tcc cementaÇÃo lÍquida e gasosa no aÇo 18crmo
TRANSCRIPT

FATEC - FACULDADE DE TECNOLOGIA DE
SERTÃOZINHO
CURSO SUPERIOR DE TECNOLOGIA EM MECÂNICA:
PROCESSOS DE SOLDAGEM
ESTUDO DO COMPORTAMENTO DOS PROCESSOS
DE CEMENTAÇÃO LÍQUIDA E GASOSA NO AÇO
18CrNiMo7-6
Alunos: Abinadab dos Santos Araújo
Camila Rafaela Rosa
Orientador: Prof. Me. Jeferson de Oliveira
SERTÃOZINHO
2013

FATEC - FACULDADE DE TECNOLOGIA DE
SERTÃOZINHO
CURSO SUPERIOR DE TECNOLOGIA EM MECÂNICA:
PROCESSOS DE SOLDAGEM
ESTUDO DO COMPORTAMENTO DOS PROCESSOS
DE CEMENTAÇÃO LÍQUIDA E GASOSA NO AÇO
18CrNiMo7-6
Trabalho de Conclusão de Curso apresentado à Faculdade de Tecnologia de Sertãozinho como requisito parcial à obtenção do título de Tecnólogos em Mecânica: Processos de Soldagem
Alunos: Abinadab dos Santos Araújo
Camila Rafaela Rosa
Orientador: Prof. Me. Jeferson de Oliveira
SERTÃOZINHO
2013

FOLHA DE APROVAÇÃO
ARAÚJO, Abinadab dos Santos; ROSA, Camila Rafaela. ESTUDO DO
COMPORTAMENTO DOS PROCESSOS DE CEMENTAÇÃO LÍQUIDA E GASOSA
NO AÇO 18CrNiMo7-6
Trabalho de Conclusão de Curso apresentado à Faculdade de
Tecnologia de Sertãozinho como requisito parcial à obtenção do
tÍtulo de Tecnólogos em Mecânica: Processos de Soldagem.
Data de Aprovação: ___/___/___
Banca Examinadora
Nome
Instituição
Assinatura
Nome
Instituição
Assinatura
Nome
Instituição
Assinatura
DEDICATÓRIA
Dedicamos
à nossa família que, apesar de não nos influenciar
diretamente neste trabalho, ensinaram-nos o
caminho da perseverança e responsabilidade diante
dos obstáculos.
Ao professor Alessandro Farah que, por motivo de
doença, afastou-se de suas atividades, muito
embora tenha nos acompanhado no início deste
trabalho, saudades e que Deus o abençoe assim
como nos abençoou durante suas aulas.

AGRADECIMENTOS
Agradecemos primeiramente a Deus pelas pessoas que passaram por
nossos caminhos e pelos momentos que compartilhamos estudando e nos
divertindo durante uma das mais importantes trajetórias de nossas vidas.
A nossos pais que, com muita sabedoria, deram-nos subsídio para uma vida
saudável, de responsabilidades e ensinos éticos, e que nos incentivaram a estudar
pra que um dia tivéssemos sucesso.
Aos nossos professores que, de maneira objetiva, ensinaram-nos, passo a
passo, os deveres de nosso oficio e que sem sacrifícios não há vitórias.
Aos amigos e colegas de sala, que compartilharam dessa experiência
conosco enfrentando os dias cansativos de tanto estudar para as provas, pelos
momentos de descontração e principalmente pela amizade e carinho que com todos
dividimos.
Ao nosso orientador Jeferson que, no meio do caminho, abraçou nossa
causa e dividiu seu conhecimento para que pudéssemos concretizar nosso trabalho.
Aos colegas Éder Sola Losa e José Rodrigo Rizatti da empresa TGM
Transmissões, ao Marcelo da empresa ELLO Correntes que nos ajudaram e
forneceram o material e os tratamentos termoquímicos referentes ao estudo deste
trabalho.
E a nós, Abinadab e Camila, o famoso casal 20, como diz o professor Omar
Maluf, pois juntos aprendemos, compartilhamos, batalhamos, unimos nossas forças
quando já cansados e desanimados nos erguemos um apoiando o outro para que
continuássemos lutando para conquistar o tão desejado diploma de ensino superior,
e hoje é com muita alegria e emoção, que olhamos para trás e podemos ver o quão
especial foram todos os momentos dentro da Faculdade de Tecnologia de
Sertãozinho, a FATEC.

