1 + capa › edicoes › 156 › rpanews156... · 2019-11-07 · por que cai a produtividade nos...
TRANSCRIPT
1
1 + Capa

2
editorial
4 + Editorial
Ricardo Pinto
2
Três amigos, um médico, um cômico e um botânico, resol-veram fazer uma pescaria no pantanal. Após alguns dias re-mando pelos rios e igarapés, deram de cara com um índio. Ficaram maravilhados. Resolveram conversar com o índio e acharam conveniente usar o “sotaque dos índios”:
- Nóis pescando - disse o médico. - Índio também pescando - respondeu o habitante local. - Peixe muito bom. - Índio também gosta peixe. - Água muito boa de pescar! O que índio achar? - Índio achar também! Homi branco tudo pescador? - Não, mim medicu, ele comicu e outro botanicu! E índio? - Índio tá fora!
Como pudemos perceber pela história acima, a dificuldade na comunicação é a responsável por muitos fracassos, inclusive e principalmente na vida empresarial. Aliás, saber se comunicar é um pré-requisito indispensável para o profissional ser bem-sucedido.
Toda comunicação humana é feita a partir de um emissor (o comunicador), que emite uma mensagem para o receptor ou re-ceptores por meio de uma codificação. A mensagem terá maior ou menor sentido dependendo de decodificação que o receptor fará do código enviado pelo emissor. Além disso, há interdepen-dência entre emissor e receptor através do feedback, situação em que o emissor alia seu sucesso em ser entendido pelo receptor.
Como sabemos, a comunicação não é feita somente pela lin-guagem oral. O emissor deve ter em mente que a linguagem corporal (gestos, olhar, expressões faciais, movimentação do corpo, postura e aparência), em conjunto com a voz, o silêncio e a comunicação visual (os recursos didáticos), exercem um pa-pel importante na transmissão da mensagem. Na realidade, os elementos não verbais representam 65% de toda a mensagem.
Os recursos audiovisuais (lousas, vídeos, projetores etc), ao
Bom comunicador
estimularem outros sentidos do receptor, são ferramentas funda-mentais para o comunicador usar junto com a linguagem oral. Eles facilitam a compreensão da mensagem (reforçando os pon-tos principais), ampliam a retenção de informações, prendem a atenção dos ouvintes, orientam o raciocínio (do emissor e do re-ceptor) e esclarecem conceitos.
Estudos mostram que aprendemos 1% através do gosto, 1,5% através do tato, 3,5% através do olfato, 11% através da audição e 83% através da visão. Some-se a isso que os indivíduos retêm 10% do que lêem, 20% do que escutam, 30% do que vêem, 50% do que vêem e escutam, 70% do que dizem e discutem, e 90% do que dizem e logo realizam.
Quando nos comunicamos com alguém com uma determi-nada intenção, estamos argumentando. Argumentar é a arte de influenciar o comportamento do outro e fazê-lo compartilhar de algumas de nossas opiniões. A argumentação pode ser cons-truída através do convencimento - por meio da consistência do raciocício e da evidência das provas - ou da persuasão - quando se utiliza de proposições possíveis e verossímeis.
Via de regra, argumentos extremamente claros e lógicos não produzem o efeito esperado porque são apresentados sem vibração e sem entusiasmo. Podem nos convencer, mas não nos persuadem.
Dentro desta ótica, se você fará uma apresentação em públi-co e está inseguro, aqui vão oito dicas: conheça previamente a plateia para quem falará; faça um planejamento cuidadoso da sua apresentação; organize-se com relação ao material de suporte, material audiovisual, local e equipamentos que serão usados; en-saie várias vezes; melhore a apresentação no que puder; aumente sua autoconfiança; durante a apresentação seja sincero, natural e esteja atento às reações do público; e depois da apresentação faça uma autoanálise da mesma, além de pedir opiniões de quem o assistiu. E, finalmente, um último lembrete: não se esqueça de que um bom comunicador normalmente é um ótimo ouvinte, pois faz feedback. Fiz-me entender?
3
5 + Expediente
Siga-nos no Twitter:@RevistaIdeaNews
Diretor GeralRicardo Pinto [email protected]
EditoraDiana NascimentoJornalista Responsável - Mtb 30.867 [email protected]
Diretora FinanceiraPatrícia Nogueira Díaz Alves [email protected]
Gerente ComercialPaula [email protected] fone: (82) 3272-1005, (16) 8217-0497, (82) 9349-7509,(82) 8879-5880
Gerente de MarketingMarlei [email protected] fone: (16) 9191-6824, 8127-0984, 3237-4249
Julio [email protected]: (82) 3024-3883,(82) 3272-1005, (82) 8881-1081, (82) 9956 1536
CTP e ImpressãoGRÁFICA MUNDOISSN 1679-5288
RPA Consultoria (16) 3237-4249 Revista RPANews (16) 3602-0900
Fax RPA Consultoria e Revista RPANews (16) 3602-0901Rua Casemiro de Abreu, 950, Vila Seixas, Ribeirão Preto, SP, CEP 14020-060
RedaçãoDiana Nascimento [email protected] Natália Cherubin [email protected]
FotografiaMikeli SilvaRogério Pinto
Projeto GráficoRogério Pintofone: 11 [email protected]
Diagramação Fernando Almeida [email protected]
AdministraçãoCamila [email protected] Custó[email protected] Miele [email protected]
Departamento de MarketingMikeli Silva [email protected]
RPANews é lida mensalmente por aproximadamente 35.000 executivos, profissionais e em-presários ligados à agroindústria da cana-de-açúcar do Brasil.
CONSELHO EDITORIALAilton António Casagrande Alexandre Ismael Elias António Carlos Fernandes António Celso Cavalcanti António Vicente Golfeto Celso Procknor Egyno Trento Filho Geraldo Majela de Andrade Silva Guilherme Menezes de Faria Henrique Vianna de Amorim João Carlos de Figueiredo Ferraz José Pessoa de Queiroz Bisneto José Velloso Dias Cardoso Luiz Custódio da Cotta Martins Luiz Gustavo Junqueira Figueiredo Luiz Chaves Ximenes Filho Manoel Carlos Azevedo Ortolan Marcos Guimarães Landell Maurilio Biagi Filho Osvaldo Alonso Paulo Adalberto Zanetti Ricardo Pinto Rogério António Pereira
Assinatura anual (12 edições): R$ 150,00 - Número avulso: R$ 15,00. Pedidos devem ser enviados ao endereço abaixo, acompanhados de cheque nominal à RICARDO PINTO E ASSOCIADOS CONSULTORIA AGRO INDUSTRIAL LTDA IDEANews não se responsabiliza pelos conceitos emitidos nos artigos assinados. Matérias não solicitadas, fotografias e artes não serão devolvi-das. É autorizada a reprodução das matérias, desde que citada a fonte
www.revistarpanews.com.br
edição 156Ano 12dezembrode 2013
“O otimista é um tolo. O pessimista, um chato. Bom mesmo é ser um realista esperançoso.”Ariano Suassuna
“As pessoas costumam dizer que a motivação não dura sempre. Bem, nem o efeito do banho, por isso recomenda-se diariamente.”Zig Ziglar
“A persistência é o menor caminho do êxito.”Charles Chaplin
“Só se pode alcançar um grande êxito quando nos mantemos fiéis a nós mesmos.”Friedrich Nietzsche
“O futuro pertence àqueles que acreditam na beleza de seus sonhos.”Elleanor Roosevelt
Índice
Por dentro da usina
Atualidades Jurídicas
38
40
Dicas e novidades 36
Executivo 42
Dropes
Especial 4 Novas variedades pedem passagem
TecnologiaAgrícola 14 Controle Biológico: equilíbrio para o
meio ambiente
TecnologiaIndustrial 24 Caldeiras: grelha ou leito
fluidizado?
30 Água e efluentes bem tratados
Equilíbrio e dedicação
16
21
Muda pré-brotada não é modismo
Fórum 10O que as usinas que tiveram lucro recentemente fizeram em comum?
46
Por que cai a produtividade nos canaviais?
4
O desenvolvimento e o lançamento de novas variedades de cana-de-açúcar pelos programas de melhoramento vêm acontecendo com cada vez mais frequência ao longo dos últimos anos, principalmente após a expansão da colheita e do plantio mecanizado, que vem exigindo canas mais ade-quadas ao novo sistema de produção. Para se ter uma ideia, nos últimos três anos (de 2010 a 2013) o Centro de Tecno-logia Canavieira (CTC) lançou oito variedades, a Ridesa (Rede Interuniversitária para o Desenvolvimento do Setor Sucroenergético), em conjunto com universidades, liberou 13 variedades, o Instituto Agronômico (IAC), de Campinas, da Secretaria de Agricultura e Abastecimento do Estado de São Paulo, disponibilizou ao mercado cinco novas varieda-des e a Canavialis, da Monsanto, lançou, só em 2012, quatro novas variedades.
Ao todo são 30 novos materiais no mercado. Muitas fo-ram desenvolvidas com características para atender condições específicas de algumas regiões produtoras de cana-de-açúcar. Mas a pergunta que não quer calar é: se a nova geração de variedades tende a ser mais evoluída, atendendo melhor ao produtor de acordo com sua necessidade, por que elas ainda não “pegaram” nos canaviais? E por que, mesmo com tantas novidades, o setor continua apostando suas fichas em varie-dades já tradicionais, mesmo nas novas áreas de expansão de plantio de cana-de-açúcar?
Apesar dos lançamentos constantes, a produção de novas variedades de cana não acontece da noite para o dia. Para um novo material chegar às mãos do produtor, um programa de melhoramento tradicional leva de 11 a 15 anos, da pes-quisa a sua liberação. Tempo este que vem sendo diminuído
especial
4 + Especial – Novas variedades
4
5
para que o produtor tenha acesso mais rápido às variedades de ultima geração.
Segundo o professor e doutor da Universidade Federal do Paraná e coordenador geral da Ridesa, Edelclaiton Daros, os pro-gramas de melhoramento já têm condições de acelerar algumas fases do processo de produção. “Acredito que o programa que sair da zona de conforto terá êxito na liberação de variedades em tempo menor e com alta segurança. Nós, do PMGCA/Ridesa, estamos em fase de consolidação de resultados para liberar varie-dades de cana-de-açúcar em tempo bem menor que o tradicional.”
Marcos Virgílio Casagrande, gerente de Desenvolvimento de Produtos do CTC, conta que o Centro de Tecnologia Canavieira também reformulou seu programa para o desenvolvimento de novas variedades com a aceleração do processo. “Com isso, a produção de uma nova variedade passa de 15 para oito anos, ou seja, uma redução de 47% em relação ao programa anterior, com significativa aceleração do time-to-market das variedades CTC.”
De acordo com cada programa de melhoramento, as varie-dades mais plantadas hoje pelas usinas e produtores de cana brasileiros são:- Variedades CTC: Precoces: CTC 7, CTC 9, CTC 22, CTC 9001, CTC 9003 Médias/tardias: CTC 2, CTC 4, CTC 11, CTC 15, CTC 20,
CTC 9002 Tardias: CTC 6, CTC 14, CTC 24 - Variedades IAC IACSP 95-5000 IAC 91-1099 IAC 87-3396. - Variedades Ridesa Centro-Sul: RB 867515, RB 966928, RB 965902 e RB 937570 Nordeste: RB 98710, RB 99395, RB 962962 e RB 951541
“Ocupamos com nossas variedades mais de 65% da área plan-tada com cana-de-açúcar. A RB 867515 representa sozinha, em nível Brasil, 27%”, complementa o coordenador geral do Ridesa.
APOSTA DEPENDE DE INFORMAÇÃO
Se a nova geração de variedades de cana é mais evoluída e atende mais especificamente as necessidades de cada região pro-dutora de cana, por que ainda não as vemos em campo?
Marcos Guimarães de Andrade Landell, pesquisador e di-retor do IAC, destaca que, apesar do aumento do plantio de novas variedades de 2001 para cá, existem alguns aspectos que influenciaram e ainda influenciam os produtores a não apostar em novos materiais.
“O primeiro ponto é que entre 2004 e 2008 houve um cres-cimento exacerbado do setor, que saiu de 5,5 milhões de ha para 9 milhões de ha de cana-de-açúcar. Este crescimento se deu de maneira desorganizada, fazendo com que o pessoal das usinas, para atender a agenda, plantassem o que tinham disponível em
suas áreas comerciais, o que fez com que as variedades já tradi-cionais perpetuassem. Para se ter uma ideia, algumas empresas saíram do zero e tiveram que plantar 10 mil ha de uma só vez. A maioria delas não tinha planejado seu viveiro de mudas, o que as obrigou a usar áreas comerciais com variedades lançadas há mais de dez anos. Esse, sem dúvida, foi um dos fatores que mais prejudicou a substituição das variedades entre 2004 e 2008. O segundo aspecto é que, talvez, os programas de melhoramento não estejam sendo tão eficientes na divulgação das vantagens comparativas que as novas variedades têm em relação as anti-gas. O terceiro aspecto pode vir dos próprios produtores, que muitas vezes têm uma visão mais conservadora e, por falta de informação, preferem continuar usando variedades já conheci-das”, salienta Landell.
Para Rafael Castanho, gerente de vendas da Canavialis Monsan-to, o problema também é a falta de informação, o que faz com que muitos produtores optem por testar novas variedades por longos períodos antes de adotá-las comercialmente. “O nosso papel é fornecer um conjunto de informações e resultados que ofereçam segurança às usinas acelerando o processo de substituição. Ou-tro motivo para a demora é a disponibilidade de mudas, já que as novas variedades possuem pouca oferta, tornando sua adoção um pouco mais lenta.”
“Temos uma série de fatores para explicar a concentração da produção em variedades antigas, cada uma com maior ou menor relevância em determinada unidade de produção. Atual-mente, a produtividade média do Centro-Sul está na casa de 75 t/ha e ninguém está satisfeito. Por outro lado, 40% dessa produ-tividade está sob a responsabilidade de duas variedades antigas. Na verdade, essas varie-dades não estão em sintonia com as atuais tecnologias de produção do setor, deixando o produtor em situação complicada”, opina Casagrande.
Segundo ele, a diminuição dos investi-mentos em renovação de canaviais, a indis-ponibilidade de mudas das novas variedades, a falta de conhecimento sobre o poten-cial dos novos materiais e o desen-volvimento de variedades que não correspondem às expectativas e ao manejo inadequado, que com-
Casagrande: “Muitos não se programam e acabam obrigados a
utilizar a variedade mais próxima, elevando a
concentração de cultivares menos produtivas.
É um círculo vicioso com consequências desastrosas para a
produtividade”
5 + Especial – Novas variedades

6
promete o desempenho das novas variedades, são os fatores que explicam a predominância de cultivares mais antigas. “Contu-do, não podemos esquecer que para utilizar uma nova variedade é preciso se programar e fazer o plantio de viveiros em locais previamente definidos, de modo a atender a demanda por mudas na ocasião da renovação ou expansão dos canaviais. Muitos não se programam e acabam obrigados a utilizar a variedade mais próxima, elevando a concentração de cultivares menos produti-vas. É um círculo vicioso com consequências desastrosas para
a produtividade.” Já Daros acredita que as usinas e produtores continuam apos-
tando em material antigo porque querem garantir a segurança no plantio e no cultivo, o que as variedades tradicionais, como a RB 867515, oferecem. “É obvio que a unidade vai continuar a plantar e cultivar esta variedade por muitos anos, até para a se-gurança do setor. Penso que está na hora de valorizar o trabalho realizado pelas instituições de pesquisa na área de melhoramento genético. Precisamos parar de só achar defeitos nas variedades, pois entendo que se até agora não se fez nenhum agradecimento por estas variedades a seus obtentores e instituições, não se tem o direito de denegrí-las”, frisa.
Para Manoel Ortolan, presidente da Orplana (Organização de Plantadores de Cana da Região Centro-Sul do Brasil), o gran-de número de variedades lançadas nos últimos anos tornou a seleção e substituição mais difícil. Entretanto, ele acredita que o caminho será fazer a escolha considerando cada ambiente de produção. “Primeiro vamos considerar o solo, o clima e vários outros fatores e então faremos a seleção das variedades, que passam a ser definidas por ambientes. Isso restringe um pouco o número de variedades que serão testadas. Sabendo meu ambiente de produção, saberei quais variedades precisarei para esse am-biente e fica mais fácil o trabalho de substituição. O fato é que nós vamos ter que, muito rapidamente, substituir as variedades mais antigas”, opina.
TECNOLOGIA DEVE ACELERAR SUBSTITUIÇÃO
As novas tecnologias lançadas pelo mercado com o objetivo de fazer não só a rápida multiplicação de mudas para viveiro co-mo também garantir maior sanidade (AGMusa, da Basf, e as Mu-das Pré-Brotadas do IAC) surgem ainda como uma solução para a substituição mais rápida de variedades em canaviais comerciais.
Casagrande acredita que as boas tecnologias de multipli-cação serão ótimas ferramentas para auxiliar na introdução e multiplicação de novas variedades. “Há décadas o CTC tem ressaltado a importância da utilização de mudas de qualidade na introdução e multiplicação de novas variedades visando o total aproveitamento do potencial genético desses cultivares. Ao plantar uma cana de origem duvidosa, o produtor corre risco de ser ‘presenteado’ com algumas doenças, as quais podem compro-meter a produtividade e obrigar a reforma precoce do canavial, diminuindo consideravelmente o lucro da lavoura. Além das doenças, as pragas também podem chegar com as mudas e uma vez instaladas na propriedade só restará ao produtor despender esforços e recursos para tentar estabelecer uma convivência to-lerável com as mesmas. Um claro exemplo disso é a expansão do bicudo da cana-de-açúcar, Sphenophorus levis, principalmente em algumas regiões canavieiras do Estado de São Paulo”, en-fatiza Casagrande.
Landell conta que com a utilização da tecnologia MPB, por
Daros acredita que as usinas e produ-tores continuam apostando em mate-rial antigo porque querem garantir a segurança no plantio e no cultivo, o que as variedades tradicionais, como a RB 867515, oferecem
Variedades Canavialis MonsantoC
anav
ialis
Mon
sant
o
6 + Especial – Novas Variedades
6

