05-tornearia-130213115100-phpapp02
TRANSCRIPT

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 1/44
1
TORNOS
Professora: Maria Adrina P. de S. da Silva, Dra. Eng.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 2/44
2
TORNOS
INTRODUÇÃO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 3/44
3
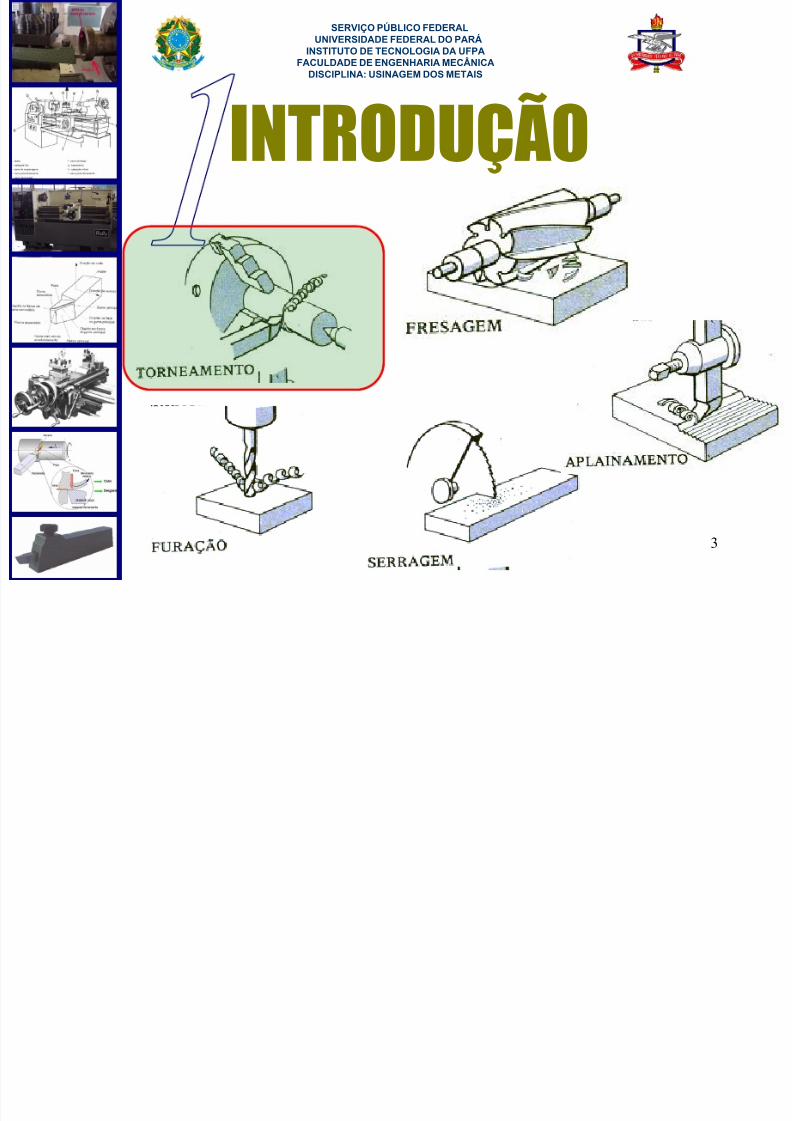
INTRODUÇÃO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 4/44
4
INTRODUÇÃOTodos os conjuntos mecânicos que nos cercam são formados por uma porção de
peças: eixos, anéis, discos, rodas, engrenagens, juntas suportes, parafusos,
carcaças.
Para que essas peças sirvam às necessidades para as quais foram fabricadas,
elas devem ter exatidão de medidas e um determinado acabamento em sua
Superfície
A maioria dos livros sobre processos de fabricação diz que é possívelfabricar essas peças de dois modos:
1 - Sem produção de cavacos, como nos processos metalúrgicos (fundição,laminação, trefilação etc.),
2 - e com produção de cavacos, o que caracteriza todos os processos deusinagem.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 5/44
5
TORNEARIA
TORNEAMENTO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 6/44
6
2.1. Definição
O processo que se baseia no movimento da peça emtorno de seu próprio eixo chama-se torneamento.
O torneamento é uma operação de usinagem que
permite trabalhar peças cilíndricas movidas por ummovimento uniforme de rotação em torno de um eixo
fixo.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 7/44
7
2.1. Definição
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 8/44
8
2.1. Definição
Para realizar o torneamento, são necessários trêsmovimentos relativos entra a peça e a ferramenta,
são eles:
1 - Movimento de corte: é o movimento principal que permite
cortar o material. O movimento é rotativo e realizado pela peça.
2 - Movimento de avanço: é o movimento que desloca a
ferramenta ao longo da superfície da peça.
