tecnologia mecÂnica i - planetamecanica.webnode.pt · já os nêutrons possuem carga nula. 2. ......
TRANSCRIPT

ETEC – JOÃO GOMES DE ARAÚJO
1 TECNOLOGIA MECÂNICA I
Agosto 2009
TECNOLOGIA MECÂNICA I CURSO TÉCNICO EM MECÂNICA
Elaboração: Professora Maria Cristina Carrupt Ferreira Borges
CONTEÚDO DA APOSTILA
Propriedades dos Materiais
Propriedades físicas e químicas. Elasticidade, plasticidade, resistência
mecânica, dureza, ductilidade, tenacidade, fragilidade e resiliência.
Materiais Metálicos Ferrosos
Átomos e ligações atômicas, Estrutura cristalina,
Alotropia ou polimorfismo, Soluto, Solvente, Limite de solubilidade
Solução sólida – substitucional e intersticial,
Solidificaficação de um metal, formação de cristais e grãos,
Diagrama Fe-C e microestruturas dos aços
Processo de Fabricação dos aços
Definição de aço, Preparação da matéria prima: sinterização e
coqueificação
Produção do ferro gusa – alto forno
Produção do aço – aciaria e tipos de conversores e fornos elétricos
Refino, Lingotamento, Conformação mecânica – laminação a quente.
Classificação e Propriedades dos Aços e Ferros Fundidos
Aços carbono, Aços liga, Aços inoxidáveis e Aços ferramentas
Tipos de Ferros Fundidos (branco, cinzento, maleável e nodular).
Metais Metálicos não Ferrosos – propriedades, classificação e aplicações
Ligas de alumínio, ligas de cobre, ligas de zinco e ligas de titânio.
Materiais Não Metálicos – propriedades, classificação e aplicações
Materiais cerâmicos, polímeros e compósitos.

ETEC – JOÃO GOMES DE ARAÚJO
2 TECNOLOGIA MECÂNICA I
Agosto 2009
Todos os campos da tecnologia, especialmente aqueles referentes à construção
de máquinas e estruturas, estão intimamente ligados aos materiais e às suas
propriedades.
Tomando como base as mudanças que ocorrem nos materiais, essas
propriedades podem ser classificadas em dois grupos:
- Físicas;
- Químicas.
Propriedades Físicas
É a capacidade de sofrer deformação (alteração na forma), sem sofre mudança na
composição química.
Ex.: Se colocarmos água fervente num copo descartável de plástico, o plástico
amolece e muda sua forma. Mesmo mole, o plástico continua com sua
composição química inalterada.
Propriedades Químicas
Quando existe alteração na composição química.
Ex.: uma barra de aço (ferro + carbono) exposta ao tempo sofre corrosão –
formação de óxido de ferro. Com isso, a composição da barra de aço passa a ser
ferro + carbono + óxido de ferro.
A resistência à corrosão é uma propriedade química.
Entre as propriedades físicas, destacam-se as propriedades mecânicas, que se
referem à forma como os materiais reagem aos esforços externos, apresentando
deformação ou ruptura.
As principais propriedades mecânicas são: elasticidade, plasticidade, resistência
mecânica, dureza, ductilidade, fragilidade, tenacidade e resiliência.
ELASTICIDADE
Pode ser definida como a capacidade que um material tem de retornar à sua
forma e dimensões originais quando cessa o esforço que o deformava.
Associada à elasticidade está a deformação elástica (deformação temporária).
1. PROPRIEDADES DOS MATERIAIS

ETEC – JOÃO GOMES DE ARAÚJO
3 TECNOLOGIA MECÂNICA I
Agosto 2009
PLASTICIDADE
É a capacidade que um material tem de apresentar deformação permanente
apreciável, sem se romper.
Associada à plasticidade está a deformação plástica (deformação permanente).
RESISTÊNCIA MECÂNICA
É a capacidade que o material tem de suportar a esforços externos (tração,
compressão, dobramento etc.), sem se romper.
Veja a seguir, a representação desses esforços externos.
DUREZA
Para um metalurgista, dureza significa a resistência à deformação plástica
(deformação permanente).
DUCTILIDADE
Pode ser considerado o inverso da dureza, para os metalurgistas. É a capacidade
que um material tem de aceitar a deformação plástica. Quanto maior for o grau
Para os mecânicos, dureza é a resistência à
penetração de um material duro, em outro
(princípio do ensaio de dureza).

ETEC – JOÃO GOMES DE ARAÚJO
4 TECNOLOGIA MECÂNICA I
Agosto 2009
de deformação plástica que se consegue, sem que ele se rompa, maior é a
ductilidade do material.
Dessa forma, quanto mais duro for o material, menos dúctil ele será.
TENACIDADE
Tenacidade é a capacidade que o material tem de absorver energia durante o
impacto e transformá-la em deformação plástica.
Uma forma de exemplificar a tenacidade é comparando o material da carroceria
dos carros antigos com as dos novos. Nos carros antigos, esse material
apresentava dureza e resistência mecânica elevadas. Porém, durante uma
batida, devido a sua baixa tenacidade, não eram capazes de absorver energia
para a deformação plástica (eles quase não amassavam) e a energia do impacto
era transferida para o motorista. Nos carros de hoje, o material da carroceria
possui elevada tenacidade e, com isso, durante um impacto absorvem a energia e
a transformam em deformação plástica.
A tenacidade e a ductilidade andam sempre juntas. Materiais que apresentam
boa ductilidade terão boa tenacidade.
FRAGILIDADE
Materiais frágeis são aqueles que não apresentam nenhuma deformação plástica,
apenas deformação elástica. Quando esses materiais são submetidos a esforços
que ultrapassem a deformação elástica, eles se rompem. Exemplos de materiais
frágeis são: concreto, cerâmicas, vidros etc.
RESILIÊNCIA
É a capacidade que o material tem de absorver energia durante a deformação
elástica e de liberá-la quando o esforço é retirado.
2.1 ÁTOMOS E LIGAÇÕES ATÔMICAS
O início de tudo é o átomo. Átomo significa indivisível.
Os átomos são partículas infinitamente pequenas, indivisíveis que constituem a
menor parte da matéria. São compostos por duas partes: núcleo – onde se
encontram os prótons e nêutrons e a eletrosfera – onde se encontram os
elétrons. Prótons são partículas carregadas positivamente, enquanto os elétrons
são partículas carregadas negativamente. Já os nêutrons possuem carga nula.
2. CONCEITOS FUNDAMENTAIS – QUÍMICOS E METALÚRGICOS

ETEC – JOÃO GOMES DE ARAÚJO
5 TECNOLOGIA MECÂNICA I
Agosto 2009
ASSOCIAÇÃO DE ÁTOMOS
Existem três tipos principais de ligação entre átomos. São eles: ligação iônica
(NaCl), ligação covalente (CH4) e ligação metálica (Cobre). Existe ainda, um tipo
de ligação considerada a mais fraca de todas que é a ligação de Van der Waals
(pontes de hidrogênio).
Ligação Metálica
É o tipo mais simples de ligação e o mais fácil de descrever: átomos com um, dois
ou três elétrons de valência (da camada mais externa) facilmente libertam esses
elétrons, tornando-se íons carregados positivamente. O NaCl (cloreto de sódio –
sal de cozinha) e o MgO (óxido de magnésio) são exemplos de sólidos em que
predomina esse tipo de ligação. Para formar-se o NaCl há transferência dos
elétrons de valência do átomo de Na (sódio) para o átomo de Cl (cloro).
Portanto, a característica principal dessa ligação é a transferência de elétrons de
um átomo para outro.
Ligação Covalente
Neste caso, um átomo compartilha seus elétrons com um átomo adjacente. O
exemplo mais simples é encontrado na molécula de hidrogênio, em que são
necessários dois átomos de hidrogênio para formar sua molécula. Átomos
diferentes podem igualmente combinar=se para formar moléculas com ligação
covalente. Exemplos: fluoreto de hidrogênio – HF; água – H2O; amônia – NH3;
metano – CH4 etc.
Ligação de Van der Waals
É a ligação interatômica ou intermolecular mais fraca e que ocorre entre átomos
de gases inertes. Nestes gases, a órbita mais externa (de valência) está completa
e, em conseqüência, os seus átomos possuem atração mútua muito pequena.
Nessa ligação, ocorre apenas influência mútua das ondas eletrônicas
estacionárias sem que os elétrons sejam compartilhados.
Ligação Metálica
Nesta ligação, os elétrons são compartilhados por inúmeros átomos. Este tipo de
ligação pode ser mais facilmente explicado da seguinte maneira: se num átomo
existirem apenas poucos elétrons de valência, eles podem ser removidos de
modo relativamente fácil, ao passo que os elétrons restantes são mantidos
firmemente ligados ao núcleo. Os elétrons de valência movimentam-se
livremente entre as órbitas de valência dos outros átomos, formando uma
espécie de nuvem eletrônica. Assim, admite-se que na ligação metálica, o
átomo se acha constantemente no estado de perder, adquirir ou compartilhar
elétrons de valência com os átomos vizinhos.

