universidade federal fluminense escola de …app.uff.br/riuff/bitstream/1/2843/1/tcc ana luiza e...
TRANSCRIPT
Niterói
2/2016
UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA E DE PETRÓLEO
ANA LUIZA DE PAULA SALGADO
DEBORAH ALVES GUIMARÃES AZEVEDO
“CORROSÃO NAS ESTRUTURAS METÁLICAS DE TUBOS
FLEXÍVEIS UTILIZADOS PARA EXPLORAÇÃO DE PETRÓLEO
OFFSHORE”

Niterói
2/2016
ANA LUIZA DE PAULA SALGADO
DEBORAH ALVES GUIMARAES AZEVEDO
“CORROSÃO NAS ESTRUTURAS METÁLICAS DE TUBOS
FLEXÍVEIS UTILIZADOS PARA EXPLORAÇÃO DE PETRÓLEO
OFFSHORE”
Projeto Final apresentado ao Curso de Graduação em Engenharia Química, oferecido pelo departamento de Engenharia Química e de Petróleo da Escola de Engenharia da Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Bacharel em Engenharia Química.
ORIENTADORES
Profa. Dra. Ana Carla da Silveira Lomba Sant´Ana Coutinho
Profo Dr. Fernando Benedicto Mainier

Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF
S164 Salgado, Ana Luiza de Paula
Corrosão nas estruturas metálicas de tubos flexíveis utilizados para
exploração de petróleo offshore / Ana Luiza de Paula Salgado,
Deborah Alves Guimarães Azevedo. -- Niterói, RJ : [s.n.], 2016.
121 f.
Trabalho (Conclusão de Curso) – Departamento de Engenharia
Química e de Petróleo, Universidade Federal Fluminense, 2016.
Orientadores: Ana Carla da S. Lomba Sant’Ana Coutinho,
Fernando Benedicto Mainier.
1. Corrosão metálica. 2. Estrutura metálica. 3. Duto flexível. 4.
Produção offshore. I. Azevedo, Deborah Alves Guimarães. II.
Título.
CDD 620.11223


v
AGRADECIMENTOS
Aos meus pais, Antônio Alves Salgado e Maria Vicentina de Paula Salgado, por
sempre acreditarem em mim e me apoiarem;
À minha dupla, Deborah Alves Guimarães Azevedo, que ao longo desses cinco anos
se tornou uma grande amiga e parceira. Agradeço por toda a dedicação e empenho que
colocou nesse trabalho;
Aos meus orientadores, Prof. Ana Carla da Silveira Lomba Sant’Ana Coutinho (D.Sc.)
e Prof. Fernando Benedicto Mainier (D.Sc.), pelo voto de confiança depositado e apoio
durante a execução desse trabalho e pelos ensinamentos durante toda a faculdade;
Ao Engenheiro Sênior, Marcos Almeida Carpigiani da PETROBRAS, por toda
gentileza e ajuda durante o desenvolvimento deste estudo;
Ao meu namorado, Marcos Henrique Policarpo Neves, por todo apoio e suporte
durante esses cinco difíceis anos;
À todos os meus amigos da Universidade Federal Fluminense por tornarem esses
cinco anos mais fáceis. Sem vocês eu jamais chegaria até aqui.
Ana Luiza de Paula Salgado

vi
AGRADECIMENTOS
Aos meus pais, Bárbara Alves Menezes e Roberto Guimarães Azevedo, pelo apoio
durante toda minha vida acadêmica;
À minha dupla, Ana Luiza de Paula Salgado, pela parceria, sintonia e enorme
dedicação ao desenvolvimento deste trabalho;
À orientação e co-orientação dos professores, Ana Carla da Silveira Lomba Sant’Ana
Coutinho (D.Sc) e Fernando Benedicto Mainier (D.Sc), pela oportunidade e suporte no
desenvolvimento deste trabalho;
À todos os professores e colegas da Universidade Federal Fluminense pelos
ensinamentos e companheirismo durante a faculdade.
Deborah Alves Guimarães Azevedo

vii
“É muito melhor lançar-se em busca de conquistas grandiosas,
mesmo expondo-se ao fracasso, do que alinhar-se com os
pobres de espírito, que nem gozam muito nem sofrem muito,
porque vivem numa penumbra cinzenta, onde não conhecem
nem vitória, nem derrota.”
Theodore Roosevelt

viii
RESUMO
A grande dependência da sociedade atual dos derivados de petróleo movimenta
constantes pesquisas em inovação e melhorias dos equipamentos e processos envolvidos.
Entre eles, está o desenvolvimento de tubulações flexíveis para produção de óleo. Desde o seu
surgimento, os flexíveis vem sendo cada vez mais aplicados, principalmente na produção
offshore, devido às vantagens que apresentam em relação aos dutos rígidos nesse ambiente de
operação. Embora utilizem-se materiais específicos aos esforços aos quais serão submetidos,
os dutos flexíveis não estão imunes a corrosão. O presente trabalho visa analisar os processos
corrosivos que podem acometer as camadas metálicas da tubulação. Além disso, objetiva
identificar suas causas que podem estar relacionadas aos componentes intrínsecos ao óleo, ao
ambiente submarino, às características de operação e devido a alguma falha. As falhas podem
ser iniciadas no projeto, durante a escolha do material, na fabricação, na montagem, na
instalação ou durante a operação. Por fim, serão apresentados diversos estudos cujos objetivos
englobam uma melhor compreensão sobre os processos corrosivos, as condições de operação
e os materiais. Atualmente, um dos maiores desafios está relacionado ao espaço anular, entre
as camadas da tubulação, que apresenta características bastante específicas. Esses estudos
foram desenvolvidos a fim de que se preencham lacunas de conhecimento e se otimize a
especificação dos aços utilizados, tornando os dutos compatíveis com as demandas do setor
petrolífero. A partir desses estudos foram concluídos que apesar da presença de espécies
corrosivas e água, alguns fatores como a baixa razão entre o volume de água e a área
superficial do metal e a saturação por íons de ferro podem abrandar a corrosão das armaduras
do duto. Pôde-se concluir também que, embora os dutos flexíveis tragam muita tecnologia em
seu projeto, qualificação, fabricação, montagem, instalação e monitoramento ainda há
diversos desafios a fim de torná-lo mais eficiente, seguro e condizente com as demandas
atuais e futuras.
Palavras-Chave: Produção Offshore; Duto flexível; Corrosão; Espaço Anular; Consumo
de SO2

ix
ABSTRACT
Current society is highly dependent on petroleum products and, since this industry
keeps increasing its complexity, continuous researches are required for innovation and
improvements of equipments and processes involved. Among them is the development of
flexible pipes for oil production. The usage of flexible pipes have been growing since its
beginning, mainly in offshore production, due to its advantages compared with rigid pipes in
this environment. Although material selection takes care of the specific efforts the pipe will
suffer during operation, flexible pipes are not immune to corrosion processes. The present
study aims to analyze the various corrosion processes that can attack the pipeline metallic
layers. Besides, it aims to identify the corrosion causes, which can be related to inherent oil
components, to marine environment, to operational parameters or to some failure. The failures
may initiate in project phase, in material specification, in manufacture, in assembly or during
operation. Finally, it will be presented many studies whose goals include a better
understanding about corrosion processes, operational conditions and the materials. Nowadays,
one of the most challenging topics is related to the annular space, between pipeline layers,
which presents highly specific characteristics. These studies were conducted in order to fill
knoledgments gaps and optimize the steel specification so flexible pipes are able to follow the
oil and gas industry requirements. From these studies, it was concluded that despite the
presence of corrosive compounds and water, some factors such as the low ratio between water
volume and metal surface area and the saturation by iron ions can reduce the corrosion
process in the armors. It was also concluded that while flexible pipelines bring a lot of
technology into their design, qualification, manufacturing, installation and monitoring, there
are still a number of challenges in order to make it more efficient, safe and consistent with
current and future demands.
Key-Words: Offshore Production; Flexible pipes; Corrosion; Annular; SO2
Consumption;

x
LISTA DE ILUSTRAÇÕES
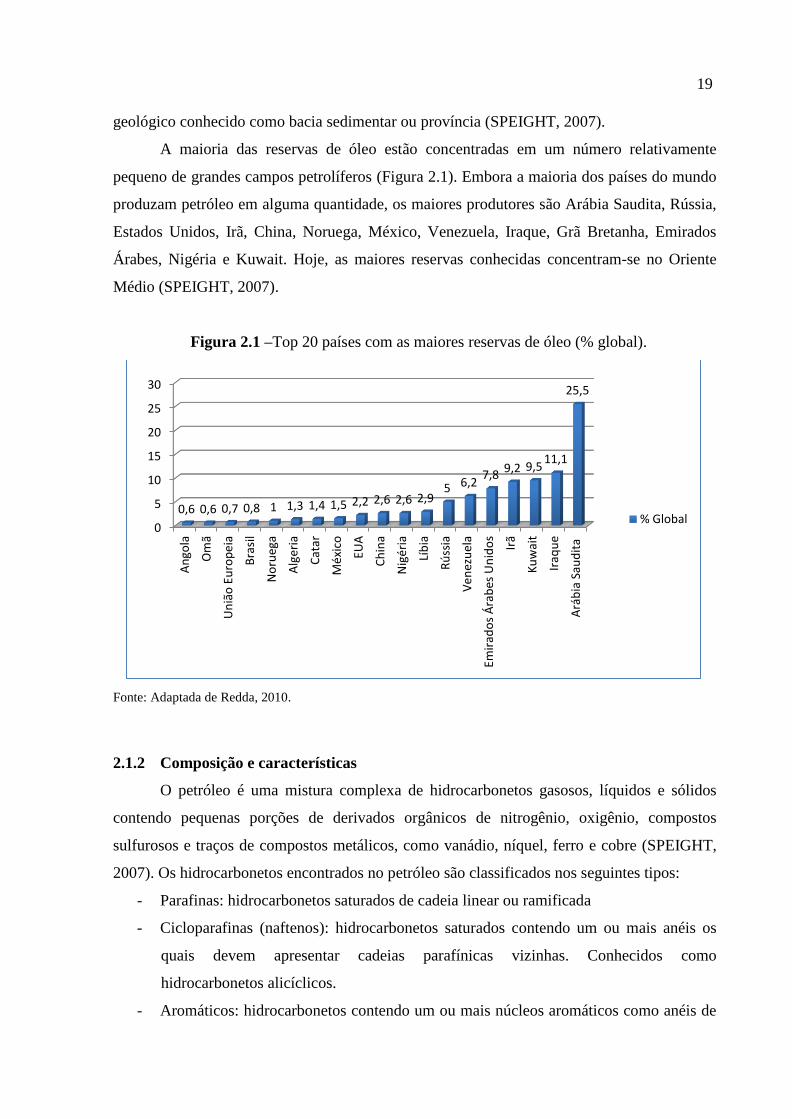
Figura 2.1 –Top 20 países com as maiores reservas de óleo (% global). ................................ 19
Figura 2.2 –Relação entre grau API, densidade e viscosidade ................................................ 21
Figura 2.3 –Top 20 países com maior produção e consumo de óleo (% global) .................... 23
Figura 2.4 – Primeiro poço produtor de petróleo no Brasil, em Lobato, na Bahia. ................ 25
Figura 2.5 – Distribuição das fases em uma rocha reservatória de uma típica dobra geológica
convexa em direção aos estratos mais recentes. ............................................................... 28
Figura 2.6 –Instalações para produção de óleo e gás .............................................................. 29
Figura 2.7 – FPSO Cidade de Saquarema ............................................................................... 29
Figura 2.8 – Produção petróleo e gás no Brasil ao longo dos anos. ........................................ 34
Figura 3.1- Camadas de um duto rígido .................................................................................. 40
Figura 3.2 - Método de instalação J-Lay e S-Lay, respectivamente ........................................ 41
Figura 3.3 - Riser, flowline e jumper. ...................................................................................... 43
Figura 3.4 – Composição típica de um flexível ....................................................................... 45
Figura 3.5 – Perfil da carcaça metálica de um flexível ........................................................... 45
Figura 3.6 – Perfil Zeta da Armadura de pressão de um flexível ............................................ 47
Figura 3.7 –Detalhamento das camadas presentes nos dutos flexíveis ................................... 49
Figura 3.8 – Definição do espaço anular de um futo flexível ................................................. 50
Figura 3.9 – Ilustração de um end fitting típico ....................................................................... 51
Figura 3.10 – Máquina de fabricação da carcaça .................................................................... 55
Figura 3.11 – Exemplo do processo de extrusão da barreira de pressão ................................. 55
Figura 3.12 – Máquina de fabricação da armadura de pressão ............................................... 56
Figura 3.13 – Máquina de fabricação da armadura de tração .................................................. 57
Figura 3.14 – Navio de lançamento e bobinas com dutos flexíveis. ....................................... 58
Figura 3.15 - Exemplificação do uso de risers flexíveis e rígidos........................................... 62
Figura 4.1 – Diferença entre corrosão uniforme e por pite ..................................................... 65
Figura 4.2 – Corrosão por placas em chapa de aço carbono ................................................... 66
Figura 4.3 – Fratura intergranular devido a corrosão sob tensão ............................................ 67
Figura 4.4 – Ilustração de uma pilha eletroquímica típica. ..................................................... 69
Figura 4.5 – Ilustração do mecanismo eletroquímico na parede de uma tubulação. ............... 69
Figura 5.1 – Fratura da carcaça por fadiga .............................................................................. 80
Figura 5.2 – Dano na capa externa do duto flexível ................................................................ 84
Figura 5.3 – Corrosão causada pelo dano na capa externa do duto flexível ........................... 84
xi
Figura 5.4 – Dano na capa externa e corrosão do duto flexível .............................................. 86
Figura 6.1 – Dano causado pelo contato do duto com a plataforma ....................................... 95
Figura 6.2 – Dano causado pelo contato do Enrijecedor de Curvatura com o duto ................ 96
Figura 6.3 – Exemplo de uma braçadeira macia ..................................................................... 99
Figura 6.4 – Exemplo de uma braçadeira de ventilação ........................................................ 100
Figura 6.5 – Operação de reparo em um riser flexível .......................................................... 100
Figura 7.1 – Dano na capa externa do riser flexível ............................................................. 103
Figura 7.2 – Corrosão na armadura de tração do riser flexível ............................................. 103
Figura 7.3 – Reparo da capa externa do duto por meio de soldagem .................................... 104
Figura 7.4 – Reparo da capa externa do duto por meio de aplicação de um envoltório
termoretráctil .................................................................................................................. 104
Figura 7.5 – Risers com colares de proteção contra o desgaste ............................................ 105
Figura 7.6 – Fratura na primeira armadura do duto flexível ................................................. 106
Figura 7.7 – Dano na segunda armadura do duto flexível ..................................................... 106
Figura 7.8 – Dano na terceira armadura do duto flexível ...................................................... 107
Figura 7.7 – Dano ultima armadura do duto flexível ............................................................ 107

xii
LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
ANP: Agência Nacional do Petróleo
API: American Petroleum Institute
AISI: American Iron and Steel Institute
CENPES: Centro de Pesquisa e Desenvolvimento
CNP: Conselho Nacional do Petróleo
CTF: Corrosão sob tensão fraturante
DNPM: Departamento Nacional da Produção Mineral
EVTE: Estudo de Viabilidade Técnico e Econômico
FAT: Factory acceptance test
FPSO: Floating Production, Storage and Offloading Unit
GLP: Gás liquefeito de petróleo
GNL: Gás natural liquefeito
HDPE: Polietileno de Alta Densidade
HIC: Hydrogen Induced Cracking
IC: Índice de correlação
P&D: Pesquisa e Desenvolvimento
PIB: Produto Interno Bruto
PLEMs: pipeline end manifold
PVT: Pressão, volume e temperatura
REDUC: Refinaria de Duque de Caxias
ROVs: Remotely Operated Vehicles
SCC: Stress Corrosion Cracking
SGMB: Serviço Geológico e Mineralógico do Brasil
SCC: Stress Corrosion Cracking
SSCC: Sulfide Stress Corrosion Cracking
UOP: Fator de caracterização do petróleo, indica origem e natureza do óleo
V/S: Razão entre o volume de água e a área superficial de metal
xiii
SUMÁRIO
1 INTRODUÇÃO E OBJETIVOS ...................................................................................... 16
1.1 INTRODUÇÃO ........................................................................................................ 16
1.2 OBJETIVO ............................................................................................................... 17
2 INDÚSTRIA DO PETRÓLEO ........................................................................................ 18
2.1 O PETRÓLEO .......................................................................................................... 18
2.1.1 Origem .................................................................................................................. 18
2.1.2 Composição e características ................................................................................ 19
2.1.3 Seus derivados ...................................................................................................... 22
2.2 IMPORTÂNCIA MUNDIAL................................................................................... 22
2.3 HISTÓRICO BRASILEIRO .................................................................................... 23
2.3.1 Início do petróleo no Brasil .................................................................................. 23
2.3.2 Petrobras ............................................................................................................... 26
2.4 PRODUÇÃO DE PETRÓLEO ................................................................................ 28
2.4.1 Exploração Onshore ............................................................................................. 30
2.4.2 Exploração Offshore ............................................................................................. 31
2.4.3 Exploração Offshore no Brasil ............................................................................. 33
3 DUTOS SUBMARINOS .................................................................................................. 35
3.1 DUTOS RÍGIDOS .................................................................................................... 37
3.1.1 Etapas de um projeto de duto submarino rígido ................................................... 37
3.1.2 Análise da rota ...................................................................................................... 38
3.1.3 Análise de estabilidade ......................................................................................... 38
3.1.4 Análise termomecânica ......................................................................................... 38
3.1.5 Análise corrosiva .................................................................................................. 39
3.1.6 Instalação do duto ................................................................................................. 40
3.2 DUTOS FLEXÍVEIS ................................................................................................ 42
3.2.1 Parâmetros necessários para construção dos dutos ............................................... 44
3.2.2 Especificações dos dutos flexíveis sem costura ................................................... 44
3.2.3 Espaço Anular....................................................................................................... 49
3.2.4 Acessórios do duto flexível .................................................................................. 50
3.2.5 Etapas de um projeto de duto submarino flexível ................................................ 52
3.2.6 Materiais utilizados............................................................................................... 52
3.2.7 Fabricação do duto flexível .................................................................................. 54
xiv
3.2.8 Instalação do duto flexível .................................................................................... 57
3.2.9 Testes .................................................................................................................... 60
3.2.10 Tipos de falhas possíveis .................................................................................. 61
3.3 COMPARATIVO ..................................................................................................... 61
4 CORROSÃO NOS DUTOS FLEXÍVEIS - CLASSIFICAÇÃO ..................................... 63
4.1 CLASSIFICAÇÃO PELA APARÊNCIA ................................................................ 64
4.1.1 Corrosão Uniforme ............................................................................................... 64
4.1.2 Corrosão Puntiforme............................................................................................. 64
4.1.3 Corrosão Filiforme ............................................................................................... 65
4.1.4 Corrosão por Placas .............................................................................................. 65
4.1.5 Corrosão Alveolar................................................................................................. 66
4.1.6 Corrosão Intergranular .......................................................................................... 66
4.1.7 Corrosão Intragranular .......................................................................................... 67
4.1.8 Corrosão por Empolamento .................................................................................. 67
4.2 CLASSIFICAÇÃO PELO MECANISMO .............................................................. 68
4.2.1 Corrosão Eletroquímica ........................................................................................ 68
4.2.2 Corrosão por agentes químicos............................................................................. 72
4.2.3 Corrosão associada a esforços mecânicos ............................................................ 75
5 CORROSÃO NOS DUTOS FLEXÍVEIS – OCORRÊNCIA .......................................... 78
5.1 OPERAÇÃO ............................................................................................................. 78
5.1.1 Ambiente marinho e fluidos de exploração. ......................................................... 78
5.1.2 Corrosão na Carcaça ............................................................................................. 79
5.1.3 Corrosão no espaço anular .................................................................................... 81
5.2 FABRICAÇÃO E MONTAGEM ............................................................................ 87
5.2.1 Fabricação da Carcaça .......................................................................................... 88
5.2.2 Extrusão das camadas poliméricas ....................................................................... 88
5.2.3 Montagem do end fitting....................................................................................... 88
5.2.4 Estocamento dos aços ........................................................................................... 89
5.2.5 Testes de aceitação de fábrica .............................................................................. 89
5.3 INSTALAÇÃO ......................................................................................................... 89
6 CORROSÃO NOS DUTOS FLEXÍVEIS – PREVENÇÃO E MONITORAMENTO .... 91
6.1 PROTEÇÃO CONTRA CORROSÃO ..................................................................... 91
6.1.1 Escolha do material .............................................................................................. 91
xv
6.1.2 Proteção catódica .................................................................................................. 92
6.1.3 Espessura da camada ............................................................................................ 93
6.1.4 Revestimentos ou lubrificantes ............................................................................. 93
6.2 INSPEÇÃO E MONITORAMENTO ...................................................................... 94
6.3 REPARO .................................................................................................................. 98
6.4 COMO EVITAR..................................................................................................... 101
7 ACIDENTES EM DUTOS FLEXÍVEIS ....................................................................... 102
7.1 CASO 1................................................................................................................... 102
7.2 CASO 2................................................................................................................... 105
7.3 ATUALIDADE ...................................................................................................... 108
8 DESAFIOS ..................................................................................................................... 109
8.1 Barnes e McLaughlin .............................................................................................. 109
8.2 Ottesen-Hansen et al. .............................................................................................. 110
8.3 Dugstad et al. .......................................................................................................... 110
8.4 Rubin et al. .............................................................................................................. 111
8.5 Haahr et al. .............................................................................................................. 111
8.6 Conclusões .............................................................................................................. 113
9 CONCLUSÃO ................................................................................................................ 114
10 REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 116
16
1 INTRODUÇÃO E OBJETIVOS
1.1 INTRODUÇÃO
A indústria do petróleo no Brasil é quase integralmente baseada na exploração
offshore, ou seja, no mar. O país possui diversas jazidas de petróleo em grandes
profundidades, tais como as presentes na seção de pré-sal. Para a recuperação desse óleo do
fundo do mar são perfurados poços a mais de 3.000 metros de profundidade e necessários
equipamentos que suportem as mais diversas condições submarinas (MORAIS, 2013).
As condições severas de operação no ambiente submarino movimentaram, ao longo
dos anos, extensas pesquisas e desenvolvimento de novas tecnologias a fim de tornar viável a
exploração offshore. Um dos principais avanços tecnológicos foi o desenvolvimento de dutos
flexíveis que apresentam ótima resistência a corrosão e são capazes de suportar condições
externas extremas (MORAIS, 2013).
Apesar da ampla aplicação das tubulações rígidas na indústria de óleo e gás, esse tipo
de duto não possui as características adequadas para exploração em águas profundas. Fatores
como a inviabilidade de movimento e a baixa resistência a corrosão motivaram a sua
substituição por uma alternativa mais complexa e tecnológica, os dutos flexíveis (REDDA,
2010).
Um dos fatores mais críticos na operação offshore são as diversas formas de corrosão
que podem atacar seus equipamentos. Elementos intrínsecos ao petróleo e compostos
contaminantes, como gás sulfídrico e dióxido de carbono, podem provocar variados tipos de
corrosão, entre eles: corrosão por ácido carbônico, corrosão localizada por sulfetos, por
cloretos e por oxigênio dissolvido, processos corrosivos em operações de acidificação, entre
outros (MORAIS, 2013).
As tubulações flexíveis apresentam grande resistência a esses tipos de corrosão devido
a presença de materiais e revestimentos com características anticorrosivas e camadas
poliméricas intercaladas, entretanto não estão completamente imunes a esse efeito. Em sua
estrutura estão camadas metálicas compostas de aço inox e aço carbono que tornam os dutos
suscetíveis a corrosão nas condições de operação e em caso de falhas do processo de
fabricação (REDDA, 2010).
A utilização de dutos flexíveis modificou a indústria de exploração de óleo e gás.
Apesar dos preços elevados em relação aos rígidos, foram esses tubos que possibilitaram a
exploração em águas profundas e proporcionaram uma redução significativa nos casos de
corrosão que provocam acidentes em dutos e vazamento de óleo no mar (MORAIS, 2013).
17
1.2 OBJETIVO
Neste trabalho será realizada uma revisão bibliográfica contemplando a descrição da
estrutura dos dutos flexíveis, os materiais utilizados e as funções de cada uma de suas
camadas. Através de um comparativo com as tubulações rígidas, serão indicadas as
vantagens e desvantagens da utilização dos flexíveis.
Em seguida, serão estudados os tipos de corrosão que podem atingir os componentes
de aço inox e aço carbono, tanto em operação quanto no processo fabril. Além disso, serão
citadas medidas preventivas e corretivas aplicadas a fim de maximizar a vida útil da
tubulação e evitar a ocorrência de acidentes.
Dessa forma, o trabalho visa reunir informações que justificam a aplicação de dutos
flexíveis e ressaltam a importância da prevenção da corrosão de suas estruturas. Por fim,
apresentará os desafios atuais que fomentam pesquisas em técnicas inovadoras e
desenvolvimento de novos materiais mais resistentes a um ambiente cada vez mais
agressivo, com poços de exploração cada vez mais profundos para os quais a indústria de
óleo e gás se encaminha.

18
2 INDÚSTRIA DO PETRÓLEO
2.1 O PETRÓLEO
2.1.1 Origem
A palavra petróleo origina-se da junção do Latim petra e oleum significando óleo da
pedra. Essa nomenclatura faz referência direta a sua formação que ocorre, basicamente, em
rochas sedimentares. A crosta terrestre é dividida em camadas ordenadas por sua idade. Essa
categorização é feita com base no reconhecimento de resíduos, como fósseis e minerais, que
indicam a idade relativa de cada camada. Sabe-se que substâncias carbonadas, como o
petróleo, podem ocorrer em todas as camadas desde a Pré-Cambriana até a atual (SPEIGHT,
2007).
Há duas teorias chaves para a formação do petróleo. Uma delas defende a origem
abiogênica, a partir de substâncias inorgânicas. Essa teoria propõe que o petróleo seria
originado a partir de grandes quantidades de carbono, provenientes da formação do planeta
Terra, depositados em altas profundidades. Entretanto, a teoria atualmente mais aceita defende
a origem biogênica (SPEIGHT, 2007).
A teoria biogênica propõe que a origem do petróleo vem da deposição de matéria
orgânica na Terra que sofreu compressão e aquecimento através do tempo em escala
geológica. Os hidrocarbonetos constituintes do petróleo são 20% provenientes de sínteses de
organismos vivos e, o restante, de processos bacteriológicos, como diagênese, catagenêse e
metagênese nas rochas sedimentares. Apesar dessa teoria ser amplamente aceita, detalhes da
transformação da matéria prima em petróleo e gás natural e detalhes da migração da rocha
formadora ao reservatório ainda não foram totalmente esclarecidos (SPEIGHT, 2007).
Uma das etapas de formação do petróleo e do gás natural é a migração da rocha
original até rochas mais porosas e permeáveis, as rochas reservatórias, onde ficam
armazenados. As rochas que circundam o reservatório tem poros muito mais finos fazendo
com que sejam impermeáveis ao óleo e ao gás impedimento o escape do petróleo. Uma vez
que esses produtos, líquidos e gasosos, acumulam-se nas rochas reservatórias acredita-se que
há o predomínio de forças gravitacionais provocando a separação de fases devido a diferença
de densidade (SPEIGHT, 2007).
O acúmulo de rochas contendo petróleo é chamado de reservatório. Uma série de
reservatórios com uma estrutura rochosa em comum ou reservatórios vizinhos são
denominados campos petrolíferos. Por fim, os campos são encontrados em um ambiente
19
geológico conhecido como bacia sedimentar ou província (SPEIGHT, 2007).
A maioria das reservas de óleo estão concentradas em um número relativamente
pequeno de grandes campos petrolíferos (Figura 2.1). Embora a maioria dos países do mundo
produzam petróleo em alguma quantidade, os maiores produtores são Arábia Saudita, Rússia,
Estados Unidos, Irã, China, Noruega, México, Venezuela, Iraque, Grã Bretanha, Emirados
Árabes, Nigéria e Kuwait. Hoje, as maiores reservas conhecidas concentram-se no Oriente
Médio (SPEIGHT, 2007).
Figura 2.1 –Top 20 países com as maiores reservas de óleo (% global).
Fonte: Adaptada de Redda, 2010.
2.1.2 Composição e características
O petróleo é uma mistura complexa de hidrocarbonetos gasosos, líquidos e sólidos
contendo pequenas porções de derivados orgânicos de nitrogênio, oxigênio, compostos
sulfurosos e traços de compostos metálicos, como vanádio, níquel, ferro e cobre (SPEIGHT,
2007). Os hidrocarbonetos encontrados no petróleo são classificados nos seguintes tipos:
- Parafinas: hidrocarbonetos saturados de cadeia linear ou ramificada
- Cicloparafinas (naftenos): hidrocarbonetos saturados contendo um ou mais anéis os
quais devem apresentar cadeias parafínicas vizinhas. Conhecidos como
hidrocarbonetos alicíclicos.
- Aromáticos: hidrocarbonetos contendo um ou mais núcleos aromáticos como anéis de
0
5
10
15
20
25
30
An
gola
Om
ã
Un
ião
Eu
rop
eia
Bra
sil
No
rueg
a
Alg
eria
Cat
ar
Mé
xico
EUA
Ch
ina
Nig
éri
a
Líb
ia
Rú
ssia
Ve
nez
uel
a
Emir
ado
s Á
rab
es U
nid
os
Irã
Ku
wai
t
Iraq
ue
Ará
bia
Sau
dit
a
0,6 0,6 0,7 0,8 1 1,3 1,4 1,5 2,2 2,6 2,6 2,95 6,2
7,89,2 9,5
11,1
25,5
% Global
20
benzeno, naftaleno e fenantreno que podem ser ligados por anéis de naftaleno ou
cadeias parafínicas.
Em geral, observa-se que quanto maior o peso molecular do óleo, menor a quantidade
de hidrocarbonetos parafínicos e maior a de aromáticos e heteroátomos (SPEIGHT, 2007).
A composição do petróleo é fortemente influenciada tanto pela natureza e quantidade
relativa de seus precursores nas rochas sedimentares quanto pelas condições de pressão e
temperatura as quais foram submetidos (TISSOT; WELTE, 1984). Consequentemente, é
compreensível a grande variação nos tipos de óleo encontrados em poços de localização e
idades diferentes. Portanto, o petróleo pode variar em tipo e em peso molecular, de um campo
para outro, de um poço para outro e, até mesmo, de uma profundidade para outra em um
mesmo poço. Essas variações fazem com que suas propriedades físicas assumam uma ampla
faixa de valores (SPEIGHT, 2007).
Dentre as propriedades comumente analisadas no petróleo estão: Grau API,
viscosidade, coloração, ponto de ebulição, volatilidade, teor de enxofre, distribuição de
carbono, UOP e ponto de fluidez1 (SPEIGHT, 2007).
O petróleo, em geral, apresenta coloração desde verde amarronzada até preto, possui
grau API na faixa de 10º a 57º e pontos de ebulição desde 20ºC até 350ºC, acima disso
provoca-se decomposição com formação de coque (SPEIGHT, 2007).
Genericamente pode-se classificar o óleo cru em dois grupos, os óleos leves e os óleos
pesados. São considerados leves os óleos que apresentam maior teor de hidrocarbonetos de
baixa massa molecular, que fluem facilmente através do poço e das tubulações e, quando
refinados, dão origem a grandes quantidades de combustíveis para transporte, como gasolina,
diesel e querosene de aviação. Já os óleos pesados apresentam predomínio de hidrocarbonetos
de alta massa molecular, requerem procedimentos adicionais para serem recuperados do poço
e, quando refinados, dão origem a óleos de aquecimento e apenas pequenas porções de
combustível (REDDA, 2010).
Uma das propriedades mais observadas na análise do óleo é o grau API, propriedade
que fornece uma escala para medição da densidade do óleo. Quanto maior a densidade do
composto, menor será seu grau API. Seu valor indica, a princípio, variações na composição
mas pode ser relacionado a outras características como, por exemplo, a viscosidade e ao teor
de enxofre, conforme visto na Figura 2.2 (SPEIGHT, 2007).
1 Ponto de fluidez: indica a temperatura mais baixa, ao ser refrigerado, na qual o óleo é capaz de fluir. É uma
propriedade importante no que tange o escoamento do óleo nas condições do reservatório e a definição da
necessidade de processos adicionais para recuperação, como o aquecimento (SPEIGHT, 2007).

