tcc gest o da qualidade cintos de seguran a prof.cantizani£o da qualidade_cintos de... ·...
TRANSCRIPT

IZETE MATOS
GERALDO LEITE
GILBERTO LUVISOTTO
DESVIOS DE QUALIDADE NA FABRICAÇÃO DE
CINTOS DE SEGURANÇA
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial da Escola
Politécnica da Universidade de São Paulo
São Paulo
2008
2
IZETE MATOS
GERALDO LEITE
GILBERTO LUVISOTTO
DESVIOS DE QUALIDADE NA FABRICAÇÃO DE
CINTOS DE SEGURANÇA
Monografia apresentada à Escola Politécnica da USP
para obtenção do título de Especialista em
Administração Industrial
Área de Concentração: Gestão da Qualidade
Orientador: Prof. Dr. Antônio Cantizani Filho
São Paulo
2008
3º Quadrimestre
3
AGRADECIMENTOS
Agradecemos aos nossos professores da Fundação Vanzolini pelo apoio, dedicação e
paciência nestes 2 anos de curso. Estamos certos de sua contribuição para nosso crescimento
pessoal e profissional.
Aos amigos de estudos e colegas de classe, agradecemos pelo companheirismo e troca
de informações e experiências constantes, de grande valor para o nosso cotidiano e como
fonte inspiradora para o tema deste trabalho.
Agradecemos também aos nossos familiares, que compreenderam nossa ausência e
nosso esforço pela busca de um futuro melhor em nossas carreiras.
E, finalmente, agradecemos as nossas empresas, que contribuíram e apoiaram nossas
atividades estudantis, de forma a agregar valor ao nosso trabalho e a nós mesmos.

4
RESUMO
O trabalho consiste em realizar a análise de um desvio da qualidade no processo de
montagem de componentes para cintos de segurança. Trata-se de um caso real que está
impactando negativamente no resultado da empresa.
Com fundamentação teórica utilizaremos a metodologia e as ferramentas da qualidade
adequadas para investigar e identificar as possíveis causas do desvio da qualidade do
produto/processo e desenvolveremos ações corretivas, preventivas e propostas de melhoria.
O grupo pretende, com base em um estudo aprofundado, demonstrar como identificar
os desvios/problemas, as oportunidades de melhorias e os benefícios trazidos à empresa ao
implantá-las, sanando a ocorrência.

5
SUMÁRIO
1. INTRODUÇÃO................................................................................................................... 09
1.1. A História do Cinto de Segurança..................................................................................... 09
1.2. A Empresa......................................................................................................................... 10
1.3. Apresentação do Problema................................................................................................ 10
1.4. Objetivos do Trabalho....................................................................................................... 11
1.5. Relevância do Tema.......................................................................................................... 12
1.6. Estrutura do Trabalho........................................................................................................ 13
2. FUNDAMENTAÇÃO TEÓRICA....................................................................................... 14
2.1. O que é Qualidade............................................................................................................. 14
2.2. Diagrama de Pareto........................................................................................................... 16
2.3. Diagrama de Ishikawa....................................................................................................... 18
2.4. Ciclo PDCA...................................................................................................................... 20
2.5. Lição Ponto a Ponto.......................................................................................................... 22
3. COLETA DE DADOS........................................................................................................ 23
3.1. Identificação do Problema................................................................................................ 23
3.2. Análise da Causa............................................................................................................... 24
3.3. Implantação das Ações..................................................................................................... 28
3.4. Análise de Eficácia das Propostas.................................................................................... 39
4. DISCUSSÃO DOS RESULTADOS................................................................................... 43
5. CONCLUSÃO..................................................................................................................... 46
ANEXO 1: Ensaio de Compressão nº 000010......................................................................... 47
ANEXO 2: Ensaio de Extração nº 000011.............................................................................. 49
REFERÊNCIAS BIBLIOGRAFICAS..................................................................................... 51
6
LISTA DE FIGURAS
Figura 1.1 – Cinto de Segurança Netuno................................................................................. 11
Figura 2.1 – Diagrama de Pareto............................................................................................. 17
Figura 2.2 – Diagrama de Ishikawa......................................................................................... 19
Figura 2.3 – Ciclo PDCA......................................................................................................... 20
Figura 3.1 – Diagrama de Pareto referente ao Estudo de Caso................................................ 24
Figura 3.2 – Parafuso e Guia Metálica..................................................................................... 25
Figura 3.3 – Diagrama de Ishikawa (Análise dos Problemas no Conjunto do Regulador de
Altura)...................................................................................................................................... 26
Figura 3.4 – Parafuso, Guia Metálica e Guia Plástica.............................................................. 31
Figura 3.5 – Face Interna da Cabeça do Parafuso não encostada no Fundo do Alojamento da
Guia Metálica........................................................................................................................... 32
Figura 3.6 – Face Interna da Cabeça do Parafuso encostada no Fundo do Alojamento da Guia
Metálica.................................................................................................................................... 32
Figura 3.7 – Dispositivo Poka-Yoke (Montagem Incorreta do Subconjunto)......................... 33
Figura 3.8 – Dispositivo Poka-Yoke (Montagem Correta do Subconjunto)............................ 34
Figura 3.9 – Bucha de Recalque.............................................................................................. 34
Figura 3.10 – Máquina de Cravamento das Buchas................................................................. 35
Figura 3.11 – Subconjunto Deslocado (Posicionamento Incorreto)........................................ 35
Figura 3.12 – Subconjunto com Sensor (Posicionamento Correto)......................................... 36
Figura 3.13 – Cabeça do Parafuso fora de Especificação........................................................ 37
Figura 3.14 – Bucha fora de Posição....................................................................................... 37
Figura 3.15 – Especificações do Parafuso............................................................................... 37
Figura 3.16 – Especificações da Bucha................................................................................... 39
Figura 4.1 – Reclamações de Clientes 2008............................................................................ 43
7
LISTA DE TABELAS
Tabela 3.1 – Plano de Ação para resolução do problema do Regulador de Altura dos Cintos de
Segurança............................................................................................................... 29
Tabela 3.2 – Resultados do Plano de Ação implantado para resolução do problema do
Regulador de Altura dos Cintos de Segurança....................................................... 40
Tabela 4.1 – Percentual de Investimentos em relação ao Faturamento Mensal....................... 44

8
LISTA DE SIGLAS
Check-List – Lista de Verificações
Kgf – unidade de medida Kilograma Força
LPP – Lição Ponto a Ponto
min – unidade de medida Minutos
mm – unidade de medida Milímetros
N – unidade de medida Newton
PCP – Planejamento e Controle da Produção
P & D – Pesquisa e Desenvolvimento
PDCA – Método de Gestão baseado em 4 passos: Plan, Do, Check, Act (planejar, fazer,
checar e agir)
SAC – Serviço de Atendimento ao Cliente
Sanc - Solicitação de Análise de Não Conformidade
Top – Limite ou Encosto do Dispositivo
Poka-Yoke – Dispositivo à Prova de Erro
Try out – Teste Pré-Operação
9
1. INTRODUÇÃO
Quando se aborda o tema Qualidade tem-se, como foco principal, as características de
satisfação que um produto ou serviço proporciona aos seus clientes, acionistas, fornecedores e
à sociedade como um todo. Para que esta qualidade seja alcançada, toda cadeia produtiva da
empresa deve estar envolvida, incluindo desde operadores até a diretoria, seja da área de
qualidade ou não.
Em um mercado altamente competitivo, as indústrias se esforçam cada vez mais para
manter o padrão de qualidade dos produtos que fabricam e, até mesmo, superar os padrões
atuais.
Por isso, implantar um sistema de Gestão de Qualidade tem se tornado um requisito
indispensável nas indústrias para que possam estar inseridas competitivamente no mercado.
Isso passa a ser um pré-requisito para a efetivação de negócios, principalmente no mercado
externo.
Avaliando-se o contexto dos impactos gerados por desvios de qualidade na
competitividade das empresas e no mercado consumidor, torna-se clara a importância da
análise e discussão desse projeto.
1.1. A História do Cinto de Segurança
O cinto de segurança é um dos mecanismos mais conhecidos e universais de proteção
de ocupantes de veículos. É inquestionável o poder que esse mecanismo possui de reduzir a
probabilidade de mortes e de lesões graves de um ocupante e, ainda hoje, não há qualquer
outra solução de engenharia que suplante essa proteção.
O aparato foi desenvolvido durante a 2ª Guerra Mundial para evitar a morte de pilotos
de avião, por serem lançados para fora da cabine nos casos de aterrissagens forçadas.
Situações muito semelhantes, guardadas as devidas proporções, ocorriam em casos de colisão
e capotagem de veículos: um alto número de mortes por ejeções de ocupantes. Foi para se
evitar este fato e, por conseguinte, a morte do ocupante, que a indústria automobilística
passou a introduzir em seus produtos, lentamente ao longo da década de 60 e 70, uma
adaptação daquele mecanismo que a experiência da indústria aeronáutica tinha demonstrado
ser adequadamente eficiente.
Esse mecanismo para a retenção dos ocupantes de um veículo em seus assentos
também contribui para reduzir a probabilidade de choque dos corpos dos ocupantes contra a

10
estrutura interna dos veículos (painel de instrumentos, volante e, principalmente, pára-brisa),
nos casos de colisão ou freada brusca. É obrigatório por lei em aeronaves e veículos
automotores, exceto motocicletas, em quase todos os países do mundo. Em 1998 passou a ser
obrigatoriedade em todo território nacional.
Inicialmente, os cintos de segurança envolviam apenas o abdômen do usuário,
permitindo assim que o tronco fosse projetado para frente no momento da desaceleração.
Aperfeiçoados, os equipamentos modernos, chamados de cintos de segurança de três pontos,
cruzam o peito do usuário, proporcionando-lhe maior segurança. Até mesmo os bancos
traseiros já utilizam o novo modelo, não sendo freqüentemente desprezados como antes.
Em alguns automóveis modernos, sobretudo nos países desenvolvidos, uma
campainha soa ininterruptamente enquanto os cintos de segurança não forem afivelados,
obrigando os ocupantes do veículo a usá-los. Em outros, um mecanismo montado ao longo do
batente das portas afivela automaticamente os cintos, assim que estas são fechadas.
1.2. A Empresa
A Tecno Cintos de Segurança Ltda. (nome fictício para salvaguarda da fonte) fabrica
cintos de segurança e também alguns de seus componentes, oferecendo alta qualidade e
produtos em conformidade com as mais rigorosas normas e especificações técnicas,
equipando automóveis, camionetes, caminhões e ônibus que circulam pela Europa, Estados
Unidos, México, Rússia, China, Iran, África do Sul, Austrália e toda a América do Sul.
A empresa, localizada em São Paulo, possui atualmente 1,7 mil colaboradores e está
no mercado há 46 anos, atendendo clientes como Fiat, Renault, General Motors.
Sua produção anual gira em torno de 5 milhões de cintos por ano e no ano fiscal de
2007 registrou um faturamento de R$ 240 milhões.
1.3. Apresentação do Problema
O cenário atual da indústria Tecno Cintos é caracterizado por uma empresa de grande
porte, fabricante de cintos de segurança, que, atualmente, apresenta elevados índices de
reclamação por parte das montadoras devido a problemas com o regulador de altura dos cintos
modelo Netuno (Figura 1.1).

