universidade estadual de campinas faculdade de … · resumo um dos problemas que afeta o processo...
TRANSCRIPT

UNIVERSIDADE ESTADUAL DE CAMPINAS Faculdade de Engenharia de Alimentos
ALEXANDRE SANTA BARBARA AZEVEDO
INFLUÊNCIA DAS CONDIÇÕES DE ARMAZENAMENTO NO
ENVELHECIMENTO DE PREFORMAS DE POLIETILENO TEREFTALATO
(PET) PARA EMBALAGENS DE BEBIDAS CARBONATADAS
CAMPINAS 2016
ALEXANDRE SANTA BARBARA AZEVEDO
INFLUÊNCIA DAS CONDIÇÕES DE ARMAZENAMENTO NO
ENVELHECIMENTO DE PREFORMAS DE POLIETILENO TEREFTALATO
(PET) PARA EMBALAGENS DE BEBIDAS CARBONATADAS
Tese apresentada à Faculdade de Engenharia de Alimentos da Universidade Estadual de Campinas como parte dos requisitos exigidos para a obtenção do título de Doutor em Tecnologia de Alimentos.
Orientador: Prof. Dr. Carlos Alberto Rodrigues Anjos
ESTE EXEMPLAR CORRESPONDE À VERSÃO FINAL DA TESE DEFENDIDA PELO ALUNO ALEXANDRE SANTA BARBARA AZEVEDO E, ORIENTADA PELO PROF. Dr. CARLOS ALBERTO RODRIGUES ANJOS.
CAMPINAS 2016
BANCA EXAMINADORA
Prof. Dr. Carlos Alberto Rodrigues Anjos (Orientador)
DTA – FEA – UNICAMP
Dra. Beatriz Maria Curtio Soares (Membro Titular)
ITAL – CAMPINAS
Prof. Dr. Claudio Fernandes Cardoso (Membro Titular)
UNIVERSIDADE FEDERAL DE GOIÁS
Prof. Dr. Rodrigo Rodrigues Petrus (Membro Titular)
FACULDADE DE ZOOTECNIA E ENGENHARIA DE ALIMENTOS – USP
Dra. Leda Coltro (Membro Titular)
ITAL – CAMPINAS
Prof. Dr. Flávio Luis Schmidt (Membro Suplente)
DTA – FEA – UNICAMP
Dr. Eduardo Henrique Miranda Walter (Membro Suplente)
EMPRESA BRASILEIRA DE PESQUISA AGROPECUÁRIA – EMBRAPA
Prof. Dr. Wellington de Freitas Castro (Membro Suplente)
INSTITUTO FEDERAL DE SÃO PAULO – BARRETOS
A ata da defesa, assinada pelos membros da Comissão Examinadora, consta no
processo de vida acadêmica do aluno.

À Teresinha (in memoriam), Paulo Roberto, Andréa, Renata e Wandre,
dedico.
AGRADECIMENTOS
À Deus, pela vida que me foi concedida.
Ao meu orientador, Prof. Dr. Carlos Anjos, por todos os ensinamentos,
apoio e possibilitar o desenvolvimento deste trabalho.
Aos meus pais, Teresinha (in memoriam) e Paulo Roberto, pelo amor
incondicional e apoio ao longo da vida toda. Vocês fizeram mais do que podiam, mais
do que deviam, e não há palavras nesse Universo para eu agradecer tudo isso.
Ao Wandre, meu grande companheiro nessa jornada. Pela paciência e
apoio nesses anos todos, por acreditar em mim e me fazer ver a vida de uma forma
diferente.
À minha irmã Andréa e minha sobrinha Renata pela torcida.
À todos da família Fonseca de Americana, que me acolheram como um
filho desde minha chegada aqui, e que são parte da minha família desde então.
À UTFPR, especialmente aos meus amigos do Departamento Acadêmico
de Alimentos.
Ao Prof. Dr. Lisandro Pavie Cardoso, do Instituto de Física da UNICAMP
pela colaboração com as análises de Difratometria de Raios-X.
À empresa Amcor Rigid Plastics Brasil, nas pessoas de Eliana Bueno e
Ivan Assenço, pela possibilidade de realizar este trabalho e pela troca de experiências
e conhecimentos acerca do tema desta Tese.
Aos amigos Lully, Daryne e Tom e João Paulo, Leandro, Danilo e
Rogério, por acompanharem esta jornada à distância, via whatsapp.
Aos grandes amigos que fiz na FEA: Márcio, Georgia, Meg, Fernanda,
Ana Laura, Thaís, Lara, Erick, Fabi, Wellington, Aninha, Mayara, Mária, Ana Paula,
Alemão, Ludmilla, Ingrid, Carol, Rodolfo e tantos outros que ficarão para sempre na
minha vida.
À Débora Baptista, pela amizade e por toda ajuda e força nestes
momentos finais.
Ao Evandro Bona e Wyrllen de Souza pela ajuda nas análises estatísticas.
A todos vocês, meu muito obrigado.
RESUMO
Um dos problemas que afeta o processo de estiramento e sopro e, a integridade de
embalagens de polietileno tereftalato (PET) é a origem e a idade da preforma. Nesta
pesquisa foram avaliadas a influência do tempo, temperatura e umidade relativa do
ambiente de estocagem no processo de envelhecimento de preformas e a influência
destas variáveis nas propriedades da preforma e no desempenho na formação das
embalagens. As preformas foram estocadas em câmaras contendo soluções
saturadas de sais, como: MgNO3 (50-60% de UR), NaNO3 (65–70% UR) e KCl (80–
85% de UR) e diferentes temperaturas (23±2oC e 32,3±0,5ºC). As preformas foram
avaliadas durante 210 dias e apresentaram diferença significativa ao nível de 5% de
probabilidade no volume de expansão elástica, tanto para os diferentes tempos,
quanto para as diferentes condições de estocagem. Preformas armazenadas à
32,3±0,5oC e umidade relativa de 80 a 85% após 210 dias, apresentaram os menores
volumes de expansão (1,5 L) ao final do sopro livre, porém ainda podem ser
considerados satisfatórias para o sopro de garrafas. Não houve variação estatística
significativa na viscosidade intrínseca das preformas, tanto para o tempo quanto para
as diferentes condições de estocagem. A concentração de acetaldeído nas preformas
diminuiu para aproximadamente a metade da concentração inicial logo após 30 dias
de estocagem. Esta diferença ao longo dos 210 dias foi significativa ao nível de 5%
de probabilidade apenas para o tempo. No teste de estouro, após 210 dias de
estocagem das preformas, as embalagens sopradas passaram a estourar com
pressões de 106 Pa (10 bar), inferiores aos valores de 30 e 90 dias. A difratometria
de raios-X indicou que as preformas armazenadas nas diferentes condições de
temperatura e umidade não sofreram modificações em sua estrutura e organização
molecular, mantendo sua estrutura predominantemente amorfa.
Palavras chave: polietileno tereftalato PET, envelhecimento, embalagens, bebidas
carbonatadas.

ABSTRACT
One of the problems affecting the blowing process and the integrity of polyethylene
terephthalate (PET) packaging is the origin and age of the preform. In this project, the
influence of time, temperature and relative humidity of the storage environment on the
preform aging process and the influence of these variables on the properties of the
preform and their performance in bottle formation were evaluated. Preforms were
stored in separate chambers containing saturated salt solutions of MgNO3 (50-60%
RH), NaNO3 (65-70% RH) and KCl (80-85% RH) and different temperature conditions
(23±2oC and 32,3±0,5ºC). Preforms were evaluated during 210 days and showed a
significant difference at 5% probability level in the elastic expansion volume, both for
time and storage conditions. Preforms stored at 32,3±0,5ºC and relative humidity of
80 to 85% after 210 days, presented the lowest expansion volumes (1.5 L) at the end
of the free blow, but still can be considered satisfactory for the blowing of bottles.
There was no significant statistical variation in the intrinsic viscosity of the preforms,
both for the time and for the different storage conditions. Acetaldehyde concentration
in preforms decreased to approximately half the initial concentration after 30 days of
storage. This difference over the 210 days was significant at the 5% probability level
only for time. In burst pressure test after 210 days of storage, preforms started to burst
with pressures of 106 Pa (10 bar), lower than the values of 30 and 90 days. X-ray
Diffractometry indicated that the preforms stored in the different temperature and
humidity conditions did not undergo modifications in their structure and molecular
organization, maintaining its predominantly amorphous structure.
Key words: poly(ethylene terephthalate), PET, aging, packaging, beverages.
LISTA DE ILUSTRAÇÕES
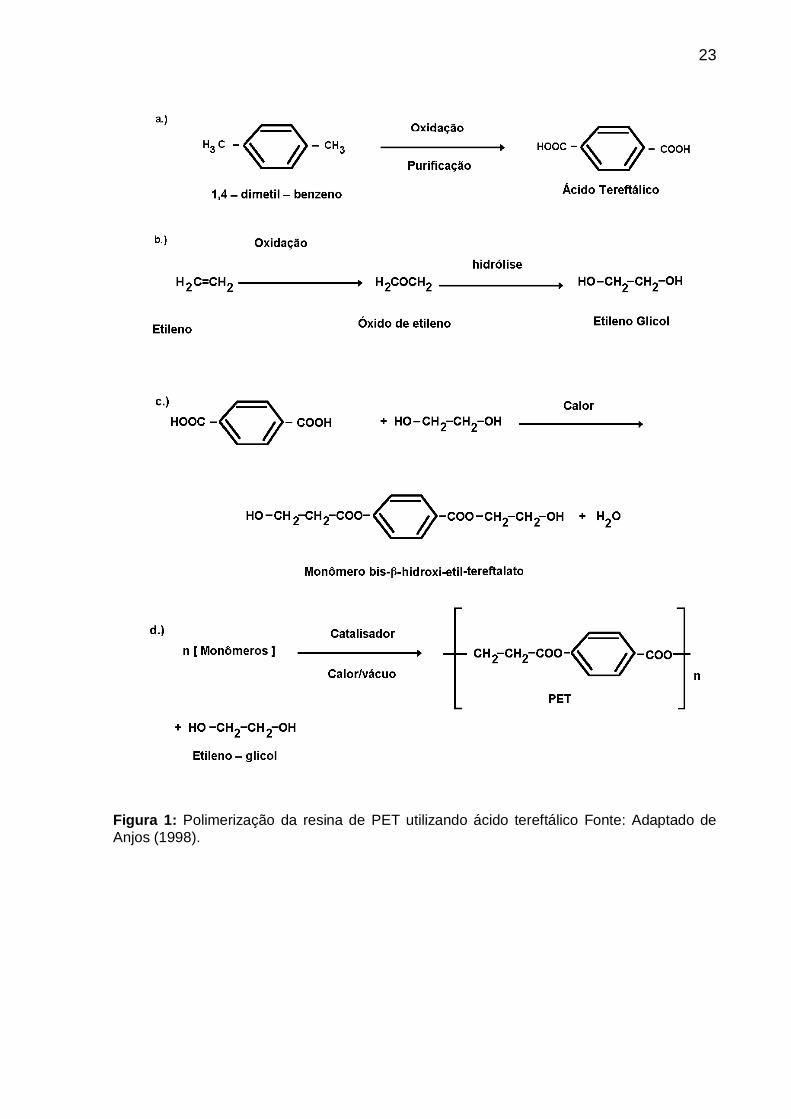
Figura 1. Polimerização da resina de PET utilizando ácido tereftálico .......................23
Figura 2. Polimerização da resina de PET utilizando di-metil-tereftalato........................24
Figura 3. Mercado Brasileiro do PET (resina virgem – grau garrafa)..........................26
Figura 4. Processo de injeção de preformas de PET..................................................33
Figura 5. Processo de transformação de preformas de PET em embalagens em dois estágios.....................................................................................................................34 Figura 6. a) garrafas de refrigerantes com deformação em pontos de venda: garrafa esquerda deformada no fundo e corpo; garrafa direita apresentando aspecto normal. b) garrafa esquerda normal, garrafa direita com deformação em todo o corpo.........................................................................................................................48 Figura 7. a) preformas envelhecidas após teste de compressão b) preformas recém injetadas após teste de compressão..........................................................................49 Figura 8. Principais transições térmicas de polímeros semicristalinos.......................51 Figura 9. a) teste de estouro em uma garrafa soprada a partir de uma preforma envelhecida. b) teste de estouro em uma garrafa soprada a partir de uma preforma recém injetada (até 72h)............................................................................................52 Figura 10. Câmara de estocagem das preformas e placa de acrílico utilizada para separar as preformas da solução salina.....................................................................54 Figura 11. Condições de estocagem das preformas de PET durante o experimento em Manaus, AM.........................................................................................................55 Figura 12. Equipamento AgrTopWave Preform Quality Tester PQT 5500 utilizado para realização dos ensaios de expansão elástica............................................................56 Figura 13. Indicação das regiões para determinação da espessura nas embalagens PET...........................................................................................................................59 Figura 14. Intervalo de confiança de 95% da distribuição das médias dos volumes de expansão elástica em relação à câmara de estocagem.............................................60 Figura 15. Estiramento das preformas sopradas livremente no AgrTop Wave Preform Quality.......................................................................................................................62 Figura 16. Intervalo de confiança de 95% da distribuição das médias da viscosidade intrínseca em relação à câmara de estocagem..........................................................63
Figura 17. Intervalo de confiança de 95% da distribuição das médias da concentração de acetaldeído em relação à câmara de estocagem..................................................66 Figura 18. Intervalo de confiança de 95% da distribuição das médias da pressão de estouro (bar) em relação às câmaras de estocagem..................................................67 Figura 19. Garrafa soprada a partir de preforma estocada durante 210 dias na Câmara 6 (32,3±0,5°C, 80-85%UR), submetida ao teste de resistência ao estouro (Burst Test)................................................................................................................68 Figura 20. Difratogramas das preformas da câmara 1...............................................71 Figura 21. Difratogramas das preformas da câmara 2...............................................71 Figura 22. Difratogramas das preformas da câmara 3...............................................72 Figura 23. Difratogramas das preformas da câmara 4...............................................72 Figura 24. Difratogramas das preformas da câmara 5...............................................72 Figura 25. Difratogramas das preformas da câmara 6...............................................72
LISTA DE TABELAS
Tabela 1: Nível máximo individual de acetaldeído em preformas para embalagens descartáveis e retornáveis.........................................................................................36 Tabela 2: Nível de acetaldeído em garrafas sopradas de água mineral.....................36 Tabela 3: Temperaturas máximas e mínimas médias e umidade relativa média da cidade de Manaus-AM no período de novembro de 2014 à junho de 2015................54 Tabela 4: Volume (litros) alcançado pelas preformas estocadas em diferentes condições de temperatura e umidade relativa durante 210 dias e sopradas livremente a 6,3 x 105 Pa / 6 segundos........................................................................................61 Tabela 5: Viscosidade intrínseca (dL/g) das embalagens PET sopradas a partir das preformas armazenadas em diferentes condições de temperatura e umidade relativa, ao longo do tempo de estocagem de 210 dias...........................................................64 Tabela 6: Concentração de acetaldeído (mg/L) nas embalagens PET sopradas a partir das preformas estocadas em diferentes condições de temperatura e umidade relativa, durante 210 dias...........................................................................................65 Tabela 7: Pressão de estouro (bar) das embalagens PET sopradas a partir das preformas armazenadas sob diferentes condições ao longo do tempo do experimento...............................................................................................................68 Tabela 8: Resultados da análise da espessura mínima (mm) das garrafas sopradas a partir das preformas armazenadas.........................................................................70
SUMÁRIO
1. INTRODUÇÃO ................................................................................................... 13
2. REVISÃO BIBLIOGRÁFICA ............................................................................... 22
2.1 Poli(etileno tereftalato) (PET) ....................................................................... 22
2.2 A embalagem de PET .................................................................................. 25
2.3 Transformação de resinas de PET ............................................................... 28
2.3.1. Importância da secagem de resinas higroscópicas ........................... 28
2.3.2 Processos de transformação de embalagens .................................... 32
2.4 Redução de peso em embalagens de PET .................................................. 40
3. MATERIAL E MÉTODOS ................................................................................... 53
3.1 Experimento ................................................................................................. 53
3.2 Ensaios de Expansão Elástica ..................................................................... 56
3.3 Análise da Viscosidade Intrínseca ................................................................ 57
3.4 Teste de Acetaldeído .................................................................................... 58
3.5 Teste de resistência ao estouro (Burst Test) ................................................ 58
3.6 Determinação da espessura das embalagens.............................................. 58
3.7 Difratometria de raios-X ................................................................................ 59
3.8 Análise estatística dos dados ....................................................................... 59
4. RESULTADOS E DISCUSSÃO ............................................................................. 60
4.1 Ensaio de expansão elástica .......................................................................... 60
4.2 Viscosidade intrínseca .................................................................................... 63
4.3 Acetaldeído .................................................................................................... 64
4.4 Teste de resistência ao estouro (Burst Test) .................................................. 66
4.5 Análise da distribuição de espessura das embalagens sopradas .................. 69
4.6 Difratometria de raio-x .................................................................................... 71
5. CONCLUSÕES E RECOMENDAÇÕES ................................................................ 73
6. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................... 77
ANEXO ...................................................................................................................... 85
13
1. INTRODUÇÃO
O poli(etileno tereftalato) (PET) começou a ser utilizado como material de
embalagem em 1977 nos EUA e posteriormente passou a ser utilizado em diversos
países da Europa e no Japão. Trata-se de um plástico de engenharia, originalmente
derivado do petróleo e de excelentes características mecânicas que requer tratamento
especial antes de ser transformado pelos diferentes processos de fabricação de peças
ou embalagens, tais como: injeção, extrusão, extrusão-sopro, injeção-sopro, injeção-
estiramento-sopro e outros processos relacionados (BROWN, 1992).
Wallace H. Carothers sintetizou em 1930 o primeiro poliéster linear a partir
de monômeros a base de tri-metileno glicol e do ácido di-carboxílico hexa-deca-
metileno, originando a fibra sintética. Entretanto, sua baixa temperatura de fusão e
baixa estabilidade hidrolítica comprometiam a qualidade final do polímero. Em 1946,
Whinfield e Dickson descobriram o PET, o qual apresenta alta temperatura de fusão
(± 265°C) e alta estabilidade hidrolítica devido a presença de anéis aromáticos do
ácido tereftálico ou do di-metil tereftalato na cadeia principal (CANEVAROLO, 2007).
O PET é um dos termoplásticos mais produzidos no mundo, alcançando no
final da década de 90 uma produção mundial aproximada de 24.000 t. As principais
aplicações do PET são em fibras têxteis (67%), embalagens processadas por injeção-
sopro (24%), filmes bi-orientados (5%) e polímeros de engenharia (4%). O sucesso
deste material deve-se à sua excelente relação entre as propriedades mecânicas,
proporcionando uso de embalagens de baixo peso e as características térmicas
(ABIPET, 2013). É aprovado pela Food and Drug Administration (FDA) e Ministério da
Saúde no Brasil para contato com alimentos, produtos químicos e farmacêuticos
(POMMERET, LEBLOND, 1989).
Quando o PET apareceu no mercado de embalagens pouco se imaginava
em termos de desenho, pois a maior preocupação era atender aos requisitos técnicos
como embalagem e introduzir um novo conceito de embalagem com baixo peso
(gramas) e elevado volume. Ao longo dos anos, com novos lançamentos, novas
empresas, novos processos de transformação e novos materiais com propriedades
mais avançadas e mais estáveis na transformação, abriu-se um espaço grandioso
para que a imaginação e a criação associada às marcas ou às empresas pudessem
ocupar o espaço que faltava no setor de embalagens. É fato também que com os

14
avançados recursos da informática e das ferramentas computacionais,
proporcionaram avanços e velocidade em alternativas visuais de formas e desenhos
para cada situação. Ser diferente no mercado é conhecer antecipadamente o que os
consumidores desejam e adaptar os produtos e embalagens aos desejos deles de
maneira a aproximá-los cada vez mais à sua marca e ao seu produto. Embalagens
com desenhos e formas diferentes fazem parte do cotidiano do consumidor já
acostumado com ofertas e apelo para a compra e podem ajudá-los a diferenciar os
seus produtos de preferência daqueles outros que não deseja confundir no momento
da compra. Formas anatômicas e funcionais de embalagens são a preferência
atualmente em diversos setores de consumo, principalmente no de embalagens de
PET (POMMERET; LEBLOND, 1989).
Os desenvolvimentos tecnológicos em polímeros, aos poucos também
tornaram-se responsáveis pelos avanços atualmente encontrados nos setores de
embalagens em geral. Em polímeros de PET, graus de resinas baseados na
viscosidade intrínseca é muito importante, pois proporciona a fabricação de peças
com características diferenciadas de aplicações. Também, salienta-se as variações
relacionadas aos graus de polímeros e copolímeros pela adição de co-monômeros
visando o melhor desempenho nas atuais injetoras de preformas. Esse desempenho
está associado a um melhor comportamento quando submetido ao atrito com a rosca
da injetora, não permitindo elevação excessiva da temperatura além do ponto ótimo
de fusão e, consequentemente, degradação da estrutura molecular do polímero
(ANJOS, 2007).
A diferenciação de mercado associado às marcas é um dos fatores de
promoção e venda de produtos e marcas e está intimamente relacionada com a
imagem do produto e da empresa. O desenho da embalagem pode atrair a atenção,
identificar melhor o produto e proporcionar apelo estético e maior aproximação do
produto aos seus consumidores, principalmente daqueles fiéis. Por outro lado,
embalagens com desenhos genéricos ou sem uma forma associada a fatores técnicos
e de marketing, poderá comprometer as propriedades mecânicas, de barreira aos
gases e influenciar nas vendas (EASTMAN, 1987).
Na prática é importante o equilíbrio entre o desenho e as exigências de
proteção da embalagem, isso porque um mesmo desenho para diferentes volumes de
embalagens para bebidas carbonatadas poderá trazer sérios problemas de retenção
de gás e resistência mecânica. Em relação à retenção de gás carbônico, um excelente
15
formato para embalagens para bebidas carbonatadas seria em forma de esfera, ou
seja, um verdadeiro vaso de pressão associando mínima relação área/volume. Sabe-
se que isso é praticamente impraticável pela adversidade dos tamanhos das
embalagens, principalmente para embalagens de pequenos volumes e por diversos
fatores tecnológicos e de mercado (EASTMAN,1987).
Desde o aparecimento da embalagem de PET no mercado de bebidas
carbonatadas um desenho que predominou por muitos anos foi a de um cilindro com
fundo e ombro hemisféricos, tendendo para a mínima relação área/volume, atendendo
em parte as exigências da função de proteger o conteúdo. Associado à relação
área/volume, algumas regiões da embalagem devem apresentar ângulos suaves de
maneira a evitar elevado grau de “stress” do polímero e também para aumentar a
resistência à carga vertical e à queda livre. Nas regiões de transição, como por
exemplo, do “ombro” para o “corpo” e do “corpo” para o “calcanhar” ou “fundo”, é
importante que os ângulos sejam suaves de maneira a atender a resistência quando
vazia e após o enchimento. Isso poderá ser perfeitamente definido através de uma
boa seleção ou desenvolvimento de uma preforma compatível com a embalagem final
desejada (ANJOS, 2007).
As alternativas de embalagens de pequenos volumes são estudadas em
função de demandas específicas de mercado e de consumidores que buscam
satisfazer determinadas necessidades da vida pessoal e profissional. O aumento do
consumo de águas minerais, refrigerantes carbonatados, sucos de frutas, chás e
outras bebidas refrescantes tanto no ambiente de trabalho como nas escolas e mesmo
em residências tem se tornado uma rotina no cotidiano das pessoas de todas as
idades e classes sociais. Em função disso, muitas empresas buscam viabilizar e
preencher esses nichos de mercado através de pesquisas com os consumidores e
suas demandas. O desenvolvimento de embalagens é também entender essas
necessidades de maneira a preservar a imagem das marcas e a estabilidade dos
produtos acondicionados no cumprimento das funções clássicas de uma embalagem
(M&G, 2009).
Em todo e qualquer desenvolvimento de sistemas de embalagens de PET
deve-se levar em consideração alguns pontos importantes, tais como: características
do produto (forma física, composição e tipos de ingredientes, maneira de uso, etc.),
volume, desenho e peso da embalagem, tipo de fechamento, estabilidade desejada e
propriedades de barreira, processo de enchimento (a frio, a quente, asséptico, com