EPÍGRAFE
“Ninguém ignora tudo. Ninguém sabe tudo. Todos nós sabemos alguma coisa. Todos nós ignoramos alguma coisa. Por isso aprendemos sempre.” É como a Dedicatória
Paulo Freire

ARAÚJO, Abinadab S.; ROSA, Camila R. Estudo do Comportamento dos Processos de Cementação Líquida e Gasosa no aço 18CrNiMo7-6. Trabalho de Conclusão de Curso. Centro Estadual de Educação Tecnológica “Paula Souza”. Faculdade de Tecnologia de Sertãozinho. 2013. 70 Páginas.
RESUMO
O presente trabalho teve como objetivo apresentar as diferentes espessuras de
camadas cementadas obtidas pelos processos de cementação líquida e gasosa,
aplicados no material 18CrNiMo7-6 empregado para componentes de transmissão
mecânica como engrenagens, por exemplo, assim como verificar a eficiência
metalográfica e microdurezas entre os processos analisando seus comportamentos
e resultados, observando que em ambos os casos utilizou-se os mesmos
parâmetros de patamares de temperaturas de cementação, porém com meios
diferentes de resfriamentos após tratamento térmico e tempo de exposição; a
metodologia utilizada compreende os seguintes métodos de pesquisa: na primeira
fase, utilizou-se a revisão bibliográfica com o propósito de analisar na literatura o
comportamento teórico da aplicação da cementação nos aços e as espessuras das
camadas que se obtém; na segunda fase, separou-se o material de estudo em
diferentes dimensões para corpos de prova, cada qual para um processo de
cementação, os fornos para os quais foram tratados termoquimicamente e os
equipamentos para análise do material; os resultados obtidos indicaram que, tanto a
cementação líquida, como a gasosa, mostram-se eficientes quanto aos valores
obtidos das espessuras da camada cementa e as durezas das amostras; pode-se
concluir portanto, que os processos de cementação líquida e gasosa, as espessuras
da camada cementada e as durezas aumentam de acordo com o aumento do tempo
de permanência em sua constante temperatura, confirmando a literatura utilizado
para o estudo deste trabalho.
Palavras-Chave: Tratamento Termoquímico. 18CrNiMo. Cementação Líquida e
Gasosa.

ARAÚJO, Abinadab S.; ROSA, Camila R. Estudo do Comportamento dos Processos de Cementação Líquida e Gasosa no aço 18CrNiMo7-6. Trabalho de Conclusão de Curso. Centro Estadual de Educação Tecnológica “Paula Souza”. Faculdade de Tecnologia de Sertãozinho. 2013. 70 Páginas.
ABSTRACT
This paper aimed to present the different thicknesses of hardened layers obtained
through the gas and liquid hardening process applied to material 18CrNiMo7-6 used
to mechanical transmission parts as gears, for example, as well as to verify
metallographic effectiveness and microhardness among the processes checking their
behavior and results, noticing in both cases the same parameters of hardening
temperatures, however with different cooling medium after heat treatment and
exposure time. The methodology used comprises: in the first phase a literature
review was used aiming at analyzing the theoretical behavior of the hardening
implementation in the steel and the layers thicknesses obtained; in the second phase
the study material was separated into different dimensions to specimens, each one to
a hardening process, the furnaces for which were thermochemically treated and the
equipments for the analysis of the material. The results showed that either the liquid
or the gas hardening process have been effective regarding the thicknesses values
of the hardened layer and the specimen stiffness, thus it may be concluded that the
gas and liquid hardening processes, the thicknesses of the hardened layer and the
stiffness increase according to the expansion of the dwell time in its stable
temperature, confirming the literature used in this paper.
Keywords: Thermochemical treatment. 18CrNiMo. Gas and liquid hardening.
Keywords: Thermo-chemical. 18CrNiMo. Cementação Líquida e Gasosa.

SUMÁRIO
INTRODUÇÃO .......................................................................................................... 15
OBJETIVO ................................................................................................................ 15
METODOLOGIA ....................................................................................................... 16
PROCEDIMENTOS ................................................................................................... 16
1 REVISÃO BIBLIOGRÁFICA ................................................................................. 18
1.1 Produção do aço ............................................................................................... 18
1.2 Classificações dos aços ................................................................................... 20
1.3 Aços para cementação ..................................................................................... 22
1.4 Cementação ....................................................................................................... 26
1.5 Cementação líquida .......................................................................................... 29
1.5.1 Considerações a respeito da cementação líquida ...................................... 31
1.5.2 Principais vantagens da cementação líquida .............................................. 33
1.5.3 Principais desvantagens da cementação líquida ........................................ 33
1.6 Cementação gasosa .......................................................................................... 34
1.6.1 Considerações a respeito da cementação gasosa ...................................... 34
1.6.2 Principais vantagens da cementação gasosa ............................................. 35
1.6.3 Principais desvantagens da dcmentação gasosa ....................................... 35
1.7 Considerações a respeito do aço DIN EN 10084 - 18CrNiMo7-6 ................... 36
1.7.1 Composição química ..................................................................................... 36
1.7.2 Aplicações ...................................................................................................... 36
1.7.3 Características ................................................................................................ 36
1.7.4 Propriedades físicas e mecânicas ................................................................ 37
1.7.5 Condições de fornecimento .......................................................................... 37
1.8 Tratamentos térmicos ....................................................................................... 38
1.9 Ensaios mecânicos ........................................................................................... 41
1.9.1 Ensaio de dureza ............................................................................................ 41
1.9.2 Metalografia .................................................................................................... 44
2 MATERIAIS E MÉTODOS ..................................................................................... 45
2.1 Materiais utilizados ........................................................................................... 45
2.1.1 Cementação líquida........................................................................................ 45
2.1.2 Cementação gasosa ....................................................................................... 45
2.2 Metodologias aplicadas .................................................................................... 54
2.2.1 Aço-liga DIN EN 10084 – 18CrNiMo7-6 ......................................................... 54
2.2.2 Cementação, têmpera e revenimento ........................................................... 55
2.2.3 Preparação das amostras após tratamentos para posterior análise ......... 58
2.2.4 Análise metalográfica .................................................................................... 60
2.2.5 Medição da espessura da camada cementada ............................................ 60
2.2.6 Microdureza vickers ....................................................................................... 60
3 RESULTADOS ....................................................................................................... 61
3.1 Resultados da metalografia por região de cada amostra .............................. 61
3.2 Resultados da espessura da camada cementada .......................................... 64
3.3 Resultados da microdureza .............................................................................. 65
CONCLUSÃO ........................................................................................................... 66
REFERÊNCIAS ......................................................................................................... 69