3 - Movimento de penetração: é o movimento que determina a
profundidade de corte ao empurrar a ferramenta em direção ao interior da peça e assimregular a profundidade do passe e a espessura do cavaco.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 9/44
9
2.1. Definição
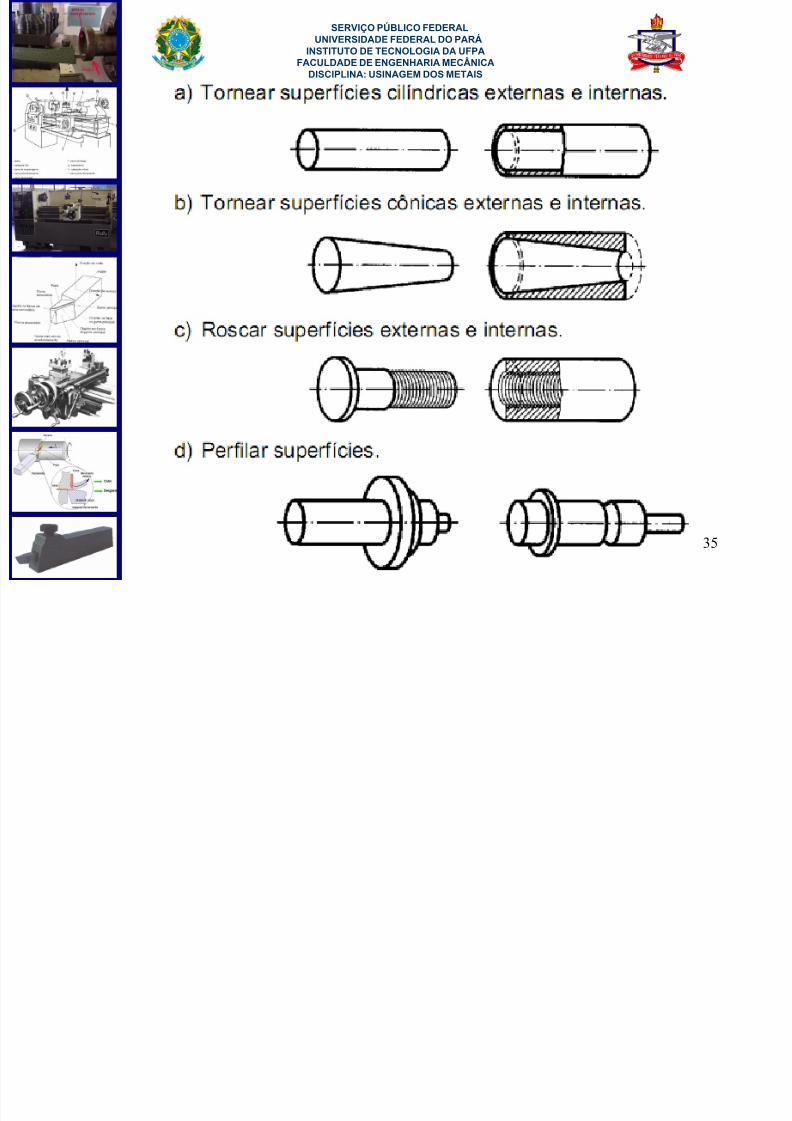
Variando os movimentos, a posição e o formato daferramenta, é possível realizar uma grande variedade
de operações:
(a) Tornear superfícies externas e internas;
(b) Tornear superfícies cônicas externas e internas;
(c) Roscar superfícies externas e internas;
(d) Perfilar superfícies.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 10/44
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 11/44
11
2.2. Máquina Torno
O Torno mecânico é considerado como a máquina
ferramenta fundamental, é a mais antiga e maisimportante das máquinas ferramentas assim como,
provavelmente, é aquela com maior versatilidade no
que diz respeito ao número de operações que pode
realizar . Praticamente a partir do torno mecânico,
foram desenvolvidas todas as outras máquinas
ferramentas, sua utilização é fundamental na grande
maioria das tarefas de reparo e manutenção assim
como é utilizado para produção de peças em escala
industrial
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 12/44
12
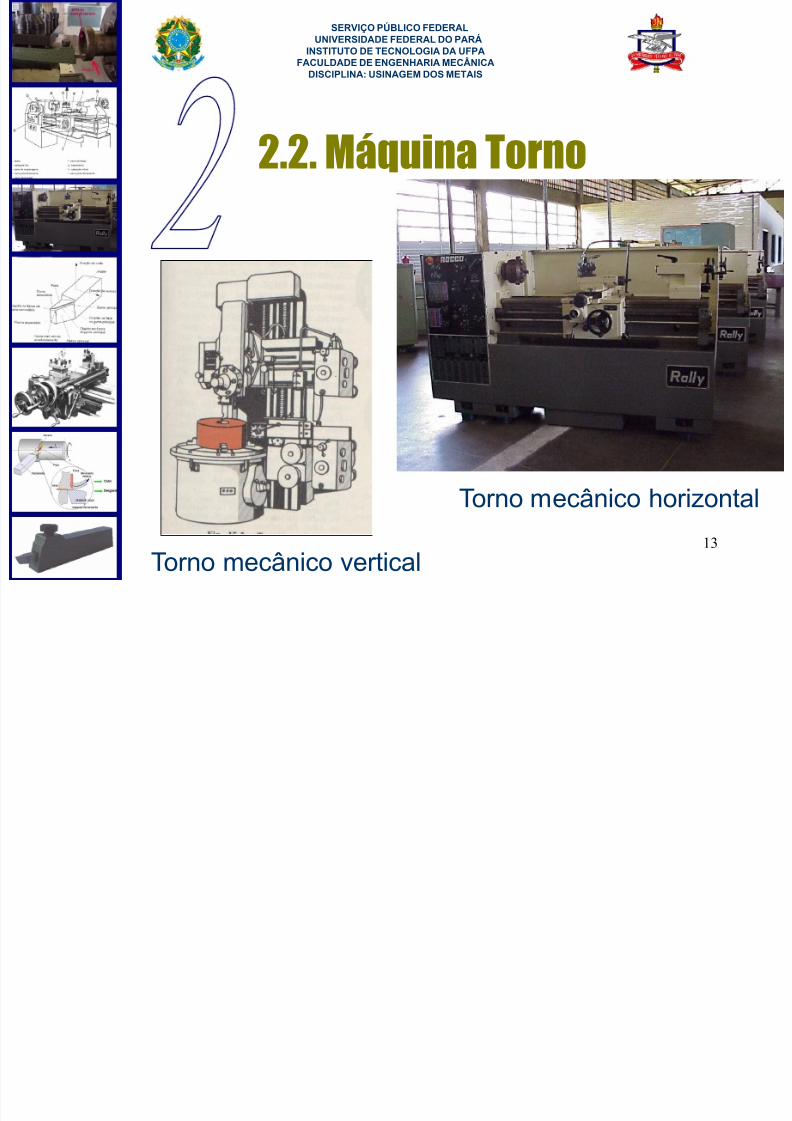
2.2. Máquina Torno
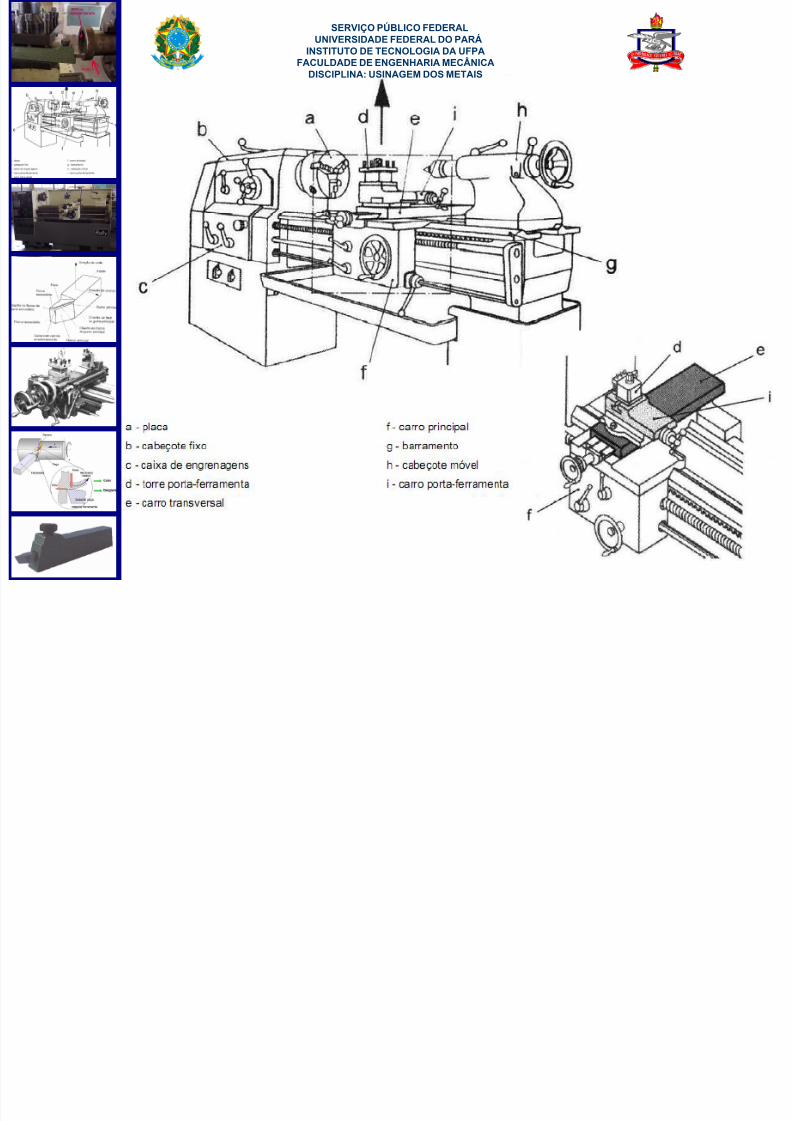
Todos os tornos, respeitando-se suas variações de
dispositivos, ou dimensões exigidas em cada caso,são compostos as seguintes partes:(1) Corpo da máquina: barramento, cabeçote fixo e móvel, caixas demudança de velocidade
(2) Sistema de transmissão de movimento do eixo: motor, polia,engrenagem, redutores.
(3) Sistemas de deslocamento da ferramenta e de movimentação daferramenta em diferentes velocidades: engrenagens, caixa de câmbio,inversores de marcha, fusos, vara, etc.