ETEC – JOÃO GOMES DE ARAÚJO
6 TECNOLOGIA MECÂNICA I
Agosto 2009
Do conceito acima, surge a definição mais científica de metal: “elemento que
prontamente perde elétrons, de modo a criar uma ligação metálica e resultar
condutibilidade elétrica”.
2.2 CONCEITOS FUNDAMENTAIS
Componente
Este termo será utilizado para definir um metal puro e/ou os componentes
individuais que formam uma liga metálica.
Ex.: a liga Fe-C (aço) possui dois componentes: Ferro e Carbono
Sistema
Define um material, equipamento ou um corpo em consideração. Ou, relata uma
mistura de componentes que irá formar uma liga.
Ex.: a liga Fe-C (aço) é um sistema
Fase
Esse termo define uma porção homogênea de um sistema. Essa porção possui
uniformidade em suas características físicas e químicas.
Ex.: Um copo com água e açúcar.
Sistema = água + açúcar
Componentes = água e açúcar
Fase = 1º caso: quando o açúcar encontra-se totalmente dissolvido na
água;
2º caso: a quantidade de açúcar for aumentada até o ponto no
qual não se consegue mais dissolver todo o açúcar na água.
No primeiro caso existe apenas uma fase líquida, composta por dois
componentes (água e açúcar). No segundo caso, haverá um excesso de açúcar no
fundo do copo. Nesse caso, teremos duas fases: uma líquida (açúcar + água) e
uma fase sólida precipitada composta apenas por açúcar.

ETEC – JOÃO GOMES DE ARAÚJO
7 TECNOLOGIA MECÂNICA I
Agosto 2009
2.3 SISTEMAS E RETICULADOS CRISTALINOS – ESTRUTURA CRISTALINA
Os metais, ao se solidificarem, cristalizam, ou seja, os seus átomos que, no estado
líquido, estavam se movimentando e distribuídos a esmo, localizam-se em
posições relativamente definidas e ordenadas, que se repetem em três
dimensões, formando uma figura geométrica regular que é o cristal.
Existem sete sistemas cristalinos: triclínico, monoclínico, ortorrômbico,
hexagonal, trigonal, tetragonal e cúbico. De acordo com a disposição dos
átomos, originam-se desses sistemas 14 possíveis distribuições dos referidos
átomos, formando os chamados reticulados cristalinos ou redes, designados com
o nome de reticulados Bravais.
As estruturas representadas na figura ao lado são chamadas de células unitárias e
são a menor parte do reticulado cristalino.
O modelo de cristalização pode ser mais bem compreendido ao verificar-se o que
acontece quando um metal solidifica no interior de um recipiente (ver figura
abaixo). As principais células unitárias que se formam (1º quadro), em pontos
diferentes, crescem geralmente pela absorção de outras (2º, 3º, 4º e 5º quadro),
até se encontrarem formando um contorno irregular que delimita uma área onde
estão compreendidas milhares daquelas pequenas células (6º quadro).

ETEC – JOÃO GOMES DE ARAÚJO
8 TECNOLOGIA MECÂNICA I
Agosto 2009
Um conjunto de células unitárias forma o cristal com contornos geométricos, o
qual, ao adquirir os contornos irregulares pelo seu crescimento e devido aos
pontos de contato de cada conjunto, passa a chamar-se grão. Ou seja, enquanto
os conjuntos de células unitárias não se tocam, são chamados de cristais. Quando
passam a se tocar e, com isso, possuírem contornos irregulares, passam a ser
denominados grãos (6º quadro).
A interface entre um grão e outro, ou seja, a linha que separa os grãos é chamada
de contorno de grão. Veja a figura abaixo.
Em resumo, cada grão é constituído por milhares de células unitárias. Estas, por
sua vez, consistem em grupos de átomos que se dispuseram em posições fixas,
formando figuras geométricas típicas. Essas disposições fixas dão, pois, origem
aos reticulados cristalinos.
Os principais reticulados cristalinos, segundo os quais cerca de dois terços dos
metais se cristalizam, são do sistema cúbico e do sistema hexagonal.
A estrutura cristalina determina, entre outros fatores, as propriedades físicas do
material. Compostos formados pelos mesmos elementos podem ter
características totalmente diferentes devido a diferentes estruturas cristalinas.
Para exemplificar isto, podemos citar o carbono, que pode formar grafite ou
diamante (o mineral de maior dureza), de acordo com a organização dos seus
átomos

ETEC – JOÃO GOMES DE ARAÚJO
9 TECNOLOGIA MECÂNICA I
Agosto 2009
2.4 ALOTROPIA OU POLIMORFISMO
Alotropia ou polimorfismo é a propriedade que certos metais, como o ferro,
apresentam de possuírem reticulados cristalinos diferentes, conforme a
temperatura. No caso do ferro, por exemplo, tem-se:
- Temperatura ambiente até 912C = CCC (fase α)
- de 912C a 390C = CFC (fase )
- de 390C a 1534C = CCC (fase )
A mudança alotrópica é reversível.
2.5 SOLUTO, SOLVENTE, SOLUÇÃO SÓLIDA E LIMITE DE SOLUBILIDADE
SOLUÇÃO SÓLIDA
Ao se adicionar pequenas quantidades de sal ou açúcar na água, estes se
dissolvem a ponto de manter a água totalmente cristalina. Nesse caso, temos
uma solução líquida.
O termo solução sólida, tem a mesma idéia, entretanto, refere-se a materiais no
estado sólido.
Um componente B pode formar uma solução sólida com um componente A, se o
componente B se misturar a estrutura do componente A de tal forma a manter
uma condição de fase única. Essa mistura pode ser substitucional ou intersticial.
Diamante Grafite
Substitucional Intersticial

ETEC – JOÃO GOMES DE ARAÚJO
10 TECNOLOGIA MECÂNICA I
Agosto 2009
Substitucional
Os átomos dos componentes A e B possuem tamanhos parecidos. Com isso,
quando o átomo do componente B entrar na estrutura formada pelo átomo do
componente A, irá ocupar o lugar de um átomo de A, ou seja, vai substituí-lo.
Intersticial
O átomo do componente B é bem menor que o átomo do componente A. Dessa
forma, o átomo do componente B entra na estrutura formada pelo átomo de A,
ocupando os espaços vazios entre dois ou mais átomos do componente A. Esses
espaços entre os átomos são chamados de interstícios. Daí o nome de intersticial.
OBS.: No caso da liga Fe-C (aços) o carbono (soluto) entra na estrutura do ferro
(solvente), ocupando os espaços intersticiais. Portanto, a liga Fe-C constitui uma
solução sólida intersticial. Dizemos que o carbono é um elemento intersticial do
ferro.
LIMITE DE SOLUBILIDADE
Admitindo que o componente B (soluto) seja adicionado ao componente A
(solvente), para formar uma solução sólida, sabe-se que para uma determinada
temperatura, deverá existir um limite da quantidade do componente B que o
componente A é capaz de absorver. Após esse limite, os átomos do componente
soluto não poderão mais existir dissolvidos nos átomos do componente solvente,
ocorrendo a partir daí a precipitação de uma nova fase.
Esse limite da quantidade do componente B que o componente A pode receber é
chamando limite de solubilidade.
Um exemplo é a solubilidade do açúcar na água, representada pelo diagrama
abaixo.

ETEC – JOÃO GOMES DE ARAÚJO
11 TECNOLOGIA MECÂNICA I
Agosto 2009
O limite de solubilidade pode mudar de acordo com a temperatura e com o teor
dos componentes presentes no sistema.
2.6 DIAGRAMA DE EQUILÍBRIO FERRO-CARBONO
É um gráfico, obtido através de experiências, que apresenta as temperaturas em
que ocorrem as diversas transformações da liga Fe-C, em função do seu teor de
carbono.
Como se trata de um diagrama de equilíbrio, ele só se aplica a aços resfriados
muito lentamente. Se o resfriamento for rápido aparecerão outros constituintes
não previstos (para estes deve ser utilizado o diagrama TTT, que será visto
adiante).
Durante o resfriamento verifica-se que existe para cada aço, de acordo com seu
teor de carbono, uma certa temperatura na qual começa a solidificação, que
prossegue à medida que a temperatura cai, até atingir uma outra temperatura,
também definida, onde a solidificação termina.
O lugar dos pontos de início de solidificação chama-se linha do liquidus, porque
acima dela o aço está completamente líquido. O lugar dos pontos de fim de
solidificação intitula-se linha do solidus, porque abaixo dela o aço está
inteiramente sólido. Entre essas duas linhas o aço está, portanto, em parte ainda
líquido e em parte já sólido.
A linha GE’S e a horizontal de 723°C chamam-se Linhas de Transformação. Essas
linhas são importantes porque marcam o início e o fim das transformações no
estado sólido e a região delimitada por essas linhas denomina-se zona crítica.
O ponto E’ chama-se Ponto Eutetóide e corresponde a um aço com 0,8% de
carbono. Aços com esse teor de carbono são chamados aços eutetóides,
enquanto que aços com teor de carbono maior ou menor do que 0,8% são
chamados, respectivamente, de aços hipereutetóides e hipoeutetóides.

