utilização do fator de potência como indicador da...
TRANSCRIPT
i
NEIMAR SOUSA SILVEIRA
Utilização do fator de potência como indicador
da eficiência energética no torneamento da liga
de alumínio 2011F (Al-Cu)
07/2015
CAMPINAS
2014

iii
NEIMAR SOUSA SILVEIRA
Utilização do fator de potência como indicador
da eficiência energética no torneamento da liga
de alumínio 2011F (Al-Cu)
Dissertação de Mestrado apresentada à Faculdade
de Engenharia Mecânica da Universidade Estadual
de Campinas como parte dos requisitos exigidos
para obtenção do título de Mestre em Engenharia
Mecânica, na Área de materiais e processos de
fabricação.

iv
Ficha catalográfica Universidade Estadual de Campinas
Biblioteca da Área de Engenharia e Arquitetura Luciana Pietrosanto Milla - CRB 8/8129
Silveira, Neimar Sousa, 1974- Si39u SilUtilização do fator de potência como indicador da eficiência energética no
torneamento da liga de alumínio 2011F (Al-Cu) / Neimar Sousa Silveira. –
Campinas, SP : [s.n.], 2014.
SilOrientador: Amauri Hassui. SilDissertação (mestrado) – Universidade Estadual de Campinas, Faculdade de
Engenharia Mecânica.
Sil1. Usinagem. 2. Fator de potência. 3. Eficiência energética. 4. Sustentabilidade. I.
Hassui, Amauri,1967-. II. Universidade Estadual de Campinas. Faculdade de
Engenharia Mecânica. III. Título. Informações para Biblioteca Digital
Título em outro idioma: Power factor use as an indicator of energy efficiency in turning
aluminium alloy 2011F (Al-Cu) Palavras-chave em inglês: Machining Power
factor Energy
efficiency
Sustainability Área de concentração: Materiais e Processos de Fabricação
Titulação: Mestre em Engenharia Mecânica Banca examinadora: Amauri Hassui [Orientador]
Anselmo Eduardo Diniz
Paulo Roberto de Aguiar Data de defesa: 09-12-2014 Programa de Pós-Graduação: Engenharia Mecânica

UNIVERSIDADE ESTADUAL DE CAMPINAS FACULDADE DE ENGENHARIA MECÂNICA
COMISSÃO DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA DEPARTAMENTO DE ENGENHARIA DE MANUFATURA E
MATERIAIS DISSERTAÇÃO DE MESTRADO ACADÉMICO
Utilização do fator de potência como indicador da eficiência energética
no torneamento da liga de alumínio 201IF (Ai-Cu) Autor: Nelmar Sousa Silveira Orientador: Prof. Dr. Amauri Hassui
A Dança Examinadora composta pelos membros abaixo aprovou esta DissertaçSo:
Prof. Dr. AnMinrrHassu Instítuição:^nicamp
1
Prof. Dr. Paulo Roberto de Aguiar Instituição: UNESP-Bauni.
Campinas, 09 de dezembro de 2014.
vii
DEDICATÓRIA
À Marcia, pessoa com quem аmо partilhar а vida. Cоm você, tenho mе sentido mais vivo
dе verdade. Obrigado pelo carinho, а paciência е pоr sua capacidade dе me trazer pаz, aos meus
filhos, Jaqueline e Luiz Otávio е a toda minha família que, cоm muito carinho е apoio, nãо
mediram esforços para qυе еu chegasse аté esta etapa dе minha vida.

ix
AGRADECIMENTOS
À Deus, por tudo que conquistei e pela força nos momentos de incerteza.
Ao professor Dr. Amauri Hassui, agradeço pela sua paciência nа orientação е incentivo qυе
tornaram possível а conclusão deste trabalho.
Ao professor Dr. Anselmo Eduardo Diniz, pelas oportunidades, pelas inúmeras discussões e
ensinamentos e pela amizade.
Aos professores Dr. Olívio Novaski, Dr. Sergio Button, Dr. Resende pela ajuda no
aprendizado.
Aos funcionários Ari, Vera, Miro pela ajuda indispensável.
À minha família, pela paciência e apoio em todos os momentos.
Aos amigos e companheiros de sala Daniel Suyama, Henrique, Daniel Loureiro, Fabiano,
Herbert e Rodrigo pela companhia, pela ajuda e pelos momentos de descontração.
Aos amigos Daniel Cirilo, Armando, Silvia, Marcelo, Douglas, Vanderlei, Carlos e Davi pelo
companheirismo e pelos conhecimentos compartilhados.
À Fatec-sp por ceder gentilmente seu laboratório de CNC para que se tornasse possível a
realização dos ensaios.
À chefe do departamento de mecânica, Prof. Maria da Graça, ao coordenador do laboratório
de usinagem, Prof. Marcos Roberto, Prof. Dr. Humber Furlan e aos auxiliares docentes Kleberson,
Diego, Felipe, Antônio Alves, Damião e estagiários Bruno, Amanda e a todos que de alguma forma
me apoiaram na a realização deste trabalho.
Um agradecimento especial também ao amigo Vitor Halcsik, que por muitos anos, desde o
início da carreira acadêmica, sempre esteve me apoiando.
À CAPES, por manter o Programa de Pós-Graduação em Engenharia Mecânica da
FEM/UNICAMP.

xi
“O sucesso nasce do querer, da determinação e persistência em se chegar a um objetivo.
Mesmo não atingindo o alvo, quem busca e vence obstáculos, no mínimo fará coisas admiráveis."
Jose de Alencar
xiii
Resumo
Processos de fabricação são responsáveis por cerca de metade do consumo global de energia
primária, muito do que é consumido por máquinas de produção de peças discretas. O tema da
eficiência energética é impulsionado por usuários de máquinas-ferramenta que exigem baixos
custos operacionais, bem como pelo impulso social e legislativo que requer produção
ambientalmente mais amigável. O uso do alumínio em componentes e estruturas, principalmente
na indústria automotiva e aeronáutica, vem crescendo a demanda de manufatura desse tipo de
material. Entretanto, o aumento do consumo de energia cresce e com isso a preocupação para se
criar meios e métodos para serem aplicados para melhoria da eficiência energética. Nesse estudo,
é possível considerar a aplicação do fator potência como fator de análise da eficiência no processo
de torneamento da liga alumínio 2011F, aplicado aos parâmetros de profundidade de usinagem, da
rotação do eixo-árvore, das classes da ferramenta e do raio de ponta. O planejamento experimental
foi realizado de forma aleatória usando o método da ANOVA, com os parâmetros de entrada:
profundidade de usinagem, raio de ponta, classe da ferramenta e rotação, e como respostas foram
consideradas: a potência ativa, potência reativa e fator de potência. Os resultados obtidos mostram
que as avaliações da eficiência energética são satisfatórias pela análise do fator de potência e pela
potência reativa em termos de baixa profundidade de usinagem e pela modificação da classe da
ferramenta com ou sem revestimento.
Palavras chaves: usinagem; fator de potência; eficiência energética; sustentabilidade.

xv
Abstract
Manufacturing processes are responsible for about half of global consumption of primary
energy, much of which is consumed by discrete parts manufacturing machines. The topic of energy
efficiency is driven by machine tool users that require low operating costs, as well as by social and
legislative boost, which requires environmentally friendlier production. The use of aluminium in
components and structures, mainly in automotive and aeronautics, has been growing demand for
manufactures of this type of material. However, the increase of energy consumption grows and
with it the concern to create means and methods to be applied to improving energy efficiency. In
this study, it is possible to consider the application of power factor as a factor in efficiency analysis
in the process of turning aluminium alloy 2011F, applied to parameters of depth of cut, spindle
speed, of the grades of the tool and the nose radius. The experimental planning was conducted at
random using the ANOVA method with the input parameters: depth of cut, tool nose radius, tool
grade, and spindle speed, and responses were considered: the active power, reactive power and
power factor. The results obtained show that energy efficiency assessments are satisfactory for the
analysis of the power factor and reactive power in terms of low depth of cut and by modifying the
tool grade with or without coating.
Key Words: machining; power factor; energy efficiency; sustainability.
xvii
Lista de ilustrações
3.1 - Motores fabricados com bloco de alumínio. Fonte www.abal.,org.br (2014). 5
3.2 - Torneamento interno do material alumínio com espessura fina do material., (Sandvik, 2011)
6
3.3 - Centro de torneamento Torno CNC. (SANDVIK, 2011) 8
3.4 - Representação de grupos de material da peça de classe ISO. (SANDVIK,2011) 10
3.5 - A potência de corte representada em suas direções. (KRATOCHVIL, 2004). 12
3.6 - Representação do ângulo de posição da ferramenta de corte e suas grandezas em relação ao
eixo de rotação da peça. (JASINEVICIUS, 2010) 14
3.7 - Curva Tensão x Frequência (CAPELLI, 2002) 17
3.8 - Triangulo de potência/energia. (Andrade, 1993) 20
3.9 - Representação de série de Fourier de uma forma de onda distorcida. (The McGraw-Hill
Companies, 2004) 28
4.1 - Torno CNC Hardinge GS 150 utilizado nos ensaios 29
4.2 - Diagrama do processo de aquisição de dados 30
4.3 - Disposição do alicate amperométrico e computador para aquisição dos sinais elétricos. 31
4.4 - Corpo de prova fixado na placa do torno CNC Hardinge GS-150. 33
4.5 - Diagrama representando variáveis de entrada e saída do procedimento experimental. 34
5.1 - Efeitos principais relativos à potência ativa. 37
5.2 - Interações de 1ª ordem para potência ativa 38
5.3 - Curva característica da potência ativa e reativa em vazio do torno CNC faixa de 1000
a 6000rpm. 39
5.4 - Efeitos principais para potência reativa 41
5.5 - Interações de 1ª ordem para potência reativa. 43
5.6 - Diagrama de potência/torque para alta rotação, (Hardinge, 2009) 43
5.7 - Efeitos principais relativos ao FP 45
5.8 - Interação de 1ª ordem relativo ao FP 46
5.9 - Efeitos principais relativo à potência ativa 49
5.10 - Interações de 1ª ordem para a potência ativa 50

xviii
5.11 - Efeitos principais relativo a potência reativa 52
5.12 - Interações de 1ª ordem pela potência reativa 53
5.13 - Efeitos principais relativo ao fator de potência 55
5.14 - Interações de 1ª ordem pela potência ativa 56
5.15 - Gráfico de intervalo de confiança para o efeito principal raio de ponta, relativo a potência
ativa. 58
5.16 - Gráfico de intervalo de confiança para o efeito principal rotação, relativo a potência ativa.
58
5.17 - Comparativo da potência ativa e potência reativa com e sem carga. 59
5.18 - Efeitos principais relativo a potência reativa 61
5.19 - Interações de 1ª ordem pela potência reativa 62
5.20 - Efeitos principais relativo ao fator de potência 63
5.21 - Interação de 1ª ordem (classe*rɛ) em relação ao fator de potência. 64
5.22 - Efeitos principais relativo a potência ativa 68
5.23 - Efeitos principais relativo a potência reativa 69
5.24 - Efeitos principais relativo ao fator de potência. 70
5.25 - Rotações em vazio em relação as cargas 71
5.26 - Gráfico de Pareto, com fatores e efeitos padronizados (Pot. Ativa). 72
5.27 - Efeitos principais relativos à potência ativa 73
5.28 - Gráfico de Pareto, com fatores e efeitos padronizados (Pot. Reativa). 74
5.29 - Efeitos principais relativo a potência reativa 75
5.30 - Gráfico de Pareto, com fatores e efeitos padronizados (Fator de potência). 76
5.31 - Efeitos principais relativo ao fator de potência. 76

xix
Lista de tabelas
3. 1 - Principais efeitos de elementos de ligas do alumínio na usinagem 7
4.1. Insertos utilizados nos ensaios 32
4.2. Composição dos principais elementos da liga de alumínio do material utilizado nos ensaios (%
em peso) 32
5.1. Análise de variância para Potência Ativa, para o ap de 0,15 mm. 36
5.2. Análise de variância para Potência Reativa – ap de 0,15 mm. 40
5.3. Análise de variância para fator de potência, para ap de 0,15 mm 44
5.4. Análise de variância para potência ativa - ap de 0,30 mm. 47
5.5. Análise de variância para Potência Reativa - ap de 0,30 mm. 51
5.6. Análise de variância para fator de potência - ap de 0,30 mm. 54
5.7. Análise de variância para potência ativa - ap de 0,60 mm 57
5.8. Análise de variância para potência reativa - ap de 0,60 mm. 60
5.9. Análise de variância para fator de potência – ap de 0,60mm 62
5.10. Análise de variância para potência ativa – tendo ap como fator 65
5.11. Análise de variância para potência reativa – tendo ap como fator 66
5.12. Análise de variância para fator de potência – tendo ap como fator 67

xxi
Lista de Abreviaturas e Siglas
Letras Latinas
�� – potência reativa [kVAr]
�� - potência ativa em [kW]
𝐬 - potência aparente ou total em [kVA]
A – área da seção do cavaco [mm]
ap – profundidade de usinagem [mm]
b – comprimento do corte [mm]
d – diâmetro da peça [mm]
d0 – diâmetro inicial [mm]
df – diâmetro final [mm]
E – energia consumida [J]
f - avanço da ferramenta de corte [mm/ rot.]
F – frequência da rede [Hz]
Fc – força de corte [N]
Ff – força de avanço [N]
FP – fator de potência [cos 𝜑]
h – espessura do corte [mm]
H0 – hipótese nula
H1 – hipótese alternativa
HB – dureza Brinell [MPa]
I – corrente elétrica [A]
Ks1 – constante específica do material (Kienzle) [kgf/mm2]
n - rotação [rot./min]
P – potência elétrica [W]
P – valores para verificação do nível de significância.
Pc – potência de corte [kW]
Pe – potência efetiva de corte [kW]

xxii
Pf – potência de avanço [kW]
Pm – potência do motor [kW]
Pm1 – perdas de potência do motor por atrito [kW]
rԑ - raio de ponta [mm]
u – energia específica de corte [J/mm3]
U – tensão [V]
U – tensão da rede [V]
vc – velocidade de corte [m/min]
vf – velocidade de avanço [mm/min]
Letras Gregas
γ0 – ângulo de saída da ferramenta [°]
χr – ângulo de posição [°]
α0 – ângulo de folga da ferramenta [°]
ω – velocidade angular [radianos/segundos]
π – a razão entre o perímetro da circunferência e o diâmetro
ηmáq – rendimento de máquina
cosφ – cosseno do ângulo elétrico do triângulo de potência
Abreviações
CVD – Deposição por vapor químico
PVD – Deposição por vapor físico.
APC – Aresta postiça de corte
TRM – Taxa de remoção de material
CNC – Comando numérico computadorizado
USB – Universal serial bus
ANOVA – Análise das variâncias
Siglas
ASME – American Society of Mechanical Engineers
AWF – Ausschuss fur Wirstchaftliche Fertigung

xxiii
ISO - International Organization for Standardization
IEA - International energy agency

xxv
SUMÁRIO
1. INTRODUÇÃO ................................................................................................................. 1
2. OBJETIVOS ...................................................................................................................... 3
3. REVISÃO BIBLIOGRÁFICA........................................................................................... 3
3.1 Alumínio ....................................................................................................................... 4
3.2 Usinabilidade do Alumínio........................................................................................... 5
3.3 Torneamento ................................................................................................................. 8
3.2.3 Ferramentas para torneamento ............................................................................... 9
3.2.3 Metal duro .............................................................................................................. 9
3.3 Potências de Usinagem ............................................................................................... 11
3.3.1 Velocidades de Corte e Avanço ........................................................................... 12
3.3.2 Potência de Corte ................................................................................................. 13
3.3.3 Potências de Avanço ............................................................................................ 16
3.3.4 Potência Fornecida pelo Motor. ........................................................................... 16
3.4 Potências elétricas ...................................................................................................... 19
3.4.1 Potência Ativa ...................................................................................................... 21
3.4.2 Potência Reativa .................................................................................................. 21
3.4.3 Fator de potência .................................................................................................. 22
3.4.4. Fator de Potência total ........................................................................................ 24
3.5.1 Fatores que contribuem para um baixo fator de potência .................................... 24
3.5.2 Principais objetivos para melhoria do fator de potência ...................................... 26
3.5.3. Harmônicos ......................................................................................................... 27
4. MATERIAIS E MÉTODOS. ........................................................................................... 28
4.1.2 Máquina-Ferramenta ............................................................................................ 29
4.1.3 Alicate wattímetro digital .................................................................................... 29

xxvi
4.2.1 Ferramentas de Corte ........................................................................................... 31
4.2.2 Corpo de prova..................................................................................................... 32
4.2.3 Procedimentos experimentais e a análise dos resultados ..................................... 33
5. RESULTADOS E DISCUSSÕES ................................................................................... 35
5.1. Análise da etapa 1 ...................................................................................................... 36
5.1.1. Profundidade de usinagem – 0,15mm ................................................................ 36
5.1.2. Profundidade de usinagem – 0,30mm ................................................................ 47
5.1.3. Profundidade de usinagem – 0,60mm ................................................................ 56
5.2. Análise da etapa 2 ...................................................................................................... 64
5.3. Análise da etapa 3 ...................................................................................................... 71
6. CONCLUSÕES................................................................................................................ 77
6.1 Sugestões para trabalhos futuros ................................................................................ 77
7. REFERÊNCIAS ........................................................................................................... 79

1
1. INTRODUÇÃO
A busca pela redução de consumo de energia elétrica e recursos naturais tem ganhado mais
espaço em todos os campos de pesquisas e na sociedade, principalmente na indústria e no comércio
onde este tema é bastante atual e relevante, tanto em termos de custos, quanto de consciência
ecológica. Nessa abordagem, um grande pilar neste sistema é a sustentabilidade, que visa diminuir
os impactos ambientais e produzir utilizando processos com maior produtividade a baixo custo.
Além disso, a minimização dos recursos aplicados aos processos de usinagem tem sido denominada
de green machining, em uma tradução literal pode ser entendida como usinagem verde (do termo
fabricação verde), mas em um sentido abrangente seria a usinagem sustentável (DORNFELD et
al., 2010).
Em relação a sustentabilidade, a utilização do alumínio é ampla e de grande importância por
sua reciclabilidade (pode ser reciclado por diversas vezes sem alterações em suas características),
a relação peso/potência e também pela sua utilização em indústrias automotivas e aeronáuticas. O
principal objetivo da aplicação do alumínio nas indústrias automotivas é diminuir o peso total de
veículo, assumindo que a segurança e a resistência mecânica tenham que ser pelo menos a mesma
aplicada convencionalmente. Além do mais, a aplicação do alumínio como um material alternativo
envolve o aspecto de redução de carga no motor, diminuição do consumo de combustível e redução
da emissão de gases. Como exemplo é possível citar que uma redução da massa total do veículo de
10% promove uma economia que gira em torno de 6 à 8% de combustível (AMBROZIAK, 2010).
Para Vijayaraghavan et al., (2010) é necessário criar métodos para estabelecer indicadores
para analisar e classificar o consumo e redução de energia, além dos recursos gastos na produção
e todo o impacto que isso possa gerar. Do ponto de vista da usinagem pode-se tentar classificar o
que, de fato, traz impactos no consumo de energia aparente e no consumo real., Para tanto, uma
das formas pode ser a verificação da potência ativa, potência reativa e fator de potência empregados
no processo. Assim, seria possível avaliar a eficiência energética de máquinas e equipamentos.
Diversos trabalhos (WHITAKER, 2006), (HOLKUP, VYROUBAL, SMOLIK, 2013),
(NATARAJAN, WILLIS, SLEVA e MOHAMMAD, 2002), (SANKARAN, 2001) e (EMADI,
2004) apontam para uma forma mais eficaz de se verificar esse sistema que é através do fator de
potência que é a razão entre a potência fornecida e a energia consumida. A mesma quantidade de
2
trabalho está sendo feita pelo motor, mas quanto mais próximo for a potência fornecida da unidade
de potência consumida, maior será a eficiência do sistema.
Um grande problema como mostra Eichhammer (2004), é a dificuldade em se propor
medidas de melhoria da eficiência energética, já que no ambiente de decisões esse tema costuma
ter baixa prioridade, mas pode ser um fator decisivo. Contudo, a necessidade de se reduzir o
consumo de energia não só uma preocupação na usinagem, mas de diversas áreas. Muito já se
discutiu a respeito do processo de usinagem com o método de medição por aquisição de sinais de
potência e esforços de corte. Normalmente verifica-se a potência da máquina pela potência ativa,
que é amplamente utilizada e recomendada por vários autores (MACHADO et al., 2012), (DINIZ,
MARCONDES e CUPPINI, 2008) e (FERRARESI, 1970).
Teixeira et al., (2003) relatam sobre um estudo feito por Latorre et al., (1991) verificou que
no Brasil, cerca de 50% dos 50.000 motores, operavam abaixo dos 80% do carregamento e, de fato,
isso comprometia o desempenho energético e foi um ponto de partida para que se pesquisasse a
fundo a utilização de motores de alta eficiência. Na conclusão de seu trabalho por mapeamento das
curvas digitalizadas, foi possível com base no índice de carregamento e na corrente elétrica tomar
decisões para troca ou não de motores padrão por motores de alto desempenho.
Campana et al., (2003) propuseram em seu trabalho uma alternativa para racionalização do
uso da energia elétrica em sistemas de irrigação pivô central com o uso do inversor de frequência,
e com isso, verificaram os diferentes requisitos de índices de carregamento, rendimentos, bem
como as variações de energia reativa no motor elétrico ao longo do círculo irrigado. A implantação
de melhoria no setor era necessária, pois a racionalização do uso da energia elétrica seria de grande
interesse tanto para o agricultor tanto para a concessionária, já que os custos para instalações
elétricas chegariam a ser 400% mais caras do que os sistemas urbanos.
Segundo Moraes et al., (2011) o uso do inversor de frequência e o gerenciamento do número
de horas de disponibilidade da irrigação no sistema de fornecimento de água para irrigação no
perímetro estudado, garantiram economia de energia elétrica, que variou em torno de 7% a 62%, e
concluiu que inversor de frequência no sistema de fornecimento de água para irrigação no
perímetro estudado, garantiu economia de energia elétrica.
No entanto, não há nenhum estudo controlado ou discussão sobre a aplicação do fator de
potência como fator de análise de processo. Em termos de eficiência energética, é um elemento
importante, mas muitas vezes incompreendido em projeto de sistema de energia e operação

3
(WHITAKER, 2006), e como as capacidades dos sistemas elétricos são representadas
fundamentalmente por potência aparente, potência ativa, segundo (LOWENSTEIN, 2003) o fator
de potência é o único valor que expressa na medida em que um sistema de distribuição de energia
elétrica é eficiente e eficazmente utilizado. Para (EMADI, 2004) um fator de potência baixo faz
com que a eficiência do sistema seja pobre e os benefícios gerados pelo fator de alta potência
diminui as perdas nos cabos de distribuição, transformadores e outros equipamentos, resultando
em uma economia direta de consumo de energia quilowatt-hora e ajuda a estabilizar a tensão do
sistema. Um fator de potência alta reduz a carga em transformadores e equipamentos de
distribuição.
A maioria das cargas industriais tais como motores de indução operam no fator de potência
moderado baixo. Cerca de 60% da carga de útil consiste em motores e, portanto, globalmente o
fator de potência do sistema de energia é baixo (NATARAJAN, WILLIS, SLEVA e
MOHAMMAD, 2002). Assim sendo, segundo (SANKARAN, 2001), como a demanda por energia
elétrica continua a crescer e os recursos para a produção de energia se tornam cada vez menos
disponíveis, a ideia de não usar mais do que o que nós precisamos assume maior relevância.
2. OBJETIVOS
Esse estudo tem como objetivo propor um método de análise no processo de torneamento da
liga de alumínio 2011F (Al-Cu) com o uso da ANOVA para se obter de forma mais precisa a
eficiência energética empregada no motor principal do eixo árvore. Para tanto, a estimação da
eficiência energética no torneamento foi utilizada o fator de potência, potência ativa e a potência
reativa como parâmetro de análise e avaliar de que forma o raio de ponta, a classe da ferramenta, a
rotação e a profundidade de corte o afetam.
3. REVISÃO BIBLIOGRÁFICA

4
3.1 Alumínio
O alumínio como um metal puro é obtido através de duas fases: a primeira - de extração de
Al2O3 (óxido de alumínio) a partir do minério, a segunda - a redução eletrolítica de Al2O3 e em alta
temperatura do banho de Na3AlF6. O alumínio puro tem menor resistência mecânica tornando-o
pouco usual a sua utilização para se construir uma estrutura. Para aumentar sua resistência
mecânica, é necessária a adição de alguns elementos de liga, principalmente silício (Si), magnésio
(Mg), cobre (Cu) e zinco (Zn). A partir de então sua aplicação, na forma de ligas, se torna comum
em aeronaves, indústria militar e na indústria automotiva (AMBROZIAK, 2010).
Segundo o IEA (International Energy Agency, 2007), a reciclabilidade infinita e o elevado
valor residual da sucata de alumínio estimulam a aplicação do metal no setor automotivo e de
transportes, além disso o material após a reciclagem não perde as suas propriedades. Com diversas
vantagens técnicas, econômicas e ambientais, cerca de 90% do alumínio presente nos veículos é
recuperado e reciclado. Além de poupar o meio ambiente, a reciclagem do alumínio utiliza apenas
5% da energia necessária para a produção do metal primário, a partir do seu minério (bauxita).
Embora o alumínio puro seja um metal leve, a resistência mecânica de algumas das suas
ligas, excede a resistência do aço carbono. Ele apresenta boa condutividade térmica e elétrica, alta
refletividade tanto para a radiação de calor e da luz. É um material não magnético. Segundo
Ambroziak (2010), as ligas de alumínio têm, aproximadamente, ponto de fusão que varia de 480°
C até 660° C, e essa variação depende da composição de componentes de liga. Entretanto, o óxido
de alumínio protege a superfície de alumínio antes da corrosão. Por esta razão, não há necessidade
de se aplicar revestimento em sua superfície para proteção. Para estas aplicações, cada liga tem
uma função específica conferindo as suas propriedades mecânicas como segue (STARKE, 2001):
(Al) 1XXX – é aplicado em embalagens e folhas, coberturas, revestimentos, vasos resistentes
baixa resistência à corrosão e tanques.
(Al-Cu) 2XXX – elemento de liga para fabricação de peças para componentes aeroespaciais,
itens estruturais, forjados pesados, rodas de veículos pesados de cargas, cabeçotes, pistões.

