universidade federal da bahia - cceca.eng.ufba.br · todos subsídios para que eu pudesse chegar...
TRANSCRIPT

UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
DANILO SOUSA SANTOS
IMPLEMENTAÇÃO DE UM SISTEMA DE CONTROLE E AUTOMAÇÃO PARA UM TANQUE DE
ÁGUA DE REUSO DE UMA INDÚSTRIA METALÚRGICA DA BAHIA
SALVADOR
2017
DANILO SOUSA SANTOS
IMPLEMENTAÇÃO DE UM SISTEMA DE CONTROLE E AUTOMAÇÃO PARA UM TANQUE DE
ÁGUA DE REUSO DE UMA INDÚSTRIA METALÚRGICA DA BAHIA
Monografia apresentada ao Curso de graduação
em Engenharia de Controle e Automação de
Processos, Escola Politécnica, Universidade
Federal da Bahia, como requisito para obtenção
do grau de Bacharel em Engenharia de Controle e
Automação.
Orientador: Prof. Dr. Márcio André Fernandes
Martins
SALVADOR
2017


AGRADECIMENTOS
Este trabalho representa um longo caminho percorrido por mim desde 2011, quando ingressei
nesta Universidade, e sem dúvidas, muitos contribuíram com incentivo, carinho, apoio e
conhecimento.
Devoto meus sinceros agradecimentos para Itamar, Elton, Carlos Magno e a todas da Fábrica
que de alguma forma contribuíram para este trabalho, fornecendo informações, dando
incentivos e apoio desde o momento em que manifestei o meu interesse em desenvolver este
projeto também como trabalho de conclusão de curso.
Agradeço a Cesar Feijó e a empresa a qual faz parte pelo total apoio e compreensão em permitir
que eu me ausentasse nos momentos em que necessitei focar nos meus estudos, além de dar
qualquer apoio que eu necessitasse.
Um agradecimento especial ao meu orientador Márcio Martins, ao qual admiro pela persistência
e criatividade em trazer métodos educacionais para a sala de aula que consigam desenvolver
diferentes competências em seus alunos, importantes para suas vidas como engenheiros e
profissionais. Agradeço pela presença e paciência que sempre teve quando solicitado por mim,
e por me inspirar a querer ser sempre um profissional de excelência.
Registro também as contribuições de todos os servidores, funcionários e corpo docente da
Universidade Federal da Bahia, que forneceram apoio para a minha formação como Engenheiro
de Controle e Automação.
Agradeço à minha família, por sempre me apoiar em todas as minhas decisões e me fornecer
todos subsídios para que eu pudesse chegar onde estou. À minha irmã Darlene, por ser uma
pessoa brilhante e sempre ter me estimulado a pensar alto e nunca parar de me desenvolver
como profissional. Aos meus pais, por me educarem com muito carinho, atenção e me
ensinarem valores nobres, que me tornaram uma pessoa íntegra, ética e honesta.
Dedico meus agradecimentos finais aos meus colegas de faculdade e da vida, por terem
compartilhado suas experiências, terem me ouvido e me apoiado em momentos de desânimo.

RESUMO
Este trabalho tem por objetivo implementar um sistema SCADA capaz de controlar
automaticamente o nível de um tanque de água de reuso, além de monitorar outros subsistemas
necessários para a produção de ligas metálicas de uma indústria metalúrgica da Bahia. Os
conceitos utilizados abordam o projeto de um controlador PID e os dispositivos de automação,
que são sensores, atuadores, CLPs, remotas e supervisório. Para desenvolver o projeto foram
seguidas as etapas de projeto que vão desde a seleção e configuração de dispositivos de campo
até a programação de CLPs, supervisório e sintonia do controlador PID, garantindo a solução
completa de automação. O controlador sintetizado atingiu a sua função de manter o nível
próximo do valor desejado e reduzir o desperdício de água, ao passo em que o sistema SCADA
permitiu o monitoramento remoto dos subsistemas, trazendo mais confiabilidade ao processo.
Palavras-chave: Sistema SCADA, Controle PID, CLP.

ABSTRACT
This work aims to implement a SCADA system capable of automatically controlling the level
of a reuse water tank, in addition to monitoring other subsystems required for the production of
metal alloys of a metallurgical industry in Bahia. The concepts used address the design of a PID
controller and the automation devices, which are sensors, actuators, PLCs, remote units and
computer systems. In order to develop the project, the design stages were followed, from the
selection and configuration of field devices to the programming of PLCs, supervisory and PID
controller tuning, guaranteeing the complete automation solution. The results were satisfactory,
in which the synthesized controller reached its objective of maintaining the level close to the
desired value and reducing the waste of water, while the SCADA system allowed the remote
monitoring of the subsystems, bringing more reliability to the process.
Keywords: SCADA, PID Control, PLC.
LISTA DE FIGURAS
Figura 1 – Representação dos subsistemas da Fábrica ............................................................. 13
Figura 2 – Representação esquemática do tanque de água de reuso. ....................................... 14
Figura 3 – Pirâmide da automação. .......................................................................................... 16
Figura 4 – Exemplo de lógica de programação em Ladder. Fonte: (GEORGINI, 2003) ......... 18
Figura 5 – Controlador Lógico Programável do fabricante Schneider. .................................... 19
Figura 6 – Curvas características de vazão. Fonte: (EMERSON, 2005). ................................. 20
Figura 7 – Atuador do tipo Pinhão e Cremalheira. ................................................................... 21
Figura 8 – Sensor eletromagnético de vazão. ........................................................................... 22
Figura 9 – Arquitetura de um Sistema SCADA. Fonte: (SOFTWARE, 2015). ....................... 24
Figura 10 – Malha de controle de nível de um tanque. ............................................................ 25
Figura 11 – Diagrama de blocos para a sintonia IMC. ............................................................. 29
Figura 12 – Arquitetura do Sistema. ......................................................................................... 31
Figura 13 – Gráfico de tendência para vazões de entrada e saída do tanque. .......................... 32
Figura 14 – Gráfico de tendência para entradas e saídas do tanque. ........................................ 33
Figura 15 – Diagrama de bloco da malha de controle de nível. ............................................... 33
Figura 16 – Gráfico da curva característica de vazão inerente (teórica). ................................. 36
Figura 17 – Gráfico da curva característica de vazão instalada (real). ..................................... 36
Figura 18 - Válvula e atuador. .................................................................................................. 37
Figura 19 – Posicionador do fabricante SMAR........................................................................ 37
Figura 20- Fluxograma para a configuração do posicionador. ................................................. 38
Figura 21 - Fluxograma para a configuração do CLP e remotas. ............................................. 40
Figura 22 - Vista topológica do rack que possui o CLP e cartões. ........................................... 40
Figura 23 - Consumo de memória do CLP. .............................................................................. 41
Figura 24 - Vista topológica do rack de uma das remotas........................................................ 42
Figura 25 – Lógica em Ladder para acionamento das bombas. ............................................... 42
Figura 26 – Lógica em Ladder para o controlador PID. ........................................................... 43
Figura 27 - Fluxograma para o desenvolvimento do supervisório. .......................................... 44
Figura 28 – Tela inicial e estrutura de quadros do supervisório. .............................................. 45
Figura 29 - Estrutura de telas do supervisório. ......................................................................... 45
Figura 30 - Tela modal do controle PID da malha de nível. .................................................... 46
Figura 31 - Mapa de memória. ................................................................................................. 47

Figura 32 - Tela de gráficos e emissão de relatórios. ............................................................... 49
Figura 33 - Área de visualização de alarmes ativos. ................................................................ 50
Figura 34 - Tela modal de histórico de alarmes. ...................................................................... 50
Figura 35 - Estrutura dos dados. ............................................................................................... 51
Figura 36 – Gráfico de tendência com performance de controlador para dois 𝜆 distintos. ...... 53
Figura 37 – Gráfico de tendência para nova estrutura de controle proposta. ........................... 54
Figura 38 – Gráfico de consumo de água mensal. .................................................................... 55
Figura 39 – Quantidade de água não utilizada em dez dias...................................................... 56

LISTA DE TABELAS
Tabela 1 – Parâmetros de sintonia para a técnica IMC. ........................................................... 30
Tabela 2 - Parâmetros do controlador do posicionador. ........................................................... 39
Tabela 3 - Parâmetros de configuração do IO Scanning. ......................................................... 41
Tabela 4 – Valores do ganho do controlador para cada parâmetro 𝜆 escolhido. ...................... 52
Tabela 5 – Descrição de tags. ................................................................................................... 47
Tabela 6 – Valores de consume de água mensal. ..................................................................... 56

SUMÁRIO
1 INTRODUÇÃO ............................................................................................................. 11
1.1 DESCRIÇÃO DO PROCESSO ............................................................................. 12
1.2 OBJETIVOS .......................................................................................................... 14
1.2.1 Objetivos específicos ................................................................................. 14
1.3 ESTRUTURA DO TRABALHO .......................................................................... 14
2 REFERENCIAL TEÓRICO ........................................................................................ 16
2.1 ARQUITETURA DE AUTOMAÇÃO ................................................................. 16
2.2 DISPOSITIVOS DE UM SISTEMA DE AUTOMAÇÃO ................................... 17
2.2.1 Controlador Lógico Programável ............................................................ 17
2.2.2 Elementos primários e finais de controle ................................................ 19
2.3 SCADA .................................................................................................................. 23
2.4 TEORIA DE CONTROLE .................................................................................... 25
2.5 PROJETO DE CONTROLADOR PID ................................................................. 26
3 RESULTADOS .............................................................................................................. 31
3.1 ARQUITETURA DO SISTEMA E SUAS CARACTERÍSTICAS ...................... 31
3.2 ELEMENTOS PRIMÁRIOS E FINAIS DE CONTroLE ..................................... 35
3.2.1 Elementos finais de controle ..................................................................... 35
3.2.2 CLP e Remota ............................................................................................ 39
3.3 SUPERVISÓRIO ................................................................................................... 44
3.3.1 Estrutura de telas e quadros .................................................................... 44
3.3.2 Mapa de memória...................................................................................... 46
3.3.3 Comunicação MODBUS ........................................................................... 48
3.3.4 Relatórios e gráficos .................................................................................. 48
3.3.5 Servidor de alarmes .................................................................................. 49
3.3.6 Banco de dados .......................................................................................... 50
3.3.7 Controle de acesso ..................................................................................... 51
3.4 CONTROLE .......................................................................................................... 52
3.5 ANÁLISE DO CONSUMO DE ÁGUA................................................................ 55
4 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ...................... 58
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 61

11
1 INTRODUÇÃO
O controle automático e a automação são essenciais em qualquer campo da engenharia e
ciência. Eles são fundamentais em diversas aplicações, como em veículos aéreos, sistemas
robóticos, em sistemas de manufatura e na indústria, executando tarefas como controle de
temperatura, vazão, pressão, trajetória e velocidade, etc.
A automatização de processos produtivos surgiu da necessidade em aumentar a produção
industrial e reduzir custos, a partir de cortes em mão-de-obra humana, garantia de
confiabilidade e aumento da lucratividade. Já a teoria de controle se desenvolveu ao mesmo
passo, visto que as máquinas precisavam de algoritmos de controle para executarem as suas
tarefas com o mínimo de intervenção humana, com precisão e assertividade
(STEPHANOPOULOS, 1999).
A automação foi impulsionada com a criação da máquina a vapor no século XVIII,
período da 1ª Revolução Industrial. Nos anos seguintes a indústria foi tomando novo formato,
com o uso de novas fontes de energia e desenvolvimento de tecnologia, uso de dispositivos
mecânicos, como os relés, que permitiu a criação de circuitos lógicos capazes de executar
lógicas mais complexas, desencadeando o avanço industrial nos EUA e Europa. Esses eventos
fazem parte da 2ª Revolução Industrial, que trouxe aumento significativo na produtividade das
indústrias. Um outro momento importante para a automação foi no início do século XX, com a
criação da linha de produção de Henry Ford, fazendo surgir a necessidade de máquinas cada
vez mais autônomas e integradas (MORAES e CASTRUCCI, 2001).
No campo do controle automático um trabalho de grande relevância foi o governador
centrífugo de James Watt, que em meados do século 18 executava a tarefa de controlar a
velocidade de máquinas a vapor, de forma a manter uma velocidade aproximadamente
constante, qualquer que seja a carga ou as condições de fornecimento. Outros trabalhos de
relevância surgiram nas décadas seguintes e a teoria de controle obteve contribuições que
diversos pesquisadores, como por exemplo Harold Hazen, que introduziu o termo
servomecanismo para sistemas de controle de posição e Harry Nyquist que desenvolveu um
simples método para determinação da estabilidade de sistema de malha fechada a partir da
resposta do sistema em malha aberta (OGATA, 2010).
A automação pode estar relacionada a apenas um equipamento ou a um complexo sistema
que envolve equipamentos do chão de fábrica, integração e centralização de informações de
diferentes níveis estruturais da indústria, desde o operacional até o executivo. Ela decorre de

12
necessidades como a melhoria de níveis de qualidade de conformação e de flexibilidade,
menores custos de trabalho, menores perdas materiais e menores custos de capital, maior
controle das informações relativas ao processo, maior qualidade das informações e melhor
controle e planejamento da produção (BEGA e DELMÉE, 2006).
Diante da constante busca por redução de custos e aumento da produtividade, este
trabalho busca implementar um sistema de automação que possui entre as suas principais
funcionalidades o controle automático do nível de um tanque, a partir do desenvolvimento de
um sistema SCADA em uma indústria metalúrgica do estado da Bahia. Antes da implementação
desde trabalho todo o sistema era controlado manualmente, sem qualquer tipo de
monitoramento remoto, o que gerava custos significativos de manutenção e redução da
disponibilidade da Fábrica.
Assim, do ponto de vista prático será possível aglutinar conhecimentos da automação e
controle, de modo a produzir uma solução completa para a redução do desperdício de água de
um equipamento de grande dimensão da planta.
1.1 DESCRIÇÃO DO PROCESSO
A Metalúrgica, objetivo de estudo deste trabalho, possui subsistemas auxiliares ao seu
processo produtivo principal, a produção de ligas metálicas, e que não possuíam qualquer tipo
de supervisão remota. Este fato gerava custos excessivos com o trabalho humano para avaliação
periódica dos equipamentos e manutenção, visto que muitas vezes estes equipamentos não eram
inspecionados corretamente e as correções eram feitas tardiamente.
O sistema conta com oito subsistemas, como pode ser visto na figura 1, em que as
variáveis monitoradas dentro do site são: vazão, temperatura, umidade, pressão e nível. Segue
a descrição mais detalhada de cada subsistema.
O subsistema de Captação do Rio conta com 4 bombas para captação do Rio e um
tanque.
O subsistema dos Medidores possui medidores de vazão de diferentes fluxos que
distribuem água potável e de reuso para toda a Fábrica, além de contar também
com um tanque de água de reuso e suas respectivas bombas.
O subsistema dos Compressores I e II compõe um conjunto de compressores e
uma área de pulmões de ar, que se conectam com os filtros dos fornos da Fábrica.
O subsistema de Estação de Tratamento de Efluentes conta com bombas,
transportadores helicoidais e dois tanques.