11
Figura 1.1 – Conjunto do regulador de altura. Fonte: Tecno Cintos
O trabalho está baseado em um fato real e ilustra como a devolução dos produtos por
grande parte dos clientes está afetando a competitividade da empresa no mercado, devido aos
altos custos gerados por problemas de qualidade.
De acordo com o número de Sanc’s (Solicitação de Análise de Não Conformidade)
abertas pudemos observar que este desvio, especificamente, deve ser tratado de maneira
rápida para que a qualidade dos produtos e a imagem da empresa sejam preservadas.
1.4. Objetivos do Trabalho
O trabalho foi desenvolvido com o objetivo de sanar o principal e mais crítico desvio
da qualidade encontrado na fábrica de cintos de segurança, Tecno Cintos, observado através
das constantes reclamações de mercado e de devoluções de peças com defeito.
Para isso, realizou-se um estudo / uma análise dos desvios da qualidade relacionados à
fabricação dos cintos de segurança, com base em fundamentos teóricos e algumas das
ferramentas da qualidade conhecidas como Pareto, Ishikawa e PDCA, para a investigação de
causas e a implantação de ações corretivas e proposta(s) de melhoria para resolução do
problema mais impactante.
Demonstraremos a eficácia da metodologia utilizada para a determinação da causa raiz
do problema (causa primária) e o benefício de sua aplicação para empresa, considerando a
redução do tempo gasto para investigação do desvio, a precisão dos resultados devido à
possibilidade de identificação e priorização do problema mais crítico, permitindo o tratamento
dos fatores que o causam e o aumento da confiabilidade do processo.

12
Desta maneira, ajustaremos o processo produtivo gerando uma significativa redução
de perda de produto e, conseqüentemente, de reclamações de mercado, proporcionando a
manutenção da qualidade e garantindo a satisfação dos clientes, a integridade da imagem da
empresa e sua permanência no mercado.
1.5. Relevância do Tema
Desvios de qualidade não podem ser analisados isoladamente, já que repercutem
negativamente em diversas áreas da empresa. Internamente, há aumento de perdas, retrabalho
e reprocesso durante as etapas de fabricação, além do aumento de inspeções e testes a serem
realizados. Estes desvios acabam por elevar o custo do produto, com conseqüente aumento do
preço de venda, o que ocasiona uma redução da competitividade do produto no mercado. Ou
ainda, se os preços são mantidos, há sérios prejuízos financeiros para a empresa.
Os defeitos de qualidade que não são identificados internamente e que chegam aos
consumidores acarretam em impactos externos importantes. Clientes insatisfeitos devido à
presença de desvios de qualidade no produto afetam negativamente as vendas da empresa; há
queda no consumo e, conseqüente, queda do faturamento da empresa. A ocorrência prejudica
a imagem do produto e, principalmente, da empresa, uma vez que o marketing negativo se
alastra mais rapidamente que o marketing positivo.
Portanto, é de fundamental importância para Gestão da Qualidade, realizar análises
embasadas para focar as ações nas reais causas dos problemas, as quais geram os maiores
impactos negativos para empresa. Atacando corretamente a fonte causadora do desvio da
qualidade e priorizando determinadas ações (corretivas e/ou preventivas), evitamos perda de
tempo, dinheiro e desgastes desnecessários e aceleramos o processo de tratamento de desvios.
Por isso, o enfoque deste trabalho e sua importância consistem no uso de ferramentas
que nos levam a realização de uma boa gestão da qualidade, a qual se torna essencial para a
fabricação de produtos dentro dos padrões de qualidade exigidos. A excelência em qualidade
possibilita que as empresas reduzam os índices de erros, perdas, retrabalhos, inspeções e
testes, custos e, até mesmo, prazos de lançamento de novos produtos no mercado. Com isso,
aumentam-se os rendimentos, a capacidade produtiva, o desempenho de entregas
(pontualidade e confiabilidade) e as vendas.
O trabalho identifica as etapas que devem ser percorridas para sanar o desvio de
qualidade mais crítico identificado, problema no regulador de altura do cinto de segurança,

13
item de vital importância para a sobrevivência do negócio e para preservação da vida do
consumidor, quando falamos de segurança.
1.6. Estrutura do Trabalho
O trabalho está dividido em 5 capítulos, os quais apresentam os temas relacionados
abaixo:
� Capítulo 1
- Introdução ao tema do trabalho;
- Apresentação do objetivo e importância do assunto tratado.
� Capítulo 2
- Apresentação de fundamentos teóricos, nos quais o trabalho foi baseado;
- Apresentação das Ferramentas da Qualidade utilizadas para a identificação e o
tratamento de desvios da qualidade.
� Capítulo 3
- Identificação do problema;
- Análise do problema;
- Identificação das possíveis causas;
- Elaboração do plano de ação para saná-las;
- Monitoramento e avaliação das ações implantadas.
� Capítulo 4
- Discussão dos Resultados Finais.
� Capítulo 5
- Conclusão.

14
2. FUNDAMENTAÇÃO TEÓRICA
2.1. O que é Qualidade?
O termo Qualidade vem do latim Qualitate e é utilizado em situações bem distintas.
Por exemplo, quando se fala da qualidade de vida das pessoas de um país ou região, da
qualidade da água que se bebe ou do ar que se respira, da qualidade do serviço prestado por
uma empresa, ou ainda, da qualidade de um produto tangível. Como o termo tem diversas
utilizações, o seu significado nem sempre é de definição clara e objetiva.
Por isso, desde o século XX, onde a qualidade se tornou instrumento de
competitividade para a estratégia dos negócios, há várias definições para qualidade que se
expandiram para o século XXI:
- “Propriedade pela qual algo ou alguém se individualiza distinguindo-se dos demais,
importância, valor, distinção, característica essencial, atributo, predicado, particularidade,
excelência, virtude, grau de perfeição, grau de precisão, grau de conformidade a um certo
padrão”;
Dicionário Moderno da Língua Portuguesa, Michaelis On-line. 2008.
- “Satisfação das necessidades do cliente, em primeiro lugar” (Deming, 1960);
(CARVALHO, M. & PALADINI, E., 2005, p. 12).
- “Conformidade com as especificações”. “Prevenir não-conformidades é mais barato
que corrigir ou refazer o trabalho”. “A qualidade é um atributo, uma característica que, por
comparação com um ponto padronizado ou de referência, pode ser considerado correto ou
incorreto, não é uma variável, uma característica que pode ser medida”. (Crosby, 1979);
- “É uma barreira de proteção à vida, é adequação ao uso” (Juran, 1974);
- “Grau de excelência a um preço aceitável” (Bhoh, 1974);
(CARVALHO, M. & PALADINI, E., 2005, p. 9).
- "Corresponde ao mínimo de perdas que o produto confere à sociedade, desde sua
produção" (Taguchi, 1962);
(CARVALHO, M. & PALADINI, E., 2005, p.18).
- “É a composição total das características de marketing, projeto, produção e
manutenção dos bens e serviços, através dos quais os produtos atenderão às expectativas do
cliente” (Feigenbaum, 1983);
(CARVALHO, M. & PALADINI, E., 2005, p.14).

15
- “Capacidade de satisfazer as necessidades, tanto na hora da compra, quanto durante a
utilização, ao melhor custo possível, minimizando as perdas e melhor do que os concorrentes”
(Teboul, 1991);
- “Fazer certo a primeira vez” (Slack, 1993);
- “Atender ao que foi especificado; Conjunto de características de um processo,
produto, organização que lhe conferem aptidão para satisfazer necessidades explícitas ou
implícitas” (ISO 8402:1993);
- “Grau no qual um conjunto de características inerentes que satisfaz a requisitos”
(ISO 9000:2000);
- “Interação da adequação ao padrão, ao uso, ao custo e à necessidade latente” (Shoji
Shiba, 2001);
Diante de tantos conceitos, pode-se concluir que a qualidade não acontece sem
planejamento e, de modo geral, a qualidade de um produto ou serviço pode ser olhada de duas
ópticas: a do produtor e a do cliente. Do ponto de vista do produtor, a qualidade se associa à
concepção e produção de um produto que vai ao encontro das necessidades do cliente. Do
ponto de vista do cliente, a qualidade está associada ao valor e à utilidade reconhecidas ao
produto, estando, em alguns casos, ligada ao preço.
Uma coisa é certa: a qualidade não é unidimensional. Quer dizer, os clientes não
avaliam um produto tendo em conta apenas uma das suas características, mas várias (por
exemplo, a sua dimensão, cor, durabilidade, design, funções que desempenha, etc). Assim, a
qualidade é um conceito multidimensional.
Do ponto de vista da empresa, contudo, se o objetivo é oferecer produtos e serviços de
qualidade, o conceito não pode ser deixado ao acaso, tem de ser definido de forma clara e
objetiva. Isso significa que a empresa deve apurar quais são as necessidades dos clientes e, em
função destas, definir os requisitos de qualidade de seus produtos. Os requisitos são definidos
em termos de variáveis como: comprimento, largura, altura, peso, cor, resistência,
durabilidade, funções desempenhadas, tempo de entrega, simpatia de quem atende ao cliente,
rapidez do atendimento, eficácia do serviço, etc. Cada requisito é, em seguida, quantificado, a
fim de que a qualidade possa ser interpretada por todos (empresa, trabalhadores, gestores e
clientes) exatamente da mesma maneira. Os produtos devem exibir esses requisitos, a
publicidade se faz em torno desses requisitos, o controle de qualidade visa assegurar que esses
requisitos estejam presentes no produto, a medição da satisfação se faz para apurar em que
medida esses requisitos estão presentes e em que medida estes vão realmente ao encontro das

