) e suas ferramentas, assim como os modelos já consagrados e dados discutidos por nomes consagrados dentro deste tema. Neste trabalho também é demonstrado um estudo de caso, no qual vem a reforçar os pontos analisados no decorrer do trabalho.
Palavras-chave: Desenvolvimento, processo, ISO / TS 16949.

COELHO, W. P. Analysis in the development process combined with ISO / TS 16949 advanced planning and the quality of the product. 2008. Monograph (Degree in Production Technology with emphasis on Plastics) - Faculty of Technology of the East. ABSTRACT This work brings the study on development of process in the auto industry, combined deployment of concepts of ISO / TS 16949 and its adoption as philosophy. Provides historical models as the Industrial Revolutions, model for mass production, model Toyota which influenced the industry as it is today. The development of the process brings big gains when performed with a disciplined focus preventive. It is presented in the working model of development based on the Planning Process of Advanced Quality of Product (APQP) and its tools, as well as the already established models and data discussed by names enshrined within this theme. This work is also shown a case study, which is to strengthen the points discussed in the course of work. Keywords: Development, process, ISO / TS 16949.

LISTA DE FIGURAS
Fig. 1 - Máquina a vapor......................................................................................... 17
Fig. 2 - Frederick W. Taylor.................................................................................... 22
Fig. 3 - Henry Ford………………………………………………………………………. 24
Fig. 4 - Ford modelo T………………………………………………………………….. 26
Fig. 5 - Ciclo PDCA……………………………………………………………………… 29
Fig. 6 - Philip Crosby……………………………………………………………………. 35
Fig. 7 - Organização proporcionada pelo 5S’s e da motivação.............................. 41
Fig. 8 - Esquema Toyota , produzir um carro de qualidade, no sistema JIT, sem
estoque....................................................................................................................
42
Fig. 9 - Partes do modelo japonês.......................................................................... 43
Fig.10 - Modelo de um sistema de gestão da qualidade baseado em processo.... 47
Fig. 11 - As cinco fases do APQP........................................................................... 49
Fig. 12 - Cabeçalho de um FMEA de Processo...................................................... 53
Fig. 13 - Cronograma de APQP.............................................................................. 61
Fig. 14 - Corte incorreto na parte superior.............................................................. 66
Fig. 15 - Corte incorreto na parte inferior................................................................ 66
LISTA DE QUADROS
Quadro 1: Acontecimentos Marcantes da Primeira Revolução Industrial ............. 19
Quadro 2: Evolução da Segunda Revolução Industrial.......................................... 26
Quadro 3: Entradas e Saídas da terceira fase do desenvolvimento....................... 50
Quadro 4: Modelo de Matriz de Características..................................................... 52

LISTA DE SIGLAS
ISO - International Organization for Standardization
TS - Technical Specification
AIAG - Automotive Industry Action Group
IATF - International Automotive Task Force
SMMT - Society of Motor Manufacturers and Traders
FIEV - Fédération des Industries des Équipements pour Véhicules
CCFA - Comité des Constructeurs Français d´Automobiles
ANFIA - Associazone Nazionale Fra Industrie Automobilistiche
IAOB - International Automotive Oversight Bureau
APQP - Advanced Planning Quality Product
FMEA - Failure Mode and Effects Analysis
PPAP - Production of Part Approval of Process
STP – Sistema Toyota de Produção
VDA - Verbrand der Automobilindustrie
EAQF - Evaluation Aptitude Qualité Fournisseur
AVSQ - ANFIA Valutazione Sistemi Qualità
IMDS – International Material Data System
SUMÁRIO 1. INTRODUÇÃO ...................................................................................................... 15
1.1 Objetivo Geral ..................................................................................................... 16
1.2 Objetivo Específico .............................................................................................. 16
1.3 Metodologia ......................................................................................................... 16
2. EVOLUÇÃO HISTÓRICA DOS PROCESSOS DE PRODUÇÃO .......................... 17
2.1 Primeira Revolução Industrial .............................................................................. 17
2.1.1 A Revolução Industrial na Inglaterra ................................................................ 18
2.2 Segunda Revolução Industrial ............................................................................. 20
2.2.1 O Taylorismo .................................................................................................... 21
2.2.2 O Nascimento do automóvel ............................................................................ 23
2.2.3 Henry Ford e a linha de montagem .................................................................. 24
2.3 Qualidade e a excelência organizacional ............................................................ 27
2.3.1 Os gurus da Qualidade..................................................................................... 28
2.3.1.1 W. Edwards Deming ...................................................................................... 28
2.3.1.2 Joseph Moses Juran ..................................................................................... 33
2.3.1.3 Philip Crosby ................................................................................................. 34
2.3.1.4 Armand V. Feigenbaun .................................................................................. 36
2.3.1.5 Kaoru Ishikawa .............................................................................................. 37
2.4 Sistema Toyota ................................................................................................... 39
2.5 Sistema de Gestão ISO/TS 16949 ...................................................................... 44
3. APLICAÇÕES ....................................................................................................... 46
3.1 ISO TS 16949:2002 e os requisitos de desenvolvimento .................................... 46
3.1.1 Desenvolvimento do Processo Segundo o APQP ............................................ 49
3.1.1.1 Terceira Fase ................................................................................................ 50
3.1.1.2 Quarta Fase .................................................................................................. 54
3.1.1.3 Quinta Fase ................................................................................................... 56
4. ESTUDO DE CASO .............................................................................................. 58
4.1 Objetivo ............................................................................................................... 58
4.2 Metodologia ......................................................................................................... 58
4.3 Primeira Fase: Planejamento do desenvolvimento ............................................. 60
4.3.1 Dados de saída da primeira reunião ................................................................ 60
4.4 Segunda Fase: Projeto e desenvolvimento do Processo .................................... 62
4.4.1 Saídas da fase dois .......................................................................................... 62
4.5 Terceira Fase ...................................................................................................... 64
4.5.1 Saídas da terceira fase ..................................................................................... 64
4.6 Quarta Fase ........................................................................................................ 65
4.7 Resultados .......................................................................................................... 68
5. CONSIDERAÇÕES FINAIS .................................................................................. 69
6. REFERÊNCIAS ..................................................................................................... 72

15
1. INTRODUÇÃO
As indústrias em geral possuem a necessidade de redução de
custos de produção para que o negócio se torne rentável neste mercado concorrido
onde o preço é fundamental para que vença a concorrência. Desta forma as
indústrias automobilísticas viram – se diante de um desafio ainda maior, por
exigência das próprias montadoras, que desejam cada vez mais reduzirem seus
custos, o desafio de reduzir preço e ainda a capacidade de desenvolver produtos,
além da certificação ISO TS 16949. Portanto, o importante é demonstrar a
capacidade de desenvolvimento e ainda reduzir preço gradativamente, um grande
desafio para as indústrias brasileiras, que devem dentro de certo tempo, adaptar-se
ao desenvolvimento e as exigências das montadoras. Assim, o desenvolvimento do
processo ganhou um papel importante neste item, um bom desenvolvimento do
processo é importante para evitar que possíveis problemas venham acontecer num
futuro próximo e garantir que o lucro da empresa permaneça inalterado, e que
mudanças possam ocorrer para aumento deste lucro (DIAS, 2005 p.11).
As indústrias automotivas não possuem um bom desenvolvimento de
processo, e quando possuem a certificação ISO TS 16949 não adotam seus
requisitos e as ferramentas de desenvolvimento de processo e de melhoria como
filosofia de trabalho (SILVA, 2007 p.51).
Através de um desenvolvimento de processo com foco preventivo e
através de um trabalho de planejamento robusto e de forma estratégica, com maior
participação da alta direção e adoção dos requisitos e ferramentas como filosofia de
trabalho há de se melhorar o resultado do processo tanto a nível de custo (de
refugo, retrabalho, etc.) quanto a nível de qualidade.
A escolha do tema surgiu da observação na dificuldade das indústrias
automotivas em atenderem as exigências das montadoras e requisitos da ISO TS
16949:2002 e ainda conseguirem resultados para própria organização através da
realização dos estudos necessários por meio do desenvolvimento de processo.
Dentre os ganhos com a filosofia de desenvolver o processo de uma
maneira mais robusta, está a diminuição dos custos, melhoria dos preços e
16
conseqüentemente ganho de um maior mercado. Além da satisfação do cliente com
o produto e serviço fornecido.
1.1 Objetivo Geral
Demonstrar a necessidade da indústria automotiva melhorar seu
planejamento do processo através de uso de ferramentas e certificar-se ISO TS
16949 de forma a adotá-la como filosofia.
1.2 Objetivo Específico
Demonstrar que falhas no desenvolvimento do processo a nível de
equipe multidisciplinar, controle de processo, planejamento adequado do
ferramental, experiências anteriores, planejamento das atividades de acordo com o
tempo, retroalimentação para melhoria e ações preventivas, entre outros influenciam
diretamente nos resultados e satisfação do cliente, assim como a certificação ISO
TS 16949 não traz resultados se tratada como apenas a nível contratual, mas sim
ser a um nível filosófico, uma proposta de trabalho.
1.3 Metodologia
Para a realização deste trabalho será utilizado o método dedutivo,
utilizando-se de pesquisas bibliográficas, em livros, revistas técnicas, sites
especializados e trabalhos acadêmicos dedicados ao assunto de maneira a fornecer
um panorama dos parâmetros de ensaio. Também serão utilizados os manuais de
Referência da AIAG (Automotive Industry Action Group).

17
2. EVOLUÇÃO HISTÓRICA DOS PROCESSOS DE PRODUÇÃO
2.1 Primeira Revolução Industrial
Segundo Oliveira (2004, p. 84), a Europa da segunda metade do
século XVIII foi marcada por profundas mudanças econômicas e sociais. A história
da indústria e do processo passa pela Revolução Industrial, que teve início na
Inglaterra do Século XVIII, diversos são os motivos pelo qual esta Revolução iniciou-
se.
Segundo Botelho (2007), A invenção da máquina a vapor em 1712 foi
uma das principais evoluções do começo da Revolução Industrial, esta afirmação
refere-se à substituição da tração por força animal pelo motor a vapor, possibilitando
o desenvolvimento dos transportes, onde utensílios de um local podiam ser
transportados para outro. Desta forma, pode-se citar a primeira fase da Revolução
Industrial como da revolução do vapor, que utilizava-se como principal fonte de
energia, o carvão. A figura 1 apresenta a máquina a vapor.
Figura 1 – máquina a vapor
Fonte: Museu Física da Universidade de Coimbra (2008).

18
Segundo Oliveira (2004, p. 85), Esta primeira fase é marcada pela
invenção do motor a vapor por Thomas Newcomen em 1711 e aperfeiçoada por
James Watt em 1760, possibilitando a instalação dos moinhos em outras localidades
distantes das margens dos rios e que facilitou a criação de máquinas de produção a
qual deu origem ao sistema fabril, onde a força humana e da água agora podia ser
substituída com a inserção de máquinas. Este sistema fabril exigiu um novo
conceito, o de organização do trabalho de forma lógica para a produção de produtos.
Com a publicação do livro “A riqueza das Nações” de Adams Smith (1776), no qual
demonstrava os benefícios da divisão e da especialização da mão - de - obra, a não
intervenção do governo na economia, livre comércio e liberdade aos empresários,
esta necessidade ficou mais clara e num todo histórico facilitou o início do processo
de produção (DIAS, 2005).
Ainda na primeira fase da Revolução Industrial, existem eventos de
grande importância para o conhecimento da indústria como ela é hoje, cita-se a
invenção do conceito de peças intercambiáveis por Eli Whitney em 1790, e aplicação
do conceito de tolerância, o desenvolvimento da indústria têxtil, uma indústria de
grande destaque na primeira fase da Revolução Industrial, a utilização da luz a gás
possibilitou o trabalho em jornadas de trabalhos mais longas, entre outros fatores
(DIAS, 2005).
2.1.1 A Revolução Industrial na Inglaterra
Segundo Oliveira (2004, p. 85), A Revolução Industrial foi
desenvolvida primeiramente na Inglaterra, seu grande diferencial que proporcionou
este desenvolvimento antecipado aos outros países estava no contato comercial
com suas colônias, que possibilitou aos ingleses acumularem capital, do qual
facilitou o crescimento de sua produção interna, assim como o investimento em
desenvolvimento de novas tecnologias, aliada ao motor a vapor, o ferro como
matéria prima e o carvão como energia.
Peinado e Graeml (2007, p. 56) citam alguns avanços da primeira
Revolução Industrial e seus responsáveis, como o indicado no quadro 1:

19
1767
James Hargreaves - Invenção da primeira máquina de fiar A máquina consistia em diversos fusos dispostos verticalmente e movidos
por uma roda, além de um gancho que segurava diversos novelos.
1776
Adam Smith - Introdução de uma nova doutrina econômica Como citado anteriormente, em sua célebre obra “A riqueza das nações”
Smith advogava que o governo não precisava intervir na economia. Ele
achava que, se os empresários tivessem liberdade de procurar seus próprios
interesses, o mercado produziria bens na quantidade e no preço que a
sociedade esperasse que atuaria adequadamente se não houvesse
impedimento ao livre comércio.
1776 James Watt - Aperfeiçoamento do motor a vapor O aperfeiçoamento do motor a vapor de Watt permitiu o seu uso prático na
indústria. Instalada, inicialmente, em fábricas de artefatos de ferro, a
máquina a vapor foi o fator importante que realmente disparou a revolução
industrial, mecanizando tarefas anteriormente manuais
1790 Eli Whitney - Criação do conceito da utilização de peças intercambiáveis O intercâmbio de peças foi primeiramente aplicado na fabricação de
mosquetes (rifles) vendidos ao exército americano, mas acabou permitindo o
processo de produção em massa, com estações de trabalho e fluxo
ininterrupto de produção nas mais diversas indústrias. Whitney talvez seja
mais conhecido pela invenção da Cotton gin, uma máquina de
processamento de algodão, que aumentou a produtividade da indústria têxtil,
incentivando as plantações de algodão no sul dos Estados Unidos.
1822 Charles Babbage - Criação da primeira calculadora mecânica A primeira calculadora mecânica foi criada por Babbage. Depois disto,
Babbage desenvolveu a idéia do “motor analítico”, que serviu de base para
as implementações dos computadores eletrônicos, mais de um século
depois, quando, finalmente, a IBM conseguiu desenvolver a tecnologia
necessária para colocar em prática os conceitos do inventor inglês. Em seu
livro On the economy of machinery and manufactures, lançado em 1832,
Babbage fornece idéias revolucionárias de administração da produção, que
também vieram a ser exploradas no século seguinte.
Quadro 1: Acontecimentos Marcantes da Primeira Revolução Industrial
Fonte: Peinado e Graeml (2007, p. 56).

