xv audi ência de inova çã o -...
TRANSCRIPT

1
XV AudiXV Audiêência de Inovancia de Inovaçãção o
““MMéétodos estattodos estatíísticos e 6 Sigma na melhoria sticos e 6 Sigma na melhoria de performance de ETEde performance de ETE´́ss””
Projeto Seis Sigma em ETEProjeto Seis Sigma em ETE´́s s –– Estudo de Estudo de Caso Caso –– OXITENO S.A.OXITENO S.A.
Luiz Gustavo M. Luiz Gustavo M. AndrausAndrausEng. Meio Ambiente e SeguranEng. Meio Ambiente e Segurançça do Trabalho a do Trabalho –– OxitenoOxiteno
Luciana RossettoLuciana RossettoBlackBlack--BeltBelt –– OxitenoOxiteno
29/01/200929/01/2009

2
Oxiteno S.A.Oxiteno S.A.Unidade de TremembUnidade de Tremembéé

3
A planta
� Álcoois sulfatados e alquibenzenos sulfonados
� Betaínas
� Ésteres graxos
� Fluidos funcionais
� Naftalenos sulfonados
� Sulfoccinatos
� Sulfonatos de cálcio
� Especialidades Agroquímicas
PRINCIPAIS PRODUTOSPRINCIPAIS PRODUTOS
Aproximadamente 120 produtos químicos

4
Localização
O Vale do Paraíba localiza-se no eixo Rio-São Paulo e é o segundo maior pólo industrial do Estado de São Paulo. Com uma população de cerca de 1,8 milhão de habitantes, ocupa uma área aproximada de 7,4 mil km2.
Entre as Serras do Mar e da Mantiqueira e Rio Paraíba, as indústrias aprimoraram uma tecnologia de ponta que transformou o Vale do Paraíba em um grande pólo tecnológico consolidado a partir de São José dos Campos, iniciada na década de 50 com a implantação do CTA - Centro Técnico Aeroespacial.
PPóólo Industrial do Vale do Paralo Industrial do Vale do Paraííbaba
- Distância Tremembé - São Paulo - 133 km
- Rio de Janeiro - 309 km
- Belo Horizonte - 600 Km
- Densidade Demográfica: 180,91 hab/km²
- População: ~40.000 habitantes
- Área: 184,5 km²
A cidade de TremembA cidade de Tremembéé:: A planta:A planta:
- Área do terreno: 282.723 m2
- Área construída:
- Coberta: 12.657 m2
- Aberta: 10.966 m2

5
Segurança, Meio Ambiente, Saúde, Qualidade e Responsabilidade Social
AUTOPARTES DEL AUTOMOT
OR
SISTEMA
DECERTIFICACION
CONJUNTA
Signatária do programa de atuação responsável da
ABIQUIM
ISO 9001:2000ISO TS 16949
ISO 14001:2004SA 8000
Certificações

6

7
Estratégia gerencial disciplinada e quantitativa, caracterizada por uma abordagem sistêmica, que tem como objetivo aumentar a lucratividade das empresas, por meio da otimização de produtos e
processos, com o conseqüente incremento da satisfação de clientes e consumidores.
O que é Seis SigmaO que é Seis Sigma
• Processos melhores;• Mais rápidos;• Com mínimas variações;• Produtos com menores custos de fabricação
Como?Como?
Medindo o desempenho atual e o grau de insatisfação do cliente, com o estabelecimento de medidas de melhorias e controle.

8
Foco de Projetos Seis SigmaDefinir quais processos são críticos para os clientes;Identificar quais fatores geram variações nos processos;Estudar o processo com o objetivo de reduzir sua variação;Fazer certo da primeira vez e buscar a meta de zero defeitos.
Conceito do Seis SigmaConceito do Seis Sigma
Metodologia Seis Sigma A metodologia seis sigma não apresenta grandes inovações, sendo, na verdade, uma organização de ferramentas para serem utilizadas com o objetivo de se evitar erros identificados no passado:
• Ênfase somente na qualidade, sem atenção aos aspectos estratégicos do negócio;
• Ausência de quantificação de resultados em termos monetários;• Formação de especialistas da qualidade sem visão sistêmica ou
habilidade na análise para tomada de decisão.

9
Variável que se deseja melhorar = Objetivo/Meta
Variáveis que interferem na qualidade de produto final causando as variações
VariaçãoVariação

10
VariaçãoVariação
Todo processoapresenta variações
Um bom processo deve,
obrigatoriamente, operar longe dos seus limites de especificação (ou críticos)

11
Projeto 6 SigmaProjeto 6 Sigma
Remover barreiras para que o projeto seja implement ado com sucesso
Aprovar ou reprovar propostas de melhorias ns proce ssos
Implementar alterações nos processos
Disponibilizar recursos para a execução do projeto
CHAMPION
Liderar a equipe de implementação do projeto
Conduzir as etapas do ciclo DMAIC
Selecionar, ensinar e aplicar as ferramentas adequa dos ao projeto
Identificar oportunidades de melhoria no processo
BLACK BELT
Expor seu conhecimento sobre o processo
Comunicar mudanças aos outros membros de sua área d e atuação
Coletar dados para avaliação do processo
Implementar melhorias no processo
Estar motivado em busca da melhorias do processo
MEMBROS da EQUIPE
Conjunto de atividades que apresentam um ponto inicial e um estado final definidos, onde são estabelecidas as metas a serem alcançadas e os recursos a serem utilizados
Fig
uras
-cha
ve d
e um
pro
jeto
Sei
s S
igm
a
Quem desenvolve um Projeto Seis Sigma?Equipe multidisciplinar, coordenada pelo Champion e pelo Black Belt

12
D - Define (Definir): Definir com precisão o escopo do projeto (o que deve ser feito).
M - Measure (Medir): Determinar a localização ou foco do problema (como estamos atualmente).
A - Analyze (Analisar): Determinar as causas de cada problema prioritário (o que é importante).
l - Improve (Melhorar): Propor, avaliar e implementar soluções para cada problema prioritário (como melhorar).
C - Control (Controlar): Garantir que o alcance da meta seja mantido a longo prazo (como manter a melhoria).
Metodologia DMAICMetodologia DMAIC
13
• Objetivo: estado que deseja-se atingir.
• Meta: deve ser mensurável e divididas em métricas• Métricas de processo
� Métricas de Indicador que visa comprovar a melhoria do processo.� Métricas devem ser simples, mensuráveis e robustas.
• Métricas financeiras do projeto� Contabilização dos ganhos financeiros.
• Escopo: fronteiras do projeto (onde ele começa e termina)
• Elaboração de estratégia de condução do projeto� Quais etapas serão cumpridas para se atingir os objetivos do projeto.
Principais Ferramentas Identificar fatores que contribuem para que a performance do processo esteja abaixo da
esperada(são as chamadas causas primárias e suas
respectivas entradas do processo)
•Fluxograma do processo
• Brainstorming
Resultado
DDMAIC MAIC �������� DDefiniçãoefinição