16
necessidades. Todo o funcionamento da empresa gira em torno da oferta do conceito de
qualidade que foi definido.
Controle da qualidade, garantia da qualidade e gestão da qualidade são conceitos
relacionados com o de qualidade na indústria e serviços. Gestão da qualidade é o processo de
conceber, controlar e melhorar os processos da empresa sejam processos de gestão, de
produção, de marketing, de gestão de pessoal, de faturação, de cobrança ou outros. A gestão
da qualidade envolve a concepção dos processos e dos produtos/serviços, envolve a melhoria
dos processos e o controle de qualidade. Garantia da qualidade são as ações tomadas para
redução de defeitos. Controle da qualidade são as ações relacionadas com a medição da
qualidade, para diagnosticar se os requisitos estão sendo respeitados e se os objetivos da
empresa estão sendo atingidos.
Portanto, como satisfação do cliente é intimamente ligada à qualidade, tendo este
impacto direto sobre o desempenho do produto, torna-se essencial a utilização de algumas
ferramentas da administração industrial aplicadas ao monitoramento da função qualidade. As
ferramentas estatísticas para a qualidade têm como objetivo a solução analítica de problemas,
por exemplo. O uso dessas ferramentas auxilia a abordagem de problemas por metodizar a
coleta e a visualização dos dados disponíveis, permitindo uma análise crítica do mesmo. A
maioria delas tem como ponto em comum a visualização gráfica dos dados, o que facilita o
entendimento global da situação e conseqüente tomada de decisão. É o que está estruturado
neste trabalho, onde foram escolhidas algumas ferramentas da qualidade para o Estudo de
Caso na indústria Tecno Cintos.
2.2. Diagrama de Pareto
O Diagrama de Pareto é um gráfico de barras verticais que ordena as freqüências das
ocorrências, da maior para a menor, permitindo a localização dos problemas mais importantes
e a eliminação de perdas. Pode-se também, acompanhar os resultados obtidos pelas ações
tomadas, fazendo um acompanhamento pelo gráfico, verificando a evolução dos problemas.
As barras são dispostas a partir da esquerda para a direita, começando da maior para a menor,
o que permite a priorização dos problemas para determinar qual será abordado inicialmente.
Esta teoria é de grande valia, já que sabemos que as “poucas causas levam à maioria das
perdas, ou seja, poucas são vitais, a maioria é trivial” (Juran, 1974).
17
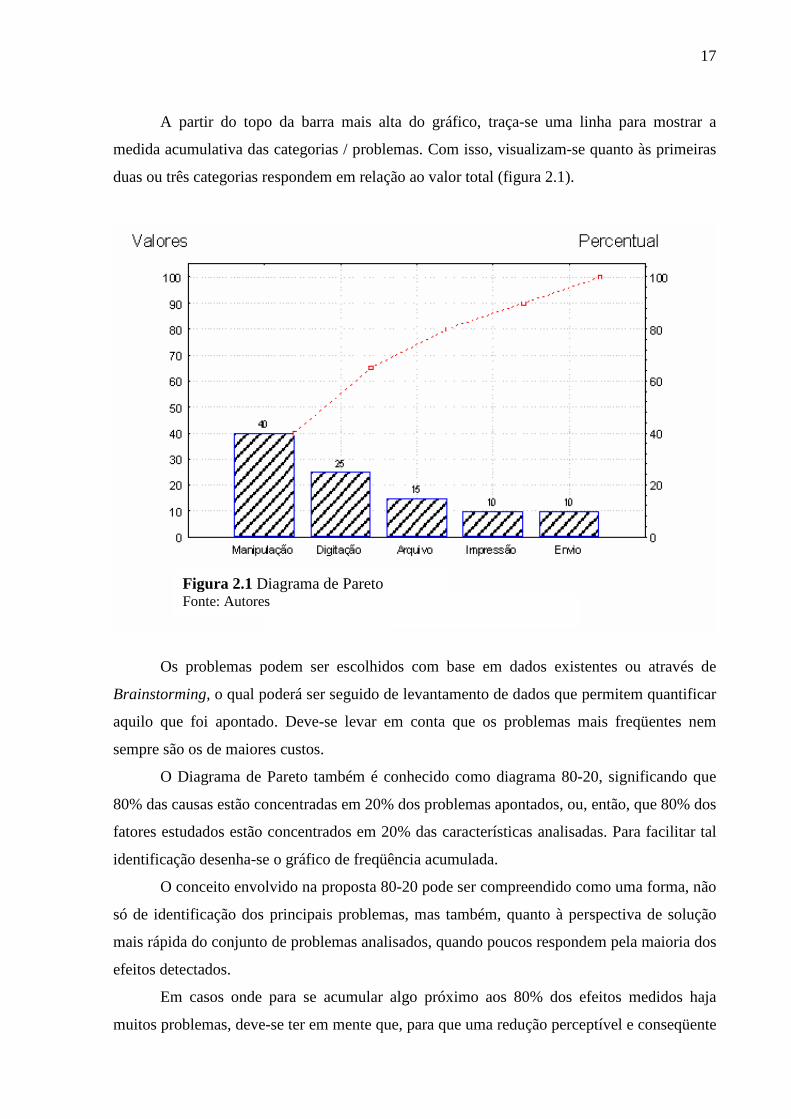
A partir do topo da barra mais alta do gráfico, traça-se uma linha para mostrar a
medida acumulativa das categorias / problemas. Com isso, visualizam-se quanto às primeiras
duas ou três categorias respondem em relação ao valor total (figura 2.1).
Os problemas podem ser escolhidos com base em dados existentes ou através de
Brainstorming, o qual poderá ser seguido de levantamento de dados que permitem quantificar
aquilo que foi apontado. Deve-se levar em conta que os problemas mais freqüentes nem
sempre são os de maiores custos.
O Diagrama de Pareto também é conhecido como diagrama 80-20, significando que
80% das causas estão concentradas em 20% dos problemas apontados, ou, então, que 80% dos
fatores estudados estão concentrados em 20% das características analisadas. Para facilitar tal
identificação desenha-se o gráfico de freqüência acumulada.
O conceito envolvido na proposta 80-20 pode ser compreendido como uma forma, não
só de identificação dos principais problemas, mas também, quanto à perspectiva de solução
mais rápida do conjunto de problemas analisados, quando poucos respondem pela maioria dos
efeitos detectados.
Em casos onde para se acumular algo próximo aos 80% dos efeitos medidos haja
muitos problemas, deve-se ter em mente que, para que uma redução perceptível e conseqüente
Figura 2.1 Diagrama de Pareto Fonte: Autores

18
melhoria da situação analisada, é necessário atuar em diversas frentes simultaneamente. Do
contrario deve-se aguardar um tempo bem maior para que a redução do conjunto de efeitos
seja percebida.
Os problemas ou características analisadas podem estar listados em grande número,
sendo que muitos são pouco representativos, isto é, surgem com baixa freqüência ou
incidência, e por razões de simplificação do trabalho de compreensão da ferramenta são
agrupados recebendo o título “Outros” (Slack et al., 2002).
2.3. Diagrama de Ishikawa
Conhecido também como Diagrama de Causa e Efeito ou Diagrama Espinha de Peixe
é uma ferramenta gráfica utilizada para o gerenciamento e controle da qualidade em diversos
processos.
Essa ferramenta, proposta pelo engenheiro químico Kaoru Ishikawa, permite
classificar todos os tipos de problemas nas categorias denominadas 5 M´s:
- Método;
- Matéria-prima;
- Mão-de-obra;
- Máquinas;
- Meio Ambiente.
Este sistema permite estruturar hierarquicamente as causas de determinado problema
ou oportunidade de melhoria, bem como seus efeitos sobre a qualidade dos produtos. Permite,
também, estruturar qualquer sistema que necessite de resposta de forma gráfica e sintética
para melhor visualização.
Ishikawa observou que embora nem todos os problemas pudessem ser resolvidos por
essa ferramenta, ao menos 95% poderiam ser, e que, qualquer trabalhador fabril, poderia
efetivamente utilizá-las.
Para a implementação do Diagrama de Ishikawa não há limites. As empresas que
preferem ir além dos padrões convencionais podem identificar e demonstrar em diagramas
específicos a origem de cada uma das causas do efeito, isto é, as causas das causas do efeito.
A riqueza de detalhes pode ser determinante para uma melhor qualidade dos resultados do
projeto. Quanto mais informações sobre os problemas da empresa forem disponibilizadas
maiores serão as chances de livrar-se deles.

19
O diagrama é composto por uma principal horizontal, com a indicação à direita, em
um quadro, do efeito ou sintoma existente, ou seja, o problema apontado. Pode ser elaborado
de forma a indicar os primeiros pontos anotados, e, em seguida, identificar as causas dos
mesmos (classificação do processo), dentro das categorias denominadas 5 M´s.
O diagrama mostra as causas reais dos problemas e sua(s) origem(s) e não aquelas que
aparentam serem óbvias, pois estas, na maioria das vezes, são apenas conseqüências de causas
anteriores.
A estrutura da figura 2.2 é mais comumente utilizada para processos industriais. Em
serviços, as categorias podem ser organizadas como Equipamentos, Políticas, Procedimentos,
Pessoas e Meio Ambiente.
Figura 2.2 Diagrama de Ishikawa Fonte: Apostila Adm. Ind. de Planejamento e Organização da Qualidade
Através do uso da ferramenta acima se deve procurar eliminar as causas primárias e
não os seus efeitos. Para ir o mais longe possível na identificação das causas deve-se
perguntar o porquê de cada uma das causas de 3 a 4 vezes. Identificadas as possíveis causas
devem-se selecionar as mais prováveis ou aquelas que por outros meios indiquem ser as mais
importantes.
MÃO DE OBRA MÉTODO MÁQUINA
MATERIAL MEIO AMBIENTE
PROBLEMA
CAUSA EFEITO
20
É importante lembrar que uma mesma causa primária potencial pode aparecer em
diversos ramos, entretanto, quando de sua solução, deve-se atentar para a seqüência que liga a
causa primária ao problema.
Um dos pontos críticos na elaboração do diagrama é até que ponto ir e quando parar no
aprofundamento do problema. Quando se está sendo superficial demais e quando está
havendo um desvio do problema original? Por isso a sugestão é levar o problema até três a
quatro níveis a partir do problema inicial apontado, ou usar o bom senso do grupo para buscar
soluções para os problemas apontados dentro dos recursos disponíveis (Brassard, 1992).
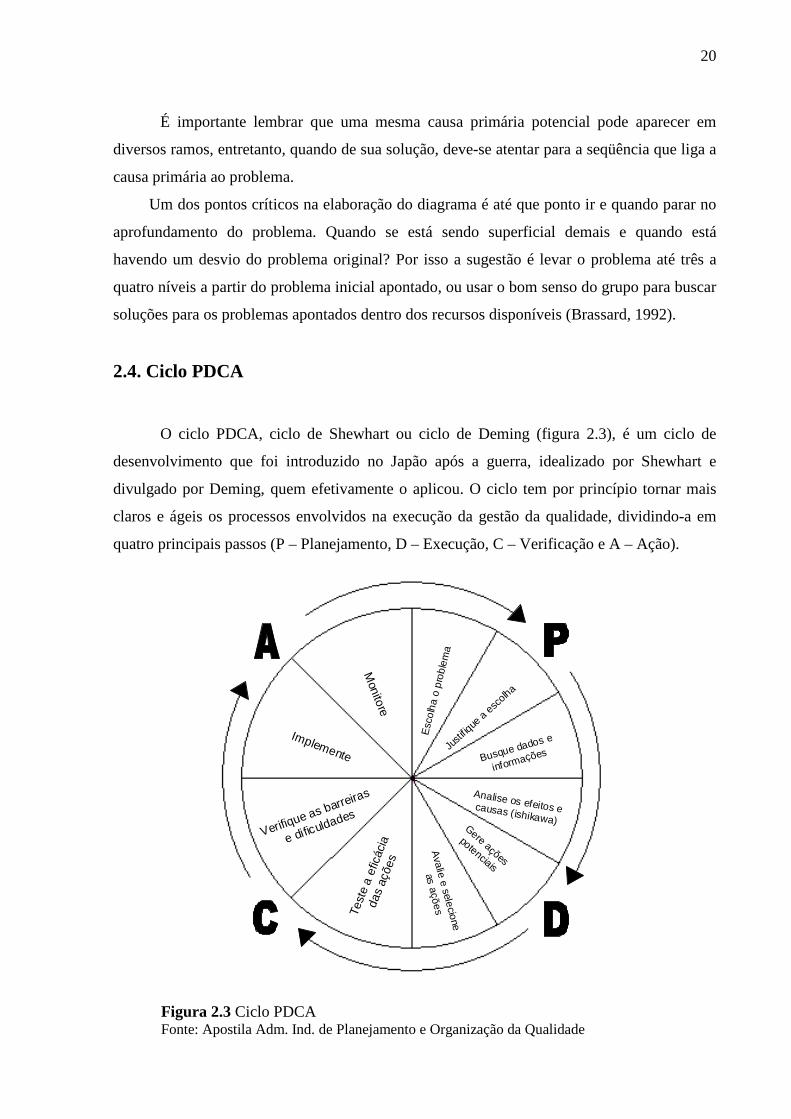
2.4. Ciclo PDCA
O ciclo PDCA, ciclo de Shewhart ou ciclo de Deming (figura 2.3), é um ciclo de
desenvolvimento que foi introduzido no Japão após a guerra, idealizado por Shewhart e
divulgado por Deming, quem efetivamente o aplicou. O ciclo tem por princípio tornar mais
claros e ágeis os processos envolvidos na execução da gestão da qualidade, dividindo-a em
quatro principais passos (P – Planejamento, D – Execução, C – Verificação e A – Ação).
Figura 2.3 Ciclo PDCA Fonte: Apostila Adm. Ind. de Planejamento e Organização da Qualidade
Esc
olha
o p
robl
ema
Justi
fique
a escolha
Busque dados e
informações
Analise os efeitos e causas (ishikawa)Gere ações
potenciais
Avalie e selecione
as açõesTest
e a
efic
ácia
da
s aç
ões
Verifique as barreiras
e dificuldades
Implemente
Monitore
Esc
olha
o p
robl
ema
Justi
fique
a escolha
Busque dados e
informações
Analise os efeitos e causas (ishikawa)Gere ações
potenciais
Avalie e selecione
as açõesTest
e a
efic
ácia
da
s aç
ões
Verifique as barreiras
e dificuldades
Implemente
Monitore
21
Esta ferramenta é de extrema importância, visto que as empresas precisam promover
as mudanças necessárias em tempo adequado (precisam agir rapidamente na solução de
problemas), a fim de atender às necessidades dos clientes e consequentemente garantir a sua
sobrevivência no mercado.
O ciclo do PDCA é um método de gestão que pode ser utilizado em qualquer empresa
de forma a garantir o sucesso nos negócios, independentemente da área ou departamento
(vendas, compras, engenharia, produção, finanças, etc).
As ferramentas da qualidade consistirão os recursos necessários para a coleta, o
processamento e a disposição das informações necessárias à condução das etapas do PDCA.
O ciclo começa pelo planejamento, em seguida a ação ou conjunto de ações planejadas
são executadas, checa-se se o que foi feito estava de acordo com o planejado, constantemente
e repetidamente (ciclicamente), e toma-se uma ação para eliminar ou ao menos mitigar
defeitos no produto ou na execução. Os passos são os seguintes:
- Plan (planejar) : estabelecer objetivos (metas) e os procedimentos e processos
(metodologias) necessários para o atingimentos dos resultados.
- Do (executar) : realizar, executar as atividades exatamente como foi previsto na etapa
de planejamento (Plano de Ação), algumas vezes tendo necessidade de treinamento. Coletar
dados que serão utilizados na etapa seguinte e que possam fornecer informações sobre a
obtenção da meta.
- Check (verificar) : A partir dos dados coletados na etapa de Execução, avaliar os
resultados alcançados comparando-os com a meta planejada. Monitorar e avaliar
periodicamente resultados e processos, consolidando as informações, eventualmente
confeccionando relatórios.
- Act (agir) : Agir de acordo com o avaliado na etapa anterior. Caso o plano não tenha
sido efetivo, será necessário agir sobre as causas do não atingimento da meta, iniciando-se um
novo giro do PDCA, de forma a melhorar a qualidade, eficiência e eficácia, aprimorando a
execução e corrigindo eventuais falhas. Caso a meta tenha sido alcançada, o plano proposto é
adotado como padrão, estabelecendo os meios para a manutenção dos bons resultados.
Quanto mais informações forem agregadas ao método, maiores serão as chances de
alcance da meta e maior será a necessidade da utilização de ferramentas apropriadas para
coletar, processar, dispor informações durante o ciclo do PDCA.