7
7 + Follytk – 1 página
8
8 + Especial – Novas Variedades
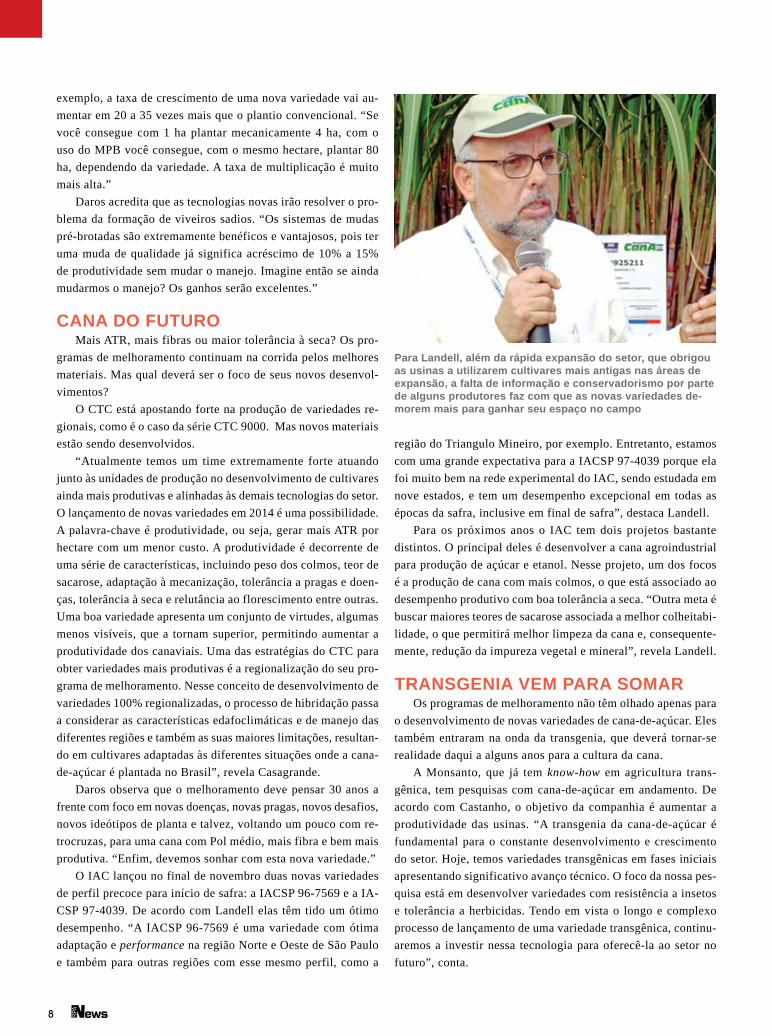
exemplo, a taxa de crescimento de uma nova variedade vai au-mentar em 20 a 35 vezes mais que o plantio convencional. “Se você consegue com 1 ha plantar mecanicamente 4 ha, com o uso do MPB você consegue, com o mesmo hectare, plantar 80 ha, dependendo da variedade. A taxa de multiplicação é muito mais alta.”
Daros acredita que as tecnologias novas irão resolver o pro-blema da formação de viveiros sadios. “Os sistemas de mudas pré-brotadas são extremamente benéficos e vantajosos, pois ter uma muda de qualidade já significa acréscimo de 10% a 15% de produtividade sem mudar o manejo. Imagine então se ainda mudarmos o manejo? Os ganhos serão excelentes.”
CANA DO FUTUROMais ATR, mais fibras ou maior tolerância à seca? Os pro-
gramas de melhoramento continuam na corrida pelos melhores materiais. Mas qual deverá ser o foco de seus novos desenvol-vimentos?
O CTC está apostando forte na produção de variedades re-gionais, como é o caso da série CTC 9000. Mas novos materiais estão sendo desenvolvidos.
“Atualmente temos um time extremamente forte atuando junto às unidades de produção no desenvolvimento de cultivares ainda mais produtivas e alinhadas às demais tecnologias do setor. O lançamento de novas variedades em 2014 é uma possibilidade. A palavra-chave é produtividade, ou seja, gerar mais ATR por hectare com um menor custo. A produtividade é decorrente de uma série de características, incluindo peso dos colmos, teor de sacarose, adaptação à mecanização, tolerância a pragas e doen-ças, tolerância à seca e relutância ao florescimento entre outras. Uma boa variedade apresenta um conjunto de virtudes, algumas menos visíveis, que a tornam superior, permitindo aumentar a produtividade dos canaviais. Uma das estratégias do CTC para obter variedades mais produtivas é a regionalização do seu pro-grama de melhoramento. Nesse conceito de desenvolvimento de variedades 100% regionalizadas, o processo de hibridação passa a considerar as características edafoclimáticas e de manejo das diferentes regiões e também as suas maiores limitações, resultan-do em cultivares adaptadas às diferentes situações onde a cana-de-açúcar é plantada no Brasil”, revela Casagrande.
Daros observa que o melhoramento deve pensar 30 anos a frente com foco em novas doenças, novas pragas, novos desafios, novos ideótipos de planta e talvez, voltando um pouco com re-trocruzas, para uma cana com Pol médio, mais fibra e bem mais produtiva. “Enfim, devemos sonhar com esta nova variedade.”
O IAC lançou no final de novembro duas novas variedades de perfil precoce para início de safra: a IACSP 96-7569 e a IA-CSP 97-4039. De acordo com Landell elas têm tido um ótimo desempenho. “A IACSP 96-7569 é uma variedade com ótima adaptação e performance na região Norte e Oeste de São Paulo e também para outras regiões com esse mesmo perfil, como a
região do Triangulo Mineiro, por exemplo. Entretanto, estamos com uma grande expectativa para a IACSP 97-4039 porque ela foi muito bem na rede experimental do IAC, sendo estudada em nove estados, e tem um desempenho excepcional em todas as épocas da safra, inclusive em final de safra”, destaca Landell.
Para os próximos anos o IAC tem dois projetos bastante distintos. O principal deles é desenvolver a cana agroindustrial para produção de açúcar e etanol. Nesse projeto, um dos focos é a produção de cana com mais colmos, o que está associado ao desempenho produtivo com boa tolerância a seca. “Outra meta é buscar maiores teores de sacarose associada a melhor colheitabi-lidade, o que permitirá melhor limpeza da cana e, consequente-mente, redução da impureza vegetal e mineral”, revela Landell.
TRANSGENIA VEM PARA SOMAROs programas de melhoramento não têm olhado apenas para
o desenvolvimento de novas variedades de cana-de-açúcar. Eles também entraram na onda da transgenia, que deverá tornar-se realidade daqui a alguns anos para a cultura da cana.
A Monsanto, que já tem know-how em agricultura trans-gênica, tem pesquisas com cana-de-açúcar em andamento. De acordo com Castanho, o objetivo da companhia é aumentar a produtividade das usinas. “A transgenia da cana-de-açúcar é fundamental para o constante desenvolvimento e crescimento do setor. Hoje, temos variedades transgênicas em fases iniciais apresentando significativo avanço técnico. O foco da nossa pes-quisa está em desenvolver variedades com resistência a insetos e tolerância a herbicidas. Tendo em vista o longo e complexo processo de lançamento de uma variedade transgênica, continu-aremos a investir nessa tecnologia para oferecê-la ao setor no futuro”, conta.
Para Landell, além da rápida expansão do setor, que obrigou as usinas a utilizarem cultivares mais antigas nas áreas de expansão, a falta de informação e conservadorismo por parte de alguns produtores faz com que as novas variedades de-morem mais para ganhar seu espaço no campo

9
Casagrande conta que o CTC também vem investindo bas-tante em transgenia. Para ele, a engenharia genética é uma ferra-menta fantástica que abre um leque com múltiplas possibilidades, permitindo, por exemplo, a produção de variedades com maior produtividade, maior teor de sacarose, tolerância à seca e também as pragas. “Estamos convictos de que as variedades transgêni-cas desenvolvidas pelo CTC provocarão uma ruptura no atual patamar de produtividade da cana-de-açúcar, trazendo maiores lucros aos produtores. Sua participação no mercado crescerá à medida que os produtores notarem seus benefícios. Essas canas permitirão, inclusive, a utilização de áreas marginais onde hoje seria praticamente impensável manter um canavial. É o caso, por exemplo, de variedades transgênicas com maior tolerância à seca e outros estresses abióticos”, revela.
Landell acredita que a transgenia virá para somar, no entan-to, deve demorar a se tornar realidade devido ao elevado custo de produção. “Acredito que primeiro vamos ter muito ganhos com projetos de seleção regional. A seleção de cana para con-dições específicas e peculiares deve resultar nos próximos anos em ganhos expressivos na ordem de 20% a 40%. Mesmo que o transgênico venha dar ganhos, o melhoramento convencional, através de política de seleção regional, manterá um ganho bas-tante significativo desde que haja, por parte dos produtores, essa percepção. Isso não quer dizer que o IAC não esteja participando
de projetos de cana transgênica, mas achamos que o melhoramen-to ainda tem muito a contribuir. Com a multiplicação de novas mudas de qualidade acredito que haverá mudança signficativa na produtividade, que será muito mais interessante se o produ-tor ainda fizer a locação das variedades de acordo com critérios modernos de manejo varietal, observando qual é a melhor para cada região, realizando a qualificação dos ambientes de produ-ção. Observamos que a associação das tecnologias traz ótimos resultados ao campo.”
Grandes grupos sucroenergéticos têm apostado na substitui-ção de variedades antigas por novas e os resultados têm sido positivos, como é o caso do Grupo São Martinho. De acordo com Ivan Dalri, gerente agrícola da Usina Iracema, o Grupo São Mar-tinho tem pesquisas e desenvolvimentos junto ao CTC, Ridesa e IAC. “Temos apostado bastante nos novos materiais. Podemos dizer que o grau de atualização varietal da São Martinho é de vanguarda. Estamos à frente. As estações de melhoramento das instituições de pesquisa estão dentro das nossas unidades. Então quando eles lançam uma nova variedade, nós já estamos habitu-ados a elas. Plantamos muito mais os materiais novos do que os antigos que predominam no setor. Aliás, não plantamos as duas variedades mais tradicionais do setor. Estamos plantando os ma-teriais novos do IAC, CTC e Ridesa em condição comercial”, finaliza.
NOVAS CULTIVARES
Duas novas cultivares de cana-de-açúcar do IAC foram disponibilizadas ao setor no final do mês de novembro. A IACSP97-4039, segundo Marcos Guimarães de Andrade Landell, pesqui-sador e líder do Programa Cana IAC, da Secre-taria de Agricultura e Abastecimento do Estado de São Paulo, tem perfil para mudar a história da canavicultura no início da safra em razão da precocidade, da qualidade e do longo período útil de industrialização. Essa nova cultivar deverá despertar grande interesse do setor pela possibi-lidade de ser colhida — com grande qualidade — do início ao final da safra, de abril a agosto, podendo a colheita ser estendida até outubro. “Estas cultivares irão contribuir para que a par-tir do final de março e início de abril, tenhamos melhor qualidade nos nossos canaviais”, diz o pesquisador do Instituto.
Além disso, o alto teor de sacarose do início ao final da safra, associado à alta produtividade, atribui um perfil que normalmente não aconte-ce com essa intensidade. O diferenciado teor de açúcar se mantém em qualquer período da safra,
inclusive no final (primavera) — são 6% a mais de sacarose — com elevada produtividade. “São dez quilos a mais de açúcar por tonelada de cana em relação à cultivar mais cultivada no Brasil”, diz Landell.
A IACSP 96-7569 tem colheita de maio a agosto, com alta produtividade e o mesmo ele-vado teor de sacarose da IACSP 97-4039. Com teor de fibra médio, tem ótima adaptação à região Oeste de São Paulo, nos municípios de Andra-dina, Araçatuba, Presidente Prudente e Adaman-tina, onde ocorreu a última grande expansão da canavicultura paulista.
As novas cultivares deverão ganhar mercado efetivo em 2014. No momento, o IAC está prepa-rando os viveiros e programando multiplicações no núcleo de produção de mudas. Por enquanto, têm acesso aos novos materiais as associações, usinas e empresas parceiras da rede experimen-tal do IAC.
Com esse lançamento, o Programa Cana IAC chega a sua 21ª cultivar para o setor sucroener-gético, desde sua reorganização, em 1994.
9 + Especial – Novas Variedades
10
fórum
10 + Forum + 1/6 DMB14 + Forum + 1/6 DMB
Antônio de Pádua Rodrigues, diretor técnico da Unica (União da Indústria de Cana-de-açúcar)
DIFERENÇA ENTRE RECEITA E CUSTO“Os custos de produção são mais ou menos homogêneos, o que existe é um gran-de diferencial no endividamento das empresas. Hoje as empresas usam, em média, 15% do faturamento para pagar os juros da dívida. Para as empresas que estão pouco alavancadas e têm condições de pagar juros melhor, na diferença entre a receita e o custo, sobra dinheiro para pagar essa despesa e sobra algum nível de desoneração. Aquelas empresas com alto nível de endividamento não geram caixa nem para pagar os débitos da dívida de curto prazo. O resultado das empresas é muito heterogêneo. Na média, as empresas pagam 15% do faturamento em juros do capital de serviço de dívida, e isso não é pagar o principal da dívida. O resultado é muito diferente de empresa para empresa, dependendo do nível de endividamento e da capacidade de pagamento dessa quantidade de juros. Isso acontece porque umas não erraram tanto no investimento, umas não expandiram tanto, algumas fizeram investimento com dívidas de longo prazo, com financiamento planejado e não com financiamento de capital de giro. Depende de como foram construídos esses financiamentos.”

11
11 + Forum + 1/6 DMB15 + Fórum + 1/6 DMB
BAIxO ENDIVIDAMENTO“As usinas que tiveram lucro nessa safra, em primeiro lugar, tinham um endividamento baixo e consequentemente tiveram condições, desde o ano passado, de aumentar o plantio de cana e esse ano tiveram mais cana planta. Com dinheiro em caixa, essas usinas puderam fazer atualizações em seus equipamentos e comprar insumos. Acho que esse ano, quem estava de médio para bem, tem tudo para continuar. Quem estava com proble-ma, continuará, porque para quem estava com endividamento financeiro bem alto todo o lucro irá para pagar os juros da dívi-da. Acredito ainda que não teremos fechamento de usinas, mas certamente teremos parcerias ou fusões para que elas consigam, mesmo com o endividamento, terem injeção de capital.”
EFICIêNCIA INDUSTRIAL“Acho que o mais importante foi o fato das usinas que tiveram auto-eficiência industrial porque todas as usinas conseguiram melhorar a sua cana. Mas o problema é que a diferença de efi-ciência entre uma usina boa e uma usina ruim é muito grande, chega a ser 15%. Isso faz com que o lucro de uma usina de baixa eficiência não seja eficiente. Desde a chegada da matéria-prima, quanto menos se perder dentro do processo, melhor. Isso com-prova que é a eficiência mesmo.”
DIVERSIDADE DE FATORES“As que tiveram lucro são as usinas eficientes na área agrícola e industrial. Elas já têm essa questão da eficiência enraizada em seus procedimentos operacionais. Mas isso também dependeu da estrutura de capital, quantas estavam alavancadas em finan-ciamentos ou não, quanto elas investiram em projetos recentes, ou seja, se elas já vinham equilibradas ou não e se elas tiveram ou não problemas sérios de clima em sua região. A diversidade de fatores que pode ter implicado no fato de uma usina ter tido bons resultados e outras não é muito grande. Vai desde clima a estrutura de capital, a fatores climáticos, não apenas as chuvas, mas também geadas, e a estrutura de seu próprio canavial - se ele estava sendo bem tratado ao longo dos últimos anos, se con-seguiu se recuperar ou não, se as renovações tiveram um bom resultado. Regra geral, as usinas que estão com lucratividade boa é porque, operacionalmente, tem alto nível de eficiência agrícola e industrial.”
Antônio César Salibe, presidente executivo da Udop (União dos Produtores de Bioenergia)
Henrique Berbet de Amorim Neto, diretor da Fermentec
Manoel Bertone, presidente do Benri (Biomass Energy Research Institute)

