tecnologia de usinagem de alta performance - kennatech.com.br · cabeçote de fresa; com...
TRANSCRIPT

Tecnologia de Usinagem de
Alta Performance
Sergio Koiti NAGAI
Gerente de Produto – Fresamento
Novembro, 2013

Innovations 2014
Fresamentos Indexáveis
Inovações 2014
AGENDA
– KenFEED2X……………………………………………
– KSSM HighFEED Beyond BLAST………………………......…..……
– Rodeka Series…………………………
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 2

KenFEED2X

Fresamento de alto avanço baseia-se no princípio de baixa profundidade axial
de corte e taxas de avanço muito altas, mesmo com longos balanços.
Ferramentas de alta avanço requer menores ângulos de inclinação.
Espessura de cavaco diminui com menores ângulos de ataque, portanto a velocidade de avanço deve ser
aumentada para proporcionar uma espessura mínima de cavaco e otimizar o desempenho de corte.
Fresamento Convencional
- Maior Profundidade de Corte
- Taxa de Avanço Convencional
- Ângulo de Ataque Maior
Ângulo de Ataque 45
° Ângulo de Ataque 87 °
Fresamento HighFeed
- Menor Profundidade de Corte
- Maior Taxa de Avanço
- Ângulo de Ataque Menor
Ângulo de Ataque 15
°
AP MAX = 2,1mm [0.084in]
1. HighFeed vs Fresamento Convencional
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 4

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 5
Ideal para as mais altas velocidades de avanço e produtividade.
KenFEED2X. A solução KMT para as aplicações HighFEED. O conceito final e inovador que permite aplicar as mais recentes estratégias de fresamento HighFEED com um excelente desempenho e confiabilidade. Seu conceito de dupla face e seis arestas de corte irá fornecer-lhe o melhor MRR e eficiência, custo por aresta.
2. Detalhes Técnicos
9mm iC WOEJ0904….
Até 1,5mm (0.059”) Ap max
A partir de dia.25mm (1.00”) até dia.80mm (3.00”)
13mm iC WOEJ1307….
Até 2,1mm (0.084”) Ap max
A partir de dia.40mm (1.50”) até dia.125mm (5.00”)

Detalhe Visual na
topografia
Para identificar a
geometria.
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 6
2. Detalhes Técnicos. Conceito da Plataforma
Parafuso grande para inserto
para proporcionar maior
confiabilidade e processo
seguro até fz 3mm (0.118IPT)
Maior folga no corpo
para permitir operações de
cavidades, perfis e 5 eixos. Cabeçote de Fresa;
com refrigeração
interna.
Inserto de dupla face exclusivo
com 6 arestas de corte.
Custo por aresta atrativo
Inserto com IC grande
Proporcionará até 2,1 mm
de Ap (0.084”) e maior
capacidade para rampa,
para maiores diâmetros.
Apenas 2 geometrias para
cobrir todas as aplicações e
de fácil seleção.
Projeto robusto com
inserto mais espesso
para proporcionar uma
excelente
confiabilidade.

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 7
2. Detalhes Técnicos. Insertos
-GD -HD
P M S P K
Neutro - chanfro T + Hone Negativo chanfroT + Hone
Arestas de Corte Reforçadas.
Primeira escolha para Aço e Ferro Fundido.
Capacidade para Usinagem em Duro,
Até 48HRc.
Projeto de Novo GD Completo!
Primeira escolha para aços macios e aço inoxidável.
Baixa força de corte
Arestas de Corte Reforçadas Geometria Média
Inserto Retificado Inserto Retificado

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 8
Para todos os Cabeçotes:
Ângulo de Folga Axial λax = -11°
Ângulo de Folga Radial γrad = -9° grad = - 9°
gax = -11°
Aax min = 2.5°
k =14,5°
2. Deatalhes Técnicos – Geometria Macro
Ângulo de
Inclinação

WOEJ130713SRHD
0,2mm
R0,03 hone
WOEJ130713SRGD
ca.0,03 hone
-11°
2. Detalhes Técnicos – Geometria Micro
fZ > 0,5* fZ > 0,5*
* para Ae> 40% Dc © 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 9

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 10
Relação
L/D
Valores Iniciais
Recomendados
<3 1,2 mm
>3 a <5 0,9 mm
>5 a <7 0,7 mm
>7 0,5 mm
Relação
L/D
Valores Iniciais
Recomendados
<3 0.047"
>3 a <5 0.035"
>5 a <7 0.027"
>7 0.019"
Avanços Iniciais Recomendados - métrico
Ap (mm) Fz (mm)
...HD 2,1 2,5 ca 1.4 1,0
...GD 2,1 2,5 ca 1.1 0,9
geometria do insertoAp max
(mm)
Fz max(mm)
Valores Iniciais Recomendados
Avanços Iniciais Recomendados - polegada
Ap (inch) Fz (inch)
...HD 0,084 0,098 ca 0.055 0,040
...GD 0,084 0,098 ca 0.043 0,039
geometria do insertoAp max
(inch)
Fz max(inch)
valores Iniciais Recomendados
Ajustar Ap de acordo com o balanço, Fz não é exigido para todas.
D
L
Ap
4. Condições de Corte e Parâmetros.

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 11
Métrico
Max. rampa linear e interpolação helicoidal a partir de sólidos
Valores elevados de rampa
no máximo, mesmo em
diâmetros maiores!
4. Condições de Corte e Parâmetros.
Informação para aplicação para KenFEED2X: Rampeamento e interpolação helicoidal
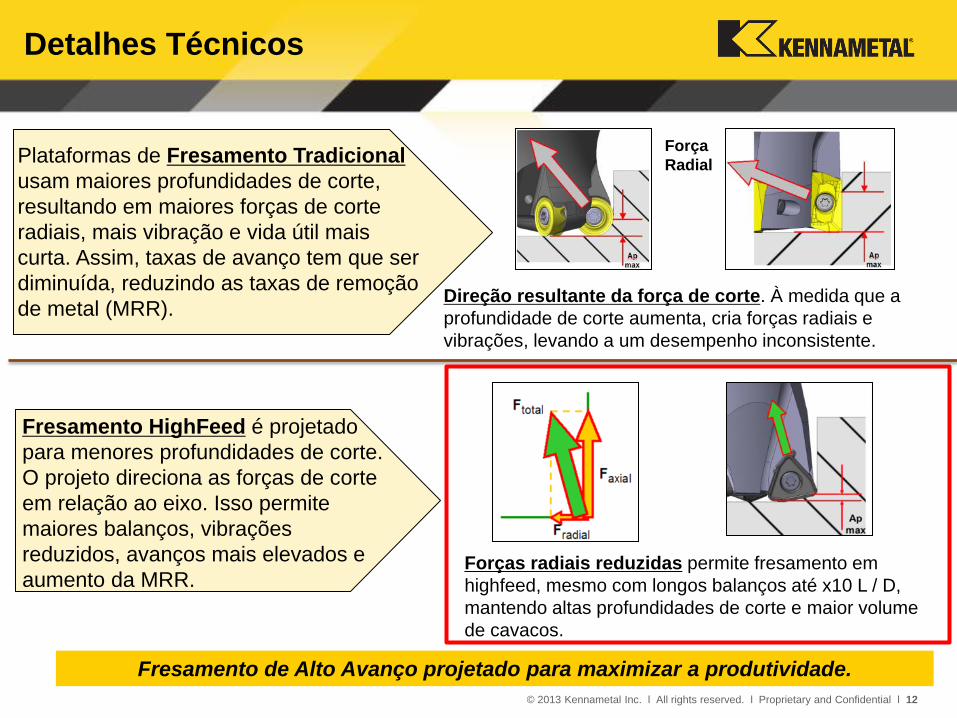
Fresamento HighFeed é projetado
para menores profundidades de corte.
O projeto direciona as forças de corte
em relação ao eixo. Isso permite
maiores balanços, vibrações
reduzidos, avanços mais elevados e
aumento da MRR. Forças radiais reduzidas permite fresamento em
highfeed, mesmo com longos balanços até x10 L / D,
mantendo altas profundidades de corte e maior volume
de cavacos.
Fresamento de Alto Avanço projetado para maximizar a produtividade.
Direção resultante da força de corte. À medida que a
profundidade de corte aumenta, cria forças radiais e
vibrações, levando a um desempenho inconsistente.
Plataformas de Fresamento Tradicional
usam maiores profundidades de corte,
resultando em maiores forças de corte
radiais, mais vibração e vida útil mais
curta. Assim, taxas de avanço tem que ser
diminuída, reduzindo as taxas de remoção
de metal (MRR).
Força
Radial
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 12
Detalhes Técnicos
© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 13
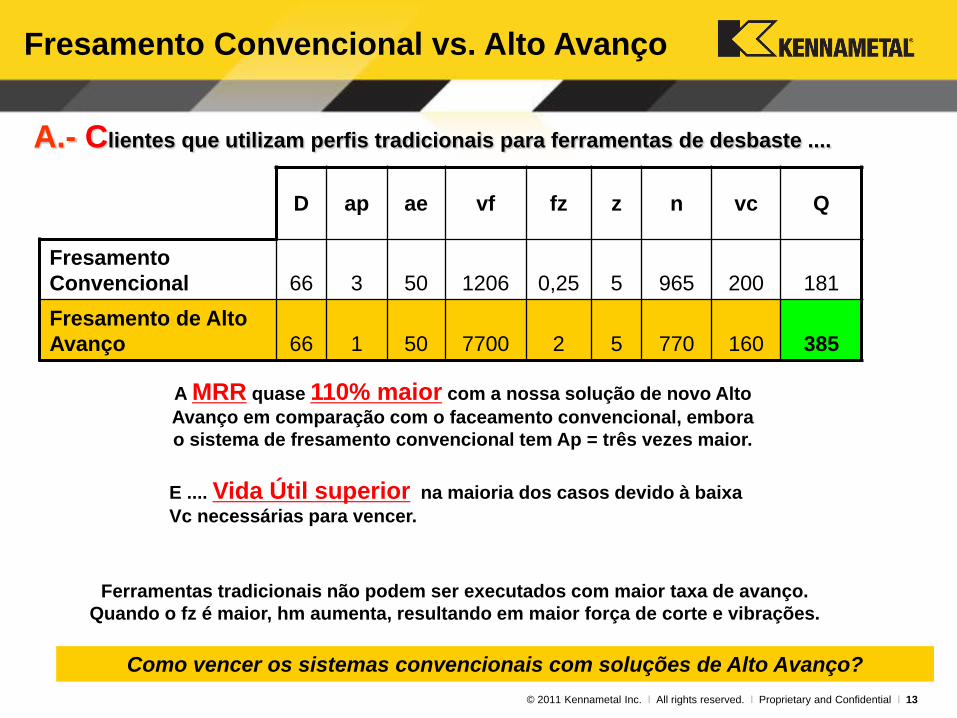
A MRR quase 110% maior com a nossa solução de novo Alto
Avanço em comparação com o faceamento convencional, embora
o sistema de fresamento convencional tem Ap = três vezes maior.
D ap ae vf fz z n vc Q
Fresamento
Convencional 66 3 50 1206 0,25 5 965 200 181
Fresamento de Alto
Avanço 66 1 50 7700 2 5 770 160 385
Como vencer os sistemas convencionais com soluções de Alto Avanço?
E .... Vida Útil superior na maioria dos casos devido à baixa
Vc necessárias para vencer.
Ferramentas tradicionais não podem ser executados com maior taxa de avanço.
Quando o fz é maior, hm aumenta, resultando em maior força de corte e vibrações.
A.- Clientes que utilizam perfis tradicionais para ferramentas de desbaste ....
Fresamento Convencional vs. Alto Avanço
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 14
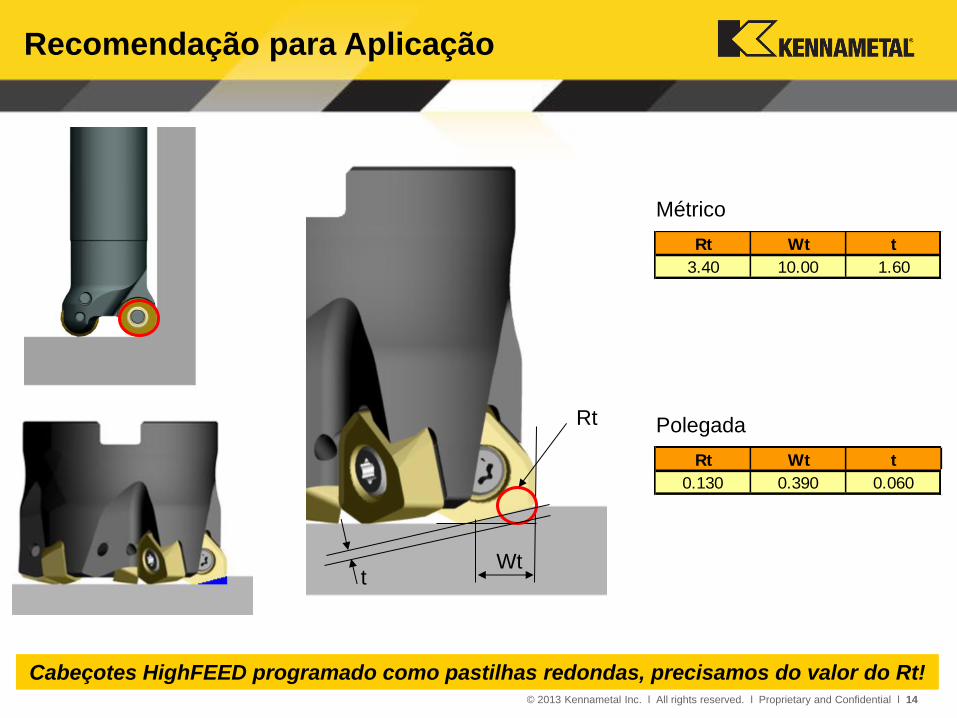
Cabeçotes HighFEED programado como pastilhas redondas, precisamos do valor do Rt!
Rt Wt t
0.130 0.390 0.060
Polegada Rt
Wt t
Rt Wt t
3.40 10.00 1.60
Métrico
Recomendação para Aplicação

KSSM-HF Beyond BLAST

O Conceito de Beyond BLAST™
• Usinagens de ligas de titânio apresentam muitos desafios devido à alta resistência, a reatividade química e baixa condutividade térmica.
• Aplicação direta de refrigerante para a aresta de corte é o método mais eficaz de gerenciamento térmico.
• A produtividade de usinagem ideal, combinado com conhecimento de corte de metal e aplicações, materiais de especialização da ciência e da tecnologia de fabricação avançada
Direcionando para Produtividade na Usinagem de Ti
™
That´s Different Thinking G
eo
me
tria
Ge
ren
cia
men
to t
érm
ico
Co
be
rtu
ra
De
sem
pen
ho
in
teg
rad
o
Su
bs
tra
to
Além da imaginação!