13
Os subsistemas de Torre de Resfriamento I e II possuem os ventiladores, bombas
de recirculação da água e o poço de sucção.
O subsistema dos Reservatórios conta com reservatórios de água e bombas de
recalque.
O subsistema que será o foco deste trabalho, sob o ponto de vista de controle, será um
tanque de água de reuso, em que será feito um controle automático de nível utilizando um
controlador lógico programável, uma válvula de controle e sensores de nível e vazão, além do
sistema de supervisão e controle.
Figura 1 – Representação dos subsistemas da Fábrica
Este tanque de água de reuso foi construído para reduzir o desperdício da água captada
do Rio que abastece a Fábrica. Uma das finalidades dessa água captada é de resfriar as carcaças
dos fornos que produzem a liga metálica, garantindo um bom desempenho operacional e um
ambiente seguro. Antes da construção do tanque, toda a água utilizada para resfriar as carcaças
voltava para o Rio, sem ter qualquer outro uso dentro da unidade fabril. Isso trazia prejuízos
não apenas ambientes como também financeiros, visto que a Fábrica possui uma outorga que
limita o consumo dessa água, e caso ela fosse violada deveriam ser pagos valores proporcionais
ao consumo excedido. Deste modo, o tanque foi construído para que essa água pudesse ser
armazenada e utilizada em diferentes setores da Fábrica, ao invés de ser descartada.
O fluxograma apresentado na figura 2 representa o tanque de água de reuso com as linhas
de entrada e saída. Um dos fluxos água que abastecem o tanque vem de bombas de sucção que
captam água do lençol freático, para evitar a submersão da área onde estão localizados os
fornos, já que eles estão posicionados em um local abaixo do nível do lençol freático. Essas

14
bombas possuem rotação constante. O outro fluxo que abastece o tanque vem da água que
resfria os fornos, que é coletada por calhas e despejada no tanque.
Já a descarga da água do tanque é feita com quatro bombas, sendo que duas possuem
rotação constante e duas possuem rotação variável, e suas tubulações se unem em um barrilete,
por onde saem dois fluxos para dois subsistemas da Fábrica. Um desses fluxos é destinado para
fazer o make-up da água utilizada no Sistema de Britagem e o outro é para fazer o make-up da
água utilizada na estação de tratamento de efluentes. A variação da rotação das duas bombas
que retiram água do tanque é feita a partir de um controlador implementado no próprio inversor
de frequência, que tem por objetivo manter a pressão da linha em um determinado valor fixado.
Figura 2 – Fluxograma esquemática do tanque de água de reuso.
1.2 OBJETIVOS
Este trabalho tem como tema central o desenvolvimento e implementação de um sistema
de automação capaz de controlar automaticamente o nível do tanque de água de reuso.
1.2.1 Objetivos específicos
Desenvolver um supervisório para monitorar todos os subsistemas da área de
Utilidades;
Criar práticas para o desenvolvimento sistemático de um sistema SCADA;
Avaliar a redução do consumo de água obtido com a implementação do sistema
SCADA.
1.3 ESTRUTURA DO TRABALHO
O texto está organizado em quatro capítulos, incluindo este capítulo introdutório. A
estrutura do trabalho é apresentada a seguir.
15
O Capítulo 2 apresenta o referencial teórico sobre os temas e principais conceitos
abordados no trabalho. Dentro da temática automação, a pirâmide de automação é
contextualizada juntamente com a explicação dos dispositivos e elementos que a compõem e
que fazem parte deste trabalho, como sensores, válvulas de controle, CLP, remotas e sistema
SCADA. Já na temática de Controle, é feita uma contextualização histórica e abordagem de
conceitos básicos, além do projeto de um controlador PID.
O Capítulo 3 apresenta os resultados obtidos ao longo de todo o trabalho, que inclui a
seleção e configuração de elementos primários e finais de controle, programação em CLP e
remotas, desenvolvimento de sistema SCADA e implementação de um controlador PID.
Por fim, o Capítulo 4 resume as contribuições feitas com o trabalho e sugestões para a
sua continuidade em etapas futuras.

16
2 REFERENCIAL TEÓRICO
2.1 ARQUITETURA DE AUTOMAÇÃO
Um sistema de automação industrial possui diversos equipamentos e elementos que
compõem uma solução para controlar um determinado processo produtivo. Esses elementos são
segmentados em níveis, que compõem a Pirâmide de Automação, ilustrada na figura 3.
A base da pirâmide está relacionada aos dispositivos de chão de fábrica, que fazem a
interação com o processo e aquisição de informações utilizadas pelas camadas superiores até
chegar ao topo da pirâmide, onde são tomadas as decisões estratégicas.
Figura 3 – Pirâmide da automação. Fonte: MORAES E CASTRUCCI (2001).
Uma descrição mais detalhada de cada nível é apresentada como segue.
Nível 1 – é o nível das máquinas, dispositivos e componentes do chão de fábrica que
compõem sensores, transdutores, sistemas de identificação, leitores, atuadores elétricos,
pneumáticos, hidráulicos e robótica.;
Nível 2 – é a camada que contém o controle do processo, composto por controladores
Lógicos Programáveis (CLP), Sistemas de Controle Distribuído (SDCD), Computadores (PC);
Inversores de Frequência e Controladores PID;
Nível 3 – permite a supervisão e interação com o processo remotamente, através de
interfaces de controle, com Sistemas Supervisórios, de Controle e de Aquisição de Dados;

17
Nível 4 – é o nível responsável pelo controle e planejamento da produção (PCP), do
planejamento dos recursos de manufatura (MRP), possuindo integração com as camadas
inferiores em tempo real, para gerir e otimizar os processos produtivos;
Nível 5 – é o nível que contém os Sistemas Integrados de Gestão Empresarial (ERP) que
integram todas as camadas da pirâmide, além fazer conexão com ferramentas de outras áreas
como o setor de marketing, de recursos humanos, vendas, entre outros.
O projeto desenvolvido neste trabalho se concentrará nos níveis 1 e 2 e 3, abordando
desde a escolha dos elementos do chão de fábrica até o sistema de supervisão e controle.
2.2 DISPOSITIVOS DE UM SISTEMA DE AUTOMAÇÃO
2.2.1 Controlador Lógico Programável
O CLP, computador lógico programável, possui uma extraordinária importância no
desenvolvimento industrial a partir da década de 1960. De modo geral, o CLP é um dispositivo
digital que controla máquinas e processos. Ele executa tarefas como controle de
energização/desenergização, temporização, contagem, sequenciamento, operações
matemáticas e manipulação de dados, e possui memória programável que pode armazenar
instruções e funções criadas pelo desenvolvedor.
Em 1968 surge a necessidade de desenvolvimento do CLP em resposta a uma necessidade
constatada pela General Motors. Naquela época, os sistemas de controle eram baseados em
relés, e possuíam pouca flexibilidade de reprogramação, levando dias ou semanas para alteração
da lógica quando se mudava o modelo de carro a ser produzido. Diante de tal situação, a GM
especificou um sistema de estado sólido, com alta flexibilidade de reprogramação, além de
possuir robustez suficiente para suportar um ambiente de ar poluído, com vibração, ruído
elétrico e os extremos de umidade e temperatura encontrados em um ambiente industrial. Os
primeiros CLPs foram instalados em 1969, fazendo sucesso quase imediato. Funcionando como
substitutos de relés, eram mais confiáveis que os sistemas originais (BEGA e DELMÉE, 2006).
Eles trouxeram grandes vantagens em relação aos sistemas baseados em relés, como
redução de custos de materiais, de mão-de-obra, de instalação e de localização de falhas, além
da redução de erros de associações, de infraestrutura com cabeamento e de espaço físico. Para
manter a conformidade com os sistemas de relés, a linguagem de programação utilizada nos
CLPs mais comum é a Ladder, fazendo com que o CLP se tornasse cada vez mais aceito na
indústria.

18
A linguagem Ladder (escada) possui esse nome por se parecer com uma escada, em que
possui duas barras verticais paralelas que são interligadas pela lógica desenvolvida com
diferentes elementos, como contatos e bobinas, formando degraus. Os CLPs estão contando
também com instruções mais sofisticadas, como temporizadores, contatos que detectam a borda
de subida/descida, contadores, contatos de comparação, etc (GEORGINI, 2003). A figura 4
ilustra um exemplo de lógica de programação em Ladder.
Figura 4 – Exemplo de lógica de programação em Ladder. Fonte: GEORGINI (2003)
Um CLP é constituído basicamente de: fonte de alimentação; Unidade Central de
Processamento (CLP propriamente dito), Memórias dos tipos fixo e volátil, Dispositivos de
entrada e saída, Terminal de programação. A figura 5 ilustra um computador lógico
programável, do fabricante Schneider, com a CPU, placa de rede e cartões de expansão,
respectivamente, da esquerda para a direita.
Em determinadas aplicações, nas quais há a necessidade de coletar informações de locais
de alto risco ou em locais distantes e de difícil acesso, são utilizadas as unidades remotas de
entrada e saída. Esses módulos transmitem as informações do processo dessas áreas para uma
central de processamento utilizando protocolos industriais, como MODBUS TCP, PROFIBUS
DP, entre outros. A vantagem de utilizar esses módulos é que eles possuem simples manuseio,
alta funcionalidade e reduzem consideravelmente o uso de cabos e infraestrutura para levar
essas informações do campo para o CLP.
Neste trabalho o protocolo utilizado para estabelecer a comunicação entre todos os
equipamentos do chão de fábrica com a interface de monitoramento e controle foi o MODBUS
TCP/IP. A escolha por esse protocolo foi devido a sua facilidade na configuração, praticidade
para manutenção e desenvolvimento, além de garantir alta confiabilidade para o processo
(GEORGINI, 2003). Aliado aos benefícios do próprio protocolo, a facilidade de implementação

19
no sistema SCADA e redução de tempo de desenvolvimento da aplicação também foram fatores
levados em consideração para a sua escolha.
Figura 5 – Controlador Lógico Programável do fabricante Schneider.
2.2.2 Elementos primários e finais de controle
As válvulas de controle são um dos elementos finais de controle mais comuns em
aplicações na indústria (EMERSON, 2005). Elas manipulam a vazão de fluídos como gases,
água, componentes químicos, para compensar distúrbios na alimentação do processo e para
manter a variável controlada o mais próximo do valor desejado. Entretanto, são necessários
acessórios para utilizar a válvula como um elemento final de controle, como atuadores, o corpo
da válvula, partes internas de ajuste de posição, transdutores e uma variedade de outros
elementos. Os principais acessórios são o atuador e o posicionador, que juntos dão movimento
a válvula de controle.
A performance das válvulas é um fator extremamente relevante para a eficiência de uma
malha de controle. Deste modo, a correta seleção do tipo de válvula para um processo é
determinante para o sucesso ou fracasso na implementação de um controle automático. Por isso,
devem ser avaliadas as características da válvula, como a curva característica de vazão, as
dimensões, o tipo, o range de operação e a queda de pressão na tubulação, para uma seleção
mais adequada.
A curva característica de vazão representa a dinâmica da vazão manipulada pela válvula
de acordo com seus diferentes valores de abertura. Essa característica, teórica, é obtida sob
pressão constante, o que em situações reais não ocorre, e por isso a curva característica teórica

20
é chamada de inerente ou intrínseca, e a real é a efetiva ou instalada, que representa a dinâmica
da vazão manipulada sob condições reais do processo (OLIVEIRA, 1999).
Os tipos de curvas características de vazão inerente podem ser: abertura rápida, linear e
igual porcentagem. A curva de abertura rápida possui uma característica em que há uma
máxima variação de vazão com um mínimo de curso. Este tipo de válvula permite a passagem
de quase todo o fluído com apenas 25% de abertura do curso total.
Figura 6 – Curvas características de vazão. Fonte: EMERSON (2005)
A válvula de característica linear é aquela que possui variações de vazão do fluido
linearmente proporcional a posição da abertura da válvula. Em condições reais é pouco provável
que se atinja tal característica, por isso a escolha desse tipo de válvula é restrita a determinadas
aplicações. Já na válvula de característica igual a porcentagem, os acréscimos da posição de
abertura produzem os mesmos acréscimos em porcentagem da vazão. Esta última é
aproximadamente uma parábola com concavidade para cima e apresenta bons resultados para
controle regulatório por possuir uma faixa de operação mais extensa. Os três tipos de curvas
características estão ilustrados na figura 6.
As válvulas que são operadas pneumaticamente são as mais comuns de serem encontradas
em aplicações industriais, entretanto é possível encontrar também atuadores de acionamento
elétrico e hidráulico, além do manual. Os atuadores são os elementos que movem as hastes das
válvulas, variando seu curso para manipular a vazão de um determinado fluido. Eles podem ser
do tipo diafragma, pistão, eletro hidráulicos, pinhão e cremalheira, e atuadores elétricos. Os
atuadores elétricos e eletro hidráulicos são em geral mais caros e mais complexos enquanto que
os pneumáticos são os mais populares e de menor custo (OLIVEIRA, 1999).

21
Neste trabalho, o atuador utilizado é o de pinhão e cremalheira, que é uma solução
compacta e econômica para válvulas rotativas, como pode ser visto na figura 7. Ele pode possuir
tanto dupla ação como simples ação com retorno por mola, sendo acionado pneumaticamente.
Figura 7 – Atuador do tipo Pinhão e Cremalheira.
Definir corretamente o tipo de ação e o estado do atuador em caso de falha é importante
não apenas para projetar corretamente o sistema de controle como também para garantir a
segurança no processo. A ação pode ser simples ou dupla, e em caso de falha ela pode abrir,
fechar ou permanecer na posição atual. A escolha correta dessas condições é importante e pode
reduzir acidentes quando há falta de alimentação no atuador, ou falha no CLP e o envio do sinal
de saída do controlador para a válvula é interrompido.
Para garantir um controle por realimentação é necessário além do CLP e elemento final
de controle obter a leitura de informações das variáveis controladas e manipuladas, que serão
utilizadas pelo controlador para estimar o nível de sinal que deve ser enviado para o elemento
final de controle. Em uma malha de controle de nível, objeto de estudo deste trabalho, as
principais grandezas que precisam ter suas informações coletadas são o nível e a vazão.
Para coletar tais informações, são utilizados sensores e transmissores, que convertem a
informação física dessas grandezas em sinais elétricos, mecânicos, hidráulicos e similares. A
combinação desses dois dispositivos permite a produção de um sinal que é proporcional a
grandeza física em observação.
Os sensores podem conter diferentes princípios de medição, sendo cada um mais útil e
viável de acordo com a aplicação. A medição de nível, por exemplo, pode ser feita diretamente
com o uso de réguas, gabaritos, visores e boais, ou indiretamente, com a medição da pressão
diferencial, por ondas ultrassônicas, por pesagem, por raios gama, por capacitância
eletrostática, entre outros. Já a vazão pode ser estimada utilizando diversos princípios de
medição, como o Tubo de Pitot, Annubar, Tubo de Venturi, Placa de orifício, por efeito
eletromagnético, por ondas ultrassônicas, por efeito de vortex, pelo efeito Coriolis, entre outros

22
(BEGA e DELMÉE, 2006). Neste trabalho, os princípios de medição utilizadas para o nível é
a medição da pressão diferencial e para a vazão é por efeito eletromagnético.
A medição da vazão por eletromagnetismo se baseia na lei de Faraday, que diz que
quando um condutor se move dentro de um campo magnético, é produzido uma força
eletromotriz proporcional a sua velocidade (HALLIDAY e RESNICK, 1999). Deste modo, o
movimento do líquido através do campo magnético gerado pelo sensor, sejam imãs
permanentes ou por bobinas excitadas por uma corrente contínua ou alternada, induz uma força
eletromotriz perpendicular ao campo magnético, sendo diretamente proporcional à velocidade
de escoamento.
O sensor possui eletrodos, que perpendiculares ao campo magnético conseguem medir a
força eletromotriz induzida e transmitir essa informação para outros dispositivos. Para utilizar
este princípio de medição o líquido então deve possuir condutividade elétrica, por isso este tipo
de medidor pode não ser eficaz para determinados fluidos. A figura 8 ilustra o funcionamento
de um medidor de vazão por eletromagnetismo.
Figura 8 – Sensor eletromagnético de vazão. Fonte: OLIVEIRA, A. (1999).
A medição de nível por pressão diferencial se baseia na medição da pressão exercida da
altura coluna de água, a pressão hidrostática. A equação que representa o cálculo feito para
encontrar a altura da coluna de líquida de um tanque aberto é
𝑃 = µ ∙ ℎ (1)
onde µ é a densidade específica do líquido e ℎ é a altura da coluna líquida. Assim, a pressão
hidrostática medida pelo sensor é diretamente proporcional ao nível do líquido no recipiente.

