vanessa duranti soares · 2004-02-03 · ... prof. dr. ivan guerra machado, pela orientação e...
TRANSCRIPT

VANESSA DURANTI SOARES
ANÁLISE DE JUNTAS SOLDADAS POR RESISTÊNCIA ELÉTRICA (SOLDA PONTO) UTILIZADAS NA INDÚSTRIA AUTOMOBILÍSTICA
Monografia apresentada ao Departa-mento de Engenharia Mecânica da Es-cola de Engenharia da Universidade Federal do Rio Grande do Sul, como parte dos requisitos para obtenção do diploma de Engenheiro Mecânico.
Orientador: Prof. Dr. Ivan Guerra Machado
Porto Alegre 2004

2
Universidade Federal do Rio Grande do Sul
Escola de Engenharia
Departamento de Engenharia Mecânica
ANÁLISE DE JUNTAS SOLDADAS POR RESISTÊNCIA ELÉTRICA (SOLDA PONTO)
UTILIZADAS NA INDÚSTRIA AUTOMOBILÍSTICA
VANESSA DURANTI SOARES
ESTA MONOGRAFIA FOI JULGADA ADEQUADA COMO PARTE DOS
REQUISITOS PARA A OBTENÇÃO DO DIPLOMA DE ENGENHEIRA MECÂNICA
APROVADA EM SUA FORMA FINAL PELA BANCA EXAMINADORA DO DEPARTAMENTO DE ENGENHARIA MECÂNICA
Prof. Dr. Flavio José Lorini Coordenador do Curso de Engenharia Mecânica
BANCA EXAMINADORA:
Prof. Dr. José Antonio E. Mazzaferro UFRGS / DEMEC
Prof. Dr. Vilson Batista UFRGS / DEMEC
Prof. Dr. Guido Gabelini UFRGS / DEMEC
Porto Alegre 2004

3
AGRADECIMENTOS
Aos meus pais, Breno e Vera, meu irmão, Vinicius, pelo amor, apoio e por todos sacrifícios que fizeram para possibilitar minha formação; Ao meu noivo, Alberto, pelo amor, carinho, incentivo e compreensão; Ao meu orientador, Prof. Dr. Ivan Guerra Machado, pela orientação e paciência; Aos Engenheiros Sergio Eglan e Jardel Scolaro, pela ajuda; À General Motors do Brasil, pelo fornecimento dos materiais necessários para realização deste trabalho.

4
Este trabalho contou com apoio das seguintes entidades: - General Motors do Brasil - Laboratório de Soldagem e Técnicas Conexas - UFRGS - Laboratório de Transformação Mecânica - UFRGS

5
SOARES, V. D. Análise de Juntas Soldadas por Resistência Elétrica (Solda Ponto) Utili-zadas na Indústria Automobilística. 2004. 31f. Monografia (Trabalho de Conclusão do Cur-so de Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2004. RESUMO Este trabalho apresenta uma análise teórica-prática para verificar variações em algumas pro-priedades que confiram qualidade a juntas soldadas, de três diferentes materiais, provenientes do processo de produção de uma indústria automobilística. Realizou-se ensaios de cisalha-mento do ponto de solda de modo a se obter as curvas de tensão versus deformação das jun-tas, nas quais verificou-se que juntas sobre chapas galvanizadas apresentam menor resistência mecânica do que juntas sobre chapas sem revestimento, quando soldadas com os mesmos parâmetros de soldagem, embora ambas possuam similares tensões de ruptura nominais. Pelos resultados obtidos através destes ensaios também se comprova que as juntas rompem com uma tensão menor que a tensão de ruptura dos materiais base. Determinou-se o perfil de dure-za das juntas, onde ocorre um aumento de dureza na zona afetada pelo calor e na zona do pon-to de solda. Por meio da metalografia das juntas, determinou-se a penetração da solda, com apenas um ponto sendo rejeitado pelo critério de penetração. Além disso, um estudo numéri-co, pelo Método dos Elementos Finitos, foi realizado, para complementar os ensaios de cisa-lhamento do ponto, com resultados similares aos resultados experimentais.
PALAVRAS-CHAVE: Solda ponto, qualidade de solda, ensaios destrutivos, metalografia, juntas soldadas, elementos finitos.

6
SOARES, V. D. Analysis of Welded Joints by Electric Resistance (Spot Weld) Used in the Automobile Industry. 2004. 31f. Monografia (Trabalho de Conclusão do Curso de En-genharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2004. ABSTRACT This work shows a theoretics-pratical analysis to verify variations in some properties that con-fer quality to spot welded joints, of three different materials, taken from the production line of an automobile industry. Shear strength tests of the spot welds have been made in order to get out curves of tension versus deformation, in wich it was verified that joints on galvanized plates have shown less mechanical strength than joints on plates without covering, when welded with the same welding parameters, even when both have similar nominal base materi-als breaking strength. Through these results, it has been shown that the joints break with less tension than the base materials breaking strength. The hardness profile of the joints have shown an increase of hardness in the heat affected zone and in the spot welded zone. By means of metallography, the welds penetration were determined, with only one point being rejected by the penetration criterion. Moreover, a numerical study through Finite Elements Analysis was carried on and the results were similars to the experimental results. KEYWORDS: Spot welding, weld quality, destructives tests, metallography, welded joints, finite elements.