Introdução da Plataforma
KSSM-HF Beyond BLAST Expansão da oferta Beyond BLAST existente com uma nova plataforma
highfeed, baseado no inserto quadrado de único lado:
• Capacidade para alto avanço em Titânio, até 1mm/fz (.039 IPT).
• Usinagem com maior vida útil e maior taxa de remoção de cavaco
(MRR) na usinagem de Titânio.
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 17
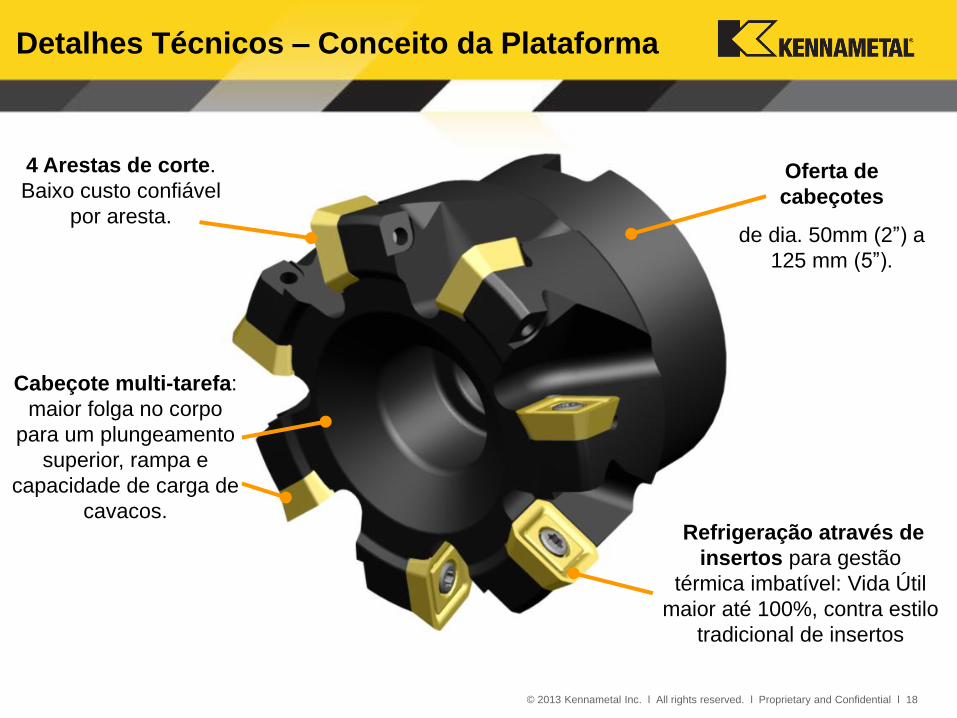
Detalhes Técnicos – Conceito da Plataforma
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 18
Refrigeração através de
insertos para gestão
térmica imbatível: Vida Útil
maior até 100%, contra estilo
tradicional de insertos
4 Arestas de corte.
Baixo custo confiável
por aresta.
Cabeçote multi-tarefa:
maior folga no corpo
para um plungeamento
superior, rampa e
capacidade de carga de
cavacos.
Oferta de
cabeçotes
de dia. 50mm (2”) a
125 mm (5”).

Detalhes Técnicos - Insertos
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 19
Disponíveis em três
geometrias:
SECX-ENGN
SECX-SNGN
SECX-GD2
4 arestas de corte
para melhor uso do inserto
Geometria da pastilha robusta
para uma melhor estabilidade do
processo e faixa de aplicação
Refrigeração interna para
vida útil maximizada
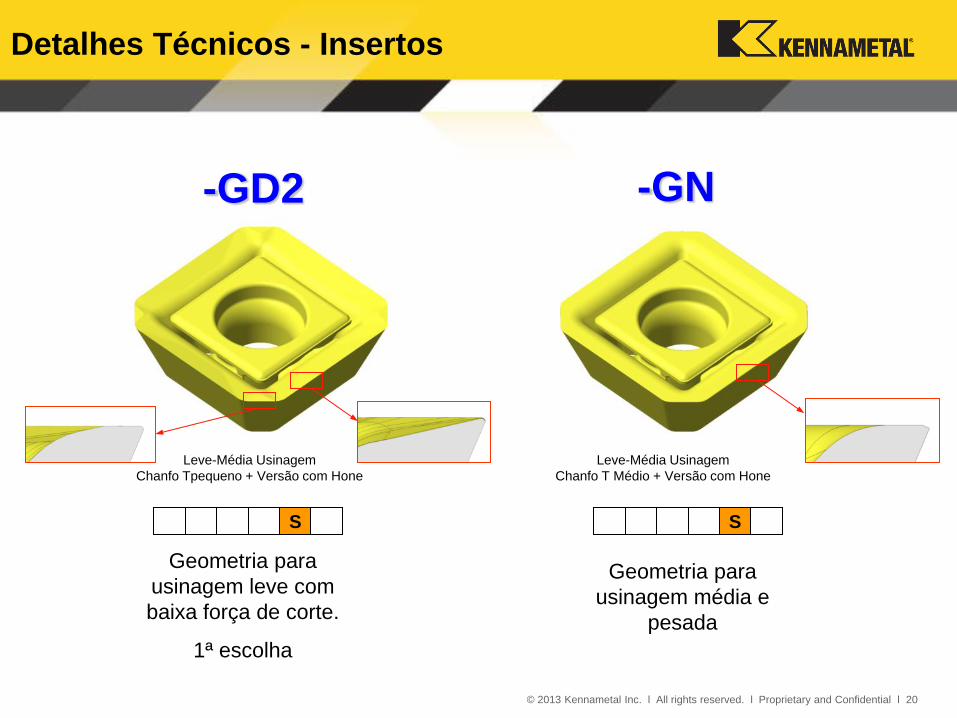
-GD2
S
Geometria para
usinagem leve com
baixa força de corte.
1ª escolha
S
Geometria para
usinagem média e
pesada
-GN
Detalhes Técnicos - Insertos
Leve-Média Usinagem
Chanfo Tpequeno + Versão com Hone
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 20
Leve-Média Usinagem
Chanfo T Médio + Versão com Hone
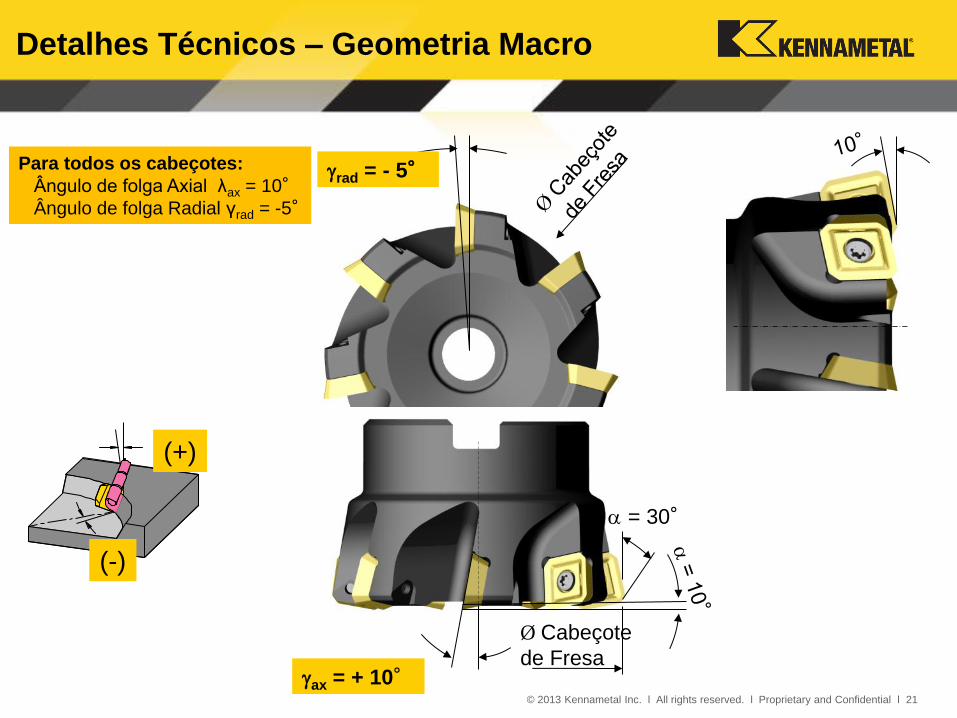
gax = + 10°
Ø Cabeçote
de Fresa
(-)
(+)
Detalhes Técnicos – Geometria Macro
Para todos os cabeçotes:
Ângulo de folga Axial λax = 10°
Ângulo de folga Radial γrad = -5°
grad = - 5°
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 21
a = 30°

SECX...ENGN
Detalhes Técnicos – Geometria Micro
0,051mm R
Valores Efetivos
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 22
0,051mm R 0,051mm R
SECX...SNGN SECX...ENGD2
0° face de inclinação 0° face de inclinação 15° face de
inclinação
Ap1m
ax
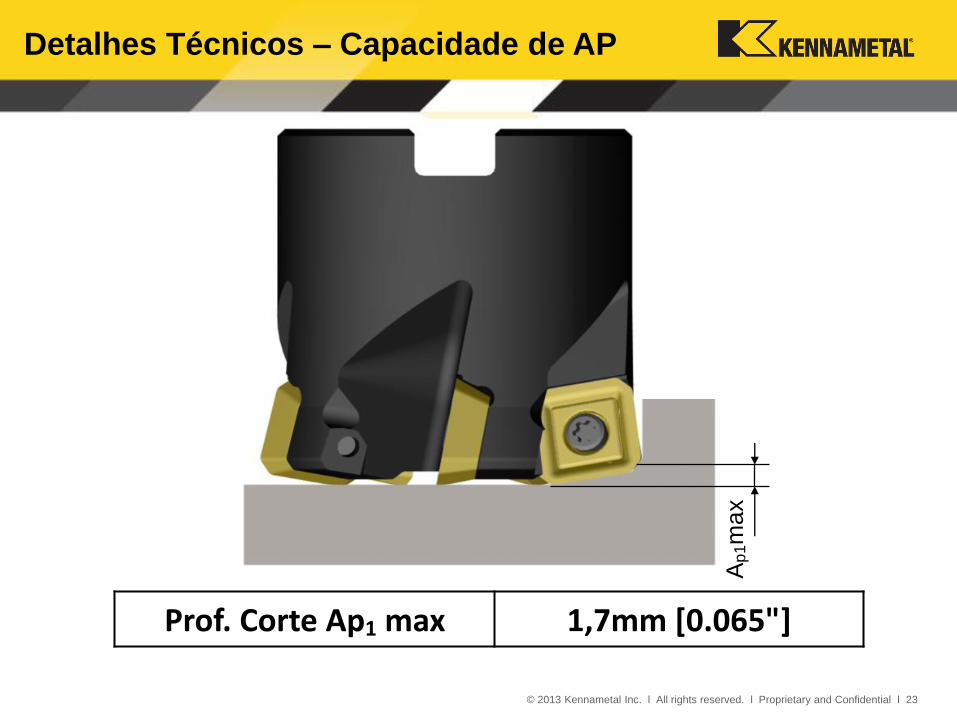
Detalhes Técnicos – Capacidade de AP
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 23
Prof. Corte Ap1 max 1,7mm [0.065"]
D1
D1 MAX
T m
ax
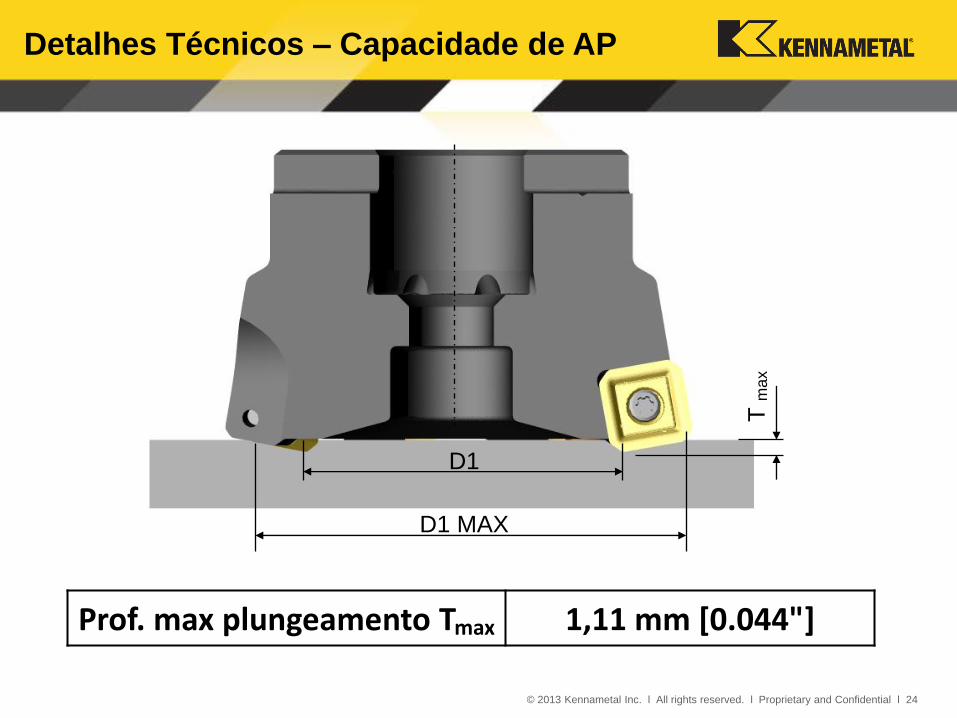
Detalhes Técnicos – Capacidade de AP
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 24
Prof. max plungeamento Tmax 1,11 mm [0.044"]