20
A primeira Revolução Industrial contribuiu em muito na evolução dos
processos de produção, o que antes era produzido em casa pelo artesão, passou a
ser produzido em sistema fabril, grandes invenções enriqueceram esta fase, e a
impulsão da indústria têxtil, possibilitou o avanço de outras indústrias que seguiram o
avanço tecnológico, possibilitou também a abertura do sistema organizado,
desenvolvendo a administração, mesmo de forma ainda rústica, deu abertura a era
produtiva.
Segundo Neto (2005, p. 88), após a derrota de Napoleão, em 1815, e
neutralizada a influência francesa na Europa através da ação da Quádrupla Aliança,
a Inglaterra firmou condições para conquistar a hegemonia política, comercial,
financeira e naval ao longo do restante do século XIX, criando um novo sistema
econômico internacional baseado no livre comércio, bem como na especialização e
na divisão social do trabalho, que passa a funcionar dentro da nova ordem
estabelecida e garantida pela vigência da “Pax Britannica”.
2.2 Segunda Revolução Industrial
Este foi o período em que “a grande mudança” da Revolução Industrial,iniciada na Inglaterra, se espalhou pela Europa, América e Ásia, aumentando a concorrência e proporcionando o desenvolvimento da indústria de bens de produção (PEINADO e GRAEML, 2007, p. 57).
Segundo Peinado e Graeml (2007, p. 57), anteriormente na primeira
revolução industrial o ferro era a matéria prima e o carvão a energia, na segunda
revolução industrial pode-se considerar o aço como a nova matéria prima e a
eletricidade como a mais nova fonte de energia, facilitando a explosão da produção
em massa e a expansão do comércio.
Dentro de muitos fatores que marcaram a segunda revolução
industrial alguns deles são de grande importância para o desenvolvimento do
sentido da organização como ela é hoje, dentre esses fatores pode-se destacar a
máquina automática e da especialização do operário, a intensa transformação dos
meios de transporte e nas comunicações: surge a estrada de ferro, o automóvel, o
avião, o telégrafo sem fio, o rádio. O capitalismo financeiro consolida-se e surgem as

21
grandes organizações multinacionais (como a Standard Oil, a General Electric, a
Westinghouse, a Siemens, a Dupont, a United States Steel etc.) (PEINADO E
GRAEML, 2007, p. 57).
2.2.1 O Taylorismo
Vale-se citar Frederick Winslow Taylor (1856-1915) que veio a
desenvolver a chamada Escola da Administração Científica, com a preocupação de
aumentar a eficiência da indústria por meio da racionalização do trabalho dos
operários, Taylor é considerado pai da administração científica, e seu trabalho era
baseado nos problemas ocorridos nos sistemas fabris na época, e divulgou o
conceito de eficiência para a melhoria do sistema de trabalho (DIAS, 2005).
O Sistema de Produção Taylor, uma abordagem sistemática para melhorar a eficiência do trabalhador, empregava os seguintes passos: 1. A habilidade, a força e a capacidade de aprendizagem eram determinadas para cada trabalhador, de forma a colocar as pessoas em funções nas quais pudessem se adaptar melhor. 2. Cronometragens eram usadas para definir com precisão a produção padrão por trabalhador em cada tarefa. O produto esperado em cada tarefa era usado para comparar diferentes métodos de executar as tarefas. 3. Cartões de instruções, roteiros e especificações de materiais eram usados para coordenar e organizar a fábrica, a fim de que os métodos e o fluxo de trabalho pudessem ser padronizados, e os padrões de produção da mão-de-obra pudessem ser satisfeitos. 4. A supervisão foi melhorada através de cuidadosa seleção e treinamento. Taylor apontava freqüentemente que a administração era negligente em executar suas funções. Ele acreditava que a administração tinha de aceitar as responsabilidades de planejamento, organização, controle e determinação de métodos, e não deixar essas importantes funções para os trabalhadores. 5. Sistemas de pagamentos por incentivos foram iniciados para aumentar a eficiência e aliviar dos encarregados sua responsabilidade tradicional de impulsionar os trabalhadores (GAITHNER e FRAZIER, 2001, p. 9 apud DIAS, 2005).

22
A figura 2 apresenta o retrato de Taylor:
Figura 2: Frederick W. Taylor
Fonte: Cencal (2008, p.10).
Segundo Bueno (2007), Taylor foi um dos colaboradores para a
consolidação da Administração em forma de ciência. Mais claramente das ciências
sociais, neste momento a Administração tem por finalidade a tentativa de aplicação
dos métodos da ciência empírica aos problemas gerenciais, com o objetivo de
alcançar uma elevada eficiência na produção industrial. Taylor com sua teoria teve
inúmeros seguidores e provocou uma verdadeira revolução no pensamento
administrativo e no mundo industrial de sua época.
Taylor é de grande importância para os estudos que se direcionam
para a categoria trabalho. Ao contrário de outras abordagens, a Idea da teoria
científica era dar ênfase às praticas administrativas, chamou atenção para a
“problemática” do movimento humano enquanto trabalho. Dessa forma, buscou
racionalizar e metodizar os movimentos do operário, tudo com o objetivo de alcançar
a melhoria das condições de rendimento e o aumento da produtividade.
Ainda segundo Bueno (2007), o taylorismo – tinha por objetivo prático
solucionar os problemas americanos no início do século XX. Os problemas
econômicos por que passavam Taylor chamou a atenção aos grandes desperdícios
e à pequena produtividade norte-americana, que, devido à disparidade de métodos
23
administrativos, não conseguia considerar os problemas reais que envolviam o ato
produtivo.
Na busca da solução, Taylor observou que o trabalho era a chave
para solucionar os problemas. Sem reservas, culpou a “vadiagem no trabalho” como
causa primeira dos desperdícios e dos altos custos das indústrias americanas. Para
Taylor, “O trabalhador vem ao serviço e no dia seguinte, em vez de empregar todo o
seu esforço para produzir a maior soma possível de trabalho, quase sempre procura
fazer menos do que pode realmente e produz muito menos do que é capaz.
Segundo Botelho (2007) no decorrer de 1890 o engenheiro Taylor
começou uma série de estudos de processos de trabalho nos quais procurava
encontrar a maneira mais eficiente de realizar tarefas, acabou transformando o
homem em máquina. Mas o que Taylor não considerou foram os danos físicos e
psicológicos que tais atividades tão repetitivas causariam aos trabalhadores.
2.2.2 O Nascimento do automóvel
Segundo Peinado e Graeml (2007, p. 58) Pode-se dizer que o
surgimento do automóvel foi uma coincidência do acaso e do destino, pois Gottlieb
Daimler e Karl Benz sofreram muito com seus inventos. Na época surgiram críticas
pesadas e houve muitas perseguições nas cidades em que trabalhavam. O jornal
Connstatter Zeitung, em 1885, escreveu duras queixas contra o triciclo e o motor
que Daimler estava testando pelas ruas de Connstatt. Eles defendiam que aquele
invento era diabólico, repugnante e muito perigoso para a vida e o bem estar dos
cidadãos, e assim, solicitaram uma enérgica e drástica intervenção dos policiais e
autoridades locais. Daimler, apesar de todas essas perseguições, angústia e mágoa,
não desistiu. Continuou sua pesquisa e testes com o triciclo. Concentrou-se ainda
nas pesquisas de seu barco, o “Marie”.
Segundo Peinado e Graeml (2007, p. 58), quando Daimler foi fazer
seus testes em um rio próximo, acabou disfarçando o barco com muito arame, fios,
diversos isolantes e caixas que não serviam para nada. Disse a todos os curiosos
que se tratava apenas de um barco movido a eletricidade. Só após o sucesso do
24
teste Daimler revelou a verdade e ganhou a batalha psicológica de seus
concorrentes. No mesmo período, Karl Benz era vítima também de um violento
ataque de jornalistas e outros inimigos. Mannheimer, um conhecido jornalista,
descreveu o invento de Benz como indecente e como uma ameaça a toda a
sociedade. “Quem seria o louco interessado em adquirir um invento (a carruagem
sem cavalos de Benz) que ocuparia espaço, sem qualquer segurança e conforto,
uma vez que havia centenas de cavalos a venda, algo bem mais útil ao homem da
região?”. Através de duras críticas, Benz pensou em desistir, mas sua esposa
insistiu para que não desistisse, de forma que Benz trabalhava naquele projeto há
muito tempo. Em 1888, alguns camponeses e fazendeiros assustados viram um dos
veículos de Benz avançar ao meio da estrada cheia de buracos levantando leve
poeira. O veículo era dirigido por um de seus filhos, acompanhado por Benz, a
esposa e seu outro filho. Contudo, Benz ganhou confiança e acabou convencendo
até seus inimigos. Por volta de 1875, mais de dois mil motores tinham sido vendidos
em toda Europa.
2.2.3 Henry Ford e a linha de montagem
A Figura 3 apresenta o retrato de Henry Ford:
Figura 3: Henry Ford
Fonte: Wikipedia (2008).

25
Henry Ford (1863-1947) trabalhou como mecânico de automóveis,
vindo depois a ser um dos maiores fabricantes de automóveis do mundo. No final do
século XIX, a indústria estava em um novo nível tecnológico e econômico, e Ford em
abril de 1913, em sua fábrica em Detroit, utilizou segundo Dias (2007) da
Administração Científica, pois ele foi entre todos os empresários da época o que
mais acreditou e utilizou essa Filosofia de trabalho. No início do século XX, na Ford
Motor Company ocorre o ápice da Administração Científica com o projeto de Henry
Ford do Modelo T para ser fabricado em linhas de montagem. Essas linhas de
montagem reúnem todos os fundamentos dessa Filosofia de trabalho, os quais são a
produção em massa, baixos custos de manufatura, desenhos de produtos
padronizados, linhas de montagem mecanizadas, especialização da mão-de-obra e
peças intercambiáveis de seus conceitos de produção, conseguindo reduzir, de
maneira relevante, os custos na produtividade. Ford elaborou um novo perfil de
produção. Os trabalhadores já não eram mais os únicos atores “privilegiados” da
produção. Ford introduziu o consumidor, entendendo ser este todo aquele ator
produtivo que, de uma forma ou de outra, compartilha a produção. Dessa forma, o
marco do fordismo seriam as relações entre o operário, o empregador e o
consumidor. Para ele, o trabalho industrial tinha como chave a produção –
representada pelo empregador e pelo operário – e o consumo – representado pelo
público consumidor (BUENO, 2007).
O valor dado a essas relações tinha por pressuposto básico o
“trabalho para a coletividade”. Essa concepção levou Ford a buscar uma maior
produtividade, no intuito de atender o mercado consumidor. A inovação-chave
proposta por ele foi o trabalho repetido e em série.
Ford introduziu então a produção que se movimentava. A finalidade
era levar o objeto de trabalho até o operário, não precisando que esse se
deslocasse em direção ao objeto produzido. Essa mudança permitiu reduzir o
esforço humano na montagem e aumentar a produtividade, diminuindo os custos
proporcionalmente à elevação do volume produzido.
Além disso, os seus carros eram projetados visando uma maior
facilidade em sua construção e manutenção, sem precedentes na história das
indústrias (Ford 1926) (BUENO, 2007).

26
Assim o carro que antes era exclusividade de alguns felizardos que
podiam pagar pela encomenda, agora podia ser difundido em outras classes sociais,
e numa escala muito maior, o que mudou a história da indústria automobilística e da
administração como um todo. A Figura 4 apresenta o Ford T.
Figura 4: Ford modelo T
Fonte: Cencal (2008, p.13)
O Quadro 2 organiza os seguintes acontecimentos neste período de
revolução industrial:
1911 Frederick WinslowTaylor - Escola da administração científica
O trabalho de Taylor, nascido na Pensilvânia nos Estados Unidos, tinha como objetivo principal desenvolver princípios e técnicas para resolver os problemas advindos da intensa escala de industrialização. Taylor concentrou-se na análise da administração de tarefas. Em decorrência do seu trabalho, Taylor é comumente chamado de “o pai da administração científica”.
1912 Frank e Lillian Gilbreth - Estudos dos movimentos e da psicologia industrial.
O casal norte-americano trouxe importantes contribuições para a administração científica, abordando o estudo dos movimentos, da fadiga e da psicologia da administração.
1912 Henry Gantt - Gráfico de Gantt para programação de atividades.

27
Entre as várias contribuições de Henry Gantt, a mais popular e de uso mais generalizado é o que se convencionou chamar de gráfico de Gantt, que ainda é a ferramenta de programação de tarefas mais utilizada pelos administradores. Trata-se de uma ferramenta simples, que se baseia no uso de barras horizontais para mostrar quais tarefas podem ser executadas simultaneamente ao longo da vida de um projeto. As atividades são listadas na vertical, as datas na horizontal e sua duração é representada pelo comprimento das barras, que podem mostrar o desempenho atual comparado com o planejado.
1913 Henry Ford - Criação da primeira linha de montagem móvel.
Seguindo a idéia da linha de montagem móvel, proposta por Ford, o produto em processo desloca-se ao longo de um percurso, enquanto os operadores ficam parados. Essa inovação no processo produtivo trouxe conseqüências espantosas para a produção, maximizando as vantagens da economia de escala. Na lógica de Ford, típica de um momento da história das organizações em que a demanda era muito superior à oferta, quanto mais automóveis fossem produzidos, menor seria o custo unitário. 1916 Henry Fayol - Escola clássica da administração Fayol, engenheiro francês, publicou o livro "Administração geral e industrial", em que formulou uma teoria geral de administração que podia ser ensinada. Sua abordagem se concentrou na análise da administração das funções da organização. Os elementos da administração descritos por ele, como planejamento, organização, liderança, coordenação e controle, ainda são os parâmetros válidos para as modernas teorias da ciência da administração.
Quadro 2: Evolução da Segunda Revolução Industrial
Fonte: Peinado e Graeml (2007, p. 59)
2.3 Qualidade e a excelência organizacional
Desde “A Máquina que Mudou o Mundo” (Womack et alii, 1992) as ferramentas e métodos desenvolvidos e aplicados no modelo japonês, divulgados a partir do caso do Sistema Toyota de Produção (STP), têm produzido grande esforço por parte de empresários e acadêmicos para sua compreensão e aplicação. De fato, os resultados alcançados pelas empresas japonesas, depois de estarem praticamente arruinadas em 1946, conseguindo o posto de segunda economia industrial mundial já na década de 70, impressionou de forma definitiva a mídia vinculada à área de gestão e negócios (PIRES, 2004, p.01).
Segundo Peinado e Graeml (2007, p. 63), “No início das
organizações industriais, a abordagem dos aspectos da qualidade tinha caráter
predominantemente operacional e corretivo, voltado para a inspeção”, este fator
28
gerou o desenvolvimento de um novo pensamento, que está diretamente
relacionado a identificação e eliminação de qualquer tipo de desperdício.
2.3.1 Os gurus da Qualidade
Segundo Peinado e Graeml ( 2007, p. 63), na década de 70, a
questão da qualidade passou a ser tratada como forte prioridade competitiva. As
práticas modernas da qualidade foram desenvolvidas por contribuições de
personagens, que acabaram por serem conhecidos nos meios empresariais como os
gurus da qualidade.
2.3.1.1 W. Edwards Deming
Segundo Hegedus (2004, p.21) Deming nasceu em Sioux City, Iowa
dia 14 de outubro de 1900, Deming trabalhou em sua infância para auxiliar os pais,
então fazendeiros. Pluma Irene Edwards sua mãe , estudou em São Francisco e
tocava música e seu pai, William Albert Deming, estudou leis e matemática,
enfatizavam a importância de estudar e assim Deming o fez, entrando em 1917 para
a Universidade do Wyoming em 1921 em engenharia elétrica, obteve o título de
mestre em 1925 na Universidade do Colorado, em 1928 o doutoramento em Yale,
ambos em matemática e física matemática. Trabalhou na Western Electric
Company, atuou como professor na Universidade do Colorado e em Yale, e desde
1927 no Departamento de Agricultura Norte Americano, sendo posteriormente
transferido para o Serviço de Censo Norte Americano, desenvolveu diversas
abordagens estatísticas na área. Convidado pela JUSE em 1950 após o lançamento
de seu livro no Japão “Elementary principles of quality control and statistics”, realizou
11 viagens ao Japão no período, sendo considerado um dos marcos no processo de
melhoria da qualidade daquele país. Envolveu-se com a qualidade trabalhando com
Walter Shewart. Acreditando que a qualidade dependia do envolvimento da alta

29
administração, encontrou receptividade dos dirigentes japoneses em suas propostas.
A ele é atribuído o mérito de ser o grande divulgador das idéias da qualidade junto
aos japoneses. Faleceu em 1994 (HEGEDUS, 2004, p. 21).
Ainda segundo Hegedus (2004), Deming organizou 14 princípios
básicos para o alcance do sucesso, sendo eles:
1) Constância de propósitos para a melhora do produto e do serviço:
- Inovar. Alocar recursos para planejamento de longo prazo;
- Alocar recursos para pesquisa e formação;
- Melhorar, constantemente, o projeto do produto e do serviço. Esta obrigação não
cessa jamais;
- O consumidor constitui o elo mais importante da linha de produção;
-Existem dois problemas os de hoje e os de amanhã.
Desenvolveu desta forma o ciclo de PDCA, como o apresentado na figura 5:
Figura 5: Ciclo PDCA
Fonte: Hegedus (2004, p. 22).
2) Adote a nova filosofia - há uma nova era na administração. Não pode continuar
tolerando os níveis de erros, falhas, materiais, métodos antiquados etc.

