universidade estadual paulista “julio de mesquita filho” faculdade de … · 2011-02-08 ·...
TRANSCRIPT

UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO”
FACULDADE DE CIÊNCIAS AGRONÔMICAS
CÂMPUS DE BOTUCATU
MODELO MATEMÁTICO PARA CUSTO E ENERGIA NA
PRODUÇÃO DE AÇÚCAR E ÁLCOOL
RÔMULO PIMENTEL RAMOS
Dissertação apresentada à Faculdade de Ciências Agronômicas da UNESP - Campus de Botucatu, para obtenção do título de mestre em Agronomia (Energia na Agricultura).
BOTUCATU-SP
Setembro – 2010

UNIVERSIDADE ESTADUAL PAULISTA “JULIO DE MESQUITA FILHO” FACULDADE DE CIÊNCIAS AGRONÔMICAS
CÂMPUS DE BOTUCATU
MODELO MATEMÁTICO PARA CUSTO E ENERGIA NA PRODUÇÃO DE AÇÚCAR E ÁLCOOL
RÔMULO PIMENTEL RAMOS
Orientador: Profª. Drª. Helenice de Oliveira Florentino Silva
Dissertação apresentada à Faculdade de Ciências Agronômicas da UNESP - Campus de Botucatu, para obtenção do título de mestre em Agronomia (Energia na Agricultura).
BOTUCATU-SP Setembro – 2010

FICHA CATALOGRÁFICA ELABORADA PELA SEÇÃO TÉCNICA DE AQUISIÇÃO E TRATAMENTO DA INFORMAÇÃO – SERVIÇO TÉCNICO DE BIBLIOTECA E DOCUMENTAÇÃO - UNESP - FCA- LAGEADO - BOTUCATU (SP)
Ramos, Rômulo Pimentel, 1985- R175m Modelo matemático para custo e energia na produção de
açúcar e álcool / Rômulo Pimentel Ramos. – Botucatu : [s.n.], 2010
ix, 72 f. : il., tabs., gráfs. Dissertação (Mestrado) - Universidade Estadual Paulis- ta, Faculdade de Ciências Agronômicas, Botucatu, 2010 Orientador: Helenice de Oliveira Florentino Silva Inclui bibliografia. 1. Cana-de-açúcar. 2. Modelo matemático. 3. Minimização
de custo. I. Silva, Helenice de Oliveira Florentino. II. Universidade Estadual Paulista “Júlio de Mesquita Filho” (Campus de Botucatu). Faculdade de Ciências Agronômicas. III. Título.


II
Dedico essa dissertação...
Aos meus pais Roberto Alves Ramos e Maria do Carmo Pimentel Ramos,
pela formação e educação que me passaram ao longo da minha vida e pelo apoio e
incentivo nos estudos.
Aos meus irmãos Rogério Pimentel Ramos e Rodrigo Pimentel Ramos.

III
Ofereço...
A toda minha família, que é a base da minha vida.

IV
Agradecimentos...
Agradeço em primeiro lugar a Deus por toda ajuda e proteção dada nos
momentos difíceis.
A Faculdade de Ciências Agronômicas - UNESP, pela oportunidade
oferecida para realização deste curso.
A minha orientadora Profa. Dra. Helenice de Oliveira Florentino Silva,
pela compreensão e apoio em todos os momentos na elaboração deste trabalho.
Aos funcionários da biblioteca “Paulo de Carvalho Mattos” e da Seção de
Pós-Graduação, pelo eficiente atendimento.
A FAPESP e CAPES, pelo apoio financeiro ao projeto desta linha de
pesquisa.
A minha namorada Zoraide Costa pela ajuda, amizade e convivência nos
momentos difíceis.
Aos amigos que moraram comigo ao logo do curso, Hermeson, Saulo e
Ricardo pela amizade.
Aos amigos Magno e Gabriel pela amizade e convivência.
A todos os amigos da pós-graduação, que foram muitos, pela ajuda e
convivência para que esse momento se tornasse uma realidade em minha carreira
acadêmica.

V
LISTA DE TABELAS
Tabela 1. Produtividade da cana-de-açúcar e do palhiço de algumas variedades cultivadas
no estado de São Paulo. ......................................................................................................... 6
Tabela 2. Custo das operações de preparo do solo da cana-de-açúcar .................................. 7
Tabela 3. Custo de operações do plantio da cana-de-açúcar ................................................. 9
Tabela 4. Custo de colheita da cana-de-açúcar.................................................................... 11
Tabela 5. Custo de transporte da cana ................................................................................. 12
Tabela 6. Insumos e seus custos por tonelada de cana na extração do caldo ..................... 16
Tabela 7. Insumos e seus custos no tratamento do caldo .................................................... 17
Tabela 8. Insumos e seus custos no processo de fermentação ........................................... 21
Tabela 9. Insumos e seus custos no processo de geração de vapor .................................... 23
Tabela 10. Dados das variedades adaptáveis ao solo da Usina. .......................................... 38

VI
LISTA DE FIGURAS
Figura 1 - Esquema do processo da Modelagem Matemática ............................................. 24
Figura 2 Interface de entrada da planilha onde são inseridos os dados............................... 36
Figura 3 Interface da saída de dados ................................................................................... 37
Figura 4 Interface de entrada da planilha com os dados inseridos ...................................... 39
Figura 5 Resultado da aplicação dos modelos dos itens (5.1.1 e 5.1.2) .............................. 40
Figura 6 Custo de produção da cana-de-açúcar para a área de 315,81 hectares.................. 40
Figura 7 Custo de operações em porcentagem da produção de cana .................................. 41
Figura 8 Total de energia não renovável gasta por operação .............................................. 41
Figura 9 Gasto de energia não renovável por operação....................................................... 42
Figura 10 Balanço de energia não renovável....................................................................... 42
Figura 11 Conjunto das soluções possíveis do problema do exemplo 1. ............................ 57
Figura 12 Geometria da função objetivo. Curvas de nível da função objetivo z(x) e solução
ótima do problema. .............................................................................................................. 58
Figura 13 Diagrama de fluxo do algoritmo Simplex........................................................... 69

VII
LISTA DE UNIDADES DE MEDIDA
Gramas por tonelada.................................................................................... g.t-1
Hectares........................................................................................................ ha
Megajoule por quilograma........................................................................... MJ.kg-1
Reais por hectare.......................................................................................... R$.ha-1
Reais por horas............................................................................................. R$.h-1
Reais por litro............................................................................................... R$.L-1
Reais por metro cúbico................................................................................ R$.m-3
Reais por quilograma................................................................................... R$.Kg-1
Reais por tonelada........................................................................................ R$.t-1
Tonelada....................................................................................................... t
Toneladas por hectare.................................................................................. t.ha-1

VIII
SUMÁRIO
1. RESUMO .......................................................................................................................... 1
2. SUMMARY ...................................................................................................................... 2
3. INTRODUÇÃO................................................................................................................. 3
4. REVISÃO DE LITERATURA ......................................................................................... 5
4.1 ORIGEM DA CANA DE AÇÚCAR .......................................................................... 5
4.2 IMPORTÂNCIA DA CANA DE AÇÚCAR .............................................................. 5
4.3 CULTIVO DA CANA................................................................................................. 6
4.3.1 Preparo de solo ..................................................................................................... 6
4.3.2 Plantio................................................................................................................... 7
4.3.3 Colheita............................................................................................................... 10
4.3.4 Transporte........................................................................................................... 11
4.3.5 Palhiço da cana-de-açúcar .................................................................................. 13
4.4. PROCESSO INDUSTRIAL..................................................................................... 14
4.4.1 Recepção............................................................................................................. 14
4.4.2 Preparo da cana................................................................................................... 14
4.4.3 Extração do caldo ............................................................................................... 15
4.4.4 Tratamento do caldo ........................................................................................... 16
4.4.5 Evaporação ......................................................................................................... 17
4.4.6 Fábrica de açúcar ................................................................................................ 18
4.4.7 Fermentação........................................................................................................ 19
4.4.8 Destilação ........................................................................................................... 21
4.4.9 Geração de Vapor e Eletricidade ........................................................................ 22
4.5 MODELAGEM MATEMÁTICA ............................................................................. 23
4.5.1 Modelagem matemática envolvendo custo e energia da biomassa residual....... 26
5. MATERIAL E METODO............................................................................................... 31
5.1 MODELO MATEMÁTICA PARA CUSTO ............................................................ 32
5.1.1 Modelo para cana com colheita manual ............................................................. 32
5.1.2 Modelo para cana com colheita mecanizada ...................................................... 34
6. RESULTADOS E DISCUSSÃO .................................................................................... 36
7. CONCLUSÃO................................................................................................................. 43
9. APÊNDICE ..................................................................................................................... 51

IX
9.1 PROGRAMAÇÃO LINEAR .................................................................................... 51
9.2 O PROBLEMA DE OTIMIZAÇÃO......................................................................... 52
9.3 O PROBLEMA DE PROGRAMAÇÃO LINEAR ................................................... 52
9.3.1 Modelagem do problema de programação linear ............................................... 53
9.3.2 Padronização de problemas ................................................................................ 55
9.3.3 Geometria dos problemas de programação linear .............................................. 56
9.3.4 Resolução de problemas de programação linear ................................................ 59
9.4 FUNDAMENTAÇÕES TEÓRICAS DO MÉTODO SIMPLEX ............................. 60
9.5 DEFINIÇÕES E TEOREMAS FUNDAMENTAIS DA PROGRAMAÇÃO LINEAR
......................................................................................................................................... 64
9.6 CONSIDERAÇÕES SOBRE O MÉTODO SIMPLEX ............................................ 66
9.7 ALGORITMO SIMPLEX ......................................................................................... 68

1
1. RESUMO
A cana-de-açúcar possui grande importância social e econômica para o
brasileiro. O Brasil é maior produtor de cana-de-açúcar do mundo, na safra de 2009/2010 a
produção foi de 597,8 milhões de toneladas, uma alta de 4,4% em relação às 571,40
milhões de toneladas colhidas em 2008/2009. O país possui 420 Usinas e Destilarias, as
quais movimentam cerca de 51 bilhões de reais, o que representa 1,5% do PIB Brasileiro,
gerando 4,5 milhões de empregos diretos e indiretos, exportando 23,2 milhões toneladas de
açúcar e 3,3 bilhões de litros de etanol, e um investimento médio no país de 6 bilhões de
reais ao ano, o que mostra a grande importância da cana-de-açúcar para a economia
brasileira.
Por outro lado, o crescimento acelerado deste setor tem trazido problemas
de grandes dimensões e dificultado o gerenciamento das empresas, estes problemas são de
ordens estruturais e ambientais. Por isso é importante conhecer todo processo de cultivo da
cana, que vai desde o preparo do solo até processo industrial, que ocorre da recepção da
cana até a saída dos produtos, e buscar formas de minimizar os custos de produção. Assim,
surge a necessidade de ferramentas que auxiliem os gestores das empresas nas tomadas de
decisões. Desta forma, a modelagem matemática pode ser utilizada como uma importante
fonte de produção de estimativas para este setor, facilitando cálculos e auxiliando as
decisões. O objetivo deste trabalho foi estudar toda a cadeia produtiva de álcool e açúcar e
investigar modelos matemáticos para estimar quantitativamente o balanço de energia e o
custo de produção, considerando todo o processo de produção de álcool e açúcar, deste o
plantio da cana, até a venda destes produtos.
Palavras chaves: cana-de-açúcar, modelo matemático, minimização de custo

2
MATHEMATICAL MODEL FOR COST AND ENERGY IN THE PRODUCTION OF
SUGAR AND ALCOHOL. Botucatu, 2010. 72p. Dissertação (Mestrado em
Agronomia/Energia na agricultura) - Faculdade de Ciências Agronômicas, Universidade
Estadual Paulista.
Author: RÔMULO PIMENTEL RAMOS
Adviser: Profª.Drª. HELENICE DE OLIVEIRA FLORENTINO SILVA
2. SUMMARY
The sugarcane has great social and economic importance for the Brazilian.
Brazil is the largest producer of sugarcane in the world, in 2009/2010 crop production was
597.8 million tons, up 4.4% compared to 571.40 million tonnes harvested in 2008 / 2009.
That season the country had 420 mills and distilleries, which handle about 51 billion reais,
representing 1.5% of Brazilian GDP, generating 4.5 million direct and indirect jobs,
exporting 23.2 million tonnes of sugar and 3.3 billion liters of ethanol, generating an
average investment in the country of 6 billion reais a year, which shows the great
importance of sugarcane to the Brazilian economy. The accelerated growth of this sector
has brought large problems and complicating the management of enterprises these
problems are structural and environmental. Therefore it is important to know the whole
process of sugar cane cultivation, ranging from soil preparation until industrial process,
which occurs in the reception of the cane to the output of products, and seek ways to
minimize production costs. Thus it, arises the need for tools that help business managers in
making decisions. Thus, mathematical modeling can be used as an important source to
estimates the production for this sector, making calculations and aiding decisions. The
objective of this work was to study the entire production chain of sugar and alcohol and to
investigate mathematical models to quantitatively estimate the cost of production,
considering the whole process of producing alcohol and sugar cane, since the plantation
until the sale of these products.
Keywords: sugarcane, mathematical model, cost minimization

3
3. INTRODUÇÃO
O setor sucroalcooleiro consolidou-se ao longo dos últimos anos como um
dos pilares da atividade agrícola brasileira. A expressiva expansão da cana-de-açúcar frente
a outras culturas, tais como a soja, o milho e mesmo a pecuária, demonstra a dimensão que
o setor possui dentro do cenário nacional. Da mesma forma, observa-se grande crescimento
dos produtos gerados a partir desta matéria prima, sendo eles: o álcool, o açúcar e a energia
elétrica (MARQUES, 2009). Para se ter uma idéia somente as vendas de bens finais
(etanol, açúcar, bioeletricidade, levedura e aditivo e crédito de carbono, entre outros)
representam 1,5% do PIB nacional, ou US$ 28,1 bilhões. O País, responsável por 50% das
exportações mundiais de açúcar, pode chegar a 60% em cinco anos (USP, 2009).
A capacidade produtiva e os baixos custos relativos ao setor sucroalcooleiro
no Brasil vêm chamando a atenção das principais economias do mundo. O potencial
agrícola brasileiro é incontestável, porém, ainda existem muitas divergências no que se
refere aos custos de produção sucroalcooleiros, uma vez que são poucos os trabalhos
públicos sobre o tema, além da falta de uma metodologia de aferição de custos, comum às
diversas unidades industriais. Estes trabalhos poderiam trazer muitos benefícios ao setor
quando acompanhados de prática de gestão de custos nas empresas, desenvolvimento de
políticas públicas, aprimoramento da forma de pagamento da cana de açúcar, entre outtros
(MARQUES, 2009).
Além dos poucos trabalhos públicos, a complexidade desta área tem
dificultado os gestores das empresas sucroalcooleiras e, toda pesquisa voltada ao auxílio
das administrações deste setor, tem sido muito bem recebida. Assim, neste trabalho

4
buscou-se conhecer todo o processo de cultivo da cana e seus custos, que vai desde o
preparo do solo até o processo industrial, que ocorre da recepção da cana até a saída dos
produtos, e buscar formas de minimizar esses custos de produção. Assim, surge a
necessidade de ferramentas que auxiliem na minimização dos custos e ajude os gestores
nas tomadas de decisões. Desta forma, a modelagem matemática pode ser utilizada como
uma importante ferramenta para auxiliar na produção de estimativas para este setor,
facilitando cálculos e tomada de decisões.
Resumidamente, o objetivo deste trabalho é estudar toda a cadeia produtiva
de álcool e açúcar e investigar modelos matemáticos para estimar quantitativamente o
balanço de energia e o custo de produção, considerando todo o processo de produção de
álcool e açúcar, desde o plantio da cana, até a venda destes produtos.
No capitulo 4 será relatado sobre o cultivo da cana de açúcar e sobre
modelagem matemática no recolhimento da biomassa residual, no capitulo 5 será
apresentado o modelo matemático desenvolvido nesse trabalho, no capitulo 6 os resultados
e discussões e no capitulo 7 as conclusões.