(4) Sistema de fixação da ferramenta: torre, carro porta-ferramenta, carrotransversal, carro principal ou longitudinal e da peça: placas, cabeçotemóvel.
(5) Comandos dos movimentos e das velocidades: manivelas e alavancas.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 13/44
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 14/44
14
2.2. Máquina Torno
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 15/44
SERVIÇO PÚBLICO FEDERAL
UNIVERSIDADE FEDERAL DO PARÁINSTITUTO DE TECNOLOGIA DA UFPA
FACULDADE DE ENGENHARIA MECÂNICADISCIPLINA: USINAGEM DOS METAIS
15
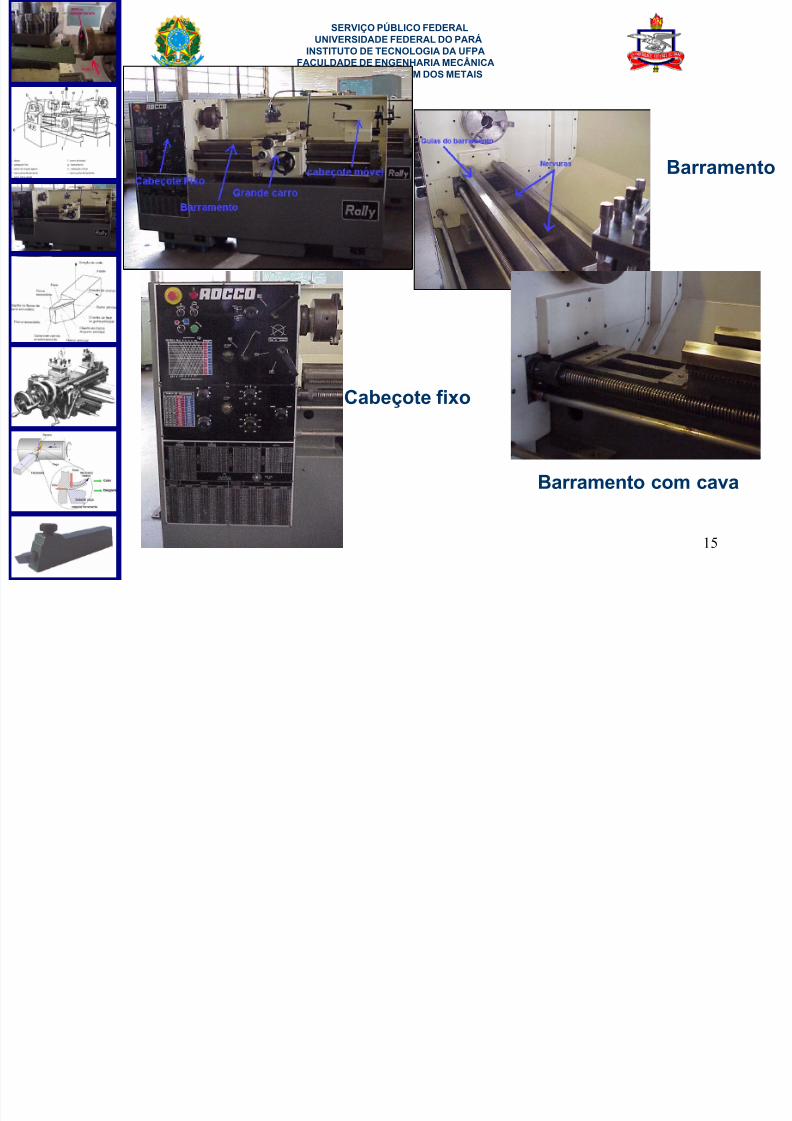
Barramento
Barramento com cava
Cabeçote fixo

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 16/44
16
Componentes docabeçote fixo
Caixa de velocidadesaberta
Árvore principalvazada
Fuso e vara
Componentes dogrande carro
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 17/44