21
Figura 2.2 –Relação entre grau API, densidade e viscosidade
Fonte: Adaptada de Speight, 2007.
A presença de enxofre elementar é comum em sedimentos e se dissolvem no óleo com
o qual reage lentamente produzindo compostos sulfurosos ou ácido sulfídrico. O aumento no
teor de enxofre provoca o escurecimento do óleo e um aumento significativo na sua densidade
e viscosidade (SPEIGHT, 2007).
Uma das correlações estabelecidas entre as propriedades do petróleo é o chamado
índice de correlação (IC), que utiliza o ponto de ebulição e o peso especifico para categorizar
os óleos. Valores de 0 a 15 indicam a predominância de parafinas, de 15 a 50 indicam
presença tanto de naftenos quanto de uma mistura de parafinas, naftenos e aromáticos. Já
valores maiores que 50 indicam o predomínio de aromáticos (SPEIGHT, 2007).
A análise da composição química e propriedades físicas do óleo, assim como suas
correlações, são de suma importância para previsão do comportamento do petróleo, do tipo de
extração necessária e dos derivados obtidos no refino (Tabela 2.1). Elas não só determinam a
classificação do óleo como sua qualidade e preço de mercado (SPEIGHT, 2007).
Tabela 2.1 – Propriedades típicas aproximadas de óleos crus de diferentes regiões
Fonte: Adaptada de Redda, 2010.
22
2.1.3 Seus derivados
O óleo cru apresenta pouca ou nenhuma utilidade, mas quando refinado dá origem a
diversos compostos de alto valor agregado, entre os quais estão gases combustíveis, gases
petroquímicos (metano, etano, propano e butano), combustíveis para transporte (gasolina,
diesel e querosene de aviação), solventes, lubrificantes, asfalto, entre outros (SPEIGHT,
2007).
A obtenção de seus derivados se torna possível, inicialmente, através de processos de
destilação devido aos diferentes pontos de ebulição de seus hidrocarbonetos constituintes.
Após a destilação, outros métodos físicos podem ser empregados como absorção, adsorção,
extração por solvente e cristalização. Nesse estágio são obtidas frações de nafta leve e pesada,
querosene e gasóleo leve e pesado (SPEIGHT, 2007).
Algumas dessas frações poderão passar em seguida por processos de conversão, como
craqueamento térmico e craqueamento catalítico. Basicamente, essas etapas quebram as
moléculas de gasóleos mais pesados em naftas, compostos mais leves e mais valiosos. Outra
etapa presente na refinaria é a Reforma, a conversão de parafinas de cadeia linear em
ramificada eleva a octanagem, poder explosivo, da gasolina aumentando seu valor (SPEIGHT,
2007).
Os derivados obtidos são fortemente influenciados pelas características do óleo cru,
como a concentração de cada um de seus constituintes e propriedades como viscosidade,
volatilidade e gravidade especifica (SPEIGHT, 2007).
2.2 IMPORTÂNCIA MUNDIAL
O petróleo talvez seja a substancia mais consumida na sociedade atual atuando como o
centro de funcionamento da indústria moderna. Os combustíveis derivados do petróleo
atendem de 30 a 50% da demanda mundial de energia, abastecem o transporte rodoviário,
aéreo e hidroviário e fornecem aquecimento a construções residenciais e comerciais. Seus
derivados também atuam como matéria-prima para fabricação de fibras sintéticas de roupas,
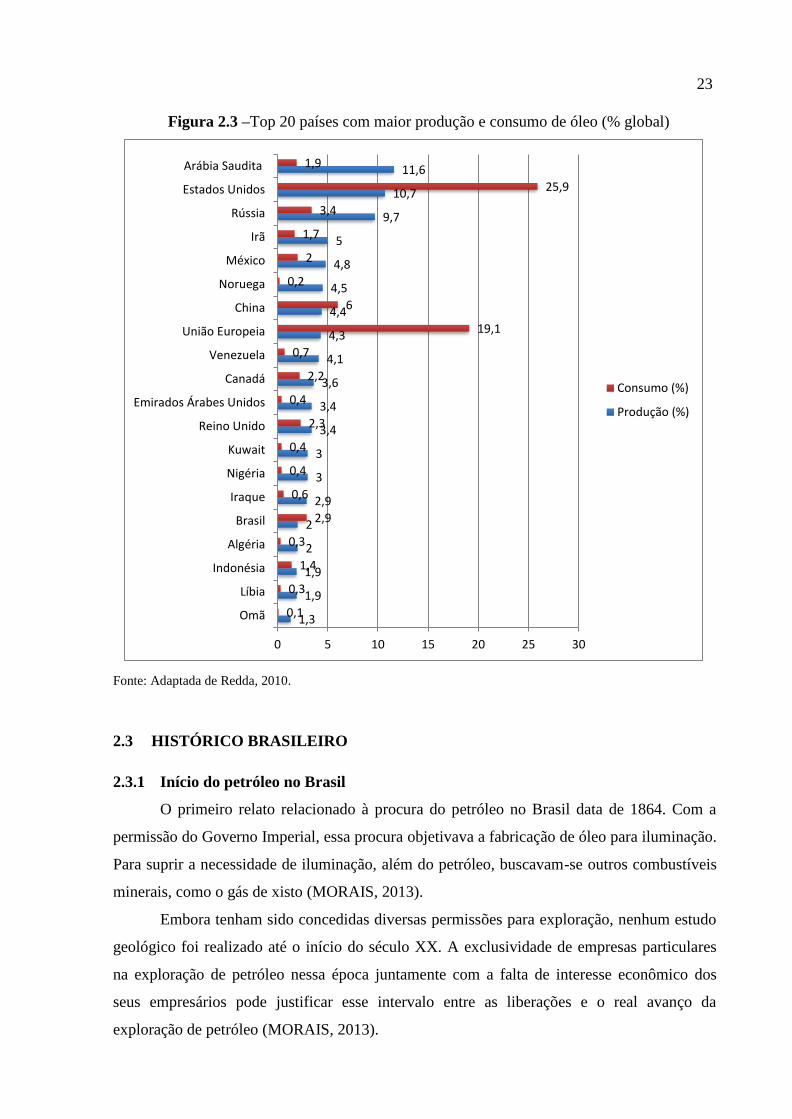
plásticos, tintas, fertilizantes, inseticidas, borracha e sabonetes (SPEIGHT, 2007). A Figura
2.3 apresenta os 20 países com maior produção e consumo de óleo no mundo.
23
Figura 2.3 –Top 20 países com maior produção e consumo de óleo (% global)
Fonte: Adaptada de Redda, 2010.
2.3 HISTÓRICO BRASILEIRO
2.3.1 Início do petróleo no Brasil
O primeiro relato relacionado à procura do petróleo no Brasil data de 1864. Com a
permissão do Governo Imperial, essa procura objetivava a fabricação de óleo para iluminação.
Para suprir a necessidade de iluminação, além do petróleo, buscavam-se outros combustíveis
minerais, como o gás de xisto (MORAIS, 2013).
Embora tenham sido concedidas diversas permissões para exploração, nenhum estudo
geológico foi realizado até o início do século XX. A exclusividade de empresas particulares
na exploração de petróleo nessa época juntamente com a falta de interesse econômico dos
seus empresários pode justificar esse intervalo entre as liberações e o real avanço da
exploração de petróleo (MORAIS, 2013).
1,3
1,9
1,9
2
2
2,9
3
3
3,4
3,4
3,6
4,1
4,3
4,4
4,5
4,8
5
9,7
10,7
11,6
0,1
0,3
1,4
0,3
2,9
0,6
0,4
0,4
2,3
0,4
2,2
0,7
19,1
6
0,2
2
1,7
3,4
25,9
1,9
0 5 10 15 20 25 30
Omã
Líbia
Indonésia
Algéria
Brasil
Iraque
Nigéria
Kuwait
Reino Unido
Emirados Árabes Unidos
Canadá
Venezuela
União Europeia
China
Noruega
México
Irã
Rússia
Estados Unidos
Arábia Saudita
Consumo (%)
Produção (%)

24
Em 1904, pela primeira vez, foram realizados pelo governo estudos para avaliar a
existência de petróleo no Brasil. Entretanto, esses estudos não obtiveram resultado positivo,
uma vez que foi descartada a possibilidade de exploração na região pesquisada (MORAIS,
2013).
Com medo de depender integralmente de combustíveis importados, o governo entrou
diretamente na atividade exploratória ao final da Primeira Guerra Mundial. Entre 1919 e 1933
o governo atuou no setor petrolífero por meio do SGMB, Serviço Geológico e Mineralógico
do Brasil, porém devido aos baixos orçamentos foram realizadas poucas perfurações em
relação a extensão do país e com isso os resultados ficaram muito abaixo das necessidades da
época. Nesse período não foi encontrado nenhum poço comercialmente favorável (MORAIS,
2013).
O aumento da dependência do Brasil nos derivados do petróleo no início dos anos
1930 ocasionou uma necessidade de mudança por parte do governo federal. Em 1934, o
governo transferiu para o recém-criado DNPM, Departamento Nacional da Produção Mineral,
a responsabilidade de aumentar as prospecções da produção de petróleo. Nesse mesmo ano, a
legislação do setor mineral sofreu grandes mudanças permitindo que as riquezas minerais
encontradas no subsolo passassem a ser consideradas propriedades da União. A partir disso,
tornou-se necessária uma autorização especial do governo para que fosse realizada a
exploração de petróleo (MORAIS, 2013).
Segundo Moura e Carneiro (apud MORAIS, 2013), devido à alta demanda de gasolina
no país e a incerteza quanto a importação de combustíveis, devido da Segunda Guerra
Mundial, o então presidente da república Getúlio Vargas assinou em 1938 o Decreto-Lei no
395 no qual determinou o controle sobre a importação, a exportação, o transporte, a
implantação de oleodutos e o comércio de petróleo e seus derivados por parte do governo
federal. Foi criado também em 1938 o CNP, Conselho Nacional do Petróleo, com o objetivo
de regularizar a nacionalização da atividade industrial do petróleo, entre outras. Esse
Conselho, com o auxílio do DNPM, passou então a controlar as decisões sobre as explorações
do petróleo.
Finalmente em janeiro de 1939 foi descoberta a primeira acumulação de petróleo no
país, em Lobato, Bahia. Devido à baixa produção, os poços perfurados no local acabaram
sendo considerados não comerciais (Figura 2.4) (MORAIS, 2013).

25
Figura 2.4 – Primeiro poço produtor de petróleo no Brasil, em Lobato, na Bahia.
Fonte: Site O Globo, 2016.
Essa descoberta, portanto, incentivou a atividade exploratória no Brasil e, com o
aprimoramento dos levantamentos geológicos, em 1941 foi descoberta a primeira jazida com
potencial comercial em Candeias. A partir desse poço, o Brasil passou a produzir, pela
primeira vez, petróleo em escala comercial (MORAIS, 2013). Machado Filho (apud
MORAIS, 2013) defende que entre 1941 e 1942 foram descobertos diversos poços na região
de Candeias e em vários outros locais, mas foi apenas em 1955 que ocorreu a primeira
produção de petróleo proveniente de um poço localizado no mar, o Campo de Dom João, na
Baia de Todos os Santos.
Ao fim da Segunda Guerra Mundial, em 1945, o Brasil apresentou uma elevada
demanda por derivados do petróleo. Entretanto, com o aumento da quantidade de importação
e aumento nos preços internacionais, o CNP se viu obrigado a adotar medidas para evitar uma
crise no setor de abastecimento de combustíveis. Para isso, criou uma comissão com o
objetivo de construir a primeira refinaria estatal e realizou também um processo de
concorrência pública para a construção de refinarias privadas. Como resultado dessa ação, foi
aprovada em 1946 a construção da Refinaria de Manguinhos e, em 1947, a construção da
Refinaria de Petróleo União (MORAIS, 2013).
26
Nessa época, começou a surgir um forte clima nacionalista no país em relação ao
controle de petróleo. Grupos nacionalistas eram contrários a empresas internacionais como
ESSO e Shell que detinham o controle sobre a importação e distribuição de derivados do
petróleo. Essa nova visão resultou na criação da Campanha do Petróleo em 1947, no Clube
Militar no Rio de Janeiro, com o objetivo de criar uma nova política nacional para o petróleo.
Esse movimento logo ganhou força no território brasileiro com o apoio político, militar,
estudantil e popular sob o lema “O Petróleo é Nosso”. A Campanha do Petróleo durou até
1953 e foi responsável para que os partidos políticos adotassem a proposta de estatização do
setor petrolífero (MORAIS, 2013).
Em dezembro de 1951 o presidente Getúlio Vargas enviou para o Congresso Nacional
o projeto de criação de uma companhia de capital misto sendo, no mínimo, 51% das ações
propriedade da União. Tal projeto recebeu críticas em relação a participação de instituições
privadas, o que provocou modificações em seu texto antes de ser aprovada no Congresso.
Após modificações que aumentavam o monopólio amplo da União foi criada então a
sociedade por ações Petróleo Brasileiro S.A., a PETROBRAS (MORAIS, 2013).
Getúlio Vargas sancionou em 1953 uma lei que estabeleceu o monopólio da União na
exploração de jazidas de petróleo, na refinação, no transporte marítimo do petróleo bruto, dos
derivados produzidos no país, no transporte por oleodutos e gasodutos e na pesquisa no
território brasileiro. A PETROBRAS e o CNP foram então encarregados de assegurar o
monopólio brasileiro nas atividades relacionadas acima. De acordo com Perissé et al (apud
MORAIS, 2013) a PETROBRAS foi instituída em 12 de março de 1954, na 82a Sessão
Extraordinária do CNP, e reconhecida pelo governo federal pelo Decreto no 35.308 de 2 de
abril de 1954.
2.3.2 Petrobras
A PETROBRAS iniciou suas operações com a produção de apenas 2.663 barris/dia de
petróleo e teve como primeiro desafio diminuir a dependência do Brasil quanto a importação
do petróleo. Para isso, sua missão inicial foi aumentar as atividades exploratórias e construir
novas refinarias, além de melhorar a infraestrutura de toda a rede referente a indústria do
petróleo. Desde sua criação até os dias atuais, a PETROBRAS tem como sua maior missão
tornar o Brasil autossuficiente na produção de petróleo (MORAIS, 2013).
Em 1961 foi fundada a primeira refinaria construída pela empresa, a REDUC,
Refinaria de Duque de Caxias que é, até hoje, a mais completa da PETROBRAS. A REDUC

27
produz óleo doces para lubrificantes, diesel, gasolina, GLP, nafta, querosene de aviação,
parafinas, óleo combustível, entre outros. Graças a essa refinaria, o Brasil passou a ser, nesse
ano, autossuficiente na produção dos principais derivados. Ainda em 1961, a empresa deu
início à procura de petróleo no mar, inicialmente na plataforma continental2 (PETROBRAS,
2016b).
Foi apenas em 1968 que ocorreu a primeira descoberta de petróleo no mar, em
Sergipe. Ainda nesse ano, entrou em operação a primeira plataforma de perfuração construída
no Brasil, a P-1, e foi criado o CENPES, Centro de Pesquisa e Desenvolvimento, com o
objetivo de desenvolver novas tecnologias auxiliando a expansão e o fortalecimento da
PETROBRAS. No início da década de 70, o país apresentava uma alta taxa de
desenvolvimento com o PIB acima dos 10% ao ano e, visando contribuir com esse
desenvolvimento, a PETROBRAS criou a Petrobras Distribuidora. Desde 1975 essa empresa
é a líder no segmento de distribuição de petróleo no Brasil (PETROBRAS, 2016b).
A Bacia de Campos, atual responsável por mais de 80% da produção nacional do
petróleo foi descoberta em 1974. Lá foram descobertos diversos campos para a exploração
nos anos seguintes, fazendo com que toda a atenção fosse deslocada para esse local
(PETROBRAS, 2016b).
Em 1986 foi criado o Procap, Programa de Capacitação Tecnológica em Águas
Profundas, com o objetivo de desenvolver novas tecnologias para a produção de petróleo a
400 metros de profundidade ou mais. Nessa época a PETROBRAS trabalhava com poços na
faixa de 150 metros e visava expandir suas operações para profundidades muito maiores. Hoje
a empresa é líder mundial na área de exploração em águas profundas (PETROBRAS, 2016b).
Foi em 2006 com o início das operações da P-34 e P-50 que o Brasil passou a ser
autossuficiente na produção de petróleo e gás, com uma média diária de 1,9 milhão barris/dia.
Apenas um ano depois, em 2007, a PETROBRAS anunciou a descoberta de uma grande
concentração de petróleo e gás em seções de pré-sal. Tal descoberta foi de grande
importância, pois representou um acréscimo de até 50% das reservas de óleo e gás no Brasil
(PETROBRAS, 2016b).
O início da produção no pré-sal ocorreu em 2009, desde então a PETROBRAS vem
desenvolvendo novas tecnologias e expandindo a sua produção.
2 Plataforma continental é a porção dos fundos marinhos pouco profunda, até 200m, localizada nas margens de
um continente. Pode ser definida também como a orla dos continentes banhada pelos mares, onde a água é pouco
profunda, até 200m.
28
2.4 PRODUÇÃO DE PETRÓLEO
As primeiras utilizações de petróleo no mundo sucederam há milhares de anos, isso foi
possível devido a existência de reservatórios bastante rasos e superficiais que permitem a
ocorrência da exsudação natural de óleo e gás possibilitando que o petróleo seja,
simplesmente, coletado a partir dessa infiltração. Somente em 1859 foi realizada a primeira
operação de perfuração de um poço com sucesso, na Pensilvânia, Estados Unidos (DEVOLD,
2009).
Técnicas geológicas podem determinar a existência de formação rochosa favorável a
presença de petróleo, mas não conseguem garantir que o óleo estará de fato presente, a única
maneira de confirmar a existência de petróleo no local é realizando perfuração (SPEIGHT,
2007).
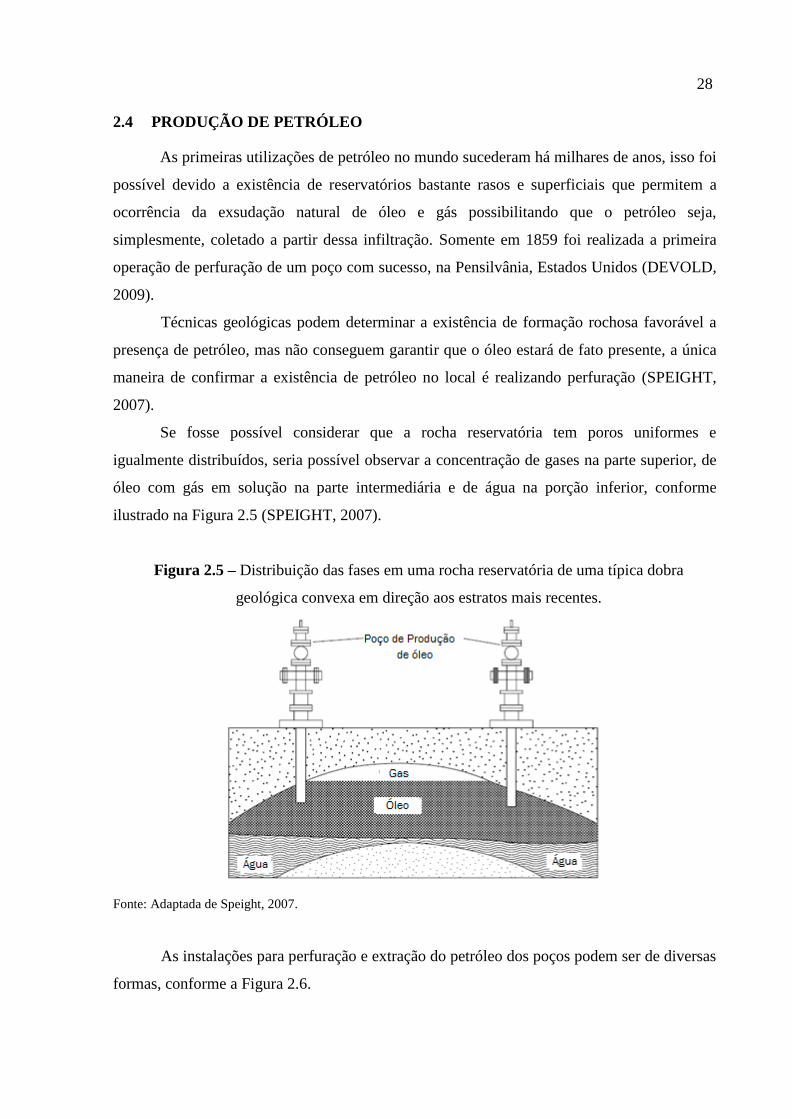
Se fosse possível considerar que a rocha reservatória tem poros uniformes e
igualmente distribuídos, seria possível observar a concentração de gases na parte superior, de
óleo com gás em solução na parte intermediária e de água na porção inferior, conforme
ilustrado na Figura 2.5 (SPEIGHT, 2007).
Figura 2.5 – Distribuição das fases em uma rocha reservatória de uma típica dobra
geológica convexa em direção aos estratos mais recentes.
Fonte: Adaptada de Speight, 2007.
As instalações para perfuração e extração do petróleo dos poços podem ser de diversas
formas, conforme a Figura 2.6.
29
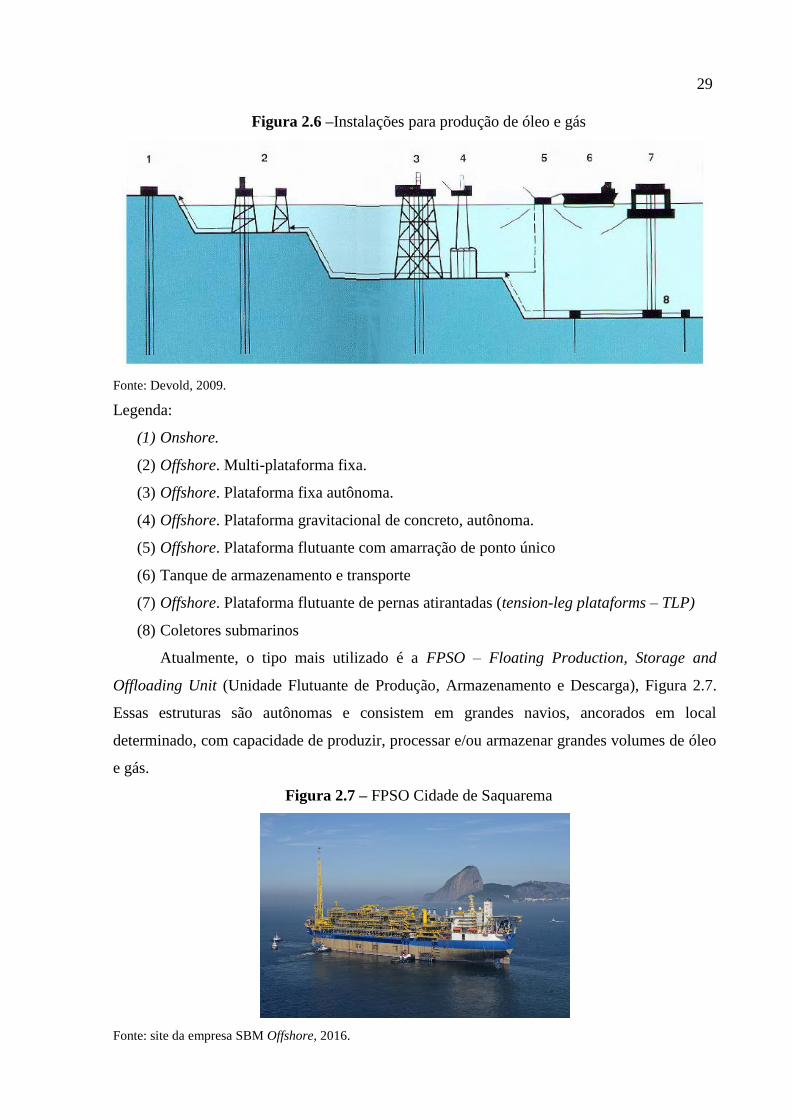
Figura 2.6 –Instalações para produção de óleo e gás
Fonte: Devold, 2009.
Legenda:
(1) Onshore.
(2) Offshore. Multi-plataforma fixa.
(3) Offshore. Plataforma fixa autônoma.
(4) Offshore. Plataforma gravitacional de concreto, autônoma.
(5) Offshore. Plataforma flutuante com amarração de ponto único
(6) Tanque de armazenamento e transporte
(7) Offshore. Plataforma flutuante de pernas atirantadas (tension-leg plataforms – TLP)
(8) Coletores submarinos
Atualmente, o tipo mais utilizado é a FPSO – Floating Production, Storage and
Offloading Unit (Unidade Flutuante de Produção, Armazenamento e Descarga), Figura 2.7.
Essas estruturas são autônomas e consistem em grandes navios, ancorados em local
determinado, com capacidade de produzir, processar e/ou armazenar grandes volumes de óleo
e gás.
Figura 2.7 – FPSO Cidade de Saquarema
Fonte: site da empresa SBM Offshore, 2016.
30
Os processos de recuperação são classificados em três grupos. Na recuperação
primária o petróleo é trazido a superfície por diferencial de pressão, o gás natural e/ou água
presente no reservatório elevam sua pressão em relação a superfície. Já na recuperação
secundária, é necessária a aplicação de bombas e/ou injeção de água e vapor ou reinjeção de
gás natural a fim de elevar a pressão do poço e trazer o petróleo a superfície artificialmente
(SPEIGHT, 2007).
Por vezes, a alta viscosidade do óleo cru na temperatura do reservatório é um
impeditivo à prospecção pois dificulta sua fluidez. Nesses casos aplica-se a recuperação
terciária onde são injetadas substâncias, como dióxido de carbono, polímeros e solventes ou
são realizados tratamentos térmicos que atuam como redutores da viscosidade. Esse tipo de
recuperação é comum em reservatórios que apresentam óleos pesados, de baixo grau API
(SPEIGHT, 2007). Técnicas terciárias também são comumente aplicadas em poços com
estágio avançado de vida, quando sua taxa de recuperação reduz e tornam-se necessários
métodos avançados. Dessa forma, o poço volta a apresentar a taxas lucrativas e é extraído o
máximo de óleo possível do reservatório.
Em geral são feitas várias perfurações a fim de garantir boas taxas de recuperação e,
portanto, viabilidade econômica da exploração. Além disso, alguns poços são perfurados com
o propósito de definir as fronteiras da região de recuperação e alguns, chamados de poços de
serviço, são utilizados para reabrir poços que venham a ficar obstruídos com o tempo de
operação (SPEIGHT, 2007).
2.4.1 Exploração Onshore
A extração é dita onshore quando é feita na costa, em terra firme. Esse tipo se torna
economicamente viável desde que se produza, no mínimo, algumas dúzias de barris de óleo3
por dia (DEVOLD, 2009). Por apresentar um ambiente menos agressivo do que a exploração
offshore, essa exploração é mais simples e possui um menor custo.
Entretanto, no Brasil, a grande maioria dos reservatórios de petróleo encontrados estão
localizados offshore, ou seja, no mar. Por esse motivo, existem poucos focos de pesquisa e
investimentos em exploração onshore.
3 1 barril de óleo possui 0,158983m³ (REDDA, 2010).

31
2.4.2 Exploração Offshore
São ditas offshore as unidades produtoras de petróleo instaladas fora da costa, ou seja,
no mar, sejam elas de superfície ou submarinas. Aproximadamente um terço da produção
mundial de óleo cru é feita offshore. No Brasil esse número chega a mais de 80% (MORAIS,
2013).
Além dos custos de logística muito superiores ao do ambiente onshore e dos
equipamentos mais sofisticados, os custos de perfuração offshore aumentam rapidamente com
o aumento da lâmina d’água. Por esses motivos, somente é considerado viável quando diz
respeito a recuperação de campos gigantes ou super gigantes4 (TISSOT; WELTE, 1984).
As etapas de criação e vida de um poço são: planejamento, perfuração, terminação,
produção e abandono (REDDA, 2010).
Feita a exploração com fortes indícios da presença de petróleo e todos os estudos
necessários inicia-se o processo de perfuração. Após a perfuração e confirmação da
viabilidade econômica, realiza-se a completação do poço. Nessa etapa são avaliadas suas
condições e, então, instalados todos os equipamentos necessários para produção de petróleo.
Entre eles está a cabeça de poço cuja função é manter a integridade estrutural do poço e
permitir a passagem do fluido do reservatório até o núcleo do poço (REDDA, 2010).
Além disso, a cabeça de poço atua no controle e monitoramento da extração de
hidrocarbonetos, evita o escape do óleo e gás e previne explosões devido ao aumento de
pressão na região (DEVOLD, 2009). Estabelecido o fluxo de óleo, ácidos e fluidos de
fraturamento podem ser bombeados a fim de fraturar, limpar e estimular o poço para produção
ótima de hidrocarbonetos (REDDA, 2010).
Para iniciar o estágio de produção, o equipamento utilizado para perfuração e
completação é removido e é instalado na cabeça de poço um conjunto de válvulas conhecido
como Árvore de Natal. Essas válvulas atuam no controle de pressão e vazão dos fluidos
injetados ou produzidos pelo poço. A válvula de saída dessa estrutura é conectada à rede de
distribuição formada por tubulações e tanques que levam o óleo do fundo do mar até as
refinarias (REDDA, 2010).
Outro equipamento importante é o manifold, também um conjunto de válvulas, que
atua no direcionamento da produção de vários poços para um mesmo duto coletor que conduz
o fluido para a unidade de produção. Esse equipamento ajuda a reduzir o número de dutos
4 Campo gigante: recuperação maior que 80 milhões de m³ ou 0,5 bilhões de bpd; campo super gigante:
recuperação maior que 800 milhões m³ ou 5 bilhões de bdp (TISSOT; WELTE, 1984).