7
LISTA DE FIGURAS
Figura 1 – Um ciclo de soldagem por resistência elétrica 12
Figura 2 – Corpos de prova para o ensaio de cisalhamento 15
Figura 3 - Bancada de ensaio para teste de resistência ao cisalhamento: (a) corpos de prova
com dois pontos de solda (b) corpos de prova com um ponto de solda 16
Figura 4 – Posições dos pontos adquiridos no ensaio de microdureza 17
Figura 5 – Faces de referência no corpo de prova para simulação numérica 17
Figura 6 - Curva tensão x deformação de soldas com 10 kA e um ponto de solda 18
Figura 7 – Curva tensão x deformação de soldas com 12 kA e um ponto de solda 18
Figura 8 - Curva tensão x deformação de soldas com 10 kA e dois pontos de solda 19
Figura 9 – Curva tensão x deformação de soldas com 12 kA e dois pontos de solda 19
Figura 10 – Deformação ocorrida no ponto de solda nas amostras de 10 kA 20
Figura 11 – Deformação ocorrida no ponto de solda nas amostras de 12 kA 20
Figura 12 - Macroestrutura da junta de chapa sem revestimento – (a) intensidade de corrente
10 kA e (b) intensidade de corrente 12 kA 21
Figura 13- Macroestrutura da junta de chapa sem revestimento: (a) intensidade de corrente 10
kA (b) intensidade de corrente 12 kA 21
Figura 14 - Macroestrutura da junta de chapa galvanizada nas 2 faces: (a) intensidade de
corrente 10 kA e (b) intensidade de corrente 12 kA 21
Figura 15 – Perfil de dureza das juntas soldadas com 10 kA 22
Figura 16 – Perfil de dureza das juntas soldadas com 12 kA 22
Figura 17 – Distribuição de tensões (von Mises) nos corpos de prova sem revestimento com 1
ponto de solda - (a) solda de 10 kA (b) solda de 12 kA 23
Figura 18 – Distribuição de tensões (von Mises) nos corpos de prova galvanizados em 1 face
com 1 ponto de solda - (a) solda de 10 kA (b) solda de 12 kA 23
8
Figura 19 - Distribuição de tensões (von Mises) nos corpos de prova galvanizados nas 2 faces
com 1 ponto de solda - (a) solda de 10 kA (b) solda de 12 kA 24
Figura 20 - Distribuição de tensões (von Mises) nos corpos de prova sem revestimento com 2
pontos de solda - (a) solda de 10 kA (b) solda de 12 kA 24
Figura 21 - Distribuição de tensões (von Mises) nos corpos de prova galvanizados em 1 face
com 2 pontos de solda - (a) solda de 10 kA (b) solda de 12 kA 25
Figura 22 – Distribuição de tensões (von Mises) nos corpos de prova galvanizados nas 2 faces
com 2 pontos de solda - (a) solda de 10 kA (b) solda de 12 kA 25

9
LISTA DE TABELAS
Tabela 1 – Parâmetros de soldagem empregados na preparação dos corpos de prova 14
Tabela 2 – Propriedades dos materiais base (Fonte: Zamprogna S.A) 15
Tabela 3 – Composição química dos materiais base (Fonte: Zamprogna S.A.) 15
Tabela 4 – Diâmetros dos pontos de soldas das juntas ensaiadas 18

10
LISTA DE SÍMBOLOS
[Unidades] Q energia para fusão e formação do ponto de solda [W]
r rendimento térmico [adimensional]
R resistências à passagem de corrente elétrica [Ω]
I corrente de soldagem [A]
J constante (4,185 J) [J] φp diâmetro do ponto de solda [mm]
t espessura da chapa [mm]
σ desvio padrão

11
SUMÁRIO
INTRODUÇÃO 12
1. FUNDAMENTOS TEÓRICOS 12
1.1. Definição do Processo de solda por resistência elétrica 12
1.2. Qualidade de soldas 13 1.2.1. Parâmetros de soldagem e sua relação com a qualidade das juntas soldadas 13 1.2.2. Indicadores de qualidade de soldas 13
2. APRESENTAÇÃO DO PROBLEMA 14
2.1. Procedimentos experimentais 15 2.1.1. Corpos de prova 15 2.1.2. Determinação do diâmetro dos pontos de solda 15 2.1.3. Ensaio de cisalhamento do ponto de solda 16 2.1.4. Metalografia e ensaio de microdureza 16
2.2. Procedimento numérico 17
3. RESULTADOS E DISCUSSÕES 17
3.1. Diâmetro dos pontos de solda 17
3.2. Ensaio de cisalhamento do ponto de solda 18
3.3. Metalografia 21
3.4. Ensaio de dureza 22
3.5. Simulaçao numérica 23
4. CONCLUSÕES 26
5. REFERÊNCIAS BIBLIOGRÁFICAS 27
6. BIBLIOGRAFIA CONSULTADA 27
APÊNDICE A 28
APÊNDICE B 30
APÊNDICE C 31

12
INTRODUÇÃO
É cada vez mais importante para a indústria automobilística desenvolver processos que possibilitem grande produtividade e que garantam conjuntamente uma elevada qualidade.
Por este motivo, o processo de soldagem por resistência elétrica, ou solda ponto, tem uma das maiores, ou a maior, aplicação na indústria automobilística. É um processo simples, de fácil repetibilidade, automação e de alta velocidade.
Entretanto, para que se tenha uma solda ponto de qualidade é necessário que se utilize adequados parâmetros de soldagem, pois caso contrário, pode-se ter uma solda com aspectos e propriedades mecânicas indesejáveis, comprometendo a qualidade do produto. Estes parâme-tros dependem fundamentalmente do material a ser soldado.
Após acompanhamento do processo produtivo da carroceria de um automóvel, verifi-cou-se que a programação dos parâmetros de soldagem (solda ponto) utilizados na indústria automobilística é feita empiricamente (ou pelo método da tentativa e erro, ou pela experiência do operador); assim, é necessário ter-se um grande cuidado com variantes que possam com-prometer a produção, como por exemplo, alguma modificação no material.
Além disso, não é comum a utilização de testes mais complexos para qualificar as sol-das; o principal fator analisado é a aparência superficial, mas isto nem sempre reflete as reais condições de uma junta soldada.
Desta forma, este trabalho se propõe a analisar juntas soldadas sobre três diferentes ma-teriais (chapa sem revestimento, chapa galvanizada em uma face e chapa galvanizada nas du-as faces), com os mesmos parâmetros de soldagem, e determinar a variação existente entre elas de algumas propriedades, como resistência ao cisalhamento e dureza. Todas as juntas analisadas foram consideradas de boa qualidade pelos operadores da General Motors, através do controle visual. Através dos resultados obtidos pretende-se fornecer informações relevan-tes para que a Planta de Gravataí da General Motors do Brasil tenha um maior domínio sobre esta tecnologia, aprimorando seu processo de produção.
1. FUNDAMENTOS TEÓRICOS 1.1. DEFINIÇÃO DO PROCESSO DE SOLDA POR RESISTÊNCIA ELÉTRICA
A soldagem por resistência elétrica (solda ponto) é um processo no qual peças metálicas são unidas em um ou mais pontos através do calor gerado pela resistência ao fluxo de corrente elétrica que atravessa as peças, as quais são pressionadas por eletrodos. As superfícies de con-tato na região onde a corrente é concentrada são aquecidas por um pequeno pulso de baixa voltagem e alta corrente elétrica, a fim de formar um ponto de solda. Quando o fluxo de cor-rente cessa, a força do eletrodo é mantida enquanto o metal de solda rapidamente resfria e solidifica. Após, os eletrodos são retirados, encerrando o ciclo de soldagem, o qual é mostrado figura 1.
Figura 1 – Um ciclo de soldagem por resistência elétrica