5
(Al-Mn) 3XXX – elemento de liga para aplicação em embalagem, coberturas e revestimentos,
tambores com produtos químicos e tanques, processo e manipulação de equipamentos de alimentos
e veículos.
(Al-Si) 4XXX – elemento de liga utilizado para metais de adição na fundição de cabeçotes,
blocos de motor, corpos de válvulas e arames e cabos.
(Al-Mg) 5XXX – elemento de liga indicado para revestimentos, cascos de navios e das
superestruturas, elementos estruturais e carrocerias automotivas.
(Al-Si-Mg) 6XXX - Membros de alta resistência estrutural, veículos, material circulante,
aplicações marítimas, aplicações arquitetônicas, carroceria automotiva.
(Al-Zn) 7XXX– elemento de liga para membros de alta resistência estrutural e peças forjadas
para seção de aeronaves, ponte militar, veículo pesado de cargas.
Portanto, a utilização do alumínio vem crescendo em larga escala, mas por outro lado, vem
aumento a preocupação com a energia gasta para manufaturar esse material., O aumento de
números de componentes, por exemplo na indústria automobilística, cresce as aplicações (figura
3.1) e não há uma preocupação com o consumo de energia pelo fato do material ser de fácil
usinagem.
Figura 3. 1 - Motores fabricados com bloco de alumínio.
Fonte www.abal.,org.br (2014).
3.2 Usinabilidade do Alumínio
6
De maneira geral, o alumínio e suas ligas são de fácil usinagem, entretanto, há alguns fatores
que interferem durante a usinagem do alumínio como algumas ligas podem contribuir para um
aumento do desgaste da ferramenta de metal duro, como é caso do alumínio-silício que, devido à
presença de partículas de silício, acelera consideravelmente o desgaste de ferramenta por apresentar
característica abrasiva. Em termos de usinabilidade, devido a característica da formação do cavaco
que, tem forma de fita e de difícil ruptura, pode afetar diretamente a rugosidade. Porém, bons
acabamentos superficiais podem ser obtidos se a velocidade de corte for suficientemente alta e a
geometria da ferramenta for adequada (DINIZ, MARCONDES e COPPINI, 2008). Um dos
problemas principais de usinabilidade do alumínio é controlar os cavacos. Isso ocorre por causa da
grande deformação plástica antes da fratura devido a uma estrutura cúbica face centrada que, ao
invés da estrutura hexagonal de magnésio com ligas de alumínio. Quando se usina alumínio e
algumas de suas ligas, os cavacos são contínuos, resistente e de difícil quebra. A forma real do
cavaco varia muito, mas isso pode comprometer o estado da ferramenta de corte (TRENT e
WRIGHT, 2000).
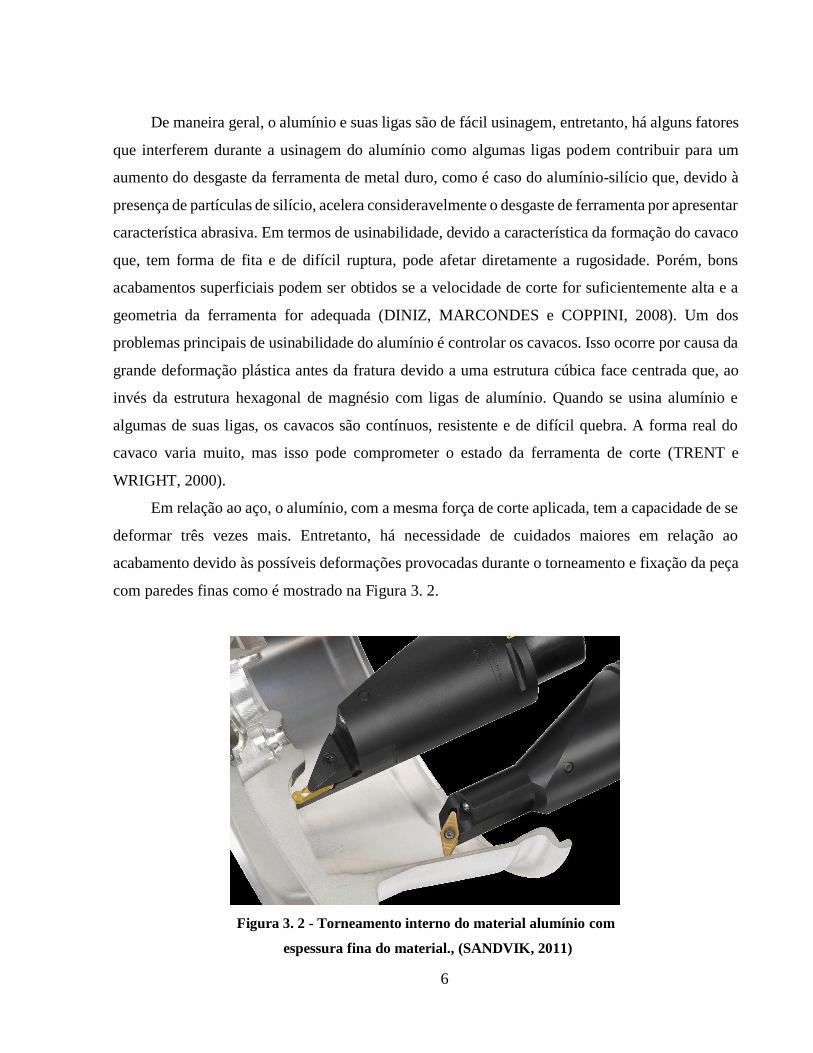
Em relação ao aço, o alumínio, com a mesma força de corte aplicada, tem a capacidade de se
deformar três vezes mais. Entretanto, há necessidade de cuidados maiores em relação ao
acabamento devido às possíveis deformações provocadas durante o torneamento e fixação da peça
com paredes finas como é mostrado na Figura 3. 2.
Figura 3. 2 - Torneamento interno do material alumínio com
espessura fina do material., (SANDVIK, 2011)
7
A boa condutividade térmica lhe confere uma ótima dissipação de calor gerado no corte, ou
seja, a grande parte do calor vai para peça, favorecendo a usinagem que em comparação ao aço as
forças de corte são bem menores. Contudo, alta condutividade térmica do alumínio favorece a
usinabilidade mas é necessário que a dureza da liga seja maior que 80 HB para reduzir a tendência
à formação da aresta postiça de corte (DINIZ, MARCONDES e COPPINI, 2008).
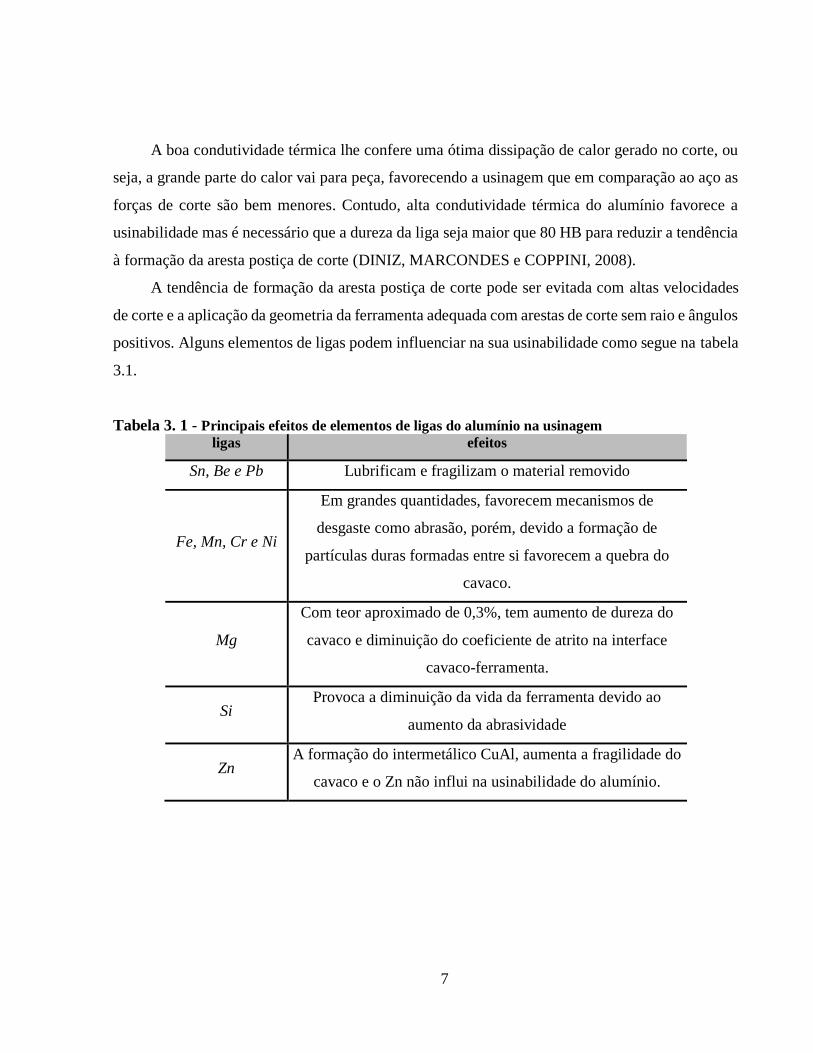
A tendência de formação da aresta postiça de corte pode ser evitada com altas velocidades
de corte e a aplicação da geometria da ferramenta adequada com arestas de corte sem raio e ângulos
positivos. Alguns elementos de ligas podem influenciar na sua usinabilidade como segue na tabela
3.1.
Tabela 3. 1 - Principais efeitos de elementos de ligas do alumínio na usinagem ligas efeitos
Sn, Be e Pb Lubrificam e fragilizam o material removido
Fe, Mn, Cr e Ni
Em grandes quantidades, favorecem mecanismos de
desgaste como abrasão, porém, devido a formação de
partículas duras formadas entre si favorecem a quebra do
cavaco.
Mg
Com teor aproximado de 0,3%, tem aumento de dureza do
cavaco e diminuição do coeficiente de atrito na interface
cavaco-ferramenta.
Si Provoca a diminuição da vida da ferramenta devido ao
aumento da abrasividade
Zn A formação do intermetálico CuAl, aumenta a fragilidade do
cavaco e o Zn não influi na usinabilidade do alumínio.

8
3.3 Torneamento
As operações de usinagem, por definição, consistem em resultar a forma, dimensão ou
acabamento ou simultaneamente as três para a geração da peça e, neste processo produza o cavaco
(FERRARESI, 1970). O torneamento é um dos processos de usinagem mais usados nas indústrias
metalúrgicas. Aproximadamente, 1/3 das plantas de engenharia operam com esses tipos de
máquinas (figura 3.3) em suas instalações. O torneamento consiste na remoção de material que, em
uma combinação de movimentos entre a ferramenta monocortante e a matéria prima ou material
bruto, ou seja, o movimento rotativo com o movimento de translação em que este representa o
percurso que remove o material na periferia da peça. A remoção desse material consiste na
formação do cavaco e a dimensão final da peça.
Figura 3.3 - Centro de torneamento Torno CNC.
(SANDVIK, 2011)
A combinação do movimento de rotação é denominada de velocidade de corte, onde a peça
gira sob seu eixo de simetria, com o movimento de translação denominado avanço de corte,
9
simultaneamente formam as dimensões e formas geométricas das peças desde um perfil simples
até os mais complexos dentro das limitações do tipo do torno utilizado (SOUZA, 2011).
A evolução dos tornos se deve também a evolução das ferramentas empregadas no processo,
pois, com passar dos anos, novos materiais foram desenvolvidos e com isso passou a empregar
maiores velocidades de corte no processo de usinagem. A partir disso, houve a necessidade de se
projetar novas máquinas com maiores velocidades e avanços e com a criação dos tornos com
comando numéricos computadorizados, possibilitou uma melhor produtividade no setor, como
exemplos de peças com perfis complexos sendo fabricadas num menor tempo devido as reduções
dos tempos ativos e passivos (YOUSSEF, 2008).
Essa evolução favoreceu que, a princípio uma alta velocidade de corte é importante para o
alumínio, uma vez que o limite da velocidade de corte está ligado a capacidade da máquina-
ferramenta. Importante citar que devemos considerar todas as operações podem ser classificadas
em acabamento e desbaste, (MACHADO et al., 2011).
3.2.3 Ferramentas para torneamento
Existem vários tipos e aplicações de ferramentas, mas vai depender da escolha do método
adotado para a realização do torneamento como nos processos mencionados anteriormente. Cada
processo necessita de um tipo de ferramenta especifica para uma determinada operação e, muitas
vezes não é possível utilizar uma mesma ferramenta para mais operações diferentes. Portanto,
devemos considerar para determinar um melhor método a característica geral da peça de
torneamento, o material e formato da peça, quantidade e os parâmetros da máquina.
3.2.3 Metal duro
O metal duro é obtido por meio da metalurgia do pó, onde basicamente os compostos são de
partículas de carbonetos de tungstênio (WC) e adicionado ligante rico em cobalto (Co). Após essa
10
mistura, a peça é prensada ou injetada em moldes e depois sinterizado até a sua forma final
(SANDVIK, 2011). Dependo da aplicação pode ainda passar pelo processo de retificação para
obter a afiação final.
Para metal duro com cobertura, há dois tipos de processos feitos através da deposição química
a vapor (CVD) do inglês chemical vapour deposition e pela deposição física a vapor (PVD) que
também do inglês physical vapour deposition, onde é realizado a partir de um gás inerte (argônio)
dentro de uma câmara de alto vácuo. Este processo em relação ao anterior é realizado com
temperatura mais baixa que vai de 450 a 500°C, enquanto no CVD gira em torno dos 1000°C
(DINIZ, 2008).
Uma característica que pode definir o tipo de metal duro a ser obtido são as quantidades e
composições de elementos adicionados para sua fabricação. A quantidade e composição do ligante
rico em cobalto (Co) controla a tenacidade e a resistência da classe quanto à deformação plástica.
Com um tamanho de grão igual ao WC, um aumento na quantidade de ligante resultará em uma
classe mais tenaz, mais propícia ao desgaste por deformação plástica. Um teor de ligante muito
baixo pode resultar em um material quebradiço (SANDVIK, 2011).
Atualmente as classes são definidas em grupos que são representados por letras e números.
Essas classes indicam a aplicação mais apropriada da ferramenta, considerando o tipo de processo
e o material a ser usinado. Esses grupos caracterizam o material e suas quantidades relativas
empregado na fabricação da ferramenta. Para a melhor escolha da classe, geometria da ferramenta
e dados de corte deve-se levar em consideração algumas informações, tais como a característica do
material., seus elementos de ligas, tratamento térmico e dureza (SANDVIK, 2011). Essa
representação está ilustrada na figura 3.4.
Figura 3.4. Representação de grupos de material da peça
de classe ISO. (Sandvik,2011)
11
Para este presente trabalho, a seleção da classe ISO N foi devido ao tipo de material utilizado
que é o alumínio. A característica dessa classe tem aplicações em metais não ferrosos que são
considerados metais mais maleável, como alumínio, cobre, latão etc. Como citado anteriormente,
a liga Al-Si (cerca de 13% de Si) é muito abrasivo, provocando a diminuição da vida da ferramenta.
Na realidade, devido a deformação do material (cerca de 1/3 do módulo de elasticidade do aço), o
alumínio apresenta um modulo de elasticidade, sob a mesma força de corte, que deforma três vezes
mais que o aço, portanto, os cantos vivos formados nas arestas de corte são preservados, onde
facilita o corte e assim prolongado a vida da ferramenta e pastilhas. Por fim, para este tipo de
material não há necessidade de se utilizar cobertura, que poderá criar um inconveniente devido a
afinidade química entre o alumínio e o titânio, e sim uma aresta de corte bem afiada.
3.3 Potências de Usinagem
Usinagem é de maneira geral a denominação dos processos industriais que, pela ação de corte
exercida por uma ferramenta, para o qual conferem à peça a forma, ou as dimensões ou o
acabamento, ou ainda uma combinação qualquer destes três itens, produzindo cavaco provocada
pela retirada do material (FERRARESI, 1977).
Segundo Ezugwu et al. (2009) as peças são tipicamente formadas a partir da remoção de
materiais (sobremetal). Estes processos pode provocar falhas de superfície, ondulação e rugosidade
que podem influenciar o desempenho do componente devido a potência aplicada no processo.
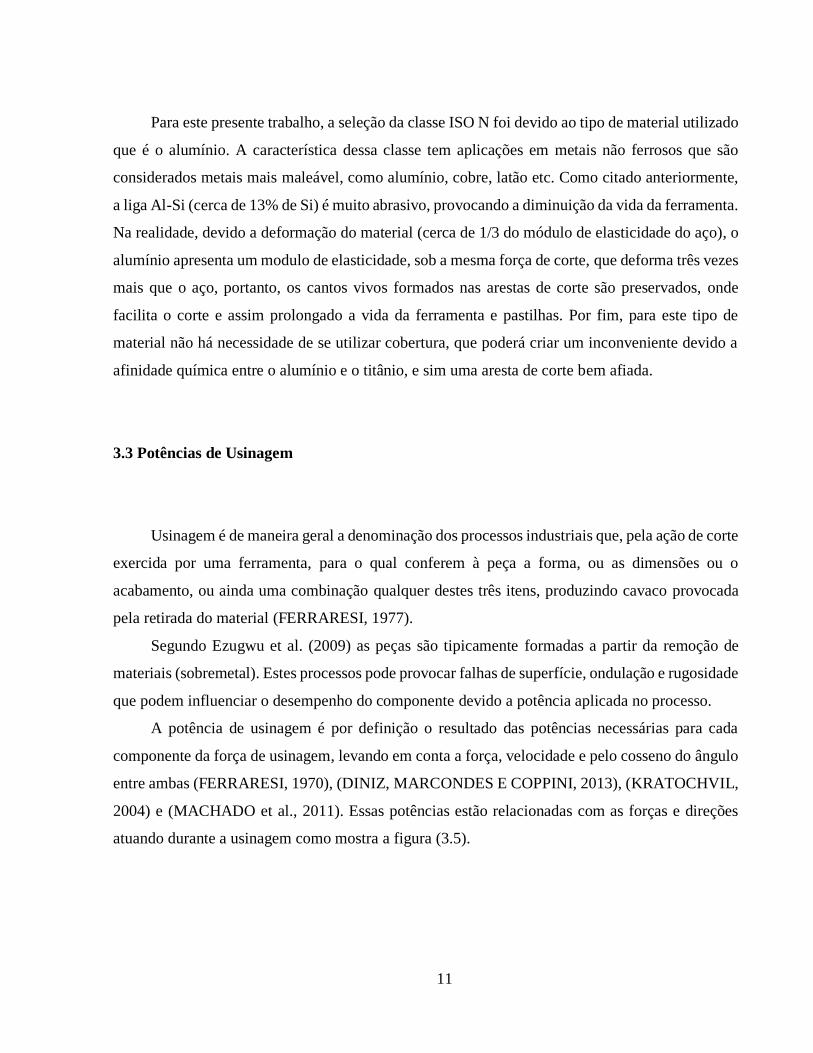
A potência de usinagem é por definição o resultado das potências necessárias para cada
componente da força de usinagem, levando em conta a força, velocidade e pelo cosseno do ângulo
entre ambas (FERRARESI, 1970), (DINIZ, MARCONDES E COPPINI, 2013), (KRATOCHVIL,
2004) e (MACHADO et al., 2011). Essas potências estão relacionadas com as forças e direções
atuando durante a usinagem como mostra a figura (3.5).
12
Figura 3.5. A potência de corte representada em suas direções.
(KRATOCHVIL, 2004).
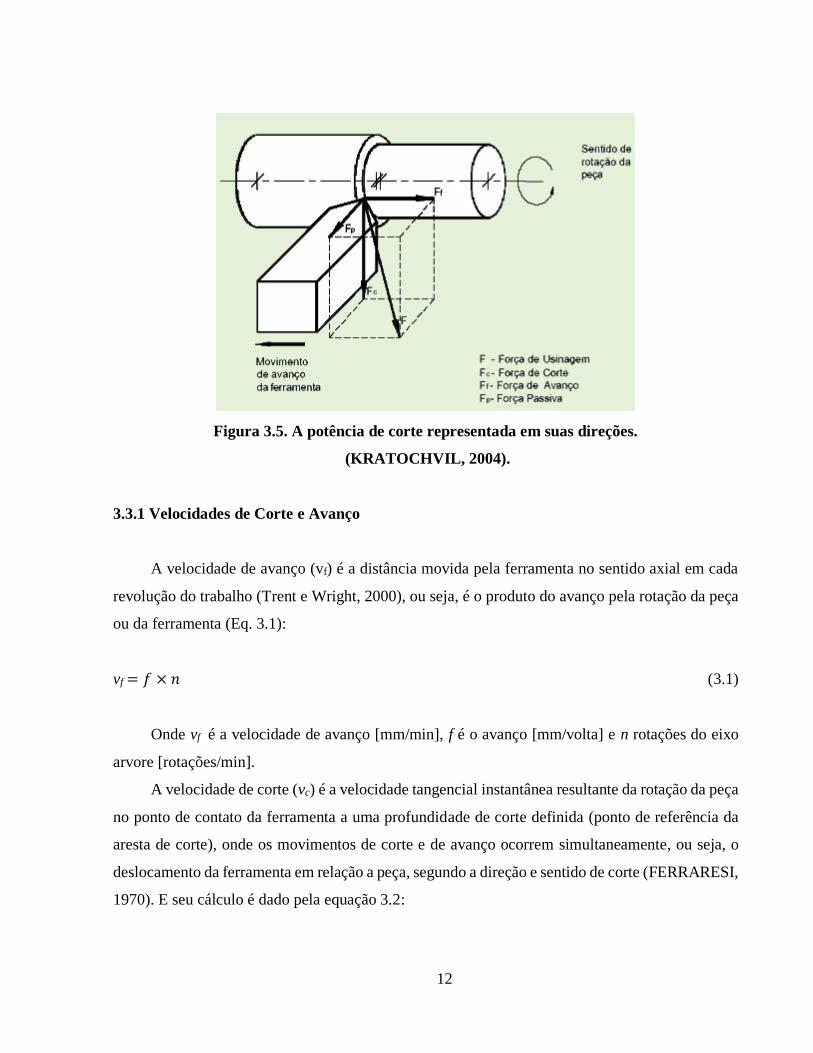
3.3.1 Velocidades de Corte e Avanço
A velocidade de avanço (vf) é a distância movida pela ferramenta no sentido axial em cada
revolução do trabalho (Trent e Wright, 2000), ou seja, é o produto do avanço pela rotação da peça
ou da ferramenta (Eq. 3.1):
vf = 𝑓 × 𝑛 (3.1)
Onde vf é a velocidade de avanço [mm/min], f é o avanço [mm/volta] e n rotações do eixo
arvore [rotações/min].
A velocidade de corte (vc) é a velocidade tangencial instantânea resultante da rotação da peça
no ponto de contato da ferramenta a uma profundidade de corte definida (ponto de referência da
aresta de corte), onde os movimentos de corte e de avanço ocorrem simultaneamente, ou seja, o
deslocamento da ferramenta em relação a peça, segundo a direção e sentido de corte (FERRARESI,
1970). E seu cálculo é dado pela equação 3.2:
13
𝑣𝑐 =𝜋.𝑑.𝑛
1000 [m/min] (3.2)
Onde vc é a velocidade de corte [m/min], d é o diâmetro final da peça [mm] e n a rotação da
peça [rpm].
3.3.2 Potência de Corte
O produto entre a força de corte (Fc) e a velocidade de corte (vc) resulta na potência de corte
e isso se deve a potência consumida para movimentar o eixo-arvore da máquina, e seu cálculo é
dado na seguinte equação 3.3:
𝑃𝑐 = 𝐹𝑐. 𝑣𝑐 (3.3)
Onde Pc é a potência de corte, Fc é a força de corte e vc é a velocidade de corte. Segundo
(MACHADO et al., 2012) em velocidades de corte usualmente utilizados (sem APC), os valores
de Ks tendem a diminuir levemente com o crescimento de vc devido à diminuição da deformação e
da dureza do cavaco, bem como dos coeficientes de atrito com o aumento de vc, consequentemente,
da temperatura de corte proporciona. Uma maneira de se estimar o Fc e, por consequência, a Pc é
fazer uso da pressão específica de corte (Ks). Essa variável é uma constante e representa a energia
necessária para se remover área (A) do material de um determinado material de uma peça como é
mostrado na equação (3.4):
𝐹c = 𝐾s∙ 𝐴 (3.4)
A força de corte pode variar com as condições de corte em determinadas situações como
material da peça e geometria da ferramenta (Fig. 3.6), onde com o aumento da porcentagem de
carbono na peça, o Ks diminui com o aumento da porcentagem de fosforo. O coeficiente de atrito
é diminuído com o acabamento de superfície de saída, mas a mudança de material em uma mesma

14
classe não altera de forma significativa o Ks. O revestimento de TIN tende a reduzir o coeficiente
de atrito. Quanto maior for γ0 menor será o Ks pois a deformação do cavaco diminui e maior χr
também. Portanto a diminuição do atrito se deve também a diminuição de Ks e ao aumento de α0.
(MACHADO et al., 2012).
A influência na área da seção de corte por Fc, o Ks é pouco influenciado pela profundidade
de usinagem (ap). No entanto, em pequenos ap há certa variação, já o avanço tem influência
significativa no Ks, quanto maior for o avanço menor é o Ks (relação com a seção do cavaco). Com
o aumento de vf e com a diminuição de Ks a tendência do atrito é diminuir, após um certo valor de
f ou vf o Ks não é mais influenciado significativamente. Em menores valores de ap seu aumento só
fez crescer o comprimento de contato ferramenta/peça, mas sem aumentar as velocidades
envolvidas (MACHADO et al., 2012) e (DINIZ, MARCONDES e COPPINI, 2008). Pode ser que
o crescimento da força de corte é diretamente proporcional ao da profundidade de usinagem, mas
quando o avanço cresce, a força de corte também cresce, entretanto, não na mesma proporção, uma
vez que ocorre a diminuição do valor de Ks.
Figura 3.6 - Representação do ângulo de posição da ferramenta de corte e suas grandezas
em relação ao eixo de rotação da peça. (Jasinevicius, 2010)
Segundo Diniz et al., (2008) e Ferraresi (1970) vários autores, como Taylor, Hucks e
Kronemberg e instituições como a ASME e AWF, já propuseram fórmulas para o cálculo de Ks.
Os valores de Ks de (1-Z) são obtidos de forma experimental para materiais específicos durante
ensaios. Para Kienzle o aumento de Ks com a diminuição de h é uma propriedade geral para todas

15
as operações de usinagem. A variação da espessura de corte com a espessura do corte pode ser dada
por (eq. 3.6):
𝐾𝑠 =𝑘𝑠𝑖
ℎ𝑍= 𝐾𝑠1 ∙ ℎ − 𝑍 (3.6)
Onde, Ks1 é a constante específica do material para uma seção de corte de 1mm de espessura
por 1mm de largura e Z é o coeficiente angular.
Portanto, a força de corte é determinada por (3.7):
𝐹𝑐 = 𝐾𝑠1. 𝑏. ℎ1−𝑧 (3.7)
Onde, (Eq. 3.8) para a largura de corte (b):
𝑏 =𝑎𝑝
𝑠𝑒𝑛(𝑥𝑟) (3.8)
E para (Eq. 3.9) a espessura de corte (h):
ℎ = 𝑓. 𝑠𝑒𝑛(𝑥𝑟) (3.9)
E como a vc é dada pela equação 3.10:
𝑣𝑐 =𝜋.𝑑.𝑛
1000 (3.10)
Onde, b é o comprimento de corte, h é a espessura do cavaco, 𝑓 é o avanço e 𝑥𝑟 é o ângulo
de posição. Combinando as equações (3.7), (3.8), (3.9) e (3.10) temos na equação (3.11):
𝑃𝑐 = 𝐾𝑠1. (𝑎𝑝
𝑠𝑒𝑛𝑥𝑟) . (𝑓. 𝑠𝑒𝑛𝑥𝑟)
1−𝑧. (𝜋.𝑑.𝑛
1000) (3.11)
Portanto, na potência de corte (Pc) tem como unidades o (Kgf.m/min); a pressão específica
de corte (Ks1) tem como unidade o (Kgf/mm²); a profundidade de corte (ap) em (mm); o avanço de
16
corte (f) em (mm/rot); o diâmetro da peça (d) em (mm) e as rotações (n) em (rpm). Lembrando que
para fator de conversão 1Cv = 735,5W.
3.3.3 Potências de Avanço
A potência de avanço (Pf) é o produto da relação entre a força de avanço (Ff) é a velocidade
de avanço (vf) como é mostrada na equação 3.12 (FERRARESI, 1970).
𝑃𝑓 = 𝐹𝑓. 𝑉𝑓 (3.12)
No entanto, como se trata de uma máquina CNC, a Pf não tem grande influência devido a
característica do equipamento, por possuir motores independentes para avanço de corte e para
rotação do eixo-árvore (DINIZ, MARCONDES e COPPINI, 2008).
3.3.4 Potência Fornecida pelo Motor.
Em máquinas operatrizes que possuem apenas um motor para realizar os movimentos de
corte e avanço, seu rendimento fica em torno de 60 a 80% devido as perdas mecânicas por
movimentos do sistema de transmissão por engrenagens ou correias. No entanto, máquinas como
CNC não necessitam desse tipo de elementos de transmissão e seu rendimento é maior que 90%.
(Machado et al., 2008), considera que em virtude da maioria das máquinas CNC possuírem motores
de corrente alternada com variação continua da rotação tenham seu rendimento inferior a 90% em
rotações abaixo de 1000 rpm.
Para que o torque se mantenha constante, o inversor de frequência em máquinas CNC atua
para que a razão tensão sobre frequência (V/f) também deve ser mantida constante, ou seja, ao
mudar a frequência deve-se mudar a tensão na mesma proporção. Em máquinas CNC, por exemplo,
este valor de razão é utilizado como uma constante a ser inserido como dado a ser parametrizado,
17
e então obter uma curva, uma função linear como na Figura 3.7, atingindo alto torque em baixas
rotações e torque baixo em altas rotações (CAPELLI, 2002).
Figura 3.7. Curva Tensão x Frequência (CAPELLI, 2002)
Para calcularmos o rendimento do motor, segue a equação (3.13):
𝑚á𝑞 =𝑃𝑒
𝑃𝑚 (3.13)
Onde, 𝑚á𝑞 é o rendimento da máquina; 𝑃𝑒 é a potência efetiva e 𝑃𝑚 é a potência do motor.
Como pode assumir que 𝑃𝑒 ≅ 𝑃𝑐, onde Pc é a potência de corte, assim dada pela equação (3.14)
(FERRARESI, 1970):
𝑚á𝑞 =𝑃𝑐
𝑃𝑚 (3.14)
É possível pensar na 𝑃𝑚 como 𝑃𝑐+𝑃𝑚1, onde 𝑃𝑚1 é a perda de potência pelos elementos de
movimento (atrito, rolamentos, correias, etc.) dada pela equação (3.15) (Draganescu et al., 2003)
𝑚á𝑞 =𝑃𝑐
𝑃𝑐+𝑃𝑚1 (3.15)
Portanto, então tem-se a equação (3.16):
𝑚á𝑞 =𝑃𝑐
𝑃𝑚=
1
1+(𝑃𝑚1𝑃𝑐
) (3.16)
18
A seguir é demonstrado o conceito de volume de material removido durante um determinado
tempo para o processo de torneamento, com o intuito de avaliar (Eq. 3.17) em função da taxa de
remoção de material (TRM). Segundo Jasinevicius (2009) propõe a equação para TRM aplicada ao
torneamento:
𝑇𝑅𝑀 = 𝜋. (𝑑0+𝑑𝑓
2) . 𝑎𝑝. 𝑛. 𝑓 (3.17)
Onde: TRM é a taxa de remoção do material., (d0) é o diâmetro inicial da peça, (df) é o
diâmetro final da peça (após usinagem), (ap) é a profundidade de corte, (n) é a rotação do eixo
árvore e f é o avanço. Para Souza (2009), a energia consumida tem a equação (3.18) que é o trabalho
realizado durante o processo de usinagem:
𝐸 =𝑃𝑐.𝑑
𝑛.𝑓 (3.18)
Assim tem-se a energia consumida (E), a potência de corte (Pc), a rotação (n), o diâmetro (d)
e o avanço de corte (f).
A condição normalizada da energia consumida pode ser representada pela energia específica
de corte demonstrada a seguir pela equação (3.19) em que Rigatti, (2010) utilizou em seu trabalho,
que é dada pela razão entre a potência de corte e a taxa de remoção:
𝑢 = 𝑃𝑐
𝑇𝑅𝑀 (3.19)
Onde, (u) é a energia específica de corte, (Pc) é a potência de corte e (TRM) a taxa de remoção
de material., A energia específica de corte é uma das grandezas físicas mais importantes
provenientes da fenomenologia da usinagem, sem esquecer-se de outros importantes parâmetros
como força, temperatura de corte, tempo de usinagem, desgaste de ferramenta, entre outras
(RODRIGUES, 2005).

