técnicas de microseccão - ..:: a b r a c i ...abraci.org.br/arquivos/micro_ataque11_8_05.pdf ·...
TRANSCRIPT

1
TÉCNICAS DE MICRO-ATAQUE EM METALOGRAFIA PARA REVELAÇÃO DE MICROESTRUTURAS EM
PLACAS DE CIRCUITOS IMPRESSOS.
Autor : James A. Nelson Publicado pelo IPC
Traduzido e adaptado por Claudio Riego e colaboradores.
SUMÁRIO
O ataque da microestrutura é necessário para delinear mais claramente as camadas depositadas, revelar a microestrutura e expor pequenos defeitos das placas de circuitos impressos. Sem o ataque a interface das camadas é difícil de ser distinguida e os defeitos podem ser mascarados pela deformação da superfície. Há, entretanto que se tomar cuidado, porque a ausência de informações para a seleção e uso dos corrosivos poderia conduzir a conclusões errôneas. O corrosivo de hidróxido de amônia-peróxido de hidrogênio como a melhor escolha já é largamente utilizado pelos laboratórios de micro-secção porque ataca o cobre e o estanho chumbo na mesma proporção e é fácil de utilizar. Simples informação permite ao técnico aplicar os corrosivos corretamente e aumentar a segurança e a confiança no processo de inspeção das micro-secções
INTRODUÇÃO O micro-ataque é uma técnica utilizada pelos departamentos de controle de qualidade (laboratórios de micro-secção) para revelar a microestrutura de micro-secções polidas. A técnica não é uma etapa opcional, é uma parte necessária de todo procedimento de micro-secção. A necessidade de micro atacar as secções polidas está claramente exposta no “Microsection Techiniques Work Shop Handbook” IPC - WS-675, SECT. 4, PAG. 4: “Secções polidas deveriam ser sempre atacadas, mesmo que o contraste entre as camadas depositadas pareça ser suficiente”. A necessidade do micro-ataque não tem sido claramente explanada nas literaturas sobre circuitos impressos disponíveis no momento. O propósito deste folheto é de esclarecer os princípios aspectos práticos da corrosão microestrutural para que o pessoal dos laboratórios de micro-secção possa obter bom nível de segurança em suas avaliações. Isso deveria também ajudar na redução do montante de conflitos que ocorrem dentro do mercado de placas de circuitos impressos entre os fabricantes e seus clientes.
2
O QUE É MICRO-ATAQUE?
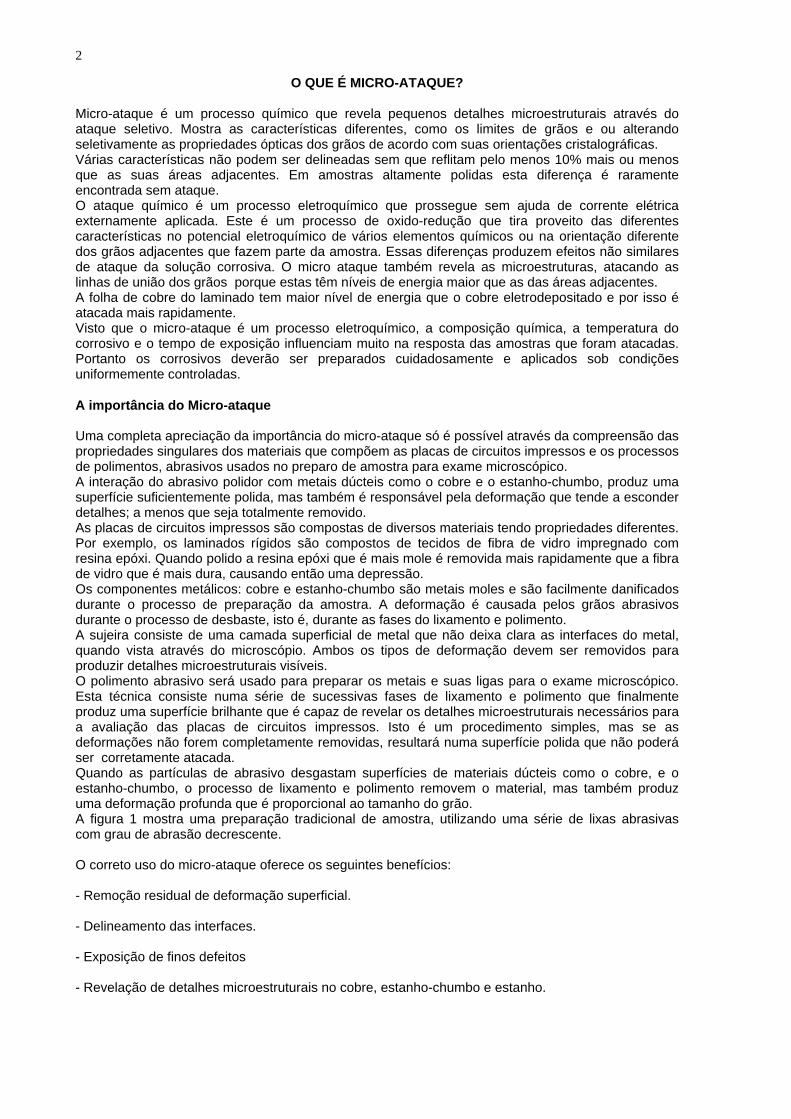
Micro-ataque é um processo químico que revela pequenos detalhes microestruturais através do ataque seletivo. Mostra as características diferentes, como os limites de grãos e ou alterando seletivamente as propriedades ópticas dos grãos de acordo com suas orientações cristalográficas. Várias características não podem ser delineadas sem que reflitam pelo menos 10% mais ou menos que as suas áreas adjacentes. Em amostras altamente polidas esta diferença é raramente encontrada sem ataque. O ataque químico é um processo eletroquímico que prossegue sem ajuda de corrente elétrica externamente aplicada. Este é um processo de oxido-redução que tira proveito das diferentes características no potencial eletroquímico de vários elementos químicos ou na orientação diferente dos grãos adjacentes que fazem parte da amostra. Essas diferenças produzem efeitos não similares de ataque da solução