universidade tuiuti do paranÁ antonio jadir...
TRANSCRIPT

UNIVERSIDADE TUIUTI DO PARANÁ
ANTONIO JADIR NIEHUES JUNIOR
KELTON LUIZ ANTONIO SAVISKI
VICTOR FERREIRA DE COSSA
MELHORIA NO PROCESSO DE REBITAGEM DO REGULADOR DE
AJUSTE EM PENEIRAS PARA COLHEITADEIRAS
CURITIBA
2018

ANTONIO JADIR NIEHUES JUNIOR
KELTON LUIZ ANTONIO SAVISKI
VICTOR FERREIRA DE COSSA
MELHORIA NO PROCESSO DE REBITAGEM DO REGULADOR DE
AJUSTE EM PENEIRAS PARA COLHEITADEIRAS
Trabalho de graduação apresentado ao curso de
Engenharia Mecânica da Universidade Tuiuti do
Paraná, como requisito avaliativo para obtenção
de título de Engenheiro.
Orientador: Prof.º Engenheiro Mecânico, Mestre
em Engenharia de Fabricação, Nelson Henrique
da Silva
CURITIBA
2018

Dedicamos este trabalho de conclusão de curso a
todos aqueles que, em nenhum momento mediram
esforços para realização dos nossos sonhos, que
nos guiaram pelos caminhos corretos, nos
ensinaram a fazer as melhores escolhas, e nos
mostraram que a honestidade e o respeito são
essenciais à vida, e que devemos sempre lutar
pelo que queremos.

AGRADECIMENTOS
A Deus.
Às nossas famílias, pelo apoio nas horas mais difíceis durante todos esses anos;
Aos amigos (as) pelos momentos de alegria, tristeza, felicidade, raiva, ódio, rancor,
ansiedade, medo, apreensão, euforia e que tornaram àqueles, únicos e
inesquecíveis;
Aos Professores, diretores, coordenadores e demais pessoas do curso de
Engenharia Mecânica;
Ao nosso orientador, Nelson Henrique da Silva, pela paciência, dedicação e
orientação na elaboração deste trabalho;
E a todas às demais pessoas, que indiretamente contribuíram para realização deste
trabalho.

A competitividade de um país não começa nas
indústrias ou nos laboratórios de engenharia.
Ela começa na sala de aula (Lee Lacocca).

RESUMO
Melhoria no processo de rebitagem do regulador de ajuste em peneiras para colheitadeiras. O estudo surgiu da necessidade de melhorar o processo de rebitagem de um componente utilizado em peneiras de colheitadeiras, que tem a função de determinar o diâmetro dos grãos através da passagem destes, por aletas pré-reguladas pelo operador da máquina. O objetivo deste estudo é readequar o processo de montagem do regulador das aletas de peneiras, por meio da análise de produção utilizando as ferramentas do conceito de Lean Manufacturing, visando o ganho do tempo na montagem e a qualidade dentro do processo. A metodologia utilizada foi baseada na busca de uma solução viável; dentro das possibilidades e equipamentos disponíveis na própria empresa. Ao mesmo tempo visa-se o baixo custo da confecção do ferramental apropriado e da implementação na sua melhoria, substituindo-se o processo de montagem manual, executado com um martelete pneumático, por um processo de prensamento hidráulico, utilizando uma matriz de forjamento a frio. A análise da melhoria do processo indica possíveis ganhos no tempo de montagem das peças, além da qualidade, acabamento, e principalmente na produção das peneiras. Palavras-chave: Produtividade, produção, regulador, forjamento, matriz de
recalque.

LISTA DE FIGURAS
FIGURA 1 - ESCOPO DO CICLO DE VIDA DA EMPRESA ................................................................ 18
FIGURA 2 - POSIÇÃO DO MOLINETE NA COLHEITADEIRA ............................................................ 18
FIGURA 3 - MÁQUINA EM CORTE PARA VISUALIZAR A POSIÇÃO DA PENEIRA ......................... 19
FIGURA 4 - MOLINETE DE COLHEITADEIRA .................................................................................... 20
FIGURA 5 - MOLINETE GIRANDO RETIRANDO OS GRÃOS DAS PLANTAS .................................. 20
FIGURA 6 - PENEIRA DA COLHEITADEIRA PARA SEPARAÇÃO DOS GRÃOS ............................. 21
FIGURA 7 - FUNCIONAMENTO DA PENEIRA .................................................................................... 22
FIGURA 8 - REGULADOR DE AJUSTES DAS ALETAS PARA SELEÇÃO DOS GRÃOS ................. 22
FIGURA 9 - PRODUÇÃO DOS ARAMES ............................................................................................. 23
FIGURA 10 - ARAME CONFORMADO ................................................................................................ 24
FIGURA 11 - PROCESSO STRINGING ............................................................................................... 24
FIGURA 12 - PROCESSO DE SOLDAGEM ......................................................................................... 25
FIGURA 13 - PROCESSO PIANO WIRE ............................................................................................. 26
FIGURA 14 - PROCESSO SNAPPING ................................................................................................ 26
FIGURA 15 - SOLDA PONTO ............................................................................................................... 27
FIGURA 16 - INSPEÇÃO E EMBALAGEM ........................................................................................... 28
FIGURA 17 - REBITAGEM POR MARTELAMENTO PNEUMÁTICO .................................................. 31
FIGURA 18 - PRENSA HIDRÁULICA PARA CONFORMAÇÃO DE ARAMES .................................... 32
FIGURA 19 - LONGARINA DA ASA EM TRELIÇA E LONGARINA DA ASA ...................................... 34
FIGURA 20 - EXEMPLO DE COMPONENTE ARTICULADO REBITADO .......................................... 36
FIGURA 21 - CROQUI DO MÉTODO DE PRENSAMENTO HIDRÁULICO......................................... 38
FIGURA 22 - CROQUI DO MÉTODO DE PRENSAMENTO COM MARTELETE ................................ 39
FIGURA 23 - CROQUI DO MÉTODO DE PRENSAMENTO COM PUNÇÃO MANUAL ...................... 40
FIGURA 24 - LAYOUT DA LINHA DE PENEIRAS E FLUXO DE PRODUÇÃO ................................... 52
FIGURA 25 - REBITE DE CABEÇA ARREDONDADA......................................................................... 58
FIGURA 26 - CLASSIFICAÇÃO DE PROCESSOS DE CONFORMAÇÃO .......................................... 63
FIGURA 27 - MATRIZ DE FORJAMENTO LIVRE ................................................................................ 66
FIGURA 28 - MATRIZ DE FORJAMENTO FECHADO......................................................................... 66
FIGURA 29 - FORJAMENTO LIVRE COM OPERAÇÃO DE RECALQUE REALIZADO EM PRENSA
HORIZONTAL ....................................................................................................................................... 69
FIGURA 30 - DIAGRAMA DE EQUILÍBRIO FERRO-CARBONO ........................................................ 76
FIGURA 31 - INFLUÊNCIA DO INTERVALO DE TEMPO NO REVENIDO DE UM AÇO COM 0,82%
C, REALIZADO A 4 (QUATRO) TEMPERATURAS DIFERENTES ..................................................... 77
FIGURA 32 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O AÇO VC-131 79
FIGURA 33 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O AÇO D6........ 79
FIGURA 34 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O AÇO
CRYODUR 2436 ................................................................................................................................... 80
FIGURA 35 - DEFORMAÇÃO PLÁSTICA (MOVIMENTO DE DISCORDÂNCIAS) ............................. 81

FIGURA 36 - DEFORMAÇÃO ELÁSTICA ............................................................................................ 81
FIGURA 37 - DEFORMAÇÃO PLÁSTICA ............................................................................................ 82
FIGURA 38 - DEFORMAÇÃO DE UM CORPO EM FUNÇÃO DA FORÇA APLICADA ...................... 82
FIGURA 39 - PRENSA HIDRÁULICA PARA ENSAIO DE COMPRESSÃO ........................................ 84
FIGURA 40 - REBITE COM O CORPO DEFORMADO APÓS SER PRENSADO FORMANDO UMA
FLANGE PARA FIXAÇÃO DAS PEÇAS ............................................................................................... 87
FIGURA 41 - ENSAIO DE COMPRESSÃO NO REBITE COM COMPONENTES ............................... 88
FIGURA 42 - CARGA MÁXIMA DE COMPRESSÃO NO REBITE ....................................................... 88
FIGURA 43 - GRÁFICO DE COMPRESSÃO DO REBITE COM COMPONENTES ............................ 89
FIGURA 44 - AMOSTRA DE AÇO VC-131 ........................................................................................... 91
FIGURA 45 - PROCESSO DE TÊMPERA E REVENIMENTO ............................................................. 92
FIGURA 46 - ENSAIO DE DUREZA COM DURÔMETRO DE REBOTE ............................................. 93
FIGURA 47 - EXEMPLO DO FUNCIONAMENTO DE UMA PRENSA HIDRÁULICA .......................... 96
FIGURA 48 - PRENSA HIDRÁULICA JÁ EXISTENTE PARA CONFORMAÇÃO DE ARAMES ......... 97
FIGURA 49 - MATRIZ INFERIOR ......................................................................................................... 98
FIGURA 50 - BASE DE APOIO MONTADA NA MATRIZ INFERIOR ................................................... 99
FIGURA 51 - MOVIMENTO DA MATRIZ SUPERIOR ........................................................................ 100
FIGURA 52 - DEFORMAÇÃO DO REBITE PELA MATRIZ SUPERIOR EM RELAÇÃO A MATRIZ
INFERIOR ........................................................................................................................................... 101
FIGURA 53 - COMPRIMENTO DO REBITE APÓS COMPRESSÃO ................................................. 101
FIGURA 54 - AUMENTO DO DIÂMETRO EXTERNO DO REBITE (APÓS PRENSA) ...................... 102
FIGURA 55 - REBITE MONTADO NAS PEÇAS, VISTO EM CORTE ............................................... 102
FIGURA 56 - IMPRESSORA 3D MARCA/MODELO ANET A8 .......................................................... 105
FIGURA 57 - IMPRESSORA 3D INICIANDO A CONSTRUÇÃO DA BASE DE APOIO .................... 106
FIGURA 58 - BASE DE APOIO EM CONSTRUÇÃO ......................................................................... 106
FIGURA 59 - BASE DE APOIO FINALIZADA ..................................................................................... 107
FIGURA 60 - BASE DE APOIO FINALIZADA VISTA EM OUTRO ÂNGULO .................................... 107
FIGURA 61 - IMPRESSORA 3D INICIANDO A CONSTRUÇÃO DA MATRIZ INFERIOR ................ 108
FIGURA 62 - MATRIZ INFERIOR EM CONSTRUÇÃO ...................................................................... 108
FIGURA 63 - MATRIZ INFERIOR FINALIZADA ................................................................................. 109
FIGURA 64 - MATRIZ INFERIOR E BASE DE APOIO FINALIZADAS .............................................. 109
FIGURA 65 - MATRIZ INFERIOR E BASE DE APOIO MONTADAS ................................................. 110
FIGURA 66 - MATRIZ INFERIOR E BASE DE APOIO MONTADAS (VISTA SUPERIOR) ............... 110
FIGURA 67 - INICIO DA IMPRESSÃO DA MATRIZ SUPERIOR ....................................................... 111
FIGURA 68 - FINALIZANDO A IMPRESSÃO DA MATRIZ SUPERIOR ............................................ 111
FIGURA 69 - MATRIZ SUPERIOR FINALIZADA (LADO DO REBITE) .............................................. 112
FIGURA 70 - MATRIZ SUPERIOR FINALIZADA (LADO DA PRENSA) ............................................ 112
FIGURA 71 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS NOS TRILHOS DA
PRENSA (VISTA LATERAL DIREITA) ............................................................................................... 113

FIGURA 72 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS NOS TRILHOS DA
PRENSA (VISTA LATERAL ESQUERDA) ......................................................................................... 113
FIGURA 73 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS NOS TRILHOS DA
PRENSA (VISTA FRONTAL) .............................................................................................................. 114

LISTA DE TABELAS
TABELA 1 - MATRIZ DE DECISÃO ...................................................................................................... 43
TABELA 2 - FLUXOGRAMA DO PROCESSO NA XX ......................................................................... 55
TABELA 3 - FLUXOGRAMA DA FASE 5 .............................................................................................. 56
TABELA 4 - TABELA COMPARATIVA FORJAMENTO A QUENTE E A FRIO ................................... 64
TABELA 5 - CLASSIFICAÇÃO DE AÇOS LIGADOS E NÃO LIGADOS .............................................. 65
TABELA 6 - VELOCIDADE DE OPERAÇÃO PRENSAS FORJADORAS ............................................ 68
TABELA 7 - HABILIDADES DOS ELEMENTOS DE LIGA EM CONFERIR CERTAS
CARACTERÍSTICAS AOS AÇOS PARA FERRAMENTAS E MATRIZES ........................................... 72
TABELA 8 - AÇOS-FERRAMENTA PARA TRABALHO A FRIO .......................................................... 73
TABELA 9 - COMPOSIÇÃO QUÍMICA AÇO D6 ................................................................................... 74
TABELA 10 - COMPOSIÇÃO QUÍMICA AÇO CRYODUR 2436 .......................................................... 74
TABELA 11 - COMPOSIÇÃO QUÍMICA AÇO VC-131 ......................................................................... 75
TABELA 12 - FLUXOGRAMA DO PROCESSO NA XX PÓS MUDANÇA ........................................... 86
TABELA 13 - AÇOS DE ALTO CARBONO E ALTO CROMO .............................................................. 90
LISTA DE SIGLAS
SEBRAE Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
TCC Trabalho de Conclusão de Curso
XX Nome Fictício Dado a Empresa
EDI Ethernet Data Interchange
QFD Quality Function Deployment
FMEA Failure Mode and Effect Analysis
AISI American Iron and Steel Institute
LEAN Manufacturing - Manufatura Enxuta
ABNT Associação Brasileira de Normas Técnicas
HRC Sistema de Medição de Dureza Rockwell C
ME Microempresa
PR Estado do Paraná
CAD Computer Aided Design
3D 3 (três) Dimensões

LISTA DE SÍMBOLOS
A1 Área menor do êmbolo da prensa, em mm
A2 Área maior do êmbolo da prensa, em mm
F1 Intensidade de força aplicada no êmbolo menor, em bar
F2 Intensidade de força aplicada no êmbolo maior, em N
Δp Variação de pressão, em bar

SUMÁRIO
1 INTRODUÇÃO ............................................................................................... 15
1.1 ESTUDO DE CASO ........................................................................................ 17
1.1.1 Empresa ......................................................................................................... 17
1.1.2 Produtos ......................................................................................................... 18
1.1.3 Linha de produção de peneiras ...................................................................... 23
1.2 DESCRIÇÃO DO ESTUDO ............................................................................ 29
1.3 OBJETIVO ...................................................................................................... 30
2 BENCHMARKING - FIXAÇÃO COM REBITES ............................................. 33
2.1 REBITES EM AERONAVES ........................................................................... 33
2.2 REBITES EM NAVIOS .................................................................................... 35
2.3 REBITES NA INDÚSTRIA AGRÍCOLA ........................................................... 36
3 SOLUÇÕES PROPOSTAS ............................................................................ 38
3.1 PRENSAMENTO HIDRÁULICO ..................................................................... 38
3.2 PRENSAMENTO COM MARTELETE PNEUMÁTICO.................................... 39
3.3 PRENSAMENTO COM PUNÇÃO MANUAL ................................................... 39
4 MATRIZ QFD .................................................................................................. 41
5 MATRIZ DE DECISÃO ................................................................................... 42
5.1 PROPOSTA ESCOLHIDA .............................................................................. 44
6 FMEA .............................................................................................................. 45
7 REVISÃO BIBLIOGRÁFICA .......................................................................... 46
7.1 PROCESSOS LEAN MANUFACTURING ...................................................... 46
7.1.1 Ferramentas do Lean Manufacturing .............................................................. 47
7.1.2 Ferramenta 5S ................................................................................................ 48
7.1.3 Mapeamento de fluxo de valor ........................................................................ 53
7.1.4 Análise do fluxo de produção das peneiras .................................................... 54
7.1.5 Considerações sobre os sistemas de produção ............................................. 57
7.2 REBITES ........................................................................................................ 57
7.2.1 Tipos de rebites .............................................................................................. 59
7.2.2 Rebitagem a quente e a frio ............................................................................ 60
7.2.3 Processos de rebitagem ................................................................................. 60
7.2.4 Defeitos na rebitagem ..................................................................................... 61

7.3 CONFORMAÇÃO MECÂNICA ....................................................................... 62
7.3.1 Forjamento ...................................................................................................... 64
7.3.2 Máquinas de forjamento ................................................................................. 67
7.3.3 Recalque ......................................................................................................... 68
7.4 AÇOS PARA FERRAMENTAS E MATRIZES ................................................ 69
7.4.1 Características fundamentais ......................................................................... 70
7.4.2 Classificação dos aços ferramenta ................................................................. 71
7.4.3 Tratamento térmico do aço VC-131(AISI-D6) ................................................. 75
7.5 TEORIA DOS ENSAIOS MECÂNICOS .......................................................... 80
7.5.1 Deformação plástica ....................................................................................... 80
8 PROJETO DEFINITIVO .................................................................................. 85
8.1 JUSTIFICATIVA (Lean Manufacturing) ........................................................... 85
8.2 ENSAIOS MECÂNICOS ................................................................................. 86
8.2.1 Compressão no rebite..................................................................................... 86
8.2.2 Dureza (Têmpera e Revenimento). ................................................................ 90
8.2.3 Prensa hidráulica utilizada (Cálculos) ............................................................. 94
8.3 CONCEITO DA MATRIZ DE FORJAMENTO A FRIO .................................... 96
8.4 DESENHOS TÉCNICOS (ABNT) ................................................................. 103
8.5 CUSTOS PARA FABRICAÇÃO DA FERRAMENTA .................................... 103
8.5.1 Orçamentos para confecção da ferramenta .................................................. 103
9 PROTÓTIPO ................................................................................................. 104
9.1 PROTOTIPAGEM RÁPIDA. .......................................................................... 104
9.2 CONSTRUÇÃO ............................................................................................ 105
10 CONSIDERAÇÕES FINAIS ......................................................................... 115
REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 119
ASSINATURAS ...................................................................................................... 122
APÊNDICES ........................................................................................................... 123

15
1 INTRODUÇÃO
O Brasil atravessa um momento de grave crise financeira e estagnação da
economia, agravada pela falta de investimento e precarização de diversos setores
da indústria.
A competitividade entre tanto é essencial para a sobrevivência no mundo
dos negócios e, a otimização dos custos do processo produtivo, é decisivo, para a
perpetuação da atividade econômica de qualquer empresa.
O panorama de investimentos em empreendedorismo, oportunidades e
ideias capazes de alavancar os negócios são determinantes para o sucesso das
empresas.
A busca por produtos e serviços de qualidade, com custo competitivo, é cada
vez mais disputada, especialmente se considerada a elevada exigência dos
consumidores e a necessidade de observância das rigorosas normas impostas por
órgãos governamentais e regulamentares.
De acordo com PORTER (2010), os moldes de como as empresas
gerenciam os negócios visando à competitividade em determinados ramos, levando
em conta sua estrutura e na forma de como é feita sua administração, são
completamente diferentes do que as encontradas geralmente no mercado brasileiro
à décadas.
Conforme SEBRAE (2018), uma empresa estimava o custo de um
determinado produto produzido para venda através da precificação, com os custos
de aluguel, água, luz, telefone, salários, matéria prima utilizada, somado ao custo de
mão de obra, a hora da máquina utilizada, markup1, montagem e desmontagem da
máquina, tributação entre outras.
Desta forma, o empresário conseguia chegar a um valor líquido final de
venda de um determinado produto para um nicho de mercado específico, sem tanto
prejuízo e com um valor percentual de lucro estimado.
1 Markup é um índice aplicado sobre um produto ou serviço, que forma o preço de venda baseado na ideia do preço de margem, ou seja, somar-se-á ao custo unitário, uma margem de lucro para então se ter o preço de venda. (Fonte: https://www.dicionarioinformal.com.br/markup. Acesso em 11/03/2018 as 22:15).
16
O negócio que era utilizado anteriormente, não tem mais encontrado espaço
na sociedade para sobreviver com a enorme concorrência do mercado. A disputa por
um pedaço desse nicho é tão competitiva, que quem determina o valor do produto
passa a ser o cliente, o comprador, e não a empresa que o produz, ou seja, para que
a empresa não perca clientes, deve haver um equilíbrio entre fornecedor/comprador,
no caso em que o preço ditado for menor que o encontrado a partir dos custos
internos, o empresário deve refazer os cálculos financeiros para avaliar a viabilidade
da sua prática.
Em resumo, para poder equilibrar o preço de venda, a empresa deverá
diminuir os custos diretos, ou aceitar um valor de lucro líquido menor para poder
negociar com seus consumidores.
A competitividade por parte das empresas fornecedoras de um mesmo
produto acaba sendo influenciada pela necessidade do cliente em reduzir seus
preços, permitindo assim o aumento de seu índice de confiabilidade e qualidade do
produto a custos cada vez mais reduzidos.
Diante do cenário econômico refletido principalmente no Brasil, o presente
(TCC) Trabalho de Conclusão de Curso tem como escopo buscar a otimização e
ampliar a cadência na linha de montagem em um processo de um determinado
produto pertencente a uma indústria específica.
Além da característica específica do produto que é fabricado e da empresa,
após pesquisas e estudos, foi verificado em diferentes autores, que a temática
utilizada na implementação no caso, em específico, acaba sendo universalizada e
que poderá ser aplicada em outros segmentos de produção em série de outras
empresas.
Em relação ao aumento de peças na linha de produção, não deve-se apenas
ter o pensamento voltado para o aumento de capital, pois haverá também ganho
significativo na melhoria do processo de fabricação, na qualidade da entrega dos
produtos e redução de custos na fabricação.
Toda essa pesquisa acaba tornando a produção com mais qualidade e
efetiva, assim reduzindo significativamente o tempo e desperdícios de um processo
de produção.