30
3) Cessar a dependência da inspeção em massa :
-Uma rotina de inspeção em 100% para aprimorar a qualidade equivale a planejar
defeitos, reconhecendo que o processo não está capacitado a satisfazer às
especificações;
- A inspeção em massa, não é confiável, é custosa e ineficiente;
-Os inspetores tendem a não concordarem entre si enquanto seu trabalho não for
submetido a um controle estatístico;
-A inspeção de pequenas amostras do produto, estabelecendo quadros de controle
para obter ou manter um controle estatístico, pode constituir um trabalho
profissional. Os inspetores do fornecedor e do cliente passam a ter tempo de
comparar seus instrumentos e testes, aprendendo a falar a mesma linguagem.
4) Acabe com a prática de comprar apenas com base no preço - o preço não tem
sentido sem uma medida da qualidade que está sendo adquirida. Sem dispor de
medidas adequadas de qualidade, os negócios tendem a ser feitos com quem
oferecer o orçamento mais baixo, e o resultado inevitável é baixa qualidade e custo
elevado.
5) Encontre os problemas do sistema para uma constante melhoria - É
responsabilidade da gerência em melhorar constantemente o sistema de produção e
serviço. Todo produto deve ser encarado como parte de um todo: há uma única
chance de sucesso total. A qualidade desejada começa com a intenção, que é
determinada pela direção. O simples desembolso de grandes quantias em
investimentos não trará qualidade. Não há nada que substitua o conhecimento. Mas
a perspectiva de empregar o conhecimento gera o medo.
6) Institua o treinamento - O treinamento tem de ser totalmente remodelado. A
administração necessita de treinamento para aprender a conhecer a empresa, desde
o recebimento de materiais até o cliente. Um problema central é a necessidade de
compreender e saber avaliar a variabilidade. Deve-se dar ênfase ao treinamento em
serviço.

31
7) Use modernos métodos de liderança:
-A função da administração não é supervisionar, e sim liderar. A administração deve
trabalhar as fontes de melhora, o que se tem intenção de obter em termos de
qualidade do produto ou do serviço e a tradução desta intenção para o projeto e
produto final. O enfoque nos resultados tem de ser abolido e substituído por
liderança;
-Remova as barreiras que impedem o empregado de executar seu trabalho,
orgulhando-se de sua capacidade profissional. Os líderes devem conhecer o
trabalho que supervisionam.
8) Afaste o medo - ninguém pode dar o melhor de si a menos que se sinta seguro,
portanto sem preocupação, sem cuidado ao exprimir idéias, sem temor de fazer
perguntas. O medo assume muitas facetas. Um denominador comum do medo, sob
qualquer forma e em qualquer lugar, é a perda resultante do desempenho reprimido
e cifras "arranjadas".
9) Rompa as barreiras entre os diversos setores da empresa - o pessoal de
pesquisa, projetos, aquisição de insumos, vendas e recebimento de materiais têm de
conhecer os problemas enfrentados com os diversos materiais e especificações na
produção e na montagem. Por que não conhecer melhor o cliente? Por que não
passar um tempo na fábrica, observar os problemas, ouvir o que os operários têm a
dizer a respeito?
10) Eliminar "slogans", exortações e metas:
-Elimine as metas, os "slogans", as exortações e os cartazes incentivando-os a
aumentar a produtividade. Os quadros e cartazes não levam em conta o fato de que
a maior parte dos problemas provém do sistema;
-Objetivos são necessários a todos, mas objetivos numéricos definidos para terceiros
sem nenhuma indicação de como chegar lá, produzem efeitos contrários aos
desejados.
11) Elimine as quotas numéricas para a mão de obra:

32
-Quotas numéricas para o empregado horista são, por vezes, denominadas trabalho
diário medido; e também coeficientes, ou padrões de trabalho;
-Os coeficientes de produção são freqüentemente determinados para o trabalhador
médio;
-Naturalmente, metade deles estará acima da média, e outra metade abaixo. O que
acontece é que a pressão dos colegas mantém a metade superior atendendo o valor
mínimo do coeficiente desejado, e não mais. O resultado é a perda, caos,
insatisfação e rotatividade;
-Uma quota é uma fortaleza contra a melhoria da qualidade e da produtividade. Uma
quota é totalmente incompatível com uma melhoria contínua. A intenção de aplicar
um padrão de trabalho é digna: prever custos; definir um teto de custos. O efeito real
é dobrar os custos de operação, e sufocar a auto-realização;
-Padrões de trabalho, pagamento de incentivos, e trabalho pago por peça são
manifestações da incapacidade de compreender e de proporcionar uma chefia
apropriada;
-Elimine também os objetivos numéricos ao pessoal da administração, pelas
mesmas razões expostas anteriormente. Objetivos são necessários desde que todos
saibam como chegar às metas propostas, e que estas sejam alcançáveis.
12) Remova as barreiras que privam as pessoas do justo orgulho pelo trabalho bem
executado:
-Essas barreiras devem ser removidas para dois grupos de pessoas. Um constituído
pelos administradores e pelos funcionários mensalistas, o outro formado pelo
pessoal horista;
-Como pode alguém se realizar profissionalmente se não tem certeza sobre o que
constitui um trabalho aceitável e o que não o é, e não tem como descobrir. Certo
ontem, errado hoje. Afinal qual a tarefa?
-A possibilidade de realização profissional é algo mais significativo do que a
existência de benefícios quaisquer.
13) Estimule a formação e o auto-aprimoramento de todos - uma organização não
precisa apenas de gente boa; precisa de gente que vai se aprimorando sempre
através de formação adequada.

33
14) Tome iniciativa para realizar a transformação - a administração deverá assumir e
enfrentar cada um dos 13 princípios acima. Deverá repassar diariamente cada um
dos 13 princípios.
2.3.1.2 Joseph Moses Juran
Segundo Hegedus (2004), Joseph Moses Juran nasceu na cidade de
Braila, atual Romênia, dia 24 de dezembro de 1904. Seu pai Jakob Juran, imigrou
sozinho para os Estados Unidos da América em 1909, trazendo a família três anos
mais tarde para Minneapolis. Juran, desde pequeno trabalhou em diversas
atividades, mas era brilhante e apesar de diversas dificuldades financeiras da
família, entrou para a Universidade de Minnesota em 1920, onde foi campeão de
xadrez, e formou-se em engenharia elétrica em 1924. Formou-se em advocacia em
1936 na Loyola University. Contratado em seguida como inspetor da qualidade pela
Western Electric, em Hawthorne, Chicago, era apenas um entre mais de cinco mil
inspetores teve uma brilhante carreira, atingindo em 1937 a posição de responsável
pela área industrial de Western Electric em Nova York. Em 1926, Walter Shewart,
Don Quarles e Georges Edwards, junto com Walter Bartky, implantaram em
Hawthorne as metodologias de controle estatístico desenvolvidos nos laboratórios da
Bell. Juran foi escolhido como um dos vinte trainees e posteriormente como um dos
dois engenheiros do recém formado Departamento de Inspeção Estatística. Lançou
seu primeiro documento sobre o assunto qualidade em 1928, na forma de um
panfleto interno da ATT com o título Statistical Methods Applied to Manufacturing
Problems. Propôs em fins da década de 1930 o conceito atualmente conhecido
como gráfico de Pareto. Em dezembro de 1941 foi para Washington e em 1945
deixou a Western Electric, iniciando sua carreira como consultor. Em 1951 lançou
seu Quality control handbook , em 1999 foi lançada a quinta edição deste livro. Em
seguida esteve no Japão proferindo palestras aos japoneses sobre qualidade. É um
dos mais respeitados escritores na área da qualidade, com uma grande quantidade
de publicações.

34
Ainda segundo Hegedus (2004), Dentre seus muitos conceitos,
destaca-se:
1) Planejar a qualidade: é a atividade de desenvolvimento de produtos, de processos
e de serviços que atendam as necessidades dos clientes (externos ou internos).
Passa pelas seguintes fases principais:
- Determinar quem são os clientes;
- Determinar suas necessidades;
- Desenvolver produtos ou serviços que atendam essas necessidades;
- Desenvolver processos capazes de atender essas características;
- Transferir o processo e o projeto ao pessoal operacional.
2) Controlar a Qualidade é a atividade que acompanha e verifica que o processo e o
produto ou serviço, atendem aos parâmetros estabelecidos pelas especificações.
Passa pelas seguintes fases:
1ª) Avaliar o desempenho atual. A conformidade às especificações;
2ª) Comparar os valores medidos aos especificados;
3ª) Agir em relação às diferenças.
3) Melhoria da qualidade é o esforço em alcançar e manter os níveis da qualidade
obtidos, níveis significativamente melhores que os historicamente alcançados.
Podemos detalhá-la como abaixo:
Provar a necessidade de melhoria;
Identificar um projeto específico para isso;
Organizar-se para administrar o projeto.
2.3.1.3 Philip Crosby
Qualidade não custa dinheiro. Embora não seja dom, é gratuita. Custam dinheiro as coisas desprovidas de qualidade – tudo o

35
que envolve a não execução correta, logo de saída, de um trabalho (CROSBY apud HEGEDUS, 2004, p. 29).
Philip Crosby nasceu em Wheeling, nos EUA em 18 de junho de
1926. Sua carreira profissional teve início na área de qualidade em 1952 após ter
servido na 2ª Guerra Mundial e ter estudado medicina. Crosby começou sua carreira
trabalhando na linha de montagem onde decidiu que seu objetivo seria ensinar a
gerência das empresas que a prevenção de problemas é mais rentável que ser
competente em resolvê-los depois que ocorreram. Trabalhou na Croley entre 1952 e
1955, na Martin-Marietta entre 1957 e 1965 e na ITT entre 1965 e 1979. Foi como
Gerente de Qualidade na Martin-Marietta, onde criou o conceito de "Zero Defeitos".
Enquanto exercia a função de Vice Presidente na ITT Corporation, responsável pela
qualidade da empresa em todo o mundo teve a oportunidade de implementar sua
filosofia de gestão em diversas organizações industriais e de prestação de serviços e
comprovou que funcionava perfeitamente em todas elas.
(PHILIP CROSBY ASSOCIATES, 2008)
A figura 6 apresenta uma das últimas fotos de Philip Crosby:
Figura 6: Philip Crosby
Fonte: Philipcrosby Associates (2008).
Segundo Daychoum (2008), Crosby citou 4 absolutos:
1º Qualidade significa conformidade com as exigências do cliente;

36
2º Desempenho padrão é o do zero defeito;
3º Qualidade vem da prevenção;
4º Qualidade é medida pelo custo da não conformidade.
O norte-americano Philip Crosby ficou conhecido pelos seus
conceitos de zero defeito e de fazer certo na primeira vez. Em sua opinião, a
qualidade significa cumprir com os requisitos. Na opinião de Crosby as
características para o sucesso dos programas de qualidade são: dedicação e
compromisso da alta administração; confiabilidade na empresa e nos conceitos de
gerenciamento da qualidade; envolvimento de todos; mudança de cultura; prevenção
e não avaliação; filosofia voltada para as pessoas; objetivos comuns; política clara
sem incoerências; integração com fornecedores; reconhecimento pelo trabalho
realizado; participação e padrão de desempenho zero defeito (HEGEDUS, 2004).
2.3.1.4 Armand V. Feigenbaun
É o idealizador do conceito TQC (Total Quality Control), para ele TQC
é um sistema efetivo para integrar os esforços para desenvolver, manter e melhorar
a qualidade de vários grupos na organização, e assim tornar possíveis os mais
econômicos níveis de produção e serviços permitindo a plena satisfação do cliente.
Nasceu em 1922, e lançou seu famoso livro TQC em 1951, ano de seu doutorado
em ciências no MIT – Massachusetts Institute of Technology. Trabalhou na General
Electric – GE durante muitos anos chegando a diretor mundial de produção desta
empresa em 1958. Em 1968 fundou sua empresa de consultoria, a General
Systems. É considerada sua a primeira proposta sistemática de divisão dos custos
da qualidade em prevenção, avaliação, falhas internas e externas. Membro
honorário da ASQ – American Society for Quality (HEGEDUS, 2004).
Segundo Hegedus (2004), Um programa de TQC pode ser dividido
em 10 subsistemas:

37
1- Avaliação da qualidade de pré-produção;
2- Planejamento da qualidade de produto e processo;
3- Avaliação e controle do material comprado;
4- Avaliação e controle do produto e processo;
5- Realimentação da informação sobre qualidade;
6- Informação da qualidade do equipamento;
7- Treinamento, orientação e desenvolvimento da mão de obra em qualidade;
8- Serviço de pós-produção;
9- Gerenciamento da função qualidade;
10- Estudos especiais sobre qualidade.
2.3.1.5 Kaoru Ishikawa
Segundo Hegedus (2004), é o mais conhecido especialista japonês
na área da qualidade, teve essencial participação no desenvolvimento da qualidade
no Japão. Um dos criadores dos famosos Círculos de Controle da Qualidade. Foi o
criador do diagrama de Causa e Efeito, que também leva seu nome. Criou o conceito
de Controle da Qualidade Amplo Empresarial. Nasceu em 1915, e formou-se
químico 1939 pela Universidade de Tóquio. Trabalhou incansavelmente pela
melhoria da qualidade no Japão. Criou o conceito CWQC – Company Wide Quality
Control. Foi um dos criadores das hoje conhecidas sete velhas ferramentas da
qualidade, agrupando propostas feitas por outros especialistas da qualidade.
Faleceu em 1986.
Ferreira (2005) lista as sete ferramentas da qualidade na seguinte
forma:
Folha de Coleta de Dados - Quando necessitar colher dados
baseados em observações amostrais com o objetivo de definir um modelo.