5
4. REVISÃO DE LITERATURA
4.1 ORIGEM DA CANA DE AÇÚCAR
Originária do sudeste da Ásia, onde é cultivada desde épocas remotas, a
cana-de-açúcar (Saccharum spp) é uma gramínea perene. É própria de climas tropicais e
subtropicais, sendo cultivada comercialmente em mais de 70 países e territórios,
localizados entre os paralelos 35º N e 35º S e sua exploração concentrou-se, no início,
sobre a espécie Saccharum officinarum (GOMES; LIMA, 1964; LUCCHESI, 2001).
4.2 IMPORTÂNCIA DA CANA DE AÇÚCAR
O Brasil é o maior produtor de cana-de-açúcar do mundo, na safra de
2009/2010, a produção foi de 597,8 milhões de toneladas, uma alta de 4,4% em relação as
571,40 milhões de toneladas colhidas em 2008/2009. Nessa mesma safra o país possuía
420 Usinas e Destilarias, as quais movimentaram cerca de 51 bilhões de reais, que
representou 1,5% do PIB Brasileiro, gerou 4,5 milhões de empregos diretos e indiretos,
exportou 23,2 milhões de toneladas de açúcar e 3,3 bilhões de litros de etanol, o que
representou um investimento médio no país de 6 bilhões de reais ao ano, o que mostra a
grande importância da cana-de-açúcar para a economia brasileira. Por isso é importante
conhecer o processo de cultivo da cana e processo industrial, e buscar formas de minimizar
os custos de produção e estimar quantitativamente o balanço energético.

6
4.3 CULTIVO DA CANA
O objetivo final de uma exploração agrícola comercial sempre é o lucro,
sendo que o mesmo deve ser maximizado, respeitando aspectos sociais e ambientais. Desta
forma, sempre que possível, os fatores de produção devem ser adequadamente manejados e
gerenciados pelo homem através de sistemas de planejamento, execução e controle
(ORLANDO FILHO et al., 1994).
A produtividade da cana-de-açúcar é determinada por diversos fatores,
dentre os quais se destacam a variedade, o solo (propriedades químicas, físicas e
biológicas), o clima (precipitação, umidade, temperatura e insolação), as práticas culturais
(controle de erosão, plantio, descompactação, erradicação de plantas invasoras, controle de
pragas e doenças) e colheita. Sempre que possível, os fatores de produção devem ser
adequadamente manejados e gerenciados pelo produtor, visando a alta produtividade que
minimize os custos, pois este é o objetivo de toda exploração comercial (LYRA, 2004).
A tabela a seguir apresenta a produtividade média da cana-de-açúcar e do
palhiço de algumas variedades plantadas no estado de São Paulo.
Tabela 1. Produtividade da cana-de-açúcar e do palhiço de algumas variedades cultivadas no estado de São Paulo.
Variedade Produtividade da cana
t.ha-1 Produtividade do Palhiço
t.ha-1 SP80-1816 100 33,36 RB72454 186 37,58 SP80-3280 158 36,72 SP81-3250 179 34,25 RB855536 165 26,43 RB855113 155 29,38 SP79-1011 158 24,09 RB835486 155 21,53 RB711406 183 33,20 SP70-1143 155 22,14 Fonte: Maule et al. (2001)
4.3.1 Preparo de solo
O preparo de solo é a realização de operações para deixar a área apta a
receber a cultura da cana-de-açúcar. O preparo convencional utiliza-se das operações

7
sucessivas como gradagens pesadas, aração, subsolagem e gradagens niveladoras com
diversas variações, dependendo de cada região, unidade produtora e da disponibilidade de
máquinas e implementos (GONÇALVES, 2006).
Na Tabela 2 encontram-se custos relacionados com as operações realizadas
no preparo de solo para plantio da cana.
Tabela 2. Custo das operações de preparo do solo da cana-de-açúcar
Operação/produto Descrição Custo R$.h-1
Rendimento h.ha-1
Total R$.ha-1
Gradagem pesada MF 299 +Implemento 60,11 1,32 79,35
Aração MF 299 +Implemento 58,64 1,98 116,11
Gradagem pesada MF 299 + Implemento 60,11 1,32 79,35
Gradagem leve MF 299 + Implemento. 58,67 0,85 49,87
Marcação do carreador MF 299 57,99 0,25 14,50
Levantamento do terraço MF 299 + Implemento. 58,64 0,50 29,32
Aplicação de calcário MF 275 + MO.+Implemento 35,77 0,84 30,05
Calcário Dolomítico 60,00 2,00 120,00
Fonte:ASSOCANA (2009). MO. - mão-de-obra MF – Massey Ferguson
4.3.2 Plantio
O plantio da cana-de-açúcar é realizado em diferentes épocas, dependendo
de sua localização geográfica, o que ocorre, dentre outros fatores, devido às divergências
climáticas dentro do território nacional. No caso da região Centro-Sul, o plantio é realizado
geralmente nos meses de janeiro a maio, sendo caracterizado como plantio de “18 meses”
ou “cana-de-ano-e-meio”, distinguindo-se em plantio de verão, ocorrendo nos meses de
janeiro, fevereiro e março; e plantio de outono, ocorrendo no período de abril a maio. Pode
se fazer ainda, com auxílio de irrigação, o plantio de inverno, que abrange os meses de
junho, julho e agosto (SEGATO et al, 2006).
A importância de um bom plantio nos desempenhos almejados deve ser
analisada concomitantemente aos custos inerentes às operações realizadas durante esta
etapa, os quais podem representar aproximadamente 14,5% dos custos de produção
(VICENTE; FERNANDES, 2003).

8
Segundo Beauclair e Scarpari (2006) o plantio é sempre o investimento
crucial na condução de qualquer cultura, é a base de seu desenvolvimento e, sejam quais
forem as práticas de plantio adotadas (semi-mecanizadas ou mecanizadas), elas devem
atender tais demandas.
Um canavial implantado sem os conhecimentos básicos de plantio poderá
ter reduzida a sua longevidade, determinando como conseqüência a elevação dos custos de
produção (QUINTELA et al., 1997).
Já um plantio de boa qualidade tem influência direta não somente nos
fatores que determinarão se a cultura terá uma boa produtividade após a colheita, mas
também na redução dos custos de produção da cultura (JANINI, 2007).
As operações de plantio são importantes para a o ciclo da cultura, exigindo-
se bom planejamento e conhecimento técnico nessa etapa. Nas unidades produtoras de
cana existem dois tipos de plantio, o manual e o mecanizado.
No plantio manual, as mudas são distribuídas por seis homens, que ficam
em cima da carroceria de um caminhão ou de carreta tracionada por trator. Estas são
lançadas para baixo onde tem duas pessoas organizando os colmos nos sulcos. Em seguida,
completando a equipe de plantio, vêm os picadores em número de quatro, que seccionam
as mudas em toletes de 3 gemas e um fiscal de operações, totalizando, em geral, 15
pessoas. Posterior a picação dos toletes, os sulcos são cobertos mecanicamente. O
rendimento de uma equipe de plantio é em média de 4 a 5 hectares por dia, com um custo
de 12 diárias por hectare.
No plantio mecanizado, primeiro se faz a colheita das mudas com uma
colhedora com um kit especial, que possui um rendimento de cerca de 40 toneladas por
hora de mudas, e no momento da colheita transfere-se as mudas para as carretas. Para o
transporte das mudas são utilizadas oito carretas especiais com capacidade de 14 toneladas
de cana, sendo dividida em quatro transbordos, onde cada parte é suficiente para abastecer
uma plantadora. Como exemplo, a plantadora modelo SMR-6000 (Sermag), em uma única
operação realiza a sulcação e o plantio dos toletes de cana, juntamente com a aplicação de
inseticida e de adubo químico. São necessários dois operadores, um tratorista e um
operador da plantadora que controla a vazão do inseticida, a quantidade de mudas no sulco
e o rolo compactador. Para tracionar a plantadora é utilizado um trator, como exemplo um
Valtra modelo BH 180, na 1º marcha a uma rotação de 2500 rpm, a uma velocidade de 5

9
km/h. Assim uma plantadora carregada de mudas é capaz de plantar em média 0,28 a 0,30
hectares por hora (COLETI; STUPIELLO, 2006).
No momento do plantio a distribuição das mudas apesar de ser uma técnica
fácil, é muito importante e deve ser feita com muito cuidado para que as gemas não sejam
danificadas e não fiquem distantes umas das outras, evitando falhas na germinação e
conseqüentemente a necessidade do replantio (PLANALSUCAR, 1982).
Também no plantio, realiza-se a aplicação de herbicidas para o controle de
plantas invasoras, pois cuidados com o canavial devem ser constantes, sendo o período
mais crítico os primeiros 90 dias do estabelecimento, quando este se encontra mais
susceptível ao ataque de pragas e doenças e competições severas de plantas invasoras por
água, nutrientes e luz (TOWNSEND, 2000).
Na tabela 3 encontram-se custos relacionados com as operações de plantio e
produtos utilizados.
Tabela 3. Custo de operações do plantio da cana-de-açúcar
Operação/produto Descrição Custo Rendimento Total
R$.ha-1
Sulcação MF 299 +Implemento 59,76 R$.h-1 2,0 h.ha-1 119,52
Adubo 05.25.25 1.500,00 R$.t-1 0,4 t.ha-1 600,00
Corte de muda (limpa) Mão-de-obra 10,51 R$.t-1 16 t.ha-1 168,11
Muda Cana - (1.7 : 1) 69,02 R$.t-1 16 t.ha-1 1.104,32
Carregamento Muda M.F. 290 2,03 R$.t-1 16 t.ha-1 32,44
Transporte da muda MB 2318 (5,0KM) 3,98 R$.t-1 16 t.ha-1 63,68
Descarregamento/ Esparramamento/ Repicação
Mão-de-obra 38,47 R$/MO 6 MO.ha-1 230,82
Acabamento e recobrimento
Mão-de-obra 32,61 R$/MO 3 MO.ha-1 97,83
Cobrição MF 275 + Implemento 32,01 R$.h-1 1 h.ha-1 32,01
Cupinicida REGENT 800WG 700 R$.Kg-1 0,25 Kg.ha-1 175,00
Aplicação Herbicida MF 275 + Implemento 32,01 R$.h-1 0,75 h.ha-1 24,01
Herbicida Thebutiron(2,4)+Ametrina(3,0) 104,4 R$/dose 1 dose. ha-1 104,40
Controle de formiga BLITZ 11,5 R$.Kg-1 0,1 Kg.ha-1 1,15
Carpa Mão-de-obra 32,61 R$/MO 2,68 MO.ha-1 87,39
Fonte: ASSOCANA (2009). MO. - mão-de-obra MF – Massey Ferguson

10
4.3.3 Colheita
Segundo Ripoli (2005) existem três tipos de sistemas de colheita de cana-
de-açúcar. O sistema manual, que consiste no emprego da mão-de-obra para o corte e
carregamento da matéria-prima. Tal sistema foi muito comum na região Nordeste do país,
entretanto, devido a recentes leis trabalhistas, o carregamento manual tornou-se proibido,
sendo utilizados animais para tal tarefa. O sistema semi-mecanizado, no qual o corte é
manual e o carregamento é mecanizado, que é o comumente utilizado no país,
principalmente por grande parte dos produtores autônomos que não possuem capital
suficiente para aquisição das colhedoras mecanizadas. Vale ressaltar a importância do corte
manual em áreas de alta declividade, as quais não permitem a atividade de máquinas.
A queima da cana-de-açúcar é uma pratica realizada desde o tempo da
colonização, porém, é uma pratica bastante discutida por políticos e órgãos sociais, devido
aos prejuízos que essa prática proporciona ao meio ambiente, como liberação de monóxido
de carbono (co) e dióxido de carbono (co2) na atmosfera, eliminação de predadores
naturais de algumas pragas, entre outros. Visando diminuir esses prejuízos causados pela
queima da cana-de-açúcar, no Estado de São Paulo foi criada uma lei para que ocorra a
diminuição gradativa da queima da cana, a previsão é de que em 2014 seja eliminada a
queima da cana-de-açúcar nas áreas mecanizáveis e, em 2017, nas áreas não mecanizáveis,
ou seja, aquelas que apresentam declividade acima de 12%, essa proibição faz com que
haja uma necessidade maior da colheita mecanizada. No sistema mecanizado a máquina
colhe a cana crua, separando a parte aérea do colmo, e vai depositando no caminhão, que
leva para a usina. Dependendo do conjunto utilizado pode-se transportar de 25 a 60
toneladas de cana por viagem (PEREIRA; TORREZAM, 2006).
A mecanização da colheita da cana-de-açúcar não só aumenta o rendimento
operacional do procedimento como também reduz seu impacto ambiental, por dispensar a
queima de resíduos. A colheita da cana-de-açúcar mecanizada, no entanto, exige algumas
condições específicas para apresentar os resultados desejáveis: solo plano, sem falhas,
redimensionamento das áreas de plantio, inclusive com espaçamento adequado entre as
fileiras, plantio mais raso e um crescimento ereto da cana, sem tombamentos. Além do
mais, esse tipo de colheita apresenta algumas desvantagens, como a compactação do solo,
rebrota menos uniforme da soqueira, necessidade de alto investimento na aquisição de

11
maquinário, e um menor comprimento da cana em relação ao que é obtido manualmente
(OLICANA, 2008).
A colheita manual, precedida pela queima da palha da cana-de-açúcar, tem
sido gradativamente substituída pela mecanização desde a assinatura, em 2007, do
Protocolo Agroambiental entre a Secretaria Estadual do Meio Ambiente, a União da
Indústria de Cana-de-açúcar do Estado de São Paulo (UNICA) e as associações de
fornecedores. Mais da metade da safra 2009/2010 de cana-de-açúcar no Estado de São
Paulo foi colhida sem a prática da queima da palha. O projeto Canasat, do Instituto
Nacional de Pesquisas Espaciais (INPE), monitora por imagens de satélites o modo de
colheita da cana e mostra que 55,7% da última safra foi realizada sem a queima. Desde o
início deste monitoramento, em 2006, foi a primeira vez que a colheita sem queima
superou a colheita com queima da palha (INEP, 2010).
Tabela 4. Custo de colheita da cana-de-açúcar
Operação Descrição Custo R$.t-1
Aceiro Mão-de-obra, Encargos, Transporte 0,14
Queima Mão-de-obra, Encargos, Transporte 0,17
Corte Mão-de-obra, Encargos, Transporte 7,03
Corte cana crua Mão-de-obra, Encargos, Transporte 10,50
Carregamento Mão-de-obra, Encargos, Transporte 1,62
Fonte: ASSOCANA (2009).
Pode-se observar na tabela 4 que os custos de colheita foram dados em reais
por tonelada, portanto o custo por hectare dependerá da produtividade da variedade da cana
plantada.
4.3.4 Transporte
Após as etapas de colheita e carregamento, dá-se o processo de transporte
da cana até a unidade processadora. O transporte de cana do campo para as fábricas é
realizado essencialmente por meio do uso de caminhões, uma vez que é a forma de
transporte que se apresenta mais adequada para as características de distâncias, volumes,

12
agilidade, confiabilidade e periodicidade demandada no transporte dessa matéria-prima à
fábrica, ao longo do seu ciclo de colheita em campo e processamento na fábrica.
Existe uma grande diversidade de diferentes conjuntos rodoviários
utilizados no transporte de cana, tanto que as capacidades transportadas variam de 25 a 60
toneladas de cana-de-açúcar por viagem. Os conjuntos mais utilizados na região Sudeste
são: Sistema “Rodotrem”, também chamado de “Romeu e Julieta”, no qual um caminhão
cavalo-mecânico traciona um semi-reboque canavieiro; e o “Treminhão”, no qual um
caminhão canavieiro traciona dois reboques (SEGATO et al, 2006).
Os tipos de reboques e/ou semi-reboques utilizados variam conforme a
matéria-prima. Para a cana colhida em áreas com colheita mecanizada, é adequada a
utilização de reboques/semi-reboques “fechados”. Nestes casos, diz-se que é feito o
transporte de cana picada. Já em casos onde a matéria-prima é originária de áreas com
colheita manual, são utilizados reboques/semi-reboques “abertos”. Diz-se nestes casos que
é realizado o transporte da cana inteira.
O transporte da cana até a unidade processadora é um fator de extrema
importância não só pelo fato de existir perda de qualidade da matéria-prima durante tal
operação, mas também no que se refere ao montante dos custos de produção. Neste
sentido, a logística e o raio médio do transporte impactam diretamente nos custos, podendo
inclusive, inviabilizar o processo produtivo (MARQUES, 2009).
A tabela 5 apresenta os custos de transporte da cana-de-açúcar em reais por
hectare para cana crua e queimada. Os cálculos foram obtidos para uma distância média de
18 km entre o talhão e a usina.
Tabela 5. Custo de transporte da cana
Operação Descrição Custo R$.t-1
Transporte cana crua Caminhão MB 2318+Julieta, Encargos. (18Km) 6,42
Transporte cana queimada Caminhão MB 2318+Julieta, Encargos. (18Km) 5,35
Fonte: ASSOCANA (2009).
MB – Mercedes Benz
Pode-se observar na tabela 5 que os custos de transporte foram dados em
reais por tonelada, portanto o custo por hectare dependerá da produtividade da variedade
da cana plantada.