17
1.1 ESTUDO DE CASO
Nos tópicos seguintes, serão expostos o quadro geral da empresa XX e seus
produtos, afim de identificar o problema no processo em questão.
1.1.1 Empresa
Desde 1883, a XX vem sendo uma empresa que se destaca no ramo de
equipamentos para colheita, tem como objetivo principal o foco de se manter
atualizada sobre os lançamentos e as inovações que estão disponíveis no mercado
nacional e internacional.
O objetivo de se manter sempre atualizada em relação ao mercado faz com
que seus produtos sejam aceitos com confiança e satisfação pelos seus clientes.
A XX produz e fornece vários modelos de peneiras e molinetes originais às
montadoras de colheitadeiras para quase todos os modelos fabricados no Brasil.
A empresa continua a desenvolver e testar materiais e novos produtos
focados em desempenho satisfatório e baixo custo.
Com mais de 100 anos de experiência em tecnologias de suplementos
agrícolas, ela está preparada para atender aos agricultores à medida que as
necessidades do mercado que venham a exigir.
Sempre procurando a melhoria contínua, no ano de 2010, a empresa XX
iniciou uma busca por novos parceiros para expandir seu mercado; encontrou na
América Latina; como uma possibilidade para iniciar seus trabalhos.
De início formou-se uma parceria com uma empresa brasileira, até que em
2017 assumiu todo o montante das cotas de administração, se tornando no Brasil, a
empresa XX Indústria e Comércio de Equipamentos Agrícolas Ltda.
A figura 1 ilustra as negociações que foram iniciadas em 2010, passando por
acordos, treinamentos e início das operações em 2012 e 2013, até a sua total
absorção por parte da XX, inc. e de todas as cotas da empresa em 2017.

18
FIGURA 1 - ESCOPO DO CICLO DE VIDA DA EMPRESA
FONTE: o próprio autor, (2018).
1.1.2 Produtos
A empresa XX; atuante no mercado de máquinas agrícolas no Brasil; fornece
exclusivamente produtos para colheitadeiras de grãos.
As colheitadeiras utilizam diversos componentes para que possam
efetivamente conseguir extrair os mais diversos tipos grãos das plantas.
Dois destes componentes são ofertados pela XX, o molinete e as peneiras.
A figura 2 demonstra onde o molinete está localizado na máquina.
FIGURA 2 - POSIÇÃO DO MOLINETE NA COLHEITADEIRA
FONTE: https://www.caseih.com/latam, (2018).
19
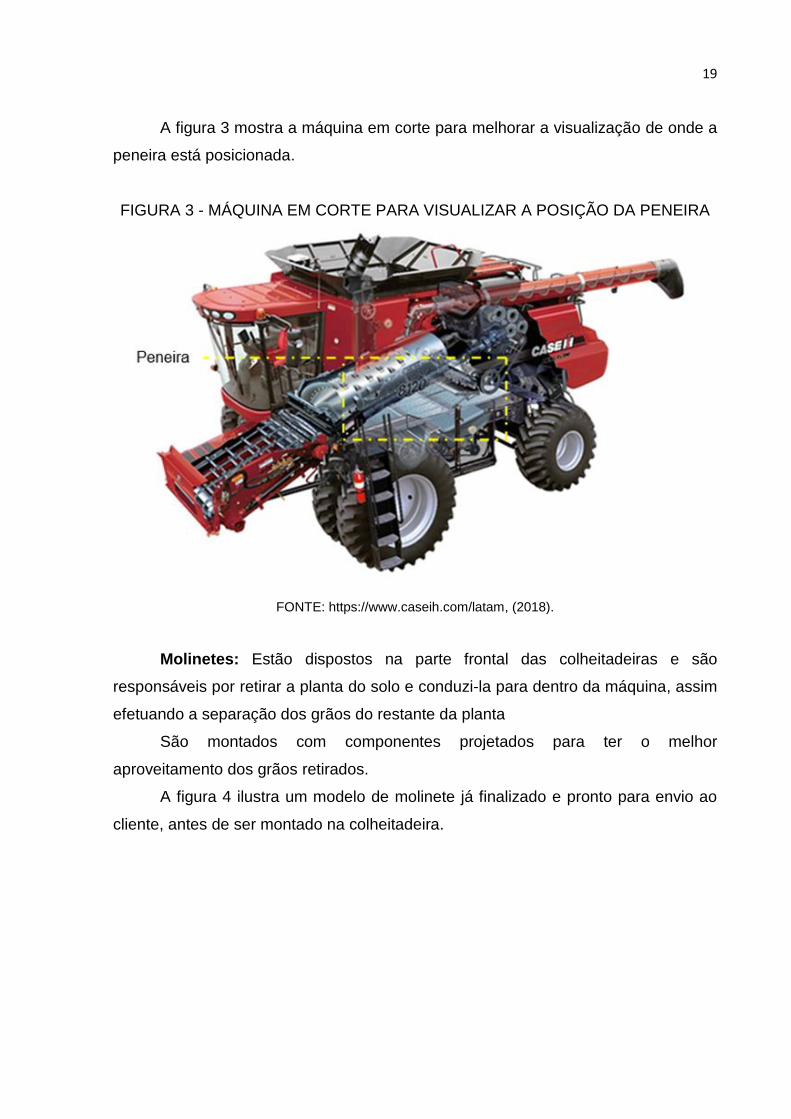
A figura 3 mostra a máquina em corte para melhorar a visualização de onde a
peneira está posicionada.
FIGURA 3 - MÁQUINA EM CORTE PARA VISUALIZAR A POSIÇÃO DA PENEIRA
FONTE: https://www.caseih.com/latam, (2018).
Molinetes: Estão dispostos na parte frontal das colheitadeiras e são
responsáveis por retirar a planta do solo e conduzi-la para dentro da máquina, assim
efetuando a separação dos grãos do restante da planta
São montados com componentes projetados para ter o melhor
aproveitamento dos grãos retirados.
A figura 4 ilustra um modelo de molinete já finalizado e pronto para envio ao
cliente, antes de ser montado na colheitadeira.

20
FIGURA 4 - MOLINETE DE COLHEITADEIRA
FONTE: http://agriculture1.newholland.com/lar/pt-br/equipamento/produtos/plataformas/plataforma-superflex, (2018).
Na figura 5, observa-se o molinete já instalado em uma máquina, em
operação.
FIGURA 5 - MOLINETE GIRANDO RETIRANDO OS GRÃOS DAS PLANTAS
FONTE: http://www.sistemafaep.org.br/wp-content/uploads/2014/01/colheitadeira_g.jpg, (2018).
Peneiras: Este produto possui diversos modelos e tamanhos, é montado na
parte interna da colheitadeira e é responsável pela separação dos grãos.
A soja é um tipo de grão colhido com esse modelo de máquina, este tipo de
planta possui uma vagem em seu caule, e dentro da vagem estão os grãos que é o
produto a ser extraído.

21
Após passar pelo molinete, a planta entra na colheitadeira e passa por um
equipamento que separa a vagem do caule.
Passando por essa etapa, as peneiras entram em ação.
No início da colheita, o operador da máquina retira manualmente um grão da
planta a fim de medir seu tamanho para poder efetuar as regulagens de abertura de
passagem na peneira.
A figura 6 mostra um modelo de peneira já montada com as aletas e o
regulador que define a passagem do grão selecionado através do seu tamanho.
FIGURA 6 - PENEIRA DA COLHEITADEIRA PARA SEPARAÇÃO DOS GRÃOS
FONTE: o próprio autor, (2018).
A figura 7 ilustra como os grãos chegam até a peneira para posteriormente
serem selecionados através do seu tamanho que é definido passando pelas arestas
das aletas pré-reguladas pelo operador.

22
FIGURA 7 - FUNCIONAMENTO DA PENEIRA
FONTE: http://www.escolhasuacolheitadeira.com.br/Repositorio/dist/img/cr-perfeicao-colheita-big.jpg
A figura 8 esclarece com detalhes onde fica posicionado o regulador (tema do
TCC) que faz o ajuste das aletas para determinar o tamanho do grão que passará
pela abertura.
FIGURA 8 - REGULADOR DE AJUSTES DAS ALETAS PARA SELEÇÃO DOS
GRÃOS
FONTE: o próprio autor, (2018).

23
1.1.3 Linha de produção de peneiras
A montagem das peneiras é dividida em 7 (sete) fases, sendo cada uma
responsável por um tipo de processo.
Primeira fase: produz todos os arames utilizados na estrutura da peneira, a
matéria prima é um arame fornecido em bobinas.
Este material é disposto em uma desbobinadeira e passa por um
equipamento que o deixa alinhado, cortado na medida desejada e ambas as pontas
desbastadas facilitando a montagem na fase posterior.
Assim que o arame está na medida desejada, o operador de máquina da área
desloca-o para uma pequena prensa hidráulica com uma matriz e punção, e ao
terminar esta etapa de produção, fará uma dobra em formato de “U”.
A figura 9 mostra o processo de conformação do arame que prende as aletas.
Na etapa 1 - o arame é desenrolado da bobina; etapa 2 - a bobina alimenta a
máquina que endireita e corta o arame; etapa 3 - o arame é posicionado na prensa
para a conformação; etapa 4 - encaminhado para estocagem.
FIGURA 9 - PRODUÇÃO DOS ARAMES
FONTE: o próprio autor, (2018).

24
A figura 10 ilustra o arame que faz a fixação das aletas já conformado pela prensa.
FIGURA 10 - ARAME CONFORMADO
FONTE: o próprio autor, (2018).
Segunda fase: chamada de Stringing2, esta etapa é responsável por montar a
estrutura básica da peneira, utilizando os arames produzidos na fase anterior junto
com outros componentes fornecidos por terceiros. Terminado essa montagem, as
peças ficam disponibilizadas em carros de movimentação para seguir a linha.
A figura 11 ilustra a montagem (encaixe) dos arames já conformados e
cortados no tamanho especificado na estrutura principal da peneira.
FIGURA 11 - PROCESSO STRINGING
FONTE: o próprio autor, (2018).
2 Stringing - (Esticar) - Ato de dispor os arames na bancada de montagem. (Fonte: Dicionário inglês – Português. M.D. Veiga. Vol. 3 Editora Egeria S.A. SP.1975).

25
Terceira fase: Soldagem: as soldas pertinentes no modelo de peneira que
está sendo montado, tem por finalidade unir todos os componentes.
A figura 12 tem o objetivo de facilitar a visualização de como e onde a
soldagem é feita, ou seja, as peças são dispostas em um suporte onde o operador
faz a união destas de forma manual com uma máquina de solda.
FIGURA 12 - PROCESSO DE SOLDAGEM
FONTE: o próprio autor, (2018).
Quarta fase: Piano wire3: este processo insere na peneira um arame muito
fino que ajuda a evitar grandes vibrações da peneira quando em funcionamento, no
interior da colheitadeira.
Na figura 13, a peneira é disposta em um cavalete, aguardando o operador
entrelaçar um arame de pequeno diâmetro entre os arames já conformados; assim,
evitando que haja ruído durante o uso, causado pela vibração da máquina
colheitadeira.
3 Piano wire (Cordas de piano) – Arame de espessura muito fina utilizado para reforço estrutural. (Fonte: Dicionário inglês – Português. M.D. Veiga. Vol. 3 Editora Egeria S.A. SP.1975).

26
FIGURA 13 - PROCESSO PIANO WIRE
FONTE: o próprio autor, (2018).
Quinta fase: Snapping4: nesta fase são montadas as aletas responsáveis
pela separação dos grãos e do fluxo de ar para regular a sua velocidade. Cada aleta
é encaixada individualmente nos arames produzidos na primeira fase. Também se
montam os reguladores de ajuste de abertura e fechamento das aletas.
Na figura 14, etapa 1, mostra a peneira já posicionada em um cavalete para o
operador montar (encaixar) as aletas; uma a uma; de forma manual. Na etapa 2, o
regulador é fixado aproveitando-se a peneira no cavalete.
FIGURA 14 - PROCESSO SNAPPING
FONTE: o próprio autor, (2018).
4 Snapping (Encaixe) - Encaixar as aletas de separação de grãos nos arames. (Fonte: Dicionário inglês - Português. M.D. Veiga. Vol. 3 Editora Egeria S.A. SP.1975).

27
Sexta fase: Fase em que é utilizada a Solda Ponto para fixação das aletas
montadas na fase anterior ao arame e, assim, obter uma melhor fixação e
acabamento, sem comprometer o movimento de abertura e fechamento.
A figura 15 ilustra o processo onde a peneira montada passa por uma esteira
e recebe Solda Ponto em cada aleta, automaticamente.
FIGURA 15 - SOLDA PONTO
FONTE: o próprio autor, (2018).
Sétima fase: Após passar por todas as fases anteriores, as peneiras são
inspecionadas individualmente e embaladas.
Na figura 16 observa-se um modelo de peneira montada por inteiro, apoiada
em um cavalete aguardando ser inspecionada pelo controle de qualidade antes de
ser embalada.
Solda Ponto

28
FIGURA 16 - INSPEÇÃO E EMBALAGEM
FONTE: o próprio autor, (2018).
Após contextualização de como é o funcionamento da linha de montagem da
fabricação das peneiras, o objeto de estudo será o processo de rebitagem do
regulador de ajuste de abertura e fechamento de peneiras; o qual faz a separação
de grãos em colheitadeiras agrícolas conforme figura 8.
É um processo que ainda não possui um encadeamento de montagem
definido. Ou seja, o potencial do recurso de mão obra utilizada é muito baixo, pois
gera desperdício de tempo para a montagem das peças; executado manualmente
com um martelo pneumático.
Este regulador é montado nas peneiras que possuem um grande volume de
produção dentro da célula de trabalho, volume este, que é de 66% em relação a
todas as peneiras produzidas. (APÊNDICE A - EDI)
Utilizando as ferramentas do Lean Manufacturing5 e a filosofia Just in Time6
que conceitua sobre o aumento do retorno sobre o investimento da empresa,
elevando-se a receita, reduzindo-se os custos, os imobilizados e a participação dos
empregados no processo produtivo.
Propõe-se assim a fazer uma melhoria no processo de montagem, dentre
outros conceitos que serão abordados.
5 Lean manufacturing é um processo de manufatura enxuta, também chamado de Sistema Toyota de produção, focado na redução de desperdícios. (Fonte: SHINGO, Shigeo. O Sistema Toyota de Produção. 3ªed. Editora Bookman, 1989). 6 Just in Time é um sistema que administra a produção e determina que nada deve ser produzido, transportado ou comprado antes da hora certa. (Fonte: SCHONBERGER, Richard J. TECNICAS INDUSTRIAIS JAPONESAS. 4ª.ed. Editora Pioneira SP-São Paulo, 1992).

29
1.2 DESCRIÇÃO DO ESTUDO
Para adequar as demandas produtivas da empresa às necessidades de
consumo do mercado e suas solicitações que estão cada vez mais exigentes, os
produtos devem ter uma excelente qualidade na produção, com custos reduzidos e
com valores de vendas competitivos no mercado (SCHONBERGER, 1992).
Com o aumento da margem de lucro, alinhado a teoria desenvolvida no
mundo acadêmico e com o desenvolvimento prático, cada vez mais encontram-se
caminhos para a busca de soluções dos problemas. Estes emergem do processo
produtivo e demandam uma somatória de conhecimentos para encontrar uma
solução que seja viável, aplicável, e que traga retorno financeiro para a empresa,
gerando ganho de produtividade, eliminando desperdícios e melhorando também a
qualidade de saúde do colaborador que está diretamente envolvido no processo de
produção.
Para que se tenha capacidade de atender a uma demanda no crescimento
da linha, precisa-se conhecer os “gargalos” da produção, ou seja, identificando qual
área da produção que será detectado o maior dispêndio de tempo, sem suprir a
quantidade diária solicitada.
A efetuação de medições de tempo, na linha de produção, fornece
informações para relatórios e dados estatísticos, que geram resultados visíveis e
demonstram em que ponto deverá ser balanceado o processo, para buscar uma
melhor forma de equilibrar a linha de produção (SHINGO, 1996).
Portanto, com base nos fundamentos estudados e nas pesquisas realizadas,
a justificativa do estudo proposto será apresentada com base nas seguintes
suposições:
• Análise de melhorias no processo;
• Análise de desperdícios no processo produtivo;
• Balanceamento de processo produtivo.

30
1.3 OBJETIVO
O objetivo deste trabalho é analisar a melhoria de um processo de
rebitagem, cujo principal objeto de estudo, será um regulador metálico para ajustes
em uma peneira de grãos, utilizada em máquinas colheitadeiras.
Este item a ser abordado foi nacionalizado sem um prévio estudo de
implantação da linha.
O componente foi inserido em uma subestação de montagem, aproveitando
uma bancada desativada o qual era utilizada para montagem de outras peças.
Esta adaptação em um primeiro momento resolveu o problema de
montagem com a utilização de um martelo pneumático, não obstante, o processo de
montagem carece de um estudo apurado e uma proposta de melhoria, pois facilitará
a montagem e permitirá que se tenha ganho no tempo e um avanço ergométrico do
processo.
Pretende-se alcançar com a análise deste estudo, a evolução no processo
de produção, tornando-o mais otimizado e gerando maior produtividade de peças,
qualidade e evitando desperdícios.
Na empresa evidenciou-se que o operador utiliza uma máquina de
martelamento pneumático para deformar o rebite.
Este processo gera um ruído de alta intensidade, tornando o processo
demorado, desgastante para o operador da ferramenta e sem padronização do
produto acabado.
Após a implementação do novo processo, espera-se alcançar maiores níveis
de produtividade, padronização das peças, reduzindo os custos do mesmo, além de
proporcionar maior conforto ergonômico durante a produção do item mencionado.
A figura 17 ilustra o procedimento apresentado por um operador da empresa
durante a fase de rebitagem. Ou seja, na etapa 1 - coloca-se o rebite que será
utilizado para união das peças; etapa 2 - chapa comum com um furo centralizado
para posicionar o rebite; etapa 3 - posiciona-se o rebite no furo da chapa; etapa 4 -
encaixa-se o primeiro componente no rebite; etapa 5 - ajusta-se o segundo
componente no rebite; etapa 6 - com uma rebitadeira pneumática, acerta-se o rebite
para deformá-lo fixando-se as peças. Devido a inexistência de um guia para a ponta
do martelete, os “golpes” não saem uniformes, ocasionando danos à própria peça.

31
FIGURA 17 - REBITAGEM POR MARTELAMENTO PNEUMÁTICO
FONTE: o próprio autor, (2018).
O estudo a ser realizado, tem o intuito de encontrar uma aplicação prática,
para uma ferramenta mecânica, que permitirá ao operador inserir na máquina as
partes que compõem o conjunto a ser montado com maior facilidade, agilidade,
praticidade, minimizando erros de posicionamento.
Para efetuar a deformação do rebite, serão analisados métodos com maior
eficácia, visando-se a utilização de materiais disponíveis na própria empresa com
carga de trabalho aproveitamento reduzido dentro da célula – cita-se uma prensa
hidráulica, que com algumas alterações simples, possa desempenhar uma nova
função.
A figura 18 tem por objetivo mostrar o modelo de prensa que é utilizado na
empresa para conformar os arames das aletas, o que posteriormente, após estudos
das características técnicas desta máquina, viabilizando-se a possibilidade de sua
reutilização no projeto.

32
FIGURA 18 - PRENSA HIDRÁULICA PARA CONFORMAÇÃO DE ARAMES
FONTE: o próprio autor, (2018).

33
2 BENCHMARKING - FIXAÇÃO COM REBITES
Segundo CARVALHO (2010), Benchmarking é a comparação entre produtos,
serviços e práticas das empresas, realizado por meio de pesquisas.
De acordo com ASHBY e JOHNSON (2006), a rebitagem é um método
comum de fixação e junção de duas ou mais placas ou componentes. É um
processo simples e confiável, com baixo custo inicial e de manutenção, e com altas
taxas de produtividade possibilitando a junção de diversos tipos de materiais e
montagens, que tendo um número de partes com espessuras não uniformes podem
ser prontamente fixadas uma na outra.
Rebites são peças fabricadas em aço, alumínio, cobre ou latão e são
utilizados para fazer uniões permanentes em peças ou chapas principalmente. Sua
aplicação é encontrada em estruturas metálicas, reservatórios, caldeiras, máquinas,
navios, aeronaves, veículos de transporte e treliças, entre outros.
A união por rebites é um dos primeiros sistemas de união mecânica de
materiais metálicos utilizados pela indústria de manufatura. O uso de rebites pode
reduzir custos se comparado a uniões roscadas ou outros tipos de uniões, pois eles
exigem menos mão de obra de instalação e seu custo é relativamente baixo.
Segundo RODRIGUES (2011), rebites são utilizados em larga escala na
fabricação de aeronaves até os dias de hoje. Existem vários métodos que são
utilizados para manter as partes de metal unidas, eles incluem a utilização de
rebites, parafusos, solda ou adesivos. No processo usado, a junção tem por objetivo
produzir uma união tão forte quanto o material de cada uma das partes unida.
2.1 REBITES EM AERONAVES
Com a dificuldade de serem realizadas soldas no alumínio e em suas ligas, a
rebitagem é mais satisfatória no ponto de vista de firmeza e acabamento para a
união dos componentes de uma aeronave. Afinal, não é um processo tão complexo
como a soldagem no alumínio e, logo, é um método bastante utilizado na junção e
união de ligas de alumínio, na construção e no reparo de aeronaves.

34
Conforme figura 19 para maior compreensão, consegue-se visualizar a união
de chapas em estruturas metálicas da asa nos aviões e da própria estrutura
utilizando rebites.
FIGURA 19 - LONGARINA DA ASA EM TRELIÇA E LONGARINA DA ASA
FONTE: RODRIGUES, (2011), p. 84.
De acordo com a Federal Aviation Administration (Administração da aviação
federal), na indústria aeronáutica os materiais utilizados na maioria dos rebites
sólidos são de ligas de alumínio.
A resistência e as condições da têmpera dos rebites de liga de alumínio são
identificadas por dígitos e letras semelhantes aos adotados para a identificação da
resistência e condições de têmpera das chapas de alumínio e de liga de alumínio em
estoque.
Os rebites 1100, 2017-T, 2024-T, 2117-T e 5056 (anexo) são os tipos mais
disponíveis. O rebite 1100, o qual é composto de 99.45% de puro alumínio, é muito
macio.
Ele é usado para rebitar as ligas de alumínio macias, tais como as 1100,
3003 e 5052, as quais são usadas em partes não estruturais aonde a resistência não
é um fator a ser considerado, já os rebites 2017-T e 2024-T são usados em
estruturas de liga de alumínio, quando for necessária maior resistência.