22
2.5. Lição Ponto a Ponto
O maior desafio dos chefes e gerentes que trabalham em grandes empresas e que têm
muitos funcionários sob sua responsabilidade é elaborar sistemas para alavancar a evolução
das pessoas que trabalham em seu time. Há necessidade de trabalhar com funcionários cada
vez mais qualificados e que apliquem seus conhecimentos no dia-a-dia, agregando valor aos
produtos e serviços. Para que isso ocorra é necessário motivar e incentivar os funcionários e
mostrar a importância do estudo e treinamento.
O objetivo de uma atividade de treinamento é promover e consolidar a mudança
cultural da empresa através do conjunto de conhecimentos, habilidades e atitudes.
A “Lição Ponto a Ponto” ou “Curso de Um Tema” é um recurso de treinamento de
funcionários, utilizado em muitas empresas, que permite o desenvolvimento conjunto do
instrutor e do treinador, possibilitando um aprendizado de maneira rápida, clara e objetiva e
em um curto espaço de tempo.
O treinamento no local de trabalho é um processo que transmite conhecimento de
forma eficaz e de alto desempenho, pois o receptor, ao receber o conhecimento do seu
superior ou colega de trabalho, tem a possibilidade de esclarecer dúvidas e colocar em prática
imediatamente, se for necessário.
Para a elaboração de uma LPP deve-se:
- Identificar o assunto que será abordado na LPP;
- Utilizar recursos de figuras, gráfico, fotos que ilustrem o assunto a ser tratado;
- Não colocar dois assuntos diferentes em uma LPP.
Após a elaboração da LPP deve-se identificar o tema a ser ensinado, o tipo de enfoque,
preencher o nome de quem elaborou e a data de preparação. Geralmente, adota-se um número
seqüencial para o documento e solicita-se a aprovação da chefia.
Finalizando esta etapa, inicia-se a multiplicação de conhecimentos através da LPP. O
instrutor irá habilitar e passar as informações contidas na LPP para o funcionário. A
capacitação deverá ser registrada com um visto do instrutor e do participante, e com a data do
treinamento.
A utilização deste recurso terá como resultado a ruptura da rotina diária de trabalho, o
sentimento do funcionário de capacitar, de ensinar, educar e aperfeiçoar um processo da
empresa.

23
O ideal é desenvolver um cronograma mensal para esta atividade e eleger um
representante a cada novo tema.
3. COLETA DE DADOS
A indústria Tecno Cintos trabalha com o sistema de venda através de apresentações de
protótipos desenvolvidos pela empresa ou conforme solicitação do cliente.
O levantamento de dados na indústria Tecno Cintos foi realizado para identificar o seu
principal problema de qualidade e poder focar a análise e atuação sobre ele. Esse
levantamento foi realizado através do SAC, em conjunto com a Qualidade, onde se registram
as reclamações e se recebem as devoluções de produtos com desvios de qualidade oriundos
das montadoras. As reclamações são classificadas por tipo de problema.
3.1. Identificação do Problema
O melhor indicador externo para avaliar os desvios de qualidade é o percentual de
devoluções em relação ao faturamento. Esse indicador está diretamente relacionado com o
impacto financeiro negativo causado na empresa.
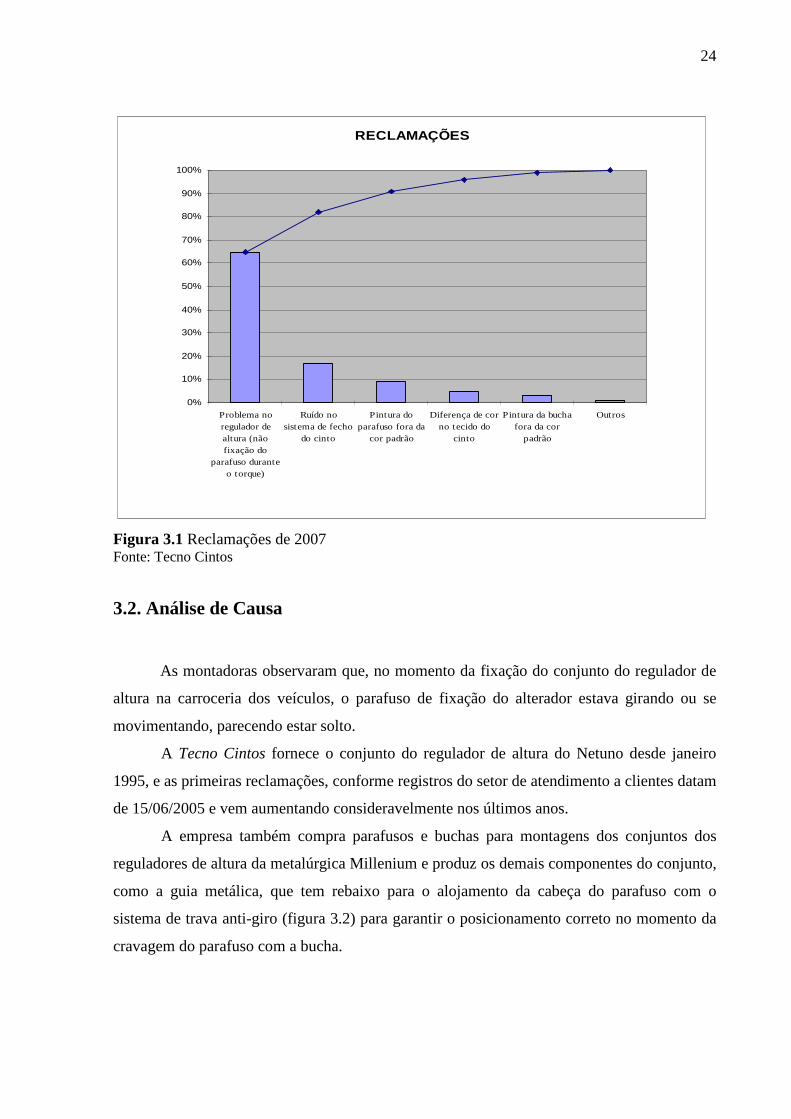
O Diagrama de Pareto (figura 3.1) mostra o número de reclamações recebidas no
período de 2007, de acordo com os problemas relatados. Para este período, pode-se observar
que 65% das reclamações estão relacionadas ao regulador de altura do cinto de segurança,
maior e mais freqüente dos problemas que, juntamente com o segundo, responde pela maioria
dos desvios relatados.
24
Figura 3.1 Reclamações de 2007 Fonte: Tecno Cintos
3.2. Análise de Causa
As montadoras observaram que, no momento da fixação do conjunto do regulador de
altura na carroceria dos veículos, o parafuso de fixação do alterador estava girando ou se
movimentando, parecendo estar solto.
A Tecno Cintos fornece o conjunto do regulador de altura do Netuno desde janeiro
1995, e as primeiras reclamações, conforme registros do setor de atendimento a clientes datam
de 15/06/2005 e vem aumentando consideravelmente nos últimos anos.
A empresa também compra parafusos e buchas para montagens dos conjuntos dos
reguladores de altura da metalúrgica Millenium e produz os demais componentes do conjunto,
como a guia metálica, que tem rebaixo para o alojamento da cabeça do parafuso com o
sistema de trava anti-giro (figura 3.2) para garantir o posicionamento correto no momento da
cravagem do parafuso com a bucha.
RECLAMAÇÕES
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Problema noregulador dealtura (nãofixação do
parafuso duranteo torque)
Ruído nosistema de fecho
do cinto
Pintura doparafuso fora da
cor padrão
Diferença de corno tecido do
cinto
Pintura da buchafora da cor
padrão
Outros