ETEC – JOÃO GOMES DE ARAÚJO
12 TECNOLOGIA MECÂNICA I
Agosto 2009
CONSTITUINTES DO DIAGRAMA FERRO-CARBONO
FERRITA ()
- Solução sólida de carbono em Ferro com estrutura CCC, chamada Fe-;
- Muito mole e dúctil: L.R. < 32 Kgf/mm²;
- Devido ao baixo teor de carbono, pode ser tratada como ferro puro;
- Estrutura estável em temperaturas abaixo de 912ºC.
- Forma-se por difusão, nucleando preferencialmente nos contornos de
grão da austenita. Com o aumento da taxa de resfriamento, passa a
nuclear também no interior do grão austenítico.
- A microestrutura da ferrita apresenta domínio de uma única fase.
- O nome Ferrita vem do latim Ferrum.
AUSTENITA ()
- Solução sólida de carbono em Ferro com estrutura CFC, chamada Fe-;
- Mole e dúctil;
- Pode ter até 2,11 % de carbono em solução;
- Por definição, aços contêm menos de 2% de carbono,
consequentemente todo o carbono dos aços acha-se dissolvido na
austenita, em temperaturas elevadas;
- O nome Austenita é uma homenagem ao seu descobridor, o
metalurgista inglês Roberts Austen.
FERRO -
- Estrutura cristalina CCC do ferro puro acima de 1394ºC;
- Análogo ao Fe-, contudo a solubilidade do carbono é apreciavelmente
maior devido a temperatura ser mais elevada;
CEMENTITA OU CARBONETO DE FERRO (Fe3C)
- Combinação entre o excesso de carbono e o ferro do aço formando uma
segunda fase – o carboneto de ferro ou Cementita;
- Comparada com a austenita e a ferrita, é muito dura, porém
extremamente frágil;
- A composição Fe3C indica que existem átomos de Fe e C na proporção
de 3 para 1.
- Célula unitária Ortorrômbica com 12 (doze) átomos de Ferro e 4 (quatro)
átomos de Carbono;
- O nome Cementita vem do latim, Caementum.
PERLITA (+Fe3C)
- É composta de camadas alternadas de ferrita e cementita;
- Sua propriedade mecânica é intermediária à da ferrita e da cementita;
- Sua resistência à tração é, em média, 75 Kgf/mm²;

ETEC – JOÃO GOMES DE ARAÚJO
13 TECNOLOGIA MECÂNICA I
Agosto 2009
- Pode se formar em quase todos os aços por meio de tratamento térmico
adequado.
MICROESTRUTURAS RESULTANTES DO RESFRIAMENTO LENTO
De acordo com o teor de carbono, durante o resfriamento de um aço poderemos
ter diferentes quantidades de cada um dos constituintes mostrados acima.
No resfriamento dos aços eutetóides (C=0,8%), a solidificação do material gera a
austenita, que permanece estável até atingir a linha de 723 °C, onde se
decompõe em cementita e ferrita, formando a estrutura conhecida por perlita.
Teremos então uma microestrutura com 100% de perlita.
Para os aços hipoeutetóides (C<0,8%), a decomposição da austenita começa a
ocorrer ao atingir a linha GE’S, formando certa quantidade de ferrita. Resfriando
até 723 °C, a austenita restante (que não se transformou em ferrita) se
decompõe formando a perlita. Dessa forma, a estrutura final observada neste
aço será de núcleos de perlita envoltos por grãos de ferrita.
No caso dos aços hipereutetóides (C>0,8%), resfriando-se até a linha GE’S começa
a haver formação de cementita, até atingir a temperatura crítica (723 °C), onde a
austenita restante se transforma em perlita. Teremos então núcleos de perlita
rodeados de cementita.
ETEC – JOÃO GOMES DE ARAÚJO
14 TECNOLOGIA MECÂNICA I
Agosto 2009
ACO: É uma liga contendo basicamente ferro e carbono (Fe-C), com no
máximo 2,11% de carbono.
A obtenção do aço ocorre de uma série de operações de transformação
metalúrgica e de conformação mecânica.
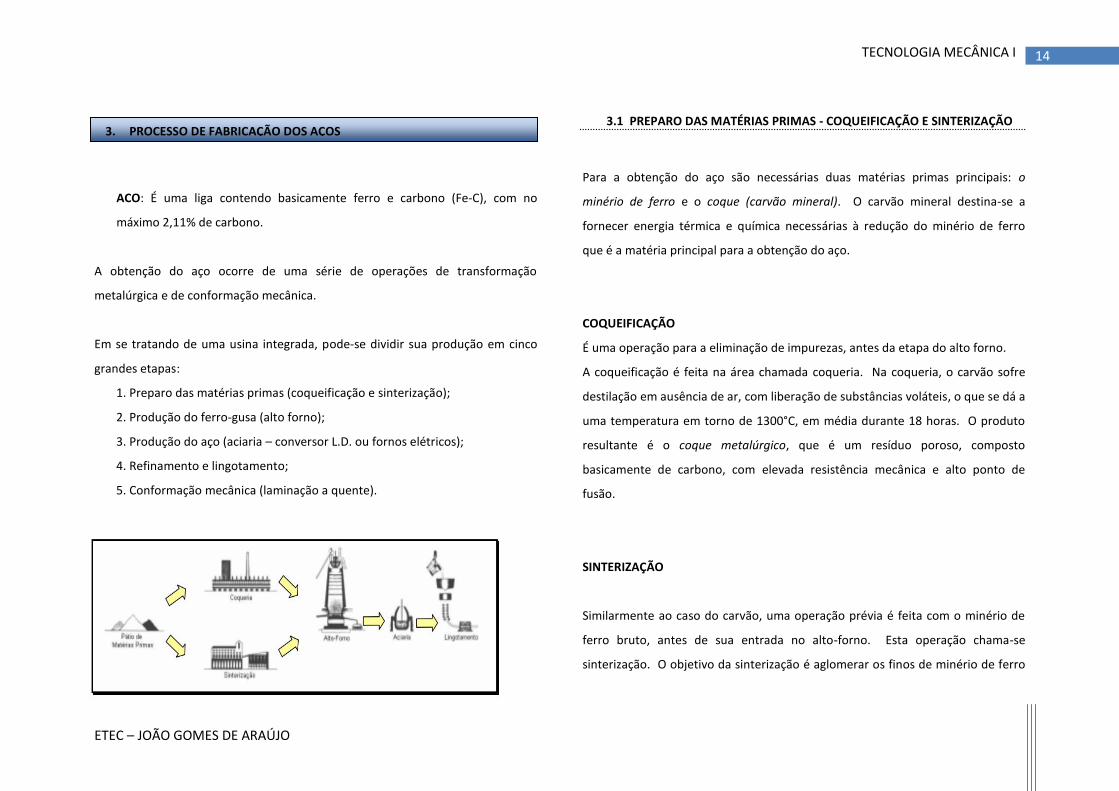
Em se tratando de uma usina integrada, pode-se dividir sua produção em cinco
grandes etapas:
1. Preparo das matérias primas (coqueificação e sinterização);
2. Produção do ferro-gusa (alto forno);
3. Produção do aço (aciaria – conversor L.D. ou fornos elétricos);
4. Refinamento e lingotamento;
5. Conformação mecânica (laminação a quente).
3.1 PREPARO DAS MATÉRIAS PRIMAS - COQUEIFICAÇÃO E SINTERIZAÇÃO
Para a obtenção do aço são necessárias duas matérias primas principais: o
minério de ferro e o coque (carvão mineral). O carvão mineral destina-se a
fornecer energia térmica e química necessárias à redução do minério de ferro
que é a matéria principal para a obtenção do aço.
COQUEIFICAÇÃO
É uma operação para a eliminação de impurezas, antes da etapa do alto forno.
A coqueificação é feita na área chamada coqueria. Na coqueria, o carvão sofre
destilação em ausência de ar, com liberação de substâncias voláteis, o que se dá a
uma temperatura em torno de 1300°C, em média durante 18 horas. O produto
resultante é o coque metalúrgico, que é um resíduo poroso, composto
basicamente de carbono, com elevada resistência mecânica e alto ponto de
fusão.
SINTERIZAÇÃO
Similarmente ao caso do carvão, uma operação prévia é feita com o minério de
ferro bruto, antes de sua entrada no alto-forno. Esta operação chama-se
sinterização. O objetivo da sinterização é aglomerar os finos de minério de ferro
3. PROCESSO DE FABRICAÇÃO DOS AÇOS

ETEC – JOÃO GOMES DE ARAÚJO
15 TECNOLOGIA MECÂNICA I
Agosto 2009
(vindos direto da área de extração) para se obter pedras com dimensões mais
adequadas ao processo seguinte que é a fabricação do ferro gusa, no alto forno.
O processo consiste na adição de um fundente (finos de calcário e finos de coque)
aos finos de minério de ferro. Essa mistura é levada a um forno contínuo e
quando a temperatura atinge a temperatura de fusão do coque, toda a mistura se
funde formando uma massa única. Após o resfriamento, ocorre a britagem dessa
massa e são obtidas partículas sólidas de dimensão superior a 5 mm, chamadas
se sinter.
Com a obtenção do coque e do sinter, parte-se para a obtenção do ferro gusa, no
alto forno.
3.2 PRODUÇÃO DO FERRO GUSA

ETEC – JOÃO GOMES DE ARAÚJO
16 TECNOLOGIA MECÂNICA I
Agosto 2009
ALTO FORNO
São equipamentos modernos com aproximadamente 35m de altura e que se
dividem em três partes: cuba rampa e cadinho. A cuba chega a compor 2/3 da
altura desse equipamento.
O alto forno é alimentado, constantemente, de cima para baixo pela boca. A
carga do alto forno é constituída por coque, sinter e fundente (calcário).
Na cuba, a carga ainda é sólida. A fusão acontece na rampa e, que fica entre a
cuba e o cadinho. À medida que a fusão ocorre, a massa líquida que se forma
desce para o cadinho e a carga sólida da cuba desce para a rampa para ser
fundida também. No cadinho, as impurezas se agrupam e forma-se a escória, que
se separa do gusa líquido por diferença de densidade. A escória fica na
superfície. O vazamento é feito por canais diferentes, valendo-se do processo de
decantação. O ferro gusa líquido segue no carro torpedo (figura a baixo) para a
etapa seguinte (aciaria) e a escória, após resfriada, pode ser vendida para fábricas
de cimento.
PROCESSO DE OBTENÇÃO DO FERRO GUSA
Inicialmente tem-se o minério de ferro na forma de sinter, que é composto pelo
metal ferro (Fe) e por impurezas denominadas ganga. Primeiro, é necessário
liberar o Fe da ganga usando um redutor, que nesse caso é o coque. A redução
do minério de ferro nada mais é do que a retirada do oxigênio. Para que a
redução ocorra é necessário fornecer uma grande quantidade de calor que é
obtida da própria queima do coque. O oxigênio liberado se junta a uma parte do