17
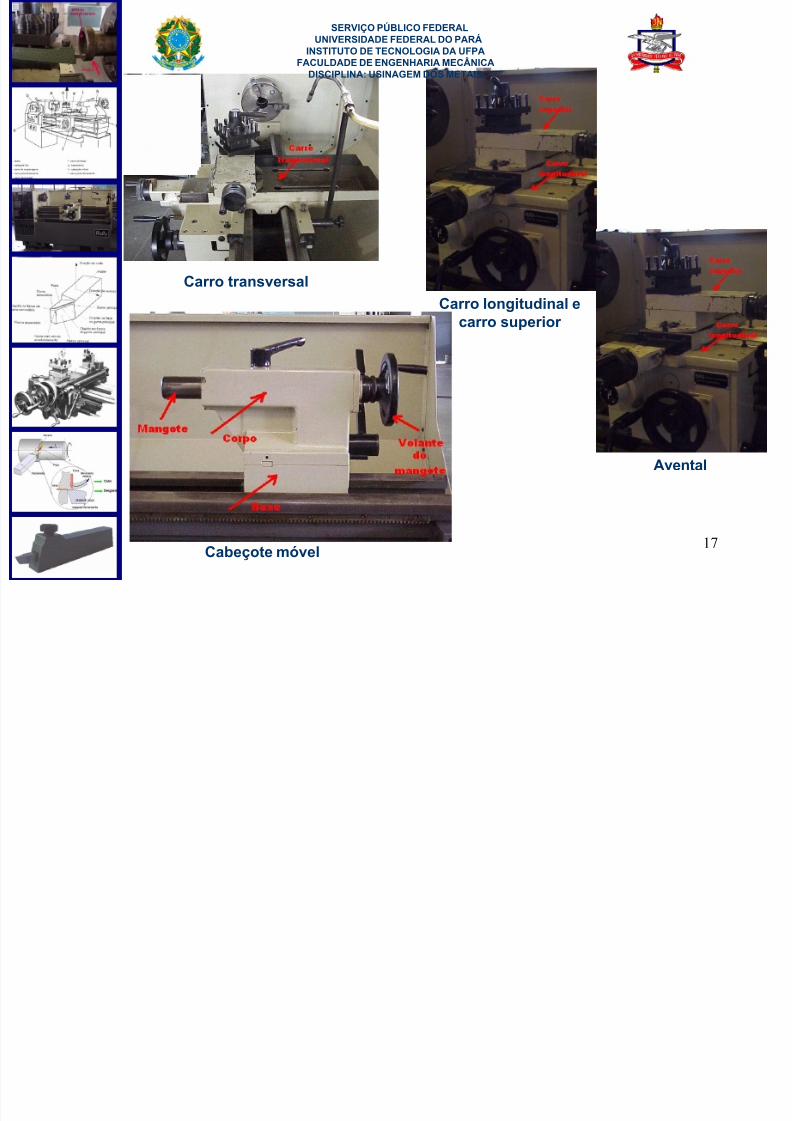
Carro transversalCarro longitudinal e
carro superior
Avental
Cabeçote móvel
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 18/44
18
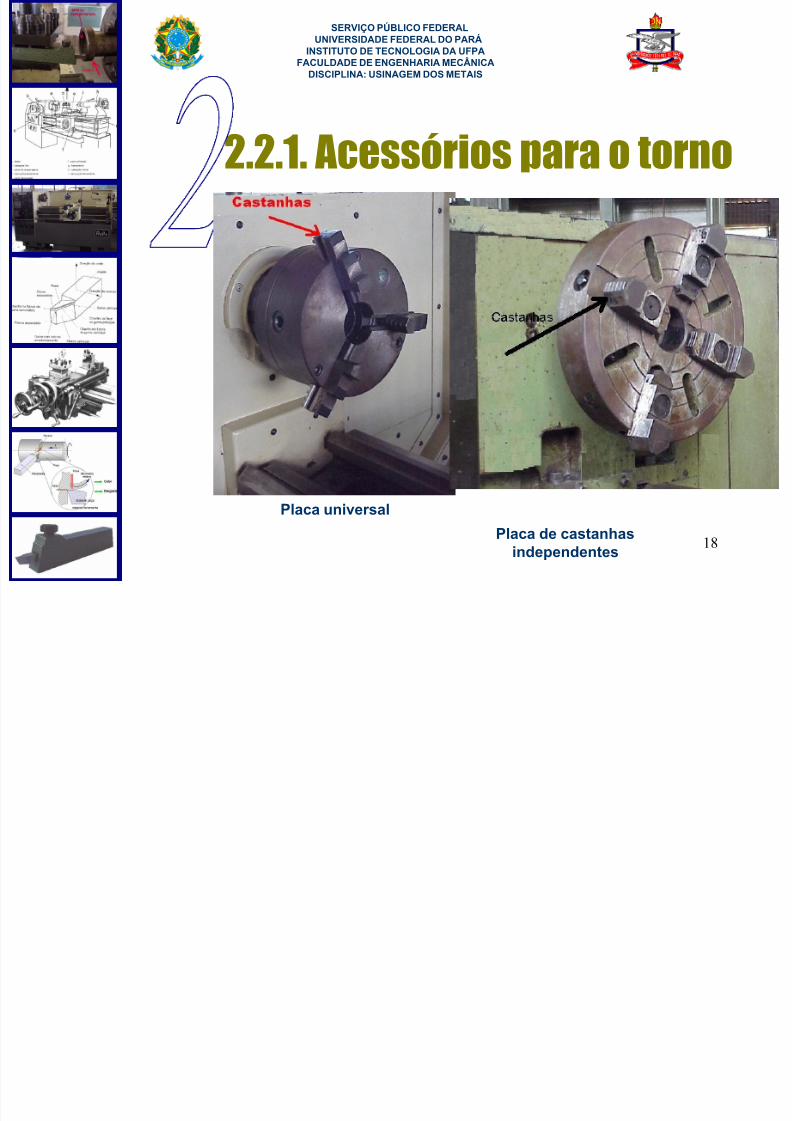
2.2.1. Acessórios para o torno
Placa universal
Placa de castanhas
independentes
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 19/44
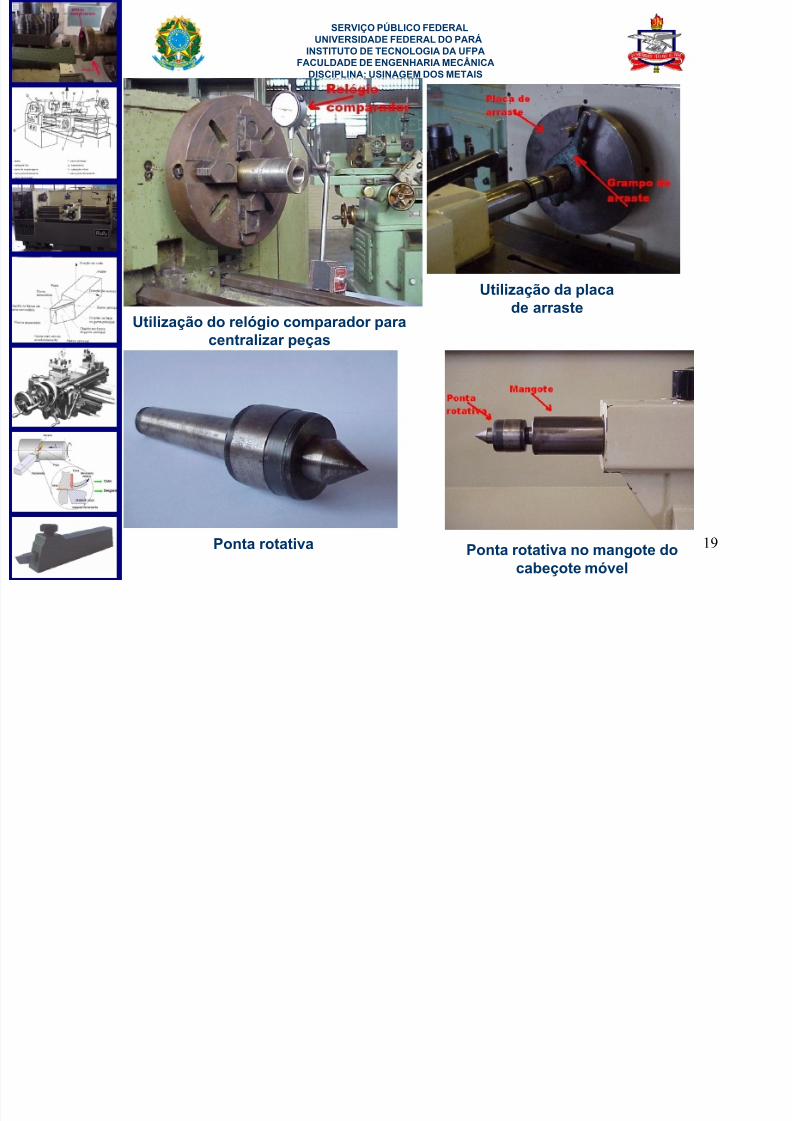
19
Utilização do relógio comparador paracentralizar peças
Utilização da placade arraste
Ponta rotativa Ponta rotativa no mangote docabeçote móvel
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 20/44
20
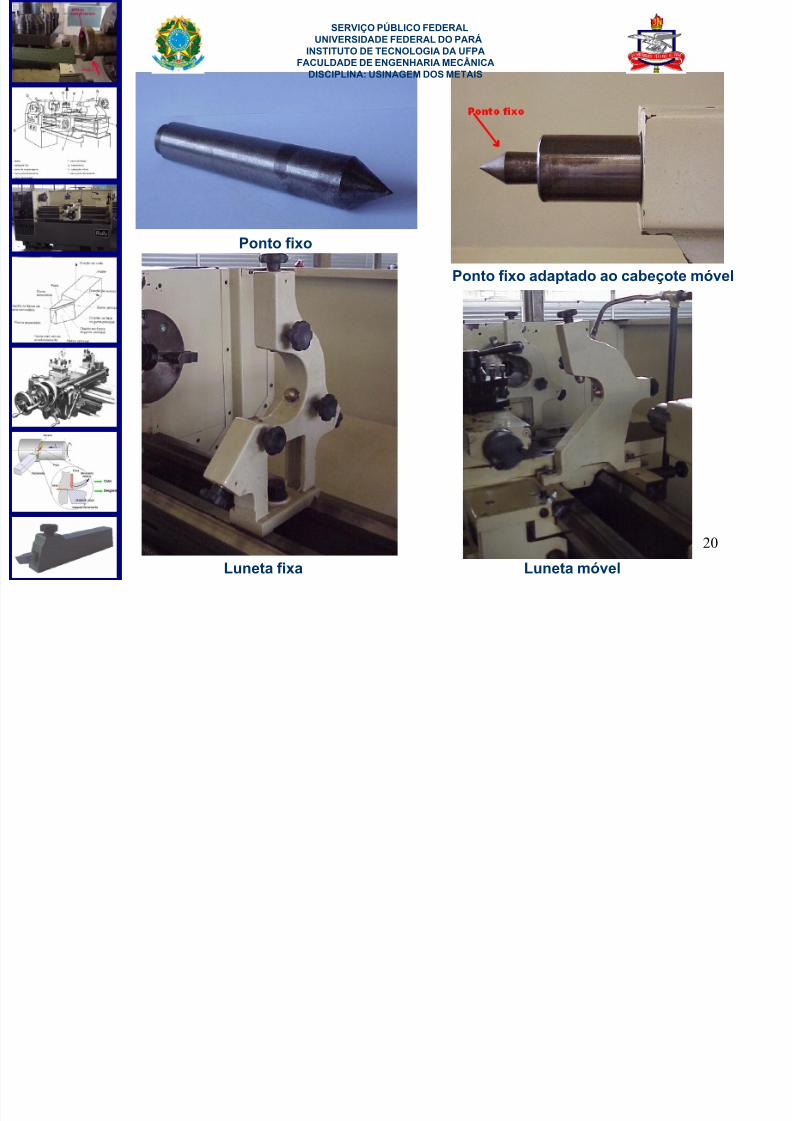
Ponto fixo
Ponto fixo adaptado ao cabeçote móvel
Luneta fixa Luneta móvel
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 21/44
21
Mandril Mandril colocado no cabeçote móvel
Anel graduado do carrotransversal.