16
conservantes químicos e outros combinados). Esses parâmetros associados com
outros relacionados aos equipamentos de enchimento e fechamento, certamente
ajudarão na definição do melhor grau e tipo de resina a ser utilizada na fabricação das
embalagens (POMMERET; LEBLOND, 1989).
Os tipos e características das resinas de PET fabricadas no mundo
apresentam identidade própria de cada fabricante, ou seja, são fabricadas a partir de
tecnologias e processos desenvolvidos e patenteados em função das demandas de
mercado e das diversas aplicações. As resinas apresentam pequenas diferenças em
algumas características que não são significativas e não exercem influência na
qualidade final das embalagens sopradas, por exemplo, os índices de cor L,a,b, o
formato e dimensões, o índice de viscosidade intrínseca, a temperatura de fusão, o
índice de grupos terminais carboxílicos e outras características não menos
importantes como o formato e dimensões do granulado, o índice de pó fino, a umidade
inicial, o índice de acetaldeído e sua tendência em aumentar os níveis durante a
transformação e os corantes e pigmentos utilizados para modificação da cor natural
(ANJOS, 2007).
Para cada grau de resina a ser transformada deverá ser estabelecido
condições de processo condizentes com a qualidade final da peça a ser produzida,
baseado no padrão de qualidade da empresa e isso deverá ser aplicado para resinas
que eventualmente estejam fora de especificação em uma ou mais das características
mencionadas e discutidas aqui. Não é demasiado lembrar que a grande maioria dos
defeitos apresentados pelas embalagens de PET tem sua origem na deficiência dos
processos de secagem, seja pelo excesso ou reduzido tempo, pela temperatura
abaixo ou acima da ótima e pelos outros fatores importantes, bem como pela falta de
manutenção geral de todos os pontos do sistema. A utilização correta de parâmetros
de processos de transformação implica em obter embalagens bem estruturada e com
a forma bem definida. Isso é extremamente importante quando se associa desenhos
diferenciados com baixo peso, o que atualmente é uma tendência no segmento de
bebidas, principalmente carbonatadas. Embalagens semirrígidas e rígidas podem ser
obtidas devido à capacidade de sofrer orientação biaxial por processo de estiramento
simultâneo ao sopro e a seguir cristalizado a fim de proporcionar a fabricação de
produtos de elevada resistência mecânica. Assim, pode o PET amorfo ser convertido
em material cristalino de alta resistência. No entanto, sem ser submetido a um
17
processo de estiramento, o polímero não oferecerá todo o seu potencial, sendo que o
maior grau de cristalinidade ocorre a aproximadamente 190°C (EASTMAN, 1987).
No estado amorfo, o PET amolece a temperaturas superiores a 70°C,
dependendo do grau do polímero, mais ou menos em temperaturas mais próximas da
temperatura de transição vítrea, entre 90 e 110°C. O PET na forma de grãos é semi-
cristalino, já na forma de preforma é mais amorfo e nas embalagens finais o estado é
orientado ou bi-orientado, porém ainda com certo grau de cristalinidade para equilibrar
as propriedades mecânicas da embalagem, principalmente de volumes acima de
2.000 mL. O PET de elevada cristalinidade apresenta temperatura de fusão de
aproximadamente 270°C; resistência à tração de 1.760 a 2.530 kgf/cm2 para orientado
e, aproximadamente 560 kgf/cm2 para não orientado (COFFMAN, 1988).
Nos últimos 15 anos foi o polímero que mais se desenvolveu nos
segmentos de embalagem devido às características importantes que possui para uso
em embalagens, tais como:
a. Consumo reduzido de energia durante a fabricação;
b. Baixo índice de perdas por quebras e eliminação de ruídos em linhas
automáticas de enchimento;
c. Fácil manipulação e segurança desde o enchimento até o consumo final;
d. Excelente transparência e brilho;
e. Elevada resistência ao impacto;
f. Peso reduzido;
g. Elevada resistência à pressão interna;
h. Isento de aditivos intencionais, exceto pigmentos e corantes que constam na
Lista Positiva do Ministério da Saúde;
i. Pode ser fabricado em diversas cores, formatos e tamanhos;
j. Boa resistência química a solventes orgânicos, ácidos e sais orgânicos e
inorgânicos;
k. Está devidamente autorizado para uso na fabricação de embalagens para
contato com alimentos e bebidas de todas as naturezas, produtos
farmacêuticos e outros.
Devido às excelentes propriedades físico-químicas e mecânicas do PET,
torna-se possível transformá-la através de diferentes processos e associá-las a

18
diferentes polímeros. Os processos mais comuns de fabricação de embalagens de
PET para todos os segmentos mencionados, são: injeção, injeção-estiramento-sopro,
injeção-sopro e extrusão-sopro, sendo que o processo de injeção-estiramento-sopro,
usado para embalagens de bebidas carbonatadas, pode ser de 1, 2 ou 3 estágios. O
processo de injeção consta fundamentalmente da fusão dos grãos no interior do
canhão da injetora, atingindo a temperatura de aproximadamente 270 - 275°C que é
a faixa da maioria das resinas de PET utilizadas para embalagens. A resina em fusão,
é injetada na forma de pequenos tubos de fundo fechado, com uma rosca na
extremidade aberta. Estes tubos são conhecidos como preformas ou preformados. Na
etapa seguinte, as preformas são reaquecidas, estiradas e sopradas a alta pressão
de ar em moldes que proporcionam a forma final da embalagem (KRUPP,1987).
A partir desse princípio, três estágios de fabricação são utilizados na
confecção de embalagens de PET. Nesses três estágios torna-se necessário secar a
resina antes de utilizá-la, pois em condições normais de estocagem e manuseio, até
0,6% do peso total é devido à umidade absorvida do ambiente. Após a secagem, o
nível de umidade deve cair a aproximadamente 100 vezes, o que garante uma resina
uniforme e com ótimas características para ser transformada pelo processo de injeção
e, consequentemente apresentar elevada resistência mecânica após o sopro. O
estiramento e sopro é uma fase importante e relacionada a durabilidade da
embalagem (POMMERET; LEBLOND, 1989).
O processo em 1 estágio é conhecido como processo integrado onde o PET
é injetado através de uma unidade produtora de preformas acoplada a uma unidade
de sopro. Assim que a preforma é injetada ela é conduzida para os fornos de
aquecimento da sopradora onde é devidamente aquecida entre 90 e 110°C e, em
seguida estirada e soprada, adquirindo a forma final da embalagem desejada
(COFFMAN, 1988).
O processo em 2 estágios consiste na injeção das preformas em uma
unidade de injeção separada e posteriormente alimentada em uma sopradora para
aquecimento e sopro. Este processo proporciona melhor rendimento e melhor
flexibilidade, pois as injetoras e sopradoras estão fisicamente separadas, o que
significa que elas não necessitam estar no mesmo prédio, nem na mesma cidade ou
estado. Esse processo possibilitou a implantação de centrais produtoras de
preformas, as quais são enviadas às unidades sopradoras localizadas em diferentes
cidades do país. As preformas ficam estocadas entre 24 e 72 horas antes do processo
19
de sopro, e isso não é regra geral. Estudos tem demonstrado que esse período de
estocagem contribui para o alívio das tensões causadas pelo processo de injeção e
serve para equilibrar as regiões amorfas e cristalinas do polímero. O aquecimento das
preformas para o sopro é feito através de lâmpadas com radiação infravermelho em
fornos rotativos ou contínuos que promovem aquecimento homogêneo nas preformas
(KRUPP, 1987).
A diferença de qualidade entre uma embalagem de PET e uma embalagem
de outro polímero, como, por exemplo, o policloreto de vinila (PVC) e o polietileno de
alta densidade (PEAD) é dada também pelo tipo de sopro utilizado. Isto porque, a
orientação proporcionada pela bi-orientação confere características positivas quanto
ao peso, permeabilidade aos gases, resistência a impactos e resistência química,
permitindo a produção de embalagens com ótima relação (baixo peso/baixa
espessura) e excelentes propriedades mecânicas. O processo em 3 estágios é muito
pouco difundido e consiste na extrusão contínua de um tubo de PET, que
posteriormente é fracionado em pequenas partes com tamanho semelhante a uma
correspondente preforma. Em um segundo passo, estes pedaços de tubo são
trabalhados em outro equipamento de maneira a se tornarem verdadeiras preformas.
A seguir, no terceiro passo, os preformados são aquecidos, estirados e soprados em
um equipamento de sopro à parte, adquirindo a forma final desejada. Nos processos
de um e três estágios, alguns problemas são evidentes. Em um estágio o equipamento
torna o processo inflexível e de baixa produtividade para embalagens de volumes
elevados. O processo em três estágios é muito complexo e trabalhoso, apresentando
muitas variáveis a serem ajustadas no decorrer da operação (ICI,1988).
Para embalagens de pequenos volumes e de aplicações específicas e que
requeiram qualidade na aparência, brilho e acabamento, o processo em um estágio é
o mais recomendado. Já para embalagens de volumes maiores e destinadas ao
mercado de águas minerais e refrigerantes carbonatados, o melhor é o processo em
dois estágios, principalmente pela elevada produtividade. Para refrigerantes
carbonatados deve-se considerar alguns aspectos de desenho das embalagens, pois
a resistência à pressão interna, ao impacto em queda livre, às possíveis deformações
após o enchimento e ao manuseio, importantes para o consumidor durante o consumo
das bebidas. Nesse caso as embalagens mais recomendadas apresentam corpo
cilíndrico e ou próximo ao cilíndrico com fundo “petalóide” para níveis de carbonatação
até 4,2 volumes de CO2. Para volumes de gás acima de 5,0 mL/L é recomendado
20
embalagens com corpo cilíndrico e fundo hemisférico acoplado a uma base de apoio.
No caso do processo de dois estágios, a estocagem prolongada de preformas pode
trazer alguns transtornos durante as etapas de estiramento e sopro como será descrito
a seguir (EASTMAN, 1987).
O histórico das preformas destinadas à embalagens para bebidas
carbonatadas exerce influência significativa na etapa de sopro, na estabilidade
dimensional da embalagem, na resistência mecânica, nas propriedades de barreira e
nas resistências ao empilhamento e à queda livre. As preformas devidamente
estocadas (tempo, temperatura e umidade relativa) favorecem a etapa de sopro,
proporcionando boa capacidade de absorção de calor no aquecimento e boa
distribuição de espessura durante o estiramento e sopro (DETROIS, STEINBAUER,
2012).
A produção de embalagens de elevado grau de transparência está
associada com a faixa de temperatura de aquecimento da preforma que é diretamente
afetada pela viscosidade intrínseca. Salienta-se ainda que a distribuição de espessura
na parede da embalagem também é afetada e dependente da viscosidade intrínseca
da preforma (BRANDAU, 2012).
A maioria das embalagens de PET produzidas através de sistemas de dois
estágios não possuem um teste de qualidade em linhas para checagem da qualidade
intrínseca de suas preformas. Como consequência não há como prevenir os possíveis
problemas causados pelas alterações da viscosidade intrínseca da preforma na
injeção e que produzem efeito no momento do estiramento e sopro dessas (MARTIN,
BRANDAU, 2012). A análise de VI é complexa, com uso de reagentes de alto custo e
grau de segurança e exigências técnicas especializadas, tornando restrita as análises
frequentes, restringindo aos setores de qualidade dos fabricantes de preformas e com
periodicidade definidas pelos programas de qualidade. Desta forma, torna-se
importante conhecer o efeito das condições de estocagem (temperatura, tempo e
umidade relativa) no grau de envelhecimento de preformas de PET, uma vez que
estas preformas podem ficar armazenadas durante muito tempo até que sejam
sopradas, e estas condições de estocagem podem ser as mais diferentes possíveis
se levarmos em consideração a grande diversidade climática existente no Brasil
(COELHO, CASTRO, GOBBO JR., 2011).
Dos mais de 16 milhões de litros de refrigerantes produzidos no Brasil, 80%
utilizam a resina de PET como material de embalagem, conforme descrito por ABIPET
21
(2013). Trata-se do único material termoplástico reciclado pós-consumo permitido
para entrar em contato com alimentos e bebidas, conforme Normas Mercosul desde
que atendidos os requisitos definidos na Resolução RDC no 20 de 2008 da ANVISA
(BRASIL, 2008). O maior uso da resina de PET atualmente no mercado nacional é
nos segmentos de bebidas carbonatadas, águas minerais e óleos comestíveis. Outros
setores da indústria consomem parte da resina PET e estão em franco
desenvolvimento.
Esta pesquisa teve como objetivo determinar a influência do tempo,
temperatura e da umidade relativa do ar do ambiente de estocagem no processo de
envelhecimento de preformas de PET fabricadas a partir de resinas virgens e a
influência destas variáveis nas propriedades da preforma e no desempenho das
mesmas no processo de fabricação de embalagens.

22
2. REVISÃO BIBLIOGRÁFICA
2.1 Poli(etileno tereftalato) (PET)
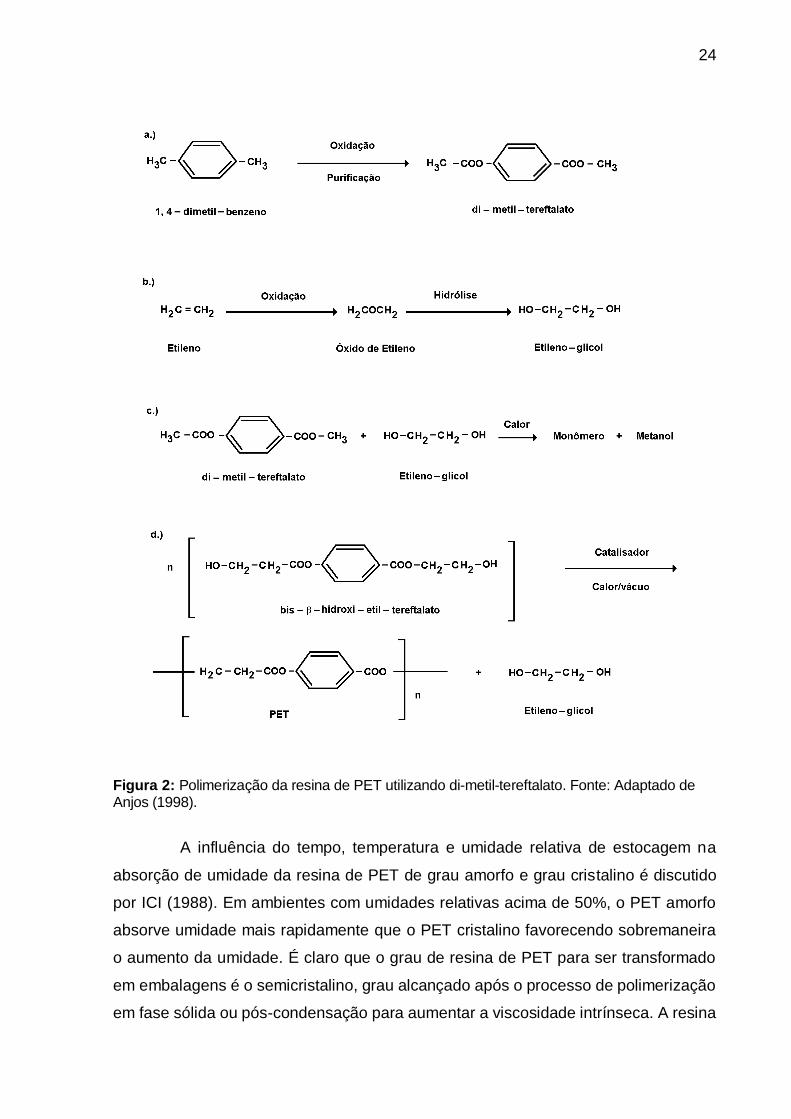
O polímero PET é obtido a partir da esterificação do di-metil-tereftalato
(DMT) e também a partir do ácido tereftálico (PTA) com o etileno glicol (EG) usando
um processo de polimerização na fase líquida. Após essa etapa, é submetida ao
processo de extrusão em grãos, seguida de uma polimerização na fase sólida ou mais
conhecida como pós-condensação para elevar a viscosidade intrínseca e eliminar
compostos voláteis residuais de baixo peso molecular até níveis desejados para
produzir os diferentes graus de resinas para aplicações específicas (AL-SAIDI,
MORTENSEN, ALMDAL, 2003).
Independentemente da via química escolhida, industrialmente as resinas
PET são produzidas em duas fases. Na primeira fase, o PET amorfo e obtido pela
polimerização no estado liquido com viscosidade intrínseca (VI) de aproximadamente
0,60 dL/g. A primeira etapa dessa fase depende do processo escolhido, podendo ser
a esterificação direta do PTA ou a transesterificação do di-metil-tereftalato (DMT)
(M&G, 2009).
Nessa etapa, é gerado o monômero bis-2-hidroxi-etil-tereftalato (BHET) e
a água ou o metanol da reação são retirados continuamente do meio através de
colunas de destilação (AL-SAIDI, MORTENSEN, ALMDAL, 2003).
O monômero é submetido à polimerização, na qual, sob alto vácuo, ocorre
a policondensação em fase liquida. Nessa operação, o mono-etileno-glicol é eliminado
da reação com o aumento da VI do polímero. Nesse ponto, o polímero amorfo e
retirado do polimerizador, filtrado para remoção de partículas visíveis, resfriado,
solidificado, cortado em grãos e armazenado em silos (AL-SAIDI, MORTENSEN,
ALMDAL, 2003).
As Figuras 1 e 2 mostram as reações de formação do polímero de PET a
partir do ácido tereftálico.e do di-metil tereftalato, respectivamente.
23
Figura 1: Polimerização da resina de PET utilizando ácido tereftálico Fonte: Adaptado de
Anjos (1998).
24
Figura 2: Polimerização da resina de PET utilizando di-metil-tereftalato. Fonte: Adaptado de Anjos (1998).
A influência do tempo, temperatura e umidade relativa de estocagem na
absorção de umidade da resina de PET de grau amorfo e grau cristalino é discutido
por ICI (1988). Em ambientes com umidades relativas acima de 50%, o PET amorfo
absorve umidade mais rapidamente que o PET cristalino favorecendo sobremaneira
o aumento da umidade. É claro que o grau de resina de PET para ser transformado
em embalagens é o semicristalino, grau alcançado após o processo de polimerização
em fase sólida ou pós-condensação para aumentar a viscosidade intrínseca. A resina
25
fica num estado mais resistente a absorção de umidade, mas também oferece maior
resistência à secagem quando comparado com as resinas amorfas. Em materiais
políméricos destinados à fabricação de embalagens, algumas propriedades físicas são
de importância relevante, tais como a densidade e a estabilidade dimensional. A
densidade representa a organização molecular da estrutura química. As regiões
cristalinas são mais compactas, enquanto que as regiões amorfas são mais volumosas.
As diversas densidades de polímeros podem ser determinadas utilizando-se os métodos
ASTM D792-13 e ASTM D1895-96(2010).
Temperaturas de estocagem acima de 25oC também favorecem
significativamente a absorção, sendo que a umidade da resina pode passar de 0,1%
(p/p) para 0,4% (p/p) em menos de 10 dias de estocagem. O ideal é estocar a resina
pelo menor tempo possível ou manter as condições de 23±1oC e 50±5% de umidade
relativa. Temperaturas de estocagem superiores a 40oC e umidades relativas
superiores a 80% não são recomendadas, pois podem influenciar nos parâmetros de
secagem da resina, provocando excessivo consumo de energia pelo maior tempo de
processo, além de alterar a cor e algumas características físicas (HASAN,
MUJUMDAR, 2014).
A velocidade de hidrólise do PET é muito baixa até 180°C, mas aumenta
rapidamente acima dessa temperatura. Portanto, durante o processamento, o PET no
estado fundido (260°C - 290°C) sofre rápido e intenso ataque das moléculas de água
nas ligações éster, causando a quebra das cadeias moleculares e, consequentemente
queda da viscosidade intrínseca. Daí a necessidade de eliminar a maior parte da água
ligada que provoca as reações de hidrólise (BLAKEBOROUGH, 2002).
2.2 . A embalagem de PET
No Brasil, a principal aplicação do PET é na indústria de embalagens. O
segmento do mercado nacional da indústria alimentícia e de embalagens corresponde
a 32% do mercado brasileiro de polímeros envolvendo diretamente o uso do PET para
embalagens de bebidas carbonatadas (ABIPET, 2013).
Em 2014, segundo a ABIPET, houve redução no uso de resinas PET pela
primeira vez no mercado brasileiro, depois de vários anos de crescimento elevado.
Naquele ano foram consumidas 608 mil toneladas de resina virgem grau garrafa,
contra 620 mil toneladas em 2013 (Figura 3). Esta redução, porém, não representa

