universidade de sÃo paulo escola de engenharia de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
Escola de Engenharia de Lorena
Rodrigo Maia Nogueira
Análise dos benefícios obtidos com o uso do programa 5S em um
departamento de assistência técnica
Lorena
2015
Rodrigo Maia Nogueira
Análise dos benefícios obtidos com o uso do programa 5S em um
departamento de assistência técnica
Monografia apresentada a Escola de
Engenharia de Lorena da Universidade
de São Paulo para obtenção do título
de Engenharia Industrial Química.
Orientador: Prof. MSc. Antônio Carlos
da Silva
Lorena
2015

Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer
meio convencional ou eletrônico, para fins de estudo e pesquisa, desde que
citada a fonte.

Dedico este trabalho carinhosamente à minha família, que sempre me apoiou em
especial à minha mãe Maria Teresa, e a minha namorada Naira que sempre
estiveram do meu lado em todos os momentos que mais precisei.

AGRADECIMENTOS
Agradeço em primeiro lugar a Deus por tudo que ele tem feito em minha
vida, sempre me mostrando o caminho certo para seguir.
Aos meus pais, Maria e Francisco, que sempre estiveram do meu lado
desde o inicio e me apoiaram em cada escolha. Minha mãe, a mulher que me
ensinou a ser o homem que sou hoje, a pessoa por qual eu tenho o maior amor.
Agradeço por todo carinho recebido.
A minha irmã Mirelly, meu cunhado Tadeu e, meus sobrinhos Sara, Eva e
Levi, obrigado por fazerem parte da minha vida, e por saber que sempre poderei
contar com vocês.
A minha namorada Naira, te agradeço muito por participar de praticamente
toda essa etapa da minha vida, sempre me apoiando e ajudando em todas as
horas.
Aos meus amigos que fizeram parte dessa jornada e estiveram presentes
em todos os momentos.
Ao meu professor orientador, Antônio Carlos da Silva, pela paciência e
atenção em me ajudar no desenvolvimento desse trabalho.
Por fim, agradeço também a todos os professores com quem tive prazer de
aprender. Muito obrigado por terem dividido comigo seus conhecimentos e
experiências, me ajudando muito a me tornar o profissional que sou hoje.

RESUMO
NOGUEIRA R. M. Análise dos benefícios obtidos com o uso do programa 5S
em um departamento de assistência técnica. Monografia (Trabalho de
Graduação em Engenharia Industrial Química) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2015.
O programa 5S é uma importante ferramenta que visa à melhoria da qualidade e
produtividade, muito utilizada em várias empresas e órgãos, por se tratar de uma
ferramenta que traz grandes benefícios tanto para as instituições como para todas
as pessoas envolvidas em seus processos. Os focos principais do programa são
a melhoria do ambiente de trabalho, saúde, higiene e aumento da eficácia dos
processos. A implantação do 5S teve como objetivo a melhoria do ambiente de
trabalho, junto com a diminuição de perdas e desperdícios, proporcionando uma
melhora na qualidade dos serviços. Esse trabalho consistiu no acompanhamento
da utilização da ferramenta da qualidade em um departamento de assistência
técnica, de uma multinacional alemã do ramo de equipamentos pesados. A
metodologia que foi aplicada neste trabalho é o estudo de caso, onde através do
estudo dos benefícios gerados foi possível concluir que o programa atingiu a sua
meta. Os resultados obtidos foram considerados satisfatórios, pois trouxeram
melhorias tanto para o departamento quanto para a empresa, com relação à
organização, qualidade e limpeza. Outro resultado importante que foi obtido é a
melhora no relacionamento dos colaboradores e destes com a liderança, isto
devido ao envolvimento de todos na ferramenta e a dedicação com o projeto.
Palavras chave: 5S, Qualidade, Melhoria.

ABSTRACT
The 5S program is an important tool that has as an objective to improve the quality
and productivity, it’s very used in many enterprises, because it is a tool of great
benefits to the institutions as well as to the people involved in this program. The
main focuses of the program are the improvement of workplace, health, hygienic
and increase the outwork of the process. The implementation of 5S was aimed at
improving the working environment, along with the reduction of losses and waste,
providing an improved quality of services. This work consisted in monitoring the
use of the quality tool at a service department, of a German multinational in the
field of heavy equipment. The methodology that was applied in this work is a case
study, where by studying the benefits generated was concluded that the program
reached its goal. The results were considered satisfactory, as brought
improvements both for the department and for the company, regarding
organization, quality and cleanliness. Another important result that was obtained is
the improvement in the relationship of employees and of those with leadership,
that because of the involvement of all with the tool and dedication to the project.
Keywords: 5S, Quality, Improvement.
LISTA DE ILUSTRAÇÕES
Figura 1 – 5S, Tradução e Significado ................................................................... 13
Figura 2 – Classificação da disposição dos objetos quanto à frequência de
utilização ................................................................................................................... 26
Figura 3 – Antigo pátio de máquinas usadas ainda não reformadas ..................... 28
Figura 4 – Atual pátio de máquinas usadas ainda não reformadas ....................... 28
Figura 5 – Atual pátio de máquinas usadas já reformadas .................................... 28
Figura 6 – Etiquetas de Identificação ..................................................................... 29
Figura 7 – Modelos de caixa de madeira utilizadas ............................................... 30
Figura 8 – Prateleira exclusiva para a armazenagem de paletes ........................... 30
Figura 9 – Antiga disposição do armário de ferramentas ....................................... 31
Figura 10 – Antiga disposição do armário de ferramentas ..................................... 32
Figura 11 – Nova ferramentaria do departamento ................................................. 32
Figura 12 – Atual disposição das ferramentas do departamento. Ferramentas
para desmontagem de cilindro hidráulico .................................................................. 33
Figura 13 – Atual disposição das ferramentas do departamento. Ferramentas
utilizadas para serviços gerais .................................................................................. 33
Figura 14 – Atual disposição das ferramentas do departamento. Ferramentas
utilizadas para serviços gerais .................................................................................. 34
Figura 15 – Planilha para controle de empréstimos de ferramentas ...................... 35
Figura 16 – Área de recebimento e expedição ....................................................... 37
Figura 17 – Área de reforma de máquinas ............................................................. 37
Figura 18 – Área de reparo com solda ................................................................... 38
Figura 19 – Área de reforma de componentes ....................................................... 38
Figura 20 – Exemplo de Check-List para Prensa Hidráulica .................................. 40
Figura 21 – Equipamento de uso comum entre os colaboradores (Prensa
Hidráulica) ................................................................................................................. 41
Figura 22 – Vista superior do departamento após a implantação do programa 5S 44
Figura 23 – Mural de comunicados ........................................................................ 46
SUMÁRIO
1 Introdução ................................................................................................ .....11
1.1 Objetivos ............................................................................................... 12
1.1.1 Objetivo Geral .................................................................................... 12
1.1.2 Objetivo Específico ............................................................................ 12
2 Fundamentação Teórica .................................................................................. 13
2.1 O Programa 5S ..................................................................................... 13
2.2 Os Objetivos ......................................................................................... 14
2.3 Os Sensos - 5S .................................................................................... 14
2.3.1 Seiri ................................................................................................... 14
2.3.1.1 Implantação do 1º senso ................................................................ 15
2.3.2 Seiton ................................................................................................ 15
2.3.2.1 Implantação do 2º senso ................................................................ 16
2.3.3 Seiso ................................................................................................. 17
2.3.3.1 Implantação do 3º senso ................................................................ 17
2.3.4 Seiketsu ............................................................................................. 17
2.3.4.1 Implantação do 4º senso ................................................................ 18
2.3.5 Shitsuke ............................................................................................ 18
2.3.5.1 Implantação do 5º senso ................................................................ 19
2.3.6 Benefícios do programa 5S ............................................................... 19
3 Metodologia ...................................................................................................... 21
3.1 O Método de Pesquisa ......................................................................... 21
3.2 Apresentação da área de pesquisa ..................................................... 22
3.3 Coleta de dados ................................................................................... 23
4 Resultados e Discussões ................................................................................ 25
4.1 Programa 5S ........................................................................................ 25
4.1.1 Senso de Utilização (Seiri) ................................................................ 25
4.1.1.1 Resultados obtidos ......................................................................... 26
4.1.2 Senso de Organização (Seiton) ......................................................... 27
4.1.2.1 Resultados obtidos ......................................................................... 36
4.1.3 Senso de Limpeza (Seiso) ................................................................. 36
4.1.3.1 Resultados obtidos ......................................................................... 42
4.1.4 Senso de Padronização (Seiketsu).................................................... 42
10
4.1.4.1 Resultados obtidos ......................................................................... 44
4.1.5 Senso de Autodisciplina (Shitsuke) ................................................... 45
4.1.5.1 Resultados obtidos ......................................................................... 45
4.2 Benefícios obtidos ................................................................................ 47
4.3 Pontos críticos na implantação da ferramenta ...................................... 48
5 Conclusão ........................................................................................................ 49
Referências .......................................................................................................... 50