Anel graduado docarro superior Representação do passo
de um parafuso
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 22/44

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 23/44
23
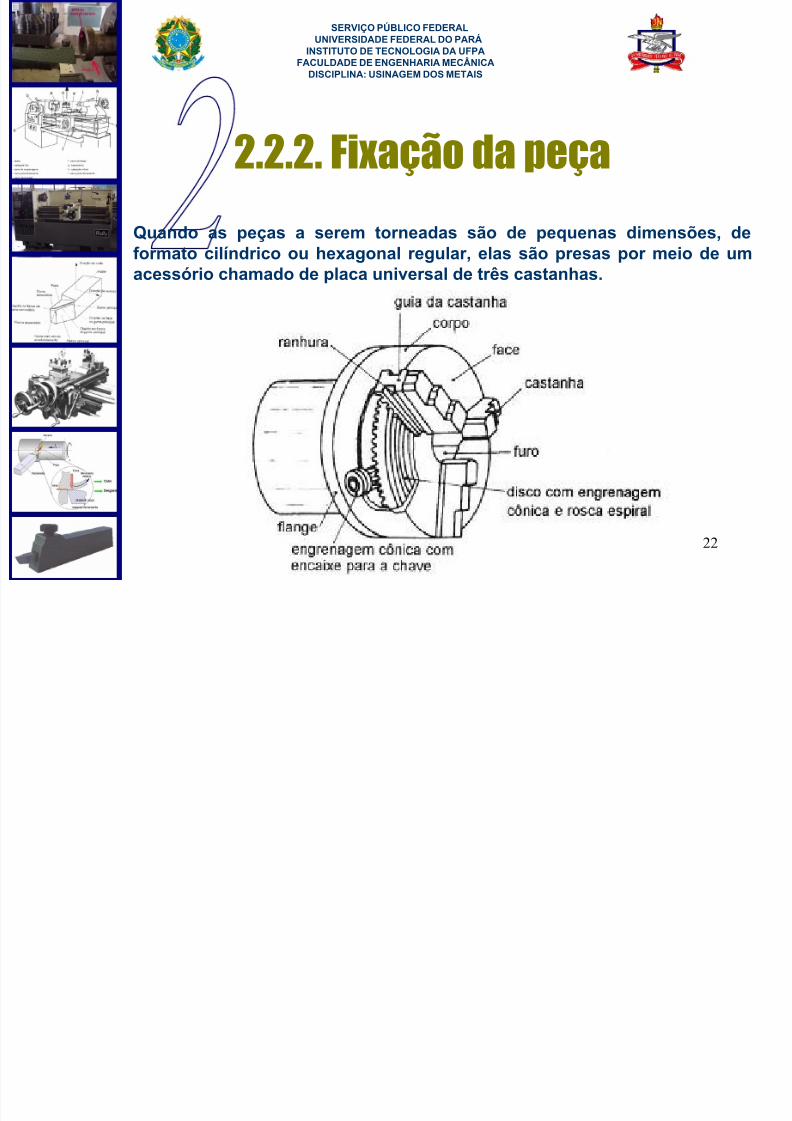
2.2.2. Fixação da peçaDe acordo com os tipos de peças a serem fixadas, as castanhas podem ser usadas de diferentes formas:
(1) Para peças cilíndricas maciças comoeixos, por exemplo, a fixação é feita por meioda parte raiada interna das castanhasvoltadas para o eixo da placa universal.
(2) Para peças com formato de anel, utiliza-se a parte raiada externa das castanhas.
(3) Para peças em forma de disco, ascastanhas normais são substituídas por castanhas invertidas.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 24/44
24
2.2.3. Operações de torneamentoA primeira operação do torneamento é facear :
Depois do faceamento, pode-se executar o torneamento de superfíciecilíndrica externa
Sua execução tem as seguintes etapas:
Fixação da peça, deixando livre um comprimento maior do que aparte que será torneada, e centralizando bem o material.
Montagem da ferramenta no porta-ferramenta de modo que a ponta
da ferramenta fique na altura do centro do torno.Regulagem do torno na rotação adequada, consultando a tabelaespecífica.
Marcação, no material, do comprimento a ser torneado. Para isso, aferramenta deve ser deslocada até o comprimento desejado e amedição deve ser feita com o paquímetro. A marcação é feita
acionando o torno e fazendo um risco de referência.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 25/44
25
2.2.3. Operações de torneamentoDeterminar a profundidade de corte:
ligar o torno e aproximar a ferramenta até marcar o início docorte no material;
deslocar a ferramenta para fora da peça;
zerar o anel graduado e fazer a ferramenta penetrar nomaterial a uma profundidade suficiente para remover a cascado material.
fazer um rebaixo inicial;
deslocar a ferramenta para fora da peça;
desligar a máquina;
verificar o diâmetro obtido no rebaixo;tornear completando o passe até o comprimento determinadopela marca
(deve-se usar fluido de corte onde for necessário);
repetir quantas vezes for necessário para atingir o diâmetrodesejado.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 26/44
26
TORNEARIA
REGULAGEM DO TORNOMECÂNICO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 27/44
27
3. REGULAGEM DO TORNO
MECÂNICOO movimento de rotação descrito pelo material a ser usinado,associado ao movimento automático desenvolvido pela ferramentade corte são itens fundamentais na preparação ou regulagem dotorno mecânico.
a) Rotação de trabalho - O resultado final das operações realizadasdepende fundamentalmente do nível de rotação selecionado
Para a seleção adequada do nível de rotação a ser utilizada emdeterminada tarefa de tornearia, vários fatores devem ser
considerados, os principais são:• Tipo de material a ser usinado ou trabalhado;
• Dimensões do material a ser usinado;
• Natureza do material da ferramenta de corte.
• Fase da operação de usinagem.
A seguir, alguns critérios “práticos” baseados nos fatores descritos:
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 28/44
28
3. REGULAGEM DO TORNOMECÂNICO1 - Natureza do material a ser usinado:
Material duro – Utilize baixa rotação
Material de baixa dureza – Utilize rotação mais elevada
2 – Natureza do material da ferramenta de corte:
As ferramentas de metal duro sempre utilizam rotações maiselevadas que as ferramentas de aço rápido.