12
12 + Forum + 1/6 DMB
QUESTõES DE RISCO“O setor sucroalcooleiro tem um tripé que é importante ser observado: a parte agrícola e industrial, um bom departa-mento financeiro que faça o hedge do dólar, um bom depar-tamento comercial que faça bons contratos e uma boa mesa para fixar bem seus preços no mercado internacional. É um tripé não muito fácil de se conseguir, mas a gestão de risco de maneira eficiente e profissional. Às vezes há usinas que se preocupam, com toda a razão, em ter o melhor da parte agrícola e o melhor da parte industrial e são extremamente atentadas à esses pontos, mas na hora de fazer a sua gestão de risco, ou seja, na hora de precificar o açúcar no merca-do internacional, na hora de fazer o hedge do câmbio, que é importante para negociar contratos comerciais, deixa um pouco a desejar. As que tiveram lucro certamente olharam para essas questões com maior cuidado.”
ESTRATÉGIA“Acho que é um somatório de uma operação industrial e agrícola enxuta, uma boa logística, um correto perfil de en-dividamento porque as usinas que têm um endividamen-to maior acabam pagando mais juros e esses juros acabam ‘comendo’ uma boa parte do resultado delas, além da gestão comercial. Tivemos muita volatilidade não só no açúcar e no etanol como é normal haver, mas no mercado cambial também. Dependendo de como as usinas conduziram a sua estratégia, seja da dívida, seja da venda da mercadoria em dólar, isso também fez muita diferença.”
FALTA DE INVESTIMENTOS ARRISCADOS“As usinas que tiveram lucro foram as usinas que não tiveram investimentos exagerados, ou seja, não se endividaram. O lucro está diretamente relacionado com a falta de endivida-mento. Usinas que mantiveram um patamar tecnológico mais estável acabaram conseguindo passar pela crise no azul. As que tiveram investimentos muito rápidos e tiveram que entrar em empréstimos, essas estão passando apertado. O que elas têm em comum é isso: não terem realizado investimentos exageradamente arriscados.”
Arnaldo Luiz Corrêa, diretor da Archer Consulting
Luiz Gustavo Junqueira Figueiredo, diretor comercial da usina Alta Mogiana
Tércio Dalla Vecchia, diretor da Reunion Engenharia
13
informe publicitário
13 + Unimed
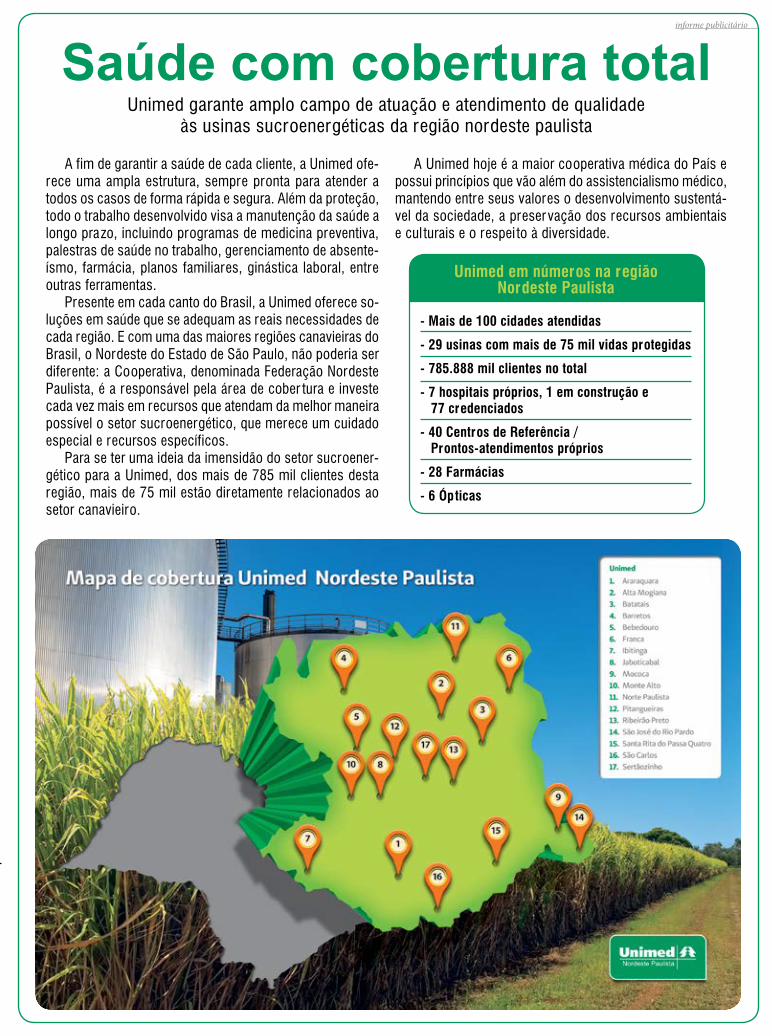
A fim de garantir a saúde de cada cliente, a Unimed ofe-rece uma ampla estrutura, sempre pronta para atender a todos os casos de forma rápida e segura. Além da proteção, todo o trabalho desenvolvido visa a manutenção da saúde a longo prazo, incluindo programas de medicina preventiva, palestras de saúde no trabalho, gerenciamento de absente-ísmo, farmácia, planos familiares, ginástica laboral, entre outras ferramentas.
Presente em cada canto do Brasil, a Unimed oferece so-luções em saúde que se adequam as reais necessidades de cada região. E com uma das maiores regiões canavieiras do Brasil, o Nordeste do Estado de São Paulo, não poderia ser diferente: a Cooperativa, denominada Federação Nordeste Paulista, é a responsável pela área de cober tura e investe cada vez mais em recursos que atendam da melhor maneira possível o setor sucroenergético, que merece um cuidado especial e recursos específicos.
Para se ter uma ideia da imensidão do setor sucroener-gético para a Unimed, dos mais de 785 mil clientes desta região, mais de 75 mil estão diretamente relacionados ao setor canavieiro.
Saúde com cobertura totalUnimed garante amplo campo de atuação e atendimento de qualidade
às usinas sucroenergéticas da região nordeste paulista
A Unimed hoje é a maior cooperativa médica do País e possui princípios que vão além do assistencialismo médico, mantendo entre seus valores o desenvolvimento sustentá-vel da sociedade, a preservação dos recursos ambientais e cul turais e o respei to à diversidade.
Unimed em números na região Nordeste Paulista
- Mais de 100 cidades atendidas
- 29 usinas com mais de 75 mil vidas protegidas
- 785.888 mil clientes no total
- 7 hospitais próprios, 1 em construção e 77 credenciados
- 40 Centros de Referência / Prontos-atendimentos próprios
- 28 Farmácias
- 6 Ópticas
14
*Jair Rosas da Silva
A redução de produtividade agrícola de la-vouras de cana-de-açúcar nos últimos anos num patamar médio entre 60-80 t/ha, considerado ótimo ou aceitável por alguns, tem acometido recentemente as áreas de produção na região Centro-sul; no Nordeste, a produtividade obti-da tem sido ainda menor, em função da adver-sidade do clima. Considere-se que em passado recente a média brasileira de produtividade de cana estava em torno de 85 TCH. Tal conjuntura é atribuída a um grupo de fatores perfeitamente identificados.
Podemos considerar o incremento no em-prego da mecanização nas atividades agrícolas em geral, especialmente nas operações de co-lheita de cana, recebendo considerável impulso nos últimos anos, corroborado pela colocação no mercado de novos modelos de colhedoras automotrizes, a par também de outros tipos de máquinas destinados às demais operações agrí-colas como tratores, transbordos, plantadoras, adubadoras, quebra-lombos, atomizadores e pulverizadores para o controle de novas enfer-midades que têm sido introduzidas nas áreas de produção, bem como o controle de pragas, a aplicação de maturadores e outras máquinas menos frequentes.
Um aspecto que deve ser considerado e o cuidado a ser observado e evitado a qualquer custo é o pisoteio de soqueiras. Isso tem sido assinalado em um grande número de áreas pro-dutoras, incluindo fornecedores e usinas, e cau-sados por vários fatores, dentre os quais a exis-tência de uma discrepância entre as bitolas de tratores, colhedoras e transbordos que trafegam nos canaviais no decorrer dos ciclos de produ-ção. Isso pode ser identificado entre pequenas diferenças existentes entre larguras de bitolas
das máquinas ou entre dimensões de largura dos pneus com mesmas bitolas.
Outro tipo de causa atribuída ao incremento da mecanização, refletindo na queda de produtivi-dade de cana, pode ser devido à falta de disciplina no tráfego de máquinas e veículos no interior de talhões, resultando também em pisoteio e conse-quente danificação das gemas das soqueiras. Tais condições são constatadas quando não se usa o piloto automático. Igualmente ocorrem em épo-cas em que o tráfego é realizado sob condições inadequadas, como por exemplo, em ocasiões em que o teor de água no solo deve ser restringido por proporcionar condições para que a compactação ocorra. Não se conhecem levantamentos em usi-nas que identifiquem teores de água no solo ina-dequados para o tráfego de veículos e máquinas.
Técnicos que militam no setor sucroenergé-tico opinam que o plantio mecanizado ainda não atingiu entre nós um patamar que possa ser con-siderado bom, a exemplo de outros países, como a Austrália. Sabemos que produtores australianos dominam a mecanização do plantio e empregam cerca de um terço da quantidade de mudas que é empregada no plantio mecanizado no Brasil. Ressalte-se, por exemplo, que deste país chega-ram as primeiras máquinas colhedoras que foram empregadas no Brasil como protótipos para serem desenvolvidos.
Acrescente-se a irregularidade do clima vi-gente nas áreas produtoras, considerando-se a prolongada estiagem registrada em 2010 e os ex-cessos de chuva nas fases primavera-verão nos anos de 2011 e 2012, proporcionando dificulda-des operacionais nas lavouras. Em tais condições, observa-se o tráfego de caminhões no interior dos talhões nos trabalhos de colhei ta mecaniza-da, encontrando-se o solo com maiores teores de
tecnologia agrícola
14 + Tec. Agr. - Produtividade
14

15
umidade. Tal situação propicia a compacta-ção do solo nessas áreas e, consequentemen-te, a restrição do desenvolvimento radicular das plantas de cana-de-açúcar, resultando em menor produtividade em termos de tonela-gem de cana.
A incidência de novas doenças que aco-metem os nossos canaviais nos últimos tem-pos, por exemplo, constitui outro importante fator de decréscimo de produção no setor, como a disseminação de pragas e doenças, como o raquitismo das soqueiras, impulsio-nado pela colheita mecanizada. Inclua-se o aparecimento do amarelinho nos anos 1990 em área de produção do município de Capiva-ri, situado na região Centro-Sul do Estado de São Paulo. Trata-se de virose transmitida por pulgão e caracterizada pelo amarelecimento da folhagem da cana-de-açúcar. A origem da enfermidade está ainda cercada de mistério, uma vez que a transmissão certamente foi efetuada por via atmosférica no interior de uma região produtora.
A ocorrência conjunta do binômio “ex-cesso de chuvas” e “mecanização crescente”
impactam a produtividade, no dizer de Eliza-beth Farina, presidente da União da Indústria da Cana-de-Açúcar (Unica). Também devido às alterações do clima vigentes nesses perío-dos tem ocorrido antecipação no florescimen-to dos plantios, fenômeno fisiológico conhe-cido como isoporização, indicando o final do ciclo vegetativo e o início do declínio do teor de sacarose dos colmos. Por outro lado, a ocorrência de geadas tem condicionado a antecipação da colheita em algumas unidades produtoras, sem a cultura apresentar a tone-lagem recomentada para corte, assim como os teores indicados de sacarose.
Outro fator decisivo na redução de pro-dutividade dos canaviais brasileiros é assina-lado no retardamento ou mesmo falta de re-novação das lavouras, resultando na alimentação das esteiras de recepção das usi-nas com matéria-prima com idades acima da recomendação técnica, designada no jargão do setor como “cana bisada”. Quem esteve visitando lavouras de cana na Austrália infor-ma que naquele país essa renovação de la-vouras não é tão dispendiosa quanto no Bra-
sil. Tal situação está também relacionada à crise econômica ocorrida nos Estados Unidos em 2008, deflagrada a partir de transtornos no setor imobiliário, com reflexos na econo-mia do mundo inteiro e que atingiu o Brasil a partir de 2010. Tal distorção na estrutura do panorama econômico mundial influenciou de forma decisiva o setor sucroenergético bra-sileiro, resultando em adaptações na planilha de preços internacionais de produtos de ex-portação. Soma-se a isso a determinação go-vernamental no atrelamento do preço do eta-nol ao dos combustíveis fósseis, sob a visão política de controle da inflação, o que passou a exigir um novo direcionamento na gestão das usinas, com contenção de gastos, inter-rupção nos investimentos e outros reflexos no setor, inclusive com paralização nas ativi-dades de moagem e concordatas ou falências de grupos industriais do segmento sucroal-cooleiro, com graves consequências nas áre-as econômica e social.
* Jair Rosas da Silva é pesquisador do Centro de Engenharia do IAC (Instituto Agronômico de Campinas)
O Sistema de ALA MÓVEIS é um modelo de irrigação por aspersão móvel indicado para diversos cultivos. Pode ser operado com pouca mão-de-obra e também automatizado em algumas situações. ALAS MÓVEIS é versátil e modular, adaptando-se a diversos formatos e topografias de terrenos.Fabricado em alumínio de alta qualidade proporcionando longa durabilidade ao equi-pamento e alto valor residual.
A SOLUÇÃO INTELIGENTE PARA IRRIGAÇÃO
FILIAL GOIÁSAv. Sul Goiana, 291 setor Cidade Jardim
75536-050 - Itumbiara/ GO55 64 3404 8877
ESCRITÓRIO CENTRALAv. José Ometto, 70 Jd. N. S. de Fátima
13607-059 - Araras/ SP55 19 3544 1550
FILIAL ALAGOASRod. AL 101 Sul Km 98 Distr. Indl
57230-000 - Coruripe/ AL55 82 3273 1798
e-mail: [email protected]
Irrigação com eficiência e economia é o que oferecemos com as ALAS MÓVEIS RAESA.
Baixa pressão de serviço.
Baixa precipitação.
Baixo custo por milímetro irrigado.
Cana-de-açúcarBatata
HortaliçasFruticultura
Café
Ideanews23x15 ago2011.indd 1 28/07/2011 17:10:27
15 + Tec. Agr. – Produtividade + ½ página Raesa Brasil
O Sistema de ALA MÓVEIS é um modelo de irrigação por aspersão móvel indicado para diversos cultivos. Pode ser operado com pouca mão-de-obra e também automatizado em algumas situações. ALAS MÓVEIS é versátil e modular, adaptando-se a diversos formatos e topografias de terrenos.Fabricado em alumínio de alta qualidade proporcionando longa durabilidade ao equi-pamento e alto valor residual.
A SOLUÇÃO INTELIGENTE PARA IRRIGAÇÃO
FILIAL GOIÁSAv. Sul Goiana, 291 setor Cidade Jardim
75536-050 - Itumbiara/ GO55 64 3404 8877
ESCRITÓRIO CENTRALAv. José Ometto, 70 Jd. N. S. de Fátima
13607-059 - Araras/ SP55 19 3544 1550
FILIAL ALAGOASRod. AL 101 Sul Km 98 Distr. Indl
57230-000 - Coruripe/ AL55 82 3273 1798
e-mail: [email protected]
Irrigação com eficiência e economia é o que oferecemos com as ALAS MÓVEIS RAESA.
Baixa pressão de serviço.
Baixa precipitação.
Baixo custo por milímetro irrigado.
Cana-de-açúcarBatata
HortaliçasFruticultura
Café
Ideanews23x15 ago2011.indd 1 28/07/2011 17:10:27
16
tecnologia agrícola
16 + Tec. Agr. – Controle Biológico
A cana-de-açúcar é a cultura em que mais se utiliza o controle biológico no Brasil. Cerca de 50% da área canavieira faz liberações das vespinhas Cotesia fla-vipes e Trichogramma galloi para o con-trole da broca-da-cana ou aplica o fungo Metarhizium anisopliae para o controle da cigarrinha-das-raízes. E é fato: o controle biológico de pragas da cana não traz ga-nhos só ao meio ambiente como também ao bolso do produtor.
De acordo com Alexandre de Se-ne Pinto, sócio-proprietário e diretor de P&D da Bug Controle Biológico, apesar de existir tecnologia desenvolvida para o controle biológico em culturas como soja, tomate, algodão, milho, citros etc, o agri-cultor acaba não utilizando por desconhe-cimento, por ter usado de forma errada no passado e desacreditar na tecnologia, por conta da pressão exercida pelas empresas de agrotóxicos ou ainda pela falta do pro-duto no mercado.
“Temos os maiores programas de controle biológico do mundo no Brasil. O maior é o uso da vespinha Cotesia fla-vipes para o controle da broca-da-cana em 3,3 milhões de ha (lembrando que a cultura da cana ocupa perto de 9 milhões de ha). O segundo é o uso do fungo Tri-choderma harzianum para o controle do mofo-branco (doença de plantas) em soja e em quase 2 milhões de ha. Em tercei-ro temos o uso do fungo Metarhizium anisopliae no controle da cigarrinha-das-raízes em cana-de-açúcar em cerca de 2 milhões de ha. Depois temos o uso do nematóide Deladenus siricidicola para o controle da vespa-da-madeira em pinus em cerca de 1 milhão de ha. O uso de Trichogramma galloi para o controle da broca-da-cana é feito em cerca de 500 mil ha. E o uso do vírus Baculovirus an-ticarsiae para o controle da lagarta-da-soja é utilizado em 300 mil ha”, detalha Pinto.

17
17 + Tec. Agr. – Controle Biológico
larvas e se alimentam por 13 dias da la-garta da broca. Em seguida, as larvas sa-em e tecem fio de seda formando casulos (massa branca). Geralmente, coloca-se 30 massas por copo para formar 1500 adul-tos, no qual pelo menos 750 indivíduos são fêmeas e são estas que farão o parasi-tismo da broca no campo. São liberados, no mínimo, quatro copos por ha devido a seu raio de ação de 25 m que controlam até 3 mil brocas por ha. As liberações são realizadas pela manhã e os copos devem ter, pelo menos, 70% de adultos nascidos. Vale destacar a importância de levar estes copos para o canavial em sacos ou baldes para que o material não aqueça”, explica.
Já o fungo Metarhizium anisopliae, também produzido na biofábrica, é fei-to utilizando-se o arroz como substrato e após germinação e secagem, faz-se a ex-tração de conídios deste arroz ficando ape-nas o princípio ativo, facilitando a emba-lagem e a logística. Cada embalagem vem com 450g que tratará de 5 ha a 10 ha. No entanto, o fungo precisa ser armazenado em um freezer a - 8ºC. “Cada freezer de 550 l armazena produto para 1500 a 3 mil ha. A aplicação no campo se faz em dias úmidos, em tardes nubladas ou à noite, so-mente após a avaliação do levantamento feito posteriormente”, diz Rossini.
O tratamento de pragas e doenças com o uso do controle biológico pode ser re-alizado durante o ano todo. No entanto, segundo o pesquisador do CTC, o contro-le é normalmente realizado nos meses de maior crescimento da cana, entre setembro e março. “Isso falando no geral. Mas cada região tem sua peculiaridade e diferença entre os anos agrícolas que podem alterar o comportamento da praga e sua interação com a cultura”, diz Arrigoni.
Quase todas as pragas da cana-de-açú-car podem ser controladas exclusivamente com a utilização de agentes de controle biológico. De acordo com Pinto, a broca-da-cana já não necessita mais de quaisquer
Leandro Aurélio Rossini, engenhei-ro agrônomo da Biocontrol aponta que a utilização do fungo Metarhizium aniso-pliae para o controle biológico das cigar-rinhas está em fase de consagração, pois depende de equipes de campo realizando levantamentos mais precisos. Além disso, dias úmidos e nublados (com menos raios ultravioletas) dão mais condições para o fungo agir. “Talvez por ‘conforto técnico’ os inseticidas têm sido muito utilizados, o que é um problema, pois já verificamos a resistência desta praga a inseticidas, além de desequilibrar a população de vários ini-migos naturais da cigarrinha e de outras pragas, como os da broca. Fato evidencia-do no Triângulo Mineiro pelo desequilí-brio generalizado.”
Rossini ainda destaca a possibilidade do controle biológico do Sphenophorus levis, Telchin licus e Metamasius hemip-terus, que já podem ser feitos através do fungo Beauveria bassiana.
COMO E QUANDO A tecnologia de controle biológico
mais aceita pelo agricultor é aquela que se assemelha ao uso de inseticidas, o cha-mado controle biológico aplicado. Pinto explica que nesse tipo de controle um ou mais inimigos naturais são identificados como bons agentes de controle no campo. Então eles são multiplicados em laborató-rio e liberados no campo, em momentos específicos e em quantidades definidas. “O número de liberações também é pré-determinado, antes que a praga atinja um nível populacional danoso à cultura. Em laboratório, os agentes de controle bio-lógico são criados utilizando tecnologia sofisticada e o controle de qualidade ga-rante que estes organismos sejam seme-lhantes àqueles que ocorrem naturalmente no campo.”
As usinas podem ter sua própria pro-dução de agentes para o controle biológico ou podem adquirir de laboratórios espe-
cializados. De acordo com Enrico de Beni Arrigoni, pesquisador do CTC (Centro de Tecnologia Canavieira), no caso de pro-dução própria pelo produtor, há a neces-sidade de construção de laboratórios en-tomológicos apropriados com uma equipe devidamente treinada para manter a cria-ção da praga que se deseja combater e o agente que fará o controle desta.
“Pode-se considerar que 95% da pro-dução do laboratório é liberada em campo para controle da praga nos canaviais e o direcionamento das liberações é realiza-do com base em levantamentos de campo, para determinação da densidade popula-cional da praga em cada talhão avaliado e cálculo da quantidade correta de parasi-toides que deverão ser liberados”, explica Arrigoni.
Rossini dá detalhes da produção do parasitoide Cotesia flavipes na biofábrica da Biocontrol. “Começa com a produção da praga broca-da-cana em dieta artificial, que tem como objetivo produzir uma la-garta saudável que contenha uma boa re-serva energética. O segundo passo é inocu-lar a lagarta com o inseto adulto fêmea da Cotesia que deposita seus ovos que viram
Pinto destaca a aplicação aérea e o uso de Drones (veículo aéreo não tripula-do) como alternativas para redução dos custos na aplicação dos agentes bioló-gicos em campo

