343o mecanica 1 2010) - engenhariameca.files.wordpress.com · 4 2 - fundiÇÃo dentre essas várias...
TRANSCRIPT

FABRICAÇÃO MECÂNICA Introdução aos Processos de Fabricação / Fundição Material 1 – Coletânea de materiais sobre fundição (livros, apostilas e resumos)
2010
Prof. Alexander
1/1/2010

2
1 - INTRODUÇÃO

3

4
2 - FUNDIÇÃO
Dentre essas várias maneiras de trabalhar o material metálico, afundição se destaca, não só por ser um dos processos mais antigos, mas também porque é um dos mais versáteis, principalmente quando se considera os diferentes formatos e tamanhos das peças que se pode produzir por esse processo.
Mas, afinal, o que é fundição? É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes aos da peça a ser fabricada. A figura a seguir mostra algumas peças produzidas por fundição.
Figura 2.1

5
*A fluidez é medida pela distância que o metal percorre antes de se solidificar.

6
2.1 - ETAPAS DO PROCESSO DE FUNDIÇÃO

7
2.2 - Características e defeitos dos produtos fundidos

8
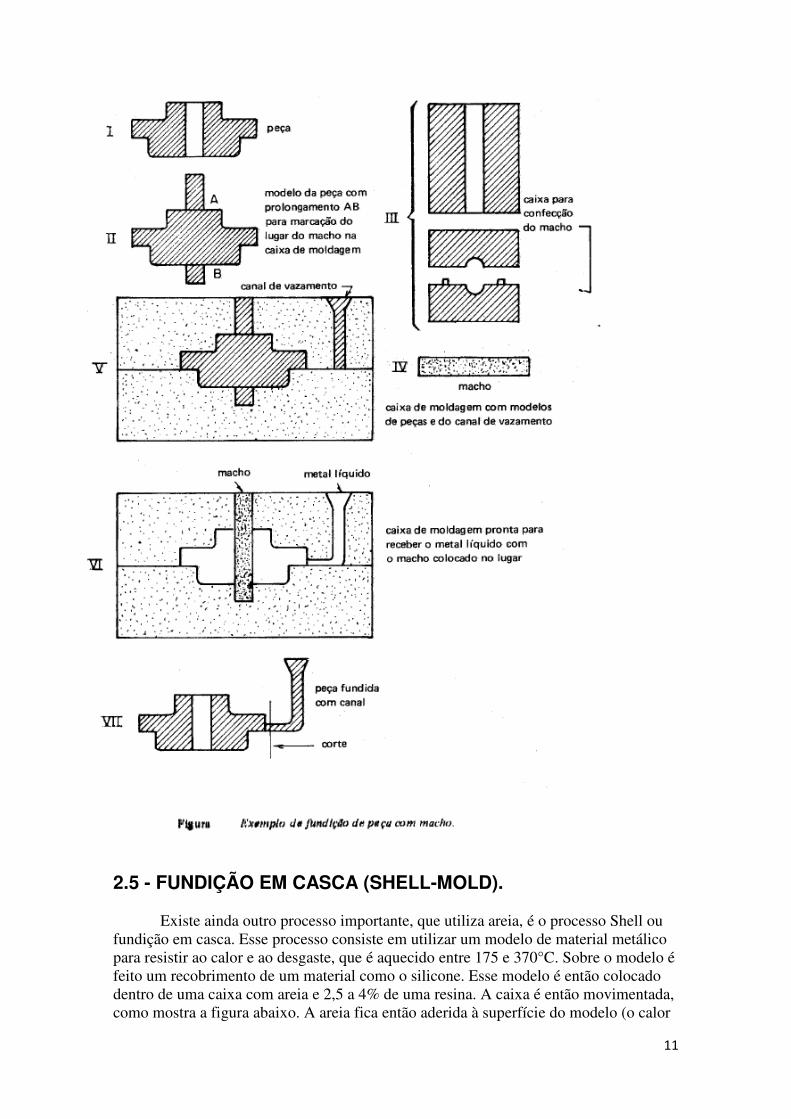
2.3 – MODELO
2.3.1 - MACHO

9
2.4 – MOLDAGEM EM AREIA

10
Deposição da areia
11
2.5 - FUNDIÇÃO EM CASCA (SHELL-MOLD).
Existe ainda outro processo importante, que utiliza areia, é o processo Shell ou
fundição em casca. Esse processo consiste em utilizar um modelo de material metálico
para resistir ao calor e ao desgaste, que é aquecido entre 175 e 370°C. Sobre o modelo é
feito um recobrimento de um material como o silicone. Esse modelo é então colocado
dentro de uma caixa com areia e 2,5 a 4% de uma resina. A caixa é então movimentada,
como mostra a figura abaixo. A areia fica então aderida à superfície do modelo (o calor

12
funde a resina). Essa “casca” (Shell) é curada por um período curto de tempo (entre 300
e 400°C) e será o molde para a posterior fundição da peça (geralmente entre 10 a 15mm
de espessura). O processo Shell tem grande aplicação na produção de peças, onde
grande exista necessidade de precisão e bom acabamento superficial.
Figura - Fundição “Shell-mold” – fundição em casca.
Metade de um molde
Eixo de um comando de válvulas
Figura - Fundição “Shell-mold” – fundição em casca.
2.5.1 - Vantagens da Fundição em casca (Shell-mold). - Permite a estocagem dos moldes e machos;
- Como o modelo é metálico, pode utilizar o mesmo por inúmeras vezes;
- Bom acabamento e estabilidade dimensional;

13
- Facilidade de liberação dos gases;