ÍNDICE DE FIGURAS
Figura 1.1 Seção transversal de uma instalação de alto-forno.................................. 18
Figura 1.2 Seção transversal esquemática de um conversor Bessemer. .................. 19
Figura 1.3 Difusão termoquímica. ............................................................................. 27
Figura 1.4 Curvas mostrando a influência da temperatura e tempo na penetração
superficial do carbono. .............................................................................................. 28
Figura 1.5 Composição de banhos de sal para cementação líquida. ........................ 30
Figura 1.6 Metalografia típica do aço 18CrNiMo7-6 antes do processo de
cementação. Microestrutura ferrita + perlita com presença discreta de bainita
revenida..................................................................................................................... 37
Figura 1.7 Faixas de temperaturas de aquecimento no diagrama Fe-Fe3C para
diversos tipos de tratamentos térmicos em aços. ...................................................... 38
Figura 1.8 Tipos de resfriamento no processo de tratamento térmico. ..................... 39
Figura 1.9 Esquema do penetrador e impressão da dureza Vickers. ........................ 42
Figura 1.10 Tabela de conversão de durezas. .......................................................... 43
Figura 1.11 Microestruturas de materiais para exemplo de metalografia. ................. 44
Figura 2.1 Amostras identificadas de cementação líquida. ....................................... 45
Figura 2.2 Forno elétrico tipo poço utilizado para cementação. ................................ 46
Figura 2.3 Forno elétrico tipo poço utilizado para o tratamento de têmpera. ............ 46
Figura 2.4 Forno elétrico tipo poço utilizado para o tratamento de revenimento. ...... 47
Figura 2.5 Amostras de cementação gasosa identificadas com tipador industrial. ... 47
Figura 2.6 Amostras perfuradas para suporte de cementação gasosa. .................... 48
Figura 2.7 Forno eletrônico tipo poço modelo X57. ................................................... 48
Figura 2.8 Painel digital controlador de temperatura de cementação e têmpera ...... 49
Figura 2.9 Painel digital controlador de atmosfera. ................................................... 49
Figura 2.10 Painel registrador de temperatura para gráfico de tratamento
termoquímico e térmico. ............................................................................................ 50

Figura 2.11 Cortadeira metalográfica. ....................................................................... 50
Figura 2.12 Embutidora de amostras. ....................................................................... 51
Figura 2.13 Lixadeira e politriz metalográfica. ........................................................... 51
Figura 2.14 Microscópio óptico. ................................................................................. 52
Figura 2.15 Microdurômetro utilizado para medição das amostras de cementação
gasosa. ...................................................................................................................... 52
Figura 2.16 Durômetro analógico utilizado no processo de cementação líquida....... 53
Figura 2.17 Medidor de espessura da camada cementada (líquida). ........................ 53
Figura 2.18 Corpos de prova preparados para processo de cementação líquida. .... 55
Figura 2.19 Corpos de prova preparados para processo de cementação gasosa. ... 55
Figura 2.20 Detalhe de como os CP’s são postos no forno para cementar e
temperar. ................................................................................................................... 56
Figura 2.21 Amostras de cementação líquida após ataque com reagente nital 2%. . 59
Figura 2.22 Amostras de cementação gasosa após ataque com reagente nital 2%. 59
Figura 2.23 Disposição das marcações de dureza Vickers (HV) ............................... 60
Figura 3.1 Metalografia da amostra 01 – cementação líquida. .................................. 61
Figura 3.2 Metalografia da amostra 02 – cementação líquida. .................................. 61
Figura 3.3 Metalografia da amostra 03 – cementação líquida. .................................. 62
Figura 3.4 Metalografia da amostra 04 – cementação líquida ................................... 62
Figura 3.5 Metalografia da amostra 01 – cementação gasosa. ................................. 62
Figura 3.6 Metalografia da amostra 02 – cementação gasosa. ................................. 63
Figura 3.7 Metalografia da amostra 03 – cementação gasosa. ................................. 63
Figura 3.8 Metalografia da amostra 04 – cementação gasosa. ................................. 63
Figura 3.9 Espessuras da Camada Cementada versus Tempo de Permanência a
930ºC. ....................................................................................................................... 63
Figura 3.10 Resultados de Microdurezas por Região das Amostras e Processos de
Cementação. ............................................................................................................. 63