26
uma diminuição na produção de embalagens de PET e sim um indicativo da evolução
nas formulações da resina oferecidas ao mercado, e na tecnologia de transformação
dessas resinas em embalagens que possibilitam aumentar o número de garrafas
obtidas com o mesmo volume da resina (SANT ANNA, 2016).
Figura 3: Mercado Brasileiro do PET (resina virgem – grau garrafa). Fonte: Adaptado de Sant
Anna (2016).
Os primeiros testes para o desenvolvimento da garrafa plástica começaram
na Companhia Du Pont®, onde cientistas acreditavam que a resistência mecânica
necessária e a baixa permeabilidade ao CO2, poderiam ser conferidas ao polímero
através da adaptação das mesmas técnicas que apresentaram sucesso para as fibras
sintéticas, a orientação molecular (COFFMAN, 1988).
A orientação molecular é um processo em que o polímero é estirado em
uma ou mais dimensões abaixo do seu ponto de fusão forçando as moléculas da
cadeia do polímero, na maioria randomicamente orientadas, a se alinhar. O grau de
alinhamento atingido depende do polímero em particular e das condições de
orientação que foram adotadas. Este processo produz estruturas que são mais
resistentes, e em alguns casos, mais transparentes que as estruturas não orientadas
com a mesma composição (JENKINS, HARRINGTON, 1991).
Níveis de estiramento muito elevados em relação aos níveis de estiramento
biaxial são necessários somente para a fabricação de embalagens com alta rigidez
27
para suportar pressões internas, tais como a pressão das bebidas carbonatadas. A
orientação molecular é o resultado do estiramento imposto ao polímero nas condições
de geometria, de temperatura e de tempo bem definidos (ANJOS, 1992).
Os esforços para produzir embalagens plásticas biaxialmente orientadas
começaram na década de 1950 com a utilização do polietileno de alta densidade
(PEAD) e em um segundo momento empregando o polipropileno (PP). Os
equipamentos para produzir essas embalagens foram desenvolvidos com sucesso e
finalmente surgiram as embalagens bi-orientadas. Contudo, nenhum dos polímeros
testados conseguiu atingir, quando orientados, níveis desejados de resistência à
expansão causada pela pressão interna (creep – fluência do material), e a baixa
permeabilidade ao CO2, propriedades que as embalagens para bebidas carbonatadas
deveriam necessariamente apresentar (DEMIREL, DAVER, 2007).
As preformas de PET apresentam-se no estado amorfo com baixa
porcentagem de regiões cristalinas e não orientado, porém ordenadas em um fluxo
contínuo proporcionado pelo processo de injeção. As cadeias do polímero estão
embaraçadas umas nas outras e esse estado tem grande efeito nas características
de estiramento do polímero. Quanto maior o nível de desorganização molecular,
menor será o estiramento do polímero e, conforme esperado, cadeias maiores estão
mais entrelaçadas quando comparadas com cadeias menores. Logo, cadeias
menores do polímero devem estirar-se mais que as maiores (HANSEN, 2007).
O estudo da cristalinidade em materiais poliméricos é de grande utilidade
na interpretação das propriedades mecânicas e morfológicas de materiais poliméricos.
A região amorfa é aquela caracterizada por completa desordem de macromoléculas,
ao contrário das regiões cristalinas, em que segmentos de cadeias poliméricas estão
estendidos, arranjados de uma maneira ordenada, formando um empacotamento
regular chamado cristalito. Normalmente, os polímeros não são 100% cristalinos
(RABELLO, WHITE, 1997).
O processo de obtenção das embalagens de PET utiliza condições de
temperatura, estiramento e sopro que proporcionam o alinhamento das cadeias
moleculares, resultando na microestrutura morfológica de cristalização bi-orientada
(nos sentidos longitudinal e radial da garrafa) induzida por tensão. Essa morfologia
afeta diversas propriedades do polímero, melhorando suas características mecânicas,
térmicas e as taxas de permeabilidade aos gases. Devido ao tamanho reduzido das
microestruturas cristalinas formadas, a cristalização bi-orientada também permite
28
manter a transparência, tal como na resina amorfa. Por outro lado, a cristalização
térmica esferulítica, mesmo em proporções muito reduzidas é acompanhada de
aumento acentuado na opacidade (haze) do material, normalmente chamado de
esbranquiçamento (ROBERTSON, 2012).
Preformas de PET constituem peças obtidas pelo processo de injeção da
resina em um molde que normalmente possui formato de um tubo com paredes
espessas. São obtidas peças para uso final ou materiais para a fabricação de
embalagens através do processo de estiramento e sopro. Após ajustes nas preformas
e nas configurações das máquinas, que solucionaram as dificuldades em se processar
o PET bi-orientado, surgiram as embalagens PET que foram introduzidas no mercado
no final da década de 70 (JENKINS, HARRINGTON, 1991).
O processo de bi-orientação do PET promove um acréscimo nas
propriedades de resistência ao impacto, à fadiga e ao estiramento. A orientação biaxial
é obtida com o estiramento da preforma até encontrar as paredes do molde de sopro
resfriado, produzindo alinhamento e ordenação das cadeias moleculares (BEGLEY,
2009).
2.3 .Transformação de resinas de PET
2.3.1. Importância da secagem de resinas higroscópicas
A secagem é uma das operações unitárias mais utilizadas nos
processamentos industriais de materiais com capacidade higroscópica. É uma das
etapas de transformação física dos materiais plásticos que requer elevado gasto de
energia, representando uma operação dispendiosa, também no caso da resina de PET,
destinada à fabricação de embalagens. Existem vários tipos de equipamentos de
secagem com características diversas de operação. A seleção do tipo mais adequado
vai depender de alguns fatores, tais como: natureza do produto, fluxo de alimentação,
modo de transferência de calor, temperatura e pressão de operação, estado físico do
material, etc., sendo que o processo de seleção do melhor método de secagem de
polímeros vai depender da natureza química do polímero, do processo de polimerização
e da umidade final desejada (HASAN, MUJUMDAR, 2014).
29
As resinas poliméricas podem ser divididas em duas classes: higroscópicas
e não higroscópicas. A capacidade de absorção e ou adsorção de água depende tanto
do tipo de resina como também do ambiente onde estão estocadas. Materiais como o
polietileno tereftalato (PET), poliamidas (Nylon), acrilonitrilo-butadieno-estireno (ABS) e
policarbonato (PC), são os exemplos mais comuns na classificação de resinas
higroscópicas. Essas resinas absorvem umidade no interior dos grãos, necessitam de ar
seco e aquecido para secagem, demandam projeto específico de secador e complexo
controle do sistema para cada aplicação, como também o uso de substâncias
dessecantes para obtenção de ar de secagem com baixo ponto de orvalho
(CONAIR,1985).
Devido tornar-se um polímero altamente higroscópico após a secagem, a
transformação da resina de PET com umidade elevada pode produzir peças ou
embalagens com baixa qualidade final, pois durante o processo de fusão da resina,
poderá ocorrer hidrólise do polímero com redução do peso molecular e consequente
perda das propriedades mecânicas e aumento da permeabilidade da embalagem aos
gases e vapores. O PET destinado à fabricação de embalagens pelo processo de
injeção-estiramento-sopro requer umidade inferior ou igual a 0,005% (p/p), enquanto que
o PET destinado às peças de engenharia 0,05% (p/p) (ICI, 1988).
Atualmente, na transformação da resina destinada à fabricação de
embalagens é utilizado um sistema de secagem onde o secador é acoplado sobre o
equipamento de transformação (injetora ou extrusora). Esse cuidado é para evitar ou
diminuir o contato da resina com ambientes de elevadas umidades. Nesse sistema,
considerado o mais eficiente em uso, diversos parâmetros de processo são
considerados para se obter um polímero com boa capacidade de injeção ou extrusão.
Geralmente, as resinas são introduzidas no secador em forma de grãos, de
aproximadamente 3 a 4 mm3, podendo apresentar a forma cilíndrica, quadrada,
retangular ou semi-esférica. O superaquecimento superficial da resina de PET pode
provocar aumento do grau de cristalização, queda no valor da viscosidade intrínseca e
significativa alteração de cor, conseqüentemente, perda de propriedades importantes da
embalagem final. A orientação das moléculas do polímero durante o estiramento e sopro
da preforma depende fundamentalmente da viscosidade intrínseca. Quanto maior a
viscosidade intrínseca, maior será a capacidade de orientação molecular, no caso do
PET nos sentidos longitudinal e radial (bi-orientação), devido à presença de estruturas
químicas com maior peso molecular (FUKUDA, 1990).
30
Na região próxima ao ponto de injeção da preforma pode ocorrer stress-
cracking devido ao aparecimento de regiões cristalinas e, consequentemente, fissuras
com posterior rompimento das embalagens sopradas. Para produtos agressivos
quimicamente, tais como algumas formulações de defensivos agrícolas, desinfetantes
e produtos alcalinos, a frequência de aparecimento de pontos de vazamentos é bem
maior que para os não agressivos. A permeabilidade do PET ao oxigênio diminui com
o aumento do grau de bi-orientação. Por exemplo, para 0% de bi-orientação a
permeabilidade é de aproximadamente 150 cm3 /m2.dia.atm, e para 500% de bi-
orientação o valor é de 80 cm3 /m2.dia.atm (D’HEUR, 1986).
Na forma sólida, a resina absorve umidade até um valor de equilíbrio com a
umidade relativa local e em ambientes de elevada umidade relativa pode chegar até
0,6% (p/p), tornando-se necessário que esse valor diminua para 0,005% (p/p) ou menos.
Antes da resina entrar em fusão, qualquer umidade presente a uma temperatura acima
do ponto de fusão irá hidrolisar o polímero, reduzindo o peso molecular e,
consequentemente, as propriedades físicas, químicas e físico-químicas (HASAN,
MUJUMDAR, 2014). Devido à rápida absorção de água, a exposição de contentores de
resina de PET abertas por 1 hora em ambiente com 50% de umidade relativa
proporciona ganho de umidade de 0,03% (p/p). Após um dia, o ganho é de 0,11% (p/p)
(ICI, 1988; HASAN, MUJUMDAR, 2014).
A taxa de hidrólise da resina de PET em função da temperatura foi estudada
por ICI (1988), sendo que à medida que a temperatura aumenta, a taxa de hidrólise
aumenta, atingindo valores significativos acima de 220C. A hidrólise pode iniciar-se
durante a secagem e prolongar-se durante a fusão da resina na injeção, devido a
umidade residual presente. Torna-se necessário, então, maior controle dos processos
de secagem e injeção. A reação de hidrólise na estrutura molecular do PET inicia-se a
aproximadamente 150ºC a taxas bem baixas, mas elevam-se com o aumento da
temperatura, conforme descrito por AKZO (1988).
KRUPP (1987), estudou a redução da viscosidade intrínseca em função do
teor de umidade residual do processo de secagem na temperatura de fusão. Níveis de
umidade de 0,02% (p/p) pode reduzir o valor da viscosidade intrínseca de 0,76 dL/g para
0,67 dL/g durante o ciclo de injeção da resina em preformas, tornando inviável sua
utilização na fabricação de embalagens pelo processo de injeção-estiramento-sopro,
devido à baixa qualidade na bi-orientação molecular e aparecimento de defeitos de
aparência nas embalagens sopradas.
31
A influência do tempo, temperatura e umidade relativa de estocagem na
absorção de umidade da resina de PET de grau amorfo e grau cristalino é discutida por
ICI (1988). Em ambientes com umidades relativas acima de 50%, o PET amorfo absorve
umidade mais rapidamente que o PET cristalino favorecendo sobremaneira a absorção
de umidade. Temperaturas de estocagem acima de 25C também favorecem a absorção
de umidade. Condições de 20C e 80% de umidade relativa aumentam
significativamente a absorção, sendo que a umidade da resina pode passar de 0,1%
(p/p) para 0,4% (p/p) em menos de 10 dias de estocagem. O ideal é estocar a resina
pelo menor tempo possível ou manter as condições de 23 1C e 50 5% de umidade
relativa. Temperaturas de estocagem superiores a 40C e umidades relativas superiores
a 80% não são recomendadas, pois podem influenciar nos parâmetros de secagem,
provocando excessivo consumo de energia pelo maior tempo de processo (HASAN,
MUJUMDAR, 2014).
O limite máximo de temperatura para secagem do PET é de 175oC sem
causar significativa redução no valor da viscosidade intrínseca. O tempo máximo é
função da temperatura e não deve ultrapassar 6 horas de exposição. É evidente que as
condições de secagem dependem de muitos fatores de processo e do tipo de resina.
(JUNIOR,1987).
Luisi (1985), cita que a absorção de umidade pela resina depende de 4
fatores, para cada tamanho de grão, ou seja: tempo, temperatura, umidade relativa e
grau de cristalinidade. Essa absorção é devido ao maior volume livre entre as moléculas
do polímero, uma vez que quanto maior o volume livre, mais umidade é absorvida.
O efeito do formato e das dimensões do grão da resina de PET no tempo de
secagem a 170C é discutido por KRUPP (1987). Grãos cilíndricos de 2,8 mm de
diâmetro e 1,7 mm de comprimento apresentaram menor tempo de secagem quando
comparados com grãos de formato de paralelepípedo de 4x4x2,5 mm e este, menor
tempo que outro de formato de paralelepípedo de 4x5x2,5 mm.
O PET é um polímero linear e essa estrutura existe nos estados amorfo e
cristalino. No estado amorfo as moléculas encontram-se com maior volume livre sendo,
entretanto, o estado apropriado para o processo de estiramento e sopro de embalagens
(ICI, 1988).
Conforme EASTMAN (1987), no interior do secador, a resina a 175ºC
apresenta 50% de forma cristalina e 50% de forma amorfa, aproximadamente, podendo
32
variar de grau de resina para resina e de fabricante para fabricante. Quando os grãos
são introduzidos no canhão da injetora, cujo objetivo é aquecê-los de 175ºC a 270ºC em
um curto período de tempo, passa-se a ter aproximadamente 70% em estado amorfo e
30% parcialmente cristalino. Essa combinação é importante para que se tenha boa
qualidade de preforma após o processo de injeção, favorecendo a manutenção das
propriedades mecânicas da embalagem final.
Os grãos da resina de PET aquecem-se e perdem umidade da superfície
para o centro. A secagem da resina envolve a retirada da umidade superficial e da
umidade ligada ou de constituição. Aí reside a maior dificuldade entre a secagem da
resina de PET em relação aos materiais plásticos mais comuns, nos quais somente a
água superficial é retirada (ICI, 1988).
Conforme mencionado por EASTMAN (1987), quando o processo de
secagem e injeção da resina estão controlados, a viscosidade intrínseca do polímero
terá uma perda aceitável, inferior ou igual a 5% do valor inicial. Qualquer perda maior irá
em detrimento à claridade, brilho e transparência das preformas. Isso é explicado pelo
aumento do grau de cristalinidade do polímero.
2.3.2 Processos de transformação de embalagens
Na transformação de resinas de PET em embalagens, quatro diferentes
processos se destacam: injeção, injeção – sopro, injeção – estiramento-sopro e extrusão
– sopro.
O processo de injeção, fundamentalmente, consta da fusão da resina no
interior do canhão da injetora, atingindo a temperatura de 265 a 270oC, dependendo do
grau e tipo da resina (INTER-TECH, 1987). A resina em fusão, é injetada na forma de
pequenos tubos de fundo fechado, com uma rosca na extremidade aberta. Estes tubos
são chamados de preformas e servem para alimentar o processo de sopro (Figura 4).
Na etapa seguinte, as preformas são aquecidas, estiradas através de pinos alongadores
perfurados para possibilitar a passagem de ar a alta pressão favorecendo o sopro em
moldes resfriados que proporcionam a forma final da embalagem. Este é o processo
mais comum na fabricação de embalagens descartáveis de capacidades acima de 300
mL (INTER-TECH, 1985).
A extremidade fechada da preforma contém o limiar pelo qual injeta-se o
polímero. No molde, o polímero fundido penetra na cavidade e toca o núcleo antes de

33
derramar-se dentro da cavidade, como consequência a zona da extremidade fechada
é submetida a pressão e temperaturas mais elevadas, com maior probabilidade de
cristalização, furos e estouro no sopro e, após submetidos a pressão interna como no
caso das bebidas carbonatadas (CHANDRAN, JABARIN,1993).
Os processos de injeção seguido de sopro são utilizados quando se deseja
fabricar frascos de volumes entre 30 e 150 mL ou semelhantes, pois não há necessidade
de estiramento e orientação. Nesse caso recomenda-se utilizar equipamentos mais
compactos e o procedimento de secagem deve ser o mesmo para resinas de PET.
Figura 4: Processo de injeção de preformas de PET. Fonte: Adaptado do Manual Técnico – Resina PET (M&G, 2009).
No caso do processo de extrusão seguido de sopro, pouco comum no
segmento de alimentos e bebidas, utiliza-se grau de resina diferenciada daquele para
utilização em processos de injeção-estiramento-sopro, como os copolímeros polietileno
tereftalato-glicol (PETG). Através desse processo podem ser fabricados frascos para os
segmentos de higiene e limpeza, cosméticos, dentre outros.
2a Etapa Plastificação
1a Etapa Alimentação
3a Etapa Injeção
4a Etapa Ejeção
34
O processo de injeção-estiramento-sopro pode ser de um e de dois
estágios. No processo de um estágio, comumente chamado de processo integrado, a
resina de PET fundida é injetada numa unidade produtora de preformas, acoplada a
uma unidade de sopro. Após a injeção, a preforma é conduzida aos fornos de
aquecimento da unidade de sopro, onde é reaquecida e levada até o molde de sopro.
Já no molde de sopro, é alongada ou estirada e soprada com a forma final da
embalagem. Após o sopro, a embalagem é conduzida para fora do equipamento,
geralmente através de esteiras rolantes ou guias suspensos, através de ar
comprimido.
No processo em dois estágios, a injetora está separada fisicamente da
sopradora. São dois equipamentos distintos, o que significa que não necessitam estar
no mesmo prédio, fábrica ou cidade. Isto possibilita a implantação de centrais
produtoras de preformas que seriam posteriormente distribuídas às unidades de sopro
(Figura 5).
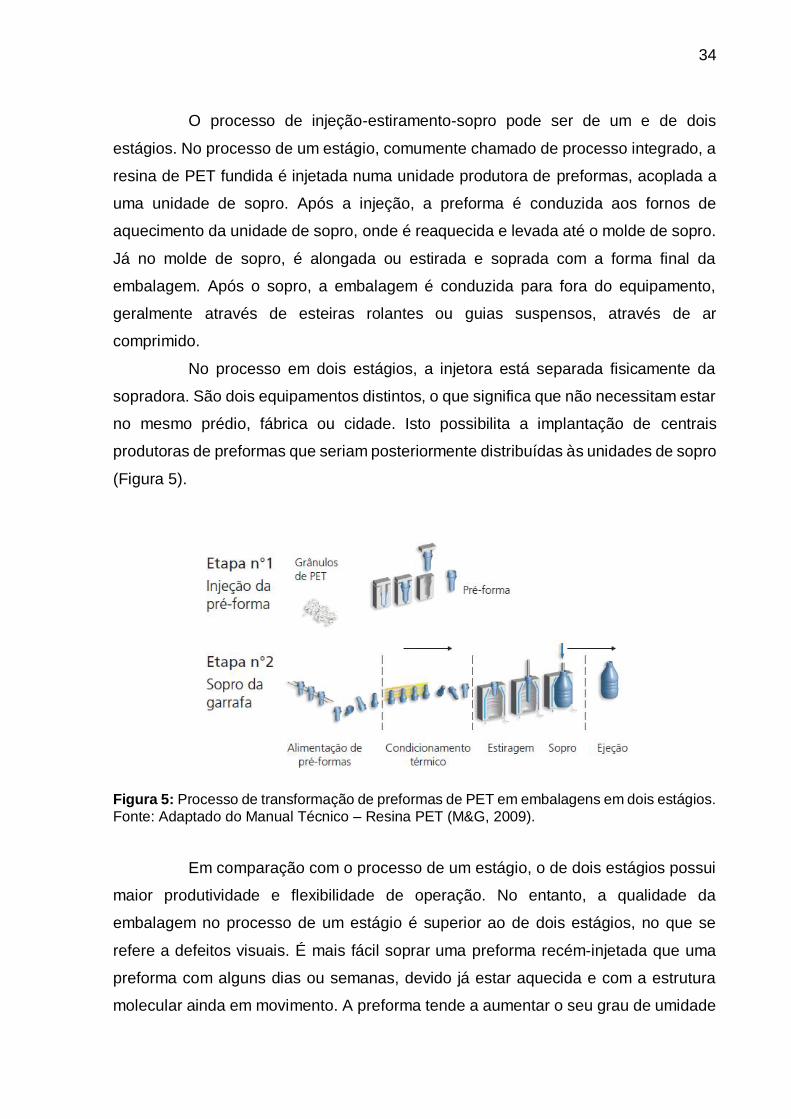
Figura 5: Processo de transformação de preformas de PET em embalagens em dois estágios.
Fonte: Adaptado do Manual Técnico – Resina PET (M&G, 2009).
Em comparação com o processo de um estágio, o de dois estágios possui
maior produtividade e flexibilidade de operação. No entanto, a qualidade da
embalagem no processo de um estágio é superior ao de dois estágios, no que se
refere a defeitos visuais. É mais fácil soprar uma preforma recém-injetada que uma
preforma com alguns dias ou semanas, devido já estar aquecida e com a estrutura
molecular ainda em movimento. A preforma tende a aumentar o seu grau de umidade

35
e cristalização com o tempo e temperatura de estocagem, dificultando o estiramento
e sopro e reduzindo as propriedades mecânicas.
Um dos grandes problemas do processo de injeção de preformas de PET
é a formação de acetaldeído (H3C-COH) e a sua geração está fundamentada em
controle dos parâmetros de processo que, atualmente estão bem mais controlados
em comparação há 15 anos. Esse avanço é basicamente devido ao desenvolvimento
de novas tecnologias em processos de secagem e tipos de resinas de PET, de
equipamentos de injeção, de resfriamento de moldes, extração de preformas, dentre
outros. O acetaldeído é um líquido volátil e incolor, possui odor típico de fruta e é
componente de aromas artificiais utilizados nas indústrias de bebidas e alimentos. É
gerado durante a polimerização do PET, em pequenas quantidades e não é
dependente do teor de umidade da resina. Os níveis residuais encontrados nas
resinas de PET recém fabricadas para uso geral são menores que 3,0 mg/kg (AKZO,
1988). O acetaldeído possui capacidade de difundir-se através da estrutura molecular
da resina de PET e através das paredes das embalagens sopradas. Nas embalagens,
a maior parte do acetaldeído existente é proveniente do processo de injeção devido a
termodegradação do PET no interior do canhão da injetora. A presença desse
composto nas embalagens finais pode causar alteração de sabor em bebidas tipo cola
e, principalmente, águas minerais (ICI,1988). Em bebidas carbonatadas com aromas
de frutas a alteração de sabor é pouco percebida, porém a presença de acetaldeído
em quantidades acima dos limites estabelecidos para cada caso, pode provocar
interação com corantes, aromas e mesmo aditivos, alterando a qualidade original das
bebidas. Os níveis residuais iniciais de acetaldeído na resina de PET destinada à
fabricação de embalagens para bebidas e alimentos bem como a sua geração durante
a injeção das preformas é fundamental para cada aplicação de embalagens (ANJOS,
1992).
A Norma Brasileira ABNT NBR 15588:2008 (2008) estabelece o teor
máximo individual de acetaldeído para as preformas destinadas ao envase de águas
e refrigerantes conforme a Tabela 1.

36
Tabela 1: Nível máximo individual de acetaldeído em preformas para embalagens
descartáveis e retornáveis.
Tipo de bebida Tipo de embalagem Nível máximo individual de
acetaldeído mg/L (ppm)
Preparado líquido aromatizado e refrigerante
descartável ≤ 15
Preparado líquido aromatizado e
refrigerante
retornável
≤ 25
Água mineral com e sem gás descartável
≤ 6
Fonte: Norma Brasileira ABNT NBR 15588:2008 (2008).
Os níveis máximos aceitáveis de acetaldeído no espaço livre de garrafas
sopradas são determinados pela Norma Brasileira ABNT NBR 15395:2006 (2006) que
estabelece limites apenas para garrafas destinadas ao envase de águas minerais e
não se aplica para garrafas de refrigerantes carbonatados, conforme está mostrado
na Tabela 2.
Tabela 2: Nível de acetaldeído em garrafas sopradas de água mineral.
Tipo de embalagem Nível de acetaldeído mg/L (ppm)
Água mineral sem gás
≤ 3,0
Água mineral com gás
≤ 5,0
Fonte: Norma Brasileira ABNT NBR 15395:2006 (2006).
Outro parâmetro de qualidade tão importante em processo de injeção e
sopro de embalagens de PET é a viscosidade intrínseca, como já foi mencionado
anteriormente, pois as propriedades mecânicas da embalagem final dependem
fundamentalmente do índice de viscosidade na preforma. A viscosidade intrínseca
está relacionada com a medida do peso molecular médio, determinado através de
uma solução de resina em um solvente específico. O valor da viscosidade intrínseca
depende do tamanho da cadeia polimérica e do tipo da estrutura molecular do
polímero. É expresso em dL/g de solvente e é determinada a partir da viscosidade
relativa. A queda da viscosidade intrínseca significa redução do peso molecular do
polímero e aparecimento de estruturas moleculares de tamanhos pequenos, com baixa