13
4.3.5 Palhiço da cana-de-açúcar
O palhiço é o resíduo gerado pelo sistema de colheita mecanizada da cana-
de-açúcar sem a queima, obtido em grande quantidade de folhas, bainhas, ponteiro, além
de quantidade variável de pedaços de colmo, que são cortados, triturados e lançados sobre
a superfície do solo, formando uma cobertura de resíduo vegetal.
Com a proibição da queima no processo produtivo, há a necessidade da
colheita mecanizada, tornando-se disponível a biomassa residual de colheita. Sem as
queimadas e com o maior acúmulo do palhiço sobre o solo, criam-se condições favoráveis
para o aparecimento de pragas e também o atraso da brota da cana, comprometendo assim,
a próxima safra (DELGADO, 1985; RIPOLI, M.L.C.; RIPOLI, T.C., 1996). Portanto, o
destino do material remanescente da colheita sem queima prévia tem sido objeto de muitos
estudos. As vantagens no seu recolhimento, recuperação e aproveitamento têm mobilizado
pesquisadores de universidades, gerentes e diretores de usinas, que estão interessados em
encontrar a maneira mais produtiva, econômica e eficaz para esta operação. Com isto, um
dos desafios fundamentais a ser encarado no sistema de colheita mecanizada de cana crua é
o domínio da utilização do palhiço. Se deixado sobre o terreno os maiores problemas são:
ataques de insetos, doenças, perigo de incêndio no palhiço, aumento de matéria estranha
vegetal, maior volume de matéria-prima esmagada (RIPOLI, T. C. C.; RIPOLI, M. L. C,
2004).
A utilização do palhiço na produção de energia exige um custo muito alto,
pois é necessário um grande número de maquinário para a sua coleta. O resíduo é enleirado
por máquinas do tipo ancinho enleirador, depois é enfardado por uma máquina
enfardadora, em forma de prisma ou cilindros, posteriormente os fardos são
acondicionados em caminhões e transportados para o centro de processamento. No centro
de processamento o palhiço é picado e misturado ao bagaço para alimentar as caldeiras.
Ripoli (2002), no seu estudo sobre o mapeamento de palhiço enfardado de
cana-de-açúcar, concluiu que sua variabilidade espacial é muito grande, encontrando
valores que variaram de 4,74 a 14,56 t.ha-1, com umidade também bastante variável (11,1 a
39,6%), alertando ainda que maiores cuidados nas amostragens e decisão da produtividade
desse material precisam ser observados. Abramo Filho et al. (1993) estudaram os resíduos
da colheita mecanizada de cana crua e encontraram 21,3 t.ha-1 de palhiço com umidade de

14
22,34%. Encontraram também 6,92% de terra junto ao palhiço, o que pode danificar os
equipamentos e tornar o custo para o emprego do resíduo inviável.
Ripoli e Gamero (2007) encontraram um custo de R$16,59 por tonelada
para enleirar, compactar e carregar o palhiço, já Florentino (2005) encontrou um custo de
R$14,06 por tonelada, então o custo por hectare dessas operações vai depender da
produtividade do palhiço por variedade, Ripoli, T. C. C. e Ripoli, M. L. C (2004) afirmam
que um hectare de cana gera em média 26,56 toneladas de palhiço.
4.4. PROCESSO INDUSTRIAL
4.4.1 Recepção
O processo industrial inicia-se com a recepção da cana, quando se define a
quantidade e qualidade da matéria-prima. Os caminhões de cana são pesados antes e depois
do descarregamento, para assim se definir a quantidade de cana entregue. Após pesada, a
cana é analisada para que se tenha definido o indicador de qualidade de cana para a
produção de açúcar e álcool, ou seja, quantidade de ART (Açúcar Redutor Total) da cana.
A medição da quantidade de ART é realizada por meio da retirada, via sondas, de três
amostras de cana em pontos diferentes do caminhão (determinados aleatoriamente). Essas
três amostras são misturadas entre si e conduzidas até o laboratório para a determinação do
ART e demais características da amostra.
O procedimento de medição da quantidade e qualidade de cana é necessário
para fins de pagamento de cana aos fornecedores e para o controle e planejamento dos
processos industriais subseqüentes.
4.4.2 Preparo da cana
Juntamente com a matéria-prima, há também as impurezas, como terra,
cinzas, folhas e outros resíduos. Assim, após a recepção da cana, há a preparação da
mesma, para que se possa adequá-la à máxima extração de açúcares contidos nas células da
cana-de-açúcar na forma de um caldo limpo. O processo de preparo da cana inicia-se com

15
o descarregamento da cana por meio de um tombador em uma mesa alimentadora onde a
cana passa por um processo de limpeza.
É comum nas usinas brasileiras haver duas formas diferentes de limpeza. A
cana queimada e colhida na forma de cana inteira, geralmente passa por um sistema de
lavagem com água. Já as canas colhidas mecanicamente, geralmente são conduzidas para
um sistema de limpeza a seco com peneiras vibratórias e vento, que minimiza a perda de
açúcares, o que ocorre comumente no processo de lavagem.
A cana limpa é então lançada em uma esteira metálica, na qual passa por um
conjunto de facas niveladoras, picadores, sucedidos por desfibrador. Após o desfibrador,
através de uma esteira de borracha, a cana desfibrada passa por um eletroímã cuja função é
retirar qualquer material ferroso ou magnético que tenha vindo com a cana e que possa
causar algum dano às estruturas de extração (MARQUES, 2009).
O custo do preparo da cana é de R$0,09 por tonelada (BRUNELLI;
AGUIAR, 2008)
4.4.3 Extração do caldo
Logo após o preparo da cana, inicia-se o processo de extração do caldo, que
depois de tratado e concentrado será direcionado para a produção de açúcar ou para a
produção de álcool. O processo de extração consiste na separação física do caldo da cana
de sua fibra (bagaço). Este processo pode ser feito de duas formas: moagem ou difusão. O
primeiro, típico nos processos da indústria brasileira, consiste em extrair o caldo por meio
de fricção mecânica com a adoção de um conjunto de ternos de moenda, que submetem
uma pressão mecânica à cana desfibrada. Trata-se de sistema repetitivo, geralmente com 4
a 6 estágios de prensagem, denominados historicamente de moagem. O resíduo final da
moagem é o bagaço, que é direcionado para um depósito, para ser utilizado como
combustível no processo de produção de vapor (MARQUES, 2009).
Brunelli e Aguiar (2008) mostram que, o custo de manutenção da moenda é
de R$0,36 por tonelada.
Xavier et al (2009) apresentaram alguns insumos utilizados na extração do
caldo e seus custos (Tabela 6).

16
Tabela 6. Insumos e seus custos por tonelada de cana na extração do caldo
Insumo Consumo Custo R$.L-1
Total R$.t-1
Lubrificante 12,56 ml.t-1 11,00 0,138
Eletrodo (chapisco) 2,96 g.t-1 9,25 0,027
Eletrodo (base) 1,42 g.t-1 17,89 0,025
Eletrodo (picotes) 0,36 g.t-1 19,35 0,007
Eletrodo (facas, desfibrador) 0,87 g.t-1 57,05 0,050
Fonte: Xavier et al (2009)
4.4.4 Tratamento do caldo
O caldo extraído da cana contém grande quantidade de resíduos sólidos,
impurezas orgânicas e minerais, tais como, terra e microorganismos, que precisam ser
eliminados para se ter uma boa qualidade de açúcar e eficiência na produção de álcool.
Para a remoção dos sólidos em suspensão de maior tamanho, o caldo passa por uma
peneira. Porém, para a remoção das partículas menores, uma sequência de procedimentos
de tratamento físicos e químicos precisa ser adotada. Os principais são aquecimento,
sulfitação, calagem, flasheamento, decantação e filtragem.
Após o peneiramento, o caldo passa por um aquecimento prévio e
posteriormente, caso o caldo se destine à produção de açúcar branco, é comum a realização
de um processo de sulfitação de forma a promover o branqueamento e clarificação do
produto final.
Logo após, inicia-se o processo de calagem, que consiste na adição ao caldo
de proporções específicas de cal para se corrigir seu pH, o que é feito com o intuito de
tornar os processos físicos subseqüentes de tratamento de caldo mais eficientes. O caldo é
então novamente aquecido e levado a uma operação rápida de despressurização que reduz
levemente sua temperatura (processo de flasheamento). Este processo objetiva eliminar os
gases dissolvidos no caldo que, quando presente, dificultam a decantação das impurezas
mais leves.
O caldo segue para o decantador para separação das impurezas. A ação
física de decantação é acelerada pela adição química de polímeros e ácido fosfórico que
aglutinam e aumentam o peso das impurezas suspensas, precipitando-as mais rapidamente.
17
O caldo, agora chamado de caldo clarificado, segue para os processos
seguintes de produção de açúcar e de álcool. Já as impurezas formam o lodo, que é
posteriormente tratado em filtros e/ou prensas para se reaver parte dos resíduos de açúcar,
ainda presentes nesse material. Como resultado do tratamento do lodo obtém-se o caldo
filtrado e a torta de filtro. O caldo filtrado, geralmente, retorna ao processo inicial de
tratamento de caldo. Já a torta de filtro é retirada do processo industrial, para ser utilizada
na lavoura como fertilizante. Nesse ponto do processo industrial ocorre mais uma
significativa perda de açúcares, os que não são extraídos dos resíduos sólidos da torta de
filtro e conseqüentemente são perdidos (MARQUES, 2009).
Até a obtenção do caldo clarificado, com exceção da eventual operação de
sulfitação, não há diferenças entre os processos industriais da produção de açúcar e álcool.
É a partir deste ponto, no entanto, que o processo produtivo dos dois se diferencia (DAL
BEM et al, 2006).
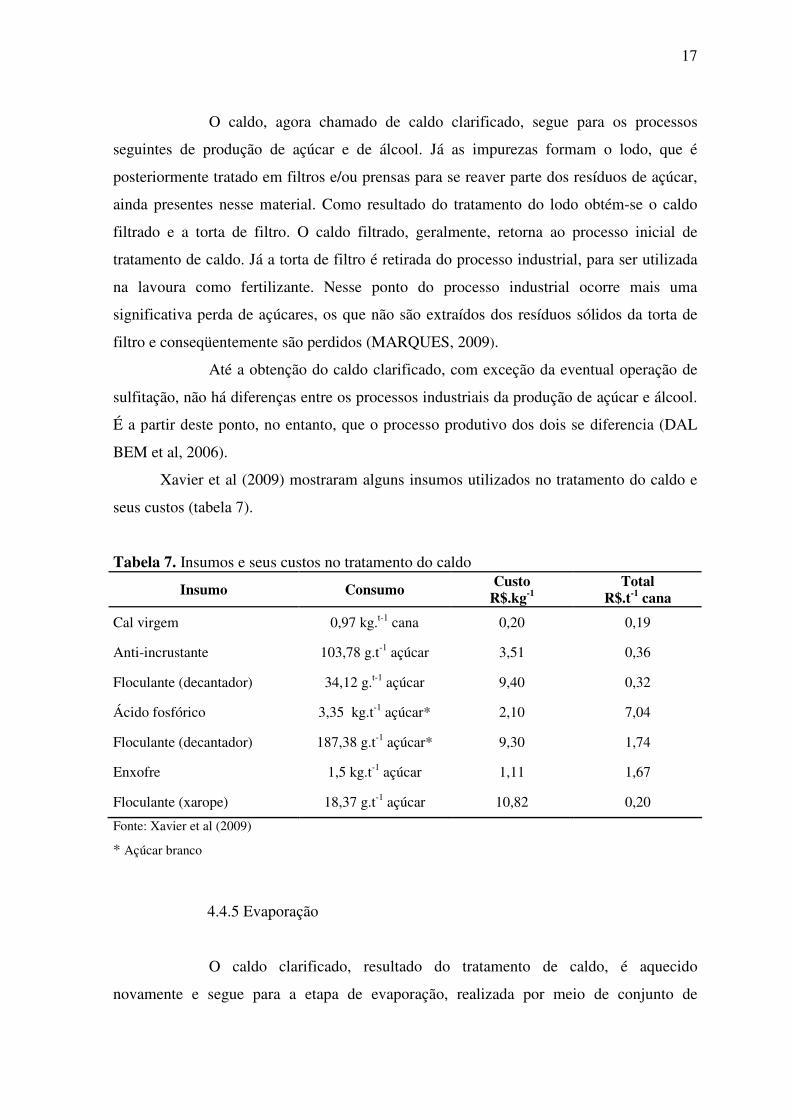
Xavier et al (2009) mostraram alguns insumos utilizados no tratamento do caldo e
seus custos (tabela 7).
Tabela 7. Insumos e seus custos no tratamento do caldo
Insumo Consumo Custo
R$.kg-1 Total
R$.t-1 cana
Cal virgem 0,97 kg.t-1 cana 0,20 0,19
Anti-incrustante 103,78 g.t-1 açúcar 3,51 0,36
Floculante (decantador) 34,12 g.t-1 açúcar 9,40 0,32
Ácido fosfórico 3,35 kg.t-1 açúcar* 2,10 7,04
Floculante (decantador) 187,38 g.t-1 açúcar* 9,30 1,74
Enxofre 1,5 kg.t-1 açúcar 1,11 1,67
Floculante (xarope) 18,37 g.t-1 açúcar 10,82 0,20
Fonte: Xavier et al (2009)
* Açúcar branco
4.4.5 Evaporação
O caldo clarificado, resultado do tratamento de caldo, é aquecido
novamente e segue para a etapa de evaporação, realizada por meio de conjunto de

18
evaporadores (geralmente a vácuo) dimensionados para concentrar os sólidos para as
etapas seguintes. Geralmente, na produção de álcool, o caldo clarificado passa apenas por
um conjunto simples de evaporadores, ajustado para obtenção de uma concentração de
18% de sólidos a fim de otimizar a eficiência da fermentação. Em alguns casos, o caldo
clarificado, pode não passar pela etapa de evaporação e ser misturado apenas com o mel
residual resultante da produção do açúcar. Neste procedimento, já é possível atingir a
concentração de 18% de sólidos.
Para a produção de açúcar, o caldo clarificado passa por um conjunto de
evaporadores, geralmente 5, até atingir uma concentração de 65% de sólidos, ideal para o
início do processo de cozimento nas fábricas de açúcar.
Na fase de evaporação, é comum a ocorrência de perdas de açúcar por
arraste na evaporação e a decomposição dos açúcares redutores devido a altas
temperaturas. Por essas perdas serem de difícil determinação elas também são classificadas
como perdas indeterminadas. Após o processo de evaporação, o caldo passa a ser chamado
de xarope, “nome usado para o caldo concentrado na saída da evaporação destinado a
fábrica de açúcar” (DAL BEM et al, 2006). Para a obtenção do açúcar, ainda é necessário
se passar pelas fases de cozimento, centrifugação e secagem.
4.4.6 Fábrica de açúcar
Na produção de açúcar, o xarope saído da evaporação passa por flotadores,
para a retirada de outras impurezas, seguindo posteriormente para a etapa de cozimento.
Para casos de produção de açúcar de menor qualidade, o processo de flotação pode ser
dispensado. São normalmente empregadas duas ou três massas de cozimento.
Depois do primeiro cozimento, a massa cozida, chamada comumente de
massa A, é enviada para os cristalizadores, que funciona como um regulador de fluxo entre
o cozimento e a centrifugação. A fase seguinte consiste na centrifugação, quando os
cristais de açúcar são separados do mel (solução líquida rica em açúcares).
Após a separação, o mel da massa A retorna para o segundo processo de
cozimento, denominado cozimento da massa B. Nesse processo o mel da massa A é
misturado com xarope vindo da evaporação e se repetem os procedimentos de cristalização
e centrifugação. Nos processos mais comuns da região Centro-Sul do Brasil, o processo de
produção de açúcar encerra-se após o cozimento, cristalização e centrifugação da massa B.