14
• Medir fatores que influenciam no resultado do processo;� Padronização das metodologias de mensuração;� Por quanto tempo será realizada a medição.
• Garantir que o sistema de medição é adequado (Se o dado medido não for confiável, de que adianta medir um processo?);
� Estudos de repetibilidade e reprodutibilidade;� Ajustar, caso necessário, o sistema de medição.
Principais Ferramentas
. Gráfico de Pareto (Fatores que mais afetam o desempenho
do processo). Análise de Confiabilidade
Mapeamento de como o processo é influenciado
pelas variáveis de entrada
Resultado
DDMMAIC AIC �������� MediMediçãçãoo
Inexistência de mensuração
Inchada em mensuração
O que medir?
Plano de Coleta de Dados
15
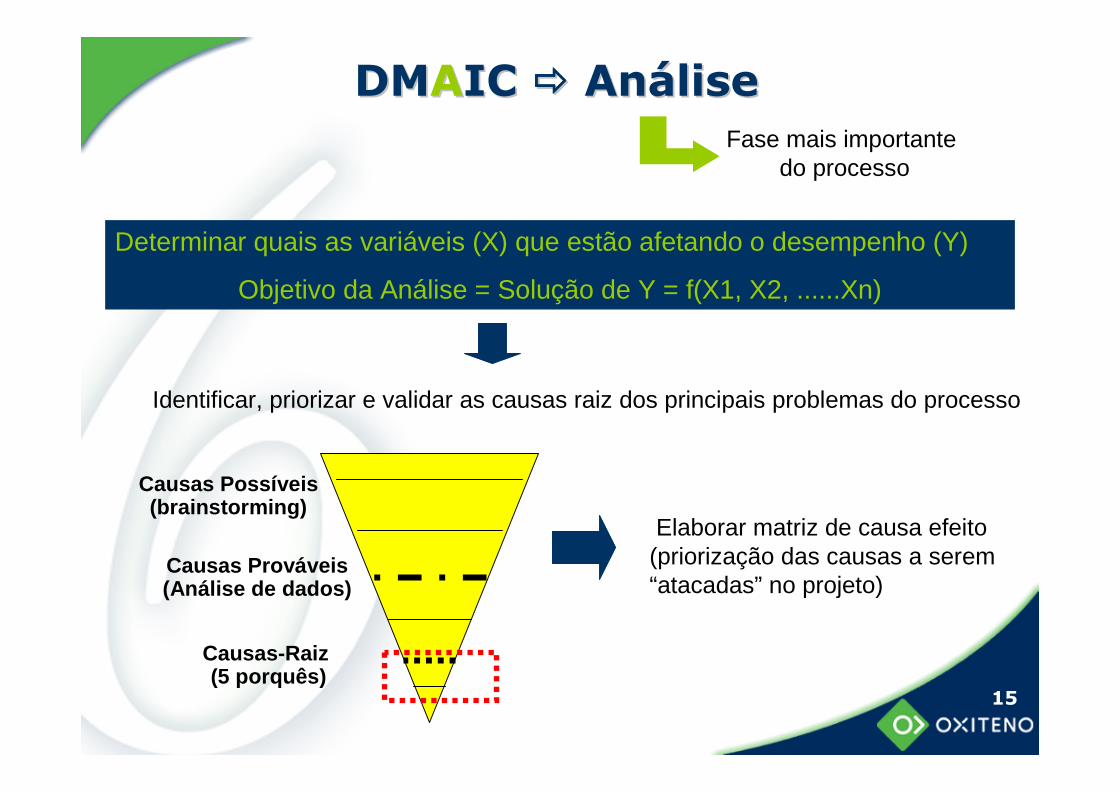
Identificar, priorizar e validar as causas raiz dos principais problemas do processo
Elaborar matriz de causa efeito (priorização das causas a serem “atacadas” no projeto)
Causas Possíveis(brainstorming)
Causas Prováveis(Análise de dados)
Causas-Raiz (5 porquês)
Fase mais importante do processo
DMDMAAIC IC �������� AnAnááliselise
Determinar quais as variáveis (X) que estão afetando o desempenho (Y)
Objetivo da Análise = Solução de Y = f(X1, X2, ......Xn)

16
A D
E
F
C
B
I
K
J
MH
Z
N
GL
Q
O
P
S
R
V
X
YT
U
Problema
Causa primária
Causa final
Princípio – Se eliminarmos a causa raiz “S”, então a causa “L” nunca ocorrerá,E assim por diante.
DMDMAAIC IC �������� AnAnááliselise
Causa RaizCausa Raiz

17
ObjetivoElaborar Planos de Ação para eliminação das causas raiz;Definir o novo fluxo do processo.
O que fazemos nessa etapa do projeto?Realizar testes no processo (alteração do fluxo atual);
Coletar novos dados no processo;
Comparar o processo anterior com o processo em teste.
Ferramentas estatísticas para confirmar a melhoria do processo
� Análise de Variância;
� Delineamento e experimentos;
� Simulações do processo
Resultado
Definir o novo processo
DMADMAIIC C �������� MelhoriaMelhoria

18
Assegurar a manutenção dos ganhos obtidos durante o projeto, mesmo após a dissolução do grupo.
Principais Ferramentas• Padronização de procedimentos;
• Controle Estatístico de processos (CEP);• Auditorias de processo
Plano de controleFluxo de controle
Resultado
DMAIDMAICC �������� Controle Controle

19
Aumento da Eficiência do Sistema de Tratamento de Efluentes da Unidade de Tremembé
Champion: Luiz Gustavo Manfredini Andraus
Black Belt: Leticia Monteiro
Conclusão: jan/08

20
Estação de Tratamento de Efluentes
Tratamento biológico por aeração prolongada
Vazão tratamento – 6,5 m³/h
DBO entrada – 3.200 mg/lDBO saída – 230 mg/l
Eficiência média – 94%
Carga lançada 38,9 Kg DBO/dia
Consiste em:
Bacia de Emergência – Recebe todo o efluente das unidades industrias antes da ETE
Tratamento Primário – Gradeamento, caixa de areia, separadores água/óleo, tanque de equalização.
Tratamento Secundário – Tanque de aeração, decantador secundário, digestor de lodo, secagem de lodo.