37
capacidade de bi-orientação, provocando maior velocidade de cristalização e aumento
da densidade do polímero, consequentemente aumento de peso das preformas
injetadas. Isso é uma desvantagem em termos de custo e pode provocar problemas de
distribuição de espessura durante o sopro das preformas. Na prática, durante o
estiramento e sopro das preformas, baixas viscosidades provocam baixo grau de bi-
orientação molecular e acúmulo de material em regiões inferiores da embalagem pela
alta mobilidade das cadeias de baixo peso molecular. A baixa bi-orientação molecular
provoca aumento da permeabilidade da embalagem e imperfeições no equilíbrio da
distribuição de espessura do plástico, tornando a embalagem com baixa resistência
mecânica, principalmente à carga vertical e queda livre. A redução no valor da
viscosidade intrínseca da resina de PET decorre da formação de cadeias de baixo peso
molecular. Como conseqüência, ocorre perda das propriedades mecânicas da
embalagem soprada, particularmente o desempenho em empilhamento, resistência ao
impacto e temperatura de enchimento (EASTMAN,1987).
KRUPP (1987), menciona que a maior causa da perda de viscosidade
intrínseca é a hidrólise. No estado fundido, a reação com a água é quantitativa e esta é
a razão pela qual a resina deve ser cuidadosamente manuseada desde a secagem até
o processo final, seguindo as orientações para cada tipo de polímero e tipo de secador.
Coffman (1988), descreve que a viscosidade intrínseca de polímeros exerce
também influência na condutividade térmica. Quanto mais baixa a viscosidade
intrínseca, menor a condutividade térmica, causando problemas durante o aquecimento
e sopro das preformas. Esse fato poderá ocasionar a fabricação de peças ou
embalagens de baixa qualidade.
Redução significativa da viscosidade intrínseca significa perdas acima de
5% do valor nominal inicial medido na resina antes do processo de fusão e injeção ou
o valor fornecido pelo fabricante da resina. Esta redução poderá comprometer
significativamente a resistência mecânica final da embalagem e seu desempenho
após acondicionamento, estocagem e comercialização dos produtos acondicionados
(MORRISON et al., 2008).
Diferentes graus de resina são fornecidos ao mercado e dependendo da
aplicação, um certo grau de viscosidade é exigido. Um exemplo de resina de PET,
descrito por ICI (1988) que possui viscosidade intrínseca de 0,730,02 dL/g,
corresponde a aproximadamente 125 unidades de repetição (mero) do polímero e um
peso molecular de 24.000. Um decréscimo na viscosidade intrínseca da resina para a
38
preforma, significa redução no peso molecular. Sob condições controladas de
secagem e injeção, a resina de PET não deverá apresentar queda no valor da
viscosidade intrínseca maior que 0,02 – 0,03 dL/g do valor inicial. A maior causa da
perda da viscosidade intrínseca é a termodegradação pela hidrólise durante a injeção,
devido a água remanescente do processo de secagem (ICI, 1988; KRUPP, 1987).
As resinas de PET possuem VI adequadas a sua transformação em
embalagens de excelentes propriedades, destacando-se a resistência mecânica,
estabilidade dimensional e barreira aos gases. As resinas podem ser
estrategicamente modificadas para formar copolímeros, com menor velocidade de
cristalização e menor ponto de fusão em comparação aos homopolímeros. O menor
ponto de fusão das resinas permite menor consumo de energia, maior facilidade de
processamento e menor degradação térmica durante a injeção e sopro, enquanto
menores velocidades de cristalização possibilitam a obtenção de embalagens com
paredes espessas, mantendo o grau de transparência (JENKINS, HARRINGTON,
1991).
A partir de processos de injeção nos quais utilizam-se resinas de PET
modificada ou com características diferentes da maioria dos tipos existentes no
mercado, alguns problemas de processo e de qualidade das peças e embalagens
poderão aparecer, prejudicando o processo, bem como o uso final das embalagens.
Trata-se de resinas de baixa viscosidade intrínseca, misturas de resinas virgens com
flakes de preformas e ou garrafas moídas ou com resinas recicladas extrusadas
amorfas ou ainda com resinas recicladas cristalizadas. Esta última pode ser
transformada com melhores resultados que as anteriores, principalmente no que diz
respeito às propriedades mecânicas e, principalmente a cor da embalagem final. O
processo de secagem de resinas amorfas misturadas com resinas semi-cristalinas ou
cristalinas é mais complexa, pois a parte amorfa sempre está com índice de umidade
superior à parte cristalina e com a elevação da temperatura poderá trazer alguns
problemas de fluxo no funil de secagem e amolecimento precoce. Esses problemas
podem causar superaquecimento do material e, consequentemente, amarelamento ou
escurecimento da resina na fase de fusão (KRUPP, 1987).
O conjunto das propriedades consideradas ótimas em embalagens de PET
são alcançadas quando a taxa de estiramento natural é atingida antes do contato do
material com a superfície resfriada do molde no sopro, ou seja, deve-se alcançar o
39
máximo de estiramento antes de o material tocar as paredes do molde resfriado,
paralisando ou reduzindo ao máximo a movimentação molecular (EASTMAN, 1987).
O princípio da bi-orientação molecular do polímero de PET semicristalino
de elevada viscosidade intrínseca está baseado na anisotropia de estiramento que é
uma propriedade peculiar a certas substâncias em reagir diferentemente a direção de
propagação da luz ou do calor, o crescimento do cristal, a dureza e outros, no limiar
crítico de estiramento, enquanto que para baixas viscosidades intrínsecas são melhor
equilibradas, apesar de um estiramento transversal ainda predominante. Tais
comportamentos acentuam as diferenças das relações biaxiais naturais de
estiramento (BOYD, 2004).
Níveis de estiramento muito elevados em relação aos níveis de estiramento
biaxial são necessários somente para a fabricação de embalagens com alta rigidez
para suportar as pressões internas das bebidas carbonatadas. A orientação molecular
é o resultado do estiramento imposto ao polímero nas condições de geometria, de
temperatura e de tempo bem definidos (M&G, 2009).
Uma vez que a taxa de estiramento natural é inversamente proporcional à
viscosidade intrínseca, valores muito baixos na preforma, proporcionam atingir a
superfície do molde de sopro antes de ser alcançado o máximo do estiramento natural.
Nesses casos, são produzidas embalagens aparentemente perfeitas
dimensionalmente, porém apresentarão problemas de transparência e,
posteriormente expandirão quando submetidas ao enchimento de bebidas
carbonatadas ou quando forem submetidas a pressões internas elevadas.
Indiretamente, as propriedades de alongamento, permeabilidade aos gases e carga
vertical serão afetadas (BROWN, 1992).
A taxa de estiramento natural aumenta com a adição de co-monômeros
(ácido isoftálico), com o aumento da temperatura da preforma e com o aumento da
umidade da preforma, dentre outros fatores não menos importantes associados ao
perfil de pré-sopro e sopro final da embalagem (COFFMAN, 1988).
Pequenos cristais denominados cristalitos são distribuídos na massa
polimérica.do PET entre as regiões amorfas e cristalinas. As regiões amorfas entre os
cristalitos são permeáveis aos gases e vapores, porém os cristalitos não são. Durante
o processo de injeção do PET o nível de cristalinidade torna-se geralmente muito
baixo, pois o objetivo da fusão no processo de injeção é desfazer a estrutura cristalina
40
da resina, proporcionando maior percentagem de regiões amorfas para permitir
melhor estiramento e orientação molecular durante o sopro (CHEVALIER et al., 2012).
A permeabilidade diminui com a orientação das cadeias moleculares
amorfas. A orientação biaxial proporciona basicamente, um elevado nível de
alinhamento e extensão da cadeia molecular, permitindo maior ordenação,
consequentemente melhoria das propriedades de barreira aos gases e vapores
(EASTMAN, 1987).
Para bebidas carbonatadas deve-se considerar alguns aspectos de
desenho das embalagens, pois a resistência à pressão interna, ao impacto em queda
livre, às possíveis deformações após o enchimento e ao manuseio são importantes
para o consumidor durante o consumo das bebidas. Neste caso as embalagens mais
recomendadas apresentam corpo cilíndrico (parede reta) com fundo petaloide com 4
ou 5 pés, para níveis de carbonatação de até 5,0 volumes de CO2. Antes do
enchimento, que é volumétrico, ocorre uma equalização da pressão interna da
embalagem com a pressão do tanque para evitar formação de espuma e aumentar a
velocidade de enchimento. É desejável e eficiente que as bebidas sejam envasadas
em temperaturas inferiores a 5oC para permitir maior retenção do CO2 e a manutenção
da qualidade dos produtos até o consumo final (CHANDRAN, 1993).
2.4 Redução de peso em embalagens de PET
As primeiras embalagens a partir de resinas de PET para bebidas
carbonatadas descartáveis para 2000 mL apresentavam peso de 64g o que,
rapidamente foi reduzido para 58, 56 e 54 g, respectivamente e permanecendo assim
por alguns anos. Tais embalagens apresentavam características específicas o que, à
época, justificavam a redução de material plástico o que, de fato, ocorreu. Essas
características incluíam o desenho da embalagem, a terminação da boca (desenho e
espessura), o grau de polímero e os processos de injeção e sopro. Tudo isso baseado
na disponibilidade das tecnologias, por exemplo de tampas, de equipamentos de
transformação e nos aspectos de barreira da embalagem na retenção de gás, na
resistência mecânica, na segurança do consumidor e na disponibilidade de graus
diferenciados de resinas. Os aspectos ambientais mais tarde foram levados em
consideração em função da evolução das tecnologias citadas.
41
A redução de peso das preformas está sobretudo baseada nas evoluções
tecnológicas tanto em equipamentos como nos setores petroquímicos e engenharia.
Para o mercado de embalagens de bebidas carbonatadas foi um avanço significativo
e a característica de viscosidade intrínseca assume papel importante na fabricação
dessas embalagens e na manutenção da resistência mecânica durante a estocagem,
enchimento, distribuição, vendas e consumo, pois facilita e proporciona maior
orientação nos sentidos longitudinal e axial da preforma durante o processo de sopro.
Segundo a ABIPET (2013), a redução média do peso das embalagens PET para
bebidas carbonatadas de todos os volumes desde 250 mL à 3.000 mL foi de 21,1%.
Para embalagens de 2.000 mL esta redução foi de 23,9%. Atualmente o peso médio
das preformas para embalagens de 2.000 mL, utilizadas no Brasil é de 42,6g.
Atualmente encontramos embalagens de PET de volumes que variam de 3.000,
2.500, 2.000, 1.500, 1.000, 750, 600, 500, 350, 250, 150 mL, podendo apresentar
outros volumes em função dos fatores de conversão de unidades de medidas
adotados em países que utilizam o sistema internacional ou inglês (ABIPET, 2013).
É importante deixar claro que muitas mudanças ocorreram e continuarão a
ocorrer devido à lei natural das coisas e devido a evolução da sociedade que gera
necessidade e a busca pela modernização de maneira a atender aos anseios e
mudanças de hábitos de consumo. A redução de peso em embalagens de PET é
proporcionada sobretudo pelas características originais e especiais que o polímero
apresenta, tais como:
CRISTALINIDADE E ORIENTAÇÃO MOLECULAR – Trata-se de um polímero semi
cristalino que apresenta na estrutura molecular regiões amorfas e cristalinas.
Pequenos cristais denominados cristalitos são distribuídos na massa polimérica
(KAREL, 1974). As regiões amorfas entre os cristalitos são permeáveis aos gases e
vapores, porém os cristalitos não são. Durante o processo de injeção do PET o nível
de cristalinidade é, geralmente, muito baixo, pois o objetivo da fusão no processo de
injeção é desfazer a estrutura cristalina da resina, proporcionando maior porcentagem
de regiões amorfas para permitir melhor estiramento e orientação molecular durante
o sopro. A permeabilidade diminui com a orientação das cadeias moleculares amorfas.
A orientação biaxial proporciona basicamente, um elevado nível de alinhamento e
extensão da cadeia molecular, permitindo maior ordenação, consequentemente
melhoria das propriedades de barreira aos gases e vapores (EASTMAN, 1987).
42
EXPANSÃO ELÁSTICA – O aumento instantâneo do volume inicial de uma
embalagem de PET sob pressão é resultado da expansão elástica do material. A
expansão é reversível, caso a embalagem seja aberta e despressurizada
imediatamente. Entretanto, o volume continuará a crescer com o tempo, enquanto a
embalagem continuar sob pressão. Isto é devido ao relaxamento creep que é uma
deformação elástica irreversível. O creep, efetivamente aumenta o volume livre da
estrutura polimérica da embalagem e a perda de gás para esse espaço, conforme
descrito por EASTMAN (1987) e ICI (1988).
TENSÃO MOLECULAR – A permeabilidade de muitos polímeros semi cristalinos
aumenta quando se encontram sob tensão molecular. Essa tensão é causada pelo
esforço elástico sofrido pelo material e, quando está acima do limite de elasticidade
do polímero, pode causar deformação em larga escala durante a etapa de sopro da
embalagem. A tensão molecular aumenta a permeabilidade porque cria espaços
intermoleculares pelo alongamento das cadeias poliméricas. Quando os polímeros
são estirados através da aplicação de forças de tensão, ocorre sensível acréscimo no
volume da embalagem e isto provoca aumento na permeabilidade. As bebidas
carbonatadas podem ser citadas como causadoras de tensão em embalagens de
PET, conforme descrito por AKZO (1988).
ESPESSURA DA PAREDE – A espessura da parede e a área da embalagem são
importantes parâmetros para a estimativa da estabilidade de produtos
acondicionados, de acordo com as Leis de Fick. No estado estacionário de difusão, a
taxa de transferência deve ser inversamente proporcional a espessura do material, e
a constante de permeabilidade vai depender de fatores relacionados à estrutura
molecular do polímero e das condições de temperatura e pressão de operação,
podendo aumentar ou diminuir com o aumento da espessura. Isto tem sido
demonstrado, experimentalmente, para a maioria dos materiais (CAIRNS, OSWIN,
PAINE, 1974).
VISCOSIDADE INTRÍNSECA – A viscosidade intrínseca do PET está relacionada
com o peso molecular médio do polímero e é extremamente importante na fabricação
de preformas, pois afeta sobremaneira as propriedades gerais da embalagem final
43
soprada, dentre elas a resistência mecânica e a permeabilidade aos gases. Pode,
ainda, afetar a distribuição uniforme de espessura e, finalmente a permeabilidade. Isso
ocorre porque as cadeias do polímero com pesos moleculares inicialmente elevados,
são fracionados, criando espaços, não permitindo um bom entrelaçamento, conforme
explicado por EASTMAN (1987).
As últimas mudanças relacionadas à redução de peso em preformas
estavam concentradas na região do gargalo (espessura, altura e tipo) e na região do
pescoço e ombro pelo alívio dos ângulos que não permitiam um maior estiramento na
região superior das preformas, no corpo pela redução de espessura e, finalmente, na
região do calcanhar e fundo pelo desenvolvimento de novos ângulos associados ao
formato da base. Todas essas alterações permitiram perfeito desempenho durante o
processo de sopro, mas tornando a embalagem mais frágil para manuseio durante o
consumo das bebidas. Essa percepção pelo consumidor está relacionada a uma
característica das embalagens que por muito tempo foi considerada importante como
decisão de compra, trata-se da rigidez da parede que deve ser tal que não permita
que o líquido extravase da garrafa logo após a abertura, pela aplicação da força da
mão na região central da garrafa. Regiões menos espessas desde que devidamente
orientadas no sopro e bem distribuídas, sem acúmulo excessivo de material
localizado, podem resistir a pressões internas do gás das bebidas e também ao
impacto queda, porém salienta-se que a permeabilidade aumentará e isso tornará a
vida útil das bebidas reduzida (ANJOS, 2009).
Existem 4 regiões distintas de permeabilidade aos gases na embalagem,
que são: a) boca, b) ombro, c) corpo, d) fundo. A permeabilidade pela região da boca
se dá através da tampa (geralmente de polietileno de alta densidade ou de
polipropileno) e pela interface tampa-garrafa. Na região compreendida entre o
pescoço e ombro há acúmulo de material amorfo com baixa taxa de estiramento e
isso facilita a difusão dos gases. A região do corpo é a área de menor permeabilidade,
pois está bem estirada e orientada nos sentidos radial e longitudinal e a região entre
o calcanhar e fundo, que à semelhança da primeira, mostra acúmulo de material
amorfo sem estiramento e baixa orientação molecular. Apesar da redução de material
em tais regiões proporcionar redução das características mecânicas das garrafas,
poderá proporcionar melhor orientação e distribuição de material, consequentemente
reduzir o efeito da difusão dos gases (EASTMAN, 1987).
44
A redução de peso em embalagens de volumes acima de 1000 mL
compromete de certa maneira a resistência mecânica das embalagens, mas à medida
que a relação área/volume diminui, a permeabilidade é reduzida também, e isso é
interessante para embalagens acima de 2.000 mL (ASHLEY, 1986).
Analisando a perda de gás pela boca, tampas mais eficientes (metálica ou
plástica de barreira) não reduzirá significativamente a permeabilidade em garrafas de
volumes acima de 2.000 mL, mas no caso de embalagens excessivamente leve de
mesmo volume, certamente poderá fazer diferença. É importante considerar a
resistência da embalagem durante a passagem pelas linhas de enchimento, isso deve
ser levado em consideração no desenvolvimento de embalagens e na escolha dos
equipamentos de movimentação, lavagem, enchimento, fechamento, agrupamento,
movimentação e empilhamento em armazéns. Tal resistência está relacionada ao
cumprimento das funções da embalagem de proteger e transportar, pois a perda de
gás poderá ocorrer mediante algum dano físico que a embalagem possa sofrer desde
o fechamento (força de fechamento), túnel de encolhimento (temperatura de
encolhimento do plástico) e altura do empilhamento que favorece a cristalização do
fundo pela tensão sofrida, que em alguns casos poderá provocar início do fenômeno
conhecido como stress cracking (EASTMAN, 1987).
As tecnologias de moldes de injeção evoluíram e proporcionaram redução,
por exemplo, no ciclo de injeção e aumento no número de cavidades do molde,
aumentando significativamente a produtividade e a produção, consequentemente a
qualidade final das peças injetadas. Os sucessivos avanços nos sistemas de
resfriamento, bem como nos desenhos de roscas, proporcionaram a produção de
preformas de melhor qualidade no que diz respeito à preservação da qualidade físico-
química do polímero, consequentemente melhorias no processo de sopro das
embalagens e também na resistência mecânica (EASTMAN, 1987).
A tecnologia de polímeros aos poucos também tornou-se responsável pelos
avanços encontrados nos setores de embalagens em geral. No caso do polímero de
PET, os graus de resinas baseados na característica de viscosidade intrínseca foram
muito importantes, pois proporcionou a fabricação de peças com características
diferenciadas de aplicações. Também, salienta-se as variações relacionadas aos
graus de polímeros e copolímeros pela adição de co-monômeros visando melhor
desempenho nas atuais injetoras de preformas. Esse desempenho está associado a
um melhor comportamento quando submetido ao atrito com a rosca da injetora, não

45
permitindo elevação excessiva da temperatura além do ponto ótimo de fusão e,
consequentemente, degradação da estrutura molecular do polímero (INTER-TECH,
1987).
Cada desenho de embalagem está associado a um desenho específico de
preforma que proporciona total aproveitamento no que diz respeito às propriedades
mecânicas e de barreira da embalagem (INTER-TECH, 1985).
Os avanços nas tecnologias de enchimento das embalagens, bem como
nos sistemas de fechamento, incluindo aqui os equipamentos e acessórios
associados, permitindo eficiência no transporte, lavagem, enchimento, fechamento,
rotulagem e empacotamento, tornaram-se igualmente importantes (JANSEN, 2004).
Já no começo da década de 2000, apareceram novos sistemas de
enchimento para embalagens plásticas, exigindo maior desempenho desses
materiais, como por exemplo os sistemas assépticos e os sistemas de enchimento à
quente de bebidas isotônicas. Em verdade, esses sistemas já são conhecidos há
muito tempo, porém a sua adaptação aos materiais poliméricos vem aos poucos se
concretizando com eficiência. Regiões menos espessas desde que devidamente
orientadas no sopro e bem distribuídas, sem acúmulos excessivos de material
localizado, podem resistir a pressões internas do gás das bebidas e também ao
impacto da queda, porém salienta-se que a permeabilidade aumenta e isso reduz a
vida útil das bebidas carbonatadas (MACGONIGLE et al.; 2008).
A redução de peso em embalagens de volumes acima de 1000 mL
compromete de certa maneira a resistência mecânica das embalagens, mas à medida
que a relação área/volume diminui, a permeabilidade é reduzida também, e isso é
interessante para embalagens acima de 2.000 mL (ASHLEY, 1986). Esta redução de
peso em embalagens de volumes acima de 1.000 mL proporciona ganhos
interessantes em mercados de grande consumo como no Brasil, acirrando a
competição entre muitos fabricantes aqui instalados (ABIPET, 2013).
2.5 Características do envelhecimento de resinas de poliésteres
Há cerca de 40 anos quando as embalagens de PET foram introduzidas no
mercado de refrigerantes e outros produtos, não havia uma preocupação relacionada
às características de envelhecimento desse material termoplástico. As embalagens
eram fabricadas, envasadas e descartadas em algumas semanas. Atualmente com a

46
ampliação do uso e aplicações diversas, algumas delas para produtos de estabilidade
acima de 2 anos. Em função dessa evolução, torna-se necessário conhecer mais
profundamente o mecanismo de envelhecimento desse material.
No Brasil, nas décadas de 80 e 90, haviam cerca de 3 ou 4 empresas que
faziam a injeção das preformas e enviavam para as cidades mais distantes e a partir
do final da década de 90, com surgimento da oportunidade de importação a preços
mais atraentes, muitos transformadores de embalagens aproveitaram a oportunidade
para adquirir volumes grandes de preformas e estocar a fim de manter a segurança
da sua parcela do mercado, sem no entanto, conhecer os fenômenos de alteração na
morfologia das resinas injetadas.
A preocupação com esse fenômeno de envelhecimento levou as empresas
mundiais produtoras de resinas de PET a estudarem melhor essas alterações, sempre
baseando-se nos seus graus de resinas. Empresas como Eastman Chemical
Company, Imperial Chemical Industries, Shell Química, Du Pont, Good Year, dentre
outras, retendo os conhecimentos estrategicamente com a finalidade de comercializar
melhor seus produtos, sendo que a maior parte da literatura reportada trata dos
aspectos teóricos do processo de envelhecimento associados à relaxação do volume
livre que ocorre dentro de apenas alguns minutos até algumas horas após a etapa de
injeção das preformas. Quando a resina de PET fundida é resfriada muito rapidamente
em temperaturas inferiores a temperatura de transição vítrea (Tg), as moléculas são,
grosso modo, congeladas em um estado de energia acima do seu nível de equilíbrio
de conformação e adensamento, conforme descrito com propriedade por EASTMAN
(1988). Uma vez que as moléculas do polímero se encontram presas em um estado
instável ou de não equilíbrio, há uma força física que provoca o adensamento
continuado das moléculas até alcançar o nível de equilíbrio. O volume em excesso
preso entre as moléculas é chamado de volume livre, sendo que o processo de
adensamento continuado é denominado de “relaxação do volume livre” ou “relaxação
entálpica”, conforme descrito em GOOD YEAR (1987).
Junto com a relaxação do volume livre, a resina mostra mudanças em
algumas de suas propriedades físicas, tais como: aumento da densidade, resistência
à tração e limite de ruptura, além da diminuição do alongamento máximo e da
resistência ao impacto, características muito importantes para embalagens de PET
para refrigerantes carbonatados (EASTMAN, 1987). À medida que a resina se torna
mais densa, reduzindo o volume livre, as cadeias moleculares se tornam muito
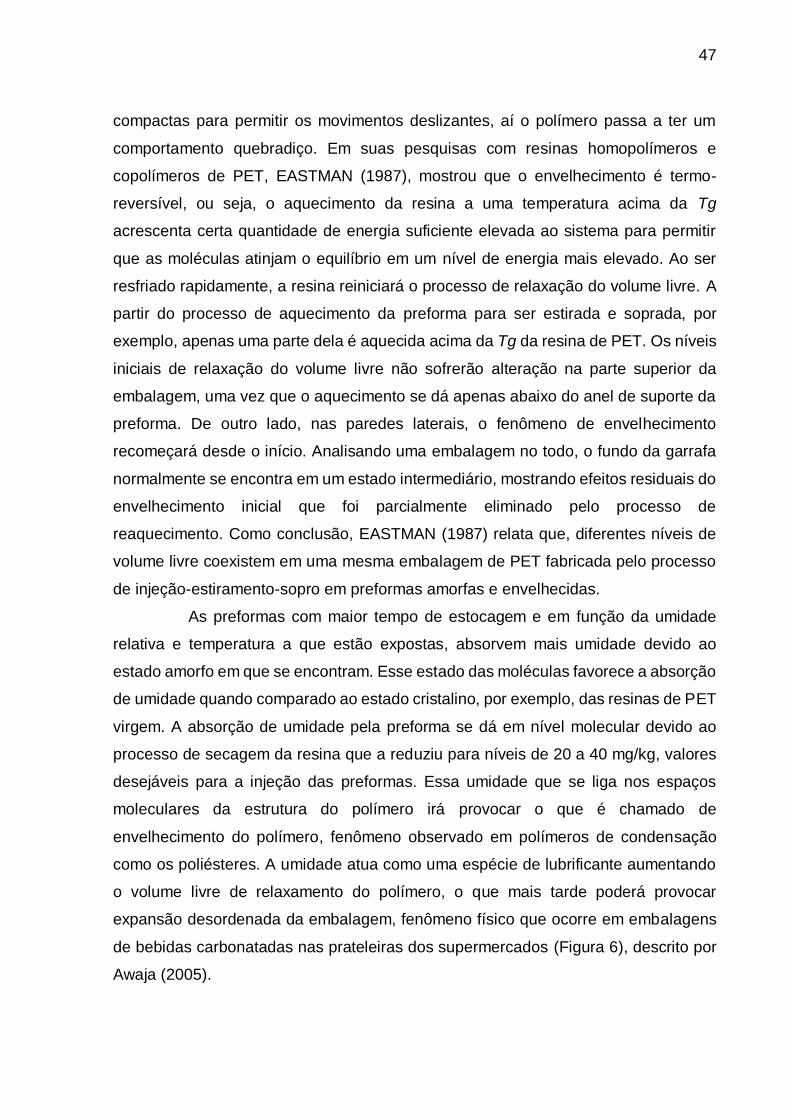
47
compactas para permitir os movimentos deslizantes, aí o polímero passa a ter um
comportamento quebradiço. Em suas pesquisas com resinas homopolímeros e
copolímeros de PET, EASTMAN (1987), mostrou que o envelhecimento é termo-
reversível, ou seja, o aquecimento da resina a uma temperatura acima da Tg
acrescenta certa quantidade de energia suficiente elevada ao sistema para permitir
que as moléculas atinjam o equilíbrio em um nível de energia mais elevado. Ao ser
resfriado rapidamente, a resina reiniciará o processo de relaxação do volume livre. A
partir do processo de aquecimento da preforma para ser estirada e soprada, por
exemplo, apenas uma parte dela é aquecida acima da Tg da resina de PET. Os níveis
iniciais de relaxação do volume livre não sofrerão alteração na parte superior da
embalagem, uma vez que o aquecimento se dá apenas abaixo do anel de suporte da
preforma. De outro lado, nas paredes laterais, o fenômeno de envelhecimento
recomeçará desde o início. Analisando uma embalagem no todo, o fundo da garrafa
normalmente se encontra em um estado intermediário, mostrando efeitos residuais do
envelhecimento inicial que foi parcialmente eliminado pelo processo de
reaquecimento. Como conclusão, EASTMAN (1987) relata que, diferentes níveis de
volume livre coexistem em uma mesma embalagem de PET fabricada pelo processo
de injeção-estiramento-sopro em preformas amorfas e envelhecidas.
As preformas com maior tempo de estocagem e em função da umidade
relativa e temperatura a que estão expostas, absorvem mais umidade devido ao
estado amorfo em que se encontram. Esse estado das moléculas favorece a absorção
de umidade quando comparado ao estado cristalino, por exemplo, das resinas de PET
virgem. A absorção de umidade pela preforma se dá em nível molecular devido ao
processo de secagem da resina que a reduziu para níveis de 20 a 40 mg/kg, valores
desejáveis para a injeção das preformas. Essa umidade que se liga nos espaços
moleculares da estrutura do polímero irá provocar o que é chamado de
envelhecimento do polímero, fenômeno observado em polímeros de condensação
como os poliésteres. A umidade atua como uma espécie de lubrificante aumentando
o volume livre de relaxamento do polímero, o que mais tarde poderá provocar
expansão desordenada da embalagem, fenômeno físico que ocorre em embalagens
de bebidas carbonatadas nas prateleiras dos supermercados (Figura 6), descrito por
Awaja (2005).
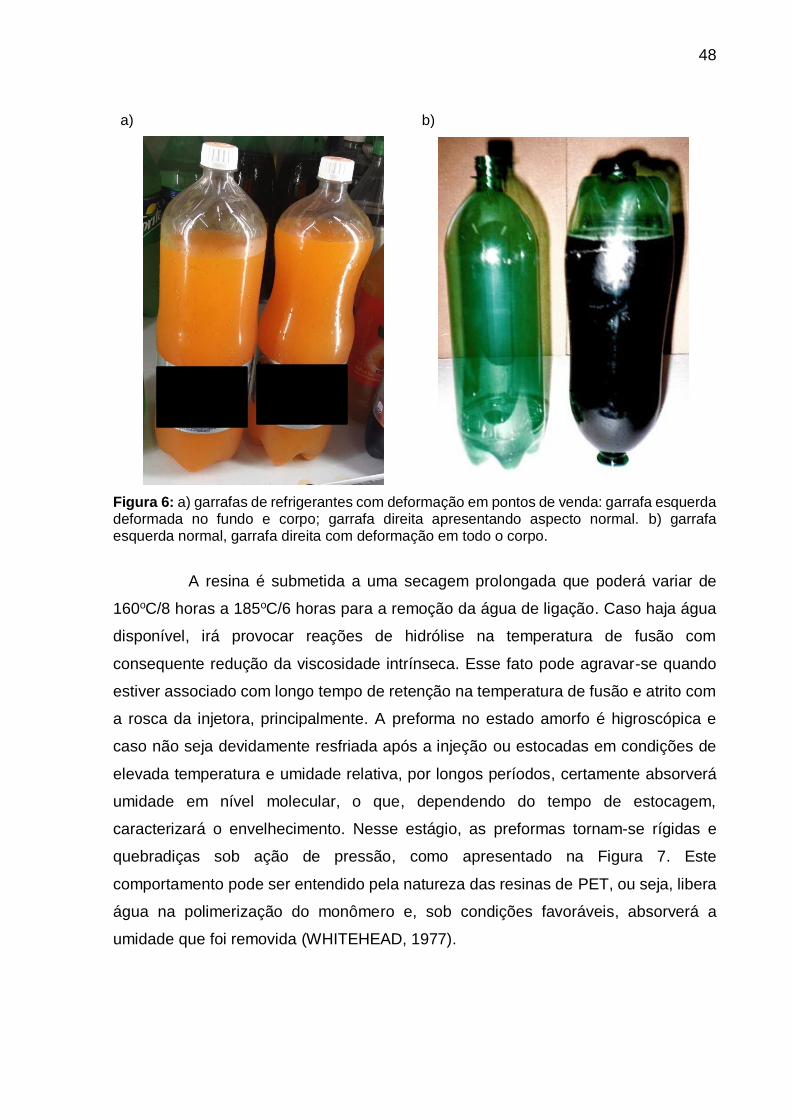
48
a)
b)
Figura 6: a) garrafas de refrigerantes com deformação em pontos de venda: garrafa esquerda deformada no fundo e corpo; garrafa direita apresentando aspecto normal. b) garrafa esquerda normal, garrafa direita com deformação em todo o corpo.
A resina é submetida a uma secagem prolongada que poderá variar de
160oC/8 horas a 185oC/6 horas para a remoção da água de ligação. Caso haja água
disponível, irá provocar reações de hidrólise na temperatura de fusão com
consequente redução da viscosidade intrínseca. Esse fato pode agravar-se quando
estiver associado com longo tempo de retenção na temperatura de fusão e atrito com
a rosca da injetora, principalmente. A preforma no estado amorfo é higroscópica e
caso não seja devidamente resfriada após a injeção ou estocadas em condições de
elevada temperatura e umidade relativa, por longos períodos, certamente absorverá
umidade em nível molecular, o que, dependendo do tempo de estocagem,
caracterizará o envelhecimento. Nesse estágio, as preformas tornam-se rígidas e
quebradiças sob ação de pressão, como apresentado na Figura 7. Este
comportamento pode ser entendido pela natureza das resinas de PET, ou seja, libera
água na polimerização do monômero e, sob condições favoráveis, absorverá a
umidade que foi removida (WHITEHEAD, 1977).