32
conectados a plataforma e, além disso, pode ser utilizado para permitir que vários poços
compartilhem do mesmo sistema de injeção de água e gás (PETROBRAS, 2016a).
Os flowlines, linhas flexíveis no leito marinho, são os dutos empregados em todo o
sistema submarino de coleta e escoamento. Conduzem os fluidos produzidos pelo poço para
as unidades de produção. Podem ser utilizados para interligar uma unidade a outra, para
injeção ou descarte de fluidos em reservatórios ou para exportação da produção para a terra.
Em suas extremidades possuem acessórios conectores que ligam as Árvores de Natal a
Manifolds ou risers. Os risers, por sua vez, são dutos rígidos ou flexíveis suspensos que
interligam as linhas de produção submarina a plataforma (PETROBRAS, 2016a).
São aplicados os procedimentos de recuperação primária, secundária e terciária ao
longo da vida do poço. Dependendo das condições, podem ser necessários métodos de
recuperação avançados (terciários) já na fase inicial a fim de estimular o fluxo de óleo e elevar
o percentual de recuperação da reserva (REDDA, 2010).
Quando o poço se torna pouco produtivo e perde a lucratividade ele é abandonado.
Nesse processo, as tubulações são removidas e seções do núcleo do poço são fechadas com
cimento, tanto para isolar o fluxo entre as zonas de gás e de água uma da outra quanto para
isolá-las da superfície. O preenchimento completo do núcleo do poço com cimento não é
necessário e possui um custo proibitivo (REDDA, 2010).
Todos esses procedimentos e equipamentos necessários tornam a produção offshore
mais cara e extremamente mais complexa do que a onshore. Esses fatores representaram um
grande desafio quando extensas jazidas de petróleo foram descobertas no fundo do mar. Tais
complexidades se dão principalmente devido a três fatores principais: as condições climáticas
no ambiente marinho e as condições nas rochas no fundo do oceano, as grandes distâncias
entre os poços no fundo do mar e as plataformas e por fim, devido a invisibilidade nas
operações (MORAIS, 2013).
Por esses motivos, as empresas petroleiras viram a necessidade de investir em novas
tecnologias e com isso, trabalhar em conjunto com universidades, instituições de pesquisas,
empresas industriais e fornecedoras de serviços. Com essa junção foi possível o
desenvolvimento de equipamentos mais aprimorados e a criação de novos sistemas de
exploração e produção offshore. Empresas passaram também a criar seus próprios centro de
P&D (MORAIS, 2013).
No Brasil, temos como exemplo o CENPES, Centro de Pesquisa e Desenvolvimento
da PETROBRAS, que foi fundado em 1968 com o objetivo de desenvolver novas tecnologias
e auxiliar a empresa no seu funcionamento. Foi nesse ano em que se descobriu o primeiro

33
poço no mar do país, no Campo de Guaricema, Sergipe (MORAIS, 2013).
A partir dessas colaborações foram desenvolvidos os principais equipamentos e
sistemas para exploração offshore. Entre tantas inovações, estão os dutos flexíveis resistentes
à altas pressões. Este equipamento será o foco desse trabalho, onde serão discutidas suas
características e seus comportamentos referentes a corrosão nas suas estruturas metálicas.
2.4.3 Exploração Offshore no Brasil
Na década de 60 foi constatado que o petróleo descoberto em terra não fornecia
volumes satisfatórios para exploração. Por esse motivo, no final dessa década iniciou-se a
exploração offshore no Brasil. Em 1968 foi descoberto petróleo no mar do país pela primeira
vez, no litoral de Sergipe. Entretanto, foi apenas em 1974, com a descoberta do Campo de
Garoupa na Bacia de Campos, que foi encontrado um campo economicamente viável e
lucrativo. A partir desse momento iniciou-se uma nova etapa da exploração de petróleo no
Brasil (MORAIS, 2013).
Entre 1974 e 1983 foram perfurados 345 poços exploratórios e descobertos 22 campos
de petróleo. Até 1985 foram colocados em produção 15 campos com profundidades entre 90 e
383 metros, entre eles estão: Campo de Enchova, Enchova Leste, Garoupa/Namorado, Bonito,
Pampo, Pampo/Linguado, entre outros. A produção diária nesse ano chegava a 546.300 barris
de petróleo (MORAIS, 2013).
A descoberta dos campos de Albacora em 1984 e de Marlim em 1985 trouxe um novo
desafio na exploração de petróleo, uma vez que esses campos estão localizados em águas
profundas, ou seja, com profundidades acima de 400 metros. Em 1986, para viabilizar a
produção de novos campos com profundidade de até 1.000 metros, a PETROBRAS formulou
o Programa de Capacitação Tecnológica em Águas Profundas (PROCAP). Esse programa
tinha como objetivo desenvolver tecnologias e equipamentos para esse tipo de exploração e
foi relançado em 1992 e em 2000, com o objetivo de viabilizar a produção em jazidas com até
2.000 e 3.000 metros de profundidade, respectivamente (MORAIS, 2013).
Com todas essas descobertas e investimentos, as reservas no Brasil passaram de 1,1
bilhão de barris de petróleo equivalente, em 1976, para 5,6 bilhões, em 1990, e para 15,7
bilhões em 2012 (MORAIS, 2013).
Em 2006, o Brasil passou a ser autossuficiente na produção de petróleo e gás, com
uma média diária de 1,9 milhão barris por dia. Apenas um ano depois, em 2007, a
PETROBRAS anunciou a descoberta de reservatórios gigantes e super gigantes nas seções de

34
Pré-sal (PETROBRAS, 2016a). A Figura 2.8 detalha a evolução da produção de petróleo e
gás no Brasil. Os dados não incluem a produção de GNL (MORAIS, 2013).
Figura 2.8 – Produção petróleo e gás no Brasil ao longo dos anos.
Fonte: Adaptada de Morais, 2013.
Entre 2010 e 2012, foram registradas as primeiras declarações de comercialidade dos
campos do Pré-sal. O Campo de Lula e o Campo de Cernambi somam juntos 8,3 bilhões de
barris de reserva, o que representa um acréscimo de até 50% das reservas de óleo e gás no
Brasil. Hoje, com 22% do total mundial, a PETROBRAS ocupa primeiro lugar na produção
de petróleo em águas profundas e ultra profundas (MORAIS, 2013).
0,981,1 213,4
555,5
782,4
1292,8
1748
2105,4
0
500
1000
1500
2000
2500
1950 1960 1970 1980 1990 2000 2010
Milh
are
s d
e b
arri
s/d
ia
Ano
35
3 DUTOS SUBMARINOS
Os primeiros relatos do uso de dutos para transporte de óleo cru datam de 1859 nos
Estados Unidos. Com o passar dos anos, o transporte dutoviário de óleo e gás se mostrou
como sendo o meio mais eficiente, confiável e barato (GUO et al., 2005).
Devido a quantidade de descobertas de extensas reservas de petróleo nos oceanos, os
dutos submarinos vêm assumindo grande importância em garantir a produção desses campos
(AZEVEDO, 2009). GUO e colaboradores (2005) afirmam que apesar da indústria de
tubulações submarinas ser relativamente nova, existe uma série de regras que devem ser
seguidas para otimizar o desenvolvimento de projetos de tubulações e garantir a
funcionalidade do duto, com segurança, durante seu tempo de vida.
Os requerimentos operacionais incluem, basicamente, a definição da capacidade do
sistema em conduzir uma certa quantidade de fluido em uma determinada faixa de
temperatura e as condições de serviço e manutenção do sistema. Os requerimentos funcionais
incluem uma avaliação de segurança e acessos para inspeção. A base para um projeto é
conhecer os parâmetros operacionais, como: o volume transportado, a composição, a
temperatura e a pressão do fluido (REDDA, 2010).
Sabe-se que as condições no ambiente marítimo sofrem variações de lugar para lugar.
Todas essas variações externas e de parâmetros de projeto exigem um estudo prévio de
diversos fatores para o desenvolvimento e escolha da tubulação que será utilizada para aquele
específico local e aplicação. Entre os fatores deverão ser analisados estão (GUO et al., 2005):
Performances do reservatório: Deve ser levado em consideração o comportamento do
reservatório durante toda a vida útil do campo. A vazão dos fluidos irá variar ao longo
desse tempo, ocasionando diferentes comportamentos dos fluidos dentro das
tubulações. A pressão, temperatura e formação geológica do reservatório também
interferem na construção e operação dos dutos. Uma das mais importantes análises a
ser realizada para o dimensionamento dos dutos é o perfil de produção. A partir desse
dado é possível estimar as vazões de óleo, gás e água ao longo dos anos e com isso,
pode-se desenvolver uma tubulação que trabalhe próxima da capacidade máxima mas
que também tenha uma operação fácil durante toda a vida útil do campo.
Composição do fluido e da água: A presença de compostos contaminantes no petróleo,
como gás sulfídrico e dióxido de carbono podem provocar variados tipos de corrosão.
Por esse motivo, inibidores de corrosão ou materiais resistentes a corrosão devem ser
incluídos no design da tubulação. A água do mar também é um composto

36
extremamente corrosivo e deve ter seu comportamento estudado e considerado durante
o desenvolvimento da tubulação.
Propriedades PVT do fluido (pressão, volume, temperatura): Uma tubulação deve ser
desenvolvida para operar para uma certa vazão a uma específica perda de carga, por
esse motivo as propriedades de pressão, volume e temperatura são de grande
importância para o dimensionamento desses dutos. A vazão e o comportamento do
fluido estão completamente ligados as características desse fluido, como densidade e
viscosidade. Logo, é necessária a caracterização das propriedades do fluido para que
se possa prever esse comportamento e assim dimensionar os dutos. Para que a
caracterização do fluido seja válida para toda a extensão da vazão de operação, é
necessário coletar os dados nas condições do reservatório e nas condições da saída da
tubulação. As características do fluido são usadas para prever as parâmetros PVT em
diferentes temperaturas e pressões e com isso, calcular as perdas de carga do sistema.
Concentração de areia: A presença de areia nos dutos pode ocasionar diversos
problemas. Aumenta a erosão nas tubulações, pode provocar o depósito nas paredes
caso a velocidade não seja alta o suficiente bloqueando assim o fluxo dos fluidos e
pode com isso, diminuir a eficiência de compostos químicos presentes.
Distribuição das partículas de areia: a determinação do tamanho e da concentração das
partículas de areia é um dos maiores desafios encontrados para entender a influência
da areia no desenvolvimento dos dutos. O tipo de formação rochosa é um fator
fundamental para a definição dessas características.
Dados de pesquisa geotécnica: Os dados geotécnicos afetam o desenvolvimento e
operação da tubulação. Para a análise dessas características, normalmente são obtidos
os seguintes dados: teor de umidade da água, porosidade absoluta, permeabilidade
absoluta, limite do líquido, limite do plástico, índice de plasticidade, índice de liquidez
e número de atividade.
Dados meteorológicos e oceanográficos: O desenvolvimento de dutos requer um
estudo das correntes marítimas e ondas presentes no local de operação, pois esses
fatores interferem bastante na estabilidade dessas tubulações. Entre os esforços
mecânicos gerados pelos movimentos marítimos cujos dutos estão submetidos, estão:
tração, compressão e fadiga (GABRIEL, 2015).
Dito isso, diversas características devem ser levadas em consideração na análise
mecânica dos dutos, entre elas estão o material da tubulação, o tamanho do duto, a espessura

37
de sua parede, sua geometria e sua rigidez ou flexibilidade (REDDA, 2010).
Os dutos podem ser rígidos ou flexíveis. As linhas rígidas são tubos de aço carbono
que, dependendo do fluido transportado, podem ser de ligas especiais que inibem a corrosão,
abrasão e erosão e, ainda, podendo apresentar revestimento externo para manutenção da
temperatura do fluido evitando a formação de hidratos e parafinas. Já as linhas flexíveis são
constituídas de diversas camadas, de materiais metálicos e poliméricos, com funções distintas
(GABRIEL, 2015) as quais são o foco desse trabalho.
3.1 DUTOS RÍGIDOS
Os dutos submarinos rígidos foram os primeiros tipos a serem aplicados na produção
de petróleo offshore. Podem ser agrupados por tipo de utilização e por aplicação.
• Por utilização:
- Oleodutos: transporte de petróleo.
- Gasodutos: transporte de gás, seja para exportação, injeção no reservatório ou operações de
gaslift.
- Aquedutos: injeção de água nos reservatórios ou transporte de água potável para as unidades
• Por aplicação:
- Flowlines: transporte de fluido entre os poços produtores e plataformas, manifolds ou
unidades de produção.
- Interfield Lines: interligação entre as diversas plataformas ou unidades de produção.
- Loading Lines: interligação entre plataformas ou unidades de produção a PLEMs
(pipeline end manifold) ou manifolds, servem para exportação de hidrocarbonetos.
- Trunk Lines: utilizados no envio de hidrocarbonetos para a terra e daí para refinarias e
centros de consumo. Em geral, tem diâmetros maiores, concentram a produção de óleo
ou gás de diversas áreas/plataformas e podem ser compartilhados por diversas
operadoras (AZEVEDO, 2009).
3.1.1 Etapas de um projeto de duto submarino rígido
O projeto de um duto rígido apresenta diversas etapas. Na fase conceitual deve-se
realizar, basicamente, avaliação do escoamento, pesquisa de dados geofísicos, geotécnicos e
meteoceanográficos, avaliação da pressão, temperatura e do tipo de fluido, estudo do layout
preliminar, vida útil da tubulação, listagem dos acessórios necessários, estudo da viabilidade
de instalação do duto, levantamento das normais ambientais e regulamentos da ANP, entre

38
outros (AZEVEDO, 2009).
A partir de um resultado promissor do estudo de viabilidade técnico e econômico
(EVTE) proveniente da fase conceitual, inicia-se a fase do projeto básico. Essa etapa tem por
objetivo desenvolver o projeto do duto e fornecer dados para estimativa definitiva do custo
que permite a realização de um novo EVTE. Caso permaneça economicamente favorável ao
projeto parte para a fase de detalhamento onde todos os parâmetros são especificados e inicia-
se o processo de produção com a compra dos materiais necessários (AZEVEDO, 2009).
3.1.2 Análise da rota
Outro ponto crucial para o projeto do duto é a seleção da rota. Teoricamente, projetar
os dutos em linha reta ligando os pontos de saída e chegada significaria em um menor custo,
entretanto, diversos fatores interferem na definição da rota e devem ser considerados no
projeto. Esses fatores incluem a posição do riser existente ou a ser instalado na plataforma,
equipamentos submarinos aos quais serão conectados, método de instalação e operação da
embarcação lançadora, possíveis conexões intermediárias futuras com válvulas ou manifolds,
evitar cruzamentos com tubulações já existentes, características do solo marinho, entre outras
(AZEVEDO, 2009).
3.1.3 Análise de estabilidade
O duto no ambiente marinho está suscetível às forças decorrentes dos efeitos das
ondas, correntes e ainda dos movimentos do solo como terremotos, avalanches, instabilidades,
etc. Esses efeitos devem ser levados em conta na análise de estabilidade e pode impactar em
uma mudança de rota em face das instabilidades do solo, as quais podem ser drásticas
causando forte impacto ambiental. Existem diversas opções para elevar a estabilidade do duto
submarino, uma delas é provocar o aumento do peso do duto acrescentando revestimento
externo de concreto ou aumentando a espessura do aço, opção menos favorável
economicamente do que a primeira. Outras opções incluem instalação em trincheira aberta,
enterramento, deposição de material sobre o duto, fixação ao solo marinho, entre outras
(AZEVEDO, 2009).
3.1.4 Análise termomecânica
Dutos que transportam fluidos com temperatura diferente do ambiente local devem ser

39
avaliados quanto às tensões térmicas. Esses esforços podem causar efeitos de upheaval,
formação de alça vertical, e efeitos de snarking, formação de alça horizontal, devido à
expansão térmica combinada com outros fatores, como a pressão interna, as cargas
provenientes das curvaturas decorrentes das irregularidades do solo e da instalação, das cargas
nos vãos livres5 (freespan), das tensões residuais, etc. Esses fenômenos podem causar tensões
excessivas e levar a ruptura da tubulação. Para mitigar o efeito térmico pode-se introduzir
curvaturas de expansão ou pontos preferenciais de expansão (triggers) ao longo da rota do
duto, por exemplo (AZEVEDO, 2009).
A manutenção da temperatura do fluido também é importante pois minimiza a
formação de hidratos, a deposição de parafinas e o aumento da viscosidade de óleos pesados.
Atualmente há dois sistemas de isolamento molhado, aplicado em casos que requerem
resistência térmica moderada, e o isolamento seco, utilizados quando alta resistência térmica é
necessária (AZEVEDO, 2009).
3.1.5 Análise corrosiva
Para escolha dos materiais são levados em conta parâmetros como temperatura,
pressão, tipo de fluido e seus componentes corrosivos, entre outros. Para dutos submarinos de
transporte de óleo e gás é recomendada a utilização de aço C-Mn, o qual apresenta alta
resistência a H2S, independente dessa substância ter sido detectada ou não na avaliação do
reservatório. A agressividade do H2S em conjunto com os altos ciclos de tensões podem vir a
demandar a utilização de aços especiais e/ou tubos cladeados, pois essas condições reduzem
significativamente a vida à fadiga e, portanto, causam elevada corrosão (AZEVEDO, 2009).
Outro fator de corrosão é o constante contato do oxigênio com o aço que pode, ainda,
ser intensificado pelo fluxo das correntes marinhas e baixa temperatura da água. Duas
maneiras de combate a corrosão são a utilização de revestimento anticorrosivo externo e a
utilização de proteção catódica (AZEVEDO, 2009).
O revestimento anticorrosivo externo atua como uma barreira física ao processo de
corrosão pois isola o tubo de aço da água do mar e do solo. Para que cumpra sua função
satisfatoriamente, o revestimento deve apresentar inúmeras características, como baixa
permeabilidade a água, aos sais e ao oxigênio, excelente aderência ao tubo de aço,
5 Vãos livres: a rigidez dos tubos no leito marinho gera pontos de apoio preferenciais formando os vãos livres.
Essas regiões implicam em tensões adicionais, que sob a ação das correntes marinhas, podem vibrar causando
fadiga que, por sua vez, pode causar a fratura do duto.

40
flexibilidade, resistência às tensões submetidas ao duto, estabilidade térmica com relação ao
range de temperaturas do projeto, imunidade à ação dos raios ultravioletas, resistência a
degradação biológica, ser inerte, ambientalmente neutro, entre outras. O tipo mais comum,
hoje em dia, é o revestimento conhecido como polietileno em três camadas ou polipropileno
em três camadas, apresentam ótima aderência ao tubo e excelente qualidade anticorrosiva
(AZEVEDO, 2009).
A proteção catódica complementa a proteção em áreas danificadas, ou seja, áreas sem
revestimento ou permeáveis à água. O mecanismo utilizado pode ser por anodos externos,
instalados sobre o revestimento, que garantem a proteção sobre toda a superfície externa do
duto, porém não atuam na parte interna. A ação conjunta do revestimento anticorrosivo e da
proteção catódica é capaz de assegurar a proteção apropriada ao duto (AZEVEDO, 2009).
A Figura 3.1 abaixo apresenta as camadas de um duto rígido.
Figura 3.1- Camadas de um duto rígido
Fonte: Adaptada de Albert et al., 2011.
3.1.6 Instalação do duto
A avaliação do método de instalação é de suma importância no projeto conceitual, pois
é determinante da definição da espessura do duto e na estimativa de custo do projeto. Existem
quatro métodos de instalação em meios aquosos: S-Lay, J-Lay (Figura 3.2), Reel e Arraste
(AZEVEDO, 2009).
• S-Lay: é um dos métodos mais antigos e, hoje após aperfeiçoamentos, continua
amplamente utilizado ao redor do mundo. Suas embarcações são específicas para instalação
de dutos em meios aquosos e é na própria embarcação que o duto é fabricado e inspecionado.

41
Na movimentação do duto ao solo marinho a tubulação assume uma forma de “S” devido a
tração estabelecida pela tensionadeira. Utiliza-se um stringer para minimizar as tensões as
quais o duto está submetido e garantir a segurança da tubulação.
• J-Lay: método surgiu da necessidade de instalação de dutos em altas profundidades
e, como o anterior, tem ampla utilização. A diferença para o S-Lay é que nesse método o duto
assume a forma de “J” no trajeto ao solo marinho, ou seja, não apresenta curvatura superior o
que é uma vantagem em relação ao método anterior. Outras vantagens incluem a facilidade de
realizar curvas e os menores vãos livres existentes. Uma desvantagem é a impossibilidade de
lançar dutos em águas de profundidade inferior a 150 metros.
Figura 3.2 -Método de instalação J-Lay e S-Lay, respectivamente
Fonte: Adaptada de Albert et al., 2011.
• Reel: método foi desenvolvido durante a guerra devido a necessidade de instalações
rápidas. Suas embarcações também são especificas para instalação por esse método, mas não
contemplam a fabricação. A embarcação possui um tambor, ou carretel, de grande diâmetro
onde a tubulação é enrolada e, posteriormente, desenrolada quando lançado ao leito marinho.
Seções do duto pré fabricadas são soldadas no momento em que a tubulação é enrolada no
carretel, o duto sofre deformações plásticas durante essas operações devido ao pequeno raio
de curvatura. Esse método não permite a instalação de dutos revestidos com concreto e é
restrito a diâmetros de no máximo 16” ou 18”.
• Arraste: Assim como o método de Reel, os dutos são fabricados em terra. No caso do
Arraste, aplicável a dutos de menor comprimento, as tubulações são arrastadas para o mar por
rebocadores e depositados no local da instalação.
Os dutos rígidos submarinos tem ampla aplicação na indústria de óleo e gás.

42
Apresentam vantagens relacionadas a alta resistência a cargas axiais, radiais e a flexão. Além
disso, a configuração rígida possibilita dutos de grandes diâmetros, largamente empregados
em águas profundas. Apresentam também fabricação relativamente simples mas, por outro
lado, geram maiores dificuldades de manuseio, armazenagem, transporte e instalação
(MUNIZ,2013).
3.2 DUTOS FLEXÍVEIS
O aumento da exploração de petróleo em águas profundas acarretou em um importante
desenvolvimento dos dutos flexíveis. Essa mudança teve como objetivo evitar desgastes e
rupturas causadas pela movimentação da plataforma no mar. No Brasil, esses dutos foram
utilizados pela primeira vez nos Campos de Garoupa e Namorado, em 1979, com o objetivo
de transportar os fluidos extraídos no solo marinho até os tubos rígidos que estavam
conectados ao navio de processamento. Nesse mesmo ano os dutos flexíveis foram utilizados
pela primeira vez como risers, ou seja, levando o fluxo de óleo e gás do solo marinho até a
plataforma (MORAIS, 2013). Desde então a aplicação de flexíveis cresceu rapidamente
devido ao uso intensivo de sistemas de produção flutuantes e, hoje em dia, são as tubulações
mais utilizadas nos campos de petróleo da Petrobras (DOLINSKI, 2009).
Os dutos flexíveis são comumente usados de três formas distintas, como mostrado na
Figura 3.3. São essas (FERGESTAD; LØTVEIT, 2014):
Risers: dutos suspensos para transporte dos fluidos entre a estrutura submarina e a
plataforma;
Flowlines: dutos submarinos usados para o transporte em grandes distâncias dos
fluidos;
Jumpers: pequenos trechos de dutos flexíveis usados tanto para aplicações estáticas ou
para aplicações dinâmicas.

43
Figura 3.3- Riser, flowline e jumper.
Fonte: Cavati, 2012.
Dutos flexíveis podem ser utilizados em múltiplas aplicações, incluindo produção de
óleo, injeção de água, injeção de gás e injeção de substâncias químicas em um reservatório de
óleo e gás (REDDA, 2010). Esses dutos podem, ainda, ser classificados conforme sua camada
mais interna (Rough Bore e Smooth Bore) e quanto sua construção (Sem costura e Com
costura).
Rough Bore: Duto com parede interna rugosa, aplicados a fluidos que apresentam gás,
na produção e exportação de óleo, injeção, produção e exportação de gás. Possui
obrigatoriamente carcaça (DOLINSKI, 2009).
Smooth Bore: Duto com parede interna lisa, envolvendo transporte de fluidos sem gás
(injeção de água). Não há necessidade da carcaça (DOLINSKI, 2009).
Dutos flexíveis sem costura: Cada componente forma uma camada que é capaz de
deslizar entre as outras. Muito utilizada em risers e flowlines por poder alcançar
grandes comprimentos. Apresentam boa flexibilidade (FERGESTAD; LØTVEIT,
2014).
Dutos flexíveis com costura: Todas as camadas são ligadas umas às outras através da
utilização de adesivos, calor ou pressão de modo que essas camadas se fundem em
uma única construção com característica elástica. São bastante utilizados como
jumpers de pequeno comprimento. Apresentam excelente flexibilidade
(FERGESTAD; LØTVEIT, 2014).
Por apresentarem maior utilização e importância, iremos focar neste trabalho a análise
dos dutos flexíveis sem costura.

44
3.2.1 Parâmetros necessários para construção dos dutos
Os tubos flexíveis necessitam de uma série de informações, fornecidas pelo cliente,
para que a sua construção seja adequada e segura. De acordo com a norma API 17J (2008),
norma que traz as especificações para os dutos flexíveis sem costura, são eles:
Parâmetros gerais: diâmetro interno, comprimento e tolerância do tubo flexível.
Parâmetros do fluido interno: Pressão interna, temperatura, composição do fluido,
vazão, parâmetros térmicos, descrição do fluido e do fluxo, além da definição do
serviço. Para alguns desses parâmetros devem ser especificados as condições mínimas,
normais e máximas de operação.
Parâmetros do ambiente externo: Local, profundidade da coluna de água,
características da água do mar e do solo, temperatura do ar, crescimento marinho,
existência e quantidade de gelo, exposição a luz solar, dados atuais e características
das ondas e do vento.
Parâmetros operacionais: Aplicação (flowline, riser ou jumper), proteção contra a
corrosão, isolamento térmico, ventilação de gás, requisitos de pigagem6 e de outras
ferramentas que possam passar pelos dutos, resistência ao fogo, conectores, definição
da interface, condições para inspeção e monitoramento, requisitos para instalação e
limpeza devido a reações químicas exotérmicas e tempo de vida em serviço.
Parâmetros de instalação: Método e navio de instalação, layout do campo, bem como o
tipo de unidade flutuante e seu sistema de ancoragem (DOLINSKI, 2009).
Ainda de acordo com a norma API 17J (2008), são necessários também requisitos
específicos para o uso dessas tubulações com diferentes finalidades, como flowlines e risers.
3.2.2 Especificações dos dutos flexíveis sem costura
Esse tipo de tubulação é constituído de diversas camadas termoplásticas e metálicas
distintas, cada uma com uma função particular. Basicamente o duto apresenta a configuração
ilustrada na Figura 3.4.
6 Pig: dispositivos que deslocam-se no interior dos dutos, impulsionados pelo próprio fluido, realizando uma
tarefa predeterminada relacionada a inspeção das tubulações (CARMERINI; SOUZA, 2009).
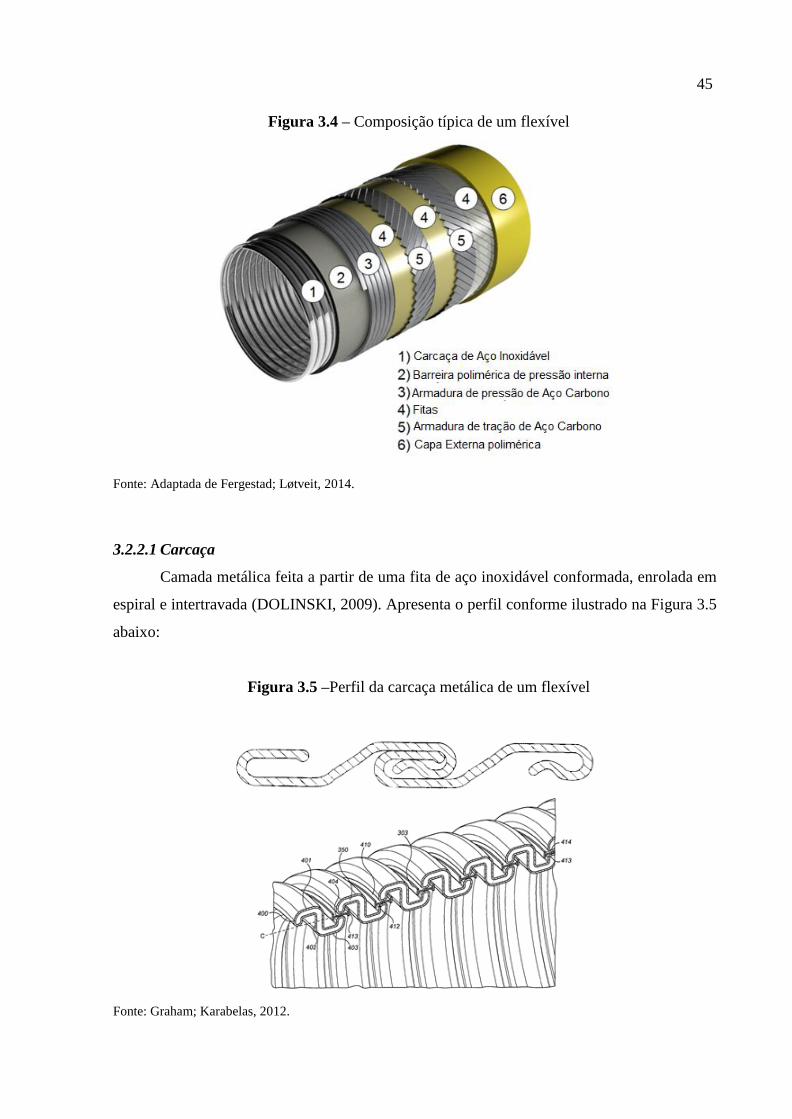
45
Figura 3.4 – Composição típica de um flexível
Fonte: Adaptada de Fergestad; Løtveit, 2014.
3.2.2.1 Carcaça
Camada metálica feita a partir de uma fita de aço inoxidável conformada, enrolada em
espiral e intertravada (DOLINSKI, 2009). Apresenta o perfil conforme ilustrado na Figura 3.5
abaixo:
Figura 3.5 –Perfil da carcaça metálica de um flexível
Fonte: Graham; Karabelas, 2012.

46
Essa camada é obrigatória quando o fluido conduzido apresenta gás – estrutura
RoughBore. Sua principal função é garantir resistência ao colapso da camada polimérica de
pressão (REDDA, 2010). A pressão sofrida pode ser externa, em caso de dano da camada
externa, ou interna decorrente do acumulo de pressão no anular7 devido à difusão dos gases
(DOLINSKI, 2009).
Além disso, a carcaça aumenta a resistência da tubulação durante os processos de
manuseio e instalação (FERGESTAD; LØTVEIT, 2014) devido a sua função estrutural de
resistência às cargas radiais. Esses esforços são originados pela armadura de tração, quando o
duto é submetido a esforços de tração provenientes de equipamentos auxiliares, quando
montados no duto, ou dos tensionadores durante a instalação (DOLINSKI, 2009).
Quando o fluido interno não possui gases essa camada não é necessária, entretanto,
uma camada anti-colapso é requerida logo após a barreira de pressão interna (DOLINSKI,
2009).
3.2.2.2 Barreira de pressão interna / Liner
Camada termoplástica utilizada tanto em estruturas RoughBore quanto em estruturas
SoomthBore, no segundo caso essa camada denomina-se Liner. No primeiro caso, sua
aplicação é feita por extrusão sobre a carcaça e, no segundo caso, extrusão em forma de tubo
plástico. Suas principais funções são garantir a estanqueidade do duto e transmitir os esforços
de pressão interna para a armadura de pressão e de tração (DOLINSKI, 2009).
Como função estrutural, essa camada oferece resistência à corrosão (REDDA, 2010),
abrasão e ao ataque químico dos fluidos conduzidos.
3.2.2.3 Armadura de pressão
Camada metálica de aço carbono conformada, em espiral e intertravada que pode
apresentar perfil Zeta, Teta e Psi ou uma combinação desses perfis. Para utilização em dutos
submarinos o perfil mais utilizado é o Zeta, ilustrado na Figura 3.6 abaixo, pois apresenta
menor custo de fabricação em relação aos demais perfis que, dependendo das condições de
resistência necessárias, podem ser requeridos no projeto (DOLINSKI, 2009).
7 Anular é o espaço radial entre o diâmetro externo da barreira de pressão até o diâmetro interno de uma camada
estanque subsequente, em geral a capa externa (DOLINSKI, 2009).

47
Figura 3.6 –Perfil Zeta da Armadura de pressão de um flexível
Fonte: Norma API 17B.
Suas principais funções são auxiliar nos esforços compressivos (REDDA, 2010),
resistir ao colapso devido aos esforços radiais provocados pela pressão interna, pela armadura
de tração quando o duto é tensionado na instalação, por equipamentos auxiliares montados no
flexível e prover resistência adicional à carcaça quando há exposição a pressão externa devido
a danos na capa externa (DOLINSKI, 2009).
3.2.2.4 Armadura de tração
Camadas metálicas de aço carbono fabricadas em pares e aplicadas na forma
helicoidal ao longo do comprimento do duto flexível, após a armadura de pressão
(DOLINSKI, 2009). Diferente da carcaça e da armadura de pressão, nessa camada o material
não precisa ser conformado em um perfil especifico, são utilizados fios chatos.
Essas camadas possuem um ângulo de hélice que varia de 20º a 55º e sua principal
função é resistir a cargas de tração e, em segundo lugar, a pressão interna (CLEMENTS;
TAN, 2009). O ângulo utilizado depende da aplicação do duto, em geral, grandes ângulos de
hélice levam a um aumento na capacidade de pressão interna, enquanto pequenos ângulos
conferem maior resistência às cargas de tração (DOLINSKI, 2009).
Para balancear o efeito de torção, as armaduras são fabricadas com ângulos opostos
dentro do par, esse ângulo tem como referencial o eixo longitudinal do duto. Para evitar a
desorganização dos fios durante a fabricação dessas camadas são aplicadas fitas sobre as
armaduras de tração (DOLINSKI, 2009).
3.2.2.5 Capa externa
Camada mais externa da tubulação flexível, fabricada com material polimérico e
aplicada logo após as fitas que previnem a desorganização da armadura de tração
(DOLINSKI, 2009). Suas funções incluem garantir a estanqueidade externa do duto à entrada
de água do mar e areia protegendo as camadas internas contra corrosão e abrasão decorrente

48
desses fatores (REDDA, 2010).
3.2.2.6 Camadas auxiliares
O duto flexível, além das camadas apresentadas acima, pode conter camadas de anti-
atrito, fitas de fabricação e de alta resistência, camadas anti-colapso e de isolamento térmico
(DOLINSKI, 2009):
Anti-atrito: camadas aplicadas na interseção entre camadas metálicas de dutos para
aplicações dinâmicas como risers. Para flowlines, dutos estáticos, essas camadas não
são necessárias.
Fitas de fabricação: aplicadas acima das armaduras de tração para auxiliar sua
fabricação mantendo as armaduras em suas devidas posições, evitando a
desorganização.
Fitas de alta resistência: aplicadas também com objetivo de manter as armaduras de
tração em sua posição, porém atuam durante a operação na resistência à compressão
axial, que ocorre quando a pressão externa é muito superior à pressão interna, o que
provocaria a formação de “gaiolas” devido a falha nas armaduras de tração. Essa falha
ocorre apenas quando a camada externa encontra-se comprometida. Para risers essas
fitas também atuam na prevenção do efeito de flambagem lateral das armaduras de
tração, que pode ocorrer quanto o duto sofre uma combinação de efeitos de
compressão axial e ciclos de flexão.
Anti-colapso: aplicada por extrusão de material plástico sobre a armadura de pressão
em dutos SmoothBore, quando não há carcaça metálica. Sua função é transmitir a
pressão externa a armadura de pressão em caso de falha da camada externa evitando o
colapso da barreira de pressão, nesse caso, camada mais interna da tubulação.
Isolantes térmicos: aplicados a fim de manter a temperatura do fluido interno e evitar a
formação de cera e hidratos, por exemplo no transporte de óleo cru, que iriam
obstruir a tubulação. Pra o controle da transferência de calor entre o fluido interno e a
parede do duto são aplicadas camadas isolantes entre a armadura de tração e a capa
externa. Os materiais utilizados são fitas poliméricas (GLEJBOL; WEDEL-
HEINEN, 2003).
A Figura 3.7 mostra o esquema de uma tubulação flexível típica com ênfase no perfil
de suas camadas.