ÍNDICE DE TABELAS
Tabela 1.1 Composição química do aço 18CrNiMo7-6. ............................................ 36
Tabela 1.2 Propriedades físicas e mecânicas do aço 18CrNiMo7-6. ........................ 37
Tabela 2.1 Composição química do aço 18CrNiMo7-6. ............................................ 54
Tabela 2.2 Programação do processo de cementação líquida do aço 18CrNiMo7-6.
.................................................................................................................................. 57
Tabela 2.3 Programação do processo de cementação gasosa do aço 18CrNiMo7-6.
.................................................................................................................................. 58
Tabela 3.1 Resultados das espessuras da camada cementada. .............................. 64
Tabela 3.2 Resultados de microdurezas em varredura. ............................................ 66

15
INTRODUÇÃO
Atualmente, as organizações estão em busca da melhoria contínua da
qualidade de seus produtos e serviços. Para isso, a busca pela excelência e
qualidade tem levado ao aperfeiçoamento de suas técnicas de processos de
produção, empreendimento em inovações tecnológicas, redução de custos e
investimento no capital humano, através de treinamentos e qualificação dos seus
colaboradores. Além da perpetuidade e preservação do meio ambiente, tornou-se
fundamental também, o desenvolvimento de métodos, controles e escolha de novos
produtos que possam substituir os agentes agressivos.
Este trabalho descreve um processo no qual se utilizam agentes tóxicos e
prejudiciais à saúde de quem se expõe a ele, portanto é de extrema importância
que as empresas estejam conscientes de que é essencial a promoção de um
programa de desenvolvimento sustentável, minimizando desperdícios, investindo na
prevenção da poluição através da conscientização e envolvimento de todos os
colaboradores para que os resultados sejam alcançados sem danos físicos,
químicos e/ou biológicos.
Através destas práticas, uma organização pode finalmente atender às
necessidades dos clientes, sem que a saúde de seus colaboradores e fornecedores
fique prejudicada.
Objetivo
O presente trabalho teve como objetivo apresentar as diferentes espessuras
de camadas cementadas obtidas pelos processos de cementação líquida e gasosa,
assim como verificar a eficiência metalográfica e microdurezas entre os processos
analisando seus comportamentos e resultados, observando que em ambos os
casos utilizou-se os mesmos parâmetros de patamares de temperaturas de
cementação, porém com meios diferentes de resfriamentos após tratamento térmico
e tempo de exposição.

16
O processo de cementação líquida consiste em mergulhar peças em fornos
de banhos de sais, com o objetivo de obter uma camada superficial que tenha certa
resistência ao desgaste, superior à situação da peça em seu estado inicial,
mantendo seu núcleo dúctil e tenaz.
Já no processo de cementação gasosa, as peças são colocadas dentro de
um forno, no qual o ambiente interno do forno possui um controle de atmosfera do
carbono.
Em ambos os casos, o objetivo principal é obter uma camada de carbono
na superfície da peça, através do fenômeno da difusão atômica, para que obtenha
maior resistência ao desgaste. Neste trabalho, observaram-se as diferentes
espessuras das camadas que se obtêm ao aplicar os processos de cementação
líquida e gasosa, a metalografia e microdurezas, analisando se as espessuras e o
desenvolvimento dos processos condizem com a literatura usada como referência
neste trabalho.
Metodologia
Para que o objetivo fosse atingido, este trabalho baseou-se em uma revisão
bibliográfica, por meio principalmente de livros, apostilas de sites correlacionados à
área acadêmica e de procedimentos operacionais de empresas do setor
metalúrgico que aplicam comumente estes processos.
Procedimentos
No primeiro capítulo, foram apresentados em subtítulo e de forma
sequencial em que são realizados os experimentos práticos, os conceitos da
produção e obtenção dos aços, assim como a classificação dos principais
elementos de liga que compõem o material utilizado, os tratamentos termoquímicos
e os dois processos de cementação de estudo, em que são informadas algumas
vantagens e desvantagens sobre os aços para cementação e as características do
aço 18CrNiMo7-6, os tratamentos térmicos de têmpera e revenimento que são
aplicados normalmente quando se aplica a cementação, um breve conceito de