49
a)
b)
Figura 7: a) preformas envelhecidas após teste de compressão. b) preformas recém injetadas após teste de compressão
Tanto a preforma recém injetada quanto a envelhecida fabricada com a
mesma resina, usualmente possuem diferentes taxas de estiramento natural.
Mudanças na temperatura de reaquecimento no estágio de sopro das preformas
podem ser feitas para compensar a diferença na taxa de estiramento natural, o que
não garante uma embalagem estável após pressurização (M&G, 2009).
Quando a umidade da preforma é muito elevada, a taxa de estiramento
natural torna-se muito maior quando comparada com materiais com umidade baixa, e
a regulagem usual de reaquecimento não é adequada. A redução da temperatura no
reaquecimento da preforma compensará a elevada taxa de estiramento natural, mas
o número de embalagens descartadas por problemas de qualidade aumentará
enquanto o operador estiver regulando o equipamento e, ainda, as embalagens
poderão apresentar problemas de estabilidade dimensional após o enchimento e a
pressurização (RABELLO, WHITE 1997).
Caso os níveis de umidade das preformas sejam baixos ou normais e
assumindo que a viscosidade intrínseca também seja normal, não devem aparecer
problemas durante o sopro e o reaquecimento deve ser o usual, ou seja, entre 90 e
110°C na parede da preforma. Perfis irregulares de aquecimento são produzidos
quando, após exposição ao calor radiante no lado externo ou estocagem por tempos
prolongados, (tempo de estabilização do calor) não foi suficientemente longo e
considerando a baixa condutividade térmica, a parede da preforma possui sempre
uma ligeira diferença de temperatura entre o exterior (temperatura superior) e o interior
(temperatura inferior) (FUKUDA, 1990).
50
Conforme relatado por Hansen (2007), preformas sopradas após 6 dias de
estocagem à 30oC e 55% de umidade relativa apresentaram valores de expansão 14%
superior quando comparadas com as embalagens sopradas a partir de preformas
estocadas por 24 horas nas mesmas condições. Níveis similares de expansão foram
encontrados em preformas injetadas com viscosidades intrínsecas de 0,74 dL/g e 0,77
dL/g respectivamente, ou seja, viscosidades intrínsecas menores aumentam a taxa
de estiramento natural
No caso da resina PET, a característica importante do estado amorfo é a
transição vítrea (Tg), na qual ocorre a mudança de estado sólido para um estado
intermediário de semi-líquido-pastoso. A maior consequência da transição vítrea é o
aumento da mobilidade molecular e do volume livre acima da Tg, podendo provocar
alterações físicas e físico-químicas significativas (CHEVALIER et al., 2012).
O estado de não equilíbrio é sempre sujeito a uma força motriz existente
que tende ao estado de equilíbrio. O estado amorfo, abaixo da temperatura de fusão
(Tf), possui uma energia maior do que o estado de equilíbrio cristalino e acima da
temperatura de Tg, a mobilidade molecular é suficiente para permitir a reordenação
das moléculas. Em temperaturas abaixo da Tg, a mobilidade molecular é baixa devido
à elevada viscosidade da massa, não permitindo os rearranjos moleculares
necessários na formação de estruturas cristalinas (DEMIREL, DAVER, 2007).
A Figura 8 apresenta as principais transições térmicas de polímeros
semicristalinos. Durante o sopro, temperaturas pouco acima da temperatura de Tg, o
polímero tende a estirar-se a partir de um só ponto de menor resistência. À medida
que o polímero é estirado, a orientação molecular confere rapidamente uma
resistência superior a esta zona, anteriormente fraca até que as zonas contíguas se
tornem comparativamente mais fracas e comecem, por sua vez, a estirar-se. Esse
comportamento implica que o estiramento inicie, geralmente, a meio-comprimento da
preforma e que a região estirada se estenda progressivamente na direção das duas
extremidades até que a haste de estiramento atinja o fundo do molde de sopro e pare.
Este comportamento implica a tendência de terminar a operação de estiramento com
um material que não seja orientado na região da extremidade ou do gargalo (M&G,
2009).

51
Figura 8: Principais transições térmicas de polímeros semicristalinos. Fonte: Manual Técnico
– Resina PET (M&G, 2009).
As paredes das preformas envelhecidas aquecem-se diferentemente e
desuniformemente, provocando diversos tipos de defeitos na embalagem soprada,
tais como as dobras externas sobre o fundo da embalagem, dobra interna do fundo,
excesso de material no fundo da embalagem e estouro da embalagem devido à baixa
pressão de pré-sopro (BRANDAU, 2012).
Quando o fundo da embalagem não for bem orientado, e uma das causas
pode ser a não absorção de calor suficiente para a exata movimentação molecular,
provocada pela organização durante o tempo de estocagem, ou seja, o
envelhecimento, causa defeitos relacionados a estouros da embalagem no sopro e
em queda livre (DETROIS, STEINBAUER, 2012). A diferença entre as garrafas
sopradas a partir do teste de estouro (Burst Test) de preformas envelhecidas e em
garrafas sopradas a partir de preformas recém injetadas (até 72h) pode ser observada
na Figura 9. Garrafas sopradas com preformas envelhecidas “rasgam” ao longo do
corpo da embalagem, enquanto garrafas sopradas a partir de preformas recém
injetadas estouram sem que haja um dano maior no corpo da embalagem, elas apenas
rompem devido à pressão utilizada no teste.

52
a)
b)
Figura 9: a) teste de estouro em uma garrafa soprada a partir de uma preforma envelhecida.
b) teste de estouro em uma garrafa soprada a partir de uma preforma recém injetada (até 72h).
O aproveitamento total das propriedades de uma embalagem de PET está
condicionado ao grau de bi-orientação molecular proporcionado durante o estiramento
e sopro. A preforma deve ser injetada de maneira tal que permita perfeito estiramento
nos sentidos longitudinal e radial sob ação do sistema de sopro e alongamento
definido em cada tecnologia. O comportamento sob a ação do reaquecimento e
resfriamento, simultaneamente deve ser compatível com os equipamentos utilizados
e de acordo com o grau do polímero (M&G, 2009).
Estes aspectos citados anteriormente são indicados nas situações em que
o comprimento da preforma seja diretamente proporcional ao comprimento da
embalagem soprada, segundo uma relação que permite uma distribuição uniforme de
espessura, durante as fases do sopro. No caso de embalagens nas quais as
preformas não possuem comprimento diretamente proporcional ou para embalagens
de volumes menores onde a necessidade de bi-orientação não é muito importante,
algumas características mecânicas não são levadas em consideração, mas a
transparência, brilho, barreira e dimensões, certamente deverão ser consideradas. A
viscosidade intrínseca de resinas de PET para embalagens de volumes menores,
menor que 500 mL, podem também ser menores nominalmente quando comparadas
com resinas para embalagens de volumes acima de 1000 mL, onde o estiramento e a
bi-orientação são importantes (ANJOS, 2009).
53
3. MATERIAL E MÉTODOS
3.1 Experimento
Neste experimento foram utilizadas preformas de PET de 42,6 g destinadas
à produção de embalagens com capacidade volumétrica nominal de 2.000 mL
oriundas do mesmo lote de produção.
As preformas foram produzidas com resina PET virgem Cleartuf® Max™ da
empresa M&G POLIÉSTER S.A., pertencente à M&G Chemicals, com viscosidade
intrínseca de 0,80±0,02 dL/g.
A produção e estocagem das preformas foram realizadas em uma indústria
fabricante de preformas na cidade de Manaus-AM.
As preformas foram armazenadas em câmaras de estocagem distintas
contendo soluções saturadas de sais MgNO3 (50-60% de UR), NaNO3 (65–70% UR)
e KCl (80–85% de UR), afim de criarem um ambiente interno de equilíbrio com a
umidade relativa respectiva produzida por cada solução salina.
As câmaras de estocagem foram construídas com tubos de PVC de 500
mm de altura e 250 mm de diâmetro (Figura 10). As câmaras foram fechadas no fundo
com um tampão (cap) de PVC. No interior das câmaras foi colocado uma chapa de
acrílico perfurada posicionada à 5 cm do fundo da câmara. Abaixo desta placa
perfurada foram colocadas as soluções salinas, e as preformas depositadas sobre as
placas. Em cada câmara foram armazenadas 120 preformas. As câmaras foram
fechadas com tampões de PVC (caps) e silicone.
Estas câmaras foram armazenadas em dois ambientes distintos. Um grupo
foi armazenado no interior do Laboratório de Qualidade da empresa com temperatura
ambiente controlada em 23 ± 2oC; e o outro grupo de câmaras ficou em um armazém
de estocagem de material, sujeito às variações de temperatura e umidade relativa da
cidade de Manaus, AM.
O experimento foi realizado no período de 13/11/2014 à 11/06/2015,
totalizando 210 dias. Durante este período, a temperatura máxima média na cidade
de Manaus-AM foi de 32,3oC e a temperatura média mínima foi de 25,1oC (BRASIL,
2015).
Os dados meteorológicos apresentados na Tabela 3 foram obtidos no
Banco de Dados Meteorológicos para Ensino e Pesquisa (BDMEP) do Instituto
54
Nacional de Meteorologia – INMET, órgão do Ministério da Agricultura, Pecuária e
Abastecimento. As informações foram coletadas pela estação OMM 82331
(Organização Meteorológica Mundial), latitude -3,1 graus, longitude -60,01 graus,
altitude 61,25 metros (BRASIL, 2015).
Tabela 3: Temperaturas máximas e mínimas médias e umidade relativa média da
cidade de Manaus-AM no período de novembro de 2014 à junho de 2015.
Período
Temperatura Máxima Média oC
Temperatura Mínima Média oC
Umidade Relativa Média (%UR)
nov/14 33,0 25,7 77,2
dez/14 32,9 25,7 80,3
jan/15 31,6 24,6 82,6
fev/15 32,2 25,1 79,9
mar/15 31,9 24,6 85,1
abr/15 32,0 24,9 82,3
mai/15 32,0 25,0 83,5
jun/15 32,7 25,3 77,4
Fonte: Dados extraídos do Instituto Nacional de Meteorologia – INMET (www.inmet.gov.br)
Figura 10: Câmara de estocagem das preformas e placa de acrílico utilizada para separar as
preformas da solução salina.

55
A Figura 11 abaixo apresenta a forma como as câmaras contendo as
preformas foram armazenadas e a codificação utilizada para cada uma delas.
Figura 11: Condições de estocagem das preformas de PET durante o experimento em Manaus, AM.
A partir do tempo zero as preformas foram retiradas das câmaras de
estocagem a cada 30 dias (90, 120, 150, 180, 210 dias). O tempo de 60 dias foi
desconsiderado devido a um erro de amostragem na coleta das preformas. Nestes
tempos as câmaras foram abertas e de cada uma delas foram retiradas 18 preformas.
Imediatamente após a retirada das preformas foi realizado o ensaio de
expansão elástica das preformas no equipamento Agr TopWave Preform Quality
Tester PQT 5500, a análise de viscosidade intrínseca, e a determinação de
acetaldeído.

56
As demais preformas foram enviadas para uma unidade da mesma
empresa na cidade de Jundiaí-SP, e sopradas em condições reais em uma sopradora
de dois estágios marca SIDEL MATRIX modelo SBO 24 com produção de até 52.800
embalagens por hora.
Nas embalagens sopradas foram realizados os testes de resistência ao
estouro (Burst Tester), e as análises de espessura. As preformas foram analisadas
quanto à sua morfologia através da Difração de Raio-X no tempo zero e da última
coleta do experimento, realizada após 6 meses,
3.2 Ensaios de Expansão Elástica
Os testes de expansão elástica para verificar o estiramento das preformas
foram realizados em um equipamento AgrTopWave Preform Quality Tester PQT 5500
(Figura 12). Neste equipamento as preformas foram aquecidas e sopradas
livremente, ou seja, sem a utilização de um molde. As preformas foram aquecidas em
um reservatório com água à 100 ± 5oC e sopradas com uma pressão de 6,3 ± 2 bar
durante 6 segundos. A preforma é considerada com um bom estiramento quando não
estoura durante o sopro, não mostra sinais de cristalização e excessiva expansão de
volume.
Figura 12: Equipamento AgrTopWave Preform Quality Tester PQT 5500 utilizado para
realização dos ensaios de expansão elástica (Cortesia da empresa AMCOR PET, Manaus, AM).
57
3.3 Análise da Viscosidade Intrínseca
A análise de viscosidade intrínseca foi realizada em um viscosímetro Lauda
Proline PV15, baseado nas normas ISO 1628 e ASTM D4603 (2011).
As preformas foram cortadas em suas extremidades tomando como
referência a marca da união do corpo com o gargalo, e do corpo com o fundo e
resfriadas em nitrogênio líquido por 15 minutos. Após o resfriamento as preformas
foram moídas e levadas à estufa à 65oC/2h.
Dissolveu-se 2,0 gramas de resina PET em 25 ml do solvente orto-cloro-
fenol estabilizado a 25 0,1C com agitação a 105C por aproximadamente 40
minutos, até dissolução completa da amostra. Retirou-se do aquecimento e colocou-
se em banho de resfriamento por 15 minutos. Colocou-se o viscosímetro em banho
de temperatura constante a 25 0,1C, mantendo-se o nível do banho acima da marca
superior do viscosímetro. Adicionou-se 10 ml da solução orto-cloro-fenol + polímero
no viscosímetro e manteve-se por 10 minutos para equilíbrio da temperatura. Com
auxílio de vácuo, elevou-se a solução acima da marca superior do viscosímetro,
deixou-se fluir por gravidade para estabilização da leitura. Novamente elevou-se a
solução acima da marca superior e cronometrou-se o tempo para atravessar as duas
marcas do viscosímetro. Essa operação foi repetida até que duas leituras não
diferissem em 0,4 segundo. A partir daí, calculou-se a média do tempo das duas
leituras.
A viscosidade relativa foi calculada através da Equação (1).
r = c. t (1)
Sendo r a viscosidade relativa; c a constante do viscosímetro em relação
ao solvente orto-cloro-fenol utilizado e t o tempo de fluxo no viscosímetro em
segundos.
A viscosidade intrínseca foi determinada através da Equação 20 e segundo
a concentração da solução usada na determinação.
= ln r /C c 0 ( 2 )
onde, é a viscosidade intrínseca, C é a concentração da solução ( 8% ) e ln r
o logarítmo da viscosidade relativa.
58
3.4 Teste de Acetaldeído
A determinação de acetaldeído foi realizada conforme a Norma de
referência ASTM F2013 através de cromatografia gasosa com headspace, utilizando
detector de ionização de chama. As preformas foram pulverizadas em um moinho
criogênico e em seguida peneiradas e pesadas em uma capsula de teflon, e aquecidas
à 130°C/1h. As amostras moídas foram colocadas em frascos vedados com septo,
que foram mantidos em uma câmara de aquecimento para remoção completa do
acetaldeído. A temperatura foi reduzida a 90°C no headspace e após uma hora as
amostras foram injetadas no cromatógrafo com uma coluna de aço com Porapack Q.
A altura do pico de acetaldeído foi medida e comparada com um padrão. O
equipamento utilizado foi um Cromatógrafo Gasoso Perkin Elmer® XI com Head
Space.
3.5 Teste de resistência ao estouro (Burst Test)
Os testes de resistência ao estouro foram realizados em um equipamento
de marca Flutrol, modelo TP-PET 2SF2OES usando a Norma ABNT NBR 15395:
2006. As embalagens sopradas foram pressurizadas com ar e água até atingir uma
pressão de 7x105 Pa (7,0 bar). Esta pressão foi mantida por 12 segundos e então
aumentada até o rompimento da garrafa.
3.6 Determinação da espessura das embalagens
A avaliação da espessura das embalagens foi realizada através da
metodologia não destrutiva baseada na norma ASTM D4166-99 (2004) utilizando o
equipamento Magna-Mike da Panametrics, modelo 8000, que possui resolução de
0,001mm, o qual determina a espessura através do efeito eletromagnético (Hall).
Neste método, a espessura foi determinada a partir da distância que separa duas
esferas metálicas, sendo uma fixada à extremidade de uma sonda móvel e outra
colocada no interior do frasco que está sendo analisado.
Foram feitas medidas de espessura em triplicata em 6 zonas distintas da
garrafa, conforme ilustrado na Figura 13.
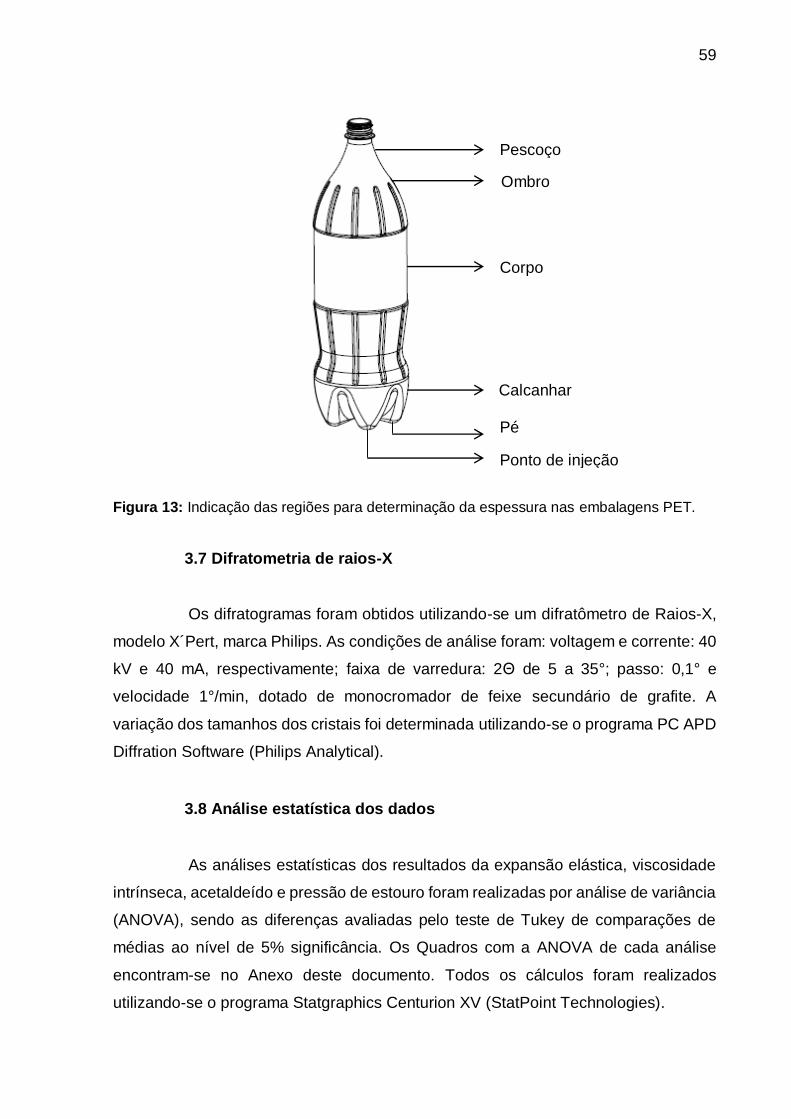
59
Figura 13: Indicação das regiões para determinação da espessura nas embalagens PET.
3.7 Difratometria de raios-X
Os difratogramas foram obtidos utilizando-se um difratômetro de Raios-X,
modelo X´Pert, marca Philips. As condições de análise foram: voltagem e corrente: 40
kV e 40 mA, respectivamente; faixa de varredura: 2Θ de 5 a 35°; passo: 0,1° e
velocidade 1°/min, dotado de monocromador de feixe secundário de grafite. A
variação dos tamanhos dos cristais foi determinada utilizando-se o programa PC APD
Diffration Software (Philips Analytical).
3.8 Análise estatística dos dados
As análises estatísticas dos resultados da expansão elástica, viscosidade
intrínseca, acetaldeído e pressão de estouro foram realizadas por análise de variância
(ANOVA), sendo as diferenças avaliadas pelo teste de Tukey de comparações de
médias ao nível de 5% significância. Os Quadros com a ANOVA de cada análise
encontram-se no Anexo deste documento. Todos os cálculos foram realizados
utilizando-se o programa Statgraphics Centurion XV (StatPoint Technologies).
Pescoço
Ombro
Corpo
Calcanhar
Pé
Ponto de injeção

60
4. RESULTADOS E DISCUSSÃO
4.1 Ensaio de expansão elástica
Os ensaios de expansão elástica das preformas de PET apresentaram
diferenças significativas ao nível de 5% de probabilidade, tanto para o tempo quanto
para as diferentes condições de estocagem, como apresentado na Tabela 4.
O volume (L) alcançado pelas preformas de PET apresentou uma redução
ao longo do tempo em todas as condições de estocagem, sendo que as preformas
armazenadas na câmara 6 (média máxima 32,3±0,5ºC) e umidade relativa de 80 a
85% apresentaram os menores volumes (1,5 L) ao final do sopro livre.
A Figura 14 apresenta o intervalo de confiança de 95% da distribuição das
médias dos volumes em relação à câmara de estocagem.
Figura 14: Intervalo de confiança de 95% da distribuição das médias dos volumes de
expansão elástica em relação à câmara de estocagem.