35
2.2 REBITES EM NAVIOS
Conforme PAIVA (2015), navios geralmente são compostos por diversas
estruturas metálicas que são unidas de maneira que fiquem resistentes, maleáveis e
seguras, para que os usuários possam navegar sem problemas.
Para que a união de uma estrutura deste porte seja feita, usualmente são
utilizados diferentes modelos e tamanhos de parafusos, vários tipos de soldas, uma
gama enorme de modelos e tamanhos de rebites, ou até mesmo adesivos de união
especiais, a fim de que tenham dureza e maleabilidade para suportar as condições e
esforços transferidos à estrutura, sem que esta seja comprometida.
Inúmeros são os esforços que uma máquina dessas proporções pode ser
submetida, tais como, rajadas de vento, ondas gigantes, vibrações, variações de
temperatura e a própria carga transportada.
Usa-se muito o rebite neste tipo de aplicação quando se deseja ter uma
transferência de carga por cisalhamento, diferente dos parafusos que são utilizados
para carga axial.
Uma das grandes vantagens do rebite em relação ao parafuso é seu menor
peso, que em contrapartida o torna mais difícil na hora de montar e desmontar,
quando há necessidade de algum tipo de serviço ou reparo.
Na construção de grandes e pesadas embarcações, as juntas da estrutura
são peças, usualmente com maior importância, tornando-se viável o uso de peças
comuns e de tamanho reduzido para facilitar a montagem. Com isso, acarretará uma
carga maior, fazendo com que os rebites se tornem os maiores concentradores de
tensão na região da união, tornando assim, a área mais suscetível a trincas.
Há casos em que são permitidas pequenas trincas nas bordas da cabeça dos
rebites, as quais, neste ponto, não irão comprometer a aplicação, tendo em vista que
no processo de prensagem há o cisalhamento na extremidade da haste.
Mas como a aplicação incorreta deste tipo de elemento já trouxe muitos
problemas, ocasionando falhas estruturais, os rebites passaram a cumprir normas
técnicas de fabricação para que não haja riscos as pessoas ou danos em
equipamentos.

36
2.3 REBITES NA INDÚSTRIA AGRÍCOLA
Sendo o rebite um elemento de fixação largamente utilizado, um de seus
propósitos é a união de dois elementos que precisam ter um movimento articulado.
No ramo agrícola, diversos componentes utilizam rebites variados, e uma de
suas aplicações, é efetuar a união articulada de componentes que fazem parte de
um regulador de ajuste.
O regulador nesta aplicação é montado com rebites de esmagamento com
cabeças chata ou redonda e é utilizado devido à alta vibração dentro da máquina
colheitadeira, caso fossem utilizados parafusos e porcas, não suportariam tal
aspecto.
Estes rebites são montados manualmente, utilizando ferramenta para realizar
seu esmagamento.
Para que seja mantida a fixação, a peça que possui o furo chanfrado terá sua
área recoberta pelo rebite esmagado, cobrindo o chanfro, e assim unindo as duas
peças. Para este tipo de aplicação, é importante que o rebite apresente folga
nominal, a fim de possibilitar o movimento.
Na figura 20, pode-se ter uma melhor compreensão da aplicação do rebite
para união das peças.
FIGURA 20 - EXEMPLO DE COMPONENTE ARTICULADO REBITADO
FONTE: o próprio autor, (2018).
Rebite conformado

37
A rebitagem é um método largamente aplicado na fixação e junção de dois ou
mais componentes, sendo um processo muito simples e confiável. Estas
características permitem que rebites sejam utilizados na fabricação de aeronaves
tendo uma junção tão forte quanto o material de cada uma das partes unida.
Rebites também são empregados na construção de embarcações, devido a
sua capacidade de transferência de carga.
Sua grande vantagem em relação a outros tipos de fixação é seu menor peso,
porém o torna mais difícil na hora de montar e desmontar.
Em equipamentos agrícolas, existem diversas aplicações para o rebite, e uma
delas é efetuar a união articulada de componentes. Normalmente opta-se pelo
modelo de esmagamento, por sua praticidade da montagem na linha de produção e
potencial de fixação das partes.
Devido a articulação da peça estar alocada e percebida pelo excesso de
vibração, tem-se a possibilidade do desprendimento das partes unidas, causando
assim a inoperância da função onde os grãos são selecionados.
Portanto, partindo-se deste pressuposto, o processo de fixação a ser utilizado
será o rebite por esmagamento, fator este que será abordado no desenvolvimento
deste trabalho.

38
3 SOLUÇÕES PROPOSTAS
Este tópico trata das prováveis soluções propostas a fim de conduzir o projeto
para a escolha da melhor das opções a se desenvolver no trabalho.
Apresenta três tipos de alternativas para serem estudadas e trabalhadas.
3.1 PRENSAMENTO HIDRÁULICO
Com o objetivo de otimizar o tempo de produção na linha, ganhar em
qualidade do produto acabado e melhorar a ergonomia operacional do processo,
tem-se a opção de criar um gabarito de montagem para o posicionamento das peças
metálicas em uma ferramenta de punção, para que haja uma deformação controlada
do rebite, dentro do limite necessário e que permita a articulação da peça.
Este procedimento será efetuado com o aproveitamento de uma prensa
hidráulica de pequeno porte que já é utilizada no processo de conformação do
arame, em outro ponto da linha de montagem da empresa.
A figura 21 ilustra o processo de prensamento hidráulico.
FIGURA 21 - CROQUI DO MÉTODO DE PRENSAMENTO HIDRÁULICO
FONTE: o próprio autor, (2018).

39
3.2 PRENSAMENTO COM MARTELETE PNEUMÁTICO
Pode-se garantir a qualidade do processo de rebitagem manual com um
gabarito guia que impede o deslizamento do martelo pneumático, tal qual o deixará
sempre dentro da área de ação necessária impedindo que se danifique (deforme) a
peça fora do ponto a ser rebitado, ou seja, restringindo a ação do martelo
pneumático exclusivamente no rebite.
A figura 22 ilustra o processo de prensamento com martelete.
FIGURA 22 - CROQUI DO MÉTODO DE PRENSAMENTO COM MARTELETE
FONTE: o próprio autor, (2018).
3.3 PRENSAMENTO COM PUNÇÃO MANUAL
Esta terceira opção em relação às demais, tem seu custo de fabricação e
equipamentos com o valor abaixo das demais.

40
Trata-se de uma bucha com pino guia deslizante que ficará fixada na chapa
de mesa com o auxílio de uma guia rebaixada, não haverá o contato direto do
operador com a peça no momento que a mesma estiver sendo deformada.
Basta colocar, com isso, uma bucha com pino guia deslizante no gabarito
inferior, e martelar o pino até que se tenha a deformação desejada do rebite,
deixando a peça sem folgas e articulada.
Para se obter a deformação correta do rebite, o pino guia terá uma limitação
pré-determinada na própria bucha guia, assim deixando os rebites com a mesma
medida de deformação e tornando o processo padronizado.
A figura 23 demonstra o processo de prensamento com martelete.
FIGURA 23 - CROQUI DO MÉTODO DE PRENSAMENTO COM PUNÇÃO MANUAL
FONTE: o próprio autor, (2018).

41
4 MATRIZ QFD
Segundo CARPINETTI (2016), Quality Function Deployment (Implementação
da Função Qualidade) é uma ferramenta muito utilizada para a análise e
planejamento de possíveis problemas que contribuam com a garantia da qualidade
do produto a ser inserido no mercado.
Tendo em vista que a melhoria do processo a ser desenvolvido é proveniente
de um cliente interno da empresa XX, após verificação e constatação, foi concluído
que há apenas requisitos técnicos na matriz de correlação dos desdobramentos,
tornando assim, pouco eficaz a ferramenta QFD nesta aplicação.
Diante do exposto, optou-se pela utilização de uma Matriz de Decisão, devido
haver correlação mais direta com o problema da empresa e da maneira que será
solucionado.
42
5 MATRIZ DE DECISÃO
Antes de serem tomadas decisões, deve-se levar em conta alguns critérios
que sejam coerentes para a realização do projeto.
Baseado nas possíveis soluções propostas é preciso fazer a análise da
viabilidade dos métodos para que se possa tomar a decisão correta a ser aplicada.
Para isto, é necessário utilizar uma ferramenta chamada Matriz de Decisão,
cuja sua função é apoiar a decisão por meio de uma análise dos aspectos relevantes
no projeto. Com estas informações, é preciso entender quais são as necessidades
do cliente.
A pesquisa das necessidades de mercado usa um conjunto de métodos para descobrir o que os consumidores esperam de em um tipo particular de produto. Ela procura determinar como os consumidores percebem uma necessidade que não é atendida pelos produtos atualmente existentes no mercado (BAXTER, 2000, p.164).
Ainda segundo BAXTER (2000, p. 174) parte-se do preceito que os princípios
do projeto, devem satisfazer as exigências do consumidor e diferenciar o novo
produto dos já existentes com base em todos os estudos feitos anteriormente.
A matriz é definida avaliando os requisitos do cliente com as soluções
propostas. Para cada requisito é atribuído uma importância com notas de 0 a 10, os
requisitos são analisados individualmente com cada tipo de solução proposta.
Existem três graus de relação que podem ser avaliados: forte, média e fraca.
A relação forte tem nota de peso nove (9), média tem peso três (3) e fraca tem peso
um (1).
Cada uma é multiplicada com base no peso da importância (0 a 10) e, ao fim,
é dada a sua respectiva nota de relação, ou seja, a maior nota concedida irá
demonstrar qual o item atenderá as necessidades do projeto.
Com esta avaliação, pode-se identificar qual será a melhor solução
apresentada para tratar o problema do projeto.
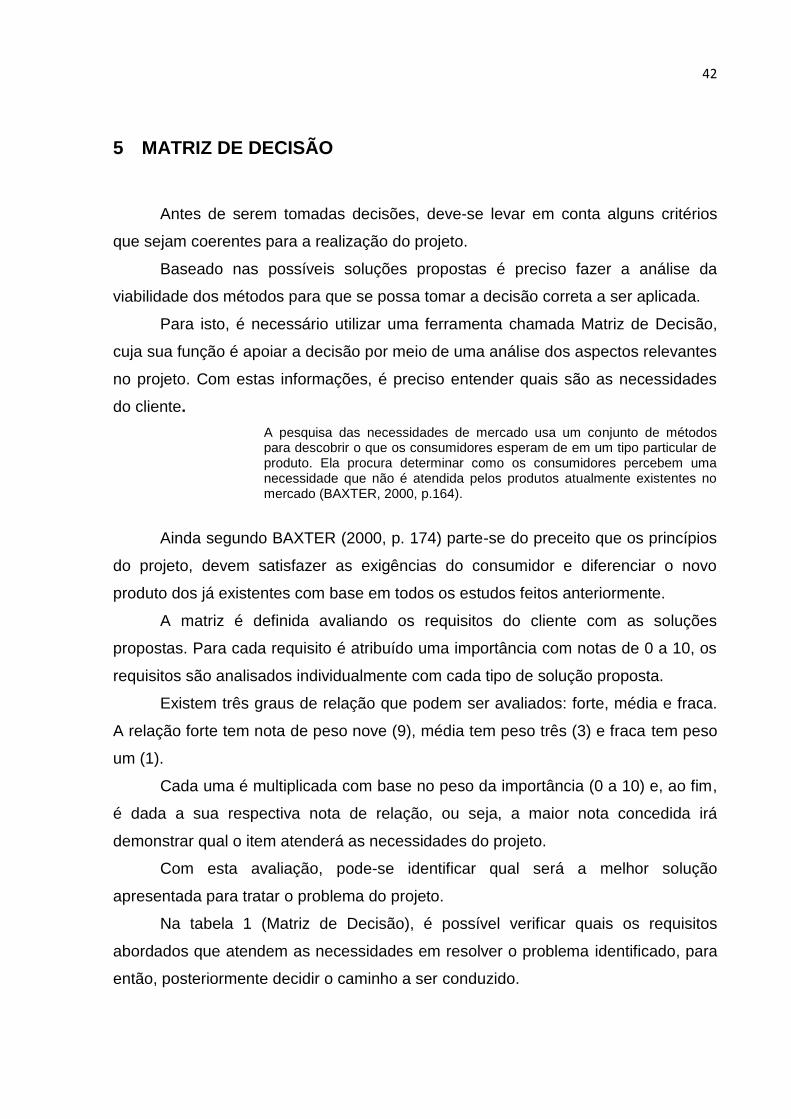
Na tabela 1 (Matriz de Decisão), é possível verificar quais os requisitos
abordados que atendem as necessidades em resolver o problema identificado, para
então, posteriormente decidir o caminho a ser conduzido.

43
TABELA 1 - MATRIZ DE DECISÃO
SOLUÇÕES PROPOSTAS
Imp
ort
ân
cia
PR
EN
SA
ME
NT
O H
IDR
ÁU
LIC
O
PR
EN
SA
ME
NT
O C
OM
MA
RT
EL
ET
E
PN
EU
MÁ
TIC
O
PR
EN
SA
ME
NT
O C
OM
PU
NÇ
ÃO
MA
NU
AL
REQUISITOS DO CLIENTE
FACILIDADE PARA REBITAR 10 ⚫
PADRONIZAÇÃO NO PROCESSO 10 ⚫
BAIXO NÍVEL DE RUÍDO 6 ⚫
AUMENTO DA PRODUTIVIDADE 10 ⚫
SEGURANÇA 10 ⚫ ⚫
MATERIAL DA FERRAMENTA 7 ⚫ ⚫ ⚫
ENCAIXES RÁPIDOS DA FERRAMENTA 10 ⚫
TEMPO DE SETUP 10 ⚫ ⚫
RESISTÊNCIA DA FERRAMENTA 8 ⚫
DURABILIDADE DA FERRAMENTA 8 ⚫
FREQUÊNCIA DE REPARO 6 ⚫
BAIXO CUSTO DE REPARO 6 ⚫
TEMPO DE REPARO 7 ⚫
ACESSIBILIDADE PARA REPARO 8
CUSTOS DA FERRAMENTA 7 ⚫
MELHORIA DA QUALIDADE DO ITEM ACABADO 10
⚫
GANHO ERGONÔMICO DO PROCESSO 9 ⚫
Importância Absoluta 627 307 271
Importância Relativa 1 2 3
FONTE: Avaliação de Soluções – Matriz de Decisão, UNESP, SP. Disponível em:
<https://acervodigital.unesp.br/bitstream/123456789/65401/11/Matriz%20de%20decis%C3%A3o.pdf>
Requisitos versus Soluções
Atende totalmente ⚫ - 9 Atende parcialmente - 3 Não atende - 1

44
5.1 PROPOSTA ESCOLHIDA
Após análise dos dados gerados na tabela 1 (Matriz de Decisão), adotou-se
critérios específicos, avaliando as alternativas comparadas, imputando relevância,
estabelecendo ordem de importância a cada um deles, para que assim possibilitasse
uma comparação dentre as alternativas analisadas, identificando pontos favoráveis e
desfavoráveis de cada ideia.
Pôde-se verificar que a alternativa mais adequada aos requisitos do cliente é
a da utilização do processo de prensamento hidráulico.
Obteve-se esta conclusão comparando as pontuações finais recebidas nos
quesitos elaborados.

45
6 FMEA
Segundo PALADY (2004) a metodologia de análise do tipo e do efeito de falha
denominada FMEA - Failure Mode and Effect Analysis (Modo de Falha e Análise de
Efeito), é uma ferramenta que tem por objetivo efetuar em princípio uma busca por
possíveis falhas potenciais, para evitar, por meio de estudos e propostas de ações
de melhorias, que estas ocorram no projeto do produto ou processo. (APÊNDICE B).

46
7 REVISÃO BIBLIOGRÁFICA
Na revisão proposta serão abordados os tópicos pertinentes para o
desenvolvimento do trabalho.
7.1 PROCESSOS LEAN MANUFACTURING
O processo Lean Manufacturing, vem do conceito Toyota de Produção, surgiu
no Japão após a Segunda Guerra Mundial.
Neste período a indústria japonesa sofria com a baixa produtividade em suas
fábricas e procurou-se um norte para que se conseguisse maximizar a eficiência
produtiva diminuindo o desperdício.
Segundo SHINGO (1989), o sistema Toyota de Produção consiste em
capacitar as empresas para que tenham rapidez nas respostas às grandes
flutuações de demanda no mercado, a partir dos principais indicadores de
competitividade de uma empresa, tais como a flexibilidade, custo, qualidade,
atendimento e inovação.
Ainda propõe que os sistemas de produção de uma empresa sejam formados
em uma rede de processos, que se refere ao fluxo de materiais ou serviços, e as
operações que analisam a mão de obra e equipamentos disponíveis na ocasião.
O Lean Manufacturing, (produção enxuta) é um termo que veio dos anos
1980, e foi gerado para a definição de um sistema de produção que fosse mais
suscetível a mudanças, mais diligente e mais revolucionário, possibilitando enfrentar
melhor as flutuações do mercado.
É uma filosofia de gerenciamento que procura otimizar a organização de
forma a atender as necessidades dos clientes no menor prazo possível.
Segundo OHNO (1997) para que um sistema Lean Manufacturing tenha uma
boa base, devem-se eliminar todos os desperdícios e assim sendo, lista os de maior
importância:
• Desperdício por superprodução;
• Desperdício por tempo de espera;
• Desperdício por transporte;

47
• Desperdício por processamento;
• Desperdício por estoque;
• Desperdício por movimentação;
• Desperdício por fabricação de produtos defeituosos.
Eliminando-se estes desperdícios, a eficiência das operações pode aumentar.
Fazendo isto, pode-se produzir somente o necessário, liberando assim uma força de
trabalho extra. OHNO (1997) ainda afirma que no sistema de produção enxuta tudo
que não agrega valor ao produto, analisando com a percepção do cliente, é
desperdício.
Segundo SHINGO (1989), a produção nada mais é que uma teia de
processos e operações, e defende que processos é um fluxo de materiais no tempo
e espaço, sendo a transformação da matéria prima e, componentes semiacabados
até os produtos acabados. As operações envolvem o trabalho realizado para efetivar
as transformações.
7.1.1 Ferramentas do Lean Manufacturing
A análise do processo verifica o fluxo dos materiais e a análise das operações
verifica a operação realizada nos materiais do trabalho e peça máquina.
Para que se possam realizar melhorias na produção, deve-se estudar
separadamente as análises do fluxo do produto e a operação do fluxo de trabalho.
Dentro das observações as quais serão feitas, alguns pontos serão
verificados - cita-se, a melhoria da inspeção do produto.
Nos relatórios de qualidade emitidos pela maioria das empresas, os
percentuais de defeitos são apontados de modo a gerar uma estatística incidente do
maior problema apresentado.
Geralmente estes documentos são gerados após o término da produção,
desta maneira, não se pode avaliar a melhor forma da situação em questão, pois
como este processo de inspeção é feito somente no final da linha, acaba ocorrendo
que a causa efetiva do problema não é descoberta.
48
Para que seja possível a implementação de um sistema de produção enxuta,
existem algumas ferramentas específicas para que o processo ocorra de maneira
correta.
Tais ferramentas compõem 12 (doze) processos, que são:
• 5S;
• Gestão à vista;
• Trabalho padronizado;
• Takt Time7;
• Nivelamento da Produção;
• Layout8;
• Kanban9;
• Troca Rápida de Ferramentas;
• Manutenção preventiva Total;
• Sistema a prova de erros;
• Multifuncionalidade;
• Just in Time.
7.1.2 Ferramenta 5S
HIRANO (1994) transmite que a proposta do programa 5S, é mobilizar,
motivar e conscientizar os colaboradores da empresa a manter um padrão de
atitudes e comportamentos que se reflitam na manutenção e melhoria contínua de
7 Takt time (hora do ritmo) - É o tempo em que se deve produzir uma peça ou produto, baseado no ritmo de vendas, para atender a demanda dos clientes. Fonte: SHINGO, Shigeo: O sistema Toyota de produção: do ponto de vista da engenharia de produção / Shigeo Shingo; tradução Eduardo Schaan.- 2º ed. - Porto Alegre: Bookman, 1996. 8 Layout - consiste em um rascunho, esboço ou projeto, um trabalho prévio que dá uma ideia de como será a aparência final da página em questão. Fonte: idem 1996, p.42. 9 Kanban - É um termo de origem japonesa e significa literalmente “cartão” ou “sinalização”. Este é um conceito relacionado com a utilização de cartões para indicar o andamento dos fluxos de produção em empresas de fabricação em série. Fonte: idem 1996, p.42.

49
excelentes condições de organização, limpeza e segurança do ambiente de trabalho
adequado às operações e a tranquilidade de todos.
É um requisito básico em relação à busca de qualidade e, traz grandes
benefícios para a empresa e para os colaboradores, tornando-o fundamental para
que a empresa atinja uma competitividade maior no mercado.
O programa 5S, surgiu no Japão na década de 1950 e 1960 após a Segunda
Guerra Mundial, o país precisava ser reconstruído, as indústrias estavam sujas,
desorganizadas, com um produto pouco competitivo no mercado, então surgiu o 5S
que junto com as outras ferramentas Lean auxiliou as indústrias japonesas a se
organizarem.
A sigla 5S remete aos significados abaixo:
1º S: Seiri – Senso de Utilização
Tem por definição deixar no local de trabalho somente os materiais que irão
ser utilizados, verificando tudo que estiver dentro do ambiente, como máquinas,
ferramentas, móveis, estoque, dentre outros.
Para isto, precisa-se definir com todos os envolvidos do setor, o que deve ser
jogado fora ou consertado, o que deva ser guardado em outro local e o que pode ser
útil, mas para outro setor.
Analisando estes aspectos os resultados que podem ser alcançados são o de
uma área de trabalho arrumada, reduz as necessidades de espaços, de transporte e
de estoque, facilita o arranjo da fábrica e controles de produção, aumenta a
produtividade das máquinas e das pessoas, tem uma maior eficiência no retorno de
informações, menor tempo de procura dos materiais e possibilita um menor cansaço
físico.
2º S: Seiton – Senso de Ordenação
Prega a organização da melhor maneira funcional do local de trabalho e
afirma que cada produto teu seu devido local. Alcança-se o objetivo analisando a
situação do modo que está e como os produtos poder ser alocados, onde e por quê.
Determina que todos os objetos utilizados para efetuar um trabalho devem
estar à mão, com nomes e ou códigos padronizados, e qual seu melhor local.