25
Figura 3.2 Parafuso e Guia Metálica A – Rebaixo para alojamento da cabeça do parafuso. B – Alojamento do sistema de trava do parafuso. C – Sistema de trava do parafuso. Fonte: Tecno Cintos
Para atuar na causa do problema formou-se uma equipe multidisciplinar com o
objetivo de estudar o processo e identificar as possíveis causas de desvio de qualidade do
produto, evidenciado no Diagrama de Pareto: O problema no regulador de altura do cinto de
segurança.
As investigações foram iniciadas através de reuniões da equipe, composta pelos
seguintes setores: Engenharia de Processos, P & D, Qualidade, Produção – Montagem e
Ferramentaria, PCP, Manutenção e Serviço de Atendimento ao Cliente. Esta equipe realizou
um brainstorm identificando as causas que geravam o desvio de qualidade, esquematizando-
as no Diagrama de Ishikawa, conforme figura 3.3.
BA C
BA C

26
Figura 3.3 Diagrama de Ishikawa (Análise dos Problemas no Conjunto do Regulador de Altura) Fonte: Tecno Cintos
Meio Ambiente
Mão-de-Obra Materiais
Métodos e Meios de Medição
Máquinas
Parafuso do Regulador de Altura
girando durante torque
Disposi tiv
o de
p osi cion amen to
inadequado para de te cta r
fa lha na montagem
Fa lta deatenção do o pera dor n a mon ta ge m
Diagrama Ishikawa
Análise dos prob lemas no conjunto do regulador de a ltura
Du reza do
para fu so aba ixo do e speci fi cad o
Ausênc
ia d
e
qualifi
caçã
o do
forn
ecedo
res
Fa lh a na mon ta ge m do
p arafuso co m guia metáli ca
D ispo sitivo d e posi cion amen to da mon ta ge m do para fu so na
guia metáli ca nã o detecta mo ntag em inco rreta.
Nã o fi xação d o para fu so
me smo ap ós a cra va ge m da buch a
Ausên
cia d
e
Progr
ama de
Tre ina
men
to
adequa
do
Desmotiva ç ão
Aus
ênci
a de
re
com
pens
a /
prem
iaçã
o
(re
conh
ecim
ent
o)
Ausência de
pol ítica de
b enefício s
Fal ta de disposi tivo
a prova de erro
Fal ta de parâmetros para r egu lagem
do
curso do ci lindro hidr áulico, respons áve l
pe lo cravamento das buchas
Altera çõ
es cons
tant
es n
o
plan
ejament
o da
produ
ção
C onfl ito entre
o s se to res
C ompri mento d o para fu so
fo ra da esp ecifica ção
Fa lha n aamostrag emDiâmetro extern o
da b uch a fo ra de espe cifica ção
Aus
ência
de
Pro
ced
imen
to
pad
rão
Desg aste dos ferra me ntais
da máq uin a
Fa lha s na
manuten ç ão
preventiva
Al ta n ecessidad e
de re tra balho s
Falha n a i nspe ção
visua l (con tro le do
processo)
Ausência de
p roced imen tos
padrão
Ausên cia d e
Ind ica dore s d a Q ua li dad e
Ausência d e
Proced imen to
pad rão
Altera ção de
p edido s d e
cli en te s
Meio Ambiente
Mão-de-Obra Materiais
Métodos e Meios de Medição
Máquinas
Parafuso do Regulador de Altura
girando durante torque
Disposi tiv
o de
p osi cion amen to
inadequado para de te cta r
fa lha na montagem
Fa lta deatenção do o pera dor n a mon ta ge m
Diagrama Ishikawa
Análise dos prob lemas no conjunto do regulador de a ltura
Du reza do
para fu so aba ixo do e speci fi cad o
Ausênc
ia d
e
qualifi
caçã
o do
forn
ecedo
res
Fa lh a na mon ta ge m do
p arafuso co m guia metáli ca
D ispo sitivo d e posi cion amen to da mon ta ge m do para fu so na
guia metáli ca nã o detecta mo ntag em inco rreta.
Nã o fi xação d o para fu so
me smo ap ós a cra va ge m da buch a
Ausên
cia d
e
Progr
ama de
Tre ina
men
to
adequa
do
Desmotiva ç ão
Aus
ênci
a de
re
com
pens
a /
prem
iaçã
o
(re
conh
ecim
ent
o)
Ausência de
pol ítica de
b enefício s
Fal ta de disposi tivo
a prova de erro
Fal ta de parâmetros para r egu lagem
do
curso do ci lindro hidr áulico, respons áve l
pe lo cravamento das buchas
Altera çõ
es cons
tant
es n
o
plan
ejament
o da
produ
ção
C onfl ito entre
o s se to res
C ompri mento d o para fu so
fo ra da esp ecifica ção
Fa lha n aamostrag emDiâmetro extern o
da b uch a fo ra de espe cifica ção
Aus
ência
de
Pro
ced
imen
to
pad
rão
Desg aste dos ferra me ntais
da máq uin a
Fa lha s na
manuten ç ão
preventiva
Al ta n ecessidad e
de re tra balho s
Falha n a i nspe ção
visua l (con tro le do
processo)
Ausência de
p roced imen tos
padrão
Ausên cia d e
Ind ica dore s d a Q ua li dad e
Ausência d e
Proced imen to
pad rão
Altera ção de
p edido s d e
cli en te s

27
De acordo com o diagrama apresentado, podemos identificar várias possíveis causas
primárias do problema evidenciado. Analisamos cada uma das causas detalhadamente:
MÁQUINA
1. Falta de dispositivo a prova de erro: A montagem incorreta do parafuso na guia
metálica (componentes do regulador de altura do cinto de segurança) não era detectada na
máquina no momento da cravagem do parafuso com a bucha, ocasionando a folga do parafuso
permitindo seu giro no momento de fixação do alterador.
2. Ausência de Manutenção Preventiva: Alguns ferramentais da máquina apresentam
deformações e desgastes. O Programa de Manutenção Preventiva não está sendo cumprido,
havendo grandes atrasos nos prazos. Não é feita manutenção preventiva nos dispositivos da
máquina.
3. Falta de Parâmetros de Regulagem para o cravamento das buchas: Não há
parâmetros para regulagem de pressão (força exercida para o cravamento do parafuso com a
bucha) no cilindro hidráulico, permitindo que o parafuso fique solto mesmo após o
cravamento.
MATERIAIS
4. Ausência de Qualificação de Fornecedores: Os fornecedores são escolhidos de
acordo com o melhor preço e prazo de entrega. Não há uma auditoria de qualidade para
garantir maior confiança e parceria no fornecimento adequado dos materiais (matérias-
primas).
5. Ausência de Procedimento Padrão de Amostragem: Os materiais fora de
especificação não são detectados, pois não há um procedimento padronizado definido para sua
realização. Escolhem-se, aleatoriamente, as peças e muitos requisitos não são avaliados.
MÃO-DE-OBRA
6. Ausência de Política de Benefícios e de Reconhecimento: Devido à falta de
incentivos, os operadores estão desmotivados e mais propensos a erros no processo de
montagem dos componentes.
7. Ausência de Treinamento adequado para Qualificação de Pessoal: Não há um
programa de treinamento e reciclagem nas operações executadas rotineiramente, permitindo a
utilização errada e/ou modificações equivocadas de funções dos equipamentos.
28
MÉTODOS e MEIOS DE MEDIÇÃO
8. Ausência de Procedimento Padrão para realização do Controle do Processo: Não
há uma metodologia definida para o controle do processo (unidades amostradas em
determinada freqüência), não sendo possível detectar erros durante a manufatura.
9. Ausência de Procedimento Padrão de Indicadores da Qualidade: Não há
indicadores de qualidade que permitam identificar com mais rapidez e foco quais os principais
problemas encontrados no sistema da empresa.
MEIO AMBIENTE
10. Alterações de pedidos de clientes: Ocorrências externas fazem com que o
planejamento de produção remaneje suas ordens de manufatura constantemente,
comprometendo a produtividade e proporcionando conflitos entre os diversos setores, pois
cada um deles tem a sua maneira de ver a situação.
Através desta análise, identificamos os principais pontos que levam ao problema do
regulador de altura do cinto de segurança e podemos planejar a melhor maneira para
solucioná-lo e evitar a incidência de novas ocorrências.
3.3. Implantação das ações
A partir do estudo feito foram levantadas oportunidades de melhorias e elaborado um
plano de ação com as medidas corretivas necessárias (medidas reais, viáveis e com potencial
de implantação) e os setores responsáveis, considerando-se as prioridades. Através do ciclo do
PDCA gerenciamos o plano de ação e a efetiva implantação das melhorias.
O grupo multidisciplinar fez uma listagem de sugestões para sanar as causas
levantadas para o desvio de qualidade do regulador de altura do cinto de segurança Netuno.
As sugestões foram dadas por tipo de problema evidenciado e foram priorizadas de acordo
com o impacto que geram na qualidade do produto.
O Plano de Ação da tabela 3.1 mostra em detalhe cada uma das propostas a serem
implantadas para resolver as 10 causas detectadas pelo Diagrama de Ishikawa. As prioridades
estabelecidas, conforme impactos da não realização da ação sobre a qualidade do produto,
foram classificados como: prioridade 1 (ações imediatas/de curto prazo), prioridade 2 (ações
de médio prazo) e prioridade 3 (ações de longo prazo).

29
Tabela 3.1 Plano de Ação para resolução do problema do Regulador de Altura dos Cintos de Segurança
Causa Ação Proposta Responsável Prioridade
1ª- Falta de Dispositivo a
Prova de Erro
Desenvolver um dispositivo com sistema de poka-yoke (à prova de erros) para a
montagem e cravagem correta do parafuso com a bucha.
Produção -
Ferramentaria 1
2ª- Ausência de Manutenção
Preventiva
Cumprir os prazos determinados pelo Programa de Manutenção Preventiva (revisá-
los, se necessário). Incluir neste programa os dispositivos das máquinas. Manter
peças sobressalentes em estoque.
Manutenção 2
3ª- Falta de Parâmetros de
Regulagem para o Cravamento
das Buchas
Instalar sistema para realizar a regulagem mecânica do cravamento das buchas. Manutenção 1
4ª - Ausência de Qualificação
de Fornecedores
Elaborar Programa de Auditoria nos fornecedores de acordo com critérios exigidos
pela ISO 9000 e por especificações técnicas da Tecno Cintos e realizar as auditorias
externas.
Qualidade 2
5ª - Ausência de Procedimento
Padrão de Amostragem
Elaborar procedimento para realização de amostragem no recebimento dos materiais
fornecidos, seguindo os valores de especificações pré-estabelecidos para as
dimensões da bucha e do parafuso.
Qualidade 1

30
Causa Ação Proposta Responsável Prioridade
6ª- Ausência de Política de
Benefícios e de
Reconhecimento
Estudar a possibilidade de investimentos na qualificação dos profissionais e adotar
uma política de benefícios que incentive a produtividade. RH 2
7ª - Ausência de Treinamento
adequado para Qualificação de
Pessoal
Elaborar um programa de treinamento para os colaboradores (novos treinamentos e
reciclagens), reforçando a utilização da Lição Ponto a Ponto. RH 1
8ª - Ausência de Procedimento
Padrão para realização do
Controle do Processo
Elaborar procedimento para o controle em processo. Qualidade 1
9ª - Ausência de Procedimento
Padrão de Indicadores da
Qualidade
Definir indicadores para avaliar a Qualidade dos produtos fabricados. Qualidade 3
10ª - Alterações de pedidos de
clientes Implantar política de estoque de segurança.
Planejamento
de Produção
(PCP)
1