13
1.2. QUALIDADE DE SOLDAS
A AWS (1991) define qualidade de uma junta soldada como sendo a capacidade desta responder com segurança às solicitações exigidas, quando colocada em serviço.
O controle de qualidade da solda ponto se baseia nas propriedades da solda, na sua uni-formidade e aparência. Desta forma, a qualidade de soldas é verificada através de inspeção visual, testes destrutivos e testes não destrutivos (estes, pouco empregados na prática). 1.2.1. Parâmetros de soldagem e sua relação com a qualidade das juntas soldadas
Uma solda pode ser controlada por uma série de parâmetros elétricos ou mecânicos que
lhe confiram um aspecto e resistência mecânica, a fim de garantir sua qualidade. Os principais parâmetros de soldagem são pressão, intensidade de corrente e tempo. A pressão resulta do esforço exercido pelos eletrodos sobre as peças, a fim de permitir
um contato suficiente para a passagem da corrente elétrica e evitar a saída do metal fundido. Este esforço é necessário, pois as superfícies dos metais apresentam diferentes graus de rugo-sidade. Um esforço baixo dos eletrodos sobre as peças provoca projeção de material entre os eletrodos e peças e na zona de contato das peças, expulsão de metal fundido no núcleo, dimi-nuição da resistência mecânica da união (a falta material no núcleo causa uma superfície da solda menor). Já um esforço excessivo acarretará em achatamento dos eletrodos, deformações nas peças, resistência de contato muito baixa e energia calorífica depositada proporcionalmen-te menor; portanto não se alcançará a fusão, resultando em uma solda de baixa resistência mecânica.
Como a energia de fusão é função do quadrado da intensidade da corrente (equação 1), é o principal fator a ser considerado para a realização da solda. Uma baixa corrente provoca solda de pouca resistência mecânica, por não ter alcançado a fusão do núcleo. Uma excessiva intensidade de corrente provoca os mesmos efeitos de uma baixa pressão dos eletrodos e ain-da causa achatamento dos eletrodos devido à excessiva densidade de corrente e conseqüente elevação de temperatura.
∫=t
RdtIJrQ
0
2 (1)
O tempo de soldagem é o período de duração da passagem da corrente elétrica. Um
tempo excessivamente longo provoca recozimento da solda e da zona circundante (diminuin-do a resistência mecânica), projeção de material (devido ao aumento de volume de metal fun-dido), desgaste prematuro dos eletrodos, por seu aquecimento excessivo, provocando achata-mento e perda de dureza, e aquecimento geral da máquina.
1.2.2. Indicadores de qualidade de soldas
De acordo com a AWS (1991), os principais indicadores de qualidade de uma solda são
aparência superficial, tamanho do ponto, penetração, resistência mecânica, ductilidade e des-continuidades internas.
A aparência superficial é um indicador das condições em que a solda foi realizada e não deve ser utilizado como único critério para qualificação de soldas, pois desvios de corrente (correntes parasitas) e outras causas de insuficiente penetração e aquecimento não são visí-veis. Normalmente, a aparência superficial de soldas ponto é relativamente lisa, redonda ou oval, sem superfície fundida, deposição de eletrodos, trincas, edentação profunda do eletrodo,

14
ou qualquer outra condição que indique manutenção imprópria do eletrodo ou equipamento de soldagem.
O diâmetro do ponto de solda, ou tamanho da zona fundida, deve satisfazer o critério de dimensionamento do ponto de solda, que, segundo Machado (1996), segue a equação abaixo:
φp = 5 t½ (2)
onde φp é o diâmetro do ponto de solda, em mm, e t a espessura da chapa mais fina, também em mm.
De acordo com a AWS (1991), a penetração mínima aceitável é de 20 % da espessura da peça mais fina. Se a penetração for menor que 20%, a solda é dita fria, pois o calor gerado na zona de solda foi muito pequeno. Normalmente, a máxima penetração aceitável é de 80%. Uma excessiva penetração, 100%, resultará em expulsão de material, grande edentação e rá-pida deterioração do eletrodo.
A junta soldada deve ter resistência e ductilidade suficientes para não falhar em serviço. A ductilidade de soldas ponto é determinada pela composição do metal base e o efeito que altas temperaturas e altas taxas de resfriamento causam na solda e no metal base. Infelizmen-te, os métodos padronizados para determinação da ductilidade não são adaptáveis a soldas ponto. O teste mais próximo para indicar ductilidade é o de dureza, pois à medida que o metal é mais duro, geralmente, menos dúctil ele é.
Descontinuidades internas como trincas, porosidade, grandes cavidades e inclusões me-tálicas têm pouco efeito, genericamente falando, sobre a resistência da solda (tanto estática quanto à fadiga) se estiverem totalmente concentradas no centro do ponto. Entretanto, têm grande influência se concentradas na periferia do ponto, onde os carregamentos atuantes estão mais concentrados.
2. APRESENTAÇÃO DO PROBLEMA
Confeccionou-se amostras de três diferentes materiais provenientes da linha de produ-ção da fábrica da General Motors do Brasil, localizada no Complexo Industrial Automotivo de Gravataí, soldados com dois diferentes valores de intensidade de corrente.
A variação da intensidade de corrente seguiu as indicações de Rodrigues (1999), que de-terminou um envelope operacional para juntas soldadas por resistência elétrica, nas mesmas condições, de aproximadamente 24% (a mais ou a menos) da corrente nominal. Para este tra-balho, escolheu-se uma etapa da produção onde a intensidade de corrente nominal é 10 kA.
Na tabela 1 estão descritos os parâmetros de soldagem utilizados para preparação dos corpos de prova ensaiados.
Tabela 1 – Parâmetros de soldagem empregados na preparação dos corpos de prova
Material base Intensidade de corrente [kA]
Pressão [N/mm2] Nº de Ciclos
Chapa galvanizada em 1 face 10 2646 14 Chapa galvanizada em 2 faces 10 2646 14
Chapa sem revestimento 10 2646 14 Chapa galvanizada em 1 face 12,4 2646 14 Chapa galvanizada em 2 faces 12,4 2646 14
Chapa sem revestimento 12,4 2646 14
Para realização dos testes utilizou-se uma máquina de solda portátil marca Simonek, tri-fásica com voltagem de 460 V, freqüência de operação 60 Hz e corrente mínima de 8 kA.