ETEC – JOÃO GOMES DE ARAÚJO
17 TECNOLOGIA MECÂNICA I
Agosto 2009
carbono presente no coque e forma alguns dos resíduos desse processo, que são:
monóxido de carbono (CO) e dióxido de carbono (CO2).
O Fe já em estado líquido liga-se também ao carbono presente no coque e se
acumula no fundo do alto forno (cadinho). Os fundentes ajudam na aglomeração
da ganga formando a escória.
Dentro do alto forno, tem-se a seguinte sequência de acontecimentos:
Introduz-se a carga, composta de sinter, coque e fundente;
Entre 300°C e 350°C ocorre a dessecação – o vapor de água contido na
carga é eliminado;
Entre 350°C e 750°C ocorre a redução – o óxido de ferro (minério de
ferro) perde o oxigênio.
Entre 750°C e 1150°C ocorre carburação – o Fe combina-se com o
carbono formando o ferro gusa;
Entre 1150°C e 1800°C ocorre a fusão – o gusa passa para o estado
líquido.
Em torno de 1600°C ocorre a liquefação – o gusa se separa da escória.
Embora o ferro gusa seja uma liga constituída basicamente de Fe + C, ainda não
pode ser considerado aço devido ao seu elevado teor de carbono que fica entre
4% e 4,5%. Para que esse valor chegue a níveis compatíveis com o do aço
(2,11%C no máximo) é necessário o processo de conversão do ferro gusa em aço,
que acontece na próxima etapa.
3.3 PRODUÇÃO DO AÇO - ACIARIA
Nas usinas integradas, a obtenção do aço acontece com o processo de conversão
do ferro gusa (vindo do alto forno) em aço, por meio de um equipamento
chamado conversor. Esse processo consiste em baixar o teor de carbono
presente no ferro gusa (aproximadamente 4,5%C) para teores que correspondam
aos do aço (máximo 2,11%C).
Já no caso de industrias de reciclagem de aço (não integradas), o processo de
obtenção do aço acontece em um forno elétrico e a matéria prima do processo é,
principalmente, a sucata sólida de aço.
TIPOS DE CONVERSORES
O homem tenta obter o aço desde 1500 a.C., por meio de buracos no solo onde
eram colocados ferro e carvão. Com o passar dos tempos, esse método foi
evoluindo e os fornos começaram a ficar com uma parte acima do solo, até
chegar aos conversores que conhecemos hoje.

ETEC – JOÃO GOMES DE ARAÚJO
18 TECNOLOGIA MECÂNICA I
Agosto 2009
Existiram, através dos tempos, diversos tipos de conversores entre os principais
estão: Conversor Bessemer, o Siemens-Martin e o atual Conversor L.D., além dos
fornos elétricos para a reciclagem do aço.
CONVERSOR BESSEMER (1855 – 1968)
Este conversor trabalhava somente com ferro gusa, que era sempre introduzido
no estado de fusão. O seu princípio de funcionamento é a passagem de ar
comprimido ou oxigênio através da massa líquida (ferro gusa em estado de
fusão), que oxida e elimina as impurezas e o carbono, mantendo elevada a
temperatura do material em fusão, que gira em torno de 1700°C.
SIEMENS-MARTIN
Trata-se de um forno horizontal longo, com diversas aberturas laterais por onde
se processa a carga, sendo o escoamento do aço líquido feito por intermédio de
pequenos canais que vêm do fundo do leito do forno e saem em sentido oposto
às aberturas de carga.
O calor no interior do forno é conseguido mediante a queima de um combustível
gasoso ou a óleo que é insuflado em uma das extremidades do forno. Os gases
são exalados pela extremidade oposta. Esses gases antes de saírem, passam por
um regenerador para que possam ceder calor ao combustível que entra.
CONVERSOR L.D.
O processo de conversão L.D. foi idealizado em 1948 por Durrer. Plantas pilotos
foram testadas nas cidades de Linz e Donawitz, daí o nome L.D.
A composição do ferro gusa apresenta, como já foi dito, cerca de 4,5%C além de
0,4% de fósforo, que impossibilita sua conformação mecânica. Para converter ou
transformar o ferro gusa em aço é necessário a redução dos teores de carbono,
fósforo e silício.

ETEC – JOÃO GOMES DE ARAÚJO
19 TECNOLOGIA MECÂNICA I
Agosto 2009
Os conversores são carregados com gusa líquido, sucata de aço sólida e uma
escória básica contendo CaO, CaF2 e MgO. Oxigênio puro é injetado, por meio de
lanças, por cima do conversor, ou pelo fundo, ou ainda pela combinação de
ambos. A injeção promove a oxidação controlada do C e Si, gerando calor para a
carga.
Após o sopro de oxigênio, o conversor é escorificado e o aço líquido segue para o
lingotamento convencional ou contínuo, ou para instalações de metalurgia de
panela (operação de refino).
FORNOS ELÉTRICOS
O forno elétrico ou, forno elétrico a arco, na realidade é um grande recipiente,
basculante, com duas aberturas diametralmente opostas, sendo uma para carga
do material sólido e a outra por onde é vertida a massa líquida.
Esse forno é carregado com sucata sólida de aço e fundentes. O calor é fornecido
por arco voltaico que se forma entre os eletrodos verticais (geralmente de
grafite) e o banho por meio de efeito Joule, ou seja, a passagem da corrente
elétrica pela carga gera o calor necessário para a fusão do material.
ETEC – JOÃO GOMES DE ARAÚJO
20 TECNOLOGIA MECÂNICA I
Agosto 2009
Durante a queima do material é comum a injeção de oxigênio que ajuda a
esquentar a corrida, fundir mais rapidamente o material sólido e queimar
carbono. A partir desse procedimento, fica nítida a separação da escória do aço
líquido.
O ajuste de composição costuma ser feito no próprio forno e, nesse caso, a
injeção de oxigênio ajuda na homogeneização do banho. Com a composição
ajustada dentro dos requisitos de propriedade mecânica, o aço líquido é
transferido para a panela de vazamento e segue para a área de fundição ou
lingotamento.
3.4 REFINO E LINGOTAMENTO
REFINO
Na operação de refino são feitos ajustes na composição química do aço líquido
vindo do conversor. Essa etapa é feita em fornos menores conhecidos como
fornos panela e a operação de ajuste de composição é comumente chamada de
metalurgia de panela.
Nesses fornos, o aço líquido permanece por aproximadamente 40 minutos a uma
temperatura da ordem de 1600°C. Após esse período de refino, o aço é
submetido ao processo de lingotamento.
LINGOTAMENTO
O lingotamento consiste na solidificação do aço produzido no conversor L.D. e
refinado, com o objetivo de produzir lingotes para os processos de conformação
mecânica. O lingotamento pode ser convencional ou contínuo e o produto dessa
operação é chamado de lingote ou placa ou tarugo.
Convencional: o aço é solidificado em ligoteiras fixas (estáticas), de maneira a
produzir tarugos (ver figura abaixo).
Contínuo: o metal líquido é solidificado em ligoteiras refrigeradas, de maneira a
produzir placas ou lingotes.
Após resfriados, os lingotes, placas ou tarugos são encaminhados para pátios de
estocagem, onde aguardam pela programação de produção para serem
encaminhados à etapa de conformação mecânica, que é a última parte do
processo de fabricação dos aços.

ETEC – JOÃO GOMES DE ARAÚJO
21 TECNOLOGIA MECÂNICA I
Agosto 2009
3.5 CONFORMAÇÃO MECÂNICA – LAMINAÇÃO A QUENTE
Após o lingotamento, a conformação mecânica que pode se seguir é a laminação
a quente. Esse processo consiste basicamente em reaquecer as placas, lingotes
ou tarugos e submetê-los a esforços de compressão vertical e lateral, de maneira
a haver redução de secção transversal.
Esse esforço de compressão é transmitido às placas por meio de uma combinação
de cilindros denominada cadeiras de laminação. Os laminadores são formados
por várias cadeiras de laminação, dispostas em linha, agrupadas de acordo com o
grau de deformação que promovem. Os tipos mais comuns de laminadores são:
duo – dois cilindros de trabalho; trio – dois cilindros de encosto e um de trabalho;
quadruo – dois cilindros de trabalho e dois cilindros de encosto. Os cilindros de
encosto possuem um diâmetro muito maior que os dos cilindros de trabalho.
Cadeira de laminação – laminador quádruo
Lingotamento convencional – lingoteiras estáticas
Lingotamento contínuo – lingoteiras refrigeradas
ETEC – JOÃO GOMES DE ARAÚJO
22 TECNOLOGIA MECÂNICA I
Agosto 2009
A laminação a quente de produtos planos, pode ser dividida em 5 etapas:
reaquecimento das placas, laminação de desbaste, laminação de acabamento,
lamina flow e bobinamento.
REAQUECIMENTO DAS PLACAS
As placas são levadas para um forno horizontal, divido em zonas: pré-
aquecimento, aquecimento, encharque e extração, onde atingem temperaturas
entre 950°C e 1100°C.
LAMINAÇÃO DE DESBASTE
As barras reaquecidas são forçadas a passar por cilindros onde ocorrem as
maiores reduções de espessura e, onde, geralmente, a largura é mantida
constante. O balanço de massa é compensado com o aumento do comprimento.
LAMINAÇÃO DE ACABAMENTO
Geralmente é um conjunto de 7 cadeiras de laminação, muito próximas umas das
outras, e a tira passa ao mesmo tempo pelas 7 cadeiras. Nessa seção são feitos
os ajustes finos de espessura.
LAMINA FLOW
Banco de chuveiros que são responsáveis pelo resfriamento da tira para que ela
atinja a temperatura ideal para o bobinamento. Esse resfriamento promove
também um tratamento térmico onde, por meio de transformações metalúrgicas
o aço adquire as propriedades mecânicas necessárias para cada utilização.
BOBINADEIRA
É o equipamento responsável por enrolar as tiras, formando as bobinas.
O número de tipos de aço é muito elevado, pois além dos aços simplesmente ao
carbono com teores variáveis de carbono, é muito grande a quantidade de aços
ligados.
Para facilitar sua seleção, associações técnicas especializadas classificaram os
aços pela sua composição química, dando origem aos SAE e AISI (americanos),
DIN (alemão) e ABNT (brasileiro).
O sistema brasileiro ABNT baseou-se nos sistemas americanos, considerando o
percentual de carbono e os elementos de liga. Já o sistema DIN considera um
valor mínimo de resistência à tração.
Veja, a seguir, como é classificado cada um dos grupos abaixo, segundo o sistema
SAE-AISI, adotado no Brasil.