18
aplicações de inseticidas contra ela, sen-do utilizada a vespinha Cotesia flavipes em áreas com baixos índices de infesta-ção (2% -5%), Trichogramma galloi em áreas com infestação média (5% -10%), e a associação dos dois, em áreas com altos índices de infestação (>10%).
“A cigarrinha-das-raízes pode ser con-trolada exclusivamente com o fungo Me-tarhizium anisopliae. Entretanto, é neces-sário que a primeira geração da praga seja devidamente monitorada e a aplicação do fungo seja realizada quando a porcenta-
gem de ninfas grandes supere a de peque-nas, ou seja, quando a maioria das ninfas tenha eclodido os ovos quiescentes no so-lo. Isso garante o sucesso do controle. O gorgulho-da-cana também pode ser con-trolado com o fungo Metarhizium aniso-pliae, especialmente no controle de larvas. Nesse caso, pode-se utilizar o produto lí-quido aplicado com cortador de soquei-ras ou o produto granulado com aplicação aérea. Para as demais pragas, na maioria das regiões menos importantes, apesar de terem inimigos naturais, não existe uma tecnologia desenvolvida para seu controle biológico”, salienta.
EQUILÍBRIOO controle biológico não polui o meio
ambiente, não contamina aplicadores, nem o solo, a água e os alimentos, não mata organismos não-alvos e inimigos naturais, não cria resistência as pragas e não causam o ressurgimento de pragas já controladas. “Os agentes de controle se multiplicam no campo e algumas vezes localizam as pra-gas sem terem sido aplicados diretamente sobre elas. Na maioria das vezes, a aplica-ção de agentes biológicos fica mais barato do que o uso de inseticidas”, afirma Pinto.
Para Rossini, o maior beneficio do mé-todo é manter viva a população de inimi-gos naturais das pragas no ambiente, sem riscos ao ser humano e ao meio ambiente. “Equilíbrio é a palavra que sintetiza este tipo de manejo.”
Arrigoni concorda. Segundo ele, pela cana ser uma cultura semi-perene, é pos-sível estabelecer o equilíbrio entre as po-pulações de algumas pragas e de seus pre-dadores e parasitoides.
Entretanto para dar resultados, segun-do ele, é preciso ter profissionais compro-
metidos, pois são exigidos alguns cuida-dos na aplicação deste método de controle. “A Cotesia, por exemplo, deve ser liberada no campo nas horas de temperatura mais amena (pelas manhãs até às 10 horas) com pelos menos 70% das vespas nascidas den-tro do copo para que se tenham os para-sitismos desejados. No caso dos fungos entomopatogênicos Metarhizium aniso-pliae e Beauveria bassiana devem ser ar-mazenados em freezer (- 8ºC) e suas apli-cações devem ser feitos em dias úmidos, na ausência de raios ultravioletas”, atenta.
Pinto destaca, além dos cuidados que são necessários no armazenamento e trans-porte dos organismos vivos, que a tecno-logia de aplicação pode ser mais onerosa ao produtor. “O problema tem sido resol-vido com a aplicação aérea ou com o uso de Drones (veículo aéreo não tripulado), o que torna a aplicação dos agentes mais fácil do que a aplicação de inseticidas.”
Quando se fala na escolha de métodos a primeira coisa que vem em mente é o custo. No caso da cana-de-açúcar, o con-trole biológico, quando colocado na ponta do lápis pelo produtor, fica em conta. Ros-sini afirma que diante dos prejuízos que a praga causa, a viabilidade econômica é imensa, pois as consequências são muito maiores que o custo do material biológico.
“Tanto investimento com Cotesia para o controle da broca-da-cana como o inves-timento com Metarhizium para o contro-le da cigarrinha custam aproximadamente 5% a 10% do total de prejuízo econômico que elas causam. Em um ano agrícola li-beram-se de oito a 12 copos de Cotesia/ha, dependendo da infestação. Cada quatro copos liberados por ha custam, com a li-beração, R$ 20. Três liberações de quatro copos por ha custam, portanto, R$ 60. Para o controle da cigarrinha com o fungo Me-tarhizium o custo de cada aplicação com 4 x 10¹² conídios viáveis fica em torno de R$ 60, contando com a aplicação, poden-do chegar a duas aplicações em um total de R$ 120,00.
Arrigoni: “O segredo e a base do controle é sempre o monitoramento bem executado na época correta. Os dados obtidos em campo permitem a correta tomada de decisão a respeito de métodos e momentos de implantação do controle”
Cotesia flavipes adulto parasitando na broca da cana
18 + Tec. Agr. – Controle Biológico
19
19 + Cana Pede Água – 1 página

20
20 + Tec. Agr. – Controle Biológico
BIOLÓGICO MAIS QUÍMICO
O chamado manejo integrado de pragas da cana é possível desde que se respeite o tempo de atuação do agente de controle biológico antes de aplicar um inseticida.
Arrigoni destaca que o conheci-mento da praga e da eficácia de cada método permite ao produtor adotar a melhor alternativa em cada situação. “O segredo e a base do controle é sem-pre o monitoramento bem executado na época correta. Os dados obtidos em campo permitem a correta tomada de decisão a respeito de métodos e mo-mentos de implantação do controle.”
Rossini acredita no manejo inte-grado, mas acha que os produtores deveriam não só pensar, mas agir de forma mais sustentável. “A cana-de-açúcar é uma cultura privilegiada pensando-se nas inúmeras possibili-dades de uso de produtos biológicos, mas na prática tem-se utilizado os químicos como primeira opção devi-do ao alto investimento em marketing de multinacionais prometendo mila-gres de seletividade. Infelizmente, os biológicos são lembrados no momento em que a degradação no ambiente já é ampla, quando o ideal, como primeira opção, deveria ser os produtos bioló-
gicos que preservam os inimigos naturais e o equilíbrio do ambiente. A última op-ção deveria ser a aplicação de produtos químicos no momento em que não hou-ver uma opção biológica ou se os levan-tamentos apontarem índices elevados por algum descuido ou falta de monitoramen-to”, opina Rossini.
CONTROLE DE NEMATOIDES É POSSÍVEL
Uma pesquisa com experimento em campo confirmou que o uso da bacté-ria Bacillus subtilis para combate do nematoide nas raízes da cana-de-açúcar apresenta resultado eficiente, semelhan-te ao tratamento químico com carbofura-no, além de apresentar a vantagem de não agredir o meio ambiente.
A pesquisa foi realizada pela enge-nheira agrônoma Rita de Cássia Mazzu-chelli, que comprovou o resultado em seu trabalho de mestrado em Agronomia da Unoeste (Universidade do Oeste Paulista), em Presidente Prudente, SP. Segundo ela, trata-se de uma tecnologia limpa e viável que deve chegar ao mercado em breve.
O nematoide é um verme de solo, mi-croscópico e transparente que se alimenta das raízes, embora possa também se fixar nas folhas. Eles alimentam-se das subs-tâncias nutricionais das raízes e a planta
passa a ter dificuldade para retirar água e nutrientes do solo, apresenta menor crescimento e sofre de amarelecimento das folhas. Segundo Rita, os fatores que mais influenciam a ação dos nematoi-des são solo, o clima e o manejo, com disseminação pela ação do homem, por sementes e mudas contaminadas, pela água da chuva (enxurrada), por veícu-los e máquinas e pelo vento quando do revolvimento do solo.
Na pesquisa, desenvolvida na Usi-na Alto Alegre, na unidade situada em uma área nos limite dos municípios de Caiabu e Presidente Prudente, SP, a pesquisadora afirmou que, em relação a dois gêneros presentes nos estudos, as perdas causadas pelo Meloidogyne podem variar de 20% a 40% e sobre o Pratylenchus de 20% a 30%. “Em po-pulação muita alta e diante de genótipos de canas mais sensíveis pode provocar perdas de até 50% na produção”, alerta.
O experimento foi realizado em maio de 2011, durante o plantio de ca-nas de ano e meio. Rita de Cássia uti-lizou o Bacillus da estirpe AP3 para os genótipos de cana-de-açúcar SP 1-3250 e RB 867515, que são suscetíveis ao ne-matoide. Ela afirma que em eficiência a campo, o tratamento com o Bacillus subtilis promoveu um incremento no brix e no pol (pureza do caldo) na cana SP 1-3250.
Entre os métodos de controle do ne-matoide da cana-de-açúcar estão os ge-nótipos resistentes, inseticidas quími-cos, adição de matéria orgânica, rotação de culturas, espécies tóxicas, arações nas épocas mais quentes do ano e mi-crorganismos como o Bacillus subtilis. “O controle mais utilizado atualmente é o químico, mas provoca impactos am-bientais negativos. Já o Bacillus, afeta a orientação do nematoide, induz a re-sistência sistêmica, atua como substân-cia tóxica ou repelente e se alimenta de ovos de nematoide”, detalha.
Metarhizium anisoplia e cigarrinha-das-raizes
21
tecnologia agrícola
21 + Tec. Agr. – Muda pré-brotada
*José Alencar Magno
Até a década de 1960, os viveiros primários de cana-de--açúcar para produção de muda iniciavam com o tratamento térmico de toletes de três gemas que depois eram plantados diretamente no campo. O tratamento térmico tem a função de controlar a doença do raquitismo. Nesta mesma década, este sistema passou a ser substituído nas áreas de alguns produtores de cana por outro processo que tratava termica-mente somente uma pequena parte da cana que continha a gema e o entrenó, denominada de “gema isolada”. Esta parte da cana, depois de passar pela termoterapia, era colocada em canteiros próprios para a brotação da gema, tendo como substrato a areia de rio (areia lavada). Naquela época, esta nova tecnologia estava sendo recomendada pela Copersu-car. Por volta de 1975 começamos, na Usina da Pedra, em Serrana, SP, a fazer estudos para tornar este processo mais produtivo e de menor custo. Chegamos a um bom resultado.
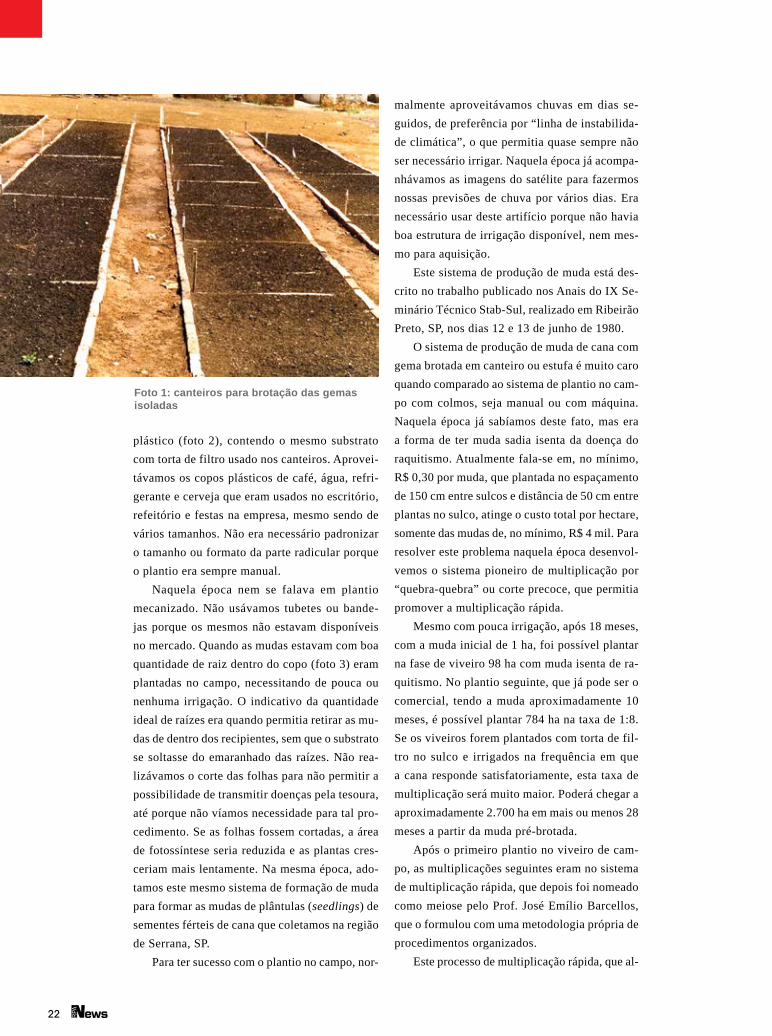
Em 1978 passamos a realizar o plantio da cana do vi-veiro do tratamento térmico com gemas isoladas (destaque na foto 1), mas no sistema de muda pré-brotada. Foi uma inovação àquele sistema recomendado pela Copersucar, que colocava as gemas em canteiros com areia lavada. Devido a isso, o plantio das mudas no campo era com raiz nua e muitas delas morriam se faltasse irrigação constante, o que nem sempre era possível. Depois de estudar o problema e ter uma melhor brotação, passamos a utilizar de forma pioneira, o humo de torta de filtro no canteiro (foto 1), substituindo o substrato até então recomendado, que era a areia lavada. Neste novo procedimento, após a brotação, sendo as mudas ainda muito pequenas, elas eram transferidas para um copo
22
22 + Tec. Agr. – Muda pré-brotada
plástico (foto 2), contendo o mesmo substrato com torta de filtro usado nos canteiros. Aprovei-távamos os copos plásticos de café, água, refri-gerante e cerveja que eram usados no escritório, refeitório e festas na empresa, mesmo sendo de vários tamanhos. Não era necessário padronizar o tamanho ou formato da parte radicular porque o plantio era sempre manual.
Naquela época nem se falava em plantio mecanizado. Não usávamos tubetes ou bande-jas porque os mesmos não estavam disponíveis no mercado. Quando as mudas estavam com boa quantidade de raiz dentro do copo (foto 3) eram plantadas no campo, necessitando de pouca ou nenhuma irrigação. O indicativo da quantidade ideal de raízes era quando permitia retirar as mu-das de dentro dos recipientes, sem que o substrato se soltasse do emaranhado das raízes. Não rea-lizávamos o corte das folhas para não permitir a possibilidade de transmitir doenças pela tesoura, até porque não víamos necessidade para tal pro-cedimento. Se as folhas fossem cortadas, a área de fotossíntese seria reduzida e as plantas cres-ceriam mais lentamente. Na mesma época, ado-tamos este mesmo sistema de formação de muda para formar as mudas de plântulas (seedlings) de sementes férteis de cana que coletamos na região de Serrana, SP.
Para ter sucesso com o plantio no campo, nor-
malmente aproveitávamos chuvas em dias se-guidos, de preferência por “linha de instabilida-de climática”, o que permitia quase sempre não ser necessário irrigar. Naquela época já acompa-nhávamos as imagens do satélite para fazermos nossas previsões de chuva por vários dias. Era necessário usar deste artifício porque não havia boa estrutura de irrigação disponível, nem mes-mo para aquisição.
Este sistema de produção de muda está des-crito no trabalho publicado nos Anais do IX Se-minário Técnico Stab-Sul, realizado em Ribeirão Preto, SP, nos dias 12 e 13 de junho de 1980.
O sistema de produção de muda de cana com gema brotada em canteiro ou estufa é muito caro quando comparado ao sistema de plantio no cam-po com colmos, seja manual ou com máquina. Naquela época já sabíamos deste fato, mas era a forma de ter muda sadia isenta da doença do raquitismo. Atualmente fala-se em, no mínimo, R$ 0,30 por muda, que plantada no espaçamento de 150 cm entre sulcos e distância de 50 cm entre plantas no sulco, atinge o custo total por hectare, somente das mudas de, no mínimo, R$ 4 mil. Para resolver este problema naquela época desenvol-vemos o sistema pioneiro de multiplicação por “quebra-quebra” ou corte precoce, que permitia promover a multiplicação rápida.
Mesmo com pouca irrigação, após 18 meses, com a muda inicial de 1 ha, foi possível plantar na fase de viveiro 98 ha com muda isenta de ra-quitismo. No plantio seguinte, que já pode ser o comercial, tendo a muda aproximadamente 10 meses, é possível plantar 784 ha na taxa de 1:8. Se os viveiros forem plantados com torta de fil-tro no sulco e irrigados na frequência em que a cana responde satisfatoriamente, esta taxa de multiplicação será muito maior. Poderá chegar a aproximadamente 2.700 ha em mais ou menos 28 meses a partir da muda pré-brotada.
Após o primeiro plantio no viveiro de cam-po, as multiplicações seguintes eram no sistema de multiplicação rápida, que depois foi nomeado como meiose pelo Prof. José Emílio Barcellos, que o formulou com uma metodologia própria de procedimentos organizados.
Este processo de multiplicação rápida, que al-
Foto 1: canteiros para brotação das gemas isoladas

23
23 + Tec. Agr. – Muda pré-brotada
gumas pessoas denominavam de “quebra-quebra” foi adotado naquela época na Usina da Pedra para iniciar o plantio de variedades em início de mul-tiplicação. Quando os nossos estudos particulares de variedades novas definiam alguma variedade com potencial para o plantio comercial, imedia-tamente era multiplicada por este sistema, sempre iniciando pelo tratamento térmico.
Esta forma de multiplicação acelerada propor-cionava a possibilidade de multiplicar rapidamen-te os viveiros, fazendo com que o custo elevado das primeiras mudas do tratamento térmico ou das variedades novas se tornasse irrisório, conforme descrito no trabalho citado. Naquela época fomos muito criticados pela forma pioneira de realizar este processo de plantio, inclusive pela ideia de custo elevado, mas para nós ficou muito evidente que o sistema era válido. Pelo fato de estarmos agregando os valores de muda sem raquitismo ou por ser variedade nova e realizando a multi-plicação rápida, os custos da muda produzida se reduziam significativamente. É importante lem-brar que, em função do custo inicial elevado das mudas, deve-se tomar todos os cuidados possíveis para evitar a contaminação do viveiro com doen-ças que são transmitidas pela muda.
Vale mencionar que nesta linha de raciocínio considera-se viveiro de muda a área plantada com cana iniciada com o tratamento térmico e
seguida sucessivamente com o descarte fitos-sanitário. São os trabalhos de campo que per-mitem que não haja mistura varietal e nem a presença de colmos com alguma doença que possa ser transmitida pela muda. Quando são encontrados colmos doentes ou de outra varie-dade, estes são erradicados com ferramenta ou de forma química.
Consideramos este custo inicial elevado da fase de muda pré-brotada como sendo uma pro-posta semelhante ao custo elevado das mudas ou sementes certificadas que são compradas das culturas em geral. A certificação garante o vigor, a boa qualidade do material genético e sanitário. No caso do produtor de cana, a muda pode ser produzida por ele próprio, mas sempre iniciando o viveiro primário com material isento de mis-tura varietal e doença, que pode ser a própria muda pré-brotada vinda de outros produtores ou instituições.
Para os dias atuais, o sistema de mudas pré-brotadas além das vantagens citadas acima, se-rá muito útil para reduzir a ocorrência de Sphe-nophorus levis e a broca gigante nos viveiros, principalmente se houver transporte de muda de uma região onde alguma das pragas já ocorre e ainda não há local para o plantio da muda.
*José Alencar Magro é engenheiro agrônomo e consultor da Campofértil
Foto 2: mudas transplantadas para os recipientes
Foto 3: recipientes de diferentes tamanhos