15
Os materiais testados são utilizados na confecção da carroceria do automóvel e apresen-tam espessura de 0,7mm. Suas propriedades, fornecidas pelo fabricante, estão mostradas na tabela 2 e sua composição química, na tabela 3. Tabela 2 – Propriedades dos materiais base (Fonte: Zamprogna S.A)
Propriedades e Revestimento
Chapa galvanizada em uma face
Chapa galvanizada nas duas faces
Chapa sem revestimento
Tensão de escoamento [MPa] 222 177 187 Tensão de ruptura [MPa] 330 300 310
Alongamento máximo (%) 40 45 46 Revestimento zinco puro (50g/m2
face interna) zinco puro (50g/m2
duas faces) -
Tabela 3 – Composição química dos materiais base (Fonte: Zamprogna S.A.)
Composição Química Chapa galvanizada em uma face
Chapa galvanizada nas duas faces
Chapa sem reves-timento
% C 0,05 0,007 - 0,060 0,007 - 0,060 % Mn max 0,70 0,35 0,35 % P max 0,060 0,025 0,025 % S max 0,030 0,025 0,025 % Al min 0,015 0,015 0,015 % B max 0,0005 0,0005 0,0005
2.1. PROCEDIMENTOS EXPERIMENTAIS
2.1.1. Corpos de prova Foram confeccionados corpos de prova conforme recomendação do International Insti-
tute of Welding (III-616-79) para ensaios de resistência ao cisalhamento de soldas ponto em chapas com espessuras de até 0,8 mm. A figura 2 mostra os desenhos dos corpos de prova confeccionados.
Figura 2 – Corpos de prova para o ensaio de cisalhamento (dimensões em mm)
2.1.2. Determinação do diâmetro dos pontos de solda
O procedimento padrão e seguido na realização deste trabalho para determinação do di-âmetro de pontos de solda, é fixar uma das chapas da junta em uma morsa e tracionar a outra

16
com o auxílio de um alicate até romper a junta, expondo o ponto de solda. Após, procede-se a medição do mesmo com um paquímetro. 2.1.3. Ensaio de cisalhamento do ponto de solda
Para realização do ensaio de cisalhamento do ponto de solda utilizou-se uma máquina universal de ensaio de tração marca Kratos e célula de carga de dez toneladas. A velocidade de ensaio empregada foi 5 mm/min. Realizou-se cinco ensaios com cada material analisado.
A medição do alongamento das chapas foi feita através de um clip-gage com compri-mento inicial de 50 mm.
Nos corpos de prova com um ponto de solda, fixou-se um extensômetro (strain gage), em meia ponte, no centro do ponto, na direção de aplicação da força, para verificar a defor-mação ocorrida no mesmo. O fator do extensômetro utilizado é 2,13 e deformação máxima permitida, 5%. Este procedimento não foi adotado para os corpos de prova com dois pontos de solda, pois a solda neste caso é mais resistente e, como se obteve o comportamento do pon-to de solda, na junta menos resistente, este procedimento foi considerado desnecessário nestes casos; além disso, estes ensaios se tornariam demasiadamente caros.
O sistema de aquisição de dados utilizado foi o Spider 8 da fabricante HBM e o softwa-re Catman Express Versão 3.1, com taxa de 0,017 amostras por segundo e precisão de +/- 5% da medição.
A área resistente considerada para o cálculo das tensões de rompimento das chapas foi a área da seção transversal do ponto de solda e o alongamento obtido no gráfico foi através da variação do comprimento do clip-gage.
As figuras 3 (a) e 3 (b) mostram a bancada de ensaio para realização do teste de cisa-lhamento do ponto de solda, com as configurações dos equipamentos utilizados nos dois tipos de corpos de prova.
Clip gage Strain gage
(a) (b) Figura 3 - Bancada de ensaio para teste de resistência ao cisalhamento: (a) corpos de prova
com dois pontos de solda (b) corpos de prova com um ponto de solda 2.1.4. Metalografia e ensaio de microdureza
Para o procedimento de metalografia, embutiu-se em baquelite um pedaço de chapa cor-
tado obtido através de um corte transversal no centro do ponto de solda. Os corpos de prova foram lixados com lixas número 200, 320, 400, 600 e 1000 consecutivamente. Após, proce-deu-se o processo de polimento com alumina e posterior ataque com Nital 2%. Fotografou-se a macroestrutura das juntas soldadas através de um microscópio ótico com um aumento de 50 vezes.

17
No ensaio de micro-dureza foram analisados o metal base, a zona afetada pelo calor (ZAC) e a área fundida do ponto de solda para verificar a variação de dureza existente entre estas zonas. As posições dos pontos obtidos no ensaio estão mostradas na figura 4 até a meta-de do ponto de solda e para a outra metade as posições são simétricas.
O microdurômetro utilizado foi o Micromet 2001, do fabricante Buehler, com precisão de 3%. Os parâmetros utilizados para os ensaios de micro-dureza foram carga de 200 g e tem-po de edentação de 10 segundos.
2 1 4
Figura 4 – Posições dos pontos adqu 2.2. PROCEDIMENTO NUMÉRICO
Para realização da análise num
versão 6.11. O modelamento da junta solda
seguinte maneira: As chapas foram considerad Para simular a junta soldad
dade de um ponto de solda, fazâmetro igual ao do ponto e altu Como condições de contorn
(considerada como a base da mna face 2 (considerada a parte Aplicou-se uma força igual
to do ponto de solda na face 2,
Face 1
Figura 5 – Faces de referên 3. RESULTADOS E ANÁLISES
3.1. DIÂMETRO DOS PONTOS D
Verifica-se através dos resultad
tendem o critério de dimensionamechapas com espessura de 0,7 mm (de
1 www.ansys.com
6
iridos no ensaio de m
érica utilizou-se o
da para realização d
as como sólidos; a, considerou-se maer a união entre as cra de 0,1 mm; o restringiu-se o moáquina de tração) e
móvel da máquina da força com que a ju distribuída em todo
cia no corpo de pro
E SOLDA
os expostos na tabento do diâmetro do acordo com a equaç
3
5icrodureza
programa de elementos finitos Ansys
a simulação numérica procedeu-se da
is adequada e mais próxima da reali-hapas através de um cilindro com di-
vimento em todas direções na face 1 restrição de movimento na direção z e tração), conforme figura 5; nta rompeu no ensaio de cisalhamen-s os nós existentes nesta face.
Face 1 Face 2
va para simulação numérica
la 4, que todos os pontos de solda a- ponto de solda, cujo diâmetro para ão 2) é 4,20 mm.