50
Desta maneira é possível ganhar espaço, gastar menos tempo na busca e
transporte e facilita a execução do trabalho no prazo.
3º S: Seisou – Senso de Limpeza
O senso de limpeza direciona para que esta se torne uma tarefa presente na
rotina de trabalho. Pede aos colaboradores para identificar e eliminar as fontes de
sujeira da área atuante e se conscientiza sobre a importância e os benefícios da
limpeza no ambiente de trabalho, educando as pessoas a não sujar.
Como resultados, um ambiente mais limpo é mais propício a ter uma melhor
qualidade, facilita a localização de irregularidades no ambiente, evita perdas e danos
de materiais e produtos além de causar uma boa impressão aos clientes e visitantes.
4º S: Seiketsu – Senso de Capricho
Mostra como os colaboradores podem buscar condições favoráveis de saúde
no trabalho, em casa e pessoalmente.
Quem não cuida bem de si mesmo não pode fazer ou vender produtos e ou
serviços de qualidade. Isto se alcança mantendo limpos e organizados os locais de
uso comum, observar as práticas de segurança de trabalho, pensar e agir
positivamente, valorizar a aparência pessoal e da empresa, evitar formas de
poluição - sonora e visual.
Esta etapa ajuda a manter o local de trabalho agradável, diminuir o
absenteísmo, melhorar a produtividade e qualidade de vida.
5º S: Shitsuke – Senso de Autodisciplina
Comprometer-se com normas e padrões morais e técnicos, buscando a
melhoria contínua pessoal, profissional e empresarial.
Uma equipe de trabalho que possui profissionalismo tem uma postura
responsável de atuação em sua atividade de trabalho.
Para atingir os objetivos desta etapa, os colaboradores devem compartilhar
visão e valores propostos pela empresa, educar para ser criativo, melhorar a
comunicação em geral e ser empenhado e persistente em suas tarefas.

51
Com isto, as melhorias serão permanentes, a pessoa terá um aprimoramento
pessoal e empresarial, busca sempre o defeito zero e a melhor qualidade e
proporciona menor desperdício.
A ferramenta 5S pode trazer diversos benefícios quando aplicada
corretamente, ou seja, aumentar a colaboração entre as pessoas, manter os
ambientes mais limpos e organizados, possibilitar a disciplina dentro da empresa,
viabilizar a localização de objetos, reduzir as chances de acidentes e tornar mais
produtivos os resultados na avaliação dos rendimentos do trabalho.
Como consequência, aumentará a produtividade da empresa, possibilitando
uma redução no absenteísmo e nos desperdícios, otimizando o tempo de maneira
mais eficiente, e obtendo uma aplicação mais efetiva do aproveitamento dos
materiais e equipamentos.
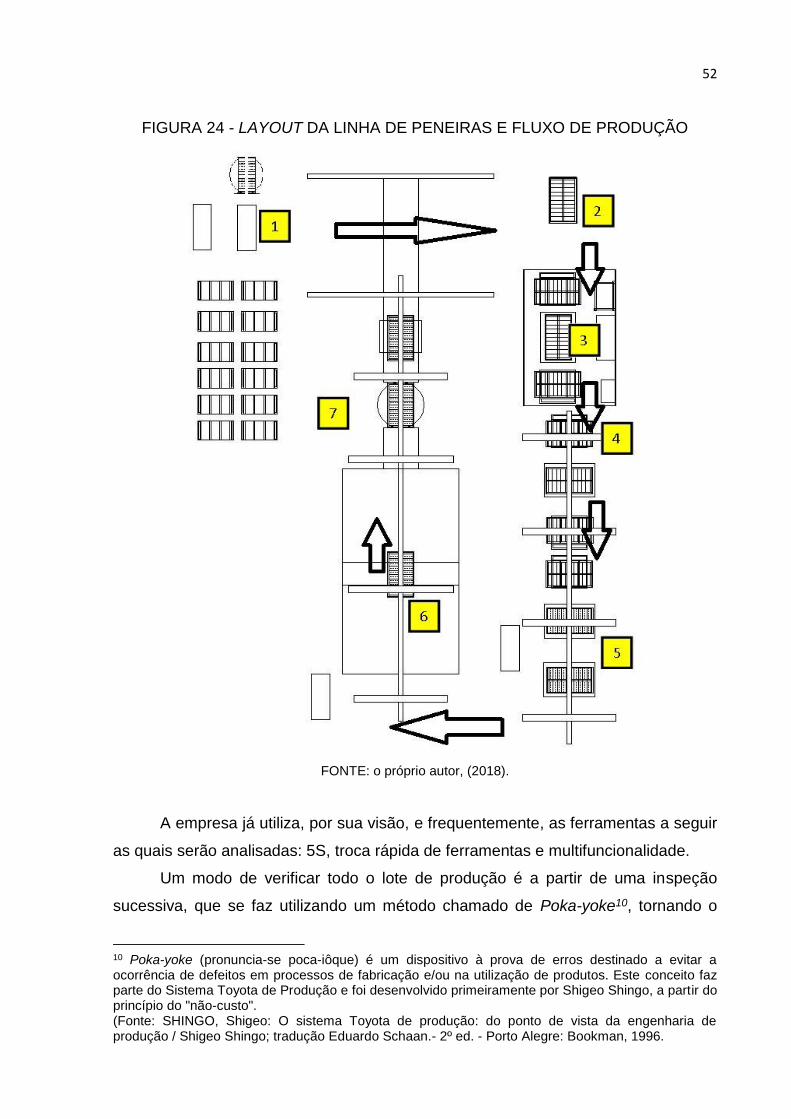
Tendo como base os conceitos do 5S, em especial o senso de ordenação,
demonstra-se na figura 24, a disposição do layout (esboço) da linha de peneiras bem
como do fluxo de produção enumerados de 1 a 7 conforme sua respectiva fase de
produção detalhada e citada no tópico 1.1.3 linha de produção de peneiras.
A figura 24 ilustra melhor o layout (esboço) da linha de montagem das
peneiras na sequência.
1 - Produz todos os arames utilizados na estrutura da peneira;
2 - Responsável por montar a estrutura básica da peneira;
3 - Soldagem;
4 - Inserção do arame que evitar grandes vibrações;
5 - Montagem das aletas seletoras;
6 - Solda ponto para fixação das aletas;
7 - Inspeção e embalagem.
52
FIGURA 24 - LAYOUT DA LINHA DE PENEIRAS E FLUXO DE PRODUÇÃO
FONTE: o próprio autor, (2018).
A empresa já utiliza, por sua visão, e frequentemente, as ferramentas a seguir
as quais serão analisadas: 5S, troca rápida de ferramentas e multifuncionalidade.
Um modo de verificar todo o lote de produção é a partir de uma inspeção
sucessiva, que se faz utilizando um método chamado de Poka-yoke10, tornando o
10 Poka-yoke (pronuncia-se poca-iôque) é um dispositivo à prova de erros destinado a evitar a ocorrência de defeitos em processos de fabricação e/ou na utilização de produtos. Este conceito faz parte do Sistema Toyota de Produção e foi desenvolvido primeiramente por Shigeo Shingo, a partir do princípio do "não-custo". (Fonte: SHINGO, Shigeo: O sistema Toyota de produção: do ponto de vista da engenharia de produção / Shigeo Shingo; tradução Eduardo Schaan.- 2º ed. - Porto Alegre: Bookman, 1996.

53
processo como a prova de falhas. Conforme os ramos em que as pessoas
trabalham, observam-se as necessidades dos clientes que estão em constante
mudança. MOURA (1996).
Eles sempre objetivam menor tempo de suprimento e, ao mesmo tempo, que
se reduzam as quantidades de materiais programados para uma melhor qualidade.
Em resposta ao que o cliente pede, as empresas procuram realizar mudanças
em seus processos, a fim de atender todas as solicitações e assim conseguindo
manter o retorno sobre o produto.
Mudanças, no início, nunca são acessíveis de serem realizadas.
O tempo de set-up (configuração) de uma ferramenta é uma transformação no
processo que geralmente deveria fazer parte das atividades rotineiras.
Diante de um processo bem difundido nas empresas, discutem-se
melhoramentos, mesmo que sejam considerados desnecessários. Ou seja, com uma
correta análise do processo, pode-se transformar uma cadeia de produção, com a
diminuição do tempo de set-up, afetando diretamente na redução de custos, e em
um aumento considerável na produtividade.
Definição de set-up: Todas as tarefas necessárias desde o momento em que se tenha completado a última peça do lote anterior até o momento em que, dentro do coeficiente normal de produtividade, se tenha feita a primeira peça do lote posterior (MOURA,1996, p.12).
Tal definição possibilita a análise do passo a passo do set-up à procura de
melhoramentos. Também se faz o estudo de todas as tarefas cumpridas pelos
operadores no início da produção caso a máquina demore a atingir sua velocidade
eficiente de trabalho.
Esta constatação se faz a fim de verificar se o set-up pode ser diminuído para
que se chegue à cadência desejada de uma forma mais veloz.
7.1.3 Mapeamento de fluxo de valor
O mapeamento do fluxo de valor é mais uma ferramenta proveniente do Lean
Manufacturing. É baseada na elaboração de um mapa de como é o fluxo de
materiais dentro da empresa.
54
O mapa inicia-se na informação de demanda do cliente, passando para a
cadeia de fornecedores da empresa e sendo concluído com o produto final entregue
ao cliente.
Esta ferramenta é utilizada para produzir melhorias no tempo de fabricação
utilizando as técnicas da manufatura enxuta, para analisar e avaliar os processos de
operação dentro da fábrica. É um conjunto de ações que agregam e não agregam
valor para a viabilização do produto.
Para este mapeamento, uma equipe é designada a percorrer o sistema de
produção levantando dados, entre os quais, o tempo de cada ciclo, tamanho do
estoque, e necessidades de pessoal.
Os dados transformam-se em um mapa das operações e, quando o mapa da
situação está pronto, parte-se para a criação do mapa da situação futura que será
usado para definir as atividades de melhoria.
Frente à análise da situação, é baseada no levantamento de dados numéricos
com auxílio de ferramentas gráficas (planilhas), que facilitam a visualização dos
dados coletados.
A taxa de produção é baseada na demanda do produto, o qual o seu tempo
refletirá nos resultados de um fluxo contínuo.
Deve-se usar somente um processo para determinar o ritmo e comando da
produção do restante da linha. Ou seja, será verificado o padrão apresentado pelo
produto, ao iniciar e finalizar a sua montagem.
No decorrer de todo o processo exibido, a verificação dos níveis de produção
no (APÊNDICE C), demonstrará durante os decursos produtivos a meta de produção
de peneiras efetuada por cada operador diariamente.
Assim o volume total de produção determinará se o número de colaboradores
disponíveis na área de trabalho atende a demanda exigida.
7.1.4 Análise do fluxo de produção das peneiras
Utilizando a figura 24 – Layout (esboço) da linha de peneiras e fluxo de
produção, permite elaborar um fluxograma das fases de produção com a descrição

55
das etapas de montagem, do tempo recorrido do início ao fim da produção e da
quantidade de pessoas na área.
A tabela 2 mostra o processo na produção e o tempo.
TABELA 2 - FLUXOGRAMA DO PROCESSO NA XX
FONTE: o próprio autor, (2018).
Na tabela 2 pode-se verificar o tempo de produção de cada fase e, baseando-
se na quantidade de horas trabalhadas no dia, é possível calcular qual a capacidade
por fase.
Averiguando os dados coletados, constata-se que em um dia trabalhado, a
capacidade de produção é de 44,9 peneiras.
Com base na quantidade de peneiras produzidas, comparou-se que entre as
fases já apresentadas, foi identificada a existência de uma etapa mais lenta -
“gargalo” - que é a fase 5 dentro da linha de produção.
O resultado desta constatação na fase 5, ocasiona a interferência no fluxo
destas, fazendo com que as fases anteriores acumulem um alto estoque
intermediário.
Para melhorar o tempo no decurso de produção na fase citada, analisa-se
esta etapa separadamente, a fim de verificar qual o fator que prejudica a
produtividade.
Nesta parte da produção, a subdivisão em três ciclos possibilitará a
identificação do problema com critérios assim definidos em comparação com os já
realizados para a linha de produção de peneira como o um todo.

56
• Montagem das aletas;
• Produção dos reguladores de ajuste;
• Montagem dos reguladores de ajuste na peneira.
Na tabela 3, podemos verificar um fluxograma da fase 5 detalhada.
TABELA 3 - FLUXOGRAMA DA FASE 5
FONTE: o próprio autor, (2018).
No fluxograma da fase 5, as etapas foram abertas e analisadas. Para que
uma peneira possa prosseguir no fluxo de montagem, estima-se que todas as etapas
desta fase estejam concluídas.
Assim que a peneira é disponibilizada na área do Snapping, dois operadores
darão início à montagem das aletas. Trata-se basicamente de encaixá-las nos
arames da estrutura conforme foi apresentado no tópico 1.1.3 linha de produção de
peneiras, figura 14.
Simultaneamente, o terceiro operador de montagem da fase 5, inicia a
produção dos reguladores de ajuste citado no tópico 1.3, empregando uma base
metálica para posicionar os componentes. Primeiramente o rebite, seguido das
peças a serem unidas e, conforme demonstrado na figura 17, utiliza-se um martelo
pneumático, que quando acionado, produz movimento longitudinal constante,
ocasionando a deformação do rebite e unindo as peças.
Este processo tem uma falha devido à falta de um guia centralizador que
ocasiona um grande desperdício de tempo, pois apesar de o rebite ser conformado
facilmente, o operador tem dificuldade em posiciona-lo no equipamento e na área a
ser deformada deste, assim, as peças acabam tendo sua qualidade e prazo de
entrega prejudicados.
Após o regulador pronto, o mesmo é montado na peneira e testado para a
verificação de sua funcionalidade.

57
Por mais que existam três etapas de montagem dentro da fase 5, o encaixe
das aletas nos arames é a que demanda maior disponibilidade temporal, apesar do
fato de que uma peneira tem em média 300 aletas, e são alocados somente dois
operadores durante o período integral de montagem.
7.1.5 Considerações sobre os sistemas de produção
Segundo CORRÊA (1997), os aspectos organizacionais dos sistemas de
produção buscam em primeira instância auxiliar as empresas a responderem às
exigências flutuantes do mercado, que sofrem constantes variações de demanda e
que podem afetar o andar da produção e dos modos de fabricação.
Adotar um sistema de produção enxuto faz com que as organizações subam a
outro nível de conceito para suas atividades. SHINGO (1989) considera que uma
empresa, que aplica um sistema de produção enxuto, é aquela que está sempre
disposta às novas tecnologias de manufatura.
Partindo-se dos conceitos apresentados, pode-se dar início a um sistema de
produção avançado capaz de atender as demandas com a mais variada combinação
de recursos para a produção de bens.
Em geral os métodos mencionados são os que definem os procedimentos
para a administração da manufatura, isto, associado às metas de produção,
qualidade, visão e valores pela empresa, com o envolvimento dos operadores.
7.2 REBITES
Conforme IZILDO E FREIRE (1997) rebites são compostos basicamente de
um corpo com formato cilíndrico e uma cabeça acoplada ao eixo, essa cabeça pode
ter inúmeros formatos e tamanhos, formando uma peça única com o corpo.
Contudo, outro fator importante para a escolha do rebite, deve-se
primeiramente a sua aplicabilidade, para posteriormente definir o material a ser
produzido, assim definindo-se de acordo com a dimensão e tipo de projeto a ser

58
executado, obtendo-se uma melhor fixação e evitando problemas futuros devido à
escolha errônea do produto.
Segue figura 25 demonstrando um modelo de rebite para maior compreensão.
FIGURA 25 - REBITE DE CABEÇA ARREDONDADA
FONTE: http://s3.amazonaws.com/magoo/ABAAAgy3UAB-3.jpg
Ainda, segundo IZILDO e FREIRE (1997), as peças das estruturas metálicas
são, usualmente, ligadas entre si por intermédio de rebites ou soldas. Esses dois
tipos de juntas são estruturas de elevada resistência em comparação com as juntas
feitas por parafusos ou pinos.
A junção por rebites, no entanto, é a de execução mais simples e menor
onerosidade. Caso haja a necessidade de se fazer um reparo ou conserto, este
modelo de fixação poderá ser desfeito sem prejuízo ou perda da peça.
Usualmente, o emprego deste tipo de fixador está ligado a junções onde não
é possível usar solda ou pelo fato da peça ter mobilidade.
Em geral os materiais utilizados para a fabricação dos rebites são:
• Aço;
• Alumínio;
• Cobre;
• Latão;
• Bronze.

59
Na indústria, utiliza-se muito a aplicação de rebites em estruturas metálicas,
reservatórios, caldeiras, máquinas diversas, navios, aviões, veículos de transporte,
treliças, peças automotivas entre outras.
7.2.1 Tipos de rebites
• Cabeça redonda larga;
• Cabeça redonda estreita;
• Cabeça escareada chata e larga;
• Cabeça escareada chata e estreita;
• Cabeça escareada chata com calota;
• Cabeça tipo panela;
• Cabeça cilíndrica.
Não basta ter inúmeros tipos de rebites se não souber qual o modelo correto a
ser aplicado.
Para adquirir o modelo de rebite adequado, é necessário que o responsável
pelo projeto saiba suas especificações, tais como:
• O material que é feito;
• O tipo da cabeça;
• O diâmetro do corpo;
• Seu comprimento útil.
A junção mecânica feita entre dois elementos pode ser classificada como
móvel ou permanente.
A união feita por rebite é do tipo permanente, ou seja, caso ocorra a
necessidade de desfazer a união das peças, consegue-se por ruptura forçada, da
mesma forma que uma peça soldada.
Para que se tenha a união de duas peças utilizando o rebite, é necessário que
elas sejam previamente perfuradas na medida especificada pelo fabricante, ou seja,
na medida correta para alojar o corpo do rebite.
60
Pode-se utilizar diversos tipos de ferramentas para deformar o rebite, como:
rebitadeiras manuais, pneumáticas e hidráulicas.
Quando o rebite é exposto à pressão, seja ela hidráulica sem impacto ou por
martelete com impacto, o rebite sofre uma deformação em seu corpo de maneira a
exceder a medida entre as duas peças (sobra necessária). Após isto, a parte que
está sofrendo a pressão ou impacto (parte oposta a cabeça) será deformada
adquirindo o formato escareado da peça na superfície, de modo a não ficar exposta,
fixando ambas.
7.2.2 Rebitagem a quente e a frio
A rebitagem feita a quente (rebite aquecido), geralmente é indicada para
rebites com diâmetros acima de 6 mm, devido a maior resistência à deformação,
sendo aplicado especialmente nos modelos fabricados em aço.
Já a rebitagem executada a frio (rebite em temperatura ambiente), feita com o
auxílio de um martelo comum e utilizada para os rebites cujo diâmetro não exceda 6
mm, é indicada para qualquer tipo de metal (aço, alumínio, cobre, latão, bronze,
entre outros).
7.2.3 Processos de rebitagem
Conforme FREIRE (1997), a rebitagem vai depender da forma da cabeça do
rebite, se é cabeça bruta ou primitiva e seu diâmetro.
• Processo manual: O processo manual como o nome já diz é feito à mão,
utilizando um martelo e um punção para deformar o rebite. O rebite é
martelado até dilatar o seu corpo cilíndrico, encostando-se às paredes das
chapas preenchendo assim o furo, após isto, inicia-se o processo de
arredondamento da cabeça até encosta no cônico da chapa.
• Processo contra estampo: Para efetuar a rebitagem do contra estampo,
utiliza-se uma chapa com um rebaixo semiesférico onde será colocada a

61
cabeça do rebite para apoiar. Esse rebaixo pode apresentar vários diâmetros
para alojar diversas cabeças de rebites com diâmetros diferentes. O processo
de deformação da parte oposta é o mesmo utilizado no processo manual.
• Processo mecânico: Para o processo de rebitagem mecânico utiliza-se um
martelo pneumático, ou prensas hidráulicas. O martelo pneumático,
obrigatoriamente precisa de um compressor de ar para alimentá-lo, o qual é
feito através de mangueiras flexíveis e conectores. Para que uma ferramenta
deste tipo de aplicação funcione de maneira correta é necessário que se
tenha uma pressão de ar entre 5 a 7 bar, com um volume de armazenamento
alto devido consumo da ferramenta. Para o processo hidráulico, basta uma
prensa de pequeno porte acionada manualmente ou com um motor elétrico,
operando com uma força de prensagem de no máximo 3 toneladas, o que já é
o suficiente para deformar o rebite.
7.2.4 Defeitos na rebitagem
Como todo processo, a fixação utilizando a rebitagem também tem seus
defeitos.
Principais defeitos encontrados em rebitagens;
• Mal preparo das peças a serem unidas;
• Rebarbas nas peças;
• Orifício fora da especificação;
• Penetração do rebite demasiadamente alta;
• Penetração do rebite demasiadamente baixa;
• Discrepância de sobre medidas;
• Material a ser rebitado está com diferença de altura;
• Rebitagem com pouca deformação;
• Rebitagem com excesso de deformação causando trincas na cabeça do
rebite.

62
7.3 CONFORMAÇÃO MECÂNICA
De acordo com BUTTON (2000), a conformação mecânica é um processo de
modificação da forma de um corpo metálico para outra forma definida e, podem ser
divididos em dois grandes grupos, que são os Processos Mecânicos e os Processos
Metalúrgicos.
Processos mecânicos são modificações de forma provocadas pela aplicação
de tensões externas, e às vezes em altas temperaturas, mas sem a liquefação do
metal.
São processos mecânicos de conformação plástica, nos quais, as tensões
aplicadas são geralmente inferiores ao limite de resistência a ruptura do material, e
também pelos processos de conformação por usinagem, para os quais as tensões
aplicadas são sempre superiores ao limite mencionado, sendo a forma final,
portanto, obtida por retirada de material.
Segundo ROCHA (2012), dentro do grupo processos de conformação, podem
ser classificados de acordo com o tipo de esforço predominante em:
• Conformação por compressão direta; na qual, predomina a solicitação externa
por compressão sobre a peça de trabalho, como, por exemplo, o processo do
forjamento e da laminação.
• Conformação por compressão indireta; na qual, forças externas aplicadas
sobre a peça podem ser tanto de tração como de compressão. Mas, as que
efetivamente provocam a conformação plástica do metal, são as de
compressão indireta desenvolvidas pela reação da matriz sobre a peça, a
exemplo da trefilação, da extrusão e da estampagem profunda.
• Conformação por tração; que é o estiramento de chapas em que a peça toma
a forma da matriz pela aplicação de forças de tração em suas extremidades.