19
Este processo, além de novos cristais de açúcar, gera um mel residual. Em usinas
puramente açucareiras esse é um subproduto, que pode ser considerado como perda devido
a restrições de mercado, porém, para a maioria das usinas típicas do Brasil, esse
subproduto, rico em açúcar, é destinado para a fabricação de álcool (MARQUES, 2009).
Essa forma de produção de açúcar é muito interessante porque simplifica,
otimiza e reduz custos na produção de açúcar, e é citado como uma das vantagens
competitivas da produção de açúcar no Brasil. A economia de custos da produção de
açúcar ocorre porque o processo repetitivo de cozimento, cristalização e centrifugação são
realizadas por menos equipamentos, que operam com matérias-primas mais concentradas
em açúcar e conseqüentemente em faixas de eficiência de maior recuperação de açúcares.
Além disso, o processo de produção de álcool também é beneficiado uma vez que o mel
residual já tratado e concentrado pode gerar economias na evaporação e concentração de
caldo para a fermentação.
Os produtos finais desse processo são, portanto, os cristais de açúcar e o
mel residual. Como última etapa do processo de fabricação de açúcar, os cristais são
levados por esteiras transportadoras ao secador onde recebem ar quente. O produto desta
etapa pode ser comercializado desta forma ou seguir para a fabricação de outros produtos:
o açúcar invertido, o açúcar refinado ou o açúcar líquido. Após a secagem, o açúcar segue
para o armazenamento que pode ser tanto armazenagem em sacaria como a granel
(MARQUES, 2009).
Os preços de venda desses açúcares são: Açúcar cristal US$22.02 por saca
de 50 quilos, açúcar refinado amorfo R$1,520 por saca de 1 quilo e açúcar cristal
empacotado R$5.750 por saca de 5 quilos (ÚNICA, 2010).
4.4.7 Fermentação
A fermentação é a operação mais complexa e importante da fabricação do
álcool. Nesse processo ocorre a transformação do ART caldo de cana em álcool, por meio
de leveduras, as quais realizam a transformação química das moléculas de açúcar em
moléculas de álcool.
A primeira etapa necessária na operação de fermentação consiste na
preparação da matéria-prima, ou preparo do mosto, resultante da mistura de caldo
concentrado vindo do tratamento de caldo, do mel residual vindo da fábrica de açúcar e

20
eventualmente de água. Esta mistura é realizada de forma que sejam proporcionadas boas
condições de controle de contaminação biológica, temperatura e concentração de açúcares
para a fermentação.
Além do preparo da matéria-prima, é necessário o preparo do agente de
fermentação, na operação chamada de preparo do fermento. No processo mais comumente
utilizado na indústria sucroalcooleira do Brasil, a levedura, antes de ser adicionada ao
mosto, recebe um tratamento com o objetivo de inibir a contaminação bacteriana
(competidores por açúcar) no fermento e criar condições de produção mais eficientes às
leveduras. Este tratamento consiste em uma diluição com água, adição de ácido sulfúrico
e/ou de tratamento bactericida (antibióticos). Esta suspensão de fermento diluído e
acidificada é conhecida popularmente como pé-de-cuba e permanece em agitação de uma
hora a três horas.
O mosto e o pé-de-cuba são então conduzidos às dornas (tanques) de
fermentação, onde são misturados na proporção 2:1. Depois de aproximadamente sete
horas de processo de fermentação, a mistura inicial transforma-se em uma mistura de
vinho, com solução líquida de concentração volumétrica entre 7% e 10% de álcool, e
leveduras.
Essa mistura de vinho e leveduras é então levada às centrífugas que separam
o vinho das leveduras, que são então recuperadas e conduzidas ao preparo do fermento
para serem reaproveitadas nos ciclos de fermentação subseqüentes. Em seguida, o excesso
de leveduras é retirado e processado para ser usado como fonte de proteína para ração
animal. Já o vinho resultante, composto basicamente por álcool e água, é bombeado para as
colunas de destilação onde ocorrerá a separação do álcool etílico, água, além de outros
compostos, gases e impurezas.
No processo de fermentação ocorre a maior perda industrial da produção de
álcool. A eficiência típica da reação de transformação de ART em álcool na indústria
brasileira situa-se na faixa de 85% a 90%. Ou seja, aproximadamente 10% a 15% do total
de ART que potencialmente poderia ser transformado em álcool, não é recuperado
(MARQUES, 2009).
Para que ocorra uma boa fermentação nesse processo são utilizados alguns
insumos e os custos destes estão apresentados na tabela 8.

21
Tabela 8. Insumos e seus custos no processo de fermentação
Insumo Consumo Custo
R$.kg-1 Total
R$.m-3
Ácido sulfúrico 6,94 kg.m-3 0,57 3,95
Dispersante 0,19 kg.m-3 11,63 2,21
Anti-espumante 0,37 kg.m-3 5,60 2,07
Antibiótico 4,48 g.m-3 212,82 0,95
Bactericida 91,17 g.m-3 4,86 0,44
Levedura 12,11 g.m-3 27,93 0,33
Nutriente 0,13 kg.m-3 1,74 0,22
Fonte: Xavier et al (2009)
4.4.8 Destilação
O processo físico de destilação possui a finalidade de realizar a separação
de misturas homogêneas, composta por líquidos com diferentes pontos de ebulição. Assim,
o processo de destilação nas usinas utiliza uma seqüência de destilações parciais que
aumentam a porcentagem de álcool nas misturas de vapores, até atingir um ponto de
concentração e nível de contaminação de impurezas específico. No Brasil, esse ponto é,
usualmente, definido para o álcool etílico hidratado carburante (AEHC) como sendo de
93% de concentração da massa do álcool etílico na massa da mistura total. Para se atingir
esse ponto, geralmente o vinho passa por duas colunas de destilação. Na primeira coluna o
vinho é decomposto em duas correntes: flegma e vinhaça. O flegma, mistura mais
concentrada e pura de álcool etílico e água, é conduzido à segunda coluna, para a etapa
conhecida como de retificação, cujo objetivo é concentrar o flegma para que se obtenha as
especificações do AEHC. Nessa coluna além do AEHC também se produz mais vinhaça.
O AEHC é em si um produto final das usinas que após a destilação é
condensado em trocadores de calor para voltar à forma líquida, sendo então armazenado
em tanques para a venda como combustível. Já a vinhaça é uma mistura de água, sais e
resíduos de alcoóis extraídos do vinho e que na saída das colunas de destilação é
condensado para ser aproveitado como fertilizante no campo, uma vez que é rico em
potássio.

22
Outro produto importante no Brasil é o álcool etílico anidro carburante
(AEAC) cuja concentração em massa é de 99,3% e por legislação é misturado na gasolina
em razões que variam entre 20 a 25%. Para o caso da produção do AEAC a destilação
simples não é mais tecnicamente possível. Dessa forma, para a produção do AEAC o
AEHC passa por processo denominado de desidratação alcoólica. O processo de
desidratação alcoólica mais comum nas usinas brasileiras também usa a destilação, mas
nesse caso o AEHC é misturado a produtos químicos, como o ciclohexano ou
monoetilenoglicol (MEG), chamados de desidratantes. Esses produtos possuem a
capacidade de alterar os pontos de ebulição da mistura final, permitindo a separação do
álcool da mistura de água e desidratante em uma nova coluna de destilação, a chamada
coluna de desidratação. Após a separação do AEAC a mistura é enviada a uma coluna de
destilação de recuperação em que se separa o desidratante da água, sendo o primeiro
reaproveitado em outro ciclo de desidratação alcoólica.
O AEAC já na sua forma líquida é levado aos tanques de armazenamento. O
produto destinado a comercialização no mercado brasileiro, na finalização do seu processo
de produção, por questões de legislação, deve ter adicionado na sua composição um
corante de cor laranja. A função desse corante é diferenciar o AEAC do AEHC, de forma a
facilitar a fiscalização tributária dos dois produtos (MARQUES, 2009). O custo desse
corante é de R$0,2028 por m3. Outro custo no processo de destilação é com a Soda
cáustica escama que possui um custo de R$0,294 por m3 e com a Soda cáustica líquida com
um custo de R$0,2782 por m3.
Assim como o açúcar, é fabricado mais de um tipo de etanol (álcool etílico)
e cada tipo possui um preço de venda diferente no mercado, o etanol anidro é vendido a
R$0.8392 por litro e o hidratado de R$0.7210 por litro (ÚNICA, 2010).
4.4.9 Geração de Vapor e Eletricidade
As usinas de álcool e açúcar necessitam de bastante energia nas formas
elétrica, mecânica e térmica para movimentação dos sistemas de processamento industrial
da cana-de-açúcar. A forma primordial de obtenção de energia para esses processos se dá
via produção de vapor e eletricidade. A etapa de geração de vapor consiste no
aproveitamento do bagaço como combustível básico da usina, para o aquecimento da água
obtida do tratamento de água e sua transformação em vapor.

23
Este processo é feito com a utilização de caldeiras, onde o vapor é gerado
em alta pressão, que variam de 15 kgf/cm² a 65 kgf/cm². Esses vapores são então utilizados
para o acionamento de turbinas, onde existe a transformação de energia térmica em
mecânica. Nas usinas, as turbinas a vapor, geralmente, são responsáveis pelo acionamento
de picadores, desfibradores, moendas, bombas de captação de água, assim como o
acionamento de geradores para a produção de eletricidade, necessária no processo de
fabricação de álcool e açúcar.
A geração de eletricidade das unidades industriais brasileiras típicas possui
potência de geração de eletricidade variando entre 5 e 15 MW. Para suprir o consumo
industrial, são necessários, aproximadamente, 12 kWh por tonelada de cana moída
(MACEDO, 2001). Assim sendo, tem sido comum o aproveitamento energético do bagaço
de cana para a geração de excedente de eletricidade, que é destinado para as áreas agrícolas
da usinas, principalmente para operação de sistemas de irrigação e/ou para a
comercialização no mercado de energia elétrica.
Na tabela 9 encontram-se alguns insumos e seus custos. Estes insumos são
utilizados na geração de vapor de uma usina.
Tabela 9. Insumos e seus custos no processo de geração de vapor
Insumo Consumo g.t-1 vapor
Custo R$.kg-1
Total R$.t-1 vapor
Sulfito 2,50 8,68 0,022
Dispersante 2,48 7,87 0,020
Fosfato 2,22 7,51 0,017
Neutralizante vapor 3,39 4,08 0,014
Fonte: Xavier et al (2009)
4.5 MODELAGEM MATEMÁTICA
Com o crescimento do setor sucroalcooleiro, surgiram muitos problemas ou
aumentaram a complexidade dos já existentes. Assim a gestão das empresas deste setor
tem que lançar mão de todas as possíveis ferramentas que possam auxiliar as tomadas de
decisões. Desta forma, a modelagem matemática pode contribuir em muitos campos desta
área.

24
A Modelagem não é novidade, é tão antiga quanto à própria Matemática e
vem sendo aplicada desde os tempos primitivos pelos povos em situações do seu cotidiano.
Seu conceito surgiu durante o Renascimento, para auxiliar na construção das idéias iniciais
da Física (BIEMBENGUT; HEIN, 2003). Atualmente, é um método da matemática
aplicada, usado em grande variedade de problemas econômicos, biológicos, geográficos,
de engenharia e de outros (CHAVES, 2005).
Modelagem matemática é a arte de transformar um problema real em
problema matemático, resolvê-lo e transpor as suas soluções na linguagem do mundo real,
ou seja, auxiliar na solução dos problemas reais. (BASSANEZI, 2002). A figura a seguir
esquematiza o processo de modelagem.
Figura 1 - Esquema do processo da Modelagem Matemática Fonte: Biembengut; Hein, 2003
O processo de modelagem passa por várias etapas, a saber:
Interação: É a fase preliminar em que ocorre o envolvimento com o tema
(realidade) a ser estudado /problematizado, através de um estudo indireto ou direto.
Matematização: Após a interação ocorre a “tradução” da situação-
problema para a linguagem matemática. É nesta fase que se formula um problema e
escreve-o segundo um modelo matemático que leve à solução.
Modelo Matemático: Seguindo o processo de modelagem ocorre a
validação do modelo obtido, através da análise das respostas que o modelo oferece quando
aplicado à situação que o originou, no sentido de verificar o quanto as respostas do modelo
são adequadas, ou não.
Assim, um modelo matemático é um conjunto de símbolos e relações
matemáticas que representa, de alguma forma, o objeto estudado. A importância de um

25
modelo matemático consiste em se ter uma linguagem precisa que expresse as idéias de
maneira clara, além de proporcionar resultados (teoremas) que propiciam o uso de métodos
computacionais para calcular suas soluções numéricas. Os modelos matemáticos não são
perfeitos, pois, os resultados são aproximações da realidade, e também não devem ser
considerados definitivos, ou seja, um bom modelo é aquele que propicia a formulação de
novos modelos (BASSANEZI, 2002).
Conforme Trivelato (2003), o modelo matemático é formulado de acordo
com a natureza do fenômeno ou situações analisadas e classificadas conforme o tipo de
matemática utilizada. Como classificado a seguir, o modelo matemático pode ser:
1. Linear e não-linear: conforme suas equações básicas possuírem essas
características.
2. Estático: quando representa a forma de um objeto, exemplo, a forma
geométrica de um alvéolo. Ou dinâmico: quando simula variações de estágios
do fenômeno, exemplo, crescimento populacional de uma colméia.
3. Educacional: quando é baseado em um número pequeno ou simples de
suposições, quase sempre, soluções analíticas. Este modelo geralmente não
representa a realidade com grau adequado para se fazer previsões, porém, serve
para adquirir experiência e fornecer idéias para a formulação de modelos mais
adequados à realidade estudada.
4. Estocástico ou determinístico: de acordo com o uso ou não de fatores
aleatórios nas equações. Os modelos determinísticos são um conjunto de
equações e inequações matemáticas, organizadas de forma que, ao serem
inseridas as condições iniciais do sistema sob análise, seja possível obter as
condições em um momento desejado. Os modelos estocásticos são aqueles que
descrevem a dinâmica de um sistema em termos probabilísticos. Os modelos
práticos utilizam este método, e quase todos os processos biológicos são
formulados com estes modelos quando se tem pretensões de aplicabilidade.
Existem outros modelos, como os modelos estatísticos, de regressão linear e
múltipla, exponencial, entre outros.
A modelagem tem sido importante ferramenta de decisão para viabilizar
sistemas racionais de produção, muitas pesquisas são realizadas com o objetivo de
compreender as relações entre os diversos fatores de produção. Sem o uso dos modelos
matemáticos, grande parte destas pesquisas só obtém resultados significantes a longo prazo

26
e com grande demanda de recursos (HANKS; RITCHIE, 1991; JONES; KINIRY,1986).
Existem vários trabalhos que foram desenvolvidos usando modelagem matemática, no
intuito de estimar a produtividade da cana-de-açúcar, buscando altos rendimentos, baixos
custos e racionalizando as relações entres os diferentes fatores de produção e visando o
máximo desempenho (BEAUCLAIR, 1991; BEAUCLAIR, 1994; BITTENCOURT et al.
1989; MATIOLI, 1998; PENATTI, 1991; SCARPARI, 2002).
4.5.1 Modelagem matemática envolvendo custo e energia da biomassa
residual
Florentino(2005), baseado em Ripoli (1991) calculou o balanço de energia
da biomassa residual do processo de coleta da cana-de-açúcar, considerando que a
variedade i foi plantada no talhão j de medida Lj (ha) e distância Dj (Km) do centro de
processamento. O balanço de energia é a diferença entre a energia gerada pelo resíduo de
colheita e a energia gasta no processo de transferência do palhiço do campo para o centro
de processamento.
A energia da biomassa residual de colheita da variedade i plantada no talhão
j, EBij (MJ) é calculada pela fórmula:
EBij = EcBi PBi Lj ...................................................................................................(4.1)
Sendo EcBi é a estimativa da energia calorífica gerada por uma tonelada do
resíduo de colheita da variedade i (MJ.t-1), PBi é a estimativa da massa de palhiço gerada
por um hectare de cana da variedade i, em t/ha, e Lj é a área do talhão j (ha).
A energia gasta no processo de transferência da biomassa da variedade i,
plantada no talhão j, para o centro de processamento (ETBij), é dada pela soma da energia
utilizada para enleirar e compactar (EECij), carregar (ECij) e transportar (ETij) esta biomassa.
ETBij = EECij + ECij + ETij .......................................................................................(4.2)
EEcij = EcEC Lj PBi ..................................................................................................(4.3)

27
Ecij = Ecc Lj PBi .....................................................................................................(4.4)
=
c
jijTij
V
LVDEcE T ................................................................................................(4.5)
Em que EcEC é a energia consumida pelas máquinas, sob a forma de
combustível, para enleirar e compactar o resíduo por unidade massa (MJ.t-1), Ecc é a
energia consumida pela máquina para carregar o resíduo por unidade de massa (MJ.t-1),
EcT é a energia consumida pelo caminhão em forma de combustível para o transporte do
resíduo (MJ.km-1), Vi é o volume de palhiço da variedade i por unidade área (m3.ha-1), Vc é
a capacidade de carga do caminhão (m3).
O balanço da energia da biomassa residual de colheita da cana-de-açúcar de
variedade i, plantada no talhão j (BEij) é determinado na forma:
BEij = EBij – ETBij ................................................................................................(4.6)
sendo,
BEij é o balanço de energia da biomassa residual de colheita de cana-de-açúcar, da
variedade i plantada no talhão j; EBij é a energia da biomassa residual de colheita da
variedade i plantada no talhão j; ETBij energia gasta no processo de transferência da
biomassa da variedade i, plantada no talhão j, para o centro de processamento.
Germek et al. (2005), com a finalidade de determinar, por meio de
simulação matemática, cenários para o aproveitamento dos resíduos da colheita e
otimização das rotas de produção sucroalcooleiras de cogeração, tendo em vista o
incremento de geração que será oferecida pelo palhiço com relação ao bagaço na produção
de energia elétrica, para ser comercializada junto às concessionárias privadas,
desenvolveram a seguinte equação.
Et = Ep +Eb = (TCH/3600) . 4,18 { [TP/TC . frp . Qp] + [Tb/TC . U . Qb] } . r.............(4.7)
sendo: Et = Energia gerada, em MWh
Ep= Energia gerada do palhiço, em MWh
Eb= Energia gerada do bagaço, em MWh
TCH = Tonelada de cana hora
Tp = Tonelada de palhiço

28
Tb = Tonelada de bagaço
frp = Fração de recolhimento de palhiço, em décimos (30%; 50%; 70% e tendendo
a 100%)
U = Fração de bagaço excedente em relação ao consumo próprio
Qp = Poder calorífico do palhiço, em 1500Mcal/t
TC = Tonelada de cana
Qb = Poder calorífico do bagaço, em 1800Mcal/t
r = Rendimento global da transformação calorífica em eletricidade, em décimos (r
= 0,20 a 0,25)
Ripoli (1991) apresentou um modelo para determinar a eficiência energética
do palhiço, que é a relação entre a quantidade de energia, na forma de combustível,
consumida pelas máquinas envolvidas nas operações e a quantidade de energia existente na
forma de palhiço, através da seguinte equação:
100PEP
CC1Ee ⋅
−= ............................................................................................(4.8)
considerando os coeficientes:
Ee = eficiência energética, (%);
CC = consumo equivalente de combustível, (MJ.kg-1-);
PEP = potencial energético do palhiço, (MJ.kg-1 ).
Além da eficiência energética este autor também equacionou um balanço
econômico do processo, através da equação:
( )
⋅+
+
⋅−= CHtDIS
COc
CHcQMR
COe
CHeVOBREP ......................................(4.9)
sendo:
REP = saldo econômico do processo de aproveitamento do palhiço.
VOB = custo de oportunidade na comercialização do bagaço excedente.
CHe = custo horário da operação de enleiramento.
COe = capacidade operacional de enleiramento.
QMR = massa estimada de material remanescente após a colheita mecanizada
CHc = custo horário da operação de carregamento.
COc = capacidade operacional de carregamento.
DIS = percurso da unidade de transporte, em cada ciclo operacional.