24
tecnologia industrial
24 + Tec. Ind. - Caldeiras
Com a evolução dos sistemas de produ-ção de cana, açúcar, etanol e energia, novas tecnologias em caldeiras têm sido desenvol-vidas e adaptadas para o setor sucroenergé-tico a fim de atender um mercado que vive não só em busca do aumento de eficiência como da redução dos custos de produção. Atualmente há uma grande predominância das caldeiras de grelha basculante ou ro-tativa nas usinas e destilarias brasileiras. Isso porque a sua disponibilidade no mer-cado vem de longa data e sua operação é mais conhecida e dominada pelas usinas e destilarias. No entanto, nos últimos anos, as caldeiras de leito fluidizado borbulhante (BFB), já utilizadas em outras indústrias como as de papel e celulose, têm ganhado atenção e espaço em alguns dos maiores grupos sucroenergéticos. Toda essa atenção tem gerado dúvidas na cabeça dos técnicos das unidades que precisam trocar ou investir em uma nova caldeira. Como saber qual é a melhor opção?
“A tecnologia mais utilizada nas usinas brasileiras ainda é, sem dúvida, a de grelhas,
sendo a mais comum a do tipo inclinada fi-xa, comumente chamada de Flat Pin Hole. Esta tecnologia está no mercado há mais tempo e hoje é plenamente dominada. Já as caldeiras de leito fluidizado foram introdu-zidas no mercado nacional há poucos anos. Temos menos de uma dezena em operação e por poucas safras, sendo que atualmente estão sendo obtidos os primeiros resultados práticos de sua utilização”, afirma Bernardo Juvenil Celso Junior, gerente de Engenha-ria e Energia e Cezar Faiad Neto, superin-tendente de Desenvolvimento de Negócios Açúcar, Etanol e Energia da Dedini.
Ericson Marino, consultor especializa-do em tecnologias de açúcar e etanol do Grupo São Martinho, explica que a cautela das usinas com relação à tecnologia de lei-to existe parte por desconhecimento e par-te pela inexistência de caldeiras deste tipo instaladas há mais tempo. “Isso limitava a escolha e a decisão de comprar este tipo de gerador de vapor. A Usina São Martinho foi pioneira na decisão de instalar uma caldeira de grande porte de leito fluidizado da em-
presa Babcock & Wilcox, que foi disponi-bilizada pela HPB-Simisa, para operar nas suas usinas de açúcar e etanol.”
A DIFERENÇA ESTÁ NA QUEIMA
Caldeira de grelha e leito fluidizado são tecnologias bastante similares do ponto de vista construtivo. De acordo com Leandro Brito Tavares, engenheiro de Projetos da Reunion Engenharia, ambas as tecnologias são constituídas igualmente por uma forna-lha, superaquecedores, evaporadores, pré-a-quecedores de ar e economizadores. “O pro-cesso em si é também bastante semelhante. A diferença básica se dá na tecnologia de queima do combustível.”
Marino explica que as caldeiras de gre-lha queimam o bagaço predominantemente em suspensão e pequena parte do bagaço queima sobre a grelha, que pode ser do tipo basculante ou rotativa. A grelha é bascu-lada de tempos em tempos descarregando impurezas e cinzas. No caso de caldeiras com grelha rotativa, a grelha se move len-

25
25 + Metalcana – 1 página

26
26 + Tec. Ind. - Caldeiras
tamente trazendo para fora da fornalha os resíduos da combustão. Já nas caldeiras de leito fluidizado, a queima do bagaço ocorre integralmente em uma região na qual uma camada de areia praticamente flutua sobre um conjunto de bicos de injeção do ar pri-mário. Esta camada de areia fluidizada pelo ar primário aquecido envolve as partículas de bagaço em um ambiente no qual a tem-peratura está em torno de 850°C, ocorrendo então a combustão completa e a liberação da energia contida no bagaço.
“O leito de areia é drenado sistemati-camente para fora do corpo da caldeira e a areia arrasta impurezas que acompanhavam o bagaço queimado e também as cinzas re-sultantes da queima. A areia removida pas-sa por um sistema que elimina partículas que estão fora da granulometria especifi-cada e a areia, assim classificada, retorna continuamente para o leito. Há necessida-de de reposição da areia, que ocorre quase diariamente, em pequenas quantidades. No caso específico da caldeira da Usina São Martinho, que tem cerca de 600 t de areia no leito e produz 300 t de vapor por hora, a reposição fica em torno de 1,3 m3/dia. A efi-ciência da queima de biomassa nas caldeiras de leito fluidizado é maior e as emissões de particulados e de óxidos de nitrogênio são menores, contribuindo para a melhoria da qualidade dos gases emitidos pela caldeira”, explica o consultor da São Martinho.
GRELHA x LEITO FLUIDIzADO
Na opinião de Marino é arriscado de-finir genericamente quais seriam as vanta-gens e desvantagens de cada um dos tipos de caldeira, pois a compra de uma nova cal-deira exige estudos detalhados e específi-cos para cada usina/destilaria e devem estar dentro do contexto do projeto de instalação. “Cada tipo terá vantagens e desvantagens específicas para cada situação considerada. É importante levar em conta vários aspec-tos, entre eles: tipos de biomassa disponí-veis para queima, operação sob carga de produção de vapor variável em faixa ampla, combustíveis com umidade bastante variá-vel, viabilidade econômica etc.”
Tavares acredita que apesar de ambas as tecnologias atenderem bem o setor, a de leito fluidizado tem alguns diferenciais in-teressantes, sobretudo para a operação com combustíveis de maior umidade e maior te-
or de sólidos, o que algumas pessoas no mercado têm chamado de “o novo bagaço”, fruto do processamento de cana crua picada e de extração com difusor.
“Como há maior regularidade de quei-ma e com grande turbulência dentro do lei-to, o combustível não forma montes e quei-ma de forma uniforme envolto em material inerte, não incorrendo em grandes variações de pressão dentro da fornalha, além de boa parte da areia e outros sólidos ficarem reti-dos no leito. Há também a possibilidade de queima de outros combustíveis sólidos com menores restrições que a caldeira de grelha, possibilitando a utilização de resíduos de outras agroindústrias para a geração de va-por e energia. Mas, deve ser salientado que essa gama de combustíveis deve ser conhe-cida na hora do projeto do sistema de quei-ma. Outro aspecto interessante das caldeiras de leito fluidizado é o controle de emissões tanto de NOx, pela queima em temperatura mais baixa, reduzindo a formação do cha-mado NOx térmico, quanto de emissões de SOx, que é baixíssima na combustão do ba-gaço, mas que se minimizada com a adição de calcário no leito, ajuda no controle de corrosão das partes frias da caldeira (úl-timos recuperadores, dutos, lavadores de gases e chaminé)”, opina Tavares.
Para ele, a desvantagem da tecnologia do leito fluidizado seria o custo da insta-lação, que fica 15% a 20% superior ao da tecnologia de queima sobre grelha. “Outra desvantagem é a necessidade de um quei-mador auxiliar para partida da caldeira pa-ra o aquecimento do leito utilizando com-bustível líquido ou gasoso. Respostas mais rápidas às variações de processo e simpli-
cidade operacional também são vantagens das caldeiras que operam com queima sobre grelha”, pondera.
Para acabar com qualquer dúvida, os técnicos da Dedini listam detalhadamente os prós e contras de cada uma:
SISTEMA DE COMBUSTÃO COM GRELHA FIxA
VANTAGENS:• baixo nível de investimento em relação
aos outros tipos de grelhas e às outras tec-nologias de combustão e, em especial, as de Leito Fluidizado;
• baixo custo operacional (de operação e de manutenção);
• ausência de partes móveis;• facilidade operacional (de operação e de
manutenção);• não necessita de automação sofisticada;• por ser refrigerada à água, permite que se
trabalhe com temperaturas mais altas no ar de combustão;
• baixa potência elétrica instalada e baixa energia consumida. Não necessita de quei-madores auxiliares para início de operação ou suplementação em caso de alta umida-de do combustível;
• baixa perturbação nas variáveis de proces-so da caldeira em seu processo de limpeza;
• ao utilizar combustível auxiliar, pode ope-rar com grande estabilidade e/ou admitir combustível com alto teor de umidade, usualmente, abaixo de 65%.
DESVANTAGENS:• maior emissão de NOX (> 300 ppm) e par-
ticulados (>150 < 200 ppm), porém den-tro da legislação brasileira para queima de biomassa;
• menor faixa de tolerância em relação à va-riação de umidade do combustível, limita-da tipicamente entre 48% e 55%;
• mais limitada quanto à queima de outros combustíveis ou misturas de combustí-veis, porém pode ser projetada para aten-der a este requisito, se necessário;
• gera maior quantidade de incombustos, o que pode representar de 2% a 5% do total do combustível queimado.
SISTEMA DE COMBUSTÃO COM LEITO FLUIDIzADO
VANTAGENS• menor emissão de NOX (< 300 ppm) e
Viesser: “Acredito que o futuro mesmo serão as grelhas tipo Pin Role, melho-rando ainda mais a tecnologia para queima do bagaço e palha de cana”

27
27 + Tec. Ind. - Caldeiras+½ página Refratários Ribeirão
particulados;• dentro de certas condições admite a quei-
ma de outros combustíveis ou misturas de combustíveis. Cumpre observar que para a queima de outros combustíveis que não a biomassa específica para a qual a caldeira foi projetada como por exem-plo, pneus e lixo, há uma legislação es-pecífica para a tolerância nas emissões de gases poluentes para a atmosfera. Estas tolerâncias são reguladas pelos órgãos ambientais do governo e são bem mais restritivas que as exigidas para a quei-ma de biomassa, exigindo outros equipa-mentos de tratamento dos gases emitidos, o que acabará por encarecer a instalação inicial, a operação e a manutenção como um todo;
• gera menos incombustos que a de grelha, produzindo a queima de quase a totali-dade do combustível alimentado, se o mesmo estiver dentro das especificações utilizadas no projeto;
• necessita de menor excesso de ar para a combustão;
• eficiência da caldeira é maior (+- de 2% a 3%);
• admite maiores variações momentâneas, na forma de picos, na umidade do com-bustível principal, acima de 55% e com limite de 65% (com queimadores auxi-liares operando).
DESVANTAGENS:• alto investimento em relação à grelha fixa;• alto custo operacional em relação à grelha;• alto custo de manutenção em relação à
grelha fixa;• presença de muitas partes móveis;• operação necessita de pessoal com melhor
nível de treinamento;• exige automação mais sofisticada;• a potência elétrica consumida total dos
equipamentos é maior (20% a 40%);• necessita de queimadores auxiliares para
início de operação ou suplementação da combustão, em caso de alta variação da umidade do combustível, que nas usinas normalmente queimam parte do álcool produzido;
• necessita que a usina tenha disponibilida-de de significativa potência elétrica para a partida e aquecimento inicial da caldeira a cada parada da mesma;
• necessita que a areia do leito seja tratada e reposta durante todo o período opera-cional da caldeira, podendo ser necessá-rio uma areia de composição especial em função das impurezas da biomassa;
• necessita de mais equipamentos perifé-
Caldeira de leito fluidizado borbulhante (BFB)

28
28 + Tec. Ind. - Caldeiras
ricos, como automação mais sofisticada, filtros de mangas na recirculação de gases, queimadores auxiliares, termoelementos na grelha, equipamentos para transporte, recirculação e reposição da areia e equi-pamentos para transporte, recirculação e classificação da mistura de cinzas e areia extraídas do leito;
• risco de aglomeração da areia no leito, de-corrente da variação das impurezas conti-das na biomassa ou bagaço utilizado como combustível.
TENDêNCIASMarino acredita que o futuro aponta
uma forte tendência para a adoção do sis-tema de queima de biomassa em leito fluidi-zado, principalmente em caldeiras de gran-de capacidade de produção de vapor a altas pressões e temperaturas e, planejadas para trabalhar também na entressafra, fornecen-do vapor para a geração de energia elétrica destinada à venda para a rede pública.
“Estas caldeiras poderão queimar ou-tros combustíveis com eficiência, inclusive resíduos originários de aterros sanitários devidamente condicionados. É importante salientar que não está em questão quem ga-nha e quem perde. Cada caso de compra de uma caldeira de grande porte envolve mui-tas questões que precisam ser respondidas considerando aspectos técnicos e econômi-co-financeiros aplicados especificamente ao caso em estudo. Muitas vezes, uma caldeira de grelha, basculante ou rotativa, poderá ser uma escolha adequada”, pondera Marino.
O consultor ainda destaca que não há qualquer adequação que equipes experientes na operação de caldeiras de grelha não possam administrar ao operar um novo modelo de caldeira, agora com a tecnologia de queima com leito fluidizado. “Os fabricantes de caldeiras têm equipes preparadas para o treinamento prévio dos operadores, comissionamento e posta em marcha da caldeira e oferecem operação assistida por técnicos experientes, por um período que permita que a equipe da usina/destilaria assuma seguramente a operação do novo gerador de vapor. Um ponto impor-tante é o aprendizado no manejo e operação do leito em si, envolvendo os cuidados com a monitoração da temperatura da areia do leito, sua reciclagem e reposição de volu-mes de areia perdidos no funcionamento do leito. Há ainda o cuidado na partida da
caldeira que envolve o aquecimento cui-dadoso da areia por maçaricos até a tem-peratura em torno de 450/490°C após ser iniciada a alimentação com bagaço. Após haver atingido a temperatura ideal para o início da alimentação de bagaço, os maça-ricos são apagados.”
Já Tavares acha difícil fazer previsões sobre o assunto, visto que ambas as tecno-logias atendem às necessidades das plantas sucroenergéticas. No entanto, acredita que, em médio prazo, naturalmente as usinas de-vem migrar para a nova tecnologia. “Como muda basicamente o sistema de combustão, não há grandes modificações para se migrar de uma tecnologia para a outra. No entanto, como a tecnologia do leito fluidizado de-manda fornalhas maiores, fazer a adaptação de uma caldeira convencional para a caldei-ra de leito fluidizado irá incorrer em decrés-cimo da capacidade de produção de vapor.”
Dario Costa Gaeta, diretor presidente da Sermatec Zanini, que comercializa, em par-ceria com a Foster Wheeler, caldeiras de lei-to fluidizado borbulhante (BFB), afirmou, durante o 14º Seminário Brasileiro Agroin-dustrial, que a tendência das unidades que tem optado pelo leito fluidizado é avançar na entressafra a sua geração de energia elé-trica. “A caldeira de leito é indicada princi-palmente quando você tem um bagaço com maior umidade. Então as usinas que quise-rem avançar na produção de energia durante a entressafra ou ainda agregar outros tipos de biomassa como a madeira ou o cavaco, esta deverá ser a melhor opção.”
Sob o ponto de vista de Antonio Car-
los Viesser, gerente Industrial da Unidade Santa Cândida do Grupo Tonon Bioenergia, as caldeiras com grelha tipo Pin Role, pelo baixo custo de instalação e simplicidade operacional deverão continuar sendo ten-dência. “Penso ainda que, mesmo no futu-ro, não devemos ter tantas alternativas de combustível que não seja o bagaço e a pa-lha. Apesar das dificuldades operacionais do dia a dia de cada unidade, a umidade deste combustível não tem média superior a 52%. Pela demanda futura de cogeração de ener-gia será usado ainda mais a palha de cana para queimar nas caldeiras das usinas. Ela possui umidade baixíssima, o que não jus-tificaria o uso das caldeiras de leito. Acre-dito que o futuro será das grelhas tipo Pin Role, melhorando ainda mais a tecnologia para queima do bagaço e palha de cana na fornalha, com diminuição de emissão de particulados para a atmosfera e aumento na performance do equipamento.”
Para Celso Junior e Faid Neto, alguns clientes optarão por atuar no sentido de me-lhorar esta nova cana antes de processá-la, tratando-a para que esteja mais adequada às condições desejáveis para seu processamen-to na usina, minimizando os transtornos que estão sendo apontados na atualidade e, con-sequentemente, melhorando o combustível que será consumido nas caldeiras. Outros preferirão investir em caldeiras que exijam menor nível de preparo do combustível.
“Acreditamos que essa convivência será pacífica, com predominância para as caldei-ras com Sistemas de Combustão com Gre-lha e com parte da queima em suspensão. O balanceamento entre os custos operacionais e de manutenção com a amortização do in-vestimento efetuado será a melhor diretriz para as escolhas futuras. Lembrando, que este balanceamento deve ser efetuado con-siderando todos os processos da usina, em especial a extração. Entendemos que, em alguns casos, as caldeiras de leito fluidizado serão a opção, apesar de um provável maior investimento inicial, e em outros, as caldei-ras com grelha, devidamente projetadas pa-ra o ‘novo bagaço’ predominarão”, afirmam.
Assim como o consultor Marino, os téc-nicos da Dedini, destacam a importância de se fazer um estudo técnico detalhado que leve em conta fatores como:• investimento inicial mais alto;• gastos com combustível auxiliar;• gastos com reposição da areia do leito;
Gaeta: “A caldeira de leito fluidizado que caiu na graça das usinas tem que ser muito bem avaliada”

29
29 + Tec. Ind. - Caldeiras + ½ página Tecniplás
Caldeira de grelha
• pessoal de operação com melhor nível e melhor treinamento;
• maior consumo de energia elétrica. Este item precisa ser bem avaliado para aque-les que pretendem instalar a caldeira com a finalidade de cogeração;
• disponibilidade de combustível auxiliar para início de operação e auxílio em ca-so de grandes oscilações na umidade do combustível principal;
• disponibilidade real de combustíveis al-ternativos que possam e tenham permis-são dos órgãos governamentais para sua queima na usina;
• necessidade de equipamentos adicionais para o controle de poluentes nos gases emitidos para a atmosfera, se a opção for por conta de queima de outros combustí-veis alternativos;
• avaliar opções para melhoria e adequação do combustível;
• vida útil requerida e visão de médio e lon-go prazo sobre as exigências futuras das leis ambientais.
“Até o momento, o que tem ocorrido no mercado brasileiro sucroenergético é a ven-
da de novas unidades de caldeiras queiman-do através de Sistemas de Combustão em Leito Fluidizado. Basicamente, as adequa-ções requerem: a substituição dos ventilado-res e da grelha pelo sistema de insuflamento de ar no leito e a logística para a reposição
de areia e descarte da que não tiver mais ser-ventia, que foi retirada junto com as cinzas, assim como a inclusão de sistema completo de queima de etanol ou outro combustível auxiliar. Também deve haver treinamento específico do pessoal de instrumentação e automação, além do de operação e manu-tenção. Adequação da manutenção dos ven-tiladores que insuflam o ar sob o leito deve ser feita de maneira minuciosa, cuidadosa e rotineira, pois trabalham a alta rotação e qualquer desbalanceamento implicará na parada da unidade. O Sistema de filtros de mangas da recirculação de gases é relati-vamente delicado e também necessita de treinamento específico”, concluem.
“A caldeira de leito fluidizado que caiu na graça das usinas tem que ser muito bem avaliada. As usinas que vão rodar seis me-ses e não pretendem rodar durante a en-tressafra tem que pensar se existe sentido. Agora, para as usinas que têm intenção de rodar outros materiais ou rodar na entres-safra com um bagaço mais úmido, certa-mente o leito fluidizado fará mais sentido”, finaliza Gaeta.
30
tecnologia industrial
30 + Tec. Ind – Tratamento de água
Que o uso da água é vital para a nossa sobrevivência, todos nós sabemos. Para a indústria não é diferente, tanto que além de usá-la, também é necessário tratá-la, assim como os seus efluentes.
O processo de produção de açúcar, eta-nol e energia requer captação de água. No entanto, o consumo por tonelada de cana processada vem diminuindo ao longo dos anos. Segundo Kelsey Cichy, engenheiro de Sistemas da GE Water do Brasil, no início da década de 90 eram necessários 5,6 m³ de água captada/tonelada de cana processada, enquanto atualmente as novas usinas traba-lham com 0,5 m³ de água captada/tonelada de cana processada. “Esse avanço foi pos-sível por conta do desenvolvimento e ado-ção de tecnologias e melhoria nos processos industriais,” diz.
Através das várias tecnologias de tratamento disponíveis e melhoria nos processos industriais, a captação de água pelas usinas passou a ser menor e mais eficiente
As águas de superfície requerem um tra-tamento para remoção de sólidos suspensos para serem utilizadas nas diversas etapas do processo de produção como, por exemplo, reposição em sistemas de resfriamento, pro-dução de água desmineralizada para caldei-ras e processo de fermentação entre outros.
Nas usinas sucroenergéticas existem vá-rios tipos de efluentes industriais gerados pelas operações, que podem ser generica-mente divididos em dois tipos: os reutilizá-veis diretamente e os reutilizáveis depois de tratamento.
“No primeiro caso, estes efluentes são aqueles dos processos produtivos que po-dem ser reutilizados diretamente na mesma ou em outra etapa de produção. No segundo caso temos os efluentes contaminados com fuligem gerados na lavagem dos gases de
caldeiras e as águas residuárias, contamina-das com óleos, graxas, areia, argila, açúcar, palha, etc que são gerados nas operações de lavagem de moendas, oficinas mecâni-cas, lavagem de veículos em geral, lavagem de pisos, posto de abastecimento e outros”, explica José Oswaldo da Silva, engenheiro químico e diretor da Engenho Novo Tec-nologia Ltda.
“Devemos considerar diferentes tipos de efluentes em usinas, dependendo do per-fil de consumo de cada uma, mas entre os principais estão os efluentes oleosos e sa-nitários. Um deles relacionado diretamente aos pontos de manutenção e/ou reparo dos implementos utilizados na usina, ponto po-tencialmente gerador de efluentes oleosos e graxos. O outro visa atender ao tratamento sanitário, gerado pela população da usina