23
2.3 SCADA
O Sistema de Supervisão e Aquisição de Dados, de nomenclatura SCADA (proveniente
da definição em inglês Supervisory Control and Data Acquisition), é um sistema de controle
que utiliza computadores, dispositivos periféricos de chão de fábrica e interfaces gráficas de
alto nível para gerencial e controlar um determinado processo produtivo. Os dispositivos
periféricos podem ser diversos, como controladores lógico-programáveis, remotas, medidores
de energia, sensores, válvulas, inversores de frequência, bombas, compressores, e outros que
são necessários para controlar um determinado processo.
As interfaces de operação permitem o monitoramento do estado dos equipamentos do
sistema e execução de comandos como alteração de setpoint de controladores PID e
acionamento remoto de máquinas. Tais interfaces utilizou protocolos industriais como Modbus,
Profibus, HART, DeviceNet, Asi, etc, para coletar informações e interagir com os dispositivos
em campo, podendo utilizar a camada física Ethernet ou serial.
O sistema de supervisão e controle possui diferentes módulos, que em conjunto compõem
a solução de automação, como pode ser visto na figura 9. Tais módulos são:
Software de desenvolvimento de interfaces, utilizado para editar telas,
implementar scripts, configurar drivers de comunicação, alarmes, relatórios e
todas as funcionalidades do sistema;
Servidor de alarmes e eventos, responsável por gerenciar e ordenar os alarmes e
eventos na aplicação, de acordo com a sua severidade e área, fornecendo
informações como operador atual, data e hora da ocorrência, equipamento, por
exemplo;
Servidor IO, que gerencia a comunicação com os equipamentos do sistema;
servidor de relatórios e tendências, que gerencia a produção de relatórios
personalizados e geração de gráficos históricos e de tendência;
Servidor WEB, que gerencia a implementação da aplicação para ser acessada pela
WEB, através de diferentes redes; estações cliente, que são terminais que estão
em qualquer lugar e podem acessar a aplicação tanto pela Intranet como pela
Internet.
Os relatórios são recursos essenciais para tomadas de decisões seja para correções de
falhas, definição de plano de manutenção preventiva, análise de desempenho operacional ou
qualquer outro fim.

24
Na interface de controle e supervisão os relatórios gerados são em geral mais simples, e
podem relatar os alarmes acionados em uma determinada janela de tempo, lista de usuários que
acessaram o sistema e as ações executadas enquanto estiveram operando, e valor das variáveis
lidas pelos instrumentos, podendo ser exportados como uma planilha de Excel ou em pdf, por
exemplo. Entretanto, uma vez que todas as informações estão armazenadas em um banco de
dados, elas podem ser facilmente integradas a um sistema MES, PIMS ou SAP, por exemplo,
que são softwares específicos e que podem produzir relatórios mais elaborados.
Figura 9 – Arquitetura de um Sistema SCADA. Fonte: SOFTWARE (2015).
O gráfico de tendência também é um recurso importante para análise da operação. Nele
é possível observar perdas da produção, inconsistências e comportamentos anormais em tempo
real e/ou histórica, a partir da consulta das informações no banco de dados.
Um recurso muito útil em uma aplicação de supervisão e controle de um processo é o
controle de acesso. Muitas vezes, existem telas e funcionalidades que podem ser apenas
acessadas por um grupo específico de pessoas que tem a competência para utilizá-las, e por isso
implementar condições de acesso de acordo com as credenciais do usuário é necessário.
Neste trabalho, a interface de controle e supervisão foi desenvolvida através do software
Elipse E3, plataforma de desenvolvimento de sistemas HMI/SCADA. Entre as diversas
funcionalidades desse software, pode-se destacar a grande flexibilidade para comunicação com
equipamentos (CLP’s, remotas, IHM’s), integração com sistemas corporativos e de gestão,
facilidade no desenvolvimento e manutenção com o uso de bibliotecas e scripts, sincronismo e

25
acesso nativo a banco de dados comerciais, ferramenta de logs, consultas e relatórios integrados
e redundância entre servidores primários e secundários (SOFTWARE, 2015).
Essa plataforma é composta de quatro componentes: o E3 Viewer, E3 Studio, E3 Server
e E3 Admin. O E3 Studio é a plataforma de desenvolvimento de interfaces, onde o programador
desenvolve as telas, faz a configuração da comunicação com os equipamentos e implementa
todas as funcionalidades requeridas para o sistema. O E3 Server é o servidor de aplicações, que
gerencia os principais processos do sistema, além de enviar as informações gráficas e dados de
forma ininterrupta aos clientes em qualquer lugar. O E3 Viewer é o aplicativo que permite a
visualização da interface pelo operador em qualquer computador, da aplicação que roda no
servidor (SOFTWARE, 2015).
2.4 TEORIA DE CONTROLE
A Teoria de Controle é um tema muito relevante para o desenvolvimento de sistemas
automáticos, e tem ganhado cada vez mais importância ao longo dos anos. De modo geral, o
controle automático tem por objetivo fazer uma tomada de ação de acordo com uma referência
indicada pelo operador. Deste modo, o controlador manipula uma determinada variável para
manter a sua variável de interesse em um determinado estado operacional. Utilizando como
exemplo o controle de nível de um tanque ilustrado na figura 10, o controlador manipula a
vazão do fluído de entrada no tanque para que seja mantido o nível desejado e especificado para
o processo. Assim, o modo de operação é automático, visto que a manipulação da vazão do
fluído de entrada e feito pelo controlador sem qualquer interferência humana.
Já o controle manual consiste em uma tomada de decisão humana para manter uma
determinada variável dentro da especificação desejada. Tomando novamente como exemplo o
controle de nível da figura 10, o operador iria manipular a vazão do fluido de entrada do tanque
abrindo e fechando manualmente a válvula de controle, sempre que notasse que o nível do
tanque estava diferente do valor desejado.
Figura 10 – Malha de controle de nível de um tanque.

26
Alguns conceitos importantes necessitam ser compreendidos para uma melhor
interpretação dos problemas de controle, tais como: variável manipulada e controlada; sistema
de malha aberta e fechada; e distúrbios.
Em qualquer processo existe um objetivo de controle, que está relacionado em geral ao
desejo de manter uma ou mais variáveis dentro de uma determinada especificação. As variáveis
que devem estar em um determinado valor especificado para garantir a eficiência do processo
são as variáveis controladas, e as variáveis manipuladas são as variáveis ajustadas para garantir
que as controladas estejam dentro da especificação. Já os distúrbios são perturbações não
controladas que influenciam na dinâmica do sistema e que muitas vezes não são medidos.
Um sistema de malha aberta é um sistema em que a tomada de ação sobre a variável
manipulada não é feita com base da medição da variável controlada. Já um sistema de malha
fechada é uma malha por realimentação, ou seja, a ação do controlador é tomada após a
comparação do valor atual da sua variável controlada com a referência definida pelo operador.
O controle automático é importante por trazer segurança à planta, com a minimização de
acidentes e prevenção de falhas em equipamentos, redução de danos ambientais e minimização
de desperdícios. Além disso, ele mantém a qualidade especificada para o produto com um custo
minimizado, elevando a produtividade do processo produtivo (SMITH e CORRIPIO, 2000).
2.5 PROJETO DE CONTROLADOR PID
O tipo de ação selecionada para um controlador por realimentação é crítica e pode ser
decisiva em uma situação em que o processo está fora das suas condições nominais de operação.
Se ela for selecionada ou parametrizada incorretamente o controlador pode se tornar ineficiente
para aplicação, produzindo respostas oscilatórias, agressivas e até mesmo instabilizando o
sistema.
O objetivo do controlador por realimentação é reduzir o sinal do erro, o qual é
representado como
𝑒(𝑡) = 𝑦𝑠𝑝(𝑡) − 𝑦𝑚(𝑡) (2)
onde 𝑦𝑠𝑝(𝑡) é o setpoint em que se deseja manter a variável controlada e 𝑦𝑚(𝑡) é a medição da
variável controlada. Na maioria dos casos o controle aplicado é o regulatório, em que deseja-se
apenas manter a variável controlada em um determinado valor de referência, utilizando um
controlador automático para absorver as perturbações sofridas pelo processo. Já o controle
servo é utilizado para mudanças no setpoint da variável controlada, fazendo o processo assumir
um novo estado estacionário.

27
As ações que podem ser selecionadas são a proporcional, integral e derivativa. Elas
usualmente são usadas em conjunto e em casos mais particulares apenas duas ou uma ação pode
ser aplicada.
Quando a ação proporcional é utilizada, a saída do controlador é proporcional ao erro,
como por ser visto na equação:
𝑝(𝑡) = �̅� + 𝐾𝑐𝑒(𝑡) (3)
onde 𝑝(𝑡) é a saída do controlador, 𝐾𝑐 é o ganho proporcional do controlador e �̅� é o valor do
bias.
O comportamento de um processo com um controlador puramente proporcional vai variar
de acordo com o valor assumido pelo ganho 𝐾𝑐. Assim, seu valor deve ser escolhido com muita
cautela, para atingir resultados satisfatórios. Quando ele é positivo o controlador possui uma
ação reversa, ou seja, quando a variável controlada diminui a saída do controlador aumenta e
vice-versa, sempre variando em sentidos contrários. Quando ele é negativo a ação do
controlador se torna direta. O valor do bias �̅� é a saída do controlador quando o erro é nulo. Ele
também é a variável utilizada para modificar a saída do controlador quando ele está no modo
manual.
A vantagem dos controladores puramente proporcionais é que eles possuem apenas um
parâmetro de ajuste, 𝐾𝑐. Entretanto eles possuem a desvantagem de produzirem um offset entre
a variável controlada e o seu valor de referência, denominado erro de estado estacionário. Por
esse motivo esse tipo de ação é sempre associado a outras ações de controle como a integral e
derivativa (SMITH e CORRIPIO, 2000).
Uma forma de remover o erro de estado estacionário é utilizando a ação integral. Quando
a ação integral é utilizada, a saída do controlador é proporcional ao erro, como por ser visto na
equação:
𝑝(𝑡) = �̅� +1
τ𝑖∫ 𝑒(𝑡)𝑑𝑡 (4)
onde 𝑝(𝑡) é a saída do controlador, 𝜏𝑖 é o tempo de integração ou tempo de reset do controlador
e �̅� é o valor do bias.
O controle integral consegue eliminar o erro de estado estacionário porque ele faz a saída
do controlador varia até que o erro seja nulo, como pode ser visto na equação 4. Quando o erro
é nulo o valor da integral é nulo e assim a saída do controlador se torna constante, garantindo

28
que a variável controlada atinja o seu valor de referência (STEPHANOPOULOS, 1999). Essa
situação é desejável exceto quando existe uma saturação da saída do controlador ou do elemento
final de controle, impedindo o retorno da variável controlada ao seu setpoint.
Embora a eliminação de offset seja um objetivo desejável em um projeto de controle, o
controle puramente integral é pouco utilizado, já que o erro necessita persistir por um tempo
para o valor da integral comece a ganhar significância. Já a ação proporcional é tomada
instantaneamente, dependendo apenas da magnitude do erro. Assim, a ação integral é
normalmente utilizada com a ação proporcional, formando o controlador PI, que tem a equação
de saída
𝑝(𝑡) = �̅� + 𝐾𝑐𝑒(𝑡) +𝐾𝑐
τ𝑖∫ 𝑒(𝑡)𝑑𝑡 (5)
Uma desvantagem da ação integral é que ela pode produzir um efeito denominado wind-
up reset. Ela surge quando o sinal do erro é não-nulo por um tempo muito elevado, fazendo o
termo integral crescer e após a saturação do controlador, o valor crescente do termo integral é
referido como o wind-up da integral ou reset wind-up. Essa é uma situação indesejada visto que
quando o controlador satura mesmo que a ação integral aumente não tem como fisicamente
variar mais a variável manipulada, e quando o controlador sai da condição de saturação o valor
da sua saída é elevado devido ao termo integral que ficou crescendo mesmo após o controlador
ter saturado. Felizmente os controladores comerciais já possuem uma função chamada anti-
reset wind-up que desabilita a ação integral quando o controlador satura (SEBORG e EDGAR,
2011).
A ação derivativa é comumente chamada de ação antecipatória, por levar em conta a taxa
de variação do sinal do erro ao longo do tempo, e o sinal de saída do controlador é representado
por
𝑝(𝑡) = �̅� + 𝜏𝑑
𝑑𝑒(𝑡)
𝑑𝑡 (6)
onde 𝜏𝑑 é o tempo derivativo.
Tal ação é utilizada em conjunto com outra ação, como a proporcional e integral, visto
que quando o sinal do erro é constante o valor de saída do controlador também será constante,
mesmo que a variável controlada esteja em um valor distante do setpoint desejado. Esse efeito
antecipatório tende a estabilizar o processo e balancear a ação integral. Essa ação não é
recomendada para processos com muito ruído e altas frequências, já que ela produzirá

29
mudanças bruscas na saída do controlador em resposta as variações agressivas e contínuas da
variável controlada, exceto para o caso que seja utilizado um filtro para eliminar os ruídos
(SEBORG e EDGAR, 2011).
A equação que representa a saída do controlador com a combinação das três saídas
incorporadas é
𝑝(𝑡) = �̅� + 𝐾𝑐 [𝑒(𝑡) +1
τ𝑖∫ 𝑒(𝑡)𝑑𝑡 + 𝜏𝑑
𝑑𝑒(𝑡)
𝑑𝑡] (7)
Existem diversas variações do controle PID, sendo que a formulação mais utilizada é a
paralela, representada pela equação 7. Para atingir resultados eficazes e eficientes a escolha dos
parâmetros de sintonia do controlador PID (𝐾𝑐, 𝜏𝑑, 𝜏𝑖) é crítica, sendo alvo de muito estudo para
garantir que o controlador consiga manter a variável de controle com o mesmo valor do setpoint
com o mínimo de gasto energético.
A sintonia pode ser feita utilizando o método da malha fechada ou on-line e o método da
malha aberta. Podem ser utilizadas ainda diferentes especificações de performance para projetar
o controlador, como: resposta de decaimento de um quarto, erro integral mínimo e síntese do
controlador (SMITH e CORRIPIO, 2000). Neste trabalho o método utilizado foi o da malha a
aberta com a síntese do controlador através do método do modelo interno (IMC).
A sintonia pelo método IMC tem por objetivo sintetizar um controlador que é requerido
para produzir uma específica resposta de malha fechada. A função de sintetização do
controlador é representada por
𝑌(𝑠)
𝑌𝑠𝑝(𝑠)=
1
𝜆𝑠 + 1 (8)
em que 𝜆 é um parâmetro ajustável e pode ser utilizado para modificar a performance do
controle.
Figura 11 – Diagrama de blocos para a sintonia IMC.
Para encontrar os parâmetros do controlador é necessário igualar a função de transferência
da malha fechada com a função de sintetização do IMC. Logo, temos que