38
Diagrama de Pareto - Quando for necessário ressaltar a importância
relativa entre vários problemas ou condições.
Estratificação - Quando é necessário quebrar uma representação em
categorias ou classes mais significativas a fim de direcionar as ações corretivas ou
pesquisar oportunidades de melhoria.
Diagrama de Causa e Efeito - Quando necessitar identificar, explorar
e ressaltar todas as causas possíveis de um problema ou condição específicos.
Histograma - Quando necessitar encontrar e mostrar uma
distribuição de dados por gráfico de barras com certo número de unidades por cada
categoria.
Diagrama de dispersão - Quando necessitar visualizar o que
acontece com uma variável quando outra variável se altera, para saber se as duas
estão relacionadas e o tipo de correlação.
Gráfico de controle - Quando necessitar visualizar o quanto da
variabilidade do processo é devido à variação aleatória e quanto é devido a causas
comuns / ações individuais, de modo a determinar se o processo está sob controle
estatístico.
Segundo Hegedus (2004), Ishikawa fez as seguintes afirmações:
Qualidade primeiro, depois o lucro;
Orientar-se para o cliente, não para o produto;
O próximo no processo é seu cliente;
Quebre as barreiras entre áreas;
Use fatos e dados para fazer apresentações. Use métodos estatísticos;
Respeito à humanidade como filosofia gerencial. Participação gerencial plena;
Gerencie as interfaces do processo.

39
Citar os gurus da qualidade na verdade é descrever a evolução da
qualidade e dos processos de produção no decorrer das 4 eras citadas por Secchis
(2004), como sendo:
1ª Era - Inspeção (Fim do séc. XVIII e principio do séc. XIX);
2ª Era - Controle Estatístico da Qualidade (Década de 30 até meados da década de
40);
3ª Era - Garantia da Qualidade (entre as décadas de 1950 e 1960 );
4ª Era - Gestão da Qualidade Total (da década de 1970 até os dias de hoje).
2.4 Sistema Toyota
O sistema Toyota de produção foi concebido e sua implementação começou logo após a Segunda Guerra Mundial. Mas a atenção do Japão e do resto do mundo só se voltou para a nova técnica a partir de 1973, quando conceitos como o kanban e o just-in-time passaram a ser adotados por empresas dos mais variados setores, tanto no ocidente como no oriente (PEINADO e GRAEML, 2007, p. 63).
Em meio a muitas transformações no qual os processos de produção
e de qualidade sofreram até por volta da metade do século XX, os produtos
japoneses eram conhecidos como de baixa qualidade e baratos, e não usufruíam da
reputação que têm hoje. Naquela época, a qualidade no Japão era obtida através da
inspeção. Após o termino da Segunda Guerra Mundial, o Japão era um país pobre,
arruinado e totalmente destruído. Possuía apenas um recurso, sua gente, sua
poderosa força humana, que levantou a nação e a colocou no topo do mundo
econômico. Havia um grupo de jovens empresários que queriam se dedicar a
construção de uma nova nação. O mundo conhece as marcas destes empresários:
Nikon, Sony, Toyota, Yamaha, Honda, entre outras, que se tornaram sinônimos ou
benchmarking de qualidade (SECCHIS, 2004).
Ao contrário do Japão, os Estados Unidos viviam uma época de grande prosperidade. Os lucros da guerra e da vitória impulsionaram definitivamente o processo de desenvolvimento industrial americano, que atingia seu auge no modelo de produção em massa. Foi nesta época que os americanos

40
ouviram falar novamente dos japoneses, com o início das primeiras crises do petróleo. Foi uma grande surpresa, quando começaram a aparecer, já em 1967, os primeiros carros japoneses nas ruas de Detroit. De fato, após a primeira crise do petróleo, os produtos japoneses literalmente começavam a sua invasão ao mercado americano (PIRES, 2004, p.3).
Segundo Pires (2004) duas certezas deram inspiração a Taiichi Ohno
para formular a estratégia da Toyota:
1ª o modelo de produção em massa não poderia ser reproduzido no Japão, pois não
havia dinheiro suficiente para sustentar os elevados estoques existentes nestas
empresas. Além disso, o mercado interno não aceitaria a redução no número de
tipos de modelos de veículos em produção e;
2ª O modelo americano, apesar de ser claramente muito eficiente, não era perfeito,
pois contava com mão-de-obra de baixa qualificação e participação, além de não
conseguir produzir com elevada variedade.
Em suma esta estratégia estava baseada em três pontos:
1º Competir com os americanos fazendo carros tão bons quanto os deles;
2º Com o mesmo preço,
3º Uma variedade de modelos maior.
O primeiro problema a ser resolvido pela Toyota foi o tempo de set-
up, motivo que limitava o número de variedades de carros no modelo da produção
em massa, onde este tempo chegava a mais de 8 horas. Por isso que não era
possível à Ford fazer outro modelo de carro. O set-up rápido, para manter-se ao
longo do tempo, precisava de algumas ferramentas de suporte. Surgiu então a
necessidade de desenvolver uma ferramenta para organizar o ambiente de
produção, deixando os funcionários mais disciplinados. Esta ferramenta foi o 5S´s,
desenvolvido no início da década de 50, apresentada na figura 7. Também era
necessário aumentar o grau de motivação dos funcionários. Desta forma, surgiu toda
uma série de políticas de recursos humanos que tinham como princípio, aumentar a
motivação e o grau de participação dos funcionários, implementados de forma
41
completa ao final de década de 50. Neste momento, o Sistema Toyota de Produção
começava a construir o seu diagrama de atividades. (PIRES, 2004)
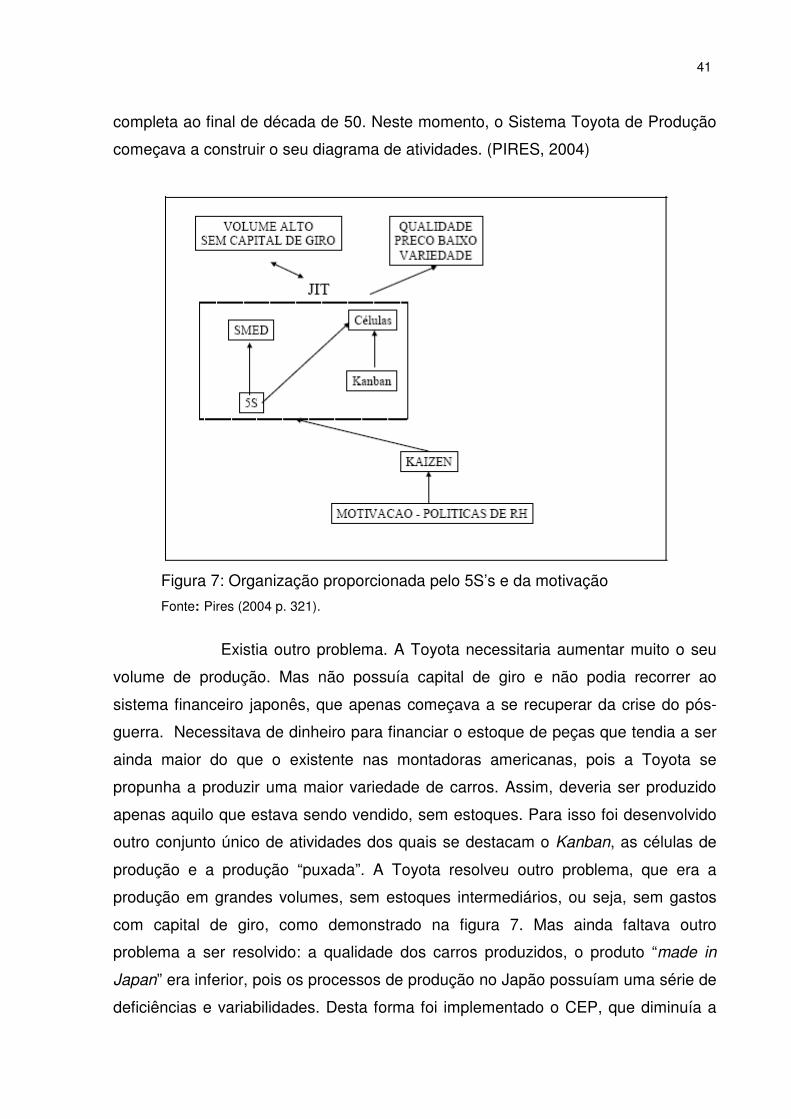
Figura 7: Organização proporcionada pelo 5S’s e da motivação
Fonte: Pires (2004 p. 321).
Existia outro problema. A Toyota necessitaria aumentar muito o seu
volume de produção. Mas não possuía capital de giro e não podia recorrer ao
sistema financeiro japonês, que apenas começava a se recuperar da crise do pós-
guerra. Necessitava de dinheiro para financiar o estoque de peças que tendia a ser
ainda maior do que o existente nas montadoras americanas, pois a Toyota se
propunha a produzir uma maior variedade de carros. Assim, deveria ser produzido
apenas aquilo que estava sendo vendido, sem estoques. Para isso foi desenvolvido
outro conjunto único de atividades dos quais se destacam o Kanban, as células de
produção e a produção “puxada”. A Toyota resolveu outro problema, que era a
produção em grandes volumes, sem estoques intermediários, ou seja, sem gastos
com capital de giro, como demonstrado na figura 7. Mas ainda faltava outro
problema a ser resolvido: a qualidade dos carros produzidos, o produto “made in
Japan” era inferior, pois os processos de produção no Japão possuíam uma série de
deficiências e variabilidades. Desta forma foi implementado o CEP, que diminuía a

42
variabilidade dos processos, produzindo menos erros. É importante deixar claro que
a necessidade de ter processos livres de erros era uma questão de vida ou morte
para o novo modelo que estava sendo construído na Toyota. (PIRES, 2004)
A figura 8 apresenta as fases de produção do STP:
Figura 8: Esquema Toyota, produzir um carro de qualidade, no sistema JIT, sem estoque Fonte: Pires (2004, p. 321).
Pode-se considerar realmente o sistema Toyota como modelo, pois
os resultados alcançados mostram por si só a realidade deste sistema, este modelo
é copiado nos dias de hoje por inúmeras montadoras e outras empresas, porém não
com o mesmo sucesso, exatamente por três pontos citados por (PIRES, 2004)
- O STP está baseado em um conjunto de elementos profundamente interligados entre si e com a estratégia da organização. Não é possível separar o 5S´s, do SMED ou Kaizen. Da mesma forma, não é possível separar o JIT do CEP ou do CCQ. O resultado obtido e a sua sustentabilidade é função não das ferramentas utilizadas, mas do sistema de elementos integrados a uma estratégia. Esta conclusão possibilita a abstração do primeiro princípio da competitividade, chamado de sistêmico. - As ferramentas e métodos desenvolvidos e utilizados no STP são na realidade

43
soluções para problemas enfrentados pela Toyota na década de 50. Estas soluções foram desenvolvidas para a estratégia da empresa, em função do seu contexto e em grande parte a partir do estudo e do envolvimento dos funcionários da empresa. Esta conclusão possibilita a abstração do segundo princípio, chamado de endógeno. - Estes dois princípios, norteados pela necessidade de fazer diferente e melhor, levou à construção de um posicionamento estratégico diferenciado e sustentável, tanto pela definição do diferencial da variedade com baixo preço e boa qualidade, quando pelas soluções inovadoras desenvolvidas para possibilitar este desafio, como CCQ, SMED, JIT, Kanban, Células, etc. Esta conclusão leva à abstração do terceiro princípio da competitividade, chamado de distintivo (PIRES, 2004, p.7).
Desta forma o mesmo Pires (2004) relaciona as razões do não
sucesso em empresas Brasileiras, primeiro, a Toyota não copiou o modelo de outra
empresa, o que estas empresas estão fazendo com as ferramentas da Toyota,
segundo, estas empresas não buscam soluções por meio de sua estratégia, de sua
particularidade, terceiro, o sistema implementa ferramentas fora do contexto da
estratégia da empresa, portanto, não são Distintas, Endógenas, nem Sistêmicas,
princípios do sucesso do modelo Toyota (PIRES, 2004).
Esta filosofia é apresentada na figura 9:
Figura 9: Partes do modelo japonês
Fonte: Pires (2004).