corrosiva. O micro ataque também revela as microestruturas, atacando as linhas de união dos grãos porque estas têm níveis de energia maior que as das áreas adjacentes. A folha de cobre do laminado tem maior nível de energia que o cobre eletrodepositado e por isso é atacada mais rapidamente. Visto que o micro-ataque é um processo eletroquímico, a composição química, a temperatura do corrosivo e o tempo de exposição influenciam muito na resposta das amostras que foram atacadas. Portanto os corrosivos deverão ser preparados cuidadosamente e aplicados sob condições uniformemente controladas. A importância do Micro-ataque Uma completa apreciação da importância do micro-ataque só é possível através da compreensão das propriedades singulares dos materiais que compõem as placas de circuitos impressos e os processos de polimentos, abrasivos usados no preparo de amostra para exame microscópico. A interação do abrasivo polidor com metais dúcteis como o cobre e o estanho-chumbo, produz uma superfície suficientemente polida, mas também é responsável pela deformação que tende a esconder detalhes; a menos que seja totalmente removido. As placas de circuitos impressos são compostas de diversos materiais tendo propriedades diferentes. Por exemplo, os laminados rígidos são compostos de tecidos de fibra de vidro impregnado com resina epóxi. Quando polido a resina epóxi que é mais mole é removida mais rapidamente que a fibra de vidro que é mais dura, causando então uma depressão. Os componentes metálicos: cobre e estanho-chumbo são metais moles e são facilmente danificados durante o processo de preparação da amostra. A deformação é causada pelos grãos abrasivos durante o processo de desbaste, isto é, durante as fases do lixamento e polimento. A sujeira consiste de uma camada superficial de metal que não deixa clara as interfaces do metal, quando vista através do microscópio. Ambos os tipos de deformação devem ser removidos para produzir detalhes microestruturais visíveis. O polimento abrasivo será usado para preparar os metais e suas ligas para o exame microscópico. Esta técnica consiste numa série de sucessivas fases de lixamento e polimento que finalmente produz uma superfície brilhante que é capaz de revelar os detalhes microestruturais necessários para a avaliação das placas de circuitos impressos. Isto é um procedimento simples, mas se as deformações não forem completamente removidas, resultará numa superfície polida que não poderá ser corretamente atacada. Quando as partículas de abrasivo desgastam superfícies de materiais dúcteis como o cobre, e o estanho-chumbo, o processo de lixamento e polimento removem o material, mas também produz uma deformação profunda que é proporcional ao tamanho do grão. A figura 1 mostra uma preparação tradicional de amostra, utilizando uma série de lixas abrasivas com grau de abrasão decrescente. O correto uso do micro-ataque oferece os seguintes benefícios: - Remoção residual de deformação superficial. - Delineamento das interfaces. - Exposição de finos defeitos Revelação de detalhes microestruturais no cobre, estanho-chumbo e estanho. -
3
Fig.1. Teoria tradicional da preparação abrasiva.