21
Elevação da Carga do Efluente na Alimentação da ETE• Nova unidade operacional• Aumento de capacidade produtiva da planta
jul-07jun-07mai-07abr-07mar-07fev-07jan-07dez-06nov-06out-06set-06ago-06
7500
7000
6500
6000
5500
5000
4500
4000
Mês
DQO (mg/L)
DQO na Entrada da Estação de Tratamento de Efluente
Two-sample T for Antes vs Depois
N Mean StDev SE Mean
Antes 5 4801 562 251
Depois 6 5913 946 386
Difference = mu (Antes) - mu (Depois)
Estimate for difference: -1111
95% upper bound for difference: -254
T-Test of difference = 0 (vs <): T-Value = -2,41
P-Value = 0,021 DF = 8
DepoisAntes
7500
7000
6500
6000
5500
5000
4500
4000
DQO (mg/L)
Comparação da Carga em DQO com e sem AgroAntes (ago a dez/06) e Depois (jan a jul)
Penalidade Administrativa em 03-mar-2007
JustificativaD M A I C
22
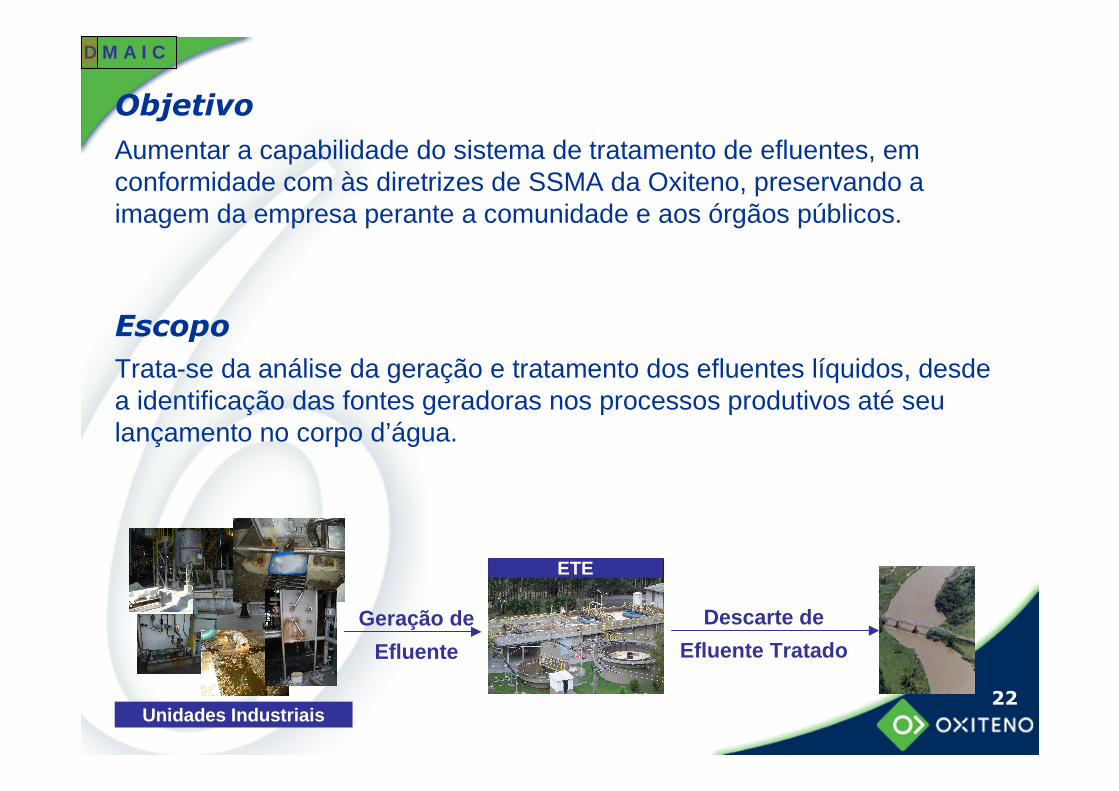
Objetivo
Aumentar a capabilidade do sistema de tratamento de efluentes, em conformidade com às diretrizes de SSMA da Oxiteno, preservando a imagem da empresa perante a comunidade e aos órgãos públicos.
Escopo
Trata-se da análise da geração e tratamento dos efluentes líquidos, desde a identificação das fontes geradoras nos processos produtivos até seu lançamento no corpo d’água.
Geração de
Efluente
Descarte de
Efluente Tratado
Unidades Industriais
ETE
D M A I C

23
Métrica Processo Eficiência de remoção de DBO no tratamento de efluentes
D M A I C
Métrica de Processo: Eficiência de remoção de DBO n o tratamento de efluentes
6764
59
68
7469
9093 93 95 93 94 93 93
89
9896 96
92
85 8285
70
0
20
40
60
80
100
jan/
07
fev/
07
mar
/07
abr
/07
mai
/07
jun
/07
jul/0
7
ago
/07
set/
07
out/0
7
nov/
07
dez/
07
jan
/08
fev/
08
ma
r/08
abr/
08
ma
i/08
jun/
08
jul/0
8
ago
/08
set/0
8
out
/08
nov
/08
dez
/08
% Período do DMAIC
média baseline = 65,58
Meta: 90
ANTES PROJETO DEPOIS

24
Tanque de aeração
Efluente bruto(Alimentação da ETE)
Descarte de Lodo
DecantadorSecundário
Poço do lodo de recirculação
Tdet = 3 dias
Efluente tratadoLicor Misto(Lodo + Efluente)
Lodo de recirculação
D M A I CEsquema da ETE
Separador O&G
Descarte de Óleo Livre
Equalização
EsgotoDoméstico

25
BrainstormingMotivos que Impactam na Eficiência da ETE
Geração de Efluente Tanque de Aeração
- Alta carga orgânica na alimentação da ETE
- Variação da carga orgânica (Concentração e vazão) na alimentação da ETE
- Água de chuva - Toxicidade dos efluentes da linha de solventes = alta carga
- Concentração de óleos e graxas
- Excesso de espuma
- Descontrole da bacia de emergência
- Arraste de sólidos no efluente final
- Falta de descarte de lodo
- Eficiência da equalização - Falha no controle de pH da equalização
- Falta de oxigênio
Manutenção
- Falha dos equipamentos da ETE (Ex.: bomba do poço de recirculação)
D M A I C

26
- Lavagem de utensílios (balde, mangueira, etc)- Lavagem de vidraria no laboratório- Lavagem do eletrofiltro- Lavagem do tanques - existe programação mensal- Lavagem dos filtros e linhas do entamboramento- Lavagem nas Trocas de campanha- Limpeza do D-25.1 A/B (limpeza é necessária quando da
produção no R-25.1)- Drenagem do 28E1 (coletor do 28R1)- Drenagem dos diques- Lavagem do 28R1 (água e soda, alkopon, peróxido de
hidrogênio, ácido fosfórico, hipoclorito de sódio)
- Transbordo do sistema de água quente- Troca dos painéis de conexão- Troca dos painéis de conexão (tancagem)- Vasos de matéria prima (D-24.1/24.3/24.2) – quando de
transbordo vai direto para a canaleta e caixa da sulfatação.- Vazamento da bomba de ácido sulfúrico (tratamento de gases)- Vazamento das linhas de transferências de produto acabado- Vazamento do selo e transbordo do tanque de água gelada - Vazamento do vaso coletor de ácido sulfônico (transbordo)- Coletor de amostra para índice de acidez (transbordo)
- Condensado na área de enxofre- Processo de fabricação do Ultradet DLC (interligação de
mangueira na transferência – perda de produto)- Selagem da bomba do desaerador (D-2710)- Selagem do 20CO2 (perda constante)- Selo do Supraton (R27.1) – constante- Torre de sulfito
- Carregamento e descarregamento de carga a granel (matéria prima e produto acabado)
- Entamboramento
Unidade Sulfatação (o mesmo foi realizado para as demais unidades produtivas: SET, SFOR, Agroquímicos e Spray drier)
Lavagens Vazamento
Outros
Carga e Descarga
D M A I CBrainstorming
Motivos que Impactam na Geração de Efluente

27
D M A I C Pontos de Geração de Efluente na Unidade

28
D M A I C
Sulfatação
SET
ETE
Caixa SFOR
Caixa SET
CxSulf.
Bacia Emergência
Outros
AGRO
Spray Fracionamento de Matéria Prima
SFORTancagem
Doméstico
Diques
LCQ
Diques
Caldeira
Entamboramento
PC Ponto de Coleta de Amostra
PC
PC
PC
PC
PC
PC
PC
PC
PC
PC
PC
PC
PCPC
PC
Pontos de Geração de Efluente na Unidade