17
ensaios mecânicos, em específico, o ensaio de dureza e, por fim, a metalografia
também foi conceituada.
No segundo capítulo, apresentaram-se os materiais que foram utilizados
durante a aplicação dos processos de cementação, mostrando os corpos de prova e
suas identificações, bem como a preparação dos mesmos que antecederam a
colocação no forno para a realização dos tratamentos termoquímicos, os fornos
utilizados para tratamentos térmicos, os equipamentos para análises metalográficas
e de durezas e os demais registros pertinentes à praticidade deste trabalho.
No terceiro capítulo, apresentaram-se os resultados obtidos e, finalmente no
quarto capítulo, a conclusão deste trabalho...
18
1 REVISÃO BIBLIOGRÁFICA
1.1 Produção do aço
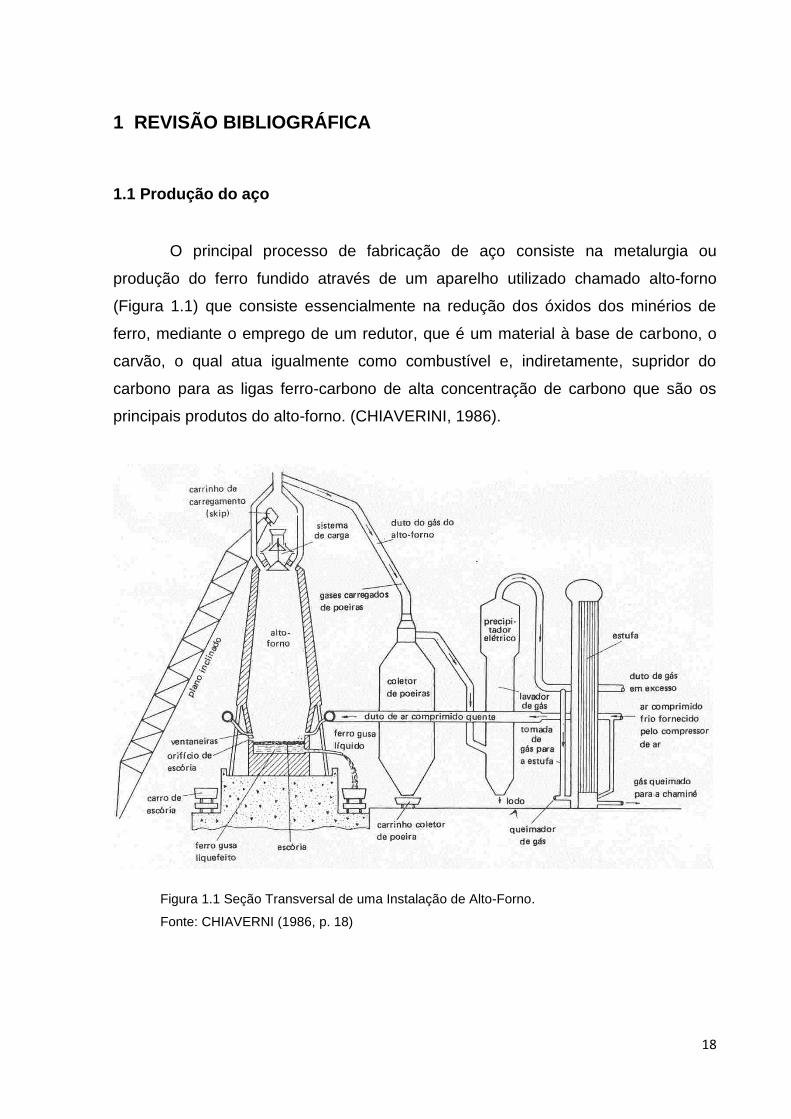
O principal processo de fabricação de aço consiste na metalurgia ou
produção do ferro fundido através de um aparelho utilizado chamado alto-forno
(Figura 1.1) que consiste essencialmente na redução dos óxidos dos minérios de
ferro, mediante o emprego de um redutor, que é um material à base de carbono, o
carvão, o qual atua igualmente como combustível e, indiretamente, supridor do
carbono para as ligas ferro-carbono de alta concentração de carbono que são os
principais produtos do alto-forno. (CHIAVERINI, 1986).
Figura 1.1 Seção Transversal de uma Instalação de Alto-Forno.
Fonte: CHIAVERNI (1986, p. 18)

19
Sendo o ferro gusa uma liga ferro-carbono em que o carbono e as impurezas
normais (Si, Mn, P e S, principalmente as duas primeiras) se encontram em
elevados teores, a sua transformação em aço, que é uma liga de mais baixos teores
de C, Si, Mn, P e S, corresponde a um processo de oxidação, no qual a
porcentagem é reduzida até valores desejados.
Para que o ferro gusa tenha a transformação em aço, é necessária a
utilização de agentes oxidantes, os quais podem ser de natureza gasosa (como ar e
oxigênio), ou de natureza sólida (como minérios na forma de óxidos). O processo
mais comum é o pneumático tradicional que se utiliza dos agentes oxidantes
gasosos em um equipamento chamado conversor Bessemer (Figura 1.2)
(CHIAVERINI, 1986).
Figura 1.2 Seção Transversal Esquemática de um Conversor Bessemer.
Fonte: CHIAVERNI (1986, p. 32)