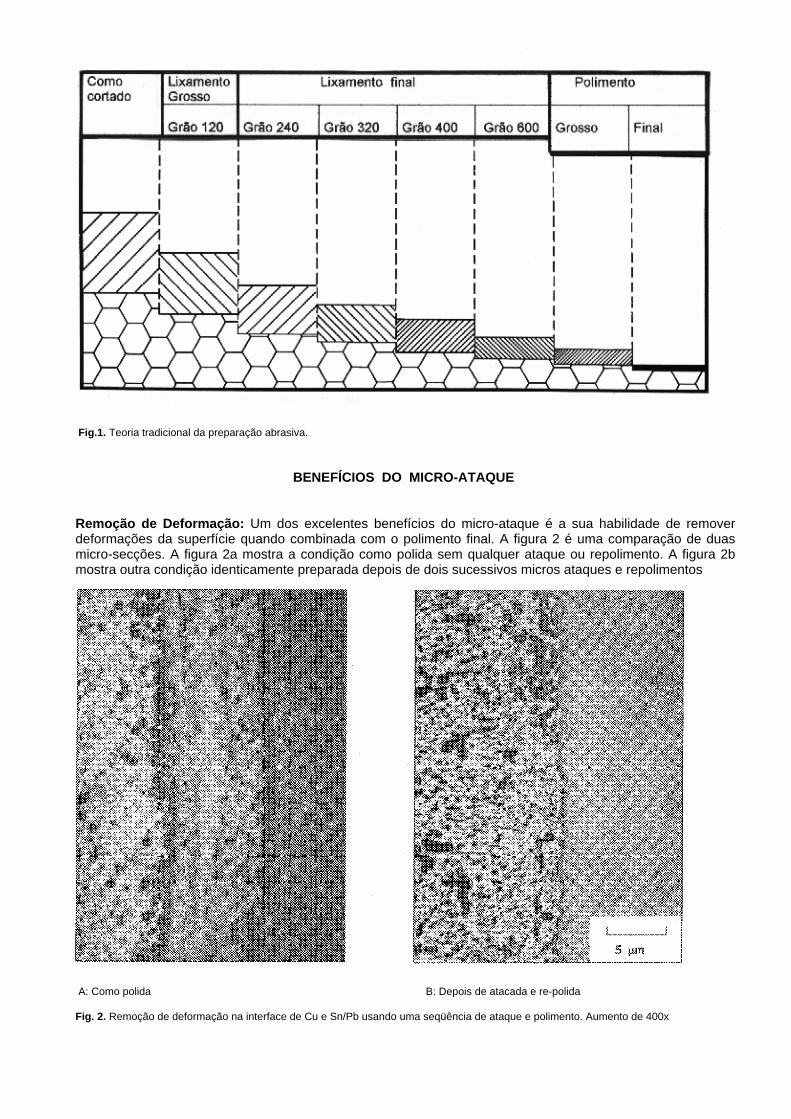
BENEFÍCIOS DO MICRO-ATAQUE Remoção de Deformação: Um dos excelentes benefícios do micro-ataque é a sua habilidade de remover deformações da superfície quando combinada com o polimento final. A figura 2 é uma comparação de duas micro-secções. A figura 2a mostra a condição como polida sem qualquer ataque ou repolimento. A figura 2b mostra outra condição identicamente preparada depois de dois sucessivos micros ataques e repolimentos
A: Como polida B: Depois de atacada e re-polida Fig. 2. Remoção de deformação na interface de Cu e Sn/Pb usando uma seqüência de ataque e polimento. Aumento de 400x

4
A condição ilustrada na figura 2a é de pior qualidade devido a camada de material arrastado sendo deixado para trás para obscurecer os detalhes da micro estrutura. Micro-ataque e repolimento é um método superior porque as manchas são removidas (Figura 2b), a deformação da micro estrutura é minimizada e os detalhes são aumentados. O detalhe micro estrutural é necessário para uma precisa analise e freqüentemente ausente quando as amostras são vistas na condição como polida, sem os benefícios das técnicas do micro-ataque. A tentativa de passar por micro ataques usando complicados e prolongados procedimentos de polimento, apenas introduz artefatos indesejáveis (defeitos artificiais) em vez de melhorar o detalhe microestrutural. Simplesmente não há substituto para o micro ataque. Delineamento da Interconexão da Interface: Figura 3 é uma comparação entre uma placa de multilayer polida (figura 3 a) e uma outra que foi adequadamente atacada (figura 3 b). Note a total ausência de qualquer indicação da importante interface na figura 3a comparada com a clara definição da interface que é visível na figura 3b. O ataque revela tanto a separação das camadas como a microestrutura de cobre. O micro-ataque também revela a interface entre os diferentes tipos de cobre depositado.
A: Como polida B: Atacada Fig.3. Comparação entre a condição polida e a polida/atacada de uma placa mutilayer. Aumento 400x Corrosivo: Hidróxido de amônia - peróxido de hidrogênio. Exposição dos Defeitos: Muitos defeitos são tão grandes que o metal arrastado não ira obscurece-los, entretanto defeitos como rachaduras nas intercamadas, como mostrado na figura 4, podem ser mascarados pelo metal arrastado. O micro ataque e o repolimento asseguram a percepção desses defeitos, evitando assim a possibilidade de uma surpresa de rejeição.