- Tolerâncias mais estreitas;
- Pode ser automatizado , principalmente para pequenas peças, com formatos
complexos.
2.5.2 - Desvantagens da Fundição em casca (Shell-mold). - Custo elevado, comparado com o processo de fabricação em areia verde.
2.6 - FUNDIÇÃO UTILIZANDO POR CERA PERDIDA OU FUNDIÇÃO DE PRECISÃO.
Este processo é muito utilizado onde se necessita fabricar peças com precisão
dimensional em grande quantidade, com bons acabamentos e com dimensões e
geometrias complexas e rigorosas. Exemplos: Peças aeronáuticas, componentes de
motores de avião, peças para carros, máquinas operatrizes e equipamentos para
processar alimentos. Consegue-se fabricar muitas peças de uma única vez. Neste
processo, o molde e modelo são destruídos.
A primeira etapa desse processo consiste em injetar cera na matriz (metálica)
para a confecção dos modelos. Esses modelos de cera são conectados a um canal central
(canal de alimentação) Este conjunto onde os modelos são montados sobre este eixo
também é chamado de árvore. Sobre os modelos é depositada uma pasta refratária ou
lama (areia fina, sílica ou zirconita + aglomerante), que pode ser constituída por várias
camadas, formando o molde. Quando o molde endurece, ele é aquecido para que a cera
derreta e seja retirada do molde (podendo ser novamente aproveitada). Após a retirada
da cera, o metal líquido é vazado no molde. Após a solidificação do metal ou liga, o
molde é quebrado e são retiradas as peças, as quais são separadas do canal
central(alimentação) e feito o acabamento final. As figuras abaixo apresentam modelo
de cera saindo do banho e um outro o modelo de cera e as peças produzidas.
Figura - modelo de cera saindo do banho e um outro o modelo de cera e as peças
produzidas.

14
2.6.1 - Vantagens da Fundição em cera perdida - Permite a fundição de peças complexas e precisas que não são possíveis em outros
tipos de fundição;
- Permite a reprodução de detalhes precisos de produção, eliminando etapas de
usinagem, como cantos mais “vivos” e paredes finas;
- Maior precisão dimensional e acabamento superficial;
- Possibilidade de utilização de ligas, de usinagem mais complexas, aplicando à peça o
material de melhor resistência mecânica recomendado;
2.6.2 - Desvantagem da Fundição em cera perdida - Custo elevado e disponibilidade de equipamentos para todas as etapas do processo.
2.7 - FUNDIÇÃO COM MOLDE PERMANENTE

15