18
Tabela 4 – Diâmetros dos pontos de soldas das juntas ensaiadas
Material Chapa sem reves-timento [KA]
Chapa galvanizada em uma face [KA]
Chapa galvanizada nas duas faces [KA]
Intensidade de corrente 10 12 10 12 10 12 Diâmetro do ponto de solda (mm) 5 6,1 4,9 6,1 4,9 6
A variação dos diâmetros dos pontos entre os materiais, embora pequena, demonstra
que estes possuem diferentes resistências à passagem da corrente elétrica, a qual causa a fusão do material e, desta forma, cria o ponto de solda. 3.2. ENSAIO DE CISALHAMENTO DO PONTO DE SOLDA
As curvas médias de tensão versus deformação obtidas nos ensaios de cisalhamento do
ponto de solda estão ilustradas nas figuras de 6 a 9. Para verificação da análise estatística da medição vide Apêndice A.
Tensão x Deformação
Amostras 10 kA - 1 ponto de solda
0
50
100
150
200
250
300
0.00 0.05 0.10 0.15 0.20ε [%]
Tens
ão [M
Pa]
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 6 - Curva tensão x deformação de soldas com 10 kA e um ponto de solda
Tensão x DeformaçãoAmostras 12 kA - 1 ponto de solda
0
50
100
150
200
250
0.00 0.05 0.10 0.15 0.20ε [%]
Tens
ão [M
Pa]
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 7 – Curva tensão x deformação de soldas com 12 kA e um ponto de solda

19
Tensão x DeformaçãoAmostras 10 kA - 2 pontos de solda
0
50
100
150
200
250
0.00 0.05 0.10 0.15 0.20ε [%]
Tens
ão [M
Pa]
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 8 - Curva tensão x deformação de soldas com 10 kA e dois pontos de solda
Tensão x DeformaçãoAmostras 12 kA - 2 pontos de solda
0
50
100
150
200
0,00 0,05 0,10 0,15 0,20ε [%]
Tens
ão [M
Pa] Galvanizada
1 face
Galvanizada2 faces
Semrevestimento
Figura 9 – Curva tensão x deformação de soldas com 12 kA e dois pontos de solda
Analisando as figuras 6 a 9 e, levando-se em consideração os desvios padrão das curvas (expostos no Apêndice A), percebe-se que as juntas sobre chapas galvanizadas têm uma resis-tência mecânica menor que as juntas sobre chapas sem revestimento, quando soldadas com os mesmos parâmetros, ainda que estas juntas possuam tensões de rupturas nominais próximas.
Todas as curvas de tensão versus deformação, obtidas através dos ensaios de cisalha-mento do ponto de solda, mostram que as juntas soldadas rompem com tensões abaixo das tensões nominais dos respectivos metais base. Analisando as curvas médias, percebe-se que juntas, com um ponto de solda, soldadas com intensidade de corrente de 10 kA sobre chapas sem revestimento, rompem com cerca de 85% do valor da tensão de ruptura do material base e as juntas sobre chapas galvanizadas em uma face e nas duas faces, com aproximadamente 80%. Para as juntas soldadas com 12 kA, estes valores se tornam ainda menores: as juntas sobre chapa sem revestimento passam a romper com aproximadamente 70% da tensão de rup-tura do material base e as juntas sobre chapas galvanizadas em uma face e nas duas faces, com 60%.
Outro comportamento notado, é que os corpos de prova soldados com a maior intensi-dade de corrente (12 kA) resistem menos que os soldados com 10 kA; isto se deve ao fato que o aquecimento gerado pela passagem da corrente de 12 kA é maior que o gerado pela de 10 kA, fragilizando a junta soldada, devido, provavelmente, a mudanças que este aquecimento provoca na microestrutura do material, como um maior aumento no tamanho de grão.
Os comportamentos descritos acima se aplicam aos dois tipos de corpos de prova testa-dos.

20
Comparando-se corpos de prova com um e com dois pontos de solda, verifica-se que as juntas soldadas com dois pontos apresentam resistência menor que as juntas com um ponto; porém apresentam uma deformação maior.
A deformação nos pontos de solda durante o ensaio de cisalhamento, adquirida através de sinais emitidos pelo extensômetro colado na direção de aplicação da força, sobre o ponto de solda, estão mostrados na Figura 10 e Figura 11.
Deformação no ponto de solda x força - amostras 10 kA
-80
-40
0
40
80
120
0.0 0.5 1.0 1.5 2.0 2.5
Força (kN)
Def
orm
ação
no
pont
o( µ
m/m
)
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 10 – Deformação ocorrida no ponto de solda nas amostras de 10 kA
Deformação no ponto de solda x força - amostras 12 kA
-40
0
40
80
120
0 0.5 1 1.5 2 2.5
Força (kN)
Def
orm
ação
no
pont
o ( µ
m/m
)
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 11 – Deformação ocorrida no ponto de solda nas amostras de 12 kA
Nota-se, através das figuras 10 e 11, que é necessário uma força maior para deformar os pontos de solda soldados com intensidade de corrente de 12 kA e que estes pontos possuem uma resistência maior à deformação que os soldados com corrente de 10 kA.
Percebe-se ainda pelos gráficos acima que, a partir de um determinado ponto, o strain-gage utilizado não suporta as deformações que os pontos estão sofrendo, resultando no seu rompimento. O rompimento ocorre ainda mais prematuramente nos corpos de prova soldados com 10 kA que nos soldados com 12 kA, comprovando o comportamento descrito acima.
Embora nenhum dos corpos de prova testados tenha rompido nos pontos de solda (como descrito no Apêndice B), pelos dados acima se comprova que os mesmos deformam plastica-mente durante os testes.