5
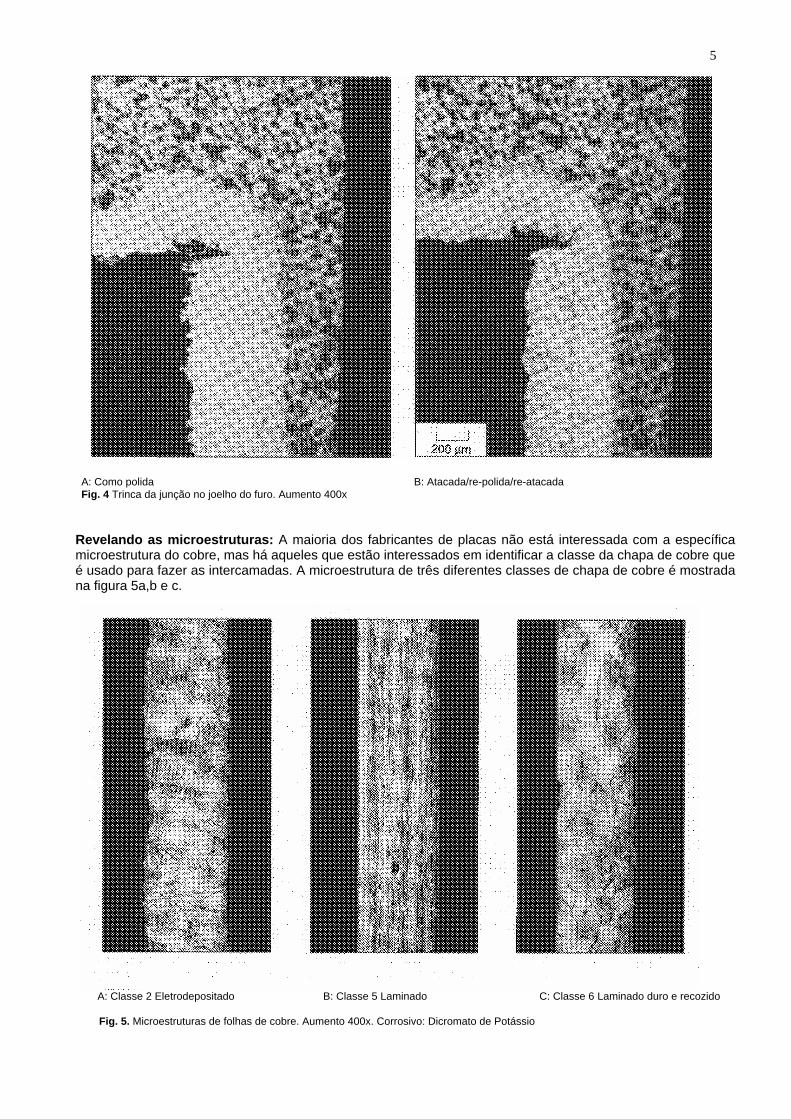
A: Como polida B: Atacada/re-polida/re-atacada Fig. 4 Trinca da junção no joelho do furo. Aumento 400x Revelando as microestruturas: A maioria dos fabricantes de placas não está interessada com a específica microestrutura do cobre, mas há aqueles que estão interessados em identificar a classe da chapa de cobre que é usado para fazer as intercamadas. A microestrutura de três diferentes classes de chapa de cobre é mostrada na figura 5a,b e c.