63
• Conformação por cisalhamento; que é a aplicação de forças cisalhantes
suficientes para romper o metal no seu plano de cisalhamento.
Os melhores exemplos desse tipo de processo são a torção de barras e o
corte de chapas.
• Conformação por flexão; na qual, as modificações de forma são obtidas
mediante a aplicação de um momento fletor a exemplo do dobramento de
chapas e das tiras dobradas.
A figura 26 mostra a forma simplificada do processo de conformação
mecânica e seus esforços:
FIGURA 26 - CLASSIFICAÇÃO DE PROCESSOS DE CONFORMAÇÃO
FONTE: BUTTON, (2000), p.14.
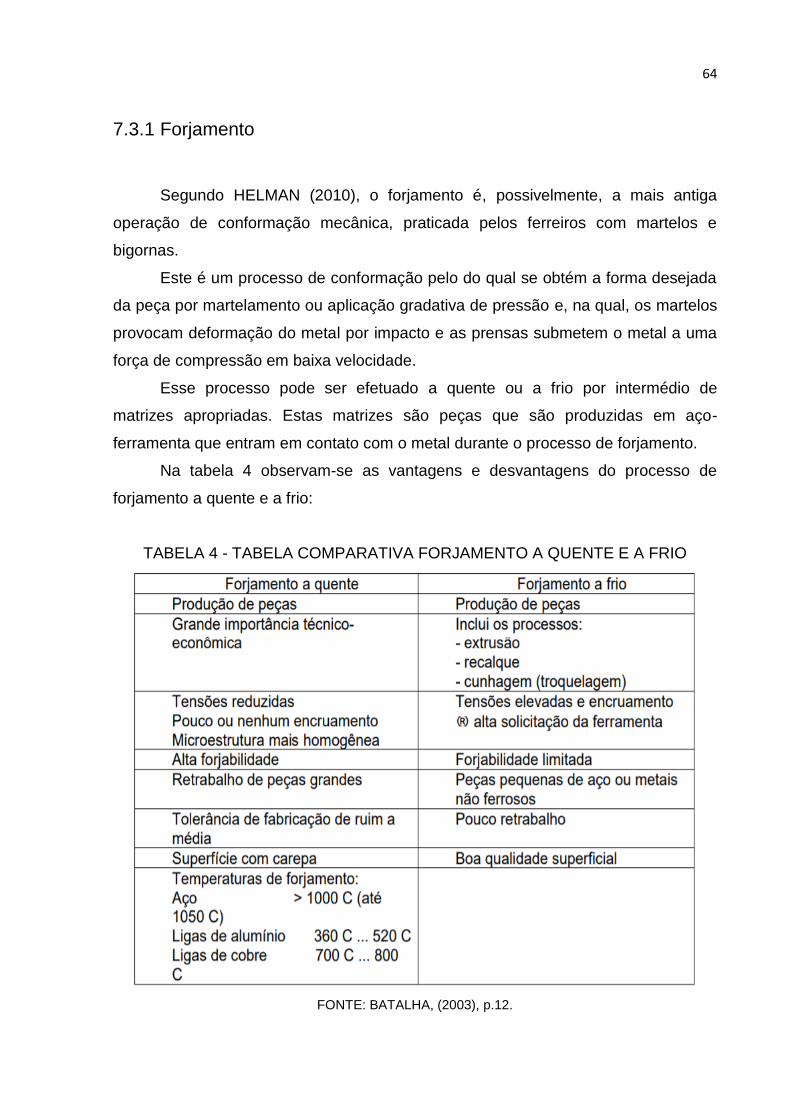
64
7.3.1 Forjamento
Segundo HELMAN (2010), o forjamento é, possivelmente, a mais antiga
operação de conformação mecânica, praticada pelos ferreiros com martelos e
bigornas.
Este é um processo de conformação pelo do qual se obtém a forma desejada
da peça por martelamento ou aplicação gradativa de pressão e, na qual, os martelos
provocam deformação do metal por impacto e as prensas submetem o metal a uma
força de compressão em baixa velocidade.
Esse processo pode ser efetuado a quente ou a frio por intermédio de
matrizes apropriadas. Estas matrizes são peças que são produzidas em aço-
ferramenta que entram em contato com o metal durante o processo de forjamento.
Na tabela 4 observam-se as vantagens e desvantagens do processo de
forjamento a quente e a frio:
TABELA 4 - TABELA COMPARATIVA FORJAMENTO A QUENTE E A FRIO
FONTE: BATALHA, (2003), p.12.

65
As características mecânicas dos produtos conformados a frio estão
relacionadas pela relação entre a resistência mecânica e o peso, resistência à
fadiga, esforços de impacto, acabamento superficial, tolerâncias e a geometria do
componente forjado muito próximo da peça final.
A tabela 5 classifica os aços ligados e não ligados quanto a sua
conformabilidade a frio:
TABELA 5 - CLASSIFICAÇÃO DE AÇOS LIGADOS E NÃO LIGADOS
FONTE: HELMAN, (2010), p.45.
De acordo com HELMAN (2010), o processo de forjamento se divide em duas
categorias:
• Forjamento livre (em matriz aberta); na qual o metal é deformado entre
ferramentas planas ou de formato simples. É um processo de deformação por
compressão direta e o material escoa no sentido perpendicular à direção da
força. Normalmente é aplicado a baixos níveis de produção.

66
A figura 27 mostra o metal deformado por forjamento livre.
FIGURA 27 - MATRIZ DE FORJAMENTO LIVRE
FONTE: BUTTON, (2000), p. 78.
• Forjamento em matriz fechada; na qual o metal deve tomar a forma esculpida
previamente em duas matrizes com forte restrição ao livre espalhamento do
material. Neste forjamento o material é deformado em duas metades de uma
matriz fornecendo o formato desejado. Normalmente é aplicado a altos níveis
de produção devido ao alto custo do ferramental.
A figura 28 demonstra claramente o metal assumindo o formato do molde,
quando é submetido a forjamento fechado.
FIGURA 28 - MATRIZ DE FORJAMENTO FECHADO
FONTE: BUTTON, (2000), p.78.

67
7.3.2 Máquinas de forjamento
Usualmente os equipamentos de forjamento são classificados de acordo com
seu princípio de operação, ou seja, em martelos ou prensa de forjamento segundo
BUTTON (2000).
De modo geral, o martelo de forjamento é utilizado para a produção de
grandes peças possibilitando uma grande variedade de formas.
Este processo permite girar a peça dando sucessivos golpes em diferentes
cavidades e ainda cortar a forma final com pequenas perdas de material, ou seja,
com a utilização de um martelo de forjamento uma peça pode sofrer de 60 à 150
pancadas por minuto tomando o formato desejado.
Este tipo de equipamento de forjamento pode ser;
• Martelo de queda livre;
• Martelo de dupla-ação;
• Martelo de contragolpe.
Nas prensas de forjamento aplica-se uma compressão à baixa velocidade no
material. A pressão aumenta quando o material está sendo deformado e isso
provoca uma penetração maior da zona deformada na peça. São três os principais
tipos de prensas usadas em forjamento:
• Prensas hidráulicas;
• Prensas mecânicas (excêntricas e de fricção);
• Prensas recalcadoras.
Na tabela 6, pode-se observar as velocidades de operação em máquinas de
forjamento:

68
TABELA 6 - VELOCIDADE DE OPERAÇÃO PRENSAS FORJADORAS
FONTE: BUTTON, (2000), p.82.
7.3.3 Recalque
De acordo com BATALHA (2003), recalque é um processo de conformação
livre, no qual, é reduzido por compressão entre duas interfaces paralelas,
geralmente planas.
Recalque é um processo fundamental da conformação a frio e forjamento.
Além disso, ele é um fator importante para o estudo teórico dos processos de
conformação e para os ensaios de materiais.
Pode ser classificado em:
• Recalque a frio: peças pequenas, força reduzida, alta precisão, bom
acabamento.
• Recalque a quente: peças grandes e complexas, redução das forças através
do aquecimento, acabamento superficial ruim, necessidade de retrabalho.
A figura 29 mostra a cabeça do metal sofrendo deformação com o processo
de recalque.

69
FIGURA 29 - FORJAMENTO LIVRE COM OPERAÇÃO DE RECALQUE
REALIZADO EM PRENSA HORIZONTAL
FONTE: BUTTON, (2000), p.82.
7.4 AÇOS PARA FERRAMENTAS E MATRIZES
Segundo CALLISTER (2008), os aços para ferramentas são ligas com alto
teor de carbono, que podem conter cromo, vanádio, tungstênio e molibdênio.
Esses elementos de liga combinam-se com o carbono para formar compostos
à base de carboneto que são muito duros e resistentes ao desgaste e à abrasão.
Esta adição de ligas metálicas faz com que exista uma enorme variedade de
aços destinados as mais diversas aplicações.
Os aços para ferramentas são, provavelmente, os que exigem maiores
cuidados e atenção, tanto sob o ponto de vista de fabricação, desde a sua fundição,
transformação mecânica, até o tratamento térmico final, como também sob o ponto
de vista de aplicação, ou seja, é importantíssimo considerar os requisitos que eles
devem preencher e os tipos de solicitações mecânicas a que se destinam.

70
7.4.1 Características fundamentais
De acordo com CHIAVERINI (2005), existem características que são
fundamentais nos aços - ferramenta, utilizados para matrizes:
• Dureza na temperatura ambiente: é muito importante que a dureza da
ferramenta seja superior a dureza da peça sobre a qual exercerão sua ação
de conformação. O fator determinante que está diretamente ligado a dureza
do material é o percentual de carbono e da adição de elementos de liga, como
cromo, manganês e vanádio por exemplo.
• Resistência ao desgaste: Requisito importante, pois o desgaste pode causar
falhas em muitos tipos de ferramentas. Há aparentemente um grande número
de fatores que afetam essa propriedade: a composição química do aço, a
capacidade de formação de carbonetos, nitretos e carbonitretos e sua
distribuição na matriz, a susceptibilidade do aço em endurecer por
encruamento da superfície, a resistência mecânica do aço, além de fatores
estranhos ao material, como tipo de lubrificante, tipo de operação, calor
gerado durante a operação.
• Temperabilidade: outra característica a destacar, pois uma maior penetração
de dureza garante uma boa uniformidade de características mecânicos em
seções apreciáveis. O aumento do teor de elementos de liga tem a tendência
de diminuir a diferença de dureza entre a superfície e o centro.
• Tenacidade: pode ser definida como a capacidade de o material absorver
considerável quantidade de energia sem romper, devido ter uma estrutura
específica para ferramenta. No entanto, é necessário alinhar os conceitos de
elevada tenacidade e alta dureza. Os fatores que afetam a tenacidade do aço
são: tensões internas, encruamento, granulação grosseira, dureza
excessivamente alta, segregações anormais e o teor em ligas.
• Resistência mecânica: que é indispensável, pois aços para ferramentas
devem apresentar a capacidade de suportar grandes esforços estáticos sem

71
falhas ou de deformação permanente. Exigem-se, igualmente, altos valores
para os limites elástico e de escoamento.
• Tamanho do grão: É desejável um tamanho pequeno, ou com granulação fina,
tendo em vista a associação desta com características mecânicas superiores.
• Usinabilidade: Ela é inversamente proporcional ao teor da liga, pois valores
altos para a dureza significam dificuldades de usinagem, ao passo que
valores médios e baixos se associam com boas propriedades de
usinabilidade.
7.4.2 Classificação dos aços ferramenta
Conforme CHIAVERINI (2005), de acordo com as classificações AISI -
American Iron and Steel Institute (Instituto Americano de Ferro e Aço) os principais
grupos considerados de aços para ferramentas e matrizes são:
• Aços temperáveis em água, identificados pela letra W;
• Aços resistentes ao choque, identificados pela letra S;
• Aços-ferramenta para moldes, identificados pela letra P;
• Aços-ferramenta para fins especiais identificados pelas letras L e F ou sem
identificação;
• Aços-ferramenta para trabalhos a frio, identificados pelas letras O, A, D;
• Aços-ferramenta para trabalho a quente, identificados pela letra H;
• Aços rápidos, identificados pelas T e M.
Entre os quais serão abordados os aços-ferramenta para trabalho a frio.

72
De acordo com CHIAVERINI (2005), também são chamados de aços
indeformáveis, isso porque estão menos sujeitos a alterações de forma e dimensões
durante o tratamento e, após o tratamento térmico, oferecem essa condição de
indeformabilidade.
Por esse motivo são indicados para matrizes de trabalho a frio as brochas,
alargadores, punções, ferramentas de corte, forjamento, entre outros.
Este tipo de aço se caracteriza por apresentar alto teor de carbono, podendo
alcançar os tipos mais altamente ligados (com 12% de cromo) à 2,35%, e teores de
elementos de liga desde valores relativamente baixos até valores elevados.
A elevada temperabilidade, alta resistência ao choque e indeformabilidade
desses aços são resultados da alta concentração de austenita retida (entre 30% e
50%) que é uma fase mais “macia” em relação a martensita.
Essa austenita retida absorve boa parte das tensões resultantes da formação
da fase martensita, evitando distorções ou empenamento do material, durante a
têmpera.
A adição de elementos de liga aos aços ferramenta lhes conferem algumas
características.
A tabela 7 demonstra qual a característica do metal e qual a liga a ser
aplicada de acordo com as suas especificações.
TABELA 7 - HABILIDADES DOS ELEMENTOS DE LIGA EM CONFERIR CERTAS
CARACTERÍSTICAS AOS AÇOS PARA FERRAMENTAS E MATRIZES
FONTE: CHIAVERINE, (2005), p.298.

73
A tabela 8 apresenta alguns dos principais aços para trabalho a frio com
suas respectivas composições químicas e características gerais.
TABELA 8 - AÇOS-FERRAMENTA PARA TRABALHO A FRIO
FONTE: CHIAVERINI, (2005), pg. 324.
O grupo de aços de alto carbono e alto cromo (tipos 430 à 436) apresenta
grande profundidade de endurecimento.
“Esses aços foram desenvolvidos durante a Segunda Guerra Mundial mas tiveram boa aceitação em aplicações de ferramentas de corte por serem frágeis e não apresentarem suficiente dureza a quente, mas com a presença de numerosos carbonetos duros de cromo, associada a característica notável de indeformabilidade tornaram estes aços muito úteis para a fabricação de matrizes” CHIAVERINI (2005) p.325
O aço AISI-D6 se encontra classificado no grupo dos aços para trabalho a frio,
tipo 433, com alta liga e temperáveis em óleo.

74
Este aço possui carbono e cromo elevados: 2,1% C e 12% Cr. Confere
excelente resistência ao desgaste, atribuída pelos numerosos carbonetos de cromo,
os quais possuem elevada durabilidade e baixa deformabilidade.
A GERDAU possui um aço similar ao AISI-D6 que é um aço indeformável com
2% C e 12% Cr, tendo ainda como elemento de liga o tungstênio, conferindo, desta
forma, alta resistência ao desgaste.
A tabela 9 especifica a composição química do aço D6.
TABELA 9 - COMPOSIÇÃO QUÍMICA AÇO D6
FONTE: https://www.gerdau.com/pt/productsservices/products/Document%20Gallery/Gerdau%20-%20D6.PDF.
Um aço com propriedades mecânicas semelhantes de acordo com SCHMOLS
+ BICKENBACH (2011), é o aço Cryodur 2436 que é similar ao AISI D6, possui
elevada resistência ao desgaste e tenacidade inferior ao AISI-D2. Tem alta
estabilidade dimensional e é recomendado para matrizes de corte, repuxo, calibres,
forjamento a frio, entre outros.
A tabela 10 especifica a composição química do aço Cryodur 2436.
TABELA 10 - COMPOSIÇÃO QUÍMICA AÇO CRYODUR 2436
FONTE: <http://www.schmolz-bickenbach.com.br/fileadmin/files/schmolz-bickenbach.com.br/documents/Fichas_Tecnicas_novo_formato_dez2011/Trabalho_a_frio/Cryodur_24
36_atualizada.pdf

75
Outro aço semelhante aos dois anteriores é apresentado pela VILLARES
METALS, o aço VC-131 que sendo similar ao AISI-D6 é adequado para cortes de
chapa de alto silício e chapas de aço de até 4 mm de espessura. Além disso, pode
ser aplicado em guias para máquinas operatrizes, réguas para retificadoras, peças
de desgaste de calibres, micrômetros e ferramentas em geral, que necessitam
possuir máxima resistência à abrasão e retenção de corte.
A tabela 11 especifica a composição química do aço VC-131.
TABELA 11 - COMPOSIÇÃO QUÍMICA AÇO VC-131
FONTE: http://www.villaresmetals.com.br/villares/pt/Produtos/Acos-Ferramenta/Trabalho-a-frio/VC131
7.4.3 Tratamento térmico do aço VC-131(AISI-D6)
Tratamento térmico pode ser definido como o aquecimento e resfriamento de
metais sob condições controladas de temperatura, tempo, atmosfera e velocidade de
esfriamento, com o objetivo de alterar as suas propriedades mecânicas, sem alterar
a forma do produto final (CHIAVERINI, 2005).
• Têmpera: Consiste no aquecimento de um aço a temperaturas acima da sua
zona crítica, mantendo-o nessa temperatura para completa homogeneização,
com posterior resfriamento em meios severos, como água ou óleo de
têmpera. Para o aço VC-131 (AISI-D6) deve ser superior a 950ºC.
Este resfriamento geralmente é efetuado pela imersão da peça em água,
óleo, solução polimérica ou sal, embora a ventilação forçada também possa
ser utilizada.
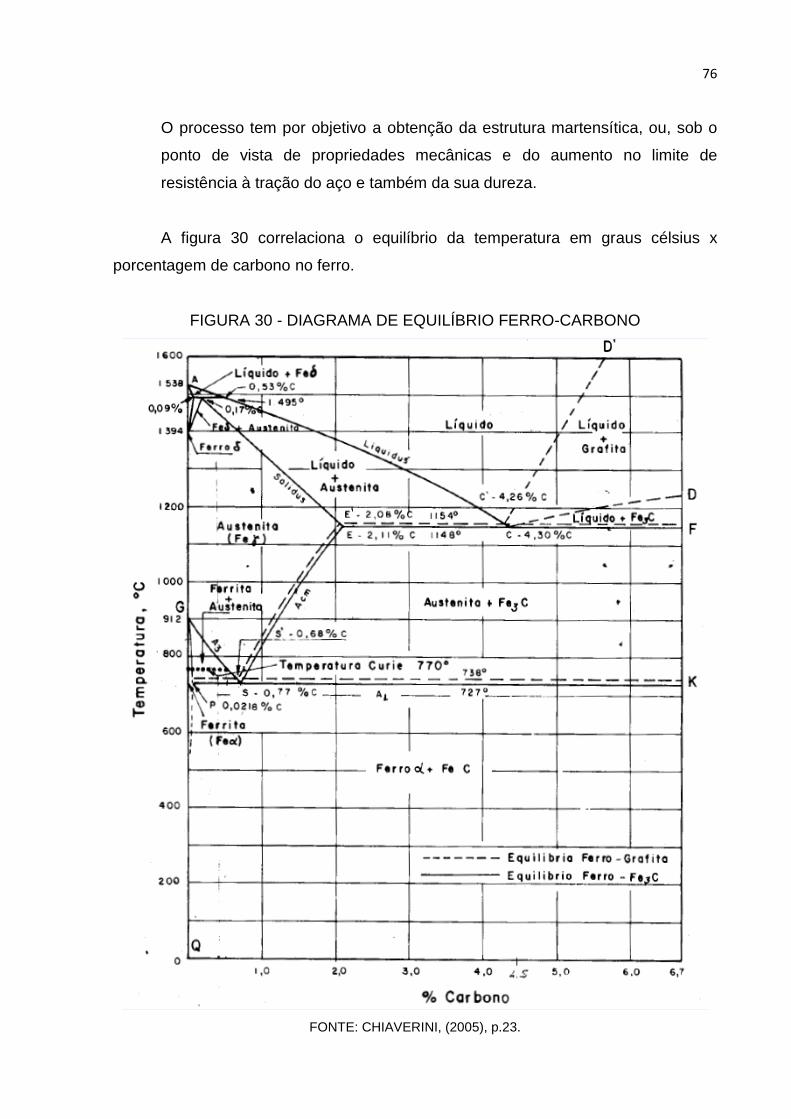
76
O processo tem por objetivo a obtenção da estrutura martensítica, ou, sob o
ponto de vista de propriedades mecânicas e do aumento no limite de
resistência à tração do aço e também da sua dureza.
A figura 30 correlaciona o equilíbrio da temperatura em graus célsius x
porcentagem de carbono no ferro.
FIGURA 30 - DIAGRAMA DE EQUILÍBRIO FERRO-CARBONO
FONTE: CHIAVERINI, (2005), p.23.