11
1. INTRODUÇÃO
Com o aumento da globalização e da concorrência mundial, o mercado tem
a necessidade de buscar ferramentas para aprimorar e agilizar seus métodos de
produção, bem como também oferecer produtos e serviços de melhor custo e
qualidade. Além de se preocuparem cada vez mais com seus colaboradores.
Com esse pensamento, estão surgindo metodologias, ferramentas
administrativas e gerenciais com o intuito de aperfeiçoar os processos de
trabalho, seja em uma indústria ou em qualquer outro projeto. Promovendo
mudanças positivas no ambiente de trabalho, mais respeito para com o próximo e
com o local de trabalho, e mostrando uma preocupação da instituição com o bem
estar de seus colaboradores.
O programa 5S foi criado no Japão, onde após a segunda guerra mundial o
país se encontrava totalmente destruído e necessitando de uma reestruturação.
Para isso era também necessário uma organização e o apoio de todos para que
este país voltasse a ocupar uma posição de respeito no cenário mundial.
A partir dai com o desenvolvimento do programa 5S, e com seu bom
retrospecto na reconstrução do Japão, este foi sendo adaptado em algumas
indústrias com a intenção de obter melhores ambientes de trabalho, torna-los
mais organizados, evitar desperdícios, aumentar produtividade e reduzir custos.
Devido a esta ferramenta ser de simples aplicação, as indústrias têm nela uma
maneira eficaz de melhorarem seus processos e se tornarem mais competitivas
no mercado mundial.
A empresa na qual o estudo foi realizado, é uma multinacional do ramo de
equipamentos pesados para movimentação de cargas, movimentação de terra,
mineração, construção e, equipamentos aeronáuticos. Possui mais de 35 mil
colaboradores em cerca de 130 unidades de negócio que fazem parte do grupo,
presentes em todos os continentes. Tem grandes clientes em todo o mundo e,
para garantir a qualidade de seus produtos e serviços, está constantemente
aprimorando seus processos com utilização de ferramentas da qualidade.
Neste trabalho foram apresentados os benefícios gerados com a
implementação do programa 5S no departamento de assistência técnica da área
de movimentação de terra.
12
1.1 Objetivos
1.1.1 Objetivo geral
Avaliar os benefícios obtidos da aplicação da ferramenta 5S em um
Departamento de Assistência Técnica de uma Indústria de equipamentos
pesados.
1.1.2 Objetivos específicos
Estudar a aplicabilidade da ferramenta de qualidade 5S;
Apresentar e analisar os benefícios conseguidos com a utilização do
programa na empresa;
Identificar os pontos críticos na implantação da ferramenta.
13
2. FUNDAMENTAÇÃO TEÓRICA
2.1 O Programa 5S:
A metodologia 5S surgiu no Japão após a Segunda Guerra Mundial, o país
encontrava-se em uma desorganização estrutural, as fábricas estavam sujas e em
péssimo estado de organização, sendo necessário esforço e empreendimento de
todos para a reconstrução do país. (MARSHALL, et. al., 2006).
Ela consiste em conceitos e práticas que têm por objetivo a organização e
racionalização do ambiente de trabalho.
A denominação 5s é oriunda de cinco palavras japonesas que iniciam com
a letra S. Em português a melhor forma encontrada para representá-las foi
através da utilização do termo "senso de" antecedendo cada palavra. A palavra
senso possui significado de julgar, faculdade de apreciar, de sentir, sentido ou
sentimento. (DUARTE, DUARTE, ECKHARDT, 2013).
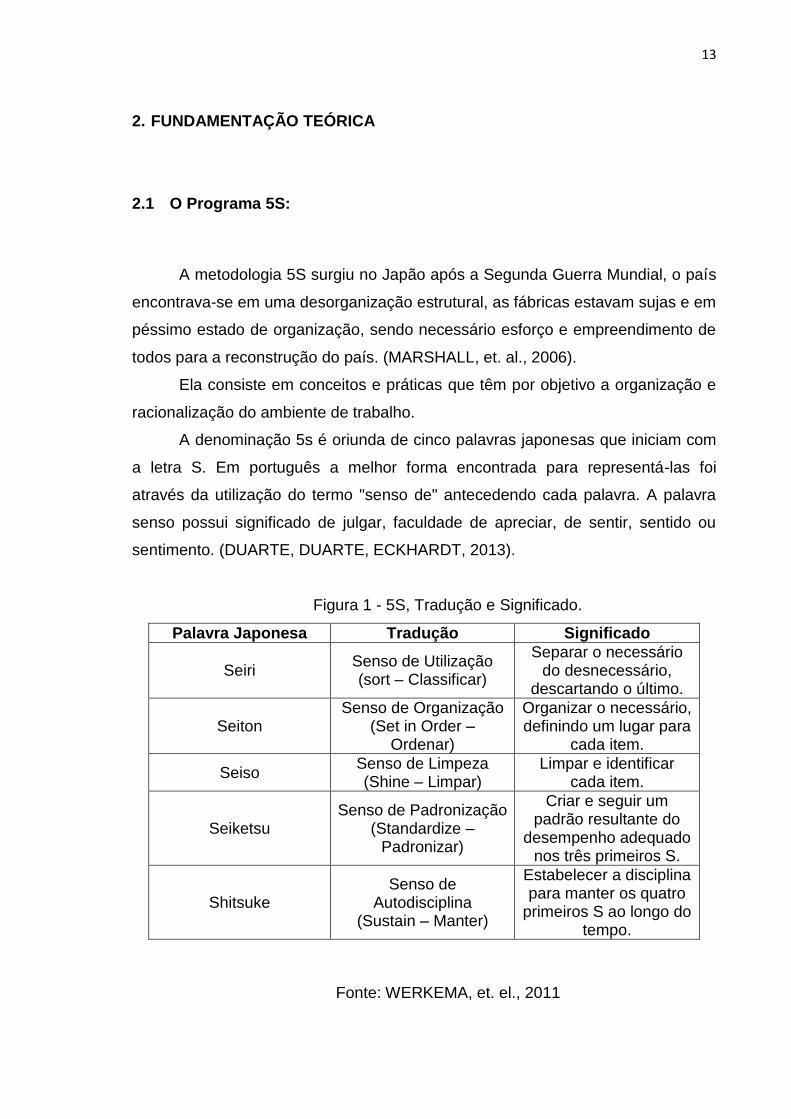
Figura 1 - 5S, Tradução e Significado.
Palavra Japonesa Tradução Significado
Seiri Senso de Utilização (sort – Classificar)
Separar o necessário do desnecessário,
descartando o último.
Seiton Senso de Organização
(Set in Order – Ordenar)
Organizar o necessário, definindo um lugar para
cada item.
Seiso Senso de Limpeza (Shine – Limpar)
Limpar e identificar cada item.
Seiketsu Senso de Padronização
(Standardize – Padronizar)
Criar e seguir um padrão resultante do
desempenho adequado nos três primeiros S.
Shitsuke Senso de
Autodisciplina (Sustain – Manter)
Estabelecer a disciplina para manter os quatro
primeiros S ao longo do tempo.
Fonte: WERKEMA, et. el., 2011
14
Atualmente, existem várias versões dos 5S que contribuem com a filosofia
original, mediante da ação de outros S com diversas interpretações, porém
sempre mantendo os mesmos princípios básicos da pratica de bons hábitos.
(MARSHALL, et. al., 2006).
2.2 Os Objetivos:
O 5S é um método cujo objetivo é promover e manter a limpeza e a
organização das áreas de trabalho – tanto administrativas quanto de manufatura –
funcionando como um pilar básico do Lean Manufacturing. (WERKEMA, et. el.,
2011).
Com esta ferramenta várias empresas conseguem influenciar e alterar a
produtividade de seus funcionários, fazendo com que estes aprendam maneiras
de se produzir com menores tempos, menores custos e, em ambientes de melhor
qualidade.
Todos esses benefícios que o programa oferece, estão interligados com a
adaptação das pessoas envolvidas a ferramenta, pois se alguma das etapas não
for bem sucedida, o programa pode não funcionar como desejado.
Em resumo, o Programa 5s é um método de administração que
proporciona um caminho para a melhora dos processos operacionais da empresa,
mantém o ambiente organizado e limpo, além de contribuir para as questões de
higiene e saúde e na melhora da segurança individual e coletiva das pessoas.
(DUARTE, DUARTE, ECKHARDT, 2013).
2.3 Os Sensos – 5S:
2.3.1 – Seiri
O senso de utilização consiste em classificar todos os itens e classificá-los
de acordo com seu grau de necessidade e frequência de uso. Os itens

15
desnecessários para o processo devem ser retirados do local. Também se deve
observar se as quantidades dos materiais estão adequadas às necessidades
(GANDRA et. al., 2006).
O senso de utilização pode ser entendido sob dois sentidos. O sentido
restrito como sendo “manter no ambiente considerado, somente os recursos
necessários” e o sentido amplo como sendo “utilizar os recursos disponíveis, com
bom senso e equilíbrio, evitando ociosidade e carências”, (SILVA, 1996).
2.3.1.1 – Implantação do 1º senso
Para Werkema (2011), o primeiro S, classificar, deve ser cuidadosamente
realizado. Quanto melhor for o trabalho executado nessa etapa, mais fácil será a
execução das próximas. Portanto todos devem estar empenhados na realização
de um ótimo trabalho, durante esta etapa.
Ainda segundo Werkema (2011), para se praticar o senso de classificação
devem-se seguir os seguintes pontos:
Identificar os itens que não são necessários para o trabalho atualmente
realizado na área e anexar a eles uma etiqueta vermelha;
Remover os itens etiquetados para uma área de espera;
Determinar o destino dos itens etiquetados (vender, jogar fora,
consertar, retornar para a área). Essa tarefa deve ser executada por
um gestor da área de trabalho;
Definir o melhor local para guardar os itens remanescentes.
2.3.2 – Seiton
O senso de ordenação propõe uma melhor localização dos materiais,
equipamentos, ferramentas, utensílios, informações e dados, buscando locais
apropriados para estocar guardar e dispor, facilitando e agilizando o processo
produtivo (BREKAILO, MUGNAIME, PEREIRA, KUGLER, BRODAY, 2013). Ou
16
seja, condicionar as ferramentas, os equipamentos e materiais de acordo com o
local de uso e sua frequência de utilização com intuito de melhorar a
produtividade da área.
2.3.2.1 – Implantação do 2º senso
O primeiro passo para a implantação desse senso é a conscientização dos
funcionários sobre a importância de todos serem organizados. Pois, de nada
adianta arrumar tudo e em seguida outra pessoa vir e bagunçar novamente.
Depois de reforçar esse ponto, você precisa realizar uma pesquisa de um layout
adequado para a organização do ambiente e da distribuição de todos os objetos
que fazem parte dele. Uma maneira interessante é você registrar todos os
ambientes por fotografias ou filmes, facilitando a visualização dos espaços e
podendo comparar o "antes" e o "depois" da implantação do segundo S.
De acordo com Werkema (2011), as formas de praticar o senso de
ordenação são:
Identificar os itens necessários, para que os mesmos possam ser
encontrados por qualquer pessoa;
Criar limites e áreas para colocação dos itens;
Desenhar um mapa 5S apresentando a melhor localização para cada
item, com base na frequência de uso e nos princípios de economia de
movimentos.
Para Silva (2005) a ordenação eficiente do material de trabalho deve ser
implantada com uma nomenclatura padronizada e divulgada nos arquivos, pastas,
documentos, salas, estoques, etc., e com a indicação correta do local de
estocagem.