29
CHt = custo da operação de transporte do material remanescente.
Lima (2009) apresentou um modelo para o aproveitamento do palhiço
baseado em Ripoli (1991), em que o custo é dado pela equação:
( ) jijiij LCTCECCCc += ......................................................................................(4.10)
em que:
Ccij = custo de coleta do palhiço da variedade i plantada no talhão j
CECCi = custo para enleirar, compactar e carregar o caminhão com palhiço da
variedade i, (R$.t-1);
CTij = custo para transportar o palhiço de um hectare de cana da variedade i
produzido no talhão j, (R$.ha-1);
Lj = área do talhão j.
Florentino (2005) apresentou um modelo que consiste em otimizar o custo
do processo de transferência do palhiço da cana-de-açúcar, do campo para o centro de
processamento das usinas sucroalcooleiras e otimizar o balanço da energia da biomassa
residual da colheita.
O modelo consiste em determinar quais da n variedades i devem ser
plantadas nos k talhões j de medida Lj (ha) e distância Dj (km) do centro de produção (j =
1, 2, ..., k), que ofereça o menor custo possível para o processo de transferência do palhiço
do campo para o centro de processamento e maximizar o balanço de energia desse
processo, devendo satisfazer as restrições de sacarose e fibra da cana que são
recomendações da empresa para manter a qualidade da cana e a demanda de açúcar e
álcool, considerando toda a área destinada para o plantio da cana.
Sendo Xij a variável de decisão em que Xij = 1 implica que a cana de
variedade i deve ser plantada no talhão j e em caso contrário Xij = 0, tem-se o modelo:
( )
− ∑∑∑∑
====
ijij
k
1j
n
1iijij
k
1j
n
1i
XBE1;XCCMim ..........................................(4.11)
sujeito a

30
αkXα iji
k
1j
n
1i
≥∑∑==
..................................................................................(4.12)
Siji
k
1j
n
1i
i FkXFFk ≤≤ ∑∑==
......................................................................(4.13)
jtodosPara1X ij
n
ji
=∑=
.......................................................................(4.14)
0X ij = ou 1 i = 1,2,...,n e j = 1,2,...,k ....................................................(4.15)
onde,
i = 1, 2, ..., n são os índices que representam as variedades;
j = 1, 2, ..., k são os índices que representam os talhões;
CCij = custo de coleta do palhiço da variedade i plantada no talhão j, calculado pela
equação (4.7);
BEij = balanço de energia da biomassa residual de colheita de cana-de-açúcar, da
variedade i plantada no talhão j;
α = quantidade mínima estabelecida para o teor de POL da cana;
α i = estimativa de produção de sacarose da variedade i, (t.ha-1);
iF e SF = quantidades mínima e máxima estabelecidas para o teor de fibra da
cana;
Fi = estimativa do teor de fibra da variedade i.
A função objetivo (4.11) consiste em minimizar o custo para o processo de
transferência do palhiço do campo para o centro de processamento e simultaneamente
maximizar o balanço de energia. A restrição (4.12) garante que a demanda de açúcar
fermentescível seja atendida. A restrição (4.13) garante que o teor de fibra da cana
permaneça no limite recomendado pela usina. As restrições (4.14) garantem que toda a
área destinada para o plantio seja usada e também que seja plantada apenas uma variedade
de cana por talhão. Esse modelo pode ser resolvido por técnicas de programação linear
inteira multiobjetivo.

31
5. MATERIAL E METODO
Foram feitas consultas a literaturas disponíveis para entendimento de todo o
processo de fabricação de açúcar e álcool, desde o plantio da cana até o produto final,
levantamento de fatores que influenciam o custo e investigação de modelos matemáticos
para o cálculo do custo para todo o sistema de produção de açúcar e álcool.
Foram levantados os dados de custos para cada fase de fabricação do açúcar
e álcool. Estes dados foram organizados em tabelas, utilizando o aplicativo computacional
Microsoft Excel, no Laboratório Científico de Informática (LCI) do Departamento de
Bioestatística do Instituto de Biociências da UNESP de Botucatu.
Foi desenvolvida neste trabalho uma planilha para cálculo dos custos de
preparo de solo e plantio da cana, assim como o custo de colheita da cana. O custo foi
calculado para os dois tipos de colheita: manual e mecanizada, sendo o custo total de
colheita a soma destes. Na colheita mecanizada tem-se também o custo de recolhimento do
palhiço.
Para estimar estes custos, primeiro são selecionadas todas as variedades
adaptáveis ao solo local com suas respectivas produtividades e posteriormente resolve-se o
modelo proposto. Este modelo indicará quais as variedades da cana serão plantadas e a
área destinada para este plantio. O modelo é aplicado ao tipo de colheita requerida pelo
produtor: manual com queima e/ou mecanizada.
Definida a área de plantio de cada variedade a planilha calcula
automaticamente todos os custos de produção e entrega da cana.

32
Para a parte energética, foi calculado o consumo de energia não renovável,
ou seja, consumo de óleo diesel de cada operação da produção da cana, e depois esse
consumo de óleo diesel foi transformado em megajoule (MJ).
Para a energia produzida pelo palhiço utilizou-se a equação (4.1) e para o
gasto de energia do recolhimento do palhiço utilizou-se a equação (4.2), discutidas no
capítulo anterior. Para o balanço de energia foi feito a operação de subtração entre o total
de energia gerada e o total de energia gasta nas operações de produção da cana.
5.1 MODELO MATEMÁTICA PARA CUSTO
Para atender o objetivo desse trabalho, desenvolveu-se um modelo
matemático para estimar o custo do processo produtivo da cana de açúcar e auxiliar na
gestão das usinas e produtores.
O modelo matemático proposto consiste em determinar qual a área, em
hectare, que cada variedade de cana deve ser plantada de forma a obter o menor custo
possível para o processo de produção da cana, desde a preparação do solo até a entrega da
cana na usina. Para formulação do modelo, a área para plantio foi dividida em duas partes,
de acordo com a necessidade da usina, uma parte para plantio da cana que deverá ser
queimada na pré-colheita e outra para cana que será colhida crua. Esta divisão fez-se
necessária, pois os custos são diferentes para cada tipo de colheita. Na colheita de cana
queimada têm-se os custos de aceiro, queima, corte manual, carregamento da cana para o
caminhão e transporte da cana do campo para a usina. Na colheita mecanizada têm-se os
custos de corte e transporte da cana do campo para a usina.
5.1.1 Modelo para cana com colheita manual
Denotando CQi o custo de colheita por hectare da cana de variedade i tem-
se que para cana a ser queimada, CQi é calculado da seguinte forma:
CQi = Cai + Cqi + Ccoi + Ccai + Cti ...........................................................(5.1.1)
Em quem:
Cai é o custo do aceiro da cana de variedade i (R$.ha-1),
Cqi é o custo da queima da cana de variedade i (R$.ha-1),
Ccoi é o custo do corte da cana de variedade i (R$.ha-1),

33
Ccai é o custo do carregamento da cana de variedade i (R$.ha-1),
Cti é o custo de transporte da cana de variedade i (R$.ha-1).
Denotando por Xi a variável do modelo que fornecerá a área (ha) em que
deverá ser plantada a cana de variedade i, propõe-se o modelo:
i
n
i
i XCQ∑=1
min ........................................................................................(5.1.2)
sujeito a
AQXn
i
i =∑=1
...........................................................................................(5.1.3)
PXP i
n
i
i ≥∑=1
...........................................................................................(5.1.4)
FSXFFI i
n
i
i ≤≤∑=1
................................................................................(5.1.5)
VX i ≤≤0 , i=1, ..., n...........................................................................(5.1.6)
onde,
i = 1, 2, ..., n são os índices que representam as variedades;
AQ é a área total destinada ao plantio de cana que será colhida manualmente;
P é a quantidade mínima estabelecida para o POL da cana (t);
Pi é a estimativa de produção de sacarose da variedade i, (t.ha-1);
FI e FS são as quantidades mínima e máxima estabelecidas para a fibra da cana (t);
Fi é a estimativa de fibra da variedade i, (t.ha-1);
V é a área máxima que cada variedade pode ser plantada.
A restrição (5.1.3) garante que toda área destinada para o plantio é usada, a
restrição (5.1.4) garante a demanda de POL da usina, (5.1.5) garante que seja produzida a
quantidade de fibra requerida pela usina e as restrições (5.1.6) limitam a área de plantio das
variedades.

34
5.1.2 Modelo para cana com colheita mecanizada
Denotando CMi o custo de colheita por hectare da cana de variedade i a ser
colhida mecanicamente, CMi é calculado da seguinte forma:
CMi = Ccoi + Cti.........................................................................(5.1.2.1)
sendo: Ccoi é o custo do corte da cana de variedade i (R$.ha-1),
Cti é o custo de transporte da cana de variedade i (R$.ha-1).
Denotando por Xi a variável do modelo que fornecerá a área (ha) em que
deverá ser plantada a cana de variedade i, propõe-se o modelo:
i
n
i
i XCM∑=1
min ....................................................................................(5.1.2.2)
sujeito a
AMXn
i
i =∑=1
.......................................................................................(5.1.2.3)
PXP i
n
i
i ≥∑=1
........................................................................................(5.1.2.4)
FSXFFI i
n
i
i ≤≤∑=1
.............................................................................(5.1.2.5)
VX i ≤≤0 , i=1, ..., n........................................................................(5.1.2.6)
onde,
i = 1, 2, ..., n são os índices que representam as variedades;
AM é a área total destinada ao plantio de cana que será colhida mecanicamente;
P é a quantidade mínima estabelecida para o POL da cana (t);
Pi é a estimativa de produção de sacarose da variedade i, (t.ha-1);
FI e FS são as quantidades mínima e máxima estabelecidas para a fibra da cana (t);
Fi é a estimativa de fibra da variedade i, (t.ha-1);
V é a área máxima que cada variedade pode ser plantada.
A restrição (5.1.2.3) garante que toda área destinada para o plantio é usada,
a restrição (5.1.2.4) garante a demanda de POL da usina, (5.1.2.5) garante que seja

35
produzida a quantidade de fibra requerida pela usina e as restrições (5.1.2.6) limitam a área
de plantio das variedades.
As formulações dos modelos dos itens 5.1.1 e 5.1.2 são modelos de
programação linear, que podem ser resolvidos por qualquer software de otimização linear,
inclusive utilizando a ferramenta Solver da planilha Excel. Esses modelos também podem
ser resolvidos pelo método simplex, o apêndice desta dissertação apresenta maiores
discussões sobre a Programação Linear e o método simplex.
No próximo capítulo será apresentada uma aplicação desta metodologia.

36
6. RESULTADOS E DISCUSSÃO
Neste capítulo é apresentada uma aplicação da planilha desenvolvida para
resolver o modelo dos itens 5.1.1 e 5.1.2. A planilha contém uma interface de entrada e
saída. Os dados de entrada são: área total para o plantio, áreas de colheita manual e
mecanizada e as variedades que são adaptáveis ao solo. Conforme a Figura 2, deve-se
colocar 1 se a variedade é adaptável ao solo e 0 em caso contrário.
Qual a área disponível para plantio da cana (ha) ? 0
Qual a área disponível para colheita manual (ha) ? 0
Qual a área disponível para colheita mecanizada(ha)? 0
As variedades consideradas nesta planilha são:
Variedades
1 SP80-1816
2 RB72454
3 SP80-3280
4 SP81-3250
5 RB855536
6 RB855113
7 SP79-1011
8 RB835486
9 RB711406
10 SP70-1143
11 SP70-1284
12 SP70-6163
13 SP71-3146
14 NA5679
Digite 1 se a variedade for adaptável ao
solo e 0 caso contrario
DADOS DA ÁREA
VARIEDADES
0
1
1
0
DADOS DE ENTRADA
0
1
0
1
0
0
1
1
1
1
Figura 2 Interface de entrada da planilha onde são inseridos os dados

37
A planilha contém algumas das variedades mais utilizadas no estado de São
Paulo, mas a qualquer momento pode ser facilmente modificadas ou inseridas novas
variedades, desde que se conheça os parâmetros necessários para implementação do
modelo, conforme a Tabela 10.
Com os dados de entrada, o modelo de programação linear é executado e
automaticamente são gerados os dados de saída.
Os dados de saída são: a área que cada variedade deve ser plantada, as
estimativas dos custos por operação e total, gastos de energia por operação e do balanço
energético, conforme mostra a Figura 3.
Figura 3 Interface da saída de dados

38
A planilha foi aplicada utilizando dados de uma usina da região de
Taquarituba SP conforme Lima (2009). Trabalhou-se, portanto, com as seguintes
variedades adaptáveis ao solo: SP80-1846, RB72454, SP80-3280, SP81-3250, RB855536,
RB855113, SP79-1011, RB835486, RB711406 e SP70-1143.
A Tabela 10 apresenta os dados das variedades que são necessários para a
aplicação do modelo. Em que i = índice associado as variedades, Vi = estimativa do
volume do palhiço produzido em uma tonelada da variedade i (obtido a partir da massa
especifica do palhiço), PBi = produtividade de palhiço da variedade i, EcBi = poder
calorífico útil do palhiço produzido pela variedade i, Ai = produtividade de açúcar
fermentescível (POL) da variedade i, Qi = estimativa do volume do palhiço por unidade de
área plantada da variedade i e Fi = produtividade de fibra da variedade i.
Tabela 10. Dados das variedades adaptáveis ao solo da Usina.
i Variedade Vi PBi EcBi Ai Qi Fi Produtividade m3.t-1 t.ha-1 Mcal.t-1 t.ha-1 m3.ha-1 t.ha-1 t.ha-1
1 SP80-1816 7, 964 33,36 2671,99 16,42 354,2 13,94 100,00
2 RB72454 8, 610 37,58 2649,95 20,40 299,28 12,9 186,00
3 SP80-3280 9, 369 36,72 2602,14 18,46 316,18 12,63 158,00
4 SP81-3250 10, 619 34,25 1947,85 18,38 320,85 11,32 179,00
5 RB855536 9,78 26,43 2211,95 17,05 258,46 12,51 165,00
6 RB855113 10,87 29,38 2310,37 17,54 319,38 10,91 155,00
7 SP79-1011 8,91 24,09 1977,47 15,80 214,72 10,33 158,00
8 RB835486 9,56 21,53 2444,2 12,84 205,77 9,28 155,00
9 RB711406 12,32 33,20 2008,83 20,77 410,29 16,12 183,00
10 SP70-1143 7,05 22,14 1924,8 15,01 155,98 11,59 155,00 Fonte: Lima (2009)
Para ilustração do funcionamento desta planilha, utilizou-se as 10
variedades e uma área de 315,81 hectares, que foi dividida em duas partes, de acordo com
a exigência da usina, uma de 100 hectares para a cana colhida manualmente com queima e
outra de 215,81 hectares para colheita mecanizada. As entradas destes dados são feita da
seguinte forma: Primeiro insere se os dados de área total, depois os dados de área destinada

39
à colheita manual e mecanizada e em seguida escolhem-se as variedades adaptáveis,
digitando-se 1 para as que são adaptáveis e 0 em caso contrário (Figura 4).
Qual a área disponível para plantio da cana (ha) ? 315,81
Qual a área disponível para colheita manual (ha) ? 100,00
Qual a área disponível para colheita mecanizada(ha)? 215,81
As variedades consideradas nesta planilha são:
Variedades
1 SP80-1816
2 RB72454
3 SP80-3280
4 SP81-3250
5 RB855536
6 RB855113
7 SP79-1011
8 RB835486
9 RB711406
10 SP70-1143
11 SP70-1284
12 SP70-6163
13 SP71-3146
14 NA5679
Digite 1 se a variedade for adaptável ao
solo e 0 caso contrario
DADOS DA ÁREA
VARIEDADES
1
1
1
1
DADOS DE ENTRADA
1
0
0
0
0
1
1
1
1
1
Figura 4 Interface de entrada da planilha com os dados inseridos
Os modelos dos itens 5.1.1 e 5.1.2 determinaram as variedades a serem
plantadas para cada área, de forma que os custos fossem mínimos, atendendo às restrições
impostas. Observa-se na interface de saída, Figura 5, que para a área com colheita manual
o modelo determinou três variedades, SP80-1816 com 50,0 ha, SP80-3280 com 31,2 ha e
RB855113 com 18,8 ha, e para a área de colheita mecanizada determinou quatro
variedades, que foram, as variedades SP80-1816 com uma área de 71,9 ha, SP80-3280 com
área de 59,0, RB855536 com 71,9 ha e SP70-1143 com 12,9 ha.