29
Fluxograma de Processo
Iníc
io
Fim
Bacia de Emergência
Separação de óleos e graxas
Equalização
Tratamento biológico (reator)
Decantação
Descarte do efluente final
Unidade: SET
Unidade: SFOR
Unidade: Spray Drier
Sulfatação
Unidade: Agro
Tancagem de Matéria Prima e Produto Acabado (Diques )
Caldeira / Abrandador
Refeitório / Processos Adm / Vestiários / LCQ
Entamboramento AGRO
Recebimento efluente Calha
Parshall
Caixa de Esgoto Doméstico
Entamboramento Sulfatação
LCQ (lavagem de vidraria)
Fracionamento de matéria prima
Lavagem de peças na manutenção
Caixa de efluentes da SFOR (*)
Caixa de efluentes da SET (*)
Caixa de efluentes da Sulfatação (*)
Tratamento de EfluentesGeração de Efluentes
PC Ponto de Coleta de Amostra
PC
PC
PC
PC
PC
PC
PC
PC
PC
PC
PCPC
PC
PC
PC
PC
PC
Tanques de Produto da SETPC
Tanques de Produto da SFOR PC
D M A I C
30
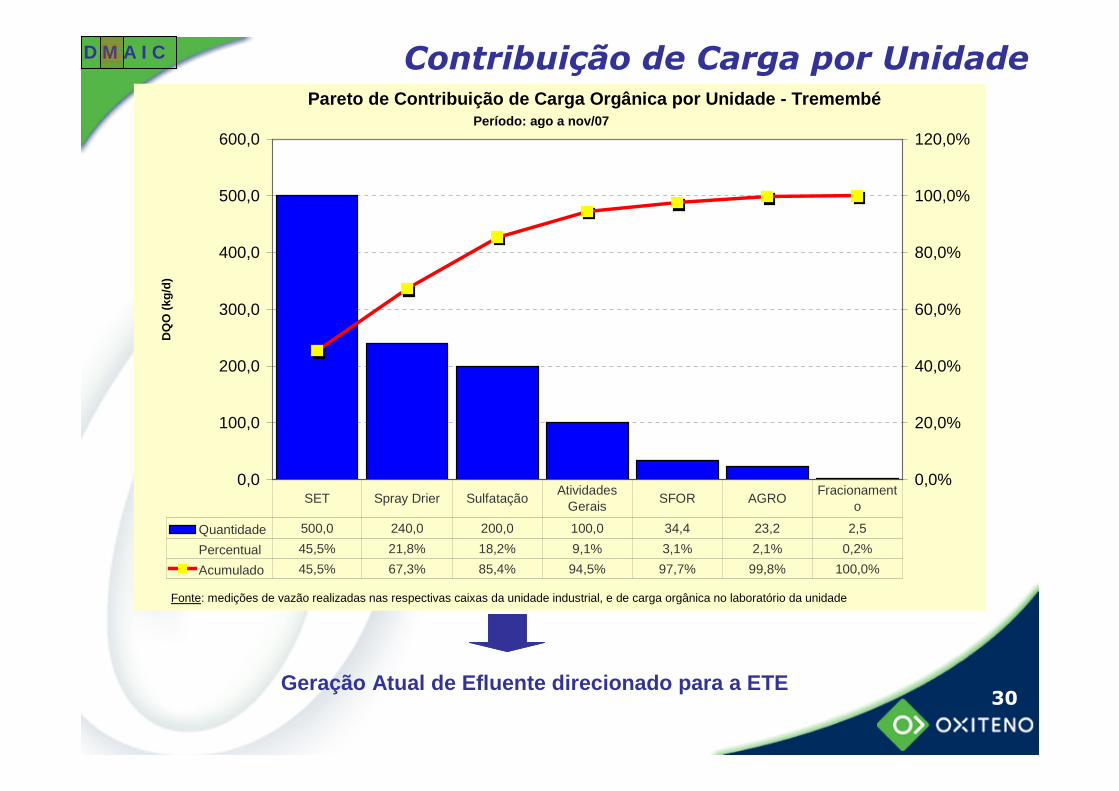
Contribuição de Carga por Unidade
Geração Atual de Efluente direcionado para a ETE
Pareto de Contribuição de Carga Orgânica por Unidad e - Tremembé
0,0
100,0
200,0
300,0
400,0
500,0
600,0
DQ
O (
kg/d
)
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
Quantidade 500,0 240,0 200,0 100,0 34,4 23,2 2,5
Percentual 45,5% 21,8% 18,2% 9,1% 3,1% 2,1% 0,2%
Acumulado 45,5% 67,3% 85,4% 94,5% 97,7% 99,8% 100,0%
SET Spray Drier SulfataçãoAtividades
GeraisSFOR AGRO
Fracionamento
Período: ago a nov/07
Fonte: medições de vazão realizadas nas respectivas caixas da unidade industrial, e de carga orgânica no laboratório da unidade
D M A I C

31
Tanque de aeração
Efluente bruto(Alimentação da ETE)
Descarte de Lodo
DecantadorSecundário
Poço do lodo de recirculação
Tdet = 3 dias
Efluente tratadoLicor Misto(Lodo + Efluente)
Lodo de recirculação
D M A I C
Separador O&G
Descarte de Óleo Livre
Equalização
EsgotoDoméstico
- Carga Orgânica (kg/d)
- Variação de Carga Orgânica
- Águas de Chuva
- Concentração de O.D.
- Faixa de pH
- Formação de Espuma
- Arraste de Sólidos
- Concentração de Óleos e Graxas
Parâmetros que Impactam na Eficiência da ETE
Parâmetros que impactam na eficiência da ETE
Legenda:

32
Carga orgânica na alimentação da ETE
D M A I C
� 30% da carga acima do valor de projeto���� Precisa de Melhoria/Controle
Variação da carga orgânica na alimentação da ETE
Processo sob controle / adequado
Faixa de Controle de pH no Tanque de Aeração� 5% dos valores de pH fora da especificação
���� Precisa de Melhoria/Controle
� 63% dos valores fora da variação esperada
���� Precisa de Melhoria/Controle
Arraste de Sólidos no Efluente Final
Formação de Espuma
Concentração de Óleos e Graxas
Processo sob controle / adequado
Água de Chuva� águas devidamente segregadas
� SSV na saída médio = 496 mg/L
Processo sob controle / adequado� 4% dos valores de pH fora da especificação
� Observadas variações diárias de até 160%
���� Precisa de Melhoria/Controle
���� Precisa de Melhoria/Controle
� formação de espuma no tanque e descarte de efluente
Parâmetros que Impactam na Eficiência da ETE
Concentração de O.D. no Tanque de Aeração
FO
CO
DA
FA
SE
D
E A
NÁ
LIS
EF
OC
O D
A F
AS
E D
E
AN
ÁLI
SE

33
Análise dos 5 Porquês Por que a Eficiência de Remoção de DBO da ETE é baixa?
Foco: Alta Concentração de Sólidos na Saída Foco: Geração de Efluente- Alta Carga Orgânica na Alimentação da ETE - Variação de Carga Orgânica na Entrada da ETE
Foco: Formação de Espuma
Foco: O.D. no Tanque de Aeração Fora da Especificaç ão
Data: 19/set, 04, 11, 15 e 25/out/07Equipe: Leonardo / Edward / Fernando / Aline / Fábio / Giannico / Reginaldo / Gustavo
D M A I C