ETEC – JOÃO GOMES DE ARAÚJO
23 TECNOLOGIA MECÂNICA I
Agosto 2009
4.1 AÇO CARBONO
Os aços-carbono possuem na sua composição apenas quantidades limitadas dos
elementos Carbono, Silício, Manganês, Cobre, Enxofre e Fósforo. Outros
elementos existem apenas em quantidades residuais. A quantidade de Carbono
presente no aço define a sua classificação:
Baixo carbono - possuem no máximo 0,30% de carbono;
Médio carbono - possuem de 0,30% a 0,60% de carbono;
Alto carbono - possuem de 0,60% a 1,00% de carbono.
CARACTERÍSTICAS
Baixo carbono: Os aços baixo carbono possuem, normalmente, baixas resistência
e dureza e altas tenacidade e ductilidade. Além disso, são bastante usináveis e
soldáveis e apresentam baixo custo de produção. Estes aços normalmente não
são tratados termicamente.
Médio carbono: possuem uma quantidade de carbono suficiente para a
realização de tratamentos térmicos de têmpera e revenido, muito embora seus
tratamentos térmicos necessitem ser realizados com taxas de resfriamento
elevadas e em seções finas para serem efetivos. Possuem maiores resistência e
dureza e menores tenacidade e ductilidade do que os aços baixo carbono.
Alto carbono: são os de maiores resistência e dureza, porém de menor
ductilidade entre os aços carbono. São quase sempre utilizados na condição
temperada e revenida, possuindo boas características de manutenção de um bom
fio de corte.
QUALIDADE
Os aços-carbono seguem uma divisão padronizada na indústria, o que permite
que fornecedores e consumidores se comuniquem com maior eficiência. Os
grupos de descrição de qualidade utilizados são os seguintes:
- Semi-acabados para forjamento - Bobinas laminadas a quente
- Estrutural - Bobinas laminadas a frio
- Placas - Folhas-de-flandres
- Barras laminadas a quente - Arames
- Barras acabadas a frio - Arame achatado
- Chapas finas laminadas a quente - Tubos
- Chapas finas laminadas a frio - Tubos estruturais
- Chapas com esmaltagem porcelânica - Tubos para oleodutos
- Chapas chumbadas compridas - Produtos tubulares para campos
petrolíferos
4. CLASSIFICAÇÃO DOS AÇOS E DOS FERROS FUNDIDOS
ETEC – JOÃO GOMES DE ARAÚJO
24 TECNOLOGIA MECÂNICA I
Agosto 2009
- Chapas galvanizadas - Produtos tubulares especiais
- Chapas revestidas por zincagem
eletrolítica
- Fios-máquina laminados a quente
CLASSIFICAÇÃO
Os aços, em geral, são classificados em Grau, Tipo e Classe.
Grau: normalmente identifica a faixa de composição química do aço;
Tipo: identifica o processo de desoxidação utilizado;
Classe: é utilizada para descrever outros atributos, como nível de
resistência e acabamento superficial.
A designação do Grau, Tipo e Classe utiliza uma letra, número, símbolo ou nome.
Existem vários sistemas de designação para os aços, como o SAE (Society of
Automotive Engineers), AISI (American Iron and Steel Institute), ASTM (American
Society os Testing and Materials) e ABNT (Associação Brasileira de Normas
Técnicas). A normalização unificada vem sendo utilizada com frequência cada vez
maior, e é designada pela sigla UNS (Unified Numbering System).
SISTEMA DE CLASSIFICAÇÃO
O sistema de classificação mais adotado na prática é o SAE-AISI. Nele, o aço-
carbono utiliza o grupo 1xxx, e é classificado da seguinte forma:
- 10xx: Aço-carbono comum (Mn: 1,00% máx.)
· 11xx : Ressulfurado
· 12xx : Ressulfurado e Refosforizado
· 15xx : Aço-carbono comum (Mn : 1,00 a 1,65%)
Os aços que possuem requisitos de temperabilidade adicionais recebem a adição
de um H após a sua classificação.
Obs.: Os últimos dois dígitos, representados pelo xx, representam o conteúdo de
carbono do aço.
Exemplos:
SAE 1010 – aço carbono comum, com 0,10%C (Mn: 1,00% máximo);
SAE 1045 – aço carbono comum, com 0,45%C (Mn: 1,00% máximo);
SAE 1125 – aço carbono ressulfurado com 0,25%C
SAE 1515 – aço carbono comum, com 0,15%C (Mn: 1,00% a 1,65%)
SAE 1220 – aço ressulfurado e refosforizado, com 0,20%C
APLICAÇÕES
Baixo carbono: suas aplicações típicas são chapas automobilísticas, perfis
estruturais e placas utilizadas na fabricação de tubos, construção civil, pontes e
latas de folhas-de-flandres.

ETEC – JOÃO GOMES DE ARAÚJO
25 TECNOLOGIA MECÂNICA I
Agosto 2009
Médio carbono: são utilizados em rodas e equipamentos ferroviários,
engrenagens, virabrequins e outras peças de máquinas que necessitam de
elevadas resistências mecânica e ao desgaste e tenacidade.
Alto carbono: tem grande aplicação em talhadeiras, folhas de serrote, martelos e
facas.
4.2 AÇO LIGA
Os Aços-liga contêm quantidades específicas de elementos de liga diferentes
daqueles normalmente utilizados nos aços comuns. Estas quantidades são
determinadas com o objetivo de promover mudanças nas propriedades físicas e
mecânicas que permitam ao material desempenhar funções específicas. Os aços-
liga costumam ser designados de acordo com o(s) seu(s) elemento(s)
predominante(s), como por exemplo, aço-níquel, aço-cromo e aço-cromo-
vanádio.
CLASSIFICAÇÃO
Os aços-liga seguem as mesmas classificações dos aços-carbono, ou seja, são
divididos em Graus, Tipos e Classes. Os sistemas de designação também são os
mesmos, destacando-se o SAE, AISI, ASTM e UNS.
SISTEMA DE CLASSIFICAÇÃO
Os aços-liga possuem várias numerações diferentes no sistema SAE-AISI. A
designação SAE-AISI considera como aço-liga todos aqueles que ultrapassem os
limites de 1,65% de Manganês, 0,60% de Silício ou 0,60% de Cobre. Além disso,
são considerados aços-liga todo e qualquer aço que possua quantidades mínimas
especificadas de Alumínio, Boro, Cromo (até 3,99%), Cobalto, Nióbio, Molibdênio,
Níquel, Titânio, Tungstênio, Vanádio, Zircônio ou qualquer outro elemento de liga
adicionado com o intuito de melhorar as propriedades mecânicas e a tenacidade
após a realização de tratamentos térmicos. Os grupos de aços-liga são
classificados da seguinte forma pelo sistema SAE-AISI:
Aço-manganês: 13xx: Mn 1.75%
Aços-níquel: 23xx: Ni 3.50%; 25xx: Ni 5.00%
Aços níquel-cromo: 31xx: Ni 1.25% ; Cr 0.65 e 0.80%
32xx : Ni 1.75% ; Cr 1.07%
33xx : Ni 3.50% ; Cr 1.50% e 1.57%
34xx : Ni 3.00% ; Cr 0.77%
Aços-molibdênio: 40xx: Mo 0.20 e 0.25%
44xx: Mo 0.40 e 0.52%
Aços cromo-molibdênio: 41xx: Cr 0.50%, 0.80% e 0.95% ; Mo 0.12% , 0.20% ,
0.25% e 0.30%