40
Figura 5 Resultado da aplicação dos modelos dos itens (5.1.1 e 5.1.2)
A partir do resultado do modelo, a planilha desenvolvida calcula
automaticamente as estimativas de custos para produção e entrega da cana na usina. A
Figura 6 apresenta os resultados gerados pela planilha para os custos de produção da cana-
de-açúcar para uma área de 315,81 hectares.
Figura 6 Custo de produção da cana-de-açúcar para a área de 315,81 hectares
Como mostra a figura 6 o custo total para a produção de cana foi de
R$1.845.703,05, estimando, portanto, um custo de R$5.982,78 por hectare. O custo de
colheita foi de R$690.416,70, que é a soma da colheita manual (R$188.426,31) e colheita

41
mecanizada (R$502.035,40), a colheita mecanizada apresentou maior custo por ser uma
operação totalmente mecanizada, ou seja, maior consumo de combustível.
Na Figura 7 apresentam-se os custos separados por operação em
porcentagem. O plantio representou a maior participação nos custos com 48,61 %, seguida
da colheita com 37,41%, do preparo de solo com 8,87% e do recolhimento do palhiço com
5,11 % do custo total de produção.
CUSTOS POR OPERAÇÃO
8,87
48,61
37,41
5,11
0,00
10,00
20,00
30,00
40,00
50,00
60,00
PREPARO DE SOLO PLANTIO COLHEITA RECOLHIMENTO DO
PALHIÇO
Po
rcen
tag
em
Figura 7 Custo de operações em porcentagem da produção de cana
Na Figura 8 são apresentados resumidamente as estimativas do gasto de
energia não renovável (consumo de combustível) por etapa de produção da cana-de-açúcar,
para uma área de 315,81 hectares.
PREPARO DE SOLO MJ 1.808.326,85
PLANTIO MJ 1.096.574,90 Manual Mecanizada
COLHEITA MJ 1.816.256,51 246.776,47
PALHIÇO MJ 456.647,98
TOTAL MJ 5.177.806,24
GASTO DE ENERGIA POR OPERAÇÃO (MJ)
1.569.480,04
Figura 8 Total de energia não renovável gasta por operação

42
Como mostra a Figura 8, a estimativa do consumo de energia não renovável
foi de 5.176.776,74 MJ, o preparo de solo apresentou maior consumo de energia não
renovável seguido da colheita mecanizada, a operação de colheita manual foi a que
apresentou o menor gasto de energia não renovável.
A Figura 9 mostra que a operação de colheita envolve o maior consumo de
energia 35,08 % do total, seguida pela operação de preparo de solo com 34,92%, plantio
com 21,18% e recolhimento do palhiço com 8,82% do gasto total de energia.
GASTO DE ENERGIA POR OPERAÇÃO
34,92
21,18
35,08
8,82
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
PREPARO DE SOLO PLANTIO COLHEITA RECOLHIMENTO DO
PALHIÇO
Po
rcen
tag
em
Figura 9 Gasto de energia não renovável por operação
A energia gerada pelo palhiço foi de 17.485.583,23 MJ, portanto o balanço
de energia foi de 12.308.806,49 MJ, conforme determinado na planilha, veja a Figura 10.
BALANÇO DE ENERGIA 12.308.806,49
BALANÇO DE ENERGIA (MJ)
Figura 10 Balanço de energia não renovável
43
7. CONCLUSÃO
Como foi visto na revisão de literatura o processo de produção de açúcar e
álcool é complexo, e envolve várias etapas e custos. Assim, foi estudado um modelo
matemático de programação linear para minimizar as estimativas de custos e balanço de
energia desse processo, além de, desenvolver uma planilha para auxiliar nas tomadas de
decisões.
As investigações feitas durante o desenvolvimento deste projeto mostraram
que as empresas sucroalcooleiras têm crescido em um ritmo muito acelerado. Com as
grandes dimensões atuais destas empresas, o gerenciamento deste setor tem sido cada dia
mais complexo, tendo necessidade de lançar mão de ferramentas que auxiliem nas tomadas
de decisões. Assim, as técnicas matemáticas e computacionais tem sido um instrumento de
grande auxílio. O modelo de programação linear proposto para minimização de custos,
juntamente com a planilha implementada neste trabalho, mostram-se ferramentas
promissoras para este fim.

44
8. REFERÊNCIAS BIBLIOGRÁFICAS
ABRAMO FILHO, J.; MATSUOKA, S.; SPERANDIO, M.L.; RODRIGUES, R.C.D.;
MARCHELLI, L.L. Resíduos de colheita mecanizada de cana crua. Álcool & Açúcar,
n.67,p.23-25, abr./jun. 1993.
ASSOCANA, 2009. CUSTO MÉDIO OPERACIONAL DA LAVOURA DE CANA-DE-
AÇÚCAR EM REAIS. Disponível em: <http://www.assocana.com.br/custo.html> Acesso
em: 25 fev. 2010.
BASSANEZI, R. C. Ensino-aprendizagem com modelagem matemática: uma nova
estratégia. São Paulo: Contexto, 2002.
BEAUCLAIR, E.G.F. ; SCARPARI, M.S. Noções fitotécnicas. In: RIPOLI, T.C.C.;
RIPOLI, M.L.C; CASAGRANDI, D.V. (Org.). Plantio de cana-de-açúcar: estado da
arte. Piracicaba: Livroceres, 2006. v. 1, p. 80-91.
BEAUCLAIR, E.G.F. de. Produtividade de cana-de-açúcar em função de alguns
macronutrientes presentes no caldo e no solo. 1994. 97 p. Tese (Doutorado) - Escola
Superior de Agricultura - “Luiz de Queiroz”, Universidade de São Paulo, Piracicaba-SP,
1994.

45
BEAUCLAIR, E.G.F. de. Relações entre algumas propriedades químicas do solo e a
produtividade da cana-de-açúcar (Saccharum ssp), através de regressão linear
múltipla. 1991. 96 p. Dissertação (Mestrado) - Escola Superior de Agricultura - “Luiz de
Queiroz”, Universidade de São Paulo, Piracicaba-SP, 1991.
BIEMBENGUT, M. S.; HEIN, N. Modelagem matemática no ensino. São Paulo:
Contexto, 2003.
BITTENCOURT, V.C.; CLARET, A.C.; CARMELLO, Q.A. de C.; CARVALHO, A.J.L.
Produtividade da cana-de-açúcar e fertilidade do solo. STAB: açúcar, álcool e subprodutos,
v.8, n.20, p. 41-45. Nov/dez. 1989.
BLANCO, F. M. G. Controle das plantas daninhas na cultura da cana de açúcar.
Instituto Biológico, Centro Experimental Central do Instituto Biológico, 2000.
Brunelli, S.; AGUIAR, J. L.. Redução dos Custos de Manutenção de Moendas e Análise
de Custos em Sistemas de Extração de Caldo. Palestra. EMPRAL-SIMISA 2008.
CHAVES, M. I. A. Modelagem Matemática: Elaboração de Atividades. I Encontro
Regional das Sociedades. Dezembro de 2005. Belém – PA
COLETI, J. T.; STUPIELLO, J. J. Plantio da cana-de-açúcar. In: Atualização em
produção de cana-de-açúcar / organizado por Silvelena Vanzolini Segato... [et al.].
Piracicaba. p 138-153. 2006.
DAL BEM, A. J; KOIKE, G.H.A; PASSARINI, L.C. Modelagem e simulação para o
processo industrial de fabricação de açúcar e álcool. Revista Minerva – Pesquisa &
Tecnologia. Volume 3, Número 1 - janeiro a junho de 2006.
DELGADO, A.A. Os efeitos da queima dos canaviais. STAB. Açúcar, Álcool e
Subprodutos. 3. p. 42-45, 1985.

46
FLORENTINO, H.O. Programação linear inteira em problemas de aproveitamento da
biomassa residual de colheita da cana-de-açúcar. 2005. Tese (Livre Docência)
Faculdade de Ciências Agronômicas, Universidade Estadual Paulista “Júlio de Mesquita
Filho”, Botucatu-SP, 2005.
GERMEK, H.A.; SIMON, E. J.; RIPOLI, T. C. C.; RIPOLI, M.L.C. Análise de decisão
sobre o aproveitamento da biomassa canavieira, para fins de cogeração. In: XLIII
CONGRESSO DA SOBER. Ribeirão Preto-SP, 2005.
GOMES, F. P.; LIMA, U. A. A cana-de-açúcar no mundo. In: cultura e adubação de
cana-de-açúcar. Instituto brasileiro de potassa. São Paulo. p. 11-26. 1964.
GONÇALVES, N. H. Manejo do solo para implantação da cana-de-açúcar. In:
Atualização em produção de cana-de-açúcar / organizado por Silvelena Vanzolini Segato...
[et al.]. Piracicaba. p 93-103. 2006.
HANKS, R.J.; RITCHIE, J.T. Modeling plants and soil systems. Madison: American
Society of Agronomy, Crop Science Society of America, Inc. Soil Science Society of
America, 1991. 387p. (Agronomy, 31).
INEP, 2010. Disponível em:
<http://www.inpe.br/noticias/noticia.php?Cod_Noticia=2172>. Acesso em: 30 mai. 2010.
JANINI, A. A. Análise operacional e econômica do sistema de plantio mecanizado de
cana-de-açúcar (Saccharum spp.). Dissertação (Mestrado) - Escola Superior de
Agricultura Luiz de Queiroz, Piracicaba, 2007. 148 p.
JONES, C.A.; KINIRY, J.R. CERES-MAIZ Model: a simulation model of maize growth
and development. Texas: A & M University Press, 1986. 194 p.
LIMA, A.D. de. Otimização do aproveitamento do álhiço da cana-de-açúcar. 2009.
(Tese de Doutorado em Agronomia, Energia na Agricultura) – Faculdade de Ciências

47
Agronômicas, Universidade Estadual Paulista "Júlio De Mesquita Filho" Botucatu-SP,
2009.
LUCCHESI, A.A. Cana-de-açúcar (Saccharum spp.). In: CASTRO, P.R.C., KLUGE,
R.A. (Coords.). Ecofisiologia de culturas extrativas: cana-de-açúcar, seringueira, coqueiro,
dendezeiro e oliveira. Cosmópolis-SP: Stoller do Brasil, 2001, p.13-45.
LYRA, P. H. N. Avaliação do custo de implantação de um hectare da cana-de-açúcar
para o médio produtor de Alagoas em áreas de tabuleiro em cana planta na safra
2002/2003. Rio Largo: UFAL – CECA, 2004. 32 P. In: (Trabalho de conclusão de curso).
MACEDO. I. C. Geração de energia elétrica a partir de biomassa no Brasil: situação
atual, oportunidades e desenvolvimento. Centro de Gestão e Estudos Estratégicos.
Junho 2001. Disponivel em: < http://www.cgee.org.br/arquivos/estudo003_02.pdf>.
Acesso em: 10 jan. 2010.
MAULE, R. F.; MAZZA, J. A.; MARTHA, G. B. Produtividade agrícola de cultivares de
cana-de-açúcar em diferentes solos e épocas de colheita. Scientia Agricola, v.58, n.2,
p.295-301, abr./jun. 2001
MARQUES, P.V. (Coord.) Custo de produção agrícola e industrial de açúcar e álcool
no Brasil na safra 2007/2008. Piracicaba: Universidade de São Paulo, Escola Superior de
Agricultura “Luiz de Queiroz”, Programa de Educação Continuada em Economia e Gestão
de Empresas/Departamento de Economia, Administração e Sociologia. 2009. 194 p.
Relatório apresentado a Confederação da Agricultura e Pecuária do Brasil – CNA.
MATIOLI, C.S. Irrigação suplementar de cana-de-açúcar: modelo de análise de
decisão para o estado de São Paulo. Piracicaba, 1998. 122p. Tese (Doutorado) Escola
Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo.
OLICANA, 2010. Disponível em: <http://www.olicana.com.br/noticias=ler.php?id=292>.
Acesso em: 19 mai. 2010.

48
ORLANDO FILHO, J.; MACEDO, N.; TOKESHI, H. Seja o doutor do seu canavial.
Informações Agronômicas, n. 67, set. 1994. Disponível em:
<http://www.potafos.org/ppiweb/brazil.nsf/87cb8a98bf72572b8525693e0053ea70/d5fbc82
9a2f54298832569f8004695c5/$FILE/Cana1-6.pdf>. Acesso em: 15 mar. 2010.
PENATTI, C.P. Uso do ácido fosfórico ou superfosfato triplo como fonte de fósforo
para a cultura da cana-de-açúcar. Piracicaba, 1991. 105p. Dissertação (Mestrado) -
Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São Paulo.
PEREIRA, L. L.; TORREZAM, H. F. Colheita mecanizada da cana-de-açúcar. In:
Atualização em produção de cana-de-açúcar / organizado por Silvelena Vanzolini Segato...
[et al.]. Piracicaba. p 333-3344. 2006.
PLANALSUCAR. Boletim ao produtor. Piracicaba, 1982. nº.1. p. 4.
QUINTELA, A.C.R; ANDRADE, L.A.B; CARVALHO, G.J; BOCARDO, M.R. Efeito do
Plantio de cana inteira, com e sem desponte, e da compacatação pós-cobertura, em duas
variedades de cana de açúcar. STAB . Açúcar, Álcool e Subprodutos, Piracicaba, v. 15,
n. 3, p. 22-24, jan./fev. 1997.
RIPOLI, T.C., Utilização do material remanescente da colheita de cana-de-açúcar
(Saccharum ssp) – Equacionamento dos balanços energético e econômico. Piracicaba,
1991.
RIPOLI, M.L.C.; RIPOLI, T.C. Caracterização dos principais constituintes da
biomassa de cana-de-açúcar (Saccharum ssp). Piracicaba, EDUSP, 1996.
RIPOLI, M.L.C. Mapeamento do palhiço enfardado de cana-de-açúcar (Saccharum
spp.) e do seu potencial energético. 2002. 91 p. Dissertação (Mestrado) – Escola Superior
de Agronomia Luiz de Queiroz, Universidade de São Paulo, Piracicaba-SP, 2002.
RIPOLI, T. C. C.; RIPOLI, M. L. C. Biomassa de cana-de-açúcar: colheita, energia e
ambiente. Piracicaba: 2004. 302 p.