49
Figura 3.7 –Detalhamento das camadas presentes nos dutos flexíveis
Fonte: Adaptada da norma API RP 17B, 2002.
3.2.3 Espaço Anular
O espaço anular é o espaço entre a barreira de pressão interna e a capa externa, como
mostra a Figura 3.8. É preenchido principalmente pelo aço carbono das armaduras de pressão
e tração e pelas fitas. Essas camadas ocupam em média entre 85 e 95% do espaço. Durante a
fabricação o espaço restante é ocupado por ar e óleo lubrificante. Entretanto, durante a
operação o transporte de fluidos à alta pressão pode ocasionar a permealização de outros gases
e líquidos nessas camadas, como H2O, CO2, metano, etano, H2S, ácido fórmico e ácido
acético, o que geraria um aumento de pressão no espaço anular (FERGESTAD; LØTVEIT,
2014).
Em geral, risers possuem válvulas de ventilação no topo com pressão atmosférica. Já
os flowlines tem suas válvulas no fundo no mar onde os gases são liberados sempre que a
pressão no anular excede a pressão hidrostática acrescido do diferencial de pressão necessário
para o funcionamento da válvula. Por conta disso, a pressão no anular de flowlines costumam
ser superiores às dos às dos risers (FERGESTAD; LØTVEIT, 2014).
Caso haja alguma ruptura ou falha na capa externa, o espaço anular é preenchido por
água do mar. Essa nova condição interfere diretamente no tempo de vida dos componentes
metálicos dos dutos (FERGESTAD; LØTVEIT, 2014).

50
Figura 3.8 – Definição do espaço anular de um duto flexível
Fonte: Adaptada de Fergestad; Løtveit, 2014.
3.2.4 Acessórios do duto flexível
Todas as camadas do duto são terminadas com um end fitting que realiza a transição
entre a tubulação e o conector a fim de conectar o duto a uma instalação ou a um outro duto.
O end fitting é projetado de forma a proteger plenamente as camadas para que a transferência
de carga entre o duto e o conector seja obtida (REDDA, 2010).
Para montagem do end fitting remove-se, nas extremidades do duto, as camadas que
circundam a carcaça, a capa externa, as armaduras de tensão e pressão e a barreira interna. A
carcaça, então, é inserida na abertura do end fitting e fixada com porca e parafusos de forma a
ter boa resistência a cargas de tensão axial e ao desenrolamento. Para prevenir a corrosão
galvânica entre a porca, os parafusos e o end fitting é aplicado um revestimento isolante
(BRAAD, 2002).
De forma similar, técnicas especificas são utilizadas para acoplar todas as camadas no
corpo do end fitting e, por fim, instalada uma jaqueta externa. Esse procedimento visa obter a
melhor transição entre a estrutura flexível da tubulação e a estrutura rígida do conector. Os
espaços vazios são preenchidos com epóxi (API RP 17B, 2002). Um exemplo de corte
transversal de um end fitting é mostrado na Figura 3.9:

51
Figura 3.9 –Ilustração de um end fitting típico
Fonte: Adaptada da norma API RP 17B, 2002.
Nos end fittings há uma sistema de ventilação de gás projetado a fim de dissipar os
gases acumulados no espaço anular devido a permeação através da barreira de pressão
polimérica. Esse sistema é composto, normalmente, por três válvulas e visa aliviar a pressão
acumulada no anular evitando que a capa externa estoure (BRAESTRUP et al., 2005).
Além dos end fittings para terminação do duto há uma série de acessórios que podem
ser instalados com diversas funções, entre eles estão os conectores, os enrijecedores e
restritores de curvatura, boias, dispositivos de fixação, hang-off, entre outros (API 17J, 2008).
Enrijecedores de curvatura tem como função garantir que o duto não ultrapasse os
valores máximos de curvatura permitidos por sua estrutura quando submetidos aos efeitos
dinâmicos de operação e instalação. Dessa forma, realizam uma transição suave de rigidez na
extremidade do duto conectado à unidade flutuante (DOLINSKI, 2009). São utilizados
comumente para dutos sujeitos a efeitos dinâmicos, os risers. Já os restritores de curvatura
tem a mesma função dos enrijecedores, porém são aplicados geralmente em flowlines,
estruturas estáticas (API 17J, 2008).
As boias submarinas são utilizadas para se obter a configuração desejada do riser. Os
dispositivos de fixação são aplicados para conectar componentes auxiliares no duto, como as
boias e restritores de curvaturas mencionados anteriormente. Os hang-offs são empregados
para suspender a conexão de topo do riser da estrutura de suporte (API 17J, 2008).
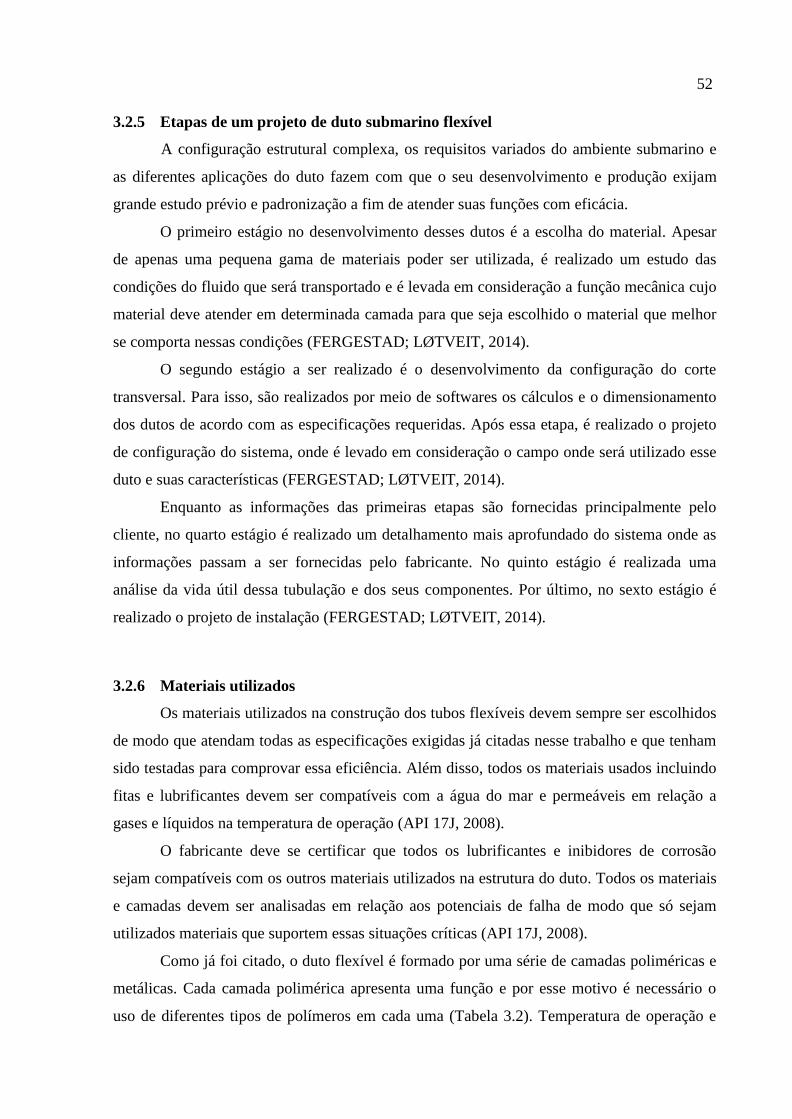
52
3.2.5 Etapas de um projeto de duto submarino flexível
A configuração estrutural complexa, os requisitos variados do ambiente submarino e
as diferentes aplicações do duto fazem com que o seu desenvolvimento e produção exijam
grande estudo prévio e padronização a fim de atender suas funções com eficácia.
O primeiro estágio no desenvolvimento desses dutos é a escolha do material. Apesar
de apenas uma pequena gama de materiais poder ser utilizada, é realizado um estudo das
condições do fluido que será transportado e é levada em consideração a função mecânica cujo
material deve atender em determinada camada para que seja escolhido o material que melhor
se comporta nessas condições (FERGESTAD; LØTVEIT, 2014).
O segundo estágio a ser realizado é o desenvolvimento da configuração do corte
transversal. Para isso, são realizados por meio de softwares os cálculos e o dimensionamento
dos dutos de acordo com as especificações requeridas. Após essa etapa, é realizado o projeto
de configuração do sistema, onde é levado em consideração o campo onde será utilizado esse
duto e suas características (FERGESTAD; LØTVEIT, 2014).
Enquanto as informações das primeiras etapas são fornecidas principalmente pelo
cliente, no quarto estágio é realizado um detalhamento mais aprofundado do sistema onde as
informações passam a ser fornecidas pelo fabricante. No quinto estágio é realizada uma
análise da vida útil dessa tubulação e dos seus componentes. Por último, no sexto estágio é
realizado o projeto de instalação (FERGESTAD; LØTVEIT, 2014).
3.2.6 Materiais utilizados
Os materiais utilizados na construção dos tubos flexíveis devem sempre ser escolhidos
de modo que atendam todas as especificações exigidas já citadas nesse trabalho e que tenham
sido testadas para comprovar essa eficiência. Além disso, todos os materiais usados incluindo
fitas e lubrificantes devem ser compatíveis com a água do mar e permeáveis em relação a
gases e líquidos na temperatura de operação (API 17J, 2008).
O fabricante deve se certificar que todos os lubrificantes e inibidores de corrosão
sejam compatíveis com os outros materiais utilizados na estrutura do duto. Todos os materiais
e camadas devem ser analisadas em relação aos potenciais de falha de modo que só sejam
utilizados materiais que suportem essas situações críticas (API 17J, 2008).
Como já foi citado, o duto flexível é formado por uma série de camadas poliméricas e
metálicas. Cada camada polimérica apresenta uma função e por esse motivo é necessário o
uso de diferentes tipos de polímeros em cada uma (Tabela 3.2). Temperatura de operação e
53
compatibilidade do fluido são algumas das características que definem a utilização do
polímero (API RP 17B, 2002).
Tabela 3.2- Polímeros típicos usados nos tubos flexíveis
Camada Material
Barreira de pressão interna HDPE, XLPE, PA-11, PA-12, PVDF
Barreira de pressão intermediária HDPE, XLPE, PA-11, PA-12, PVDF
Cape externa HDPE, PA-11, PA-12
Isolamento PP, PVC, PU
Fonte: Adaptada da norma API RP 17B, 2002.
Segundo a norma API 17J (2008) os materiais metálicos utilizados devem ser
escolhidos levando em consideração os ataques corrosivos que irão sofrer ao longo da vida
útil da tubulação. Os materiais usados ou expostos a proteção catódica devem possuir
comprovada resistência contra fragilização por hidrogênio. Nos dutos flexíveis são usados
materiais metálicos na carcaça, nas armaduras de pressão e de tração e no end fitting.
Características como resistência à corrosão, força mecânica e preço são os fatores mais
importantes para a definição do material a ser usado na carcaça (PALMER; KING, 2006).
Além desses fatores, a escolha do material a ser utilizado nessa camada está diretamente
ligada a composição do fluido que passará internamente e do uso que este duto terá. Devem
ser levados em consideração para essa escolha de fatores como temperatura do fluido, teor de
CO2, H2S e O2. O aço carbono é um material muito utilizado para ambientes não corrosíveis
enquanto para ambientes corrosíveis podem ser utilizados aços inoxidáveis de alta liga. Aços
inoxidáveis austeníticos também são bastante resistentes a corrosão e são os aços mais
utilizados na fabricação de carcaças, principalmente os aços AISI 304L e 316L (API RP 17B,
2002).
Para as armaduras de pressão e de tração usa-se aço carbono com diferentes teores de
carbono para cada especificação. Quanto maior for a necessidade de alta dureza do material
maior deverá ser o teor de carbono. Materiais com baixo ou médio teor de carbono são
utilizados em ambientes ácidos. O fabricante deve especificar o limite para a presença de
compostos como carbono, manganês, fosforo, enxofre, silício e cobre, além de especificar a
aplicação de cada material, sejam para ambientes marítimos com influência do pH (API RP
17B, 2002).
54
Para os end fittings usa-se normalmente aços AISI 4130 ou ligas de aços inoxidáveis,
além de revestimentos anticorrosivos. Para a escolha do material a ser utilizado é necessária
uma análise do ambiente interno e externo a que o duto estará submetido (API RP 17B, 2002).
Todos os materiais utilizados na construção das tubulações passam por uma série de
testes, afim de comprovar a qualidade e adequação desses. Nesses testes são analisadas as
características físicas, mecânicas e químicas de cada material, além da sua performance. Para
os materiais metálicos, é necessário a realização de testes referentes a composição química,
limite de elasticidade, máximo de força, dureza, fratura induzida por hidrogênio (HIC) e por
tensão pelo sulfeto (SSCC), resistência à corrosão, resistência à erosão, resistência à fadiga e
resistência à químicos (API RP 17B, 2002).
Para os materiais poliméricos não são determinados testes específicos, entretanto é
obrigatório a realização de testes quanto a compatibilidade do fluido transportado e de
envelhecimento sob as condições de operação, que provocam alterações em sua propriedade e
consequentemente em sua resistência (API RP 17B, 2002).
3.2.7 Fabricação do duto flexível
Segundo Dolinski (2009) a fabricação dos dutos flexíveis é realizada por meio de
sucessivas etapas de modo que cada camada é produzida utilizando uma máquina específica.
O duto deve ser sempre fabricado começando pela camada mais interna até a camada mais
externa. Consequentemente, a união dessas camadas forma o duto flexível. As etapas do
processo de fabricação dos dutos flexíveis estão descritas abaixo:
1. Perfilagem: máquinas perfiladoras (Figura 3.10) são utilizadas na fabricação da
carcaça. Nesse equipamento, a fita de aço utilizada como matéria prima é arrastada
através de um trem de discos de perfilagem com o objetivo de conformar o perfil dessa
camada. É realizado então o intertravamento do perfil e definido o diâmetro da carcaça
através da quantidade de matéria prima que é liberada pelo equipamento (DOLINSKI,
2009).

55
Figura 3.10 – Máquina de fabricação da carcaça
Fonte: Bartell®, 2016.
2. Camadas Plásticas: a carcaça fabricada na etapa de perfilagem é encaminhada para as
máquinas extrusoras, onde é utilizado material termoplástico para fabricação das
barreira polimérica de pressão. Essas máquinas irão promover o aquecimento e fricção
do material com objetivo de torná-lo viscoso e, portanto, assegurar o avanço do
material no equipamento de forma contínua. O material é então adicionado sob
pressão e acomodado de forma homogênea sobre o duto (Figura 3.11). Após essa
etapa, o material é resfriado com água. Para a definição da espessura da camada
plástica depositada sobre a carcaça há um controle da velocidade do equipamento. As
máquinas extrusoras são utilizadas também após a fabricação das armaduras, a fim de
completar a fabricação do duto flexível com a colocação de mais uma camada
termoplástica, a capa externa (DOLINSKI, 2009).
Figura 3.11 – Exemplo do processo de extrusão da barreira de pressão
Fonte: Galardo, 2016

56
3. Espiralagem: para a fabricação das armaduras de pressão são utilizadas máquinas de
espiralagem (Figura 3.12). São usados como matéria prima fios de aço, já perfilados,
enrolados em bobinas próprias. A partir de movimentos giratórios do equipamento e
de suas ferramentas os fios de aço são intertravados e enrolados próximo a 90º no
duto, acima da barreira de pressão (API RP 17B, 2002).
Figura 3.12 – Máquina de fabricação da armadura de pressão
Fonte: Bartell®, 2016.
4. Armagem: para a fabricação das armaduras de tração são utilizadas máquinas de
armagem (Figura 3.13). São usados para esse processo fios de aço em perfil chato ou
redondo. Esses fios são inseridos na armadura, distribuídos em duas gaiolas que giram
em sentidos opostos e passam por um conjunto de roletes que geram uma deformação
combinada de flexão e de torção. Após essas etapas, os fios são aplicados sobre as
camadas anteriores (DOLINSKI, 2009).

57
Figura 3.13 – Máquina de fabricação da armadura de tração
Fonte: Bartell®, 2016.
Entre as etapas descritas acima e na mesma linha de produção, podem ser adicionadas
também fitas adesivas e não adesivas.
Para passagem por cada uma das etapas descritas acima o duto é desenrolado da
bobina emissora e enrolado na bobina receptora posicionadas nas extremidades das máquinas.
Dessa forma permite-se produzir longos comprimentos de duto em um espaço otimizado de
fábrica (DOLINSKI, 2009).
3.2.8 Instalação do duto flexível
A instalação é responsável por uma parte significativa dos custos de um projeto de
duto flexível, por esse motivo é de grande importância realizar um estudo e obter uma boa
estratégia para realização desse processo. A instalação do duto está diretamente conectada as
configurações do sistema submarino e as características do equipamento (DOLINSKI, 2009).
Para evitar colapso e garantir a estabilidade, os dutos podem ser instalados cheios de água ou
abertos para alagar (API RP 17B, 2002).
Antes da instalação, os dutos são armazenados em bobinas ou cestas que devem
apresentar um raio interno maior ou igual ao raio mínimo admissível para armazenamento.
Caso isso não aconteça, é possível que ocorra algum dano na camada externa ou que ocorra
um destravamento da armadura de pressão (DOLINSKI, 2009).
A localização da fábrica de produção de dutos flexíveis afeta diretamente o processo
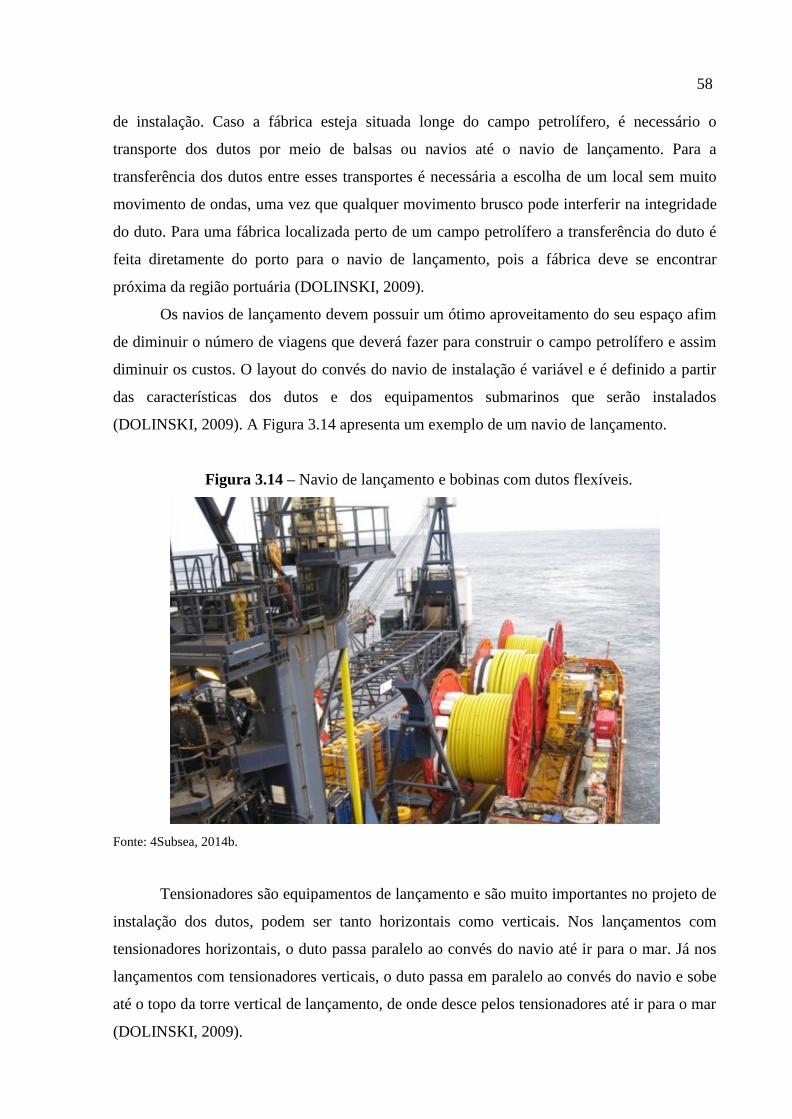
58
de instalação. Caso a fábrica esteja situada longe do campo petrolífero, é necessário o
transporte dos dutos por meio de balsas ou navios até o navio de lançamento. Para a
transferência dos dutos entre esses transportes é necessária a escolha de um local sem muito
movimento de ondas, uma vez que qualquer movimento brusco pode interferir na integridade
do duto. Para uma fábrica localizada perto de um campo petrolífero a transferência do duto é
feita diretamente do porto para o navio de lançamento, pois a fábrica deve se encontrar
próxima da região portuária (DOLINSKI, 2009).
Os navios de lançamento devem possuir um ótimo aproveitamento do seu espaço afim
de diminuir o número de viagens que deverá fazer para construir o campo petrolífero e assim
diminuir os custos. O layout do convés do navio de instalação é variável e é definido a partir
das características dos dutos e dos equipamentos submarinos que serão instalados
(DOLINSKI, 2009). A Figura 3.14 apresenta um exemplo de um navio de lançamento.
Figura 3.14 – Navio de lançamento e bobinas com dutos flexíveis.
Fonte: 4Subsea, 2014b.
Tensionadores são equipamentos de lançamento e são muito importantes no projeto de
instalação dos dutos, podem ser tanto horizontais como verticais. Nos lançamentos com
tensionadores horizontais, o duto passa paralelo ao convés do navio até ir para o mar. Já nos
lançamentos com tensionadores verticais, o duto passa em paralelo ao convés do navio e sobe
até o topo da torre vertical de lançamento, de onde desce pelos tensionadores até ir para o mar
(DOLINSKI, 2009).

59
A instalação dos dutos flexíveis pode ser realizada de duas maneiras distintas, pode
começar no poço ou no manifold e terminar na unidade flutuante de produção ou a instalação
pode começar na unidade flutuante e terminar no poço ou no manifold. Fatores como o projeto
e componentes do duto, características do campo e capacidade do guincho de içamento
interferem diretamente na escolha do método de instalação (DOLINSKI, 2009).
Para uma instalação que se inicia no poço ou no manifold, é montado na extremidade
do duto um módulo de conexão para acoplamento no conector do poço ou manifold. Assim
que o módulo de conexão esteja acoplado, travado ao conector e tenha sido aprovado no teste
de selo, inicia-se o lançamento do duto. O navio desloca-se então em direção a unidade
flutuante seguindo a rota pré definida para o flowline. Perto da unidade flutuante, essa deverá
iniciar uma operação de transferência e içamento do riser de modo que conecte a extremidade
do riser ao sistema de suspensão dessa unidade flutuante (DOLINSKI, 2009).
Para uma instalação que se inicia na unidade flutuante, é transferido do navio de
lançamento para essa unidade um cabo mensageiro. A partir deste cabo é iniciada a
transferência do riser para a unidade flutuante. Essa transferência é realizada conectando o
cabo mensageiro ao guincho de içamento do riser. Após essa transferência e conexão do riser,
o navio de lançamento lança o duto e se move de maneira a atingir a configuração desejada
para o riser. O navio desloca-se então em direção ao poço ou manifold seguindo a rota
definida para o flowline (DOLINSKI, 2009).
Ao se aproximar do final do flowline, um peso morto é montado. Esse peso morto
pode ser fabricado a partir de um bloco de aço ou pedaços de corrente e é usado para garantir
o posicionamento correto do flowline. São colocados então colares no duto após o peso morto
com o objetivo de formar a lombada de instalação do módulo de conexão. Para facilitar a
montagem no duto e evitar o efeito de torção do duto flexível durante o acoplamento, os
colares são bipartidos e possuem olhais giratórios. Esses colares em série formam um restritor
de curvatura, que limita a curvatura do duto durante a instalação e operação. É realizada então
o acoplamento do módulo de conexão no conector do poço ou do manifold (DOLINSKI,
2009).
Após a instalação e antes do processo de produção, os dutos passam por uma etapa de
pré-condicionamento do campo. Nessa etapa, são realizados testes em cada comprimento
individual da tubulação de modo que comprovem a segurança e bom funcionamento desses
dutos. São feitos testes como de alagamento, pigagem, hidrostático e vazamento (DOLINSKI,
2009).
Os testes de alagamento e pigagem são realizados de modo que pelo menos dois pigs
60
percorram por diferencial de pressão o duto fazendo, assim, a limpeza e inspeção do
equipamento. A água utilizada nesses testes apresenta compostos químicos como inibidores
de corrosão e químico de detecção de vazamento. Caso o duto seja aprovado nesses testes, é
realizado então testes de pressão, como o teste hidrostático e o teste de vazamento
(DOLINSKI, 2009).
Após a aprovação dos dutos em todos esses testes, o duto é dessalgado e poderá iniciar
a sua operação.
3.2.9 Testes
Assim como os materiais utilizados, os dutos como um todo passam por uma série de
testes antes de serem levados para a operação, de modo que comprovem sua qualidade,
eficiência e segurança. De acordo com a norma API 17J de 2008, testes essenciais na
fabricação dos dutos são os FAT, factory acceptance tests. São eles:
Teste de calibre: Deve ser realizado antes do teste hidrostático e apenas em estruturas
de parede interna rugosa (RoughBore) a fim de garantir que o diâmetro interno obtido
atende ao projeto.
Teste hidrostático: É exigido na construção de todos os tubos flexíveis a fim de
verificar a estanqueidade e resistência a pressão.
Teste de resistência e continuidade elétrica: Deve ser realizado após o teste
hidrostático. Esse teste deve ser realizado entre os end fittings e a carcaça, com o
objetivo de medir a resistência elétrica entre esses pontos. A resistência elétrica entre
os end fittings e a carcaça deve ser maior que 1kΩ, enquanto a resistência entre os end
fittings deve ser menor que 10Ω/km de duto.
Teste do sistema de ventilação de gás: Esse teste deve ser realizado após o teste
hidrostático e tem como objetivo avaliar se o sistema de alívio de gás usado para
controlar a pressão no espaço anelar do duto funciona corretamente. Nesse teste, ar ou
gás nitrogênio são introduzidos no sistema a partir de um end fitting até alcançarem a
pressão do sistema de alívio de gás, deve ser então conferido a saída de gás no outro
end fitting. Todos os end fittings e válvulas devem ser checados.
Além desses testes, devem ser realizados testes como teste de protótipo, de
terminação, à vácuo, de integridade estrutural a bordo, de integridade estrutural offshore, de
materiais, de vedação e teste de resistência à corrosão. Esses testes tem como objetivo
verificar e garantir a integridade e o bom funcionamento do duto (FERGESTAD; LØTVEIT,
61
2014).
3.2.10 Tipos de falhas possíveis
De acordo com a norma API RP 17B, os dutos flexíveis estão suscetíveis a uma série
de falhas. São elas:
Colapso
Explosão
Falha de tração
Falha de torção
Falha de compressão
Overbending
Falha por fadiga
Erosão
Corrosão
O foco deste trabalho é realizar uma análise e revisão bibliográfica dos processos
corrosivos que podem atingir os dutos flexíveis. Segundo a norma API RP 17B, os principais
potenciais de falhas por corrosão são a carcaça interna e a armadura de tração ou de pressão
expostos a água do mar ou aos compostos difundidos.
3.3 COMPARATIVO
As principais diferenças entre o duto rígido e o flexível estão relacionadas ao custo e a
velocidade de instalação. Os dutos rígidos tem menor custo e menor tempo de fabricação,
entretanto, requerem maior tempo de instalação devido as limitações operacionais, como a
disponibilidade de embarcações especializadas para sua instalação, conexão, solda e inspeção
o que acaba por onerar o projeto. Já os flexíveis, apesar do maior custo e maior tempo de
fabricação, permitem instalação rápida e simples e possibilitam a reutilização das tubulações,
portanto, tornam-se mais favoráveis ao projeto (GABRIEL, 2015).
Uma das maiores vantagens da aplicação do duto flexível em relação aos rígidos é sua
capacidade de operar sob condições dinâmicas extremas, seu bom isolamento térmico e boa
compatibilidade química. Além disso, flexíveis podem ser fabricados em grandes
comprimentos contínuos, bastante superiores aos dutos rígidos, permitindo que longos
flowlines e risers possam ser instalados sem a utilização de juntas e, portanto, reduzindo o
risco de vazamento em conexões (REDDA, 2010). A Figura 3.15 apresenta um exemplo de
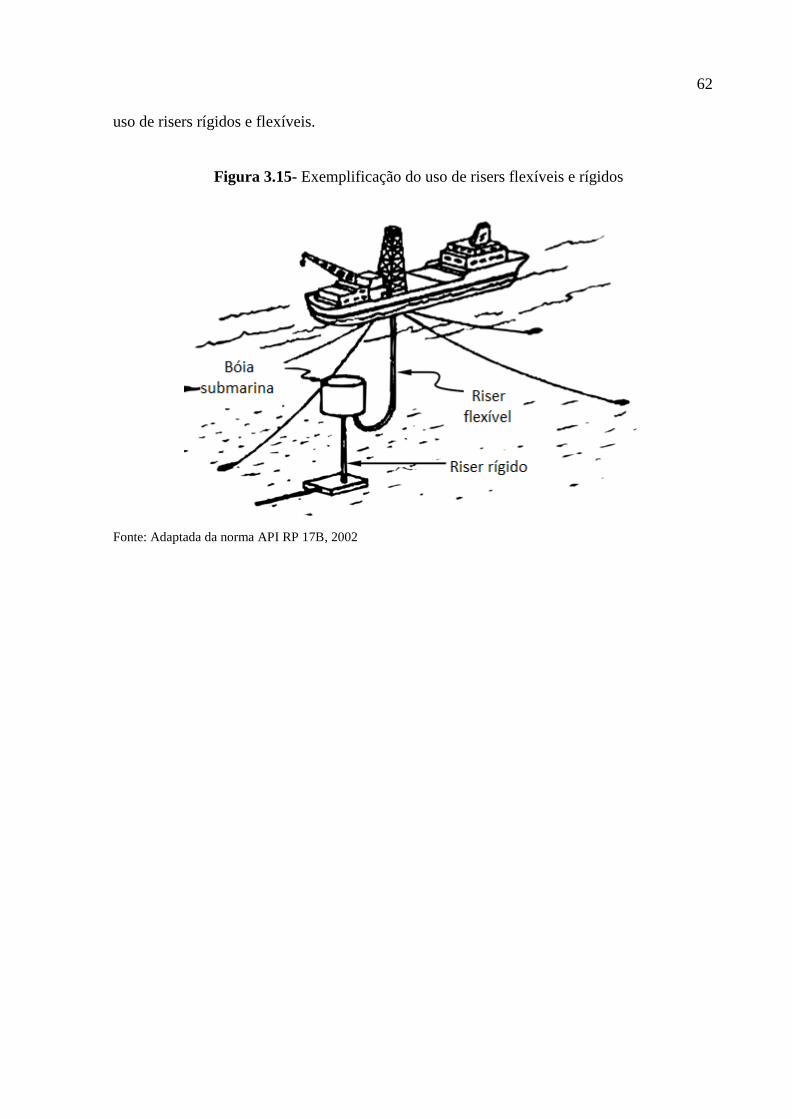
62
uso de risers rígidos e flexíveis.
Figura 3.15- Exemplificação do uso de risers flexíveis e rígidos
Fonte: Adaptada da norma API RP 17B, 2002

63
4 CORROSÃO NOS DUTOS FLEXÍVEIS - CLASSIFICAÇÃO
A corrosão é definida como a deterioração de um material, geralmente metálico,
devido a interação química ou eletroquímica entre esse material e o meio em que se encontra,
podendo estar associada a esforços mecânicos. Esse é um processo termodinamicamente
espontâneo que acarreta em diversas variações indesejáveis no material, como as alterações
estruturais (GENTIL, 2011). Para os metais, esse processo resulta no retorno do composto ao
estado original, ou seja, como é encontrado na natureza (BAPTISTA; CASTINHEIRAS,
2009).
Na indústria, processos corrosivos podem gerar perdas econômicas enormes sendo
algumas delas: Custos com substituição e manutenção de equipamentos, com paralisações
inesperadas, com perda ou contaminação do produto, com perda da eficiência do processo,
com contaminação ambiental, entre outros (GENTIL, 2011).
Os dutos submarinos, por estarem em um meio extremamente agressivo, são altamente
suscetíveis a processos corrosivos. Por esse motivo, é essencial o estudo e desenvolvimento
de novas tecnologias na produção dessas tubulações (PALMER; KING, 2006). Segundo
Baptista e Castinheiras (2009) a corrosão representa de 15% a 30% das causa de falhas em
dutos em geral. Para os flexíveis, a corrosão ocorre principalmente na carcaça interna e nas
armaduras de pressão e tensão expostas à água do mar e a produtos difusos (API RP 17B,
2002).
Gentil (2011) explica que existem diversas formas de corrosão e que o conhecimento
sobre elas é muito importante. Assim, os diferente tipos de corrosão podem ser separados por:
Morfologia;
Causas ou mecanismos;
Fatores mecânicos
Meio corrosivo;
Localização do ataque.
As diferentes naturezas de processos corrosivos aos quais os dutos flexíveis estão
suscetíveis serão apresentadas nesse capítulo, classificadas pela aparência da região corroída
(morfologia) e pelo mecanismo e fatores causadores (causas, fatores mecânicos e meio
corrosivo).
Com relação a localização do ataque, os processos corrosivos em dutos podem ser
separados em dois grupos: corrosão externa (solo ou água) e corrosão interna (gás, óleo, água,
etc), ambos sujeitos ao mecanismo eletroquímico (BAPTISTA; CASTINHEIRAS, 2009).