17
2.3.3 – Seiso
O senso de limpeza equivale a praticar a limpeza de maneira habitual e
rotineira e, sobretudo, não sujar (SILVA, 1996). Num sentido mais amplo, limpeza
dentro do 5S significa manter os equipamentos em plenas condições de uso,
transformando a limpeza em oportunidades para inspeções detalhadas, quando
poderão ser identificados problemas reais ou potenciais.
2.3.3.1 – Implantação do 3º senso
Segundo Osada (1992), cada vez mais a limpeza se torna um grande
negócio. Existem empresas especializadas na limpeza. Entretanto, limpar significa
muito mais do que deixar as coisas limpas. A limpeza deve ser encarada como
uma maneira de eliminar as causas dos problemas uma a uma.
Em termos concretos é eliminar o pó, a sujeira dos locais de trabalho, pois
a limpeza é pré-requisito para a realização do trabalho de forma agradável
(OSADA, 1992).
Para Werkema (2011), é importante para o sucesso da implantação desse
senso é conscientização de todos sobre as seguintes atividades:
Limpar a área de trabalho;
Criar procedimentos para a limpeza diária, de modo a manter a área de
trabalho arrumada e livre de entulhos;
Atribuir tarefas de limpeza rotineiras as pessoas que operam o
processo.
2.3.4 – Seiketsu
Seiketsu, também conhecido como senso de asseio, saúde, higiene ou
18
padronização, “Refere-se á preocupação com a própria saúde nos níveis físicos,
mental e emocional.” (SILVA, 1994).
De forma simplificada, o senso de saúde significa manter as condições de
trabalho, físicas e mentais, favoráveis à saúde. Refere-se ao estado atingido com
a prática dos três sensos anteriores, somado de providências rotineiras e
habituais em termos de higiene, segurança no trabalho e saúde pessoal (SILVA,
1996).
2.3.4.1 – Implantação do 4º senso
O quarto senso tem como objetivo a padronização das atividades para um
melhor desempenho, visando um trabalho mais metódico afim de sempre obter os
resultados esperados. Desenvolvendo assim uma maior produtividade e
eliminando excesso de materiais, desorganização e sujeira, que são causas de
acidentes de trabalho e estresse.
Então combater essas causas é uma boa iniciativa pra conservar a vida da
empresa e dos empregados em boas condições (SILVA, 1996).
De acordo com Werkema (2011), os fundamentos do 4º senso são:
Criar procedimentos padronizados para a realização das tarefas diárias
das etapas classificar, ordenar e limpar;
Afixar, na área de trabalho, fotografias do “antes” e “depois” e
incorporar o “depois” ao padrão.
2.3.5 – Shitsuke
Segundo Osada (1992), a disciplina é praticar para que as pessoas façam
a coisa certa naturalmente. É uma forma de transformar maus hábitos e criar bons
hábitos.
19
É o pacto da qualidade onde todos assumem o compromisso de manter as
normas, prazos e acordos estabelecidos nas fases anteriores a fim de aperfeiçoar
e dar continuidade ao programa, obtendo qualidade total e continua. (GRANDA et.
al, 2006).
2.3.5.1 – Implantação do 5º senso
Autodisciplina significa o autodomínio, o controle de si mesmo. Todos os
outros sensos visam desenvolver a autodisciplina, pois uma pessoa
autodisciplinada toma a iniciativa para fazer o que deve ser feito (SILVA, 1996).
Não pode ser implantado; é apenas estimulado. Segundo Osada (1992), o
programa 5S’s não pode ter sucesso sem disciplina.
Dentro do 5S, o senso de autodisciplina, significa ter todas as pessoas
comprometidas com o cumprimento dos padrões técnicos e éticos e com a
melhoria contínua em nível pessoal e organizacional (SILVA, 1996).
Segundo Werkema (2011), para se estimular o senso de autodisciplina
deve-se seguir algumas ações:
Criar uma disciplina para o 5S, de modo a assegurar a continuidade de
seu sucesso;
Auditorar periodicamente o cumprimento dos padrões do 5S;
Reforçar a importância do cumprimento dos padrões, por meio do
reconhecimento nos casos de sucesso e da ação corretiva nas
situações de desvio.
2.3.6 – Benefícios do programa 5S
De acordo com Werkema (2011), o 5S resulta nos seguintes benefícios
para a empresa:
Aumento da produtividade;
20
Melhor atendimento;
Redução de defeitos;
Aumento da segurança no trabalho;
Redução de material perdido;
Melhor capacidade para distinção entre condições normais e anormais
de trabalho.
Segundo Silva (1996), os benefícios gerais do programa 5S são muitos,
tanto tangíveis quanto intangíveis, dentre eles ressalta-se:
Melhoria da qualidade;
Incentivo a criatividade;
Melhoria do moral e bem-estar das pessoas;
Prevenção quanto à parada por quebras e maior disponibilidade das
máquinas;
Conservação de energia e redução de custos;
Higienização mental.
A prática do 5S produz aumento da autoestima, maior respeito ao
semelhante e ao meio ambiente e crescimento pessoal (SILVA, 1996). O contínuo
desenvolvimento da autodisciplina promove o crescimento do ser humano em
iniciativa, criatividade e respeito. Com o desenvolvimento do senso de utilização,
decreta-se guerra ao desperdício de inteligência, de tempo e de matéria-prima. O
combate ao stress é auxiliado pelos sensos de ordenação, limpeza e saúde.
21
3. METODOLOGIA
3.1 O método de pesquisa
Para a realização deste trabalho foi utilizado como método de pesquisa o
“Estudo de Caso”, que consiste em uma ferramenta de auxilio na identificação e
solução de problemas. O estudo de caso é um estudo de caráter empírico que
investiga um fenômeno atual no contexto da vida real, geralmente considerando
que as fronteiras entre o fenômeno e o contexto onde se insere não são
claramente definidas (YIN, 2001). É, na verdade, uma espécie de histórico do
fenômeno, extraído de múltiplas fontes de evidencias onde qualquer fato
relevante à corrente de eventos que descrevem o fenômeno é um dado potencial
para o estudo de caso, pois o contexto é importante (LEONARD - BARTON,
1990).
Dentre os benefícios principais da condução de um estudo estão a
possibilidade do desenvolvimento de novas teorias e de aumentar o entendimento
sobre eventos reais e contemporâneos. Além disso, muitos conceitos
contemporâneos na engenharia de produção e, principalmente, na gestão de
operações foram desenvolvidos por meio de estudos de caso (SOUSA, 2005).
Uma das primeiras tarefas no planejamento de um estudo de caso é a
escolha do(s) caso(s) (número e tipo). Uma primeira decisão prende-se com a
escolha entre casos do tipo retrospectivo ou longitudinal. Um estudo de caso
retrospectivo investiga o passado, coletando dados históricos. Em função da
natureza histórica, é mais difícil determinar relações de causa e efeito (um dos
resultados frequentemente desejáveis em um estudo de caso); os participantes
podem não recordar precisamente os eventos estudados e a análise documental
não reflete necessariamente o que realmente ocorreu (SOUSA, 2005). Um estudo
de caso longitudinal investiga o presente, de certa forma superando as limitações
do estudo de caso retrospectivo. No entanto, pode trazer limitações de acesso
aos dados e informações, pode ter grande consumo de tempo e não ser
conduzido necessariamente em tempo real (SOUZA, 2005). O quanto longitudinal
deve ser o estudo de caso vai depender dos objetivos (questões, proposições,
hipóteses etc.) da pesquisa, como, por exemplo, se o pesquisador pretende

22
descrever a mudança ocorrida em um processo de implantação de dada pratica
organizacional cujos resultados não sejam imediatos, ou seja, carecem de tempo
e de maturidade para ser avaliados. Para algumas pesquisas sobre a analise de
eficácia da implementação de um sistema de produção Just-in-time, por exemplo,
pode ser necessária uma analise temporal mais extensa, podendo resultar em
uma análise de meses ou anos atrás ate o presente (MIGUEL, et. al. 2012).
3.2 Apresentação da área de pesquisa
A metodologia de estudo de caso foi aplicada em um departamento de pós-
vendas, destinado a realizar uma assistência técnica nos equipamentos vendidos
pela empresa, exclusivamente do ramo de movimentação de terra e mineração.
Este departamento presta serviços diretamente para clientes e também para
departamentos internos, como, garantia de produto, qualidade, produção, entre
outros.
A equipe é composta por 20 funcionários, sendo que estes todos trabalham
em turno administrativo. Para este turno existe um supervisor, um coordenador,
dois assistentes administrativos, dois almoxarifes, um ferramentista e treze
técnicos de produção, todos divididos em I, II, III de acordo com a função que
desempenha. A equipe ainda conta com um gerente geral e mais dois estagiários
e um aprendiz rotativo.
O departamento é responsável por várias atividades, dentre as principais
estão:
Reparo de componentes e máquinas;
Elaboração de analises de falhas;
Laudos em garantia;
Orçamentos de clientes;
Modificações em projetos;
Ajuste de não conformidades.
O departamento possui áreas especificas para desmontagem, montagem,
análise, recebimento, armazenamento e expedição de matérias. Cada material
que é recebido pelo departamento, é identificado por um plano de trabalho e,