20
No conversor Bessemer, são realizadas as reações de oxidações dos
elementos contidos no ferro gusa ainda líquido, onde o principal elemento, o
carbono, possui no seu início, o teor de 4,0% a 4,5% de carbono. Conforme mostra
na parte inferior da Figura 1.2, o conversor passa por três posições típicas no
decorrer da operação de obtenção do aço, antes da completa refinação do aço e
vazamento para lingotamento (CHIAVERINI, 1986).
Há ainda uma grande diversidade de processos especiais de refino que
visam melhorar as características dos aços para atender as exigências crescentes
da indústria mecânica de uma forma geral. Alguns dos processos que merecem
destaque são as operações de metalurgia da panela, processo de desgaseificação,
desgaseificação a vácuo e o dessulfuração que são realizados após o vazamento e
antes da solidificação. (CHIAVERINI, 2008).
1.2 Classificações dos Aços
São muitos os tipos de aços encontrados no mercado, pois além dos aços
simplesmente ao carbono, com teores variáveis de carbono, existem vários outros
aços-ligados com também, vários teores de elementos de liga.
Para facilitar a seleção dos aços, associações técnicas especializadas foram
criadas e classificaram os aços de acordo com sua composição química, dando
origem aos principais sistemas SAE e AISI (americanos), DIN (alemão), ABNT
(brasileiro), etc.
O sistema brasileiro da ABNT baseou-se nos sistemas americanos. Neles,
basicamente, os vários tipos de aço com porcentagem até 1% de carbono,
juntamente com os elementos comuns mínimos de impurezas a até mesmos
elementos de liga em baixos teores, são indicados por quatro algarismos, sendo os
dois primeiros correspondentes à presença ou não de elementos de liga e os dois
últimos ao teor de carbono médio existente. A mudança de um desses algarismos ou
de ambos indica um novo tipo de aço, por exemplo:

21
SAE 1045 – aço-carbono com teor médio de C 0,45%;
SAE 1120 – aço de usinagem fácil, ao enxofre, com 0,20% de carbono
médio;
SAE 4420 – aços ao Ni-Cr-Mo, com 1,85% Ni, 0,50% Cr, 0,25% Mo e 0,20%
C;
SAE 5140 – aço ao Cr com 0,70% a 0,90% Cr e 0,40% C.
A norma DIN adota outro critério para classificar os aços, os aços comuns,
por exemplo, são indicados pelo símbolo St (Stahl = aço), seguido de um algarismo
correspondente ao valor mínimo de resistência à tração – St42, St35, etc.
Os aços especiais, com teores de carbono acima de 1% ou com a presença
de elementos de liga em altos teores, como aços para ferramentas e matrizes,
resistentes à corrosão e ao calor, obedecem a outros critérios de classificação.
(CHIAVERINI, 1986).
Os aços carbono possuem quantidades mínimas de Silício e Manganês e
proporções ainda menores de Fósforo e Enxofre, onde estes dois últimos quando
apresentados em grandes quantidades são considerados impurezas, afetando a
qualidade dos aços. (CHIAVERINI, 2008).
Os aços de baixa liga são aços carbono acrescidos de elementos de liga, os
quais melhoram algumas propriedades mecânicas.
Alguns elementos de liga aumentam a resistência do aço através da
modificação da sua microestrutura para grãos finos.
Os elementos de liga mais comum e seus efeitos nas propriedades dos aços
são, segundo Chiaverini (1986) e Milan, Maluf, Spineli e Bose (2008),
i. Carbono (C) - É o elemento de liga mais eficaz, pois ele aumenta a dureza e a
resistência do aço.
ii. Enxofre (S) - Normalmente é um elemento indesejável no aço, pois causa
fragilidade, mas se adicionado em poucas quantidades melhora a usinabilidade do
aço.
iii. Manganês (Mn) - Em teores de 1,0% age como agente desoxidante ou
dessulfurante.
iv. Cromo (Cr) - Combinado com carbono, é um poderoso elemento de liga que
aumenta a dureza dos aços, aumenta a resistência à corrosão e a resistência dos
aços as altas temperaturas.

22
v. Níquel (Ni) - A principal característica do níquel é melhorar a ductilidade ou a
tenacidade ao entalhe, é eficaz a resistência ao impacto do aço e baixas
temperaturas.
vi. Molibdênio (Mo) - Aumenta fortemente a profundidade de têmpera, é muito
usado em combinação com o cromo para aumentar a resistência do aço a altas
temperaturas. Esse grupo de aço é referido como aços ao cromo-molibdênio.
vii. Silício (Si): é elemento essencialmente desoxidante, pois neutraliza a ação de
formação de CO ou CO2, por ocasião da fusão e solidificação dos aços; contribui
para o endurecimento por solução sólida; melhora a resistência à oxidação a altas
temperaturas; possui forte efeito grafitizante, eliminando carbonetos e, portanto, não
deve estar presente em aços de alto teor de carbono; e em altos teores aumenta a
resistência à corrosão.
viii. Fósforo (P): embora pouco desejável em alguns aços, aumenta a
usinabilidade de aços; aumento da resistência à corrosão; depois do carbono e
nitrogênio é o elemento com mais forte efeito de endurecimento por solução sólida;
etc.
1.3 Aços para Cementação
De acordo com Chiaverini (2008), o enriquecimento superficial de carbono
nos aços, proporcionado pela cementação, visa produzir uma superfície de alta
dureza e resistência ao desgaste, suportada por um núcleo tenaz. Em princípio,
inúmeros tipos de aços apresentam condições satisfatórias para esse fim. É preciso
considerar, entretanto, que a cementação exige tratamento térmico relativamente
complexo, de modo que a seleção de aço para peças cementadas não pode ser feita
baseada somente na aplicação final do material, mas também tendo em vista o
tratamento térmico que vai sofrer. De início, dois fatores básicos devem ser levados
em conta ao escolher um aço para cementação:
- Meio de resfriamento a ser usado na têmpera após a cementação;
- Tipo e grau de tensões a que as peças poderão estar sujeitas.
As principais variáveis a serem consideradas a respeito do meio de
resfriamento são: forma e secção das peças e distorção ou empenamento tolerável.
Os meios usualmente empregados na cementação são água ou soluções aquosas e