34
Matriz de Priorização
Concentração de Sólidos (SSV) Alta no Efluente Final
Variação e Alta Carga Orgânica na Alimentação da ETE
Tempo de implementação
Custo de implementação
Facilidade de implementação
Impacto na métrica
Peso 2 5 3 10Causas
Legenda 1 Demorado Alto Complexo Baixo5 Rápido Baixo Simples Alto TOTAL
Lavagem dos equipamentos das unidades são realizadas com diferentes critérios pelos operadores 4 5 4 5 88Transbordo de produto no envase nas balanças móveis pois a temperatura do produto fica muito alta 3 5 4 4 84
Lavagem externa de embalagens devido ao transbordo quando do envase de produtos ou subproduto.(funil ou por temperatura) 4 5 4 4 82
Perdas de água passíveis de reaproveitamento. 4 3 4 5 80Lavagem do piso da SET pois na transferência de matéria prima para o R-8110 ocorre perda de produto para o chão 3 3 4 5 79Perda de produto por vazamentos devido ao desgaste dos materiais pela troca constante das mangueiras 3 3 4 5 79Válvula Rotativa de Envase do Spray não veda adequadamente perdendo produto para o chão 3 4 4 4 77Lavagem de mangueiras e bicos pois as mangueiras são multifuncionais e utilizadas como linhas fixas 3 2 4 5 76Queda do sistema do spray-drier por temperatura alta do Sulfonic pois:- a linha de alimentação do tanque de sulfonic para o V-9201 tem aquecimento- a agitação do V-9201 eleva a temperatura do produto- válvula de vapor dando passagem
3 4 4 4 76
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por falta de acompanhamento da concentração de sólidos quando da produção de Sulfogen HRBase
3 4 3 4 75
Queda do sistema do spray-drier por temperatura baixa do Sulfonic pois o resfriamento do V-9201 é manual e com mangueira sendo de difícil controle
3 4 3 4 75
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes pois o equipamento não possui sistema de drenagem 2 3 3 5 75
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por formação de espuma no vaso pulmão do lavador de gases por falta do sistema de dosagem de antiespumante
3 3 4 4 74
Sistema de secagem de lodo esta obsoleto e seu dimensionamento não atende a demanda 3 3 3 5 74Queda do sistema do spray-drier por por etupimento do atomizador por falha no filtro de alimentação do V-9201 (diâmetro da malha inadequado / rompimento da malha / montagem inadequada do filtro)
4 4 3 4 74
Obstrução de linhas no carregamento das matérias primas da estufa para os vasos, mexedores e TQ-9370 da SFOR o produto solificada-se na linha
4 5 4 3 74
Alta carga orgânica no descarte do vaso pulmão do lavador de gases. 3 3 3 4 73Queda do sistema do spray-drier pela falha na sucção da bomba de alimentação do spray pois:- o controle de nível no fundo do tanque é visual, sem indicação de nível na sala ou no campo e - o acionamento para o sistema virar para água é manual- falha da solenóide por problema elétrica
3 3 3 4 70
Frequente lavagem dos filtros móveis devido a inexistência de estudo de compatibilidade entre os produtos utilizados 3 3 4 4 69Necessidade de lavar o spray quando da troca de campanha do Sulfonic para Sulfogen 3 4 4 3 69Bomba de transferência de lodo não esta dimensionada adequadamente para o tipo de material 3 2 3 4 68Perdas pelos painéis de transferência de produto pois o ponto de drenagem não permite recolher todo o produto da conexão rígida (telefone)
3 3 3 4 68
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por falha no indicador de nível pois o óleo do produto fica aderido no sensor
3 3 3 4 67
Perda de produto no descarte dos coletores das bombas de vácuo pois para o R-8101/02/10 não existe coletor de destilado 3 3 4 3 63Vazamento pelo descontrole do lavador de gases da SFOR por falha na válvula (não vedar adequadamente) de alimentação de água.
4 3 4 2 55
Lavagem de baldes de amostragem 3 3 4 2 54
Lavagem frequente das bombas de fracionamento de matéria prima pois o rendimento dos lotes de produto não esta otimizado 3 5 4 1 51
A estrutura para recolher a torta do FL-9330 permite perda de produto para o chão 2 2 4 2 47 A localização da válvula de fundo do sistema tanque/bombas do TQ-9370 não permite total drenagem do produto de fundo 2 2 2 2 41

35
AçãoAçãoCausa RaizCausa RaizFocoFoco
Concluído Em andamento no prazoAtrasadaLegenda:
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Recolher descarte como resíduoRecolher descarte como resíduoPerda de produto no descarte dos coletores das bombas de vácuo
Perda de produto no descarte dos coletores das bombas de vácuo
D M A I C Exemplos de ações para melhoria da eficiência da ETE
Geração de
Efluente
Geração de
Efluente
Garantir a operação do sistema sem a ocorrência
de vazamentos
Garantir a operação do sistema sem a ocorrência
de vazamentos
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Rever o rendimento das campanhas para evitar
fracionamento
Rever o rendimento das campanhas para evitar
fracionamento
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado

36
Validação – Causa RaizPerda de produto no descarte dos coletores das bombas de vácuo
Resíduo de descarte dos coletores das bombas de vácuo
DQO = 1.000.000 mg/LPareto de Contribuição de Carga Orgânica por Ponto de Geração - Tremembé
(Destaque)
0
50
100
150
200
250
300
350
DQ
O (
kg/d
)
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
Quantidade 300 240 123 100 50,4 50 28 26
Percentual 29,7% 23,7% 12,2% 9,9% 5,0% 4,9% 2,8% 2,6%
Acumulado 29,7% 53,4% 65,6% 75,5% 80,5% 85,4% 88,2% 90,8%
Lav. Pisos / Vazamentos
Spray-DrierÁguas
"Limpas" Lav
MangueirasLav. dos Filtros
Sujeira Canaleta
Coletores Vácuo SET
Lav.Tambores
Período: ago a nov/07Fonte: medições de vazão realizadas nas respectivas caixas da unidade industrial, e de carga orgânica no laboratório da unidade

37
AçãoAçãoCausa RaizCausa RaizFocoFoco
Concluído Em andamento no prazoAtrasadaLegenda:
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Recolher descarte como resíduoRecolher descarte como resíduoPerda de produto no descarte dos coletores das bombas de vácuo
Perda de produto no descarte dos coletores das bombas de vácuo
D M A I C Exemplos de ações para melhoria da eficiência da ETE
Geração de
Efluente
Geração de
Efluente
Garantir a operação do sistema sem a ocorrência
de vazamentos
Garantir a operação do sistema sem a ocorrência
de vazamentos
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Rever o rendimento das campanhas para evitar
fracionamento
Rever o rendimento das campanhas para evitar
fracionamento
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado

38
Pareto de Contribuição de Carga Orgânica por Unidad e - Tremembé
0,0
100,0
200,0
300,0
400,0
500,0
600,0
DQ
O (
kg/d
)
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
Quantidade 500,0 240,0 200,0 100,0 34,4 23,2 2,5
Percentual 45,5% 21,8% 18,2% 9,1% 3,1% 2,1% 0,2%
Acumulado 45,5% 67,3% 85,4% 94,5% 97,7% 99,8% 100,0%
SET Spray Drier SulfataçãoAtividades
GeraisSFOR AGRO
Fracionamento
Período: ago a nov/07
Fonte: medições de vazão realizadas nas respectivas caixas da unidade industrial, e de carga orgânica no laboratório da unidade
Validação – Causa RaizLavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado
Geração de Carga Orgânica na Lavagem das Bombas de Fracionamento de Matérias Primas
Produção do Surfom CE
2,5 kg/d
72 tbs (15.480 kg) + 0,22 Kg
1 tambor = 215 kg Lote de 39.896 kg
Rendimento dos Lotes
Lote de 40.022 kg
Produto Quant. (kg) EstocagemSurfom 3404 F 12.248 TanqueSolv. Aromático 9 4.922 TanqueMetano Anidro 2.921 TanqueSurfom R 400 15.529 TamborRenex 300 4.402 Tanque

39
AçãoAçãoCausa RaizCausa RaizFocoFoco
Concluído Em andamento no prazoAtrasadaLegenda:
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Melhorar sistema de lavagem e drenagem dos filtros e bombas
móveis
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Perda de produto pelos filtros móveis nas trocas dos elementos filtrantes e lavagens
devido a dificuldade de drenagem
Recolher descarte como resíduoRecolher descarte como resíduoPerda de produto no descarte dos coletores das bombas de vácuo
Perda de produto no descarte dos coletores das bombas de vácuo
D M A I C Exemplos de ações para melhoria da eficiência da ETE
Geração de
Efluente
Geração de
Efluente
Garantir a operação do sistema sem a ocorrência
de vazamentos
Garantir a operação do sistema sem a ocorrência
de vazamentos
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Lavagem do piso da SET pois na transferência de matéria prima para o R-
8110 ocorre perda de produto para o chão
Rever o rendimento das campanhas para evitar
fracionamento
Rever o rendimento das campanhas para evitar
fracionamento
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado
Lavagem frequente das bombas de fracionamento de matéria prima pois o
rendimento dos lotes de produto não esta otimizado