A: Classe 2 Eletrodepositado B: Classe 5 Laminado C: Classe 6 Laminado duro e recozido Fig. 5. Microestruturas de folhas de cobre. Aumento 400x. Corrosivo: Dicromato de Potássio
6
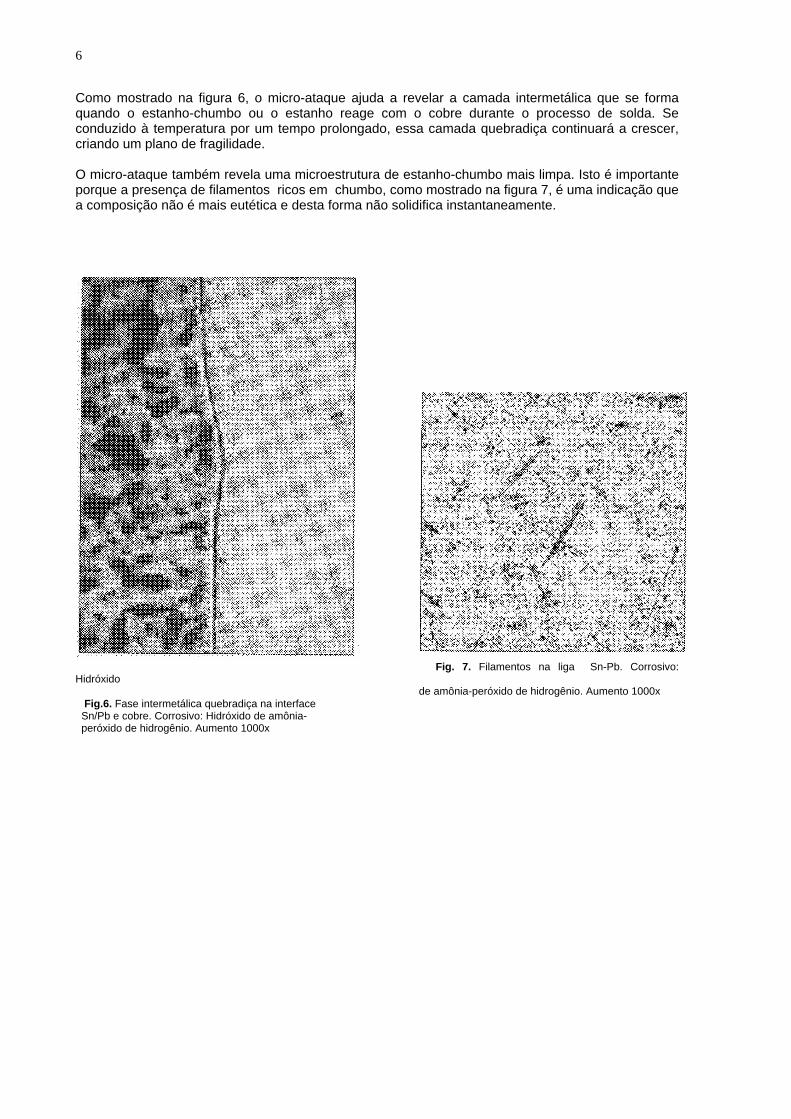
Como mostrado na figura 6, o micro-ataque ajuda a revelar a camada intermetálica que se forma quando o estanho-chumbo ou o estanho reage com o cobre durante o processo de solda. Se conduzido à temperatura por um tempo prolongado, essa camada quebradiça continuará a crescer, criando um plano de fragilidade. O micro-ataque também revela uma microestrutura de estanho-chumbo mais limpa. Isto é importante porque a presença de filamentos ricos em chumbo, como mostrado na figura 7, é uma indicação que a composição não é mais eutética e desta forma não solidifica instantaneamente.
Fig. 7. Filamentos na liga Sn-Pb. Corrosivo: Hidróxido
de amônia-peróxido de hidrogênio. Aumento 1000x Fig.6. Fase intermetálica quebradiça na interface Sn/Pb e cobre. Corrosivo: Hidróxido de amônia- peróxido de hidrogênio. Aumento 1000x
7
CORROSIVOS E SEUS USOS CORRETOS A figura 8 mostra a forma recomendada para o ataque dos corpos de prova. O quadro abaixo dá a lista de suprimentos necessários utilizados para atacar o corpo de prova, usando hidróxido de amônia e peróxido de hidrogênio. Tabela I: Suprimentos Recomendados para o Micro-ataque Béquer de vidro de 50 ml Pinça de aço inox Bagueta de vidro Algodão Secador de cabelos Hidróxido de Amônia Peróxido de Hidrogênio Etanol ou Isopropanol
Fig. 8 . Atacando uma microsecção polida. Escolha de Corrosivos: O principio de aplicação do microseccionamento é monitorar os vários estágios de produção das placas de circuitos impressos, para que os problemas possam ser detectados o mais rápido possível. Entretanto, fabricantes de laminados, produtores de chapas e fornecedores de banhos químicos também o empregam. A escolha de um corrosivo pode ser determinada pela necessidade de cada um. Por esta razão diferentes tipos de corrosivos têm sido empregados na industria de placas de circuitos impressos, gerando uma pequena confusão sobre qual corrosivo seria o mais correto.