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 25
Detalhes Técnicos
Cavidades Perfil
Faceamento Rampa

Convencional vs. Beyond Blast
Ao canalizar o refrigerante através de insertos, a tecnologia Beyond BLAST fornece refrigeração diretamente
para onde a ferramenta corta o material, garantindo uma melhor performance de corte por meio de
fornecimento mais eficiente de refrigeração, transferência de calor, a lubricidade, e melhor controle de cavacos.
Tecnologia da Concorrência Aplicações de refrigeração típicas muitas vezes perdem o
ponto de maior calor gerado, onde a ferramenta corta o
material. Atingindo cavacos depois de terem formado,
demonstra aplicações típicas de refrigeração pode até
trabalhar direcionado, porém força o cavacos de volta para a
zona corte, acelerando o desgaste da ferramenta. Parte do
problema é que o bico de refrigeração direciona relativamente
longe da peça.
Tecnologia Beyond BLAST A Tecnologia do Beyond BLAST - Precision Cooling
Technology (PCT) fornece através de insertos,
refrigeração muito mais próximo da interface da
ferramenta / cavaco. Pressão do refrigerante permanece
ajustável, mas uma vez que a refrigeração é fornecida
através de inserto, o fornecimento de refrigerante é mais
confiável e controlada, reduzindo significativamente a
temperatura na aresta de corte
Em geral, podemos perceber melhorias em torno de, em termos de vida útil da ferramenta ou
superior MRR, dependendo da aplicação e solução de concorrente ...
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 26

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 27
Novo Produto – Solução Comprovada – Ex. Apl.
• Aplicação: Fresamento de face e canto
• Material: TiAl6V4
• Produto: Componente Aeroespacial
Condições de Corte: Vc: 45m/min (148sfm)
S: 220 r.p.m
Fz: 0.95mm (.037ipt)
Vf: 1257mm/min (49.488ipm)
Ap: 0.7mm (.0276”)
Ae: 32mm (1.259”)
Refrigeração: Emulsão
Vida Útil: 76 minutos.
Cabeçote: KSSM63Z06SD14BB-HF (dia.63 mm (2.50”) z=6).
Inserto: SECX1404AEENGD2 KC725M
-GD2

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 28
• Aplicação: Fresamento Circular
• Material: TiAl6V4, pre-usinado.
• Máquina: Fresadora Horizontal
Condições de Corte: Vc: 55m/min (180sfm)
S: 229 r.p.m
Fz: 0.86mm (.034ipt)
Vf: 1385mm/min (54.55ipm)
Ap: 1.27mm (.05”)
Ae: 58mm (2.3”)
Refrigeração: Emulsão
Vida Útil: 49 minutos. Insertos ainda parecia
OK, o cliente só tinha uma peça para usinar
.
Cabeçote: KSSM80Z07SD14BB-HF (dia.80mm (3.00”) z=7).
Inserto: SECX1404AEENGD2 KC725M
-GD2 TPR#13-88547
Novo Produto – Solução Comprovada – Ex. Apl.

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 29
Rt Wt t
0.161 0.433 0.051
Polegada
Rt
Wt t
Rt Wt t
4.10 11.00 1.30
Métrico
Recomendação para Aplicação
Cabeçotes HighFEED programado como pastilhas redondas, precisamos do valor do Rt!
Série RODEKATM

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 31
Detalhes Técnicos e Plataformas
A Nova Geração de Inserto Redondo. Inserto redondo de dupla face…dôbro na economia.
Oferecendo a mais recente tecnologia com inserto de dupla face para
aumentar a produtividade com maior eficiência de custo por aresta.
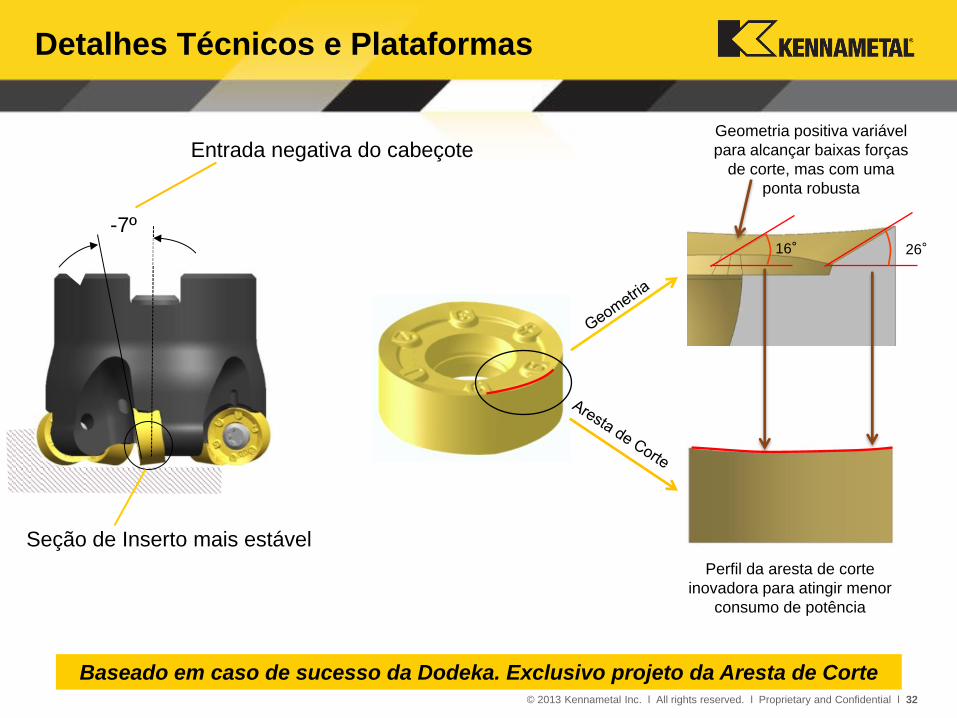
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 32
Baseado em caso de sucesso da Dodeka. Exclusivo projeto da Aresta de Corte
Geometria positiva variável
para alcançar baixas forças
de corte, mas com uma
ponta robusta
Perfil da aresta de corte
inovadora para atingir menor
consumo de potência
Entrada negativa do cabeçote
Seção de Inserto mais estável
-7º 26° 16°
Detalhes Técnicos e Plataformas

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 33
Característica anti-
rotação exclusiva
para excelente
estabilidade para
taxas de avanço mais
altas, e as forças de
corte. Fácil indexação
de insertos no
alojamento
Três tipos de insertos com a
geometria para cobrir
qualquer tipo de materiais e
aplicações
Inserto de dupla face
com até 12 cortes por
um processo de corte
mais produtivo.
Maior folga nos corpos
para permitir usinagens
de cavidades, perfis e 5
eixos.
Modulares, Fresas de
Topo e Cabeçotes;
com refrigeração
interna
Marcação fornecida
no corpo do cabeçote
para o alinhamento
adequado do inserto
no alojamento
Detalhes Técnicos e Plataformas

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 34
Detalhes da Plataforma - Insertos
Detalhe visual em topografia
para identificar a geometria.
Informações de número da aresta de
corte para a indexação correta
no alojamento.
Fácil indexação devido característica
anti-rotação que oferece boa
estabilidade, mesmo em parâmetros
de corte mais altas.
Topografia positiva e inovadora
da aresta de corte para reduzir
as forças de corte.
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 35
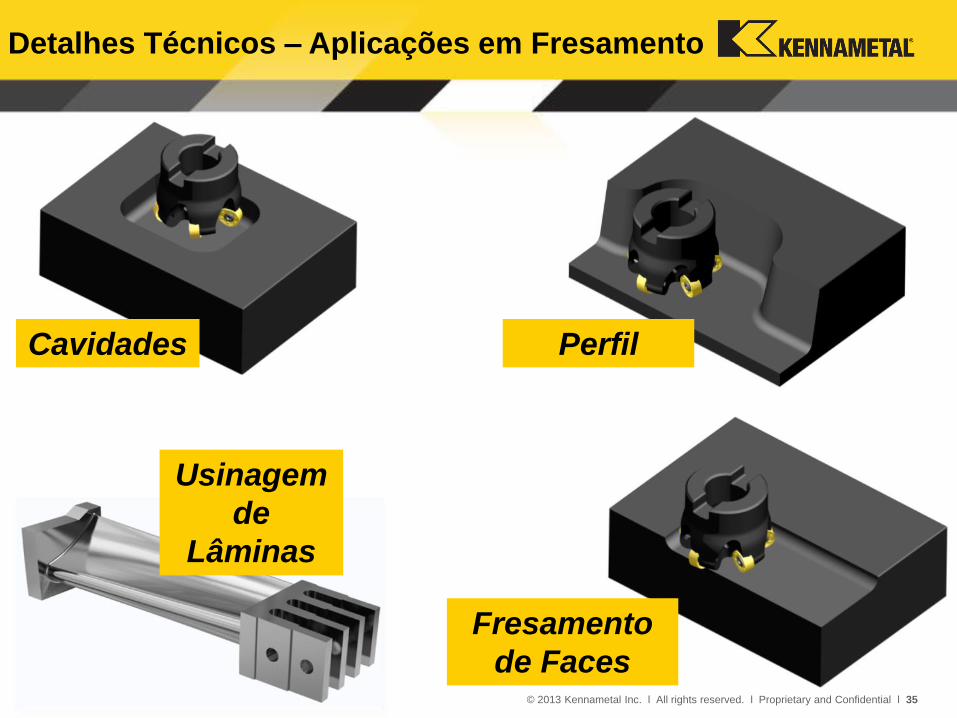
Detalhes Técnicos – Aplicações em Fresamento
Cavidades Perfil
Fresamento
de Faces
Usinagem
de
Lâminas