31
31 + Tec. Ind – Tratamento de água
cimento);- águas de emissão (para efluentes líqui-
dos) ;- águas de qualidade (para os recursos hí-
dricos receptores dos despejos).Para as águas de abastecimento deve
ser seguida a Portaria do Ministério da Saú-de n° 2914, de 12 de dezembro 2011, que estabelece procedimentos e responsabili-dades relativos ao controle e vigilância da qualidade da água para consumo humano e seu padrão de potabilidade, e dá outras providências.
No que diz respeito aos efluentes líqui-dos industriais, com exceção da vinhaça que tem, via de regra, como destino a irrigação do solo da lavoura canavieira e é normaliza-da pela Norma Técnica Cetesb 4231/2006 - que estabelece os critérios e procedimentos para o armazenamento, transporte e aplica-ção da vinhaça, gerada pela atividade su-croalcooleira no processamento de cana-de-açúcar -, a maioria desses despejos tem sido reutilizado (água de lavagem de cana, água das colunas barométricas, água con-densada dos evaporadores – amoniacais, água de resfriamento da destilaria e dornas, águas de resfriamento de turbinas, pasteuri-zação, mancais das moendas, turbo gerado-res e facas), após prévio tratamento visando melhoria da sua qualidade, tais como: re-moção de sólidos, acerto do pH, decréscimo de temperatura com a utilização de torres de refrigeração ou tanques com aspersores. Os efluentes (águas de lavagem de cana recicladas, águas de lavagem de piso e equi-
pamentos, águas provenientes das oficinas de manutenção, esgotamento sanitário etc.) que apresentem características que os im-peçam de serem reutilizados, deverão ser necessariamente tratados e lançados em re-curso hídrico, desde que atendam aos pa-drões de emissão e de qualidade do corpo receptor, conforme estabelecido no Regu-lamento da Lei Estadual n° 997, de 31 de maio de 1976, aprovado pelo Decreto n° 8468 de 08 de setembro de 1976, e suas alterações, assim como na Resolução Co-nama nº 357 de 17 de março de 2005, ha-vendo possibilidade de serem incorporados à vinhaça, desde que não contenham po-luentes conservativos e atendam o padrão de emissão estabelecido no artigo 34 da Resolução Conama nº 357/05, exceto os parâmetros Nitrogênio Amoniacal e Resí-duo Sedimentável.
Caso as usinas não estejam em acordo com estas normas, o Decreto nº 8468/76 es-tabelece, para aqueles que o descumprirem, a aplicação de penalidades constituídas de advertência, multa pecuniária, multa diá-ria e interdição da fonte de poluição. “As infrações podem também incidir nos pres-supostos legais previstos na Lei Federal n° 9605, de 12 de fevereiro de 1998 (Lei de Crimes Ambientais), que dispõe sobre as sanções penais e administrativas derivadas de condutas e atividades lesivas ao meio ambiente, e dá outras providências”, indica José Maria Morandini Paol ie l lo gerente do Departamento de Gestão Am-biental I da Cetesb.
Fernandez alerta que o descarte de forma inadequada pode resultar em grandes contaminações no solo ou lençóis freáticos
- trabalhadores, residentes, visitantes etc”, acrescenta Paulo Rogério Fernandez, dire-tor executivo do Grupo Zeppini.
O que frequentemente é denominado “estação de tratamento de efluentes” em usi-nas refere-se basicamente aos sistemas de remoção de cinzas das chaminés das caldei-ras, com o objetivo de remover os particu-lados lançados pela queima do bagaço na atmosfera, e o tratamento da água utilizada na lavagem da cana. Em ambos os casos, normalmente são utilizados floculadores e decantadores para remoção dos sólidos, que são enviados para a lavoura. A parte líquida é reutilizada ou descartada para o ambiente. Trata-se, portanto, de um processo de sepa-ração sólido/líquido do tipo físico-químico.
Normalmente o consumo de água em uma usina sucroenergética é de aproxima-damente um m3 de água para cada tonelada de cana-de-açúcar processada, de acordo com Nivaldo Dias, vendedor sênior da Pa-ques. “Apesar de grande parte da água se encontrar em circuito fechado, existe ainda um excedente gerado na forma de efluentes, tais como: água de lavagem de equipamen-tos, água de lavagem de cana, flegmaça e vinhaças. Atualmente, a solução mais ado-tada para estas águas residuárias é mistu-rá-las na corrente de vinhaça para utilizar como fertilizante por irrigação nas fazen-das. Entretanto, o alto custo da distribuição das vinhaças diluídas e a implantação de uma Lei de Política Nacional de Recursos Hídricos para cobrança do uso da água têm feito com que as usinas busquem alternati-vas de reutilização. Os modernos processos e equipamentos para o tratamento biológico de efluentes garantem ótimas eficiências e menores custos do investimento aliado a um baixo custo operacional, quando compara-do às tecnologias convencionais”, salienta.
PADRõES DE TRATAMENTO
Segundo a Cetesb (Companhia de Tecno-logia de Saneamento Ambiental) existe legis-lação que estabelece padrões para tratamento de água e efluentes que devem ser seguidos por quaisquer segmentos industriais para: - águas de potabilidade (águas de abaste-

32
32 + Tec. Ind – Tratamento de água + release ½ página Hydro Ambiental
IMPLANTAÇÃO DE SISTEMAS DE TRATAMENTO É NECESSÁRIO
Fernandez atenta que as usinas estão normalmente em áreas que não dispõe de redes coletoras e/ou tratamento de esgoto. Na maioria das oportunidades, os efluen-tes são dispostos em corpos hídricos e/ou infiltrados no solo. Desta forma, o descar-te de forma inadequada pode resultar em grandes contaminações no solo ou lençóis freáticos.
Para se ter ideia da importância em ter um sistema de tratamento de água e efluentes, Heitor José Zuntini, gerente de Produto da Kurita do Brasil, cita alguns números. “Ainda que seja uma aproxi-mação, podemos considerar que as uni-dades sucroenergéticas brasileiras captam do ambiente, em média, 1,5 m3/t de cana processada. Estimando uma moagem para 2013 de 600 milhões de t de cana, serão
captados no ano algo em torno de 900 mi-lhões de m3 de água. Esses números clara-mente classificam o setor como intensivo sob o ponto de vista de uso de água. Nada mais evidente, portanto, que a utilização de tecnologias mais avançadas para buscar índices cada vez mais eficientes. Essa foi e está sendo uma realidade no setor: há dez anos, a captação estimada era duas vezes maior”, afirma.
Ele diz que, além de novas tecnolo-gias relativas ao tratamento de água, outros avanços nos processos produtivos contri-buíram para essa melhoria. “Muito evi-dente é a eliminação de lavagem de cana, mas também o fechamento dos circuitos de resfriamento com o uso de torres de resfriamento e a conscientização do uso da água como um recurso finito”, salienta.
O fato é que as usinas devem se preo-cupar em instalar sistemas de tratamento para todas as correntes de efluentes gera-das. O processo a ser empregado deve ser
aquele mais indicado ao tipo de efluente. Assim, para efluentes de fuligem deve ser utilizada a decantação, para efluentes ole-osos a flotação, de modo a aproveitar as características de flotabilidade dos óleos e graxas, reduzindo assim os custos opera-cionais e de produtos químicos.
Silva lembra que os sistemas devem permitir a melhor eficiência com o menor custo de operação e manutenção, além de atender as normas ambientais. Um bom sistema de tratamento é importante para que a usina possa reusar a água contami-nada gerada, reduzindo assim a quantida-de de utilização de água “nova” captada. Isso favorece o balanço hídrico da usina, reduz custos e atende aos padrões ambien-tais exigidos.
Vale lembrar que existem diversos processos que utilizam água como cal-deiras, sistemas de resfriamento, preparo de produtos químicos, lavagem de cana, embebição de moendas, lavador de gases
33

34
34 + Tec. Ind – Tratamento de água
Oil-Less - sistema separador de água e óleo que realiza o tratamento de efluentes oleosos
da caldeira e diluição de fermento. “Cada uso requer uma qualidade de água e para se produzir essa água são utilizadas tecnolo-gias como Ultrafiltração, Osmose Rever-sa e Eletrodeinização”, especifica Cichy. Quando se produz uma água industrial de qualidade, minimizam-se problemas de pro-cesso e consegue-se obter o máximo de ren-dimento dos sistemas que operam utilizando água. Com os processos de Osmose Rever-sa e Eletrodeionização, por exemplo, para a produção de água desmineralizada utilizada em caldeiras de alta pressão, tem-se a caldei-ra operando com elevados ciclos de concen-tração e livre de problemas como incrusta-ções e corrosão, além de reduzir o consumo de combustível (bagaço de cana). Aplicando a Ultrafiltração é possível eliminar sólidos suspensos e 100% das bactérias presentes na água, ideal para alimentar um sistema de osmose reversa e diluição de fermento, mi-nimizando assim o uso de antibióticos uti-lizados nessa etapa da produção de etanol.
TRATAMENTOS DISPONÍVEIS
Embora importantes, os investimen-tos por parte das usinas em tratamentos de água ainda são poucos. “Somente agora iniciou-se um movimento mais forte nes-te sentido. Entretanto, as usinas ainda não têm conhecimento profundo sobre os tipos de tratamento mais adequados às suas ne-cessidades. Se para o tratamento da água de lavagem de gases já existe um processo de tratamento consolidado, para as águas residuárias o que se vê são instalações na maioria inadequadas”, pontua Silva.
As empresas especializadas oferecem várias opções de tratamento de água. En-tre as modalidades de tratamento de águas residuárias industriais, a Paques destaca o processo misto (anaeróbio + aeróbio) em que a etapa anaeróbia corresponde ao prin-cipal processo para degradação da matéria orgânica e o processo aeróbio aparece co-mo etapa de polimento final. “Dentro dos
equipamentos para tratamento anaeróbio, o Reator Anaeróbio de Recirculação Interna da Paques BV (Reator BIOPAQ®IC) tem se destacado como processo anaeróbio com melhor eficiência, proporcionando as se-guintes vantagens: redução significativa do consumo de energia, redução de geração de lodo excedente, redução de área requerida, produção de biogás para fins energéticos e redução da geração de GEE”, menciona Dias.
Ele explica que o Biorreator BIOPA-Q®IC é um reator anaeróbio de leito ex-pandido com alta taxa de aplicação e recir-culação interna (IC – Internal Circulation) utilizado para tratamento de efluentes indus-triais. No Biorreator BIOPAQ®IC, compos-tos orgânicos são transformados em biogás através de bactérias anaeróbias na ausência de oxigênio. “Dessa maneira é possível re-duzir os custos de descarte de efluentes e ao mesmo tempo produzir energia verde.”
Com o desenvolvimento dos biorreato-res de Circulação Interna (IC) de alta taxa, a Paques fez um grande avanço no tratamento anaeróbio de efluentes. A circulação interna possibilita uma mistura da biomassa com o afluente e se autorregula de acordo com a quantidade de DQO aplicada. Dessa forma ele pode trabalhar com grande quantidade de matéria em um reator compacto. Isto possi-bilita resolver os problemas de pouca área e odor, além de uma pequena estrutura para seu funcionamento, uma vez que a recircu-lação é automática.
Zuntini menciona que, apesar da aparen-te semelhança entre os processos produtivos observados nas usinas, a realidade operacio-nal de cada planta é bastante particular. “Por conseguinte, as demandas de cada unidade são também singulares, da mesma forma que são singulares as exigências e os níveis de complexidade de cada projeto. Por conta dis-so, a Kurita acredita que seu principal dife-rencial é justamente não se utilizar de uma ferramenta única e padronizada para o seg-mento. Ao contrário, a Kurita sustenta que a flexibilidade na escolha da melhor solução, discutida de forma simples e objetiva com o cliente, é onde reside o principal elemento de geração de valor no projeto. Esta, aliás, é
Estação de Tratamento de Efluentes Industriais

35
35 + Tec. Ind – Tratamento de água
uma premissa de nossa política internamente denominada “SIGA”, ou Sistema Integrado de Gestão de Águas: a melhor solução é sem-pre aquela onde se discutem e se harmonizam as expectativas diante de inescapáveis limi-tes de ordem técnica e econômica”, enfatiza.
De acordo com seu Sistema Integrado de Gestão de Águas, a Kurita procura auxiliar o cliente com o objetivo de simplificar. Um exemplo disso seria atuar com diferentes pro-cessos de tratamento para correntes com dife-rentes características ao invés de captar todas elas em um único reservatório e lançar mão de um tratamento único. “Essa abordagem de diferenciar correntes torna o investimento, em geral, significativamente inferior, com resul-tados excelentes”, destaca Zuntini.
Todavia, a avaliação a ser empreendida não é trivial. A complexidade envolvida em projetos desse tipo está muito relacionada à necessidade da consideração de múltiplas variáveis. “Para se conseguir, então, a me-lhor configuração para o sistema, a Kurita desenvolveu softwares específicos, como por exemplo o “Water Pinch”, que define as me-lhores correntes a serem utilizadas para uma determinada finalidade, bem como os percen-tuais de cada uma delas. Desta forma, obtém-se o máximo de performance, de acordo com a finalidade de reuso existente. Os sistemas podem ser monitorados, ainda, por dispositi-vos on line, conectados à Internet, de forma que as informações possam ser acessadas de qualquer parte. Em resumo, a Kurita entende que cada caso de reuso é único e portanto de-ve ser criteriosamente estudado, com o obje-tivo de maximizar o retorno do investimento e mitigar os riscos existentes na utilização do approach de reuso”, diz.
Fernandez conta que a Hydro Z trabalha com alguns equipamentos para tratamento de efluentes comumente aplicados em usinas. “Um deles é o Oil-Less, sistema separador de água e óleo que realiza o tratamento de efluentes oleosos. O sistema é modular e pode se adaptar à diversas vazões e/ou regimes hi-dráulicos. Utiliza módulos compactos que ga-rantem maior eficiência ao tratamento desse efluente e praticidade de instalação e limpeza. Além disso, o equipamento é produzido em materiais de alta durabilidade que garantem
segurança à operação, não ocorrendo trin-cas e rachaduras.
Outras soluções oferecidas pela Hydro Z com grande procura por usinas são os sis-temas para tratamento sanitário.
Para esse efluente, a Hydro Z oferece duas soluções: o Biorreator, orientado para vazões menores, que é um sistema em que fossa séptica e filtro anaeróbio estão dis-ponibilizados em um único módulo, pro-porcionando vantagens como facilidade no transporte, praticidade para instalação e limpeza, e principalmente a garantia de perfeito alinhamento entre unidades, asse-gurando os excelentes resultados de trata-mento na redução de DBO (Demanda Bio-química de Oxigênio).
A outra solução para tratamento sanitá-rio é a Estação de Tratamento de Esgotos, esta para maiores vazões, que pode ser uti-lizada em duas configurações: “Unidade de Tratamento”, que realiza o tratamento dos efluentes sanitários para que sejam direcio-nados de forma adequada à rede pública de coleta ou sumidouro, e a “Unidade de Reuso”, com componentes que permitem o reaproveitamento da água em sanitários, regas e limpeza de áreas comuns, após um processo de filtragem e desinfecção. A Es-tação de Tratamento de Esgotos da Hydro Z conta com um sistema inovador de automa-ção, dispensando a necessidade constante de operador para que o sistema funcione.
A GE Water oferece as tecnologias de
Ultrafiltração, Osmose Reversa e Eletro-deinização, além de um amplo portfólio de produtos químicos aplicados a essas tec-nologias. Os principais diferenciais que a empresa oferece, comparado às tecnologias convencionais, são menor custo operacio-nal (R$/m³ de água produzida), menor ge-ração de efluentes e melhor qualidade da água produzida.
A Engenovo, por sua vez, oferece pa-ra os efluentes contaminados com fuligem e areia gerados pela lavagem dos gases de caldeiras, a tecnologia de decantação ace-lerada com secagem do lodo - Etalg. Estes sistemas operam em circuito fechado com aproveitamento integral da água utilizada e são instalados para grandes volumes de água com fuligem. É uma tecnologia sim-ples, com baixo investimento, baixo custo operacional e de manutenção, permitindo ainda flexibilidade operacional e facilida-de para as ampliações futuras. Para as águas residuárias, a empresa oferece os sistemas de tratamento por flotação, pro-cesso recomendado para o tratamento des-te tipo de efluente devido as suas caracte-rísticas. O sistema é compacto e fornecido montado, pronto para instalação e opera-ção, o que reduz significativamente o in-vestimento inicial e o prazo de implanta-ção. Por ser compacto e adequado, opera com baixo custo por m3 de efluente tratado e permite o reuso de até 85% da vazão tratada.
Biopac IC instalado na unidade de tratamento de águas residuárias da Usina Santa Isabel - unidade II, localizada em Mendonça, SP
36
36 + Dicas e Novidades
NETAFIM PARTICIPA DE SEMINÁRIO SOBRE PRODUTIVIDADE E
REDUÇÃO DE CUSTOS A Netafim, empresa que oferece soluções de irrigação por go-
tejamento, ministrou uma palestra durante o 12º Seminário sobre Produtividade e Redução de Custos da Agroindústria Canavieira, realizado no início de dezembro, no Centro de Convenções de Ri-beirão Preto, SP.
Na ocasião, Yoram Krontal, engenheiro agrônomo da Netafim Israel, falou sobre “Irrigação localizada por gotejamento – Tec-nologia para alto rendimento e redução de custos na produção”. Yoram é Bacharel pela Universidade Hebraica de Jerusalém e tem mestrado em Agricultura – escreveu e publicou diversos artigos aca-dêmicos e atua na Netafim desde 2001. Atualmente é o responsável técnico pela cultura de cana na divisão de bioenergia da companhia.
ARySTA INVESTE EM COMUNICAÇÃO E LANÇA A “RÁDIO ARySTA” E PÁGINA NO FACEBOOk
A fim de ficar ainda mais próxima dos produtores, fornecedores e todos os públicos ligados à cadeia agrícola, a Arysta LifeScien-ce lançou no final do ano duas plataformas de comunicação: a sua fan page no Facebook (https://www.facebook.com/ArystaBrasil) e a Rádio Arysta.
A fan page foi criada para ser uma ferramenta de atualização e compartilhamento de notícias relevantes, como dados técnicos, atua-lidades e oportunidades de emprego entre outros temas. Nos primei-ros dias em que esteve no ar, um dos assuntos postados foi sobre a resistência das plantas daninhas ao glifosato, assunto que a fan page compartilha de outro canal online de atualização e informação da empresa, o portal Arysta no Campo (www.arystanocampo.com.br).
Já a Rádio Arysta, que pode ser ouvida via internet, foi criada para ser um canal de informação, compartilhando as informações mais relevantes para o agronegócio brasileiro e sobre o negócio da Arysta, além de garantir o entretenimento com o melhor da música brasileira e internacional. A programação também inclui entrevis-tas com personalidades, produtores e especialistas que atuam no agronegócio brasileiro.
O conteúdo está distribuído em oito editorias, com o objetivo de abordar todos os temas importantes para o setor. A emissora também atuará como canal de informação das principais entidades de classe, instituições públicas e privadas, eventos técnicos e comerciais.“Que-remos que a Rádio Arysta seja companheira dos produtores, distri-buidores, revendas e todos os parceiros que ajudam a fazer nosso negócio acontecer. Trata-se de um canal próximo, sintonizado com o dia a dia no campo, o que reforça seu slogan ‘Em sintonia com a agricultura’”, destaca Antonio Carlos Costa, diretor de Marketing da Arysta para a América Latina.
A Rádio Arysta está disponível no portal Arysta no Campo (www.arystanocampo.com.br) e em seu próprio endereço na web www.radioarysta.com.br
PAPEL FEITO DE PALHA DE CANA É MAIS BARATO E MENOS POLUENTE
Um inventor colombiano promete revolucionar a indústria mundial de papel com um novo processo para produção a partir da palha da cana-de-açúcar.
O químico Jorge Humberto Borrero, proprietário da empre-sa Fibras Ecológicas, afirma que sua técnica difere de outros processos semelhantes por utilizar apenas a palha da cana, ao invés do bagaço, utilizado por algumas indústrias. Para cada tonelada de papel produzido, seriam necessárias 2,5 t de palha.
Segundo o químico, o novo processo utilizaria menos pro-dutos químicos, como soda cáustica ou derivados de enxofre, o que resultaria em menos danos para o meio ambiente e menos riscos à saúde.
TGM APRESENTA PRIMEIRA TURBINA DE CONDENSAÇÃO
100% NACIONALA TGM anunciou ao mercado, no final do mês de novem-
bro, o lançamento da primeira turbina de condensação desen-volvida, fabricada e montada com tecnologia 100% nacional: o CT 63. Cerca de 70% da energia elétrica produzida por bio-massa na matriz energética brasileira são através de turbinas fabricadas pela marca, sendo que a empresa é responsável por quase 10 GW de potência instalada, ao redor do mundo, com suas turbinas.
O CT 63, além de visar maior economia de combustível da planta, foi projetado em ciclo regenerativo composto de múltiplas tomadas de vapor para o reaquecimento da água de alimentação da caldeira.
Com potência de 65 MW em 96 bar (a)/ 518ºC, o CT 63 é a turbina de maior porte entre as mais de mil já produzidas pela fabricante. O projeto demorou 14 meses para ser concluído e teve apoio do Finep/BNDES. “A ideia de fabricar um produto como este surgiu pelo fato de que o mercado dependia exclu-sivamente de tecnologia estrangeira. Acabamos desenvolven-do um equipamento de alto nível com eficiência superior aos concorrentes em muitas aplicações, principalmente nas perso-nalizadas”, afirma Marcos Nishi, diretor industrial da TGM.
Turbina CT 63