77
• Revenimento: é o processo realizado após a têmpera, no qual o aço é
realizado o reaquecimento das peças temperadas a uma temperatura abaixo
da linha inferior de transformação do aço.
Dependendo da temperatura, resulta em uma pequena ou grande
transformação na estrutura martensítica, pois esta permite a reversão do
reticulado instável ao reticulado estável cúbico centrado. Assim serão
produzidos reajustes internos que aliviarão as tensões e, além disso, uma
precipitação de partículas de segunda fase (carbonetos, nitretos e
carbonitretos) crescerão e se aglomerarão, de acordo com a temperatura e o
tempo.
Na figura 31, a operação de revenido importa não somente a temperatura de
tratamento, mas também o tempo de permanência da peça em uma determinada
temperatura.
FIGURA 31 - INFLUÊNCIA DO INTERVALO DE TEMPO NO REVENIDO DE UM
AÇO COM 0,82% C, REALIZADO A 4 (QUATRO) TEMPERATURAS DIFERENTES
FONTE: https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcQ6NHi5vzLLQox-PZDMCLcKgfilHlL68kebUstp-WW1twTFiVVvcA. (Acesso em 21/03/2018 as 00:55).
78
As empresas GERDAU, SCHMOLS + BICKENBACH e VILLARES METALS
trazem algumas recomendações semelhantes no que diz respeito ao tratamento
térmico destes materiais: o alívio de tensões pré-têmpera, deverá ser feito após a
usinagem, sendo necessário peças com gravuras e perfis, nas quais a retirada de
material tenha sido superior a 30%, a fim de minimizar as distorções durante a
têmpera.
O procedimento de alívio deve envolver aquecimento lento até temperaturas
entre 500ºC e 705°C e resfriamento em forno até a temperatura de 200°C, no caso
da VILLARES METALS, e até a temperatura ambiente, segundo recomendação da
GERDAU e da SCHMOLS + BICKENBACH.
Se aplicado após a utilização em serviço da ferramenta, o alivio de tensões
precisará ser realizado em uma temperatura 50°C inferior a temperatura do último
revenimento.
O aquecimento para têmpera deverá ser entre 950ºC e 970°C, com pré-
aquecimento das ferramentas em temperaturas entre 500ºC e 600°C por
aproximadamente uma hora.
O resfriamento pode ser realizado em óleo apropriado, com agitação e
aquecimento entre 40ºC e 70°C, em banho de sal fundido, mantido entre 500°C e
550°C ou ao ar calmo (sem ventilação forçada).
As ferramentas devem ser revenidas imediatamente após a têmpera, ao
atingir 60°C. O ideal é efetuar de um a dois revenimentos e, entre cada intervalo de
revenimento, as peças devem ser resfriadas lentamente até a temperatura ambiente.
O tempo de revenimento deve ser de, no mínimo, 2 horas. Para peças
maiores que 70mm, calcula-se o tempo em função de sua dimensão, considerando
uma hora para cada 25mm de espessura.
As temperaturas de revenimento devem ser escolhidas conforme a dureza
desejada e de acordo com a curva de dureza [HRC] x temperatura de revenimento
de cada fabricante, conforme figuras 32, 33 e 34, dos aços VC-131, D6 e Cryodur
2436.
A figura 32 demonstra em um gráfico, a curva de dureza x a temperatura de
revenimento para o aço VC-131.

79
FIGURA 32 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O
AÇO VC-131
FONTE: http://www.villaresmetals.com.br/villares/pt/Produtos/Acos-Ferramenta/Trabalho-a-frio/VC131. (Acesso em 22/03/2018 as 22:35).
A figura 33 demonstra em um gráfico, a curva de dureza x a temperatura de
revenimento para o aço D6.
FIGURA 33 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O
AÇO D6
FONTE: https://www.gerdau.com/pt/productsservices/products/Document%20Gallery/Gr%C3%A1ficos%20-
%20D6.PDF. (Acesso em 22/03/2018 as 22:43).

80
A figura 34 demonstra em um gráfico, a curva de dureza x a temperatura de
revenimento para o aço Cryodur 2436.
FIGURA 34 - CURVA DE DUREZA X TEMPERATURA DE REVENIMENTO PARA O
AÇO CRYODUR 2436
FONTE: http://www.schmolz-bickenbach.com.br/fileadmin/files/schmolz-bickenbach.com.br/documents/Fichas_Tecnicas_novo_formato_dez2011/Trabalho_a_frio/Cryodur_24
36_atualizada.pdf. (Acesso em 22/03/2018 as 22:55).
7.5 TEORIA DOS ENSAIOS MECÂNICOS
7.5.1 Deformação plástica
Conforme HIBBELER (2004) é denominado deformação quando um corpo
submetido a uma força, de tração ou compressão, sofre mudança na sua forma ou
tamanho, podendo ou não serem visíveis.
Segundo TSCHIPTSCHIN (2010) antes de a tensão teórica de cisalhamento
ser atingida, começa a ocorrer a movimentação de discordâncias sob tensões
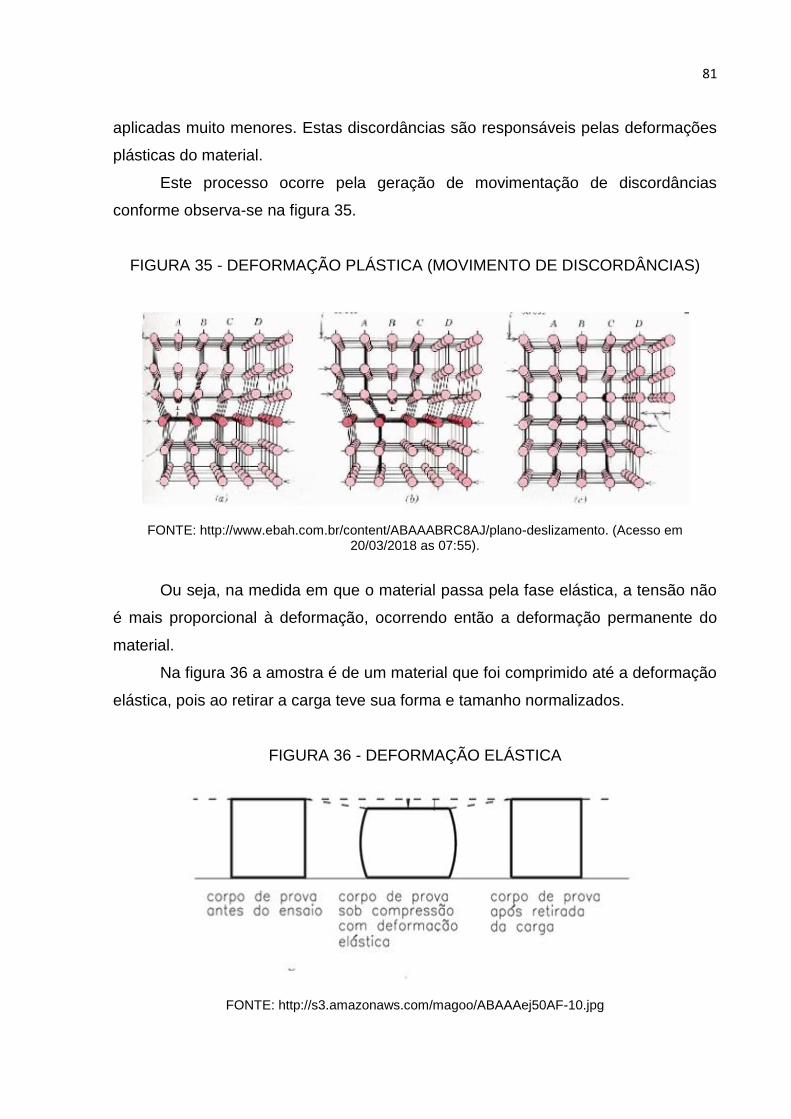
81
aplicadas muito menores. Estas discordâncias são responsáveis pelas deformações
plásticas do material.
Este processo ocorre pela geração de movimentação de discordâncias
conforme observa-se na figura 35.
FIGURA 35 - DEFORMAÇÃO PLÁSTICA (MOVIMENTO DE DISCORDÂNCIAS)
FONTE: http://www.ebah.com.br/content/ABAAABRC8AJ/plano-deslizamento. (Acesso em 20/03/2018 as 07:55).
Ou seja, na medida em que o material passa pela fase elástica, a tensão não
é mais proporcional à deformação, ocorrendo então a deformação permanente do
material.
Na figura 36 a amostra é de um material que foi comprimido até a deformação
elástica, pois ao retirar a carga teve sua forma e tamanho normalizados.
FIGURA 36 - DEFORMAÇÃO ELÁSTICA
FONTE: http://s3.amazonaws.com/magoo/ABAAAej50AF-10.jpg

82
Já, na figura 37, a compressão foi até a deformação plástica, pois sua forma e
tamanho foram alterados.
FIGURA 37 - DEFORMAÇÃO PLÁSTICA
FONTE: http://s3.amazonaws.com/magoo/ABAAAej50AF-10.jpg
Na figura 38 pode-se visualizar melhor com o gráfico, a deformação elástica,
plástica, até a ruptura.
FIGURA 38 - DEFORMAÇÃO DE UM CORPO EM FUNÇÃO DA FORÇA APLICADA
FONTE: http://www.pbx-brasil.com/outrasDisciplinas/FisComp_Python/Notas.

83
Na faixa azul o material está sendo deformado, porém, se a força ou carga for
cessada antes de entrar na linha verde, irá retornar ao seu estado inicial, ou seja,
sua forma e tamanho serão inalterados.
A partir do momento em que o material entra na faixa verde, sua forma e
tamanho não retornarão mais ao estado inicial, caracterizando a deformação
plástica.
Para executar a deformação plástica de um rebite metálico utilizado na união
de duas ou mais peças, emprega-se a deformação compressiva, ou seja, consiste
em aplicar uma determinada força ou carga compressiva sobre o material até que se
obtenha a deformação desejada.
A força de compressão a ser aplicada vai depender do tipo de material que
será manipulado e o quanto o deformará.
Para obter o ponto de deformação plástica de um material, utiliza-se o teste
de tensão ou compressão.
Neste teste consegue-se observar a relação entre a tensão normal média e a
deformação normal média através de um corpo de prova com o material escolhido,
de tamanhos e formatos padronizados.
Para efetuar a compressão do material, o corpo de prova será alocado em
uma máquina de teste (prensa) elétrica ou hidráulica que se move lentamente para
poder fazer a leitura correta de cada fase do processo, e, emitir o gráfico do
diagrama tensão deformação.
A prensa deve estar calibrada corretamente e sem folgas nos eixos para
evitar que os testes sejam comprometidos.
A figura 39 demonstra um modelo de máquina (prensa) durante o ensaio de
compressão, podendo ser elétrica ou hidráulica.
Com este modelo específico de prensa para ensaios de compressão,
consegue-se extrair os gráficos de deformação do corpo de prova.

84
FIGURA 39 - PRENSA HIDRÁULICA PARA ENSAIO DE COMPRESSÃO
FONTE: http://www.geotecnia.ufba.br/imagens/Adensamento.gif
Já com os dados do teste de compressão, consegue-se calcular diversos
valores de tensão e de deformação, que correspondem ao corpo de prova e na
sequência construir um gráfico com os resultados.
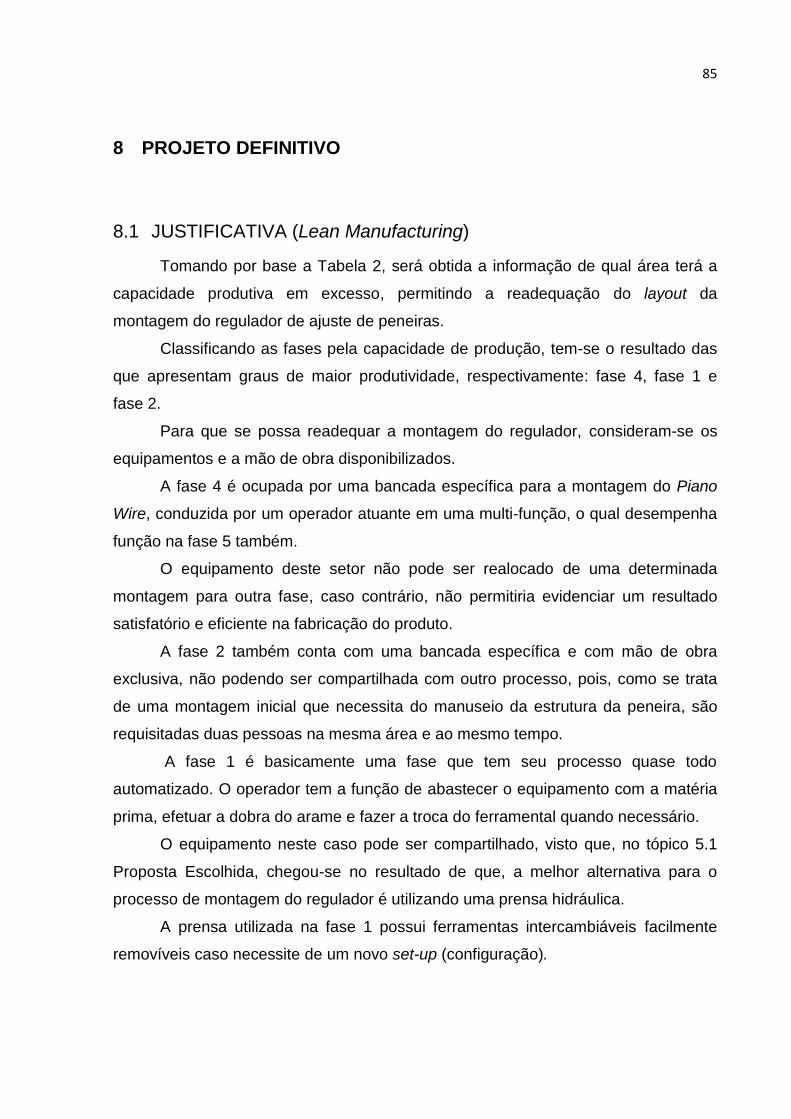
85
8 PROJETO DEFINITIVO
8.1 JUSTIFICATIVA (Lean Manufacturing)
Tomando por base a Tabela 2, será obtida a informação de qual área terá a
capacidade produtiva em excesso, permitindo a readequação do layout da
montagem do regulador de ajuste de peneiras.
Classificando as fases pela capacidade de produção, tem-se o resultado das
que apresentam graus de maior produtividade, respectivamente: fase 4, fase 1 e
fase 2.
Para que se possa readequar a montagem do regulador, consideram-se os
equipamentos e a mão de obra disponibilizados.
A fase 4 é ocupada por uma bancada específica para a montagem do Piano
Wire, conduzida por um operador atuante em uma multi-função, o qual desempenha
função na fase 5 também.
O equipamento deste setor não pode ser realocado de uma determinada
montagem para outra fase, caso contrário, não permitiria evidenciar um resultado
satisfatório e eficiente na fabricação do produto.
A fase 2 também conta com uma bancada específica e com mão de obra
exclusiva, não podendo ser compartilhada com outro processo, pois, como se trata
de uma montagem inicial que necessita do manuseio da estrutura da peneira, são
requisitadas duas pessoas na mesma área e ao mesmo tempo.
A fase 1 é basicamente uma fase que tem seu processo quase todo
automatizado. O operador tem a função de abastecer o equipamento com a matéria
prima, efetuar a dobra do arame e fazer a troca do ferramental quando necessário.
O equipamento neste caso pode ser compartilhado, visto que, no tópico 5.1
Proposta Escolhida, chegou-se no resultado de que, a melhor alternativa para o
processo de montagem do regulador é utilizando uma prensa hidráulica.
A prensa utilizada na fase 1 possui ferramentas intercambiáveis facilmente
removíveis caso necessite de um novo set-up (configuração).

86
A readequação da montagem do regulador de peneiras poderá ser feita na
fase 1 do processo de montagem, visto que é uma etapa que possui mão de obra e
tempo para utilização de máquina disponível.
Com as informações obtidas nas tabelas 2 e 3, o processo de produção dos
reguladores de ajuste será transferido para a Fase 1. Pode-se estimar que nesta
fase levará em torno de dois minutos e 15 segundos (2’15”min) para que esta peça
possa ser produzida, conforme dados na tabela 12.
TABELA 12 - FLUXOGRAMA DO PROCESSO NA XX PÓS MUDANÇA
FONTE: o próprio autor, (2018).
Esta lacuna temporal, possibilitará o desenvolvimento de uma ferramenta para
que o rebite do regulador possa ser conformado de forma uniforme, resultando na
união das peças.
8.2 ENSAIOS MECÂNICOS
Com o objetivo de analisar a força necessária para a deformação do rebite,
foram realizados ensaios mecânicos para verificação e validação do projeto.
8.2.1 Compressão no rebite.
Para estipular a pressão necessária e fazer com que o rebite sofra
deformação e ao mesmo atenda às necessidades do projeto, foi utilizada uma

87
prensa elétrica marca EMIC; disponibilizada no laboratório de Engenharia Mecânica
da Universidade Tuiuti do Paraná; para realizar os testes de compressão.
Este equipamento é de fundamental importância pois, após o ensaio,
consegue-se visualizar em um gráfico plotado, qual a intensidade da força aplicada
em relação à deformação obtida no corpo do rebite.
As peças foram posicionadas na prensa de forma a recriar a posição que
posteriormente será montada na prensa reutilizada, simulando assim, a condição, de
compressão na deformação do rebite.
Para posicionar o rebite na base da prensa, disponibilizou-se uma chapa de
aço com um furo central de guia no diâmetro da cabeça do rebite, para evitar que o
mesmo mudasse de posição, quando iniciado o ensaio.
Na parte superior da prensa, fixou-se uma ponteira de aço arredondada que
fará a deformação no corpo cilíndrico do rebite, criando assim, a flange do centro
para as pontas, impedindo a separação das peças e deixando-as flexíveis.
A figura 40 mostra um exemplo do corpo de um rebite após ser prensado,
conformando e moldando a flange na parte em que a compressão é aplicada.
FIGURA 40 - REBITE COM O CORPO DEFORMADO APÓS SER PRENSADO
FORMANDO UMA FLANGE PARA FIXAÇÃO DAS PEÇAS
FONTE: o próprio autor, (2018).
A figura 41 ilustra o ensaio de rebitagem efetuado na prensa elétrica. Na
etapa 1 - as peças foram posicionadas conforme sequência de montagem no centro
da prensa; etapa 2 - efetuou-se o acionamento da prensa; etapa 3 - após a

88
conformação do rebite, as peças fixaram entra si; etapa 4 - mostra a peça finalizada;
etapa 5 - rebite na parte onde fica apoiado no furo guia; etapa 6 - peça finalizada em
outro ângulo.
FIGURA 41 - ENSAIO DE COMPRESSÃO NO REBITE COM COMPONENTES
FONTE: o próprio autor, (2018).
A figura 42 mostra a carga atingida pela prensa quando o rebite chega no
limite de escoamento da peça, assim cessando sua deformação.
FIGURA 42 - CARGA MÁXIMA DE COMPRESSÃO NO REBITE
FONTE: o próprio autor, (2018).

89
A figura 43 ilustra o gráfico plotado no software (programa) após o ensaio de
compressão no rebite, constatam-se todos os valores de força para a deformação do
corpo de prova.
FIGURA 43 - GRÁFICO DE COMPRESSÃO DO REBITE COM COMPONENTES
FONTE: o próprio autor, (2018).
No gráfico emitido, visualiza-se com precisão a força em que o rebite começa
a ser deformado (9000N), valor este sendo um referencial inicial para se alcançar a
deformação desejada, para fixação dos componentes.
Por fim, verificou-se que o referencial necessário para que o rebite seja
deformado pela prensa, a ser utilizada, tenha no mínimo 30000N para que alcance
seu limite final de escoamento.

90
8.2.2 Dureza (Têmpera e Revenimento).
O processo utilizado para a realização do forjamento a frio em matriz livre
(aberta) exige ligas de aço de alto carbono e cromo com elevada dureza e
indeformabilidade.
Conforme a revisão bibliográfica, foi averiguado que o grupo dos aços de alto
carbono e cromo são as ligas recomendadas para este tipo de aplicação.
A tabela 13 informa os tipos de aços para trabalho a frio.
TABELA 13 - AÇOS DE ALTO CARBONO E ALTO CROMO
FONTE: CHIAVERINI, (2005), pg. 324.
Como o aço AISI-D6 se encontra classificado no grupo dos aços para trabalho
a frio, tipo 433, de alta liga e temperáveis em óleo, este possui carbono e cromo
elevados - 2,1% C e 12% Cr.
Por apresentar excelente resistência ao desgaste, além de ser facilmente
encontrado no mercado, possui características que permitem o tratamento térmico.
Tendo em vista o fornecimento de algumas amostras desse aço pela
VILLARES METALS para o estudo, o aço VC-131 que, sendo similar ao AISI-D6, foi
submetido ao tratamento térmico; conforme recomendação do fabricante; para
posteriormente ser efetuada a análise do aumento de dureza de ambos.
Logo, com essa possibilidade, o trabalho será todo embasado com o aço
ferramenta VC-131 para a fabricação da matriz de forjamento a frio.
A figura 44 ilustra a amostra de aço utilizada para a têmpera.