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 36
Detalhes Particulares dos iCs : 10mm iC
RODEKA 10 10mm IC
8 Arestas de Corte
Ap Max 5mm [.197”]
Produto em Foco
Oferta em Métrico e
Polegada
Saliências situadas entre a
face superior e face
inferior rotacionadas,
melhorando o desempenho
do segundo lado.
45º
45º
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 37
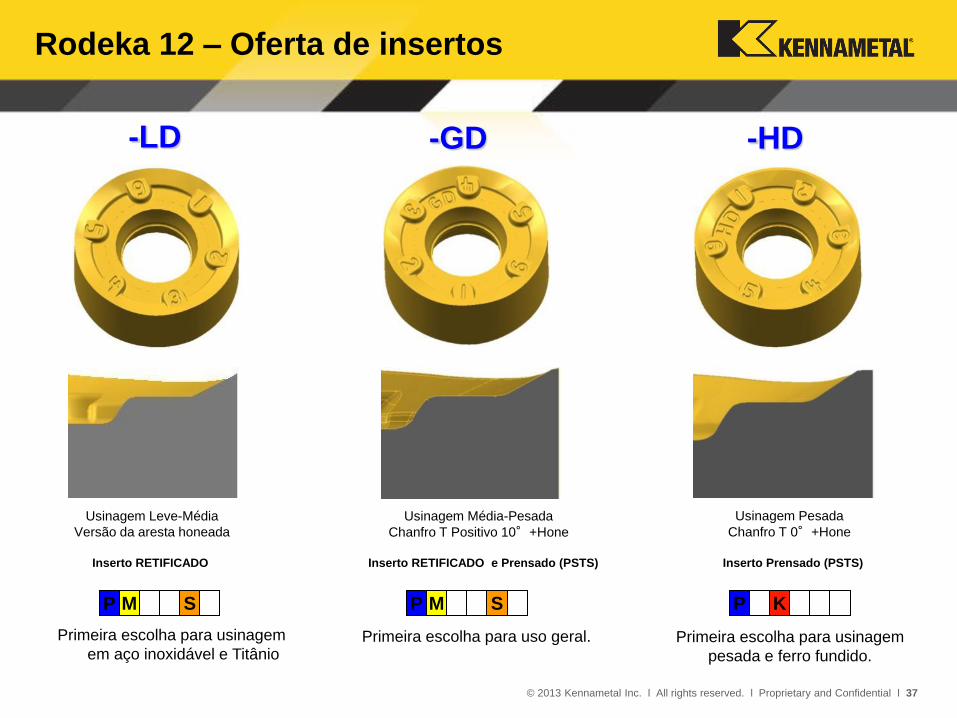
Rodeka 12 – Oferta de insertos
-LD -GD -HD
P M S P M S P K
Usinagem Leve-Média
Versão da aresta honeada
Usinagem Média-Pesada
Chanfro T Positivo 10°+Hone
Usinagem Pesada
Chanfro T 0°+Hone
Inserto Prensado (PSTS) Inserto RETIFICADO Inserto RETIFICADO e Prensado (PSTS)
Primeira escolha para uso geral. Primeira escolha para usinagem
pesada e ferro fundido.
Primeira escolha para usinagem
em aço inoxidável e Titânio
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 38
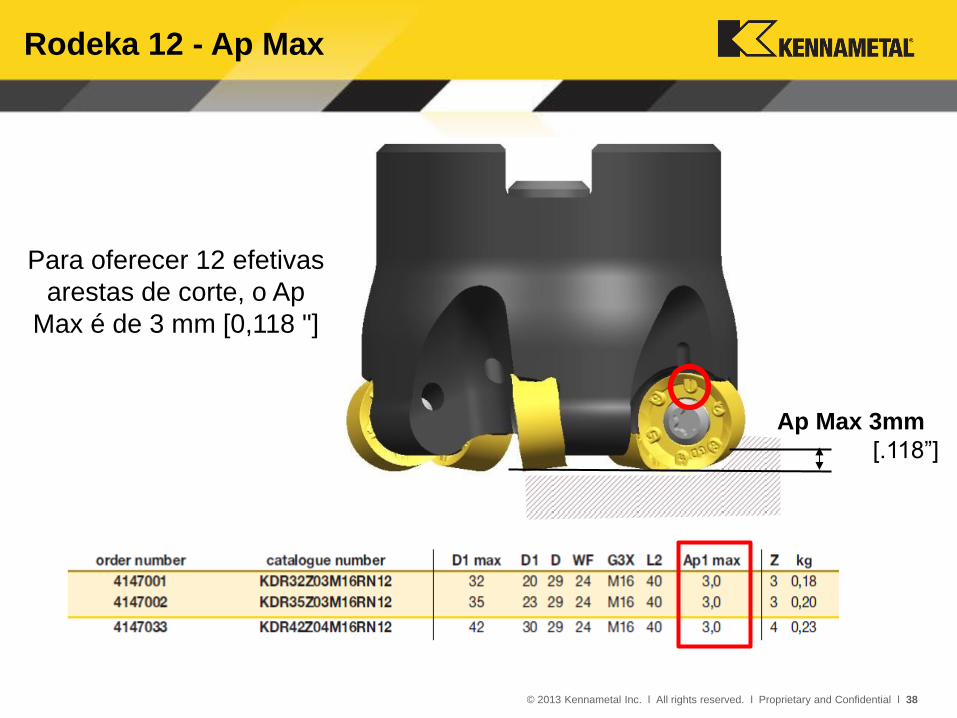
Rodeka 12 - Ap Max
Ap Max 3mm
[.118”]
Para oferecer 12 efetivas
arestas de corte, o Ap
Max é de 3 mm [0,118 "]

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 39
Rodeka 12 - Ap Max
Podemos usinar até
6mm [0,236] de Ap, mas
o número de arestas de
corte efetivas para usar
seria reduzido para 6-
posições, 3 de cada
lado.

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 40
Característica anti-
rotação exclusiva com
maior área de contato
para uma excelente
estabilidade, com altas
taxas de avanço e forças
de corte.
Inserto de Dupla Face com
até 8 arestas de corte por
um processo de corte mais
produtivo.
Oferta de geometrias
LD e GD
Oferta de aço específico
para atender as
exigências do mercado:
Tolerância mais apertada
na altura do cabeçote e
dimensão L mais curta.
Maior folga no corpo da
fresa, permite usinagem
em 5 eixos.
Rodeka 12X – Dados Técnicos

Rodeka 12X – Detalhes Técnicos
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 41
Quatro posições por lado, total de oito
arestas de corte. Com as capacidades
mais elevadas de AP, até 6mm.
Insertos PVD: faces
de inclinação polidas
para melhorar a
formação de cavaco e
vida útil.
Exclusiva característica
anti-rotação com maior
área de contato para uma
excelente estabilidade, o
que permite maiores taxas
de avanço .
45º
Insertos CVD: Uso de fino
revestimento de CVD para
evitar escamação da
cobertura.
Saliências situadas entre a
face superior e face inferior
rotacionadas, melhorando o
desempenho do segundo lado.

Rodeka 12X – Oferta de Insertos
-LD -GD
Leve-Média Usinagem
Versão de aresta Honeada
Primeira escolha para situação
instável. Lâminas forjadas.
P M S
Primeira escolha para
situação estável
P M S
Média-Pesada Usinagem
Chanfro T Positivo 10°+Hone
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 42
10°
* Only for PVD Coated Inserts
Inserto RETIFICADO e Polido* Inserto RETIFICADO e Polido*

Rodeka 12X – Indexação de Arestas
© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 43
Para um correto
assentamento, a seta
precisa estar alinhada
com o canal / marca no
cabeçote.
Para não perder o desempenho da aresta de
corte na indexação, recomendamos para girar o
inserto no sentido anti-horário, obtendo sempre
uma aresta de corte "fria" na parte inferior.

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 44
Processos contínuos precisa usar valores recomendados na Tabela de rampa
Processo Contínuo de movimentos constantes: Rampa linear e interpolações helicoidais
Rampa Linear Interpolação helicoidal
Recomedação para aplicação

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 45
Processos não contínuos pode nos permitir usar valores mais elevados de rampa
Processo Não-ontínuo para “mergulhar” em estratégias Z constantes: Cavidades & Perfil…
Especialmente em operações de cavidade em que usamos rampa apenas para tirar o valor de Ap.....
Recomedação para aplicação

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 46
Por que podemos usinar com as pastilhas redondas mais rápidos?
Fornecemos os valores de hm nas páginas do catálogo de insertos.
O vaor do Fz está relacionado com o tamanho da preparação de aresta,
bem como, e que tem uma influência no valor programado fz, além de
engajamento radial (Ae).
Igual a 1, quando
ae>40% D1
Definir o Fz certo para pastilhas redondas
Recomedação para aplicação

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 47
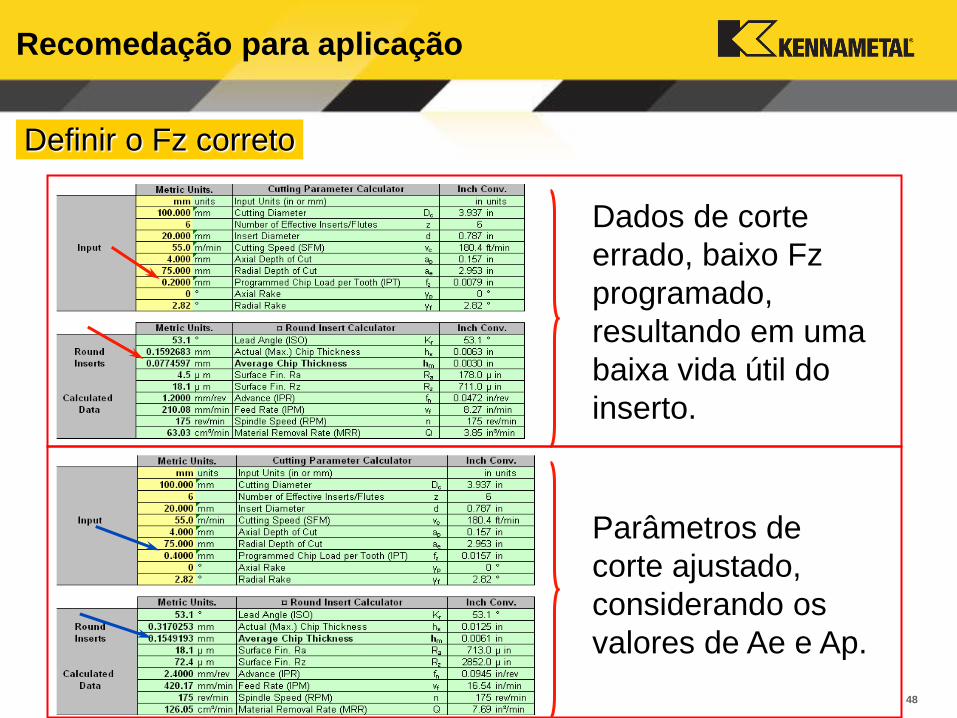
Definir o Fz correto
Engajamento do Cabeçote Valor do ap
Quando o engajamento é mais do
que 40% do diametro do cabeçote,
fz= hm
hm altera conforme ap.
Para as pastilhas redondas temos que considerar também o valor do Ap....
Recomedação para aplicação
© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 48
Recomedação para aplicação
Definir o Fz correto
Parâmetros de
corte ajustado,
considerando os
valores de Ae e Ap.
Dados de corte
errado, baixo Fz
programado,
resultando em uma
baixa vida útil do
inserto.

Innovations 2014
Holemaking
Cabeças KSEM PLUSTM B1

© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 51
Cabeça KSEM PLUSTM B1
Cabeça KSEM Plus B1 – Faixa de Diâmetro: 28.0 a 101.6 mm
– Comprimentos: 3xD, 5xD, 8xD,10xD
– Alta performance em diâmetros grandes e em condições adversas de furação
Cabeça KSEM Plus B1 para furação em condições adversas ou difíceis. Altamente produtiva !
Insertos externos DFC: • Nova geometria de inserto para
cabeças KSEM Plus B1
• Disponíveis em 3 classes: KCU40,
KCU25 e KC7140
Guias DPA • Alta resistência ao desgaste
• Estabiliza a broca em condições adversas
• Disponível na classe KCU40
Nova cabeça KSEM Plus B1: • Feita em aço, patenteada, fácil de trocar e
montar no corpo
• Ângulo de ponta mais escalonado que a
cabeça A1: Trabalha bem em aplicações
de chapas sobrepostas
Cabeça B1
HPCM
HPC CLM

© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 52
Cabeça KSEM PLUSTM B1 - Benefícios
Aumento da capacidade de furação
especialmente sob condições adversas:
• Trabalha muito bem em placas sobrepostas,
• Trabalha em saídas inclinadas até 15° máximo,
• Capaz de usinar furos cruzados com diâmetro
igual a 50% do diâmetro da broca,
• Furação confiável quando realizada em duas
etapas (encontro de furos),
• Evita marcas em espiral, canais e quebras de
inserto na saída do furo,
• Faixa de diâmeteros standard de diam. 28 a
101,6mm em corpos de 3xD até 10xD,
• Soluções customizadas (especiais) até diam.
127mm e 1250mm de comprimento furado (corpo).
Aplicação Forma da
peça
Cabeça
B1
Face plana
Placas
sobrepostas Saída
inclinada Furos
cruzados Meio furo
X Pré furo
X Superfície
côncava X
max. 15°
max. 50% D1

© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 53
Insertos DFC
Inserto KSEMP HPGM
2 cortes efetivos
• Reduz carga por aresta
• Altas taxas de avanço
• Cria 2 cavacos por aresta de corte
• Compensa forças radiais
• Aresta de corte DFC evita a formação de disco
4 furos de refrig.
• Maximiza a
refrigeração
em todas as
arestas de
corte
Insertos KSEMP + DFC
• KSEMP como piloto
• Total de 4 margens
• Forças de corte balanceadas
• Ângulo de ponta mais escalonado
que a cabeça A1
• 2 arestas
• 3 classes
• Altas taxas de avanço
• Alta capacidade de
centragem
• Alívios para previnir lascas
devido fluxo de cavaco dos
insertos DFC
KSEM PLUSTM B1 – Características & Funções
Guias DPA
• Alta resistência ao desgaste
• Ajuste da altura conforme necessidade
• Estabiliza a broca e elimina marcas de
vibração na saída do furo
© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 54
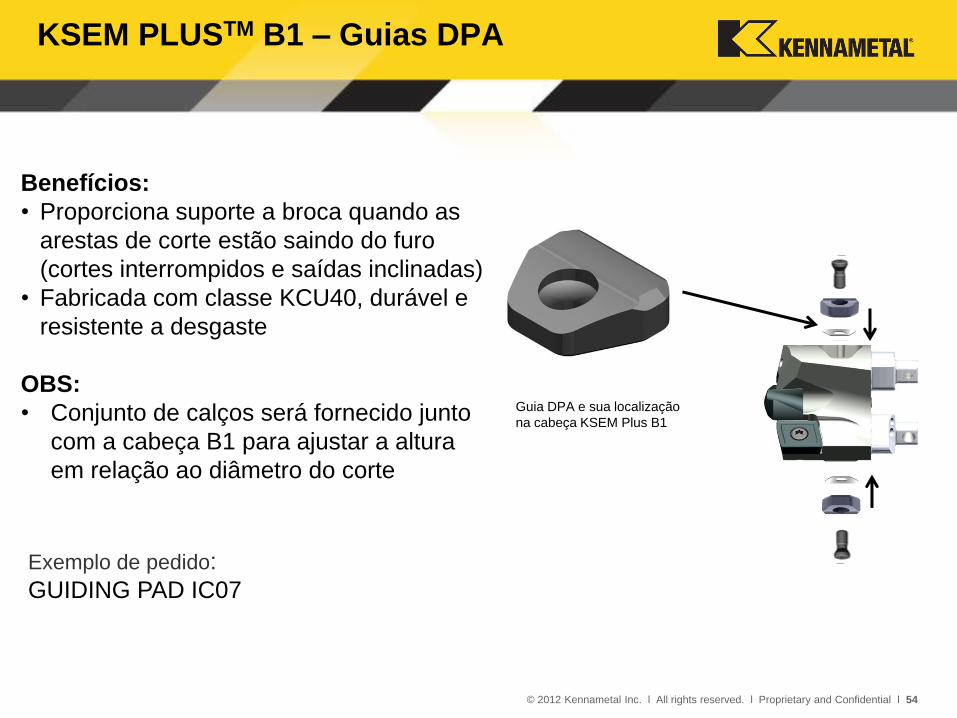
Exemplo de pedido:
GUIDING PAD IC07
Benefícios:
• Proporciona suporte a broca quando as
arestas de corte estão saindo do furo
(cortes interrompidos e saídas inclinadas)
• Fabricada com classe KCU40, durável e
resistente a desgaste
OBS:
• Conjunto de calços será fornecido junto
com a cabeça B1 para ajustar a altura
em relação ao diâmetro do corte
KSEM PLUSTM B1 – Guias DPA
Guia DPA e sua localização
na cabeça KSEM Plus B1

© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 55
Parafusos de fixação ativados radialmete
• Fixa a cabeça no corpo com batimento mínimo
• Os parafusos ficam no corpo enquanto a cabeça é
trocada
• Fácil acesso aos parafusos
• Mesma chave para parafuso de fixação da cabeça e
dos insertos
Sistema de acoplamento FDS
• Alta repetibilidade
• Fácil de montar
• Eficiente transmição de forças de corte
• Diferentes diâmetros de cabeça em um mesmo
corpo
• Uma cabeça atende a várias relações L/D
KSEM PLUSTM B1 – Acoplamento FDS

© 2012 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 56
KSEM PLUSTM B1 – Instrução de montagem
Toda cabeça KSEM Plus
B1 é fornecida com:
• Conjunto de calços
• Guia de montagem
O conjunto de calços são
itens estocáveis e podem
ser pedidos
separadamente, se
necessário.

Brocas de Metal Duro YPC
B25* YPC Beyond para Ferros Fundidos

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 58
Classe Beyond KCK10: Cobertura PVD multicamadas que proporciona elevada resistência ao desgaste
Polimento superficial: Última tecnologia em tratamento pós-cobertura
Refrigeração Relação L/D Faixa de Diâmetros
B254*YPC Refrig. Interna aprox. 3xD 3,0 - 25,0 mm
B255*YPC Refrig. Interna aprox. 5xD 3,0 - 25,0 mm
B256*YPC Refrig. Interna aprox. 8xD 3,0 - 25,0 mm
K254*YPC Refrig. Interna aprox. 3xD .1250” - .8750”
K255*YPC Refrig. Interna aprox. 5xD .1250” - .8750”
K256*YPC Refrig. Interna aprox. 8xD .1250” - .8750”
Geometria de ponta HP 135° com chanfro “C”, em um corpo estilo Y-TECHTM
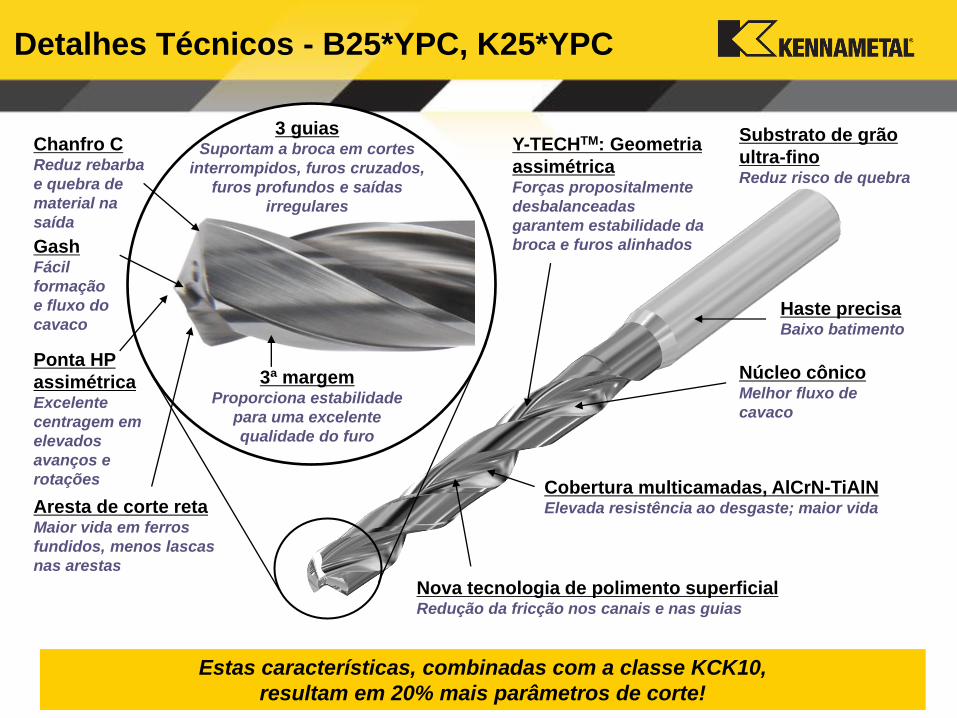
Detalhes Técnicos - B25*YPC, K25*YPC
Portfolio completo para furação de Ferros Fundidos
• Brocas MD YPC KCK10 Beyond
H
S
N
K ●
M
P
Estilos de haste: A – Haste DIN 6535 HA (Cilíndrica)
F – Haste DIN 6535 HE (Whistle Notch – Somente B*)
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 59
Cobertura multicamadas, AlCrN-TiAlN Elevada resistência ao desgaste; maior vida
Núcleo cônico Melhor fluxo de
cavaco
Substrato de grão
ultra-fino Reduz risco de quebra
Y-TECHTM: Geometria
assimétrica Forças propositalmente
desbalanceadas
garantem estabilidade da
broca e furos alinhados
Chanfro C Reduz rebarba
e quebra de
material na
saída
Aresta de corte reta Maior vida em ferros
fundidos, menos lascas
nas arestas
3ª margem Proporciona estabilidade
para uma excelente
qualidade do furo
Gash Fácil
formação
e fluxo do
cavaco
Ponta HP
assimétrica Excelente
centragem em
elevados
avanços e
rotações
Haste precisa Baixo batimento
Nova tecnologia de polimento superficial Redução da fricção nos canais e nas guias
3 guias Suportam a broca em cortes
interrompidos, furos cruzados,
furos profundos e saídas
irregulares
Detalhes Técnicos - B25*YPC, K25*YPC
Estas características, combinadas com a classe KCK10,
resultam em 20% mais parâmetros de corte!

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 60
Geometria Convencional:
Imagine você parado, em pé, com
seus pés juntos, sem nenhum apoio
lateral.
Seu peso é suportado verticalmente,
mas as forças laterais de diferentes
direções irão desiquilibrá-lo
facilmente.
Isso é o que acontece com as
geometrias convencionais: O corpo da
broca suporta as forças axiais, mas as
guias convencionais, que
proporcionam somente alguma guia,
não agem suficientemente bem contra
as forças radiais súbitas.
Força Lateral
Força Lateral
Detalhes Técnicos - Y-TECHTM

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 61
Geometria Y-TECH:
Agora, imagine você parado, em pé,
enquanto empurra uma parede.
A parede irá reagir com forças
laterais contrárias de mesma
intensidade, enquanto seu corpo é
suportado verticalmente.
Qualquer força lateral vinda da
parede deveria ser maior que a sua
força de impulso para poder
empurrá-lo para fora da parede.
Este é o princípio da geometria Y-
TECH: Forças laterais são
propositalmente geradas para usar a
parede do furo como suporte.
Força Lateral
Empurrando
Detalhes Técnicos - Y-TECHTM
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 62
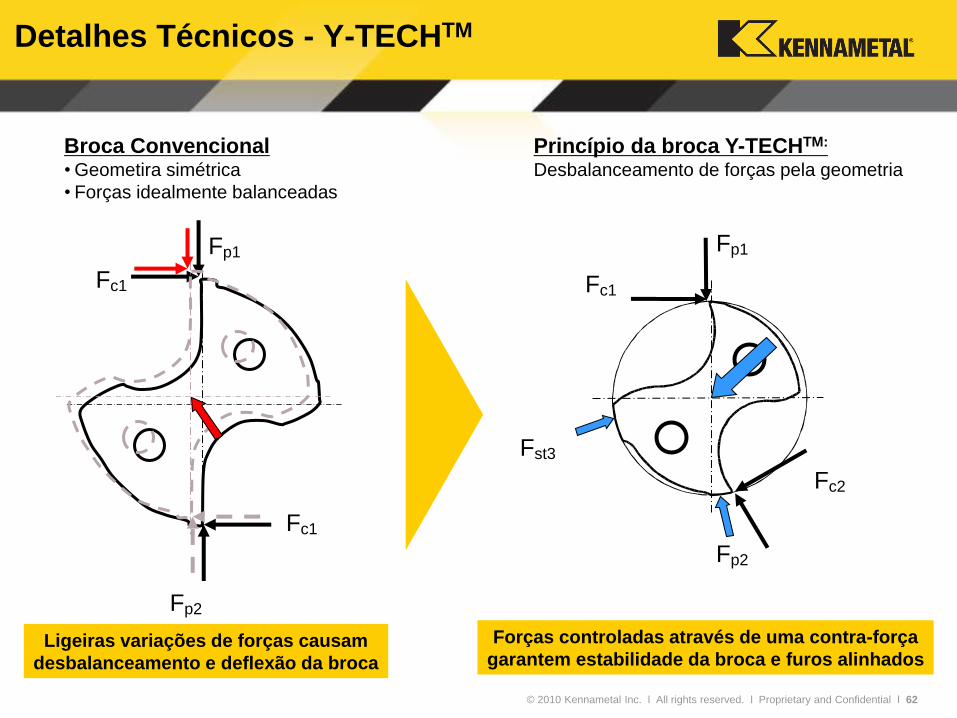
Broca Convencional • Geometira simétrica
• Forças idealmente balanceadas
Fp1
Fc1
Fp2
Fc1
Ligeiras variações de forças causam
desbalanceamento e deflexão da broca
Princípio da broca Y-TECHTM: Desbalanceamento de forças pela geometria
Fst3
Fp2
Fc2
Fp1
Fc1
Forças controladas através de uma contra-força
garantem estabilidade da broca e furos alinhados
Detalhes Técnicos - Y-TECHTM