31
As ações foram acompanhadas ao longo do tempo. Segue, abaixo, um breve histórico
do estudo realizado envolvendo alguns pontos destacados anteriormente no Diagrama de
Ishikawa:
O problema evidenciado, parafuso solto mesmo após o cravamento com a bucha,
vinha superando os limites aceitáveis pelas montadoras.
No início do estudo, a equipe do setor de manutenção acreditava que os problemas
com o cravamento de buchas e parafusos estavam no sistema de prensagem, que é feita por
um cilindro hidráulico de 2500 kgf. A equipe supôs que o cilindro não possuía força
suficiente para cravar a bucha no parafuso e que a solução seria trocá-lo por um cilindro com
carga superior. Isto implicaria em custos elevados devido às alterações necessárias no
equipamento para adaptação deste outro modelo, que possuía dimensões diferenciadas.
Para estudar se o cilindro de 2500 kgf continuava adequado para o cravamento das
buchas nos parafusos foram feitos testes para verificar se este, utilizado desde 1995,
continuava com a mesma carga.
Após a comprovação de que a carga do cilindro permanecia com 2500 Kgf, as peças
devolvidas foram analisadas. Os parafusos foram extraídos das buchas e constatou-se que, na
maioria das reclamações, estes não estavam montados corretamente, ficando com a cabeça
saliente em relação à face da guia metálica, conforme mostra a figura 3.4.
Figura 3.4 Parafuso, Guia Metálica e Guia Plástica A – Cabeça do parafuso saliente B – Face da guia metálica Fonte: Tecno Cintos

32
Nos demais conjuntos, mesmo montados corretamente, o corpo do parafuso não
penetrou na bucha o suficiente para que a face interna de sua cabeça encostasse, com pressão,
no fundo do alojamento da guia metálica, aparentando estar solto, conforme mostram as
figuras 3.5 e 3.6.
Figura 3.5 Face Interna da Cabeça do Parafuso não encostada no Fundo do Alojamento da Guia Metálica. Fonte: Tecno Cintos
Figura 3.6 Face Interna da Cabeça do Parafuso encostada no Fundo do Alojamento da Guia Metálica. Fonte: Tecno Cintos

33
Foram medidos os diâmetros das buchas e dos corpos do parafuso (100 unidades
escolhidas aleatoriamente), verificou-se a média que define a força de aderência e constatou-
se que as medidas estavam de acordo com as solicitadas nos desenhos de produtos.
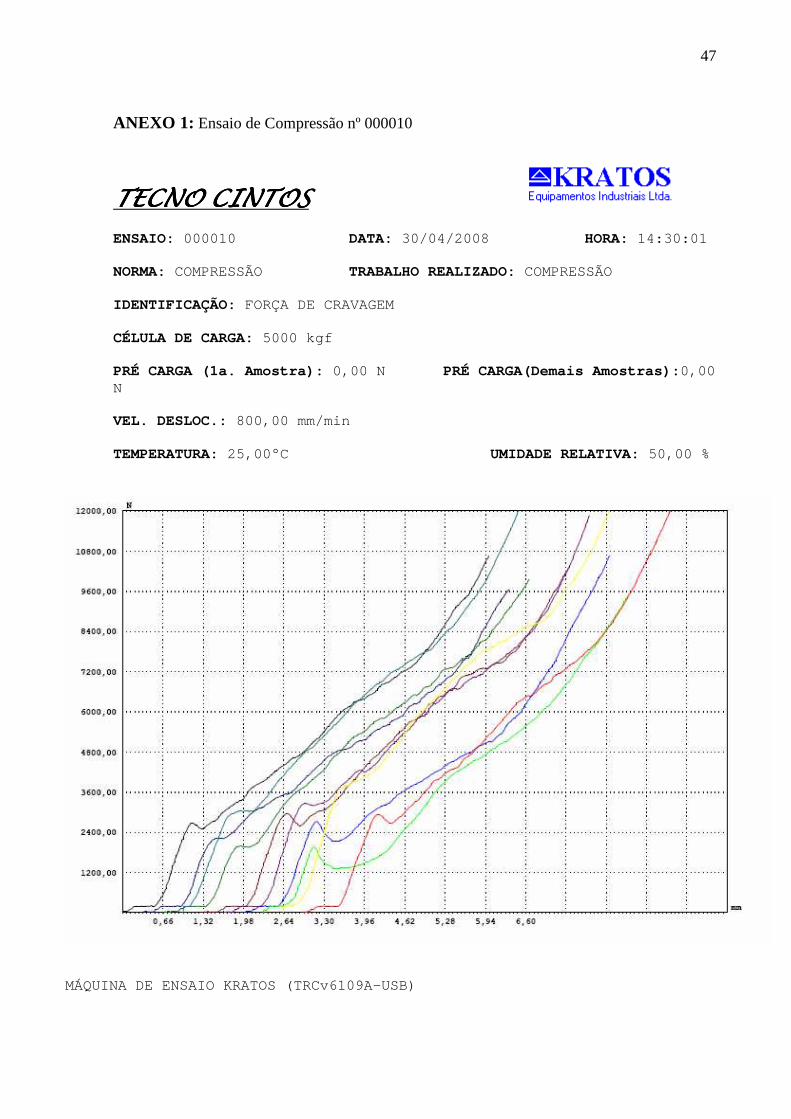
Foi desenvolvido um dispositivo para a máquina de compressão, para que fossem
realizados testes práticos de cravamento no laboratório da empresa, utilizando-se estas
mesmas peças, que foram divididas em 10 lotes de 10 conjuntos (parafuso e bucha) e
numeradas em pares. Na simulação, limitou-se a carga da máquina em 5000 kgf e acionou-se
o cravamento a uma velocidade de 800,00 mm/min (vide Ensaio de Compressão nº 000010 -
referente ao último lote de 10 peças, em anexo). De acordo com os resultados do Ensaio, o
valor médio de força máxima para o cravamento do conjunto parafuso-bucha foi de 1107 kgf.
Isso significa que a força do cilindro (2500 kgf) era mais do que suficiente para cravar o
conjunto, estava com mais que 100% da carga necessária.
Foi realizada também a extração das buchas dos 10 lotes (vide Ensaio de Extração nº
000011 - referente ao último lote de 10 peças, em anexo). Segundo as normas, a força mínima
de extração das buchas deve ser de 200 kgf. No teste realizado, o valor médio da força de
extração foi de 688,75 kgf, superando em mais de 200% o valor exigido.
Com estes testes práticos de cravamentos e extrações, conclui-se que 100% das
exigências das montadoras são atendidas.
Para resolvermos os problemas de montagens incorretas dos parafusos com sistemas
de travas não alojados corretamente nas guias metálicas, desenvolveu-se um dispositivo com
Sistema de Poka-Yoke, conforme mostram as figuras 3.7 e 3.8, ou seja, um sistema a prova de
erros (Shingo, 1996).
Figura 3.7 Dispositivo Poka-Yoke (Montagem Incorreta do Subconjunto). Fonte: Tecno Cintos

34
Figura 3.8 Dispositivo Poka-Yoke (Montagem Correta do Subconjunto). Fonte: Tecno Cintos
Montou-se o dispositivo na máquina, o try-out foi realizado e acompanhou-se a
produção. Após o cravamento de 107.253 peças verificou-se a ocorrência de quebra da bucha
de recalque do cabeçote, conforme figura 3.9 e 3.10 (componente da parte superior do
dispositivo fixado no eixo do cilindro).
Figura 3.9 Bucha de Recalque. Fonte: Tecno Cintos
35
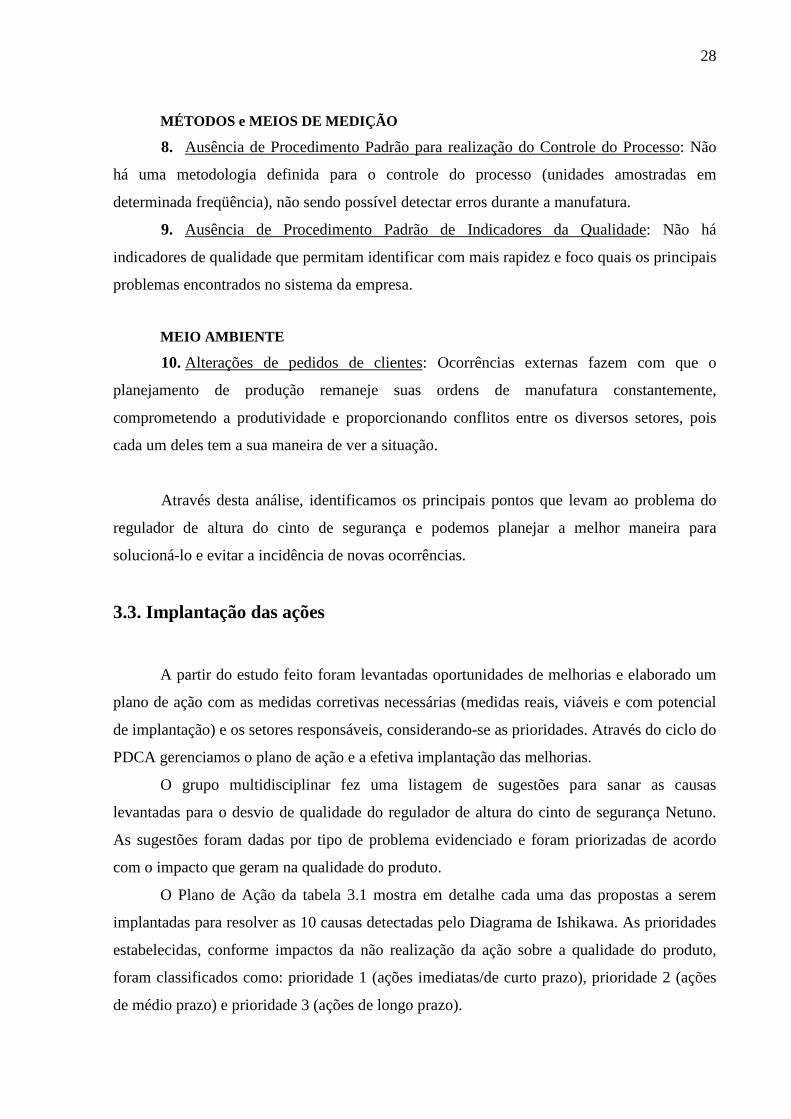
Figura 3.10 Máquina de Cravamento das Buchas A – Cabeçote. B – Bucha de Recalque. Fonte: Tecno Cintos
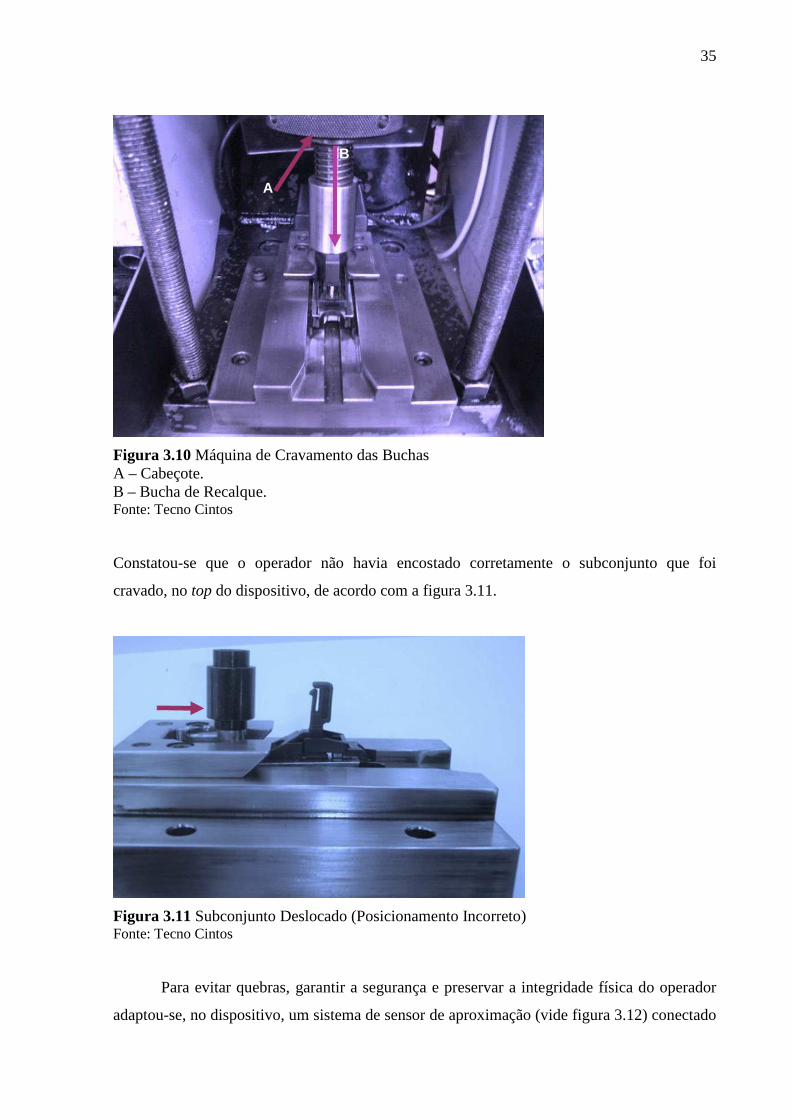
Constatou-se que o operador não havia encostado corretamente o subconjunto que foi
cravado, no top do dispositivo, de acordo com a figura 3.11.
Figura 3.11 Subconjunto Deslocado (Posicionamento Incorreto) Fonte: Tecno Cintos
Para evitar quebras, garantir a segurança e preservar a integridade física do operador
adaptou-se, no dispositivo, um sistema de sensor de aproximação (vide figura 3.12) conectado
A
B
A
B