23
óleo. Os primeiros são os mais drásticos e são empregados quando as peças são de
forma simples ou apresentam secções apreciáveis e também quando a possibilidade
de empenamento é menor. Além de se caracterizarem pela alta velocidade de
resfriamento, esses meios são de baixo custo e facilitam a limpeza final das peças.
O óleo é recomendável quando as peças apresentam secções complexas ou finas,
as quais são mais suscetíveis ao empenamento ou mesmo à ruptura na têmpera.
É evidente que, em qualquer caso, a velocidade de resfriamento deve
permitir a obtenção da dureza superficial desejada e as propriedades convenientes
de tenacidade e resistência do núcleo. Neste caso, a velocidade crítica de
resfriamento do aço, ou seja, o tipo de aço a ser usado constitui fator preponderante.
Quando a única exigência é a máxima dureza superficial, a escolha recairá num aço
de baixo carbono sem ou com teores mínimos de elementos de liga e em água ou
preferivelmente soluções aquosas, como meio de têmpera, desde, é claro, que o
formato e as dimensões das peças permitam a utilização desse meio de
resfriamento. Quando o formato e as dimensões das peças sob cementação forem
tais que haja probabilidade de ruptura ou empenamento pela utilização de um meio
drástico de resfriamento, a escolha recairá em óleo, como meio de têmpera, e num
aço apresentando teores convenientes de elementos de liga, para que sua
velocidade critica de resfriamento produza endurecimento satisfatório com emprego
do meio de têmpera mais brando. Esses aços, com teores apreciáveis de elementos
de liga, são também vantajosos sob o ponto de vista de propriedades finais do
núcleo.
Já em relação ao tipo e grau de tensões, deve-se considerar o seguinte:
espessura e estrutura metalográfica da camada cementada, propriedades
mecânicas do núcleo e característicos da zona de transição.
Em linhas gerais pode-se dizer que dois tipos de camadas cementadas são
usados: hipereutetóide, quando se visa em primeiro lugar alta resistência ao
desgaste; eutetóide ou ligeiramente hipoeutetóide, quando o requisito importante da
superfície endurecida for tenacidade, visto que um rendilhado de carboneto livre
intergranular presente nos aços hipereutetóides é mais propício para conferir
fragilidade.

24
No caso da aplicação em que o desgaste é fator importante, deve-se
procurar igualmente a produção de uma camada com espessura razoável, pois com
isso se prolonga a vida das peças.
Sob o ponto de vista de dureza e resistência da camada cementada, a
introdução de elementos de liga pouco afeta essas propriedades. Entretanto, os
elementos de liga parecem influir no teor de carbono dessa camada assim como na
sua profundidade. Assim é que os elementos formadores de ferrita, como o silício e
o níquel (este em altos teores) tendem a produzir baixo carbono. Por outro lado, a
espessura da camada cementada e o gradiente de carbono dependem da difusão do
carbono, a qual por sua vez é afetada principalmente pela temperatura e pelo tempo.
Vários autores admitem também que os elementos de liga possam influenciar a
profundidade de cementação e a velocidades de penetração do carbono na
superfície.
Outra opinião mais ou menos generalizada é que a tenacidade da camada
cementada pode ser melhorada pela presença de certa quantidade de austenita
residual, embora a dureza superficial seja prejudicada. A austenita pode ser retida
por têmpera direta em muitos tipos de aços para cementação, principalmente
quando o teor de carbono superficial é elevado. A tendência à formação da austenita
residual é acentuada por teores mais elevados de elementos de liga (além do
carbono mais alto), pela temperatura de têmpera e pelo emprego de óleo como meio
de resfriamento, em lugar da água.
Lembrando que a temperatura de revenido para os aços cementados é
geralmente baixa, de 150 ºC (ou menos) a 175 ºC, de modo a reter a estrutura
martensítica dura; na realidade, há passagem da martensita tetragonal à martensita
cúbica. De qualquer modo, as temperaturas mencionadas não são suficientes para
eliminar a austenita retida, quando esta estiver presente.
O efeito aparentemente benéfico da austenita retida parece provir do fato
dela produzir como que uma ação de amortecimento, o que diminui as tensões
internas ou mesmo a formação de verdadeiras fissuras nas agulhas de martensita.
Aparentemente deve-se procurar produzir um núcleo o mais possível tenaz.
Porém, nada adianta um núcleo excepcionalmente tenaz, se existir uma fissura na
camada superficial rica em carbono, pois essa fissura propagar-se-á através do
núcleo, por mais tenaz que ele seja. Conclui-se que parece ser muito mais