61
Tabela 4: Volume (litros) alcançado pelas preformas estocadas em diferentes
condições de temperatura e umidade relativa durante 210 dias e sopradas livremente
a 6,3 x 105 Pa / 6 segundos.
Tempo
Câmara 1
23 ± 2°C
50-60%UR
Câmara 2
23 ± 2°C
65-70%UR
Câmara 3
23 ± 2°C
80-85%UR
Câmara 4
32,3 ± 0,5°C
50-60%UR
Câmara 5
32,3 ± 0,5°C
65-70%UR
Câmara 6
32,3 ± 0,5°C
80-85%UR
30 dias
2,70A,a ± 0,02
2,60A,a ± 0,06
2,60AB,a ± 0,01
2,50B,a ± 0,01
2,20C,a ± 0,01
2,00D,a ± 0,00
60 dias*
--- --- --- --- --- ---
90 dias
2,70A,a ± 0,01
2,70A,a ± 0,03
2,60AB,a ± 0,01
2,50B,a ± 0,00
2,20C,a ± 0,01
1,90D,a ± 0,01
120 dias
2,70A,ab ± 0,00
2,70A,ab ± 0,00
2,50AB,ab ± 0,01
2,50B,ab ± 0,01
2,20C,ab ± 0,00
1,80D,ab ± 0,01
150 dias
2,60A,ab ± 0,00
2,60A,ab ± 0,02
2,50AB,ab ± 0,00
2,40B,ab ± 0,02
2,30C,ab ± 0,01
1,80D,ab ± 0,01
180 dias
2,50A,ab ± 0,03
2,50A,ab ± 0,00
2,50AB,ab ± 0,00
2,30B,ab ± 0,01
2,30C,ab ± 0,01
1,70D,ab ± 0,03
210 dias
2,60A,b ± 0,02
2,60A,b ± 0,01
2,50AB,b ± 0,00
2,30B,b ± 0,02
2,20C,b ± 0,00
1,50D,b ± 0,01
Média ± desvio padrão (n = 3). a,b,c,d, As médias seguidas de mesma letra minúscula não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação à câmara de estocagem. A,B,C,D As médias seguidas de mesma letra maiúscula não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação ao tempo de estocagem. *O tempo de 60 dias foi desconsiderado devido a um erro de amostragem na coleta das preformas.
O teste de expansão elástica é muito eficiente e importante durante a
fabricação de preformas para a verificação de possíveis defeitos de injeção e também
para testar preformas com tempo de estocagem prolongado.na avaliação da
qualidade pelos volumes de expansão de sopro livre entre 5,0 e 6,0 x105 Pa (5 a 6
bar) de pressão. Valores excessivamente elevados em relação ao volume original da
embalagem pode ser indicativo de que a qualidade da preforma está comprometida.
A Figura 15 mostra o aspecto final das amostras de preformas sopradas livremente
no AgrTopWave Preform Quality Tester.
62
Figura 15: Estiramento das preformas sopradas livremente no AgrTopWave Preform Quality.
As amostras da câmara 6 ao longo do experimento mostraram redução de
volume de expansão em relação às amostras das outras câmaras e ao longo do tempo
de estocagem, o que não condiz com o fenômeno de envelhecimento, pois a tendência
é que o volume aumente com o tempo longo de estocagem das preformas, o que não
é o caso do período estudado. Aljoumaa & Abboudi (2016) relatam que garrafas de
PET de 1500 mL expostas à luz natural e em temperatura ambiente variável,
mostraram alterações físicas como aumento no grau de cristalinidade, resistência à
tração e aumento da dureza, durante o envelhecimento forçado das amostras. É
possível que a combinação da variação de temperatura de média máxima de
32,3±0,5ºC com a umidade elevada de 80 a 85% possa ter alterado a estrutura
cristalina e provocado a redução no volume de expansão após 30 dias de estocagem
e mantendo-se assim até os 210 dias.
Experiências práticas de indústrias, relatadas em informes e em seminários
técnicos, tem indicado que preformas para embalagens de 2000 mL com
aproximadamente 1 ano de estocagem em condições desfavoráveis de temperatura
e umidade relativa, expandem no sopro livre em volumes que variam de 3000 a 3200
mL. Em comparação com preformas iguais, com até 72 horas de estocagem em
ambiente seco e temperatura de 23 a 25°C apresentam volume de expansão de 2400
a 2500 mL.
Os resultados obtidos no trabalho durante o período de 210 dias, indicam
que os valores de expansão das preformas ainda podem ser considerados
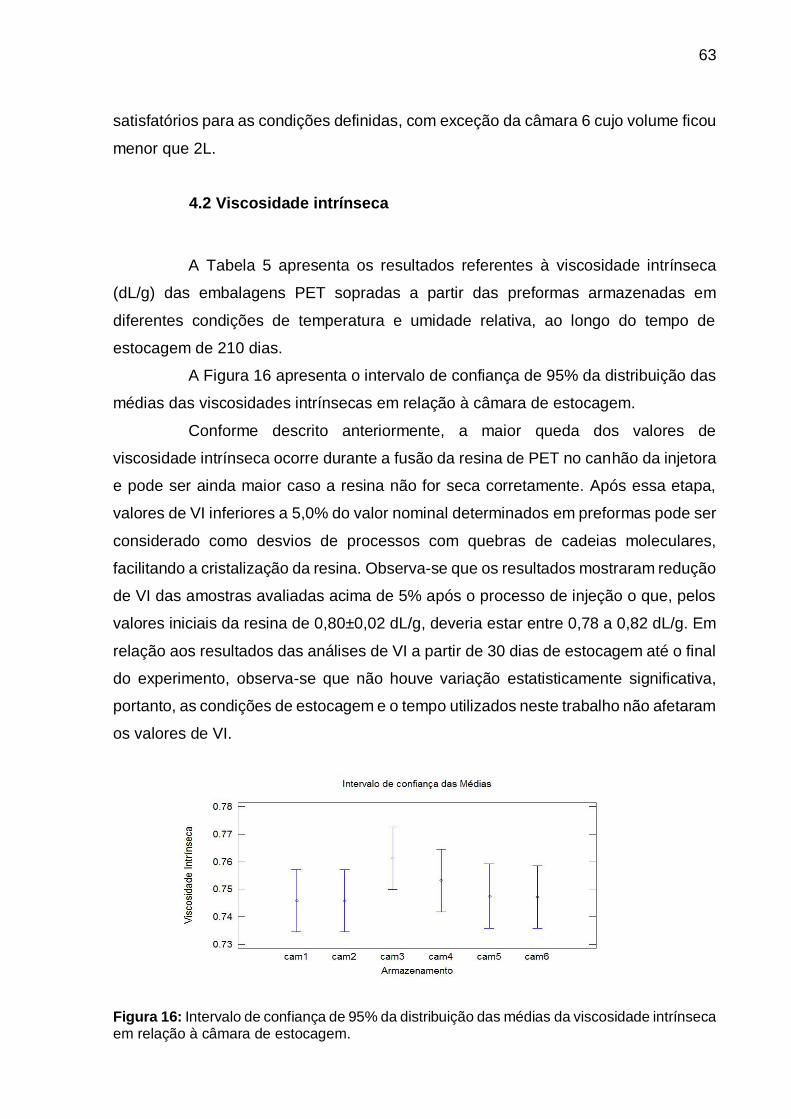
63
satisfatórios para as condições definidas, com exceção da câmara 6 cujo volume ficou
menor que 2L.
4.2 Viscosidade intrínseca
A Tabela 5 apresenta os resultados referentes à viscosidade intrínseca
(dL/g) das embalagens PET sopradas a partir das preformas armazenadas em
diferentes condições de temperatura e umidade relativa, ao longo do tempo de
estocagem de 210 dias.
A Figura 16 apresenta o intervalo de confiança de 95% da distribuição das
médias das viscosidades intrínsecas em relação à câmara de estocagem.
Conforme descrito anteriormente, a maior queda dos valores de
viscosidade intrínseca ocorre durante a fusão da resina de PET no canhão da injetora
e pode ser ainda maior caso a resina não for seca corretamente. Após essa etapa,
valores de VI inferiores a 5,0% do valor nominal determinados em preformas pode ser
considerado como desvios de processos com quebras de cadeias moleculares,
facilitando a cristalização da resina. Observa-se que os resultados mostraram redução
de VI das amostras avaliadas acima de 5% após o processo de injeção o que, pelos
valores iniciais da resina de 0,80±0,02 dL/g, deveria estar entre 0,78 a 0,82 dL/g. Em
relação aos resultados das análises de VI a partir de 30 dias de estocagem até o final
do experimento, observa-se que não houve variação estatisticamente significativa,
portanto, as condições de estocagem e o tempo utilizados neste trabalho não afetaram
os valores de VI.
Figura 16: Intervalo de confiança de 95% da distribuição das médias da viscosidade intrínseca em relação à câmara de estocagem.
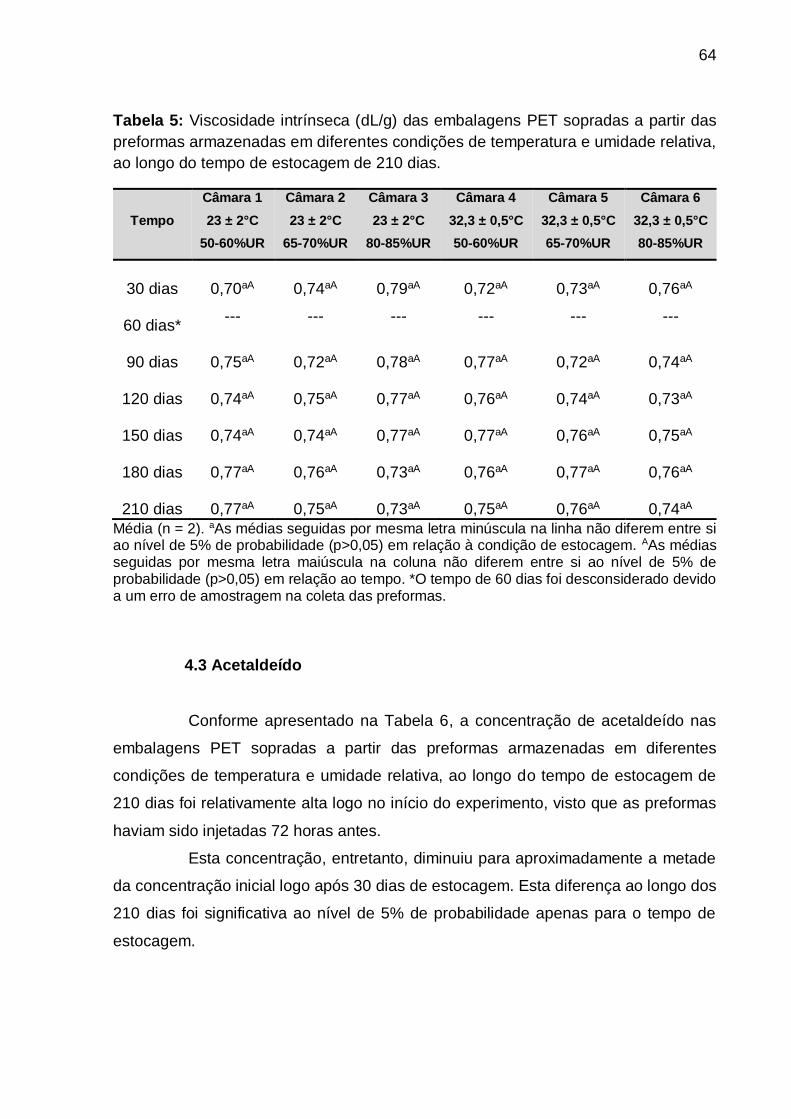
64
Tabela 5: Viscosidade intrínseca (dL/g) das embalagens PET sopradas a partir das
preformas armazenadas em diferentes condições de temperatura e umidade relativa,
ao longo do tempo de estocagem de 210 dias.
Tempo
Câmara 1
23 ± 2°C
50-60%UR
Câmara 2
23 ± 2°C
65-70%UR
Câmara 3
23 ± 2°C
80-85%UR
Câmara 4
32,3 ± 0,5°C
50-60%UR
Câmara 5
32,3 ± 0,5°C
65-70%UR
Câmara 6
32,3 ± 0,5°C
80-85%UR
30 dias
0,70aA
0,74aA
0,79aA
0,72aA
0,73aA
0,76aA
60 dias*
--- --- --- --- --- ---
90 dias
0,75aA
0,72aA
0,78aA
0,77aA
0,72aA
0,74aA
120 dias
0,74aA
0,75aA
0,77aA
0,76aA
0,74aA
0,73aA
150 dias
0,74aA
0,74aA
0,77aA
0,77aA
0,76aA
0,75aA
180 dias
0,77aA
0,76aA
0,73aA
0,76aA
0,77aA
0,76aA
210 dias
0,77aA
0,75aA
0,73aA
0,75aA
0,76aA
0,74aA
Média (n = 2). aAs médias seguidas por mesma letra minúscula na linha não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação à condição de estocagem. AAs médias seguidas por mesma letra maiúscula na coluna não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação ao tempo. *O tempo de 60 dias foi desconsiderado devido a um erro de amostragem na coleta das preformas.
4.3 Acetaldeído
Conforme apresentado na Tabela 6, a concentração de acetaldeído nas
embalagens PET sopradas a partir das preformas armazenadas em diferentes
condições de temperatura e umidade relativa, ao longo do tempo de estocagem de
210 dias foi relativamente alta logo no início do experimento, visto que as preformas
haviam sido injetadas 72 horas antes.
Esta concentração, entretanto, diminuiu para aproximadamente a metade
da concentração inicial logo após 30 dias de estocagem. Esta diferença ao longo dos
210 dias foi significativa ao nível de 5% de probabilidade apenas para o tempo de
estocagem.
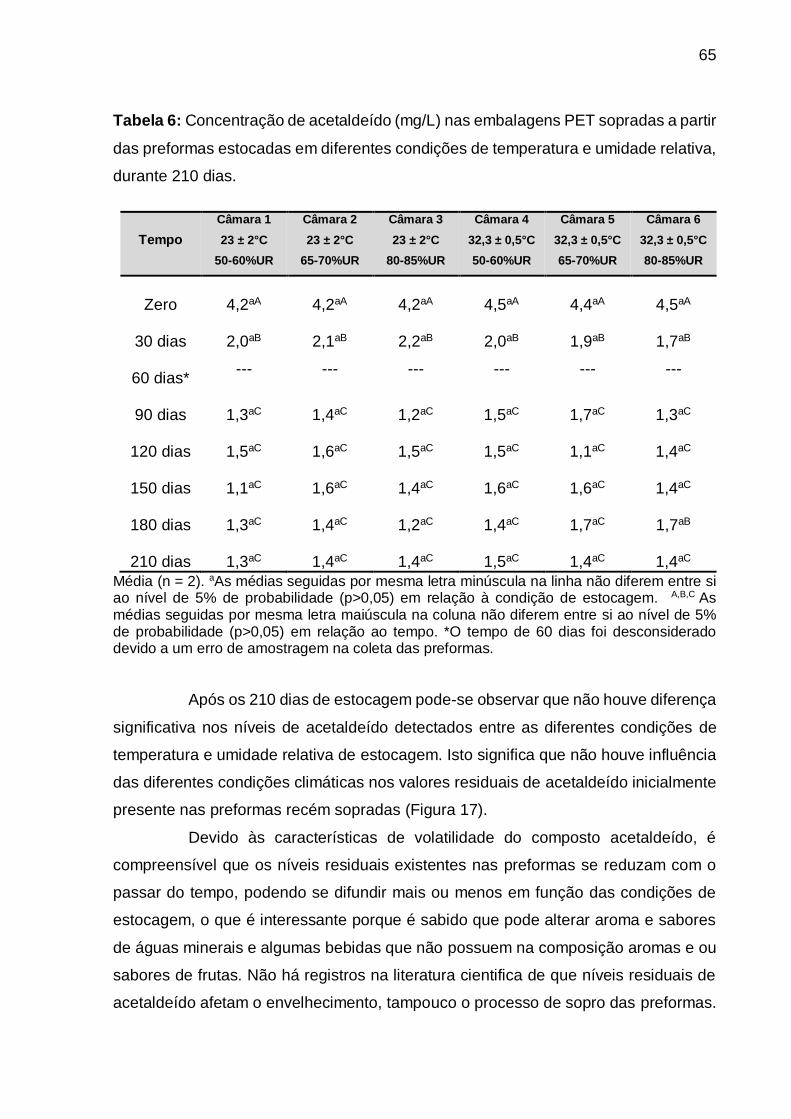
65
Tabela 6: Concentração de acetaldeído (mg/L) nas embalagens PET sopradas a partir
das preformas estocadas em diferentes condições de temperatura e umidade relativa,
durante 210 dias.
Tempo
Câmara 1
23 ± 2°C
50-60%UR
Câmara 2
23 ± 2°C
65-70%UR
Câmara 3
23 ± 2°C
80-85%UR
Câmara 4
32,3 ± 0,5°C
50-60%UR
Câmara 5
32,3 ± 0,5°C
65-70%UR
Câmara 6
32,3 ± 0,5°C
80-85%UR
Zero
4,2aA
4,2aA
4,2aA
4,5aA
4,4aA
4,5aA
30 dias
2,0aB
2,1aB
2,2aB
2,0aB
1,9aB
1,7aB
60 dias*
--- --- --- --- --- ---
90 dias
1,3aC
1,4aC
1,2aC
1,5aC
1,7aC
1,3aC
120 dias
1,5aC
1,6aC
1,5aC
1,5aC
1,1aC
1,4aC
150 dias
1,1aC
1,6aC
1,4aC
1,6aC
1,6aC
1,4aC
180 dias
1,3aC
1,4aC
1,2aC
1,4aC
1,7aC
1,7aB
210 dias
1,3aC
1,4aC
1,4aC
1,5aC
1,4aC
1,4aC
Média (n = 2). aAs médias seguidas por mesma letra minúscula na linha não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação à condição de estocagem. A,B,C As médias seguidas por mesma letra maiúscula na coluna não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação ao tempo. *O tempo de 60 dias foi desconsiderado devido a um erro de amostragem na coleta das preformas.
Após os 210 dias de estocagem pode-se observar que não houve diferença
significativa nos níveis de acetaldeído detectados entre as diferentes condições de
temperatura e umidade relativa de estocagem. Isto significa que não houve influência
das diferentes condições climáticas nos valores residuais de acetaldeído inicialmente
presente nas preformas recém sopradas (Figura 17).
Devido às características de volatilidade do composto acetaldeído, é
compreensível que os níveis residuais existentes nas preformas se reduzam com o
passar do tempo, podendo se difundir mais ou menos em função das condições de
estocagem, o que é interessante porque é sabido que pode alterar aroma e sabores
de águas minerais e algumas bebidas que não possuem na composição aromas e ou
sabores de frutas. Não há registros na literatura cientifica de que níveis residuais de
acetaldeído afetam o envelhecimento, tampouco o processo de sopro das preformas.
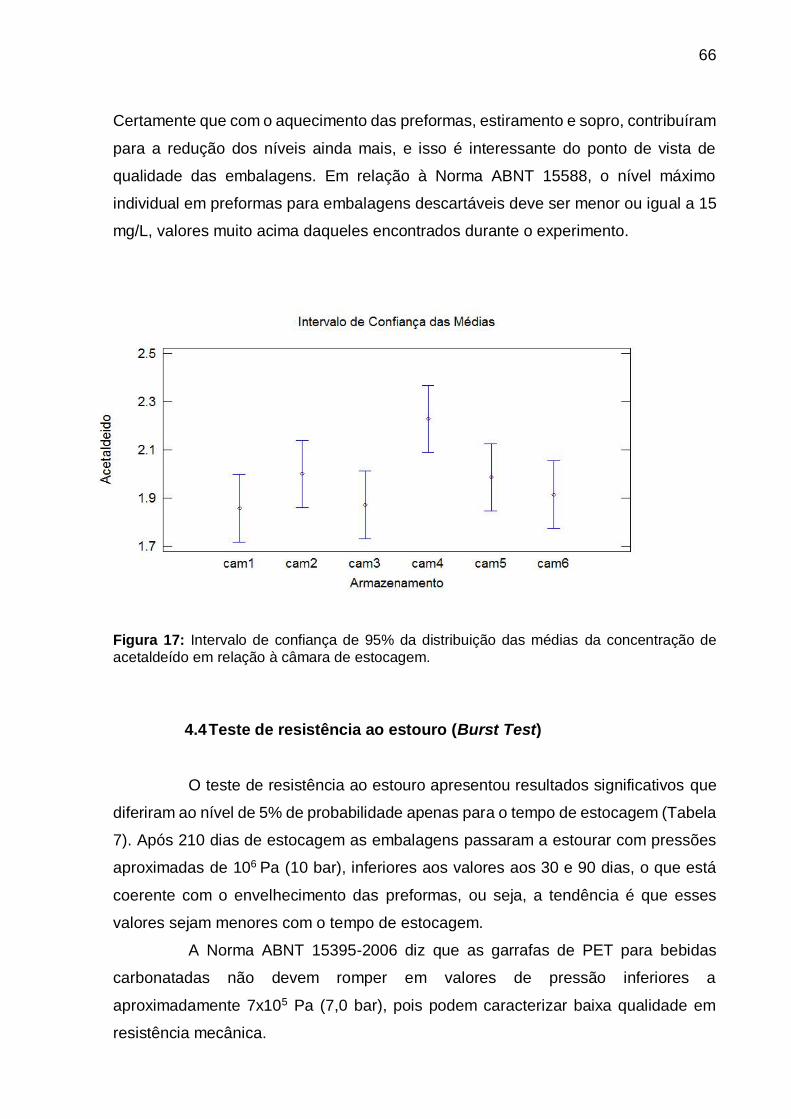
66
Certamente que com o aquecimento das preformas, estiramento e sopro, contribuíram
para a redução dos níveis ainda mais, e isso é interessante do ponto de vista de
qualidade das embalagens. Em relação à Norma ABNT 15588, o nível máximo
individual em preformas para embalagens descartáveis deve ser menor ou igual a 15
mg/L, valores muito acima daqueles encontrados durante o experimento.
Figura 17: Intervalo de confiança de 95% da distribuição das médias da concentração de
acetaldeído em relação à câmara de estocagem.
4.4 Teste de resistência ao estouro (Burst Test)
O teste de resistência ao estouro apresentou resultados significativos que
diferiram ao nível de 5% de probabilidade apenas para o tempo de estocagem (Tabela
7). Após 210 dias de estocagem as embalagens passaram a estourar com pressões
aproximadas de 106 Pa (10 bar), inferiores aos valores aos 30 e 90 dias, o que está
coerente com o envelhecimento das preformas, ou seja, a tendência é que esses
valores sejam menores com o tempo de estocagem.
A Norma ABNT 15395-2006 diz que as garrafas de PET para bebidas
carbonatadas não devem romper em valores de pressão inferiores a
aproximadamente 7x105 Pa (7,0 bar), pois podem caracterizar baixa qualidade em
resistência mecânica.
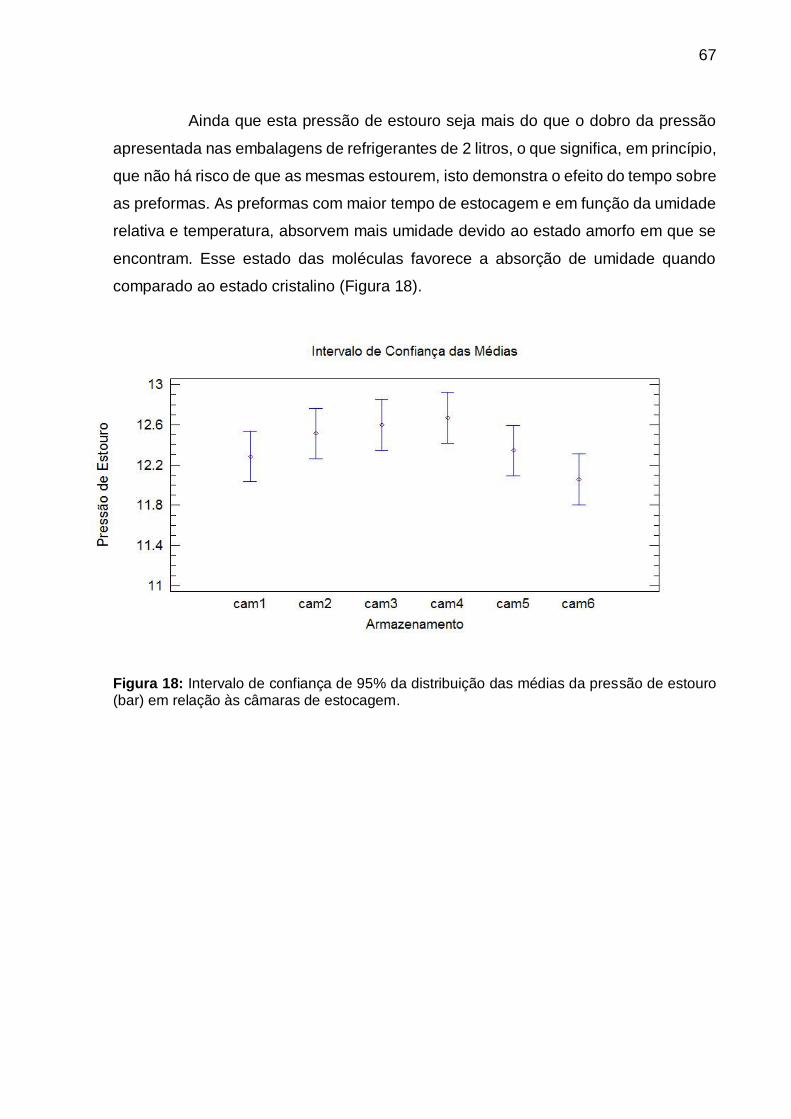
67
Ainda que esta pressão de estouro seja mais do que o dobro da pressão
apresentada nas embalagens de refrigerantes de 2 litros, o que significa, em princípio,
que não há risco de que as mesmas estourem, isto demonstra o efeito do tempo sobre
as preformas. As preformas com maior tempo de estocagem e em função da umidade
relativa e temperatura, absorvem mais umidade devido ao estado amorfo em que se
encontram. Esse estado das moléculas favorece a absorção de umidade quando
comparado ao estado cristalino (Figura 18).
Figura 18: Intervalo de confiança de 95% da distribuição das médias da pressão de estouro (bar) em relação às câmaras de estocagem.
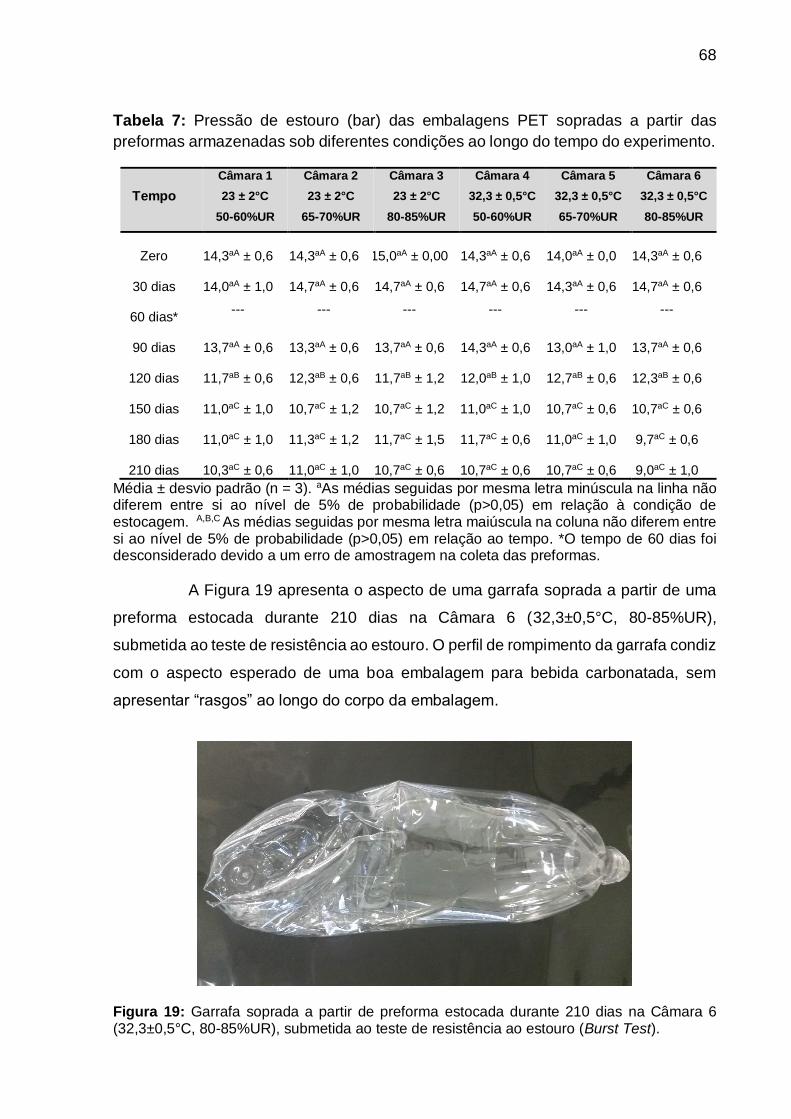
68
Tabela 7: Pressão de estouro (bar) das embalagens PET sopradas a partir das
preformas armazenadas sob diferentes condições ao longo do tempo do experimento.
Tempo
Câmara 1
23 ± 2°C
50-60%UR
Câmara 2
23 ± 2°C
65-70%UR
Câmara 3
23 ± 2°C
80-85%UR
Câmara 4
32,3 ± 0,5°C
50-60%UR
Câmara 5
32,3 ± 0,5°C
65-70%UR
Câmara 6
32,3 ± 0,5°C
80-85%UR
Zero
14,3aA ± 0,6
14,3aA ± 0,6
15,0aA ± 0,00
14,3aA ± 0,6
14,0aA ± 0,0
14,3aA ± 0,6
30 dias
14,0aA ± 1,0
14,7aA ± 0,6
14,7aA ± 0,6
14,7aA ± 0,6
14,3aA ± 0,6
14,7aA ± 0,6
60 dias*
--- --- --- --- --- ---
90 dias
13,7aA ± 0,6
13,3aA ± 0,6
13,7aA ± 0,6
14,3aA ± 0,6
13,0aA ± 1,0
13,7aA ± 0,6
120 dias
11,7aB ± 0,6
12,3aB ± 0,6
11,7aB ± 1,2
12,0aB ± 1,0
12,7aB ± 0,6
12,3aB ± 0,6
150 dias
11,0aC ± 1,0
10,7aC ± 1,2
10,7aC ± 1,2
11,0aC ± 1,0
10,7aC ± 0,6
10,7aC ± 0,6
180 dias
11,0aC ± 1,0
11,3aC ± 1,2
11,7aC ± 1,5
11,7aC ± 0,6
11,0aC ± 1,0
9,7aC ± 0,6
210 dias
10,3aC ± 0,6
11,0aC ± 1,0
10,7aC ± 0,6
10,7aC ± 0,6
10,7aC ± 0,6
9,0aC ± 1,0
Média ± desvio padrão (n = 3). aAs médias seguidas por mesma letra minúscula na linha não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação à condição de estocagem. A,B,C As médias seguidas por mesma letra maiúscula na coluna não diferem entre si ao nível de 5% de probabilidade (p>0,05) em relação ao tempo. *O tempo de 60 dias foi desconsiderado devido a um erro de amostragem na coleta das preformas.
A Figura 19 apresenta o aspecto de uma garrafa soprada a partir de uma
preforma estocada durante 210 dias na Câmara 6 (32,3±0,5°C, 80-85%UR),
submetida ao teste de resistência ao estouro. O perfil de rompimento da garrafa condiz
com o aspecto esperado de uma boa embalagem para bebida carbonatada, sem
apresentar “rasgos” ao longo do corpo da embalagem.
Figura 19: Garrafa soprada a partir de preforma estocada durante 210 dias na Câmara 6 (32,3±0,5°C, 80-85%UR), submetida ao teste de resistência ao estouro (Burst Test).
69
4.5 Análise da distribuição de espessura das embalagens sopradas
A espessura das regiões distintas das embalagens é diferente, como pode
ser visto na Tabela 8. O ponto de injeção é naturalmente o local com maior acúmulo
de material, seguido pelo pescoço e pelo ombro. A diferença apresentada entre as
embalagens medidas é devida a variabilidade normal do processo de sopro e isso não
afeta o desempenho mecânico no cumprimento das funções de conter e proteger. Em
função do desenho da embalagem, essa diferença de espessura pode ser maior nas
regiões de maior acúmulo de plástico e isso também reduz a orientação molecular e
aumenta a permeabilidade aos gases. Para o desenho das embalagens testadas,
verifica-se que o ângulo de inclinação da região pescoço-ombro é alto e, do ponto de
vista de resistência ao empilhamento é interessante, porém dificulta sobremaneira a
orientação molecular quando comparado com desenhos de embalagens com ângulos
menores de inclinação da região pescoço-ombro.
Uma das possibilidades de variação na distribuição de espessura em
garrafas de PET além dos limites de uma especificação é a absorção de calor
desuniforme da preforma durante o seu aquecimento e isso ocorre com preformas
envelhecidas.
Uma típica especificação de espessura em garrafas de PET para bebidas
carbonatadas considera espessuras maiores nas regiões de difícil estiramento e
espessuras mais homogêneas na região do fundo das embalagens, mais susceptíveis
de alterações dimensionais e resistência mecânica quando de elevadas variações de
espessura.
Para embalagens com paredes retas, a variação de espessura fora da
especificação poderá afetar seu desempenho durante o manuseio e uso, pela
reduzida rigidez da parede onde é segura pela mão para uso do conteúdo.
Uma prática muito comum no Brasil é a fabricação de vários desenhos de
embalagens a partir de apenas um perfil de preforma e isso pode, de certa maneira,
afetar a distribuição de espessura, consequentemente acúmulo de material em
regiões de menor estiramento.
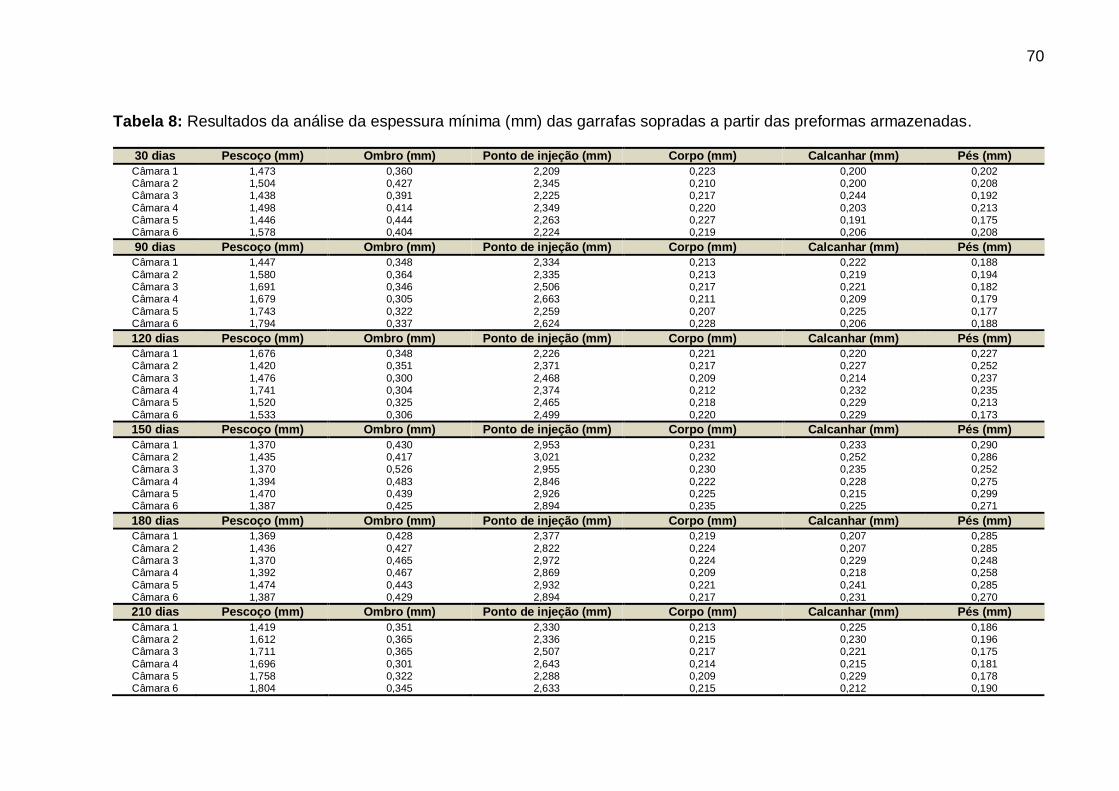
70
Tabela 8: Resultados da análise da espessura mínima (mm) das garrafas sopradas a partir das preformas armazenadas.
30 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,473 0,360 2,209 0,223 0,200 0,202 Câmara 2 1,504 0,427 2,345 0,210 0,200 0,208 Câmara 3 1,438 0,391 2,225 0,217 0,244 0,192
Câmara 4 1,498 0,414 2,349 0,220 0,203 0,213 Câmara 5 1,446 0,444 2,263 0,227 0,191 0,175 Câmara 6 1,578 0,404 2,224 0,219 0,206 0,208
90 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,447 0,348 2,334 0,213 0,222 0,188
Câmara 2 1,580 0,364 2,335 0,213 0,219 0,194 Câmara 3 1,691 0,346 2,506 0,217 0,221 0,182 Câmara 4 1,679 0,305 2,663 0,211 0,209 0,179
Câmara 5 1,743 0,322 2,259 0,207 0,225 0,177 Câmara 6 1,794 0,337 2,624 0,228 0,206 0,188
120 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,676 0,348 2,226 0,221 0,220 0,227 Câmara 2 1,420 0,351 2,371 0,217 0,227 0,252
Câmara 3 1,476 0,300 2,468 0,209 0,214 0,237 Câmara 4 1,741 0,304 2,374 0,212 0,232 0,235 Câmara 5 1,520 0,325 2,465 0,218 0,229 0,213
Câmara 6 1,533 0,306 2,499 0,220 0,229 0,173
150 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,370 0,430 2,953 0,231 0,233 0,290 Câmara 2 1,435 0,417 3,021 0,232 0,252 0,286 Câmara 3 1,370 0,526 2,955 0,230 0,235 0,252
Câmara 4 1,394 0,483 2,846 0,222 0,228 0,275 Câmara 5 1,470 0,439 2,926 0,225 0,215 0,299 Câmara 6 1,387 0,425 2,894 0,235 0,225 0,271
180 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,369 0,428 2,377 0,219 0,207 0,285
Câmara 2 1,436 0,427 2,822 0,224 0,207 0,285 Câmara 3 1,370 0,465 2,972 0,224 0,229 0,248 Câmara 4 1,392 0,467 2,869 0,209 0,218 0,258
Câmara 5 1,474 0,443 2,932 0,221 0,241 0,285 Câmara 6 1,387 0,429 2,894 0,217 0,231 0,270
210 dias Pescoço (mm) Ombro (mm) Ponto de injeção (mm) Corpo (mm) Calcanhar (mm) Pés (mm)
Câmara 1 1,419 0,351 2,330 0,213 0,225 0,186 Câmara 2 1,612 0,365 2,336 0,215 0,230 0,196 Câmara 3 1,711 0,365 2,507 0,217 0,221 0,175
Câmara 4 1,696 0,301 2,643 0,214 0,215 0,181 Câmara 5 1,758 0,322 2,288 0,209 0,229 0,178 Câmara 6 1,804 0,345 2,633 0,215 0,212 0,190
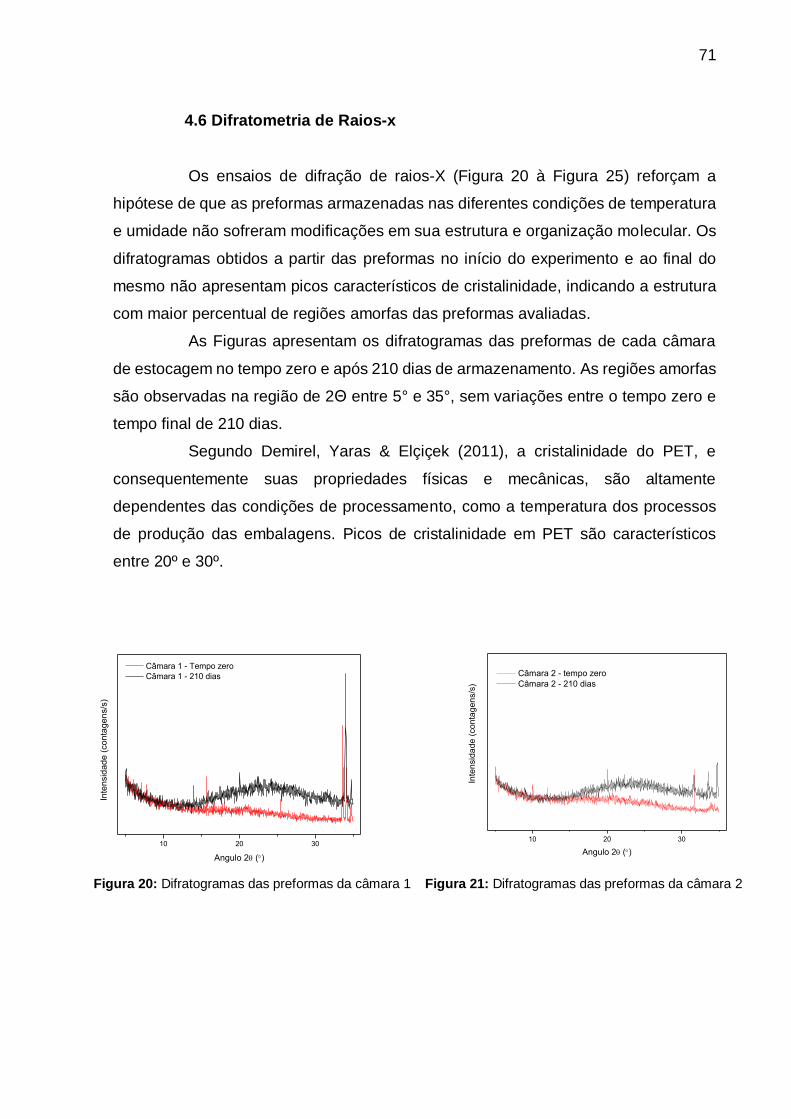
71
4.6 Difratometria de Raios-x
Os ensaios de difração de raios-X (Figura 20 à Figura 25) reforçam a
hipótese de que as preformas armazenadas nas diferentes condições de temperatura
e umidade não sofreram modificações em sua estrutura e organização molecular. Os
difratogramas obtidos a partir das preformas no início do experimento e ao final do
mesmo não apresentam picos característicos de cristalinidade, indicando a estrutura
com maior percentual de regiões amorfas das preformas avaliadas.
As Figuras apresentam os difratogramas das preformas de cada câmara
de estocagem no tempo zero e após 210 dias de armazenamento. As regiões amorfas
são observadas na região de 2Θ entre 5° e 35°, sem variações entre o tempo zero e
tempo final de 210 dias.
Segundo Demirel, Yaras & Elçiçek (2011), a cristalinidade do PET, e
consequentemente suas propriedades físicas e mecânicas, são altamente
dependentes das condições de processamento, como a temperatura dos processos
de produção das embalagens. Picos de cristalinidade em PET são característicos
entre 20º e 30º.
10 20 30
Câmara 1 - Tempo zero
Câmara 1 - 210 dias
Angulo 2 ()
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
10 20 30
Angulo 2 ()
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
Câmara 2 - tempo zero
Câmara 2 - 210 dias
Figura 20: Difratogramas das preformas da câmara 1 Figura 21: Difratogramas das preformas da câmara 2
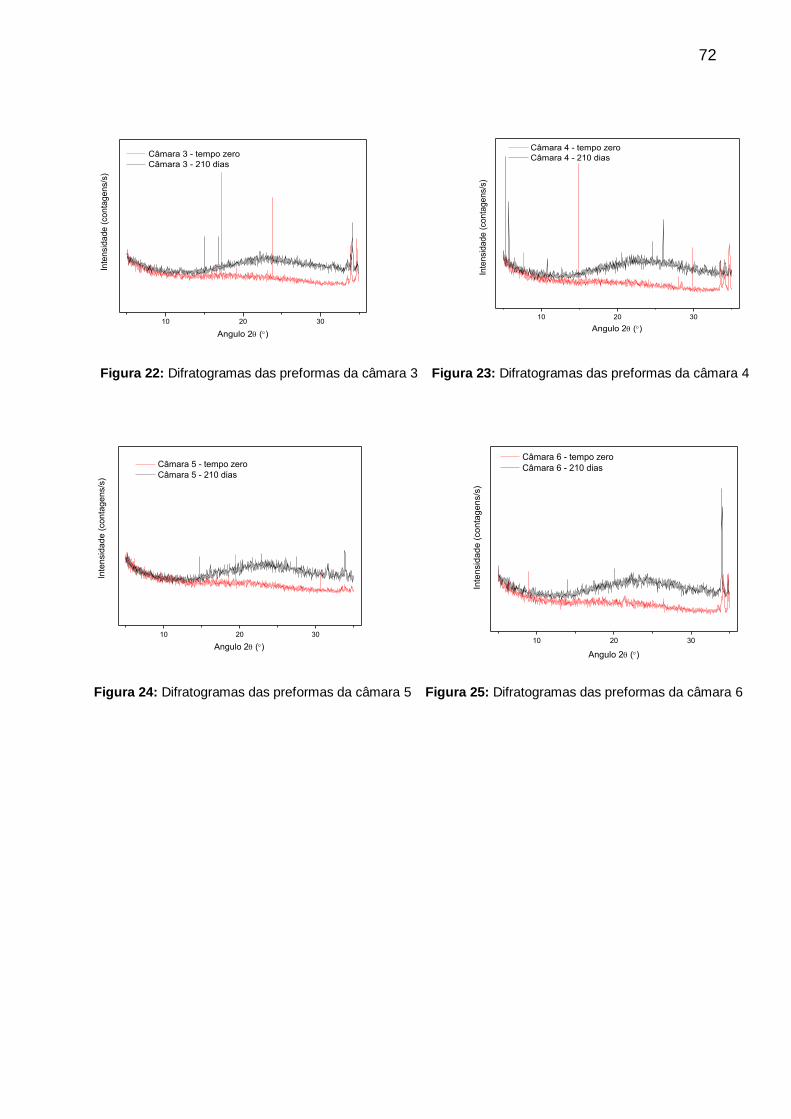
72
10 20 30
Angulo 2 ()
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
Câmara 3 - tempo zero
Câmara 3 - 210 dias
10 20 30
Angulo 2 ()
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
Câmara 4 - tempo zero
Câmara 4 - 210 dias
Figura 22: Difratogramas das preformas da câmara 3 Figura 23: Difratogramas das preformas da câmara 4
10 20 30
Angulo 2 ()
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
Câmara 5 - tempo zero
Câmara 5 - 210 dias
10 20 30
Inte
nsid
ad
e (
co
nta
ge
ns/s
)
Angulo 2 ()
Câmara 6 - tempo zero
Câmara 6 - 210 dias
Figura 24: Difratogramas das preformas da câmara 5 Figura 25: Difratogramas das preformas da câmara 6
73
5. CONCLUSÕES E RECOMENDAÇÕES
As embalagens sopradas com as preformas armazenadas por 210 dias
apresentaram diferença significativa ao nível de 5% de probabilidade no volume de
expansão, tanto para os diferentes tempos, quanto para as diferentes condições de
estocagem. São resultados esperados, isso porque uma vez que foram utilizados os
mesmos parâmetros de sopro para todos os tempos de estocagem das preformas, o
fenômeno de envelhecimento afetou de certa forma os resultados de volume de
expansão das embalagens. Certamente que um estudo com maior tempo de
estocagem de preformas (360 dias), aumentará esse volume de expansão das
embalagens alterando o desenho característico após o sopro, mostrando maior
deformação em relação ao perfil alcançado e mostrado na Figura 7. Atualmente, as
indústrias transformadoras de resinas de PET mantem programas de qualidade bem
definidos e, uma das maiores preocupações é com a história da preforma. Acreditava-
se que, há cerca de 25 anos, que a vida da preforma era indeterminada o que,
somente através de estudos de envelhecimento e parâmetros de sopro das
embalagens se consegue estabelecer a validade correta.
Os valores de viscosidade intrínseca apresentaram diferença significativa
ao nível de 5% de probabilidade apenas para o tempo de estocagem e, portanto, não
foram afetadas por diferentes condições de temperatura e umidade relativa do
ambiente de estocagem.
Os valores de pressão de estouro também apresentaram diferença
significativa ao nível de 5% de probabilidade apenas para o tempo de estocagem e,
portanto, não foram afetadas por diferentes condições de temperatura e umidade
relativa do ambiente de estocagem.
O perfil de estouro das embalagens a partir das preformas avaliadas
mostrou-se normal mesmo com as variações nos valores obtidos. As embalagens
apresentaram boa resistência mecânica nas regiões do corpo e fundo, com
rompimento em pressões muito elevadas. Esse teste é muito eficiente e é capaz de
indicar preformas com baixa qualidade durante o processo de sopro (Figura 9).
Os difratogramas obtidos a partir do corpo das preformas de PET no início
do experimento e ao final do mesmo não apresentam picos de cristalinidade,
indicando que as preformas mantiveram a estrutura amorfa do polímero que não foi
afetado pelas condições de estocagem.
74
Conforme discutido no corpo da Tese, o objetivo da fabricação de
preformas é desfazer a maior parte das regiões cristalinas da resina de PET durante
a fusão e injeção para tornar o processo de bi-orientação molecular mais adequado à
fabricação de embalagens com elevada resistência mecânica. Nas resinas de PET o
percentual de regiões cristalinas é cerca de 45 a 50% (RHODIA-STER,1997)
dependendo do grau da resina e da tecnologia de fabricação de cada empresa. O
processo de fusão tem como objetivo a redução dessas regiões para níveis de 20 a
25% e a análise de difratometria pode ser interessante para saber se o processo de
injeção foi bem conduzido ao ponto de fabricar preformas apropriadas para a
fabricação de embalagens, porém é dispendioso para ser usada no dia a dia da
fabricação de preformas. As indústrias fabricantes de resinas determinam o índice de
cristalinidade através da densidade que possui custo menor em relação à análise de
difratometria.
No estudo realizado, conclui-se, portanto, que mais importante do que a
temperatura e a umidade relativa do ambiente onde as preformas são armazenadas,
o tempo de estocagem teve influência nas propriedades das preformas, apesar de
considerarmos insuficiente para uma conclusão mais concreta das alterações dos
valores.
É interessante que se faça novos estudos de envelhecimento de preformas
pelo menos até 12 meses, utilizando outras condições de temperatura e umidade
relativa a fim de conhecer melhor possíveis alterações que possam ocorrer a partir do
presente estudo. É importante salientar que o fenômeno de “envelhecimento” em
preformas tem influência significativa no processo de sopro de embalagens para
bebidas carbonatadas, já demonstrado pelas experiências práticas de
transformadores de embalagens, relatados em diversos relatórios e conversas em
eventos técnicos. Ao longo dos anos, onde a prática de importação a preços baixos
de preformas já consideradas rejeitadas, era comum no Brasil havia índices de perdas
elevados e, em muitos casos, não se conseguia acertar os parâmetros de sopro para
a transformação das embalagens. Isso pode não ser válido para embalagens para
outros produtos que não exigem resistência mecânica elevada, como as embalagens
de águas minerais, óleos comestíveis, dentre outros. Atualmente, é prática entre
fabricantes de preformas e transformadores de embalagens, que a validade de
preformas devidamente estocadas em ambientes secos é de 6 meses. Preformas
armazenadas por longos períodos podem ocasionar a deformação descontrolada das