19
Em seu trabalho, Draganescu et al., (2003) mostra que a energia consumida para realizar o
corte se dá pela razão entre a potência e a taxa de material removido e rotação da máquina durante
o processo. A forma da expressão da energia específica consumida é dada pela relação entre as
potências, energia e volume de material removido. Em casos com maior rendimento e taxa de
remoção, é um indício para melhor eficiência energética com uma mesma potência de corte, isto
significa que a energia específica consumida diminui proporcionalmente.
3.4 Potências elétricas
Para executar qualquer movimento ou mesmo produzir luz, calor ou radiação é preciso liberar
energia e essa energia executada por segundo em qualquer desses fenômenos é chamada por
potência (CREDER, 1995). Portanto, a potência é a energia gasta pela máquina para realizar algum
tipo de trabalho, seja radiação, calor, luz etc. Na área da eletricidade, a potência será o produto da
tensão pela corrente de acordo com a equação 3.20:
P = U x I (3.20)
Onde (P) é potência ativa, (U) é tensão e (I) é corrente. E como trata-se de um trabalho
realizado pelo tempo temos (3.21):
P = 𝑗𝑜𝑢𝑙𝑒
𝑐𝑜𝑢𝑙𝑜𝑚𝑏 x
𝑐𝑜𝑢𝑙𝑜𝑚𝑏
𝑠𝑒𝑔𝑢𝑛𝑑𝑜 = watt (3.21)
E como (P) é medido watts, tem-se (3.22):
Watt = volt x Ampère [V x I] (3.22)
Portanto, a potência é a taxa de alteração da energia com relação a tempo (em termos de
tensão e corrente). Potência instantânea (real) W é o produto da tensão instantânea e a corrente
instantânea. A potência média (real) é a média de (V∙ 𝐼) e é dado pela equação 3.23, sobre o
intervalo de 0 a 2π/ω:

20
𝑊 = 𝜔 ÷ 2𝜋 ∫(𝑉 ∙ 𝐼)𝑑𝑡 (3.23.)
Segundo (Andrade, 1993), o conceito de energia elétrica alternada é representado por duas
grandezas elétricas fundamentais (Fig. 3.8): A energia ativa e energia reativa. A energia ativa, de
maneira geral, é mais comum de se observar o resultado de seu fenômeno na sua forma básica, em
que ocorre a energia mecânica, térmica ou luminosa. A energia reativa é o fenômeno responsável
pela formação do campo eletromagnético que, é de fundamental importância para o funcionamento
de equipamentos como transformadores, capacitores, reatores, motores, fornos de indução, e etc.,
e é também considerada uma componente que não produz trabalho.
Figura 3.8 - Triangulo de potência/energia.
(Andrade, 1993)
De acordo com a equação (3.24):
𝑘𝑉𝐴𝑟 = √(𝑘𝑉𝐴)2 + (𝑘𝑊)2 (3.24)
Onde, 𝑝 é a potência ativa em [kW], 𝑠 é a potência aparente ou total em [kVA] e �� é a
potência reativa em [kVAr].
Portanto, a somatória de trabalho mais o campo eletromagnético são iguais à energia total
gerada que, em unidades físicas (números complexos) de potência é representada por (Eq. 3.25);

21
Volt Ampere [VA] = Watt [W] + Volt Ampere reativo [VAr] (3.25)
Segundo (Andrade, 1989), analisando o triangulo de potência (figura 3.8), quanto menor for
a componente da potência reativa para um valor constante do componente da potência ativa, menor
será a componente da potência aparente requerida, assim se pode concluir, se houver igualdade dos
valores dos componentes da potência ativa e potência aparente, toda a energia será convertida em
3.4.1 Potência Ativa
Potência Ativa é a potência realmente gasta em dispositivos que oferecem resistência, no
circuito resistivo, onde a tensão desloca-se em fase com a corrente (V-I) =0º, e é expresso em kW.
Portanto, o trabalho realizado pelo sistema, especificamente levantar, deslocar ou caso contrário
controlar um objeto, o calor desenvolvido pela potência que se perde na resistência do enrolamento
do motor, o calor desenvolvido no motor ferro através de correntes parasitas e histerese perdas, as
perdas de fricção nos rolamentos do motor e as perdas de fricção de ar em girar o rotor do motor,
são produtos da potência ativa medidos com um wattímetro (WHITAKER, 2006).
3.4.2 Potência Reativa
A corrente do motor é composta por corrente real que é convertida em energia real e uma
corrente de magnetização que é usada para gerar o campo magnético necessário para o
funcionamento do dispositivo. Esta corrente de magnetização corresponde a uma troca de energia
entre a fonte de energia e o motor, mas não é convertida em potência real., Esta corrente é
identificada como a corrente reativa no circuito (WHITAKER, 2006). Portanto, potência Reativa
é a potência utilizada para a criação de campos magnéticos, necessário ao funcionamento de
equipamentos industriais (motores, transformadores, reatores, etc.), sendo expresso seu valor em

22
kVAr, no circuito indutivo a tensão está adiantada da corrente (V-I) =90º. Potência Reativa
Capacitiva é a Potência utilizada em capacitores, no circuito capacitivo a tensão está em atraso em
relação a corrente (V-I) =- 90º.
Enquanto a potência ativa faz trabalho útil, reativos e harmônicas de potência não fazem
nenhum trabalho útil, absorvem a capacidade e aumentam as perdas do sistema; Mas potências
reativas e harmônicas são necessárias para fornecer campos magnéticos ou correntes não lineares
(LOWENSTEIN, 2003).
Segundo Simone, (2000), o entreferro que é espaço reduzido de ar, ou o seu equivalente em
material não magnético, através do núcleo de uma bobina, transformador ou outro dispositivo
magnético, é o local de armazenamento de energia, por exemplo é ali que fica armazenada a energia
magnética gerada no motor. Essa energia será usada na conversão para energia mecânica, por
exemplo sem o entreferro, a energia seria muito menor e o motor não funcionaria corretamente. Na
verdade, a potência elétrica é a responsável pela geração da energia magnética, mas a potência
elétrica em si não é transformada em um sistema de conversão de energia (motor elétrico
basicamente) e assim, a energia é dada pela seguinte forma: Primeira Lei da Termodinâmica –a
energia que entra tem de ser igual à que sai (Conservação da energia), ou seja, a entrada de energia
a partir de fontes elétricas é igual a saída de energia mecânica mais o aumento de energia
armazenada no campo magnético mais a energia convertida em calor. A energia convertida em
calor são as perdas e essas perdas podem ser por aquecimento pelo atrito mecânico, basicamente.
Se aumentar a carga há um aumento da energia armazenada no campo magnético, mas ela é
percentualmente menor que a saída de energia mecânica e as perdas não são muito alteradas.
3.4.3 Fator de potência
O fator de potência é a razão entre a potência ativa e a potência aparente. Ele indica a
eficiência do uso da energia. Um alto fator de potência indica uma eficiência alta e inversamente,
um fator de potência baixo indica baixa eficiência energética. Um triângulo retângulo é
frequentemente utilizado para representar as relações entre kW, kVAr e kVA. Portanto, para uma
situação ideal, a igualdade do componente ativa e do componente aparente é improvável, a parcela

23
de energia total estará sendo transformada em trabalho. A razão entre potência ativa e a potência
aparente é denominada por fator de potência (Eq. 3.26):
Fator de potência (FP) = 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑎𝑡𝑖𝑣𝑎
𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑎𝑝𝑎𝑟𝑒𝑛𝑡𝑒 =
𝑊𝑎𝑡𝑡
𝑉𝑜𝑙𝑡 𝐴𝑚𝑝𝑒𝑟𝑒 (3.26)
Onde, do triangulo de potência tem-se a equação (3.27):
FP = cos 𝜑 = 𝑃
𝑆 (3.27)
Então, quanto mais próxima for a relação 𝑃
𝑆· estiver das unidades, maior será a eficiência do
equipamento ou da instalação elétrica, ou ainda, maior será a transformação de energia elétrica em
trabalho. O valor estipulado para o fator de potência é determinado por órgãos governamentais,
para que haja um melhor aproveitamento da energia elétrica e o evitar desperdício da mesma. O
valor mínimo exigido para o aproveitamento da energia elétrica foi de até noventa e dois por cento
(92 à 95%) da potência total de uma Empresa, ou seja, apenas cinco à oito por cento da energia
concedida pela concessionária pode ser perdida (ANEEL, 2010).
Portanto, o fator de potência (FP) é a relação entre a potência ativa (W) e a potência reativa
(VAr) e indica que a diferença do consumo aparente (VA) e o consumo real (W) tem influência
direta na análise da eficiência energética de máquinas e equipamentos. Segundo (LOWENSTEIN
et al., 2003) mostram que a eficiência energética do sistema é a razão entre a potência fornecida e
a energia consumida e o indicador em potencial é o fator de potência.
As principais causas de um baixo fator de potência poderão ser explicadas a seguir, no
entanto, alguns fatores podem influenciar como, por exemplo, a falta de interação da área mecânica
com a área elétrica. Em termos de projeto de máquina, ao se requisitar um equipamento geralmente
se adquire uma máquina com maior potência que a necessária, talvez no intuito de se pensar em
“fator de segurança”, ou seja, ter uma potência disponível a mais, no entanto, não há uma
informação clara das causas que podem ocorrer ao seu sistema e instalações elétricas. Alguns
desses problemas podem ser solucionados simplesmente com mudanças de parâmetros de corte, ou
até mesmo a utilização de máquinas com motores com potências adequadas ao processo onde na
realidade são muitas vezes o equipamento é superdimensionado.

24
3.4.4. Fator de Potência total
Segundo Wildi (2002), fator de potência total é dito, quando há presença de harmônicas,
quando encontrar formas de ondas distorcidas com presença de harmônicas, entretanto, a expressão
de potência simplificada não pode ser usada pois substituindo-se as funções de tensão (V) e corrente
(A) senoidais puras vistas anteriormente, não pode-se preencher as condições reais. O cosseno do
ângulo de deslocamento de fase (Cosθ), ou o fator de deslocamento, não é mais o único componente
do fator de potência global. As harmônicas aumentam a potência aparente e assim diminuem o
fator de potência global. Isto é, o fator de potência total é na realidade afetado tanto pelo
deslocamento de fase como pelas harmônicas, e dado pela expressão (Eq. 3.28):
𝐹𝑃 =𝑊
𝑉𝐴 (3.28)
3.5.1 Fatores que contribuem para um baixo fator de potência
Para melhorar o fator de potência global do sistema, nos dias de hoje os engenheiros de
sistemas de potência precisam considerar tanto os problemas de deslocamentos de fase como as
harmônicas. Na prática, as harmônicas devem ser tratadas, por exemplos filtrando-as, antes do
deslocamento de fase a ser corrigido, como por exemplo instalando capacitores em paralelo com
cargas indutivas.
Para que não se tenha gastos desnecessários, é preciso verificar e identificar a origem do
problema causador do baixo fator de potência afim de investir na sua correção. Segundo
Albuquerque et al. (2009) e Emadi (2004), apresentam as principais causas que podem originam
um fator de potência baixo e algumas recomendações a respeito das prováveis fontes geradoras de
desperdício de energia elétrica como seguem:

25
Os motores elétricos consomem praticamente a mesma quantidade de energia reativa
necessária à manutenção do campo magnético, mesmo operando em vazio ou a plena carga.
Entretanto, o mesmo não acontece com a energia ativa, que é diretamente proporcional a carga
mecânica aplicada no eixo do motor. Assim quanto menor a carga mecânica aplicada, menor a
energia ativa consumida, consequentemente, menor o fator de potência. Em motores super
dimensionados, é um caso equivalente ao anterior, cujas consequências são idênticas.
Geralmente os motores são superdimensionados para as respectivas máquinas sendo, em
média, de 70% a 75% da potência nominal do motor, a potência efetivamente exigida pela máquina
(motores de pequena e média potência). É muito comum o costume da substituição de um motor
por outro de maior potência, principalmente nos casos de manutenção para reparos e que, por
acomodação, a substituição transitória passa a ser permanente, não se levando em conta que um
superdimensionamento provocará baixo fator de potência.
Em transformadores operando em vazio ou com pequenas cargas, não deixando de citar
também os motores, quando superdimensionados para a carga a qual estão ligados, consomem uma
certa quantidade de energia reativa relativamente grande, quando comparada com a energia ativa,
provocando um baixo fator de potência.
Com o nível de tensão acima da nominal, a potência reativa (kVAr) é aproximadamente,
proporcional ao quadrado de tensão aplicada, enquanto que a potência ativa praticamente só
depende da carga mecânica aplicada no eixo do motor.
Assim sendo, quanto maior a tensão aplicada, além da nominal aos motores de indução, maior
será a quantidade de energia reativa consumida e menor o fator de potência.
Os reatores, como os motores e os transformadores, possuem bobinas ou enrolamentos que
consomem energia reativa, contribuindo para redução do fator de potência nas instalações. A
instalação de reatores de alto fator de potência pode contornar, em parte, este problema. A grande
quantidade de motores de pequena potência provoca baixo fator de potência, uma vez que o correto
dimensionamento desses motores às máquinas a eles acopladas é dificultoso. Entretanto, esta
condição nem sempre é conveniente e, geralmente não se justifica economicamente. A correção
efetuada até o valor de 0,95 ou 95% é considerada suficiente.
Há algumas considerações a respeito do baixo fator de potência que levam consequência nas
instalações alguns inconvenientes: flutuações de tensão, que podem ocasionar a queima de motores,
sobrecarga da instalação, danificando-a ou gerando desgaste prematuro, o aumento do desgaste nos

26
dispositivos de proteção e manobra da instalação elétrica, o aumento do investimento em
condutores e equipamentos elétricos sujeitos à limitação térmica de corrente, a saturação da
capacidade dos equipamentos, impedindo a ligação de novas cargas e dificuldade de regulação do
sistema (SENAI-ES, 1997).
Alguns trabalhos apresentam diversas maneiras de se corrigir o fator de potência. Vários
métodos são usados para melhorar o fator de potência em uma instalação do sistema. Um método
que pode ser empregado em grandes sistemas é usar motores síncronos para conduzir cargas de
baixa velocidade que exigem operação contínua. Uma aplicação típica para um motor síncrono é
um compressor de ar de baixa velocidade, que prevê o processo de condução ar comprimido para
a planta. O motor síncrono é ajustado para operar em um fator de potência total e assim fornecer
potência reativa para compensar o atraso de cargas indutivas, tais como motores de indução
(EMADI, 2004).
A aplicação dos bancos capacitores também é muito utilizada se comparada aos motores
síncronos, devido ao seu baixo custo. Porém, a principal desvantagem dos capacitores de correção
de FP estáticos é que eles não podem ser ajustados para mudanças nas condições de fator de
potência (WHITAKER, 2006).
3.5.2 Principais objetivos para melhoria do fator de potência
Fator de potência está incluído na discussão da qualidade da energia por vários motivos. O
baixo fator de potência , que é uma questão de qualidade de energia, pode às vezes causar falha do
equipamento (SANKARAN, 2001). A fim de promover melhorias, alguns dos principais motivos
para chegar ao objetivo de melhorar o fator de potência são a redução dos custos de energia, a
liberação da capacidade do sistema, o crescimento do nível de tensão por diminuição das quedas
de energia (melhorando o funcionamento dos motores e aparelhos e também do nível de
iluminação) e redução das perdas do sistema (SENAI-ES, 1997).

27
3.5.3. Harmônicos
O conceito básico de harmônicos, são integrais múltiplas da frequência de origem e formas
de onda não lineares, são constituídas de componentes de alta frequência (McGraw-Hill, 2004).
Para Demerval (2012), a onda senoidal de 60 Hz, os harmônicos seguem uma ordem ímpar que são
a terceira (180 Hz), a quinta (300 Hz), a sétima (420 Hz) como é mostrada na figura (3.9).
Segundo Demerval (2012), existem consequências na presença de harmônicas nos sistemas
elétricos a qual foi elencado da seguinte forma:
Condutores de neutro sobreaquecidos e com corrente elevada;
Incompatibilidade dos projetos de equipamentos sensíveis em uso com a operação
em sistemas elétricos distorcidos;
Interferência em sistemas de telecomunicações, devido ao acoplamento mútuo entre
o sistema elétrico e o sistema de comunicações nas frequências harmônicas;
Mal funcionamento de equipamentos de controle e proteção;
Motores e transformadores com falhas frequentes e trabalhando com temperatura
elevada;
Sobreaquecimento ou falhas de bancos de capacitores;
Comprometimento da precisão em equipamentos de medição de energia;
Mal funcionamento de relés microprocessados e de relés que dependem de valores
de pico ou de passagem por zero das ondas de corrente ou tensão para a sua operação;
Baixo fator de potência na instalação.

28
Figura (3.9). Representação de série de Fourier de uma forma de
onda distorcida. (The McGraw-Hill Companies, 2004)
Portanto, os motores elétricos devido a presença de harmônicos na rede elétrica, de certo,
ficam comprometida a eficiência da máquina e o torque são afetados, assim como o aumento do
ruído perceptível comparado com a alimentação senoidal.
4. MATERIAIS E MÉTODOS.
Os ensaios foram realizados no laboratório de CNC da Faculdade de Tecnologia de São Paulo
(FATEC-SP), e todos os procedimentos serão detalhados a seguir.
29
4.1.2 Máquina-Ferramenta
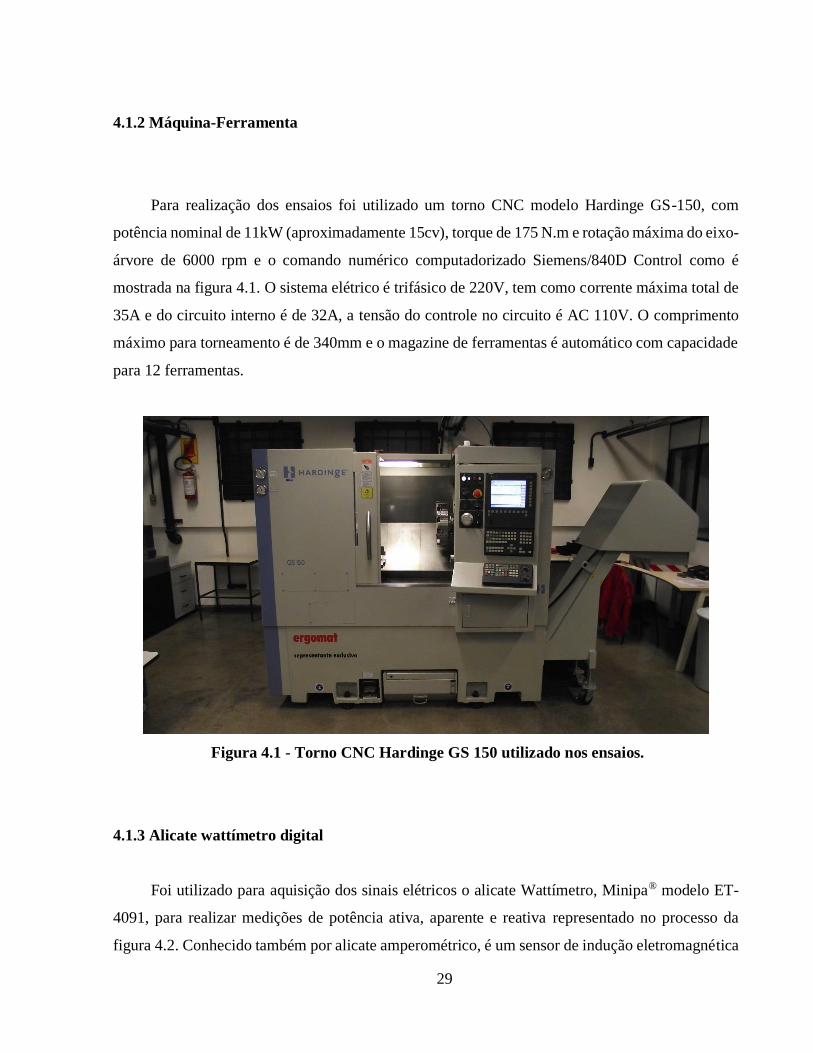
Para realização dos ensaios foi utilizado um torno CNC modelo Hardinge GS-150, com
potência nominal de 11kW (aproximadamente 15cv), torque de 175 N.m e rotação máxima do eixo-
árvore de 6000 rpm e o comando numérico computadorizado Siemens/840D Control como é
mostrada na figura 4.1. O sistema elétrico é trifásico de 220V, tem como corrente máxima total de
35A e do circuito interno é de 32A, a tensão do controle no circuito é AC 110V. O comprimento
máximo para torneamento é de 340mm e o magazine de ferramentas é automático com capacidade
para 12 ferramentas.
Figura 4.1 - Torno CNC Hardinge GS 150 utilizado nos ensaios.
4.1.3 Alicate wattímetro digital
Foi utilizado para aquisição dos sinais elétricos o alicate Wattímetro, Minipa® modelo ET-
4091, para realizar medições de potência ativa, aparente e reativa representado no processo da
figura 4.2. Conhecido também por alicate amperométrico, é um sensor de indução eletromagnética

30
que funciona de forma análoga a um transformador. O campo magnético que varia no condutor,
provoca um campo magnético que também varia e este, passando por uma bobina, provoca a
indução de uma força eletromotriz. Essa força eletromotriz é lida por um circuito eletrônico onde
é visualizada a corrente resultante nesse determinado circuito, como mostra Young et al., (2007).
Segundo Hoffman et al., (2012) A potência ativa pode ser lida diretamente no wattímetro. O
cálculo do fator de potência é dado pelo quociente da potência ativa e potência aparente nas
equações (4.1) e (4.2):
cos𝜑 =𝑃
𝑈∙𝐼 (4.1)
𝑆 = 𝑈 ∙ 𝐼 (4.2)
Para a aquisição do sinal elétrico do torno CNC, o alicate Wattímetro foi conectado após o
inversor de frequência como mostrado na figura (4.2) assim obtendo os valores em tempo real da
potência ativa, potência reativa e do fator de potência total.
Figura 4.2. Diagrama do processo de aquisição de dados
A figura 4.3 é mostrada a disposição do alicate amperométrico e o computador que são
conectados entre um cabo USB (universal serial bus) e um cabo RS232 com um filtro óptico
Ponto de
medição
Alicate
wattímetro
Motor de
ind. trifásico
ligação Δ
Inversor de
frequência
Rede
trifásica
220V
Computador
e software
Dados para
análise
estatística

31
fornecidos pelo fabricante do aparelho de medição. O software para aquisição dos sinais elétricos
vem acompanhado com o medidor de energia, este gera gráficos e tabelas para analises da medição
em tempo real da potência ativa, potência reativa e do fator de potência.
Figura 4.3. Disposição do alicate amperométrico e computador para
aquisição dos sinais elétricos
4.2.1 Ferramentas de Corte
Para a realização dos ensaios, foram utilizados insertos de classe ISO N20 mostrada na tabela
4.1, com revestimento e com código do fabricante Iscar VCGT110302 ASIC 520 com raio de ponta
(rɛ) 0,2mm e VCGT11304 ASIC 520 com raio de ponta (rɛ) 0,4mm. A ferramenta sem
revestimento, de mesmo fabricante, também utilizada contém o código VCGT 11302 ASIC 20 com
raio de ponta (rɛ) 0,2mm e VCGT11304 com raio de ponta (rɛ) 0,4mm. A ferramenta sem
revestimento contém sua superfície de saída (γ) polida.
Software de
aquisição
de sinais
Alicate
amperométrico
Filtro optico

32
Tabela 4.1. Insertos utilizados nos ensaios.
Classe Código da ferramenta rɛ (mm)
Revestida (1) VCGT11302 ASIC 520 0,2
Revestida (1) VCGT11304 ASIC 520 0,4
Não revestida (2) VCGT 11302 ASIC 20 0,2
Não revestida (2) VCGT 11304 ASIC 21 0,4
4.2.2 Corpo de prova
O material utilizado no ensaio é uma liga de alumínio aeronáutico 2011F(Al-Cu) da Alcoa,
com a seguinte composição química, como é mostrada na tabela 4.2:
Tabela 4.2. Composição dos principais elementos da liga de alumínio do material utilizado
nos ensaios (% em peso)
Cu Fe Si Mn
Ti Zn Pb
5.45 0,47 0,23 0,1
0,02 0,04 0,52
As dimensões tinham o comprimento útil de usinagem de 120mm com o diâmetro inicial de
50,3mm. Na área do material destinada a fixação na placa, tinha o comprimento de 35mm como
mostrado na figura 4.4 e um canal para saída da ferramenta. Devido ao seu comprimento e a rotação
relativamente alta, o torneamento foi realizado com um auxílio do contra ponta para melhorar a
rigidez da usinagem.

33
Figura 4.4 – corpo de prova fixado na placa do torno CNC Hardinge GS-150.
4.2.3 Procedimentos experimentais e a análise dos resultados
Em fase anterior aos experimentos foi realizado um planejamento experimental fatorial
completo e aleatorizado com três réplicas, em que optou-se pela avaliação das seguintes variáveis
independentes: profundidade de corte (ap) em três níveis, raio de ponta da ferramenta (rɛ) em dois
níveis, classe de ferramenta em dois níveis e rotação em dezenove níveis devido a profundidade de
usinagem de 0,15 e 0,30mm e dez níveis na profundidade de usinagem de 0,6mm devido à a
velocidade de corte ser constante e a limitação da máquina ferramenta ser de 6000 rotações no eixo
árvore, conforme pode ser observado na figura 4.5. As variáveis dependentes de respostas foi:
potência ativa, potência reativa, potência aparente e o fator de potência. Os passes ocorreram de
forma aleatória para que o ensaio não ficasse em uma condição tendenciosa que causasse influência
nos resultados como, por exemplo, devido a erros sistemáticos.
Corpo de prova

34
Figura 4.5 – Diagrama representando variáveis de entrada e saída do procedimento
experimental.
Os ensaios tiveram que ser divididos em blocos de execução, devido à limitação de tempo,
material e logística para a realização. Dessa forma, foi escolhida a variável profundidade de
usinagem (ap) com valores de 0,15mm, 0,30mm, 0,60mm para a divisão dos blocos e realização do
experimento. Por conseguinte, em cada bloco manteve-se a profundidade de usinagem constante e
modificou-se os outros fatores (rɛ, classe e rotação). Os corpos de provas foram torneados
inicialmente com o diâmetro de 50,3mm e comprimento de corte de 120mm, eles também foram
codificados em função do raio de ponta e da classe de ferramenta para assegurar que os ensaios
fossem realizados na ordem planejada e de forma aleatória.
A análise dos resultados foi dividida em três etapas:
Etapa 1: Investigação dos resultados obtidos a partir dos 720 ensaios realizados,
considerando os blocos de execução as profundidades de usinagem de 0,15mm, 0,30mm e 0,60mm
como sendo experimentos independentes.
Etapa 2: do resultado obtido do ensaio anterior, cinco rotações são idênticas entre as
profundidades de corte. Assim, examinou-se a influência dos fatores de entrada nas respostas, tendo
em vista os três níveis de profundidade de usinagem planejadas, ou seja, como um experimento
único.
ap
(0,15, 0,30 e 0,60 mm)
r
(0,2 e 0,4 mm)
Classes
(revestida e não revestida)
Rotações
19 níveis (ap - 0,15 e 0,30 mm)
10 níveis (ap - 0,6mm)
Respostas
Potência ativa (W) e reativa (VA).
Fator de potência.
35
Etapa 3: Devido ao número de níveis utilizados nas duas etapas anteriores é possível
somente avaliar se os fatores principais e as interações de qualquer ordem são significativas ou não
(por meio do valor P), não sendo possível averiguar qual ou quais são mais ou menos importantes
e seus respectivos efeitos. Logo, decidiu-se utilizar os níveis extremos (baixo e alto) dos quatro
fatores de entrada para produzir uma análise estatística baseada em um planejamento fatorial
completo 24, sendo possível fazer uma espécie de ranqueamento dos fatores e interações com maior
significância.
5. RESULTADOS E DISCUSSÕES
A parte inicial da interpretação consistiu do uso do método da análise de variância (ANOVA)
que é um teste estatístico amplamente difundido e visa, fundamentalmente, verificar se existe uma
diferença significativa entre as médias das respostas e se os fatores exercem influência em alguma
variável dependente. Segundo Mohammadi et al (2008) a ANOVA é amplamente utilizada para
considerar os efeitos de fatores (parâmetros de entrada) nas respostas (parâmetros de saída),
conforme pode ser visto na figura 4.5. Esse método é, portanto, usado para testar a hipótese nula
dos dados adquiridos através de experiências. Enfim, em investigações experimentais a ANOVA é
muitas vezes aplicada antes de outras análises estatísticas.
A hipótese nula (H0) utilizada neste trabalho é de que a alteração dos fatores apresentados na
figura 4.5 não produzem qualquer alteração nas respostas, ou seja, as potências ativa e reativa, além
do fator de potência continuam inalterados. Já a hipótese alternativa (H1) é que alterações nos
fatores de entrada produzirão variações na saída e, como consequência, irão interferir na eficiência
energética do processo de torneamento do alumínio.
Nas tabelas a seguir serão mostrados os resultados de ANOVA para as potências, onde é
possível avaliar os valores de P (menor nível de significância que leva à rejeição da hipótese nula
(Montgomery e Runger, 2003). Para o caso em questão usou-se um nível de confiança de 95% e
em vista disso considerou-se que para o nível de significância α = 0,05:
Para P ≤ 0,01 há forte evidência para rejeição de H0.
Para 0,01 < P ≤ 0,05 há evidência moderada para rejeição de H0.
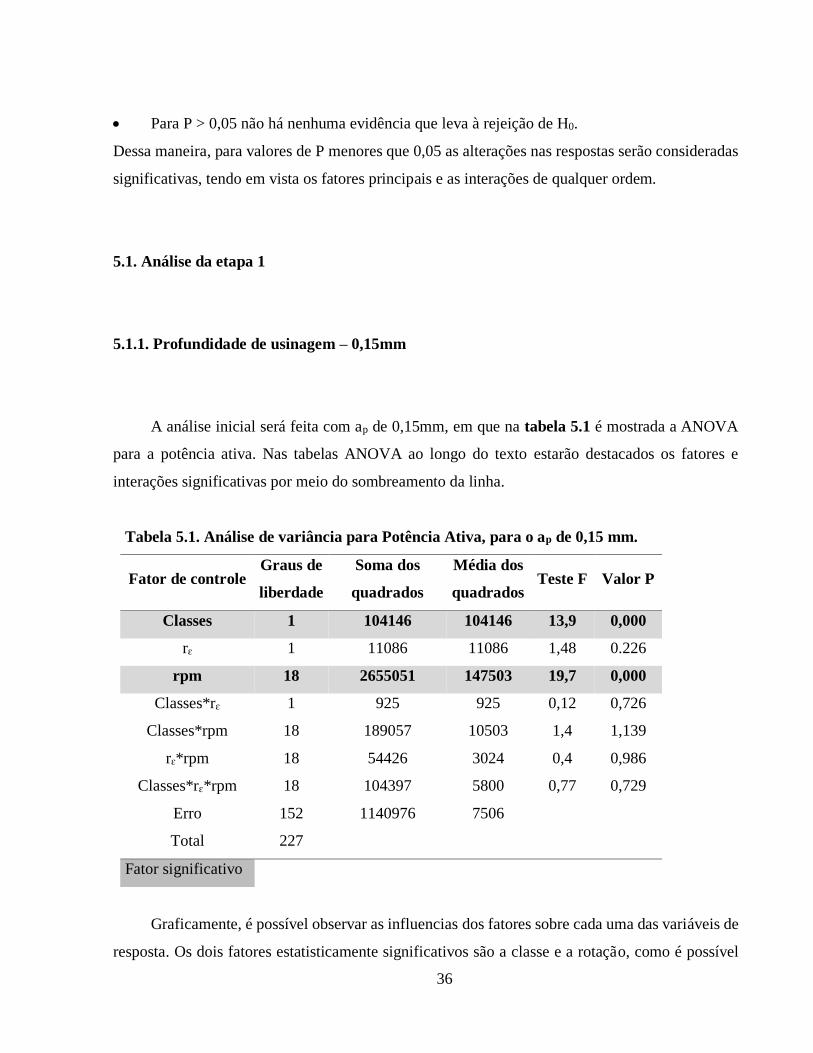
36
Para P > 0,05 não há nenhuma evidência que leva à rejeição de H0.
Dessa maneira, para valores de P menores que 0,05 as alterações nas respostas serão consideradas
significativas, tendo em vista os fatores principais e as interações de qualquer ordem.
5.1. Análise da etapa 1
5.1.1. Profundidade de usinagem – 0,15mm
A análise inicial será feita com ap de 0,15mm, em que na tabela 5.1 é mostrada a ANOVA
para a potência ativa. Nas tabelas ANOVA ao longo do texto estarão destacados os fatores e
interações significativas por meio do sombreamento da linha.
Tabela 5.1. Análise de variância para Potência Ativa, para o ap de 0,15 mm.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 104146 104146 13,9 0,000
rɛ 1 11086 11086 1,48 0.226
rpm 18 2655051 147503 19,7 0,000
Classes*rɛ 1 925 925 0,12 0,726
Classes*rpm 18 189057 10503 1,4 1,139
rɛ*rpm 18 54426 3024 0,4 0,986
Classes*rɛ*rpm 18 104397 5800 0,77 0,729
Erro 152 1140976 7506
Total 227
Fator significativo
Graficamente, é possível observar as influencias dos fatores sobre cada uma das variáveis de
resposta. Os dois fatores estatisticamente significativos são a classe e a rotação, como é possível
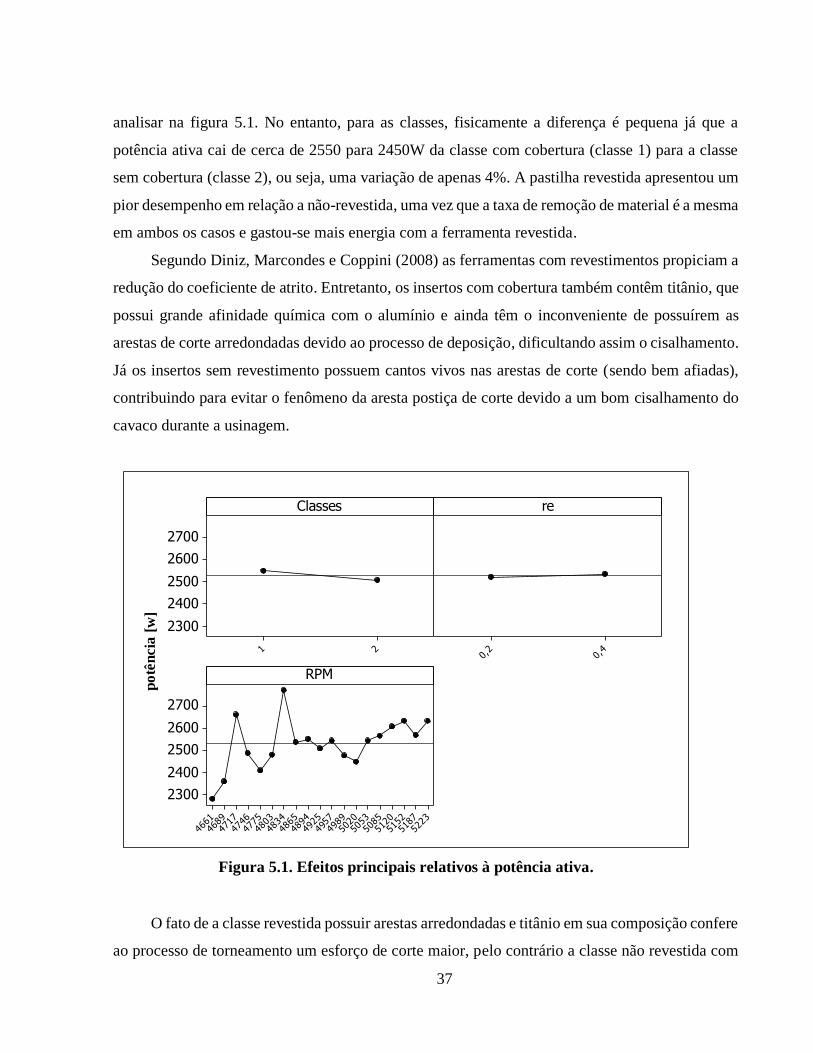
37
analisar na figura 5.1. No entanto, para as classes, fisicamente a diferença é pequena já que a
potência ativa cai de cerca de 2550 para 2450W da classe com cobertura (classe 1) para a classe
sem cobertura (classe 2), ou seja, uma variação de apenas 4%. A pastilha revestida apresentou um
pior desempenho em relação a não-revestida, uma vez que a taxa de remoção de material é a mesma
em ambos os casos e gastou-se mais energia com a ferramenta revestida.
Segundo Diniz, Marcondes e Coppini (2008) as ferramentas com revestimentos propiciam a
redução do coeficiente de atrito. Entretanto, os insertos com cobertura também contêm titânio, que
possui grande afinidade química com o alumínio e ainda têm o inconveniente de possuírem as
arestas de corte arredondadas devido ao processo de deposição, dificultando assim o cisalhamento.
Já os insertos sem revestimento possuem cantos vivos nas arestas de corte (sendo bem afiadas),
contribuindo para evitar o fenômeno da aresta postiça de corte devido a um bom cisalhamento do
cavaco durante a usinagem.
Figura 5.1. Efeitos principais relativos à potência ativa.
O fato de a classe revestida possuir arestas arredondadas e titânio em sua composição confere
ao processo de torneamento um esforço de corte maior, pelo contrário a classe não revestida com
21
2700
2600
2500
2400
2300
0,4
0,2
5223
5187
5152
5120
5085
5053
5020
4989
4957
4925
4894
4865
4834
4803
4775
4746
4717
4689
4661
2700
2600
2500
2400
2300
Classes
po
tên
cia
[w
]
re
RPM
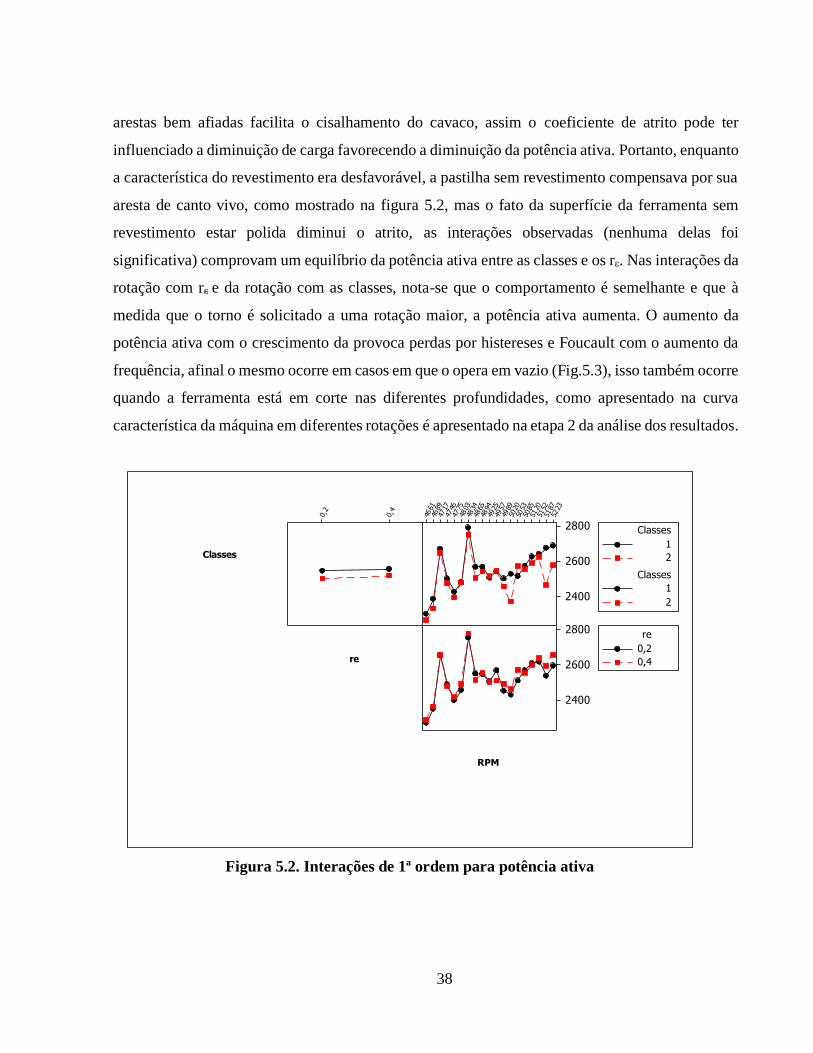
38
arestas bem afiadas facilita o cisalhamento do cavaco, assim o coeficiente de atrito pode ter
influenciado a diminuição de carga favorecendo a diminuição da potência ativa. Portanto, enquanto
a característica do revestimento era desfavorável, a pastilha sem revestimento compensava por sua
aresta de canto vivo, como mostrado na figura 5.2, mas o fato da superfície da ferramenta sem
revestimento estar polida diminui o atrito, as interações observadas (nenhuma delas foi
significativa) comprovam um equilíbrio da potência ativa entre as classes e os rε. Nas interações da
rotação com rε e da rotação com as classes, nota-se que o comportamento é semelhante e que à
medida que o torno é solicitado a uma rotação maior, a potência ativa aumenta. O aumento da
potência ativa com o crescimento da provoca perdas por histereses e Foucault com o aumento da
frequência, afinal o mesmo ocorre em casos em que o opera em vazio (Fig.5.3), isso também ocorre
quando a ferramenta está em corte nas diferentes profundidades, como apresentado na curva
característica da máquina em diferentes rotações é apresentado na etapa 2 da análise dos resultados.
Figura 5.2. Interações de 1ª ordem para potência ativa
0,4
0,2
5223
5187
5152
5120
5085
5053
5020
4989
4957
4925
4894
4865
4834
4803
4775
4746
4717
4689
4661
2800
2600
2400
2800
2600
2400
Classes
re
RPM
1
2
Classes
1
2
Classes
0,2
0,4
re