30
𝐺𝑐(𝑠)𝐺𝑝𝑚𝑎(𝑠)
1 + 𝐺𝑐(𝑠)𝐺𝑝𝑚𝑎(𝑠)
=1
𝜆𝑠 + 1 (9)
𝐺𝑐(𝑠) =1
𝐺𝑝𝑚𝑎𝜆𝑠
(10)
em que 𝐺𝑝𝑚𝑎 é a função de transferência para o processo em malha aberta. Deste modo é
possível determinar os parâmetros do controlador para que a resposta da malha fechada tenha
a mesma dinâmica da função de sintetização. A tabela 1 apresenta os parâmetros para alguns
dos processos mais comuns.
Tabela 1 – Parâmetros de sintonia para a técnica IMC.
Modelo do Processo 𝑲𝒄 𝝉𝒊 𝝉𝒅
𝑲
𝝉𝒔 + 𝟏
𝜏
𝐾𝜆 𝜏 −
𝑲
𝒔
1
𝐾𝜆 − −
𝑲
𝒔(𝝉𝒔 + 𝟏)
1
𝐾𝜆 − 𝜏
31
3 RESULTADOS
3.1 ARQUITETURA DO SISTEMA E SUAS CARACTERÍSTICAS
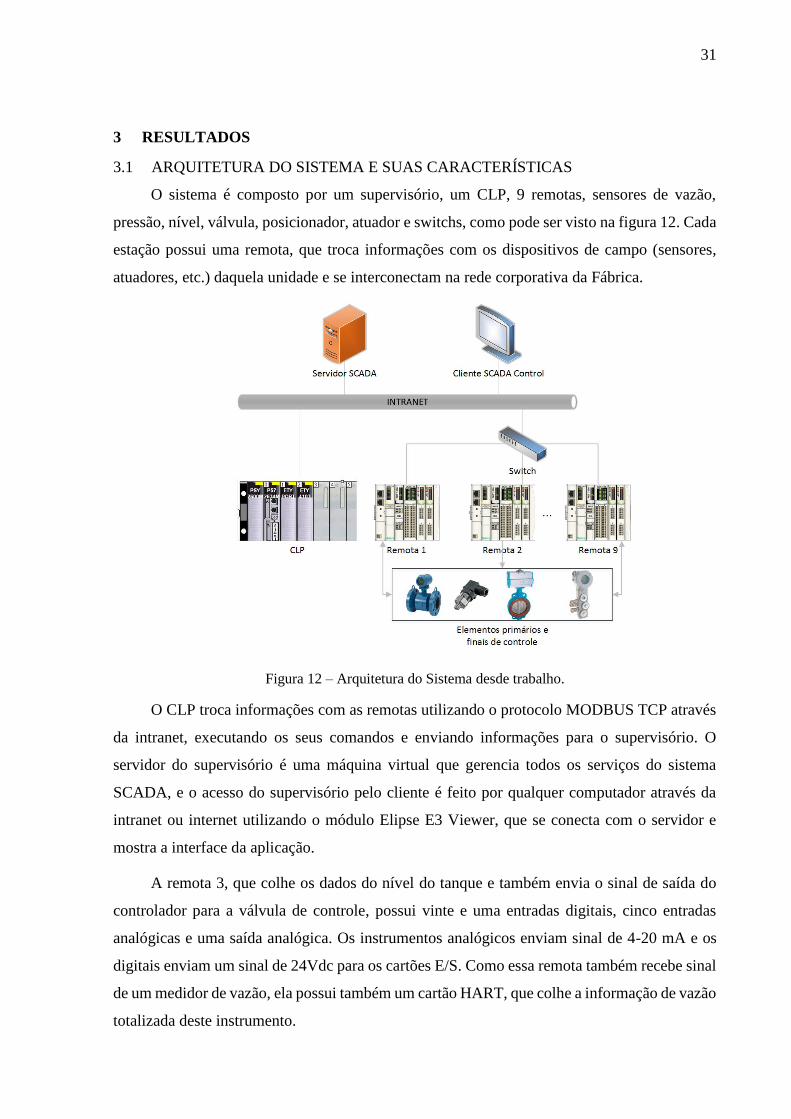
O sistema é composto por um supervisório, um CLP, 9 remotas, sensores de vazão,
pressão, nível, válvula, posicionador, atuador e switchs, como pode ser visto na figura 12. Cada
estação possui uma remota, que troca informações com os dispositivos de campo (sensores,
atuadores, etc.) daquela unidade e se interconectam na rede corporativa da Fábrica.
Figura 12 – Arquitetura do Sistema desde trabalho.
O CLP troca informações com as remotas utilizando o protocolo MODBUS TCP através
da intranet, executando os seus comandos e enviando informações para o supervisório. O
servidor do supervisório é uma máquina virtual que gerencia todos os serviços do sistema
SCADA, e o acesso do supervisório pelo cliente é feito por qualquer computador através da
intranet ou internet utilizando o módulo Elipse E3 Viewer, que se conecta com o servidor e
mostra a interface da aplicação.
A remota 3, que colhe os dados do nível do tanque e também envia o sinal de saída do
controlador para a válvula de controle, possui vinte e uma entradas digitais, cinco entradas
analógicas e uma saída analógica. Os instrumentos analógicos enviam sinal de 4-20 mA e os
digitais enviam um sinal de 24Vdc para os cartões E/S. Como essa remota também recebe sinal
de um medidor de vazão, ela possui também um cartão HART, que colhe a informação de vazão
totalizada deste instrumento.

32
A topologia da rede é do tipo estrela, ou seja, existem concentradores (switchs e hubs)
conectados às remotas e CLP que são responsáveis por retransmitir todas as informações para
todas estações e dispositivos na LAN.
Antes da finalização da implementação do sistema foi possível configurar o
armazenamento dos dados em Banco de Dados local das variáveis analógicas, permitindo uma
análise histórica do nível do tanque de água de reuso, assim como as vazões dos seus fluxos de
entrada e saída entre o dia 1 e 2 de agosto de 2016, ilustrado na figura 13.
Figura 13 – Gráfico de tendência para vazões de entrada e saída do tanque e nível.
Nesse período o controle automático do nível ainda não havia sido implementado, por
isso é possível observar que o nível na maior parte do tempo está em 100%, o que significa que
o tanque está cheio ou transbordando. As vazões de saída, que são representadas pelos tags
E03FITMSE e E04FITMAI, possuem variações bruscas e de grande magnitude, podendo
reduzir ou aumentar em até 50% do seu valor atual. É possível observar também que elas são
em alguns momentos complementares, ou seja, quando uma reduz a outra aumenta. Isso garante
perturbações de menor magnitude no nível do tanque.
As vazões de entrada são representadas pelas tags E02FITC1, E02FITC2 e E03FITRLF,
e no período abordado no gráfico as variáveis E02FITC1 e E02FITC2, que são as variáveis
manipuladas, eram controladas manualmente, por isso é notório que uma delas permanece
33
quase constante na maior parte do tempo e a outra é quase nula, visto que apenas uma é utilizada
por vez. A variável E03FITRLF é a água que é bombeada dos lençóis freáticos, que não é
manipulada e possui vazão constante.
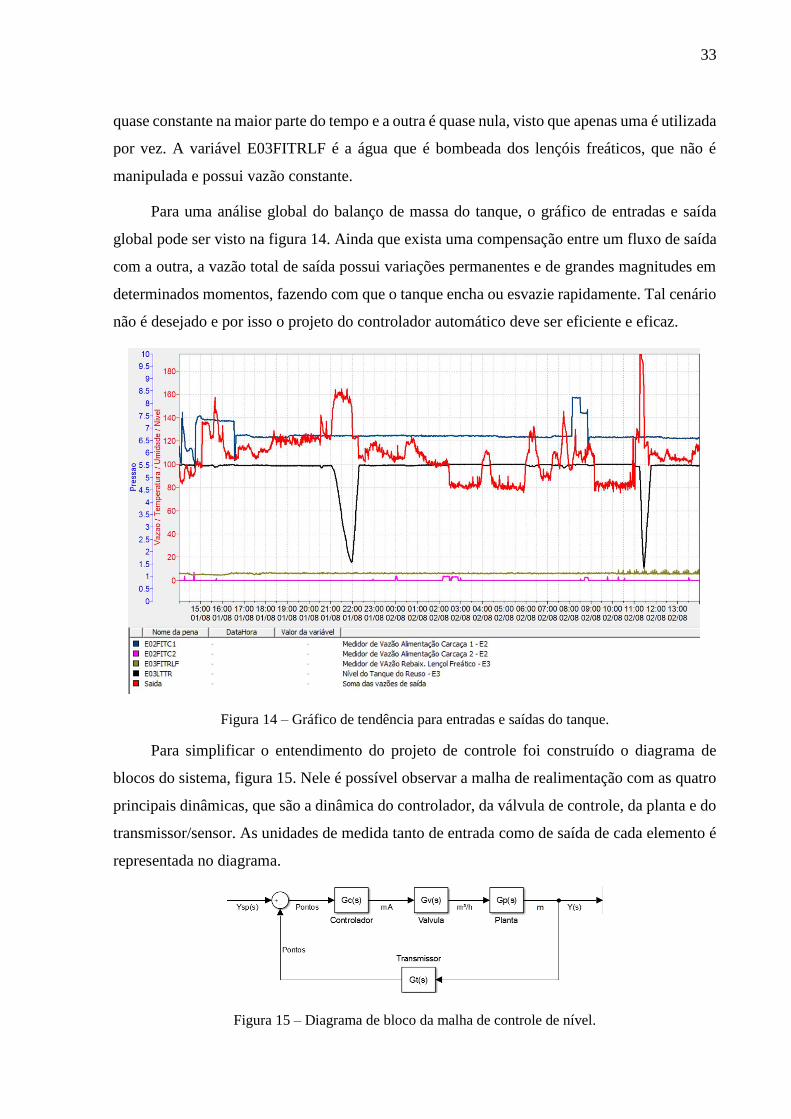
Para uma análise global do balanço de massa do tanque, o gráfico de entradas e saída
global pode ser visto na figura 14. Ainda que exista uma compensação entre um fluxo de saída
com a outra, a vazão total de saída possui variações permanentes e de grandes magnitudes em
determinados momentos, fazendo com que o tanque encha ou esvazie rapidamente. Tal cenário
não é desejado e por isso o projeto do controlador automático deve ser eficiente e eficaz.
Figura 14 – Gráfico de tendência para entradas e saídas do tanque.
Para simplificar o entendimento do projeto de controle foi construído o diagrama de
blocos do sistema, figura 15. Nele é possível observar a malha de realimentação com as quatro
principais dinâmicas, que são a dinâmica do controlador, da válvula de controle, da planta e do
transmissor/sensor. As unidades de medida tanto de entrada como de saída de cada elemento é
representada no diagrama.
Figura 15 – Diagrama de bloco da malha de controle de nível.

34
O diagrama de blocos é uma ferramenta muito útil para a representação gráfica de funções
de transferência, permitindo uma análise mais simplificada sobre processos complexos.
Utilizando as regras da álgebra de digrama de blocos demonstradas em (SMITH e CORRIPIO,
2000), a função de transferência resultante do diagrama de blocos da figura 15 é:
𝑌(𝑠)
𝑌𝑠𝑝(𝑠)=
𝐺𝑐(𝑠)𝐺𝑣(𝑠)𝐺𝑝(𝑠)𝐺𝑡(𝑠)
1 + 𝐺𝑐(𝑠)𝐺𝑣(𝑠)𝐺𝑝(𝑠)𝐺𝑡(𝑠)=
𝐺𝑐(𝑠)𝐺𝑚𝑎(𝑠)
1 + 𝐺𝑐(𝑠)𝐺𝑚𝑎(𝑠) (11)
em que 𝐺𝑚𝑎(𝑠) é a função de transferência em malha aberta.
A dinâmica da válvula é representada por uma função de transferência de primeira ordem,
melhor explicada no tópico Elementos primários e finais de controle, com ganhos utilizados
para converter unidade de corrente em pressão, de pressão para abertura de válvula e
consequentemente em vazão, logo
𝐺𝑣(𝑠) =1
𝜏𝑠 + 1∙
(100 − 20)𝑝𝑠𝑖
(20 − 4)𝑚𝐴∙
(180 − 0) 𝑚3 ℎ⁄
(100 − 20)𝑝𝑠𝑖=
1
2,7𝑒−4𝑠 + 1∙
180
16 [=]
𝑚3 ℎ⁄
𝑚𝐴 (12)
O transmissor de nível não possui dinâmica, apenas um ganho que converte a unidade de
engenharia em unidade de pontos lidos pelo CLP, logo a sua função de transferência é
𝐺𝑡(𝑠) =(20 − 4)𝑚𝐴
(2,5 − 0) 𝑚∙
(32000 − 0)𝑝𝑜𝑛𝑡𝑜𝑠
(20 − 4)𝑚𝐴=
32000
2,5 [=]
𝑝𝑜𝑛𝑡𝑜𝑠
𝑚 (13)
O modelo matemático da planta pode ser obtido tanto empiricamente como teoricamente,
utilizando leis fenomenológicas e regras constitutivas. Usando o princípio da conservação de
massa demonstrados por (FELDER e ROUSSEAU, 2005) e (GARCIA, 1997), a equação
diferencial que representa a dinâmica do tanque de água de reuso é
𝐴 ∙𝑑ℎ(𝑡)
𝑑𝑡= (𝑞C1(𝑡) + 𝑞C2(𝑡) + 𝑞RLF(𝑡)) − (𝑞MSE(𝑡) + 𝑞MAI(𝑡)) (14)
onde 𝑞C1(𝑡), 𝑞C2(𝑡), 𝑞RLF(𝑡) são as vazões de alimentação, 𝐴 é a área transversal do tanque,
ℎ(𝑡) é a altura do líquido armazenado nele e 𝑞MSE(𝑡), 𝑞MAI(𝑡) são as vazões de saída.
Considerando apenas a vazão 𝑞C1(𝑡) como manipulada, a equação diferencial resultante é:
𝑑ℎ(𝑡)
𝑑𝑡=
1
𝐴∙ 𝑞C1(𝑡) (15)
A partir do modelo matemático no domínio do tempo, é possível obter a função de
transferência no domínio da frequência utilizando a transformada de Laplace, para utilizar as
técnicas de controle clássico. Sabendo que a área transversal do tanque é 7,5m2, a partir do uso