37
37 + Dicas e Novidades
TRACAN É HOMENAGEADA POR SER O MAIOR REVENDEDOR DE
COLHEDORAS DE CANA CASE IH DO MUNDO
Em outubro aconteceu o Global Sugar Meeting Case IH em Piracicaba, SP, um encontro que reuniu lideranças da marca liga-das ao setor de cana-de-açúcar de todos os continentes. O objetivo foi rever os resultados de 2013 e traçar estratégias futuras para o setor sucroenergético.
Durante o jantar comemorativo, Gerry Salzman, diretor de marketing global da marca, fez uma homenagem para Artur Mo-nassi, diretor presidente da Tracan de Ribeirão Preto, pelos seus 15 anos como concessionário Case IH e por ter feito da Tracan
o representante que mais vende colhedoras de cana da marca em todo mundo.
Do mercado brasileiro de colhedoras de cana, que tem variado entre 1100 e 1400 colhedoras comercializadas por ano, a Tracan tem sido, nos últimos anos, responsável pela venda em média de 12%. No fechamento de 2013 deve responder por 14% das vendas no Brasil.
Salzman fez questão de comentar: “Essa placa, apesar de estar assinada por mim e pelo Andreas Klauser, presidente mundial da Case IH, é uma homenagem de toda a equipe global pela história de sucesso do Artur em parceria com a Case IH”.
A Tracan possui sete lojas espalhadas pelos estados de São Paulo e Minas Gerais e atua na região que produz 40% da cana do Cen-tro-Sul brasileiro.
TRATOR NEw HOLLAND GANHA O PRêMIO DE MÁQUINA DO ANO 2014
Foi divulgado na Agritechnia, em Hannover, na Alemanha, o prêmio “Maschine des Jahres 2014 (Máquina do Ano 2014)” para o novo trator T8 Auto Command da New Holland. O prêmio, for-mado por uma comissão de jornalistas de veículos europeus, tem como objetivo escolher os modelos de equipamentos e máquinas agrícolas disponíveis no mercado, ricos em inovações tecnológicas e que proporcionam benefícios práticos e imediatos para os agricul-tores. O evento foi realizado no parque de exposições europeu mais importante para máquinas e equipamentos agrícolas e aconteceu entre os dias 10 e 14 de novembro, em Hannover, na Alemanha.
Em um painel na Agritechnia, a comissão de jornalistas especia-listas no ramo de toda a Europa avaliou o T8.420 Auto Command
como sendo capaz de oferecer o máximo de desempenho em alta velocidade em campo nas tarefas de cultivo, ideal para grande esca-la para os mais diversos tipos de cultura, feno e forragem, grandes laticínios e operações intensivas.
“Este prêmio comprova o trabalho duro e a dedicação de todos
os envolvidos no desenvolvimento do T8 Auto Command”, afir-mou Carlo Lambro, presidente da New Holland Agriculture. “Este importante prêmio da indústria é um grande reconhecimento da abordagem inovadora que temos em relação ao desenvolvimento dos produtos e aos benefícios que isto traz aos nossos clientes e, também, do nosso empenho em desenvolvermos tecnologias de ponta que melhoram a eficiência, a produtividade e a sustentabili-dade dos agricultores em todo o mundo”.
Artur Monassi (centro), da Tracan, homenageado por César Di Luca, diretor Comercial Case IH Brasil; Gerry Salzman, diretor de Marketing Global da Case IH; Vilmar Fistarol, diretor Presidente da CNH Internacional Brasil; Valentino Rizzioli, presidente da Case New Holland América Latina e Mirco Romagnoli, vice-presidente da Case América Latina
Trator T8 Auto Command

38
38 + Por dentro da usina
Por d
entr
o da
Usi
na
USINAS ITAMARATI RECEBE CERTIFICADO DE
RESPONSABILIDADE SOCIAL DO MATO GROSSO
No dia 07 de novembro, a Usinas Itamarati recebeu da As-sembleia Legislativa do Estado de Mato Grosso, o Certificado de Responsabilidade Social – edição 2013. A certificação foi criada pela Assembleia como uma forma de reconhecer publicamente e valorizar as empresas que adotam práticas sustentáveis.
Notadamente reconhecida pelo trabalho que desenvolve nesta área, a Usinas Itamarati tem recebido também premiações nacionais por suas ações socioambientais. A UISA tem recebido a homena-gem desde a criação do Certificado de Responsabilidade Social, há 8 anos consecutivos.
“Para a Usinas Itamarati é motivo de honra receber o certifica-
do e ser reconhecida pelo trabalho que vem desenvolvendo há anos de forma contínua e consistente na área socioambiental”, diz Cinthia Xavier Martins de Lima, gerente de Recursos Humanos da UISA. Para Eduardo Teixeira Dias, contador da Usinas Itamarati, que assina o balanço social, “a certificação, ao reconhecer o trabalho das orga-nizações, estimula as boas práticas e possibilita que mais empresas passem também a desenvolver ações nesta área.”
Estiveram presentes na solenidade, representando a Usinas Ita-marati, Alcione Gonçalves da Costa e Claudia Voltolini, analistas de Responsabilidade Social, Daisy Cristina Gontijo Thiago, coordena-dora do Departamento de Comunicação e Marketing, Cinthia Xavier Martins de Lima, gerente de Recursos Humanos e Eduardo Teixeira Dias, contador da Usinas Itamarati. Todos os representantes da UISA no evento receberam a Moção de Congratulação, pela contribuição na difusão da responsabilidade social no Mato Grosso.
Sérgio Ricardo Inoui, coordenador da Comissão Mista de Responsabilidade Social de Mato Grosso, Alcione Gonçalves da Costa e Claudia Voltolini, analistas de Responsabilidade Social (Usinas Itamarati), Daisy Cristina Gontijo Thiago, coordenadora do Departamento de Comu-nicação e Marketing (Usinas Itamarati), Cinthia Xavier Martins de Lima, gerente de Recursos Humanos (Usinas Itamarati), Deputado Dilmar Dal’Bosco e Eduardo Teixeira Dias, contador da Usinas Itamarati
DÍVIDA DE R$ 14 MILHõES PODE ATRAPALHAR VENDA DA USINA
CAMPESTREEstá nas mãos do TJ-SP (Tribunal de Justiça de São Paulo) a con-
cretização da venda da Companhia Açucareira de Penápolis - Usina Campestre. A Justiça de Penápolis aguarda julgamento de agravos pelos desembargadores do órgão para homologar a venda da UPI (Unidade Produtiva Independente) para o Grupo Clealco. O valor da ação é de aproximadamente R$ 14 milhões.
De acordo com o gestor judicial da Campestre, José Carlos Fer-nandes de Alcântara, trata-se de recursos impetrados por credores da Campestre. Sem dar muitas explicações, ele disse que não há como es-timar uma data para que a UPI possa ser assumida pelos novos donos.
O grupo Clealco, que possui usinas em Clementina e Queiroz, confirmou na semana passada interesse em pagar R$ 187 milhões pe-la UPI da Campestre, mesmo sem ter a confirmação de que terá 1,4 milhão de t de cana-de-açúcar para moer na safra 2014/2015, como previsto no edital de venda.
INDUSTRIAL CARLOS LyRA RECEBE MEDALHA DO MÉRITO DA REPúBLICA
MARECHAL DEODORO O fundador e presidente do Grupo Carlos Lyra, industrial Carlos
Benigno Pereira de Lyra Neto, recebeu em novembro, a Medalha do Mérito da República Marechal Deodoro da Fonseca. A solenidade, pro-movida pelo Governo do Estado de Alagoas, aconteceu no Memorial à República, em Jaraguá, e teve como objetivo homenagear brasileiros e estrangeiros que contribuíram no processo de consolidação da demo-cracia social do País.
A Medalha de Mérito da República Marechal Deodoro da Fonseca completou 10 anos de existência. De acordo com o Governo de Alago-as, a honraria valoriza e incentiva as pessoas que contribuem com seu talento nos diversos setores da sociedade.
A solenidade contou com a participação de várias autoridades locais e empresários. Diretores do Grupo Carlos Lyra, como a vice-presidente Virgínia Lyra, o vice-presidente executivo, Fernando Lopes de Farias e a empresária Elizabeth Anne Lyra Lopes de Farias, prestigiaram o evento.