75
embalagens de bebidas carbonatadas durante o estocagem, transporte e
comercialização.
As diferenças apresentadas principalmente no volume de expansão e
pressão de estouro das amostras avaliadas, mesmo que pequenas do ponto de vista
estatístico, podem acarretar necessidade de ajustes nas máquinas sopradoras, para
que não ocorram perdas em processo e de qualidade das embalagens sopradas
A estocagem adequada das preformas deve ser, portanto, cuidadosamente
analisada, pois é necessário conhecer a história da resina, do processo e das
condições de estocagem e transporte das mesmas para que não ocorra
comprometimento da integridade física das embalagens produzidas com prejuízos à
cadeia de embalagem e à qualidade do produto final.
É parte integrante da tecnologia de produção de preformas de PET a
verificação das linhas de fluxo destas preformas através de luz polarizada a 0, 45, 90,
180 e 360°. Esta verificação é feita em intervalos de tempo definidos pelos programas
de qualidade e permite obter um dos indícios de que a preforma foi bem injetada e
apropriada para o processo de sopro. As linhas de fluxo em preformas de PET não
são importantes em preformas envelhecidas, mas sim o adensamento e a absorção
de umidade em nível molecular, provocado pelo excesso de tempo em que as mesmas
ficaram estocadas antes de serem levadas ao processo de sopro das garrafas para
refrigerantes carbonatados. Esse fenômeno provoca mudanças no volume livre de
relaxamento e, consequentemente, expansão excessiva da garrafa quando sob
pressão.
Uma preforma de boa qualidade certamente produzirá uma garrafa dentro
dos Padrões de Qualidade ao fim a que se destina, em qualquer sopradora em
condições normais e estáveis de regulagem, porém uma preforma de baixa qualidade
poderá produzir garrafas aparentemente normais, mas que só podem ser produzidas
em condições anormais de regulagem de máquinas sopradoras. Experiências de
indústrias mostraram que com o tempo de estocagem de garrafas cheias e
pressurizadas, o transporte pode provocar defeitos nas embalagens mesmo fechadas,
mas não como aqueles apresentados a partir de preformas envelhecidas.
Como explicar o fato de que preformas “envelhecidas” podem ser sopradas
em equipamentos convencionais de sopro? Tanto preformas recém injetadas como
as “envelhecidas”, fabricadas com o mesmo grau de resina, usualmente possuem
diferentes taxas naturais de estiramento, conforme discutido anteriormente no corpo
76
do trabalho. Alterações na temperatura de reaquecimento das preformas podem ser
realizadas para compensar a diferença na taxa de estiramento. Caso todas as
preformas sejam iguais, ou seja, de mesmo lote, “envelhecidas”, elas possuem
elevada taxa de estiramento e, portanto, devem ser sopradas dentro de uma faixa de
temperatura que produza garrafas, desde que o equipamento seja ajustado para tal
situação e que o tempo de estocagem não seja excessivamente longo, evitando
reorganização total da estrutura molecular do polímero no estado amorfo nas
preformas.
Como recomendação para estudos futuros, trabalhos de envelhecimento
de preformas fabricadas a partir de resinas de viscosidades intrínsecas diferentes e a
partir de homopolímeros e copolímeros podem contribuir muito para geração do
conhecimento a respeito da aplicação eficiente de resinas de PET para embalagens
que requeiram elevada resistência mecânica e boas características de barreira aos
gases.
77
6. REFERÊNCIAS BIBLIOGRÁFICAS
ABIPET. Indústria do PET no Brasil: Mercado, perspectivas, reciclagem. 2013.
Disponível em http://www.abipet.org.br. Acesso: OUT 2016.
ABNT – Associação Brasileira de Normas Técnicas. ABNT NBR 15395:2006. Garrafa
soprada de PET para refrigerantes e águas – Requisitos e métodos de ensaio. 2006.
ABNT – Associação Brasileira de Normas Técnicas. ABNT NBR 15588:2008. Pré-
forma de PET para sopro de embalagem para alimentos e bebidas - Requisitos e
métodos de ensaio. 2008.
AKZO PLASTICS. Arnite for bottles, why and how!. Arnhem, (Technical information).
44p. 1988.
ALJOUMAA, K.; ABBOUDI, M. Physical ageing of polyethylene terephthalate under
natural sunlight: correlation study between crystallinity and mechanical properties.
Applied Physics A. Materials Science & Processing. 122:6. 2016.
AL-SAIDI, L.F.; MORTENSEN, K.; ALMDAL, K. Environmental stress cracking
resistance. Behaviour of polycarbonate in different chemicals by determination of the
time-dependence of stress at constant strains. Polymer Degradation and Stability,
82(3), pp.451–461. 2003.
ANJOS, C.A.R. Influência das condições de estocagem na difusão de acetaldeído em
embalagens de polietileno tereftalato (PET) com revestimento de poli (cloreto de
vinilideno) (PVdC). Campinas, 96p. Tese (Mestrado em Tecnologia de Alimentos) –
FEA, Universidade Estadual de Campinas. 1992.
ANJOS, C.A.R. Aplicação da energia de micro-ondas na secagem da resina de
polietileno tereftalato (PET). Tese (Doutorado em Tecnologia de Alimentos) – FEA,
Universidade Estadual de Campinas. 1998.