21
3.3. METALOGRAFIA As juntas sobre chapa sem revestimento soldadas com corrente de 10 kA (figura 12 (a)) tem um ponto de solda com penetração aceitável. Entretanto, quando soldadas com 12 kA, os pontos apresentam uma grande deformação (figura 12 (b)) devido à expulsão de metal fundi-do na junção das duas chapas.
(a) (b)
Figura 12 - Macroestrutura da junta de chapa sem revestimento – (a) intensidade de corrente 10 kA e (b) intensidade de corrente 12 kA
As juntas sobre chapas galvanizadas em uma face apresentam, em todas as situações de soldagem analisadas, pontos de solda adequados em referência à penetração da solda, con-forme pode ser visto nas figuras 13 (a) e 13 (b).
(a) (b)
Figura 13- Macroestrutura da junta de chapa sem revestimento: (a) intensidade de corrente 10 kA (b) intensidade de corrente 12 kA
As juntas sobre chapa galvanizada nas duas faces, quando soldadas com intensidade de corrente de 10 kA (figura 14 (a)), não apresentam união completa entre as chapas. Já utilizan-do intensidade de corrente de 12 kA (figura 14 (b)) o ponto de solda se forma e apresenta uma penetração aceitável.
(a) (b)
Figura 14 - Macroestrutura da junta de chapa galvanizada nas 2 faces: (a) intensidade de cor-rente 10 kA e (b) intensidade de corrente 12 kA

22
3.4. ENSAIO DE DUREZA
As figuras 15 e 16 mostram o perfil de dureza das juntas soldadas. As posições 1, 2, 9 e 10 referem-se ao metal base, as posições 3, 4, 7 e 8, à zona afetada pelo calor (ZAC) e as po-sições 5 e 6 ao ponto de solda.
Perfil de dureza das juntas soldadas com 10 kA
0
50
100
150
200
250
300
350
1 2 3 4 5 6 7 8 9 10Posição
Dur
eza
Vic
kers
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 15 – Perfil de dureza das juntas soldadas com 10 kA
Perfil de dureza das juntas soldadas com 12 kA
0
50
100
150
200
250
300
350
1 2 3 4 5 6 7 8 9 10Posição
Dur
eza
Vic
kers
Galvanizada1 face
Galvanizada2 faces
Semrevestimento
Figura 16 – Perfil de dureza das juntas soldadas com 12 kA
Nota-se em ambas figuras um aumento progressivo, até o centro do ponto de solda, da
dureza da junta soldada para todos os materiais analisados. Este aumento de dureza deve-se, provavelmente, ao fenômeno de endurecimento por precipitação. Este fenômeno, segundo Dieter (1981), é causado pela precipitação de uma segunda fase, solúvel na rede cristalina, quando ocorre um aquecimento em determinadas faixas de temperatura e seguido de um rápi-do resfriamento.
Ocorre diminuição de dureza das amostras soldadas com 12 kA em comparação às sol-dadas com 10 kA, deste modo, possivelmente, é causada pela menor taxa de resfriamento que esta intensidade de corrente provoca, devido sua maior energia de soldagem.

23
3.5. SIMULAÇAO NUMÉRICA
As figuras de 17 a 22 referem-se às distribuições de tensões (von Mises) obtidas através da simulação em elementos finitos das situações a que os corpos de prova foram expostos no ensaio de cisalhamento dos pontos de solda, o Apêndice C mostra mais detalhes sobre a simu-lação.
(a) (b) Figura 17 – Distribuição de tensões (von Mises) nos corpos de prova sem revestimento com 1 ponto de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa)
(a) (b) Figura 18 – Distribuição de tensões (von Mises) nos corpos de prova galvanizados em 1 face com 1 ponto de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa)
24
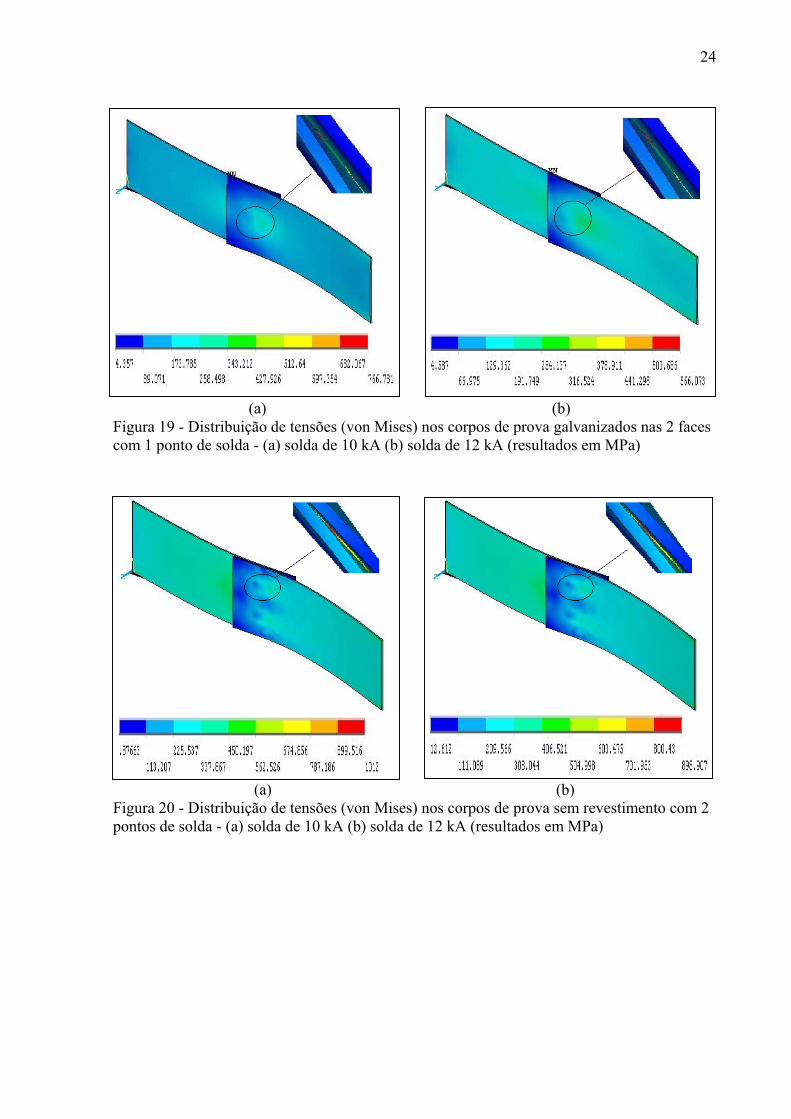
(a) (b) Figura 19 - Distribuição de tensões (von Mises) nos corpos de prova galvanizados nas 2 faces com 1 ponto de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa)
(a) (b)
Figura 20 - Distribuição de tensões (von Mises) nos corpos de prova sem revestimento com 2 pontos de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa)