8
A tabela II lista diversas soluções de ataque que são mais comumente usadas pela indústria de circuitos impressos. Corrosivos 1 e 2 ou variações das mesmas são mais comumente usados pelos fabricantes de placas de circuitos impressos para monitorar os processos e alcançar a qualidade final do produto. Os outros corrosivos são usados por várias razões, mas são menos utilizados para a aplicação na rotina da produção. A discussão a seguir está relacionada com o uso do micro-ataque na monitoração da produção e na avaliação do produto final. TABELA II: Comparação entre algumas soluções de ataque Aplicação Composição Tempo* Modo** Resultado Hidróxido de amônia - 25ml Bom detalhe e contraste, Água - 25 ml 20-45 C Cu e Sn/Pb atacado igualmente. Peróxido de hidrogênio 130 Vol. – 3 a 5 gotas Água destilada, 25ml 20-50 C Similar ao anterior . Mais Hidróxido de amônia, 50ml fácil para controlar. Peróxido de hidrogênio -10%, 25ml Ácido crômico (CrO3), S.A.S*** 6-10 I Resposta pobre, Sn/Pb profundamente atacado. Água destilada, 50ml 8-12 C Cobre atacado normalmente Nitrato férrico, 25ml e Sn/Pb super atacado. Água destilada, 200ml 6-8 C Fraco contraste, tende a manchar. Ácido clorídrico, 10ml Sn/Pb profundamente atacado. Cloreto férrico, 40g Peresulfato de amônia, S.A.S*** 3-6 C Folha de cobre bem atacada. Sn/Pb super atacado. Água destilada, 125ml 10-15 C Ataque limpo do cobre, porém lento. Bicromato de potássio, 2,5g Sn/Pb profundamente atacado. Ácido sulfúrico, 10ml * = Segundos ** C = contato I = imersão ***S.A.S.= Solução aquosa saturada Durante os primeiros estágios da produção o único metal depositado é o cobre químico. O ataque simultâneo do cobre e estanho-chumbo não é recomendado. Um exame do depósito de cobre químico oferece uma excelente oportunidade para avaliar a qualidade dos furos, porque o cobre químico evidencia o contorno da parede dos mesmos. Embora se possa tentar antecipar o micro-ataque neste estágio, o mesmo irá mascarar qualquer defeito na camada depositada. Desde que não haja estanho-chumbo presente neste estágio, qualquer corrosivo para cobre pode ser usado. Quando o cobre e estanho-chumbo estão presentes na micro-secção polida é importante aplicar um corrosivo que ataque ambos componentes num grau aproximadamente igual. Se o corrosivo escolhido atacar um material mais rapidamente que o outro, um será atacado corretamente enquanto que o outro será atacado de mais ou de menos. De todos os corrosivos usados para atacar micro-secções nenhum tem mais vantagens que o hidróxido de amônia misturado com peróxido de hidrogênio. A resposta sobre o cobre e estanho-chumbo é quase igual, oferecendo um balanço de ataque quase ideal. Outras vantagens são: - Simplicidade na mistura - Resposta variável de acordo com a diluição - Segurança - Fácil de descartar
9
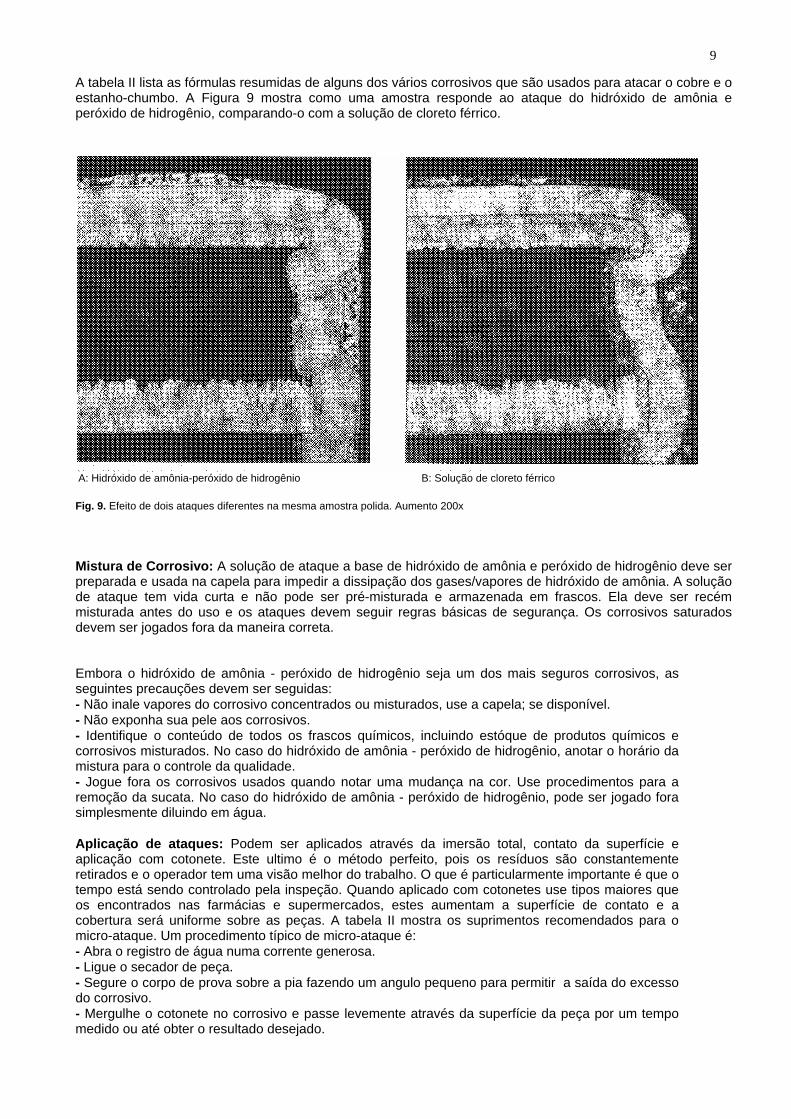
A tabela II lista as fórmulas resumidas de alguns dos vários corrosivos que são usados para atacar o cobre e o estanho-chumbo. A Figura 9 mostra como uma amostra responde ao ataque do hidróxido de amônia e peróxido de hidrogênio, comparando-o com a solução de cloreto férrico.