44
2.5 Sistema de Gestão ISO/TS 16949
No decorrer do século XX, a globalização do capital viabilizou a
globalização da informação, influenciando nos padrões culturais e do consumo. Nos
últimos anos um novo ambiente concorrencial, juntamente com a globalização dos
mercados exige das indústrias, uma maior competitividade e definição de estratégias
para que sobrevivam neste mercado extremamente competitivo. Nesse meio de
crescentes exigências tanto em termos de produtividade quanto de qualidade do
serviço oferecido aos clientes, as organizações passaram a se preocupar mais com
a qualidade dos fluxos de bens dentro do processo produtivo, com o objetivo de
atender bem ao cliente e conseqüentemente garantir o fornecimento por longos
anos. Uma grande dificuldade da indústria é adequar-se a esse novo ambiente de
negócios, é necessário então, garantir a padronização e conseqüentemente, a
qualidade dos produtos, tanto os produzidos por ela, como também por seus
fornecedores. Como primeira iniciativa, para tentar solucionar esse problema, foi a
criação em 1987 da norma ISO (International Organization for Standardization) série
9000 – um certificado de qualidade internacional que buscou garantir a padronização
da qualidade a nível mundial, principalmente nos ramos: automobilístico,
armamentos e brinquedos (GUARNIERI, 2005).
Segundo Guarnieri (2005) no ramo automobilístico, devido ao alto
nível de exigência de das peças integrantes de um automóvel, a norma ISO 9000
tornou-se insuficiente, pois era muito genérica e não abordava as exigências do
setor, tais como: controle estatístico do processo, custos de fabricação, processo de
aprovação de peça de produção, entre outros. Então, normas específicas foram
surgindo para atender as necessidades das montadoras, tais como: a QS-9000,
americana: Chrysler, Ford e General Motors; a VDA 6, alemã: Volkswagen, Audi e
Mercedes-Benz; a EAQF francesa: Renault, Peugeot e Citroen e a AVSQ, italiana:
Fiat.
Segundo Haro (2001) diante de tantas normas que regem o setor
automotivo, e da dificuldade dos fornecedores de cumprirem requisitos de todas em
mesmo tempo e das múltiplas auditorias que incomodava em meados de 1996 as
grandes montadoras mundiais começaram um acordo para tentar harmonizar as

45
normas de sistema da qualidade do setor. Este acordo foi oficializado em 1997 com
a criação do grupo de trabalho IATF (International Automotive Task Force) com
representantes do AIAG (Automotive Industry Action Group) dos Estados Unidos,
VDA da Alemanha, SMMT (Society of Motor Manufacturers and Traders) da
Inglaterra, FIEV (Fédération des Industries des Équipements pour Véhicules) e
CCFA (Comité des Constructeurs Français d´Automobiles) da França, ANFIA
(Associazone Nazionale Fra Industrie Automobilistiche) da Itália e Comitê Técnico
TC 176 da ISO, este último, responsável pela elaboração das normas ISO série
9000. A tarefa deste grupo era desenvolver a especificação técnica ISO/TS 16949. A
norma ISO 9001 foi definida como base para a confecção desta nova especificação
técnica. A publicação da TS 16949 deu-se em março de 1999, porém somente em
janeiro de 2000, com a criação da IAOB (International Automotive Oversight Bureau),
que é o departamento de gerenciamento da documentação e das certificações TS
16949, ela foi oficialmente reconhecida como uma norma auditável por um
organismo certificador, ou, em outras palavras, passível de uma auditoria de terceira
parte. Conforme relatado pela IAOB (1998), após a implementação da TS 16949, o
grupo da IATF irá revisar esta norma e alinhá-la com a ISO 9000 revisão do ano
2000, neste ínterim, as certificações para as normas existentes (QS-9000, VDA 6,
AVSQ e EAQF) continuariam existindo (HARO, 2001).
Em 2002 a ISO/TS 16949 sofreu uma nova revisão, agora tendo
como base a norma ISO 9001 já na versão 2000.
Segundo Cintra (2005) a ISO/TS 16949 teve como intuito harmonizar
todos os sistemas de normas acima mencionados, a fim de se ter uma aceitação
global já uma organização, por exemplo, que necessitava atender um cliente que
exigia o sistema de qualidade QS 9000 e outro que exigia o sistema de qualidade
VDA, poderia agora atender ambos via ISO/TS 16949, diminuindo seus custos,
estabelecendo apenas um único Sistema de Gestão da Qualidade, amenizando as
múltiplas auditorias, porém, mesmo assim as indústrias automotivas devem atender
requisitos específicos de clientes, o que ainda causa incômodo. A implementação da
ISO/TS 16949 oferece recurso para a melhoria contínua, com ênfase na prevenção
de defeitos e não na correção de erros, modelo de eficiência, além de proporcionar
um enfoque comum para o Sistema de Gestão da Qualidade para as empresas do
ramo do setor automotivo.

46
3. APLICAÇÕES
Esta Especificação Técnica pretende evitar múltiplas auditorias de certificação e fornecer uma abordagem comum para um sistema de gestão da qualidade para organizações de produção automotiva e peças de reposição pertinentes (ISO/TS 16949, 2002, p.X).
Quando se fala em indústria automobilística, fala-se também em
requisitos a serem cumpridos, desde os da norma ISO TS, até requisitos de clientes.
Anteriormente várias normas regiam este meio e como já citado, para facilitar às
indústrias deste meio as montadoras uniram-se e junto à ISO instituiu uma norma
única ao setor.
Segundo Silva (2003) foi possibilitado à empresa, já estar pré-
qualificada para fornecer peças e componentes para diversas empresas ou
montadoras do ramo automobilístico. Sem a necessidade de passar por auditorias
de múltiplos clientes, para a obtenção de certificações que lhes atestem a garantia
de fornecimento de produtos ou componentes, porém alguns requisitos adicionais de
clientes continuaram permanecendo como os manuais da antiga QS9000, que
também serão objetos de estudo deste capítulo.
3.1 ISO TS 16949:2002 e os requisitos de desenvolvimento
Neste item do capítulo estuda-se a aplicação da ISO / TS, tanto no
âmbito normativo como no seu sentido prático, todo o item utiliza-se de pontos
chaves da norma para entendimento de sua aplicação de acordo como o foco do
estudo. Inicialmente cita-se a abordagem de processo que é o ponto fundamental do
sucesso da implantação e, é o objeto deste estudo.
Segundo a ISO / TS 16949 (2002), adota-se a abordagem por
processo para o desenvolvimento, implantação e melhoria do sistema, e define
processo como que a saída de um processo é a entrada para o processo seguinte, a
figura 10 apresenta esta abordagem.
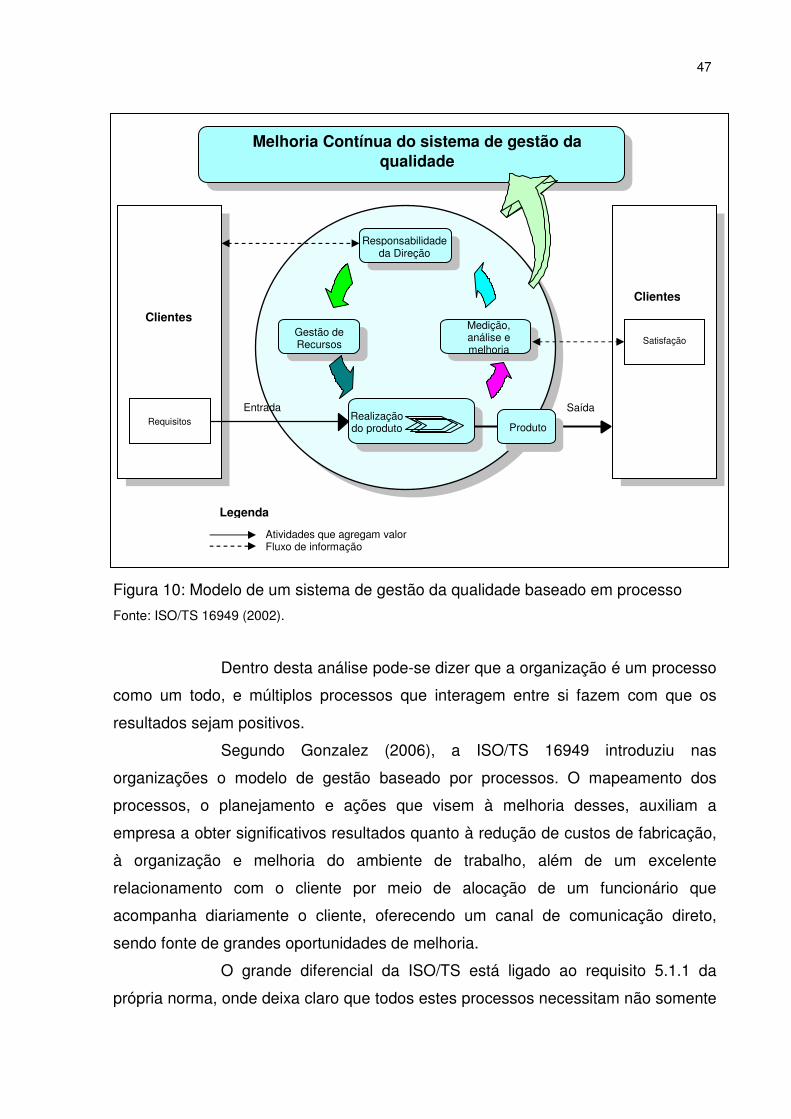
47
Figura 10: Modelo de um sistema de gestão da qualidade baseado em processo
Fonte: ISO/TS 16949 (2002).
Dentro desta análise pode-se dizer que a organização é um processo
como um todo, e múltiplos processos que interagem entre si fazem com que os
resultados sejam positivos.
Segundo Gonzalez (2006), a ISO/TS 16949 introduziu nas
organizações o modelo de gestão baseado por processos. O mapeamento dos
processos, o planejamento e ações que visem à melhoria desses, auxiliam a
empresa a obter significativos resultados quanto à redução de custos de fabricação,
à organização e melhoria do ambiente de trabalho, além de um excelente
relacionamento com o cliente por meio de alocação de um funcionário que
acompanha diariamente o cliente, oferecendo um canal de comunicação direto,
sendo fonte de grandes oportunidades de melhoria.
O grande diferencial da ISO/TS está ligado ao requisito 5.1.1 da
própria norma, onde deixa claro que todos estes processos necessitam não somente
Responsabilidade da Direção
Medição, análise e melhoria
Gestão de Recursos
Realização do produto
Entrada Saída
Clientes
Clientes
Requisitos
Satisfação
Produto
Melhoria Contínua do sistema de gestão da qualidade
Legenda
Atividades que agregam valor Fluxo de informação
48
da eficácia, anteriormente pregada pela ISO 9001, mas sim também pela eficiência,
onde a alta direção juntamente com seu corpo gerencial deve realizar análise de tais
processos, afim de garantir a eficácia e também a eficiência (ISO/TS 16949, 2002).
Segundo Santos (2008) podemos definir eficiência como a relação
existente entre o resultado obtido e os recursos consumidos para conseguir esse
resultado.
Conforme Horngren, Foster e Datar apud Santos (2008, p.2):
“Eficácia é o grau de que um predeterminado objetivo ou meta é atingido”. A eficácia
ocorre quando os objetivos preestabelecidos são atingidos como resultado da
atividade ou do esforço e eficiência é a relação entre o resultado obtido e os
recursos consumidos para conseguir esse resultado.
Portanto, a eficiência está ligada a todos os consumos específicos
dos recursos, ou seja, o processo da ação eficiente permeia todas as atividades da
empresa em todos os processos. Busca-se eficiência em cada processo unitário da
empresa para atingir seus resultados, quais sejam produzir produtos, bens ou
serviços. Já a busca da eficácia dentro de uma empresa consiste em que ela está
permanentemente buscando atingir seus objetivos, e o melhor resultado esperado
está pelo uso eficiente de seus recursos para atingir tais objetivos. (SANTOS, 2008)
O desenvolvimento do processo está expresso pela norma na seção
7.3, ela deixa explícita a necessidade da análise das entradas do desenvolvimento
do processo, a definição de características especiais e saídas do desenvolvimento
do processo (tais como FMEA (análise de modo e efeitos de falha), fluxograma,
Plano de Controle, Instruções de trabalho, entre outros), e deixa implícito o uso de
ferramentas apropriadas para o planejamento do processo, o qual é definido de
acordo com os requisitos específicos dos clientes, neste caso utiliza-se do APQP
(Advanced Planning Quality Product) como objeto de estudo (ISO/TS 16949, 2002).
49
3.1.1 Desenvolvimento do Processo Segundo o APQP
Este item discute as principais características para se desenvolver o
processo para que possa obter produtos de qualidade, e de modo preventivo evitar
perdas e problemas com os clientes, todas as tarefas realizadas dependem das
tarefas realizadas pelo Desenvolvimento do Produto, (fase não citada neste estudo),
este planejamento foi idealizado para assegurar o desenvolvimento completo de um
sistema de processo que atenda os requisitos, necessidades e expectativas do
cliente (DAIMLERCHRYSLER et al, 1997).
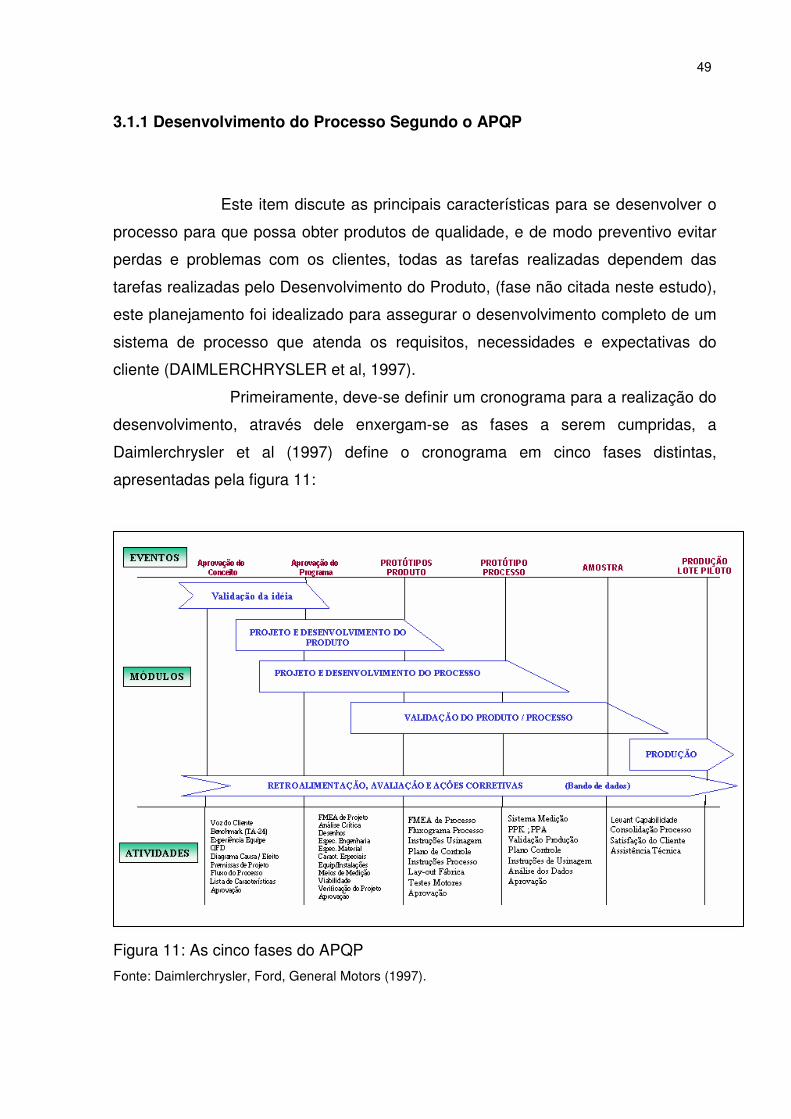
Primeiramente, deve-se definir um cronograma para a realização do
desenvolvimento, através dele enxergam-se as fases a serem cumpridas, a
Daimlerchrysler et al (1997) define o cronograma em cinco fases distintas,
apresentadas pela figura 11:
Figura 11: As cinco fases do APQP
Fonte: Daimlerchrysler, Ford, General Motors (1997).

50
3.1.1.1 Terceira Fase
Este estudo por ser focado em desenvolvimento do processo, parte
da terceira fase do cronograma indicado na figura 11, mas para tanto as demais
fases já devem estar cumpridas, a aprovação e cumprimento destas etapas neste
caso, podem ser do Desenvolvimento do Produto realizado internamente ou a partir
da aprovação e submissão de dados pelo cliente.
As entradas e saídas da terceira fase podem ser classificadas da
seguinte forma, indicada no Quadro 3:
Quadro 3: Entradas e Saídas da terceira fase do desenvolvimento
Fonte: Daimlerchrysler, Ford, General Motors (1997).
Saídas:
• Padrões de Embalagem; • Análise crítica do Sistema da
Qualidade / Processo; • Fluxograma de Processo;
• Layout das instalações;
• Matriz de características;
• Análise do Modo e Efeitos de
Falha de Processo (PFMEA);
• Plano de Controle de pré-lançamento;
• Instruções do processo;
• Plano de Análise do sistema de
medição;
• Plano de Estudo Preliminar da Capabilidade do Processo;
• Especificação de Embalagem;
• Suporte da Gerência.
Entradas:
• Análise do Modo e Efeitos de Falha de Projeto (DFMEA);
• Projeto para manufaturabilidade
e Montagem; • Verificação do Projeto;
• Construção de Protótipo-Plano
de Controle;
• Desenhos de Engenharia;
• Especificação do Material;
• Alterações de desenhos e das especificações;
• Requisitos para novos
equipamentos, ferramental e Instalações;
• Características Especiais do
Produto e do Processo;
• Requisitos para meios de medição/Equipamentos de teste;
• Comprometimento de viabilidade
pela equipe e suporte da gerência.