91
FIGURA 44 - AMOSTRA DE AÇO VC-131
FONTE: o próprio autor, (2018).
Para a realização do tratamento térmico nas amostras, foi utilizado o
laboratório disponível da Universidade Tuiuti do Paraná, localizado no Núcleo de
Engenharia Mecânica.
Os ensaios seguiram os procedimentos: com o forno pré-aquecido à
temperatura de 950°C, a amostra foi inserida em seu interior a qual permaneceu
aquecendo por um período de 2 horas. Após, foi retirada e de imediato resfriada em
óleo.
Cessado o processo de têmpera, iniciou-se o processo de revenimento. A
amostra foi inserida no forno novamente à temperatura de 350°C por um período de
2 horas e após, o resfriamento foi efetuado de maneira lenta, sem ventilação
forçada.
O objetivo da realização do tratamento térmico na amostra de aço ferramenta
obtida, é fazer a análise comparativa com a dureza obtida após o tratamento e
compará-la com a curva de tratamento térmico fornecido pelo fabricante do material.
A figura 45 demonstra o processo de têmpera efetuado nas amostras de aço.
Na etapa 1 - forno pré-aquecido a 950°C; etapa 2 - amostras inseridas no forno;
etapa 3 - amostras sendo retiradas após o tempo determinado; etapa 4 - amostras
sendo resfriadas; etapa 5 e 6 - amostras após revenimento.
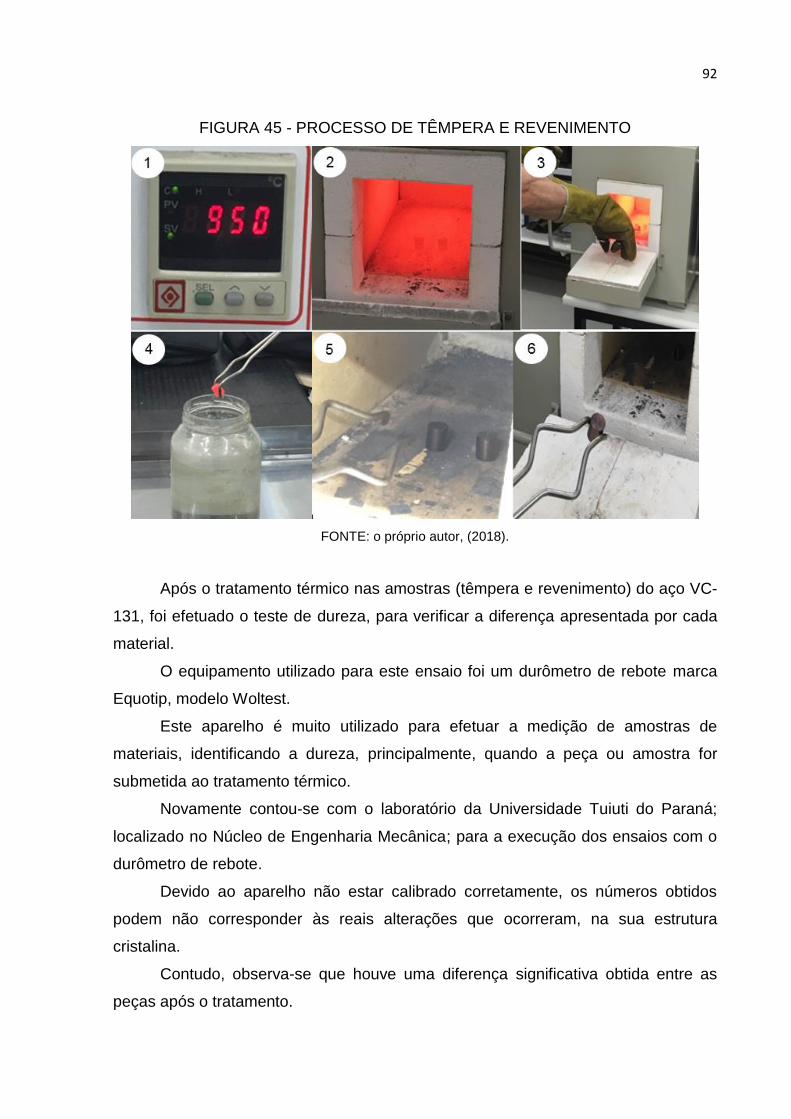
92
FIGURA 45 - PROCESSO DE TÊMPERA E REVENIMENTO
FONTE: o próprio autor, (2018).
Após o tratamento térmico nas amostras (têmpera e revenimento) do aço VC-
131, foi efetuado o teste de dureza, para verificar a diferença apresentada por cada
material.
O equipamento utilizado para este ensaio foi um durômetro de rebote marca
Equotip, modelo Woltest.
Este aparelho é muito utilizado para efetuar a medição de amostras de
materiais, identificando a dureza, principalmente, quando a peça ou amostra for
submetida ao tratamento térmico.
Novamente contou-se com o laboratório da Universidade Tuiuti do Paraná;
localizado no Núcleo de Engenharia Mecânica; para a execução dos ensaios com o
durômetro de rebote.
Devido ao aparelho não estar calibrado corretamente, os números obtidos
podem não corresponder às reais alterações que ocorreram, na sua estrutura
cristalina.
Contudo, observa-se que houve uma diferença significativa obtida entre as
peças após o tratamento.
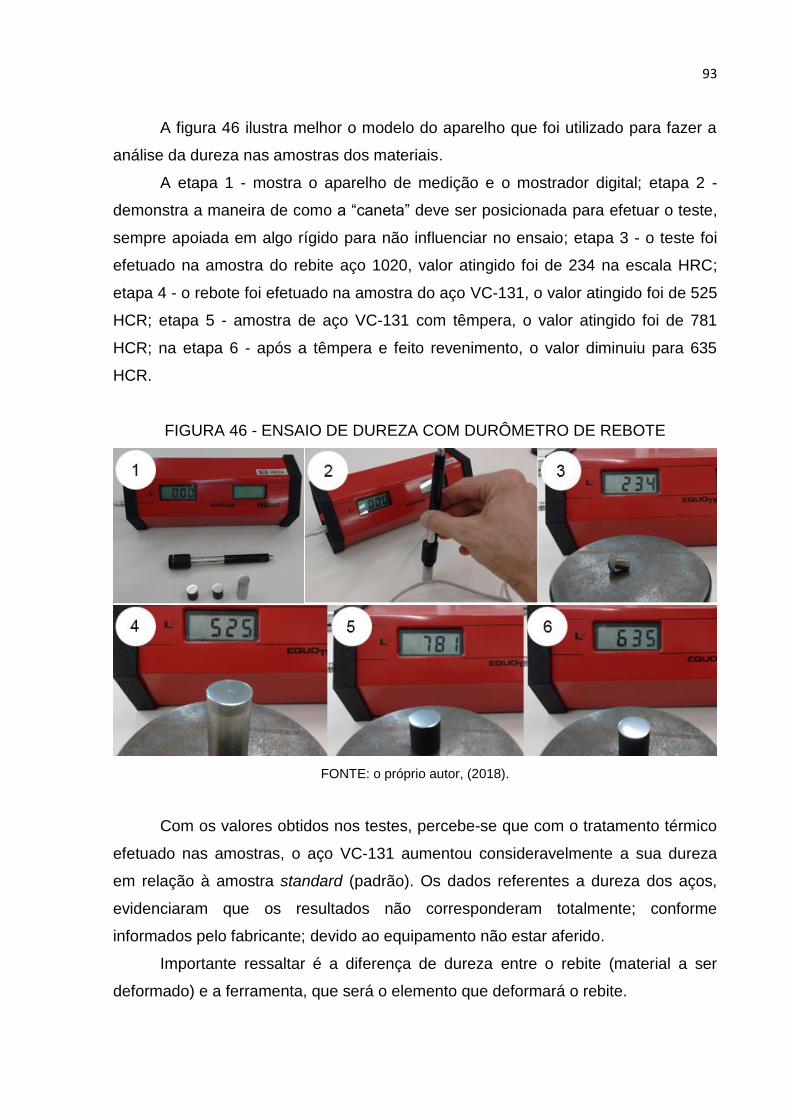
93
A figura 46 ilustra melhor o modelo do aparelho que foi utilizado para fazer a
análise da dureza nas amostras dos materiais.
A etapa 1 - mostra o aparelho de medição e o mostrador digital; etapa 2 -
demonstra a maneira de como a “caneta” deve ser posicionada para efetuar o teste,
sempre apoiada em algo rígido para não influenciar no ensaio; etapa 3 - o teste foi
efetuado na amostra do rebite aço 1020, valor atingido foi de 234 na escala HRC;
etapa 4 - o rebote foi efetuado na amostra do aço VC-131, o valor atingido foi de 525
HCR; etapa 5 - amostra de aço VC-131 com têmpera, o valor atingido foi de 781
HCR; na etapa 6 - após a têmpera e feito revenimento, o valor diminuiu para 635
HCR.
FIGURA 46 - ENSAIO DE DUREZA COM DURÔMETRO DE REBOTE
FONTE: o próprio autor, (2018).
Com os valores obtidos nos testes, percebe-se que com o tratamento térmico
efetuado nas amostras, o aço VC-131 aumentou consideravelmente a sua dureza
em relação à amostra standard (padrão). Os dados referentes a dureza dos aços,
evidenciaram que os resultados não corresponderam totalmente; conforme
informados pelo fabricante; devido ao equipamento não estar aferido.
Importante ressaltar é a diferença de dureza entre o rebite (material a ser
deformado) e a ferramenta, que será o elemento que deformará o rebite.

94
Por fim, a diferença de dureza entre os materiais é clara, o rebite teve apenas
234 HCR contra 781 HCR do aço ferramenta.
8.2.3 Prensa hidráulica utilizada (Cálculos)
Segundo TORRES (2010). O dispositivo denominado Prensa Hidráulica tem
seu funcionamento explicado pelo Princípio de Pascal.
“Qualquer acréscimo de pressão exercida num ponto de um fluido (gás ou líquido) em equilíbrio se transmite integralmente a todos os pontos desse fluído e às paredes do recipiente que o contém”. (Blaise Pascal11)
São dois recipientes com diâmetros diferentes interligados pela sua
extremidade inferior. No interior é adicionado um liquido e, sobre as superfícies, são
instalados êmbolos ou pistões.
Considerando-se A1 a área do êmbolo menor, A2 a área do êmbolo maior, e
aplicando-se uma força de intensidade F1 no primeiro êmbolo, e de F2 para o
segundo êmbolo, a variação de pressão ΔP será a mesma nos dois lados, tendo em
vista o Princípio de Pascal. Logo obtém-se:
1
1
A
Fp =
2
2
A
Fp =
(1)
Igualando as fórmulas:
2
2
1
1
A
F
A
F=
(2)
11 Blaise Pascal (1623-1662): foi um filósofo, físico e matemático francês que concentrou suas pesquisas em campos como a teologia, hidrostática, a geometria (teorema de Pascal) e outros estudos das probabilidades e da análise combinatória. A unidade de pressão do SI recebeu o nome de Pascal em sua homenagem. (Fonte: http://educacao.uol.com.br/disciplinas/fisica/principio-de-pascal-teoria-e-aplicacoes.htm).

95
Fórmula para calcular a área de um cilindro:
4
²A
d=
(3)
Fórmula para calcular a força:
AxPF = (4)
Dados retirados da prensa hidráulica que será reutilizada para a rebitagem:
Diâmetro do êmbolo menor: 10 mm - 1,0cm²
Diâmetro de êmbolo maior: 45mm - 4,5cm²
Pressão no êmbolo menor: 160 bares - 1600Ncm²
Calculando a força máxima da prensa:
Área êmbolo menor:
4
²11415,31
xA = ²785,0 cm=
(5)
Área êmbolo maior:
4
²5,41415,32
xA = ²90,15 cm=
(6)
Força máxima da prensa:
90,15
2
785,0
1600 F=
785,0
254402 =F NF 326152 = TF 2,32 =
(7)

96
A figura 47 ilustra com detalhes o funcionamento de uma prensa hidráulica.
FIGURA 47 - EXEMPLO DO FUNCIONAMENTO DE UMA PRENSA HIDRÁULICA
FONTE: http://mundoeducacao.bol.uol.com.br/upload/conteudo/images/Prensa%20hidraulica.jpg
Ou seja, na prensa hidráulica, a intensidade da força é diretamente
proporcional à área do êmbolo.
Devido essa característica, diz-se que a prensa é um multiplicador de força,
pois a intensidade da força que vai transmitir ao segundo êmbolo é inúmeras vezes
maior, quantas vezes forem a área deste.
8.3 CONCEITO DA MATRIZ DE FORJAMENTO A FRIO
A ferramenta de forjamento a frio, que está sendo desenvolvida, se divide em
basicamente 3 (três) peças que serão responsáveis em manter os componentes
devidamente posicionados para a realização do recalque do rebite.
Para reduzir o custo do projeto, tem-se o objetivo de aproveitar uma prensa
hidráulica já existente e utilizada na empresa; no processo de conformação dos
arames; conforme já explanado no item 1.1.3 etapa 3.
Buscou-se desenvolver uma matriz que permita a montagem das peças nesta
prensa, adaptando-a para que não haja a necessidade de nenhuma alteração
estrutural, permitindo assim o simples setup (configuração) da matriz no momento
em que for realizado o processo de forjamento a frio.
97
Como demostrado na figura 48, a matriz de conformação existente funciona
com compressão hidráulica através de uma matriz inferior e uma matriz superior.
A ação da força exercida pela prensa hidráulica conforma os arames no
processo decorrente.
Portanto, realizou-se o aproveitamento do mesmo conceito para o
desenvolvimento de uma matriz de recalque, que permita o correto posicionamento
das peças, permitindo que haja a deformação do rebite para a montagem da
articulação do regulador de peneiras.
A figura 48 ilustra a prensa hidráulica que será reutilizada no processo de
rebitagem para a conformação dos arames que prendem as aletas.
FIGURA 48 - PRENSA HIDRÁULICA JÁ EXISTENTE PARA CONFORMAÇÃO DE
ARAMES
FONTE: o próprio autor, (2018).
Na matriz inferior desenvolvida, os encaixes dos componentes que serão
montados servirão de gabarito e poka-yoke, permitindo a montagem sem inversão
ou fora da posição desejada dos componentes, conforme figura 49.

98
FIGURA 49 - MATRIZ INFERIOR
FONTE: o próprio autor, (2018).
Com o devido posicionamento dos componentes a serem montados, verificou-
se a necessidade do desenvolvimento de uma base de apoio, evitando que o
operador segure as peças no momento do recalque, e que a mesma não desloque
da posição durante a conformação.
Tendo em vista a segurança do operador, será necessário somente o
posicionamento dos componentes na matriz, permitindo o acionamento de botões bi
manuais para a finalização do processo.
A figura 50 ilustra a matriz inferior da prensa com as cavidades guia no
formato das peças juntamente com o furo para o encaixe do rebite (peça em
vermelho). Na base de apoio as peças serão fixadas na matriz inferior da prensa
com a utilização de parafusos, e os guias para o posicionamento das peças na
prensa.
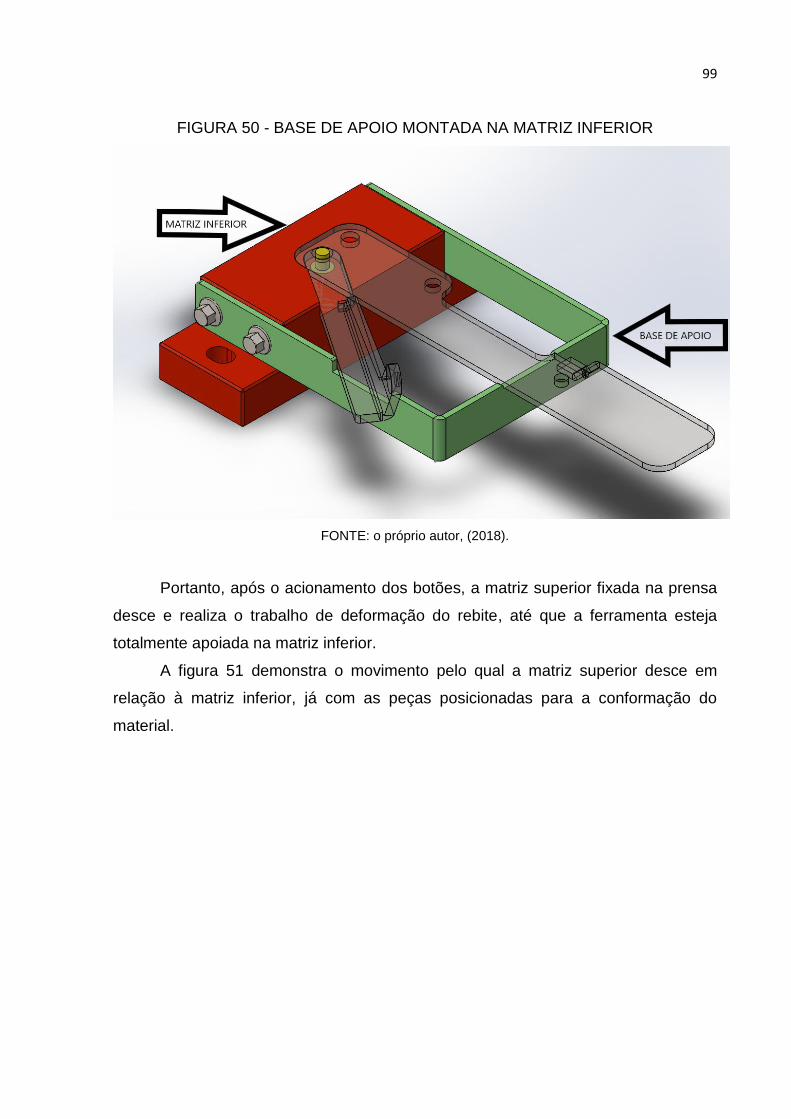
99
FIGURA 50 - BASE DE APOIO MONTADA NA MATRIZ INFERIOR
FONTE: o próprio autor, (2018).
Portanto, após o acionamento dos botões, a matriz superior fixada na prensa
desce e realiza o trabalho de deformação do rebite, até que a ferramenta esteja
totalmente apoiada na matriz inferior.
A figura 51 demonstra o movimento pelo qual a matriz superior desce em
relação à matriz inferior, já com as peças posicionadas para a conformação do
material.

100
FIGURA 51 - MOVIMENTO DA MATRIZ SUPERIOR
FONTE: o próprio autor, (2018).
Observa-se na figura 52, que a área de deformação do rebite corresponde a
distância que o rebite fica elevado acima das duas peças, após serem montadas
(0,7mm), somada a distância da base inferior e da matriz superior para que ela
apoie, completamente, na matriz inferior (2,2mm).
Logo, a soma das medidas corresponde à área de deformação do rebite de
2,9mm, aproximadamente.
A figura 52 ilustra à medida que o rebite é deformado, quando a matriz
superior desce e esmaga-o sobre as peças.

101
FIGURA 52 - DEFORMAÇÃO DO REBITE PELA MATRIZ SUPERIOR EM
RELAÇÃO A MATRIZ INFERIOR
FONTE: o próprio autor, (2018).
No que diz respeito ao curso da prensa e do trabalho, a referência de quanto
é necessário de deformação no rebite; será realizado com a compressão da matriz
superior sobre a matriz inferior. Efetivou então, um corte na secção transversal de
uma articulação rebitada com a carga de 30000N sobre o rebite, durante os ensaios
de compressão. Observa-se, na figura 53, que o comprimento do rebite, após a
compressão, é de aproximadamente 10mm, ou seja, diminuindo 2,5mm de seu
comprimento inicial.
FIGURA 53 - COMPRIMENTO DO REBITE APÓS COMPRESSÃO
FONTE: o próprio autor, (2018).

102
Com a diminuição do seu comprimento na área onde há escorregamento
plástico, obtêm-se o aumento do seu diâmetro em aproximadamente 0,67mm, em
relação ao seu diâmetro original (6mm). Isto impedirá o desencaixe da articulação
montada, devido processo de conformação a frio; proposto com a matriz de
conformação na figura 50 e 51.
Na figura 54 mostra a variação do rebite original (6mm) e com 0,67mm a mais
no diâmetro após ser prensado. Na figura 55 exibe o rebite em corte, para melhor
visualização do aumento na área de secção.
FIGURA 54 - AUMENTO DO DIÂMETRO EXTERNO DO REBITE (APÓS PRENSA)
FONTE: o próprio autor, (2018).
FIGURA 55 - REBITE MONTADO NAS PEÇAS, VISTO EM CORTE
FONTE: o próprio autor, (2018).

103
8.4 DESENHOS TÉCNICOS (ABNT)
Segundo FRENCH (1977), Desenho Técnico é a linguagem gráfica em que se
expressam e registram as ideias e dados para a construção de máquinas e
estruturas. Distingue-se do desenho de finalidade meramente artística.
Para efetuar os desenhos técnicos deste projeto, foi utilizado um programa de
computador com a ferramenta SolidWorks12. (APÊNDICE D)
8.5 CUSTOS PARA FABRICAÇÃO DA FERRAMENTA
Foram escolhidas aleatoriamente 3 (três) empresas fabricantes de
ferramentas especiais para a elaboração dos orçamentos, em aço VC131 (AISI D6).
8.5.1 Orçamentos para confecção da ferramenta
• O primeiro orçamento (número 56) foi cotado pela Ferstamp Ferramentaria,
situada na Rua Francisco Drewniak número 456 Araucária-PR, no dia
22/05/2018 no valor total de R$1.541,13 (Um mil quinhentos e quarenta e um
reais e treze centavos). (APÊNDICE E)
• O segundo orçamento (número 2455717-18) foi cotado pela empresa Flexlean
Fabricante de Máquinas Especiais Eireli-ME, localizada na Rua Maestro
Carlos Frank número 86 Barracão 06 Boqueirão - Curitiba-PR, no dia
24/05/2018 no valor de R$2.905,38 (Dois mil novecentos e cinco reais e trinta
e oito centavos). (APÊNDICE F)
O terceiro orçamento (número 63) foi cotado pela empresa Ferpro
Ferramentas Produtivas Ltda., com sede na Rua João Chede, número 1265
Hauer, Curitiba – PR, no dia 24/05/2018 no valor total de R$3.130,67 (Três mil
cento e trinta reais e sessenta e sete centavos). (APÊNDICE G)
12 SolidWorks – O SolidWorks baseia-se em computação paramétrica, criando formas tridimensionais a partir de operações geométricas elementares. Também dispõe de um amplo leque de funcionalidades, incluindo funções específicas para chapa metálica, construção soldada e moldes. Fonte: https://pt.wikipedia.org/wiki/SolidWorks. (Acesso em 23/04/2018 as 15:01).
104
9 PROTÓTIPO
Este termo é utilizado para apontar o primeiro dispositivo, que será
desenvolvido de algo, que servirá de modelo para a fabricação dos mesmos como
amostra.
Por norma, um protótipo é utilizado para comprovação de funcionamento,
antes de começar a produção em série. A grande finalidade do protótipo é de que
seus conceptores/desenvolvedores consigam ter noção das dimensões, aplicações,
viabilidade, estabilidade, entendimento dos requisitos dentre outras aplicações, além
de testar, avaliar, registrar eventuais falhas no funcionamento e descobrir falência do
projeto.
Depois dos ensaios e análises necessários no protótipo, o fabricante contará
com as informações que precisa para poder dar inicio a produção
(http://conceito.de/prototipo).
Segundo VOLPATO (2007), a utilização de um protótipo físico é essencial
para melhorar a comunicação entre os envolvidos no processo, bem como reduzir a
possibilidade de falhas e melhorar a qualidade do produto.
9.1 PROTOTIPAGEM RÁPIDA.
Ainda segundo VOLPATO (2007), prototipagem rápida é um processo de
fabricação por meio da adição de material em forma de camadas planas e
sucessivas.
A prototipagem rápida permite a obtenção de protótipos com características
dimensionais, geométricas e com acabamento de superfície muito semelhante à
futura peça. Os protótipos também podem ser usados como o modelo para a
fundição das peças.
Principais vantagens:
• Formas tridimensionais complexas e detalhadas;
• O protótipo é fabricado em etapa única no processo.
Principais desvantagens:
• A velocidade de produção é lenta;

105
• A maioria dos equipamentos só pode fabricar itens de até 500 mm³ de
volume.
O processo de fundição é dividido em várias etapas: a fusão; vazamento;
desmoldagem e acabamento. Já a prototipagem rápida permite que se obtenha um
objeto tridimensional a partir de um desenho CAD 3D.
Este processo é usado em diversas aplicações, como a Medicina - em
construção de partes do corpo humano (exemplo: estruturas ósseas); Arquitetura -
em maquetes de edificações; Engenharia Mecânica - na prototipagem de peças
novas para ensaios (exemplo: novo modelo de coletor de admissão para o motor ou
a caixa do filtro de ar).
9.2 CONSTRUÇÃO
Tendo em vista a praticidade e viabilidade na construção por prototipagem
rápida, optou-se em construir a ferramenta, utilizado este método, afim de
demonstrar em detalhes a sua geometria.
Com isso, contamos com a impressora 3D marca/modelo Anet A8 (figura 56)
com as especificações de impressão:
• Altura da camada de impressão: 0.1mm;
• Espessura da parede: 1.2mm;
• Densidade: 25%
• Velocidade da impressão: 45mm/s
• Temperatura da extrusora/mesa: 200°C/50°C
• Material PLA diâmetro do filamento: 1.75mm
• Tempo médio de impressão: 8 horas
FIGURA 56 - IMPRESSORA 3D MARCA/MODELO ANET A8
FONTE: https://image4.geekbuying.com/ggo_pic/2017-09-04/Anet-A8-3D-Printer-451218-.jpg

106
As figuras 57 e 58 mostram a impressora 3D iniciando o trabalho de
construção da base de apoio da matriz inferior.
FIGURA 57 - IMPRESSORA 3D INICIANDO A CONSTRUÇÃO DA BASE DE APOIO
FONTE: o próprio autor, (2018).
FIGURA 58 - BASE DE APOIO EM CONSTRUÇÃO
FONTE: o próprio autor, (2018).