25
(a) (b)
Figura 21 - Distribuição de tensões (von Mises) nos corpos de prova galvanizados em 1 face com 2 pontos de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa)
(a) (b)
Figura 22 – Distribuição de tensões (von Mises) nos corpos de prova galvanizados nas 2 faces com 2 pontos de solda - (a) solda de 10 kA (b) solda de 12 kA (resultados em MPa) Todos resultados obtidos através da simulação numérica estão de acordo com os resul-tados dos ensaios de cisalhamento do ponto de solda; as tensões estão na mesma ordem de grandeza e a concentração de tensões ao redor do ponto de solda explica o tipo de ruptura que a junta sofre ao romper, cujas fotografias estão ilustradas no Apêndice B.
26
4. CONCLUSÕES Os resultados obtidos neste trabalho demonstraram que há variações consideráveis das
propriedades analisadas, comparando-se juntas soldadas sobre chapas galvanizadas e juntas sobre chapas sem revestimento, quando soldadas com os mesmos parâmetros. Assim, a apli-cação de revestimentos no material a ser soldado necessita de alterações adequadas dos parâ-metros de soldagem para obtenção de soldas com as mesmas propriedades.
Juntas soldadas sobre chapas galvanizadas apresentam menor resistência mecânica que juntas sobre chapas sem revestimentos, se soldadas com os mesmos parâmetros.
A utilização da máxima intensidade de corrente do envelope operacional adotado causa redução da resistência das juntas no ensaio de cisalhamento em relação à corrente nominal, devido possivelmente, a um maior aumento do tamanho de grão.
Ocorre um aumento de dureza, apos a solda, na zona afetada pelo calor (ZAC) e na zona fundida do ponto de solda; este aumento de dureza é menor nas juntas soldadas com 12 kA. Provavelmente este fato está relacionado com a menor taxa de resfriamento e a produção de partículas precipitadas.
Somente a junta soldada com 12 kA sobre chapa sem revestimento foi considerada ina-dequada pelo quesito penetração.
Em nenhum dos ensaios realizados houve o rompimento dos pontos de solda; a fratura sempre ocorreu na zona afetada pelo calor (ZAC).
A simulação numérica mostrou-se uma ferramenta eficiente para comprovação dos re-sultados obtidos experimentalmente das tensões na zona do ponto de solda, no momento do rompimento das juntas quando sofreram cisalhamento.
Indica-se para o usuário, a confecção de envelopes operacionais para todos os materiais que são utilizados no processo produtivo e a disponibilização das especificações dos parâme-tros de soldagem, para todos materiais que possam a vir ser soldados, em cada estação de tra-balho.
Para trabalhos futuros sugere-se a realização de ensaios para verificar o comportamento das juntas em situações dinâmicas e uma analise detalhada de suas microestruturas, inclusive por microscopia eletrônica de transmissão (analise dos prováveis precipitados).