51
As saídas são definidas como as atividades que devem se concluídas
nesta fase, cada uma delas devem ser executadas verificando a viabilidade de cada
implementação e os requisitos dos clientes (internos e externos, a Daimlerchrysler et
al (1997) define cada uma delas da seguinte forma:
Padrões de Embalagem - Normalmente o cliente possui um padrão
de embalagem definido, que deve ser levado em consideração nesta fase, não
existindo por parte do cliente este padrão a mesma deve ser definida pela
organização, levando em consideração a integridade do produto até o momento do
uso.
Análise crítica do Sistema da Qualidade / Processo - A equipe
multidisciplinar neste momento analisa criticamente o local de fabricação de acordo
com o “Manual da Qualidade”, desta forma quaisquer alterações de procedimentos
necessários para realização do produto devem ser anotadas e modificadas no
Manual da Qualidade e também no Plano de Controle, esta análise crítica é
considerada com a oportunidade da equipe de melhorar o sistema da qualidade de
acordo com os ‘inputs’ dos clientes.
Fluxograma de Processo - O Fluxograma do Processo é uma
representação esquemática do fluxo atual ou proposto do processo.
Layout das instalações - Desenvolve-se e analisam-se criticamente
as instalações para determinar a aceitabilidade dos pontos de medição, localização
das cartas de controle, aplicação dos recursos visuais, áreas de retrabalho interinas
e local para estocagem de produto não conforme.
Matriz de características - Técnica analítica recomendada para
mostrar a relação entre os parâmetros do processo e as estações de manufatura. O
quadro 4 um apresenta uma matriz de características.
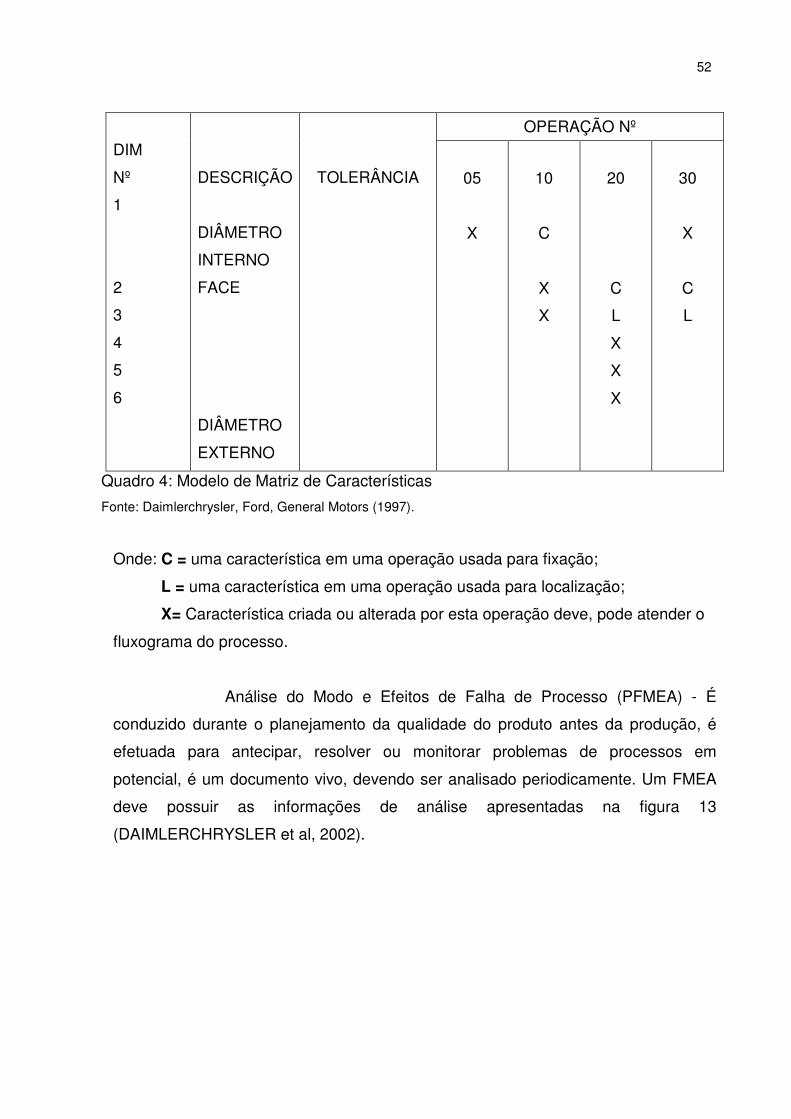
52
DIM
Nº
1
2
3
4
5
6
DESCRIÇÃO
DIÂMETRO
INTERNO
FACE
DIÂMETRO
EXTERNO
TOLERÂNCIA
OPERAÇÃO Nº
05
X
10
C
X
X
20
C
L
X
X
X
30
X
C
L
Quadro 4: Modelo de Matriz de Características
Fonte: Daimlerchrysler, Ford, General Motors (1997).
Onde: C = uma característica em uma operação usada para fixação;
L = uma característica em uma operação usada para localização;
X= Característica criada ou alterada por esta operação deve, pode atender o
fluxograma do processo.
Análise do Modo e Efeitos de Falha de Processo (PFMEA) - É
conduzido durante o planejamento da qualidade do produto antes da produção, é
efetuada para antecipar, resolver ou monitorar problemas de processos em
potencial, é um documento vivo, devendo ser analisado periodicamente. Um FMEA
deve possuir as informações de análise apresentadas na figura 13
(DAIMLERCHRYSLER et al, 2002).

53
Figura 12: Cabeçalho de um FMEA de Processo
Fonte: Daimlerchrysler, Ford, General Motors (2002).
Plano de Controle de pré-lançamento - São descrições das medições
dimensionais, de material e testes funcionais que irão ocorrer após o protótipo e
antes da produção seriada, deve possuir critérios adicionais de produto e processo
antes do mesmo ser validado.
Instruções do processo - São instruções de trabalho que contém
detalhes de todo o processo para o pessoal de nível operacional que tenha
responsabilidade direta no processo, geralmente é indicada junto a um fluxograma,
mas como deve ser o mais claro possível também utiliza-se de outros métodos, fotos
por exemplo.
Plano de Análise do sistema de medição - É um planejamento de
estudo do sistema de medição, deve possuir os responsáveis pelos respectivos
estudos e datas pertinentes, sendo estes estudos de estabilidade, linearidade,
tendência, repetitividade e reprodutibilidade de todos os dispositivos de medição
contidos no plano de controle.
Plano de Estudo Preliminar da Capabilidade do Processo - É um
planejamento de estudo preliminar do processo, mais denominado como
capabilidade preliminar do processo, deve possuir os responsáveis pelos respectivos
estudos e datas pertinentes.

54
Especificação de Embalagem - Nesta fase a equipe desenvolve a
embalagem individual do produto, utiliza-se de normas dos clientes e também
assegurar que características e desempenho do produto não serão alteradas no
empacotamento, trânsito e na retirada do produto da embalagem pelo cliente.
Suporte da Gerência - Uma análise crítica deve ser realizada
juntamente com a alta gerência, afim de garantir o seu comprometimento para que
possa auxiliar nas soluções de qualquer pendência aberta.
3.1.1.2 Quarta Fase
Esta fase possui a análise das principais características da validação
do processo, através de uma corrida piloto de produção. Durante este processo a
equipe deve certificar o fluxo do processo e plano de controle afim de saber se estão
sendo seguidos, e que o produto atenda os requisitos do cliente.
(DAIMLERCHRYSLER et al, 1997)
A quarta fase possui como entrada as saídas da Fase 3, e de posse
destas devidas informações possui como saídas:
Corrida Piloto de Produção - Utiliza-se de todos os meios
necessários para produção como ferramental, equipamentos, meio ambiente,
instalações, ciclo de operação, etc. Define-se uma quantidade mínima de produção
considerando normas do cliente, não havendo, a equipe defina tal quantidade, como
resultado da corrida piloto obtém-se os estudos da Capabilidade do processo,
avaliação dos sistemas de medição, viabilidade final, revisão do processo, teste de
validação da produção, aprovação da peça de produção, avaliação da embalagem,
“First Time Capability” (FTC) e aprovação do planejamento da qualidade.
Avaliação de Sistemas de Medição - Utiliza-se de métodos
estatísticos e padrões de medição especificados para verificar as características
identificadas no plano de controle em relação à especificação de engenharia.

55
Estudo Preliminar da Capabilidade do Processo - Utiliza-se de meios
estatísticos para definir a capacidade do processo de produzir peças boas em
relação do tempo, este método avalia a prontidão do processo para a produção,
seus conceitos são definidos através do CEP (Controle Estatístico do Processo).
Aprovação de Peça de Produção - Seu objetivo é validar os produtos
feitos de acordo com os processos e ferramentas de produção em relação aos
requisitos de especificações de engenharia. Utiliza-se do Manual de Referência do
PPAP, Daimlerchrysler et al (2006), que define o propósito do PPAP (Processo de
Aprovação de Peça de Produção) como:
Determinar se todos os registros de projetos de engenharia e requisitos e especificações do cliente estejam propriamente entendidos pela organização e se o processo de manufatura tem o potencial para produzir produtos que satisfaçam de forma consistente estas exigências durante um lote de produção real e a uma taxa estipulada (DAIMLERCHRYSLER et al, 2006, p.1).
Testes de Validação da Produção - Referem-se aos testes de
engenharia que validam que os produtos feitos estão de acordo com os requisitos de
engenharia.
Avaliação da Embalagem - Testes de embarques e métodos avaliam
a proteção do produto durante o transporte e outros fatores adversos do ambiente.
Plano de Controle da Produção - São descrições das medições
dimensionais, de material e testes funcionais que irão ocorrer após o pré-
lançamento, deve possuir critérios adicionais de produto e processo antes do mesmo
ser validado. Ele é uma extensão lógica do Plano de Controle de Pré-lançamento.
Aprovação do Planejamento da Qualidade e Suporte de Gerência -
Aprova-se os documentos necessários, e verifica-se se estão sendo seguidos de
acordo, a equipe demonstra a alta gerência os dados e resultados desta fase, para
informar a mesma da situação atual, para auxiliar na resolução de qualquer
pendência em aberto.

56
3.1.1.3 Quinta Fase
Esta fase refere-se à análise da produção, a suas variações, peças
fora de especificação e retroalimentação do cliente, e sua participação na resolução
de possíveis problemas, é uma etapa de melhoria contínua dos processos de
produção. Esta fase possui como entradas as saídas da fase anterior
(DAIMLERCHRYSLER et al, 1997).
Segundo a Daimlerchrysler et al (1997) esta fase possui como saídas
a variação reduzida, satisfação do cliente e entrega e assistência técnica.
A Daimlerchrysler et al, (1997) indica cada uma destas saídas da
seguinte forma:
Variação Reduzida - Técnicas estatísticas são utilizadas para avaliar
a variação do processo, ações corretivas devem ser avaliadas para reduzir esta
variação, como melhoria contínua avaliar não somente as causas especiais, mas
também compreender e atuar nas causas comuns.
Satisfação do Cliente - Nem sempre o cliente está satisfeito com o
produto, uma análise deve ser feita com base em reclamações, problemas ocorridos,
etc. Neste momento uma boa relação fornecedor - cliente é fundamental, é o
momento em que ambos mais aprendem, e através de parceria devem identificar
ações para alcançar a satisfação do cliente.
Entrega e Assistência Técnica - Mantém a parceria cliente -
fornecedor em relação à melhoria contínua e solução de problemas. Uma
substituição e assistência técnica deve manter a qualidade, custo e entrega,
qualquer falha ao corrigir um problema na primeira vez sempre prejudica a reputação
do fornecedor. A experiência obtida neste estágio fornece a ambos (fornecedor /
cliente) o conhecimento necessário para rdução de preços mediante a redução de
custos de processo e fornecer o componente ou sistema certo para o próximo
produto.
57
Os dados discutidos neste capítulo fortalecem a hipótese de um
desenvolvimento de processo robusto em busca da redução de custos,
considerando a implantação da ISO/TS, que traz uma filosofia de disciplina e
principalmente os conceitos de processo, eficiência e eficácia, e todo o trabalho de
desenvolvimento mediante as fases do APQP. Assim, implantar estas ferramentas
para apenas garantir fornecimento e não adotá-los como filosofia pode acarretar em
desconfortos.

58
4. ESTUDO DE CASO
O estudo de caso realizou-se na Marel Indústria e Comércio do
Brasil, foi desenvolvido APQP de processo no ano de 2007 e por questão de
confidencialidade, alguns dados não serão disponibilizados, todo o seu registro
nesta pesquisa tem como intuito demonstrar as etapas do desenvolvimento do
processo, os problemas e erros estratégicos, portanto, datas, nomes de pessoas,
códigos de peças, e outros dados não são abordados neste estudo, seguindo-se o
disposto na autorização apresentada no anexo 1.
4.1 Objetivo
Demonstrar através de um caso real de desenvolvimento do
processo os pontos abordados no decorrer da pesquisa, abordar critérios e
evidências objetivas dos fatores de ganhos e perdas ao longo de todo o
desenvolvimento, e, demonstrar a inconsistência do projeto ao nível de definição de
estratégia, planejamento e execução das tarefas. Observar as falhas na
comunicação e o não cumprimento de prazos e relações com o cliente destaque
para a última fase, a Retroalimentação do Cliente, que é o resultado de todo o
planejamento, onde fica claro se o desenvolvimento do processo foi executado a
contento.
4.2 Metodologia
Este estudo divide-se em quatro Fases:
FASE l - Planejamento do Desenvolvimento FASE ll – Projeto e Desenvolvimento do Processo FASE lll – Validação do Produto/ Processo FASE IV – Retroalimentação e Ação Corretiva
59
A fase um consiste na definição da equipe e do líder do Projeto,
assim como a elaboração do Cronograma do APQP, Análise crítica dos dados de
entrada do projeto: especificações de materiais, características especiais do produto
e do processo, aplicação do produto, dados de alterações de desenhos e
especificações, definição de metas para custo, produtividade, capabilidade,
manutenabilidade.
A fase dois consiste na elaboração do fluxo do processo e definição
do layout, considerando fatores de segurança organização e otimização do
processo. Também nesta fase, defini-se o FMEA de processo e Plano de Controle
de pré-lançamento, assim como instruções de trabalho e definição do cronograma
de confecção do ferramental. Define-se também o planejamento dos estudos
estatísticos de análise do sistema de medição e capabilidade de processos e suas
metas, considerando a metas do cliente.
A fase três é a validação do processo junto ao cliente, neste
momento executa-se o teste piloto (ajustes e Try-out), realiza os estudos estatísticos
planejados, comprova a coerência do FMEA, instruções de trabalho e fluxo de
processo, defini-se o Plano de Controle de Produção e a Ficha Técnica, analisa os
equipamentos, a organização a segurança, as embalagens e seus métodos, avalia
os indicadores e submete PPAP ao cliente para validação do processo, neste
momento aprova-se o Planejamento da Qualidade.
A fase quatro é a Retroalimentação do Cliente, são os dados
colhidos junto ao cliente durante a produção seriada, situação de não
conformidades, ações corretivas para diminuição da variação e principalmente a
Satisfação do Cliente.
Ressalta-se que a primeira fase deste estudo de caso inicia-se na
fase três do APQP, estudado no capítulo anterior, onde o foca-se no
desenvolvimento do processo. Todas as quatro fases são acompanhadas por um
cronograma e uma análise crítica é realizada ao final de cada fase.