78
ANJOS, C.A.R. Influência do processo de transformação na geração de acetaldeído e
níveis residuais em embalagens de poli(etileno tereftalato) (PET) e em bebidas –
Revisão. Brazilian Journal of Biosystems Engineering. V.1 n.3, setembro/dezembro, p.
277-290, 2007.
ANJOS, C.A.R. Os desafios da redução de peso em embalagens de poli(etileno
tereftalato) (PET). Revista Engarrafador Moderno, n. 183, pág. 40-43. Ed. Aden, São
Paulo, SP. 2009.
ASHLEY, R.J., Permeability in plastics packaging. In: Comyn, J. (Ed.) Polymers
permeability. Barking: Elsevier, Applied Science, Chap. 7, p. 269-308, 1986.
ASTM D792–13. Standard test methods for density and specific gravity (relative
density) of plastics by displacement. ASTM International, West Conshohocken, PA,
2013.
ASTM D1895-96(2010)e1. Standard test methods for apparent density, bulk factor,
and pourability of plastic materials. ASTM International, West Conshohocken, PA,
2010.
ASTM D2911M-16, Standard Specification for Dimensions and Tolerances for Plastic
Bottles, ASTM International, West Conshohocken, PA, 2016.
ASTM D4166-99, Standard Test Method for Measurement of Thickness of
Nonmagnetic Materials by Means of a Digital Magnetic Intensity Instrument, ASTM
International, West Conshohocken, PA, 2004.
ASTM D4603-03, Standard Test Method for Determining Inherent Viscosity of
Poly(Ethylene Terephthalate) (PET) by Glass Capillary Viscometer, ASTM
International, West Conshohocken, PA, 2011.
79
ASTM F2013-10(2016), Standard Test Method for Determination of Residual
Acetaldehyde in Polyethylene Terephthalate Bottle Polymer Using an Automated
Static Head-Space Sampling Device and a Capillary GC with a Flame Ionization
Detector, ASTM International, West Conshohocken, PA, 2016.
AWAJA, F.; PAVEL, D. Recycling of PET. European Polymer Journal. Volume 41,
Issue 7. p.1453-1477. 2005.
BATTENFELD FERBATE S/A. A transformação de PET para preformas sopráveis
biaxialmente para garrafas. In: SEMINÁRIO SOBRE EMBALAGENS DE PET PARA
ALIMENTOS E BEBIDAS. Anais. 27p. Campinas: ITAL, 1989.
BEGLEY, T.H. Methods and approaches used by FDA to evaluate the safety of food
packaging materials. Food Addit Contam. 2009.
BLAKEBOROUGH, B. One-stage injection stretch blow moulding. In: PET packaging
technologies. David W. Brooks (Ed.) and Geoff A. Giles (Ed.). Sheffield Academic
Press Ltd. Cap. 7, pg 184-220. Sheffield, UK, 2002.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução RDC nº 20, de 26 de
março de 2008. Regulamento Técnico sobre embalagens de polietilenotereftalato
(PET) pós-consumo reciclado grau alimentício (PET-PCR grau alimentício) destinados
a entrar em contato com alimentos. Publicado em 27 de março de 2008.
BRASIL. Instituto Nacional de Meteorologia. Ministério da Agricultura, Pecuária e
Abastecimento. Disponível em http://www.inmet.gov.br. Acesso: SET 2015.
BOYD, T. Transient crystallization of poly(ethylene terephthalate) bottles. Ph.D.
Thesys, The University of Toledo, 264 pages; 2004.
BRANDAU, O. Chapter 3 - Practical guide to injection molding of preforms. in: Bottles,
preforms and closures. Ottmar Brandau (Ed.). Second Edition. Elsevier Inc. 2012.
80
BROWN, W.E. Plastics in food packaging: Properties, design and fabrication. CRC
Press. 1st Edition. New York. 1992.
CAIRNS, J.A.; OSWIN, C.R.; C.R.; PAINE, F.A. The theory of permeation. In:
Packaging for climatic protection. Monograph: London: Newnes-Butterworth - Institute
of Packaging Chap. 3, p. 27-30. London. 1974.
CANEVAROLO, S. V. Ciência dos Polímeros. 2a ed. São Paulo: Artliber, 2007.
CHANDRAN, P.; JABARIN, S. Biaxial orientation of poly(ethyleneterephthalate) Part
III: Comparative structure and property changes resulting from simultaneous and
sequential orientation. Advances in Polymer Technology, 12, 2, 153-165. 1993.
CHEVALIER, L.; LUO, Y.M.; MONTEIRO, E.; MENARY, G.H. Mechanics of materials
on visco-elastic modelling of polyethylene terephthalate behaviour during multiaxial
elongations slightly over the glass transition temperature. International Journal of
Mechanics and Materials, 52, pp.103–116. 2012.
COELHO, T.M.; CASTRO, R., GOBBO JR, J.A. Resources, conservation and
recycling PET containers in Brazil : Opportunities and challenges of a logistics model
for post-consumer waste recycling. Resources, Conservation & Recycling, 55(3),
pp.291–299. 2011.
COFFMAN, P. Polyester Polymer. São Paulo: ICI, 37p. Boletim Técnico. 1988.
COMYN, J. Polymer Pemeability. Elsevier Applied Science Publishers Ltd., London,
1985.
CONAIR, INC. Dehumidifying dryers and preheaters for plastic processors. (Technical
Report. Form no 9300 CL 1/85). 14p. Franklin. 1985.
D’HEUR, J. Barrier improvement technologies for PET and PVC stretched bottles. In:
INTERNATIONAL COEXTRUSION CONFERENCE. COEX EUROPE-86, Cologne.
Proceedings. Busines Research, p. 265-297. 1986.
81
DEMIREL, B.; DAVER, F. Optimum design of PET bottle bases against stress
cracking. SPE-ANTEC Proceedings. Elsevier, v.42, p.2413-2414, 2001. Cincinnati,
2007.
DEMIREL, B.; YARAS, A.H.; ELCICEK, B.F. Crystallization behavior of PET materials.
Bil Enst Dergisi Cilt, 13, pp. 26–35. 2011.
DETROIS, C., STEINBAUER, T. Chapter 1 - PET beverage bottles, in: Bottles,
preforms and closures. Ottmar Brandau (Ed.). Second Edition. Elsevier Inc. 2012.
DONG, M.; DIEDWARDO, A. H.; ZITOMER, F. Determination of residual acetaldehyde
in Polyethylene terephthalate bottles, preforms and resins by automated headspace gas
chromatography. Journal of Chromatography Science, v.18, n.5, p.242-246, 1980.
EASTMAN CHEMICAL COMPANY. Polyester plastics for packaging. Kingsport, 18p.
(Technical report. 70A), 1987.
FUKUDA, M.; KAWAY, H. FTi.r. Study on the nature of water sorbed in polyethylene
terephthalate film. POLYMER, v. 31, n°2, p. 275-302, 1990.
GOOD YEAR. Cleartuf. PET packaging resins. Technical Report. Virginia, 16P. 1987.
HANSEN, C.M. On predicting environmental stress cracking in polymers. Polymer
Degradation and Stability, v. 77, pp.259–268. 2007.
HASAN, M.; MUJUMDAR, A.S. Drying of polymers. In: Mujumdar, A.S. (Ed.) Handbook
of industrial drying. CRC Press. 2014.
HERNANDEZ, R. J. Food packaging materials, barrier, properties, and selection. In:
Handbook of food engineering practice. KENNETH J. VALENTAS (Ed.). CRC Press.
1997.
ICI – Imperial Chemical Industries. Poly(ethylene terephthalate). Melinar TM: Technical
aspects of injection moulding. Middlesbrough: Technical Report Form, 36 p. 1988.
82
INTER-TECH LTD. PET melting point and glass transition temperature. Technical
information. USA. p.5-7. 1987.
INTER-TECH LTD. The injection moulding machine: extruder and screw design.
Technical information. USA. 17p. 1985.
ISO 1628-1:2009. Plastics - Determination of the viscosity of polymers in dilute solution
using capillary viscometers. 2009.
JANSEN, J.A. Enviromental stress cracking. Adv. Mater. Process., June, p.50, 2004.
JENKINS, W.A.; HARRINGTON, J.P. Packaging foods with plastics. Taylor & Francis,
344 p.1991.
JUNIOR, F.W.V. Applications and opportunities for PET containers. EASTMAN
Technical Reporto. USA. 40p. 1987.
KAREL, M. Packaging protection for oxigen-sensitive products. Food Technology,
8:52-60. 1974.
KRUPP FORMAPLAST MASCHINENBAU GmbH. Características no processamento de
Polietileno Tereftalato (PET). Manual Técnico. 68p. São Paulo, 1987.
LUISI, L.L. PET Chega às bebidas carbonatadas. Plástico Moderno, São Paulo, n.11,
p.22-31, 1985.
M&G POLÍMEROS DO BRASIL. Manual Técnico Resina PET. 2009.
MANO. E.B. Polímeros como materiais de engenharia. São Paulo: Edgar Blucher, 1991.
197p.
MARTIN, L.; BRANDAU, O. Chapter 2 - PET Preforms. in: Bottles, preforms and
closures. Ottmar Brandau (Ed.). Second Edition. Elsevier Inc. 2012.
83
MCGONIGLE, E.A.; LIGGAT, J.J., PETHRICK, R.A.; JENKINS, S.D.; DALY, J.H.;
HAYWARD, D. Permeability of N2, Ar, He and CO2 through biaxially oriented polyester
films – dependence of free volume. Polymer 42(6):2413-2426. 2001.
MCGONIGLE, E.A.; LIGGAT, J.J., PETHRICK, R.A.; JENKINS, S.D.; DALY, J.H.;
HAYWARD, D. Permeability of N2, Ar, He, O2, and CO2 through as‐extruded
amorphous and biaxially oriented polyester films: Dependence on chain mobility.
Journal of Polymer Science Part B. Polymer Physics 42(15):2916 – 2929. 2004
MIKI, Y. PET bottle prime content in Japan’s beer. Packaging war. Brewers Digest.
USA, v.4, p. 15-17. 1985.
MORRISON, E.D.; MALVEY, M.W.; JOHNSON, R.D.; ANACKER, J.L. & BROWN.
Effect of chemical environments on stress cracking of poly ( ethylene terephthalate )
beverage bottles. , 27, pp.660–666, 2008.
MORRISON, E.D., MALVEY, M.W.; JOHNSON, R.D.; ANACKER, J. L. & BROWN
Mechanism of stress cracking of poly ( ethylene terephthalate ) beverage bottles : A
method for the prevention of stress cracking based on water hardness. Polymer
Degradation and Stability, 95(4), pp.656–665. 2010.
POMMERET, H.; LEBLOND, D. A garrafa de PET. Características técnicas de
fabricação e aplicação à pasteurização: São Paulo: SIDEL, Folheto Técnico, 1989.
RABELLO, M.S.; WHITE, J.R. The role of physical structure and morphology in the
photodegradation behaviour of polypropylene. Polymer Degradation Stability. Volume
56, issue 1. p.55-73. 1997.
RHODIA-STER S.A. – Resina de PET, Manual Técnico – RHOPET, São Paulo, SP,
1997.
RICE, J. PET Jar Cans & Bottles. Food Processing, v.47, n.5, p.186-190. 1986.

84
RISCH, S. J. Food packaging history and Innovations. Journal of Agricultural and Food
Chemistry, 57(18):8089-8092, 2009.
ROBERTSON, G.L. Food packaging: principles and practice. 3rd Edition. CRC Press.
2012.
ROSATO, D. V.; ROSATO, M. G. Injection molding handbook. 3rd Edition. Springer
US, 2012.
SANT ANNA, J.P. PET: Técnica de transformação evolui e reduz consumo de resina
por unidade. Disponível em www.plasticos.com.br. Publicado em 21 de março de
2016. Acesso: OUT 2015.
WHITEHEAD, B.D. The crystallization and drying of polyethylene terephthalate (PET).
Ind. Eng. Chem., Process. Des. Dev., v.16, n.3, p. 341-346, 1977.
ZHOU, H. - Effects of Microcrystallinity on Physical Aging and Environmental Stress
Cracking of Poly (ethylene terephthalate) (PET), Tese de Doutorado, University of
Toledo, Estados Unidos, 2005.
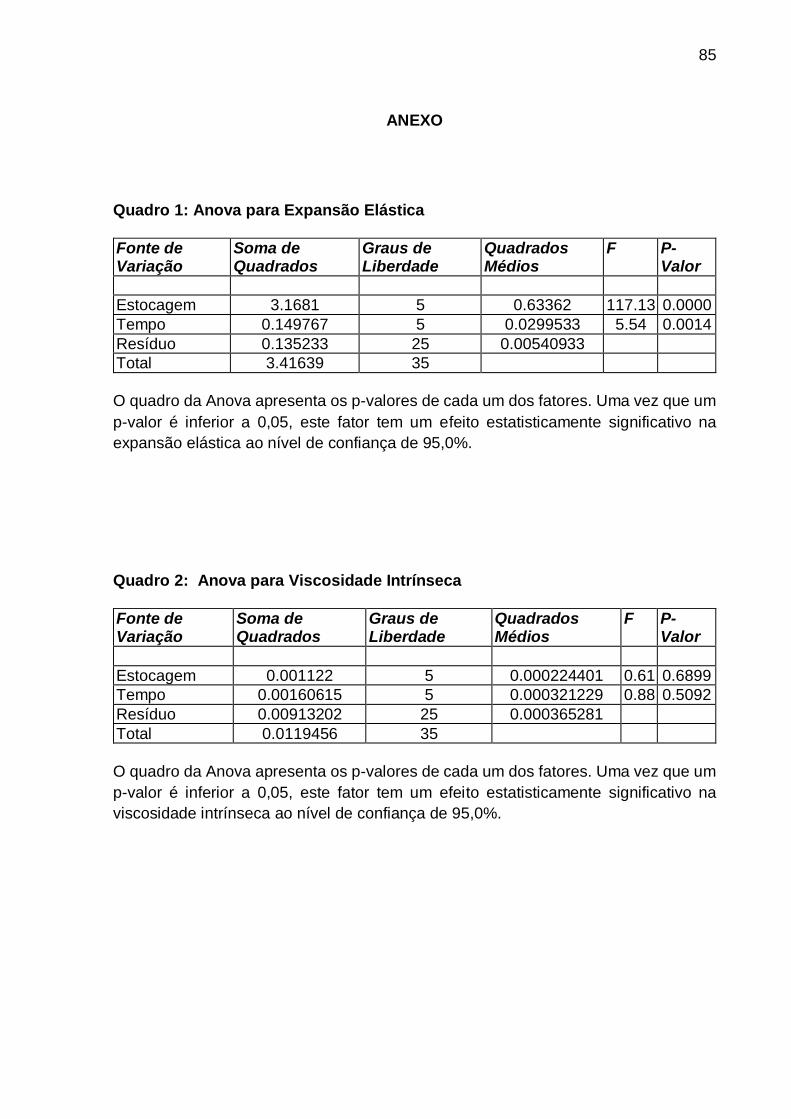
85
ANEXO
Quadro 1: Anova para Expansão Elástica
Fonte de Variação
Soma de Quadrados
Graus de Liberdade
Quadrados Médios
F P-Valor
Estocagem 3.1681 5 0.63362 117.13 0.0000
Tempo 0.149767 5 0.0299533 5.54 0.0014
Resíduo 0.135233 25 0.00540933
Total 3.41639 35
O quadro da Anova apresenta os p-valores de cada um dos fatores. Uma vez que um
p-valor é inferior a 0,05, este fator tem um efeito estatisticamente significativo na
expansão elástica ao nível de confiança de 95,0%.
Quadro 2: Anova para Viscosidade Intrínseca
Fonte de Variação
Soma de Quadrados
Graus de Liberdade
Quadrados Médios
F P-Valor
Estocagem 0.001122 5 0.000224401 0.61 0.6899
Tempo 0.00160615 5 0.000321229 0.88 0.5092
Resíduo 0.00913202 25 0.000365281
Total 0.0119456 35
O quadro da Anova apresenta os p-valores de cada um dos fatores. Uma vez que um
p-valor é inferior a 0,05, este fator tem um efeito estatisticamente significativo na
viscosidade intrínseca ao nível de confiança de 95,0%.
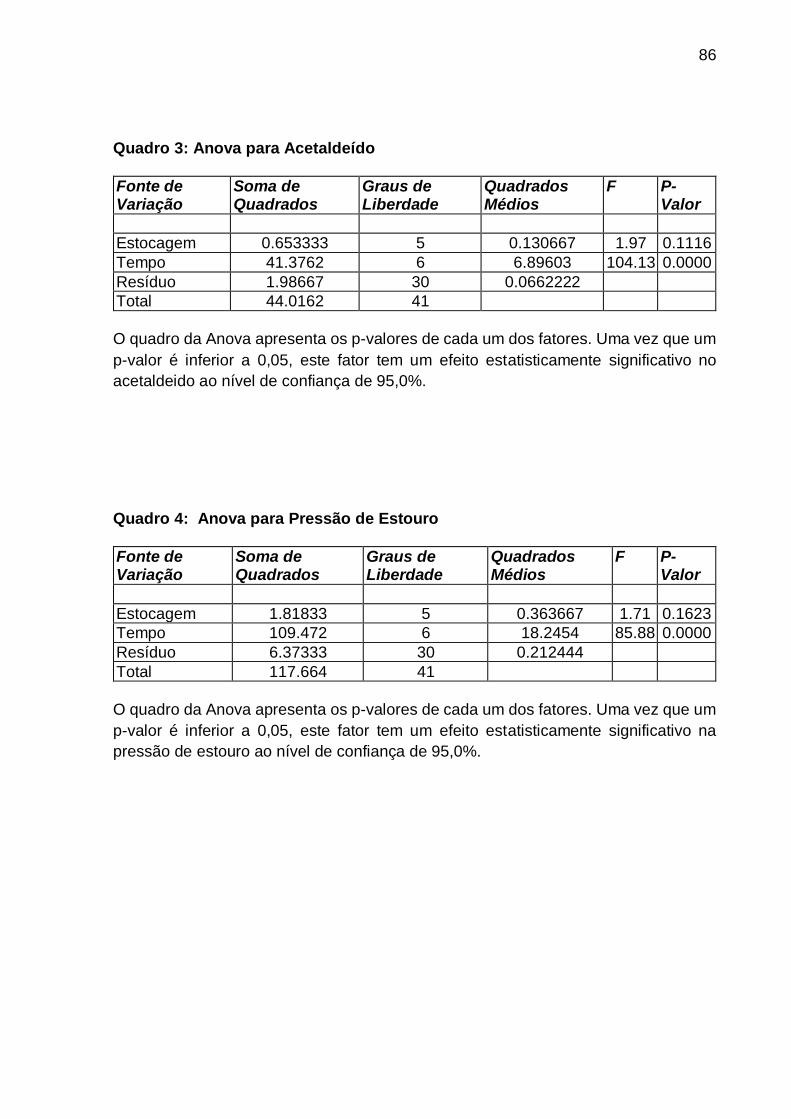
86
Quadro 3: Anova para Acetaldeído
Fonte de Variação
Soma de Quadrados
Graus de Liberdade
Quadrados Médios
F P-Valor
Estocagem 0.653333 5 0.130667 1.97 0.1116
Tempo 41.3762 6 6.89603 104.13 0.0000
Resíduo 1.98667 30 0.0662222
Total 44.0162 41
O quadro da Anova apresenta os p-valores de cada um dos fatores. Uma vez que um
p-valor é inferior a 0,05, este fator tem um efeito estatisticamente significativo no
acetaldeido ao nível de confiança de 95,0%.
Quadro 4: Anova para Pressão de Estouro
Fonte de Variação
Soma de Quadrados
Graus de Liberdade
Quadrados Médios
F P-Valor
Estocagem 1.81833 5 0.363667 1.71 0.1623
Tempo 109.472 6 18.2454 85.88 0.0000
Resíduo 6.37333 30 0.212444
Total 117.664 41
O quadro da Anova apresenta os p-valores de cada um dos fatores. Uma vez que um
p-valor é inferior a 0,05, este fator tem um efeito estatisticamente significativo na
pressão de estouro ao nível de confiança de 95,0%.