23
assim que é analisado é armazenado em uma área especifica. Os materiais que
são requisitados para a montagem de equipamentos e componentes também
devem ser separados e identificados para que não se misturem com materiais de
outros planos de trabalho. Assim devido a este grande volume de trabalho é muito
importante ter uma área organizada, limpa e de fácil entendimento, para a fluidez
e melhor rendimento do trabalho a ser executado.
3.3 Coleta de dados
A partir da seleção dos casos, devem-se determinar os instrumentos e
métodos para a coleta dos dados. Nesse sentido, devem ser empregadas
múltiplas fontes de evidencia. Usualmente, consideram-se entrevistas
(estruturadas, semiestruturadas ou não estruturadas), análise documental,
observações e, embora de forma restrita, pode incluir levantamento do tipo survey
(MIGUEL et. al., 2012).
Uma vez escolhidas as técnicas para a coleta de dados, um protocolo deve
ser desenvolvido. Este não deve se resumir somente a um roteiro de entrevistas.
Além do conjunto de questões a serem usadas, um protocolo deve conter
procedimentos e regras gerais da pesquisa para sua condução, assim como a
indicação da origem das fontes de informação (tipo de fontes, indivíduos, locais
etc.). Como pode ser visto, um protocolo é mais do que um mero questionário de
pesquisa, mas um instrumento que melhora a confiabilidade e a validade na
condução de um estudo de caso. Basicamente, um protocolo deve considerar
como partes relevantes (SOUSA, 2005): numeração das áreas a abordar na
coleta dos dados, indicação de possíveis fontes de informação sobre dada uma
dessas áreas (pessoas, documentos, observação direta), possíveis questões a
colocar para cada área e a descrição dos procedimentos operacionais de coleta
de dados (MIGUEL et. al., 2012).
A partir do conjunto de dados coletados, considerando as múltiplas fontes
de evidencia, o pesquisador deve produzir uma espécie de narrativa geral do
caso. Isso não implica que tudo o que foi coletado deverá ser incluído no relatório
de pesquisa (seja dissertação, tese ou artigo científico). Geralmente, será
necessário fazer uma redução dos dados (data reduction) de tal forma que seja
24
incluído na análise somente aquilo que é essencial e que tem estreita ligação com
os objetivos e constructos da pesquisa (MIGUEL et. al., 2012).
Essa cadeia de evidências é o que pode levar às conclusões lógicas
embasadas nas diversas fontes de dados convergentes. Em paralelo, as
conclusões são comparadas com a teoria na tentativa de responder a questão: a
teoria pode explicar o fenômeno estudado nos contextos diferentes? A partir do
entendimento do fenômeno, o pesquisador pode verificar a literatura existente
para apoiar as evidências, empreendendo tentativas de enquadrar os resultados
na literatura (MIGUEL et. al., 2012).
Para avaliar os benefícios obtidos pelo departamento com a implantação
do programa 5S, foi realizada uma análise documental. Tal análise foi feita
através dos dados de custos que o departamento pagava com aluguel de espaço,
compra de materiais (ferramentas e instrumentos), compra de embalagens,
limpeza e, estes comparados com os custos existentes antes do programa.
Outro dado obtido através da análise documental foi com relação a
produtividade do departamento, tempo gasto por cada colaborador em cada
atividade, comparando com os dados do período anterior a implantação da
ferramenta 5S.
Também foi levada em conta as observações feitas pelos colaboradores
sobre as mudanças geradas com a implantação da ferramenta, com relação a
organização, padronização e limpeza.
25
4. RESULTADOS E DISCUSSÕES
4.1 Programa 5S
O programa 5S foi implementado no departamento de pós – vendas,
assistência técnica, para eliminar eventuais perdas e desperdícios e, aprimorar e
manter o sistema de qualidade instalado. Dessa forma, a ferramenta auxiliou na
organização do departamento, facilitou a identificação e localização de materiais,
ajudou no descarte de itens obsoletos e melhorou a qualidade de vida, segurança
e qualidade do próprio ambiente de trabalho para os membros da equipe.
4.1.1 Senso de Utilização (Seiri)
A primeira etapa do trabalho foi a de identificação, classificação e
separação dos materiais considerados mais importantes às atividades. No
primeiro momento, apenas uma parte da equipe do departamento ficou
encarregada de levantar e identificar esses dados, posteriormente, já com as
informações definidas, toda a equipe trabalhou de forma a definir quais os
materiais deveriam ser recolocados de acordo com a frequência de utilização de
cada um.
Para que o programa alcance sucesso é necessário comprometimento de
todas as escalas de hierarquia. A implantação de um programa 5S exige o
comprometimento da alta direção e depende da participação de todos os
funcionários (GAVIOLI, SIQUEIRA, SILVA, 2009).
Desta maneira adotou-se a seguinte sistemática ilustrada na Figura 2.
26
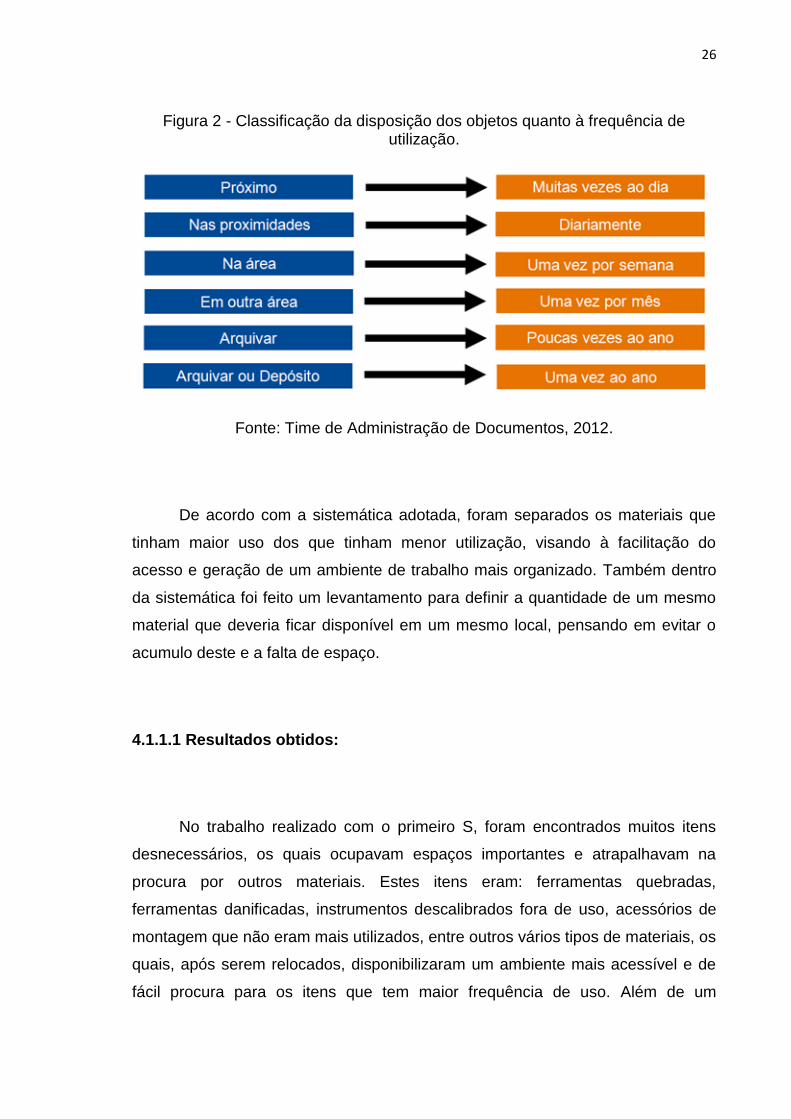
Figura 2 - Classificação da disposição dos objetos quanto à frequência de utilização.
Fonte: Time de Administração de Documentos, 2012.
De acordo com a sistemática adotada, foram separados os materiais que
tinham maior uso dos que tinham menor utilização, visando à facilitação do
acesso e geração de um ambiente de trabalho mais organizado. Também dentro
da sistemática foi feito um levantamento para definir a quantidade de um mesmo
material que deveria ficar disponível em um mesmo local, pensando em evitar o
acumulo deste e a falta de espaço.
4.1.1.1 Resultados obtidos:
No trabalho realizado com o primeiro S, foram encontrados muitos itens
desnecessários, os quais ocupavam espaços importantes e atrapalhavam na
procura por outros materiais. Estes itens eram: ferramentas quebradas,
ferramentas danificadas, instrumentos descalibrados fora de uso, acessórios de
montagem que não eram mais utilizados, entre outros vários tipos de materiais, os
quais, após serem relocados, disponibilizaram um ambiente mais acessível e de
fácil procura para os itens que tem maior frequência de uso. Além de um
27
ambiente mais acessível, obteve-se também um ambiente com maior espaço
físico, mais organizado e com um local de trabalho mais harmonioso.
4.1.2 Senso de Organização (Seiton)
O segundo passo do programa foi organizar a disposição, o lay out, do
departamento da melhor maneira possível, com o intuito de facilitar a
movimentação interna e o acesso aos equipamentos e materiais.
Desta maneira, para as máquinas de clientes que ficavam na área externa
do departamento aguardando reparo, foi criada uma sistemática de organização,
aonde as máquinas eram separadas por modelo e condição. Por exemplo, as
máquinas que já tinham sido reparadas ficavam alinhadas uma ao lado da outra,
enquanto as que ainda não tinham entrado para reparo aguardavam alinhadas
umas com as outras. Também para estes equipamentos foi criada uma
identificação própria para distinguir quais já tinham passado por reparo e estavam
prontas, das quais ainda não. A identificação foi feita da seguinte forma, as
máquinas que ainda aguardam por reparo e as que estão em reforma são
identificadas com etiquetas vermelhas e, as que já estão reparadas são
identificadas com uma etiqueta verde.
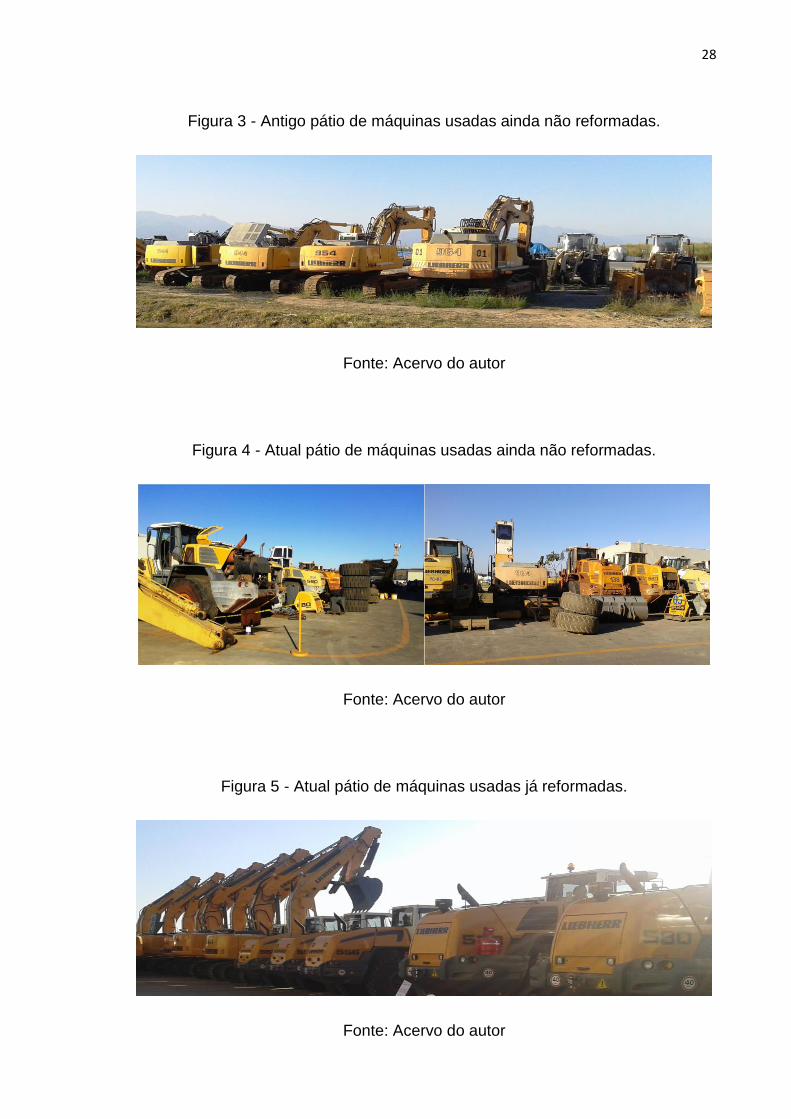
Nas Figuras 3, 4 e 5 é apresentada a diferença na organização das
máquinas, sendo estas agora separadas por modelo e condição.
28
Figura 3 - Antigo pátio de máquinas usadas ainda não reformadas.
Fonte: Acervo do autor
Figura 4 - Atual pátio de máquinas usadas ainda não reformadas.
Fonte: Acervo do autor
Figura 5 - Atual pátio de máquinas usadas já reformadas.
Fonte: Acervo do autor