40
D M A I C FMEA
Elaborado por: Leonardo / Fernando/ Aline / Fábio / Giannico / Reginaldo / Lucasem 17, 21 e 23/jan/08
E tap a d o P ro ce ssoE n trad a d o P ro ces so
M o d o d e F a lh a
E fe ito d a F a lh aSEV
C a u sa d a F a lh aOCO
C o n tro les A tu a isDET
RPN
Açõ es R e co m en d ad as R esp .
Q u a l é a e ta pa d o p roc es so?
Q ua l é a en tra da d o p roc es s o
(X 's ) ?
D e qu e m od o a en trada
pod e es ta r e rrada ?
Q ua l é o im pac to na E fic iê nc ia da E T E Q
uão
seve
ro é
o
O qu e c aus a o m odo de fa lha ? Q
uão
freq
uent
e
a ca
usa
ou Q ua is s ão os co n tro les
a tua is e p roc ed im e n tos pa ra
p reven ir a cau sa ou o m odo da fa lh a? Q
uão
bem
pode
-se
dete
ctar
a Q ua is sã o as a çõ es pa ra
red uzir a oc o rrên c ia da c au sa o u m e lho ra r de te cç ão ?
In c lu ir so m en te açõ es c o m R P N a lto o u d e fác il
Q u em é res pon s
áve l p e la a çã o
E n v as e d o p ro d u to n o R 81 03 /R 810 6
L inh a de des c a rga
E n tu p im e n to da linh a de des c a rg a
A u m en to da c on cen tra çã o de s ó lido s e /ou c a rga o rgâ n ica na ca ix a d a S E T /E T E ap ós o
3
P ro du to so lid ific a -se na T am b ien te (a lk o la n c m a 100 /a lk e s t/bas e b e ta ina )
s e f ic a r pa rado m u ito te m p o na linha de
2
O perado r f ica fu ll tim e no p ro ces s o d e
enva se enq uan to nã o te rm ina r a d esc a rga
2 12C o lo ca r tra ço d e va po r n a
lin h a d e fu n do e de N 2
(de po is da vá lvu la )
Leo na rdo
D es gas te d as co nex õe s 5V isu a l / C on te nç ão
c om ba lde4 1 00
M on tage m in ade quad a d as co nex ões
5V isu a l / C on te nç ão
c om ba lde4 1 00
U tilizaç ão de m a ngue ira fu rada
2V isu a l / C on te nç ão
c om ba lde4 40
T rans fe rê nc ia d e Ó leo d e S o ja d a T Q -849 2 p a ra a W -81 01
T ra ns bo rdo da W -8 101
A um en to d a c a rg a o rgâ n ic a en v ia da
pa ra a E T E7
C arre gam en to nã o é au tom á tic o e d epe nde
do ac om panh am en to do o pe rado r
1 V is ua l 4 28
Im p la n ta r P M P ? ? R e fe ren te ao
ca rreg a m en to de ó leo d e so ja u sa nd o m e d id o r d e va zã o ex is te n te p a ra o ca rreg am en to de ó leo
P K O e D E A (su b s titu i o
Leo na rdo
Im p la n ta r P M P ? ? re fe re n te a o ca rre g a m e n to
de so da u san d o m e d id o r de vazã o q u e se rá
po s ic ion ad o jun to ao T Q -8 44 9 (T a n q ue d e S od a)
Leo na rdo
Ins e r ir in d ica çã o d o pe so da W -81 03 n o S D C D
F e rna ndo
D e sv io d a tub u laç ão d e de sca rte d a can a le ta d a
S E T p a ra a ca ixa de e flue n te d a c a ld e ira
F e rna ndo
Im p le m e n ta r os pa râ m e tros de co n tro le (n o vo co n tro le p ro p os to s e rá p o r co n du tivda de e du re za , p re ve n do a tro ca
F e rna ndo
N ã o c on tro le da va zão na a lim e n taç ão do taqu e
de a e ra çã o4
IT O -T B -C P -405 / F lu xo de C o n tro le do P ro je to
4 1 44
E rro an a lític o da aná lis e de D Q O
2R e la tó r io de
A c om pa nha m e n to 4 72
P ic o n a c onc en traç ão s em o
aco m panh am en to /m on ito ram en to
5
A ná lis e 2x ao d ia (m an hã e ta rde )
d u ra n te sem a na e 1x d ia nos f ina is de
8 3 60
- P ro ce d im e n to p a ra c on tro le do d ire c io n am en to da ca ixa q u a nd o d e s itu a çõe s d e e m erg ên c ia n a S u lfa taç ão
Le tic ia
- Inc lu ir co m o item d o M an ua l d e O p eraçã o da S u lfa taçã o
G iann ico
- Inc lu ir a viso no P a ine l d e A v iso d a S u lfa taç ão / V id ro d a S u lfa ta ção
F e rna ndo
A u tom a tiza r o con tro le d e c a rg a o rg ân ica co m
an a lisa do r on -lin e de D Q O e c on tro la do r d e va zã o
G u stavo
5
5
2 457-5
D ific u lda de n o c on tro le d a c a rg a de
a lim en ta ção do tanq ue d e ae raç ão
C o n tro le d a O p e ração d a E T E
P urga do co nde nsa do
P u rga p a ra a C an a le ta
E leva çã o ex c es s iva do n íve l d a B a c ia d e
E m erg ênc ia
S u lfa taç ão em s ituaç ão de ope raç ão a no rm a l
7
C a ix a d a S u lfa taç ão
en ca m inh ada
d ire tam en te p a ra a E T E
C a ix a fo ra dos lim ite s de va riaç ão es pe rad os
28
C arre gam en to nã o é au tom á tic o e d epe nde
do ac om panh am en to do o pe rado r
2
286V is ua l3
Im p la n ta r P M P ? ? R e fe ren te ao
ca rreg a m en to de ó leo d e so ja u sa nd o m e d id o r d e va zã o ex is te n te p a ra o ca rreg am en to de ó leo
P K O e D E A (su b s titu i o u so da b a la n ça e d a s
m a ng ue ira s )
Leo na rdo
T rans fe rê nc ia d e Ó leo d e S o ja d a W -810 1 p a ra o R -811 0
C arreg am en to d e S o d a n o V -81 20 e W -
810 3
T ra ns fe rê nc ia da S od a
pa ra os e qu ipa m en to
s
V is ua lE levaç ão de p H c om
des c on tro le d a e f ic iênc ia na E T E
3
T ran sb o rd o dos
equ ipam en tos
4
C on tro le de C a rg a
O rgâ n ica na A lim e n taç ão d o T a nqu e de A e raç ão
C arga O rg ân ic a A c im a do L im ite d e
P ro je to (800 K g D Q O /d ) ou
fo ra da va r içã o
es pe rada /lim ites de
P e rda d o lodo a tivado / E fic iênc ia
de R em oç ão de D B O A ba ix o do
L im ite L ega l
9
C arreg am en to d e Ó le o d e S o ja
A um en to d a c a rg a o rgâ n ic a en v ia da
pa ra a E T E
A b ertu ra da vá lvu la é m an ua l / N ão a tua çã o
a dequ ada do co ndu tiv im e tro / O s
pa râm e tros de c on tro le pa ra o s is tem a d e
ge raç ão de vapo r nã o s ão e fe tivos
V aza m e n to nas
con ex ões das
m ang ue iras
R eto rn o d o C o n d en sad o p a ra o
T Q -855 6