36
ao sistema bi-manual da máquina, impedindo o acionamento do cilindro e o cravamento do
subconjunto fora de posição. Desta maneira, o erro humano estaria eliminado.
Figura 3.12 Subconjunto com Sensor (Posicionamento Correto) A – Sensor de Aproximação B/C – Subconjunto Posicionado Corretamente. Fonte: Tecno Cintos
A produção continuou a ser acompanhada, controlando-se 100% os conjuntos
montados. Foram encontrados dois conjuntos nos quais a bucha se movimentava. Não houve
giro com o torque de 40 N no momento da montagem do alterador, mas a bucha aparentava
estar solta.
Testes de extração das buchas foram executados e constatou-se que os dois conjuntos
estavam montados corretamente, com o sistema de trava do parafuso alojado no rebaixo da
guia metálica. Os resultados de força de extração foram de 608,35 kgf e de 633,70 kgf, dentro
do esperado.
Depois de desmontados, os elementos de cada conjunto (guia metálica, parafuso e
bucha) tiveram suas dimensões inspecionadas. Os rebaixos dos alojamentos das cabeças dos
parafusos nas guias estavam dentro das tolerâncias de medidas de desenho. As espessuras das
cabeças dos parafusos estavam com 0,23mm e 0,24mm, menores que a medida mínima
especificada em desenho de 3+/-0,2mm. Alojados na guia metálica, as superfícies externas
das cabeças dos parafusos, ficaram abaixo da superfície das guias metálicas conforme figura
3.13.

37
Figura 3.13 Cabeça do Parafuso fora de Especificação A – Superfície Externa do Parafuso B – Superfície da Guia Metálica Fonte: Tecno Cintos
Isso impediu o cravamento correto da bucha até encostar-se na face da guia metálica,
pressionando a parte interna da cabeça do parafuso contra o fundo do alojamento, conforme
figura 3.14.
Figura 3.14 Bucha fora de Posição A – Superfície da Bucha. B – Superfície da Guia Metálica. Fonte: Tecno Cintos
A BA B

38
Em reunião com a equipe de Controle da Qualidade, constatou-se que a medida da
espessura da cabeça do parafuso não era item de controle no recebimento, portanto era aceita
do fornecedor a variável de medida não mencionada no desenho de produto.
Para solucionarmos mais este problema, foi elaborado um check-list com os itens
mínimos obrigatórios para o fornecimento de materiais para a Tecno Cintos (que deve ser
apresentado quando da qualificação de um fornecedor) e um procedimento padrão de
amostragem para os materiais recebidos. Além disso, foi adaptado, no dispositivo poka-yoke,
um apoio para recalque, penetrando 0,6mm acima da superfície de apoio da guia metálica,
pressionando a parte interna da cabeça do parafuso contra o fundo do alojamento para
absorver a variável de ± 0,25mm encontrada nas espessuras das cabeças dos parafusos.
Portanto, os fornecedores inspecionados pela Tecno Cintos se comprometeram a nos
entregar peças dentro das variáveis aceitáveis, ou seriam desqualificados para o negócio. E,
além disso, qualquer material com medidas fora do padrão estabelecido que entrasse no
processo produtivo seria detectado pelo dispositivo instalado. A empresa atualizou o desenho
dos componentes do cinto de segurança Netuno conforme figura 3.15 e 3.16, identificando as
medidas do parafuso e da bucha que devem ser fornecidos conforme desenho de produtos.
3.4. Análise de Eficácia das Ações Propostas
Figura 3.15 Especificação do Parafuso Fonte: Tecno Cintos
3 +/- 0,23 +/- 0,2

39
Figura 3.16 Especificação da Bucha Fonte: Tecno Cintos 3.4. Análise de Eficácia das Ações Propostas
Ao avaliar o problema do regulador de altura do cinto de segurança Netuno, observa-
se que são várias as fontes causadoras do desvio e que, muitas delas, estão interligadas.
Os resultados obtidos através da implantação das ações propostas estão descritos na
tabela 3.2.

40
Tabela 3.2 Resultados do Plano de Ação implantado para resolução do problema do Regulador de Altura dos Cintos de Segurança
Causa Ação Proposta Resultado
1ª Desenvolver um dispositivo com sistema de poka-yoke (à prova de
erros) para a montagem e cravagem correta do parafuso com a bucha.
O sistema instalado não permite que o parafuso fique em posição incorreta
no momento da cravagem na bucha, independentemente da habilidade do
operador.
2ª Cumprir os prazos determinados pelo Programa de Manutenção
Preventiva (se necessário, revisá-los); Incluir neste programa os
dispositivos das máquinas; Manter peças sobressalentes em estoque.
O prazo para execução das manutenções preventivas de máquinas e
dispositivos está sendo cumprido rigorosamente e foi feito o estoque de
peças sobressalentes para reduzir o índice de paradas não programadas.
3ª Instalar sistema de regulagem no cilindro Foi instalado o sistema mecânico com rosca e porca na haste do cilindro
para regulagem de pressão.
4ª Elaborar Programa de Auditoria nos fornecedores de acordo com
critérios exigidos pela ISO 9000 e por especificações técnicas da
Tecno Cintos e realizar as auditorias externas.
O programa foi elaborado e seu cronograma está sendo cumprido
adequadamente. Os relatórios das inspeções realizadas registram a
aprovação ou não do fornecedor para conhecimento do setor de Compras,
Planejamento, Qualidade, Produção, etc. As metalúrgicas estão se
adequando às exigências solicitadas para o controle das variáveis: diâmetro
do corpo do parafuso, rosca, dureza; diâmetro interno, rebaixos e
comprimento das buchas; espessuras das cabeças dos parafusos. A Tecno
Cintos também atualizou seus desenhos incluindo todas estas informações
ao fornecedor.

41
Causa Ação Proposta Resultado
5ª Elaborar procedimento para realização de amostragem no
recebimento dos materiais fornecidos, seguindo os valores de
especificações pré-estabelecidos.
O procedimento foi elaborado e permite a detecção de buchas e parafusos
fora de especificação, impedindo-os de chegar até a linha de produção.
6ª Estudar a possibilidade de investimentos na qualificação dos
profissionais e adotar uma política de benefícios que incentive a
produtividade.
Implantada política para fornecimento de cestas básicas anualmente e
pagamento de 50% de cursos destinados à área (ex: cursos técnicos e
superiores)
7ª Elaborar um programa de treinamento para os colaboradores (novos
treinamentos e reciclagens).
O programa foi elaborado com base nas atividades diárias de cada setor /
colaborador e seu cronograma estão sendo cumprido adequadamente, apesar
de alguns atrasos quando há envolvimento de custos e necessidade de
aprovação prévia à realização. A aplicação da Lição Ponto a Ponto tem
diminuído de maneira significativa a incidência de erro humano nas
atividades.
8ª Elaborar procedimento para o controle em processo.
Foi definido um sistema de controle nas próprias folhas de processo (com
freqüência de 1 em 1 hora), o que permite interromper a produção logo ao
se detectar um desvio, impedindo a fabricação de peças com defeitos.
9ª Definir indicadores para avaliar a Qualidade dos produtos fabricados. Percentual de rejeitos em relação à produção total.
10ª Implantar política de estoque de segurança.
Fez-se um estoque de segurança de 20% em relação à média de pedidos
mensais para ter cobertura em caso de alterações drásticas na programação
de produção (pedidos) e/ou eventuais paradas não-programadas.