49
RÍPOLI, T.C.C.; RÍPOLI, M.L.C. Biomassa de cana-de-açúcar: colheita, energia e
ambiente. Edição dos Autores: Piracicaba, 2. ed. p. 302, 2005.
RIPOLI, M. L. C.; GAMERO, C. A. Palhiço de cana-de-açúcar: ensaio padronizado de recolhimento por enfardamento cilíndrico. Energia na Agricultura. Botucatu, vol. 22, n.1, 2007, p.75-93
SCARPARI, M.S. Modelo para a previsão da produtividade da cana-de-açúcar
(Saccharum ssp) através de parâmetros climáticos. Piracicaba, 2002. 79p. Dissertação
(Mestrado) – Escola Superior de Agricultura “Luiz de Queiroz”, Universidade de São
Paulo.
SEGATO, S.V.; PINTO, A.S.; JENDIROBA, E. e NÓBREGA, J.C.M. Atualizações em
produção de cana-de-açúcar. Piracicaba, CP 2, 2006. 415p.
TOWNSEND, C. R. Recomendações técnicas para o cultivo da cana-de-açúcar
forrageira em Rondônia. p 1-5.2000
TRIVELATO, G. C. Técnicas De Modelagem E Simulação De Sistemas Dinâmicos.
INPE. São José dos Campos. 2003.
ÚNICA, 2010. Disponível em: <http://www.unica.com.br/q10/> Acesso em: 30 mai. 2010.
USP, 2009. Disponível em:<http://www4.usp.br/index.php/meio-ambiente/17953-vendas-
do-setor-sucroenergetico-representam-15-do-pib-diz-estudo> Acesso em: 31 mai. 2010.
VICENTE, E.F.R.; FERNANDES, V. Mensuração do custo de cana-de-açúcar para médios
produtores. REAd, Edição 35 Vol. 9 No. 5, Set - Out de 2003.
XAVIER, C.E.O.; ZILIO, L.B.; SONODA, D.Y.; MARQUES, P.V. Custos de produção
de cana-de-açúcar, açúcar e etanol no Brasil: safra 2008/2009. Piracicaba:
Universidade de São Paulo, Escola Superior de Agricultura “Luiz de Queiroz”, Programa
de Educação Continuada em Economia e Gestão de Empresas/Departamento de Economia,

50
Administração e Sociologia. 2009. 82 p. Relatório apresentado a Confederação da
Agricultura e Pecuária do Brasil – CNA.

51
9. APÊNDICE
9.1 PROGRAMAÇÃO LINEAR
Este apêndice apresenta uma introdução da Programação Linear, a qual é
uma técnica matemática de otimização amplamente aplicada para resolução de problemas
reais em diversas áreas do conhecimento.
A programação linear teve sua criação nos anos 40 com o desenvolvimento
do algoritmo Simplex por George Dantzig. Aplicações em engenharia, ciência da
computação, economia e matemática são inúmeras. Alguns pesquisadores consideram que
os algoritmos de programação linear são os mais empregados na ciência da computação.
Em 1979, Khachiyan propôs o primeiro algoritmo de tempo polinomial para
programação linear. Este algoritmo, conhecido por métodos elipsóides, não teve sucesso
prático em virtude do tamanho das matrizes geradas, pela necessidade de precisão
numérica acentuada e em decorrência de instabilidade numérica. Em 1984, Karmakar
desenvolveu um algoritmo de ponto-interior com tempo polinomial e potencial para
resolver instâncias práticas.
Apesar do tempo polinomial dos algoritmos de ponto interior, o algoritmo
Simplex continua sendo muito empregado, em parte porque ele ainda é mais eficiente em
uma gama considerável de problemas, é de fácil implementação computacional e também
em função de suas aplicações em outros tipos de problemas de programação matemática.

52
9.2 O PROBLEMA DE OTIMIZAÇÃO
O problema geral de otimização consiste em minimizar ou maximizar uma
função f (chamada função objetivo) em um domínio dado por { x ∈ Rn /g(x) ≤ 0 }
(chamado de conjunto de restrições, que poderia também ser g(x) = 0 ou g(x) ≥ 0). Na
programação matemática este problema é expresso na forma:
Minimize f(x)
Sujeito a: (1)
g(x) ≤ 0
x ∈ Rn
Em que: a função objetivo f : Rn → R; as restrições g : Rn → Rp limitam o espaço de
soluções do problema, chamadas de soluções factíveis ou soluções viáveis e x é o vetor
com as variáveis de decisão.
Dependendo da natureza do problema de otimização (1), a função objetivo,
bem como as restrições assumem diferentes características, necessitando assim de
diferentes técnicas para a sua resolução. Se f(x) e/ou g(x) forem não lineares, tal que x =
(x1, x2 ,x3, ..., xn), xi ∈ R, i = 1, ..., n, tem-se um problema de programação não linear ou
PPNL. Se f(x) e g(x) forem lineares, tal que x = (x1, x2, x3, ..., xn), xi ∈ R, i = 1, ..., n, tem-
se um problema de programação linear ou PPL. Para f(x) e g(x) lineares, tal que x = (x1, x2,
x3, ..., xn), xi inteiro para todo i ∈ {1 ,2, ..., n}, tem-se um problema de programação linear
inteira ou PPLI. Quando f(x) e g(x) forem lineares, tal que x = (x1, x2, x3, ..., xn), xi inteiro
para algum i ∈ {1 ,2, ..., n}, tem-se um problema de programação linear inteira mista ou
PPLIM.
O foco deste texto são problemas de programação linear. A seguir será
abordado o modelo matemático de um PPL e discutido a forma de resolução deste.
9.3 O PROBLEMA DE PROGRAMAÇÃO LINEAR
O problema de programação linear é um problema da forma (1), onde a
função objetivo f(x) é linear (da forma: f(x) = ctx, podendo ser maximizada ou
minimizada) e as equações g(x) são lineares (da forma: Ax-b e essas restrições podem ser:

53
= 0, ≥ 0, ≤ 0). Resumindo, o problema de programação linear, na forma padrão, é definido
como:
Minimize ctx
Sujeito a: (2)
Ax = b
x ≥ 0
Em que A, c, b e x têm dimensões apropriadas.
A programação linear é a área da matemática que estuda a modelagem e
técnicas de resolução de problemas de programação linear (PPL) da forma definida em (2).
A resolução do modelo de programação linear (2) consiste em determinar o vetor x que
satisfaça as restrições impostas e otimize a função objetivo. Havendo solução possível e
não havendo solução ilimitada, solução ótima é a solução factível que otimiza a função
objetivo.
A modelagem matemática de um problema de otimização parte do
conhecimento de um problema real onde o objetivo é maximizar ou minimizar uma
quantidade que depende de uma variável de decisão e o sistema todo está sujeito a um
conjunto de restrições que limitam a região de busca da solução do problema. Modelado o
problema, ou seja, colocado o problema em forma de equações matemáticas, o próximo
passo é identificar qual o método de otimização deverá ser usado para resolução deste. Se
as variáveis de decisão forem reais e contínuas e as equações envolvidas na modelagem
forem todas lineares, ou seja, se for um PPL, existem dois eficientes métodos de resolução
deste: o Método Simplex e o Método de Pontos Interiores.
A seguir serão discutidas a modelagem e resolução de um PPL. O método
de resolução abordado é o Simplex, devido sua eficiência e facilidade de implementação
computacional.
9.3.1 Modelagem do problema de programação linear
Na modelagem de um problema real deve estar bem definido o seguinte:
i. Conjunto de variáveis manipuláveis do problema: variáveis de decisão x.
ii. Objetivo a ser alcançado, representado pela função objetivo ctx (função linear
das variáveis de decisão, que deve ser maximizada ou minimizada).

54
iii. Restrições do sistema Ax=b (equações lineares representadas através das
variáveis de decisão).
De forma geral, o problema de programação linear na forma padrão tem a seguinte
estrutura:
Minimize Z = c1x1+c2x2+c3x3+......+ cnxn
sujeito às restrições:
a11x1 + a12x2 + ... + a1nxn = b1
a21x1 + a22x2 + ... + a2nxn = b2
. . . .
. . . .
am1x1 + am2x2 + ... + amnxn = bm
x1 ≥ 0, …, xn ≥ 0
Ou na forma matricial:
Min ctx
Sujeito a:
Ax = b
xi ≥ 0, i=1,2, ..., n
Em que:
,
A= x= b = e c = .
O algoritmo para resolução do PPL que será apresentado exige que o
problema esteja na forma padrão apresentada, ou seja, a função objetivo de minimização,
restrições de igualdade e variáveis não negativas. Todo PPL pode ser colocado na forma
padrão definida, bastando algumas simples operações matemáticas, conforme será visto a
seguir.
(3)
mnmm
n
n
aaa
aaa
aaa
...
...
...
...
...
...
21
22221
11211
nx
x
x
.
.
.2
1
mb
b
b
.
.
.2
1
nc
c
c
.
.
.2
1

55
9.3.2 Padronização de problemas
Qualquer problema de programação linear pode ser convertido em um
problema na forma padrão.
• Convertendo uma função objetivo de maximização em uma função de
minimização.
Um problema de maximização pode ser convertido em um problema
minimização usando a propriedade:
−= ∑∑
==
n
iii
n
iii xcMinxcMax
11).1(
• Convertendo uma desigualdade em igualdade.
As restrições de desigualdade podem ser convertidas em igualdade
adicionando variáveis de folga ou de sobra:
Se a i-ésima restrição for da forma ij
n
jij bxa ≤∑
=1 ela pode ser convertida em
iij
n
jij byxa =+∑
=
)(1
com yi ≥ 0. Neste caso, foi adicionada uma variável de folga yi na
expressão.
Se a i-ésima restrição for da forma ij
n
jij bxa ≥∑
=1 ela pode ser convertida em
iij
n
jij byxa =−∑
=
)(1
com yi ≥ 0. Neste caso, foi adicionada uma variável de sobra yi na
expressão.
• Não-negatividade das Variáveis:
Se xj ≤ 0 então deve ser feita a mudança de variável vj = -xj onde vj ≥ 0 e
substituir vj no lugar de -xj no PPL.
Se xj for livre em sinal (irrestrita), então deve ser feita a mudança de
variável xj = v’j - v’’j onde v’j≥ 0 e v’’j ≥ 0 e substituir xj no PPL.

56
São apresentados a seguir alguns exemplos:
Problema original Problema na forma Padrão
Minimize Z = 3 x1 + 2 x2 Minimize Z = 3 x1 + 2 x2
Sujeito a: Sujeito a:
2 x1 + x2 ≤ 4 2 x1 + x2 + y1 = 4
3 x1 – 2 x2 ≤ 6 3 x1 – 2 x2 + y2 = 6
x1 ≥ 0, x2 ≥ 0 x1 ≥ 0, x2 ≥ 0, y1≥ 0, y2 ≥ 0
Maximize Z = 2x1 + 3x2 + 4x3 Minimize Z = -2x1 - 3x2 - 4x3
Sujeito a: Sujeito a:
3x1 + 2x2 – 3x3 ≤ 4 3x1 + 2x2 – 3x3 + y1 = 4
2x1 + 3x2 + 2x3 ≤ 6 2x1 + 3x2 + 2x3 + y2 = 6
3x1 – x2 + 2x3 ≥ 8 3x1 – x2 + 2x3 – y3 = 8
x1 ≥ 0, x2 ≥ 0, x3 ≥ 0 x1 ≥ 0, x2 ≥ 0, x3 ≥ 0, y1 ≥ 0, y2 ≥ 0, y3 ≥ 0
Maximize Z = 3x1 + 2x2 + 3x3 Minimize Z = -3x1 – 2x2 - 3v1 +3v2
Sujeito a: Sujeito a:
2x1 + 6x2 + 2x3 = 7 2x1 + 6x2 + 2v1-2v2 = 7
3x1 + 2x2- 5x3 = 8 3x1 + 2x2- 5v1+5v2 = 8
3x1 + 2x2+ 2x3 ≥ 4 3x1 + 2x2+ 2v1-2v2 – y1 = 4
x1 ≥ 0, x2 ≥ 0, x3 livre x1≥ 0, x2≥ 0, y1 ≥ 0, v1 ≥ 0, v2 ≥ 0
Onde x3 = v1 – v2
9.3.3 Geometria dos problemas de programação linear
Seja f(x) = ctx, a função objetivo de um PL. Para minimizar o valor da
função objetivo, deve-se andar na direção e sentido do vetor - c (i.e., mesma direção e
sentido contrário do vetor gradiente da função f, ou seja -∇ f(x) = - c):
f(x - λc) = ct(x - λc) = c
tx - λc
tc = f(x) - λ|c|
2 ≤ f(x) para um passo λ ≥ 0 e x
factível.
O exemplo 1 apresenta um método gráfico para resolução de um PPL,
quando este tem uma única solução ótima e quando apresenta mais que uma solução ótima.
(a)
(b)
(c)

57
Exemplo 1 – Método gráfico de resolução de um PPL (uma única solução ótima):
Seja o PPL:
Minimize z = -4x1 - 3x2
sujeito a:
x1 + x2 ≤ 4
5x1 + 3x2 ≤ 15
x1 ≥ 0, x2 ≥ 0
A figura 11 mostra a geometria do conjunto das soluções possíveis do
problema, definido pela intersecção dos semi-espaços x1 + x2 ≤ 4, 5x1 + 3x2 ≤ 15, x1 ≥ 0 e
x2 ≥ 0 e também o vetor de direção e sentido de decrescimento da função objetivo. A
função objetivo decresce na mesma direção e sentido contrário ao vetor gradiente de z(x),
ou seja, na direção e sentido do vetor -∇ z(x) = (4,3).
Figura 11 Conjunto das soluções possíveis do problema do exemplo 1, definido pela intersecção
dos semi-espaços x1 + x2 ≤ 4, 5x1 + 3x2 ≤ 15, x1 ≥ 0 e x2 ≥ 0 e vetor que dá a direção e sentido de
decrescimento da função objetivo.
A figura 12 apresenta algumas curvas de nível da função z(x), no plano
x1x2. Foram traçados diferentes níveis, percorrendo o conjunto de soluções possíveis, em
busca da solução ótima. Observa-se que qualquer valor z ≤ -13,5, o valor z = -15, encontra-
se fora da região de solução do problema. Assim o valor ótimo da função objetivo é z = -
13,5.
x1
x2
x2 = 0
x1 + x2 = 4
5x1 + 3x2 = 15
x1 = 0
Hiperplanos:
Direção e sentido do vetor -∇ z(x) = (4,3))
Vetor de direção e sentido de decrescimento da função objetivo:

58
Figura 12 Geometria da função objetivo. Curvas de nível da função objetivo z(x) e solução ótima do problema.
A solução para este problema é x1 = 3/2 e x2 = 5/2. Esses valores fazem com
que a função objetivo tenha seu menor valor, z = -13,5.
Considere o PPL
Minimize ctx
Sujeito a:
Ax = b
xi ≥ 0, i=1,2, ..., n
Suponha que existam duas soluções ótimas para o PPL, ou seja, x1 e x2 são
soluções ótimas para o problema de programação linear. Logo:
Ax1 ≤ b, Ax2
≤ b e cTx1 = cTx2 = Min ctx = zmin
Se x1 e x2 são duas soluções possíveis, qualquer ponto que esteja no
segmento de reta que une essas duas soluções também é uma solução possível. Esse
segmento é definido como:
{x ∈ Rn | x = λx1 + (1-λ)x2, 0 ≤ λ ≤ 1}.
curvas de nível da função objetivo z(x)
x1
x2
Z = - 13,5
Z = - 15
Z = - 9 Z = - 12

59
Para qualquer ponto x* = λx1 + (1-λ)x2, 0 ≤ λ ≤ 1, no segmento de reta que
une x1 e x2:
Ax* = A (λx1 + (1-λ)x2) = (λAx1 + (1-λ)Ax2) = λb + (1-λ)b = b
Este resultado assegura que qualquer ponto no segmento de reta que une
duas soluções possíveis também é uma solução possível para o problema de programação
linear. E mais:
cTx* = cT (λx1 + (1-λ)x2) = (λcTx1 + (1-λ) cTx2) = λzmin + (1-λ)zmin = zmin
Este resultado assegura que qualquer ponto no segmento de reta que une
duas soluções ótimas, também é uma solução ótima para o problema de programação
linear.
O método gráfico para resolução de PPL é muito limitado, servindo apenas
para ilustração didática, pois nos problemas reais, em geral existem muito mais que duas
variáveis de decisão, tendo necessidade de utilização de algoritmos de otimização para
busca da solução ótima e apoio computacional.
9.3.4 Resolução de problemas de programação linear
Como já foi discutido, existem dois eficientes métodos de resolução de
PPL: o Método Simplex e o Método de Pontos Interiores. O método de resolução abordado
neste trabalho é o Simplex, devido sua facilidade de implementação computacional e ao
seu bom desempenho computacional.
Foi visto na resolução gráfica de PPL, que a solução ótima de um problema
de programação linear deve estar localizada nos vértices do conjunto de soluções possíveis.
Portanto, a busca de solução para o problema deve ser feita dentre os pontos extremos em
um conjunto de soluções possíveis, o que permite obter a solução ótima para o problema
dentro de um número finito de iterações. E essa é a idéia do Método Simplex, que será
apresentado a seguir.
O Método Simplex é um algoritmo criado para obter a solução de um PPL.
Um algoritmo é um conjunto de regras que devem ser seguidas passo a passo para se obter
o resultado desejado.
Os passos abordados a seguir referem-se a um problema de programação
linear de na forma padrão definida. Para iniciar o Método Simplex é necessária a existência

60
de uma solução básica viável inicial, que é um dos pontos extremos (vértice) do conjunto
factível, mostrado no método gráfico. O método Simplex verifica se a presente solução é
ótima, em caso afirmativo o problema está resolvido, caso contrário, outra solução básica
viável é obtida através da redução Gauss-Jordan sob o sistema Ax=b. Ou seja, há uma
mudança de vértice de forma a diminuir o valor da função objetivo e verifica se este novo
vértice é ótimo, este procedimento é repetido até que a solução ótima seja encontrada. A
fundamentação teórica deste método está apresentada a seguir.
9.4 FUNDAMENTAÇÕES TEÓRICAS DO MÉTODO SIMPLEX
DETERMINAÇÃO DE SOLUÇÕES BÁSICAS
Considere o sistema de equações lineares:
Ax=b (4)
Em que x∈ Rn, b∈ Rm e A ∈ Rmxn com m≤ n, ou seja, sistema é retangular.
Teorema 1:
Seja A uma matriz A ∈ Rmxn com m = n. Se a matriz A possui m
colunas a1, a2,…, am linearmente independentes, então para qualquer b ∈ Rm o sistema
tem solução em Rn.
Definição 1.1:
Seja Ax=b, A ∈ Rmxn, b ∈ Rm e x ∈ Rn (m ≤ n). Se A possui uma
submatriz B∈ Rmxm onde o determinante de B é não nulo então se diz que B é uma
submatriz base de A, ou seja, a matriz B formada por estas colunas é uma base para Rm.
Definição 1.2: Variáveis básicas e não básicas.
Considerando-se o sistema Ax=b, definido em (4) e B ∈ Rmxm uma
submatriz base de A. Portanto a matriz A pode ser particionada na forma:
A = [B; N],
• B é chamada submatriz base de A e N formada pelas (n - m) colunas restantes de A
é chamada submatriz não base de A.
• As variáveis associadas à submatriz B são denominadas variáveis básicas (xB).