35
das regras demonstradas por (SMITH e CORRIPIO, 2000) para obter a função de transferência
em Laplace, a função de transferência da planta é:
𝐺𝑝(𝑠) =𝐻(𝑠)
𝑄𝑖(𝑠)=
1
7,5 ∙ 𝑠 (16)
em que 𝑄𝑖(𝑠), 𝐻(𝑠), que são respectivamente a vazão total de entrada e o nível do tanque.
Deste modo, a função de transferência em malha aberta é
𝐺𝑚𝑎(𝑠) = 𝐺𝑣(𝑠)𝐺𝑝(𝑠)𝐺𝑡(𝑠) (17)
𝐺𝑚𝑎(𝑠) = (180
16∙
1
2,7 ∙ 10−4𝑠 + 1) (
1
7,5 ∙ 𝑠) ∙ (
32000
180) (18)
𝐺𝑚𝑎(𝑠) = 20001
7,5𝑠(2,7 ∙ 10−4𝑠 + 1) (19)
Já que a dinâmica da válvula é muito rápida em relação à dinâmica do processo, para
projetar o controlador PID a dinâmica da válvula não foi considerada e por isso a função de
transferência em malha aberta utilizada foi
𝐺𝑚𝑎(𝑠) = 20001
7,5𝑠 (20)
3.2 ELEMENTOS PRIMÁRIOS E FINAIS DE CONTROLE
3.2.1 Elementos finais de controle
3.2.1.1 Válvula e atuador
O conjunto final de controle é composto por uma válvula do tipo borboleta, acoplada a
um atuador pneumático que é acionado por um posicionador inteligente, que converte o sinal
de corrente de 4-20 mA, que vem do CLP, em sinal pneumático de 20-100 psi.
A válvula utilizada foi do tipo borboleta por apresentar um baixo custo, ser de fácil
instalação e manutenção, além de possuir boa durabilidade. Ela possui pressão de trabalho de
até 20 bar, com faixa de operação de temperatura de -20 ºC até 200 ºC e permite a passagem de
granulados e pós, fluídos gasosos e líquidos, e tem 6” de diâmetro, que é o mesmo diâmetro da
tubulação.
A curva característica de vazão da válvula é do tipo igual porcentagem, e é representada
pela figura 16, em que o gráfico relaciona o grau de abertura pela vazão. Esse gráfico é a
representação teórica da dinâmica da válvula, mas em condições operacionais esse

36
comportamento pode diferir de acordo com alguns fatores, tais como pressão a montante e à
jusante, vazão máxima e mínima, assim como a faixa de operação escolhida para a válvula.
Deste modo, foi levantada a curva que representa a relação entre abertura e vazão.
Figura 16 – Gráfico da curva característica de vazão inerente (teórica).
A figura 17 demonstra o comportamento real da válvula instalada. Nota-se que o
comportamento não se assemelha a uma característica de válvula por porcentagem, mas sim
por uma válvula de abertura rápida e tal comportamento traz dificuldades no momento de
implementar o controlador visto que variações bruscas na vazão podem reduzir um controle
suave e até tornar o sistema instável dependendo da perturbação aplicada e da sintonia do
controlador.
Figura 17 – Gráfico da curva característica de vazão instalada (real).
0
20
40
60
80
100
120
140
160
180
0 20 40 60 80 100 120
Flu
xo d
e ág
ua
em m
³/h
Porcentagem de abertura do disco
0
20
40
60
80
100
120
140
160
180
0 20 40 60 80 100 120
Flu
xo d
e ág
ua
em m
³/h
Porcentagem de abertura do disco

37
Para mover o eixo central da válvula foi instalado um atuador pneumático do fabricante
FESTO, para válvulas rotacionais, como pode ser visto na figura 18, que ilustra o conjunto
válvula e atuador. Ele possui um torque de 7-8000 Nm e um ângulo de rotação de 0-90º.
Figura 18 - Válvula e atuador.
3.2.1.2 Posicionador
O posicionador é o dispositivo responsável por transmitir a carga para a haste da válvula
de acordo com o sinal de controle. Para a aplicação discorrida neste trabalho, o posicionador
deveria ser capaz de receber um sinal de controle de 4-20mA, advindo do CLP, e converter esse
sinal em sinal pneumático de 20 a 100 psi, que seria transmitido para o atuador e por fim faria
a variação de abertura da válvula borboleta.
Deste modo, o equipamento FY-301, do fabricante SMAR, foi selecionado, ilustrado na
figura 19. Ele é um posicionador inteligente utilizado para diferentes tipos de válvulas, como
as válvulas de deslocamento linear de simples e dupla ação e as de deslocamento rotativo, como
válvulas borboletas e de esfera.
Figura 19 – Posicionador do fabricante SMAR.
Este dispositivo conta também com a funcionalidade de calibração automática do
deslocamento automático da válvula, ajuste das curvas de caracterização como linear, igual a
38
porcentagem e abertura rápida, além de comunicação através do protocolo HART para
configuração remota, um sensor magnético de efeito hall e um controle servo PI.
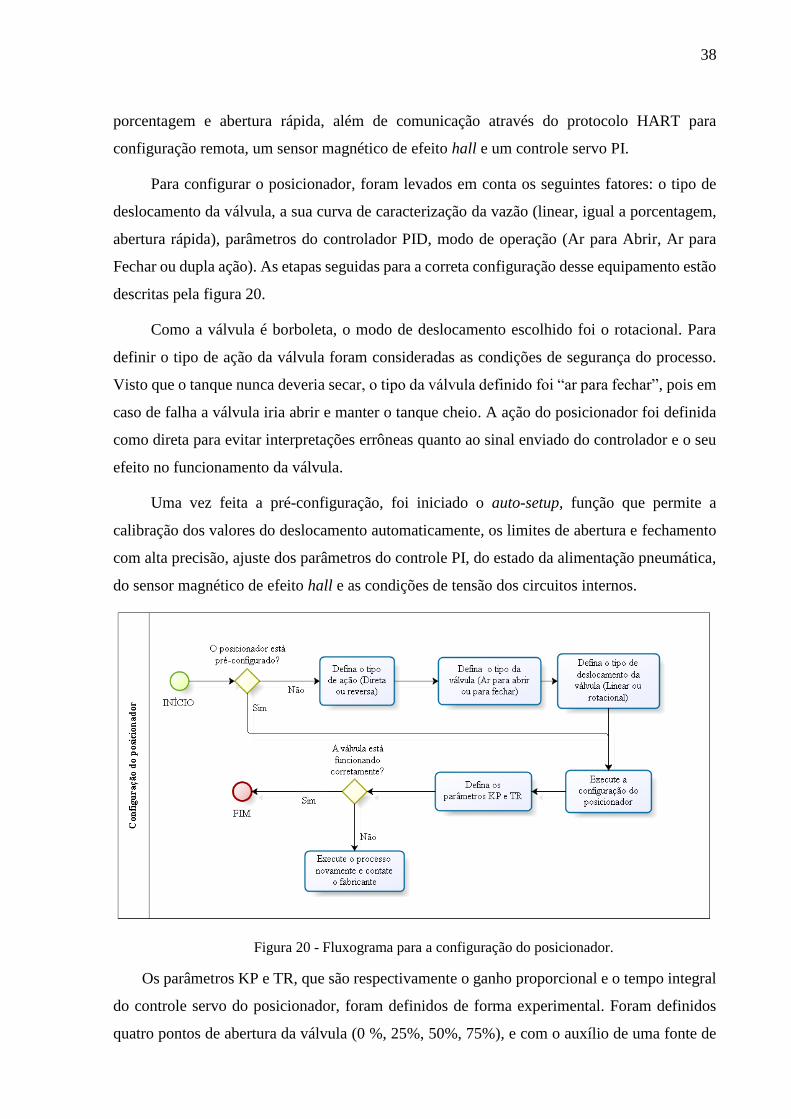
Para configurar o posicionador, foram levados em conta os seguintes fatores: o tipo de
deslocamento da válvula, a sua curva de caracterização da vazão (linear, igual a porcentagem,
abertura rápida), parâmetros do controlador PID, modo de operação (Ar para Abrir, Ar para
Fechar ou dupla ação). As etapas seguidas para a correta configuração desse equipamento estão
descritas pela figura 20.
Como a válvula é borboleta, o modo de deslocamento escolhido foi o rotacional. Para
definir o tipo de ação da válvula foram consideradas as condições de segurança do processo.
Visto que o tanque nunca deveria secar, o tipo da válvula definido foi “ar para fechar”, pois em
caso de falha a válvula iria abrir e manter o tanque cheio. A ação do posicionador foi definida
como direta para evitar interpretações errôneas quanto ao sinal enviado do controlador e o seu
efeito no funcionamento da válvula.
Uma vez feita a pré-configuração, foi iniciado o auto-setup, função que permite a
calibração dos valores do deslocamento automaticamente, os limites de abertura e fechamento
com alta precisão, ajuste dos parâmetros do controle PI, do estado da alimentação pneumática,
do sensor magnético de efeito hall e as condições de tensão dos circuitos internos.
Figura 20 - Fluxograma para a configuração do posicionador.
Os parâmetros KP e TR, que são respectivamente o ganho proporcional e o tempo integral
do controle servo do posicionador, foram definidos de forma experimental. Foram definidos
quatro pontos de abertura da válvula (0 %, 25%, 50%, 75%), e com o auxílio de uma fonte de

39
corrente foram aplicados sinal de 4mA, 8mA, 12mA e 16mA. A partir do visor do equipamento
foi observado a posição da válvula, e feito o ajuste fino dos parâmetros de forma que a transição
de estado para o seguinte fosse de forma rápida e sem overshoot, para que a dinâmica do
elemento final de controle tivesse pouca influência na dinâmica completa do processo. Os
valores escolhidos podem ser vistos na tabela 2.
Tabela 2 - Parâmetros do controlador do posicionador.
Parâmetros Valor
KP 11
TR 10
Com o controlador PI do posicionador ajustado, foi possível observar o tempo de resposta
que a válvula levava para atingir os pontos desejados, que foi de aproximadamente 3 segundos.
Partindo do pressuposto que o tempo de estabelecimento de um sistema de primeira ordem é de
aproximadamente 3 vezes a sua constante de tempo, a constante assume um valor de 𝜏 = 2,7 ∙
10−4, e a função de transferência resultante da válvula é
𝐺(𝑠) =𝐾
2,7 ∙ 10−4𝑠 + 1 (21)
em que 𝐾 é o ganho relacionado a conversão de unidades. A constante de tempo está em unidade
de horas, mesma unidade do processo.
3.2.2 CLP e Remota
O sistema deste trabalho é composto por um CLP da linha Premium da Schneider, modelo
TSX-P57-2634M, responsável por fazer o processamento dos dados e executar a lógica de
programação. Este CLP está conectado a remotas do modelo STB NIP 2311, que são
responsáveis por captar as informações dos elementos primários e enviar para a unidade de
processamento central, o CLP.
A etapas seguidas para a configuração e programação desses dispositivos podem ser vistas
na figura 21. De modo geral, as duas etapas principais são a de configuração do hardware, que
inclui configuração da rede e dos protocolos de comunicação, especificação de quantidade de
cartões E/S, e a programação, que inclui desenvolvimento de lógicas e comissionamento.