42
Ao final do prazo para as implantações foi realizado um levantamento da eficácia das
ações comparando-se o status antes e após as melhorias. As ações foram 100% implantadas e
atenderam efetivamente o objetivo em questão.
Após a instalação do dispositivo com sistema de poka-yoke que garantiu a montagem
adequada dos conjuntos parafuso-bucha e seus posicionamentos corretos no momento do
cravamento, foram concluídos dois programas de produção sem nenhuma irregularidade
detectada.
43
4. DISCUSSÃO DOS RESULTADOS
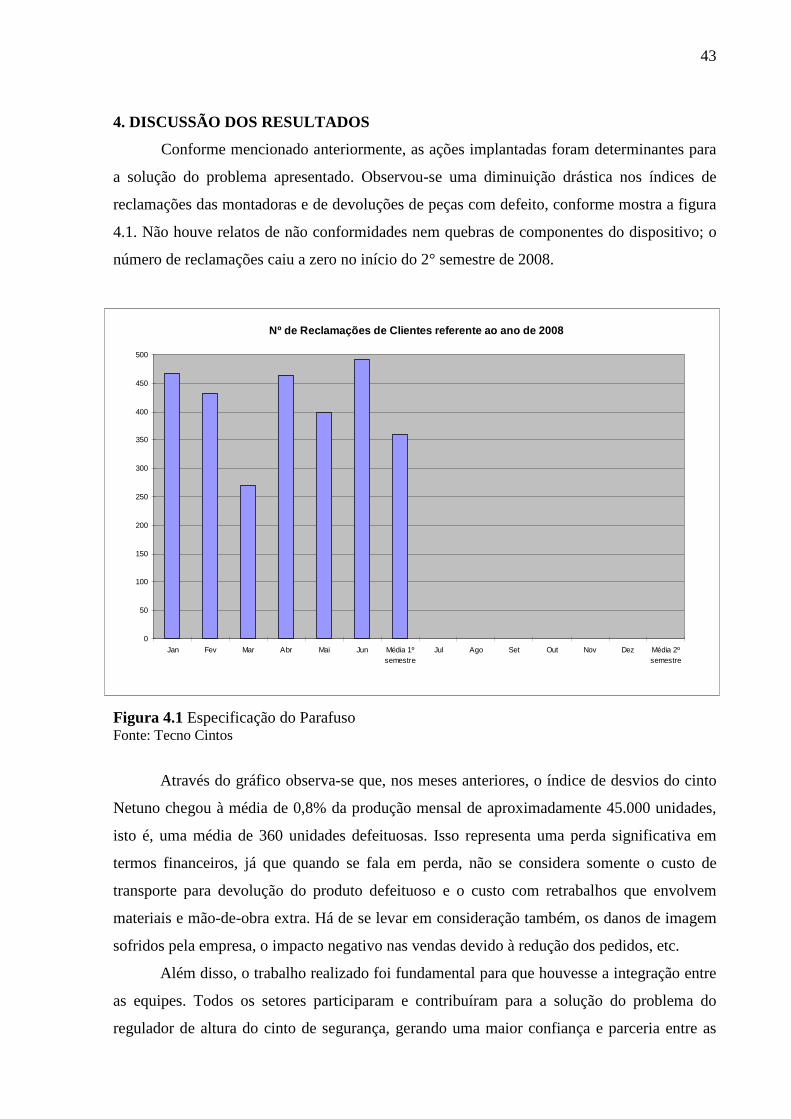
Conforme mencionado anteriormente, as ações implantadas foram determinantes para
a solução do problema apresentado. Observou-se uma diminuição drástica nos índices de
reclamações das montadoras e de devoluções de peças com defeito, conforme mostra a figura
4.1. Não houve relatos de não conformidades nem quebras de componentes do dispositivo; o
número de reclamações caiu a zero no início do 2° semestre de 2008.
Nº de Reclamações de Clientes referente ao ano de 2 008
0
50
100
150
200
250
300
350
400
450
500
Jan Fev Mar Abr Mai Jun Média 1ºsemestre
Jul Ago Set Out Nov Dez Média 2ºsemestre
Figura 4.1 Especificação do Parafuso Fonte: Tecno Cintos
Através do gráfico observa-se que, nos meses anteriores, o índice de desvios do cinto
Netuno chegou à média de 0,8% da produção mensal de aproximadamente 45.000 unidades,
isto é, uma média de 360 unidades defeituosas. Isso representa uma perda significativa em
termos financeiros, já que quando se fala em perda, não se considera somente o custo de
transporte para devolução do produto defeituoso e o custo com retrabalhos que envolvem
materiais e mão-de-obra extra. Há de se levar em consideração também, os danos de imagem
sofridos pela empresa, o impacto negativo nas vendas devido à redução dos pedidos, etc.
Além disso, o trabalho realizado foi fundamental para que houvesse a integração entre
as equipes. Todos os setores participaram e contribuíram para a solução do problema do
regulador de altura do cinto de segurança, gerando uma maior confiança e parceria entre as

44
áreas de Qualidade, Manutenção, Engenharia (P&D), PCP, Produção, Ferramentaria,
incluindo os colaboradores da própria linha de fabricação, não apenas chefes e supervisores.
O fato de todos estarem focados e voltados para a mesma direção reduziu também os conflitos
entre as áreas e proporcionou um ambiente de trabalho mais agradável e produtivo.
As ações que dependiam de aprovação da gerência para serem implantadas foram
todas aprovadas, pois a relação custo x benefício as justificavam. A tabela 4.1 evidencia todas
as ações que dependiam de gastos para a implantação com os respectivos percentuais em
relação ao faturamento mensal.
Tabela 4.1 Percentual de Investimentos em relação ao Faturamento Mensal
Causa Melhorias % em Relação ao Faturamento Mensal
1ª
Desenvolver um dispositivo com sistema de poka-yoke
(à prova de erros) para a montagem e cravagem
correta do parafuso com a bucha.
2%
2ª Manter peças sobressalentes em estoque. 3%
3ª Instalar sistema de regulagem no cilindro 1%
4ª
Elaborar Programa de Auditoria nos fornecedores de
acordo com critérios exigidos pela ISO 9000 e por
especificações técnicas da Tecno Cintos e realizar as
auditorias externas.
3%
6ª
Estudar a possibilidade de investimentos na
qualificação dos profissionais e adotar uma política de
benefícios que incentive a produtividade.
6%
10ª Implantar política de estoque de segurança. 5%
Total de Investimentos 20%
45
Vale lembrar que o valor de 20% do faturamento mensal foi um gasto distribuído entre
os meses de março a junho de 2008, já que a tabela acima mostra o montante total das
despesas.
As demais melhorias propostas e implantadas também tiveram impacto nos custos da
empresa, uma vez que treinamentos e elaboração de procedimentos impactam nas horas
trabalhadas dos colaboradores (horas não destinadas à produção), porém ainda não foi
possível mensurá-las.

46
5. CONCLUSÃO
O fato da redução das reclamações de mercado, referentes ao conjunto do regulador de
altura do cinto de segurança Netuno, proporcionou à empresa uma melhoria significativa no
seu faturamento. Por isso, os estudos e investimentos realizados trouxeram uma grande
recompensa para a empresa, seus clientes e colaboradores, já que o total de perdas nos meses
do 2º semestre foi zero.
Isso significa que o custo para a implantação das melhorias foi menor do que as perdas
por desvios de qualidade. Portanto, fica comprovada a citação de Crosby, 1979: “Prevenir
não-conformidades é mais barato que corrigir ou refazer o trabalho”. Evitar que o desvio
aconteça é mais compensador do que corrigir o desvio depois de ocorrido.
Sem dúvida o trabalho desenvolvido demonstrou claramente esta realidade. As
vantagens aparecem a curto, médio e longo prazo e os impactos na produtividade e
lucratividade ficam muito evidentes.
47
ANEXO 1: Ensaio de Compressão nº 000010
TECNO CINTOSTECNO CINTOSTECNO CINTOSTECNO CINTOS ENSAIO: 000010 DATA: 30/04/2008 HORA: 14:30:01 NORMA: COMPRESSÃO TRABALHO REALIZADO: COMPRESSÃO IDENTIFICAÇÃO: FORÇA DE CRAVAGEM CÉLULA DE CARGA: 5000 kgf PRÉ CARGA (1a. Amostra): 0,00 N PRÉ CARGA(Demais Amostras): 0,00 N VEL. DESLOC.: 800,00 mm/min TEMPERATURA: 25,00°C UMIDADE RELATIVA: 50,00 %
MÁQUINA DE ENSAIO KRATOS (TRCv6109A-USB)

48
Resultados do Ensaio:
MÁQUINA DE ENSAIO KRATOS (TRCv6109A-USB)

49
ANEXO 2: Ensaio de Extração nº 000011
TECTECTECTECNO CINTOSNO CINTOSNO CINTOSNO CINTOS ENSAIO: 000011 DATA: 30/04/2008 HORA: 15:37:03 NORMA: COMPRESSÃO TRABALHO REALIZADO: COMPRESSÃO IDENTIFICAÇÃO: FORÇA DE EXTRAÇÃO CÉLULA DE CARGA: 5000 kgf PRÉ CARGA (1a. Amostra): 0,00 N PRÉ CARGA(Demais Amostras): 0,00 N VEL. DESLOC.: 800,00 mm/min TEMPERATURA: 25,00°C UMIDADE RELATIVA: 50,00 %
MÁQUINA DE ENSAIO KRATOS (TRCv6109A-USB)

50
Resultados do Ensaio:
MÁQUINA DE ENSAIO KRATOS (TRCv6109A-USB)

51
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT. NBR 7337. Veículos rodoviários automotores – Cintos de Segurança – Requisitos. Rio de Janeiro: ABNT, 1998.
ABNT. NBR ISO 8402. Gestão da Qualidade e Garantia da Qualidade – Terminologia. Rio de Janeiro: ABNT, 1993. ______. NBR ISO 9000. Sistemas de Gestão da Qualidade – Fundamentos e Vocabulário. Rio de Janeiro: ABNT, 2000. AGUIAR, S. Integração das Ferramentas da Qualidade ao PDCA e ao Programa Seis
Sigma. Belo Horizonte: Desenvolvimento Gerencial, 2002.
APATRU – ASSOCIAÇÃO PREVENTIVA DE ACIDENTES E DE ASSISTÊNCIA ÀS VÍTIMAS DO TRÂNSITO. O Cinto de Segurança. São Paulo: 2008. Disponível em: <http://www.apatru.org.br/sites/institucional_002/interna1.asp?dados=1:1:21:4:13:44> Acesso em: 20 de outubro de 2008.
BRASSARD, M. Qualidade - Ferramentas para uma Melhoria Contínua. Rio de Janeiro: Qualitymark, 1992.
CARVALHO, M. & PALADINI, E. Gestão da Qualidade – Teoria e Casos. 4ª tiragem, Rio
de Janeiro: Elsevier, 2005. CONSULTORIA GLASER. Apostila de Treinamento para Aplicação da Lição Ponto a
Ponto. São Paulo, 2005. CHRISCINTOS. Informações Gerais. São Paulo: 2008. Disponível em:
<http://www.chriscintos.com.br>. Acesso em: 20 de novembro de 2008. CROSBY, P. Qualidade é Investimento. Rio de Janeiro: José Olympio, 1984. DEMING, W. E. Qualidade: A Revolução da Administração. Rio de Janeiro: Marques
Saraiva, 1990.
FILHO, A. C. Apostila de Administração Industrial – TCC. São Paulo, 2008.
HEGEDUS, C. Apostila de Administração Industrial - Planejamento e Organização da Qualidade. São Paulo, 2008.
MARTINS, G. A.; LINTZ, A. Guia para Elaboração de Monografias e Trabalhos de
Conclusão de Curso. São Paulo: Editora Atlas, 2000.
MICHAELIS ON-LINE – Dicionário Moderno da Língua Portuguesa. Qualidade. São Paulo, 2008. Disponível em: <http://michaelis.uol.com.br/moderno/portugues/index.php? palavra=qualidade>. Acesso em: 29 de outubro de 2008.
SLACK, N. Vantagem Competitiva em Manufatura. São Paulo: Atlas, 1993.

52
SLACK, N.; CHAMBERS, S. & JOHNSTON, R. Administração da Produção. 2ª edição, São Paulo: Atlas, 2002.
TEBOUL, J. Gerenciando a Dinâmica da Qualidade. Rio de Janeiro: Qualitymark, 1991. UNIVERSIDADE DE SÃO PAULO – SISTEMA INTEGRADO DE BIBLIOTECAS (SIBi).
Diretrizes para apresentação de dissertações e teses da USP: documento eletrônico e impresso. São Paulo: SIBi - USP, 2004. Disponível em: <http://www.teses.usp.br/info/diretrizesfinal.pdf>. Acesso em: 20 de outubro de 2008.
WIKIPÉDIA – A Enciclopédia Livre. Qualidade. São Paulo, 2008. Disponível em: <http://pt.wikipedia.org/wiki/Qualidade >. Acesso em: 30 de outubro de 2008.
WIKIPÉDIA – A Enciclopédia Livre. Poka-Yoke. São Paulo, 2008. Disponível em: <http://pt.wikipedia.org/wiki/poka-yoke >. Acesso em: 14 de novembro de 2008.