39
Figura 5.3. Curva característica da potência ativa e reativa em vazio do torno CNC faixa de
1000 a 6000rpm.
Fato a ser destacado é que na faixa de rotações utilizada, a potência ativa e, posteriormente,
a reativa tiveram variações e que não segue a mesma tendência da maioria das rotações utilizadas
(Fig. 5.1 e 5.2). Dois poderiam ser os motivos que levaram a uma variação nos valores de potência
ativa quando se variou a rotação. O primeiro deles diz respeito aos níveis usados no experimento
que, acabaram ficando muito próximos, podendo ter influenciado a respostas de alguma forma.
Além disso, o fato mais provável seja que o raio de ponta maior que a profundidade de usinagem
tenha causado perturbações nos resultados, causando essas alterações na potência ativa. Isso se
torna mais factível à medida que se observa os resultados relativos às profundidades de usinagem
maiores (0,30 e 0,60mm) que tiveram um crescimento mais estável da potência ativa ao longo do
aumento da rotação.
A tabela ANOVA (tabela 5.2) exibe os valores analisados para a potência reativa onde segue
os valores P (nível de significância) estabelecidos. Por essa análise, é possível observar que todos
os fatores influem de forma significativa na potência reativa, ou seja, potência reativa se mostra
mais sensível que a potência ativa. Entretanto, o fato de todos os fatores principais e suas interações
se mostrarem significativos traz um problema, afinal de contas, via ANOVA, o método não faz
uma classificação de importância de cada um dos fatores sobre as respostas obtidas, ao contrário
0
1000
2000
3000
4000
5000
0
500
1000
1500
2000
2500
3000
3500
0 1000 2000 3000 4000 5000 6000 7000
Potê
ncia
Reati
va [
kV
AR
]
Potê
ncia
Ati
va [
kW
]
Rotação em vazio [rpm]
Pot. Ativa - vazio Pot. Reativa - vazio

40
de outras análises como o Pareto ou o gráfico de probabilidade normal dos efeitos. Assim, passa a
ser necessário uma análise mais detalhada, a qual realizada na etapa 3 de análise dos dados.
Tabela 5.2. Análise de variância para Potência Reativa – ap de 0,15 mm.
Fator de
controle
Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados
Teste
F Valor P
Classes 1 1061090 1061090 156,14 0,000
Re 1 709202 709202 104,36 0,000
rpm 18 1578427 87690 12,9 0,000
Classes*re 1 955668 955668 140,63 0,000
Classes*rpm 18 1283225 71290 10,49 0,000
re*rpm 18 1085329 60296 8,87 0,000
Classes*re*rpm 18 1060994 58944 8,67 0,000
Erros 152 1032938 6796
Total 227
*fator significativo
Tendo em vista os fatores que, pela figura 5.4, aparentam ser mais significativos (classe e
raio de ponta) é possível dizer que há uma força de corte menor para o raio de ponta 0,2mm está
sendo aplicada e, portanto, quanto menor for o torque aplicado maior será potência reativa. Isso se
deve ao acúmulo de energia eletromagnética no motor e no circuito elétrico. Nesse caso, quanto
maior a potência reativa, menor será a eficiência energética do motor e quando se compara com a
potência ativa a razão entre os dois aumenta e menor será o ângulo de fase elétrica entre as duas
unidades. Isso afeta diretamente o fator potência, pelo fato de se variar o cosφ (relação do triângulo
de potências). Entretanto, dependerá também do aumento da potência ativa, se ela aumentar
proporcionalmente com a potência reativa, dessa forma mantendo o cosφ e nesse caso não haverá
problema com o fator de potência.

41
Figura 5.4. Efeitos principais para potência reativa.
Como citado anteriormente a redução da potência reativa traz benefícios ao processo e ao melhor
aproveitamento da energia. No entanto, pode-se conseguir uma maior eficiência energética mesmo
em casos de aumento da potência reativa ou quando ela continua constante com alterações de
parâmetros. Para tanto, basta que a potência ativa aumente em uma proporção maior que a potência
reativa, tendo em vista o triângulo de potências.
Nas interações apresentadas na figura 5.5 pode-se verificar que o rε 0,4mm e especificamente
a classe revestida, contribuem para a redução da energia reativa. Muito provavelmente isso ocorre
devido ao fato de que esses parâmetros, nessa configuração, aumentam os esforços de corte e, por
consequência, a carga sobre o motor cresce. Assim, mais trabalho sendo realizado significa menor
energia magnética necessária para manter o motor em funcionamento.
Entre as rotações 4865 e 4925rpm houve uma queda inesperada da potência reativa (figura
5.5). Nesse instante, a máquina está em uma faixa de torque eficaz para trabalho e com isso ocorre
a diminuição da potência reativa na medida em que a máquina solicita torque como mostrado na
figura (figura 5.6). No entanto, se faz necessário destacar que em maiores profundidades de
usinagem esse fenômeno não ocorreu e à medida que a rotação aumentou a potência reativa também
21
2400
2300
2200
2100
0,4
0,2
5223
5187
5152
5120
5085
5053
5020
4989
4957
4925
4894
4865
4834
4803
4775
4746
4717
4689
4661
2400
2300
2200
2100
ClassesP
otê
ncia
rea
tiva
[k
VA
r]re
RPM

42
aumentou e em menor proporção que a potência ativa, credita-se ao fato, mais uma vez, de que a
profundidade de usinagem (0,15mm) ser menor que o raio de ponta (0,2mm e 0,4mm) da
ferramenta, produzindo perturbações ao sistema de corte.
Adicionalmente, nas interações dos fatores (figura 5.5) pode-se verificar que rε de 0,2mm e
classe revestida tem comportamento semelhante em função da rotação. Uma possível explicação
para isso será pelo fato do rε ser maior que o ap e segundo alguns fabricantes de ferramenta, a
recomendação é que o rε deve ser de pelo menos 80% da profundidade de corte para não se
comprometer a qualidade da superfície usinada em termos de rugosidade. E como também nessa
profundidade de corte e com rε pequeno, um fator que possa contribuir para instabilidades, tanto
no inserto revestido, quanto no rε de 0,2mm ocorre que, na prática, o ângulo de posição (r)
verdadeiro não é àquele definido pela geometria da ferramenta, ou seja, a geometria do corte se
estabelece no raio de ponta.
Na verdade, o ângulo de posição varia ao longo da curvatura do raio de ponta e poderia ser
considerado como um possuindo um valor médio. Tal valor médio será maior para o raio de ponta
0,4mm do que para o raio de ponta 0,2mm com profundidade de usinagem 0,15mm e espera-se que
os esforços de corte sejam maiores com o raio maior, o que de fato ocorre para a ferramenta
revestida. Muito provavelmente, a ferramenta sem revestimento e aresta mais afiada compense esse
efeito e, nesse caso, não há alterações na potência reativa.

43
Figura 5.5. Interações de 1ª ordem para potência reativa.
Figura 5.6. Diagrama de potência/torque torno CNC GS-150
(Hardinge, 2009)
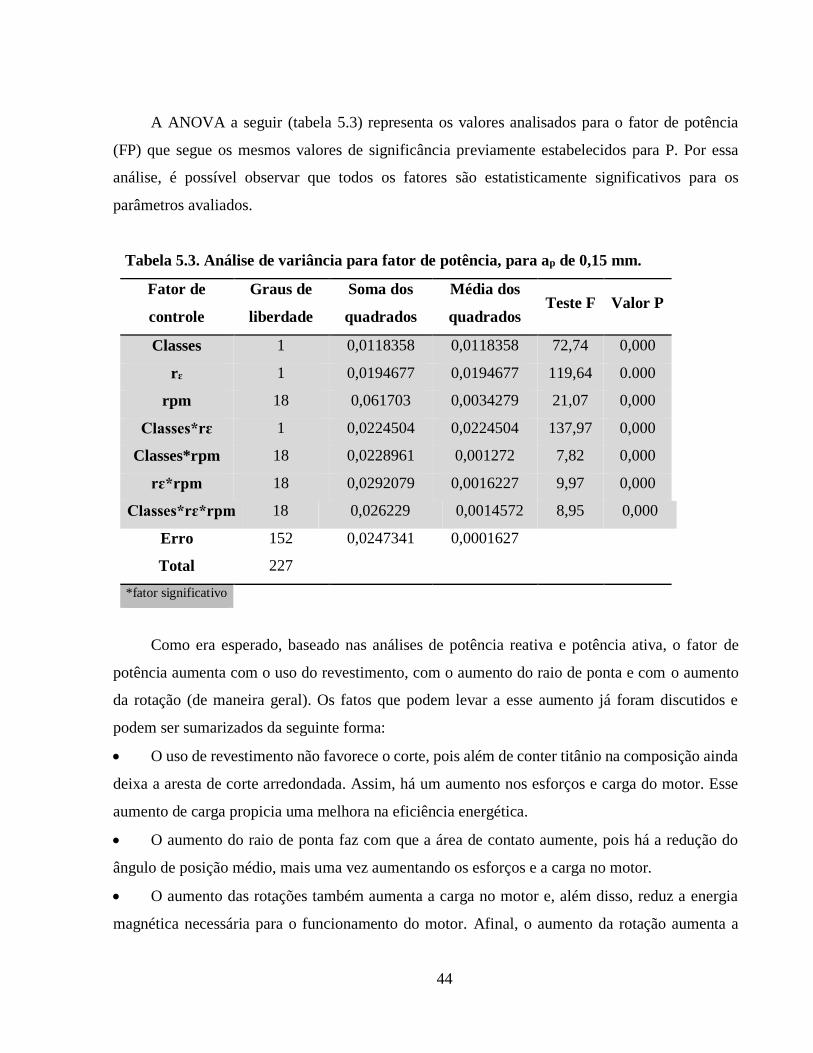
44
A ANOVA a seguir (tabela 5.3) representa os valores analisados para o fator de potência
(FP) que segue os mesmos valores de significância previamente estabelecidos para P. Por essa
análise, é possível observar que todos os fatores são estatisticamente significativos para os
parâmetros avaliados.
Tabela 5.3. Análise de variância para fator de potência, para ap de 0,15 mm.
Fator de
controle
Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 0,0118358 0,0118358 72,74 0,000
rɛ 1 0,0194677 0,0194677 119,64 0.000
rpm 18 0,061703 0,0034279 21,07 0,000
Classes*rɛ 1 0,0224504 0,0224504 137,97 0,000
Classes*rpm 18 0,0228961 0,001272 7,82 0,000
rɛ*rpm 18 0,0292079 0,0016227 9,97 0,000
Classes*rɛ*rpm 18 0,026229 0,0014572 8,95 0,000
Erro 152 0,0247341 0,0001627
Total 227
*fator significativo
Como era esperado, baseado nas análises de potência reativa e potência ativa, o fator de
potência aumenta com o uso do revestimento, com o aumento do raio de ponta e com o aumento
da rotação (de maneira geral). Os fatos que podem levar a esse aumento já foram discutidos e
podem ser sumarizados da seguinte forma:
O uso de revestimento não favorece o corte, pois além de conter titânio na composição ainda
deixa a aresta de corte arredondada. Assim, há um aumento nos esforços e carga do motor. Esse
aumento de carga propicia uma melhora na eficiência energética.
O aumento do raio de ponta faz com que a área de contato aumente, pois há a redução do
ângulo de posição médio, mais uma vez aumentando os esforços e a carga no motor.
O aumento das rotações também aumenta a carga no motor e, além disso, reduz a energia
magnética necessária para o funcionamento do motor. Afinal, o aumento da rotação aumenta a
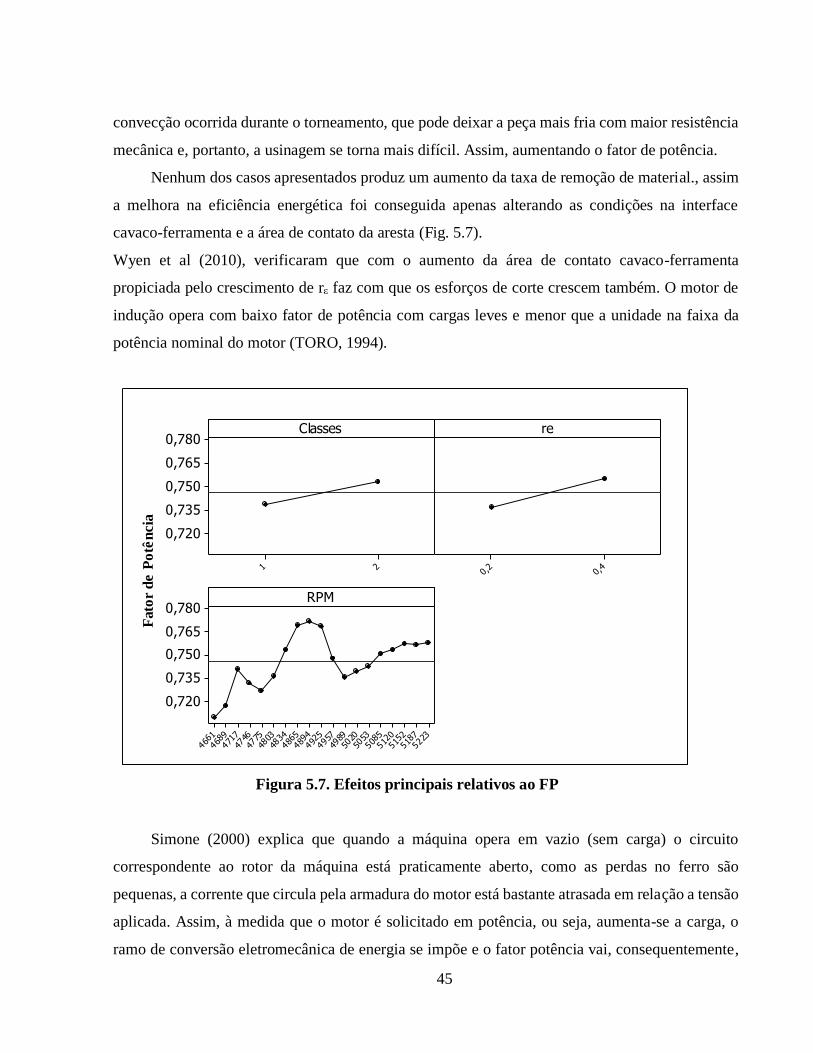
45
convecção ocorrida durante o torneamento, que pode deixar a peça mais fria com maior resistência
mecânica e, portanto, a usinagem se torna mais difícil. Assim, aumentando o fator de potência.
Nenhum dos casos apresentados produz um aumento da taxa de remoção de material., assim
a melhora na eficiência energética foi conseguida apenas alterando as condições na interface
cavaco-ferramenta e a área de contato da aresta (Fig. 5.7).
Wyen et al (2010), verificaram que com o aumento da área de contato cavaco-ferramenta
propiciada pelo crescimento de rε faz com que os esforços de corte crescem também. O motor de
indução opera com baixo fator de potência com cargas leves e menor que a unidade na faixa da
potência nominal do motor (TORO, 1994).
Figura 5.7. Efeitos principais relativos ao FP
Simone (2000) explica que quando a máquina opera em vazio (sem carga) o circuito
correspondente ao rotor da máquina está praticamente aberto, como as perdas no ferro são
pequenas, a corrente que circula pela armadura do motor está bastante atrasada em relação a tensão
aplicada. Assim, à medida que o motor é solicitado em potência, ou seja, aumenta-se a carga, o
ramo de conversão eletromecânica de energia se impõe e o fator potência vai, consequentemente,
21
0,780
0,765
0,750
0,735
0,720
0,4
0,2
5223
5187
5152
5120
5085
5053
5020
4989
4957
4925
4894
4865
4834
4803
4775
4746
4717
4689
4661
0,780
0,765
0,750
0,735
0,720
Classes
Fato
r d
e P
otê
ncia
re
RPM

46
crescendo. Portanto, isso explica o crescimento da sensibilidade do fator de potência com o
aumento da força de corte, ou seja, aumentando a área de corte (maior rε) maior será o fator de
potência, mesmo em pequenas profundidades de corte.
Figura 5.8. Interação de 1ª ordem relativo ao FP
As interações dos fatores observadas na figura 5.8, se comparadas com os gráficos da figura
5.5, apresenta os comportamentos das curvas na forma inversa entre ambos os gráficos. Isso
comprova que com a diminuição da potência reativa, o fator de potência aumenta (caso a potência
ativa seja mantida ou aumente). Como já visto, essa relação é explicada através do triângulo de
potências.
Segundo Simone (2000), a observação do gráfico da figura 5.8 permite notar uma tendência
de crescimento do fator de potência com o aumento da rotação da máquina. Segundo a Terceira
Lei de Newton, a toda ação corresponde uma igual e contraria, a carga acionada aplica no eixo
deste conjugado (torque) igual e contrário, que o motor deve, a todo instante, superar se quiser
levar a carga a um regime de rotação que seja adequada para ambos.
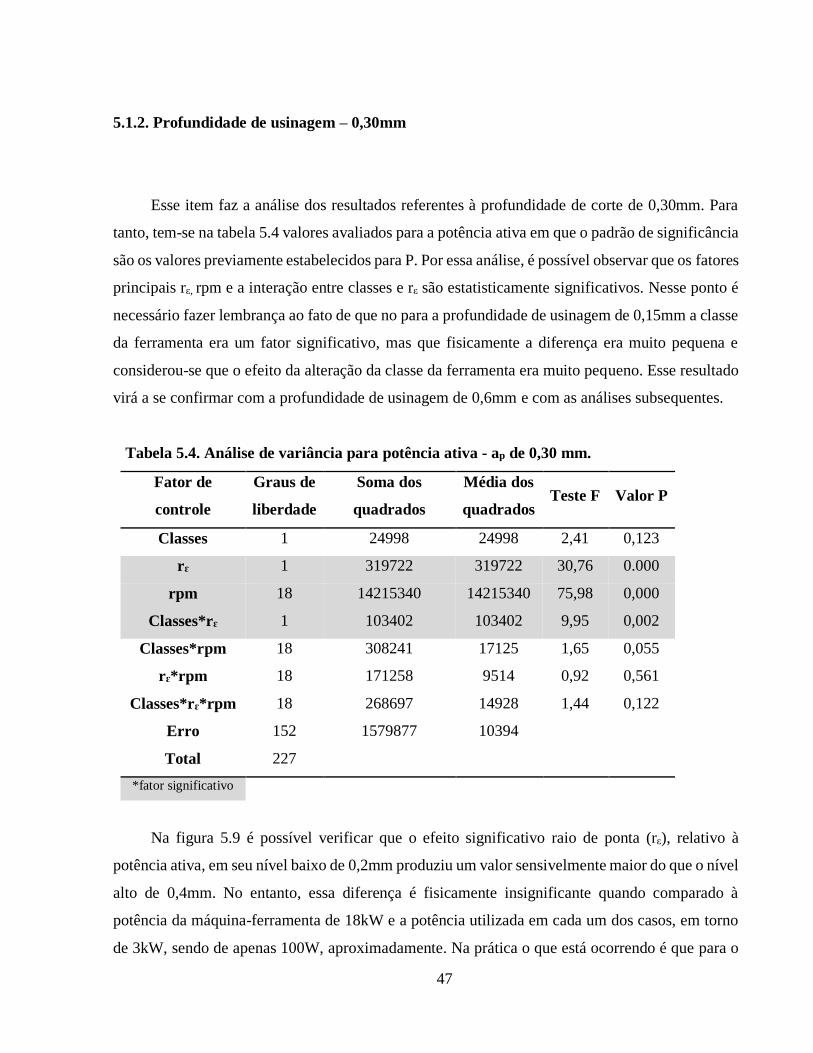
47
5.1.2. Profundidade de usinagem – 0,30mm
Esse item faz a análise dos resultados referentes à profundidade de corte de 0,30mm. Para
tanto, tem-se na tabela 5.4 valores avaliados para a potência ativa em que o padrão de significância
são os valores previamente estabelecidos para P. Por essa análise, é possível observar que os fatores
principais rε, rpm e a interação entre classes e rε são estatisticamente significativos. Nesse ponto é
necessário fazer lembrança ao fato de que no para a profundidade de usinagem de 0,15mm a classe
da ferramenta era um fator significativo, mas que fisicamente a diferença era muito pequena e
considerou-se que o efeito da alteração da classe da ferramenta era muito pequeno. Esse resultado
virá a se confirmar com a profundidade de usinagem de 0,6mm e com as análises subsequentes.
Tabela 5.4. Análise de variância para potência ativa - ap de 0,30 mm.
Fator de
controle
Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 24998 24998 2,41 0,123
rɛ 1 319722 319722 30,76 0.000
rpm 18 14215340 14215340 75,98 0,000
Classes*rɛ 1 103402 103402 9,95 0,002
Classes*rpm 18 308241 17125 1,65 0,055
rɛ*rpm 18 171258 9514 0,92 0,561
Classes*rɛ*rpm 18 268697 14928 1,44 0,122
Erro 152 1579877 10394
Total 227
*fator significativo
Na figura 5.9 é possível verificar que o efeito significativo raio de ponta (rε), relativo à
potência ativa, em seu nível baixo de 0,2mm produziu um valor sensivelmente maior do que o nível
alto de 0,4mm. No entanto, essa diferença é fisicamente insignificante quando comparado à
potência da máquina-ferramenta de 18kW e a potência utilizada em cada um dos casos, em torno
de 3kW, sendo de apenas 100W, aproximadamente. Na prática o que está ocorrendo é que para o
48
raio de ponta 0,4mm o corte ocorrerá somente nesse raio, uma vez que a profundidade de usinagem
é de apenas 0,30mm. No entanto, o contrário ocorre com o raio de ponta menor em que nesse caso
a aresta de corte em si acaba sendo utilizada. Enfim, isso implica em uma área de contato cavaco-
ferramenta maior para a ferramenta com raio de ponta maior, o que deveria contribuir para um
maior esforço e maior potência ativa. No entanto essa diferença é muito pequena e as dispersões
dos valores acabam por estarem muito próximas (figura 5.10). Assim, é possível afirmar que, de
fato, a mudança do raio de ponta não contribuiu para alterações consideráveis na potência ativa.
A potência ativa apresenta uma tendência de crescimento significativo e, ao contrário do que
ocorreu com a profundidade de usinagem de 0,15mm, isso ocorreu sem maiores variações, ainda é
necessário destacar que esse resultado irá se repetir com o ap de 0,60mm. O aumento da rotação
implica em um aumento de carga no motor e esse crescimento está relacionado ao fato de que é
necessário que uma maior quantidade de material passe pela ferramenta em um mesmo intervalo
de tempo e em diâmetros menores, para que a velocidade de corte seja mantida constante, como
ocorre no presente caso. Além disso, é preciso lembrar que o aumento da rotação provoca o
aumento da convecção na região da peça e ferramenta, podendo produzir um resfriamento do corpo
de provas, cujo se tornaria um pouco mais resistente e poderia contribuir para o aumento da carga
no motor. Também há o fato de que o próprio aumento da rotação já provoca o aumento da potência
ativa, mesmo com a máquina em vazio, afinal a solicitação de energia à rede pela máquina aumenta
e a necessidade de energia para geração do campo magnético diminui (potência reativa).