64
É importante destacar que, apesar das diversas classificações dos tipos de corrosão,
esses tipos comumente agem em sinergia, pois um tipo influencia a ocorrência do outro e vice
e versa (ROBERGE, 2008).
4.1 CLASSIFICAÇÃO PELA APARÊNCIA
A aparência da área corroída varia muito de um tipo de processo corrosivo para outro.
A identificação pela aparência é de suma importância para o entendimento do mecanismo e
aplicação dos métodos de reparo apropriados. A corrosão se apresenta de maneira uniforme na
superfície do metal ou de forma localizada, esse último grupo inclui corrosão macroscópica
(pite, placas, entre outras) e microscópica (intergranular, intragranular, empolamento, entre
outras) (PANNONI, 2015).
4.1.1 Corrosão Uniforme
O processo corrosivo uniforme se caracteriza por estar presente em toda a superfície
do material metálico, de modo que há uma perda uniforme de espessura do equipamento
(GENTIL, 2011).
A corrosão uniforme pode apresentar diferentes naturezas, entre elas estão
eletroquímica, química, úmida ou seca. Apesar de ser bastante comum, esse tipo de corrosão é
fácil de ser detectado e controlado. Para seja evitado, a escolha certa do material e o uso de
métodos de proteção contra a corrosão são essenciais (PANONNI, 2015).
4.1.2 Corrosão Puntiforme
Diferente da corrosão uniforme, esse tipo de corrosão ocorre em pequenas regiões na
superfície do equipamento metálico, ou seja, é localizada. Formam-se os chamados pites,
cavidades, com profundidade maior que seu diâmetro e o fundo em forma angulosa (GENTIL,
2011).
A corrosão por pite, ou puntiforme, é um tipo de corrosão por frestas. É localizada,
bastante comum e uma das mais destrutivas formas de corrosão. Sua ocorrência pode gerar
perfurações nos equipamentos e pode ser, muitas vezes, difícil de ser detectada. Essa
dificuldade de detecção pode ocorrer devido as pequenas dimensões aparentes na superfície
do equipamento e ao fato que pites podem estar escondidos sob os produtos de corrosão
(FERREIRA et al., 2002). Pequenas porções de metal corroído podem representar falha em
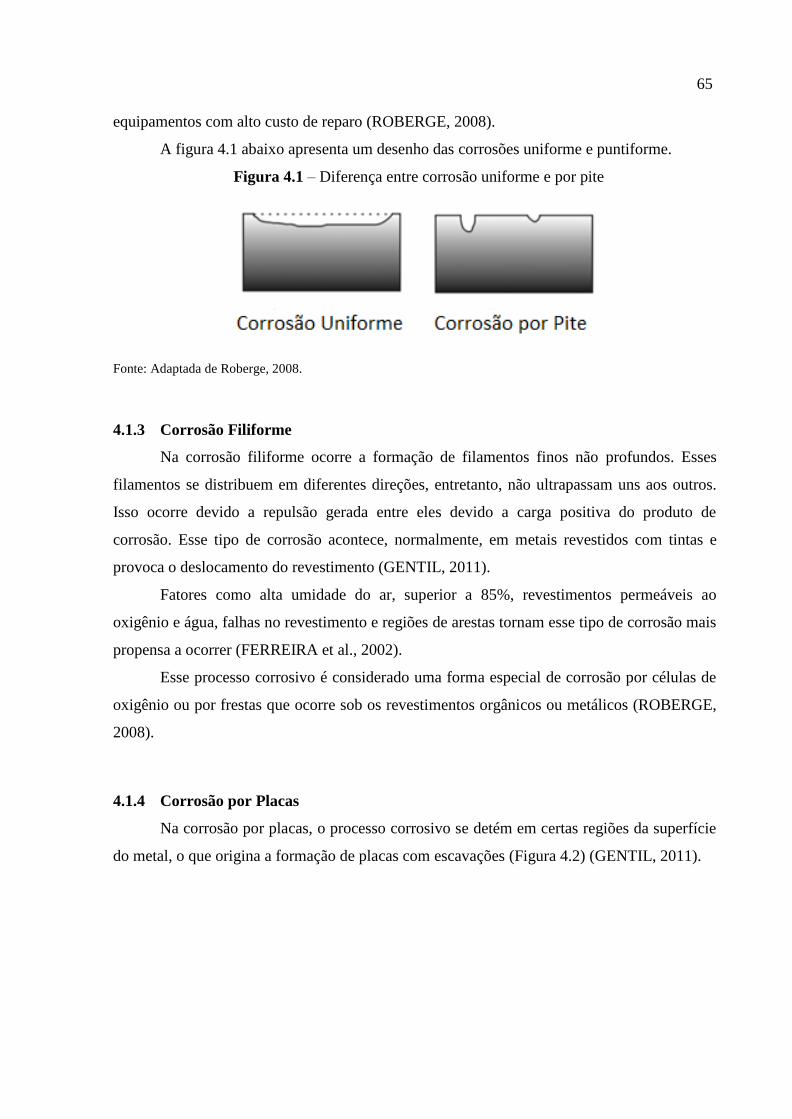
65
equipamentos com alto custo de reparo (ROBERGE, 2008).
A figura 4.1 abaixo apresenta um desenho das corrosões uniforme e puntiforme.
Figura 4.1 – Diferença entre corrosão uniforme e por pite
Fonte: Adaptada de Roberge, 2008.
4.1.3 Corrosão Filiforme
Na corrosão filiforme ocorre a formação de filamentos finos não profundos. Esses
filamentos se distribuem em diferentes direções, entretanto, não ultrapassam uns aos outros.
Isso ocorre devido a repulsão gerada entre eles devido a carga positiva do produto de
corrosão. Esse tipo de corrosão acontece, normalmente, em metais revestidos com tintas e
provoca o deslocamento do revestimento (GENTIL, 2011).
Fatores como alta umidade do ar, superior a 85%, revestimentos permeáveis ao
oxigênio e água, falhas no revestimento e regiões de arestas tornam esse tipo de corrosão mais
propensa a ocorrer (FERREIRA et al., 2002).
Esse processo corrosivo é considerado uma forma especial de corrosão por células de
oxigênio ou por frestas que ocorre sob os revestimentos orgânicos ou metálicos (ROBERGE,
2008).
4.1.4 Corrosão por Placas
Na corrosão por placas, o processo corrosivo se detém em certas regiões da superfície
do metal, o que origina a formação de placas com escavações (Figura 4.2) (GENTIL, 2011).

66
Figura 4.2 – Corrosão por placas em chapa de aço carbono
Fonte: Ferreira et al., 2002.
4.1.5 Corrosão Alveolar
Esse processo corrosivo se caracteriza pela formação de sulco ou escavações que se
assemelham a alvéolos, ou seja, com profundidade menor que o seu diâmetro e fundo
arredondado (GENTIL, 2011).
4.1.6 Corrosão Intergranular
A corrosão intergranular é uma forma de corrosão localizada que ocorre
preferencialmente ao longo das bordas do grão de um metal. Apesar de seu mecanismo variar
para cada sistema metálico, em geral, sua aparência física em nível microscópico é a mesma
(Figura 4.3). Esse tipo de corrosão pode ser extremamente prejudicial para o equipamento
(ROBERGE, 2008).
Ela ocorre quando os contornos de grão estão muito reativos diferenciando-os do
interior do grão. Isso pode acontecer devido a situações como a presença de impurezas nos
contornos dos grãos, o aumento ou a redução da concentração dos elementos de liga na região
dos contornos dos grãos (FERREIRA et al., 2002).
É comum em torno de cordões de solda, normalmente, em aços inoxidáveis não
estabilizados ou com mais de 0,03% de carbono (FERREIRA et al., 2002). Isso ocorre pois
esses aços recebem um tratamento térmico em sua fabricação e, se submetidos posteriormente
a um procedimento de solda, sofrem sinsetização com a precipitação de carboneto de cromo
ou de cromo-molibdênio nos contornos de grão da estrutura cristalina do aço. Com isso, os
contornos de grão tornam-se mais reativos do que o interior e o metal torna-se suscetível à
fraturas intergranulares (TALBOT; TALBOT, 1998).

67
Esse processo pode promover a perda das propriedades mecânicas do material devido
a corrosão sob tensão fraturante (CTF) e, com isso, pode consequentemente ocasionar uma
fratura no equipamento (GENTIL, 2011).
Figura 4.3 – Fratura intergranular devido a corrosão sob tensão
Fonte: Roberge, 2008.
4.1.7 Corrosão Intragranular
A Corrosão Intragranular, ou transgranular, ocorre nos grãos da rede cristalina do
material metálico. Nesse tipo de corrosão também é observado a corrosão sob tensão
fraturante (CTF), visto que a perda das propriedades mecânicas do material, devido a essa
corrosão, pode ocasionar uma fratura (GENTIL, 2011).
4.1.8 Corrosão por Empolamento
A corrosão por empolamento pelo hidrogênio caracteriza-se pela permeação de
hidrogênio atômico pelos contornos de grão da estrutura cristalina do metal nas regiões com
descontinuidades da superfície metálica (TALBOT; TALBOT, 1998). O hidrogênio atômico
se transforma em hidrogênio molecular gerando assim um aumento de pressão no sistema,
formação de bolhas e o empolamento do metal (GENTIL, 2011).
A origem desse hidrogênio atômico pode estar relacionada a presença de compostos
como o ácido sulfídrico (TALBOT; TALBOT, 1998). Os produtos da corrosão por enxofre,
descritos a seguir no item 4.2.2.2, são o sulfeto de ferro e o hidrogênio atômico. O sulfeto de
68
ferro forma uma fina camada sobre a superfície e promove a entrada de hidrogênio atômico
no metal pelas impurezas nos contornos de grão da estrutura metálica (BRONDEL et al.,
1994). Além disso, os sulfetos atuam como inibidores a formação de gás H2 (FERGESTAD;
LØTVEIT, 2014), ao contrário do que ocorre na corrosão por CO2 onde há a formação
característica de hidrogênio gasoso, como será descrito também no item 4.2.2.1.
4.2 CLASSIFICAÇÃO PELO MECANISMO
4.2.1 Corrosão Eletroquímica
A principal causa de corrosão na indústria de petróleo é o contato dos materiais
metálicos com ambientes aquosos e enferrujados, ou seja, a corrosão eletroquímica
(POPOOLA et al., 2013).
Os dutos estão sujeitos a corrosão eletroquímica que, para correr, depende da presença
dos quatro elementos abaixo (BAPTISTA; CASTINHEIRAS, 2009):
Ânodo: onde ocorre de fato a corrosão, reações de oxidação (polo negativo)
Catodo: reações de redução (polo positivo)
Eletrólito: solução que contém íons dissolvidos e que envolve o catodo e o ânodo.
Ligação elétrica entre o catodo e o anodo
Os metais apresentam certa heterogeneidade em sua superfície que, em contato com
um eletrólito, geram regiões com diferentes potenciais eletroquímicos formando uma pilha e,
consequentemente, estabelecendo um processo corrosivo. O mecanismo de corrosão será
função do meio, do material e das condições operacionais (BAPTISTA; CASTINHEIRAS,
2009). Os dutos estão fortemente suscetíveis a esse mecanismo corrosivo pois apresentam
estruturas metálicas podendo ser envolvidas por um eletrólito altamente condutor, como a
água do mar.
Todo metal tem a tendência de corroer em menor ou maior grau (potencial de
oxidação). Na presença de um eletrólito e ligação elétrica, o material com maior potencial se
torna o polo negativo (anodo) onde há a liberação de elétrons com a reação de oxidação. O
acumulo de elétrons gera um potencial elétrico que provoca o fluxo de cargas através da
ligação até a polaridade positiva (catodo), onde o excesso de elétrons é neutralizado pela
reação de redução ou pelos íons do eletrólito, estabelecendo a corrosão eletroquímica
(BRONDEL et al., 1994).
O polo anódico continuará a corroer desde que o circuito elétrico seja mantido e os
íons metálicos removidos da solução à medida que combinam-se com outros elementos e

69
formam os produtos de corrosão. Uma das características da corrosão eletroquímica é que os
polos, anodo e catodo, podem estar próximos ou a quilômetros de distância (BRONDEL et
al., 1994).
As Figuras 4.4 e 4.5 apresentam de diferentes maneiras como e onde ocorre uma
corrosão eletroquímica.
Figura 4.4 – Ilustração de uma pilha eletroquímica típica.
Fonte: Roberge, 2008.
Figura 4.5 – Ilustração do mecanismo eletroquímico na parede de uma tubulação.
Fonte: Palmer; King, 2006.

70
No caso da corrosão do ferro com o ar ou O2, as reações que ocorrem no ânodo e no
catodo são exemplificadas abaixo (POPOOLA et al., 2013).
Anodo de ferro ou aço:
Fe →Fe2+ + 2e−
Catodo:
i) Redução do oxigênio em uma solução ácida:
O2 + 4 H+ + 4e− →2H2O
ii) Redução do oxigênio em uma solução neutra ou básica
O2 +H2O+ 2e− →2OH—
iii) Produção de hidrogênio em uma solução ácida
2H+ + 2e− → H2
iv) Produção de hidrogênio em uma solução neutra ou básica
2H2O +2e−→H2 + 2OH−
Alguns metais apresentam a característica de passivação. Basicamente, esses materiais
tornam-se inertes, ou altamente resistentes à corrosão, se comportam como metais nobres, em
meios de poder oxidante de médio a alto. Isso ocorre devido a deposição de produtos do
processo corrosivo com boa aderência a suas superfícies (FERREIRA et al., 2002).
4.2.1.1 Corrosão Galvânica
A corrosão galvânica ocorre quando dois metais com uma diferença de potencial
eletroquímico estão em contato e expostos a um ambiente eletrolítico (POPOOLA et al.,
2013). Essa diferença é responsável por criar um polo negativo (anodo) no metal com maior
potencial de oxidação e um polo positivo (catodo) no metal de menor potencial. Como os
metais são constituídos de cristais, a liberação de íons por parte do ânodo irá causar uma
corrosão intergranular nesse metal (BRONDEL et al., 1994).
Um fator importante relacionado a taxa de corrosão galvânica é a relação entre a área
do anodo e a área do catodo. Quanto maior a razão entre a área catódica e a área anódica mais
intensa será a corrente galvânica estabelecida (PANNONI, 2015).
4.2.1.2 Corrosão por frestas
Esse tipo de corrosão ocorre de forma localizada em trincas ou frestas entre materiais
iguais ou diferentes na presença de um agente oxidante e, em geral, de haletos. As frestas
71
representam um ambiente de volume reduzido e meio estagnado onde ocorre o contato entre o
metal e o eletrólito (PANNONI, 2015).
No início do processo corrosivo, o metal reage com o oxigênio presente na fresta
sofrendo oxidação no polo anódico, enquanto o oxigênio é reduzido a íons de hidroxila no
polo catódico, a corrosão ocorre de forma uniforme na fenda (BRONDEL et al., 1994).
Entretanto, a medida que a corrosão é mantida, a região torna-se pobre em oxigênio e
cria-se uma cela de aeração diferencial onde o microambiente da fresta atua como anodo e o
ambiente externo a fresta atua como catodo. A elevada razão entre as áreas catódica e anódica
nesse cenário agrava o processo corrosivo (PANNONI, 2015).
Na fresta, anodo, os íons metálicos são hidrolisados provocando uma redução
acentuada do pH. Essa acidificação resulta num agravante a corrosão para maioria dos metais
(PANNONI, 2015).
Além disso, o excesso de cargas positivas na solução provoca a migração de íons
negativos à região da fresta, como por exemplo de cloreto, para manter a neutralidade.
Todavia, a presença de cloreto intensifica o processo corrosivo pois esses íons atuam como
catalisadores à oxidação do metal (BRONDEL et al., 1994).
Um dos tipos de corrosão por frestas é a corrosão filiforme e puntiforme citadas
anteriormente.
4.2.1.3 Corrosão por pite
A corrosão por pite é uma forma de corrosão por fresta onde um pequeno defeito ou
impureza na superfície do material pode iniciar o processo corrosivo. De forma análoga à
anterior, ocorre o acúmulo de cargas positivas numa pequena parte da superfície do material.
Consequentemente, íons de cloreto migram para essa região positiva, que juntamente com a
formação de íons de hidrogênio, atuam como catalisadores do processo provocando uma
maior dissolução do metal (BRONDEL et al., 1994).
Alguns dos fatores responsáveis pela iniciação e propagação do pite incluem danos
localizados, químicos ou mecânicos, à película protetora do material; dano localizado ou
aplicação indevida de revestimento; presença de irregularidades na estrutura do metal; acidez
ou baixa concentração de oxigênio dissolvido da água que podem causar ruptura da película
de passivação ou torna-lo instável; altas concentrações de haleto, entre outras (ROBERGE,
2008).
O cloreto é o haleto mais efetivo para o surgimento de pites em aços em ambientes

72
aquosos, pois atua na despassivação da superfície metálica. A concentração de cloreto deve
ser suficiente para gerar um potencial de pite e a presença de reações catódicas naturais, como
a redução do oxigênio do ar dissolvido no ácido ou na água, estabelecem a polarização
necessária para a corrosão (TALBOT; TALBOT, 1998). Como dito no item acima, a presença
de uma área anódica significativamente menor que a catódica promove uma corrosão intensa.
Em geral, os pites são iniciados pelo surgimento de áreas anódicas em superfícies
normais de metal. A severidade do pite depende da taxa de penetração e da espessura do
metal. Essa taxa cresce com relação às mudanças no anodo e catodo que tornam-se mais
ácidos e mais alcalinos, respectivamente. Por outro lado, a taxa decresce à medida que surgem
pites adjacentes, isso ocorre pois eles competem pela área catódica que determina o fluxo de
elétrons. Um pite pode ser finalizado devido ao aumento da resistência interna que pode surgir
devido ao acumulo dos produtos de corrosão (ROBERGE, 2008).
4.2.1.4 Corrosão por corrente de fuga
Também conhecida como corrosão eletrolítica, é um processo eletroquímico não
espontâneo que requer a existência de uma corrente externa (BAPTISTA; CATINHEIRAS,
2009). O processo corrosivo ocorre quando alguma corrente externa atravessa um material
condutor (metais, por exemplo) tornando o ponto entrada em um polo positivo (catodo) e o
ponto de saída em um polo negativo (anodo), promovendo a oxidação do metal no ponto de
saída (BRONDEL et al., 1994).
4.2.2 Corrosão por agentes químicos
Compostos químicos presentes no ambiente e/ou no fluido transportado podem
provocar efeitos corrosivos diversos. Alguns desses fatores e seus mecanismos são
explicitados nessa seção.
4.2.2.1 Corrosão por CO2
O dióxido de carbono é um dos principais responsáveis pelos processos corrosivos na
indústria do petróleo e pode ser encontrado de dois modos, corrosão por pite ou uniforme. A
corrosão por CO2 é diretamente influenciada pela temperatura, pH, composição da solução
aquosa, condições do fluxo e características do metal e, assim como o H2S, o CO2 não é um
composto corrosivo quando encontrado a seco. Entretanto, ao ser dissolvido em soluções
73
aquosas forma ácido carbônico e é capaz de provocar uma reação eletroquímica entre o aço e
essa solução (POPOOLA et al., 2013). Waard et al. (apud POPOOLA et al., 2013)
desenvolveu o seguinte mecanismo para corrosão por CO2:
H2CO3 + e- →H + HCO3-
2H →H2
Fe →Fe2+ + 2e−
CO2 +H2O + Fe→FeCO3+ H2
O produto de corrosão é o carbonato de ferro que pode formar uma película na
superfície do metal atuando como proteção a corrosão sob certas condições, como alta
temperatura, aumento do pH e ausência de turbulência, sendo esse último fator o mais crítico
à formação e retenção dessa barreira (BRONDEL et al., 1994). A formação de gás hidrogênio
é utilizada como fator de identificação a esse tipo de corrosão (FERGESTAD; LØTVEIT,
2014).
Como o carbonato de ferro não é condutor, não ocorre corrosão galvânica. Entretanto,
pode ocorrer corrosão na ausência do filme protetor ou quando ele se apresenta de forma
irregular, expondo o metal. Outro fator presente nesse cenário é a corrosão por fendas ou por
pite devido a formação de ácido carbônico e, além disso, a fragilização do metal pelo dióxido
de carbono provocando corrosão sob tensão (BRONDEL et al., 1994).
4.2.2.2 Corrosão por H2S
O ácido sulfídrico é um composto extremamente corrosivo na presença de água, visto
que sob essas condições ocorre a liberação de íons de hidrogênio. Há formação de sulfetos de
ferro e hidrogênio atômico como produtos da corrosão o que pode gerar uma fragilização nos
dutos. Abaixo pode-se observar a equação que ocorre (POPOOLA et al., 2013):
H2S+Fe+H2O →FeSx +2H+H2O
Esse tipo de corrosão é intensificada em altas profundidades, pois o pH é reduzido em
função do aumento de pressão elevando a concentração de íons de hidrogênio (BRONDEL et
al., 1994). Os íons de hidrogênio permeam a estrutura cristalina do metal e, rapidamente,
elevam sua concentração intersticial que deforma a rede metálica de modo que o material tem
sua resistência mecânica reduzida e, portanto, pode sofrer fratura sob tensões inferiores às
esperadas, fenômeno conhecido como fratura sob tensão pelo sulfeto (SSCC).
O hidrogênio atómico no interior do metal, quando encontra inclusões ou micro

74
fraturas pode formar H2 elevando a pressão interna do material que pode provocar fraturas
internas, fenômeno conhecido como fratura induzida por hidrogênio (HIC) e bolhas,
fenômeno conhecido como empolamento por hidrogênio (HAAHR et al., 2016).
Para que ocorra o SSCC é necessário que haja um local de alta tensão, como por
exemplo superfícies irregulares. O HIC se comporta de maneira contrária, de modo que não
necessita estar sob altas tensões para que ocorra a fratura ou fragilização do material
(FERGESTAD; LØTVEIT, 2014).
Em baixas temperaturas, o sulfeto de ferro forma uma película sobre o metal que pode
atuar como barreira à corrosão branda, porém para esse cenário é essencial a ausência de
cloreto e de oxigênio na região. A presença de cloreto provoca formação de cloreto de ferro
que impede a formação de sulfeto de ferro na superfície do metal e, consequentemente,
mantém a reação anódica. Já em altas temperaturas, a película de sulfeto de ferro atua como
catodo em relação ao metal provocando corrosão galvânica (BRONDEL et al., 1994).
A presença de ácido sulfídrico em concentrações significativas ocorre apenas em
alguns poços de petróleo. Entretanto, muitas vezes, a quantidade de H2S é elevada ao longo do
tempo devido à bactérias redutoras de sulfeto inseridas pela injeção de água no poço, tornando
a presença de enxofre um problema não previsto (FERGESTAD; LØTVEIT, 2014).
Além disso, a presença de H2S vem, em geral, acompanhada de CO2. Essa combinação
altera o mecanismo e os produtos corrosivos formados e pode tornar a taxa de degradação
maior ou menor dependendo das condições (FERGESTAD; LØTVEIT, 2014).
4.2.2.3 Corrosão por ácidos fortes
A presença de ácidos fortes, comumente utilizados para estímulo da produção de
certos poços, representa um ataque químico direto ao material (BRONDEL et al., 1994). A
alta concentração de íons de hidrogênio promove uma intensa corrosão eletroquímica com
desgaste da superfície metálica.
4.2.2.4 Corrosão por salmoura concentrada
Salmouras concentradas podem ser utilizadas para equilibrar a pressão dos poços de
petróleo. Podem apresentar íons de cálcio, zinco e magnésio, por exemplo, que se tornam
corrosivos devido a presença de oxigênio dissolvido ou pela acidez proveniente da hidrólise
de íons metálicos (BRONDEL et al., 1994).

75
4.2.2.5 Corrosão por oxigênio puro
O oxigênio puro em presença de água promove corrosão dos aços pois reage com o
ferro da seguinte maneira (FERGESTAD; LØTVEIT, 2014):
2Fe + O2 + 2H2O → 2Fe(OH)2
Esse processo é dependente da concentração de oxigênio dissolvido na agua e é
influenciado pela temperatura e pelo pH (FERGESTAD; LØTVEIT, 2014).
Além disso, a presença de oxigênio interfere em outros processos corrosivos, como
por exemplo, o promovido por gás carbônico descrito no item 4.2.2.1, pois facilita o ataque
localizado e pode danificar a película de carbonato de ferro formado intensificando a
corrosão. Com relação ao H2S, oxigênio reage com esse ácido formando enxofre elementar
que, por sua vez, é um forte agente corrosivo ao aço (FERGESTAD; LØTVEIT, 2014).
4.2.3 Corrosão associada a esforços mecânicos
Esforços mecânicos, como tração e compressão, combinados com ambientes
corrosivos tornam-se fatores muito agravantes na deterioração do material metálico, reduz seu
tempo de vida e é uma das causas mais comuns de fraturas em estruturas metálicas
(ROBERGE, 2008).
As fraturas causadas por essa combinação entre forças mecânicas e ambiente corrosivo
são, geralmente, intergranular e/ou transgranular, e extremamente críticas aos equipamentos
porque iniciam de forma microscópica, impossibilitando a detecção por inspeção visual. A
medida que as fraturas se propagam, a resistência mecânica desse material é reduzida até a
fratura nos pontos de maior tensão ou compressão. Por vezes a origem do esforço mecânico
não é proveniente de uma força externa aplicada à estrutura, mas sim tensões residuais dos
processos de fabricação, solda, montagem, armazenagem e instalação (ROBERGE, 2008).
4.2.3.1 Corrosão por cavitação
Cavitação é a formação e colapso de bolhas devido a intensa turbulência de
escoamento. Essas implosões podem produzir ondas de choque com pressões de até 420 MPa.
Esse fenômeno provoca a remoção direta do metal da superfície ou do filme passivo protetor
da superfície metálica propiciando a corrosão da estrutura (ROBERGE, 2008).

76
4.2.3.2 Corrosão por erosão
É uma remoção direta de metal da superfície do duto pela ação de partículas abrasivas
em alta velocidade (BRONDEL et al., 1994). Por conta disso, é conhecida como uma corrosão
por desgaste. Para que ocorra é necessário que haja um fluxo de alta turbulência, portanto,
depende de fatores como a vazão do fluido e, além disso, das características dos sólidos
presentes, como densidade e morfologia (POPOOLA et al., 2013).
A medida que outros processos corrosivos ocorrem nos dutos, uma camada de
produtos de corrosão vai sendo depositada na superfície do material e ajuda na estabilização e
redução do processo corrosivo no duto, entretanto a corrosão por erosão remove essa camada
provocando um aumento na taxa de corrosão (POPOOLA et al., 2013). Essa atuação da
erosão no aumento da intensidade de outros processos corrosivos é conhecido como corrosão-
erosão (BRONDEL et al., 1994).
4.2.3.3 Corrosão por fadiga
A corrosão por fadiga é proveniente da junção de fatores mecânicos e eletroquímicos.
A falha por fadiga é função do número de ciclos de tensão e da amplitude da tensão aplicada
sendo, geralmente, inferior a constante máxima suportada pelo material. Outro fator relevante
é o ambiente corrosivo, o meio aquoso é o mais crítico na redução do tempo de fadiga
suportado (TALBOT; TALBOT, 1998).
A corrosão por fadiga provoca, nos pontos de maior concentração de tensão, uma
redução da área do metal. Consequentemente, ao longo do tempo, essa redução pode
ocasionar na fratura do material. O limite de fadiga determina qual é a tensão máxima de
tração que pode ser aplicada alternada e indefinidamente sem causar fratura, caso a tensão
aplicada seja maior que esse valor durante vários ciclos haverá ruptura do material (GENTIL,
2011).
As condições do ambiente podem provocar corrosão localizada por pite, dissolução do
metal exposto devido a remoção de filme passivo e fragilização por hidrogênio, por exemplo.
Essa corrosão localizada provoca um aumento na tensão superficial reduzindo o tempo de
fadiga (TALBOT; TALBOT, 1998).
4.2.3.4 Corrosão sob tensão
A ocorrência de fratura devido a corrosão sob tensão (Stress Corrosion Cracking –
SCC) é devido às propriedades do sistema, combinação entre os esforços constantes de tensão,
o metal e o meio, em geral aquoso. A origem da tensão pode ser externa ou interna,
77
remanescente da fabricação ou de procedimentos como o de solda. As características do
metal, como sua natureza, estrutura cristalina e tratamentos térmicos prévios são
determinantes à ocorrência da fratura. Com relação ao meio, as condições para a fratura por
tensão são altamente especificas para um metal ou liga, ocorrendo apenas na presença de
determinados agentes (TALBOT; TALBOT, 1998).
Um dos agentes mais comuns é o ácido sulfídrico, pois promove a entrada de
hidrogênio atômico na rede cristalina do metal, conforme descrito no item 4.1.8. A presença
desse hidrogênio altera a estrutura do metal interferindo em suas propriedades mecânicas. A
ductilidade8 e tenacidade do material é reduzida provocando o surgimento de trincas quando
submetidas a altas tensões (FERREIRA et al., 2002).
A fratura sob tensão pelo sulfeto (SSCC) ocorre em metais sujeitos a alta tensão e
expostos a água contendo compostos sulfurosos. A fratura é iniciada nas áreas de maior
tensão, como irregularidades na superfície do metal, e formam uma rede de finas fraturas ao
invés de uma fratura única (FERGESTAD; LØTVEIT, 2014).
8 Ductilidade é a propriedade que representa o grau de deformação que o material suporta até o momento de sua
fratura.
78
5 CORROSÃO NOS DUTOS FLEXÍVEIS – OCORRÊNCIA
Há diversos tipos de corrosão que podem acometer os dutos flexíveis tanto em
operação quanto em fabricação, montagem e instalação. Alguns dos fatores que causam a
corrosão em cada uma dessas situações serão mostrados nesse capítulo. As falhas devido à má
especificação de materiais na fase de projeto, assim como defeitos nos materiais metálicos
provenientes do fornecedor não serão escopo dessa abordagem.
5.1 OPERAÇÃO
Os fatores que podem provocar corrosão das estruturas metálicas dos flexíveis em
operação são funções das características do ambiente submarino e do fluido transportado,
podendo ser iniciadas pela falha de uma de suas camadas.
5.1.1 Ambiente marinho e fluidos de exploração.
As condições do ambiente marinho representam umas das maiores dificuldades na
exploração de petróleo offshore. Fatores como baixas temperaturas, alturas das ondas,
direções das correntes marinhas, pressões hidrostáticas decorrentes da coluna d’água, entre
outros, interferem diretamente na construção e operação dos dutos submarinos (MORAIS,
2013).
O ambiente externo e os fluidos de exploração também são extremamente agressivos
aos dutos. Grandes concentrações de impurezas encontradas nos reservatórios de petróleo no
mar, como gás sulfídrico (H2S) e dióxido de carbono (CO2) podem provocar diversos
processos corrosivos ao entrar em contato com os materiais metálicos dos equipamentos de
exploração. A água do mar e outros compostos presentes no fluido de exploração como água,
cloretos, oxigênio e hidrogênio também possuem altos potenciais corrosivos (MORAIS,
2013).
Pode-se classificar os fluidos dos sistema submarino de produção como (REDDA,
2010):
Petróleo bruto: mistura de hidrocarboneto não tratado mais a água produzida.
Hidrocarboneto não tratado: mistura de hidrocarbonetos e contaminantes como CO2 e
H2S.
Água Produzida: subproduto resultante da extração de hidrocarbonetos. Possui em sua
composição Água de Formação, Água de Injeção, quando aplicável, e sedimentos.