3 – Dimensões da peça usinada:
Peças de grande diâmetro devem ser usinadas em baixa rotação
4 – Fase da operação:
A fase inicial da operação, conhecida como desbaste, deve ser realizada em rotação mais baixa do que a utilizada na fase finalque é denominada de acabamento.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 29/44
29
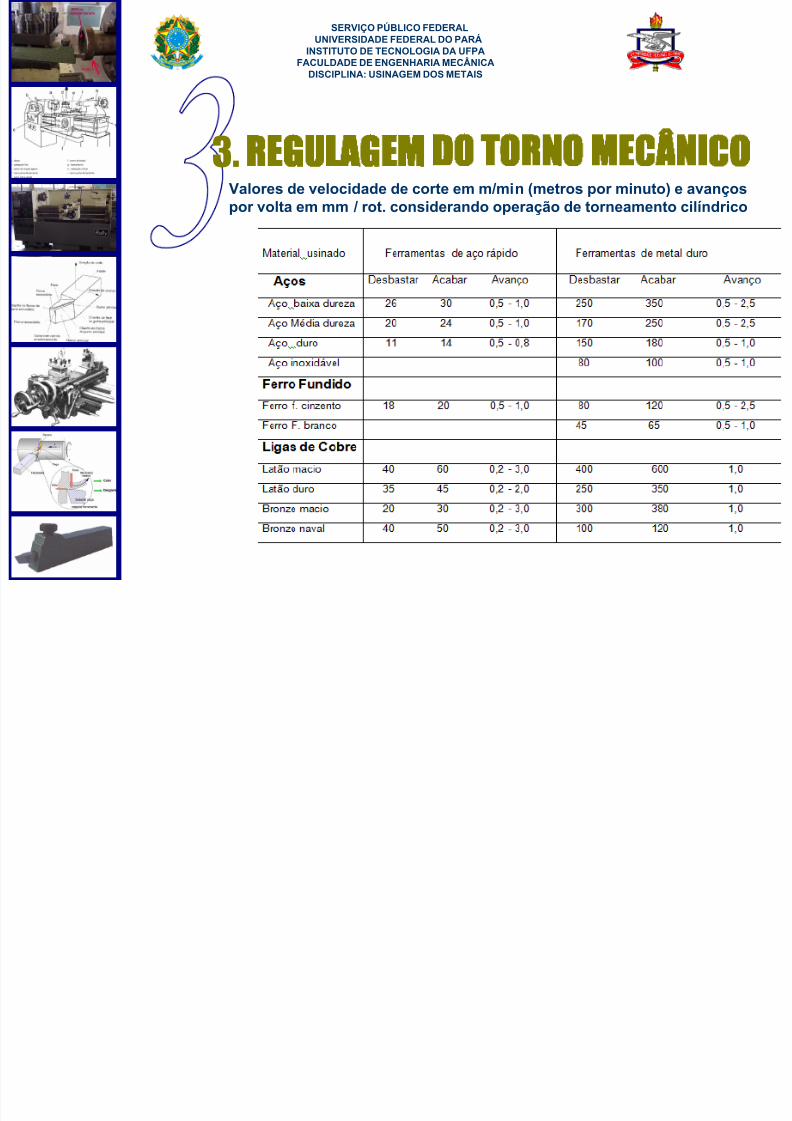
Valores de velocidade de corte em m/min (metros por minuto) e avançospor volta em mm / rot. considerando operação de torneamento cilíndrico
3. REGULAGEM DO TORNO MECÂNICO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 30/44
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 31/44
31
3. REGULAGEM DO TORNOMECÂNICO
b) Avanços - além da rotação de trabalho, os movimentos de translação da
ferramenta de corte quando realizados no modo automático também são
importantes itens na regulagem do torno mecânico
Avanço por volta (apv) – O avanço por volta representa o deslocamento da
ferramenta a cada rotação da placa
Avanço por minuto (apm) – O avanço por minuto representa o deslocamento
da ferramenta a cada minuto de trabalho
Profundidade de corte – A profundidade de corte, esquematizada na figura
seguinte comoPc
, representa a medida na qual a ferramenta de corte éaprofundada no material
RPM x Apv Apm
SERVIÇO PÚBLICO FEDERAL
UNIVERSIDADE FEDERAL DO PARÁINSTITUTO DE TECNOLOGIA DA UFPA
FACULDADE DE ENGENHARIA MECÂNICADISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 32/44
32
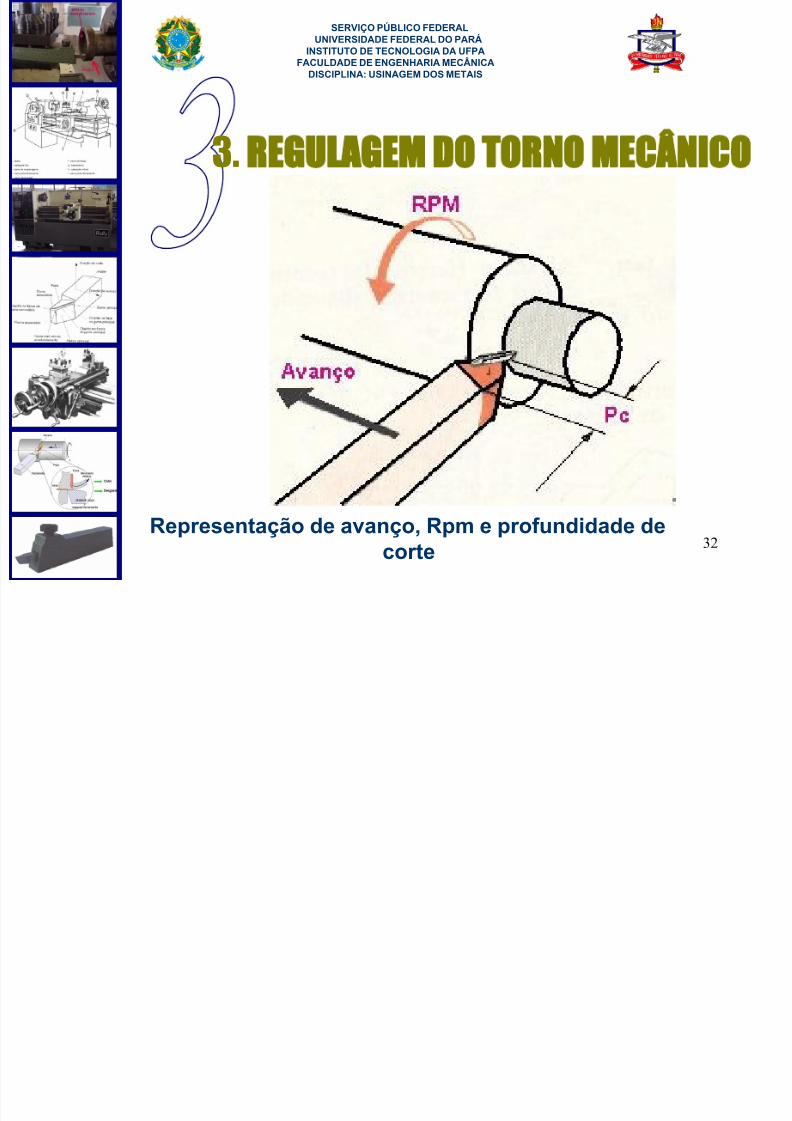
Representação de avanço, Rpm e profundidade de
corte
3. REGULAGEM DO TORNO MECÂNICO
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 33/44
33
TORNEARIA
PRINCIPAIS OPERAÇÕESDE TORNEARIA MECÂNICA
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
Ú