40
Figura 21 - Fluxograma para a configuração do CLP e remotas.
3.2.2.1 Configuração do hardware
Para configurar o CLP e as remotas foram utilizados os programas Unity Pro e Advantys,
respectivamente, ambos da Schneider Eletric. A configuração foi inicialmente feita no CLP,
modificando os seguintes parâmetros: tipo de inicialização (a quente ou a frio); quantidade de
variáveis alocadas na memória; configuração de rede; configuração do rack e cartões E/S;
configuração do IO Scanning das remotas.
O tipo de inicialização é a quente, ou seja, todas as configurações e informações na
memória são mantidas. Isto é utilizado para evitar que em momentos de queda de energia de
longa duração, que até mesmo o No-break não consegue manter, as informações não sejam
perdidas, como parâmetros de sintonia dos controladores e de alarmes.
O rack do CLP é composto por uma fonte de 24Vdc, que fornece energia para os
dispositivos do rack, a CPU TSY-2634, e o módulo Ethernet TCP/IP ETY4103, que é
responsável por gerenciar a leitura e escrita nas remotas espalhadas em campo, como por ser
visto na figura 22.
Figura 22 - Vista topológica do rack que possui o CLP e cartões.
41
A CPU já possui um cartão de rede Ethernet integrado, em que foi configurada como a
rede SCADA e com um IP fixo, para manutenção e acesso ao CLP. Já o cartão de rede adicional
foi utilizado para gerenciar as remotas, e também foi configurado com um IP fixo. A forma
como o CLP busca as informações das remotas é através de uma funcionalidade chamada IO
Scanning, em que são atribuídas as informações dos canais dos cartões das remotas a endereços
de memória CLP e o esse serviço executa pedidos de leitura e escrita entre as variáveis alocadas
no CLP e os canais dos cartões das remotas, utilizando o protocolo Modbus. Assim, não é
necessário nenhum desenvolvimento de lógica de programação para gerenciar a comunicação
entre os dispositivos. A tabela 3 exemplifica a configuração desse serviço, em que RD se refere
aos objetos de leitura e WR aos objetos de escrita.
Tabela 3 - Parâmetros de configuração do IO Scanning.
IP Nome RD Obj do mestre
RD ref escravo
WR Obj do mestre
WR Ref escravo
192.168.0.1 Remota 1 %MW3000 5391 %MW4000 0
192.168.0.2 Remota 2 %MW3020 5391 %MW4010 0
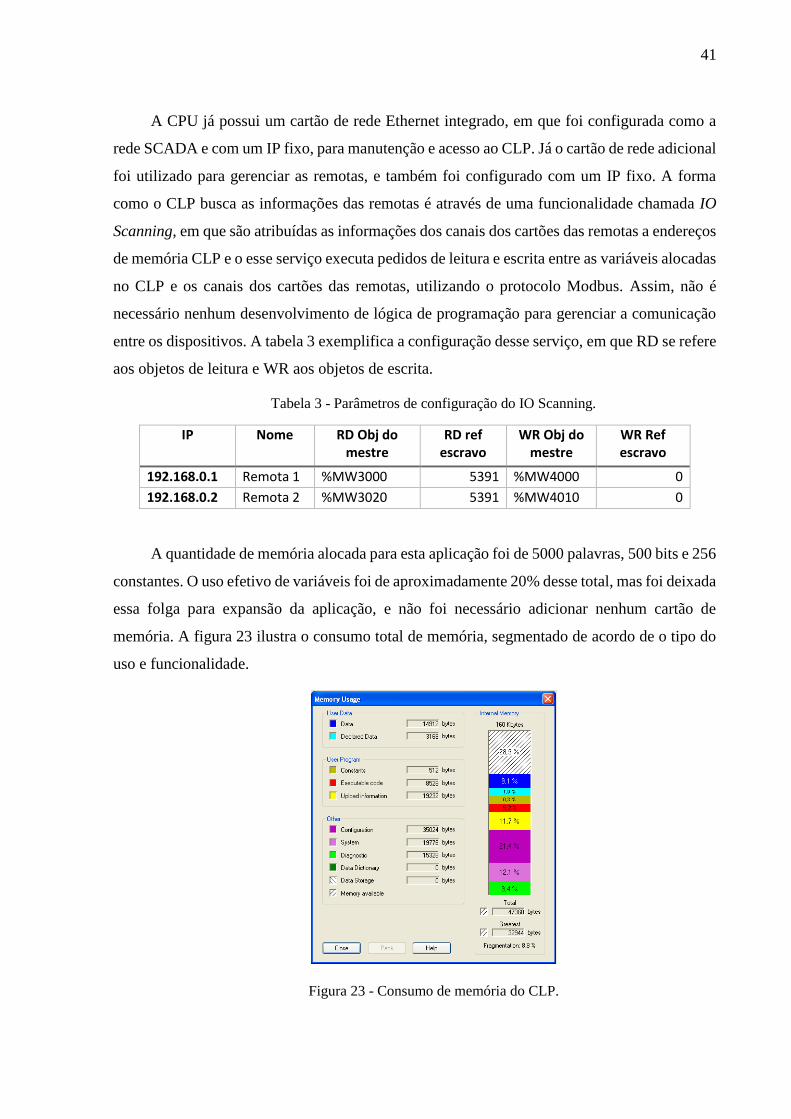
A quantidade de memória alocada para esta aplicação foi de 5000 palavras, 500 bits e 256
constantes. O uso efetivo de variáveis foi de aproximadamente 20% desse total, mas foi deixada
essa folga para expansão da aplicação, e não foi necessário adicionar nenhum cartão de
memória. A figura 23 ilustra o consumo total de memória, segmentado de acordo de o tipo do
uso e funcionalidade.
Figura 23 - Consumo de memória do CLP.
42
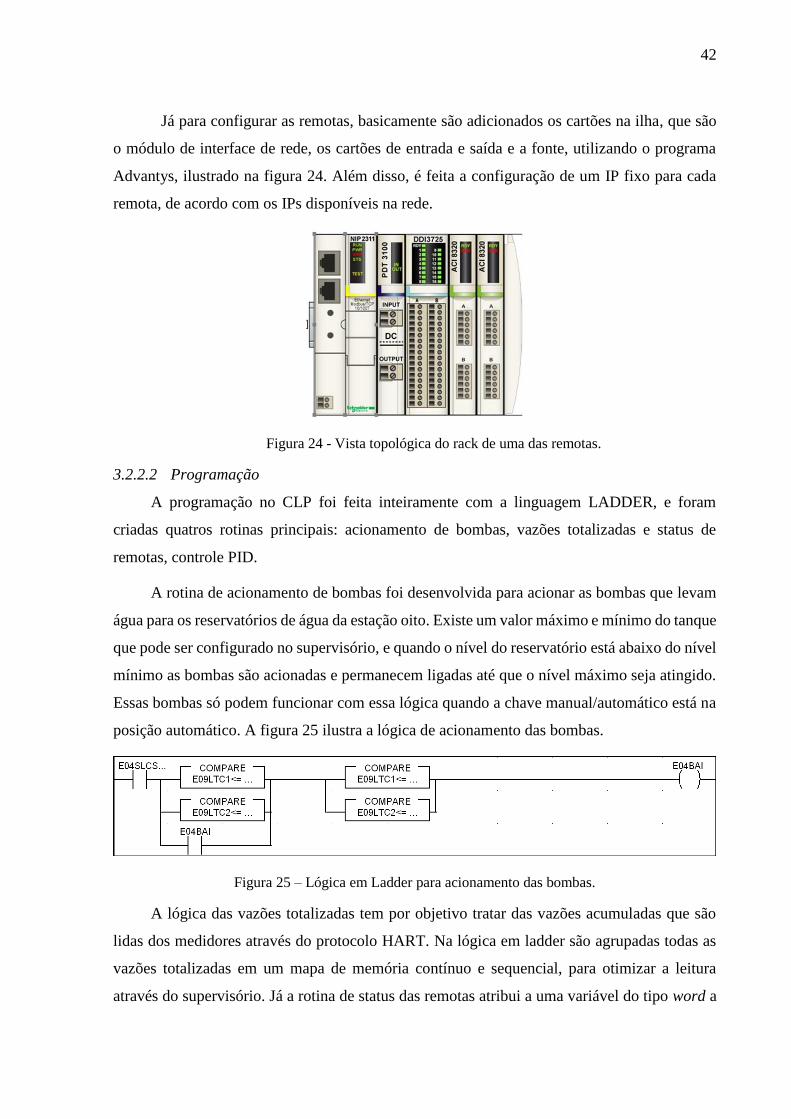
Já para configurar as remotas, basicamente são adicionados os cartões na ilha, que são
o módulo de interface de rede, os cartões de entrada e saída e a fonte, utilizando o programa
Advantys, ilustrado na figura 24. Além disso, é feita a configuração de um IP fixo para cada
remota, de acordo com os IPs disponíveis na rede.
Figura 24 - Vista topológica do rack de uma das remotas.
3.2.2.2 Programação
A programação no CLP foi feita inteiramente com a linguagem LADDER, e foram
criadas quatros rotinas principais: acionamento de bombas, vazões totalizadas e status de
remotas, controle PID.
A rotina de acionamento de bombas foi desenvolvida para acionar as bombas que levam
água para os reservatórios de água da estação oito. Existe um valor máximo e mínimo do tanque
que pode ser configurado no supervisório, e quando o nível do reservatório está abaixo do nível
mínimo as bombas são acionadas e permanecem ligadas até que o nível máximo seja atingido.
Essas bombas só podem funcionar com essa lógica quando a chave manual/automático está na
posição automático. A figura 25 ilustra a lógica de acionamento das bombas.
Figura 25 – Lógica em Ladder para acionamento das bombas.
A lógica das vazões totalizadas tem por objetivo tratar das vazões acumuladas que são
lidas dos medidores através do protocolo HART. Na lógica em ladder são agrupadas todas as
vazões totalizadas em um mapa de memória contínuo e sequencial, para otimizar a leitura
através do supervisório. Já a rotina de status das remotas atribui a uma variável do tipo word a

43
informações do estado de cada remota, se ela está comunicando com o CLP ou não, para que
possa ser lido no supervisório e informar ao operador alguma anormalidade.
Já a rotina do controle PID contém a lógica responsável por enviar o sinal para controlar
a válvula de controle e consequentemente o nível do tanque de água de reuso. Foi utilizado o
bloco de função PID nativo do fabricante, que possui as principais funcionalidades necessárias
para o controle. A equação PID implementada pelo bloco é a paralela, e foram declaradas
variáveis necessárias para o controle como a PV, SP, parâmetros de sintonia, variável para
controle manual, além de ter sido definido os limites máximos e mínimos da entrada e saída,
que vão de 0 a 32000.
Figura 26 – Lógica em Ladder para o controlador PID.
Por questões de segurança, foi definido um limite máximo de fechamento da válvula, para
evitar altas pressões na linha e danificação dos dispositivos. Foi constatado experimentalmente
que não poderia fechar mais de 90% a válvula, visto que esse seria o limite para manter a pressão

44
da linha em segurança. Assim, o limite máximo da saída foi definido em 90% do seu valor
máximo, que é 32000.
3.3 SUPERVISÓRIO
O desenvolvimento da interface foi feito seguindo um conjunto de etapas de forma
sistêmica, ilustrados na figura 29. Cada uma dessas etapas possui tarefas específicas, que estão
melhor detalhadas em cada tópico desta seção.
Figura 27 - Fluxograma para o desenvolvimento do supervisório.
3.3.1 Estrutura de telas e quadros
A primeira etapa seguida no desenvolvimento do supervisório foi a definição das telas e
a estrutura geral da interface, que inclui a escolha do layout e a disposição dos elementos
gráficos, a hierarquia e navegação entre as telas, e a possível segmentação da tela e mais de
uma área, onde cada uma teria uma funcionalidade específica.
O quadro principal da interface foi dividido em três setores, o superior, central e inferior.
O superior possui botões de navegação entre as telas e de acesso a outras funcionalidades, como
configuração de alarme, acesso ao sistema (Login) e configuração de usuários. A área central é
a região onde ficam as telas de operação do sistema e área inferior contém um visualizador de
alarmes ativos, data e horário do sistema e usuário que está acessando o sistema no momento.
A figura 30 ilustra tal estrutura.
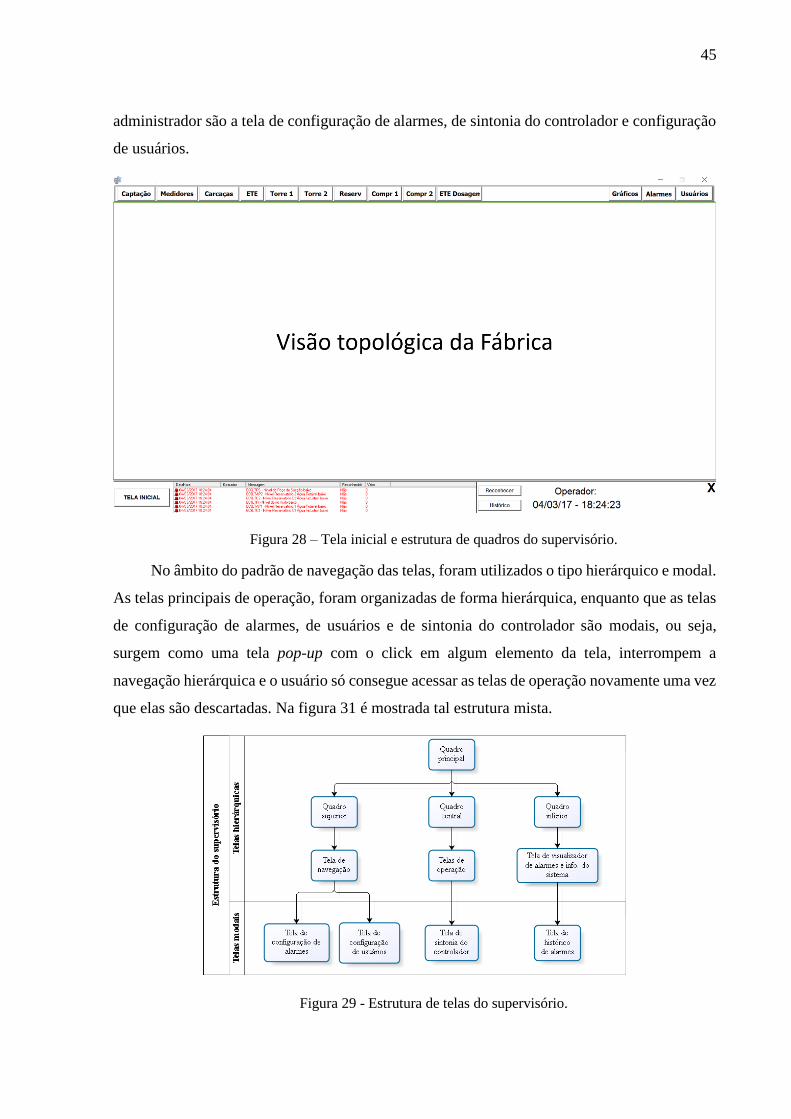
De forma geral, ao abrir o supervisório a tela inicial é exibida, com todas as
funcionalidades disponíveis para o uso do operador, e as telas que necessitam de credenciais de
45
administrador são a tela de configuração de alarmes, de sintonia do controlador e configuração
de usuários.
Figura 28 – Tela inicial e estrutura de quadros do supervisório.
No âmbito do padrão de navegação das telas, foram utilizados o tipo hierárquico e modal.
As telas principais de operação, foram organizadas de forma hierárquica, enquanto que as telas
de configuração de alarmes, de usuários e de sintonia do controlador são modais, ou seja,
surgem como uma tela pop-up com o click em algum elemento da tela, interrompem a
navegação hierárquica e o usuário só consegue acessar as telas de operação novamente uma vez
que elas são descartadas. Na figura 31 é mostrada tal estrutura mista.
Figura 29 - Estrutura de telas do supervisório.

46
A tela modal de controle de nível do tanque de reuso, responsável por interagir
diretamente com o controlador implementado no CLP, é acessado a partir da tela “Casa de
medidores”, que é uma das sete telas de operação. Ela contém informações como parâmetros
de sintonia do controlador, setpoint e valor atual do nível, além de um gráfico de tendência em
tempo real do nível em uma janela de tempo de 20 minutos, como pode ser visto na figura 32.
Nela é possível configurar o modo de operação do controlador (manual ou automático) e
analisar em tempo real a resposta do sistema.
Figura 30 - Tela modal do controle PID da malha de nível.
3.3.2 Mapa de memória
Uma etapa de extrema importância no desenvolvimento de um sistema SCADA é a
definição das variáveis e estimativa de consumo de memória da unidade de processamento e
controle. A definição prévia de todas as variáveis que serão utilizadas nas lógicas assim como
o tipo (booleano, ponto flutuante, inteiro, string, etc.) facilita o desenvolvimento de etapas
posteriores, como configuração da comunicação entre o supervisório e os equipamentos,
associações entre tags e elementos gráficos das telas, redução de erros de conversão de dados
e da perda de performance.
Agrupar os dados de acordo com o seu respectivo subsistema facilita o desenvolvimento
e manutenção da aplicação. Usar as variáveis de forma sequencial, onde o endereço da variável
seguinte começa exatamente após a variável anterior ajudar na performance, principalmente na
comunicação MODBUS onde são lidos frames de até 253 bytes. A existência de “buracos” no
bloco de memória dificulta a leitura de frames com a sua capacidade máxima de words,
reduzindo a performance da aplicação.

47
Para montar o mapa de memória deste sistema, inicialmente foram levantadas todas as
variáveis de entrada e saída do CLP e remotas, e escritas em uma tabela. O segundo passo foi
observar os dados de forma geral e pensar em forma de agrupamentos, de acordo com a sua
estação ou grandeza física por exemplo, e sequenciamento. As variáveis correspondentes as
entradas e saídas físicas tiveram o endereço iniciado a partir do número 1000, e foram agrupadas
de acordo com a sua respectiva estação. A figura 31 demonstra esse arranjo das variáveis.
Figura 31 - Mapa de memória.
A tabela 4 exemplifica a listagem das variáveis. As variáveis booleanas foram agrupadas
em palavras de 16 bits, e no supervisório os elementos gráficos com funcionalidade binária
acessam o bit específico da palavra. Deste modo, além da redução de espaço de memória existe
uma melhora desempenho e comunicação.
Tabela 4 – Descrição de tags.
Tag Endereço Tipo Comentários Área
E03LTTR_kp %MF1 REAL Ganho proporcional do controlador
E03LTTR_ti %MF3 REAL Constante de tempo integral
E03LTTR_td %MF5 REAL Constante de tempo integral
E03LTTR_sp %MF7 REAL Setpoint do nível
E03LTTR_saida %MF9 REAL Saída do controlador
E02FITC1 %MW1017 WORD Medidor de Vazão Alimentação Carcaça 1 E2
E02FITC1_STS %MW1018 WORD Medidor de Vazão Alimentação Carcaça 1 - Status E2
E02FITC2 %MW1019 WORD Medidor de Vazão Alimentação Carcaça 2 - Status E2
E02FITC2_STS %MW1020 WORD Medidor de Vazão Alimentação Carcaça 2 E2
E03SLBF1 %MW1075.0 BOOL Bomba 1 Contato Ligado E3
E03SABF1 %MW1075.1 BOOL Bomba 1 Alarme Nível Alto E3
E03SLBF2 %MW1075.2 BOOL Bomba 2 Contato Ligado E3
E03SABF2 %MW1075.3 BOOL Bomba 2 Alarme Nível Alto E3
48
3.3.3 Comunicação MODBUS
A configuração do driver MODBUS no Elipse E3 conta com diferentes parâmetros que
vão desde a seleção da camada física até as operações de leitura e escrita. Dentre os parâmetros
existentes, os configurados foram: camada física, tipo do protocolo, o tamanho da PDU no
frame dos dados, offset do endereçamento, opção de leitura por blocos, operações e funções de
leitura e escrita, endereço IP e porta.
A camada física utilizada foi Ethernet, em que todos os equipamentos e computadores
estão conectados em uma rede local. O tipo é o Modbus TCP/IP, visto que é o único suportado
sob a camada Ethernet, sendo o Modbus RTU e ASCII dedicados para comunicação serial. O
offset foi nulo, para manter a compatibilidade do CLP utilizada, que não possui nenhum offset.
Para escolher as funções, primeiramente deve-se estudar os tipos de variáveis existentes
na aplicação. No sistema em questão, foram utilizadas variáveis do tipo double, int e boolean.
Nesse caso, como as variáveis booleanas foram agrupadas em words, só foram utilizadas
funções de leitura e escrita para words, portanto a função 03 para leitura e a função 16 para
escrita. O endereço IP configurado foi o do CLP que seria o escravo da rede e a porta é a 502,
que é específica para esse protocolo.
O tamanho da PDU utilidade foi a sua capacidade máxima (253 bytes) visto que não
existia nenhuma descontinuidade na área de memória do CLP. A opção de leitura por blocos é
uma funcionalidade do driver Modbus Master TCP/IP disponibilizado pela Elipse Software em
que contém um algoritmo que antes de iniciar a leitura e escrita nas variáveis ele agrupa de
forma sequencial e em blocos as variáveis, onde cada bloco possui no máximo a quantidade
bytes igual a capacidade máxima da PDU, definida pelo desenvolvedor. Esta opção foi
habilitada.
O uso desse recurso traz um incremento considerável na performance da aplicação, ainda
mais quando existe um número elevado de variáveis, que nesse sistema como um todo possui
274 words. A tempo de varredura foi definido como de um segundo.
3.3.4 Relatórios e gráficos
Nesta aplicação foi desenvolvida uma tela especifica para a plotagem de gráficos e
emissão de relatórios. Na figura 34 é possível observar a tela e todas as suas funcionalidades.
Para plotar o gráfico o usuário deve indicar a data de início e fim da consulta, além de selecionar
as penas (variáveis) a serem plotadas. Após isso, basta clicar no botão “Gerar gráfico” para que
o sistema consulte no banco de dados os valores das variáveis escolhidas na janela de tempo