41
Fluxo de Controle – Controle de Carga Diário
Controle Diário de Carga
Não é a referência legal
Controle da Métrica de Processo
DQO DBO
Referência legal / dimensionamento
Resultado em 2 horas Resultado em 5 dias
Resposta + rápida Resposta defasada
D M A I C

42
Aprovada a Eficácia?
Atualizar carta de Controle (CEP) da carga orgânica e
concentraçãoResp. Aline Brasílio
Fluxo de Controle – Controle de Carga Diário por DQO
Início
Fim
Realizar Análise CríticaResp. Aline Brasílio
Não
Existem causas especiais?
Não
Analisar a eficácia das ações e registrar no plano de ação
Resp. Aline Brasílio
Propor ações corretivasResp. Aline Brasílio
Sim
Resultados fora do esperado:
•Equalização > 800 kgDQO/d ou Bacia > 500 kgDQO/d
Sim
Acompanhar diariamente os resultados de DQO e
atualizar planilha de acompanhamentoResp. Aline Brasílio
Não
Sim
Implementar açõesResp. Aline Brasílio
Emitir Relatório de Acompanhamento da ETE
Resp. Aline Brasílio
D M A I C

43
Relatório de Acompanhamento DiárioD M A I C

44
Fluxo de Controle – Métrica de Processo
Aprovada a Eficácia?
Atualizar gráfico de monitoramento de eficiência
Resp. Aline Brasílio
Início
Fim
Realizar Análise Crítica
Resp. Aline Brasílio
Não
Não
Analisar a eficácia das ações
Resp. Aline Brasílio
Propor ações corretivas e Implementar
Resp. Aline Brasílio
Sim
Resultado de eficiência abaixo
do limite legal ?
Sim
Acompanhar diariamente os resultados da ETE encaminhados pela Quimbiol
Resp. Aline Brasílio
Atualizar planilha de acompanhamento
Resp. Aline Brasílio
Não
Sim
Todas análises do mês já Foram encaminhadas?
Analisado no Controle de Carga
Diário?
Consolidar Informações de Eficiência em DBO e Carga Orgânica em DBO e DQO
Resp. Aline Brasílio
Atualizar gráficos de Acompanhamento das Métricas de Processo e Auxiliares
Resp. Aline Brasílio
Sim
Não
Abrir RNCResp. Aline Brasílio
D M A I C

45
Demanda Química de Oxigênio (DQO) x Demanda Bioquímica de Oxigênio (DBO)
Conceitos DQO e DBO
CnHnOn + O2 CO2 + H2Obactérias
Quantidade de O2 para degradação (oxidação) da matéria orgânica
DQO = 1200 mg/L = 1 L de efluente � 1200 mg de O2 para a estabilização da M.O.
C2H6O2 + 2,5 O2 2 CO2 + 3 H2Obactérias
62 32PM
1200 Kg930 Kg
Equivalência de DQO/DBO – Base MEG
Conceito
46
Fluxo Controle - Treinamento

47
Eficiência DBO Nov/07 a Jan/08Eficiência DBO Baseline
100
75
50
25
0
% Remoção DBO
80
Boxplot of Eficiência em Remoção de DBO
Limite Legal
Período: jan a jul/07 (sem maio) Período: 1/nov/07 a 31/jan/08
� Redução da carga orgânica média de alimentação da ETE em 30%, adequando-a à carga de projeto.
� Elevação da Eficiência Média da Unidade em 25%, com 82% dos resultados de eficiência dentro do limite legal nos últimos 3 meses.
Conclusões
85,7%
67,3%
25%
Two-sample T for Eficiência DBO Baseline vs Eficiência DBO Nov/07 a Jan/08N Mean StDev SE Mean
Eficiência DBO Baseline 120 67,3 18,1 1,7Eficiência DBO Nov/07 a 60 85,66 7,77 1,0Difference = mu (Eficiência DBO Baseline) - mu (Eficiência DBO Nov/07 a Jan/08)Estimate for difference: -18,3695% upper bound for difference: -15,16T-Test of difference = 0 (vs <): T-Value = -9,49 P-Value = 0,000 DF = 174
melhormelhor

48
� Estudar a implantação de um Flotador antes do tratamento biológico com a implantação de uma unidade piloto.
Resultados positivos na Unidade de Mauá
Testes preliminares indicaram potencial significativo de remoção de carga orgânica
Recomendação do Projeto