49
Figura 5.9. Efeitos principais relativo à potência ativa
O fato das ferramentas com e sem revestimento não apresentarem diferenças significativas
no consumo de potência, mantendo-se as outras condições constantes, já foi observada antes, por
exemplo, como citado por Machado et. al., (2013) que dizem que o uso ou não de revestimento
provoca diferenças e que esta são desprezíveis na força de corte e nesse caso, portanto, na potência
ativa que representa a potência de corte sem perdas. Afinal, a principal função das coberturas
(proteção contra o desgaste) não é importante para a liga de alumínio utilizada no trabalho, cuja
possui usinabilidade boa o suficiente para não trazer danos à ferramenta em curto intervalo de
tempo.
21
3400
3200
3000
2800
2600
0,4
0,2
5935
5846
5760
5676
5596
5517
5441
5363
5292
5221
5153
5090
5020
4955
4894
4834
4774
4717
4661
3400
3200
3000
2800
2600
Classesp
otê
ncia
[w
]re
RPM

50
Figura 5.10. Interações de 1ª ordem para a potência ativa
Na tabela 5.5, os valores significativos destacados dos fatores de controle são as classes, o rε,
o rpm e a interação entre classes e rε. Estes fatores representam os valores analisados para a potência
reativa onde seguem os valores previamente estabelecidos para P.
re [mm]
Classes
0,40,2
2121
3500
3000
2500
2000
1500
1000
500
0
Po
t. A
tiv
a [
W]

51
Tabela 5.5. Análise de variância para Potência Reativa - ap de 0,30 mm.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 2245117 2245117 507,34 0,0000
re 1 2933667 2933667 662,93 0,0000
rpm 18 1368172 76010 17,18 0,0000
Classes*re 1 2620005 2620005 592,05 0,0000
Classes*rpm 18 91519 5084 1,15 0,3110
re*rpm 18 52410 2912 0,66 0,8470
Classes*re*rpm 18 173276 9626 2,18 0,0060
Erro 151 668221 4425
Total 226
*fator significativo
Os principais efeitos observados na figura 5.11, a classe de ferramenta com revestimento
demandou mais energia reativa do que a ferramenta sem revestimento, isso se deve ao fato da classe
revestida ter maior afinidade química com o material e arredondamento da aresta de corte
proveniente do processo de deposição da camada que compõe a cobertura do inserto. Entretanto, a
classe sem revestimento teve seu consumo de energia menor, com uma diferença de 8%, comparada
a classe revestida, devido as características da pastilha sem a cobertura não há grande afinidade
química entre os materiais da peça e ferramenta, além disso, a aresta de corte bem afiada e com os
cantos vivos, proporcionou um melhor cisalhamento durante o corte e, assim, promoveu uma
energia reativa menor.

52
Figura 5.11. Efeitos principais relativo a potência reativa
As interações observadas na figura 5.12, entre as classes e o rε pode ter tido efeito semelhante
na comparação com a análise da energia ativa. A ferramenta com raio de ponta de 0,4mm
necessitaria de maior quantidade de energia do que a ferramenta com raio de ponta de 0,2mm, pelo
fato de que quanto maior for a área de corte da ferramenta, maior será a força de corte necessária.
Entretanto, a ferramenta com rε 0,2mm demandou maior quantidade de energia na ferramenta sem
revestimento. A ferramenta com rε de 0,2mm estava praticamente com a aresta de corte 100% no
material sendo que a profundidade de corte era de 0,3mm, o deveria reduzir a carga sobre o motor
e aumentar a potência reativa. É interessante observar que a potência reativa e o fator de potência
parecem ser mais sensíveis a pequenas alterações no processo de usinagem do que a potência ativa.
Muito provavelmente o fato de a ferramenta sem revestimento ser mais afiada e não possuir uma
afinidade química equivalentemente menor do que a revestida contribui para a redução da potência
reativa apenas nesse caso.
21
2600
2500
2400
2300
0,4
0,2
5935
5846
5760
5676
5596
5517
5441
5363
5292
5221
5153
5090
5020
4955
4894
4834
4774
4717
4661
2600
2500
2400
2300
ClassesP
otê
ncia
rea
tiva
[k
VA
r]re
RPM

53
Figura 5.12. Interações de 1ª ordem pela potência reativa
Na tabela 5.6, os valores significativos destacados dos fatores de controle são as classes, rε,
rpm e a interação entre classes e rε mais uma vez. Estes fatores representam os valores analisados
para fator de potência, onde seguem os valores previamente estabelecidos para P.
re [mm]
Classes
0,40,2
2121
2500
2000
1500
1000
500
0
Po
t. R
ea
tiv
a [
kV
Ar]

54
Tabela 5.6. Análise de variância para fator de potência - ap de 0,30 mm.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados
Teste
F
Valor
P
Classes 1 0,016755 0,016755 6,23 0,014
rɛ 1 0,045967 0,045967 17,1 0.000
rpm 18 0,006584 0,006584 2,45 0,002
Classes*rɛ 1 0,015472 0,015472 5,76 0,018
Classes*rpm 18 0,047658 0,002648 0,99 0,480
rɛ*rpm 18 0,049903 0,002772 1,03 0,428
Classes*rɛ*rpm 18 0,047028 0,002613 0,97 0,495
Erro 152 0,40854 0,002688
Total 227
*fator significativo
Na análise da figura 5.13 é possível observar que os efeitos principais do fator de potência
tiveram seus resultados opostos aos apresentados para a potência reativa, esse comportamento é
previsível, uma vez que quedas na potência reativa indicam a melhora do fator de potência, caso a
potência ativa seja mantida ou também cresça, como visto anteriormente. Além disso,
comportamento da classe revestida é semelhante ao da profundidade de corte de 0,15mm. Essa
ocorrência reforça a ideia (figura 5.7) de que com o aumento da área de contato aumentará o fator
de potência devido a carga maior sendo aplicada e de que o fator de potência e a potência reativa
são mais sensíveis a pequenas alterações nessa área.
Menores valores de raio de ponta da ferramenta afetam diretamente o fator de potência, já
que a menor área de contato de corte faz com que a carga aplicada no motor seja reduzida e,
consequentemente, leva a um baixo fator de potência. Dessa forma, a melhor situação para o fator
de potência passa a ser a ferramenta com raio de 0,4mm, devido a sua área de contato maior.
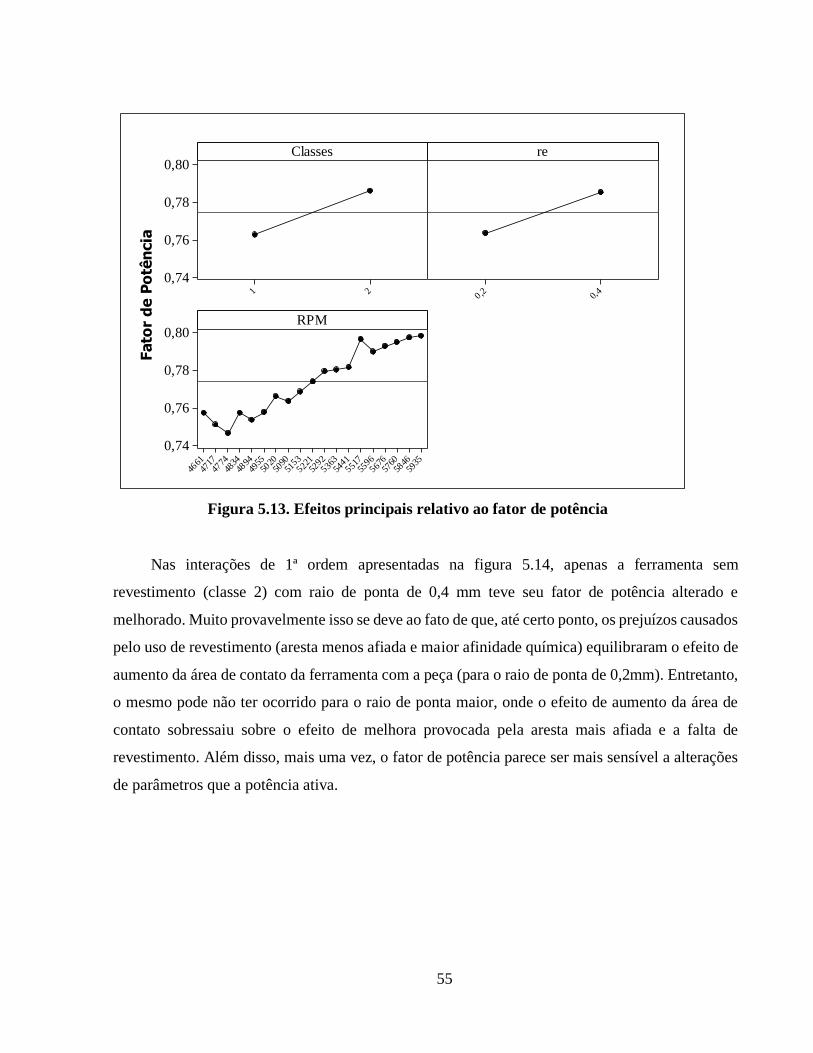
55
Figura 5.13. Efeitos principais relativo ao fator de potência
Nas interações de 1ª ordem apresentadas na figura 5.14, apenas a ferramenta sem
revestimento (classe 2) com raio de ponta de 0,4 mm teve seu fator de potência alterado e
melhorado. Muito provavelmente isso se deve ao fato de que, até certo ponto, os prejuízos causados
pelo uso de revestimento (aresta menos afiada e maior afinidade química) equilibraram o efeito de
aumento da área de contato da ferramenta com a peça (para o raio de ponta de 0,2mm). Entretanto,
o mesmo pode não ter ocorrido para o raio de ponta maior, onde o efeito de aumento da área de
contato sobressaiu sobre o efeito de melhora provocada pela aresta mais afiada e a falta de
revestimento. Além disso, mais uma vez, o fator de potência parece ser mais sensível a alterações
de parâmetros que a potência ativa.
21
0,80
0,78
0,76
0,74
0,4
0,2
5935
5846
5760
5676
5596
5517
5441
5363
5292
5221
5153
5090
5020
4955
4894
4834
4774
4717
4661
0,80
0,78
0,76
0,74
ClassesFato
r d
e P
otê
ncia
re
RPM

56
Figura 5.14. Interações de 1ª ordem pela potência ativa
5.1.3. Profundidade de usinagem – 0,60mm
Para a profundidade de 0,60mm foram utilizadas apenas 10 rotações, ao contrário das 19
utilizadas nos ensaios anteriores. Afinal, havia uma limitação da máquina-ferramenta, cuja rotação
máxima estava em 6000 rpm, onde para uma velocidade de corte de 720m/min. e diâmetro inicial
de 50,3mm, teoricamente iria superar o limite de rotação do torno.
Na tabela 5.7, os valores significativos destacados dos fatores de controle foram rε e a rotação.
Estes fatores representam os valores analisados para potência ativa, onde seguem os valores
previamente estabelecidos para P. Aparentemente o aumento da profundidade de usinagem tem
contribuído para dar ênfase aos fatores que, de fato, são mais significativos no planejamento
avaliado, muito provavelmente isso esteja ocorrendo pelo fato de que ao se aumentar a
profundidade de usinagem a aresta de corte passe a ser mais utilizada e o corte não ocorra, como
re [mm]
Classes
0,40,2
2121
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
Fato
r d
e P
otê
ncia
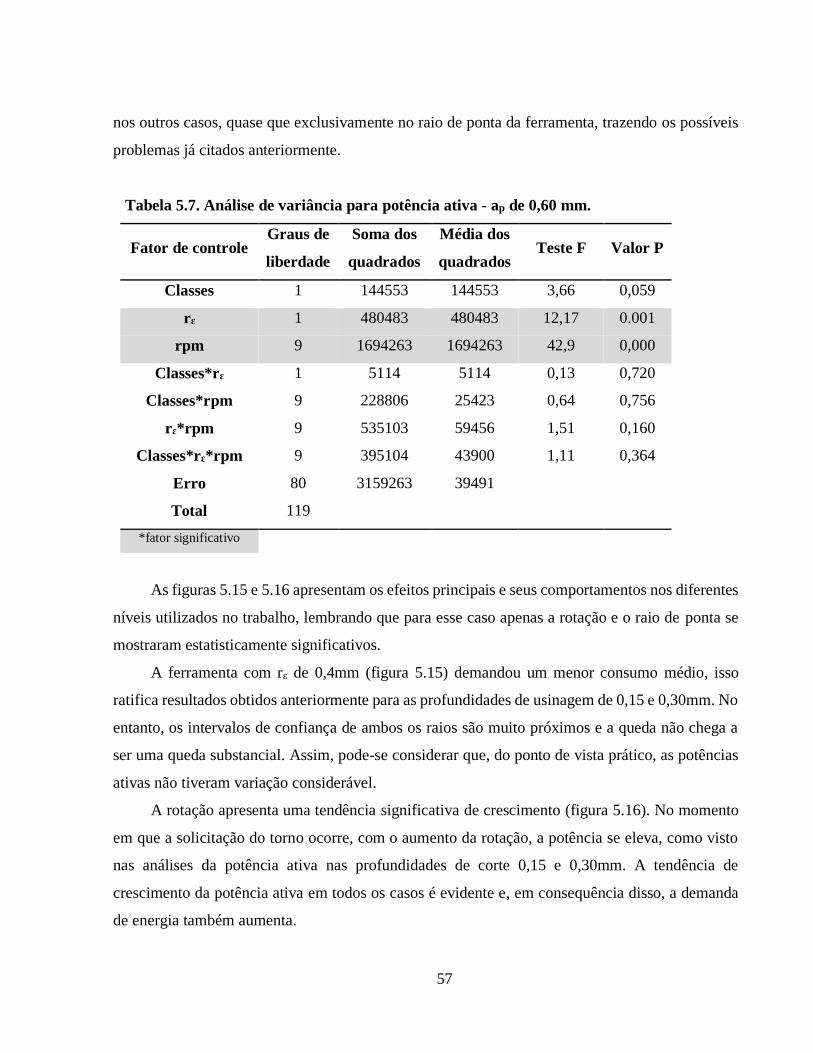
57
nos outros casos, quase que exclusivamente no raio de ponta da ferramenta, trazendo os possíveis
problemas já citados anteriormente.
Tabela 5.7. Análise de variância para potência ativa - ap de 0,60 mm.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 144553 144553 3,66 0,059
rɛ 1 480483 480483 12,17 0.001
rpm 9 1694263 1694263 42,9 0,000
Classes*rɛ 1 5114 5114 0,13 0,720
Classes*rpm 9 228806 25423 0,64 0,756
rɛ*rpm 9 535103 59456 1,51 0,160
Classes*rɛ*rpm 9 395104 43900 1,11 0,364
Erro 80 3159263 39491
Total 119
*fator significativo
As figuras 5.15 e 5.16 apresentam os efeitos principais e seus comportamentos nos diferentes
níveis utilizados no trabalho, lembrando que para esse caso apenas a rotação e o raio de ponta se
mostraram estatisticamente significativos.
A ferramenta com rε de 0,4mm (figura 5.15) demandou um menor consumo médio, isso
ratifica resultados obtidos anteriormente para as profundidades de usinagem de 0,15 e 0,30mm. No
entanto, os intervalos de confiança de ambos os raios são muito próximos e a queda não chega a
ser uma queda substancial. Assim, pode-se considerar que, do ponto de vista prático, as potências
ativas não tiveram variação considerável.
A rotação apresenta uma tendência significativa de crescimento (figura 5.16). No momento
em que a solicitação do torno ocorre, com o aumento da rotação, a potência se eleva, como visto
nas análises da potência ativa nas profundidades de corte 0,15 e 0,30mm. A tendência de
crescimento da potência ativa em todos os casos é evidente e, em consequência disso, a demanda
de energia também aumenta.
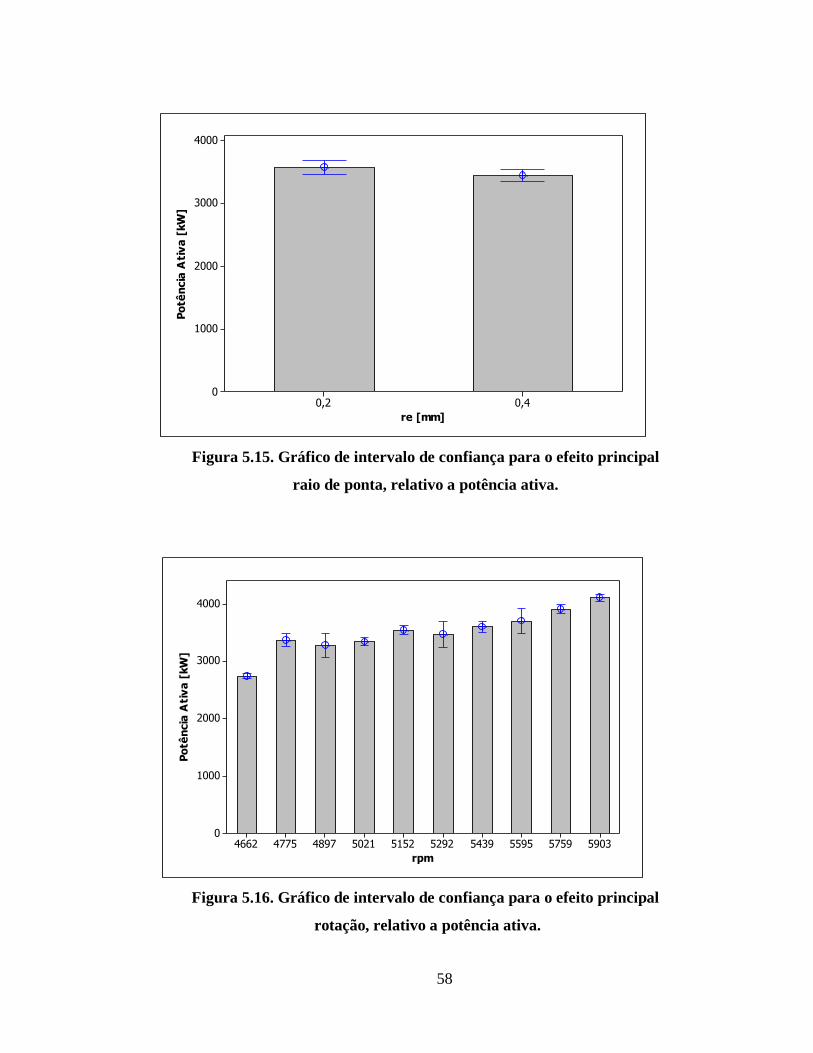
58
Figura 5.15. Gráfico de intervalo de confiança para o efeito principal
raio de ponta, relativo a potência ativa.
Figura 5.16. Gráfico de intervalo de confiança para o efeito principal
rotação, relativo a potência ativa.
0,40,2
4000
3000
2000
1000
0
re [mm]
Po
tên
cia
Ati
va
[kW
]
5903575955955439529251525021489747754662
4000
3000
2000
1000
0
rpm
Po
tên
cia
Ati
va
[kW
]

59
Na figura 5.17 é possível observar o fato destacado nas análises anteriores (ap – 0,15 e
0,30mm). Como se sabe tanto a potência ativa, quanto a potência reativa possuem tendência de
crescimento com o aumento da rotação na faixa utilizada no trabalho. No entanto, a taxa de
crescimento é que é diferente para cada um dos casos e a potência ativa aumenta mais rapidamente
do que a potência reativa. Enfim, ao se avaliar essas duas respostas durante o processo de corte é
possível perceber que esse comportamento se mantém e, considerando o triângulo de potências, é
possível dizer que como a potência ativa cresce mais que a potência reativa à medida que se eleva
a rotação o fator de potência tende a ser melhorado e, consequentemente, a eficiência energética
também.
Figura 5.17. Comparativo da potência ativa e potência reativa com e sem carga.
Na tabela 5.8 os valores significativos destacados dos fatores de controle foram as classes,
rε, rotação e a interação entre as classes e rε. Estes fatores representam os valores analisados para
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
4000 4500 5000 5500 6000 6500P
otê
ncia
Reati
va [
kV
AR
]
Potê
ncia
Ati
va [
kW
]
Rotação [RPM]
Pot. Ativa - vazio
Pot. Ativa - ap 0,6mm - Efeito principal
Pot. Reativa - vazio
Pot. Reativa - ap 0,6mm - Efeito principal

60
potência ativa, onde seguem os valores previamente estabelecidos para P. Mais uma vez a potência
reativa se mostrou mais sensível aos parâmetros testados em relação à potência.
Tabela 5.8. Análise de variância para potência reativa - ap de 0,60 mm.
Fator de
controle
Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
Classes 1 1841782 1841782 200,1000 0,0000
re 1 2066110 2066110 224,4700 0,0000
rpm 9 2338420 259824 28,2300 0,0000
Classes*re 1 1172374 1172374 127,3700 0,0000
Classes*rpm 9 56676 6297 0,6800 0,7210
re*rpm 9 122488 13610 1,4800 0,1700
Classes*re*rpm 9 67622 7514 0,8200 0,6030
Erro 80 736337 9204
Total 119
*fator significativo
Tendo em vista os efeitos principais observados na figura 5.18 é possível afirmar que a classe
de ferramenta com revestimento demandou mais energia reativa do que a ferramenta sem
revestimento, isso se deve ao fato da classe revestida ter maior afinidade química com o material e
ao arredondamento da aresta de corte proveniente do processo de deposição da camada que compõe
a cobertura do inserto, como citado anteriormente. Entretanto, a classe sem revestimento teve seu
consumo de energia reativa menor, também devido às características da pastilha, proporcionando
um melhor cisalhamento durante o corte e assim promovendo uma força de corte menor, reduzindo
o carregamento do motor.
A ferramenta com o rε de 0,2 mm teve o seu consumo de energia reativa maior, já que o
comprimento de contato da aresta era maior, aumentando a força de corte e, também o
carregamento sobre o motor. Conforme observado nos resultados anteriores, nos ap de 0,15 e
0,30mm, a tendência de crescimento da rotação na medida da solicitação do motor, aumenta a
demanda por potência reativa consumida.
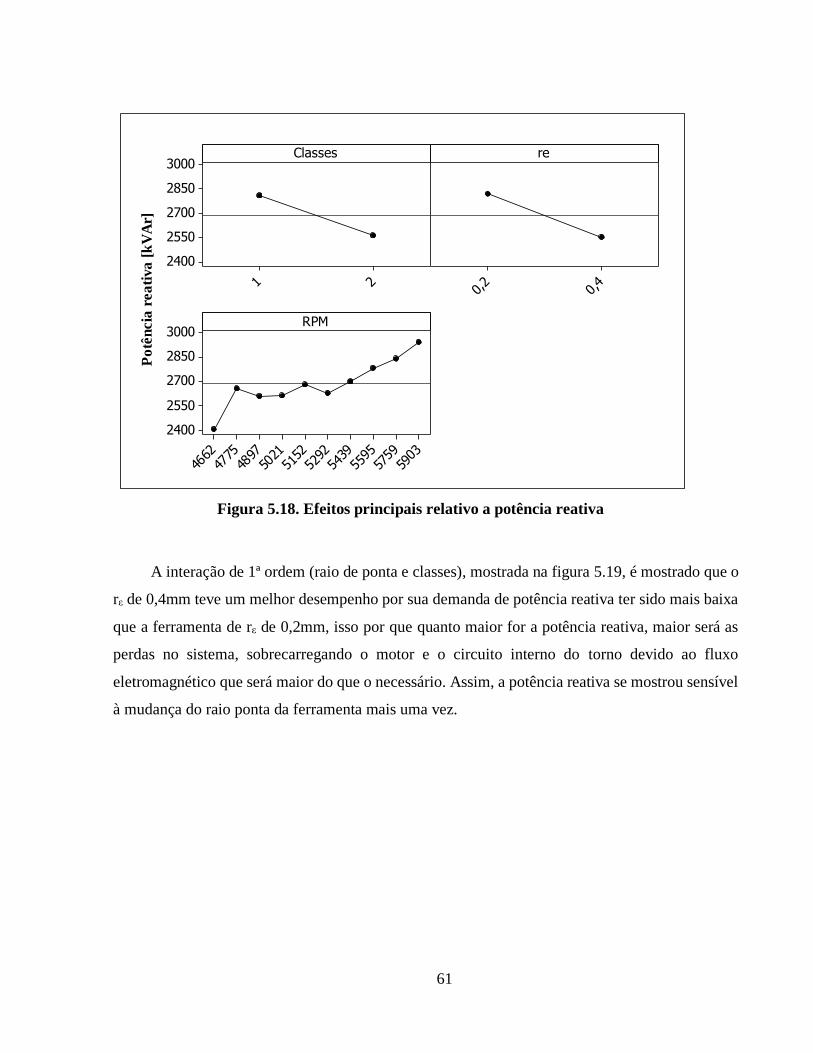
61
Figura 5.18. Efeitos principais relativo a potência reativa
A interação de 1ª ordem (raio de ponta e classes), mostrada na figura 5.19, é mostrado que o
rε de 0,4mm teve um melhor desempenho por sua demanda de potência reativa ter sido mais baixa
que a ferramenta de rε de 0,2mm, isso por que quanto maior for a potência reativa, maior será as
perdas no sistema, sobrecarregando o motor e o circuito interno do torno devido ao fluxo
eletromagnético que será maior do que o necessário. Assim, a potência reativa se mostrou sensível
à mudança do raio ponta da ferramenta mais uma vez.
21
3000
2850
2700
2550
2400
0,4
0,2
5903
5759
5595
5439
5292
5152
5021
4897
4775
4662
3000
2850
2700
2550
2400
ClassesP
otê
ncia
rea
tiva
[k
VA
r]re
RPM

62
Figura 5.19. Interações de 1ª ordem pela potência reativa
Na tabela 5.9 os valores estatisticamente significativos destacados dos fatores de controle
foram as classes, rε, rotação e a interação entre as classes e rε. Estes fatores representam os valores
analisados para o fator de potência, em que seguem os valores previamente estabelecidos para P.
Tabela 5.9. Análise de variância para fator de potência – ap de 0,60mm.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F
Valor
P
Classes 1 0,01331 0,013313 161,64 0,000
rɛ 1 0,010560 0,0105601 128,22 0.000
rpm 9 0,032107 0,0035674 43,32 0,000
Classes*rɛ 1 0,016387 0,0163868 198,97 0,000
Classes*rpm 9 0,000764 0,0000849 1,03 0,423
rɛ*rpm 9 0,001302 0,0001447 1,76 0,090
Classes*rɛ*rpm 9 0,000936 0,0001039 1,26 0,271
Erro 80 0,0065887 0,0000824
Total 119
*fator significativo
Classes
re [mm]
21
0,40,20,40,2
3000
2500
2000
1500
1000
500
0
Po
tên
cia
Re
ati
va
[kV
Ar]

63
Dentre os principais efeitos observados na figura 5.20 a classe da ferramenta não revestida
teve um melhor desempenho em relação à classe revestida, isso se deve ao fato de que a as
características da ferramenta com revestimento, já que há tendência de interação com o material da
peça e, além disso, a vantagem da ferramenta sem revestimento possuir aresta mais afiada.
O raio de ponta em relação à profundidade de usinagem é maior que nas outras análises,
podendo-se deduzir que o fato do raio de ponta ser maior, aumenta a área de contato e, em
consequência disso, acarretará um aumento da força de corte. A rotação também é um fator que,
ao longo da análise, confirma o crescimento da demanda de potência com o seu aumento.
Figura 5.20. Efeitos principais relativo ao fator de potência
Na figura 5.21 é apresentada a interação entre o raio de ponta da ferramenta e a classe da
ferramenta mostrando que para a classe revestida não há diferença significativa entre os dois raios
de ponta. No entanto, quando a ferramenta não possui cobertura o raio de ponta influencia o fator
de potência, assim como ocorreu com a potência reativa.
21
0,810
0,795
0,780
0,765
0,750
0,4
0,2
5903
5759
5595
5439
5292
5152
5021
4897
4775
4662
0,810
0,795
0,780
0,765
0,750
Classes
Fa
tor
de P
otê
ncia
re
RPM

64
(a)
(b)
Figura 5.21. Interação de 1ª ordem (classe*r ɛ) em relação ao fator de potência.
5.2. Análise da etapa 2
Nesta etapa as profundidades de usinagem (ap) foram incluídas no planejamento como sendo
fatores de análise, para que se pudesse avaliar a influência da profundidade de corte nas respostas
(potência ativa e reativa, além do fator de potência).
Na tabela 5.10 estão destacados os fatores e interações estatisticamente significativos para a
potência ativa, sendo eles: ap, rε, rpm e as interações entre ap*rpm e ap*rε. Ao realizar a comparação
da tabela 5.10 com as tabelas 5.11 (relativa à potência reativa) e 5.12 (relativa ao fator de potência)
é possível observar que, aparentemente, as respostas potência reativa e fator de potência são bem
mais sensíveis a profundidade de corte na análise realizada do que a potência ativa. Portanto, além
da análise da eficiência energética realizada no presente trabalho pressupõe que poderiam
contribuir para outros tipos de estudo em que a potência ativa não apresenta boa resposta em termos
de significância.
Classes
re [mm]
21
0,40,20,40,2
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
Fa
tor
de P
otê
ncia
0,40,2
0,83
0,82
0,81
0,80
0,79
0,78
re [mm]
Fa
tor
de P
otê
ncia
1
2
Classes

65
Tabela 5.10. Análise de variância para potência ativa – tendo ap como fator.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
ap 1 18901248 9450624 720,56 0,000
classes 1 44689 44689 3,41 0,067
re 1 189197 189197 14,43 0,000
rpm 4 2597328 649332 49,51 0,000
ap*classes 2 13711 6855 0,52 0,594
ap*re 2 250364 125182 9,54 0,000
ap*rpm* 8 3224901 403113 30,74 0,000
classes*re 1 19167 19167 1,46 0,229
classes*rpm 4 56527 14132 1,08 0,371
re*rpm 4 82404 20601 1,57 0,186
ap*classes*re 2 54956 27478 2,1 0,128
ap*classes*rpm 8 79260 9907 0,76 0,643
ap*re*rpm 8 205905 25738 1,96 0,057
classes*re*rpm 4 46214 11553 0,88 0,478
ap*classes*re*rpm 8 134131 16766 1,28 0,261
Erro 120 1573884 131116
Total 179
*fator significativo

66
Tabela 5.11. Análise de variância para potência reativa – tendo ap como fator.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
ap 2 3996291 1998146 733,060 0,000
classes 1 1595663 1595663 585,400 0,000
r 1 1882692 1882692 690,710 0,000
rpm 4 157992 39498 14,490 0,000
ap*classes 2 59876 29938 10,980 0,000
ap* r 2 179338 89669 32,900 0,000
ap*rpm 8 817171 102146 37,470 0,000
classes* r 1 1563757 1563757 573,700 0,000
classes*rpm 4 111979 27995 10,270 0,000
r*rpm 4 63212 15803 5,800 0,000
ap*classes* r 2 91234 45617 16,740 0,000
ap*classes*rpm 8 286956 35870 13,160 0,000
ap* r*rpm 8 348675 43584 15,990 0,000
classes* r*rpm 4 99571 24893 9,130 0,000
ap*classes* r*rpm 8 274058 34257 12,570 0,000
Erro 120 327089 2726
Total 179
*fator significativo

67
Tabela 5.12. Análise de variância para fator de potência – tendo ap como fator.
Fator de controle Graus de
liberdade
Soma dos
quadrados
Média dos
quadrados Teste F Valor P
ap 1 0,0478211 0,0239105 349,3 0,000
classes 1 0,0206388 0,0206388 301,5 0,000
r 1 0,0199378 0,0199378 291,26 0,000
rpm 4 0,0279115 0,0069779 101,94 0,000
ap*classes 2 0,0014544 0,0007272 10,62 0,000
ap* r 2 0,0004454 0,0002227 3,25 0,042
ap*rpm 8 0,0186717 0,0023340 43,1 0,000
classes* r 1 0,0236837 0,0236837 345,98 0,000
classes*rpm 4 0,0036395 0,0009099 13,29 0,000
r*rpm 4 0,0038593 0,0009648 14,09 0,000
ap*classes* r 2 0,0000101 0,0000051 0,07 0,929
ap*classes*rpm 8 0,0047199 0,0005900 8,62 0,000
ap* r*rpm 8 0,0052459 0,0006557 9,58 0,000
classes* r*rpm 4 0,0044559 0,0011140 16,27 0,000
ap*classes* r*rpm 8 0,0062516 0,0007814 11,42 0,000
Erro 120
Total 179
*fator significativo
As tabelas 5.10, 5.11 e 5.12 mostram que a profundidade de corte é estatisticamente
significativa e influencia o fator de potência e as potências ativa e reativa consumidas pela máquina
ferramenta. A figura 5.22 constata que há um aumento da potência ativa com o crescimento da
profundidade de usinagem e que, também, há crescimento da potência reativa (figura 5.23). No
entanto, as duas potências não aumentam da mesma maneira e com a mesma taxa e, como resultado,
tem-se que o fator de potência melhora substancialmente (figura 5.23). Enfim, quanto maior a área
de contato, maiores serão os esforços de usinagem e maior será o carregamento sobre o motor,