ETEC – JOÃO GOMES DE ARAÚJO
26 TECNOLOGIA MECÂNICA I
Agosto 2009
Aços níquel-cromo-molibdênio:
· 43xx: Ni 1.82%; Cr 0.50 e 0.80% ; Mo 0.25%
· 43BVxx : Ni 1.82%; Cr 0.50; Mo 0.12 e 0.25% ; V 0.03 min.
· 47xx : Ni 1.05%; Cr 0.45%; Mo 0.20 e 0.35%
· 81xx : Ni 0.30%; Cr 0.40%; Mo 0.12%
· 86xx : Ni 0.55%; Cr 0.50%; Mo 0.20%
· 87xx : Ni 0.55%; Cr 0.50%; Mo 0.25%
· 88xx : Ni 0.55%; Cr 0.50%; Mo 0.35%
· 93xx : Ni 3.25%; Cr 1.20%; Mo 0.12%
· 94xx : Ni 0.45%; Cr 0.40%; Mo 0.12%
· 97xx : Ni 0.55%; Cr 0.20%; Mo 0.20%
· 98xx : Ni 1.00%; Cr 0.80%; Mo 0.25%
Aços níquel-molibdênio: 46xx : Ni 0.85 e 1.82%; Mo 0.20 e 0.25% 48xx : Ni 3.50% ; Mo 0.25%
Aços-cromo: · 50xx : Cr 0.27, 0.40, 0.50 e 0.65%
· 51xx : Cr 0.80, 0.87, 0.92, 0.95, 1.00 e 1.05%
· 50xxx : Cr 0.50% ; C 1.00% min
· 51xxx : Cr 1.02% ; C 1.00% min
· 52xxx : Cr 1.45% ; C 1.00% min
Aços cromo-vanádio: 61xx: Cr 0.60, 0.80 e 0.95% ; V 0.10 e 0.15%
Aços cromo-tungstênio: 72xx: W 1.75 ; Cr 0.75%
Aços silício-manganês: 92xx: Si 1.40 e 2.00% ; Mn 0.65, 0.82 e 0.85% ; Cr 0 e 0.65%
Aços-boro: xxBxx : B denota aço ao Boro
Aços ao chumbo: xxLxx : L denota aço ao Chumbo
Aços-vanádio: xxVxx : V denota aço ao Vanádio
APLICAÇÕES
Os aços-liga, por ser uma família bastante ampla de diferentes tipos de aço, com
propriedades bastante distintas, encontram aplicações igualmente vastas. Podem
ser encontrados em praticamente todos os segmentos industriais, desde a
construção civil até a construção naval, passando pela indústria petrolífera,
automobilística e aeronáutica.
4.3 AÇOS INOXIDÁVEIS
Os aços-inoxidáveis são aqueles que contêm um mínimo de 10,5% de Cromo
como principal elemento de liga. São aços onde não ocorre oxidação em

ETEC – JOÃO GOMES DE ARAÚJO
27 TECNOLOGIA MECÂNICA I
Agosto 2009
ambientes normais. Alguns aços inoxidáveis possuem mais de 30% de Cromo ou
menos de 50% de Ferro. Suas características de resistência à corrosão são obtidas
graças à formação de um óxido protetor que impede o contato do metal base
com a atmosfera agressiva. Alguns outros elementos como níquel, molibdênio,
cobre, titânio, alumínio, silício, nióbio, nitrogênio e selênio podem ser
adicionados para a obtenção de características mecânicas particulares.
SISTEMA DE CLASSIFICAÇÃO
Os aços inoxidáveis são normalmente designados pelos sistemas de numeração
da AISI (American Iron and Steel Institute), UNS (Unified Numbering System) ou
por designação própria do proprietário da liga. Entre estes, o sistema da AISI é o
mais utilizado. Nele, a maioria dos graus de aços inoxidáveis possuem uma
classificação com três dígitos. Os aços austeníticos fazem parte das séries 200 e
300, enquanto que a série 400 designa tanto aços ferríticos quanto martensíticos.
A série UNS, por sua vez, possui um maior número de ligas que a AISI, pois
incorpora todos os aços inoxidáveis de desenvolvimento mais recente. Nesta
série, os aços inoxidáveis são representados pela letra S, seguida de cinco
números. Os três primeiros representando a numeração AISI (se tiverem). Os dois
últimos algarismos serão 00 se o aço for um aço comum da designação AISI. Se
forem diferentes, significa que o aço tem alguma característica especial
reconhecida pela UNS.
CLASSIFICAÇÃO
Os aços inoxidáveis são divididos em cinco famílias, de acordo com a
microestrutura ou tratamento térmico utilizado. As cinco famílias são:
martensíticos, ferríticos, austeníticos, duplex (austenítico e ferrítico) e
endurecíveis por precipitação.
CARACTERÍSTICAS
Martensíticos: são ligas Fe-Cr-C que possuem uma estrutura martensítica na
condição endurecida. São ferromagnéticos, endurecíveis por tratamentos
térmicos e resistentes à corrosão somente em meios de média agressividade. O
conteúdo de cromo é, geralmente, situado entre 10,5 e 18% e o conteúdo de
carbono não pode ser superior a 1,2%. Os conteúdos de carbono e cromo são
balanceados para garantir uma estrutura martensítica. Alguns elementos como
nióbio, silício, tungstênio e vanádio são, às vezes, adicionados para modificar o
comportamento do aço durante o revenido. Pequenas quantidades de níquel
podem ser adicionadas para melhorar a resistência à corrosão. Da mesma
maneira, enxofre e selênio podem ser adicionados para melhorar usinabilidade.
Ferríticos: são ligas de Fe-Cr, de estrutura cristalina cúbica de corpo centrado
(CCC). Seu conteúdo de cromo se situa na faixa de 11% a 30%. Alguns graus
podem conter molibdênio, silício, alumínio, titânio e nióbio para a obtenção de
certas características. Também podem ser adicionados enxofre e selênio para

ETEC – JOÃO GOMES DE ARAÚJO
28 TECNOLOGIA MECÂNICA I
Agosto 2009
melhoria da usinabilidade. São ferromagnéticos, podem possuir boas ductilidade
e conformabilidade, mas suas características de resistência em altas
temperaturas são ruins se comparadas à dos austeníticos. Sua tenacidade
também pode ser limitada a baixas temperaturas e em seções pesadas. Não são
endurecíveis por tratamento térmico e dificilmente por trabalho a frio.
Austeníticos: constituem a maior família de aços inoxidáveis tanto em número de
diferentes tipos, quanto em utilização. A exemplo dos ferríticos, não são
endurecíveis por tratamento térmico. São não-magnéticos na condição recozida
e são endurecíveis apenas por trabalho a frio. Normalmente, possuem
excelentes propriedades criogênicas e excelente resistência mecânica e à
corrosão em altas temperaturas. O conteúdo de cromo varia entre 16% e 26%, o
de níquel é menor ou igual a 35% e o de manganês é menor ou igual a 15%.
Podem ser adicionados, também, molibdênio, cobre, silício, alumínio, titânio e
nióbio, para a obtenção de melhores características de resistência à oxidação.
Duplex: são ligas bifásicas baseadas no sistema Fe-Cr-Ni. Estes aços possuem,
aproximadamente, a mesma proporção das fases ferrita e austenita e são
caracterizados pelo seu baixo teor de carbono (<0,03%) e por adições de
molibdênio, nitrogênio, tungstênio e cobre. Os teores típicos de cromo e níquel
variam entre 20% e 30% e 5% e 8%, respectivamente. A vantagem dos aços
duplex sobre os austeníticos da série 300 e sobre os ferríticos são a resistência
mecânica (aproximadamente o dobro), maiores tenacidade e ductilidade (em
relação aos ferríticos) e uma maior resistência a corrosão por cloretos.
Endurecíveis por precipitação: são ligas cromo-níquel que podem ser
endurecidas por tratamento de envelhecimento. Podem ser austeníticos, semi-
austeníticos ou martensíticos, sendo que a classificação é feita de acordo com a
sua microestrutura na condição recozida. Para viabilizar a reação de
envelhecimento, muitas vezes se utiliza o trabalho a frio, e a adição de elementos
de liga como alumínio, titânio, nióbio e cobre.
APLICAÇÃO
Martensíticos: estes aços são especificados quando a aplicação requer elevada
resistência à tração, à fluência e à fadiga, combinadas com requisitos moderados
de resistência à corrosão e utilizações em até 650 °C. Entre as suas aplicações
estão turbinas a vapor, motores a jato e turbinas a gás. Alguns destes aços
encontram aplicações, também, como tubulações de vapor, reaquecedores de
geradores a vapor e tubulações superaquecidas utilizadas em refinarias de
combustíveis fósseis, cutelaria, peças de válvulas, engrenagens, eixos, cilindros
laminadores, instrumentos cirúrgicos e odontológicos, molas, cames e esferas de
rolamentos.

ETEC – JOÃO GOMES DE ARAÚJO
29 TECNOLOGIA MECÂNICA I
Agosto 2009
Ferríticos: suas várias classes encontram aplicações em sistemas de exaustão de
automóveis, como recipientes de alimentos, em trocadores de calor e em
tubulações contendo soluções com cloretos e água do mar.
Austeníticos: podem, em função dos elementos de liga presentes na sua
composição, resistir a corrosão atmosférica, em várias soluções aquosas, na
presença de alimentos, em ácidos oxidantes (como o nítrico), fosfóricos e
acéticos, em soluções diluídas contendo cloretos e em ácidos sulfurosos.
Duplex: graças a sua elevada resistência mecânica, os aços inox duplex podem ser
utilizados em menores espessuras. Sua desvantagem é que não pode ser utilizado
em temperaturas acima de 300 °C, sob pena de perder algumas de suas
características mecânicas, sobretudo a tenacidade. É bastante utilizado nas
indústrias de gás, petróleo, petroquímica, polpa e papel, principalmente na
presença de meios contendo aquosos contendo cloretos.
Endurecíveis por precipitação: possuem boa resistência mecânica, tenacidade e
ductilidade. Sua resistência à corrosão é de moderada a boa. Suas características
lhe garantem aplicação nas indústrias aeroespacial e de alta-tecnologia.
4.4 AÇOS FERRAMENTA
Os aços-ferramentas são aqueles utilizados nas operações de corte, formação,
afiação e quaisquer outras relacionadas com a modificação de um material para
um formato utilizável. Estes aços se caracterizam pelas suas elevadas dureza e
resistência à abrasão geralmente associadas à boa tenacidade e manutenção das
propriedades de resistência mecânica em elevadas temperaturas.
Estas características normalmente são obtidas com a adição de elevados teores
de carbono e ligas, como tungstênio, molibdênio, vanádio, manganês e cromo.
Boa parte dos aços-ferramenta são forjados, mas alguns também são fabricados
por fundição de precisão ou por metalurgia do pó. A seleção da matéria-prima
para a fabricação dos aços ferramentas é um fator importante do processo, e a
sua seleção costuma ser cuidadosamente realizada inclusive na utilização de
sucata.
A fusão dos aços-ferramentas é realizada, normalmente, em quantidades
relativamente pequenas nos fornos elétricos, tomando-se um especial cuidado
com as tolerâncias de composição química e homogeneidade do produto final.
Estas e outras particularidades tornam o aço-ferramenta um material de custo
mais elevado do que os aços comuns.