A: Hidróxido de amônia-peróxido de hidrogênio B: Solução de cloreto férrico Fig. 9. Efeito de dois ataques diferentes na mesma amostra polida. Aumento 200x Mistura de Corrosivo: A solução de ataque a base de hidróxido de amônia e peróxido de hidrogênio deve ser preparada e usada na capela para impedir a dissipação dos gases/vapores de hidróxido de amônia. A solução de ataque tem vida curta e não pode ser pré-misturada e armazenada em frascos. Ela deve ser recém misturada antes do uso e os ataques devem seguir regras básicas de segurança. Os corrosivos saturados devem ser jogados fora da maneira correta. Embora o hidróxido de amônia - peróxido de hidrogênio seja um dos mais seguros corrosivos, as seguintes precauções devem ser seguidas: - Não inale vapores do corrosivo concentrados ou misturados, use a capela; se disponível. - Não exponha sua pele aos corrosivos. - Identifique o conteúdo de todos os frascos químicos, incluindo estóque de produtos químicos e corrosivos misturados. No caso do hidróxido de amônia - peróxido de hidrogênio, anotar o horário da mistura para o controle da qualidade. - Jogue fora os corrosivos usados quando notar uma mudança na cor. Use procedimentos para a remoção da sucata. No caso do hidróxido de amônia - peróxido de hidrogênio, pode ser jogado fora simplesmente diluindo em água. Aplicação de ataques: Podem ser aplicados através da imersão total, contato da superfície e aplicação com cotonete. Este ultimo é o método perfeito, pois os resíduos são constantemente retirados e o operador tem uma visão melhor do trabalho. O que é particularmente importante é que o tempo está sendo controlado pela inspeção. Quando aplicado com cotonetes use tipos maiores que os encontrados nas farmácias e supermercados, estes aumentam a superfície de contato e a cobertura será uniforme sobre as peças. A tabela II mostra os suprimentos recomendados para o micro-ataque. Um procedimento típico de micro-ataque é: - Abra o registro de água numa corrente generosa. - Ligue o secador de peça. - Segure o corpo de prova sobre a pia fazendo um angulo pequeno para permitir a saída do excesso do corrosivo. - Mergulhe o cotonete no corrosivo e passe levemente através da superfície da peça por um tempo medido ou até obter o resultado desejado.
10
- Imediatamente mergulhe a peça na água corrente enquanto a superfície ainda estiver molhada pelo corrosivo. - Segure a amostra na água corrente por volta de 5 segundos para parar a ação do corrosivo. - Enxágüe a peça com álcool e seque usando secador para prevenir mancha de água. Vida útil do corrosivo: A solução de hidróxido de amônia - peróxido de hidrogênio tem vida útil limitada depois de preparada, geralmente de 3 a 4 horas. Os componentes não são caros, assim não ha necessidade de prolongar a vida útil e correr riscos de resultados inferiores. Técnica de Redução da Deformação: Para ter certeza de que toda a deformação residual foi removida e a microestrutura revelada, é recomendada uma seqüência de ataque e polimento . O uso desta seqüência ajudará a prevenir o sub ataque ou o sobre ataque da micro-secção. Esse primeiro ataque deverá ser aplicado na amostra polida durante poucos segundos quando usando uma mistura de hidróxido de amônia e peróxido de hidrogênio. A peça é então examinada para determinar o grau de ataque. A peça é levada para o passo final e polida apenas o bastante para remover os efeitos da aplicação do ataque inicial. A segunda aplicação do corrosivo deverá ser determinada de acordo com os resultados da primeira. Como resultado, todas ou quase todas as manchas ou sujeiras de metal remanescente foram removidas e ficará mais fácil observar a microestrutura com as interfaces distintas. Se a clareza da microestrutura não foi atingida um outro polimento e ataque são recomendados e mais cuidados devem ser tomados para evitar o super ataque.