107
As figuras 59 e 60 mostram a base de apoio da matriz inferior já finalizada
após 4h50min de impressão.
FIGURA 59 - BASE DE APOIO FINALIZADA
FONTE: o próprio autor, (2018).
FIGURA 60 - BASE DE APOIO FINALIZADA VISTA EM OUTRO ÂNGULO
FONTE: o próprio autor, (2018).

108
As figuras 61 e 62 ilustram a impressão da matriz inferior.
FIGURA 61 - IMPRESSORA 3D INICIANDO A CONSTRUÇÃO DA MATRIZ
INFERIOR
FONTE: o próprio autor, (2018).
FIGURA 62 - MATRIZ INFERIOR EM CONSTRUÇÃO
FONTE: o próprio autor, (2018).

109
A figura 63 mostra a matriz inferior já finalizada após 13h45min de impressão.
FIGURA 63 - MATRIZ INFERIOR FINALIZADA
FONTE: o próprio autor, (2018).
A figura 64, 65 e 66 mostram as peças finalizadas e em posição de
montagem.
FIGURA 64 - MATRIZ INFERIOR E BASE DE APOIO FINALIZADAS
FONTE: o próprio autor, (2018).

110
FIGURA 65 - MATRIZ INFERIOR E BASE DE APOIO MONTADAS
FONTE: o próprio autor, (2018).
FIGURA 66 - MATRIZ INFERIOR E BASE DE APOIO MONTADAS (VISTA
SUPERIOR)
FONTE: o próprio autor, (2018).
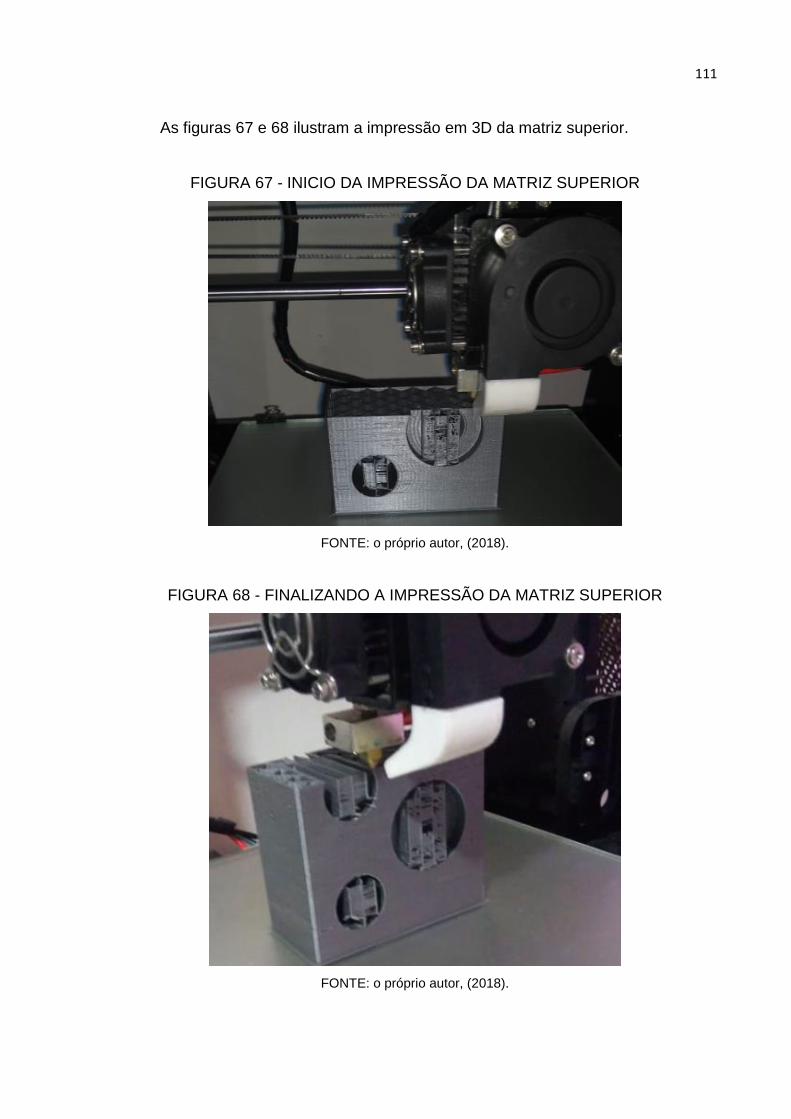
111
As figuras 67 e 68 ilustram a impressão em 3D da matriz superior.
FIGURA 67 - INICIO DA IMPRESSÃO DA MATRIZ SUPERIOR
FONTE: o próprio autor, (2018).
FIGURA 68 - FINALIZANDO A IMPRESSÃO DA MATRIZ SUPERIOR
FONTE: o próprio autor, (2018).

112
As figuras 69 e 70 mostram a matriz superior finalizada (lado do rebite e
prensa).
FIGURA 69 - MATRIZ SUPERIOR FINALIZADA (LADO DO REBITE)
FONTE: o próprio autor, (2018).
FIGURA 70 - MATRIZ SUPERIOR FINALIZADA (LADO DA PRENSA)
FONTE: o próprio autor, (2018).

113
As figuras 71, 72 e 73 ilustram a matriz superior, inferior e base de apoio
montadas nos trilhos da prensa, já com rebite e as partes do regulador de peneiras
na posição para prensar.
FIGURA 71 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS
NOS TRILHOS DA PRENSA (VISTA LATERAL DIREITA)
FONTE: o próprio autor, (2018).
FIGURA 72 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS
NOS TRILHOS DA PRENSA (VISTA LATERAL ESQUERDA)
FONTE: o próprio autor, (2018).

114
FIGURA 73 - MATRIZ SUPERIOR, INFERIOR E BASE DE APOIO MONTADAS
NOS TRILHOS DA PRENSA (VISTA FRONTAL)
FONTE: o próprio autor, (2018).
115
10 CONSIDERAÇÕES FINAIS
Este trabalho procurou analisar a necessidade de melhoria e readequação no
processo de montagem de um componente utilizado em peneiras para
colheitadeiras, aplicando-se os conceitos já utilizados do Lean Manufacturing na
empresa XX, dentro de uma de suas linhas de produção, em especial, no processo
de rebitagem de um componente utilizado em máquinas agrícolas.
Procurou-se, pelo método de mapeamento de fluxo e verificou-se qual seria a
situação apresentada na empresa em questão, para que se pudesse assim,
direcionar e constatar pela melhor escolha e posteriormente modifica-la, a fim de se
obter um satisfatório aproveitamento do processo.
Durante o processo investigado na empresa em questão, concedeu-se uma
ampla visão da linha de produção como um todo, possibilitando que o problema na
fase de rebitagem do regulador de ajuste das peneiras, fosse identificado.
A viabilização para uma possível solução; só foi possível; dentro das
possibilidades e equipamentos reaproveitados e disponibilizados pela empresa,
mediante a utilização de uma prensa hidráulica.
Esta foi disponibilizada, a princípio, apenas para a conformação de arames na
linha, permitindo assim a readequação em um novo processo de rebitagem,
substituindo o presente processo manual.
Para objetivar essa melhoria, foram elaborados 3 (três) novos modelos de
ferramenta que atendessem o processo mais eficiente e com mais qualidade.
Ao dar início à construção da ferramenta mais adequada às necessidades da
empresa, 3 (três) soluções foram propostas: o prensamento hidráulico, prensamento
com martelete e prensamento pneumático.
Na empresa, o processo de recalque do rebite é efetuado para fixar a
articulação do regulador de peneira por meio de um mecanismo manuseável.
Entretanto, evidenciou-se inconformidades, devido à utilização de um martelo
pneumático, motivo pelo qual, se constatou a falta de um guia de apoio para fixar a
peça a ser deformada, deixando-a instável e suscetível a movimentação durante o
procedimento.

116
Logo, como resultado, da implementação proposta, o objetivo de melhoria da
qualidade e agilidade na produção do componente, gerou estimativas de ganhos
tangíveis no processo da linha.
Porém, devido a não implementação do processo, o teste na linha de
produção da empresa não ocorreu a tempo, não permitindo a obtenção de dados
concretos, reais e necessários para a efetivação de uma análise crítica aprofundada
para conclusão dos resultados da nova proposta.
Utilizou-se dados estimados, comparando-se as tabelas 2 e 12, permitindo a
análise do ganho.
Nota-se um aumento de produção no final da linha de peneiras de 44,9 para
65,5 peneiras/dia, o que, com a implementação definitiva da ferramenta no processo,
trará um aumento de produtividade em torno de 30%. Assim, garantirá um melhor
aproveitamento do fluxo de produção, desafogando um processo que estava
saturado na produção das peneiras.
Além do ganho no aumento da produtividade, a empresa poderá aproveitar
em tempo integral da prensa hidráulica, garantindo estoques intermediários dentro
do fluxo, o que possibilitará a não ociosidade do equipamento.
Diante das dificuldades em encontrar quesitos para efetuar uma análise QFD
para uma solução ideal, partiu-se para o conceito de análise mais direcionada das
soluções propostas.
Para suprir a necessidade levantada, as soluções propostas foram
averiguadas e posteriormente, com a elaboração de uma Matriz de Decisão,
concluiu-se que o processo de prensamento hidráulico foi o mais adequado para a
real necessidade da empresa.
Além disso, a escolha pela confecção e implementação do ferramental
apropriado, diminuiu o custo pelo reaproveitamento na utilização de uma prensa
hidráulica já existente dentro da empresa.
Para validar a utilização da prensa, foram efetuados os ensaios de
compressão; no laboratório da Universidade Tuiuti do Paraná - Núcleo de
Engenharia Mecânica; em diversos rebites deixando de forma transparente a
pressão mínima e máxima necessárias para que o mesmo fosse deformado,
tornando-a utilizável para o objetivo proposto.

117
Para isto, foram efetuados os cálculos devidos na prensa e constatado que a
mesma tem a especificação correta para atender o mínimo exigido para a
deformação necessária do rebite.
Com a prensa já validada, na etapa seguinte do projeto, foi escolhido o aço
VC-131 para a fabricação da ferramenta.
Além das particularidades do fabricante buscaram-se outras formas de
modificação na estrutura das propriedades do aço, possibilitando a obtenção de um
material com maior eficiência e durabilidade para a aplicação.
Para este processo, foram coletadas amostras do aço escolhido e efetuado
tratamento térmico de têmpera e revenimento.
Os resultados destes procedimentos foram comprovados através de testes
com aparelho de medição chamado durômetro de rebote, o qual indicou o ganho na
dureza das amostras, bem como a diferença em relação ao material do rebite.
Mesmo com os orçamentos já emitidos, não foi possível apresentar a tempo a
aprovação da empresa para a compra efetiva da matriz de conformação, o que
tornaria a melhoria do estudo concretizada, com dados e fatos de sua
implementação.
Posteriormente, com base no estudo já realizado, propõe-se a melhoria desta
ferramenta possibilitando a construção de uma matriz superior com a ponta que faz
a conformação do rebite removível. Em outras palavras, caso haja a necessidade de
produzir outro produto na linha com rebite de diâmetro maior ou menor, será
possível a troca da ponteira sem precisar efetuar a substituição da peça por inteiro,
tornando o Setup desta, com custo mais baixo e de fácil execução.
Consequentemente será factível para o projeto produzir uma matriz inferior
magnetizada, de modo que o operador aloque as peças (rebite e as duas peças do
regulador) na matriz inferior e base de apoio. O mesmo dará início ao comando da
prensagem apertando um dos dois botões, assim a base já ficará magnetizada
impedindo que a vibração da máquina interfira na posição das peças.
Por fim, outro ganho que contribuirá para facilitar o processo, é a mesma
proposta de magnetização da matriz inferior, porém com o acionamento em um
pedal. Ou seja, o operador inserirá o rebite na cavidade da parte inferior da matriz e
acionará o pedal para magnetizar a base deixando o rebite fixo. Dessa forma
facilitará a introdução das demais peças devido à imobilidade do rebite.
118
Conclui-se na abrangência deste estudo que dificuldades foram encontradas
na elaboração da matriz inferior – elaboração de uma base de apoio acoplada
juntamente com a matriz inferior em uma mesma peça - facilitando o setup.
Contudo, as vantagens na aplicação correta das ferramentas disponíveis
poderão, teoricamente, trazer resultados abrangentes, que demonstrarão seu
retorno ao longo de sua implementação; na empresa em questão; visando a
inovação, com praticidade, confiança e satisfação em ideias focadas em alta
performance e baixo custo.

119
REFERÊNCIAS BIBLIOGRÁFICAS
ASHBY, Michael; JOHNSON, Kara. Materiais e design: Arte e Ciência da Seleção de Materiais no Design de Produto. 2 eds. Rio de Janeiro: Elsevier, 2011. Avaliação de Soluções – Matriz de Decisão. UNESP, SP. Disponível em:<https://acervodigital.unesp.br/bitstream/123456789/65401/11/Matriz%20de%20decis%C3%A3o.pdf> (Acesso em 16/04/2018 as 21:42). As Estratégias Competitivas Genéricas de PORTER e o Novo Paradigma da Customização em Massa. Disponível em: http://www.abepro.org.br/biblioteca/enegep2010.pdf. (Acesso 12/02/2018 as 22:31). BAXTER, Mike. Projeto de Produto. Guia prático para o Design de Novos Produtos. 02. ed. São Paulo: Blucher 2000. BATALHA, Gilmar F. Introdução a Manufatura Mecânica. USP, 2003. Disponível em:<http://sites.poli.usp.br/pmr/lefa/download/PMR2202Conforma%C3%A7%C3%A3o.pdf> (Acesso em 11/04/2018 as 14:47). BUTTON, S. T. Apostila de Conformação Plástica dos Metais. Campinas: Editora da Unicamp, 2000. CARVALHO, Santos Martins. O Benchmarking e sua Aplicabilidade. 2010. Disponivel em pdf http://repositorio.ufrn.br/jspui/bitstream). CHIAVERINI, Vicente. AÇOS E FERROS FUNDIDOS. Associação Brasileira de Metais, 7 ª Ed, São Paulo. 2005. CALLISTER, William D. Jr., Ciência e Engenharia dos Materiais, uma Introdução, 7ª Ed., Editora LTC, 2008. CARPINETTI, Cesar Luiz Ribeiro. Gestão da Qualidade (Conceitos e Técnicas). 3ª ed. Editora Atlas. 2016. CORRÊA, H.L.; GIANESI, I.G.N.; CAON, M. Planejamento, Programação e Controle da Produção. São Paulo: Atlas, 1997. FEDERAL AVIATION ADMINISTRATION. AC65 15-A - Airframe and Power plant Mechanics, Oklahoma City, Oklahoma. 1972. Disponível em: < http://www.faa.gov/documentLibrary/media/Advisory_Circular/AC_43.13-1B_w-chg1.pdf>. Acesso em 26 março de 2018. P.04 GERDAU, AÇO PARA TRABALHO A FRIO: D6. Ficha técnica. Disponível em: https://www.gerdau.com/pt/productsservices/products/Document%20Gallery/Gr%C3%A1ficos%20-%20D6.PDF https://www.gerdau.com/pt/productsservices/products/Document%20Gallery/Gerdau%20-%20D6.PDF.

120
GORDO, Nivia e FERREIRA, Jose. ELEMENTOS DE MÁQUINAS. Disponível em https://kaiohdutra.files.wordpress.com/2010/10/telecurso_2000_-_elementos_de_m-quinas_-_volume_1_e_2.pdf. (Acesso em 30/03/2018 as 17:20). HELMAN H. Cetlin, P. R. Fundamentos de Conformação Mecânica dos Metais. 2ª edição, Editora Artliber, Ano de publicação 2010. Disponível para baixar em pdf: http://sites.poli.usp.br/pmr/lefa/download/PMR2202Conforma%C3%A7%C3%A3o.pdf (Acesso em 27/03/2018 as 22:35). HIBBELER, R.C. RESISTÊNCIA DOS MATERIAIS. 5ªed. Editora Pearson. SP 2004. HIRANO, Hiroyuki. 5S na Prática. São Paulo: IMAM, 1994. IZILDO, Antunes e FREIRE, Marcos A.C. Elementos de Máquinas. 1ed. Editora Erica Ltda. São Paulo-SP 2011. IFES.Mecânica. Apostila de Elementos de Máquinas. Disponível em: <ftp://ftp.ifes.edu.br/Campus/SaoMateus/Coordenadorias/Mecanica/Professores/joaopb/Apostila_Elementos_2011.pdf. >. (Acesso 01/04/2018 as 21:15). MOURA, Reinaldo Aparecido: Redução do Tempo do Setup - (Troca Rápida de Ferramentas e Ajustes de Máquinas) / Reinaldo A. Moura e Eduardo Banzato - São Paulo: IMAM, 1996. OHNO, Taiichi, O Sistema Toyota de Produção: Além da Produção em Larga Escala, Bookman, Porto Alegre, 1997. PALADY, Paul. Fmea: Análise Dos Modos De Falha E Efeito. 3ªEd. Editora: Imam. 2004. Panorama – Uma Retomada Econômica Frente às Incertezas do País. Disponível em http://www.coface.com.br/Noticias-Publicacoes/Publicacoes/Panorama-Uma-retomada-economica-frente-as-incertezas. (Acesso em 12/04/2018 as 22:01). ROCHA, Otávio. F.L. Conformação Mecânica, Belém: IFPA; Santa Maria: UFSM, Editora e-Tec Brasil, 2012. RODRIGUES, Luiz Eduardo Miranda. J. Fundamentos da Engenharia Aeronáutica – Aplicações ao Projeto SAE-Aero Design Volume 2 - Análise de Estabilidade, Análise Estrutural, Metodologia de Projeto e Relatório de Projeto 1. Ed. rev. – Instituto Federal de Educação, Ciência e Tecnologia de São Paulo, São Paulo, 2011. SHINGO, Shigeo: O Sistema Toyota de Produção: do Ponto de Vista da Engenharia de Produção / Shigeo Shingo; tradução Eduardo Schaan.- 2º ed. - Porto Alegre: Bookman, 1996. SCHONBERGER, Richard J. Técnicas Industriais Japonesas. 4ªed. Editora Pioneira. São Paulo 1992.

121
SCHMOLS + BICKENBACH - Aço para Trabalho a Frio: Cryodur 2436, Ficha técnica. Disponível em: <http://www.schmolz-ickenbach.com.br/fileadmin/files/schmolz-bickenbach.com.br/documents/Fichas_Tecnicas_novo_formato_dez2011/Trabalho_a_frio/Cryodur_2436_atualizada.pdf> THOMAS, French E. DESENHO TÉCNICO. 17ªed. Editora Globo, Porto Alegre 1977. TORRES, Carlos Magno A. FÍSICA (Ciência e Tecnologia) Volume 1 - 2ª edição Editora Moderna – São Paulo-SP 2010. TSCHIPTSCHIN, Dr. André Paulo. Ciências dos Materiais (discordâncias). Disponível em http://www.pmt.usp.br/pmt5783/discordancias.pdf. (Acesso em 13/04/2018 as 16:47). UNIVERSIDADE TUIUTI DO PARANÁ. Normas Técnicas. Elaboração e Apresentação de Trabalhos Acadêmico-Científicos. 3.ed. Curitiba: UTP, 2012. USINAGEM BRASIL: http://www.usinagem-brasil.com.br/ (Acesso 19/03/2018 as 23:35). VALE, Alan R. M. Tratamento Térmico. Belém: IFPA; Santa Maria: UFSM, Editora e-Tec Brasil, 2011. VILLARES Metals. Aços para Trabalho a Frio. VC131. Julho, 2003. Ficha técnica 2p. Disponível em http://www.villaresmetals.com.br/villares/pt/Produtos/Acos-Ferramenta/Trabalho-a-frio/VC131. (Acesso 11/03/2018 as 22:35) VOLPATO, Neri. Prototipagem Rápida - Tecnologia e Aplicações. Editora Blucher, 1ª Edição, 2007. Como Definir o Preço de Venda de um Produto ou Serviço – Disponível em http://www.sebrae.com.br/sites/PortalSebrae/artigos/como-definir-o-preco-de-venda-de-um-produto-ou-servico,cc9836627a963410VgnVCM1000003b74010aRCRD. (Acesso em 11/05/2018 as 21:40). http://conceito.de/prototipo (Acesso em 28/05/2018 as 20:45).

122
ASSINATURAS
ANTONIO JADIR NIEHUES JUNIOR
_______________________________
KELTON LUIZ ANTONIO SAVISKI
_______________________________
VICTOR FERREIRA DE COSSA
_______________________________
Curitiba, 19 de junho de 2018.

123
APÊNDICES
APÊNDICE A - EDI
APÊNDICE B - FMEA DESIGN
APÊNDICE C - NÍVEIS DO PROCESSO DE PRODUÇÃO.
APÊNDICE D - DESENHOS TÉCNICOS.
APÊNDICE E - ORÇAMENTO EMPRESA FERSTAMP
APÊNDICE F - ORÇAMENTO EMPRESA FLEXLEAN
APÊNDICE G - ORÇAMENTO EMPRESA FERPRO