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 63
Velocidades de corte & Avanços para YPC
H
S
N
K ●
M
P
min
Starting
Value max 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0
1 130 160 210 mm/r 0,08 - 0,12 0,15 - 0,21 0,21 - 0,29 0,26 - 0,37 0,30 - 0,42 0,34 - 0,45 0,38 - 0,53 0,42 - 0,58
2 90 130 180 mm/r 0,08 - 0,12 0,14 - 0,18 0,20 - 0,27 0,24 - 0,32 0,26 - 0,38 0,32 - 0,42 0,36 - 0,48 0,39 - 0,53
3 70 90 130 mm/r 0,07 - 0,11 0,11 - 0,15 0,16 - 0,22 0,20 - 0,27 0,23 - 0,32 0,25 - 0,35 0,29 - 0,40 0,32 - 0,43
1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4.125 .188 .250 .313 .375 .500 .625 .750
1 425 525 690 ipr .003 - .005 .006 - .008 .008 - .011 .010 - .015 .012 - .017 .013 - .018 .015 - .021 .017 - .023
2 295 425 590 ipr .003 - .005 .006 - .007 .008 - .011 .009 - .013 .010 - .015 .013 - .017 .014 - .019 .015 - .021
3 230 295 425 ipr .003 - .004 .004 - .006 .006 - .009 .008 - .011 .009 - .013 .010 - .014 .011 - .016 .013 - .017
YPC Drills - B/K25_YPC - Grade KCK10 - Through Coolantfor Drill Diameters 3,00 mm to 20 mm
min
Starting
Value max
Cutting Speed - Vc METRIC
K
Recommended Feed Rate by Diameter
Recommended Feed Rate by Diameter
Range - m/min
K
INCH
Range - sfm
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 64
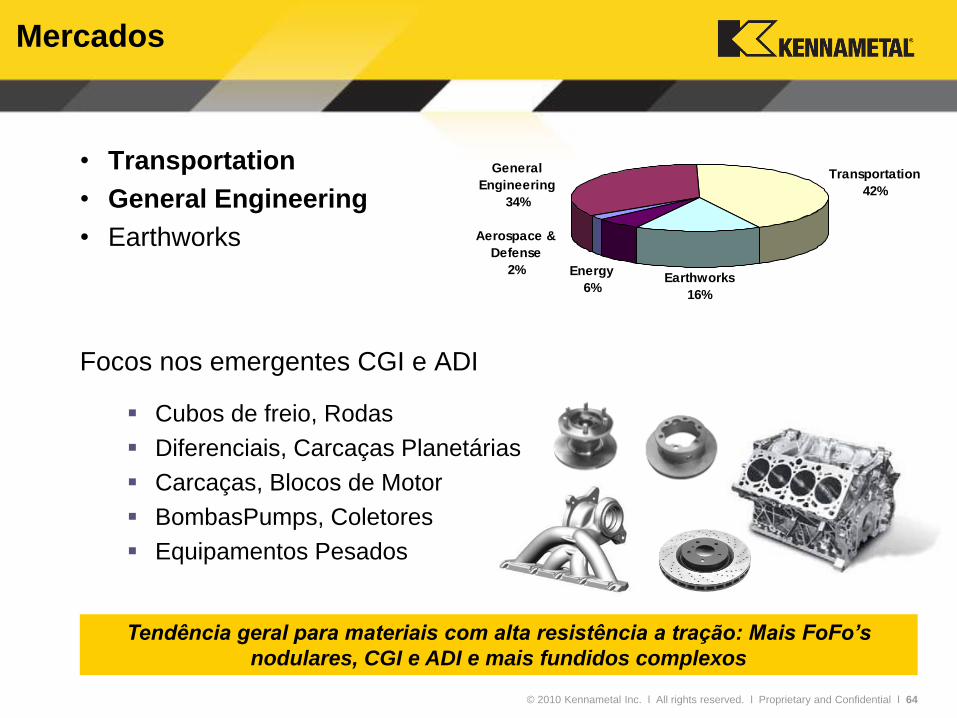
Mercados
Tendência geral para materiais com alta resistência a tração: Mais FoFo’s
nodulares, CGI e ADI e mais fundidos complexos
• Transportation
• General Engineering
• Earthworks
Focos nos emergentes CGI e ADI
Cubos de freio, Rodas
Diferenciais, Carcaças Planetárias
Carcaças, Blocos de Motor
BombasPumps, Coletores
Equipamentos Pesados
Transportation
42%
Earthworks
16%
Energy
6%
Aerospace &
Defense
2%
General
Engineering
34%

Brocas de Metal Duro HP Beyond:
Família B/K21*HP para Aço Inoxidável
Família B22*HP para Aço

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 66
503 itens de linha incluíndo brocas para furos de rosca para aplicações em aço inox
Classe Beyond KCM15 - Cobertura nanocamada com base TiAlN
- Com alta resistência ao desgaste e baixa adesão
- Polimento superficial: Última tecnologia em tratamento pós-cobertura
Geometria de ponta HP 135° - Baixo esforço axial evita flexão da peça
- Excelente capacidade de centragem
• Brocas MD HP KCM15 Beyond
Refrigeração Relação L/D Faixa de Diâmetros
B210*HP Refrig. Interna aprox. 3xD 3,0 - 20,0 mm
B211*HP Refrig. Interna aprox. 5xD 3,0 - 21,0 mm
B212*HP Refrig. interna aprox. 8xD 3,0 - 19,05 mm
K210*HP Refrig. Interna aprox. 3xD .1563” - .7500”
K211*HP Refrig. Interna aprox. 5xD .1563” - 1.000”
K212*HP Refrig. Interna aprox. 8xD .1563” - .7580”
Detalhes Técnicos - B21*HP, K21*HP
Estilos de haste: A - Haste DIN 6535 HA (Cilíndrica)
F - Haste DIN 6535 HE (Whistle Notch – Somente B*
H
S ○
N
K
M ●
P ○

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 67
Refrigeração Relação L/D Faixa de diâmetros
B221*HP sem refrigeração aprox. 3xD 3 - 21 mm .1181” - .8268”
B222*HP sem refrigeração aprox. 5xD 3 - 20 mm .1181” - .7874”
B224*HP refrig. interna aprox. 3xD 3 - 20 mm .1181” - .7874”
B225*HP refrig. interna aprox. 5xD 3 - 21 mm .1181” - .8268”
B226*HP refrig. interna aprox. 8xD Semi-Standard
B731*HP refrig. interna curta 4,2 - 19,446 mm .1654” - .7656”
B732*HP refrig. interna longa 4,2 - 19,446 mm .1654” - .7656”
Classe Beyond KCPK15 - Cobertura PVD multicamada com base TiAlN
- Alta dureza a quente prossibilita maiores VC’s
- Polimento superficial: Última tecnologia em tratamento pós-cobertura
Geometria de ponta HP 135° - Baixo esforço axial evita flexão da peça
- Excelente capacidade de centragem
Estilos de haste: A - Haste DIN 6535 HA (Cilíndrica)
F - Haste DIN 6535 HE (Whistle Notch)
894 itens de linha incluíndo brocas para furos de rosca para aplicações em aço
• Brocas MD HP KCPK15 Beyond
Detalhes Técnicos - B22*HP, B73*HP
H
S
N
K ○
M
P ●

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 68
Detalhes Técnicos - B/K21*HP
Ótima plataforma para furação de Aços Inoxidáveis
Cobertura
nanocamada com
base TiAlN Alta resistência ao
desgaste e baixa adesão
em aços inoxidáveis
Núcleo cônico Melhor fluxo de cavaco
Gash Fácil
formação e
fluxo do
cavaco
Ponta patenteada HP Excelente centragem, elevados
avanços e rotações
Haste precisa Baixo batimento
Nova tecnologia de polimento superficial Redução da fricção nos canais e nas guias,
aumentando drasticamente a vida
2 guias Proporciona estabilidade no
corte e reduz fricção
Canal espaçoso e núcleo com
diâmetro reduzido Melhora drasticamente a evacuação do
cavaco; capacidade de fazer furos mais
longos em materiais de difícil usinabilidade
Furos de
refrigeração Proporciona
ótimo fluxo de
refrigerante
Aresta de corte reta Maior vida e menos
lascas nas arestas de
corte
Substrato de grão
ultra-fino Reduz risco de quebra

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 69
Detalhes Técnicos - B224/B225*HP
Cobertura
multicamada com
base TiAlN Alta dureza a quente
permite furação com
altas VC‘s e aplicações
com MQL
Núcleo cônico Melhor fluxo de cavaco
Gash Fácil
formação e
fluxo do
cavaco
Ponta patenteada HP Excelente centragem, elevados
avanços e rotações
Haste precisa Baixo batimento
Nova tecnologia de polimento superficial Redução da fricção nos canais e nas guias,
aumentando drasticamente a vida
2 guias Proporciona estabilidade no
corte e reduz fricção
Canal espaçoso e núcleo com
diâmetro reduzido Melhora drasticamente a evacuação do
cavaco; capacidade de fazer furos mais
longos em materiais de difícil usinabilidade
Aresta de corte reta Maior vida e menos
lascas nas arestas de
corte
Substrato de grão
ultra-fino Reduz risco de quebra
Ótima plataforma para furar Aços com refrigeração interna e MQL
Furos de
refrigeração Proporciona
ótimo fluxo de
refrigerante
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 70
Novas Classes Beyond
• A Classe Beyond KCM15 é uma melhoria da KC7515, a qual já é utilizada nas brocas de metal duro das família B21*HP.
• A classe tem uma cobertura nanocamadas com base TiAlN com alta resistência ao desgaste e baixa adesão para aços inoxidáveis.
• A Classe Beyond KCPK15 é uma melhoria da KC7315, a qual já é utilizada nas brocas de metal duro das famílias B22*HP, Unidrill ou brocas Modulares.
• A classe tem uma cobertura multicamadas com alta resistência a quente. Isso permite altíssimas velocidades de corte e o uso em aplicações com MQL.
Detalhes Técnicos
B211*HP B211*HP
KC7515 KCM15
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 71
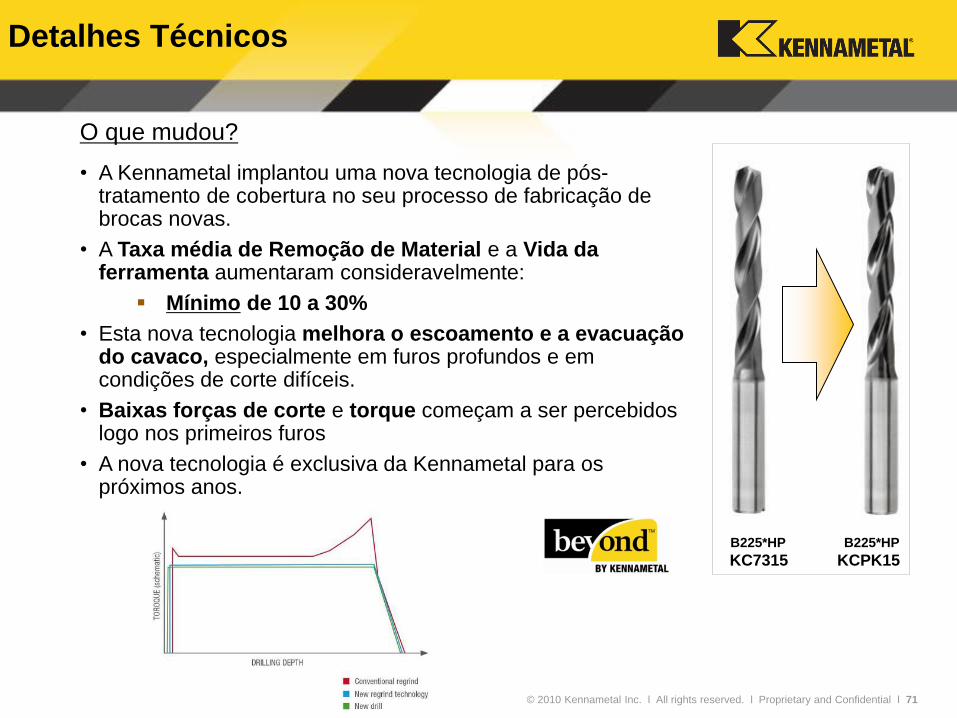
Detalhes Técnicos
O que mudou?
• A Kennametal implantou uma nova tecnologia de pós-tratamento de cobertura no seu processo de fabricação de brocas novas.
• A Taxa média de Remoção de Material e a Vida da ferramenta aumentaram consideravelmente:
Mínimo de 10 a 30%
• Esta nova tecnologia melhora o escoamento e a evacuação do cavaco, especialmente em furos profundos e em condições de corte difíceis.
• Baixas forças de corte e torque começam a ser percebidos logo nos primeiros furos
• A nova tecnologia é exclusiva da Kennametal para os próximos anos.
B225*HP B225*HP
KC7315 KCPK15
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 72
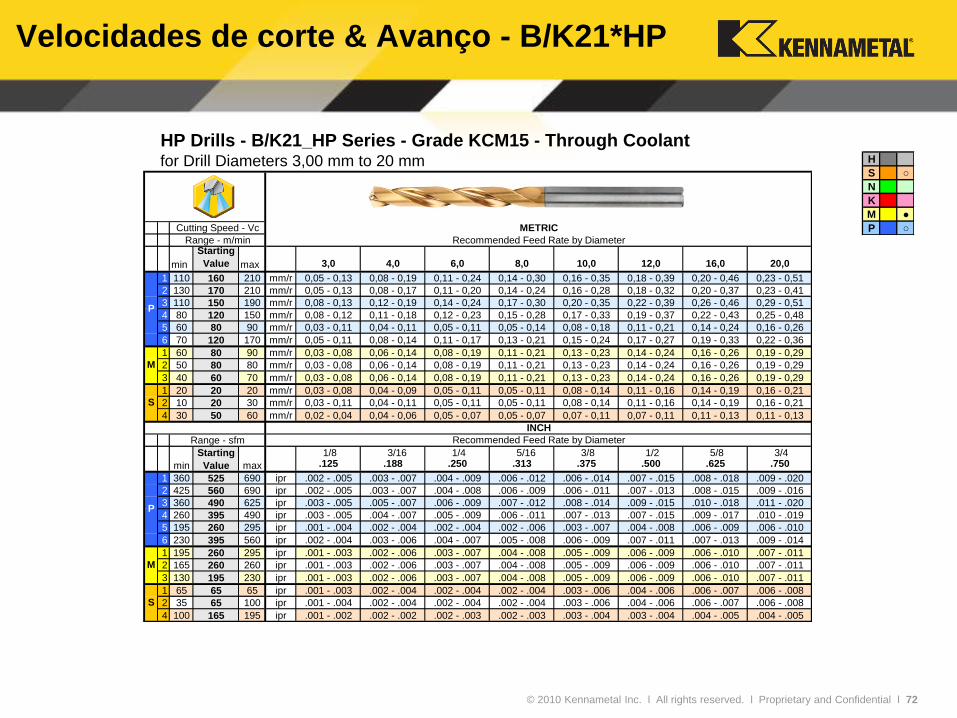
Velocidades de corte & Avanço - B/K21*HP
H
S ○
N
K
M ●
P ○
min
Starting
Value max 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0
1 110 160 210 mm/r 0,05 - 0,13 0,08 - 0,19 0,11 - 0,24 0,14 - 0,30 0,16 - 0,35 0,18 - 0,39 0,20 - 0,46 0,23 - 0,51
2 130 170 210 mm/r 0,05 - 0,13 0,08 - 0,17 0,11 - 0,20 0,14 - 0,24 0,16 - 0,28 0,18 - 0,32 0,20 - 0,37 0,23 - 0,41
3 110 150 190 mm/r 0,08 - 0,13 0,12 - 0,19 0,14 - 0,24 0,17 - 0,30 0,20 - 0,35 0,22 - 0,39 0,26 - 0,46 0,29 - 0,51
4 80 120 150 mm/r 0,08 - 0,12 0,11 - 0,18 0,12 - 0,23 0,15 - 0,28 0,17 - 0,33 0,19 - 0,37 0,22 - 0,43 0,25 - 0,48
5 60 80 90 mm/r 0,03 - 0,11 0,04 - 0,11 0,05 - 0,11 0,05 - 0,14 0,08 - 0,18 0,11 - 0,21 0,14 - 0,24 0,16 - 0,26
6 70 120 170 mm/r 0,05 - 0,11 0,08 - 0,14 0,11 - 0,17 0,13 - 0,21 0,15 - 0,24 0,17 - 0,27 0,19 - 0,33 0,22 - 0,36
1 60 80 90 mm/r 0,03 - 0,08 0,06 - 0,14 0,08 - 0,19 0,11 - 0,21 0,13 - 0,23 0,14 - 0,24 0,16 - 0,26 0,19 - 0,29
2 50 80 80 mm/r 0,03 - 0,08 0,06 - 0,14 0,08 - 0,19 0,11 - 0,21 0,13 - 0,23 0,14 - 0,24 0,16 - 0,26 0,19 - 0,29
3 40 60 70 mm/r 0,03 - 0,08 0,06 - 0,14 0,08 - 0,19 0,11 - 0,21 0,13 - 0,23 0,14 - 0,24 0,16 - 0,26 0,19 - 0,29
1 20 20 20 mm/r 0,03 - 0,08 0,04 - 0,09 0,05 - 0,11 0,05 - 0,11 0,08 - 0,14 0,11 - 0,16 0,14 - 0,19 0,16 - 0,21
2 10 20 30 mm/r 0,03 - 0,11 0,04 - 0,11 0,05 - 0,11 0,05 - 0,11 0,08 - 0,14 0,11 - 0,16 0,14 - 0,19 0,16 - 0,21
4 30 50 60 mm/r 0,02 - 0,04 0,04 - 0,06 0,05 - 0,07 0,05 - 0,07 0,07 - 0,11 0,07 - 0,11 0,11 - 0,13 0,11 - 0,13
1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4.125 .188 .250 .313 .375 .500 .625 .750
1 360 525 690 ipr .002 - .005 .003 - .007 .004 - .009 .006 - .012 .006 - .014 .007 - .015 .008 - .018 .009 - .020
2 425 560 690 ipr .002 - .005 .003 - .007 .004 - .008 .006 - .009 .006 - .011 .007 - .013 .008 - .015 .009 - .016
3 360 490 625 ipr .003 - .005 .005 - .007 .006 - .009 .007 - .012 .008 - .014 .009 - .015 .010 - .018 .011 - .020
4 260 395 490 ipr .003 - .005 .004 - .007 .005 - .009 .006 - .011 .007 - .013 .007 - .015 .009 - .017 .010 - .019
5 195 260 295 ipr .001 - .004 .002 - .004 .002 - .004 .002 - .006 .003 - .007 .004 - .008 .006 - .009 .006 - .010
6 230 395 560 ipr .002 - .004 .003 - .006 .004 - .007 .005 - .008 .006 - .009 .007 - .011 .007 - .013 .009 - .014
1 195 260 295 ipr .001 - .003 .002 - .006 .003 - .007 .004 - .008 .005 - .009 .006 - .009 .006 - .010 .007 - .011
2 165 260 260 ipr .001 - .003 .002 - .006 .003 - .007 .004 - .008 .005 - .009 .006 - .009 .006 - .010 .007 - .011
3 130 195 230 ipr .001 - .003 .002 - .006 .003 - .007 .004 - .008 .005 - .009 .006 - .009 .006 - .010 .007 - .011
1 65 65 65 ipr .001 - .003 .002 - .004 .002 - .004 .002 - .004 .003 - .006 .004 - .006 .006 - .007 .006 - .008
2 35 65 100 ipr .001 - .004 .002 - .004 .002 - .004 .002 - .004 .003 - .006 .004 - .006 .006 - .007 .006 - .008
4 100 165 195 ipr .001 - .002 .002 - .002 .002 - .003 .002 - .003 .003 - .004 .003 - .004 .004 - .005 .004 - .005
S
Range - m/min
Cutting Speed - Vc
P
M
S
Range - sfm Recommended Feed Rate by Diameter
P
M
HP Drills - B/K21_HP Series - Grade KCM15 - Through Coolantfor Drill Diameters 3,00 mm to 20 mm
min
Starting
Value max
INCH
Recommended Feed Rate by Diameter
METRIC

© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 73
H
S
N
K ○
M
P ●
Velocidades de corte & Avanços - B224/B225*HP
min
Starting
Value max 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0
1 130 240 290 mm/r 0,09 - 0,18 0,11 - 0,21 0,14 - 0,25 0,16 - 0,34 0,18 - 0,39 0,20 - 0,43 0,22 - 0,51 0,26 - 0,58
2 190 230 270 mm/r 0,09 - 0,18 0,11 - 0,21 0,14 - 0,25 0,16 - 0,34 0,18 - 0,39 0,20 - 0,43 0,22 - 0,51 0,26 - 0,58
3 130 160 190 mm/r 0,01 - 0,11 0,12 - 0,21 0,14 - 0,24 0,16 - 0,34 0,18 - 0,39 0,20 - 0,43 0,22 - 0,51 0,26 - 0,58
4 110 150 170 mm/r 0,07 - 0,15 0,09 - 0,18 0,12 - 0,20 0,15 - 0,28 0,17 - 0,33 0,19 - 0,37 0,22 - 0,43 0,25 - 0,48
6 110 150 190 mm/r 0,07 - 0,13 0,11 - 0,11 0,12 - 0,20 0,15 - 0,28 0,17 - 0,33 0,19 - 0,37 0,22 - 0,43 0,25 - 0,48
1/8 3/16 1/4 5/16 3/8 1/2 5/8 3/4.125 .188 .250 .313 .375 .500 .625 .750
1 425 785 950 ipr .004 - .007 .004 - .008 .006 - .010 .006 - .013 .007 - .015 .008 - .017 .009 - .020 .010 - .023
2 625 755 885 ipr .004 - .007 .004 - .008 .006 - .010 .006 - .013 .007 - .015 .008 - .017 .009 - .020 .010 - .023
3 425 525 625 ipr .000 - .004 .005 - .008 .006 - .009 .006 - .013 .007 - .015 .008 - .017 .009 - .020 .010 - .023
4 360 490 560 ipr .003 - .006 .004 - .007 .005 - .008 .006 - .011 .007 - .013 .007 - .015 .009 - .017 .010 - .019
6 360 490 625 ipr .003 - .005 .004 - .004 .005 - .008 .006 - .011 .007 - .013 .007 - .015 .009 - .017 .010 - .019
P
Range - sfm Recommended Feed Rate by Diameter
P
Cutting Speed - Vc METRIC
Range - m/min Recommended Feed Rate by Diameter
HP Drills - B224_HP, B225_HP Series - Grade KCPK15
- Through Coolant or MQL (Minimum Quantity Lubricant)
for Drill Diameters 3,00 mm to 20 mm
INCH
min
Starting
Value max
© 2010 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 74
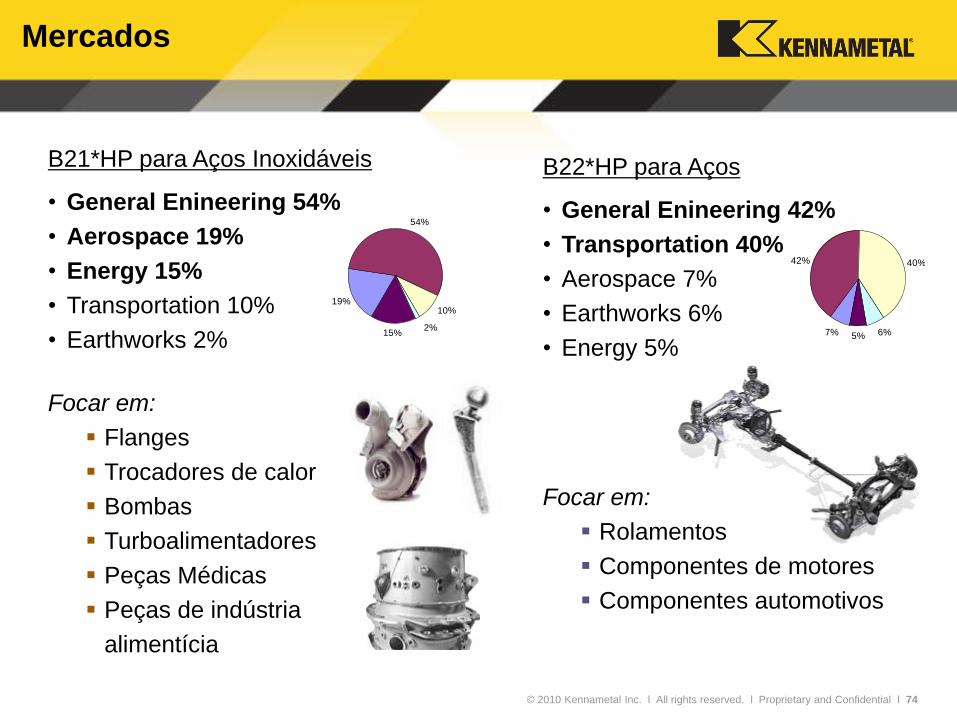
B21*HP para Aços Inoxidáveis
• General Enineering 54%
• Aerospace 19%
• Energy 15%
• Transportation 10%
• Earthworks 2%
Focar em:
Flanges
Trocadores de calor
Bombas
Turboalimentadores
Peças Médicas
Peças de indústria
alimentícia
B22*HP para Aços
• General Enineering 42%
• Transportation 40%
• Aerospace 7%
• Earthworks 6%
• Energy 5%
Focar em:
Rolamentos
Componentes de motores
Componentes automotivos
Mercados
19%
54%
10%
2%15% 7%
42% 40%
6%5%
KM4X™ - Nova Geração de Fusos Kennametal
Sérgio Koiti NAGAI
Tooling Systems
Novembro, 2013

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 76
Próxima Geração de Conexão para Fusos
Distribuição otimizada da força de fixação e um ajuste perfeito de interferência
proporciona uma rigidez maior
Contato “3-faces/anéis” para uma melhor
estabilidade e precisão, distribuição otimizada da
força de fixação e um ajuste perfeito da interferência
que irá proporcionar uma conexão mais rígida
TM