ETEC – JOÃO GOMES DE ARAÚJO
30 TECNOLOGIA MECÂNICA I
Agosto 2009
CLASSIFICAÇÃO
Devido às diversas utilizações dos aços-ferramentas, eles são divididos em
diferentes tipos de acordo com a sua aplicação e características. São eles: aços-
rápidos, aços para trabalho a quente, aços para deformação a frio, aços
resistentes ao choque, aços baixa liga para aplicações especiais, aços para
moldagem, aços temperáveis em água.
CARACTERÍSTICAS
Aços-rápido: são desenvolvidos para aplicações de usinagem em elevadas
velocidades. Existem duas classificações para os aços-rápidos, que são os ao
molibdênio (grupo M) e os ao tungstênio (grupo T). Os dois possuem um
desempenho mais ou menos semelhante. Os do grupo M, entretanto, têm um
custo inicial menor.
Aços para trabalho a quente: desenvolvidos para utilização em operações de
punçonamento, cisalhamento e forjamento de metais em altas temperaturas sob
condições de calor, pressão e abrasão. São identificados como aço H, no sistema
de classificação. São divididos em três subgrupos: ao cromo (que vai do H10 ao
H19), ao tungstênio (H21 ao H26) e ao molibdênio (H42 e H43).
Aços para deformação a frio: por não conter os elementos de liga necessários
para possuir resistência a quente, estes aços se restringem as aplicações que não
envolvam aquecimentos repetidos ou prolongados em faixas de temperatura de
205 a 260ºC. São divididos em três grupos: aços temperáveis ao ar (grupo A),
alto-carbono e alto-cromo (grupo D) e temperáveis em óleo (grupo O).
Aços resistentes ao choque: seus principais elementos de liga são manganês,
silício, cromo, tungstênio e molibdênio. Quase todos os aços deste tipo
(conhecidos como Grupo S) possuem conteúdo de carbono de aproximadamente
0.50%, o que lhes confere uma combinação de elevadas resistência e tenacidade
e baixa ou média resistência ao desgaste por abrasão.
Aços baixa-liga para aplicações especiais: contém pequenas quantidades de
cromo, vanádio, níquel e molibdênio. Possuem dois subgrupos, ambos
temperáveis a óleo. São os aços do grupo L.
Aços para moldagem: estes aços possuem cromo e níquel como principais
elementos de liga. Possuem características de baixa resistência ao amolecimento
em altas temperaturas. São classificados como grupo P.
Aços temperáveis em água: nestes aços o carbono é o principal elemento de liga.
São adicionados, também, pequenas quantidades de cromo para aumentar a
temperabilidade e a resistência à abrasão, e de vanádio, para manter uma
granulação fina, e consequentemente uma maior tenacidade. Pertencem ao
grupo w.

ETEC – JOÃO GOMES DE ARAÚJO
31 TECNOLOGIA MECÂNICA I
Agosto 2009
APLICAÇÃO
Aços-rápido: ferramentas, brocas, perfuratrizes, alargadores de furos, machos
para abertura de roscas e fresas helicoidais. Alguns graus podem ser utilizados
para certas aplicações a frio como laminadores de rosca, punções e matrizes para
corte de discos.
Aços para trabalho a quente: os aços ao cromo são utilizados em aplicações de
transformações mecânicas a temperaturas elevadas. Os aços ao tungstênio são
utilizados como mandris ou matrizes de extrusão para aplicações de alta
temperatura, como por exemplo, na extrusão de ligas de cobre, ligas de níquel e
aço.
Aços para deformação a frio: os do grupo A são aplicados como facas de
cisalhamento, punções, corte de chapas para estampagem e matrizes para
aparar. Os do grupo D são aplicados em ferramentas de forjamento, rolos de
laminação de roscas, estampagem profunda, moldes de tijolo, calibres,
operações de brunimento, rolos e facas para corte de tiras. Os do grupo O, por
fim, são utilizados em matrizes e punções para corte de chapas para
estampagem, rebarbação, trefilação, flangeamento e forjamento.
Aços resistentes ao choque: usados em talhadeiras, formões, contra-rebites,
punções, brocas-guia e outras aplicações que requerem elevada tenacidade e
resistência ao choque.
Aços baixa-liga para aplicações especiais: são utilizados, de um modo geral, em
componentes de máquinas como árvores, cames, placas, mandris e pinças de
tornos
Aços para moldagem: como o próprio nome sugere, estes aços são utilizados
como moldes de vários tipos, para aplicações que requerem a manutenção das
características de resistência em temperaturas e pressões elevadas.
Aços temperáveis em água: são utilizados em ferramentas para forjamento a
frio, cunhagem de moedas, gravação em relevo, trabalho em madeira, corte de
metais duros (machos e alargadores), cutelaria e outras que requeiram
resistência ao desgaste por abrasão.
4.5 FERROS FUNDIDOS
As ligas ferro-carbono com teor de carbono superior a 2% correspondem, como
se sabe, aos ferros fundidos. Esses materiais são muito importantes. Mesmo os
tipos mais comuns e tradicionais encontram um grande campo de aplicação. Por
outro lado, o aperfeiçoamento dos métodos de fabricação e de controle de
qualidade, a introdução de elementos de liga, a aplicação de tratamentos
térmicos e, finalmente, o desenvolvimento do ferro fundido nodular, ampliaram
as possibilidades de emprego desses materiais.

ETEC – JOÃO GOMES DE ARAÚJO
32 TECNOLOGIA MECÂNICA I
Agosto 2009
O elevado teor de carbono dessas ligas e a presença sempre obrigatória do
elemento silício tornam, entretanto, necessário considerá-las como ligas ternárias
Fe-C-Si. O tratamento térmico dessa liga faz surgir um novo constituinte –
carbono livre ou grafita – cuja forma, disposição e quantidade alteram
profundamente as propriedades desses materiais.
FERRO FUNDIDO BRANCO
Este ferro fundido é assim chamado porque, devido ao carbono se apresentar
quase inteiramente combinado na forma de Fe3C, mostra uma fratura branca.
Para a produção do ferro fundido branco deve-se combinar os dois fatores
fundamentais que determinam a maior ou menor decomposição da cementita:
composição química (teores de carbono e silício, este último principalmente) e
velocidade de resfriamento. Essa última é controlada pelo emprego do sistema
de coquilhamento em que os moldes são metálicos, chamados coquilhas.
Na produção dos ferros fundidos brancos, tem sido utilizada a técnica de adição
de alguns elementos de liga, entre os quais os seguintes:
- Níquel, cromo e Molibdênio – isolados ou em combinação, para aumentar a
resistência ao desgaste. Eles regulam a profundidade de coquilhamento, ou seja,
a profundidade da camada branca, visto que, no centro das peças, onde a
velocidade de resfriamento é menor, a tendência é ocorrer uma certa
grafitização.
Cromo – normalmente é adicionado em teores até 4%. Acima disso, por exemplo
entre 12% e 35%, além de aumentar a resistência ao desgaste, torna os ferros
fundidos brancos resistentes à corrosão e à oxidação a altas temperaturas.
Níquel – pode ir até teores de 4% ou 5%, o que produz uma estrutura
martensítica, aumentando a dureza.
Molibdênio – tem um efeito correspondente a um terço do cromo e o objetivo
inicial, na sua adição em pequenas quantidades (0,25% a 0,75%), é melhorar a
resistência da superfície coquilhada ao lascamento e tricamento pelo calor e à
corrosão localizada.
Tratamento Térmico
As peças coquilhadas são geralmente submetidas a um tratamento térmico para
alívio de tensões que se originam nas diversas velocidades de resfriamento e,
portanto, de solidificação, nas várias seções das peças, além de uniformizar a
estrutura bruta de fusão.

ETEC – JOÃO GOMES DE ARAÚJO
33 TECNOLOGIA MECÂNICA I
Agosto 2009
O aquecimento é feito a temperaturas relativamente elevadas – entre 815°C e
870°C – durante tempos relativamente longos, seguido de resfriamento muito
lento, pelo menos até 650°C.
Características
Suas propriedades básicas são: elevada dureza e resistência ao desgaste, o que
em conseqüência, os torna difíceis de usinar, mesmo com os melhores materiais
de corte.
Aplicação
Devido as suas características mecânicas, o ferro fundido branco é empregado,
entre outras, nas seguintes aplicações: revestimentos de moinhos, bolas para
moinhos bola, cilindros para laminação para borracha, vidro, plásticos e metais,
rodas de vagões, peças empregadas em equipamentos de britamento de
minérios, moagem de cimento etc.
FERRO FUNDIDO CINZENTO
A faixa de composição dos ferros fundidos cinzentos está compreendida entre os
seguintes teores:
C – 2,50% a 4,00%
Si – 1,20% a 3,00%
Mn – 0,30% a 1,00%
P – 0,10% a 1,00%
S – 0,05% a 0,255
A ASTM agrupa os ferros fundidos nos tipos apresentados na tabela a seguir. Os
números dessas classes correspondem aos limites de resistência à tração, em
lb/pol2, ou seja, classe 20 = 20.000 lb/pol
2.
No sistema ABNT, por sua vez, os ferros fundidos cinzentos são designados por FC
(ferro fundido cinzento) e por algarismos indicativos dos limites mínimos de
resistência à tração. A tabela a seguir a representa as classes ABNT.