79
Água de Formação: é a água presente nos poros de uma rocha de reservatório.
Água de Injeção: água injetada no reservatório com o objetivo de manter a pressão do
reservatório.
Gás Natural Produzido: mistura do Gás Natural do Reservatório, do Gás Natural para
Gas-Lift, caso aplicável, e do Gás Natural para injeção.
Gás Natural do Reservatório: hidrocarbonetos que se encontram na fase gasosa.
Mistura do Gás Natural para Gas-Lift: mistura de hidrocarbonetos, que se encontram
na fase gasosa, injetada no poço com o objetivo de elevar o Petróleo Bruto pelo duto.
Mistura de Gás Natural para Injeção: mistura de hidrocarbonetos, que se encontram na
fase gasosa, injetada no poço com o objetivo de manter a pressão do reservatório.
Mistura de Gás Natural para Exportação: mistura de hidrocarbonetos, que se
encontram na fase gasosa, que foi tratada e exportada.
Mistura de Óleo Morto para Exportação: mistura de hidrocarbonetos, que se
encontram na fase líquida, que foi tratada e exportada.
Dentre esses fluidos, os parâmetros mais críticos à corrosão estão relacionados a
composição do petróleo bruto devido a presença de água, gases ácidos e sais minerais que
entrarão em contato direto com a carcaça do duto ou permearão através da barreira de pressão
até o espaço anular. Os processos corrosivos ocasionados pelo contato desses fluidos e seus
contaminantes aos componentes metálicos dos dutos flexíveis serão discutidos a seguir.
5.1.2 Corrosão na Carcaça
Como já foi explicado neste trabalho, a carcaça do duto flexível está em contato direto
com o fluido transportado, portanto, pode vir a sofrer processos corrosivos. De acordo com a
sua aplicação a carcaça pode ser construída a partir de aço carbono, aço inoxidável ou aço
duplo (PALMER; KING, 2006).
A carcaça é capaz de tolerar pequenos casos de corrosão sem que isso atrapalhe sua
operação. Casos de corrosão localizada por pite são aceitáveis, entretanto, casos de pite
contínuos ou casos de corrosão longitudinal ao longo do duto podem ocasionar na diminuição
da força do duto em resistir ao colapso (PALMER; KING, 2006).
Entre as falhas que podem ocorrer na carcaça do duto podemos destacar duas
provenientes de processos corrosivos. A diminuição da espessura dessa camada devido a
corrosão, que poderá provocar o colapso do duto, e fraturas nos arames da carcaça, cujas
possíveis causas incluem: corrosão por pite pela presença de H2S, corrosão por estresse pela

80
presença de alta concentração de cloreto, fadiga e fricção entre os fios de aço que compõem a
carcaça (FERGESTAD; LØTVEIT, 2014).
A falha devido fadiga do metal da carcaça associada a um ambiente corrosivo pode
acometer dutos dinâmicos, como os risers, e pode estar associada aos ciclos de carga
provenientes da barreira de pressão ou às vibrações em alta frequência devido ao fluxo de
gases em dutos que transportam gases. Fatores que influenciam para a ocorrência da fadiga
durante operação incluem a presença de areia no fluido transportado, que reduz a flexibilidade
da camada elevando a tensão devido à curvaturas. Além disso, fatores como intensa
movimentação do ambiente externo e altas flutuações de temperatura e pressão interna
contribuem fortemente com a fadiga da tubulação (Figura 5.1) (FERGESTAD; LØTVEIT,
2014).
Figura 5.1 – Fratura da carcaça por fadiga
Fonte: Adaptada de Handbook on Design and Operation of Flexible Pipes - FERGESTAD; LØTVEIT, 2014
Outro efeito causado pela presença de areia no óleo produzido é a erosão do aço da
carcaça, sendo este o principal motivo de corrosão por erosão dessa camada dos dutos
flexíveis (BRONDEL et al., 1994). Com a perda da superfície metálica, outros processos
corrosivos são favorecidos, além da diminuição da resistência aos esforços mecânicos.
Quando comparado aos dutos rígidos, é esperado que haja uma diminuição da
eficiência do inibidor de corrosão na carcaça, visto que essa camada apresenta fendas entre
seus encaixes fazendo com que esses espaços estejam menos protegidos. Essas fendas são

81
responsáveis também por aumentar a turbulência dentro do duto o que gera,
consequentemente, um aumento na taxa de corrosão (PALMER; KING, 2006).
O material mais utilizado na construção da carcaça é o aço inoxidável austeníticos dos
tipos AISI 304, AISI 304L, AISI 316L, aço inoxidável duplex, entre outros (DOLINSKI,
2009). Esse material apresenta boa resistência a corrosão, com quase nenhuma corrosão
distribuída pelo duto. Entretanto, o uso desses materiais para transporte de fluidos aerados,
contendo cloreto e em temperaturas acima de 50oC pode provocar o aparecimento de severos
casos de pite. Para evitar a corrosão nos dutos nesse caso, é necessário o uso de uma camada
dupla de aço inoxidável (PALMER; KING, 2006).
Ordem de resistência a corrosão dos materiais utilizados na carcaça: 1430 < AISI 304
< AISI 316 < aço duplo (TALBOT; TALBOT, 1998).
Outro fator que pode gerar corrosão na carcaça é a utilização de ácidos aplicados para
estimular a produção de óleo em certos reservatórios. Entre os ácidos utilizados encontram-se
o ácido clorídrico (HCl), o ácido fluorídrico (HF) e o ácido fórmico (BRONDEL et al., 1994).
O contato desses ácidos com o material da carcaça provoca corrosão devido a disponibilidade
de íons de hidrogênio, conforme dito no item 4.2.2.3. Segundo Talbot e Talbot (1998), a
presença de haletos em meio ácido, como o cloreto, pode provocar o surgimentos de corrosão
localizada em pites, conforme o item 4.2.1.3.
Além disso, a aplicação de salmoura concentrada, rica em cátions como cálcio e zinco,
para balancear a pressão do reservatório pode atuar como fator corrosivo. A salmoura possui
oxigênio dissolvido e pode provocar corrosão devido a acidez gerada pela hidrolise de íons
metálicos (BRONDEL et al., 1994).
A escolha do material certo a ser utilizado pode ser suficiente para haja o controle dos
processos corrosivos na carcaça, sendo assim a corrosão na carcaça é de mais fácil controle
que a corrosão apresentada nas armaduras do duto (FERGESTAD; LØTVEIT, 2014).
5.1.3 Corrosão no espaço anular
O espaço anular, descrito no item 3.2.3, representa um ambiente extremamente
corrosivo aos aços das armaduras de tensão e pressão pois podem conter gases como CO2 e
H2S, além de alguns outros compostos ácidos e vapor d’agua que permeiam pela barreira de
pressão durante a operação. Para que ocorra corrosão nesse espaço é necessário que haja a
presença de água líquida. Isso poderá acontecer por dois modos distintos, pela condensação
do vapor d’água permeado ou por um dano na capa externa do duto (ETHRIDGE; CAYARD,

82
1997).
5.1.3.1 Corrosão devido a condensação do vapor d’água permeado
Segundo Fergestad e Løtveit (2014), com a presença de vapor d’agua e uma
temperatura no espaço anular inferior ao ponto de condensação da água, será gerada uma fase
de água líquida nessa região. Essas condições são estabelecidas durante operações em baixas
temperaturas ou durante uma paralisação na operação, quando a temperatura é reduzida.
A presença de água propicia a corrosão e suas consequências, que incluem: perda de
material metálico com redução da resistência mecânica à cargas de tração, compressão e à
fadiga, irregularidades na superfície do metal que geram tensões localizadas as quais originam
fraturas e corrosão por pite, fratura induzida pelo hidrogênio (HIC) e pela tensão de sulfeto
(SSCC) dos fios de aço, entre outras (FERGESTAD; LØTVEIT, 2014).
A interação da água com O2 residual e com gases ácidos como H2S e CO2 cria um
ambiente corrosivo extremamente prejudicial as armaduras (PALMER; KING, 2006). As
formas de corrosão propiciadas pela presença de água, oxigênio, ácido sulfídrico e gás
carbônico foram apresentadas nos itens 4.2.2.1, 4.2.2.2 e 4.2.2.5. Em geral, a taxa de corrosão
do CO2 em um ambiente estagnado e confinado na presença de água é da ordem de 0,01
mm/ano (FERGESTAD; LØTVEIT, 2014).
Apesar do ambiente anular estar propício a diversos processos corrosivos, certas
características dessa região atuam de forma contrária, prevenindo corrosões mais graves.
Esperava-se, por exemplo, que o CO2 levasse as armaduras a um processo corrosivo intenso e
de longo prazo, entretanto, experimentalmente verificam-se taxas de corrosão inferiores às
previstas (FERGESTAD; LØTVEIT, 2014).
Os fatores responsáveis por esse resultado inesperado são relacionados a baixa razão
entre o volume de água e a área superficial de metal (V/S), na ordem de 0,03 ml/cm², o espaço
confinado do anular que leva a uma troca de água limitada ou nula e a fase gasosa
constantemente renovada devido a permeação dos gases através da barreira de pressão
(FERGESTAD; LØTVEIT, 2014). Outro fator que se acredita contribuir para uma diminuição
da taxa de corrosão é um alto pH, onde esse valor de pH está diretamente relacionado a
supersaturação do eletrólito por íons de ferro (Fe2+) (RUBIN et. al., 2012).
Rubin e seus colaboradores (2012) observaram em seus experimentos a relação da
espessura do eletrólito, da razão V/S e do valor de pH com os processos corrosivos dos dutos.
Os experimentos realizados confirmaram que o espaço anular na verdade é um ambiente
83
extremamente benigno para o duto. Foi observado que o ambiente supersaturado com íons de
ferro é o fator principal para ambientes com baixa taxa de corrosão, sendo responsável por
aumentar o pH e por aumentar a precipitação da camada de ferro protetora.
A partir desses experimentos foi confirmado que para razões V/S baixas, as taxas de
corrosão também são pequenas e foi verificado um valor de pH acima do esperado pelos
cálculos para as condições de corrosão em ambientes doces. Apesar de já ter sido proposto
antes, esses experimentos não confirmaram a influência da espessura da camada de eletrólito
acima da superfície do aço como fator expressivo no processo corrosivo do duto (RUBIN et.
al., 2012).
5.1.3.2 Corrosão devido a um dano na capa externa do duto
Caso haja entrada de água do mar pela capa externa da tubulação o processo corrosivo
no duto apresenta um agravante. Segundo Talbot e Talbot (1998), a água do mar é crítica à
corrosão pois possui em sua composição diversos sais como, cloreto de sódio, magnésio,
cálcio, potássio, sulfatos e bicarbonatos e, devido a isso, possui alta condutividade elétrica
favorecendo o processo eletroquímico.
A capa externa do duto flexível é responsável por proteger as camadas internas do
duto contra corrosão e abrasão em decorrência da entrada de água do mar e areia nessas
camadas (REDDA, 2010). Entre as falhas de flexíveis registradas mundialmente, os danos na
capa externa representam 35% (FERGESTAD; LØTVEIT, 2014). Caso ocorra uma
perfuração dessa camada, os materiais metálicos das armaduras de pressão e tração estarão
suscetíveis a processos corrosivos mais intensos.
A presença de CO2 e água do mar desoxigenada é responsável pela ocorrência de
corrosão uniforme nas armaduras do duto, tal processo corrosivo deve ser considerado na
etapa de escolha da espessura dessas camadas. Já a corrosão pela presença de água oxigenada
deve ser controlada pelo sistema de proteção catódica (API RP 17B, 2002). O CO2 também
pode levar a corrosão por pite, mas somente em casos em que a superfície do metal não é
homogênea, com irregularidades na película de óleo ou na de produtos corrosivos, limitando a
área de atuação da corrosão e gerando os pites (FERGESTAD; LØTVEIT, 2014).
As figuras 5.2 e 5.3 apresentam, respectivamente, um dano na capa externa e um
processo corrosivo causado por esse dano.

84
Figura 5.2 – Dano na capa externa do duto flexível
Fonte: Kristensen, 2013
Figura 5.3 – Corrosão causada pelo dano na capa externa do duto flexível
Fonte: Kristensen, 2013
A presença de oxigênio, por si só, já representa uma ameaça à integridade dos aços
presentes no anular. Além disso, interfere na corrosão causada pelo CO2 e H2S conforme
descrito no item 4.2.2.5. Segundo Fergestad e Løtveit (2014), em combinação com a água do
mar, a taxa de corrosão do oxigênio será limitada pela presença de carbonato de cálcio
(CaCO3) que se deposita na superfície do metal inibindo a corrosão pelo oxigênio. Outro fator
de alta influência é a movimentação da água, quanto maior o fluxo maior a renovação da água
e, portanto, maior a corrosão devido ao fornecimento de oxigênio dissolvido.
A entrada de água do mar oxigenada pode ocorrer de uma só vez, carregando
85
quantidade limitada de oxigênio ou pode ocorrer repetidamente devido ao fenômeno
explicado a seguir.
Variações de temperatura em um duto com buracos na capa externa resultam na
sucção de água do mar para dentro do anular promovendo uma renovação da água com a
entrada de água nova e aerada, colaborando com a corrosão. Esse fenômeno pode ser
explicado pela lei dos gases ideais descrita abaixo (FERGESTAD; LØTVEIT, 2014):
𝑃 ∗ 𝑉 = 𝑛 ∗ 𝑅 ∗ 𝑇
Onde:
- P é a pressão;
- V é o volume;
- n é a quantidade de gases;
- R é a constante universal dos gases ideais;
- T é a temperatura.
Considerando uma quantidade (n) constante de gases, uma queda de temperatura (T)
resulta numa redução do produto P*V. A pressão será reduzida, mas a diminuição do volume
será mais significativa e, por conta disso, um volume equivalente de água do mar é puxado
para dentro do duto pela falha da capa externa (FERGESTAD; LØTVEIT, 2014).
A dimensão do dano na capa externa está diretamente ligada na extensão do processo
corrosivo que o duto irá sofrer. Danos pequenos em porções submersas do duto possuem a
capacidade de se auto selar, visto que a proteção catódica no local poderá formar depósitos
calcários que selarão o dano junto com os produtos da corrosão. Tal feito não se repete para
danos maiores na capa externa. Para esse tipo de dano é necessário um reparo no duto de
modo que cesse o processo corrosivo (PALMER; KING, 2006). Esse auto reparo também não
ocorre em porções do duto acima do nível do mar nem nas zonas de transição enquanto o aço
estiver exposto a água do mar e ao ar (FERGESTAD; LØTVEIT, 2014).
É esperado que as taxas de corrosão nos dutos com grandes danos na capa externa não
sejam altas, pois com grandes áreas expostas haverá uma maior densidade de corrente de
proteção catódica entrando, o que deverá ser identificado por meio de testes de proteção
catódica (PALMER; KING, 2006).
Um dano na capa externa localizado na zona de transição, entre o ambiente
atmosférico e o submerso (splashzone), é o pior cenário corrosivo para um duto flexível. Em
um dano nessa zona, o espaço anular pode ser preenchido tanto por ar quanto por água do mar
com alta concentração de oxigênio. Nessa situação o sistema de proteção contra corrosão não
funciona adequadamente, pois esse trecho do duto não se encontra completamente submerso.
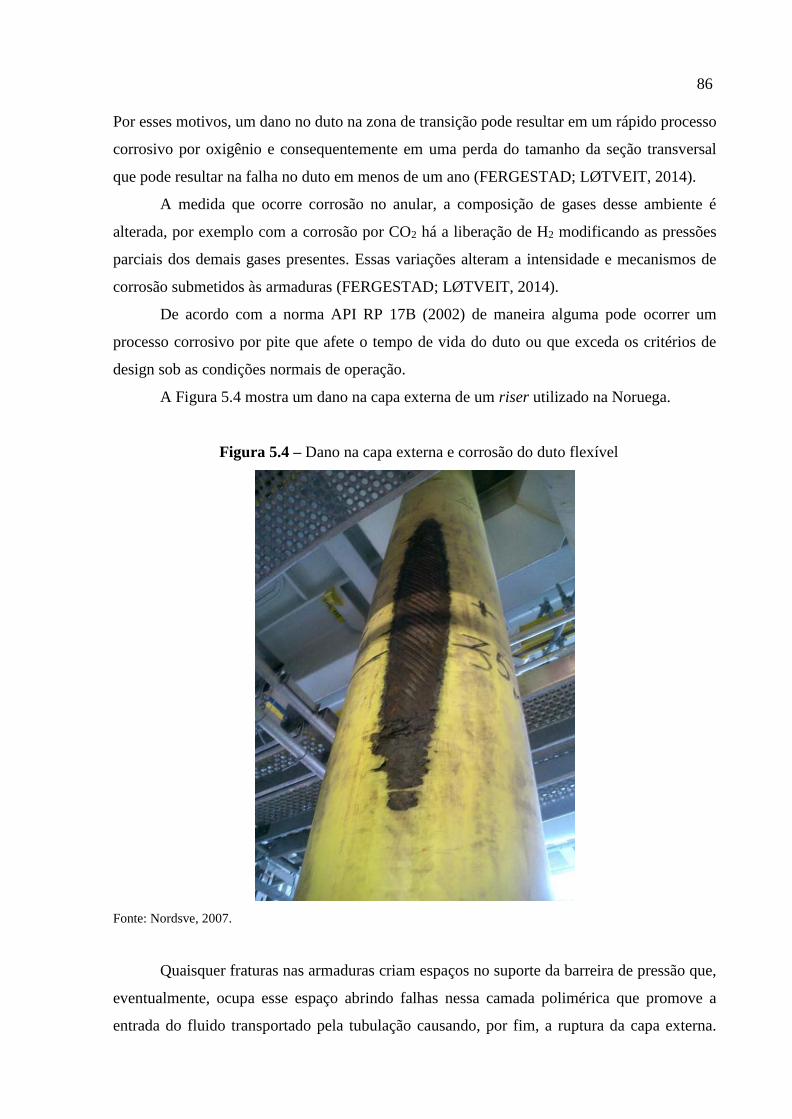
86
Por esses motivos, um dano no duto na zona de transição pode resultar em um rápido processo
corrosivo por oxigênio e consequentemente em uma perda do tamanho da seção transversal
que pode resultar na falha no duto em menos de um ano (FERGESTAD; LØTVEIT, 2014).
A medida que ocorre corrosão no anular, a composição de gases desse ambiente é
alterada, por exemplo com a corrosão por CO2 há a liberação de H2 modificando as pressões
parciais dos demais gases presentes. Essas variações alteram a intensidade e mecanismos de
corrosão submetidos às armaduras (FERGESTAD; LØTVEIT, 2014).
De acordo com a norma API RP 17B (2002) de maneira alguma pode ocorrer um
processo corrosivo por pite que afete o tempo de vida do duto ou que exceda os critérios de
design sob as condições normais de operação.
A Figura 5.4 mostra um dano na capa externa de um riser utilizado na Noruega.
Figura 5.4 – Dano na capa externa e corrosão do duto flexível
Fonte: Nordsve, 2007.
Quaisquer fraturas nas armaduras criam espaços no suporte da barreira de pressão que,
eventualmente, ocupa esse espaço abrindo falhas nessa camada polimérica que promove a
entrada do fluido transportado pela tubulação causando, por fim, a ruptura da capa externa.

87
(FERGESTAD; LØTVEIT, 2014).
5.1.3.3 Outros fatores que levam a corrosão dos dutos
A presença de H2S em óleos ácidos deve ser considerada na escolha do metal e no
projeto das armaduras de pressão e tração. Entretanto, há casos em que um óleo doce torna-se
ácido ao longo do tempo de operação, como descrito no item 4.2.2.2, provocando falhas
devido a presença de H2S (FERGESTAD; LØTVEIT, 2014).
Esforços mecânicos devido ao dinamismo no ambiente de operação também
promovem fadiga nas armaduras de pressão e tração. A resistência à fadiga é altamente
influenciada pelo ambiente corrosivo do anular, como descrito acima, pela alta pressão
interna, pela fricção entre os fios de aço da armadura e pelos ciclos de tensão de alta
amplitude. O tempo de vida por fadiga é reduzido devido a corrosão que promove pites e
acelera o crescimento das fraturas, mas por outro lado, os produtos corrosivos formam uma
camada protetora que reduz o efeito do ambiente. Em geral, a fratura observada na corrosão
por fadiga é atribuída aos esforços competitivos entre processos corrosivos e de proteção
(FERGESTAD; LØTVEIT, 2014).
As armaduras são cobertas por óleo durante a fabricação, esse óleo atua como proteção
a corrosão até serem corrompidos ou removidos da superfície do metal durante a operação.
Essa remoção pode estar relacionada às curvaturas do duto, intrínsecas ao ambiente dinâmico,
que não só removem o óleo como também provocam danos a películas de óxido e sais de
corrosão protetores ao metal (FERGESTAD; LØTVEIT, 2014).
Falhas dessas camadas podem provocar falha do end fitting, pois podem ocasionar
uma retirada da armadura de tração e/ou de pressão do acessório comprometendo a estrutura
do duto e do end fitting. Além disso, fatores como alta concentração de gases ácidos,
temperatura, fadiga e exposição a água do mar, a qual pode levar a diminuição dos anodos e
revestimento, são responsáveis pela falha desse acessório (FERGESTAD; LØTVEIT, 2014).
5.2 FABRICAÇÃO E MONTAGEM
Diversas etapas do processo de fabricação e montagem do duto flexível podem iniciar
processos corrosivos ou tornar os materiais metálicos suscetíveis a eles quando forem
submetidos às condições do ambiente e operacionais na instalação e durante a vida em
serviço.
88
5.2.1 Fabricação da Carcaça
Um dos riscos do processo de fabricação é a realização de soldas em carcaças de aço
inoxidável de teor de carbono superior a 0,03%, como o AISI 304, AISI 316 e duplex
(TALBOT; TALBOT, 1998), que provoca sinsetização e torna o metal suscetível a corrosão
intergranular como explicado no item 4.1.6.
Outro fator relaciona-se ao alongamento dessa camada, caso suas tiras metálicas sejam
encaixadas de forma muito apertada, o duto torna-se mais rígido com relação às curvaturas o
que reduz o tempo de fadiga do material (FERGESTAD; LØTVEIT, 2014).
5.2.2 Extrusão das camadas poliméricas
No item 3.2.7 foi explicado o processo de fabricação dos dutos flexíveis, onde a
carcaça é montada por um processo de perfilagem, as camadas poliméricas por extrusão e as
armaduras por espiralagem. Todo esse processo é realizado em sequência de modo que cada
camada é colocada sobre a anterior (DOLINSKI, 2009).
Entretanto, intrínseco à esse processo há um risco para os materiais das armaduras do
duto. Após as armaduras de tração e pressão serem lançadas, o tubo ainda deve passar pelo
processo de extrusão para a colocação da capa externa. Nessa etapa realiza-se o aquecimento
do material polimérico utilizado para a capa externa e, após a sua aplicação, ocorre o
resfriamento do duto por meio de jatos d’água e depois por imersão e jatos tipo névoa
(DOLINSKI, 2009).
Caso a capa externa não tenha sido acomodada de forma correta no duto ou caso haja
alguma falha, essa água utilizada no processo de resfriamento pode penetrar no espaço anular
e consequentemente acelerar o processo corrosivo nas armaduras já descrito no item 5.1.
5.2.3 Montagem do end fitting
A instalação do end fitting é um procedimento minucioso e realizado manualmente
pelos operadores. Como descrito no item 3.2.4, nas extremidades do duto, as camadas são
removidas até a exposição da carcaça para montagem do acessório. Durante o acoplamento
das camadas no corpo do conector, pode haver exposição dos metais a umidade propiciando a
corrosão posterior, durante a operação.
Além disso, equipamentos necessários na montagem, como porcas e parafusos, podem
provocar corrosão galvânica e por frestas conforme exposto nos itens 4.2.1.1 e 4.2.1.2,
respectivamente, caso o material isolante apresente falhas.
89
A má aplicação do epóxi ou qualquer outra falha desse artificio poderá tornar o interior
do end fitting e as camadas metálicas da tubulação suscetíveis a umidade ou, até mesmo, a
água do mar.
5.2.4 Estocamento dos aços
Durante o processo de fabricação dos dutos é necessária a estocagem dos materiais que
serão utilizados. Embora os aços utilizados nos dutos, aço carbono e aço inoxidável, possuam
boa resistência à corrosão sob as condições normais de operação, caso não sejam estocados
adequadamente poderão iniciar processos corrosivos.
Fontes de umidade e íons de cloreto, comuns às regiões portuárias, representam alto
risco de corrosão aos aços, por geração de pites por exemplo, dentre outros mecanismos
explicitados no capítulo quatro desse trabalho.
Para que seja evitado a corrosão nessas tiras de aço, o fornecedor deve aplicar algum
óleo de modo que preserve o metal. Já o fabricante do duto deve estocá-los em locais seguros,
sem a presença de água ou outros agentes corrosivos.
5.2.5 Testes de aceitação de fábrica
Após o processo de fabricação, os dutos flexíveis passam por uma etapa de testes de
aceitação (FAT), como os citados no tópico 3.2.9 deste trabalho. Durante o FAT, é testada a
integridade da capa externa do duto, a vedação dessa capa com os conectores, entre outros
(API RP 17B, 2002).
Um desses testes, o teste hidrostático, é realizado com o objetivo de verificar a
estanqueidade e a resistência à pressão a partir da injeção de água tratada no interior do duto.
Entretanto, caso haja uma falha na vedação interna do tubo é possível que ocorra um
vazamento de água para dentro do espaço anular. Esse vazamento, assim como o descrito no
item acima pode ser responsável por acelerar o processo corrosivo nas armaduras já descrito
no item 5.1.
5.3 INSTALAÇÃO
Durante a instalação, a capa externa do duto flexível é altamente suscetível a danos
(FERGESTAD; LØTVEIT, 2014) que podem fragilizar essa camada e promover buracos na
tubulação permitindo a entrada de água do mar o que é altamente critico à integridade das

90
armaduras de tração, pressão e ao duto como um todo, como explicitado no item 5.1.3.
A etapa de instalação dos dutos apresenta diversas complicações que podem acarretar
em danos nas tubulações. Por exemplo antes da instalação os dutos são armazenados em
bobinas ou cestas e, para evitar que ocorra um destravamento da armadura de pressão, essas
bobinas devem apresentar um raio interno maior ou igual ao raio mínimo admissível para
armazenamento. Os dutos também devem ser instalados cheios de água ou abertos para alagar
para evitar que haja colapso desses. Apesar de todos esses cuidados, caso haja um choque do
duto com outro equipamento ou com a própria plataforma, pode ocorrer um dano na capa
externa do duto, o que pode gerar um processo corrosivo (DOLINSKI, 2009).
91
6 CORROSÃO NOS DUTOS FLEXÍVEIS – PREVENÇÃO E MONITORAMENTO
6.1 PROTEÇÃO CONTRA CORROSÃO
Seguindo as especificações da norma API RP 17B (2002), para que seja evitada a
corrosão e a fim de garantir a integridade dos dutos, é necessário que algumas medidas sejam
tomadas. São elas:
Boa escolha do material.
Proteção catódica.
Aumentar a espessura da camada.
Adicionar lubrificantes ou revestimentos
A escolha do método de prevenção e controle da corrosão é uma etapa complexa do
projeto. Diversas estratégias podem ser empregadas para proteção do metal quando submetido
a ambientes agressivos, entre elas estão os revestimentos, os tratamentos de superfícies, a
alteração do meio pela adição de inibidores e os métodos que modificam o mecanismo
eletroquímico como proteção catódica, anodos de sacrifício ou corrente impressa
(ROBERGE, 2008).
6.1.1 Escolha do material
Durante o processo de escolha do material metálico a ser usado em qualquer
construção, o material mais barato será sempre o primeiro a ser considerado. Entretanto, ao se
analisar o ambiente que o equipamento estará submetido e, no caso dos dutos, os fluidos que
irão transportar é rapidamente identificado uma necessidade de um estudo mais detalhado
para a escolha do material mais apropriado (TALBOT; TALBOT, 1998). Essa etapa torna-se
complexa a medida que o equipamento está sujeito a diversos processos corrosivos diferentes,
assim como as múltiplas combinações entre o material e o ambiente (ROBERGE, 2008).
No casos dos dutos flexíveis para exploração offshore, sabe-se que materiais mais
simples e baratos não resistem a esse ambiente agressivo. Nesse caso, deve ser realizada uma
análise quanto ao preço e a eficiência dos revestimentos contra a corrosão e dos materiais
mais resistentes, porém mais caros (TALBOT; TALBOT, 1998). A escolha de um material
mais resistente à fratura sob tensão de sulfeto é, por muitas vezes, mais vantajoso em relação a
utilização de revestimentos (ROBERGE, 2008).
Na escolha do material também deve ser levada em conta a corrosão galvânica
evitando, sempre que possível, o contato entre metais diferentes. É recomendado que os
materiais metálicos diferentes sejam separados uns dos outros por isolamento, revestimento
92
ou apresentem tolerância a corrosão suficiente (API 17J, 2008). Caso o contato entre eles seja
inevitável, deve-se isolar eletricamente um material do outro, posicionar o metal anódico de
forma que seja fácil a sua troca e utilizar espessuras maiores (ROBERGE, 2008).
6.1.1.1 Teste de resistência a corrosão dos materiais
Durante o processo de escolha do material metálico a ser utilizado no duto podem ser
realizados testes de resistência à corrosão. Segundo Roberge (2008), esses testes são
realizados com objetivo de testar o comportamento dos metais nas condições de operação ou
nas piores condições possíveis que o duto pode enfrentar. Para que isso seja possível, é
necessário que haja controle das condições ambientes como pH, temperatura, aeração,
velocidade, concentração de contaminantes, entre outros.
Esse teste é essencial para que não ocorra a escolha de um material que não suporta as
condições de operação ou a escolha de um material mais caro do que o necessário e possui
como objetivos principais (ROBERGE, 2008):
Determinar o melhor material a ser usado para uma situação específica;
Estimar o tempo de serviço do equipamento;
Avaliar o uso comercial de novas ligas e processos;
Auxiliar no desenvolvimento de novos materiais com uma melhor resistência à
corrosão;
Determinar se o material atende as especificações exigidas no projeto;
Avaliar as variações do ambiente e o controle dos inibidores de corrosão;
Estimar o meio mais econômico de controle de corrosão;
Estudo dos mecanismos de corrosão nos materiais.
Cada teste para determinar a resistência à corrosão de um material deve ser baseado
nas especificações de uso, no ambiente de operação, nos revestimentos que serão utilizados e
nas medidas de proteção que serão adotadas. Os testes devem ser realizados repetidas vezes
para que seja determinado se o material analisado atende ou não as condições desejadas
(ROBERGE, 2008).
6.1.2 Proteção catódica
A proteção catódica é usada basicamente para a proteção de metais em contato com
água, que podem sofrer corrosão eletroquímica. Nesse tipo de proteção, a reação de
dissolução do metal é evitada pela aplicação de uma corrente que força o anodo a ser

93
polarizado com mesmo potencial do catodo, eliminando a célula corrosiva (ROBERGE,
2008).
Os métodos mais comuns de obter-se essa corrente é pela utilização de anodo de
sacrifício, que possuem potencial menor do que o metal a ser protegido, e corrente impressa
gerada por uma fonte externa (ROBERGE, 2008).
Nos dutos flexíveis, para que haja um sistema de proteção catódica através de anodos
eletricamente ligados ao end fitting é necessário que exista uma continuidade elétrica entre as
armaduras de tração e o end fitting (API 17J, 2008).
6.1.3 Espessura da camada
Para os casos em que a corrosão não pode ser evitada, na fase de projeto deve-se
estimar a taxa de oxidação que o metal irá sofrer durante a operação, incluir um coeficiente de
segurança e determinar uma espessura superior a convencional a fim de que as propriedades
mecânicas do metal sejam mantidas dentro do necessário durante a todo o tempo requerido.
6.1.4 Revestimentos ou lubrificantes
De acordo com a norma API 17J (2008), todas as superfícies externas de aço devem
ser revestidas a fim de resistirem as condições do ambiente que estão inseridas. Essa
preocupação se enquadra nos end fittings e demais acessórios metálicos que são utilizados
juntamente com a tubulação flexível.
Revestimentos contra à corrosão são na maioria das vezes tintas com bases de resinas
alcalinas e resinas epóxi. Essas resinas são inicialmente aplicadas na forma líquida e irão se
polimerizar em revestimentos duros (TALBOT; TALBOT, 1998). Uma das aplicações dos
revestimentos é a prevenção da penetração do pite, a redução dos efeitos da área catódica na
corrosão galvânica (ROBERGE, 2008).
Esse método pode falhar caso o revestimento seja submetido a abrasão (ROBERGE,
2008) pois, dessa forma expõe uma porção do metal ao ambiente corrosivo. Na produção de
petróleo um fator comum e altamente abrasivo é a presença de areia no fluido produzido,
conforme mencionado anteriormente.
Algumas das causas de corrosão nos flexíveis não podem ser evitadas por parâmetros
de projeto, por isso se torna essencial o emprego de procedimentos, monitoramento e inspeção
para evitar danos e acidentes ou identifica-los o mais cedo possível (FERGESTAD;
LØTVEIT, 2014).