60
4.3 Primeira Fase: Planejamento do desenvolvimento
Para realização desta fase, realizou-se uma reunião inicial para
definição da equipe, do líder do projeto, análise das entradas do desenvolvimento,
definição do cronograma e atribuição de responsabilidades e prazos.
4.3.1 Dados de saída da primeira reunião
Dados do cliente – O Cliente disponibilizou o desenho referente à
peça tubo de proteção, as normas aplicáveis ao produto e metas de capabilidade,
PPM, e prazo de conclusão do desenvolvimento. Com estes dados foram definidas
as metas da empresa, a classificação de características especiais, e disponibilidade
da matéria prima a ser utilizada.
Definição dos custos de projeto – Analisou-se os custos de projeto
assim como a viabilidade de fabricação, considerando o tempo de vida do produto,
custo de ferramental e lote mínimo.
Definição de responsabilidades – Definiu-se o líder de projeto, e
neste momento ficou responsável pela elaboração do cronograma, coordenação das
reuniões, feedback das responsabilidades e ações. Vendas responsabilizou-se pela
comunicação com o cliente, o Controle da Qualidade ficou acarretado de assuntos
referentes a instrumentos de medição e estudos aplicáveis, juntamente com relatório
dimensional, a Gerência Industrial, ficou responsável pela confecção do ferramental,
definição da máquina e demais assuntos de processos e o Desenvolvimento e
Processos responsabilizou-se pela documentação técnica, controle de desenho,
definição de fluxo de processo, ficha técnica, FMEA, Plano de Controle, estudos de
Capabilidade de Processos e assuntos técnicos com o cliente, a Gestão da
Qualidade responsabilizou-se em auxiliar o Desenvolvimento e Processos nas
atividades.
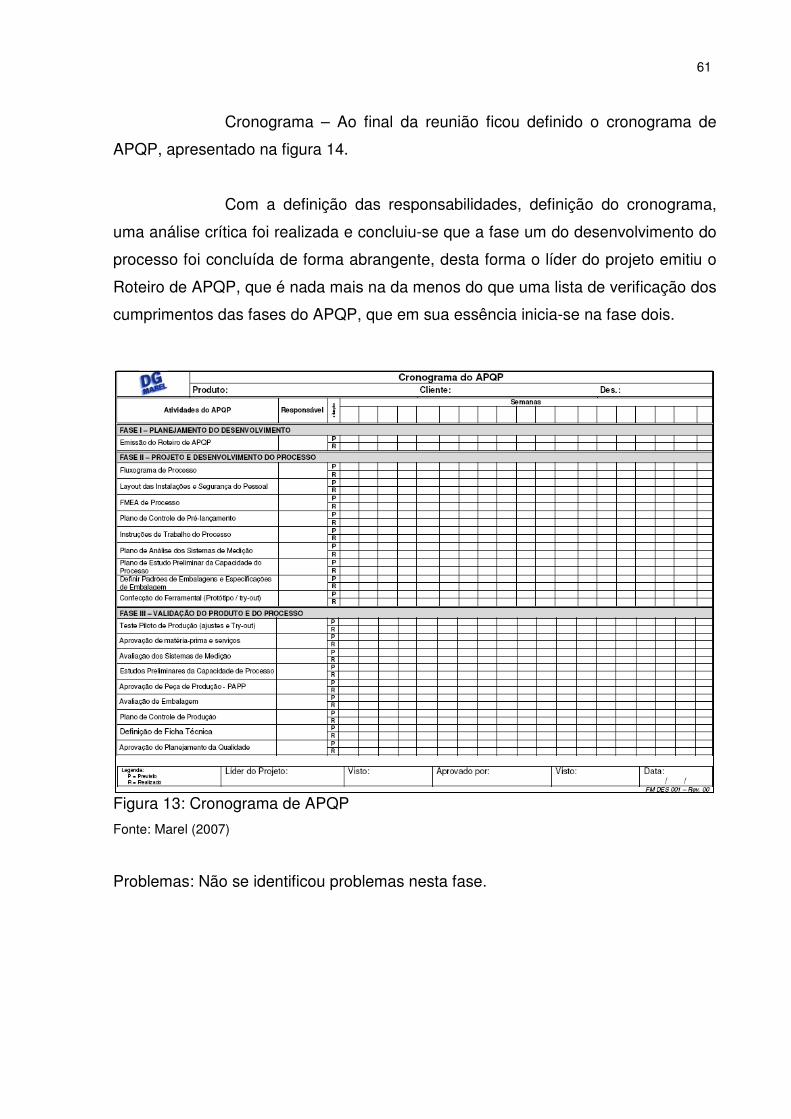
61
Cronograma – Ao final da reunião ficou definido o cronograma de
APQP, apresentado na figura 14.
Com a definição das responsabilidades, definição do cronograma,
uma análise crítica foi realizada e concluiu-se que a fase um do desenvolvimento do
processo foi concluída de forma abrangente, desta forma o líder do projeto emitiu o
Roteiro de APQP, que é nada mais na da menos do que uma lista de verificação dos
cumprimentos das fases do APQP, que em sua essência inicia-se na fase dois.
Figura 13: Cronograma de APQP
Fonte: Marel (2007)
Problemas: Não se identificou problemas nesta fase.

62
4.4 Segunda Fase: Projeto e desenvolvimento do Processo
Os dados obtidos na fase anterior servem de entrada para esta fase,
na qual é a fase de planejamento de todo o processo, para que esta fase inicie-se a
fase um deve estar completa, e análise crítica concluída.
No decorrer desta fase realizou-se várias reuniões multidisciplinares,
as quais o intuito é de planejar as ações do processo.
4.4.1 Saídas da fase dois
Fluxograma do processo – O Fluxo do processo foi determinado com
os passos e seqüências do processo de produção, de forma apropriada. Concluiu-se
o fluxograma com atraso de três dias do programado e sua realização não foi de
forma multidisciplinar.
Layout das instalações – O layout foi elaborado de acordo com o
fluxo de processo, demonstrando de maneira coerente e coordenada a
movimentação / circulação e controle de produto fabricado. O Layout foi realizado
com cinco dias de atraso.
PFMEA – o FMEA de processo foi elaborado com base em produtos
similares de diferentes aplicações, abrangendo e analisando os potenciais de falha e
de risco. Foi realizado com nove dias de atraso, e não foi realizado com
colaboradores de cada fase do processo (equipe multidisciplinar) o que não é o
adequado, possíveis causas não foram analisadas pelos realizadores do FMEA por
falta de experiência com o processo.
Plano de Controle de Pré-lançamento – Assim como o FMEA foi
elaborado considerando o fluxo do processo, abrangendo características especiais
63
definidas pelo desenho do cliente e pelas características abordadas no FMEA. Foi
concluído com atraso de nove dias.
Instruções de trabalho – Foram elaboradas abrangendo todas as
formas de realização e preparação do produto. Também concluídas com atraso de
nove dias com a data programada.
Plano de análise do sistema de medição – Foram analisados com
base nas principais características de controle do produto, o planejamento foi
realizado para instrumentos de controle para todas as características constantes no
Plano de Controle de Pré-lançamento.
Plano de estudo de Capabilidade – Planejado para equipamentos e
características indicadas como crítica no desenho, sua realização irá ser de acordo
com o CEP e sua meta é a indicada na análise crítica da primeira fase.
Padrões de embalagem – As especificações técnicas do cliente
foram consideradas para esta tarefa, ficou definido o padrão de embalagem definido
no “Manual de Fornecimento” do cliente.
Confecção do Ferramental – Foi elaborado um cronograma de
confecção do ferramental, porém o ferramental foi concluído com quarenta e cinco
dias de atraso, acarretando atraso do projeto junto ao cliente.
Problemas: Todas as tarefas foram concluídas com atraso, algumas não
comprometendo o andamento do projeto e outras comprometendo o projeto,
observou-se que em todas as tarefas que deveriam ser executadas em equipe
atrasaram e foram elaboradas com número reduzido de colaboradores (dois)
comprometendo a abrangência da análise, o maior exemplo foi a elaboração do
FMEA e Plano de Controle, que devem ser realizados em equipe. Em relação ao
atraso da confecção do ferramental, comprometeu todo o projeto, observou-se que o
fornecedor de serviço não cumpriu as datas, a Marel não comprou a matéria prima
na data estipulada e o gerenciamento desta atividade não considerou tais problemas
64
na primeira fase. Portando, o Desenvolvimento do Processo ficou comprometido,
não tendo condições de cumprir as datas estipuladas, devendo ser negociada uma
nova data junto ao cliente.
4.5 Terceira Fase
A terceira fase iniciou com atraso a data programada inicialmente, e
com nova data e concluída a confecção do ferramental pode ser realizado o teste
piloto de produção, e as demais atividades.
4.5.1 Saídas da terceira fase
Teste piloto de produção – O Try-out foi realizado com todos os
meios de controle (Plano de Controle de Pré-lançamento / Instruções, etc.)
planejados anteriormente, e com todos os recursos utilizados numa produção normal
para análise de capacidade de produção, análise do sistema de medição, estudo de
capabilidade, definição da Ficha Técnica, etc.
Aprovação da matéria prima / serviços – O fornecedor foi aprovado
de acordo com a análise de PPAP e Cadastro de Material no sistema internacional
(IMDS).
Análise do sistema de medição – Os estudos estatísticos do sistema
de medição foram realizados conforme o planejado, e os resultados apontados
consideraram os meios de medição aprovados.
Capacidade do Processo – A capacidade do processo foi definida na
razão de produção de oito horas, estudo de capabilidade foi realizado e valores
encontrados estavam de acordo com o planejado na fase um.

65
PPAP (Validação da peça de produção) – O PPAP foi elaborado de
acordo com o manual da DaimlerChrysler et al (1997), com relatórios dimensionais,
análise do sistema de medição, Cadastro de IMDS, FMEA, Plano de Controle de
Produção, Fluxo do Processo, e demais itens para aprovação junto ao cliente.
Embalagem – A embalagem definida pelo cliente foi utilizada a
contento.
Plano de Controle de Produção – Foi revisado o Plano de Controle
de Pré-lançamento, constando possíveis alterações.
Definição da Ficha Técnica – Foi realizada junto ao teste piloto de
produção.
Aprovação do Planejamento (APQP) – foi realizado a contento.
Problemas: A fase três foi concluída de acordo com o quarto cronograma, portanto a
data de entrega do projeto foi negociada várias vezes com o cliente, causando
desgaste para ambas as partes, o tempo de atraso do projeto foi de cerca de 50
dias, um número considerado alto.
4.6 Quarta Fase
A quarta fase é o reflexo do desenvolvimento, sua realização bem
feita com as análises críticas realizadas, com participação da equipe, considerando o
cliente é a garantia de uma retroalimentação positiva, se o desenvolvimento do
processo for realizado desconsiderando as variáveis irá em acarretar em todo o
fornecimento deste produto.
Como retroalimentações deste projeto foram consideradas a
satisfação do cliente, não conformidades de fornecimento e auditoria do processo
realizado pelo cliente.

66
Não Conformidades – Em seguida ao início de produção seriada
para fornecimento, foi declarada uma não conformidade, as figuras 15 e 16
apresentam o corte incorreto na parte superior e inferior o problema apontado como
não conformidade.
Figura 14: Corte incorreto na parte superior
Fonte: Autor (2008)
Figura 15: Corte incorreto na parte inferior
Fonte: Autor (2008)
Com esta não conformidade ficam claro alguns problemas no
desenvolvimento, uma das causas para o corte incorreto foi pela improvisação de
dispositivo para o corte, o dispositivo correto seria elétrico, mas não foi observado no

67
desenvolvimento devido o líder do projeto desconhecer esta informação. No FMEA
isto não foi considerado porque não foi realizado em equipe, quem detinha tal
informação não participou na elaboração do FMEA.
O operador não observou a peça no decorrer do corte, o que deixa
claro dois problemas. O treinamento em relação à documentação, uso do dispositivo
não foi adequado, no Plano de Controle estava declarada a fase de inspeção 100%
das peças cortadas pelo próprio operador, o segundo problema é mais grave, o
comprometimento com a qualidade por parte do operador está comprometida, não
trabalha dentro da filosofia de autocontrole, até mesmo porque esta filosofia não foi
implantada, falta participação da direção nos assuntos relacionados à filosofia e
estratégia da empresa em relação aos assuntos da qualidade.
Auditoria de Processo – O cliente realizou auditoria em nosso
processo, o resultado foi 84%, que significou a incapacitação da Marel para novos
desenvolvimentos.
Os pontos cruciais para desqualificação foram relacionados em sua
maioria na definição da estratégia da empresa em relação ao sistema de medição,
planta e realização do projeto de processo.
Sistema de medição – Considerado inadequado pelo cliente,
métodos atributivos e falta o autocontrole por parte do operador.
Planta – O site de produção do produto planejado foi considerado
inadequado, pouco espaço, prejudicando o lay-out e conseqüentemente
comprometendo a produção.
Planejamento do processo – O Questionamento em relação ao
desenvolvimento do Processo foi em relação às análises, porque as análises do
projeto não verificaram estas variáveis, tanto da não conformidade, quanto das
questões do sistema de medição, planta. Ou seja, todos os estudos realizados não
perceberam tais problemas envolvendo a produção.

68
Atrasos na entrega do produto - Atrasos na entrega do produto, outro
problema não abordado no desenvolvimento, a quantidade de embalagens não
foram o suficiente, assim as entregas ficaram condicionadas ao retorno das caixas já
enviadas, causando atrasos de até quatro dias.
Satisfação do Cliente – A satisfação do cliente ficou totalmente
comprometida devido aos pontos levantados.
4.7 Resultados
Como resultados deste estudo de caso, podemos destacar a
definição estratégica da empresa, ao qual decidiu desenvolver produtos para o ramo
automotivo com um baixo contingente de pessoas capacitadas, a certificação ISO /
TS foi vista como apenas um modo de conquistar mercado, e sua filosofia como
resultado não foi considerada, como o destacado no capítulo anterior, a organização
deve introduzir o conceito de processo, mas o desenvolvimento de processo foi
realizado com pouca multidisciplinaridade, portanto a relação entre os processos fica
prejudicada. Os níveis de PPM interno ultrapassaram os 4.500 ppm, um número
muito alto, o que indica que o desenvolvimento do processo não realizou-se de
acordo.