49
determinada e plotar o gráfico. O botão “Ajustar penas” enquadra a plotagem para a área útil
do gráfico, fazendo o ajuste dos limites dos eixos automaticamente.
Figura 32 - Tela de gráficos e emissão de relatórios.
Os relatórios podem ser gerados a partir dos botões no canto inferior direito. O relatório
gráfico é o gráfico propriamente dito pronto para impressão e a exportação para Excel gera uma
planilha com todas as variáveis com seus valores filtrados de acordo com o período
especificado.
3.3.5 Servidor de alarmes
O servidor de alarmes é um módulo do sistema SCADA responsável por centralizar e
tratar todos os alarmes da aplicação, tendo como funções reportar os eventos dos alarmes para
todos os usuários que estejam acessando o sistema, bem como, se desejado, armazenar as
informações desses alarmes em um Banco de Dados.
Neste trabalho as variáveis digitais que monitoram o estado das bombas, compressores e
outros elementos de estado binário assim como as variáveis analógicas que são as leituras de
pressão, temperatura, nível e vazão foram configuradas como alarmes.
As variáveis foram agrupadas de acordo com a sua natureza, ou seja, nível, pressão, etc.
Os parâmetros configurados das variáveis digitais foram o texto da mensagem, a severidade
como alta, a mensagem de retorno do alarme e a opção de reconhecimento do operador. Já as
variáveis analógicas tiveram habilitadas a opção muito alto, alto e baixo, todos com severidade
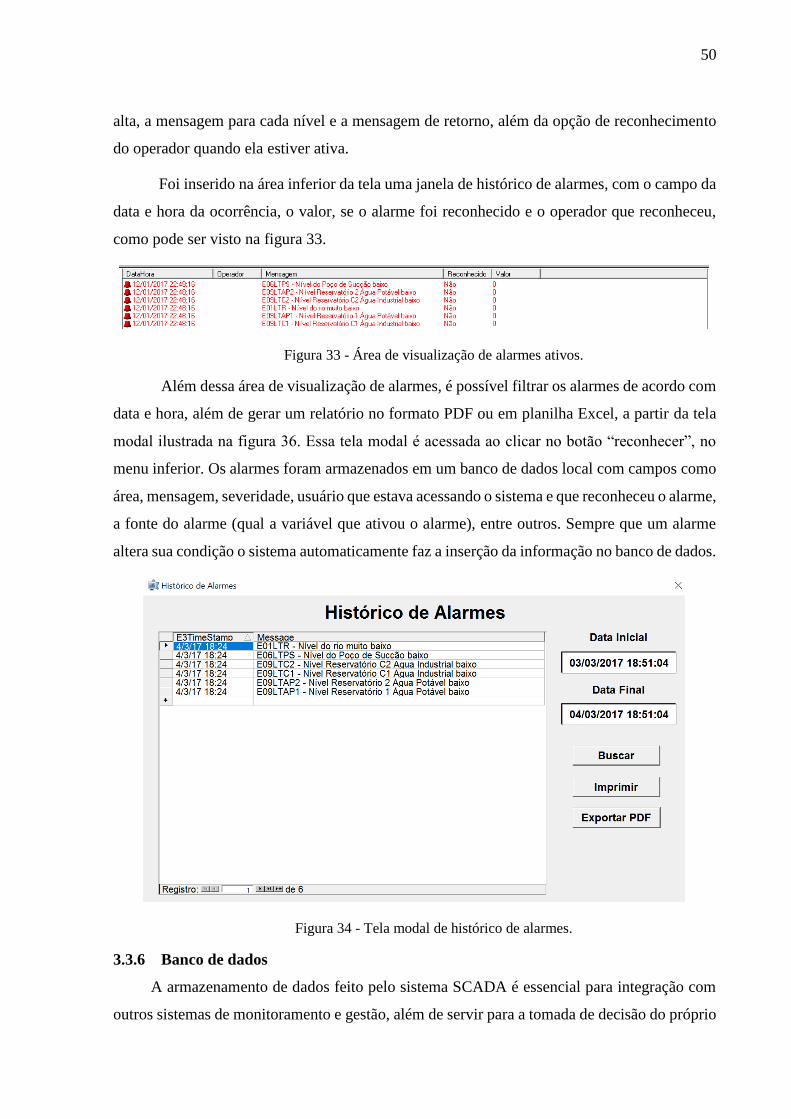
50
alta, a mensagem para cada nível e a mensagem de retorno, além da opção de reconhecimento
do operador quando ela estiver ativa.
Foi inserido na área inferior da tela uma janela de histórico de alarmes, com o campo da
data e hora da ocorrência, o valor, se o alarme foi reconhecido e o operador que reconheceu,
como pode ser visto na figura 33.
Figura 33 - Área de visualização de alarmes ativos.
Além dessa área de visualização de alarmes, é possível filtrar os alarmes de acordo com
data e hora, além de gerar um relatório no formato PDF ou em planilha Excel, a partir da tela
modal ilustrada na figura 36. Essa tela modal é acessada ao clicar no botão “reconhecer”, no
menu inferior. Os alarmes foram armazenados em um banco de dados local com campos como
área, mensagem, severidade, usuário que estava acessando o sistema e que reconheceu o alarme,
a fonte do alarme (qual a variável que ativou o alarme), entre outros. Sempre que um alarme
altera sua condição o sistema automaticamente faz a inserção da informação no banco de dados.
Figura 34 - Tela modal de histórico de alarmes.
3.3.6 Banco de dados
A armazenamento de dados feito pelo sistema SCADA é essencial para integração com
outros sistemas de monitoramento e gestão, além de servir para a tomada de decisão do próprio
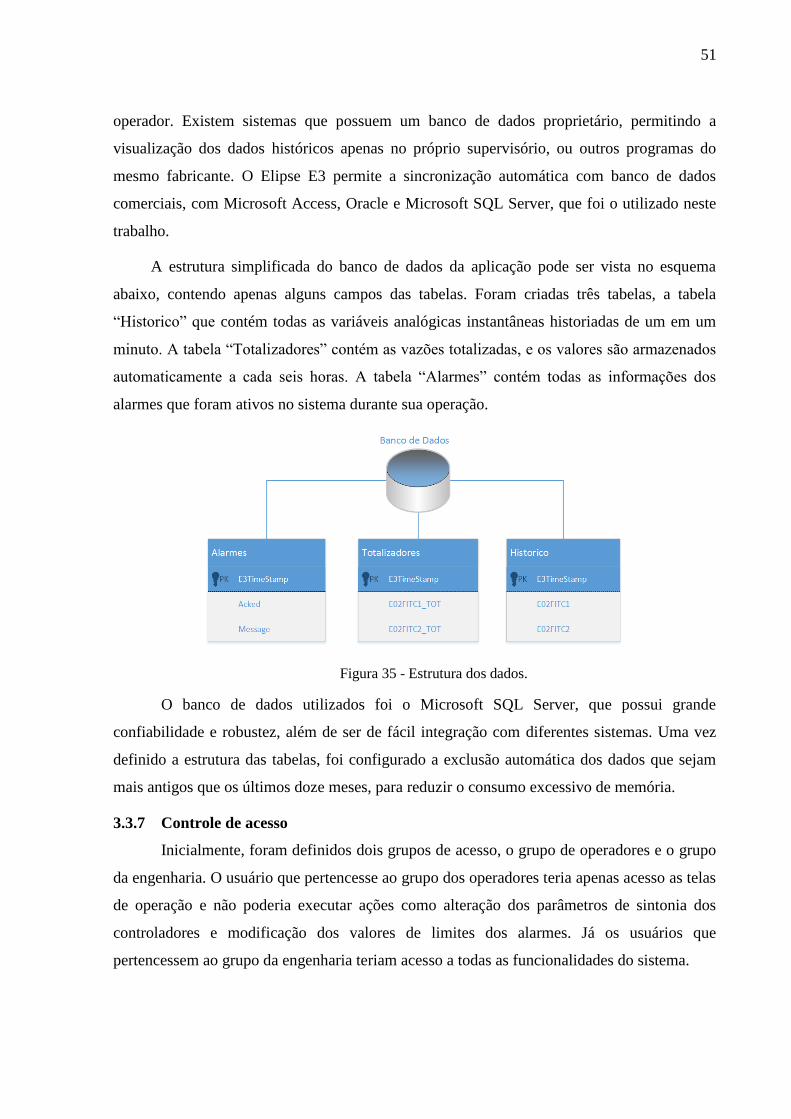
51
operador. Existem sistemas que possuem um banco de dados proprietário, permitindo a
visualização dos dados históricos apenas no próprio supervisório, ou outros programas do
mesmo fabricante. O Elipse E3 permite a sincronização automática com banco de dados
comerciais, com Microsoft Access, Oracle e Microsoft SQL Server, que foi o utilizado neste
trabalho.
A estrutura simplificada do banco de dados da aplicação pode ser vista no esquema
abaixo, contendo apenas alguns campos das tabelas. Foram criadas três tabelas, a tabela
“Historico” que contém todas as variáveis analógicas instantâneas historiadas de um em um
minuto. A tabela “Totalizadores” contém as vazões totalizadas, e os valores são armazenados
automaticamente a cada seis horas. A tabela “Alarmes” contém todas as informações dos
alarmes que foram ativos no sistema durante sua operação.
Figura 35 - Estrutura dos dados.
O banco de dados utilizados foi o Microsoft SQL Server, que possui grande
confiabilidade e robustez, além de ser de fácil integração com diferentes sistemas. Uma vez
definido a estrutura das tabelas, foi configurado a exclusão automática dos dados que sejam
mais antigos que os últimos doze meses, para reduzir o consumo excessivo de memória.
3.3.7 Controle de acesso
Inicialmente, foram definidos dois grupos de acesso, o grupo de operadores e o grupo
da engenharia. O usuário que pertencesse ao grupo dos operadores teria apenas acesso as telas
de operação e não poderia executar ações como alteração dos parâmetros de sintonia dos
controladores e modificação dos valores de limites dos alarmes. Já os usuários que
pertencessem ao grupo da engenharia teriam acesso a todas as funcionalidades do sistema.

52
3.4 CONTROLE
O objetivo de controle foi de manter o nível do tanque de água de reuso em uma faixa de
±5% do seu valor desejado, manipulando a vazão de entrada de tag E02FITC1. Assim,
inicialmente foi feita uma sintonia do controlador PID utilizando o método IMC a partir da
função de transferência em malha aberta. Como existe apenas um único parâmetro ajustável,
foram definidos 2 valores distintos para representar diferentes performances do controlador e
analisar os resultados. O ganho do controlador é definido pela equação
𝐾𝑐 =1
𝐾𝑝𝜆 (22)
em que 𝐾𝑝 é o ganho da função de transferência em malha aberta e 𝜆 é o parâmetros ajustável
de sintonia.
Em uma janela de tempo de nove horas, foram inicialmente analisadas a performance do
controlador PID para dois valores dos parâmetros de sintonia 𝜆, o primeiro de valor 0,010 que
seria para o nível estabilizar em 3 min, e tem a sua resposta representada para região 1 da figura
36. O segundo possui valor 0,016 que seria para o nível estabilizar em 5 min, e tem sua resposta
representada pela região 2 da mesma figura. O ganho do controlador para cada parâmetro 𝜆
está representado pela tabela 5. É possível concluir que ambos apresentaram esforços de
controle similares, em que o controlador variou a vazão de entrada de 60 m3/h e 170 m3/h,
aproximadamente.
Tabela 5 – Valores do ganho do controlador para cada parâmetro 𝜆 escolhido.
Parâmetro 𝝀 𝑲𝒄
0,01 (3 min) 0,375
0,016 (5 min) 0,235
Para o primeiro caso, o controlador tomou a decisão de forma mais rápida, evitando que
o nível tivesse grandes variações em torno do seu setpoint, se comparado com a segunda região.
Já no segundo caso, o controlador possuiu uma resposta mais lenta, com intervalos mais longos
entre sua resposta, e por consequência a variação do nível em torno do setpoint foi maior. Ainda
para o segundo caso, houve uma mudança de setpoint do nível do tanque de 80% para 70%, e
não houve qualquer modificação na resposta do controlador. Em ambos os casos, a variação do
nível em torno do seu setpoint foi elevando, partindo de 10% do seu valor e chegando até 30%

53
aproximadamente, para o segundo caso. A variação da vazão de entrada foi muito agressiva,
produzindo quedas de mais de 50% do seu valor em menos de um minuto, o que poderia
danificar a válvula de controle além de aumentar de forma brusca a pressão da linha, trazendo
riscos de acidentes.
Figura 36 – Gráfico de tendência com performance de controlador para dois 𝜆 distintos.
É possível notar que para nenhum dos casos o controle foi eficaz, e as hipóteses para o
seu funcionamento ineficaz estão relacionados a influência da não-linearidade da válvula, aos
distúrbios serem da mesma ordem de grandeza da variável manipulada e o tanque possuir baixa
capacidade de armazenamento, o que pode ter impactado negativamente no desempenho do
controlador. Desde modo, foi levantada uma nova estrutura de controle: uma estrutura não
convencional em que a variável de processo seria o balanço entre a vazão de entrada e saída e
o setpoint seria nulo, para manter a mesma quantidade de água que entra igual à que sai. Assim,
a variável de processo e o setpoint seriam
𝑃𝑉 = (𝑞𝑖(𝑡) − 𝑞𝑜(𝑡)) + 𝐾𝑒𝑚𝑝 (ℎ𝑠𝑝(𝑡) − ℎ(𝑡)) (23)
𝑆𝑃 = 0 (24)

54
em que 𝐾𝑒𝑚𝑝 é um ganho que foi obtido empiricamente. A primeira parcela da equação 23
representa o balanço entre a vazão de entrada e saída do tanque. A segunda parcela da equação
é o erro entre o setpoint do nível e sua medição.
De modo geral, o controlador vai atuar de forma a manter a vazão de entrada sempre igual
a vazão de saída, condição para manter o nível constante. Apenas com esse termo da diferença
das vazões não seria possível configurar um setpoint do nível, por isso o segundo termo foi
adicionado, para garantir que o controlador além de manter as vazões de entrada e saída iguais
consiga também manter o nível do tanque em um determinado valor desejado.
Para essa nova estrutura foi utilizado o mesmo controlador PID, com o ganho do
controlador configurado para 0,1, enquanto que o tempo integral e derivativo não foram
utilizados. O ganho empírico 𝐾𝑒𝑚𝑝 teve seu valor inicial de uma unidade e foi aumentado até
chegar em 8, valor que produziu uma resposta com pouca variação do nível em torno do seu
valor desejado e esforço de controle tolerável, como pode ser visto na figura 28. É possível
notar que o nível possuiu pequenas variações em torno do seu valor desejado, e as variações da
variável manipulada mesma possuindo uma frequência mais elevada em relação a estrutura de
controle anterior possuiu uma menor amplitude entre valor máximo e mínimo.
Figura 37 – Gráfico de tendência para nova estrutura de controle proposta.