94
6.2 INSPEÇÃO E MONITORAMENTO
O monitoramento do duto flexível se faz necessário durante toda sua vida em serviço.
Os métodos de inspeção devem ser considerados na fase de projeto como parte do
gerenciamento de integridade da tubulação. Uma inspeção completa e rotineira se faz
necessária para garantir uma operação eficiente, pois a substituição do duto é onerosa e falhas
podem causar impacto ambiental grave juntamente com altos prejuízos financeiros
(FERGESTAD; LØTVEIT, 2014).
Técnicas de inspeção convencionais, em serviço, usadas em dutos rígidos não são
indicadas para os dutos flexíveis, visto que não funcionam bem para os materiais presentes
nesses dutos. As várias camadas presentes nos dutos flexíveis impedem por exemplo a
inspeção pelo uso de alguns pigs instrumentais ou teste ultrassônico (PALMER; KING,
2006).
Visto que muitos métodos convencionais não se aplicavam corretamente nesses dutos,
foram necessárias adaptações e criação de um sistema de inspeção específico. Esse sistema é
instalado nos dutos em diversos pontos críticos identificados durante o projeto de modo que
forneça dados indiretos que incluem: quedas de pressão ou monitoramento do fluxo, células
de carga (load cells), sensores de pressão, inclinômetros e exames não destrutivos dos end
fittings (PALMER; KING, 2006).
No monitoramento da integridade dos dutos flexíveis são utilizadas técnicas como a
inspeção visual das superfícies internas e externas, inspeção da proteção catódica, testes de
volume, ventilação e composição dos gases do anular, testes para medida das características
do fluido transportado e testes de pressão hidrostática. Além disso, monitora-se a temperatura,
pressão e vazão de operação (FERGESTAD; LØTVEIT, 2014). Podem ser aplicados pigs
mais suaves a fim de verificar se há alguma obstrução no espaço interno na tubulação
(PALMER; KING, 2006).
Os testes visuais são realizados por ROVs com o objetivo de avaliar o aspecto das
superfícies do duto e seus acessórios, a configuração dos risers, posicionamento e número das
boias submarinas e demais acessórios e possíveis reparos já existentes (FERGESTAD;
LØTVEIT, 2014). A frequência em que esses testes são realizados varia de acordo com a sua
utilização. Para a Petrobras a frequência entre esses testes são (CARNEVAL et al., 2006):
Risers: de 3 a 5 anos.
Flowlines para transporte de óleo e gás em alta pressão: de 3 a 5 anos.
Flowlines para outras utilidades: de 10 a 15 anos.
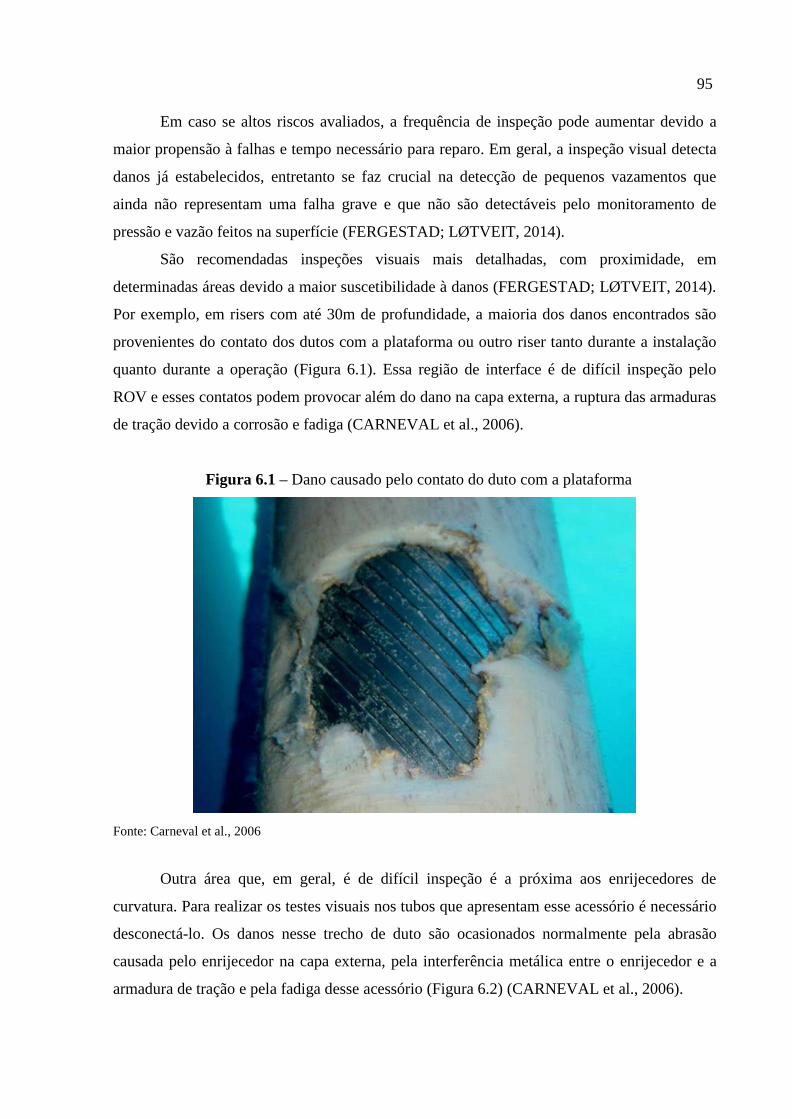
95
Em caso se altos riscos avaliados, a frequência de inspeção pode aumentar devido a
maior propensão à falhas e tempo necessário para reparo. Em geral, a inspeção visual detecta
danos já estabelecidos, entretanto se faz crucial na detecção de pequenos vazamentos que
ainda não representam uma falha grave e que não são detectáveis pelo monitoramento de
pressão e vazão feitos na superfície (FERGESTAD; LØTVEIT, 2014).
São recomendadas inspeções visuais mais detalhadas, com proximidade, em
determinadas áreas devido a maior suscetibilidade à danos (FERGESTAD; LØTVEIT, 2014).
Por exemplo, em risers com até 30m de profundidade, a maioria dos danos encontrados são
provenientes do contato dos dutos com a plataforma ou outro riser tanto durante a instalação
quanto durante a operação (Figura 6.1). Essa região de interface é de difícil inspeção pelo
ROV e esses contatos podem provocar além do dano na capa externa, a ruptura das armaduras
de tração devido a corrosão e fadiga (CARNEVAL et al., 2006).
Figura 6.1 – Dano causado pelo contato do duto com a plataforma
Fonte: Carneval et al., 2006
Outra área que, em geral, é de difícil inspeção é a próxima aos enrijecedores de
curvatura. Para realizar os testes visuais nos tubos que apresentam esse acessório é necessário
desconectá-lo. Os danos nesse trecho de duto são ocasionados normalmente pela abrasão
causada pelo enrijecedor na capa externa, pela interferência metálica entre o enrijecedor e a
armadura de tração e pela fadiga desse acessório (Figura 6.2) (CARNEVAL et al., 2006).

96
Figura 6.2 – Dano causado pelo contato do Enrijecedor de Curvatura com o duto
Fonte: Carneval et al., 2006
Inspeções visuais internas são mais raras sendo realizadas apenas quando já há
suspeita de danos da carcaça ou liner, quando o duto está sendo avaliado para reutilização ou
após algum incidente. Isso porque esse tipo de inspeção requer uma parada de operação e
limpeza do interior do duto (FERGESTAD; LØTVEIT, 2014), o que representa grandes
perdas financeiras a operadora.
Com relação a inspeção da proteção catódica, o objetivo resume-se em verificar sua
funcionalidade, com sondas que medem a continuidade elétrica, e o consumo do anodo
visualmente. Caso seja detectado forte consumo do anodo indica-se a existência de processo
corrosivo (FERGESTAD; LØTVEIT, 2014).
Um teste muito importante no processo de inspeção do duto flexível é o teste
hidrostático, ou teste de pressão hidrostática. Esse teste tem como objetivo assegurar a
integridade do duto e dos conectores e sua estanqueidade, deve ser realizado após a
construção do duto e depois de sua instalação. Entretanto, esse teste só deve ser realizado caso
o relatório de instalação, o teste visual e a análise de vida de serviço não tenham encontrado
nenhuma falha significativa na estrutura do duto, visto que qualquer problema mais sério pode
acarretar em uma falha durante esse teste (CARNEVAL et al., 2006).
Os testes com monitoramento da superfície por gás percolado9 tem como objetivo
monitorar os ciclos de abertura das válvulas de alívio de gás do espaço anular instaladas nos
conectores. Durante a operação do duto, o gás percolado se desloca para o topo da seção do
9 Percolação, no duto flexível, é a migração do gás da barreira interna para dentro do espaço anular.
97
riser, onde se acumula. Esse fluxo de gás provoca um aumento da pressão interna no espaço
anular e ao atingir a uma pressão limite há a abertura das válvulas de alívio de pressão. O
monitoramento desses ciclos de abertura e fechamento faz parte de um sistema automatizado
e integrado ao controle central da plataforma, de modo que fornece informações contínuas
sobre a pressão do gás no espaço anular e permite a antecipação de falhas nos dutos
(CARNEVAL et al., 2006).
Outro método relacionado ao monitoramento do espaço anular é o teste de injeção de
nitrogênio. Esse teste é realizado em risers flexíveis, conectados a plataforma até 30m abaixo
d’água, com o objetivo de avaliar a integridade de capa externa do duto e dos acessórios e a
presença de líquido no anular. Nesse teste ocorre a injeção de nitrogênio no espaço anular, de
modo que a pressão não exceda o valor definido no setup do projeto. Durante o teste são
registados dados como pressão, tempo e volume de injeção, pressão e tempo de estabilização
e existência ou não de um vazamento ou alívio de pressão por meio de abertura de válvula. A
partir desses dados é possível identificar e localizar falhas que atingiram a armadura de tração
(CARNEVAL et al., 2006).
De acordo com a norma API RP 17B (2002), caso haja a entrada de água no espaço
anular do duto devido a algum dano na capa externa é necessário que ocorra uma inspeção do
duto para verificação do grau de corrosão presente. Para verificar a extensão do dano, são
realizadas análises locais na região dos danos na capa externa e são realizados testes de
aceitação. Outros danos na capa externa também requerem que sejam realizados testes para
confirmar que os dutos ainda atendem as especificações mínimas para operação.
A integridade dos dutos é algo essencial para a manutenção da operação de exploração
do petróleo. Por esse motivo, a pesquisa e o desenvolvimento de novas técnicas de inspeção
dos dutos devem ser sempre realizadas. Um bom exemplo foi o projeto desenvolvido pela
Petrobras em parceria com a Pontifícia Universidade Católica (PUC/Rio), onde foram usadas
fibras óticas para monitoramento em tempo real de risers flexíveis (MORAIS, 2013).
Nesse projeto, denominado Monitoração Óptica Direto dos Arames (MODA), os
sensores de fibra ótica foram instalados ao lado dos arames da armadura de tração mais
externa em seções próximas dos conectores. Através de emissões de luz pelo sensor, essa
técnica de inspeção constata deformações nos arames da armadura de tração. Essa técnica
auxilia na prevenção de maiores problemas no duto, como por exemplo identifica possíveis
pontos de ruptura (MORAIS, 2013).
Além dos métodos de inspeção citados acima, podem ser utilizados também os
seguintes métodos: sonar de varredura lateral, calibração interna, radiografia, teste de laser
98
para vazamentos, inspeção ultrassônica, monitoramento de torção e monitoramento de
estresse não intrusivo (FERGESTAD; LØTVEIT, 2014).
6.3 REPARO
Em caso de reparo nos dutos flexíveis, a norma API 17J (2008) especifica que devem
ser realizados testes adicionais e cálculos para confirmar que esses reparos não
comprometerão a estrutura e os requisitos de longo prazo desse duto. A norma também
especifica quais são os reparos permitidos e não permitidos para os dutos.
Não é permitido o reparo de um defeito inaceitável na barreira de pressão interna,
sendo necessária a remoção completa dessa camada. Contudo, para as barreiras intermediárias
e a capa externa é permitido reparo de falhas pequenas. Nesses casos, são utilizadas muitas
vezes a soldagem da camada polimérica (API 17J, 2008).
Um dano na capa externa do duto flexível pode ser responsável por um rápido
processo corrosivo caso seja esse exposto ao ar atmosférico ou a água do mar. Por esse
motivo é necessário que o reparo seja realizado rapidamente e, para isso, são utilizados
produtos inibidores de corrosão e fitas adesivas ou bandagens enquanto o duto não é
completamente reparado (API RP 17B, 2002).
São utilizados nessa situação fluidos inibidores líquidos no espaço anular. Esses
inibidores tem o objetivo de encher o duto e com isso, expulsar a água do mar que já havia
entrado e limitar o seu ingresso futuro. Dessa maneira, é evitado que a água do mar oxigenada
circule pelas armaduras e que se desenvolva processos corrosivos mais graves. Além dos
fluidos inibidores, existem alguns métodos para reparação final da capa externa. São eles:
braçadeira de reparação macia (Figura 6.3), braçadeira rígida, braçadeira de reparação
estrutural, reparação de fundição, soldagem do polímero (FERGESTAD; LØTVEIT, 2014).

99
Figura 6.3 – Exemplo de uma braçadeira macia
Fonte: Fergestad; Løtveit, 2014
Os defeitos nas soldas das armaduras metálicas do duto devem ser reparados pela
remoção dessas soldas e das zonas afetadas pelo calor e substituição dessas por novas soldas
que atendam as especificações exigidas. No caso da carcaça, o reparo da solda só pode ser
realizado antes da formação do duto, de modo que uma inspeção visual confirme que o reparo
é aceitável (API 17J, 2008).
Caso haja um bloqueio no sistema de ventilação do espaço anular que não possa ser
reparado pelos orifícios já existentes de ventilação, é possível repará-lo utilizando uma
braçadeira de ventilação e perfurando a capa externa do duto, Figuras 6.4 e 6.5. Outros
métodos possíveis, mas não tão usuais são: perfurar um novo orifício de ventilação em um
tubo localizado dentro de um tubo guia, gerar um vácuo cíclico e pressão de nitrogênio,
pressurização hidráulica do orifício de ventilação, perfuração do novo orifício de ventilação
através do end fitting (FERGESTAD; LØTVEIT, 2014).

100
Figura 6.4 – Exemplo de uma braçadeira de ventilação
Fonte: Fergestad; Løtveit, 2014
Figura 6.5 – Operação de reparo em um riser flexível
Fonte: 4Subsea, 2014a.
Para o reparo de danos críticos localizados em certa área do duto pode ser realizado o
corte dessa seção e a instalação de end fittings nessas extremidades de modo que não seja
necessária a troca de toda a tubulação. Já em casos de danos na capa externa do duto, essa
camada pode vir a ser retirada e substituída por uma nova capa (API RP 17B, 2002).
Os reparos citados acima só são possíveis em caso de danificações pequenas, sendo a
grande maioria dos danos nos dutos irreparável. Danos como colapso, fadiga, erosão são

101
exemplos de danos que não podem ser reparados, assim como corrosão e fadiga nas
armaduras de tração (FERGESTAD; LØTVEIT, 2014).
6.4 COMO EVITAR
Diversos processos corrosivos sofridos pelos dutos não podem ser evitados durante a
fabricação e a escolha do material. Para que sejam evitados e controlados é necessária a
implementação de procedimentos de trabalho, de sistemas de monitoramento e de inspeção,
de modo que haja em primeiro lugar uma prevenção para impedir danos e acidentes e em
segundo lugar uma rápida detecção em caso de danos que possam gerar corrosão
(FERGESTAD; LØTVEIT, 2014).
Grande parte dos danos causados nas capas externas dos dutos ocorre durante a
instalação. Por esse motivo, é necessário que haja a implementação de procedimentos e
práticas de trabalho para que esses danos sejam evitados e que haja um bom sistema de
monitoramento para que esse dano seja identificado o mais rápido possível (FERGESTAD;
LØTVEIT, 2014).
Durante a operação do duto flexível é essencial a prática de algumas ações com o
objetivo de evitar um dano do duto. São elas (FERGESTAD; LØTVEIT, 2014):
Evitar o bloqueio do sistema de ventilação do dutos: Esse bloqueio pode provocar a
ruptura da capa externa. Para que isso não ocorra, o sistema deve ser monitorado
continuamente e devem ser realizados testes para medição da vazão.
Diminuir as chances de impactos e colisões do duto com outros equipamentos: O uso
de procedimentos mais rígidos irão evitar danos nas capas externas dos dutos.
Identificar se a fissura da capa externa sob o reforço de dobra é o potencial problema:
esse problema pode ser identificado pela análise da temperatura de operação e do
gradiente térmico entre a parede do duto e o reforço de dobra.
Implementar um sistema do monitoramento e inspeção para a rápida identificação de
dano na capa externa do duto.
Avaliar as chances de haver HIC ou SSCC, devido ao material escolhido para ser
usado nas armaduras do duto e a um possível aumento na concentração de H2S no
ambiente.
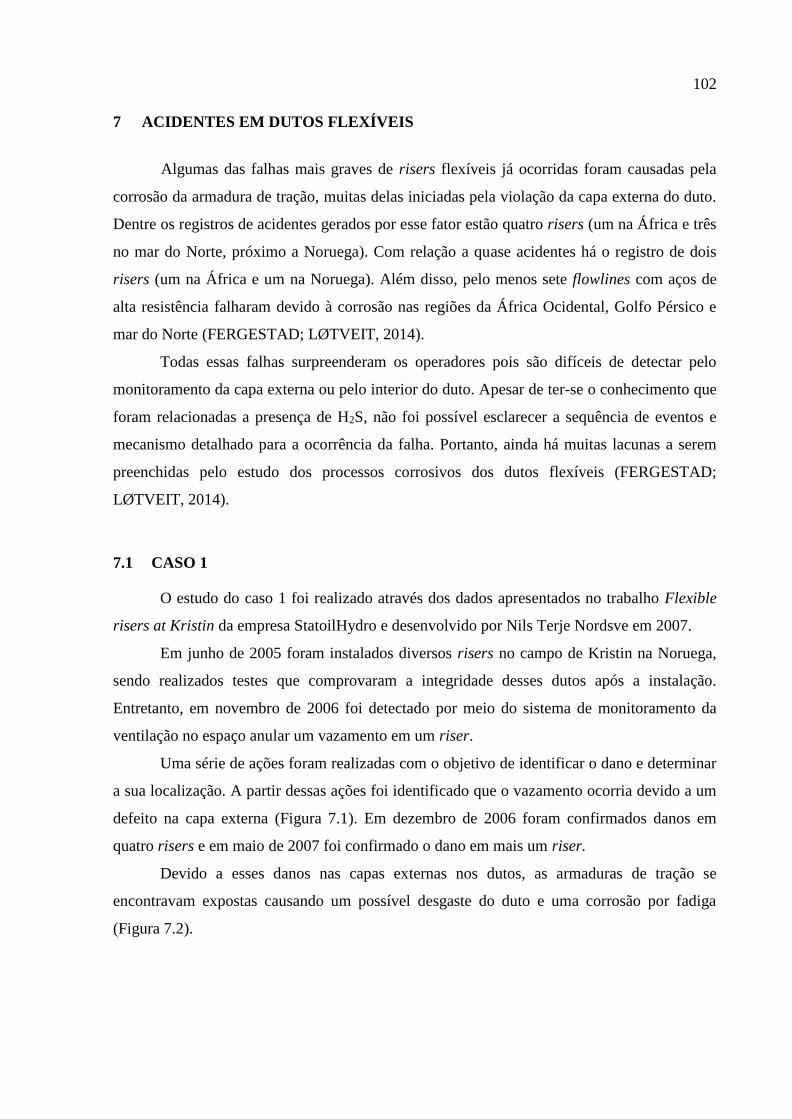
102
7 ACIDENTES EM DUTOS FLEXÍVEIS
Algumas das falhas mais graves de risers flexíveis já ocorridas foram causadas pela
corrosão da armadura de tração, muitas delas iniciadas pela violação da capa externa do duto.
Dentre os registros de acidentes gerados por esse fator estão quatro risers (um na África e três
no mar do Norte, próximo a Noruega). Com relação a quase acidentes há o registro de dois
risers (um na África e um na Noruega). Além disso, pelo menos sete flowlines com aços de
alta resistência falharam devido à corrosão nas regiões da África Ocidental, Golfo Pérsico e
mar do Norte (FERGESTAD; LØTVEIT, 2014).
Todas essas falhas surpreenderam os operadores pois são difíceis de detectar pelo
monitoramento da capa externa ou pelo interior do duto. Apesar de ter-se o conhecimento que
foram relacionadas a presença de H2S, não foi possível esclarecer a sequência de eventos e
mecanismo detalhado para a ocorrência da falha. Portanto, ainda há muitas lacunas a serem
preenchidas pelo estudo dos processos corrosivos dos dutos flexíveis (FERGESTAD;
LØTVEIT, 2014).
7.1 CASO 1
O estudo do caso 1 foi realizado através dos dados apresentados no trabalho Flexible
risers at Kristin da empresa StatoilHydro e desenvolvido por Nils Terje Nordsve em 2007.
Em junho de 2005 foram instalados diversos risers no campo de Kristin na Noruega,
sendo realizados testes que comprovaram a integridade desses dutos após a instalação.
Entretanto, em novembro de 2006 foi detectado por meio do sistema de monitoramento da
ventilação no espaço anular um vazamento em um riser.
Uma série de ações foram realizadas com o objetivo de identificar o dano e determinar
a sua localização. A partir dessas ações foi identificado que o vazamento ocorria devido a um
defeito na capa externa (Figura 7.1). Em dezembro de 2006 foram confirmados danos em
quatro risers e em maio de 2007 foi confirmado o dano em mais um riser.
Devido a esses danos nas capas externas nos dutos, as armaduras de tração se
encontravam expostas causando um possível desgaste do duto e uma corrosão por fadiga
(Figura 7.2).

103
Figura 7.1 – Dano na capa externa do riser flexível
Fonte: Nordsve, 2007.
Figura 7.2 – Corrosão na armadura de tração do riser flexível
Fonte: Nordsve, 2007.
Foram realizados também extensos estudos para se descobrir a causa dos danos, onde
foi concluído que os danos ocorreram devido ao desgaste do material utilizado na fabricação
da capa externa. O material utilizado, TP-FlexTM era um material novo e não apresentou uma
boa resistência ao desgaste.
Para evitar novos incidentes, os dutos foram reparados removendo a capa externa
danificada e a substituindo por meio da soldagem de uma nova capa (figura 7.3) ou por meio

104
de aplicação de um envoltório termoretráctil (figura 7.4). Foram utilizados também colares de
proteção contra o desgaste com o objetivo de proteger os risers (figura 7.5).
Pelo trabalho apresentado por Nordsve não foi possível verificar se ocorreu a
tratamento das armaduras antes do reparo desses dutos.
Figura 7.3 – Reparo da capa externa do duto por meio de soldagem
Fonte: Nordsve, 2007.
Figura 7.4 – Reparo da capa externa do duto por meio de aplicação de um envoltório
termoretráctil
Fonte: Nordsve, 2007.

105
Figura 7.5 – Risers com colares de proteção contra o desgaste
Fonte: Nordsve, 2007.
7.2 CASO 2
O Caso 2 foi discutido a partir dos dados fornecidos por Al-Maslamani (1996) sobre
uma série de experimentos realizados pela Qatar General Petroleum Corp. que visavam
analisar o comportamento do duto flexível em um ambiente ácido. Até o dado momento havia
pouca ou nenhuma informação quanto ao comportamento dos dutos nessas condições.
O duto flexível foi testado quanto ao seu uso para transporte offshore de gás-lift em
um ambiente ácido, com uma porcentagem de 2,5% de H2S e 6% de CO2 no gás transportado.
Foi utilizada também uma pressão de operação de 150 bar e uma temperatura de operação de
70°C.
Foram utilizados nesse trabalho aço inoxidável tipo AISI 316L para a carcaça,
polietileno de alta densidade (HDPE) para a capa externa e polímero Rilsan para a barreira
interna. Acreditava-se naquele momento que, se as camadas poliméricas permanecessem
intactas, as armaduras do duto não sofreriam com a presença de água e de gases como CH4,
CO2 e H2S.
Já foi discutido nesse trabalho que todo material polimérico é suscetível a permeação
de gases, sendo que o tipo do gás e as características do polímero que irão definir a quantidade
permeada. Essa permeação dos gases nos dutos flexíveis é responsável por tornar o espaço
anular do duto em um ambiente corrosivo.
Durante os testes foram verificados vazamentos de gás em quatro locais ao longo do

106
duto. Foi detectado que a taxa de vazamento oscilava de acordo com a variação da pressão
interna do duto, implicando assim que haviam furos da capa externa. Foi realizado então um
corte de uma seção de um metro do duto flexível para que um estudo mais detalhado fosse
feito.
A capa externa de HDPE foi analisada e nela identificada pequenos sinais de abrasão
superficial. Essa capa foi então retirada com o intuito de estudar as condições das armaduras
do duto. Na primeira armadura foi encontrado uma fratura do arame (Figura 7.6), enquanto na
segunda foi encontrado um severo processo corrosivo (Figura 7.7).
Figura 7.6 – Fratura na primeira armadura do duto flexível
Fonte: Al-Maslamani, 1996.
Figura 7.7 – Dano na segunda armadura do duto flexível
Fonte: Al-Maslamani, 1996.