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 34/44
34
4. PRINCIPAIS OPERAÇÕES DE
TORNEARIA MECÂNICAVariando os movimentos, a posição e oformato da ferramenta, é possível realizar
uma grande variedade de operações:
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 35/44
S ÇO Ú CO
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 36/44
36
4. PRINCIPAIS OPERAÇÕES DE
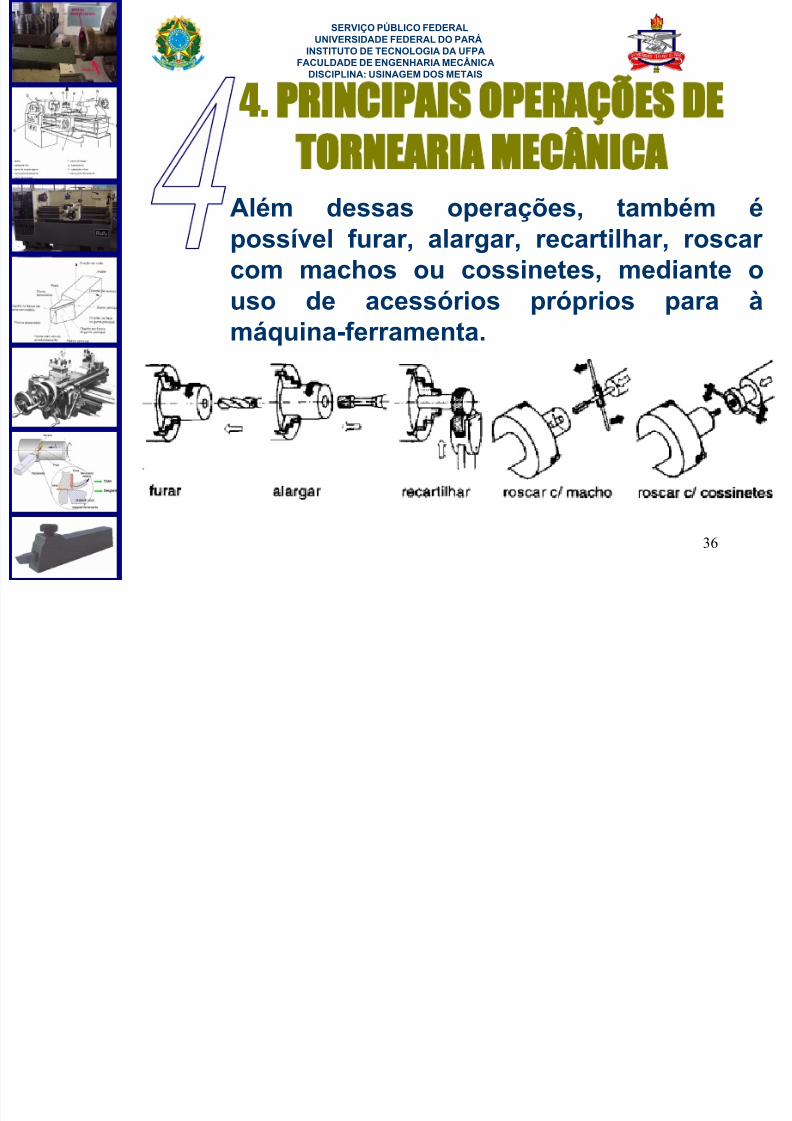
TORNEARIA MECÂNICAAlém dessas operações, também épossível furar, alargar, recartilhar, roscar
com machos ou cossinetes, mediante ouso de acessórios próprios para àmáquina-ferramenta.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 37/44
37
4. PRINCIPAIS OPERAÇÕES DE
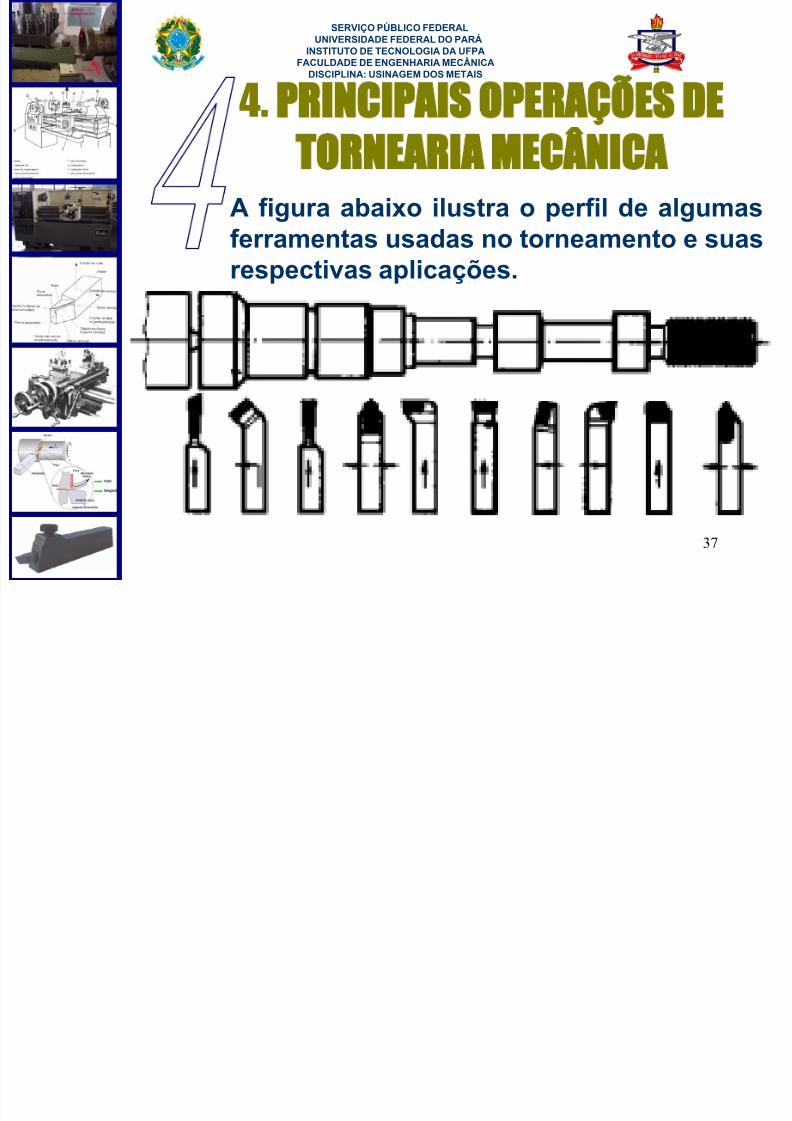
TORNEARIA MECÂNICAA figura abaixo ilustra o perfil de algumasferramentas usadas no torneamento e suas
respectivas aplicações.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL

7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 38/44
38
TORNEARIA
AFIAÇÃO DA FERRAMENTAPARA AS PRINCIPAIS
OPERAÇÕES DETORNEARIA
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 39/44
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 40/44
40
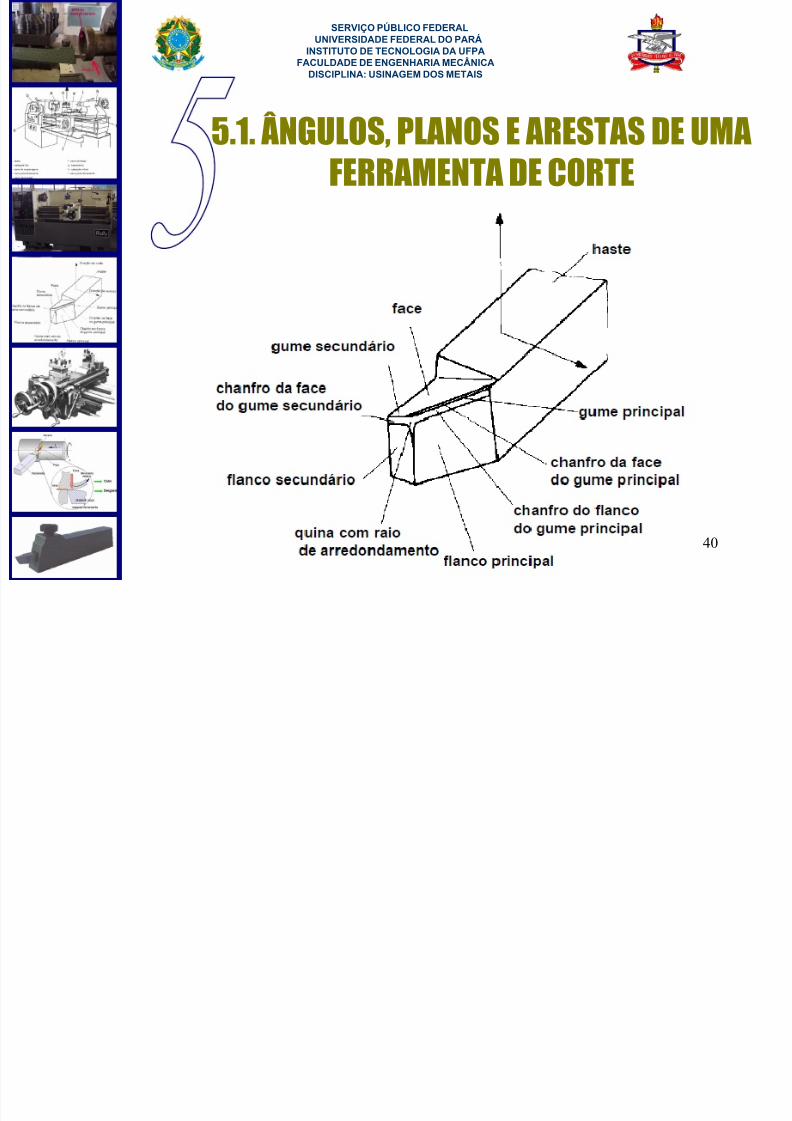
5.1. ÂNGULOS, PLANOS E ARESTAS DE UMA FERRAMENTA DE CORTE
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 41/44
41
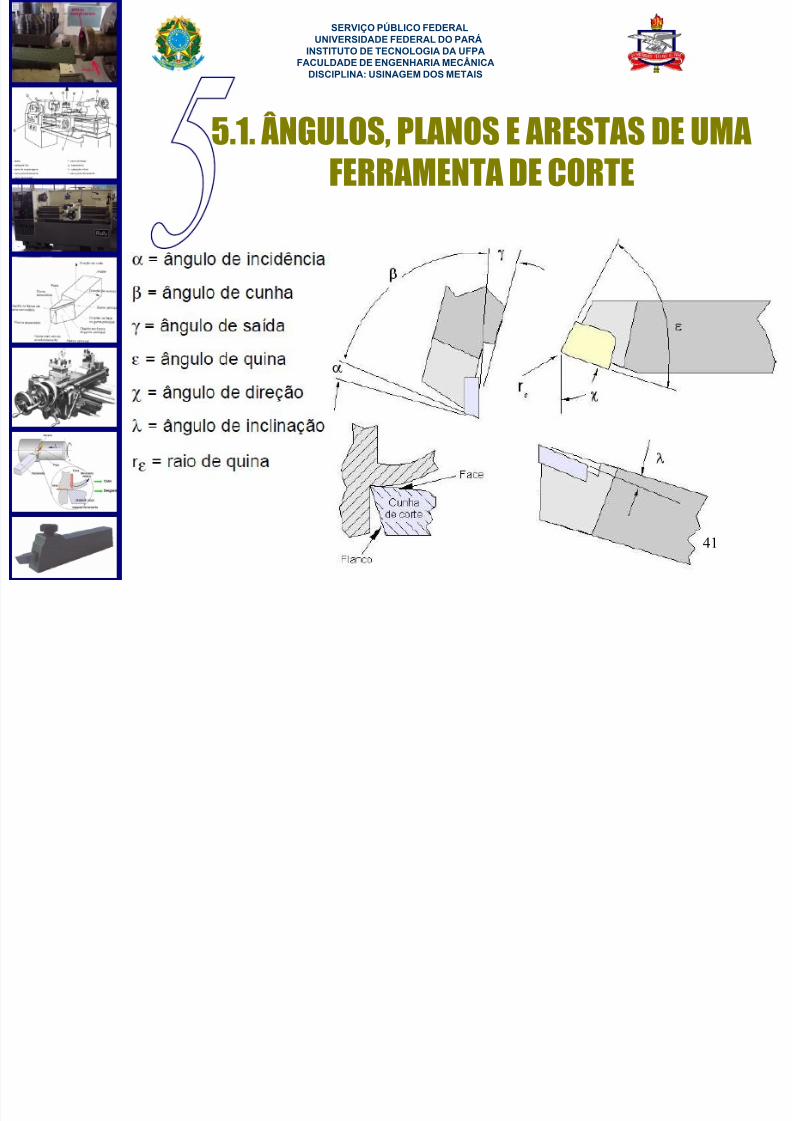
5.1. ÂNGULOS, PLANOS E ARESTAS DE UMA FERRAMENTA DE CORTE
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 42/44
42
Bibliografias• ABREU FILHO, Carlos. Tornearia Mecânica – Notas de Aula, Belém, 2007.
• AGOSTINHO, Oswaldo Luis. VILELLa, Ronaldo Castro(In Memoriam), BUTTON, Sérgio Tonini. Processos deFabricação e Planejamento de Processos. UniversidadeEstadual de Campinas - Faculdade de EngenhariaMecânica - Departamento de Engenharia de Fabricação -Departamento de Engenharia de Materiais. Campinas, SP.2004