29
Na Figura 6 tem-se um exemplo das identificações usadas para as
máquinas em reforma e já reformadas.
Figura 6 – Etiquetas de Identificação.
Fonte: Acervo do autor
Seguindo com a organização, também foi elaborada uma identificação e
padronização para as embalagens (caixas de madeira e paletes) que são
utilizados pelo departamento para guardar componentes de máquinas que estão
em processo de reparo. Foram definidos dois tamanhos de caixa para guardar os
materiais e, estes foram pintados de forma a criar uma identificação própria de
uso. Os paletes, que também são utilizados para estocagem, foram separados em
prateleiras exclusivas com o intuito de otimizar o espaço disponível para o
armazenamento.
As Figuras 7 e 8 indicam os novos tipos de embalagens utilizadas.

30
Figura 7 - Modelos de caixa de madeira utilizadas.
Fonte: Acervo do autor
Figura 8 - Prateleira exclusiva para a armazenagem de paletes.
Fonte: Acervo do autor
31
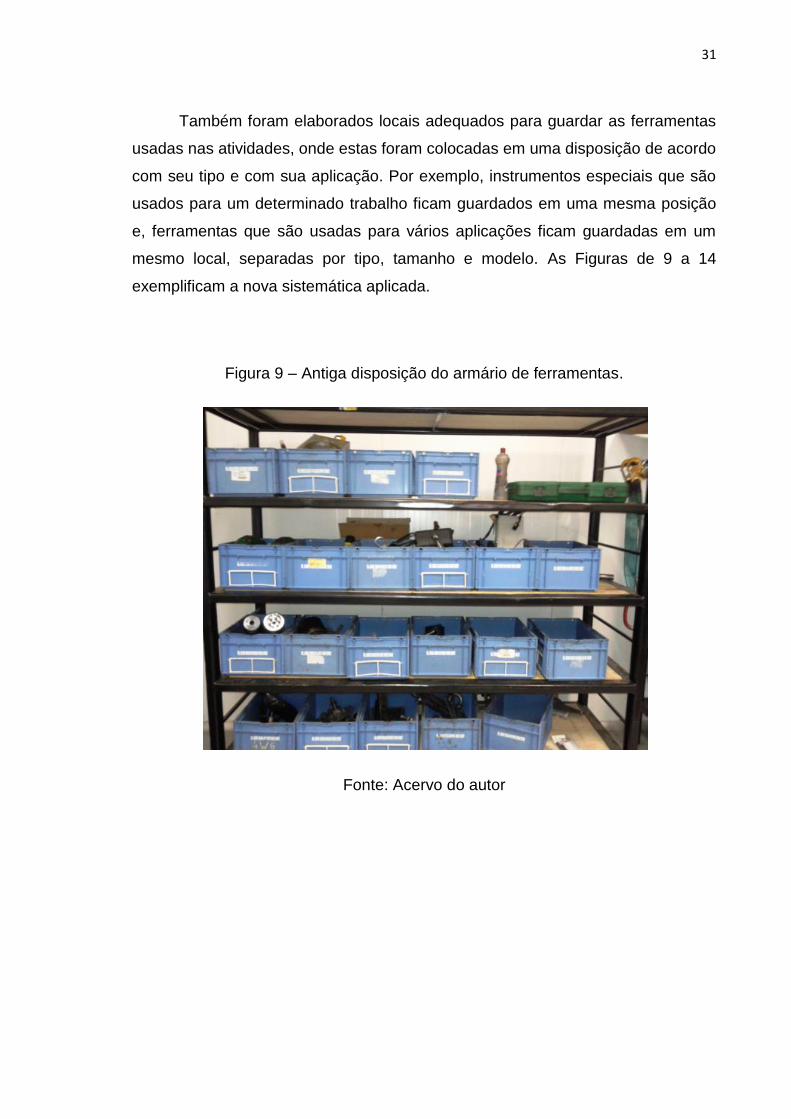
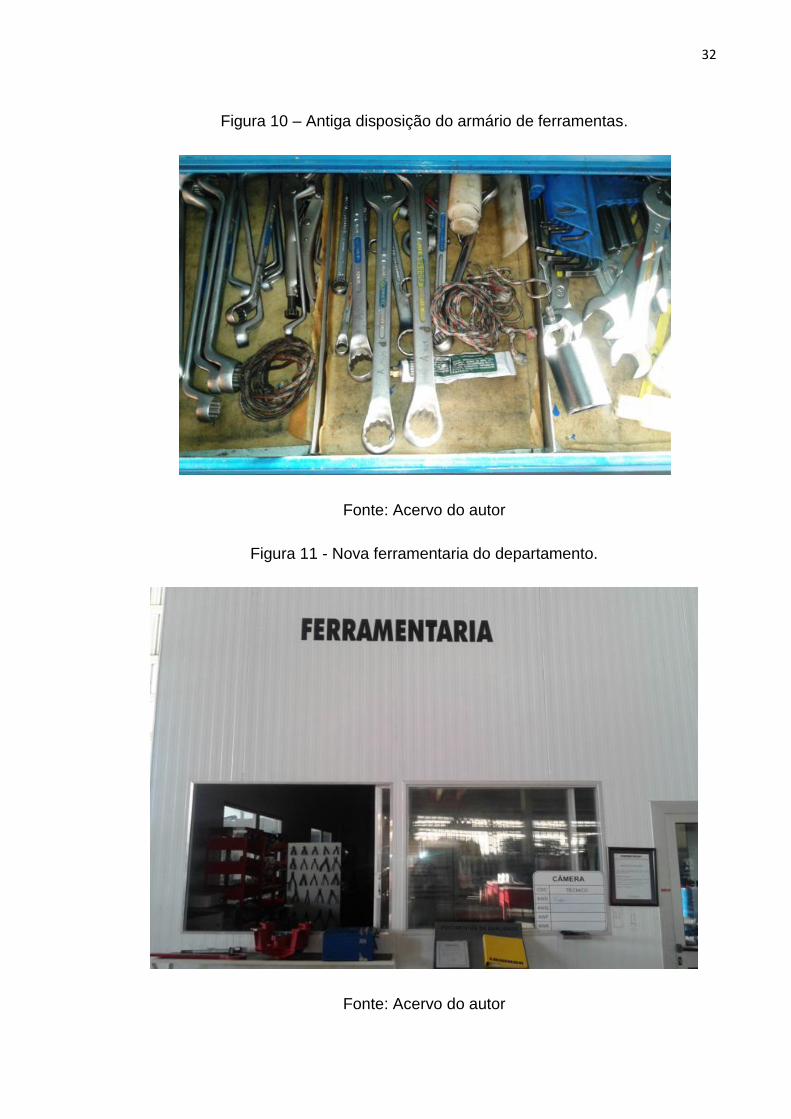
Também foram elaborados locais adequados para guardar as ferramentas
usadas nas atividades, onde estas foram colocadas em uma disposição de acordo
com seu tipo e com sua aplicação. Por exemplo, instrumentos especiais que são
usados para um determinado trabalho ficam guardados em uma mesma posição
e, ferramentas que são usadas para vários aplicações ficam guardadas em um
mesmo local, separadas por tipo, tamanho e modelo. As Figuras de 9 a 14
exemplificam a nova sistemática aplicada.
Figura 9 – Antiga disposição do armário de ferramentas.
Fonte: Acervo do autor
32
Figura 10 – Antiga disposição do armário de ferramentas.
Fonte: Acervo do autor
Figura 11 - Nova ferramentaria do departamento.
Fonte: Acervo do autor
33
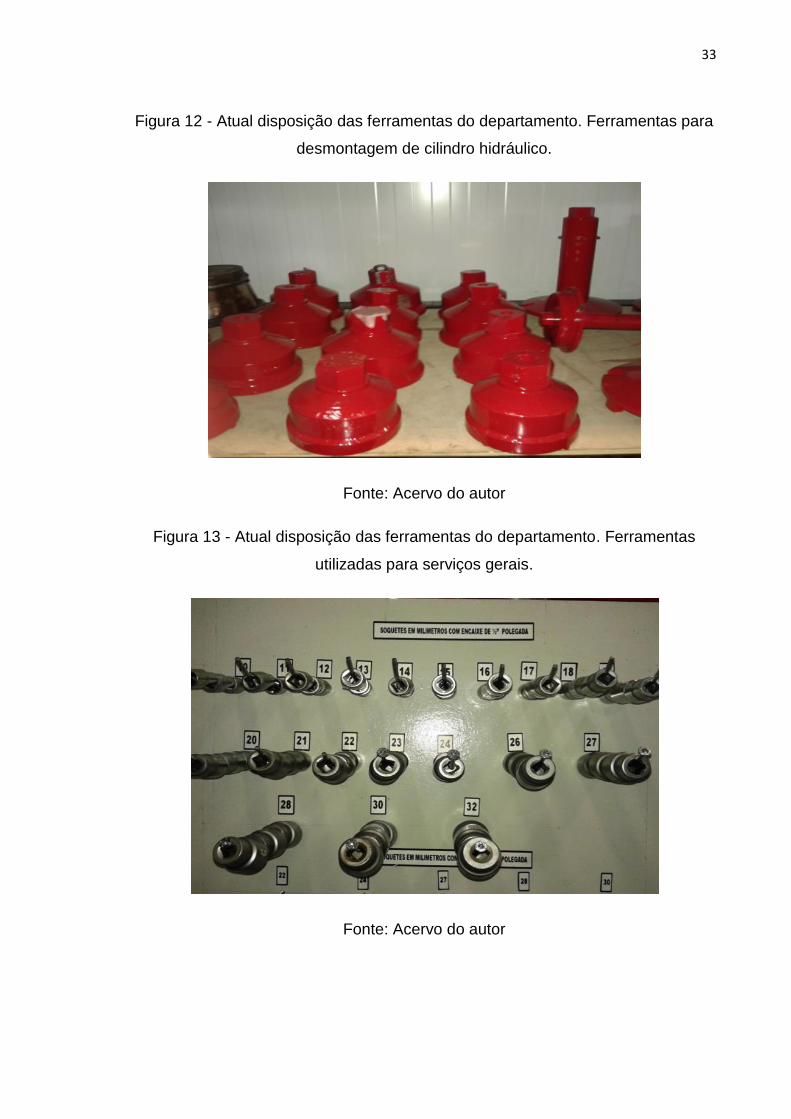
Figura 12 - Atual disposição das ferramentas do departamento. Ferramentas para
desmontagem de cilindro hidráulico.
Fonte: Acervo do autor
Figura 13 - Atual disposição das ferramentas do departamento. Ferramentas
utilizadas para serviços gerais.
Fonte: Acervo do autor
34
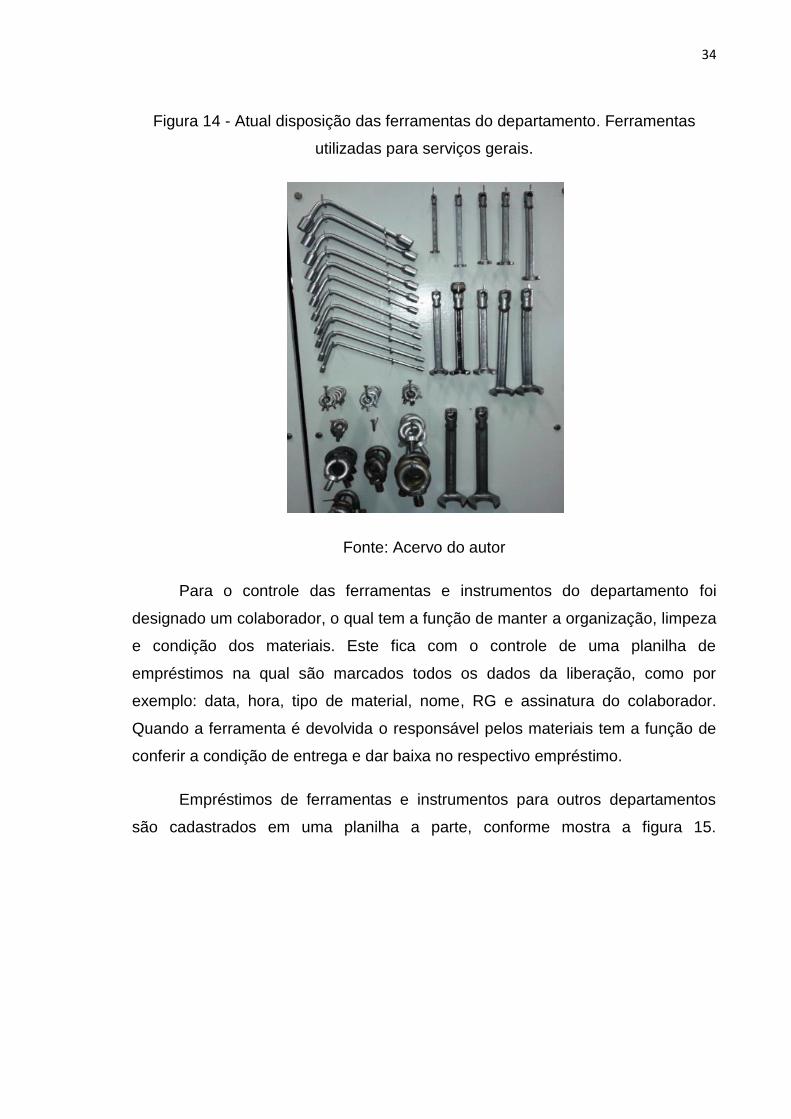
Figura 14 - Atual disposição das ferramentas do departamento. Ferramentas
utilizadas para serviços gerais.
Fonte: Acervo do autor
Para o controle das ferramentas e instrumentos do departamento foi
designado um colaborador, o qual tem a função de manter a organização, limpeza