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 77
Mudanças de materiais requerem uma conexão nova do fuso “mais resistente”
Por que nós precisamos do M4XTM?
O mercado está procurando máquinas com maior Potência e Torque para a usinagem
de grandes componentes e materiais tenazes.
Aeroespacial; Mais silenciosos, motores de aviões que consumam menos combustíveis and e
substituição de alumínio por ligas de titânio na fabricação da estrutura tem levado ao desenvolvimento
de superligas de maior pureza, resistentes às altas temperaturas e tenazes – estas três características
fazem que a usinagem do material da peça seja mais difícil – Solução KM4X
Ferroviário; Tendências são maiores velocidades e cargas – necesssidade de melhorar a
confiabilidade e vida das rodas dos trens – desenvolvimento de ligas perlíticas mais resistentes. Devido
a isso precisaremos de novas ferramentas de corte e conexões de ferramentas mais resistentes –
projetos ferroviários a um ritmo mais acelerado - Solução KM4X
Turbinas – en. eólica; estão solicitando cada vez mais fabricações em menos tempo de grandes
componentes – Fabricantes defrontam uma demanda maior para a fabricação de grandes componentes
em máquinas dedicadas – Solução KM4X
Fabricantes de máquinas; A rigidez de conexão do fuso da máquina determina quanto de torque e
restrição de deflexão pode ser efetivamente alocado para lidar com as novas demandas – Solução
KM4X
Desenvolvimento de Novos Mercados
TM
© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 78
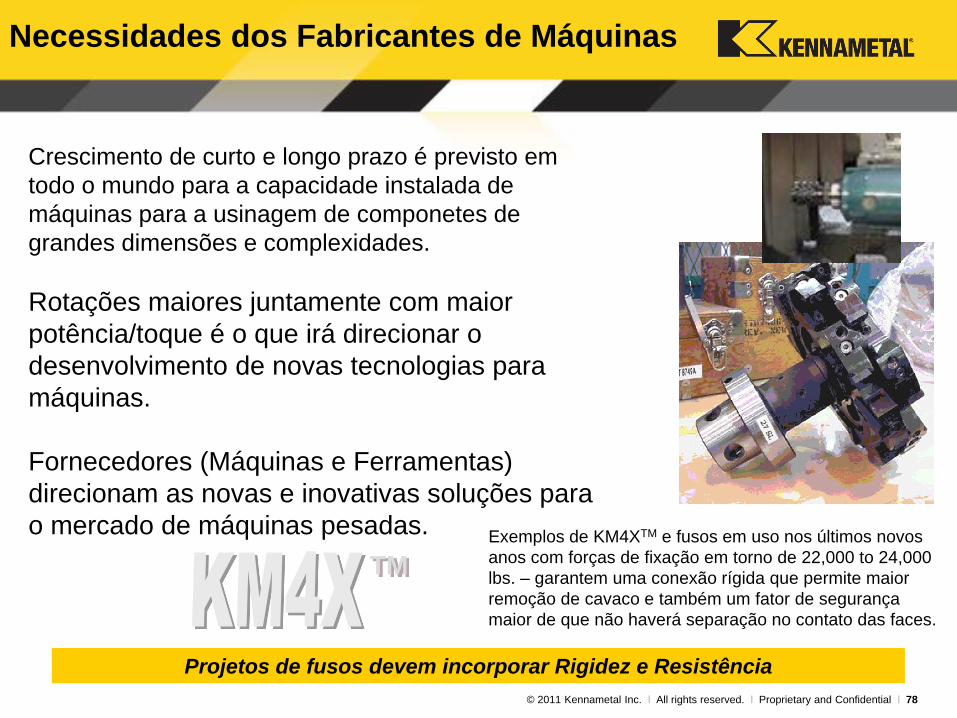
Necessidades dos Fabricantes de Máquinas
Crescimento de curto e longo prazo é previsto em
todo o mundo para a capacidade instalada de
máquinas para a usinagem de componetes de
grandes dimensões e complexidades.
Rotações maiores juntamente com maior
potência/toque é o que irá direcionar o
desenvolvimento de novas tecnologias para
máquinas.
Fornecedores (Máquinas e Ferramentas)
direcionam as novas e inovativas soluções para
o mercado de máquinas pesadas.
Projetos de fusos devem incorporar Rigidez e Resistência
Exemplos de KM4XTM e fusos em uso nos últimos novos
anos com forças de fixação em torno de 22,000 to 24,000
lbs. – garantem uma conexão rígida que permite maior
remoção de cavaco e também um fator de segurança
maior de que não haverá separação no contato das faces.
TM

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 79
KM4XTM é a resposta
A Próxima Geração de
Conexões de Fusos
• Carga Pesada – Configuração rígida
• Distribuição uniforme da força de fixação
• Projeto simples permite montagem frontal
• Balanceado por projeto permite que trabalhe com altas
rotações
• Capaz de trabalhar numa grande variedade de operações
desde baixa rotação, alto torque até alta rotação, baixo
torque.
• Bate todas as outras conexões
Nós ouvimos a indústria – Nós temos a solução
TM

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 80
A conexão KM4X™ bate a conexão convencional V-flange e sua
versão contato cone e face assim como também as conexões HSK and
PSC (ISO 26623), com uma vantagem de rigidez bem maior que ajuda
a minimizar vibrações indesejáveis durante a usinagem.
Fatores importantes para o sucesso de uma conexão rígida:
• Deflexão mínima
• Força de fixação
• Ajuste de interferência
• Bom torque radial
Por que não outras conexões?

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 81
Torque é usualmente adequado, mas o fator
limitante é a capacidade de flexão da
conexão.
A conexão do spindle deve ser rígida
Exemplo – uma fresa helicoidal com 250mm de balanço e 80mm de diâmetro gera um momento de
flexão de 4620 Nm e menos do que 900 Nm de torque.
TM
Fator usualmente limitante em uma conexão

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 82
Por que não outras conexões? Deflexão Estática
A combinação de uma grande força de fixação mais um alto nível de
interferência fazem que o Sistema KM4XTM tenha uma conexão robusta e
extrema rigidez e resistência a deflexão, consequentemente uma
performance inigualável na usinagem de materiais de alta resistência
como o titânio.
O quadro ao lado mostra uma
comparação entre entre cones
7/24 com e sem face contato,
HSK e KM4XTM.
© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 83
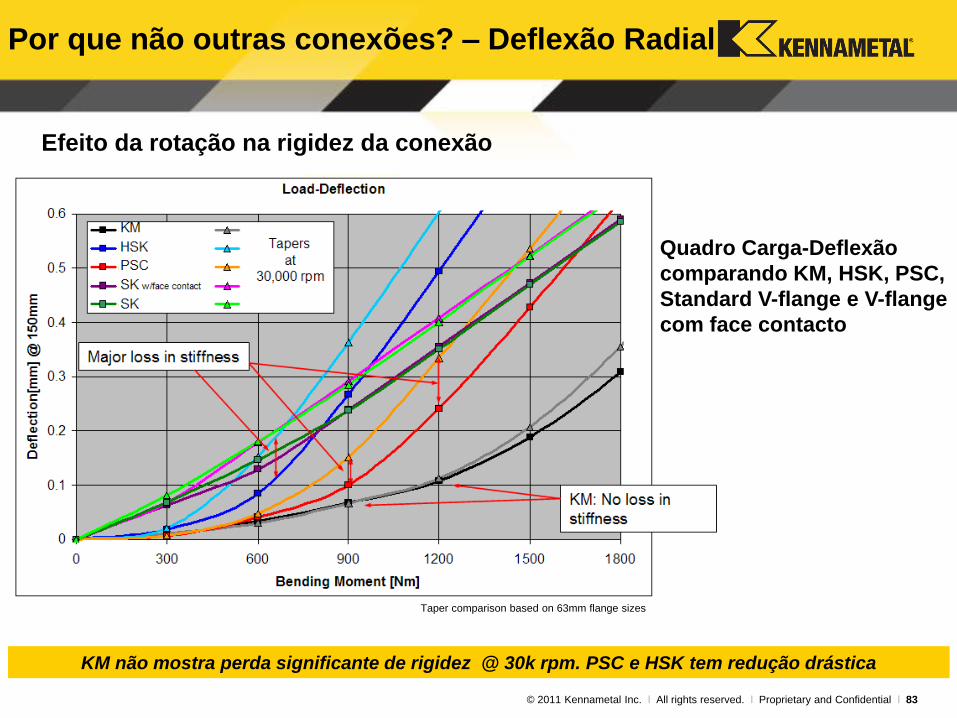
Quadro Carga-Deflexão
comparando KM, HSK, PSC,
Standard V-flange e V-flange
com face contacto
Efeito da rotação na rigidez da conexão
KM não mostra perda significante de rigidez @ 30k rpm. PSC e HSK tem redução drástica
Taper comparison based on 63mm flange sizes
Por que não outras conexões? – Deflexão Radial

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 84
Projeto do fuso KM4XTM
KM4X™ facilitou a vida do fabricante de máquina e do usuário final ao
utilizar um spindle standard e adicionar a ele as vantagens do sistema KM.
Ideal para Máquinas Novas e “Retrofitting” de Máquinas já Existentes
Design dos
Componentes do Fuso

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 85
KM4XTM Projeto do fuso – para o Fabricante
Nós fizemos isso fácil para os Fabricantes de Máquinas!
• Mesma conicidade do fuso como no HSK
• Mesmo diâmetro do Gage como no HSK
• Mesmo V Flange como no HSK
• KM4XTM permite designs de fusos montados
frontalmente
• Facilmente adaptável em fusos atualmente usando HSK devido as baixas solicitações para a força de tração – pacotes de molas standard podem ser utilizados
• Pode ser utilizado o mesmo braço de troca – O mesmo que o HSK
• Não é necessário nenhum novo aparelho de medição para controle interno – Mesmo que o HSK
• Fabricantes de máquinas podem oferecer fuso KM4XTM como uma fácil alternativa para o HSK para se conseguir uma performance melhor da máquina – a conexão não será um fator limitante
Fácil implementação em máquinas projetadas para HSK
Projetado para Rigidez e design amigável para os Fabricantes de Máquinas

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 86
KM4XTM Projeto da Ferramenta
Dimensões típicas para as
cotas F e C para um KM4X100
KM4XTM características
• Configuração de 4-esferas proporciona repetibilidade no posicionamento, rigidez torsional e arraste
• Chavetas internas como um segundo arraste e elemento contra a prova de erros
• Possível a transmissão de torque elevado devido a grande interferência e a pré-carga nos elementos de fixaxão
• Alta resistência a deflexão ideal para operações de mandrilamento de grande balanço (L/D 6-10)
90
63

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 87
Tabelas Carga-deflexão KM4XTM vs PSC
Comparação entre KM4X63 com força nominal de fixação (47kN) e C6 a 45 kN (ISO
26623 suggests 30kN)
© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 88
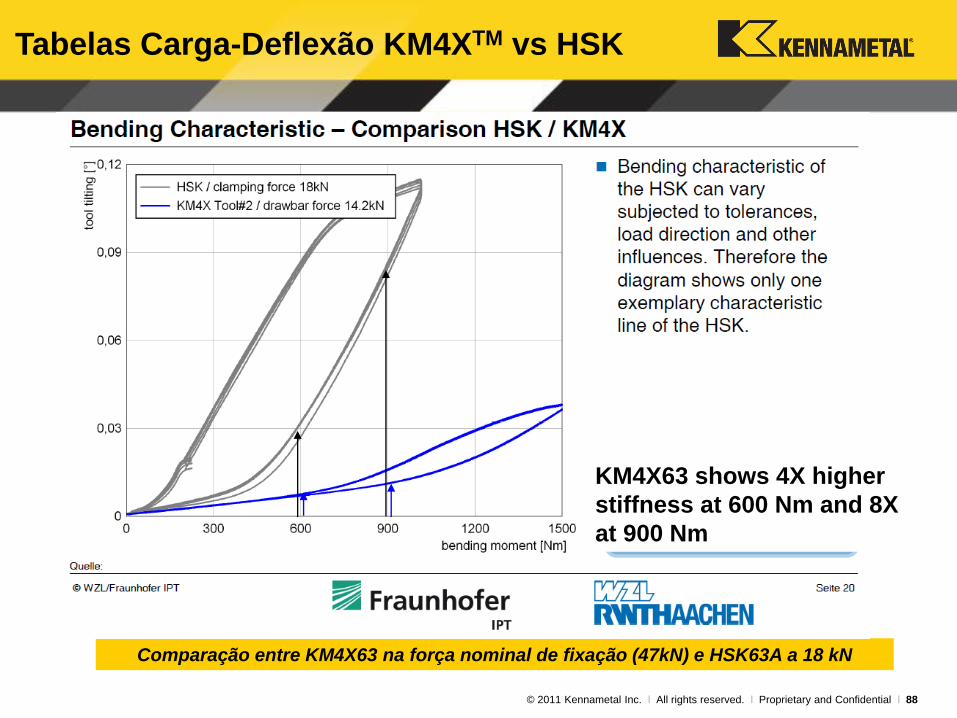
Tabelas Carga-Deflexão KM4XTM vs HSK
Comparação entre KM4X63 na força nominal de fixação (47kN) e HSK63A a 18 kN
KM4X63 shows 4X higher
stiffness at 600 Nm and 8X
at 900 Nm

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 89
• KM4XTM é a conexão mais rígida e pode suportar altos momentos de deflexão
devido a combinação de alta interferência e grande força de fixação.
• KM4XTM tem 3X mais resistência a deflexão do que sistemas equivalentes
HSK100, HSK125 e Capto C10. Maior resistência a deflexão permite que nossos
clientes tirem maior proveito de suas máquinas e ferramentas
• KM é a única conexão que consegue manter rigidez a altas rotações o que faz
que seja excelente tanto em aplicações de baixas rotações-altos torques quanto
altíssimas rotações
• SK-F 50 (Contato Face) não mostra nenhuma vantagem sobre SK50 standard
para momentos maiores que 2700 Nm devido a baixa interferência radial e baixa
força de fixação. Conforme a rotação aumenta, o contato de face nesse tipo de
cone tem um efeito adverso.
• KM4XTM tem um balanço melhor entre deflexão e capacidade torsional
• A possibilidade de retrofitar uma máquina já existente para KM4XTM dá aos
nossos clientes uma vantagem a mais de aumentarem a sua produção sem a
necessidade de comprar um novo equipamento.
Conclusões Importantes:

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 90
Relembre! Taxa maior de remoção de cavaco igual a melhor
utilização da máquina e decréscimo do custo total de manufatura.
TM
KM4X / Sistema TTS

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 91
M D F P P
MÁQUINA DISPOSITIVO FERRAMIENTA PRODUTO PROCESSO
MENSAGEM FINAL
Lembramos sempre; para obter melhor
resultado na usinagem, estes 5 elementos
deverão estar em sintonia

© 2011 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 92

© 2013 Kennametal Inc. l All rights reserved. l Proprietary and Confidential l 93
Muito Obrigado!