61
• As variáveis associadas à submatriz N são denominadas variáveis não básicas (xN).
Pelas definições anteriores podem ser feitas as seguintes partições no
sistema Ax=b:
A = [B; N],
=
N
B
x
xx .
Logo se pode escrever:
Ax=b [ ] ⇔=
⇔ b
x
xNB
N
B: BxB+NxN=b.
Portanto, o sistema Ax=b é equivalente ao sistema:
BxB+NxN=b. (5)
Como existe B-1, podemos determinar xB :
xB = B-1b - B-1NxN
Isto define uma possível solução para o sistema Ax=b, fazendo todos os
elementos de xN iguais a zero temos a solução: x B = B-1b , x N=0 ou seja
=
N
B
x
xx
.
Definição 1.3: Solução básica de Ax=b
Seja o sistema Ax=b definido em (4), então uma solução
=
N
B
x
xx
onde x B = B-1b e x N=0 é denominada solução básica do sistema Ax=b.
Definição 1.4: Solução básica viável (factível) de um PPL
Seja o PPL:
Min ctx
Sujeito a:
Ax = b
xi ≥ 0, i=1,2, ..., n
x é denominada solução básica factível (viável) para o PPL se, e somente se:

62
=
N
B
x
xx ≥ 0 e x B = B-1b e x N = 0.
Exemplo 2 - Considere o PPL:
Maximizar Z = x1 + x2
Sujeito a:
2x1 + x2 ≤ 8
x1 + 2x2 ≤ 7
x2 ≤ 3
x1 ≥ 0; x2 ≥ 0
Colocando o PPL na forma padrão :
Minimizar -Z = -x1 - x2
Sujeito a:
2x1 + x 2 + x 3 = 8
x 1 + 2 x 2 + x 4 = 7
x 2 + x 5 = 3
x 1 ≥ 0; x 2 ≥ 0; x 3 ≥ 0; x 4 ≥ 0 ; x 5 ≥ 0
O sistema pode ser colocado na forma matricial Ax=b, onde a matriz A é da
forma:
2 1 1 0 0
1 2 0 1 0
0 1 0 0 1
Assim pode-se identificar as submatrizes B e N na matriz A
1 0 0
0 1 0
0 0 1
2 1
1 2
0 1
B=
N=
A=

63
Como visto, o sistema Ax=b pode ser colocado na forma BxB+NxN=b e
obter xB = B-1b - B-1NxN. Portanto:
X3 = 8 – 2X1 – X2
X4 = 7 – X1 – 2X2
X5= 3 – X2
Para obter uma solução básica, basta fazer X1 = 0 e X2 = 0, assim tem-se
X3 = 8
X4 = 7
X5= 3
Ou seja, uma solução básica viável para o PPL em questão é:
xt = (0 0 8 7 3)
Para obter outra solução básica para o PPL, basta escolher uma nova coluna
para sair (associadas aos xB) da submatriz B e uma para entrar em B (associadas aos xN) e
aplicar o método de Gauss-Jordan no sistema Ax=b. Fica fácil trabalhar com uma tabela
chamada tabela Simplex, da seguinte forma:
Considere o PPL:
Min ctx
Sujeito a:
Ax = b
xi ≥ 0, i=1,2, ..., n
Tabela Simplex
x
xB A b
c
Exemplo 3 - Para o PPL do exemplo 2, tem-se a tabela Simplex:
x1 x2 x3 x4 x5
x3 2 1 1 0 0 8
x4 1 2 0 1 0 7
X5 0 1 0 0 1 3
-1 -1 0 0 0

64
Feita a padronização do problema e colocando na tabela simplex, identifica-
se a base inicial. Fazendo X1 = 0 e X2 = 0, a solução básica inicial é Xt = (0, 0, 8, 7, 3).
Para determinar uma nova solução básica, deve-se escolher uma variável
não básica para entrar na base e uma para sair da base. Suponha que X1 é escolhida para
entrar na base e X3 para sair. Fazendo a eliminação de Gauss-Jordan a tabela Simplex
torna-se:
x1 x2 x3 x4 x5
x1 1 1/2 1/2 0 0 4
x4 0 3/2 -1/2 1 0 3
x5 0 1 0 0 1 3
0 -1/2 1/2 0 0
Fazendo X2 = 0 e X3 = 0, a nova solução básica é xt = (4, 0, 0, 3, 3).
9.5 DEFINIÇÕES E TEOREMAS FUNDAMENTAIS DA PROGRAMAÇÃO
LINEAR
A finalidade deste item é de apresentar apenas uma introdução da
programação linear, portanto os resultados apresentados a seguir não serão demonstrados,
mas as provas destes podem ser encontradas em literatura: (Luenberger, D. G. Linear and
Nonlinear Programming. 1937.)
Seja o conjunto S = {x nR∈ tal que Ax = b, x ≥ 0} onde A
mxnR∈ , b mR∈
e xnR∈ com m ≤ n.
Definição 2:
x é um ponto extremo de S se possuir n-m variáveis nulas.
Teorema 2:
O conjunto S, de todas as soluções factíveis do modelo de Programação
Linear, é um conjunto convexo.
Teorema 3:
65
Toda solução básica do sistema Ax = b é um ponto extremo do conjunto de
soluções factíveis.
Teorema 4:
Sejam x1, x2,..., xp pontos extremos do conjunto S e seja S limitado.
Então, ∀ ∈x S , x pode ser escrito como combinação convexa dos pontos
extremos x1, x2,..., xp de S, ou seja, x = λ ii
i
p
x=
∑1
e λ ii
p
=
∑1
= 1.
Teorema 5:
Se um problema de programação linear admitir solução ótima, então pelo
menos um ponto extremo (vértice) do conjunto de pontos viáveis é uma solução ótima do
problema.
Corolário 1:
Se a função objetivo possui um mínimo (máximo) finito, então pelo menos
uma solução ótima é um ponto extremo do conjunto convexo S.
Teorema 6:
Toda combinação convexa de soluções ótimas de um PPL é também uma
solução ótima do problema.
Corolário 2:
Se um PPL admitir mais de uma solução ótima então admite infinitas
soluções ótimas.
Corolário 3:
Se a função objetivo assume o mínimo (máximo) em mais de um ponto
extremo, então ela toma o mesmo valor para qualquer combinação convexa desses pontos
extremos.

66
9.6 CONSIDERAÇÕES SOBRE O MÉTODO SIMPLEX
Foi mostrado anteriormente como determinar uma solução básica para um
PPL e por outro lado os teoremas apresentados garantem que se existir uma solução ótima
para o um PPL, esta solução é uma solução básica viável. Portanto o algoritmo simplex
busca a solução ótima dentre as soluções básicas viáveis.
Deseja-se, portanto determinar uma solução básica ótima x* para o PPL, tal
que, Ax*=b, xi* ≥ 0, i=1, 2,..., n e min ctx = ctx*=z(x*).
A atenção estará voltada para escolha das variáveis a entrar e sair da base,
esta escolha deve ser feita de modo a manter as soluções básicas factíveis e melhorar o
processo de minimização da função objetivo.
Sem perda de generalidade, suponha que o sistema Ax=b tenha a
seguinte forma:
x1 + .........................................................y1q xq ...................................= y10
x2 +.....................................................y2q xq...................................= y20
.....................................................................................................
(3)
xp + ................................ypq xq...................................= yp0
...............................................................................
xm + ...................ypm xq..................................= ym0
com yi0 ≥ 0 para i = 1,...,m.
As variáveis básicas são xB = (x1 ,...,xm) e as não-básicas são xN = (xm+1 ,...,xq,...,xn)
Então, a solução básica factível atual é:
xB = (y10 ,...,ym0) e xN = (0 ,...,0,...,0), com xi = yi0 ≥ 0 para i = 1,...,m.
Para se obter a nova solução, suponha que fazemos a variável não básica xq
entrar na base. Observando o sistema (3) temos
xi = yi0 – yiq xq, i=1, ..., m
Suponha que xq entra na base com um valor ε≥0.
xi = yi0 – yiq ε ≥ 0, i=1, ..., m

67
Deseja-se encontrar soluções factíveis, portanto xi., i=1, ..., m, tem que ser
maior ou igual a zero. Assim
xi.= yi0 – yiq ε ≥ 0, i=1, ..., m
Ou seja
yi0 – yiq ε ≥ 0, i=1, ..., m
Obtendo
yi0/ yiq ≥ ε, para yiq ≥ 0
ε deve ser tal que
ε = min {yi0/ yiq / yiq ≥ 0} = yp0/ ypq
Assim, existe um xp básico que deverá sair da base, pois
xp = yp0 – ypq ε = yp0 – ypq yp0/ ypq=0
Logo, xq = ε = yp0 / ypq = min {yi0 / yiq tal que yiq > 0}.
Assim, xq = ε ≥ 0 entra na base, xp = 0 sai da base e um novo vértice é alcançado.
Se yiq < 0, ∀ i, então a solução é ilimitada, pois ∀ ε ≥ 0 tem-se que:
yi0 - yiq . ε ≥ 0 .
Para estudar o decréscimo da função objetivo, considere que esta
pode ser escrita por z = ct x = cBt xB + cN
txn.
Após xq entrar na base tem-se:
z = cBt xB + cN
txn = cBt (y0 - yq . ε ) + cN
txn
Em que y0 =
y
y
y
p
m
10
0
0
.
.
e yq =
y
y
y
q
pq
mq
1
.
.
.
Assim,
z = cBT y0 - cB
T yq. ε + cq ε = z0 + (cq - zq) ε
Portanto, para saída da base deve escolher um índice p dentre as variáveis básicas,
tal que
yp0/ ypq = min{yi0/ yiq / yiq ≥ 0 } onde q é o índice da variável que entra na base.
e xp sair da base

68
em que z0=cBT y0, cq = cN
t , zq= cBT yq
Denominando-se rq = cq - zq , se cq - zq < 0 então, desde que ε > 0,
z0 + (cq - zq) ε = z0 + rq ε < z0 .
Logo, para rq < 0 tem-se garantido o decréscimo para a função
objetivo. rq é denominado custo relativo.
Em resumo têm-se os seguintes critérios no método Simplex:
• Escolha da variável não-básica a entrar na base:
• Escolha da variável básica a sair da base:
• Critério de otimalidade:
9.7 ALGORITMO SIMPLEX
O Método Simplex compreenderá, portanto, os seguintes passos:
I - Achar uma solução factível básica inicial;
II - Verificar se a solução atual é ótima. Se for, o problema já está resolvido. Caso
contrário, siga para o passo III;
III - Determinar a variável não básica que deve entrar na base;
IV - Determinar a variável básica que deve sair da base;
Assim, a variável que deve entrar na base é xq tal que rq < 0, pois esta garantirá o decréscimo da função objetivo.
Se ri > 0, para todo i, onde i é o índice das variáveis não básicas, então não existe variável candidata a entrar na base.
Escolha xq para entrar na base, onde o índice q é tal que rq < 0.
É alcançado a otimalidade quando: ri > 0, para todo i, onde i é o índice das variáveis não-básicas.
Escolha xp para sair da base, onde o índice p é tal que:
yp0/ ypq = min{yi0/ yiq / yiq ≥ 0} onde q é o índice da variável que entra na base.

69
V - Atualizar o sistema a fim de determinar a nova solução factível básica
(Pivotamento usando Gauss-Jordan), e voltar ao passo II.
Tabela Simplex após aplicar método de Gauss-Jordan
xB xN
xB I yq y0
0 rq
Figura 13 Diagrama de fluxo do algoritmo Simplex.

70
Exemplo 4 - Seja o problema:
Max. z = x1 + x2
s.a 2 x1 + x2 ≤ 8
x1 +2x2 ≤ 7
x2 ≤ 3
x1 e x2 ≥ 0
Passando para a forma padrão
Min. -z = -x1 - x2
Sujeito a:
2 x1 + x2 + x3 = 8
x1 + 2 x2 + x4 = 7
x2 + x5 = 3
x1, x2, x3, x4, x5 ≥ 0
Colocando na tabela Simplex:
x1 x2 x3 x4 x5
x3 2 1 1 0 0 8
x4 1 2 0 1 0 7
x5 0 1 0 0 1 3
-1 -1 0 0 0
Passo 1: Determinando a solução básica inicial
Variáveis básicas: x3, x4, x5, variáveis não Básicas: x1, x2.
Solução básica inicial xT = (0, 0, 8, 7, 3) (z = 0)
Testando a otimalidade da solução básica inicial: Não é ótima, pois existe
resíduo negativo.
Passo 2:
Entra na base: Escolhe-se x1, pois o resíduo associado a esta variável é
negativo.
Sai da base: Analisando qual das três variáveis básicas deve sair da base: x3,
x4 ou x5.
Escolha xp para sair da base, onde o índice p é tal que yp0/ ypq = min{yi0/ yiq
/ yiq ≥ 0} onde q é o índice da variável que entra na base.

71
min
1
7,
2
8= 4, portanto a variável a sair da base é x3 com o valor assumido por ε > 0, ou
seja, x1 = 4.
Nova base: xB = { x1, x4, x5} e xN = {x2, x3}
Aplicando o pivotamento gaussiano nas equações, obtemos a seguinte
tabela Simplex:
x1 x2 x3 x4 x5
x1 1 1/2 1/2 0 0 4
x4 0 3/2 -1/2 1 0 3
x5 0 1 0 0 1 3
0 -1/2 1/2 0 0
Solução básica factível xt= (4, 0, 0, 3, 3) (z = 4)
Testando otimalidade da solução: Não é ótima, pois existe resíduo negativo.
Passo 3:
Entra na base: Escolhe-se x2, pois o resíduo associado a esta variável é
negativo
Sai da base: Analisando qual das três variáveis básicas deve sair da base: x1,
x4 ou x5.
min 4
1 2
3
3 2
3
1, ,
= 2, portanto a variável a sair da base é x4.
Nova base: xB = {x1, x2, x5} e xN = {x3, x4}
Atualizando a tabela Simplex:
x1 x2 x3 x4 x5
x1 1 0 2/3 -1/3 0 3
x2 0 1 -1/3 2/3 0 2
x5 0 0 1/3 -2/3 1 1
0 0 1/3 1/3 0
Solução básica factível xt = (3, 2, 0, 0, 1) (z = 5)

72
Testando a otimalidade da solução: É ótima, pois não existe resíduo
negativo.
Portanto, a solução ótima é: x*t = (x1, x2, x3, x4, x5) = (3, 2, 0, 0, 1).
x*=x
x
1
2
3
2
=
e z*= 5.