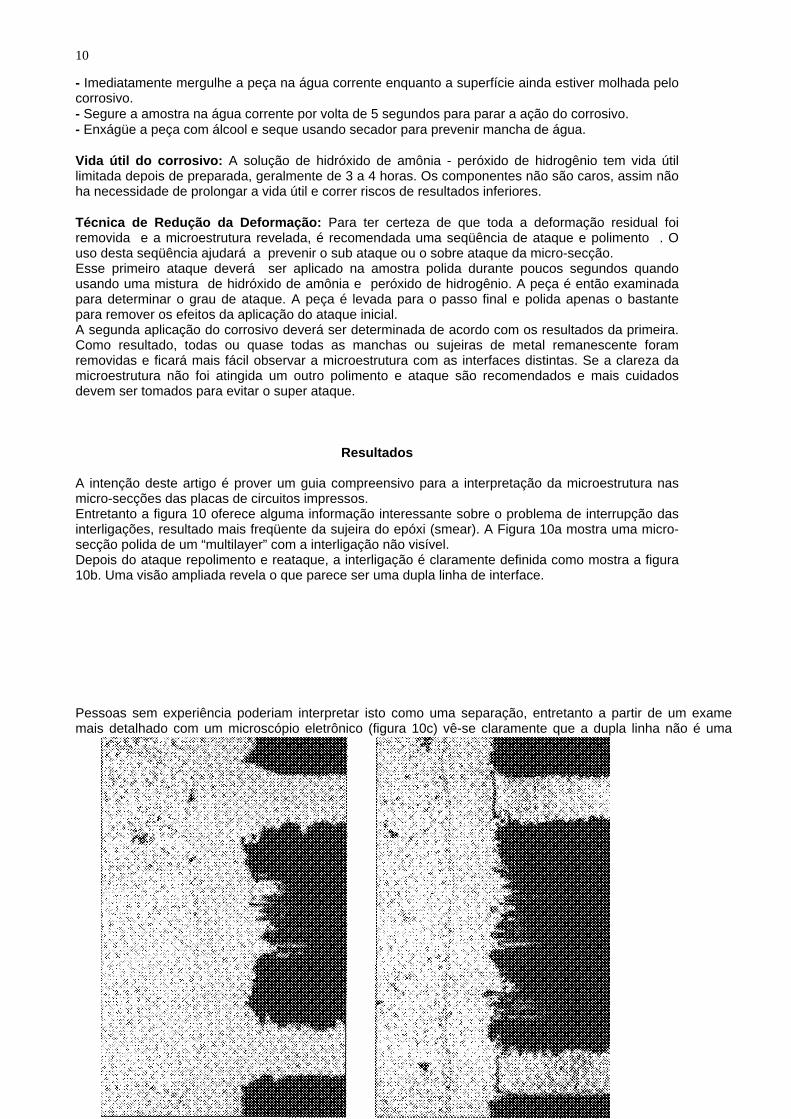
Resultados A intenção deste artigo é prover um guia compreensivo para a interpretação da microestrutura nas micro-secções das placas de circuitos impressos. Entretanto a figura 10 oferece alguma informação interessante sobre o problema de interrupção das interligações, resultado mais freqüente da sujeira do epóxi (smear). A Figura 10a mostra uma micro-secção polida de um “multilayer” com a interligação não visível. Depois do ataque repolimento e reataque, a interligação é claramente definida como mostra a figura 10b. Uma visão ampliada revela o que parece ser uma dupla linha de interface. Pessoas sem experiência poderiam interpretar isto como uma separação, entretanto a partir de um exame mais detalhado com um microscópio eletrônico (figura 10c) vê-se claramente que a dupla linha não é uma

11
separação e sim duas saliências de cobre. Isto indica que um excelente trabalho metalográfico foi realizado. A: Como polida B: Atacada
Resumo Para assegurar o uso correto da micro-secção o controle de qualidade deverá manter os seguintes padrões mínimos da prática do ataque. - Certifique-se que as amostras foram preparadas de acordo com os padrões de especificação do IPC. - Não realize a análise microseccional sem examinar as micro-secções polidas dentro das condições de ataque. - Use somente os corrosivos seguros e recomendados, preferencialmente o hidróxido de amônia-peróxido de hidrogênio. - Prepare e use os corrosivos de acordo com as instruções. - Ataque levemente primeiro, faça o repolimento e reataque a amostra pelo menos uma vez para assegurar a completa remoção das sujeiras de metal.
Conclusões
O micro-ataque é uma etapa essencial na técnica de micro-seccionamento. Para obter resultados consistentes, confiáveis e reproduzíveis, os técnicos devem entender o processo de ataque e aplicar os corrosivos nas amostras polidas de acordo com as regras fáceis de usar.
12
Seguindo essas regras, problemas e conflitos serão evitados. Informações valiosas serão obtidas. Isso também ajudará o fabricante de circuitos impressos a monitorar seus processos e reduzir as perdas por sucateamento.