39
De acordo com o responsável pelo setor de Treinamento e Desenvolvimento do Grupo Clealco, Diego Garcia Mathias, a empresa pretende muito mais que oferecer um curso, “nossa intenção é proporcionar uma mudança de vida a estes alunos. Faremos isso através do incentivo ao estudo e a profissiona-lização. Esta área do mercado de trabalho está em constante avanço e para a próxima safra a tendência é crescer a procu-ra por estes profissionais qualificados na região”, explicou.
A Prefeitura Municipal de Getulina oferece gratuitamen-te os cursos do 1º ano do ensino fundamental até a 3ª série do ensino médio. Para os interessados, as aulas acontecem de segunda à sexta-feira na Escola Municipal João Leonel Berbert. Todo o material didático é fornecido pela prefeitura e as matrículas para o ensino fundamental e médio estarão abertas no início de 2014. Para mais informações é preciso entrar em contato com a instituição de ensino pelo telefone (14) 3552-1304.
GRUPO CLEALCO INVESTE NO CRESCIMENTO PROFISSIONAL DE
MORADORES DA REGIÃO O Grupo Clealco, em parceria com a Prefeitura Municipal de
Getulina e o CRAS (Centro de Referência de Assistência Social Getulina) iniciou, em novembro, o Curso Profissionalizante de Operador de Trator Transbordo.
O curso, que tem como objetivo formar operadores de trator para trabalhar na colheita mecanizada da cana é composto por aulas práticas e teóricas que estão sendo ministradas pelo instru-tor Edson Cícero Gama. Como requisito básico para participar do treinamento, o Grupo Clealco estabeleceu que os alunos deveriam ter CNH (Carteira Nacional de Habilitação) com a categoria D, além de já ter concluído o ensino médio.
Para aqueles que não concluíram os estudos, a empresa esta-beleceu como norma que eles retornassem a escola para finalizar o ensino fundamental e médio.
ALUNOS DA ESCOLA DE FUTEBOL DE PRADÓPOLIS RECEBEM
CERTIFICADOSO início do mês de novembro foi especial para os 140 alunos
do projeto social “Escola de Futebol – Santa Rita – Núcleo Pradó-polis”. Os estudantes da rede pública de ensino de Pradópolis, que participaram da iniciativa, receberam os certificados de conclusão do projeto.
Com duração de 12 meses, a iniciativa foi promovida pela Usina São Martinho, por meio da Lei Federal de Incentivo ao Esporte, em parceria com a Prefeitura Municipal de Pradópolis, Ministério do Esporte e com o apoio do Centro de Gestão de Tecnologia e Ino-vação (CGTI). Com a conclusão desta primeira edição, o projeto entra em pausa, pois aguarda a aprovação do Ministério do Esporte para que possa ser realizado em 2014.
Ao final da aula de cada uma das seis turmas, foram entregues os certificados de conclusão do projeto para os alunos. Eles rece-
beram também uma bola de futebol especial, como lembrança pela participação na “Escola de Futebol”. Os familiares dos estudantes participaram do dia especial, que ainda contou com a distribuição de pipoca e algodão doce.
O projeto atendeu por um ano 140 alunos das redes muni-cipal e estadual de ensino, com faixa etária entre 07 e 18 anos. Eles receberam uniformes, equipamento esportivo e contaram com acompanhamento de professores capacitados para ministrar aulas de futebol de campo, realizadas duas vezes por semana no Centro Esportivo Municipal, além de atividades extras pro-movidas periodicamente, aos sábados, com o objetivo, entre outros, de integração entre as equipes.
Para a São Martinho, projetos como o “Escola de Futebol” são importantes pois complementam a formação escolar e con-tribuem para a construção da cidadania. O projeto contou com palestras educativas e com controle de frequência e de rendi-mento escolar dos alunos participantes.
Alunos da escola de futebol
Foto
/Div
ulga
ção
Por d
entr
o da
Usi
na
40
40 + Atualidades Jurídicas
Atualidades Jurídicas
40
DIREITO EMPRESARIALVALORIzAÇÃO DE COTAS DE
EMPRESA ADQUIRIDA ANTES DA UNIÃO ESTÁVEL NÃO ENTRA NA
PARTILHA DE BENSO Superior Tribunal de Justiça (STJ) considerou que a
valorização de cotas sociais de empresas, durante a vigên-cia da união estável, não configura acréscimo patrimonial a ser partilhado.
No caso, a companheira moveu ação de reconhecimento e dissolução de sociedade de fato contra a sucessão do com-panheiro falecido e teve seu pedido acolhido pelo TJRS, com a determinação da partilha da valorização das cotas sociais no período pelo qual durou a união estável. No entanto, com a alegação de que a valorização das cotas é fato econômico e que não deve ser considerado acréscimo patrimonial a ser partilhado no regime da comunhão parcial de bens, o qual é o regime da união estável, o espólio do companheiro morto recorreu ao STJ.
A única possibilidade de uma união estável não se sub-meter às regras do regime da comunhão parcial de bens é se houver contrato escrito entre os companheiros que pactue de maneira diversa. O fato de as cotas terem sido adquiridas antes do início da união estável já é o suficiente para impos-sibilitar a partilha das mesmas.
Como exemplo, podemos tomar o caso da compra de um imóvel que ocorre antes do início da vigência de uma união estável, o fato de existir valorização imobiliária do bem não significa que esta diferença poderá ser partilhada, pois o bem foi comprado antes de qualquer tipo de relação entre os companheiros.
“LEI ANTICORRUPÇÃO” IMPULSIONA CONTROLE
INTERNO NAS EMPRESAS NO BRASIL
Sancionada em agosto, a lei federal que pune companhias privadas por atos de corrupção deve estimular a criação de áreas de controle interno e combate à corrupção em empre-sas brasileiras. Consultorias registraram aumento de até 15% na procura por esses serviços neste ano --alta atribuída, em parte, à nova lei.
A regra vale a partir de 2014. Empresas que participarem de propinas ou fraude a licitações, por exemplo, serão mul-tadas em até 20% de seu faturamento bruto. Antes, apenas os agentes corruptores eram punidos.
A existência de uma política de compliance (integridade e cumprimento às leis), que incentiva que a empresa e seus
funcionários atuem de forma ética e legal, pode reduzir a puni-ção das companhias, segundo a nova regra.
Para isso, é necessária a criação de códigos de conduta, reali-zação de auditorias e controle de processos, além do treinamento constante de funcionários que desestimule o envolvimento em atos de corrupção. A delação de práticas ilegais às autoridades também é parte do processo.
DIREITO TRIBUTÁRIORECEITA PUBLICA ENTENDIMENTO SOBRE ARROLAMENTO DE BENS
A Receita Federal entende que o arrolamento de um bem deve ser mantido ainda que sua propriedade passe a ser de cre-dor fiduciário - geralmente instituição financeira -, em razão de inadimplência do contribuinte. A justificativa é que, nessa situação, o contribuinte é obrigado a oferecer o bem a leilão e o credor fiduciário, após a venda, deve entregar a diferença entre o valor de arrematação e o da dívida.
O entendimento está na Solução de Consulta Interna (SCI) nº 22, da Coordenação-Geral de Tributação (Cosit). O arrola-mento é usado para listar patrimônio do devedor que pode ser indicado para garantir o débito e evitar a dilapidação desses bens. A medida é aplicada para dívidas superiores a R$ 500 mil.
TRIBUNAIS JULGAM VÁLIDOS CRÉDITOS DE ICMS DE
FORNECEDOR IRREGULARContribuintes têm conseguido, no Judiciário e na esfera ad-
ministrativa, cancelar autuações fiscais contra o aproveitamen-to de créditos de ICMS obtidos em compras de mercadorias de fornecedores que, meses ou até mesmo anos depois dessas operações, tiveram suas inscrições estaduais cassadas pela fis-calização.
Recentemente, um caso envolvendo o tema foi analisado pelo Tribunal de Justiça de São Paulo (TJ-SP), que concedeu uma tutela antecipada a favor de um contribuinte. O processo envolve uma companhia do setor de perfumaria e cosméticos, que entre setembro e dezembro de 2008 adquiriu mercadorias de um determinado fornecedor.
O fornecedor, entretanto, foi considerado inidôneo em no-vembro de 2009. Posteriormente, a autora da ação teve os cré-ditos de ICMS relacionados às operações cancelados pelo Fisco.
Na decisão, o tribunal entendeu que a autora da ação agiu de boa-fé ao adquirir as mercadorias, e concedeu a tutela an-tecipada para impedir a Fazenda do Estado de São Paulo de executar a dívida.
A questão já foi analisada pelo STJ, que decidiu em 2010 que uma empresa de Minas Gerais poderia se aproveitar de créditos
41
42 + Atualidades Jurídicas
de ICMS de uma operação feita com um fornecedor posterior-mente considerado irregular. O tribunal entendeu que desde que o contribuinte prove sua boa-fé, o creditamento é legal.
DIREITO IMOBILIÁRIOPROIBIÇÃO DE VOTAR EM
ASSEMBLEIA DE CONDOMÍNIO DIz RESPEITO à UNIDADE INADIMPLENTE, NÃO AO
PROPRIETÁRIOO proprietário de diversas unidades autônomas de um con-
domínio, inadimplente em relação a algumas delas, tem o di-reito de participar e votar em assembleia. A decisão é do Su-perior Tribunal de Justiça (STJ), que manteve o direito de um condômino de participar da assembleia condominial e exercer seu direito de voto quanto às unidades adimplentes.
O Tribunal concluiu que a quitação exigida pelo Código Civil de 2002, para que o condômino tenha direito de participar das assembleias e nelas votar, refere-se a cada unidade. As-sim, se o condômino está quite em relação a alguma unidade, não pode ser impedido de votar em relação àquela unidade.
O entendimento é de que as taxas condominiais são devi-das pela unidade autonomamente considerada, a proibição de votar pelo não pagamento, consequentemente, também deve ser restritivamente relacionada a cada unidade.
Referido entendimento foi baseado no fato de que o Có-digo Civil aponta a unidade autônoma como objeto central do condomínio, e não o condômino.
DIREITO DO TRABALHOUSINA DEVE PAGAR R$ 1,3 MILHÃO POR PRÁTICA DE
DuMpIng SOCIALA Vara do Trabalho de Itápolis condenou a Usina Santa
Isabel S/A e o seu braço agrícola, a Santa Luzia Agropecuá-ria, ao pagamento de indenização por dano moral coletivo no valor de R$ 1,3 milhão devido à prática de dumping social por meio de atos ilícitos e rotineiros que resultavam em prejuízos à saúde e à dignidade de milhares de trabalhadores em nome de resultados financeiros.
A decisão é fruto de ação civil pública movida pelo Mi-nistério Público do Trabalho após denúncias de que as usinas procuravam maximizar o lucro por meio da eliminação maci-ça de direitos dos trabalhadores, dentre eles a prorrogação da jornada normal acima do limite permitido e a terceirização de atividade-fim, visando à precarização do trabalho.
Ainda, foi constatada a prática permanente da adulteração dos cartões de pontos, com anotações de horários uniformes
nos pontos de milhares de funcionários, que começavam e terminavam as jornadas ao mesmo tempo, sem variações, prática conhecida como “ponto britânico”, além das condi-ções degradantes em que funcionários terceirizados trabalha-vam, com ausência de água potável, instalações sanitárias, local para refeições e equipamentos de proteção, além da falta de kits de primeiros socorros.
O montante será destinado a projetos, iniciativas e/ou campanhas que revertam em benefício dos trabalhadores, a escolha do MPT. As usinas também foram sentenciadas a conceder intervalos intrajornadas e descansos semanais previstos na lei, além de regularizar o sistema de controle de pontos e deixar de terceirizar atividades de corte meca-nizado de cana-de-açúcar.
No caso de descumprimento, as usinas devem pagar R$ 500 por trabalhador submetido a irregularidades, montante que deverá ser revertido em favor do próprio trabalhador. Cerca de 5 mil pessoas se beneficiaram da decisão. Cabe recurso ao Tribunal Regional do Trabalho.
PROPRIEDADE INTELECTUALINPI CONCEDE CERTIFICADO AO
MELÃO DE MOSSORÓAgora melão tem “marca”. Foi concedido e entregue,
no último dia 5, pelo Instituto Nacional de Propriedade In-dustrial (INPI), o Certificado 201108 - Melão de Mossoró – aos produtores dos treze municípios que integram a região de Mossoró, responsáveis por uma produção superior a 230 mil t de melão por ano. O certificado atesta a procedência regional e a qualidade do produto.
O registro de Indicação Geográfica de Procedência dá exclusividade, identidade e maior visibilidade ao produto. Portanto, agora os produtores de melão daquela região con-tam com instrumento eficaz para combater a concorrência desleal daqueles que afirmam que suas frutas são de Mossoró e não têm o certificado.
A Indicação Geográfica de Procedência é concedida me-diante a apresentação, entre outros documentos, de elementos que com-provem ter o nome geográfico se tor-nado conhecido como centro de ex-tração, produção ou fabricação do produto ou presta-ção do serviço.
41
42
Leonardo Pinto CostaNATURALIDADEAlagoa Nova, PB
IDADE53 anos
ESTADO CIVILCasado há 27 anos e tem três filhos
FORMAÇÃOEngenharia Agronômica pela Universidade Federal da Paraíba com especialização em cana-de-açúcar pelo antigo Planalçucar, atualmente Centro de Ciências Agrárias da Universidade Federal de Alagoas
CARGOGerente Agrícola da Usina Santa Clotilde
HOBBIESCaminhar, ler e estar sempre ao lado da família e amigos
FILOSOFIA DE VIDATer equilíbrio entre família, amigos e trabalho
O executivo do mês vive uma vida simples, equi-librada e muito dedicada ao trabalho. Deve ser por isso que diz sentir-se um homem realizado. Não só pela bela família que construiu, mas também por ter conseguido concretizar seu maior sonho: trabalhar no setor sucroenergético. “Como todo começo, enfrentei algumas dificuldades, mas superei tudo, já que meu sonho sempre foi trabalhar dentro de uma usina”, diz Leonardo Pinto Costa, gerente agrícola da Usina Santa Clotilde, localizada em Rio Largo, Alagoas.
Com apenas 23 anos, Costa começava a atuar pro-fissionalmente como responsável pelo Plantio e Tratos Culturais da Usina Serra Grande, AL. Após nove anos e com um pouco mais de experiência, o executivo in-gressou na área de supervisão da Usina Santa Clotilde. “Entre 1992 e 1998, respondia por todas as operações, desde o plantio até a colheita. Depois fui convidado para trabalhar num grupo até então novo, João Lyra, na Usina Uruba, assumindo o cargo de gerente geral”, relembra Costa, que seguiu na empresa até o ano de 2000, quando foi convidado pelo grupo Carlos Lyra para ser gerente geral da Usina Cachoeira.
“Em 2006 fui transferido para a região Sudeste. Isso aconteceu quando ingressei como superinten-dente agroindustrial das Usinas Delta e Volta Grande, localizadas no Triângulo Mineiro. Em 2012 retornei a Usina Santa Clotilde, onde continuo até hoje”, conta o executivo, que diz estar muito feliz com o retorno a Alagoas.
executivo
42
43

44
44 + Executivo
METAS A CUMPRIRNas últimas três safras o setor canavieiro nordes-
tino sofreu por conta de uma seca severa. Produtores viram seus canaviais serem dizimados e algumas empresas até chegaram a encerrar suas atividades. De acordo com Costa, quem já investia em irriga-ção conseguiu minimizar o problema. “O fenômeno El Nino, ocorrente desde 2010, agravou a seca que vem acontecendo desde a safra 2011/12 se esten-dendo para 2012/13, ocasionando sérios transtornos às unidades sucroenergéticas do Estado de Alagoas, influenciando diretamente a produção da matéria--prima e, consequentemente, a produção de açúcar e etanol”, destaca o executivo.
Os plantios realizados em 2011 (inverno e verão) acabaram sendo drasticamente afetados, fazendo com que a brotação de mudas diminuísse signifi-cativamente (em até 70%), influindo diretamente na produção do canavial. “A safra atual 2013/2014 ainda está sofrendo os efeitos da seca. Não houve condições financeiras para a renovação dos cana-viais afetados nesta última safra, pois as áreas atin-gidas pelo fenômeno são muito grandes”, explica.
Apesar do momento de crise que o setor cana-vieiro nordestino ultrapassa, as perspectivas não são ruins para a Santa Clotilde, que este ano deve moer 1 milhão de t de cana-de-açúcar, quase 96 mil t a mais do que em 2012, quando a usina moeu 904 mil t. “Na última safra produzimos 1,89 milhões de
sacos de açúcar VHP e 15,5 milhões de l de etanol anidro, com previsão para esta safra de 2 milhões de sacos de VHP, 10 milhões de l de etanol anidro e 5 milhões de l de etanol hidratado.”
Segundo Costa, esta recuperação acontece devido às chuvas que vem ocorrendo nos últimos dois me-ses (outubro e novembro) e que beneficiaram todas às áreas a serem colhidas nesta safra, melhorando as expectativas de produção agrícola e, garantindo a cana soca da próxima safra, apesar da queda brusca nos índices de ATR.
A volta do executivo a Usina Santa Clotilde signi-fica, desde então, um grande desafio. Costa tem me-tas a cumprir. “Desde o meu retorno à usina, minha principal meta é conseguir aumentar a produtividade agrícola, grande desafio em meio às crises que o se-tor tem enfrentado e a seca que atingiu o Estado de Alagoas. Outras duas metas estipuladas são reduzir os custos e aumentar a mecanização em áreas planas, in-troduzindo novas tecnologias de georreferenciamento para, posteriormente, caminhar para a agricultura de precisão”, revela.
A Usina Santa Clotilde ainda tem trabalhado pa-ra conseguir fazer investimentos na modernização e renovação de suas frotas, bem como aquisição de no-vos equipamentos para colheita e plantio mecanizado, aumentar sua área irrigada e renovar canaviais, com o objetivo de reduzir a idade média dos canaviais para três anos e meio.
Costa: “Desde o meu retorno à usina, minha principal meta é conseguir aumentar a produtividade agrícola”
Ao lado da esposa, Alba Maria, em viagem à Budapeste

45
41 + Editora RPANews – 1 página
VIDA SIMPLES E MUITA DEDICAÇÃO
A realização familiar e profissional sempre caminha-ram em harmonia para o executivo, que diz viver uma vida simples. “Sinto-me um homem realizado, primeiro porque tenho uma família maravilhosa. Segundo porque alcancei todos os meus objetivos na vida profissional. E terceiro porque hoje estou de volta ao Nordeste, minha terra natal e aonde iniciei minha carreira.”
Para Costa, o segredo de uma vida tranquila é ter equilíbrio entre a família, os amigos e o trabalho. Sua rotina diária é vivida sempre com muito prazer, dedi-cação e equilíbrio. “Saio cedo de casa, vou para usina e lá tento exercer tanto as atividades atribuídas ao meu cargo como as demais. Procuro ser, a todo o momento, um facilitador para minha equipe e para a empresa.”
Ele diz que os melhores praze-res da vida, além do trabalho, são ler um bom livro e estar ao lado da família e dos amigos. O exe-cutivo é casado há 27 anos com Alba Maria, com quem tem três fi-lhos já moços: Igor Leonardo, 26, Bianca Larissa 24 e Bruna Letícia, 21. São eles a melhor companhia para as viagens que ele gosta de fazer, pelo menos quando tira suas férias. “Recentemente viajei para a Europa ao lado da minha esposa.
Pude conhecer Praga e Budapeste, lugares que se tor-naram inesquecíveis por serem cidades que desempe-nham papéis importantíssimos na história europeia. O que mais me chamou a atenção foram os monumentos e a arquitetura das cidades. Algo realmente inesque-cível”, declara Costa.
O dedicado gerente agrícola da Usina Santa Clo-tilde, deixa um recadinho aos colegas do setor nor-destino: “Quando comparado com outros centros pro-dutores, o Nordeste possui grandes entraves para a produção de cana-de-açúcar, seja agrícola, industrial, econômica ou social. Estas dificuldades obrigam os técnicos aqui estabelecidos a uma superação ainda maior quando o assunto é aumento de produtividade. Condições adversas de solo, clima e os altos custos
de produção obrigam-nos a ino-var cada vez mais, buscando produzir com sustentabilidade. Por isso quero dizer aos colegas que o setor canavieiro nordes-tino sobrevive graças ao nosso empenho, dedicação e amor em fazer sempre o melhor. Sabe-mos que as dificuldades encon-tradas nos fortalece cada vez mais e encoraja-nos a buscar saídas e soluções que agreguem valor ao nosso setor. Ser nor-destino é, antes de tudo, ser for-te”, finaliza.
Junto a sua equipe da Usina Santa ClotildeAo lado da esposa e dos três filhos
“Sinto-me um homem realizado. Primeiro porque tenho uma
família maravilhosa. Segundo porque
na minha vida profissional alcancei
todos os meus objetivos e terceiro
porque hoje estou de volta ao Nordeste,
onde tudo se iniciou.”
46
REVISTA RPANEwS GANHA MAIS UM PRêMIO DE JORNALISMO
Com a reportagem especial “A legislação trabalhista no cor-te de cana na mira da justiça”, a revista RPANews foi ganhadora do Vl Prêmio ABAG/RP de Jornalismo José Hamilton Ribeiro, na categoria Revista. A cerimônia de entrega dos prêmios foi realizada no dia 27 de novembro em Ribeirão Preto, SP.
A matéria, publicada na edição de março deste ano, é de autoria da jornalista e editora da RPANews, Diana Nascimento.
NORTE E NORDESTE TERÃO PREFERêNCIA EM ExPORTAÇÃO
DE AÇúCAR PARA OS EUA O ministro da Agricultura, Antônio Andrade, assinou ins-
trução normativa que estabelece em 161,2 milhões de t a cota preferencial de exportação de açúcar para os Estados Unidos no ano-safra 2013/2014. O texto, publicado no Diário Oficial da União, determina que essa cota será destinada às unidades de produção instaladas nas região Norte e Nordeste.
Segundo o documento, o maior porcentual da cota será pa-ra o Estado de Alagoas, com 46,41%, seguido de Pernambuco (38,41%), Rio Grande do Norte e Paraíba (ambos com 4,06%), Bahia (3,69%), Sergipe (1,69%), Piauí (0,70%), Amazonas (0,39%), Maranhão (0,32%) e Pará (0,27%). O rateio dentro de cada Estado será realizado de acordo com a participação de cada usina no total de produção dos derivados da cana-de-açú-car na safra 2012/2013.
EMPRESAS SÃO VÍTIMAS DE AVALANCHE DE ATESTADOS
MÉDICOS FALSOS Vários colaboradores de usinas de Uberaba, MG e região fo-
ram dispensados no início de novembro depois de apresentarem atestados médicos falsos. Após uma denúncia realizada, foram constatados que vários trabalhadores da região apresentaram atestados falsos para justificar faltas ao trabalho.
Apresentar atestado médico falso ao empregador para jus-tificar dias que não foram trabalhados configura demissão por justa causa. As empresas estão realizando o pagamento anteci-padamente a fim de evitar qualquer prejuízo financeiro ao tra-balhador. Toda essa ação ocasionará falta de mão de obra nas usinas que ainda estão em período de safra.
PRODUÇÃO CRESCE NO BRASIL COM MAIOR OFERTA DE CANAA oferta de etanol no mercado nacional deve crescer 17%
nesta safra 2013/14 (de abril a março), de acordo com Anto-nio de Pádua Rodrigues, diretor técnico da Unica (União da Indústria de cana-de-açúcar). Se confirmadas as estimativas, as usinas do País devem encerrar o atual ciclo com produção de 27 bilhões de l, ante 23 bilhões da safra anterior (2012/13).
O aumento da oferta reflete a elevada produção de cana neste ano, beneficiada pelas melhores condições climáticas. No Centro-Sul, principal região produtora do País, a oferta cresceu cerca de 50 milhões de t, para 590 milhões de t. “To-do esse volume excedente foi voltado para a produção de eta-nol”, afirmou. A produção da cana na Região Nordeste, que responde por cerca de 10% da produção nacional, deve ficar estável, em torno de 60 milhões de t .
A expectativa é de que não haja problemas de oferta na entressafra (de janeiro a março). Rodrigues afirmou que a demanda pelo combustível cresceu este ano, como reflexo da elevação da alíquota de mistura de 20% para 25%, em vigor desde maio.
SHELL INAUGURA LABORATÓRIO
DE SEGUNDA GERAÇÃO DE ETANOL
A Shell investiu R$ 7,9 milhões para a construção de um laboratório para pesquisas de etanol de segunda geração. O laboratório, inaugurado no final de novembro, foi construído na Unicamp, em Campinas, e os investimentos foram realiza-dos em infraestrutura e equipamentos. Segundo a companhia, a unidade será voltada a estudos de caracterização de biomassa gerada a partir do bagaço da cana-de-açúcar.
O Laboratório de biocombustíveis de segunda geração tem 1.300 m² de área construída e será coordenado pela Faculdade de Engenharia Química da Unicamp.
ERRATA Na matéria “Mais toneladas por hectare” da edição 155,
deve-se adicionar que o Celleron, da Follyfertil, é um fertili-zante com alta concentração de fósforo, nitrogênio e potássio (garantidos em rótulo), complementado com enxofre e enrique-cido com ferro, boro, zinco, molibdênio, manganês e cobre.
46 + Dropes
46
47
47 + RPA Consultoria

48
Barreira viva que cresce com a raiz.
fmcagricola.com.br
• Cria um Biofilme Biológico• Otimiza a absorção de água e nutrientes• Promove aumento de produtividade• Alta concentração • Excelente tempo de prateleira
QUEM ENTENDE DE CANA, INVESTE NA RAIZ.
Conheça também outras soluções FMC para cana:
Este produto é perigoso à saúde humana, animal e ao meio ambiente. Leia atentamente e siga rigorosamente as instruções contidas no rótulo, na bula e receita. Utilize sempre os equipamentos de proteção individual. Nunca permita a utilização do produto por menores de idade. Faça o Manejo Integrado de Pragas. Descarte corretamente as embalagens e restos de produtos. Uso exclusivamente agrícola.
ATENÇÃO
ASSOCIAÇÃO NACIONAL DE DEFESA VEGETAL CONSULTE SEMPRE UM ENGENHEIRO AGRÔNOMO. VENDA SOB RECEITUÁRIO AGRONÔMICO.
Dipel: Produto registrado Sumitomo Chemical Co.