68
implicando em maior potência ativa e menor reativa. A consequência será a melhora do fator de
potência e da eficiência energética.
Figura 5.22. Efeitos principais relativo a potência ativa
0,600,300,15
3400
3200
3000
2800
2600
2400
2200
ap [mm]
Po
tên
cia
Ati
va [
W]

69
Figura 5.23. Efeitos principais relativo a potência reativa
Observando a figura 5.24, o efeito principal relativo do fator de potência em função de ap, é
mostrado que em profundidades de cortes menores o fator de potência é baixo, comprometendo a
eficiência energética do sistema. Ao passo que, aumentando-se a profundidade de corte, o fator de
potência cresce e com isso a tendência é de melhor eficiência energética.
0,600,300,15
3200
3000
2800
2600
2400
2200
ap [mm]
Po
tên
cia
Re
ati
va
[V
Ar]
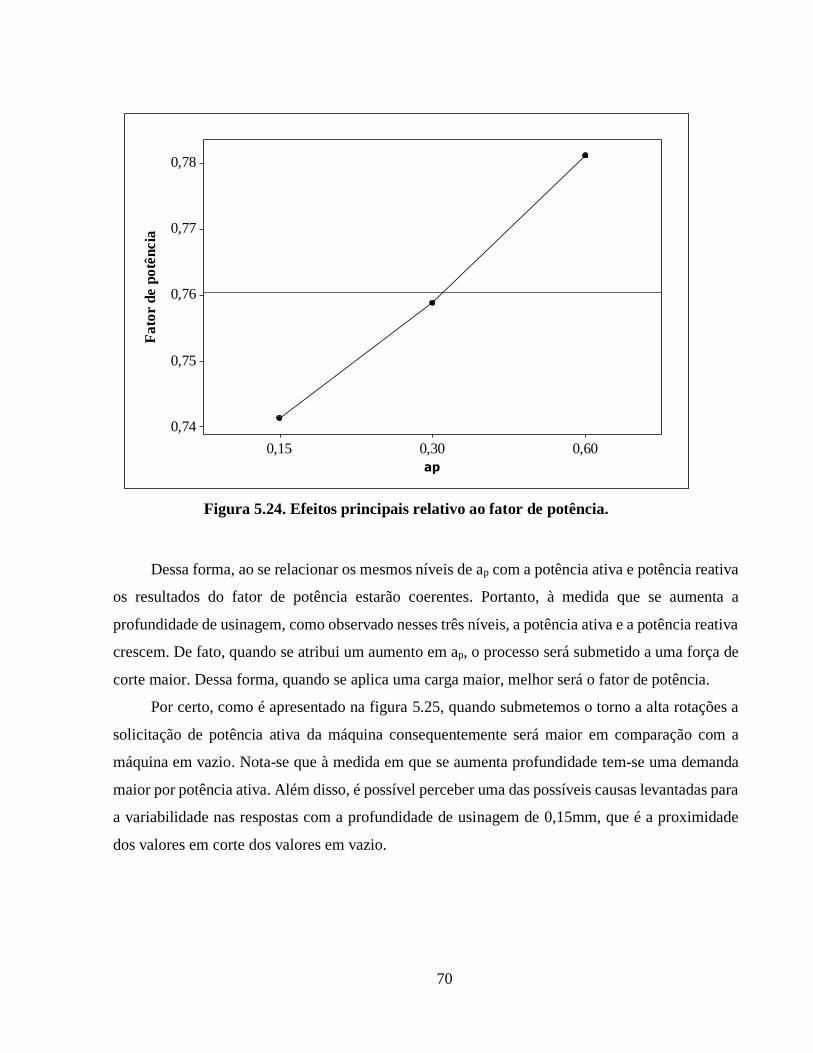
70
Figura 5.24. Efeitos principais relativo ao fator de potência.
Dessa forma, ao se relacionar os mesmos níveis de ap com a potência ativa e potência reativa
os resultados do fator de potência estarão coerentes. Portanto, à medida que se aumenta a
profundidade de usinagem, como observado nesses três níveis, a potência ativa e a potência reativa
crescem. De fato, quando se atribui um aumento em ap, o processo será submetido a uma força de
corte maior. Dessa forma, quando se aplica uma carga maior, melhor será o fator de potência.
Por certo, como é apresentado na figura 5.25, quando submetemos o torno a alta rotações a
solicitação de potência ativa da máquina consequentemente será maior em comparação com a
máquina em vazio. Nota-se que à medida em que se aumenta profundidade tem-se uma demanda
maior por potência ativa. Além disso, é possível perceber uma das possíveis causas levantadas para
a variabilidade nas respostas com a profundidade de usinagem de 0,15mm, que é a proximidade
dos valores em corte dos valores em vazio.
0,600,300,15
0,78
0,77
0,76
0,75
0,74
ap
Fa
tor
de p
otê
ncia
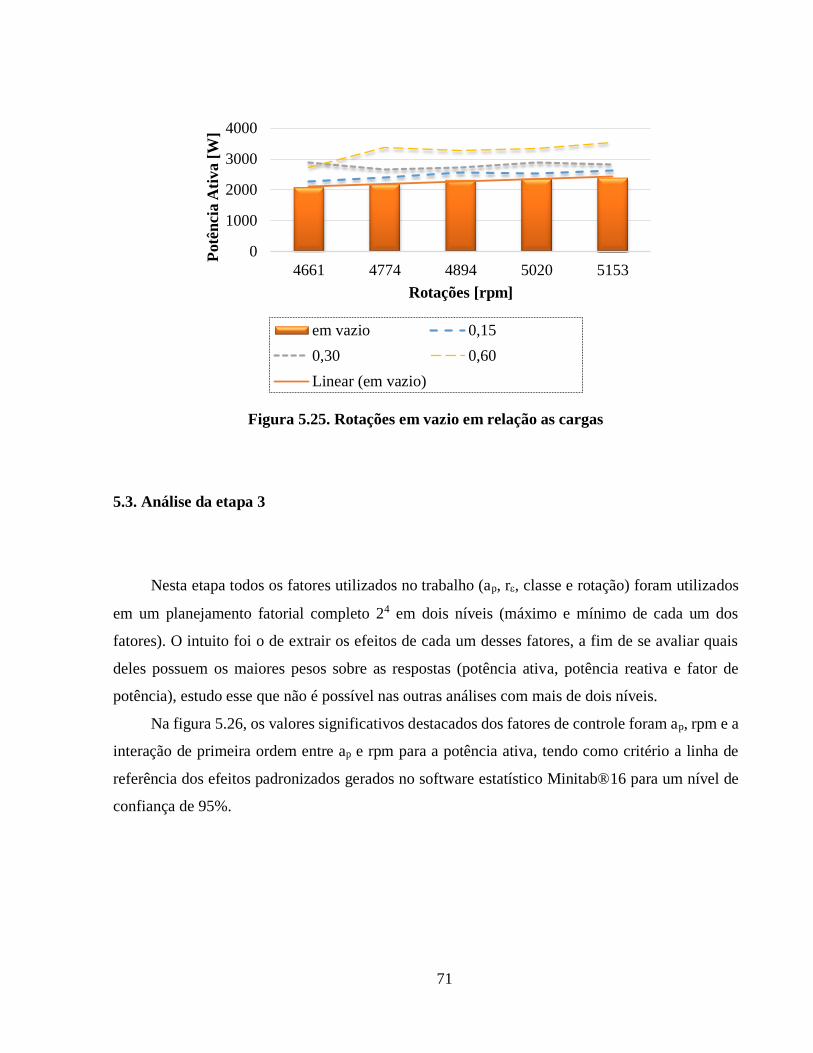
71
Figura 5.25. Rotações em vazio em relação as cargas
5.3. Análise da etapa 3
Nesta etapa todos os fatores utilizados no trabalho (ap, r, classe e rotação) foram utilizados
em um planejamento fatorial completo 24 em dois níveis (máximo e mínimo de cada um dos
fatores). O intuito foi o de extrair os efeitos de cada um desses fatores, a fim de se avaliar quais
deles possuem os maiores pesos sobre as respostas (potência ativa, potência reativa e fator de
potência), estudo esse que não é possível nas outras análises com mais de dois níveis.
Na figura 5.26, os valores significativos destacados dos fatores de controle foram ap, rpm e a
interação de primeira ordem entre ap e rpm para a potência ativa, tendo como critério a linha de
referência dos efeitos padronizados gerados no software estatístico Minitab®16 para um nível de
confiança de 95%.
0
1000
2000
3000
4000
4661 4774 4894 5020 5153
Potê
ncia
Ati
va [
W]
Rotações [rpm]
em vazio 0,15
0,30 0,60
Linear (em vazio)
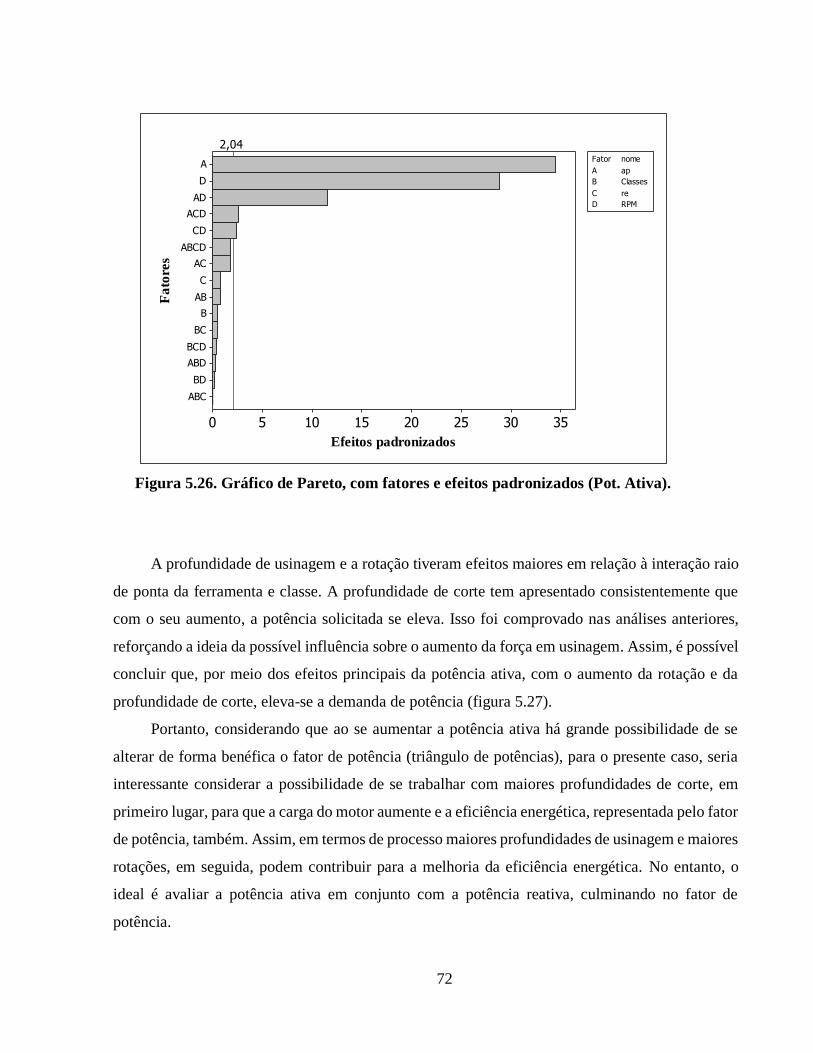
72
Figura 5.26. Gráfico de Pareto, com fatores e efeitos padronizados (Pot. Ativa).
A profundidade de usinagem e a rotação tiveram efeitos maiores em relação à interação raio
de ponta da ferramenta e classe. A profundidade de corte tem apresentado consistentemente que
com o seu aumento, a potência solicitada se eleva. Isso foi comprovado nas análises anteriores,
reforçando a ideia da possível influência sobre o aumento da força em usinagem. Assim, é possível
concluir que, por meio dos efeitos principais da potência ativa, com o aumento da rotação e da
profundidade de corte, eleva-se a demanda de potência (figura 5.27).
Portanto, considerando que ao se aumentar a potência ativa há grande possibilidade de se
alterar de forma benéfica o fator de potência (triângulo de potências), para o presente caso, seria
interessante considerar a possibilidade de se trabalhar com maiores profundidades de corte, em
primeiro lugar, para que a carga do motor aumente e a eficiência energética, representada pelo fator
de potência, também. Assim, em termos de processo maiores profundidades de usinagem e maiores
rotações, em seguida, podem contribuir para a melhoria da eficiência energética. No entanto, o
ideal é avaliar a potência ativa em conjunto com a potência reativa, culminando no fator de
potência.
ABC
BD
ABD
BCD
BC
B
AB
C
AC
ABCD
CD
ACD
AD
D
A
35302520151050
Fa
tore
s
Efeitos padronizados
2,04
A ap
B Classes
C re
D RPM
Fator nome

73
Figura 5.27. Efeitos principais relativos à potência ativa
Na figura 5.28 todos os fatores principais se mostraram significativos (ap, r, classe e rotação),
indicando a sensibilidade da potência reativa em relação aos fatores observados. Além disso, as
interações de primeira ordem classe* r e ap*rpm também são importantes.
Por essa análise, é possível observar que novamente a profundidade de corte tem a maior
influência significativa, seguido pela classe, raio de ponta e rotações. A princípio o ideal é que se
tenha menores valores de potência reativa para que a eficiência energética seja melhorada. No
entanto, os gráficos dos efeitos principais na figura 5.29 mostram que a profundidade de usinagem
e a rotação também aumentam a potência reativa. Assim, a princípio, poderia ser feita a afirmação
errônea de que o correto seria trabalhar com valores de ap e rotações menores, mas é preciso lembrar
que a potência reativa não cresce com a mesma intensidade da potência ativa, implicando que
maiores valores poderão melhorar o fator de potência.
0,600,15
3200
3000
2800
2600
240021
0,400,20
3200
3000
2800
2600
240051524661
app
ote
nci
a a
tiv
a [
w]
Classes
re RPM
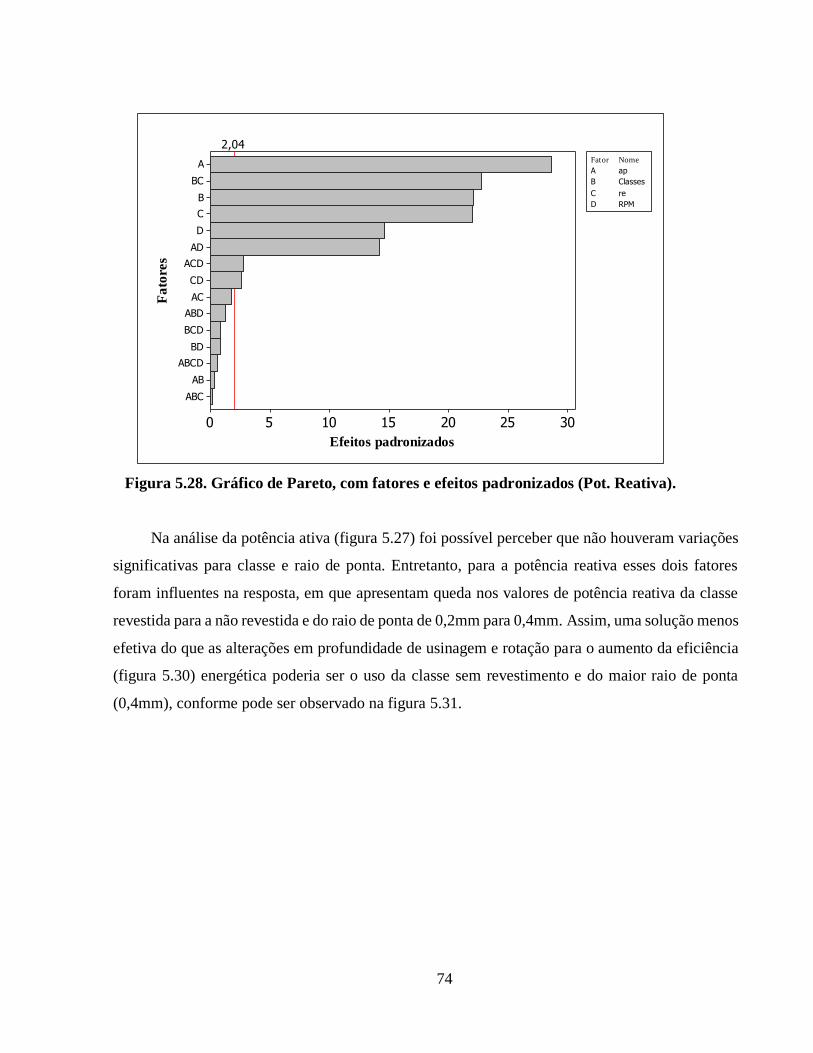
74
Figura 5.28. Gráfico de Pareto, com fatores e efeitos padronizados (Pot. Reativa).
Na análise da potência ativa (figura 5.27) foi possível perceber que não houveram variações
significativas para classe e raio de ponta. Entretanto, para a potência reativa esses dois fatores
foram influentes na resposta, em que apresentam queda nos valores de potência reativa da classe
revestida para a não revestida e do raio de ponta de 0,2mm para 0,4mm. Assim, uma solução menos
efetiva do que as alterações em profundidade de usinagem e rotação para o aumento da eficiência
(figura 5.30) energética poderia ser o uso da classe sem revestimento e do maior raio de ponta
(0,4mm), conforme pode ser observado na figura 5.31.
ABC
AB
ABCD
BD
BCD
ABD
AC
CD
ACD
AD
D
C
B
BC
A
302520151050
Fa
tore
s
Efeitos padronizados
2,04
A ap
B Classes
C re
D RPM
Fator Nome

75
Figura 5.29. Efeitos principais relativo a potência reativa
O último gráfico de Pareto apresentado (figura 5.30) representa os dados relativos ao fator
de potência. Mais uma vez a profundidade de usinagem e a rotação são os fatores mais influentes
sobre a resposta.
Por essa análise é possível observar que a rotação tem a maior influência significativa, ao
compararmos com as análises anteriores. A interação de primeira ordem entre classe e raio de ponta
são estatisticamente significativos nos parâmetros avaliados para fator de potência.
0,600,15
2500
2400
2300
21
0,400,20
2500
2400
2300
51524661
app
otê
nci
a r
ea
tiva
[k
VA
r]
Classes
re RPM

76
Figura 5.30. Gráfico de Pareto, com fatores e efeitos
padronizados (Fator de potência).
Figura 5.31. Efeitos principais relativo ao fator de potência.
ABD
AD
BD
AB
ACD
BCD
CD
AC
ABC
ABCD
B
C
BC
A
D
2520151050
Fa
tore
s
Efeitos padronizados
2,04
A ap
B Classes
C re
D RPM
fator nome
0,600,15
0,78
0,76
0,74
21
0,400,20
0,78
0,76
0,74
51524661
ap
fato
r d
e p
ote
ncia
Classes
re RPM

77
6. CONCLUSÕES
Uma comparação global dos resultados analisados mostra que a potência ativa e potência
reativa aumentam, mas de forma diferenciada, pois ocorre um aumento maior na potência ativa e
um menor na potência reativa. Com o aumento dessas duas potências, ocorre também um
crescimento do fator de potência e isso é comprovado ao se analisar o triângulo de potência.
Na prática a potência ativa é a potência de trabalho, a potência reativa e o fator de potência
são os fatores mais afetados por apresentar maiores variações dos fatores significativos. Com o
aumento da profundidade de corte e da rotação ocorre um crescimento menor da potência reativa
e uma melhora do fator de potência, isso se deve ao aumento da carga durante o torneamento.
Nas análises feitas pela potência ativa nas etapas 1, 2 e 3, não foi possível perceber a variação
dos fatores classe da ferramenta e raio de ponta. Por outro lado, a potência reativa e o fator de
potência foram capazes de detectar a variação desses efeitos. Dessa forma, com alterações desses
fatores é possível fazer mudanças significativas no desempenho energético sem alterar os fatores
principais como rotação da máquina e profundidade de usinagem.
Portanto, em termos de rotação e profundidade de usinagem, para aplicação em processo de
torneamento, a princípio seria recomendável a utilização da maior profundidade de corte por
passada no desbaste, deixando o mínimo possível de sobremetal para o acabamento, para melhor
eficiência energética. Além disso, para melhorar a qualidade do fator de potência, pode-se ainda
analisar a alteração dos fatores raio de ponta e classe de ferramenta (revestida e não revestida) de
acordo com a necessidade e as condições do processo.
6.1 Sugestões para trabalhos futuros
A seguir são mostradas sugestões e propostas de atividades de pesquisa que podem
enriquecer e dar sequência ao trabalho desenvolvido até o momento.

78
Verificar o comportamento do fator de potência de máquinas com menor e com maior
potência;
Utilizar nos ensaios diferentes tipos de materiais de interesse industrial;
Avaliar o processo com diferentes máquinas e associar aos resultados de fator de potência e
força de usinagem;
Comparar resultados de fator de potência e força de corte com simulações numéricas.
79
7. REFERÊNCIAS
ALBUQUERQUE, C. F. DE, LOPES, N. F., livreto explicativo “energia ativa e reativa”,
CERIPA - companhia de eletrificação rural de iraí-paranapanema-avaré, São Paulo, dezembro de
2009.
ALI EMADI, livro - Energy-Efficient Electric Motors, Third Edition, Revised and Expanded,
CRC Press 2004, Pages 90–127, Print ISBN: 978-0-8247-5735-9, eBook ISBN: 978-1-4200-
3081-5, DOI: 10.1201/9781420030815, ch4.
ANDRADE, M.T.O., A influência da energia reativa no planejamento do setor elétrico e a
necessidade de consolidação do período horário para avaliação do fator de potência das
cargas. 1993. Tese de doutorado Faculdade de engenharia mecânica. Faculdade de engenharia
mecânica, Universidade Estadual de Campinas, Campinas. pp. 79-124
BHUSHAN, R.K., (2013), “Optimization of cutting parameters for minimizing power
consumption and maximizing the life of the tool during the machining of Al alloy SiC particle
composites”, Journal of Materials Processing Technology, Shri Mata Vaishno Devi
University, Katra, J & K, India.
Brochure 1326D • Litho in USA • ©Hardinge Inc. 2009 • 5M October 2013 – (manual técnico
do torno Hardinge modelo gs 150).
BUTTON, S.T., apostila “metodologia para planejamento experimental e análise de
resultados” código da disciplina IM317, Programa De Pós-Graduação Em Engenharia Mecânica,
Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas, Unicamp, 2012.
CAMPANA, S., OLIVEIRA FILHO, D., SOARES, A.A. et al., Inversores de Frequência: Uma
Alternativa parágrafo racionalização fazer uso Elétrica da Energia em Sistemas de Irrigação pivô
central. In: ENCONTRO DE ENERGIA NO MEIO RURAL., 3, 2000, Campinas
Proceedings on-line ... Disponível a partir de: Acess em: 28 de outubro de 2014.
CAPELLI, A., revista Mecatrônica Atual., Edição de fevereiro/2002 editora Saber. p. 08-15.
(2002).
DINIZ, ANSELMO, MARCONDES, FRANCISCO C, COPPINI, NIVALDO L, livro - Tecnologia da Usinagem dos Metais, 6ª ed. São Paulo: Artliber Editora, 2008, 118-121 p.

80
DRĂGĂNESCU, F., GHEORGHE, M., DOICIN, CV., (2003), “Models of machine tool
Efficiency and energy consumed specifies”, Journal of Materials Processing Technology,
Department of technology of manufacturing (TCM), the Polytechnic University of Bucareste,
Bucareste, Romênia.141, pp 9-15.
EICHHAMMER, W., (2004), “Industrial energy efficiency”, CJ Cleveland (ed.), Encyclopedia
of Energy, Elsevier, Nova Iorque, pp 383-393.
ESCOLA POLITÉCNICA DA USP, PEA, (2013), Departamento de engenharia de energia e
automação elétricas, laboratório de instalações elétricas código: EP – apostila - energia, potência
e fator de potência pp. 12-22.
EZUGWU, E. O.; SALES, W. F.; LANDRE JUNIOR, J. Machining dynamics: fundamentals,
applications and practices. London: Springer, 2009.
FERRARESI, D., (1970), Livro - Fundamentos da usinagem dos metais, 12ª edição, São
Paulo, editora Edgard Blucher, pp. 160-186.
INTERNATIONAL ENERGY AGENCY (IEA), “Head of Communication and Information
Office”, OECD/IEA, 2007, France.
JASINEVICIUS, R. G., apostila SEM534 – Processos de Fabricação Mecânica, (2009) EESC-
USP.
JERRY C. WHITAKER, livro - AC Power Systems Handbook, Third Edition, CRC Press
2006, Pages 43–58, Print ISBN: 978-0-8493-4034-5, eBook ISBN: 978-1-4200-0581-3, DOI:
10.1201/9781420005813, ch3.
KRATOCHVIL, R., Fresamento de acabamento em altas velocidades de corte para eletrodos
de grafita industrial, 2004. Dissertação de mestrado. Universidade Federal de Santa Catarina,
Programa de pós-graduação em engenharia mecânica.
LATORRE, C. de F., NOBRE, E. C., BURGOA, J. A., Diagnóstico do potencial de conservação
de energia na indústria, I seminário Internacional de Distribuição de Energia Elétrica, Belo
Horizonte, 1990, vl. 3.

81
LOWENSTEIN, M. Z., livro - Electrical Measurement, Signal Processing, and Displays
Edited by John G. Webster, CRC Press 2003, Pages 4-1–4-18, Print ISBN: 978-0-8493-1733-0,
eBook SBN: 978-0-203-00940-6, DOI: 10.1201/9780203009406.ch4
MACHADO, A.R., ABRÃO, A.M., COELHO, R.T., SILVA, M.B., (2012), Livro - Teoria da
usinagem dos metais, 2ª edição, São Paulo, editora Edgard Blucher, pp. 109-112.
MICHAEL Z. LOWENSTEIN, livro - Electrical Measurement, Signal Processing, and
Displays, Edited by John G. Webster, CRC Press 2003, Pages 4-1–4-18, Print ISBN: 978-0-
8493-1733-0, eBook ISBN: 978-0-203-00940-6, DOI: 10.1201/9780203009406, ch4.
MIZUYAMA, DEMERVAL, Aplicação de Redes Neurais como Preditor de Rugosidade em
Processo de Torneamento. 2012. Dissertação de Mestrado, Universidade Tecnológica Federal
do Paraná p. 49-63.
MOHAMMADI, A., TEHRANI, A.F., EMANIAN, E., KARIMI, D., “Statistical analysis of wire
electrical discharge turning on material removal rate” Original Research Article Journal of
Materials Processing Technology, Volume 205, Issues 1–3, 26 August 2008, Pages 283-289.
MONEER H, BENJAMIN B, HARALD M, DORNFELD D, GISELA L, VOLKER S (2012)
“Impact of green machining strategies on achieved surface quality” CIRP Annals -
Manufacturing Technology 61 (2012) 55–58.
MORAES, Maria J. de; OLIVEIRA FILHO, Delly; VIEIRA, Gustavo HS e Scarcelli, Ricardo de
OC. Gerenciamento do Lado da Demanda sem bombeamento de agua para Perímetro
irrigado. Rev. bras. eng. agríc. ambiente. [Online]. 2011, vol.15, n.9 [citado 2014/10/28], pp.
875-882. Disponível em: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1415-
43662011000900001&lng=en&nrm=iso>. ISSN 1415-366. http://dx.doi.org/10.1590/S1415-
43662011000900001.
NEWMAN, S., NASSEHI, A., IMANI-ASRAI, R., DHOKIA, V., (2012), “Energy efficient CNC
machining process planning”, CIRP annals. Department of mechanical engineering at the
University of Bath, BA2 7AY, United Kingdom.
RENATO G. JASINEVICIUS, SEM534 – Processos de Fabricação Mecânica, E.E.S.C. USP,
Escola de engenharia de São Carlos, Universidade de São Paulo, departamento de engenharia
mecânica. 2010.