55
Uma desvantagem dessa estrutura é que não foi possível determinar um modelo que
caracterize a dinâmica da variável de processo da forma como ela foi formulada, impedindo o
uso de técnicas de sintonia já consagradas, como o IMC, regra de decaimento de ¼, entre outras,
sendo necessária uma sintonia inteiramente empírica.
Pode-se concluir que a segunda estrutura de controle, que tem como a variável de
processo a diferença entre as vazões de entrada e saída do tanque e o erro entre o setpoint do
nível e sua medição, produziu resultados mais satisfatórios e foi mais eficaz em manter o nível
próximo do seu valor desejado.
3.5 ANÁLISE DO CONSUMO DE ÁGUA
Para avaliar o consumo mensal de água através da captação de água do Rio, foi
desenvolvida uma planilha em Excel com módulos de código em VBA capazes de buscar as
informações no Banco de Dados, permitindo ao usuário traçar gráficos mais poderosos e dar
mais significado às informações obtidas pelo sistema SCADA. Assim, a figura 38 e a tabela 6
representam o consumo mensal de água para o ano de 2016. Os meses em que os valores estão
nulos é porque o sistema ainda não havia sido implementado. Já o mês de maio e dezembro
apresentam baixo consumo em relação aos outros meses porque o sistema foi implementado no
meio de maio e existem dados em falta para o mês de dezembro.
Figura 38 – Gráfico de consumo de água mensal.
A grande motivação para a implementação do controle de nível do tanque de água de
reuso é que boa parte da água utilizada era retornada ao rio, porque o tanque sempre estava
transbordando. Antes de implementar o controle automático, o sistema SCADA já estava há
pouco mais de um mês historiando o consumo de água e todas as variáveis analógicas do
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
Co
nsu
mo
(m
³/h
)
Mês/Ano
CONSUMO DE ÁGUA (M³/H)
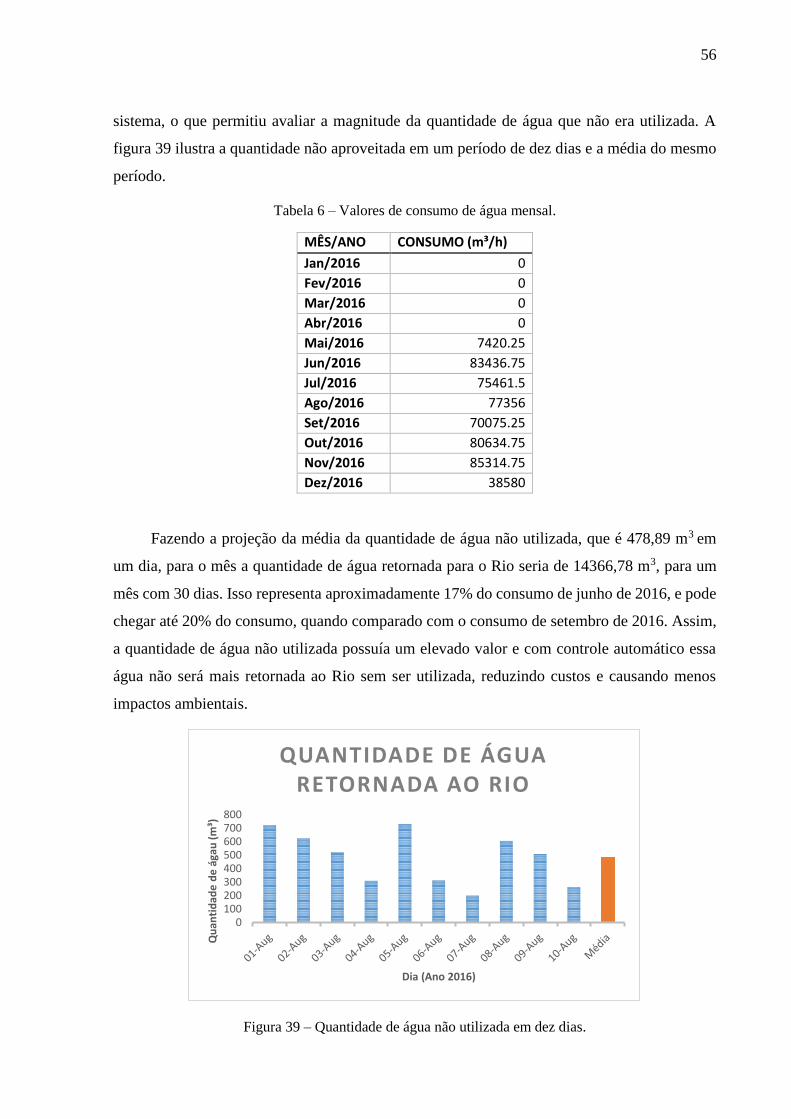
56
sistema, o que permitiu avaliar a magnitude da quantidade de água que não era utilizada. A
figura 39 ilustra a quantidade não aproveitada em um período de dez dias e a média do mesmo
período.
Tabela 6 – Valores de consumo de água mensal.
MÊS/ANO CONSUMO (m³/h)
Jan/2016 0
Fev/2016 0
Mar/2016 0
Abr/2016 0
Mai/2016 7420.25
Jun/2016 83436.75
Jul/2016 75461.5
Ago/2016 77356
Set/2016 70075.25
Out/2016 80634.75
Nov/2016 85314.75
Dez/2016 38580
Fazendo a projeção da média da quantidade de água não utilizada, que é 478,89 m3 em
um dia, para o mês a quantidade de água retornada para o Rio seria de 14366,78 m3, para um
mês com 30 dias. Isso representa aproximadamente 17% do consumo de junho de 2016, e pode
chegar até 20% do consumo, quando comparado com o consumo de setembro de 2016. Assim,
a quantidade de água não utilizada possuía um elevado valor e com controle automático essa
água não será mais retornada ao Rio sem ser utilizada, reduzindo custos e causando menos
impactos ambientais.
Figura 39 – Quantidade de água não utilizada em dez dias.
0100200300400500600700800
Qu
anti
dad
e d
e á
gau
(m
³)
Dia (Ano 2016)
QUANTIDADE DE ÁGUA RETORNADA AO RIO

57
A Empresa possui uma outorga que limita a captação diária de 4600 m³, e as penalidades
sofridas caso esse limite diário seja ultrapassado pode ser de uma multa até limitações da
expansão da Fábrica, impedindo o aumento da produção, o que torna ainda mais relevante a
utilização de um controle automático para o sistema.

58
4 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Este trabalho teve por objetivo implementar um sistema de controle automático para o
nível de um tanque, que faz parte de um subsistema entre oito existentes que dão suporte para
a atividade fim de um Indústria metalúrgica da Bahia. Assim, foi desenvolvido e implementado
um sistema SCADA capaz de monitorar todos os oito subsistemas, que conta com a seleção e
implementação dos equipamentos de chão de fábrica (sensores, atuadores, CLPs e remotas), e
o supervisório, perpassando pelas três primeiras camadas da pirâmide da automação.
Para ratificar a necessidade do projeto de automação e controle, uma análise de consumo
de água foi conduzida e ela mostrou que em torno de 15% a 20% da água captada do Rio não
era utilizada e era retornada para ele. O impacto dessa perda não é apenas em termos de
quantidade de água, visto que as bombas trabalharam por mais tempo, consumiram mais energia
para captar mais água, elevando custos também de manutenção e consumo de energia. Além
disso, caso o limite diário de consumo de água fosse ultrapassado, a Empresa sofreria sanções
que poderia limitar a sua expansão, além do pagamento de multas.
Foram obtidos também ganhos na operação dos subsistemas, reduzindo tempo de
inspeção e identificação de equipamentos defeituosos, melhoria na eficiência do processo
produtivo e redução de desperdícios.
Sob o ponto de vista de controle, foi notória a dificuldade enfrentada no projeto do
controlador, e as hipóteses levantadas foram a influência da não-linearidade da válvula, os
distúrbios serem da mesma ordem de grandeza da variável manipulada e o tanque possuir baixa
capacidade de armazenamento. Entretanto, com a utilização da estrutura de controle não
convencional proposta, foram produzidos resultados satisfatórios e foi atendida a necessidade
do cliente em reduzir o desperdício de água.
Sem dúvidas, o sistema ainda pode ser ampliado e aprimorado, e abaixo seguem algumas
sugestões para trabalhos futuros:
I. A dinâmica da válvula de controle escolhida trouxe dificuldades para o projeto do
controlador. Assim, uma sugestão seria fazer uma análise mais aprofundada sobre
o tipo de válvula utilizada para o controle de nível do tanque de água de reuso, as
suas dimensões e características e buscar uma válvula que apresente uma resposta
mais suave, para que a performance do controlador seja mais eficiente.
II. A configuração do posicionador em campo impossibilitou a utilização de todos os
seus recursos e a integração de variáveis que ele fornece ao sistema SCADA,

59
como a posição da válvula, tipo de ação, característica da curva de vazão, etc. A
aquisição de um configurador inteligente facilitaria o configuração do
posicionador, assim como permitiria a configuração da sua resposta através de
uma tabela de até 16 pontos, que poderia ser a mesma da resposta da válvula,
sendo possível que o próprio posicionador pudesse amenizar a não linearidade da
válvula.
III. Foi perceptível as variações bruscas e muitas vezes de grande magnitude das
vazões de saída do tanque, afetando rapidamente a dinâmica do nível do tanque.
Deste modo, avaliar como as vazões de saída se comportam e tentar minimizar a
influência delas no controle do nível do tanque é importante para garantir um
controle mais eficaz. Talvez seja possível implementar um controle mais eficiente
para essas vazões de saída, ou projetar um controle feedforward juntamente com
o controle feedback do nível do tanque, entre outras opções que podem ser melhor
analisadas.
IV. A estrutura não convencional de controle proposta conseguiu atingir a resposta
esperada, com uma sintonia inteiramente empírica. De todo modo, sua
performance poderia ser melhorada com a implementação de uma sintonia ótima,
utilizando a otimização dos ganhos do controlador para atingir um desempenho
ótimo diante das restrições e condições operacionais impostas.
V. O sistema conta apenas com um CLP e um servidor para o supervisório, e em caso
de falha do CLP a operação é interrompida. Para garantir a confiabilidade e
segurança do sistema, é possível implementar sistemas redundantes, em que exista
um CLP reserva e um principal, assim como o supervisório, para garantir que em
falha do principal o reserva assuma a operação. Essa opção é ainda mais
importante para o controle automático do nível, que precisar estar em pleno
funcionamento a todo momento.
VI. O sistema SCADA deste trabalho não possui qualquer integração com sistemas
da camada MES e PIMS, muito mesmo com ERPs, o que inviabiliza a tomada de
decisões estratégicas mais embasadas em informações precisas do processo. Por
isso, o desenvolvimento de planilhas e sistemas capazes de dar significado aos
dados coletados pelo sistema SCADA se faz necessário, sendo capazes de avaliar
por exemplo a disponibilidade de equipamentos, calcular indicadores de eficiência
produtiva e fazer planos de manutenção mais assertivos.

60
VII. Os longos intervalos para a inspeção e manutenção de instrumentos foram
bruscamente reduzidos com a presença de operadores monitorando o sistema
através do supervisório. Mesmo assim, ainda é possível se pensar em desenvolver
aplicativos para celular capazes de visualizar o sistema SCADA, para que o
operador possa inspecionar e fazer o monitoramento de equipamentos enquanto
estiver em campo, minimizando ainda mais custos com deslocamentos e
garantindo praticidade.
VIII. Foi avaliado apenas o impacto do controle automático do nível do tanque no
consumo de água da Fábrica, o que já é valioso para o cliente, permitindo a
avaliação do desperdício de água e como ele pode melhor aproveitá-la em outras
unidades. Entretanto, poderia ser feita uma análise econômica do projeto,
levantando o gasto energético, os custos com manutenção, mão de obra e
correlatos que foram minimizados, além de avaliar em quanto tempo o
investimento feito no projeto seria completamente pago com a sua
implementação.

REFERÊNCIAS BIBLIOGRÁFICAS
BEGA, E.; DELMÉE, G. Instrumentação Industrial. 2nd. ed. Rio de Janeiro: Editora
Interciência Ltda., 2006.
EMERSON. Control Valve Handbook. 4th. ed. Iowa: Fisher, 2005.
FELDER, R. M.; ROUSSEAU, R. W. Elementary Principles Of Chemical Process. 3rd. ed.
Danvers: John Wiley & Sons, Inc., 2005.
GARCIA, C. Modelagem e Simulação. 1st. ed. São Paulo: Edusp, 1997.
GEORGINI, M. Automação Aplicada Descrição e Implementação de Sistemas Sequenciais
com PLCs. 5th. ed. São Paulo: Editora Érica Ltda., 2003.
HALLIDAY, D.; RESNICK, R. Fundamentos de Física 3. 4th. ed. São Paulo: Editora JC, v.
III, 1999.
LUYBEN, W. L. Process Modeling, Simulation, and Control for Chemical Engineers. 2nd.
ed. New York: McGraw Hill, 1996.
MORAES, C.; CASTRUCCI, P. Engenharia de Automação Industrial. São Paulo: LTC
Editora, 2001.
OGATA, K. Modern Control Engineering. 5th. ed. New Jersey: Prentice Hall, 2010.
OLIVEIRA, A. Intrumentação Elementos Finais de Controle. Vitória: SENAI, 1999.
SEBORG, D.; EDGAR, T. F. Process Dynamics and Control. 3rd. ed. New Jersey: John
Wiley & Sons, Inc, 2011.
SMITH, A.; CORRIPIO, A. Principles and Practice of Automatic Process Control. New
York: Jonh Wiley & Sons, Inc., 2000.
SOFTWARE, E. Elipse E3; Elipse Software, 2015. Disponivel em:
<https://www.elipse.com.br/wp-content/uploads/2015/09/E3_Folder.pdf>. Acesso em: 01
Fevereiro 2017.
STEPHANOPOULOS, G. Chemical Process Control, An Introduction to Theory and
Practice. New Jersey: Prentice Hall, 1999.