e condição dos materiais. Este fica com o controle de uma planilha de
empréstimos na qual são marcados todos os dados da liberação, como por
exemplo: data, hora, tipo de material, nome, RG e assinatura do colaborador.
Quando a ferramenta é devolvida o responsável pelos materiais tem a função de
conferir a condição de entrega e dar baixa no respectivo empréstimo.
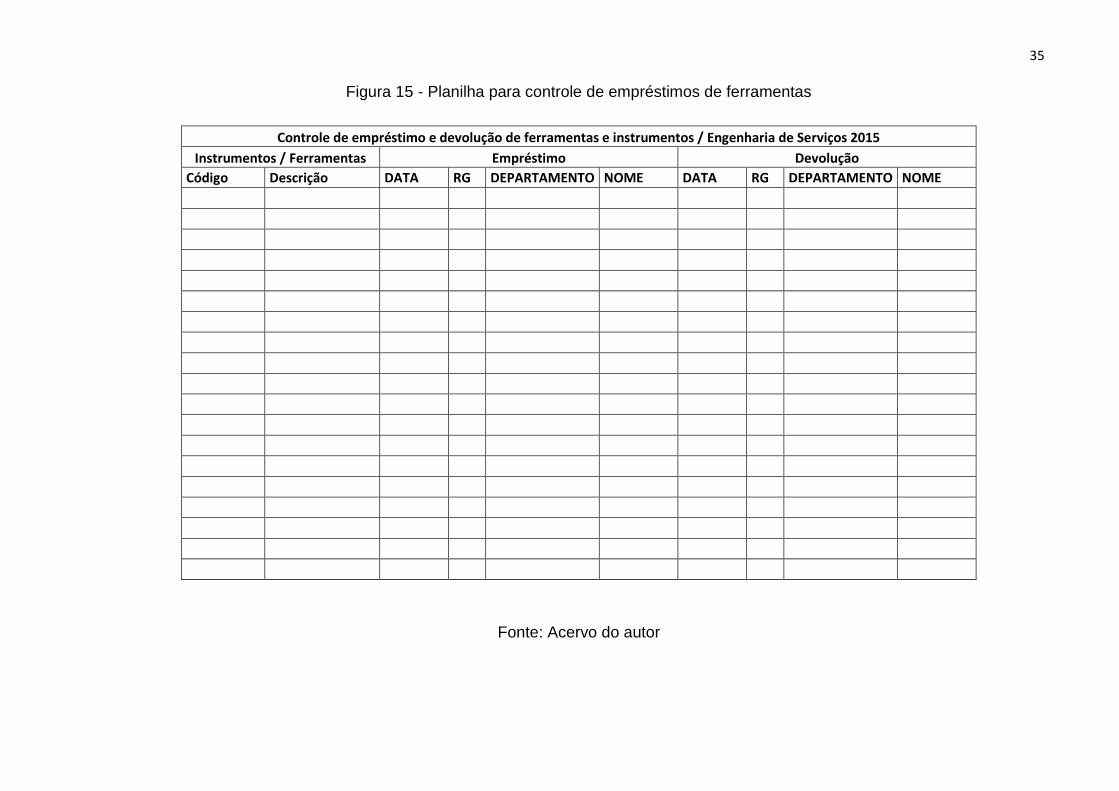
Empréstimos de ferramentas e instrumentos para outros departamentos
são cadastrados em uma planilha a parte, conforme mostra a figura 15.
35
Figura 15 - Planilha para controle de empréstimos de ferramentas
Controle de empréstimo e devolução de ferramentas e instrumentos / Engenharia de Serviços 2015
Instrumentos / Ferramentas Empréstimo Devolução
Código Descrição DATA RG DEPARTAMENTO NOME DATA RG DEPARTAMENTO NOME
Fonte: Acervo do autor
36
4.1.2.1 Resultados obtidos:
Os resultados obtidos nessa segunda parte foram satisfatórios, a
organização do local de trabalho proporcionou uma maior facilidade de
movimentação de máquinas e também uma melhor distribuição do espaço
disponível.
Com a aplicação de modelos fixos de caixa para armazenar os materiais de
clientes criou-se uma padronização de embalagens para estoque, facilitando
assim para os técnicos saberem em qual tipo terão que guardar o componente
desmontado e em qual tipo de embalagem encontrar o componente a ser
montado.
E ainda com a criação de um espaço exclusivo para armazenar e controlar
as ferramentas e instrumentos do departamento, sob a supervisão de um
colaborador, melhorou-se em vários aspectos, como por exemplo: o controle de
perdas e da conservação de materiais, a rapidez em se localizar o que precisa, a
reposição das ferramentas danificadas e a aferição dos instrumentos
descalibrados e também a elaboração de acessórios necessários.
Visualmente o ambiente ficou mais limpo e agradável, pois antes da
implementação do 2º S, os próprios técnicos eram quem pegavam e depois
guardavam as ferramentas do departamento, e muitas vezes isso gerava
problemas de organização, falta de comunicação e asseio.
4.1.3 Senso de Limpeza (Seiso)
O primeiro passo para a adoção do terceiro S foi a definição dos
responsáveis pela limpeza e conservação de cada área do departamento. O
departamento, por sua vez, é dividido em equipes, sendo elas: equipe de
máquinas, de componentes, de expedição/recebimento e de solda, sendo que