49
Ferramentas Utilizadas
5 Por quêsMatriz de Priorização
Teste de Correlação
Teste de Hipótese
Boxplot
Fluxograma de Processo
Pareto Análise de Capacidade
DRA
CEP
D M A IC ( o u t a d e z / 0 7 )B a s e l in e
9 0
8 0
7 0
6 0
5 0
4 0
3 0
2 0
% Resultados Abaixo Limite Legal
I n d i v i d u a l V a l u e P l o t o f B a s e l i n e ; D M A I C ( o u t a d e z / 0 7 )
T w o - s a m p le T fo r B a s e l in e v s D M A IC (o u t a d e z /0 7 )N M e a n S tD e v S E M e a n
B a s e l in e 6 7 7 ,3 3 6 ,4 7 2 ,6D M A IC ( o u t a d e z /0 7 ) 3 2 9 ,6 3 7 ,3 0 4 ,2D if f e r e n c e = m u (B a s e l in e ) - m u (D M A IC ( o u t a d e z /0 7 ) )E s t im a t e f o r d i f f e re n c e : 4 7 ,7 09 5 % lo w e r b o u n d fo r d i f f e r e n c e : 3 5 ,9 9T -T e s t o f d i f f e re n c e = 0 (v s > ) : T - V a lu e = 9 ,5 9 P -V a l u e = 0 ,0 0 1 D F = 3
SulfataçãoSulfatação
SETSET
ETE
Caixa SFOR
Caixa SET
CxSulf.
Caixa SFOR
Caixa SET
CxSulf.
Caixa SFOR
Caixa SET
CxSulf.
Bacia Emergência
Bac ia Emergência
OutrosOutrosOutros
AGRO
Spray Fracionamento de Matéria Prima
SFORTancagem
AGRO
Spray Fracionamento de Matéria Prima
SFORTancagem
AGRO
SpraySpray Fracionamento de Matéria Prima
SFORTancagem
Doméstico
Diques
LCQ
Diques
Caldeira
Entamboramento
DomésticoDoméstico
Diques
LCQ
DiquesDiques
Caldeira
Entamboramento
Unidade Industrial de Tremembé
L o d o e m E x c e s s o
L e i t o s d e S e c a g e mL e i t o s d e S e c a g e m
Tempo de implementação
Custo de implementação
Facilidade de im plementação
Im pacto na m étrica
Peso 2 5 3 10Causas
Legenda 1 Demorado Alto Complexo Baixo5 Rápido Baixo Sim ples Alto TOTAL
Lavagem dos equipamentos das unidades são realizadas com diferentes critérios pelos operadores 4 5 4 5 88Transbordo de produto no envase nas balanças móveis pois a temperatura do produto fica muito alta 3 5 4 4 84
Lavagem externa de embalagens devido ao transbordo quando do envase de produtos ou subproduto.(funil ou por temperatura) 4 5 4 4 82
Perdas de água passíveis de reaproveitamento. 4 3 4 5 80Lavagem do piso da SET pois na transferência de matéria prima para o R-8110 ocorre perda de produto para o chão 3 3 4 5 79Perda de produto por vazamentos devido ao desgaste dos materiais pela troca constante das mangueiras 3 3 4 5 79Válvula Rotativa de Envase do Spray não veda adequadamente perdendo produto para o chão 3 4 4 4 77Lavagem de mangueiras e bicos pois as m angueiras são multifuncionais e utilizadas como linhas fixas 3 2 4 5 76Queda do sistema do spray-drier por temperatura alta do Sulfonic pois:- a linha de alimentação do tanque de sulfonic para o V-9201 tem aquecimento- a agitação do V-9201 eleva a tem peratura do produto- válvula de vapor dando passagem
3 4 4 4 76
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por falta de acompanhamento da concentração de sólidos quando da produção de Sulfogen HRBase
3 4 3 4 75
Queda do sistema do spray-drier por temperatura baixa do Sulfonic pois o resfriamento do V-9201 é manual e com mangueira sendo de difíc il controle
3 4 3 4 75
Perda de produto pelos filtros móveis nas trocas dos elem entos filtrantes pois o equipamento não possui s istema de drenagem 2 3 3 5 75
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por formação de espum a no vaso pulmão do lavador de gases por falta do sistem a de dosagem de antiespumante
3 3 4 4 74
Sistema de secagem de lodo esta obsoleto e seu dimensionamento não atende a demanda 3 3 3 5 74Queda do sistema do spray-drier por por etupim ento do atomizador por falha no f iltro de alimentação do V-9201 (diâmetro da m alha inadequado / rompimento da m alha / m ontagem inadequada do filtro)
4 4 3 4 74
Obstrução de linhas no carregamento das matérias primas da estufa para os vasos, mexedores e TQ-9370 da SFOR o produto solificada-se na linha
4 5 4 3 74
Alta carga orgânica no descarte do vaso pulmão do lavador de gases. 3 3 3 4 73Queda do sistema do spray-drier pela falha na sucção da bom ba de alimentação do spray pois:- o controle de nível no fundo do tanque é visual, sem indicação de nível na sala ou no campo e - o acionamento para o sistema virar para água é manual- falha da solenóide por problema elétrica
3 3 3 4 70
Frequente lavagem dos filtros móveis devido a inexistência de estudo de compatibilidade entre os produtos util izados 3 3 4 4 69Necessidade de lavar o spray quando da troca de campanha do Sulfonic para Sulfogen 3 4 4 3 69Bomba de transferência de lodo não esta dimensionada adequadam ente para o tipo de m aterial 3 2 3 4 68Perdas pelos painéis de transferência de produto pois o ponto de drenagem não permite recolher todo o produto da conexão rígida (telefone)
3 3 3 4 68
Respingo/Transbordo do vaso pulmão do lavador de gases do Spray por falha no indicador de nível pois o óleo do produto fica aderido no sensor
3 3 3 4 67
Perda de produto no descarte dos coletores das bom bas de vácuo pois para o R-8101/02/10 não existe coletor de destilado 3 3 4 3 63Vazamento pelo descontrole do lavador de gases da SFOR por falha na válvula (não vedar adequadam ente) de alimentação de água.
4 3 4 2 55
Lavagem de baldes de amostragem 3 3 4 2 54
Lavagem frequente das bombas de fracionamento de m atéria prima pois o rendimento dos lotes de produto não esta otimizado 3 5 4 1 51
A estrutura para recolher a torta do FL-9330 permite perda de produto para o chão 2 2 4 2 47 A localização da válvula de fundo do sistema tanque/bombas do TQ-9370 não perm ite total drenagem do produto de fundo 2 2 2 2 41
Pareto de Contribuição de Carga Orgânica por Unidad e - Tremembé
0,0
100,0
200,0
300,0
400,0
500,0
600,0D
QO
(kg
/d)
0,0%
20,0%
40,0%
60,0%
80,0%
100,0%
120,0%
Quantidade 500,0 240,0 200,0 100,0 34,4 23,2 2,5
Percentual 45,5% 21,8% 18,2% 9,1% 3,1% 2,1% 0,2%
Acumulado 45,5% 67,3% 85,4% 94,5% 97,7% 99,8% 100,0%
SET Spray Drier SulfataçãoAtividades
GeraisSFOR AGRO
Fracionamento
Período: ago a nov/07
Fonte: medições de vazão realizadas nas respectivas caixas da unidade industrial, e de carga orgânica no laboratório da unidade
C o r r e l a t i o n s : % R E D U Ç Ã O D B O ; % R E D U Ç Ã O D Q O
P e a r s o n c o r r e l a t i o n o f % R E D U Ç Ã O D B O a n d % R E D U Ç Ã O D Q O = 0 , 7 9 6
P - V a l u e = 0 , 0 0 0
1 0 07 55 02 50
1 0 0
7 5
5 0
2 5
0
% R ED UÇÃ O D QO
% REDUÇÃO DBO
S 10 , 46 07R - S q 6 3 ,3%R - S q ( ad j ) 6 3 ,2%
C o r r e l a ç ã o E f i c i ê n c ia d e R em o ç ã o d e C a r g a O r g â n i c a (D B O x D Q O )
% R ED U Ç Ã O D BO = 2 4 ,1 9 + 0 ,8 1 5 7 % R E D UÇ Ã O D Q O
P e r í o d o : a g o / 0 6 a ju l/ 0 7
100806040
LSL
LSL 80Target *USL *Sample M ean 68,1268Sample N 19StDev (Within) 14,8833StDev (O verall) 19,1093
P rocess Data
C p *C PL -0,27C PU *C pk -0,27
Pp *PPL -0,21PPU *Ppk -0,21C pm *
O v erall C apability
Potential (Within) C apability
PPM < LSL 736842,11PPM > USL *PPM Total 736842,11
O bserv ed PerformancePPM < LSL 787492,45PPM > USL *PPM Total 787492,45
Exp. Within PerformancePPM < LSL 732808,40PPM > USL *PPM Total 732808,40
Exp. O v erall Performance
WithinOverall
Capacidade da Eficiência de Remoção de DBO - jun/07
100
90
80
70
60
50
40
30
20
% Resultados Fora da Especificação (PPM)
Boxplot de Resultados Abaixo do L imite Legal - PPM
Multi-Vari Chart
dez-07nov-07out-07set-07ago-07jul-07jun-07abr-07mar-07fev-07jan-07
100
75
50
25
0
% REDUÇÃO DBO
80
Multi-Vari Chart for % REDUÇÃO DBO
DMAICBaseline
Histograma
100806040200
35
30
25
20
15
10
5
0
% Remoção de DBO
Frequency
8067
Histograma da Eficiência da Remoção de Carga Orgânica na ETE
Período: jan a jul/07
Média Limite Legal
100806040200
35
30
25
20
15
10
5
0
% Remoção de DBO
Frequency
8067
Histograma da Eficiência da Remoção de Carga Orgânica na ETE
Período: jan a jul/07
Média Limite Legal
11/1/20088/1/20085/1/20082/1/200830/12/200727/12/200724/12/200721/12/200718/12/200715/12/200712/12/2007
1000
800
600
400
KgDQO/d
_X=607,5
UCL=892,4
LCL=322,6
650
750800
11/1/20088/1/20085/1/20082/1/200830/12/200727/12/200724/12/200721/12/200718/12/200715/12/200712/12/2007
480
360
240
120
0
Data
Moving Range
__MR=107,1
UCL=350,0
LCL=0
1
1
I-MR Chart of Carga (KgDQO/d) na Alimentação do Tanque de Aeração

50