ETEC – JOÃO GOMES DE ARAÚJO
34 TECNOLOGIA MECÂNICA I
Agosto 2009
Características
Esta liga Fe-C-Si apresenta fácil fusão e moldagem, excelente usinabilidade,
resistência mecânica satisfatória, boa resistência ao desgaste e boa capacidade
de amortecimento. É, dentre os ferros fundidos, a mais usada.
Um fator a se considerar quando se especifica esse ferro fundido é o que
relaciona as propriedades mecânicas com a seção das peças. Isso porque, para
composições fixas de carbono e silício, a resistência diminui à medida que
aumenta a espessura ou seção das peças. Assim sendo, para peças finas, o
carbono e o silício podem apresentar maiores teores e, para peças mais espessas,
a quantidade desses elementos deve ser reduzida, sob pena de queda da dureza
e do limite de resistência à tração.
Tomando-se como exemplo a classe ASTM-25, para manter-se um limite de
resistência à tração entre 18 e 21,5 kgf/mm2 e dureza entre 160 e 220, os teores
de carbono e silício devem situar-se, conforme a espessura das peças, dentro dos
seguintes limites:
Peças finas, até 13mm de espessura:
C – 3,30% a 3,50%
Si – 2,20% a 2,40%
Peças médias, entre 13mm e 25mm de espessura:

ETEC – JOÃO GOMES DE ARAÚJO
35 TECNOLOGIA MECÂNICA I
Agosto 2009
C - 3,20% a 3,40%
Si – 2,20% a 2,40%
Peças grossas, acima de 25mm:
C – 3,00% a 3,20%
Si – 1,90% a 2,20%
Aplicação geral
As classes FC-10 e FC-15, pela excelente fusibilidade e usinabilidade, são
indicadas, principalmente a FC-15, para bases de máquinas, carcaças metálicas
etc.
As classes FC-20 e FC-25 aplicam-se em elementos estruturais de máquinas
operatrizes, tais como barramentos, cabeçotes, mesas etc.
As classes FC-30 e FC-35, devido a sua maior resistência mecânica e maior dureza,
aplicam-se em engrenagens, pequenos virabrequins, bases pesadas e colunas de
máquinas, buchas grandes, blocos de motor etc.
Finalmente a classe FC-40, de maior resistência entre todas as classes, possui
elementos de liga, como níquel, cormo e molibdênio. Face à sua maior tendência
à formação de camada coquilhada, seu emprego é feito em peças de espessura
média e grande.
Outras aplicações dos ferros fundidos cinzentos, além das mencionadas, incluem:
anéis de pistão, produtos sanitários, tampas de poços de inspeção, tubos,
conexões, carcaças de compressores, rotores, pistões hidráulicos, engrenagens,
eixos de comando de válvulas, virabrequins e inúmeros outros tipos de peças
utilizadas praticamente em todos os setores industriais.
Aplicação na indústria automobilística
Dadas as importantes aplicações do ferro fundido cinzento na industria
automobilística, a SAE agrupou esse material em cinco classes, conforme mostra
a tabela a seguir.
As aplicações correspondentes são as seguintes:
Classe G 1800 – peças fundidas miscelâneas (no estado fundido ou recozido),
onde a resistência mecânica não é o requisito principal;

ETEC – JOÃO GOMES DE ARAÚJO
36 TECNOLOGIA MECÂNICA I
Agosto 2009
Classe G 2500 – pequenos blocos de cilindro, cabeçotes de cilindros, cilindros
resfriados a ar, pistões, discos de embreagem, carcaças de bombas de óleo, caixas
de transmissão, caixas de engrenagem, tambores de freio para serviço leve;
também para tambores de freio a discos de embreagem para serviço moderado,
onde o alto teor de carbono minimiza o efeito desfavorável do calor;
Classe G 3000 – blocos de cilindro de automóveis e motores Diesel, cabeçotes de
cilindro, volantes, pistões, tambores de freio e caixas de transmissão de tratores
para serviço médio;
Classe G 3500 – blocos de motores Diesel, blocos e cabeças de cilindro de
caminhões e tratores, volantes pesados, caixas de transmissão de tratores, caixas de
engrenagem para serviço pesado, onde se exige alta resistência mecânica e à
fadiga.
Classe G 4000 – peças fundidas para motores Diesel, cilindros, camisas de
cilindro, pistões e eixos de comando de válvulas.
FERRO FUNDIDO MALEÁVEL
tipo de ferro fundido resulta de um ferro fundido branco, de composição
adequada, o qual é sujeito a um tratamento térmico especial, de longa duração,
chamado maleabilização.

ETEC – JOÃO GOMES DE ARAÚJO
37 TECNOLOGIA MECÂNICA I
Agosto 2009
Após o tratamento, o material que, no estado original é muito frágil, adquire
ductilidade ou maleabilidade – daí o nome – e torna-se mais tenaz.
O maleável é, por vezes, considerado um material intermediário entre o aço e o
ferro fundido cinzento, pois, além de apresentar os característicos fundamentais
desta última liga, com usinabilidade, suas propriedades mecânicas aproximam-se
das dos aços de baixo e médio carbono, com ductilidade razoável, que pode
ultrapassar 10% em alongamento.
A ABNT, pela sua especificação PEB-128, classifica os maleáveis em 14 tipos
(entre maleáveis brancos e pretos), cujas propriedades mecânicas variam dentro
dos seguintes limites:
- limite de escoamento - 19 a 50 kgf/mm2 (valores mínimos)
- limite de resistência à tração - 30 a 70 kgf/mm2 (valores mínimos)
- alongamento mínimo em 3d - 2 a 12%
- dureza Brinell típica - menos de 150 a 285
Aplicação
As melhores ductilidade e tenacidade,aliadas às boas propriedades de resistência
à tração, resistência à fadiga, resistência ao desgaste e usinabilidade, tornam o
material recomendável para muitas e importantes aplicações nas indústrias
mecânica, elétrica, de veículos, de materiais de construção, de tratores, em peças
tais como: conexões para tubulações hidráulicas, conexões em linhas de
transmissão elétrica, correntes, suportes de molas, caixas de direção e de
diferencial, cubos de rodas, sapatas de freios, pedais de freio e de embreagem,
colares de tratores, caixas de engrenagens etc.
Classificação
A ABNT classifica os 14 tipos de ferros fundidos maleáveis conforme a tabela que
se segue.
FERRO FUNDIDO NODULAR
O ferro fundido nodular, também chamado de ferro fundido dúctil caracteriza-se
por excelente resistência mecânica, tenacidade e ductilidade. O seu limite de
escoamento é mais elevado do que nos ferros fundido cinzento e maleável e
mesmo do que nos aços-carbono sem elementos de liga.
A grafita, nesses materiais, tema forma esferoidal, que é mais favorável do que a
nodular propriamente dita do ferro maleável e por isso afeta menos a
continuidade da matriz.

ETEC – JOÃO GOMES DE ARAÚJO
38 TECNOLOGIA MECÂNICA I
Agosto 2009
O ferro fundido de origem, para produzir o ferro nodular, possui uma composição
química semelhante à do ferro fundido cinzento comum ou com baixo teor de
liga, compreendendo vários tipos, dentro dos seguinte limites de composição:
O processo de nodulização desses materiais consiste na adição, no metal fundido,
de determinadas ligas contendo magnésio, cério, cálcio, lítio, sódio ou bário. A
liga mais comum é Mg-Si-Fe, visto que o magnésio é, dentre todos os elementos, o
de mais baixo custo. O cério é igualmente muito empregado.
Classificação
A ABNT, e estruturas predominantes, pela sua especificação PEB-585, agrupou o
ferro fundido dúctil em sete classes, indicadas com as respectivas propriedades
(no estado bruto de fusão) e estruturas predominantes, como está na tabela
abaixo.

ETEC – JOÃO GOMES DE ARAÚJO
39 TECNOLOGIA MECÂNICA I
Agosto 2009
O tipo mais utilizado em construção mecânica é o FE-5007. As aplicações gerais
compreendem peças sujeitas a pressão, como compressores, ligoteiras, bielas e
outros tipos de peças que exijam maior resistência ao choque, como
virabrequins, matrizes, mancais, polias, rodas dentadas, engates, sapatas,
tambores de freio etc.
A norma alemã DIN classifica os ferros nodulares, pelas suas propriedades,
conforme está indicado na tabela a seguir.
Por sua vez, a ASTM classifica os ferros nodulares de acordo com as propriedades
mecânicas, da seguinte maneira:
- Classe 60-40-18 – empregada em válvulas e dispositivos para
equipamento de vapor e da indústria química;
- Classe 65-45-12 – componentes de máquinas sujeitos a cargas de
choque e fadiga;
- Classe 80-60-03 – cilindros de secagem de fábricas de papel;
- Classe 80-55-06 – virabrequins, engrenagens e rolamentos;
- Classe 100-70-03 – engrenagens e componentes de máquinas para
suportar elevadas cargas;
- Classe 120-90-02 – pinhões, engrenagens, rolamentos etc.

ETEC – JOÃO GOMES DE ARAÚJO
40 TECNOLOGIA MECÂNICA I
Agosto 2009
Nas classes citadas, o primeiro algarismo corresponde ao limite de resistência à
tração em lb/inch2 (libra por polegada quadrada); o segundo ao limite de
escoamento, dado na mesma unidade. O terceiro, corresponde ao alongamento,
em porcentagem.