82
RIGATTI, A. M. Y., Avaliação da Força de Usinagem e Energia Específica de Corte no
Fresamento com Alta Velocidade de Corte. 2010. Dissertação de Mestrado. Universidade
Estadual Paulista, Faculdade de Engenharia de Ilha Solteira, Área de conhecimento: Materiais e
Processos de Fabricação, pp. 34-35.
RODRIGUES, A. R. Estudo da geometria de arestas de corte aplicadas em usinagem com
altas velocidades de corte. 2005. 227 f. Tese de Doutorado - Escola de Engenharia de São
Carlos, Universidade de São Paulo, São Carlos.
RODRIGUES, A. R.; MATSUMOTO, H.; YAMAKAMI, W. J.; PAULO, R. G. R.; ASSIS, C. L.
F. “Influência da condição de usinagem na usinabilidade do aço SAE 4118H.” In: VIII
Congresso Ibero-americano de Engenharia Mecânica, 8. 2007, Cusco-Peru Anais... Cusco-
Peru: Pontifícia Universidad Católica del Peru, 2007.
SANKARAN, C., livro - Power Quality, CRC Press 2001, Print ISBN: 978-0-8493-1040-9,
eBook ISBN: 978-1-4200-4102-6, DOI: 10.1201/9781420041026.ch6
SENAI – ES, 1997, apostila “Elétrica – materiais e equipamentos em sistemas de baixa
tensão”, CPM, programa de certificação de pessoal de manutenção, parceria SENAI/CST
(companhia siderúrgica de tubarão), SENAI - Serviço Nacional de Aprendizagem Industrial.
DAE - Divisão de Assistência às Empresas, Departamento Regional do Espírito Santo
SILVEIRA, N.S., TOLOCZKO, F. R., NASCIMENTO, M. R., SILVA, R. H. L. DA, HASSUI,
A., “Avaliação Da Potência Consumida no Torneamento da Liga de Alumínio 2011F (Al-Cu)”,
CONEM, Congresso Nacional de Engenharia Mecânica, Uberlândia, MG, Brasil, 2014.
SOUZA, A. J. de, Apostila “Processos de Fabricação Parte 2 - ENG03343”, Universidade
Federal do Rio Grande do Sul, Escola de Engenharia, Departamento de Engenharia Mecânica,
2011.
SOUZA, E. M., Influência dos Parâmetros de Usinagem de Madeira de Eucalyptus sp no
Consumo de Energia Específica de Corte em Serra Circular. 2009. Dissertação de Mestrado,
Universidade Federal de Lavras, pp. 10 e 21.
TEIXEIRA, C.A., OLIVEIRA FILHO, D. and SANTOS, W. L., Digitalização de curvas
características de rendimento de motores elétricos: para adequação do uso de força motriz.
In Proceedings of the 3º. Encontro de Energia no Meio Rural., 2000, Campinas (SP, Brazil)
[online]. 2003 [cited 28 October 2014]
83
TORO, D.T., (1994), livro - Fundamentos de Máquinas Elétricas. Editora Prentice-Hall do
Brasil LTDA, Rio de Janeiro – pg 550.
TRENT, E. M., livro - Metal cutting / Edward M. Trent, Paul K. Wright. 4th ed.p. (2000),
cm.Includes bibliographical references and index. ISBN 0-7506-7069-X, pp 439.
VIJAYARAGHAVAN, A., DORNFELD, D., (2011), “Automated energy monitoring of machine
tools”, Sistema Insights Inc., CIRP Annals. Berkeley, CA, United States, production and
sustainability Laboratory, at the University of California, Berkeley, United States.
WILDI, THEODORE, livro Electrical machines, drives, and power systems, 5ª edição, pp
886, 2002.
WOLFGANG HOFMANN, JÜRGEN SCHLABBACH, WOLFGANG JUST, livro - Methods
for the Determination of Reactive Power and Power Factor, Published Online: 18, dec, 2012,
DOI: 10.1002/9781119967286.ch5.
YOUNG, FREEMAN, Livro - Sears & Zemansky – Física III eletromagnetismo/ 12ª Ed.
ISBN978-85-88639-34-8. pp 178 – 182.
YOUSSEF, HELMI A., livro - Machining technology: machine tools and operations / Helmi
A. Youssef, Hassan El-Hofy. Boca Raton: CRC Press, 2008, 633p
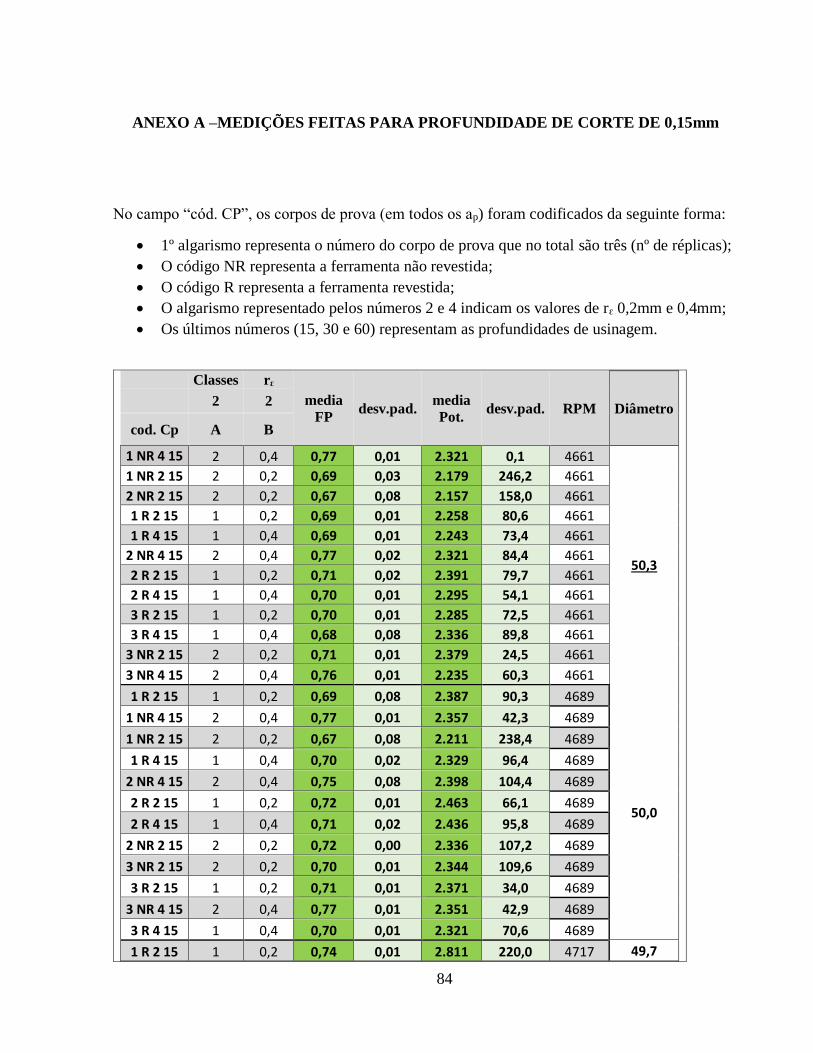
84
ANEXO A –MEDIÇÕES FEITAS PARA PROFUNDIDADE DE CORTE DE 0,15mm
No campo “cód. CP”, os corpos de prova (em todos os ap) foram codificados da seguinte forma:
1º algarismo representa o número do corpo de prova que no total são três (nº de réplicas);
O código NR representa a ferramenta não revestida;
O código R representa a ferramenta revestida;
O algarismo representado pelos números 2 e 4 indicam os valores de rԑ 0,2mm e 0,4mm;
Os últimos números (15, 30 e 60) representam as profundidades de usinagem.
Classes rԑ
media
FP desv.pad.
media
Pot. desv.pad. RPM Diâmetro
2 2
cod. Cp A B
1 NR 4 15 2 0,4 0,77 0,01 2.321 0,1 4661
50,3
1 NR 2 15 2 0,2 0,69 0,03 2.179 246,2 4661
2 NR 2 15 2 0,2 0,67 0,08 2.157 158,0 4661
1 R 2 15 1 0,2 0,69 0,01 2.258 80,6 4661
1 R 4 15 1 0,4 0,69 0,01 2.243 73,4 4661
2 NR 4 15 2 0,4 0,77 0,02 2.321 84,4 4661
2 R 2 15 1 0,2 0,71 0,02 2.391 79,7 4661
2 R 4 15 1 0,4 0,70 0,01 2.295 54,1 4661
3 R 2 15 1 0,2 0,70 0,01 2.285 72,5 4661
3 R 4 15 1 0,4 0,68 0,08 2.336 89,8 4661
3 NR 2 15 2 0,2 0,71 0,01 2.379 24,5 4661
3 NR 4 15 2 0,4 0,76 0,01 2.235 60,3 4661
1 R 2 15 1 0,2 0,69 0,08 2.387 90,3 4689
50,0
1 NR 4 15 2 0,4 0,77 0,01 2.357 42,3 4689
1 NR 2 15 2 0,2 0,67 0,08 2.211 238,4 4689
1 R 4 15 1 0,4 0,70 0,02 2.329 96,4 4689
2 NR 4 15 2 0,4 0,75 0,08 2.398 104,4 4689
2 R 2 15 1 0,2 0,72 0,01 2.463 66,1 4689
2 R 4 15 1 0,4 0,71 0,02 2.436 95,8 4689
2 NR 2 15 2 0,2 0,72 0,00 2.336 107,2 4689
3 NR 2 15 2 0,2 0,70 0,01 2.344 109,6 4689
3 R 2 15 1 0,2 0,71 0,01 2.371 34,0 4689
3 NR 4 15 2 0,4 0,77 0,01 2.351 42,9 4689
3 R 4 15 1 0,4 0,70 0,01 2.321 70,6 4689
1 R 2 15 1 0,2 0,74 0,01 2.811 220,0 4717 49,7

85
1 NR 2 15 2 0,2 0,73 0,01 2.636 34,8 4717
2 NR 2 15 2 0,2 0,72 0,01 2.663 86,2 4717
1 R 4 15 1 0,4 0,73 0,01 2.672 58,4 4717
1 NR 4 15 2 0,4 0,78 0,01 2.731 97,4 4717
2 R 4 15 1 0,4 0,73 0,01 2.765 28,9 4717
2 NR 4 15 2 0,4 0,78 0,01 2.635 103,0 4717
2 R 2 15 1 0,2 0,73 0,00 2.651 56,8 4717
3 NR 4 15 2 0,4 0,78 0,01 2.627 96,8 4717
3 NR 2 15 2 0,2 0,73 0,01 2.591 77,7 4717
3 R 4 15 1 0,4 0,72 0,01 2.541 36,2 4717
3 R 2 15 1 0,2 0,73 0,02 2.575 106,6 4717
1 R 2 15 1 0,2 0,72 0,01 2.527 64,2 4746
49,4
1 R 4 15 1 0,4 0,71 0,01 2.442 56,9 4746
2 R 4 15 1 0,4 0,72 0,01 2.507 60,0 4746
3 R 4 15 1 0,4 0,73 0,02 2.533 120,0 4746
1 NR 2 15 2 0,2 0,69 0,09 2.433 80,0 4746
1 NR 4 15 2 0,4 0,78 0,01 2.490 68,3 4746
2 NR 2 15 2 0,2 0,72 0,01 2.514 63,3 4746
2 R 2 15 1 0,2 0,72 0,02 2.504 151,2 4746
3 NR 2 15 2 0,2 0,72 0,01 2.466 48,7 4746
3 R 2 15 1 0,2 0,72 0,01 2.499 43,9 4746
2 NR 4 15 2 0,4 0,78 0,00 2.499 68,6 4746
3 NR 4 15 2 0,4 0,78 0,01 2.426 84,9 4746
1 NR 2 15 2 0,2 0,69 0,02 2.173 141,5 4775
49,1
1 R 4 15 1 0,4 0,69 0,02 2.173 141,5 4775
2 R 4 15 1 0,4 0,72 0,02 2.502 126,3 4775
1 NR 4 15 2 0,4 0,78 0,01 2.482 58,9 4775
1 R 2 15 1 0,2 0,72 0,01 2.479 91,6 4775
2 R 2 15 1 0,2 0,72 0,01 2.454 74,5 4775
2 NR 2 15 2 0,2 0,72 0,01 2.450 93,9 4775
2 NR 4 15 2 0,4 0,77 0,01 2.420 101,8 4775
3 NR 2 15 2 0,2 0,69 0,09 2.412 119,1 4775
3 R 2 15 1 0,2 0,72 0,01 2.443 40,5 4775
3 NR 4 15 2 0,4 0,78 0,01 2.439 102,6 4775
3 R 4 15 1 0,4 0,73 0,02 2.498 120,6 4775
1 R 4 15 1 0,4 0,72 0,01 2.527 63,2 4803
48,8
1 NR 2 15 2 0,2 0,72 0,01 2.477 103,0 4803
1 R 2 15 1 0,2 0,72 0,01 2.470 106,9 4803
2 NR 2 15 2 0,2 0,73 0,02 2.503 127,1 4803
3 NR 2 15 2 0,2 0,72 0,01 2.442 38,2 4803
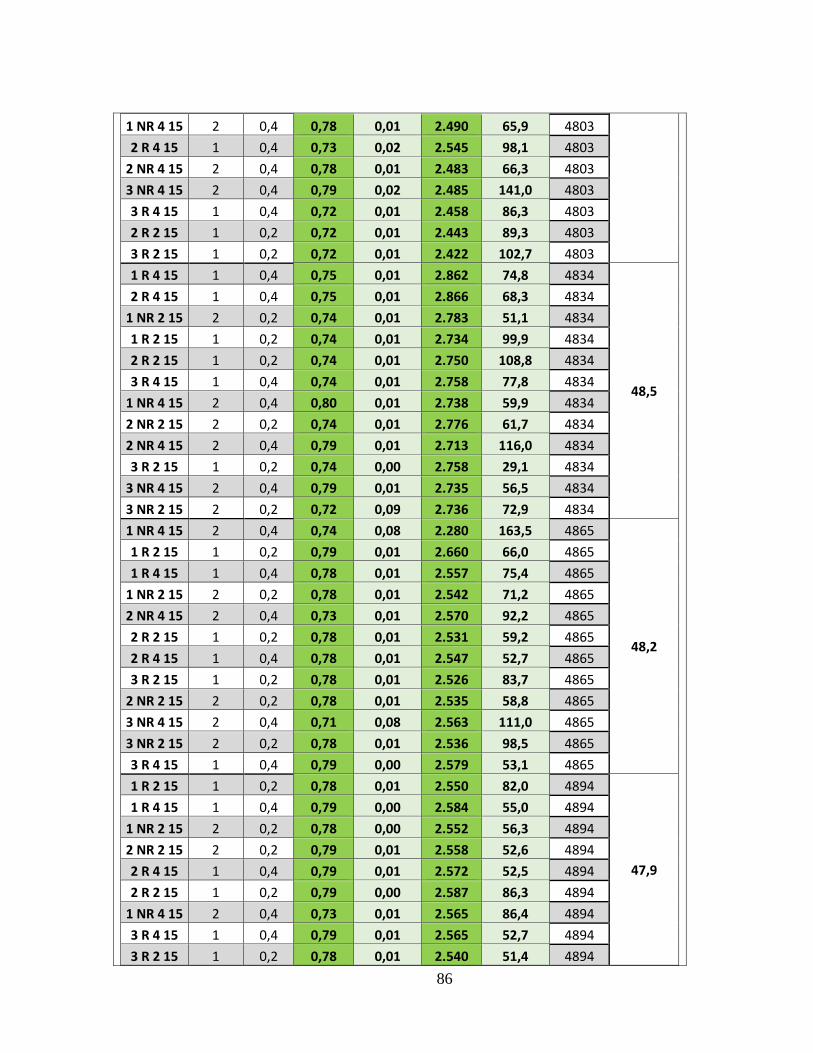
86
1 NR 4 15 2 0,4 0,78 0,01 2.490 65,9 4803
2 R 4 15 1 0,4 0,73 0,02 2.545 98,1 4803
2 NR 4 15 2 0,4 0,78 0,01 2.483 66,3 4803
3 NR 4 15 2 0,4 0,79 0,02 2.485 141,0 4803
3 R 4 15 1 0,4 0,72 0,01 2.458 86,3 4803
2 R 2 15 1 0,2 0,72 0,01 2.443 89,3 4803
3 R 2 15 1 0,2 0,72 0,01 2.422 102,7 4803
1 R 4 15 1 0,4 0,75 0,01 2.862 74,8 4834
48,5
2 R 4 15 1 0,4 0,75 0,01 2.866 68,3 4834
1 NR 2 15 2 0,2 0,74 0,01 2.783 51,1 4834
1 R 2 15 1 0,2 0,74 0,01 2.734 99,9 4834
2 R 2 15 1 0,2 0,74 0,01 2.750 108,8 4834
3 R 4 15 1 0,4 0,74 0,01 2.758 77,8 4834
1 NR 4 15 2 0,4 0,80 0,01 2.738 59,9 4834
2 NR 2 15 2 0,2 0,74 0,01 2.776 61,7 4834
2 NR 4 15 2 0,4 0,79 0,01 2.713 116,0 4834
3 R 2 15 1 0,2 0,74 0,00 2.758 29,1 4834
3 NR 4 15 2 0,4 0,79 0,01 2.735 56,5 4834
3 NR 2 15 2 0,2 0,72 0,09 2.736 72,9 4834
1 NR 4 15 2 0,4 0,74 0,08 2.280 163,5 4865
48,2
1 R 2 15 1 0,2 0,79 0,01 2.660 66,0 4865
1 R 4 15 1 0,4 0,78 0,01 2.557 75,4 4865
1 NR 2 15 2 0,2 0,78 0,01 2.542 71,2 4865
2 NR 4 15 2 0,4 0,73 0,01 2.570 92,2 4865
2 R 2 15 1 0,2 0,78 0,01 2.531 59,2 4865
2 R 4 15 1 0,4 0,78 0,01 2.547 52,7 4865
3 R 2 15 1 0,2 0,78 0,01 2.526 83,7 4865
2 NR 2 15 2 0,2 0,78 0,01 2.535 58,8 4865
3 NR 4 15 2 0,4 0,71 0,08 2.563 111,0 4865
3 NR 2 15 2 0,2 0,78 0,01 2.536 98,5 4865
3 R 4 15 1 0,4 0,79 0,00 2.579 53,1 4865
1 R 2 15 1 0,2 0,78 0,01 2.550 82,0 4894
47,9
1 R 4 15 1 0,4 0,79 0,00 2.584 55,0 4894
1 NR 2 15 2 0,2 0,78 0,00 2.552 56,3 4894
2 NR 2 15 2 0,2 0,79 0,01 2.558 52,6 4894
2 R 4 15 1 0,4 0,79 0,01 2.572 52,5 4894
2 R 2 15 1 0,2 0,79 0,00 2.587 86,3 4894
1 NR 4 15 2 0,4 0,73 0,01 2.565 86,4 4894
3 R 4 15 1 0,4 0,79 0,01 2.565 52,7 4894
3 R 2 15 1 0,2 0,78 0,01 2.540 51,4 4894

87
3 NR 2 15 2 0,2 0,78 0,00 2.502 74,4 4894
2 NR 4 15 2 0,4 0,73 0,01 2.544 91,3 4894
3 NR 4 15 2 0,4 0,73 0,01 2.508 91,3 4894
1 NR 2 15 2 0,2 0,78 0,00 2.521 51,7 4925
47,6
1 NR 4 15 2 0,4 0,73 0,00 2.556 77,1 4925
1 R 4 15 1 0,4 0,78 0,01 2.511 58,3 4925
1 R 2 15 1 0,2 0,79 0,00 2.529 75,9 4925
2 NR 2 15 2 0,2 0,78 0,00 2.497 52,0 4925
3 NR 2 15 2 0,2 0,78 0,01 2.512 60,3 4925
2 R 2 15 1 0,2 0,78 0,01 2.520 105,8 4925
2 NR 4 15 2 0,4 0,73 0,01 2.502 95,5 4925
3 R 2 15 1 0,2 0,78 0,00 2.486 64,7 4925
3 NR 4 15 2 0,4 0,73 0,01 2.483 106,5 4925
2 R 4 15 1 0,4 0,78 0,01 2.479 61,9 4925
3 R 4 15 1 0,4 0,78 0,00 2.506 38,8 4925
1 NR 2 15 2 0,2 0,78 0,01 2.508 53,3 4957
47,3
1 NR 4 15 2 0,4 0,73 0,01 2.519 90,9 4957
1 R 2 15 1 0,2 0,78 0,00 2.498 49,3 4957
2 R 2 15 1 0,2 0,79 0,01 2.558 94,3 4957
2 NR 4 15 2 0,4 0,72 0,01 2.445 110,3 4957
3 R 2 15 1 0,2 0,73 0,01 2.627 70,9 4957
2 NR 2 15 2 0,2 0,73 0,01 2.643 82,8 4957
3 NR 2 15 2 0,2 0,73 0,01 2.595 40,3 4957
1 R 4 15 1 0,4 0,73 0,01 2.527 62,3 4957
2 R 4 15 1 0,4 0,73 0,01 2.535 94,8 4957
3 NR 4 15 2 0,4 0,79 0,01 2.549 62,0 4957
3 R 4 15 1 0,4 0,73 0,01 2.505 100,4 4957
1 NR 2 15 2 0,2 0,73 0,01 2.592 38,5 4989
47,0
1 R 2 15 1 0,2 0,71 0,02 2.235 110,3 4989
1 NR 4 15 2 0,4 0,79 0,01 2.574 123,3 4989
1 R 4 15 1 0,4 0,74 0,01 2.596 83,0 4989
2 NR 2 15 2 0,2 0,74 0,01 2.565 62,0 4989
2 R 2 15 1 0,2 0,74 0,01 2.600 107,3 4989
2 NR 4 15 2 0,4 0,71 0,02 2.236 100,2 4989
3 NR 2 15 2 0,2 0,71 0,02 2.229 108,8 4989
3 R 2 15 1 0,2 0,73 0,01 2.518 92,0 4989
2 R 4 15 1 0,4 0,73 0,00 2.544 44,8 4989
3 R 4 15 1 0,4 0,73 0,01 2.506 50,1 4989
3 NR 4 15 2 0,4 0,79 0,01 2.531 21,5 4989
1 NR 2 15 2 0,2 0,71 0,01 2.224 83,2 5020 46,7
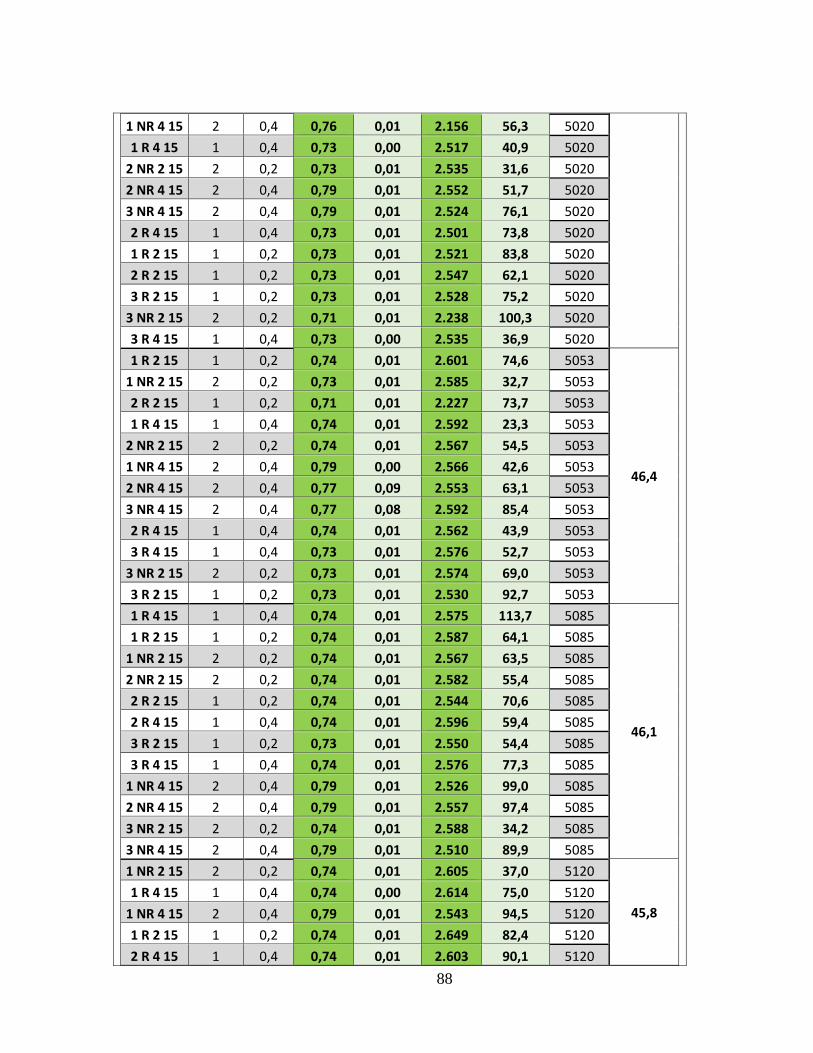
88
1 NR 4 15 2 0,4 0,76 0,01 2.156 56,3 5020
1 R 4 15 1 0,4 0,73 0,00 2.517 40,9 5020
2 NR 2 15 2 0,2 0,73 0,01 2.535 31,6 5020
2 NR 4 15 2 0,4 0,79 0,01 2.552 51,7 5020
3 NR 4 15 2 0,4 0,79 0,01 2.524 76,1 5020
2 R 4 15 1 0,4 0,73 0,01 2.501 73,8 5020
1 R 2 15 1 0,2 0,73 0,01 2.521 83,8 5020
2 R 2 15 1 0,2 0,73 0,01 2.547 62,1 5020
3 R 2 15 1 0,2 0,73 0,01 2.528 75,2 5020
3 NR 2 15 2 0,2 0,71 0,01 2.238 100,3 5020
3 R 4 15 1 0,4 0,73 0,00 2.535 36,9 5020
1 R 2 15 1 0,2 0,74 0,01 2.601 74,6 5053
46,4
1 NR 2 15 2 0,2 0,73 0,01 2.585 32,7 5053
2 R 2 15 1 0,2 0,71 0,01 2.227 73,7 5053
1 R 4 15 1 0,4 0,74 0,01 2.592 23,3 5053
2 NR 2 15 2 0,2 0,74 0,01 2.567 54,5 5053
1 NR 4 15 2 0,4 0,79 0,00 2.566 42,6 5053
2 NR 4 15 2 0,4 0,77 0,09 2.553 63,1 5053
3 NR 4 15 2 0,4 0,77 0,08 2.592 85,4 5053
2 R 4 15 1 0,4 0,74 0,01 2.562 43,9 5053
3 R 4 15 1 0,4 0,73 0,01 2.576 52,7 5053
3 NR 2 15 2 0,2 0,73 0,01 2.574 69,0 5053
3 R 2 15 1 0,2 0,73 0,01 2.530 92,7 5053
1 R 4 15 1 0,4 0,74 0,01 2.575 113,7 5085
46,1
1 R 2 15 1 0,2 0,74 0,01 2.587 64,1 5085
1 NR 2 15 2 0,2 0,74 0,01 2.567 63,5 5085
2 NR 2 15 2 0,2 0,74 0,01 2.582 55,4 5085
2 R 2 15 1 0,2 0,74 0,01 2.544 70,6 5085
2 R 4 15 1 0,4 0,74 0,01 2.596 59,4 5085
3 R 2 15 1 0,2 0,73 0,01 2.550 54,4 5085
3 R 4 15 1 0,4 0,74 0,01 2.576 77,3 5085
1 NR 4 15 2 0,4 0,79 0,01 2.526 99,0 5085
2 NR 4 15 2 0,4 0,79 0,01 2.557 97,4 5085
3 NR 2 15 2 0,2 0,74 0,01 2.588 34,2 5085
3 NR 4 15 2 0,4 0,79 0,01 2.510 89,9 5085
1 NR 2 15 2 0,2 0,74 0,01 2.605 37,0 5120
45,8
1 R 4 15 1 0,4 0,74 0,00 2.614 75,0 5120
1 NR 4 15 2 0,4 0,79 0,01 2.543 94,5 5120
1 R 2 15 1 0,2 0,74 0,01 2.649 82,4 5120
2 R 4 15 1 0,4 0,74 0,01 2.603 90,1 5120
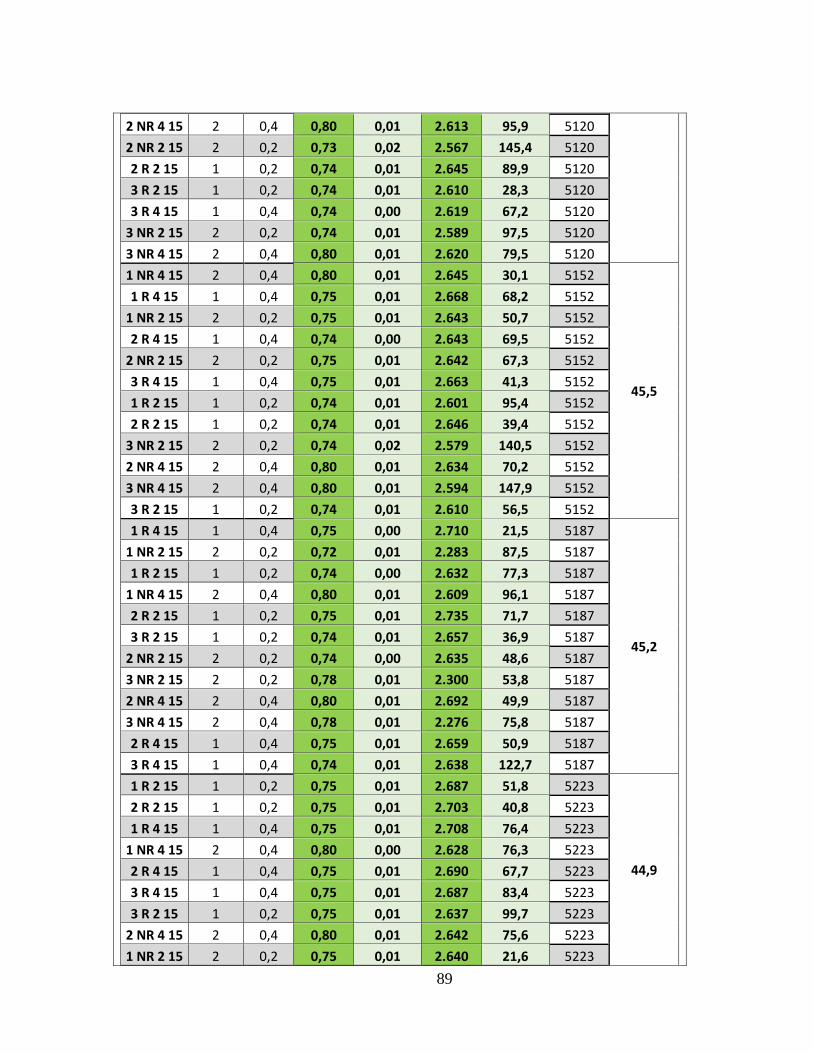
89
2 NR 4 15 2 0,4 0,80 0,01 2.613 95,9 5120
2 NR 2 15 2 0,2 0,73 0,02 2.567 145,4 5120
2 R 2 15 1 0,2 0,74 0,01 2.645 89,9 5120
3 R 2 15 1 0,2 0,74 0,01 2.610 28,3 5120
3 R 4 15 1 0,4 0,74 0,00 2.619 67,2 5120
3 NR 2 15 2 0,2 0,74 0,01 2.589 97,5 5120
3 NR 4 15 2 0,4 0,80 0,01 2.620 79,5 5120
1 NR 4 15 2 0,4 0,80 0,01 2.645 30,1 5152
45,5
1 R 4 15 1 0,4 0,75 0,01 2.668 68,2 5152
1 NR 2 15 2 0,2 0,75 0,01 2.643 50,7 5152
2 R 4 15 1 0,4 0,74 0,00 2.643 69,5 5152
2 NR 2 15 2 0,2 0,75 0,01 2.642 67,3 5152
3 R 4 15 1 0,4 0,75 0,01 2.663 41,3 5152
1 R 2 15 1 0,2 0,74 0,01 2.601 95,4 5152
2 R 2 15 1 0,2 0,74 0,01 2.646 39,4 5152
3 NR 2 15 2 0,2 0,74 0,02 2.579 140,5 5152
2 NR 4 15 2 0,4 0,80 0,01 2.634 70,2 5152
3 NR 4 15 2 0,4 0,80 0,01 2.594 147,9 5152
3 R 2 15 1 0,2 0,74 0,01 2.610 56,5 5152
1 R 4 15 1 0,4 0,75 0,00 2.710 21,5 5187
45,2
1 NR 2 15 2 0,2 0,72 0,01 2.283 87,5 5187
1 R 2 15 1 0,2 0,74 0,00 2.632 77,3 5187
1 NR 4 15 2 0,4 0,80 0,01 2.609 96,1 5187
2 R 2 15 1 0,2 0,75 0,01 2.735 71,7 5187
3 R 2 15 1 0,2 0,74 0,01 2.657 36,9 5187
2 NR 2 15 2 0,2 0,74 0,00 2.635 48,6 5187
3 NR 2 15 2 0,2 0,78 0,01 2.300 53,8 5187
2 NR 4 15 2 0,4 0,80 0,01 2.692 49,9 5187
3 NR 4 15 2 0,4 0,78 0,01 2.276 75,8 5187
2 R 4 15 1 0,4 0,75 0,01 2.659 50,9 5187
3 R 4 15 1 0,4 0,74 0,01 2.638 122,7 5187
1 R 2 15 1 0,2 0,75 0,01 2.687 51,8 5223
44,9
2 R 2 15 1 0,2 0,75 0,01 2.703 40,8 5223
1 R 4 15 1 0,4 0,75 0,01 2.708 76,4 5223
1 NR 4 15 2 0,4 0,80 0,00 2.628 76,3 5223
2 R 4 15 1 0,4 0,75 0,01 2.690 67,7 5223
3 R 4 15 1 0,4 0,75 0,01 2.687 83,4 5223
3 R 2 15 1 0,2 0,75 0,01 2.637 99,7 5223
2 NR 4 15 2 0,4 0,80 0,01 2.642 75,6 5223
1 NR 2 15 2 0,2 0,75 0,01 2.640 21,6 5223