37
cada uma delas ficou responsável por sua área de trabalho. Desta forma, os
colaboradores que fazem parte de uma determinada equipe ficaram responsáveis
pela limpeza e organização da área dedicada ao trabalho de cada grupo. As
figuras de 16 a 19 mostram os locais destinados a cada equipe.
Figura 16 - Área de recebimento e expedição.
Fonte: Acervo do autor
Figura 17 - Área de reforma de máquinas.
Fonte: Acervo do autor

38
Figura 18 - Área de reparo com solda.
Fonte: Acervo do autor
Figura 19 - Área de reforma de componentes.
Fonte: Acervo do autor

39
Os colaboradores de cada equipe, ao final do dia, realizam a limpeza e a
organização de suas ferramentas, materiais e área, mantendo estas limpas e
conservadas para o próximo uso. E também preenchem um check-list de limpeza,
o qual é conferido pelo turno seguinte ou pelo colaborador que for usar o espaço
em seguida. O mesmo documento é usado para o controle da limpeza e
organização dos equipamentos que ficam dispostos no departamento e são
usados por todos os funcionários, tais como, prensas hidráulicas, lavador de
peças, empilhadeira, paleteiras, entre outros. Posteriormente, esses documentos
são guardados em uma sala de arquivos e, ficam disponíveis para consulta se
algum problema, dano ou sujeira for constatado no equipamento ou área, ou se
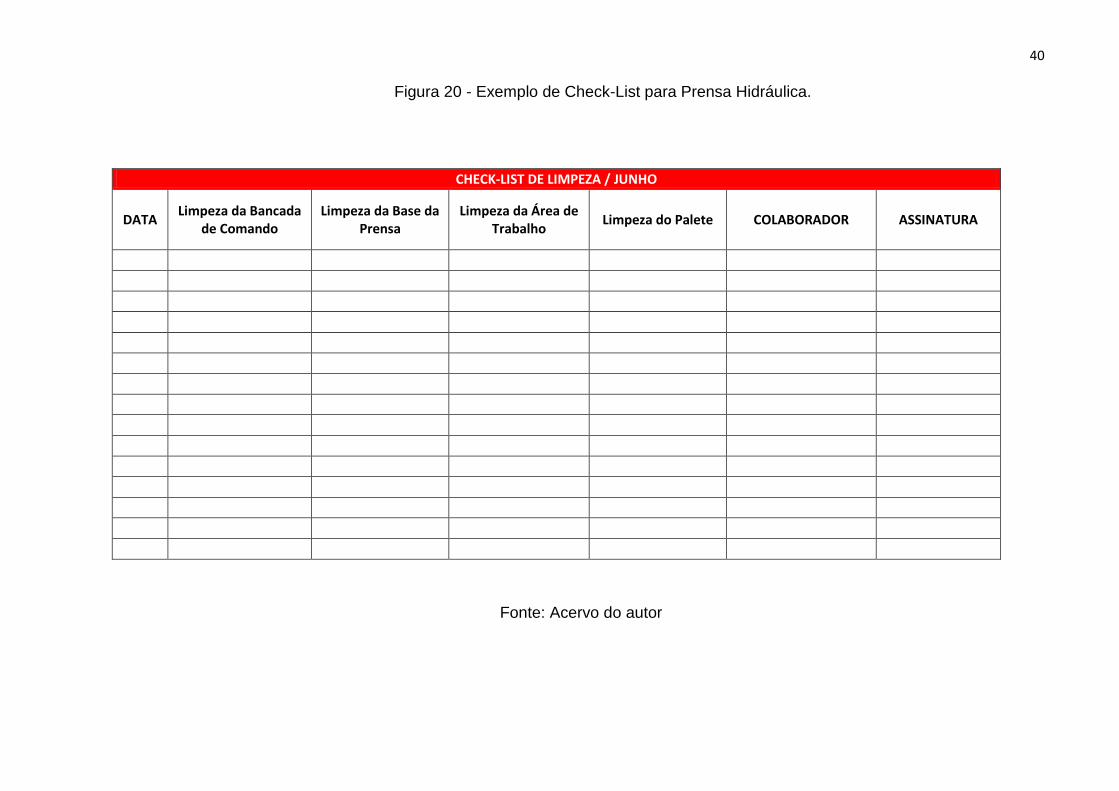
algum colaborador solicitar o check-list. Como exemplo, a figura 20 mostra um
check-list de limpeza de uma prensa hidráulica e na figura 21 um equipamento de
uso comum.
40
Figura 20 - Exemplo de Check-List para Prensa Hidráulica.
CHECK-LIST DE LIMPEZA / JUNHO
DATA Limpeza da Bancada
de Comando Limpeza da Base da
Prensa Limpeza da Área de
Trabalho Limpeza do Palete COLABORADOR ASSINATURA
Fonte: Acervo do autor

41
Figura 21 – Equipamento de uso comum entre os colaboradores (Prensa
Hidráulica).
Fonte: Acervo do autor
Para Costa (2008) o check-list, ou seja, a lista de verificação e a definição
de critérios de avaliação são essenciais para o diagnóstico da situação para que
sejam tomadas as ações corretivas. Além disso, devem ser elaboradas sobre
medidas, com a participação dos interessados e os resultados das avaliações
devem ser apresentados de forma simples e objetiva.

42
4.1.3.1 Resultados obtidos:
Com a implantação da terceira etapa, pode-se perceber que todos os
ambientes de trabalho tornaram-se mais limpos. Os próprios colaboradores se
conscientizaram em manter sempre limpo o local onde exercem suas atividades,
evitando sujar o espaço e os equipamentos.
Os Check-List’s foram mais que ferramentas, serviram como provas para
demonstração quando algo estava errado, eram analisados e seus resultados
discutidos e divulgados durante as reuniões semanais da equipe. Através destes
eram sugeridas melhorias para a limpeza e conservação do departamento.
O terceiro senso (Seiso) relacionado à limpeza, em um ambiente de
armazenagem é essencial. Muitas empresas levam seus clientes para conhecer
os estoques, portanto a eliminação de focos de poeira assim como a redução de
sua origem com telas de proteção em janelas, limpeza constante do chão e
ambiente climatizado, devem ser providenciados (GAVIOLI, SIQUEIRA, SILVA,
2009).
4.1.4 Senso de Padronização (Seiketsu)
O senso de padronização ou asseio foi implementado criando a cultura de
conservação da limpeza e organização através da conscientização dos
colaboradores e de normas estabelecidas. Essa etapa exige perseverança, pois
se não houver mudanças no comportamento das pessoas e nas rotinas que
geram sujeira logo voltaremos à situação inicial, antes da implantação do 5S.
Além do ambiente de trabalho o asseio pessoal acaba melhorando, pois os
funcionários, não querendo destoar do ambiente limpo e agradável, acabam por
incorporar hábitos mais sadios quanto à aparência e higiene pessoais (NATALI,
1995).

43
Sabe-se que a maior dificuldade da implantação efetiva de um programa de
qualidade é a mudança cultural das pessoas que compõem a organização, em
todos os níveis hierárquicos, barreira imposta caracterizada como paradigma a
ser rompido com o tempo e com a persistência. A aplicação dessas normas e
rotinas de inspeção impostas no inicio, facilita na formação de hábitos, porém
para que os resultados sejam efetivos ao decorrer do programa, é de suma
importância à mudança de cultura dos envolvidos, e rompimento da resistência a
mudança (CORREIA, et. al., 2010).
Este conceito do 4º S foi inserido entre os colaboradores através de
treinamentos sobre o programa 5S e diálogos de segurança, saúde e meio
ambiente que acontecem semanalmente no departamento e, onde são discutidos
os pontos que devem ser corrigidos e melhorados. Junto com essa
conscientização, foram adotadas algumas normas para ajudar na pratica do
senso de padronização, tais como:
Adotar como rotina a prática dos três “S” anteriores;
Estar atento às condições ambientais de trabalho, tais como
iluminação, ventilação, ergometria dos móveis e outros;
Promover o respeito mútuo, agindo com polidez e criando um ambiente
propício ao relacionamento interpessoal;
Adotar hábitos de cuidar sempre de sua saúde e higiene pessoal;
Criar um ambiente harmonioso que leve em consideração à estética
(beleza) do local de trabalho.
Caso não haja comprometimento dos colaboradores assim como da alta
direção da empresa, o programa não funcionará, como constata a pesquisa
Sebrae feita em 2000, sobre a Gestão da Qualidade Total aplicada nas empresas
de serviços. Nela verificou-se que, dos programas 5S implantados pelas
empresas, 72% fracassaram devido à falta de comprometimento (GAVIOLI,
SIQUEIRA, SILVA, 2009).