• BRAGA, Paulo Sérgio Teles, CPM - Programa deCertificação de Pessoal de Manutenção – Mecânica -Processos de Fabricação, SENAI/CST, Vitória, ES. 1999.
• COSTA, Éder Silva & SANTOS, Denis Júnio. Processos
de Usinagem. CEFET-MG. Divinópolis, MG. março de 2006
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 43/44
43
Bibliografias• DINIZ, A. E., Tecnologia da Usinagem dos Materiais. 3 ed.São Paulo: Artliber Editora, 2003.
• FERRARESI, Dino. Fundamentos da Usinagem dos
Metais. Editora Edgard Blücher LTDA. São Paulo, SP,1977
• INMETRO. SISTEMA Internacional de Unidades – SI(tradução da 7ª edição do original francês “Le SystèmeInternational d’Unités”, elaborada pelo Bureau International
des Poids et Mesures - BIPM). 8ª edição Rio de Janeiro,2003. 116 p.
• INMETRO. Vocabulário Internacional de TermosFundamentais e Gerais de Metrologia – VIM – PortariaInmetro 029 de 1995. 3ª edição, Rio de Janeiro, 2003. 75p.
• reimpressão.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS
SERVIÇO PÚBLICO FEDERAL
7/27/2019 05-tornearia-130213115100-phpapp02
http://slidepdf.com/reader/full/05-tornearia-130213115100-phpapp02 44/44
44
Bibliografias• PALMA, Flávio. Máquinas e Ferramentas. Apostila,
SENAI-SC, Blumenau, 2005.
• SECCO, Adriano Ruiz; VIEIRA, Edmur & GORDO, Nívia.Módulos Instrumentais – Metrologia. Telecurso 2000. São
Paulo, SP, 2007
• VAN VLACK, L. H., Princípios da Ciência e Tecnologia dos
Materiais. Tradução Edson Carneiro. Rio de Janeiro:
Elsevier, 1970 – 4ª reimpressão.
SERVIÇO PÚBLICO FEDERAL UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA DA UFPAFACULDADE DE ENGENHARIA MECÂNICA
DISCIPLINA: USINAGEM DOS METAIS