90
3 NR 4 15 2 0,4 0,80 0,01 2.611 114,6 5223
2 NR 2 15 2 0,2 0,72 0,01 2.283 70,3 5223
3 NR 2 15 2 0,2 0,74 0,00 2.649 64,8 5223
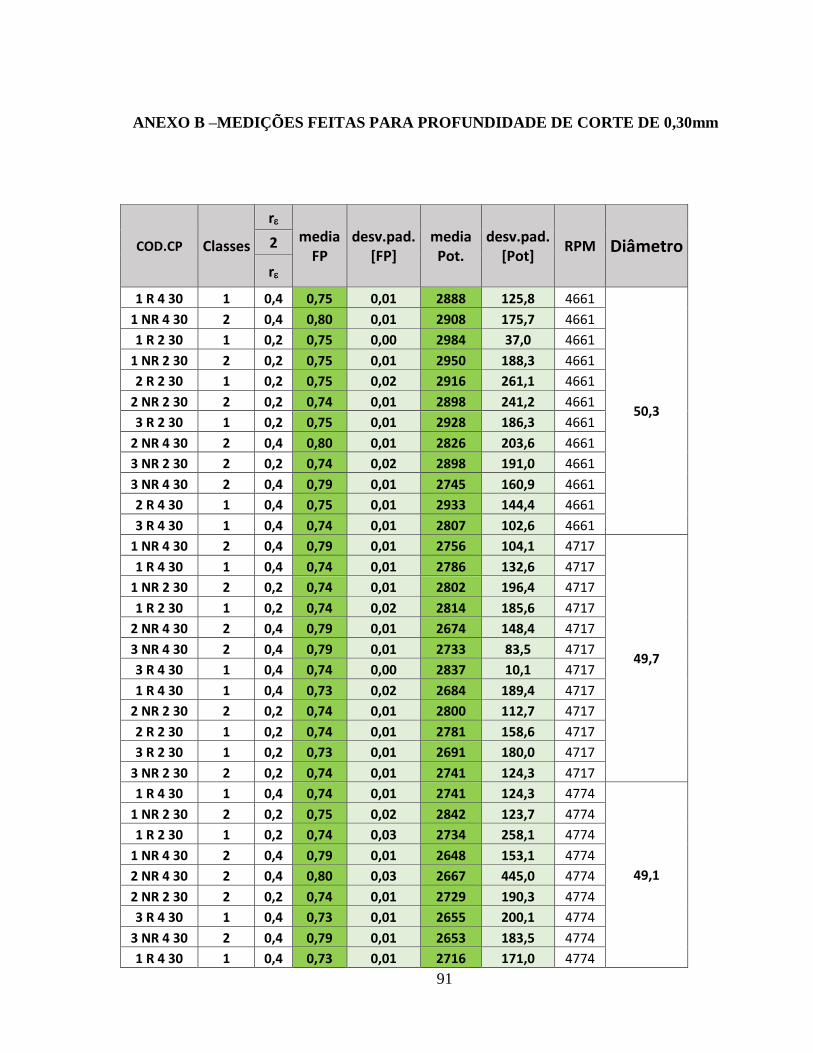
91
ANEXO B –MEDIÇÕES FEITAS PARA PROFUNDIDADE DE CORTE DE 0,30mm
COD.CP Classes
r media
FP desv.pad.
[FP] media Pot.
desv.pad. [Pot]
RPM Diâmetro 2
r
1 R 4 30 1 0,4 0,75 0,01 2888 125,8 4661
50,3
1 NR 4 30 2 0,4 0,80 0,01 2908 175,7 4661
1 R 2 30 1 0,2 0,75 0,00 2984 37,0 4661
1 NR 2 30 2 0,2 0,75 0,01 2950 188,3 4661
2 R 2 30 1 0,2 0,75 0,02 2916 261,1 4661
2 NR 2 30 2 0,2 0,74 0,01 2898 241,2 4661
3 R 2 30 1 0,2 0,75 0,01 2928 186,3 4661
2 NR 4 30 2 0,4 0,80 0,01 2826 203,6 4661
3 NR 2 30 2 0,2 0,74 0,02 2898 191,0 4661
3 NR 4 30 2 0,4 0,79 0,01 2745 160,9 4661
2 R 4 30 1 0,4 0,75 0,01 2933 144,4 4661
3 R 4 30 1 0,4 0,74 0,01 2807 102,6 4661
1 NR 4 30 2 0,4 0,79 0,01 2756 104,1 4717
49,7
1 R 4 30 1 0,4 0,74 0,01 2786 132,6 4717
1 NR 2 30 2 0,2 0,74 0,01 2802 196,4 4717
1 R 2 30 1 0,2 0,74 0,02 2814 185,6 4717
2 NR 4 30 2 0,4 0,79 0,01 2674 148,4 4717
3 NR 4 30 2 0,4 0,79 0,01 2733 83,5 4717
3 R 4 30 1 0,4 0,74 0,00 2837 10,1 4717
1 R 4 30 1 0,4 0,73 0,02 2684 189,4 4717
2 NR 2 30 2 0,2 0,74 0,01 2800 112,7 4717
2 R 2 30 1 0,2 0,74 0,01 2781 158,6 4717
3 R 2 30 1 0,2 0,73 0,01 2691 180,0 4717
3 NR 2 30 2 0,2 0,74 0,01 2741 124,3 4717
1 R 4 30 1 0,4 0,74 0,01 2741 124,3 4774
49,1
1 NR 2 30 2 0,2 0,75 0,02 2842 123,7 4774
1 R 2 30 1 0,2 0,74 0,03 2734 258,1 4774
1 NR 4 30 2 0,4 0,79 0,01 2648 153,1 4774
2 NR 4 30 2 0,4 0,80 0,03 2667 445,0 4774
2 NR 2 30 2 0,2 0,74 0,01 2729 190,3 4774
3 R 4 30 1 0,4 0,73 0,01 2655 200,1 4774
3 NR 4 30 2 0,4 0,79 0,01 2653 183,5 4774
1 R 4 30 1 0,4 0,73 0,01 2716 171,0 4774
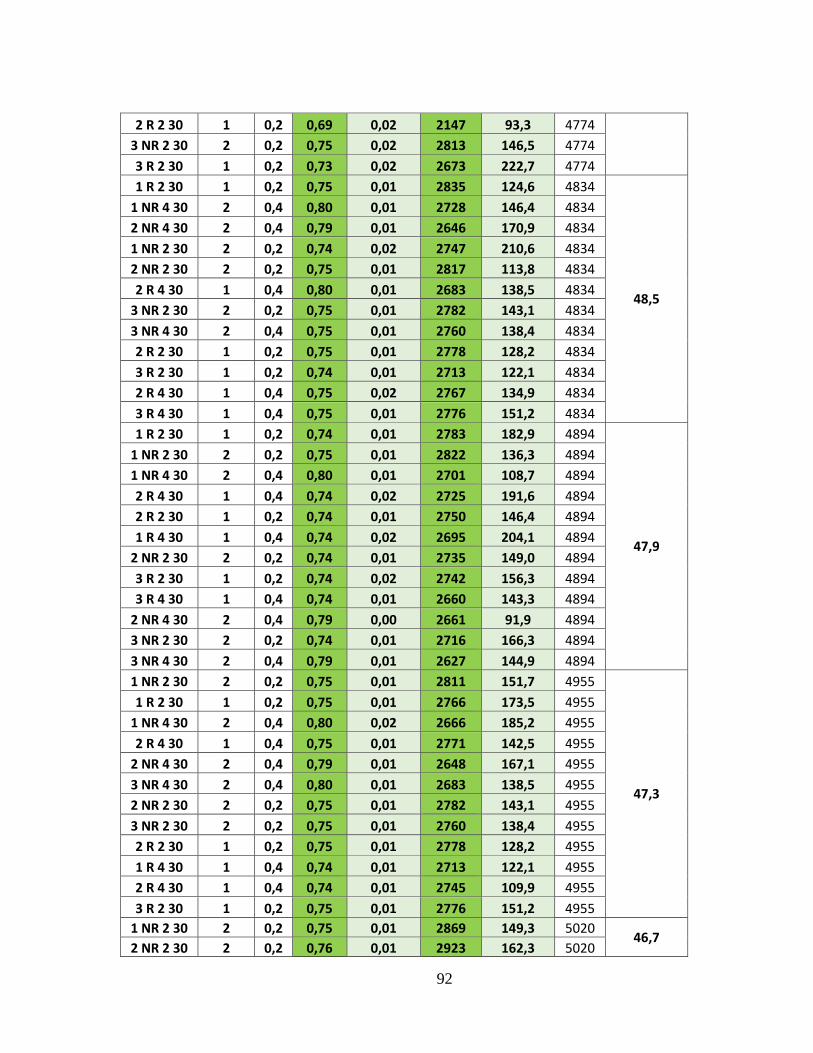
92
2 R 2 30 1 0,2 0,69 0,02 2147 93,3 4774
3 NR 2 30 2 0,2 0,75 0,02 2813 146,5 4774
3 R 2 30 1 0,2 0,73 0,02 2673 222,7 4774
1 R 2 30 1 0,2 0,75 0,01 2835 124,6 4834
48,5
1 NR 4 30 2 0,4 0,80 0,01 2728 146,4 4834
2 NR 4 30 2 0,4 0,79 0,01 2646 170,9 4834
1 NR 2 30 2 0,2 0,74 0,02 2747 210,6 4834
2 NR 2 30 2 0,2 0,75 0,01 2817 113,8 4834
2 R 4 30 1 0,4 0,80 0,01 2683 138,5 4834
3 NR 2 30 2 0,2 0,75 0,01 2782 143,1 4834
3 NR 4 30 2 0,4 0,75 0,01 2760 138,4 4834
2 R 2 30 1 0,2 0,75 0,01 2778 128,2 4834
3 R 2 30 1 0,2 0,74 0,01 2713 122,1 4834
2 R 4 30 1 0,4 0,75 0,02 2767 134,9 4834
3 R 4 30 1 0,4 0,75 0,01 2776 151,2 4834
1 R 2 30 1 0,2 0,74 0,01 2783 182,9 4894
47,9
1 NR 2 30 2 0,2 0,75 0,01 2822 136,3 4894
1 NR 4 30 2 0,4 0,80 0,01 2701 108,7 4894
2 R 4 30 1 0,4 0,74 0,02 2725 191,6 4894
2 R 2 30 1 0,2 0,74 0,01 2750 146,4 4894
1 R 4 30 1 0,4 0,74 0,02 2695 204,1 4894
2 NR 2 30 2 0,2 0,74 0,01 2735 149,0 4894
3 R 2 30 1 0,2 0,74 0,02 2742 156,3 4894
3 R 4 30 1 0,4 0,74 0,01 2660 143,3 4894
2 NR 4 30 2 0,4 0,79 0,00 2661 91,9 4894
3 NR 2 30 2 0,2 0,74 0,01 2716 166,3 4894
3 NR 4 30 2 0,4 0,79 0,01 2627 144,9 4894
1 NR 2 30 2 0,2 0,75 0,01 2811 151,7 4955
47,3
1 R 2 30 1 0,2 0,75 0,01 2766 173,5 4955
1 NR 4 30 2 0,4 0,80 0,02 2666 185,2 4955
2 R 4 30 1 0,4 0,75 0,01 2771 142,5 4955
2 NR 4 30 2 0,4 0,79 0,01 2648 167,1 4955
3 NR 4 30 2 0,4 0,80 0,01 2683 138,5 4955
2 NR 2 30 2 0,2 0,75 0,01 2782 143,1 4955
3 NR 2 30 2 0,2 0,75 0,01 2760 138,4 4955
2 R 2 30 1 0,2 0,75 0,01 2778 128,2 4955
1 R 4 30 1 0,4 0,74 0,01 2713 122,1 4955
2 R 4 30 1 0,4 0,74 0,01 2745 109,9 4955
3 R 2 30 1 0,2 0,75 0,01 2776 151,2 4955
1 NR 2 30 2 0,2 0,75 0,01 2869 149,3 5020 46,7
2 NR 2 30 2 0,2 0,76 0,01 2923 162,3 5020

93
1 NR 4 30 2 0,4 0,81 0,01 2865 140,7 5020
2 NR 4 30 2 0,4 0,79 0,09 2853 144,0 5020
1 R 2 30 1 0,2 0,76 0,01 2954 177,2 5020
3 NR 4 30 2 0,4 0,80 0,01 2817 173,5 5020
2 R 4 30 1 0,4 0,76 0,01 2947 134,9 5020
2 R 2 30 1 0,2 0,76 0,01 2941 170,5 5020
1 R 4 30 1 0,4 0,76 0,01 2927 43,6 5020
3 NR 2 30 2 0,2 0,76 0,01 2907 171,1 5020
3 R 2 30 1 0,2 0,75 0,01 2853 204,1 5020
3 R 4 30 1 0,4 0,76 0,02 2865 206,7 5020
1 NR 4 30 2 0,4 0,81 0,01 2858 129,0 5090
46,1
2 NR 4 30 2 0,4 0,80 0,01 2833 169,2 5090
1 R 4 30 1 0,4 0,75 0,01 2857 124,1 5090
2 R 4 30 1 0,4 0,75 0,01 2859 149,6 5090
3 NR 4 30 2 0,4 0,80 0,01 2760 160,0 5090
1 NR 2 30 2 0,2 0,76 0,01 2868 177,0 5090
1 R 2 30 1 0,2 0,76 0,01 2885 166,0 5090
2 NR 2 30 2 0,2 0,75 0,02 2791 220,5 5090
1 R 4 30 1 0,4 0,72 0,01 2350 77,7 5090
2 R 2 30 1 0,2 0,75 0,01 2824 219,0 5090
3 R 2 30 1 0,2 0,75 0,01 2830 212,9 5090
3 NR 2 30 2 0,2 0,75 0,01 2801 214,2 5090
1 R 2 30 1 0,2 0,76 0,01 2901 193,1 5153
45,5
2 R 2 30 1 0,2 0,75 0,02 2869 205,0 5153
1 NR 4 30 2 0,4 0,81 0,02 2798 259,0 5153
3 R 2 30 1 0,2 0,77 0,01 2961 101,8 5153
2 NR 4 30 2 0,4 0,80 0,01 2723 173,3 5153
1 NR 2 30 2 0,2 0,76 0,01 2836 200,1 5153
2 NR 2 30 2 0,2 0,76 0,01 2862 175,4 5153
1 R 4 30 1 0,4 0,76 0,01 2815 222,2 5153
2 R 4 30 1 0,4 0,75 0,02 2809 225,5 5153
3 NR 2 30 2 0,2 0,76 0,01 2885 210,6 5153
3 NR 4 30 2 0,4 0,80 0,01 2730 194,8 5153
3 R 4 30 1 0,4 0,76 0,01 2879 127,7 5153
1 R 4 30 1 0,4 0,75 0,01 2838 200,4 5221
44,9
1 NR 2 30 2 0,2 0,77 0,01 3029 148,1 5221
1 R 2 30 1 0,2 0,76 0,01 2986 212,1 5221
2 R 2 30 1 0,2 0,77 0,01 3018 26,2 5221
1 R 4 30 1 0,4 0,76 0,01 2836 196,7 5221
2 R 4 30 1 0,4 0,76 0,01 2952 112,4 5221
2 NR 2 30 2 0,2 0,76 0,01 2970 160,7 5221
1 NR 4 30 2 0,4 0,81 0,01 2930 177,8 5221
2 NR 4 30 2 0,4 0,81 0,00 2894 132,9 5221
94
3 NR 4 30 2 0,4 0,81 0,01 2891 155,8 5221
3 R 2 30 1 0,2 0,77 0,01 3038 121,9 5221
3 NR 2 30 2 0,2 0,77 0,01 2964 188,9 5221
1 R 4 30 1 0,4 1,54 0,01 3020 145,5 5292
44,3
1 NR 2 30 2 0,2 0,77 0,01 3031 171,8 5292
1 NR 4 30 2 0,4 0,82 0,01 3037 156,2 5292
2 R 4 30 1 0,4 0,76 0,01 3018 162,9 5292
2 NR 4 30 2 0,4 0,81 0,01 2978 168,6 5292
1 R 2 30 1 0,2 0,76 0,01 3029 158,9 5292
2 NR 2 30 2 0,2 0,77 0,02 3030 222,7 5292
3 NR 4 30 2 0,4 0,82 0,01 2878 191,5 5292
1 R 4 30 1 0,4 0,77 0,03 3062 281,0 5292
3 NR 2 30 2 0,2 0,77 0,01 3032 210,5 5292
2 R 2 30 1 0,2 0,76 0,01 3015 229,2 5292
3 R 2 30 1 0,2 0,77 0,01 3034 149,2 5292
1 NR 2 30 2 0,2 0,77 0,01 3173 199,7 5363
43,7
1 R 4 30 1 0,4 0,77 0,01 3104 125,2 5363
2 R 4 30 1 0,4 0,77 0,01 3112 168,0 5363
1 NR 4 30 2 0,4 0,81 0,01 3000 201,7 5363
1 R 2 30 1 0,2 0,78 0,01 3144 123,3 5363
2 NR 2 30 2 0,2 0,78 0,04 3270 493,0 5363
2 R 2 30 1 0,2 0,76 0,01 2981 188,9 5363
2 NR 4 30 2 0,4 0,81 0,01 2878 158,4 5363
3 R 2 30 1 0,2 0,77 0,01 2979 208,7 5363
3 NR 4 30 2 0,4 0,81 0,01 2899 144,3 5363
1 R 4 30 1 0,4 0,77 0,01 2987 127,6 5363
3 NR 2 30 2 0,2 0,76 0,01 2981 205,2 5363
1 NR 4 30 2 0,4 0,82 0,01 2980 202,7 5441
43,1
1 R 2 30 1 0,2 0,77 0,01 3002 218,3 5441
2 NR 4 30 2 0,4 0,81 0,01 3006 195,6 5441
1 NR 2 30 2 0,2 0,77 0,01 3208 116,6 5441
2 R 2 30 1 0,2 0,77 0,01 3071 196,8 5441
3 R 2 30 1 0,2 0,77 0,01 3061 172,3 5441
2 R 4 30 1 0,4 0,77 0,01 3152 120,5 5441
3 R 4 30 1 0,4 0,77 0,01 3007 127,8 5441
2 NR 2 30 2 0,2 0,77 0,01 3091 137,1 5441
3 NR 4 30 2 0,4 0,82 0,01 2985 177,8 5441
3 NR 2 30 2 0,2 0,77 0,01 3050 199,0 5441
1 R 4 30 1 0,4 0,77 0,01 3039 116,9 5441
1 NR 4 30 2 0,4 0,83 0,01 3168 68,3 5517
42,5 2 R 4 30 1 0,4 0,78 0,02 3259 122,3 5517
1 NR 2 30 2 0,2 0,78 0,01 3192 120,7 5517
2 NR 2 30 2 0,2 0,78 0,02 3236 92,7 5517

95
1 R 2 30 1 0,2 0,78 0,01 3196 199,5 5517
2 NR 4 30 2 0,4 0,80 0,02 2548 109,1 5517
3 R 4 30 1 0,4 0,77 0,02 3136 191,8 5517
3 NR 4 30 2 0,4 0,82 0,01 3101 99,0 5517
1 R 4 30 1 0,4 0,81 0,06 3919 1814,7 5517
3 NR 2 30 2 0,2 0,78 0,01 3291 152,0 5517
2 R 2 30 1 0,2 0,84 0,00 3338 308,2 5517
3 R 2 30 1 0,2 0,78 0,01 3224 51,0 5517
2 R 4 30 1 0,4 0,75 0,01 2743 60,9 5596
41,9
1 R 2 30 1 0,2 0,79 0,01 3390 137,6 5596
1 NR 4 30 2 0,4 0,82 0,01 3146 247,0 5596
3 R 4 30 1 0,4 0,78 0,01 3283 238,8 5596
2 R 2 30 1 0,2 0,78 0,01 3264 199,9 5596
2 NR 4 30 2 0,4 0,82 0,01 3111 226,2 5596
1 NR 2 30 2 0,2 0,78 0,01 3373 129,1 5596
3 NR 4 30 2 0,4 0,83 0,01 3203 246,3 5596
1 R 4 30 1 0,4 0,78 0,01 3226 232,1 5596
2 NR 2 30 2 0,2 0,80 0,04 3591 822,5 5596
3 NR 2 30 2 0,2 0,78 0,01 3323 120,5 5596
3 R 2 30 1 0,2 0,78 0,02 3310 122,0 5596
1 R 2 30 1 0,2 0,79 0,01 3418 98,6 5676
41,3
1 NR 2 30 2 0,2 0,78 0,01 3396 44,0 5676
2 R 2 30 1 0,2 0,78 0,01 3363 146,7 5676
3 R 2 30 1 0,2 0,78 0,01 3322 190,2 5676
2 R 4 30 1 0,4 0,78 0,01 3366 83,0 5676
1 NR 4 30 2 0,4 0,83 0,01 3271 102,9 5676
3 R 4 30 1 0,4 0,78 0,00 3324 79,7 5676
2 NR 2 30 2 0,2 0,79 0,01 3322 172,3 5676
3 NR 2 30 2 0,2 0,78 0,00 3289 178,0 5676
2 NR 4 30 2 0,4 0,83 0,01 3183 208,0 5676
1 R 4 30 1 0,4 0,78 0,01 3337 95,7 5676
3 NR 4 30 2 0,4 0,82 0,01 3196 204,4 5676
1 NR 2 30 2 0,2 0,78 0,01 3425 37,3 5760
40,7
1 R 2 30 1 0,2 0,78 0,01 3348 174,1 5760
2 R 4 30 1 0,4 0,77 0,01 3100 254,7 5760
2 NR 2 30 2 0,2 0,78 0,01 3394 89,6 5760
2 R 2 30 1 0,2 0,78 0,01 3366 30,7 5760
3 NR 2 30 2 0,2 0,79 0,01 3384 113,9 5760
3 R 2 30 1 0,2 0,79 0,01 3376 110,4 5760
1 NR 4 30 2 0,4 0,83 0,01 3330 135,3 5760
3 R 4 30 1 0,4 0,78 0,01 3386 105,8 5760
1 R 4 30 1 0,4 0,78 0,01 3371 77,3 5760
2 NR 4 30 2 0,4 0,84 0,01 3293 155,8 5760

96
3 NR 4 30 2 0,4 0,83 0,01 3324 135,4 5760
1 R 2 30 1 0,2 0,79 0,01 3457 143,8 5846
40,1
2 R 2 30 1 0,2 0,79 0,01 3401 226,2 5846
2 R 4 30 1 0,4 0,79 0,01 3477 103,8 5846
1 NR 4 30 2 0,4 0,83 0,00 3346 119,6 5846
3 R 2 30 1 0,2 0,79 0,02 3499 121,7 5846
1 NR 2 30 2 0,2 0,78 0,01 3449 90,1 5846
3 R 4 30 1 0,4 0,79 0,01 3449 109,8 5846
1 R 4 30 1 0,4 0,78 0,01 3441 81,8 5846
2 NR 4 30 2 0,4 0,83 0,01 3368 131,3 5846
2 NR 2 30 2 0,2 0,79 0,01 3450 70,0 5846
3 NR 4 30 2 0,4 0,83 0,00 3328 127,1 5846
3 NR 2 30 2 0,2 0,78 0,02 3428 145,5 5846
1 R 2 30 1 0,2 0,79 0,01 3556 120,5 5935
39,5
2 R 2 30 1 0,2 0,79 0,01 3583 92,1 5935
2 R 4 30 1 0,4 0,79 0,01 3422 273,5 5935
1 NR 2 30 2 0,2 0,79 0,01 3475 235,2 5935
3 R 4 30 1 0,4 0,78 0,01 3337 201,7 5935
2 NR 2 30 2 0,2 0,79 0,01 3566 78,0 5935
3 R 2 30 1 0,2 0,79 0,01 3465 146,6 5935
3 NR 2 30 2 0,2 0,79 0,01 3476 137,0 5935
1 NR 4 30 2 0,4 0,83 0,01 3411 195,2 5935
2 NR 4 30 2 0,4 0,83 0,00 3384 166,4 5935
1 R 4 30 1 0,4 0,79 0,01 3405 80,0 5935
3 NR 4 30 2 0,4 0,83 0,01 3345 170,8 5935
ANEXO C –MEDIÇÕES FEITAS PARA PROFUNDIDADE DE CORTE DE 0,60mm
Classes r
media FP desv.pad. media Pot. desv.pad.
RPM
Diâmetro 2 2 8
A B C
2 0,2 0,74 0,00 2782 64,8 4662
50,3
1 0,4 0,75 0,01 2858 111,2 4662
2 0,2 0,74 0,02 2732 171,4 4662
2 0,4 0,80 0,01 2797 97,4 4662
2 0,2 0,73 0,01 2698 97,9 4662
2 0,4 0,79 0,01 2765 88,7 4662
1 0,4 0,74 0,01 2786 173,2 4662

97
1 0,2 0,74 0,01 2715 135,0 4662
2 0,4 0,79 0,01 2700 182,8 4662
1 0,2 0,74 0,01 2738 144,8 4662
1 0,4 0,73 0,01 2697 141,2 4662
1 0,2 0,73 0,01 2636 170,4 4662
1 0,4 0,76 0,02 3079 359,9 4775
49,1
1 0,4 0,77 0,01 3288 76,4 4775
2 0,4 0,81 0,01 3058 343,8 4775
2 0,2 0,79 0,01 3606 164,3 4775
2 0,2 0,78 0,01 3488 110,4 4775
2 0,2 0,78 0,01 3482 198,1 4775
2 0,4 0,82 0,00 3327 26,5 4775
1 0,2 0,78 0,01 3509 72,3 4775
1 0,4 0,77 0,00 3390 57,9 4775
1 0,2 0,78 0,01 3479 25,6 4775
1 0,2 0,77 0,01 3477 66,1 4775
2 0,4 0,82 0,01 3215 276,7 4775
2 0,4 0,77 0,01 2302 111,6 4897
47,9
2 0,4 0,82 0,00 3431 46,5 4897
2 0,2 0,78 0,01 3502 58,1 4897
2 0,2 0,77 0,01 3459 54,4 4897
1 0,2 0,78 0,01 3441 44,7 4897
1 0,2 0,78 0,00 3397 287,7 4897
2 0,2 0,78 0,01 3462 84,3 4897
1 0,2 0,77 0,01 3351 211,2 4897
1 0,4 0,77 0,00 3262 171,7 4897
1 0,4 0,78 0,01 3306 96,3 4897
2 0,4 0,81 0,02 3131 324,3 4897
1 0,4 0,77 0,01 3268 54,3 4897
2 0,4 0,82 0,01 3271 332,6 5021
46,7
1 0,4 0,77 0,01 3279 298,1 5021
2 0,4 0,82 0,02 3206 326,1 5021
2 0,2 0,78 0,01 3472 62,2 5021
2 0,4 0,82 0,01 3335 83,3 5021
1 0,2 0,78 0,02 3259 420,1 5021
2 0,2 0,77 0,02 3293 352,5 5021
1 0,4 0,77 0,01 3312 19,7 5021
1 0,4 0,77 0,00 3328 25,9 5021
2 0,2 0,78 0,02 3359 268,1 5021
1 0,2 0,78 0,01 3488 88,2 5021
1 0,2 0,78 0,01 3524 119,9 5021
2 0,2 0,79 0,01 3635 20,1 5152 45,5
2 0,4 0,83 0,02 3337 360,2 5152
98
1 0,4 0,78 0,00 3468 16,8 5152
1 0,4 0,78 0,01 3371 198,3 5152
2 0,2 0,79 0,01 3620 40,0 5152
1 0,2 0,79 0,01 3608 139,9 5152
2 0,4 0,83 0,01 3498 120,3 5152
2 0,4 0,84 0,02 3672 296,3 5152
1 0,4 0,78 0,01 3505 73,0 5152
2 0,2 0,79 0,02 3554 101,8 5152
1 0,2 0,79 0,01 3684 107,0 5152
1 0,2 0,79 0,01 3657 113,8 5152
2 0,2 0,73 0,02 2412 131,8 5292
44,3
1 0,2 0,79 0,01 3551 408,0 5292
1 0,2 0,79 0,00 3732 26,3 5292
2 0,4 0,83 0,01 3550 68,4 5292
1 0,2 0,80 0,01 3700 89,9 5292
1 0,4 0,79 0,01 3470 127,8 5292
2 0,4 0,83 0,01 3367 275,4 5292
1 0,4 0,79 0,01 3488 159,9 5292
2 0,2 0,79 0,00 3606 43,0 5292
1 0,4 0,79 0,01 3531 196,3 5292
2 0,4 0,83 0,01 3529 121,0 5292
2 0,2 0,80 0,01 3634 103,3 5292
1 0,4 0,79 0,01 3552 131,2 5439
43,1
1 0,4 0,78 0,02 3456 309,2 5439
2 0,2 0,79 0,02 3624 367,9 5439
1 0,2 0,79 0,01 3796 39,9 5439
2 0,2 0,79 0,01 3756 22,9 5439
1 0,4 0,79 0,00 3627 74,3 5439
1 0,2 0,80 0,01 3739 132,2 5439
2 0,4 0,83 0,01 3537 327,6 5439
2 0,4 0,83 0,01 3407 388,9 5439
1 0,2 0,79 0,01 3474 461,8 5439
2 0,4 0,83 0,01 3410 403,5 5439
2 0,2 0,80 0,02 3773 118,2 5439
1 0,2 0,79 0,01 3928 21,7 5595
41,9
1 0,2 0,79 0,01 3843 377,7 5595
2 0,4 0,83 0,00 3741 39,3 5595
2 0,4 0,84 0,01 3759 126,5 5595
1 0,4 0,79 0,00 3804 41,0 5595
2 0,4 0,83 0,01 3666 95,1 5595
2 0,2 0,75 0,01 2640 50,8 5595
2 0,2 0,79 0,00 3884 62,7 5595
1 0,2 0,79 0,00 3879 24,3 5595

99
1 0,4 0,79 0,00 3703 285,1 5595
2 0,2 0,79 0,00 3874 54,4 5595
1 0,4 0,79 0,00 3791 59,9 5595
2 0,2 0,80 0,01 3977 369,5 5759
40,7
1 0,4 0,80 0,02 3859 36,6 5759
2 0,2 0,80 0,01 4074 154,2 5759
1 0,4 0,79 0,01 3874 59,2 5759
2 0,4 0,84 0,01 3821 85,9 5759
1 0,4 0,79 0,01 3718 326,3 5759
1 0,2 0,81 0,02 4100 112,1 5759
1 0,2 0,80 0,01 4076 70,5 5759
2 0,4 0,84 0,01 3726 282,4 5759
1 0,2 0,80 0,00 3927 326,2 5759
2 0,2 0,80 0,00 4028 48,3 5759
2 0,4 0,84 0,01 3805 43,3 5759
1 0,4 0,80 0,00 4026 22,8 5903
39,5
2 0,2 0,81 0,02 4195 38,8 5903
2 0,4 0,85 0,02 4076 116,4 5903
2 0,2 0,81 0,02 4181 72,7 5903
1 0,4 0,80 0,00 4015 258,8 5903
2 0,4 0,84 0,01 4044 125,9 5903
1 0,4 0,81 0,01 4065 78,7 5903
1 0,2 0,80 0,01 4262 123,3 5903
1 0,2 0,81 0,02 4205 92,0 5903
2 0,2 0,80 0,00 4088 276,3 5903
1 0,2 0,80 0,01 4189 44,5 5903
2 0,4 0,84 0,00 4002 47,2 5903