44
4.1.4.1 Resultados obtidos:
Os resultados obtidos com a implantação do 4º S foram os seguintes:
redução do número de acidentes; melhora na saúde geral dos funcionários;
elevação do nível de satisfação dos funcionários e clientes; divulgação positiva da
imagem do departamento, da empresa e de seus funcionários; melhora na
qualidade de vida de todos.
A partir desses pontos, pode-se perceber que os colaboradores se
empenharam para manter a área organizada e limpa, conservando o trabalho
realizado nos 3 “S” anteriores. Estes criaram o hábito de manter suas áreas
limpas e em bom estado para que nas reuniões semanais não sejam advertidos
com relação à organização e limpeza.
A figura 22 mostra uma vista superior do departamento onde pode-se
observar a padronização implantada na área.
Figura 22 - Vista superior do departamento após a implantação do programa 5S.
Fonte: Acervo do autor
45
4.1.5 Senso de Autodisciplina (Shitsuke)
O 5º S é o mais difícil de todos, pois trata dos hábitos que os colaboradores
devem incorporar durante o programa. O compromisso pessoal com o
cumprimento dos padrões éticos, morais e técnicos, definidos pelo programa 5S,
define esta última etapa.
Se o Shitsuke está sendo executado significa que todas as etapas do 5S
estão se consolidando. O objetivo esperado é que as pessoas passem a fazer o
que tem que ser feito e da maneira como deve ser feito, mesmo que ninguém
veja, mostrando assim que existe disciplina.
Esta etapa foi implantada pela conscientização da importância do 5S
através dos resultados obtidos e informados a todos os colaboradores em forma
de apresentações e documentos fixados nos murais de informação e, também
nas reuniões mensais com a gerência.
É importante destacar que implantar o Programa 5S não é apenas traduzir
os termos e estudar seus conceitos. Sua essência é mudar atitudes, pensamento
e comportamento do pessoal. Garantindo assim, o melhoramento contínuo do
local e dos seus colaboradores (MONTEIRO, SILVA, COSTA, 2011).
4.1.5.1 Resultados obtidos:
Os resultados obtidos nesta etapa foram observados através da boa
implantação do programa e da manutenção das atividades exercidas nas etapas
anteriores. Foi percebido um grande empenho e dedicação dos funcionários para
aplicarem e manterem o programa 5S no departamento.
Os números e desempenho do programa foram passados aos
colaboradores através de documentos expostos nos murais de comunicação para
46
que todos tivessem acesso ao andamento do programa, conforme mostra a figura
23.
Figura 23 - Mural de comunicados.
Fonte: Acervo do autor
Ocorreram melhorias nos seguintes pontos:
Redução de perdas oriundas de processos não padronizados,
observada através dos melhores resultados obtidos após a
implementação do programa no departamento;
Melhoria da disciplina dos colaboradores, obtida através da
implantação do senso de autodisciplina, o qual tornou o 5S um hábito
entre todos;
Melhor qualidade de vida, obtida através das novas práticas de
organização e limpeza que são partes do programa;
47
Melhoria no trabalho em equipe, obtida através do comprometimento e
o envolvimento dos colaboradores com o programa 5S durante todas
as etapas;
4.2 Benefícios obtidos:
Após a finalização da implantação do programa 5S pode-se perceber
vários benefícios gerados para o departamento. Melhorias estas que estão
diretamente ligadas à qualidade dos produtos e serviços fornecidos aos clientes.
O aumento do espaço físico foi um ponto de destaque entre os benefícios
alcançados, pois este facilitou a movimentação e transporte dentro do
departamento.
A mudança do lay-out e a criação de novos padrões de embalagens e, uma
nova ferramentaria auxiliou no aumento da produtividade, tendo em vista que
desta forma os colaboradores não perdem mais tanto tempo com a procura por
estes materiais e conseguem atingir os tempos estipulados para cada tarefa.
A qualidade de vida foi outro aspecto que teve uma evolução,
principalmente através dos conceitos adquiridos com o senso de limpeza, que
proporcionaram um ambiente mais saudável e higiênico de trabalho.
A conscientização dos colaboradores com relação ao programa 5S foi outro
benefício obtido com a ferramenta, benefício este que criou em todos os
envolvidos novos hábitos e novas maneiras de trabalhar, os quais fizeram com
que o nível atingido não caísse e houvesse a manutenção das melhorias obtidas.
48
4.3 Pontos críticos na implantação da ferramenta:
Durante a implantação do programa 5S foram observados alguns pontos
fundamentais para o funcionamento do mesmo. Estes pontos podem ser
considerados pontos críticos para o bom desempenho do programa e para atingir
os objetivos esperados.
Dois pontos foram considerados como os mais importantes durante o
programa, a conscientização e a dedicação de todos os colaboradores. A
conscientização foi um ponto crítico, pois se não houvesse o entendimento de
todos os funcionários que o programa é importante e que cada tarefa deveria ser
feita da maneira correta, talvez não se alcançasse o nível de organização,
limpeza e padronização obtido. E a dedicação também foi considerada como um
ponto crítico, fundamental, pois se um colaborador não se dedicasse ao programa
e não trabalhasse de acordo com as normas, poderia atrapalhar todo o trabalho
que estava sendo feito pelos outros funcionários e, desta forma impedir o avanço
do programa.
49
5. CONCLUSÃO:
De acordo com os resultados obtidos, pode-se concluir que houve
importantes melhorias no departamento. Além da imediata melhora
organizacional, outros pontos tiveram grandes avanços, como por exemplo, a
qualidade do trabalho, produtividade do departamento e limpeza da área.
A eliminação de perdas e desperdícios proporcionou uma melhor
organização e disposição do departamento e otimizou o tempo de cada tarefa
realizada pelos técnicos.
Concluiu-se também que as práticas realizadas e o conceito obtido no
senso de limpeza contribuíram para a criação de um ambiente mais agradável e
saudável de trabalho.
Pode-se perceber que a implantação do 5S no departamento necessitou da
ajuda de todos os envolvidos que, se mostraram interessados e participaram
efetivamente de todas as etapas de implementação.
Através do estudo, concluiu-se ainda que os objetivos, geral e específico,
do trabalho foram atingidos. A avaliação dos benefícios foi feita e, o estudo da
aplicabilidade da ferramenta, a apresentação dos benefícios e a identificação dos
pontos críticos foram todos realizados.
Portanto, pode-se afirmar que o programa 5S contribuiu para o
desenvolvimento e melhoria do departamento e da empresa, tendo em vista a
conscientização, organização e melhor utilização de materiais e espaço que foram
obtidos desde seu inicio.

50
REFERÊNCIAS
BREKAILO, F.; MUGNAIME M.; PEREIRA A. W.; KUGLER B. H.; BRODAY. E. E..
Implantação teórica do programa 5S no centro de transformação de
materiais da UTFPR – Câmpus Ponta Grossa. ENEGEP, 2013.
CORREIA, B. R. B. et. al. Implantação do programa 5S em um setor de
injeção termoplástica sob aspectos da melhoria continua. São Carlos: XXX
encontro nacional de engenharia de produção, 2010.
COSTA, G. V. As objeções na implantação do programa 5S. Bauru: Instituto de
ensino superior de Bauru, 2008.
DUARTE, F.; Duarte, L. C. S.; Eckhardt, M.. Método para quantificar os
resultados das auditorias do programa 5S. ENEGEP, 2013.
GAVIOLI, G.; SIQUEIRA, M. C. M.; SILVA, P. H. R. Aplicação do programa 5S
em um sistema de gestão de estoque de uma indústria de eletrodomésticos
e seus impactos na racionalização de recursos. SIMPOE, 2009.
GRANDA, M. A. et. al. Programa 5S na fábrica: Um suporte na implantação do
sistema de gestão integrada. Belo Horizonte: Fundação CEFET Minas, 2006.
LEONARD – Barton, D. A dual methodology for case studies: synergistic use
of longitudinal single site with replicated multiple sites. Organization
Science, v. 1, n. 3, 1990.
51
MARSHALL Jr, I. et al. Gestão da qualidade. 8. ed. Rio de Janeiro: FGV, 2006.
MIGUEL, P. A. C. et. al. Metodologia de pesquisa em engenharia de produção
e gestão de operações. 2 ed. Rio de Janeiro, 2012.
MONTEIRO, A. S.; SILVA, D. L.; COSTA, J. S. Contribuição da metodologia 5S
em uma empresa fabricante de embalagens de alumínio. VII Congresso
Nacional de Exelencia em Gestão CONGRESSO NACIONAL DE EXCELÊNCIA
EM GESTÃO, 2011.
NATALI, M. Praticando o 5S: na indústria, comércio e vida pessoal. São
Paulo: Editora STS, 1995. 101p.
OSADA, Takashi. Housekeeping, 5S’s Seiri, Seiton, Seiso, Seiketsu, Shitsuke:
cinco pontos-chaves para o ambiente da Qualidade Total. São Paulo: Instituto
IMAM, 1992.
RIBEIRO, H. A bíblia do 5S, da implantação a excelência. Salvador: Casa da
Qualidade, 2006.
SILVA, G. C. O Método 5S. Brasília: Reblas ANVISA, 2005.
SILVA, J. M. 5S: o ambiente da qualidade. 3 ed. Belo Horizonte: Líttera Maciel,
1994.
52
SILVA, João Martins. O Ambiente da Qualidade na Prática – 5S. Belo
Horizonte: Fundação Christiano Ottoni, 1996.
SOUSA, R. Case research in operations management. EDEN Doctoral
Seminar on Research Methodology in Operations Management. Bruxelas,
2005.
TIME DE ADMINISTRAÇÃO DE DOCUMENTOS, Instruções para Uso da
Ferramenta 5S no LCCQ., SP, 2012.
YIN, R. K. Estudo de caso – Planejamento e método. 2. ed. São Paulo:
Bookman, 2001.
WERKEMA, C. ed. el. Lean Seis Sigma. 2011.