27
5. REFERÊNCIAS BIBLIOGRÁFICAS
AWS. Welding Handbook: welding processes. Vol. 2. 8 ed. Miami: American Welding Society, 1991. DIETER, G. E. Metalurgia Mecânica. 2ª edição. Rio de Janeiro: Guanabara Koogan, 1981. INTERNATIONAL INSTITUTE OF WELDING. III-616-79: Specimen Dimensions and Procedure for Shear Testing Resistance Spot and Projection Welds. MACHADO, I. G. Soldagem e Técnicas Conexas: Processos. Porto Alegre: editado pelo autor, 1996. RODRIGUES, C. F. Determinação do envelope operacional para uma junta soldada por resistência elétrica. Trabalho de Conclusão do Curso de Engenharia Mecânica. Departamen-to de Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999. SCHNEIDER, P. S. Incertezas de Medição – Material didático da disciplina Medições Tér-micas. Universidade Federal do Rio Grande do Sul, revisão 2002. 6. BIBLIOGRAFIA CONSULTADA AWS. Welding Inspection. American Welding Society, 1980. AWS. Welding Handbook: welding technology. Vol. 1. 8 ed. Miami: American Welding Society, 1987. EWING, K. W. et al. Static and Impact Strengths of Spot-Welded HSLA and Low Car-bon Steel Joint. SAE Technical Paper Series. Detroit: Society Automotive Engineers Inc., 1982. JEFFUS, L.; JOHNSON, H. Welding: Principles and Applications. 2 ed. New York: Del-mar Publishers Inc., 1988. RATHBUN, R. W. et al. Fatigue Behavior of Spot Welded High-Strength Sheet Steels. Welding Journal, agosto, 2003.
28
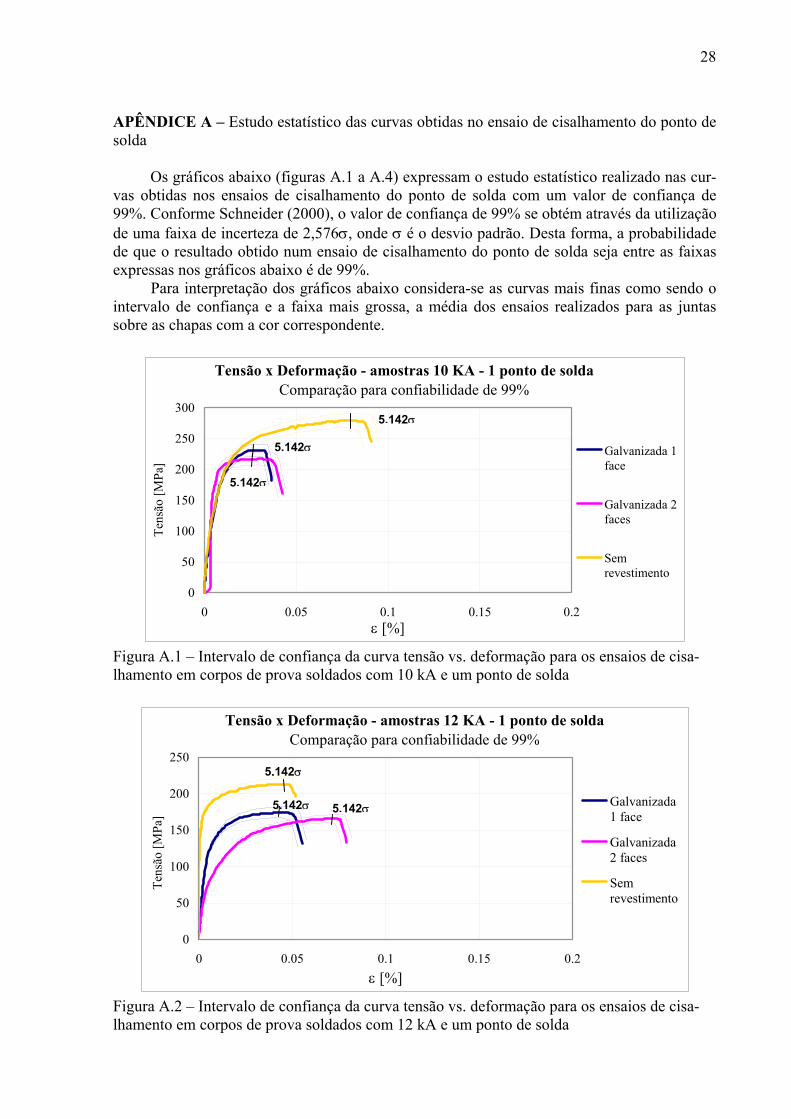
APÊNDICE A – Estudo estatístico das curvas obtidas no ensaio de cisalhamento do ponto de solda Os gráficos abaixo (figuras A.1 a A.4) expressam o estudo estatístico realizado nas cur-vas obtidas nos ensaios de cisalhamento do ponto de solda com um valor de confiança de 99%. Conforme Schneider (2000), o valor de confiança de 99% se obtém através da utilização de uma faixa de incerteza de 2,576σ, onde σ é o desvio padrão. Desta forma, a probabilidade de que o resultado obtido num ensaio de cisalhamento do ponto de solda seja entre as faixas expressas nos gráficos abaixo é de 99%.
Para interpretação dos gráficos abaixo considera-se as curvas mais finas como sendo o intervalo de confiança e a faixa mais grossa, a média dos ensaios realizados para as juntas sobre as chapas com a cor correspondente.
Tensão x Deformação - amostras 10 KA - 1 ponto de soldaComparação para confiabilidade de 99%
0
50
100
150
200
250
300
0 0.05
Tens
ão [M
Pa]
Figura A.1 – Intervalo de confiança da clhamento em corpos de prova soldados c
Tensão x Deformação Comparação
0
50
100
150
200
250
0 0.05ε
Tens
ão [M
Pa]
Figura A.2 – Intervalo de confiança da clhamento em corpos de prova soldados c
5,142σ
Galvanizada 1
5,142σface
5,142σ0.1 0.15 0.2ε [%]
Galvanizada 2faces
Semrevestimento
urva tensão vs. deformação para os ensaios de cisa-om 10 kA e um ponto de solda
- amostras 12 KA - 1 ponto de soldapara confiabilidade de 99%
5,142σ
Galvanizada
5,142σ 5,142σ0.1 0.15 0.2 [%]
1 face
Galvanizada2 faces
Semrevestimento
urva tensão vs. deformação para os ensaios de cisa-om 12 kA e um ponto de solda

29
Tensão x Deformação - amostras 10 KA - 2 pontos de soldaComparação para confiabilidade de 99%
0
50
100
150
200
250
0 0.05 0.1 ε [%
Tens
ão [M
Pa]
Figura A.3 – Intervalo de confiança da curva tenslhamento em corpos de prova soldados com 10 kA
Tensão x Deformação - amostraComparação para conf
0
50
100
150
200
0,00 0,05 0,10ε [%]
Tens
ão [M
Pa]
5,142σ
5,142σ
Figura A.4 – Intervalo de confiança da curva tenslhamento em corpos de prova soldados com 12 kA
5,142σ
Galvanizada 1face
5,142σ5,142σ
0.15 0.2]
Galvanizada 2faces
Semrevestimento
ão vs. deformação para os ensaios de cisa- e dois pontos de solda
s 12 KA - 2 pontos de soldaiabilidade de 99%
0,15 0,20
Galvanizada 1face
Galvanizada 2faces
Semrevestimento
5,142σ
ão vs. deformação para os ensaios de cisa- e dois pontos de solda

30
APÊNDICE B – Fotos dos ensaios de cisalhamento do ponto de solda e de algumas fraturas
As figuras B.1 a B.3 mostram fotos dos ensaios de cisalhamento do ponto de solda rea-lizados.
Figura B.1 (a) e (b) – Configuração da bancada dos ensaios de cisalhamento
Todas as fraturas ocorridas no ensaio de cisalhamento do ponto de solda foram na zona afetada pelo calor. As figuras B.2 (a), B.2 (b) e B.3 (a) mostram algumas fraturas ocorridas nos ensaios. A figura B.3 (b) salienta o detalhe de metal expulso do núcleo do ponto de solda realizado com intensidade de corrente de 12 kA.
(a) (b) Figura B.2 – Fratura ocorrida em um corpo de prova: (a) de chapas galvanizadas em uma face (b) de chapas galvanizadas nas duas faces
(a) (b) Figura B.3 – (a) Fratura ocorrida em corpo de prova soldado sobre chapa sem(b) Material expulso do núcleo do ponto de solda realizado com intensidade kA
Metal expulso do núcleo do
ponto de solda
revestimento de corrente de 12

31
APÊNDICE C – Detalhes da simulação numérica
Como dito no capítulo 3.2, as juntas foram modeladas para a simulação numérica como chapas sólidas unidas através de um cilindro sólido, com o diâmetro igual ao do ponto de sol-da e altura de 0,1 mm. Após considerou-se as chapas e o cilindro como sendo um único corpo sólido.
Utilizou-se elemento, tipo brick, solid 45 com 8 nós, e tamanho de 0,5 mm. Restringiu-se a movimentação da junta em todas direções em uma face e na direção z na
outra face, na qual a força está aplicada. A força aplicada foi distribuída em todos os nós existentes na face. O modelo utilizado para simulação, com ilustração da malha, das restrições e da força
aplicada, está mostrado na figura C.1.
Figura C.1 – Malha utilizada na simulação numérica, e configurações de restrições e aplicação de força