69
5. CONSIDERAÇÕES FINAIS
Com base nos dados levantados na pesquisa, pode-se considerar a
proposta do trabalho cumprida, principalmente no que se refere ao problema
proposto, o que pôde ser observado no estudo de caso. Toda a pesquisa foi
desenvolvida baseada nos modelos históricos e no planejamento estratégico das
empresas, os exemplos utilizados no decorrer do trabalho mostraram grandes
avanços em vários dos processos de produção e o que foi observado de diferencial
nestes modelos vencedores, foi a definição de uma estratégia para alcançar o
objetivo proposto o que reforça a hipótese de um desenvolvimento de processo com
foco preventivo com um trabalho de planejamento robusto e de forma estratégica,
com maior participação da alta direção e adoção dos requisitos e ferramentas como
filosofia de trabalho para alcançar os melhores resultados. O estudo dos autores
consagrados como Deming, Ishikawa, entre outros, reforçam a necessidade de
planejar o processo e padronizá-lo, porém sabendo-se que o ser humano é um fator
importante no decorrer do processo, este que por sua vez foi desconsiderado nos
estudos de Taylor.
A invenção da máquina a vapor em 1712 deu início a Primeira
Revolução Industrial, esta afirmação refere-se à substituição da tração por força
animal pelo motor a vapor, possibilitando o desenvolvimento dos transportes. Desta
forma, pode-se citar a primeira fase da Revolução Industrial como da revolução do
vapor, que utilizava como principal fonte de energia, o carvão. Em relação à
Segunda Revolução Industrial pode-se considerar o aço como a nova matéria prima
e a eletricidade como a mais nova fonte de energia, facilitando a explosão da
produção em massa e a expansão do comércio. Este novo cenário possibilitou o
desenvolvimento tecnológico e industrial, sendo que, neste período, alguns fatores
influenciaram no sentido da organização como ela é hoje, dentre esses fatores pode-
se destacar a máquina automática e da especialização do operário, a intensa
transformação dos meios de transporte e nas comunicações: surge à estrada de
ferro, o automóvel, o avião, o telégrafo sem fio, o rádio. O capitalismo financeiro
consolida-se e surgem as grandes organizações multinacionais.

70
Ainda na era da produção em massa vê-se a padronização do
trabalho através dos métodos de Taylor, que iniciou estudos do trabalho e sua
otimização, que ficou conhecida como a escola de administração científica. Outro
grande acontecimento desta época foi à linha de montagem de Henry Ford, que
utilizou dos conceitos de padronização do trabalho, que mudou a forma de produzir
e popularizou o automóvel, tornando-o acessível as demais classes sociais, não
somente aos mais ricos, como era na época, devido à grande dificuldade da
construção do automóvel.
No decorrer da pesquisa observou-se que as ferramentas definidas
pelos gurus da qualidade (Deming, Ishikawa, Juran, Feigenbaun, Crosby)
influenciaram para o desenvolvimento do processo e nas indústrias como ela é hoje,
entre elas destaca-se os 14 princípios de Deming, as sete ferramentas da qualidade,
os 5S, a qualidade total, conceitos de avaliação e planejamento da qualidade, o
conceito do zero defeito, entre outros. Esses modelos de qualidade e produção
foram e são utilizados por várias empresas em todo o mundo.
O STP como é conhecido o Sistema Toyota de Produção também
foi objeto da pesquisa, e chama a atenção pelo seu sucesso, que fez da Toyota a
grande indústria de automóveis que ela é hoje, este modelo utilizou de muitas
ferramentas sistêmicas, porém aliadas a uma estratégia definida, ao qual se
diferenciou de todas que já existiam, esta estratégia foi definida numa época em que
o Japão passava por inúmeras mudanças, e seus produtos eram conhecidos por
uma qualidade inferior, o que restava aos japoneses da Toyota era a mão de obra e
a disposição para reverter este quadro, o que conseguiu através de modelos como,
Just in time, 5S, Kaisen, Kanban, SMED e outras ferramentas de melhoria. O grande
diferencial observado no estudo do STP foi à definição de uma estratégia
diferenciada por parte da Toyota, uma estratégia adaptada as suas necessidades e
diferencia das de seus concorrentes e definiu um sistema de melhoria e
gerenciamento de acordo com esta estratégia, o que não é realizada por outras
indústrias.
No decorrer do século XX, um novo ambiente industrial foi criado
causando uma grande dificuldade da indústria em adequar-se a esse novo ambiente
de negócios, foi-se necessário então, garantir a padronização e conseqüentemente,
a qualidade dos produtos, tanto os produzidos por ela, como também por seus

71
fornecedores. Como primeira iniciativa, para tentar solucionar esse problema, foi à
criação em 1987 da norma ISO (International Organization for Standardization) série
9000 - um certificado de qualidade internacional que buscou garantir a padronização
da qualidade a nível mundial, porém para o setor automotivo a norma ISO 9000
tornou-se insuficiente, pelo fato de ser muito genérica não abordando as exigências
do setor, tais como: controle estatístico do processo, custos de fabricação, processo
de aprovação de peça de produção, entre outros. Então, normas específicas foram
surgindo para atender as necessidades das montadoras, no entanto no decorrer dos
anos ficou difícil atender todas as normas devido as múltiplas auditorias, então, as
montadoras junto a ISO criaram uma especificação técnica, que visa criar um padrão
único ao setor, a ISO/TS 16949. Os requisitos da ISO/TS 16949 aliado a sua filosofia
em relação ao processo, juntamente com as ferramentas do APQP e outros modelos
de desenvolvimento, são a nova realidade das indústrias automotivas de hoje. O
APQP, estudado no decorrer da pesquisa e aplicado no estudo de caso visa
desenvolver de acordo com uma seqüência lógica, respeitando as necessidades e
exigências do cliente. Dentro das fases do APQP são utilizadas ferramentas de
análise, padronização e validação, sempre visando à garantia de atendimento aos
padrões de qualidade, cita-se entre essas ferramentas: CEP, PPAP, FMEA, Plano
de controle, análise do sistema de medição, entre outras.
Muitos são os benefícios de um desenvolvimento de processo bem
realizado, entre estes benefícios estão o bom atendimento ao cliente, a satisfação
do cliente (que receberá um produto de qualidade, com bom preço, com poucos
problemas no decorrer do fornecimento), se um o desenvolvimento do processo for
bem realizado, obedecendo todas as fases, o cliente certamente ficará satisfeito e a
empresa garantirá bons lucros, com redução de custos, diminuição de retrabalhos,
refugos. Caso ao contrário, pode receber como retroalimentação apenas problemas
e reclamações.
Os resultados positivos do desenvolvimento do processo são
possíveis, e numa analogia com os conceitos históricos estudados no decorrer da
pesquisa, pode-se dizer que a estratégia tem importância da para este sucesso, uma
estratégia adequada, e adaptada a cada empresa, de acordo com sua necessidade.

72
6. REFERÊNCIAS BOTELHO, Róber Dias et al. A evolução da inter-relação do automóvel/ sociedade: uma abordagem histórica Congresso Internacional de Pesquisa em Design – Rio de Janeiro - Brasil 2007 6 p. BUENO, Marcos José Corrêa et al. A gestão de relações humanas e as novas posturas das empresas nas relações de trabalho frente ao proceso de globalização Revista Gestão Industrial, Universidade Tecnológica Federal do Paraná - UTFPR Campus Ponta Grossa - Paraná - Brasil ISSN 1808-0448 / v. 03, n. 02: p. 1-16, 2007. Cencal (www.cencal.pt). Foto de Frederick W. Taylor. Disponível em: <http://www.cencal.pt/pt/livro/Cap1-Introdu%C3%A7%C3%A3o.pdf> acesso em: 06/03/2008. Cencal (www.cencal.pt). Foto do Ford modelo T. Disponível em: <http://www.cencal.pt/pt/livro/Cap1-Introdu%C3%A7%C3%A3o.pdf> acesso em: 06/03/2008. CINTRA, Wilson da Silva. Avaliação da norma de qualidade ISO/TS 16949:2002 através da engenharia e análise do valor Dissertação de Mestrado em Engenharia Automotiva - Universidade de São Paulo. São Paulo - Brasil 2005. 0 f. DAIMLERCHRYSLER; FORD MOTOR; GENERAL MOTORS. APQP. Planejamento Avançado da Qualidade do Produto – IQA – Primeira Edição Brasileira - São Paulo - SP Brasil, p. 101, 1997. DAIMLERCHRYSLER; FORD MOTOR; GENERAL MOTORS. FMEA. Análise do Modo e Efeitos de Falha de Processo – IQA – Segunda Edição Brasileira (segunda impressão) - São Paulo - SP Brasil, p. 86, 1997. DAIMLERCHRYSLER; FORD MOTOR; GENERAL MOTORS. PPAP. Processo de Aprovação de Peça de Produção – IQA – Quarta Edição Brasileira - São Paulo - SP Brasil, p. 68, 2006. DAYCHOUM, Merhi. Os 4 Absolutos de Crosby http://merhi.com.br – 2008 Disponível em: <http://merhi.com.br/index2.php?option=com_content&do_pdf =1& id=46> acesso em: 13/03/2008. DIAS, Sidnei Lopes. EXPOMAN: Exposição de Produtos, Serviços e Equipamentos para Manutenção - 2005, A cultura da mudança e a mudança da cultura - XX Minas Gerais – Brasil Disponível em: <http://www.abraman.org.br/biblioteca_e_ publicações/TT-04_2003.asp> acesso em: 05/03/2008.

73
FERREIRA, Emerson. Método de Solução de Problemas “QC Story” Universidade Federal da Bahia - Escola Politécnica - Curso de Especialização, Bahia – Brasil, pg.37 2005. Disponível em: <http://www.gerenciamento.ufba.br/Disciplinas_ arquivos/M%C3%B3dulo%20XVI%20Ferramentas/Ferramentas%20da%20Qualidade.pdf> Acesso em: 13/03/2008. GONZALEZ, Rodrigo Valio Dominguez; MARTINS, Manoel Fernando. O desenvolvimento de programas de melhoria contínua em empresas certificadas pela norma ISO 9001:2000: Estudo de caso em duas empresas fornecedoras do setor automobilístico XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006. GUARNIERI, Patrícia et al. Supply chain management na indústria automobilística UTFPR, Revista Gestão Industrial v. 01, n. 04 : pp. 478-486, 2005, ISSN 1808-0448. HARO, Daniel Garcia ; CATEN, Carla Schwengber Ten ; SILVA, Silvio Ceroni da . Sistemas da qualidade na indústria automobilística : uma proposta de auto-avaliação unificada . In: Encontro Nacional de Engenharia de Producao, 2001, Salvador. Encontro Nacional de Engenharia de Producao (21. : 2001 : Salvador) Anais [arquivo de computador]. Porto Alegre : ABEPRO, 2001. HEGEDUS, Clovis E. Gerenciamento da Qualidade Total Escola de Administração Mauá – p. 20 – 28, 05/03/2004. ISO TS 16949:2002. Sistema de gestão da qualidade – Requisitos particulares para aplicação da ABNT NBR ISO9001:2000 para organizações de produção automotiva e peças de reposição pertinentes Rio de Janeiro – Brasil ABNT, 2004 p. 43. MAREL, Figura do Cronograma de APQP. Formulário da Qualidade – São Paulo – Brasil, 2007. Museu de Física da Universidade de Coimbra (http://museu.fis.uc.pt). Figura da máquina a vapor. Disponível em: <http://museu.fis.uc.pt/83.htm> acesso em: 06/03/2008. NETO, F. P. C. Os alicerces da revolução industrial inglesa e da construção da pax britannica: esboço de um quadro sinóptico Cadernos da FACECA, Campinas, v. 14, n. 1, p. 83-89, jan./jun. 2005. OLIVEIRA, Elisângela Magela. Transformações no mundo do trabalho, da revolução industrial aos nossos dias Revista Online “Caminhos da Geografia” Disponível em: <www.ig.ufu.br/caminhos_de_geografia.html>, ISSN 1678-6343. acessado em: 04/03/2008. PEINADO, Jurandir ; GRAEML, Alexandre Reis. Administração da produção: para operações produtivas e de serviços ed. Curitiba: Editora Positivo, 2007 v.1 760 p. Philip Crosby Associates, (www.philipcrosby.com.br). Philip B. Crosby, sua biografia Philip Crosby Associates II Ltda. São Paulo – Brasil – 2001 Disponível em : <http://www.philipcrosby.com.br/pca/artigos/biografia.htm> acesso em: 13/03/2008.
74
PIRES, Márcio de Souza. Abstração de Princípios da Competitividade a Partir da Releitura do Caso Toyota XXIV Encontro Nac. de Eng. de Produção - Florianópolis, SC, Brasil, p. 316 – 323, 03 a 05 de novembro de 2004. SANTOS, Amiraldo. Eficácia e Eficiência - Lucro como medida de eficácia do sistema empresa Faculdades Integradas do Tapajós – FIT – Santarém – 2008. SECCHIS, Jonas Luiz de Mello ; SANTANA, Juliane Turra ; CASIMIRO, Marcos Antônio ; CÂMERA, Natan V C ; SANTOS, Willesmar Oliveira ; MENDONÇA, P. S. M. Gestão pela qualidade total em concessionárias duas rodas Honda em Campo Grande/MS. In: IV Jornada Cientifica do Centro-Oeste de Economia e Administração, 2004, Campo Grande, 2004 - Brasil. Anais da IV Jornada Cientifica do Centro-Oeste de Economia e Administração, 2004. v. 1. p. 4-8. SILVA, Daniel Ribeiro dos Santos et al. Implantação da ISO/TS-16949 no Departamento de Manutenção XXIII ENEGEP - Ouro Preto, MG, Brasil, 22 a 24 de outubro de 2003. SILVA, Marcelo Eurípedes da. Planejamento e Controle de Projetos EEP Escola de Engenharia de Piracicaba. Piracicaba –São Paulo – Brasil, 2007. Wikipédia (http://pt.wikipedia.org). Foto de Henry Ford. Disponível em: <http://pt.wikipedia.org/wiki/Henry_Ford> acesso em: 05/03/2008

75
ANEXO I
AUTORIZAÇÃO
Autorizamos o Sr. Wesley Paulino Coelho a utilizar de informações de
desenvolvimento no estudo de caso desenvolvido em monografia para graduação na
FATEC, com restrições para nomes, datas, nome do cliente e código de peças.
Ademais, podem ser utilizados exemplos para demonstrar a consistência do trabalho
com a relevância de um caso real.
São Paulo, 20 de Maio de 2008.
Atenciosamente,
_______________________________________
Marel Indústria e Comércio do Brasil Ltda.
Irineu Del Giudice
Diretor Geral