107
A terceira armadura apresentava diversas fraturas e corrosão ao longo da seção (Figura
7.8). A armadura localizada mais internamente apresentava severa deterioração devido ao
ataque corrosivo. Nos locais onde ocorreu o dano na barreira interna havia a presença dos
produtos da corrosão (Figura 7.9). Na carcaça ocorreu apenas uma descoloração geral e um
pequeno ataque corrosivo.
Figura 7.8 – Dano na terceira armadura do duto flexível
Fonte: Al-Maslamani, 1996.
Figura 7.7 – Dano última armadura do duto flexível
Fonte: Al-Maslamani, 1996.
Amostras dos materiais utilizados nos dutos foram recolhidas com o objetivo de
realização de um estudo detalhado. Foram realizados testes de tração com os materiais das
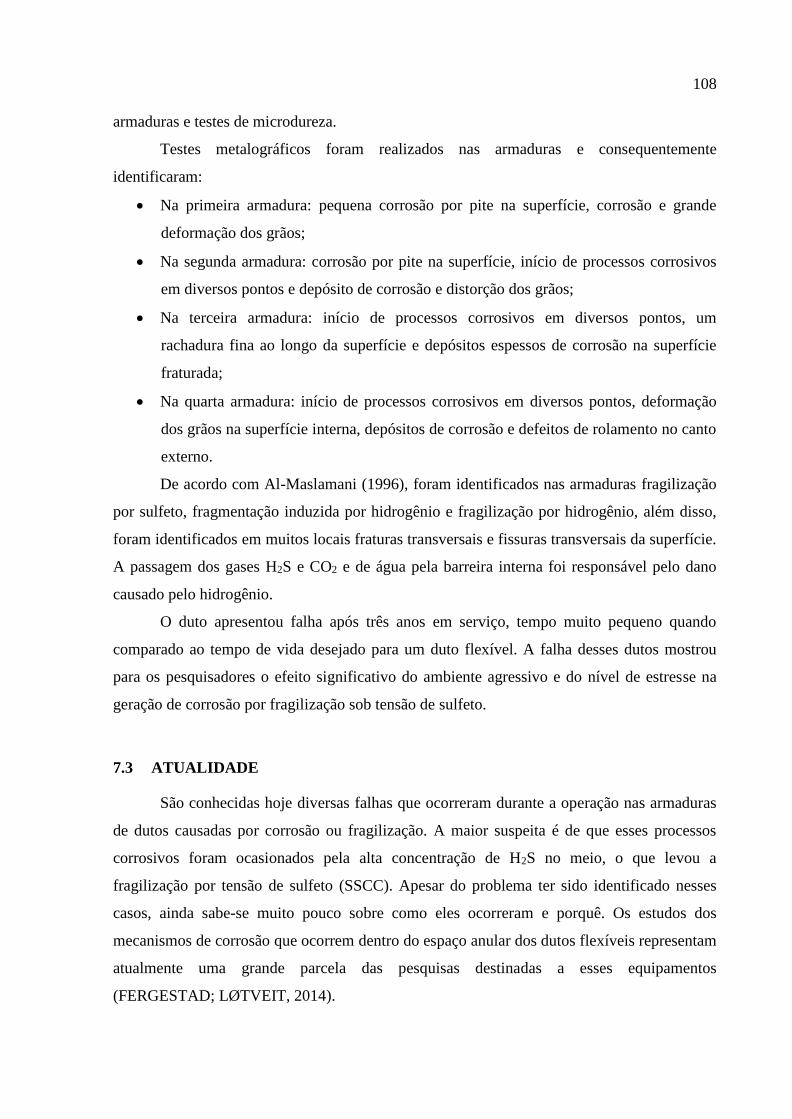
108
armaduras e testes de microdureza.
Testes metalográficos foram realizados nas armaduras e consequentemente
identificaram:
Na primeira armadura: pequena corrosão por pite na superfície, corrosão e grande
deformação dos grãos;
Na segunda armadura: corrosão por pite na superfície, início de processos corrosivos
em diversos pontos e depósito de corrosão e distorção dos grãos;
Na terceira armadura: início de processos corrosivos em diversos pontos, um
rachadura fina ao longo da superfície e depósitos espessos de corrosão na superfície
fraturada;
Na quarta armadura: início de processos corrosivos em diversos pontos, deformação
dos grãos na superfície interna, depósitos de corrosão e defeitos de rolamento no canto
externo.
De acordo com Al-Maslamani (1996), foram identificados nas armaduras fragilização
por sulfeto, fragmentação induzida por hidrogênio e fragilização por hidrogênio, além disso,
foram identificados em muitos locais fraturas transversais e fissuras transversais da superfície.
A passagem dos gases H2S e CO2 e de água pela barreira interna foi responsável pelo dano
causado pelo hidrogênio.
O duto apresentou falha após três anos em serviço, tempo muito pequeno quando
comparado ao tempo de vida desejado para um duto flexível. A falha desses dutos mostrou
para os pesquisadores o efeito significativo do ambiente agressivo e do nível de estresse na
geração de corrosão por fragilização sob tensão de sulfeto.
7.3 ATUALIDADE
São conhecidas hoje diversas falhas que ocorreram durante a operação nas armaduras
de dutos causadas por corrosão ou fragilização. A maior suspeita é de que esses processos
corrosivos foram ocasionados pela alta concentração de H2S no meio, o que levou a
fragilização por tensão de sulfeto (SSCC). Apesar do problema ter sido identificado nesses
casos, ainda sabe-se muito pouco sobre como eles ocorreram e porquê. Os estudos dos
mecanismos de corrosão que ocorrem dentro do espaço anular dos dutos flexíveis representam
atualmente uma grande parcela das pesquisas destinadas a esses equipamentos
(FERGESTAD; LØTVEIT, 2014).
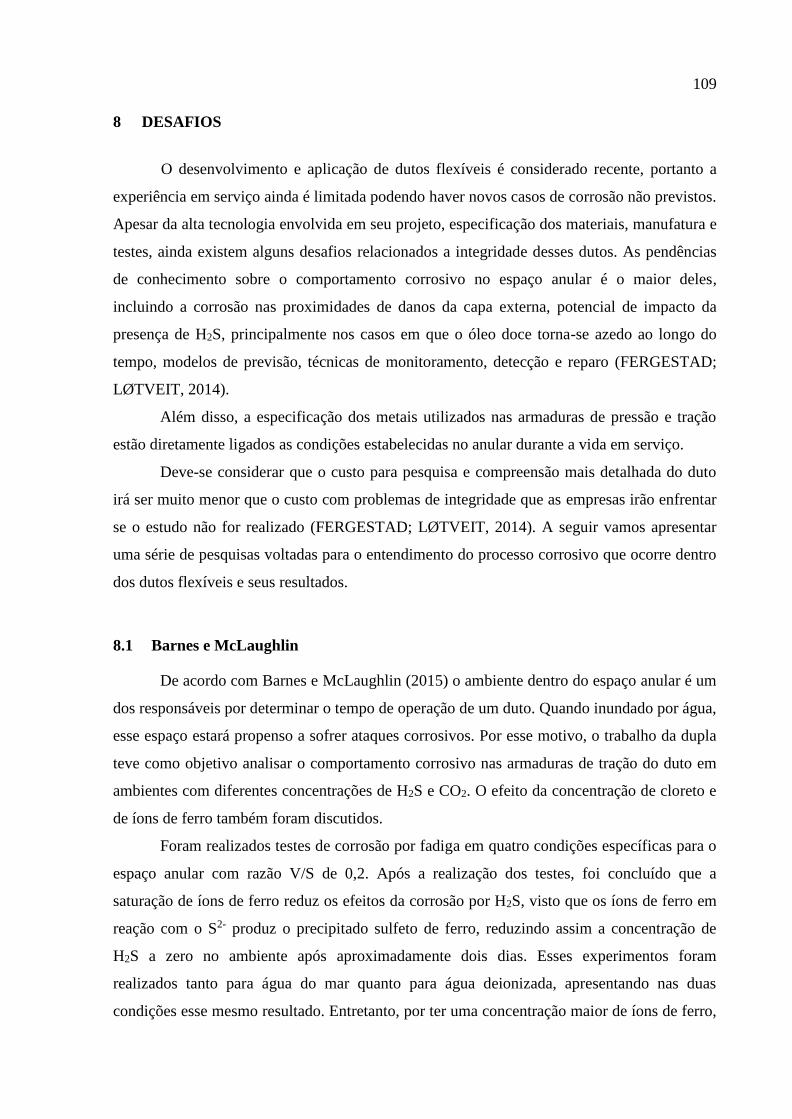
109
8 DESAFIOS
O desenvolvimento e aplicação de dutos flexíveis é considerado recente, portanto a
experiência em serviço ainda é limitada podendo haver novos casos de corrosão não previstos.
Apesar da alta tecnologia envolvida em seu projeto, especificação dos materiais, manufatura e
testes, ainda existem alguns desafios relacionados a integridade desses dutos. As pendências
de conhecimento sobre o comportamento corrosivo no espaço anular é o maior deles,
incluindo a corrosão nas proximidades de danos da capa externa, potencial de impacto da
presença de H2S, principalmente nos casos em que o óleo doce torna-se azedo ao longo do
tempo, modelos de previsão, técnicas de monitoramento, detecção e reparo (FERGESTAD;
LØTVEIT, 2014).
Além disso, a especificação dos metais utilizados nas armaduras de pressão e tração
estão diretamente ligados as condições estabelecidas no anular durante a vida em serviço.
Deve-se considerar que o custo para pesquisa e compreensão mais detalhada do duto
irá ser muito menor que o custo com problemas de integridade que as empresas irão enfrentar
se o estudo não for realizado (FERGESTAD; LØTVEIT, 2014). A seguir vamos apresentar
uma série de pesquisas voltadas para o entendimento do processo corrosivo que ocorre dentro
dos dutos flexíveis e seus resultados.
8.1 Barnes e McLaughlin
De acordo com Barnes e McLaughlin (2015) o ambiente dentro do espaço anular é um
dos responsáveis por determinar o tempo de operação de um duto. Quando inundado por água,
esse espaço estará propenso a sofrer ataques corrosivos. Por esse motivo, o trabalho da dupla
teve como objetivo analisar o comportamento corrosivo nas armaduras de tração do duto em
ambientes com diferentes concentrações de H2S e CO2. O efeito da concentração de cloreto e
de íons de ferro também foram discutidos.
Foram realizados testes de corrosão por fadiga em quatro condições específicas para o
espaço anular com razão V/S de 0,2. Após a realização dos testes, foi concluído que a
saturação de íons de ferro reduz os efeitos da corrosão por H2S, visto que os íons de ferro em
reação com o S2- produz o precipitado sulfeto de ferro, reduzindo assim a concentração de
H2S a zero no ambiente após aproximadamente dois dias. Esses experimentos foram
realizados tanto para água do mar quanto para água deionizada, apresentando nas duas
condições esse mesmo resultado. Entretanto, por ter uma concentração maior de íons de ferro,

110
é esperado que na água do mar haja uma menor taxa de corrosão do que na água deionizada
(BARNES; MCLAUGHLIN, 2015).
Foi observado também que a saturação por íons de ferro também auxiliou na
manutenção do pH do ambiente. Para ambientes sem a saturação de íons de ferro, ocorreu
uma diminuição do pH, deixando assim o ambiente mais ácido (BARNES; MCLAUGHLIN,
2015).
8.2 Ottesen-Hansen et al.
Ottesen-Hansen e colaboradores (2015) realizaram uma série de experimentos com o
objetivo entender melhor a fadiga nos espaços anulares dos dutos flexíveis. Para esses
experimentos foram utilizados testes de comparação entre diferentes tipos de armaduras em
três diferentes ambientes, em ar, em água do mar desareada e em ambiente ácido.
Foram realizados teste de corrosão por fadiga que resultaram na conclusão de que o
tempo de vida em fadiga será maior em um ambiente com ar, seguido pelo ambiente com
água do mar e por último pelo ambiente ácido. Quando comparados em relação ao tempo de
vida em fadiga com o ar, tanto a água do mar, quanto o ambiente ácido apresentaram uma
grande diminuição. Foi observado também que para o ambiente ácido os três materiais
testados, mesmo com diferentes resistências, apresentaram resultados muito similares para
tempo de vida em fadiga (OTTESEN-HANSEN et al., 2015).
8.3 Dugstad et al.
Dugstad e seus pesquisadores (2015) realizam experimentos com o objetivo de avaliar
como a supersaturação de carbonato de ferro (FeCO3) interfere nos filmes de proteção de
produtos corrosivos precipitados, como o ingresso de O2 afeta as propriedades desses filmes já
existentes, como o O2 provoca um ataque localizado e como a proteção é retomada quando a
fonte de O2 é retirada. Os experimentos foram realizados a partir do controle da
supersaturação com uma razão V/S de cerca de 60 ml/cm2, sendo que o volume livre foi
ocupado pela adição de produtos de corrosão dissolvidos.
Nos simulados ambientes doces e com altos valores de supersaturação de FeCO3,
foram formados rapidamente filmes de proteção a partir de produtos da corrosão e
consequentemente, houve uma diminuição da taxa de corrosão para cerca de 0,01 mm/ano.
Após a formação desse filme os pesquisadores adicionaram O2 no meio com objetivo de
simular um dano na capa externa do duto. Essa adição acarretou na dissolução parcial dos

111
filmes de proteção, o que consequentemente gerou um aumento da taxa de corrosão no duto e
também levou a geração de ataques localizados. A retirada da fonte de O2 gerou mais uma vez
a diminuição da taxa de corrosão, entretanto não foi possível afirmar se as área que sofreram
com ataques localizados foram completamente protegidas (DUGSTAD et al., 2015).
8.4 Rubin et al.
Rubin e seus colaboradores (2012) observaram em seus experimentos a relação da
espessura do eletrólito, da razão V/S e do valor de pH com os processos corrosivos dos dutos.
A partir de variações nas condições ambientes e nos setup do experimento, foram analisados
os processos corrosivos obtidos e foram discutidos os mecanismos desses processos. Os
experimentos foram também realizados pela inserção das armaduras em soluções de água com
CO2, ou seja, um ambiente doce.
Os experimentos realizados confirmaram que o espaço anular na verdade é um
ambiente extremamente benigno para o duto. Foi observado que o ambiente supersaturado
com íons de ferro é o fator principal para ambientes com baixa taxa de corrosão, sendo
responsável por aumentar o pH e por aumentar a precipitação da camada de ferro protetora.
Apesar da taxa de corrosão inicialmente encontrada ter sido alta, foi verificado que ao longo
do tempo essa taxa foi diminuindo, chegando próxima de zero (RUBIN et al., 2012).
A partir desses experimentos foi confirmado que para razões V/S baixas, as taxas de
corrosão também são pequenas e foi verificado um valor de pH acima do esperado pelos
cálculos para as condições de corrosão em ambientes doces. Apesar de já ter sido proposto
antes, esses experimentos não confirmaram a influência da espessura da camada de eletrólito
acima da superfície do aço como fator expressivo no processo corrosivo do duto (RUBIN et.
al., 2012).
8.5 Haahr et al.
Nesse estudo, Haahr e seus colaboradores (2016) avaliaram a relação entre o fluxo de
gases através da barreira de pressão, a razão entre o volume de água e a área superficial de
metal (V/S), o pH do anular e os produtos corrosivos formados. Foi testado em laboratório e
em escala real, um novo modelo para o consumo de H2S no espaço anular durante a operação
do duto flexível conduzindo óleo azedo.
A presença de H2S coloca em risco a integridade das armaduras principalmente através
de processos de SCC e HIC conforme descrito nos itens 4.2.3.4 e 4.2.2.2, respectivamente.

112
Em geral, a tendência para essas fraturas aumenta à medida que eleva-se a concentração de
H2S, reduz-se o pH e utilizam-se aços de alta resistência (HAAHR et. al, 2016). A norma API
17J (2008) exige que as armaduras sejam fabricadas de forma a resistir serviços em óleos
ácidos durante o tempo de operação especificados, para isso são utilizados modelos de cálculo
da composição do espaço anular.
O modelo tradicional utilizado para especificação dos aços considera no balanço do
H2S apenas a vazão de entrada, pela barreira polimérica, e de saída, pela capa externa e
válvulas. O modelo proposto e testado por Haahr e colaboradores (2016) adiciona um fator de
consumo do H2S no espaço anular, portanto parâmetros como a constante da taxa de consumo
e a área superficial de aço são incluídos.
A presença de gases corrosivos e a baixa razão V/S no anular leva a rápida saturação
do ambiente por íons de ferro provenientes da corrosão do aço das armaduras pelo CO2. O
produto formado, FeCO3, é de lenta precipitação colaborando com essa a saturação do
eletrólito pelos íons de ferro. Quando presente, o H2S dissocia-se em S2- que reage com os
íons de ferro formando FeS, sal pouco solúvel, o que pode levar ao esgotamento do H2S no
anular caso a taxa de entrada desse ácido seja baixa (HAAHR et. al, 2016).
Os resultados do teste em laboratório em aços de alta resistência mostraram que a
medida que a taxa de entrada de H2S reduz, sua concentração no anular também reduz e o pH
do ambiente é elevado podendo eliminar o risco de empolamento por hidrogênio e fratura por
tensão de enxofre (HAAHR et. al, 2016).
Os resultados em escala real mostraram que a concentração de H2S no anular é muito
inferior a prevista pelo modelo tradicional, chegando a ser mais de 5000 vezes menor, o que
comprova que a maior parte do H2S nesse ambiente é consumida. Após um ano de teste, a
tubulação foi dissecada e analisada, não foi encontrada nenhuma fratura relacionada a
presença de enxofre (HAAHR et. al, 2016).
Segundo Haahr e seus colaboradores (2016), essa descoberta é vantajosa às operações
em águas profundas, pois a possibilidade de aplicar aços de alta resistência reduz o peso do
flexível e aumenta sua resistência mecânica tornando-o mais adequado para longos
comprimentos.
Entretanto, o modelo tradicional ainda é o considerado para o projeto e especificação
das armaduras. Isso ocorre porque deve-se levar em conta que o consumo de H2S no anular
eleva, em contra partida, a taxa de entrada desse ácido no ambiente devido ao gradiente de
concentração gerado e, essa taxa como dito acima, é um dos fatores principais à ocorrência de
SCC e HIC. Portanto, estudos mais extensos ainda são requeridos a fim de que a indústria
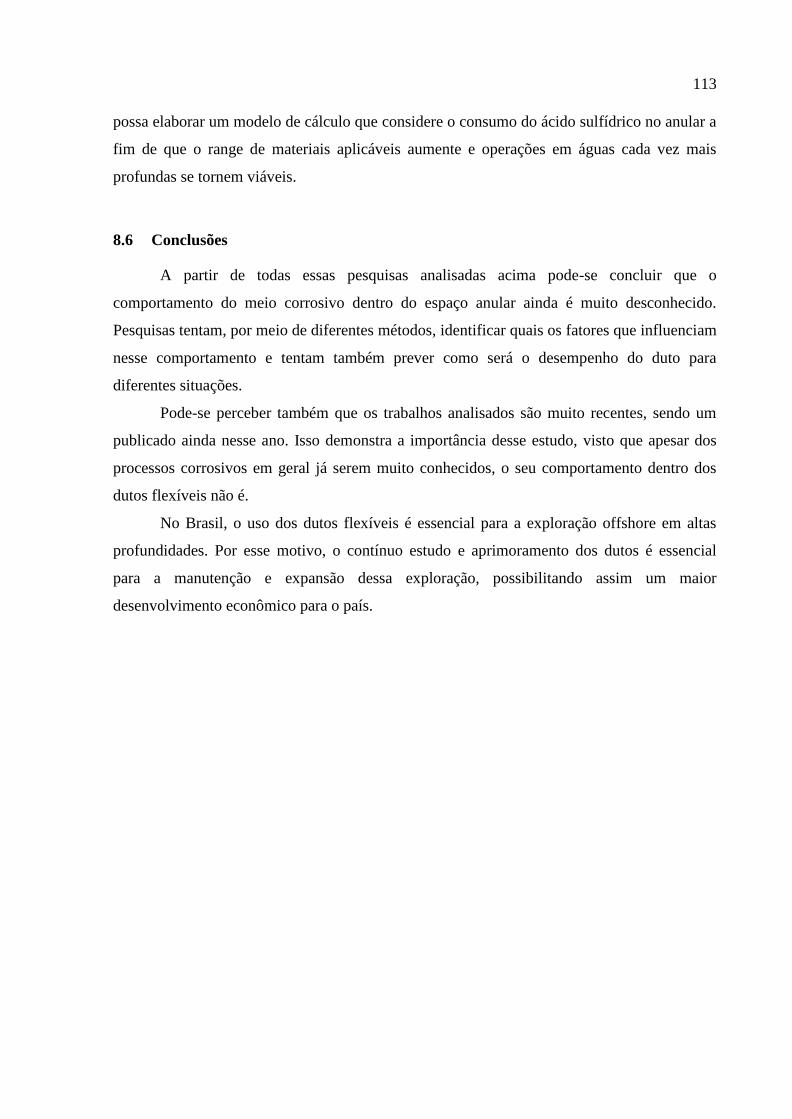
113
possa elaborar um modelo de cálculo que considere o consumo do ácido sulfídrico no anular a
fim de que o range de materiais aplicáveis aumente e operações em águas cada vez mais
profundas se tornem viáveis.
8.6 Conclusões
A partir de todas essas pesquisas analisadas acima pode-se concluir que o
comportamento do meio corrosivo dentro do espaço anular ainda é muito desconhecido.
Pesquisas tentam, por meio de diferentes métodos, identificar quais os fatores que influenciam
nesse comportamento e tentam também prever como será o desempenho do duto para
diferentes situações.
Pode-se perceber também que os trabalhos analisados são muito recentes, sendo um
publicado ainda nesse ano. Isso demonstra a importância desse estudo, visto que apesar dos
processos corrosivos em geral já serem muito conhecidos, o seu comportamento dentro dos
dutos flexíveis não é.
No Brasil, o uso dos dutos flexíveis é essencial para a exploração offshore em altas
profundidades. Por esse motivo, o contínuo estudo e aprimoramento dos dutos é essencial
para a manutenção e expansão dessa exploração, possibilitando assim um maior
desenvolvimento econômico para o país.

114
9 CONCLUSÃO
O crescimento da produção de petróleo no ambiente offshore fomentou o
desenvolvimento de inúmeras tecnologias voltadas a tornar o processo viável, otimizado e
seguro. Entre elas estão os dutos flexíveis com sua estrutura complexa em multicamadas que
permite bom isolamento térmico, compatibilidade química, melhor resistência aos
movimentos marinhos e à corrosão.
Apesar de apresentar um processo fabril mais longo e oneroso, a facilidade de
produção de longos comprimentos, os métodos de instalação mais simples e a possibilidade
de reaproveitamento tornam o duto flexível vantajoso em relação ao rígido.
O duto flexível apresenta camadas metálicas, como a carcaça e as armaduras de
pressão e tração, além de acessórios também metálicos. Empregam-se materiais de alta
resistência ao ambiente e às condições de operação as quais serão submetidos a fim de
assegurar segurança da produção e do meio ambiente durante toda a vida em serviço.
Entretanto, o duto não está imune aos processos corrosivos que, comumente, são
iniciados por falha de alguma de suas camadas. A falha mais recorrente até o momento, é o
comprometimento da estanqueidade da capa externa permitindo a entrada de água do mar.
Esse cenário torna-se ainda mais grave caso se estabeleça um fluxo contínuo, renovando-se a
água rotineiramente. Em geral esse dano pode ser gerado no armazenamento do duto ou
durante a instalação.
Outros formas de originar falhas nas camadas envolvem problemas no armazenamento
dos arames, nas etapas de produção e montagem, na aplicação de esforços mecânicos
superiores aos suportados ou, até mesmo, em alguma falha de projeto tanto nos parâmetros de
produção quanto na especificação dos materiais.
O vasto conhecimento sobre os processos corrosivos permitem evitar ou retardar a
degradação dos materiais. Técnicas cada vez mais elaboradas de inspeção também mostram-
se fundamentais para o monitoramento do duto a fim de garantir sua integridade. Assim como
métodos de reparo eficientes para conter vazamentos em caso de emergência. Segundo a
norma, há quatro técnicas básicas de prevenção à corrosão: boa escolha do material, proteção
catódica, aumento da espessura da camada e adição de lubrificantes ou revestimentos.
Embora conheça-se muito sobre corrosão de metais, a estrutura do flexível e suas
condições de operação criam um ambiente desafiador e ainda bastante desconhecido. O
espaço anular, formado entre a barreira de pressão e a capa externa, representa um grande
desafio no que diz respeito ao desenvolvimento de um modelo que permita uma especificação
115
dos metais otimizada e, ainda assim, conservadora.
O espaço anular pode conter H2O, CO2, H2S e outros gases ácidos provenientes do
fluido transportado que permeiam a barreira de pressão e preenchem o espaço, antes ocupado
principalmente pelas armaduras. A presença de espécies corrosivas em conjunto com a água
torna esse ambiente agressivo, mas alguns fatores como a baixa razão entre o volume e a
superfície metálica e a saturação por íons de ferro podem abrandar a corrosão das armaduras.
Extensos estudos são conduzidos a fim de desenvolver um modelo de cálculo que
possa prever mais corretamente o comportamento corrosivo no anular em diferentes situações,
conforme apresentado no capítulo anterior. Uma das pesquisas expostas foi realizada esse ano
o que enfatiza os esforços atuais com esse propósito. O melhor entendimento desse processo
pode qualificar, por exemplo, a utilização de metais mais leves reduzindo o peso dos dutos e
possibilitando a produção lâminas d’água maiores.
Portanto, pode-se concluir que, embora os dutos flexíveis tragam muita tecnologia em
seu projeto, qualificação, fabricação, montagem, instalação e monitoramento ainda há
diversos desafios a fim de torná-lo mais eficiente, seguro e condizente com as demandas
atuais e futuras.
A utilização de dutos flexíveis é relativamente recente comparada ao emprego de
dutos rígidos. Logo, ao mesmo tempo em que diversas tecnologias ainda estão sendo testadas
e aprimoradas, a indústria demanda a qualificação de dutos para ambientes cada vez mais
agressivos e águas mais profundas.
Além disso a indústria de óleo e gás representa alta influência na economia mundial.
No Brasil, os dutos flexíveis estão fortemente presentes na produção de petróleo offshore, o
que ressalta a relevância das pesquisas para melhoria dessas tubulações a fim de garantir a
expansão da produção, a segurança dos trabalhadores e do meio ambiente contribuindo com o
crescimento econômico do país.

116
10 REFERÊNCIAS BIBLIOGRÁFICAS
4SUBSEA. Flexible riser repair. 2014a. Disponível em: <
http://www.4subsea.com/services/operational-services/flexible-riser-repair>. Acesso em: 07
novembro 2016
4SUBSEA. Installation Support. 2014b Disponível em: <
http://www.4subsea.com/services/operational-services/installation-support >. Acesso em: 07
novembro 2016
ALBERT, Alexander P; LANIER, Daniel L.; PERILLOUX, Brian L.; STRONG, Andrew;
Pipeline Market. Oilfield Review Spring, Schlumberger, Estados Unidos, p. 4-13, 2011.
AL-MASLAMANI, Moh'd J. Trials of flexible pipe in sour service reveal degradation.
Oil&Gas Journal, Doha, abril 1996. Disponível em: <
http://www.ogj.com/articles/print/volume-94/issue-45/in-this-issue/pipeline/trials-of-flexible-
pipe-in-sour-service-reveal-degradation.html> Acesso em: 25 outubro 2016.
API Recommended Practice 17B; Recommended Practice for Flexible Pipe. 3 ed.
Washington, D.C., 2002.
API Specification17J; Specification for unbounded flexible pipe. 3 ed. Washington, D.C.,
2008.
AZEVEDO, Fabio Braga de, Dutos Submarinos Rígidos. In: FREIRE, José Luiz de França;
Engenharia de Dutos. Rio de Janeiro: Transpetro; ABCM, 2009. Cap16, p.16.1-16.30
BAPTISTA, Walmar; CASTINHEIRAS, Wilson G. C., Corrosão e Proteção Catódica. In:
FREIRE, José Luiz de França; Engenharia de Dutos. Rio de Janeiro: Transpetro; ABCM,
2009. Cap 13 p.13.1-13.16
BARNES, Peter; MCLAUGHLIN, Tom, Corrosion Fatigue Behavior of High Strength Steel
Wire in Various Aqueous Environments. In: CORROSION 2015 Conference & Expo
(NACE), no 5605, Houston, 2015.
117
BARTELL. Flexible riser production. Disponível em:
<http://www.bartellmachinery.com/flexible-riser-production> Acesso em: 26 outubro 2016.
BRAAD, P. E., Assembly of a flexible pipe and an end fitting, U.S. Patent US6360781 B1,
2002.
BRAESTRUP, Mikael; ANDERSEN, Jan B.; ANDERSEN, Lars W.; BRYNDUM, Mads;
CHRISTENSEN, Curt J.; NIELSEN, Niels-Jørgen R.; Design and Installation of Marine
Pipelines. 1ed. Oxford, Reino Unido: Blackwell Science, 2005. Cap 10 p. 278-311
BRONDEL, Denis; EDWARDS, Randy; HAYMAN, Andrew; HILL, Donald; MEHTA,
Shreekant; SEMERAD, Tony; Corrosion in the Oil Industry. Oilfield Review, Schlumberger,
Estados Unidos, p. 4-18, 1994.
CAMERINI, Cláudio; SOUZA, Helio Alvez de, Inspeção de Dutos. In: FREIRE, José Luiz de
França; Engenharia de Dutos. Rio de Janeiro: Transpetro; ABCM, 2009. Cap 14 p.14.1-14.30
CARNEVAL, Ricardo de O.; MARINHO, Mauro G.; SANTOS, Joilson M. dos. Flexible
Line Inspection. In: European Conference on Non-Destructive Testing, 2006, Berlin. Anais
eletrônicos... Macaé: PETROBRAS, 2006. Disponível em:
<http://www.ndt.net/article/ecndt2006/doc/P106.pdf> Acesso em 29 outubro 2016.
CAVATI, Ricardo de S. Gerenciamento Inteligente da Integridade de Risers Flexíveis
Utilizados na Produção de Petróleo e Gás Natural. Rio de Janeiro, 2012. 102 p. Dissertação
(Mestrado em Engenharia Oceânica) – Programa de Pós-graduação em Engenharia Oceânica,
Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2012.
CLEMENTS, R. A.; TAN, Z., Flexible pipe having pressure armour layer, Patent
WO2009087348A1, 2009.
DEVOLD, Havard; Oil and gas production handbook – An introduction to oil and gas
production. 2ed. Oslo: ABB Oil and Gas, 2009. 113p.

118
DOLINSKI, Anderson; Projeto de Dutos Flexíveis para Aplicação Submarina. In: FREIRE,
José Luiz de França; Engenharia de Dutos. Rio de Janeiro: Transpetro; ABCM, 2009. Cap 17
p.17.1-17.31
DUGSTAD, Arne et al. Corrosion Testing of Steel Armour Wires in Flexible Pipes – A
Parametric Study. In: CORROSION 2015 Conference & Expo (NACE), no 5829, Houston,
2015.
ETHRIDGE, A. D.; CAYARD, M. S. Application of Standard SSC Teste Methods for
Evaluating Metallic Components of Non-bonded Flexible Pipe. In: CORROSION 97 (NACE
International), no 55, Houston, 1997.
FERGESTAD, Dag; LØTVEIT, Svein Are; Handbook on Design and Operation of
FlexiblePipes.1 ed. Trondheim: MARINTEK / NTNU / 4Subsea, 2014.
FERREIRA, L. A., COSTACURTA, R. F., ALBERTI, S. M., ZDEBSKY, S. R., Curso de
Formação de Operadores de Refinaria, Química Aplicada – Corrosão. Curitiba: Equipe
Petrobras, 2002.
GABRIEL, Pedro. Dutos submarinos. TecPetro, Vila Velha, dezembro 2015. Disponível em:
<https://tecpetro.com/2015/12/14/dutos-submarinos/> Acesso em: 09 outubro 2016.
GALARDO, Marcelo de Moraes Ribeiro. Dutos Flexíveis: Passado, Presente e Futuro. Rio
de Janeiro, 2016. 80f. Monografia (Especialização em Engenharia de Sistemas Offshore) -
Pós-graduação em Engenharia Naval e Oceânica da COPPE, Universidade Federal do Rio de
Janeiro, Rio de Janeiro, 2016.
GENTIL, Vicente; Corrosão. 6 ed. Rio de Janeiro: LTC, 2011.
GLEJBOL, K.; WEDEL-HEINEN, J., Flexible, armoured pipe and use of same, U.S. Patent
US6668866B2, 2003
GRAHAM, G. S.; KARABELAS, G., Flexible pipe having a carcass layer, U.S. Patent
20120273081 A1, 2012.
119
GUO, Boyun; SONG, Shanhong; CHACKO, Jacob; GHALAMBOR, Ali; Offshore Pipelines.
1 ed. Oxford: Gulf Professional Publishing, Elsevier, 2005. 281p.
HAAHR, Marie; GUDME, Jonas; SONNE, Jacob; OVERBY, Sten; NIESLSEN, Torben;
RUBIN, Adam; H2S Consumption and the Derivation of a New Annulus Prediction Model for
Offshore Flexible Pipes. In: 35th International Conference on Ocean, Offshore and Artic
Engineering (OMAE, 2016). Busan, Coreia do Sul, 2016.
KRISTENSEN, Claus Egebjerg, Experience with operation of flexible pipe in harsh
environment. Stavanger: Statoil, 2013. Disponível em:
http://www.psa.no/getfile.php/PDF/Seminar%202013/Temadag%20om%20fleksible%20stige
r%C3%B8yr/5%20-
%20Statoil%20Integrity%20management%20and%20operational%20experiences%20of%20f
lexible%20risers.pdf Acesso em: 29 outubro 2016.
MORAIS, José Mauro de; Petróleo em águas profundas: uma história tecnológica da
Petrobras na exploração e produção offshore. 1ed. Brasília: Ipea, Petrobras, 2013. 424p.
MUNIZ, Leandro V., Análise global de duto sanduíche na configuração de riser híbrido. Rio
de Janeiro, 2013. 84f. Projeto de graduação (Graduação em Engenharia Naval e Oceânica) –
Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2013.
NORDSVE, Nils T., Flexible risers at Kristin. Norway: StatoilHydro, 2007. Disponível em:
http://www.psa.no/getfile.php/z%20Konvertert/Health,%20safety%20and%20environment/H
SE%20news/Dokumenter/11statoilhydro_nordsve.pdf Acesso em: 29 outubro 2016.
O GLOBO. Petrobras 60 anos. Disponível em:
<http://infograficos.oglobo.globo.com/economia/petrobras-60-anos-1.html> Acesso em: 15
setembro 2016.
OTTESEN-HANSEN, Eigil et al. Fatigue Life of Flexible Pipe Armour Wires in Air,
Deaerated Seawater, and Sour Environment. In: CORROSION 2015 Conference & Expo
(NACE), no 5717, Houston, 2015.

120
PALMER, Andrew C.; KING, Roger A.; Subsea pipeline engineering. 1 ed. Tulsa: PennWell,
2006. 570p.
PANNONI, Fábio D.; Princípios da Proteção de Estruturas Metálicas em Situação de
Corrosão e Incêndio. 6 ed. Gerdau, 2015. 100p.
PETROBRAS. Conheça curiosidades sobre equipamentos de nossos sistemas submarinos.
Disponível em: <http://www.petrobras.com.br/fatos-e-dados/conheca-curiosidades-sobre-
equipamentos-de-nossos-sistemas-submarinos.htm> Acesso em: 09 outubro 2016a.
PETROBRAS. Nossa história: viaje 50 anos no tempo e conheça a Petrobras. Disponível em:
<http://www.petrobras.com/pt/quem-somos/nossa-historia/> Acesso em: 12 setembro 2016b.
POPOOLA, L. T.; GREMA, A. S.; LATINWO, G. K.; GUTTI, B.; BALOGUN, A. S.;
Corrosion problems during oil and gas production and its mitigation. International Journal of
Industrial Chemistry, Berlin, Dezembro 2013. Disponível em:
<http://link.springer.com/article/10.1186/2228-5547-4-35 >. Acesso em: 20 outubro 2016.
REDDA, Mahmoud; OffshoreBook – An introduction to offshore industry. 1ed. Danmark:
Offshore Center Danmark, 2010. 117p.
ROBERGE, Pierre R.; Corrosion Engineering Principles and Practice. 1ed. Estados Unidos:
The McGraw-Hill Companies Inc, 2008. 754p.
RUBIN, Adam et al. Corrosion Rates of Carbon Steel in Confined Environments. In:
CORROSION 2012 Conference & Expo (NACE), no C2012-0001495, Houston, 2012.
SBM OFFSHORE. FPSO Cidade de Saquarema sails away after module integration at Rio
Yard. Disponível em: <http://www.sbmoffshore.com/?news=fpso-cidade-de-saquarema-sails-
away-module-integration-rio-yard> Acesso em: 15 setembro 2016.
SPEIGHT, James; The Chemistry and Technology of Petroleum. 4ed. Boca Raton: CRC Press
Taylor & Francis Group, LLC, 2007.954p.

121
TALBOT, David; TABOLT, James; Corrosion Science and Technology. 2ed. Boca Raton:
CRC Press LLC, 1998. 552p.
TISSOT, Bernard; WELTE, Dietrich; Petroleum Formation and Occurance. 2ed. Berlim:
Springer-Verlag Berlin Heidelberg, 1984. 699p.