25
importante produzir uma camada cementada muito dura e convenientemente
suportada. A menor importância que se tem dado à tenacidade do núcleo, tem
permitido substituir os aços com 0,1% de carbono pelos de 0,2% de carbono, que
são mais facilmente usináveis.
Em relação à zona de transição o ideal é possuir uma transição gradual, a
qual proporcionará o melhor suporte para a camada cementada. Duas variáveis
afetam a qualidade da zona de transição: difusão e estrutura. Se a difusão for
insuficiente, produzir-se-á uma zona de transição muito viva, que favorecerá o
lascamento da superfície. Com difusão constante, a resistência da zona de transição
dependerá da sua estrutura que pode ser ferrita, perlita ou bainita.
Por outro lado, quanto maior a temperabilidade do aço, tanto mais resistente
será a zona de transição. Uma das razões do emprego de aços-liga para a
cementação seria essa. O melhor suporte da camada cementada é dado por uma
zona de transição gradual e resistente; sob esse aspecto, quanto maior for a
temperabilidade do aço, melhor. Daí uma das principais razões de se empregar
aços-liga para a cementação e o motivo pelo qual se tende à utilização de aços com
carbono mais elevado; com isso, além de se melhorar o suporte da camada
cementada, produz-se também núcleos mais resistentes. A não ser que as
condições de serviço exijam uma camada cementada muito espessa, preferem-se
camadas relativamente finas, com núcleos de carbono mais elevado, portanto mais
resistentes e que dão melhor suporte à superfície endurecida.
Do exposto acima, verifica-se que a tendência atual na produção de peças
cementadas é a utilização de aços-liga. A introdução de elementos de liga,
entretanto, quando em teores apreciáveis, reflete-se no custo dos aços, além de
afetar, tornando mais difíceis, as operações de fundição, forjamento, laminação e
tratamentos térmicos. Por esse motivo, procura-se utilizar, sempre que possível,
para aplicações mais simples, aço-carbono ou, quando necessário, aços de baixo
teor de liga com carbono mais elevado do que nos aços simplesmente ao carbono.
Em certos casos, contudo, devido às secções e formas das peças cementadas,
pode-se ter necessidade de um aço de alta temperabilidade. Nesse caso, a solução
é introduzir elementos de liga em teores mais elevados para garantir o
endurecimento máximo. (CHIAVERINI, 2008).
Os aços para cementação são, portanto, de três tipos:

26
- aços-carbono;
- aços-liga de baixo teor de liga;
- aços-liga de teor em liga mais elevado.
O material de estudo para esse trabalho possui altos teores de ligas, estes a
soma total de elementos de liga ultrapassa 2%, esses aços apresentam
temperabilidade muito elevada, de modo que o teor de carbono não deve superar
0,25%.
Com esses aços, conseguem-se excepcionais valores de resistência e
tenacidade do núcleo, muito importantes para certas condições de serviço. Além
disso, eles possibilitam a produção de peças cementadas de secção apreciável,
possuindo as desejadas propriedades do núcleo. O custo, dificuldade na sua
fabricação e tratamentos térmicos limitam o seu uso a casos especiais.
As peças cementadas a partir desses aços destinam-se a aplicações tais
como engrenagens de transmissão, coroas, pinhões, pinos, buchas e peças diversas
de veículos e máquinas em geral.
É importante o conhecimento das propriedades físicas e químicas dos
materiais para que seu ciclo de tratamento seja escolhido de acordo com suas
especificações técnicas e suas posteriores aplicações, o qual será mostrado mais a
frente.
1.4 Cementação
Esse tipo de técnica é utilizado em tratamento de peças metálicas e tem
como intuito o endurecimento superficial através da modificação parcial da
composição química do material, na qual ocorre por meio da difusão termoquímica
de elementos na superfície do aço, por isso é chamado de tratamento termoquímico,
ou seja, matéria sendo transportada através da matéria com auxílio da temperatura
e do tempo, conforme mostrado na Figura 1.3. Normalmente são utilizados
elementos como: carbono, nitrogênio e boro, embora tenham outros com o mesmo
princípio.
São vários os tipos de tratamentos termoquímicos, como por exemplo, a
nitretação, cianetação, carbonitretação, boretação, e a cementação que será à base
deste estudo.

27
Figura 1.3 Difusão Termoquímica.
Fonte: site IFBA (2013, p. 7)
O processo de cementação é um dos tratamentos termoquímicos utilizados
para endurecimento superficial os aços, tendo como elemento fundamental, o
carbono, que por meio da difusão é introduzido à peça para aumentar o teor
superficialmente.
Para que ocorra o processo de cementação, os aços devem possuir baixo
teor de carbono, pois quando aquecidos a elevadas temperaturas (de
austenitização), na presença de um meio carbonetante, o carbono desse meio reage
com o ferro do aço, de acordo com a reação simples: (CHIAVERINI, 2003).
C+3Fe = Fe3C (1:1)
Mantém-se durante determinado tempo suficientemente para atingir a
profundidade desejada do ter de carbono e tempera-se posteriormente, sendo assim
obterá estrutura martensítica na sua superfície e dependendo do material, o núcleo
terá perlita e ferríta primária. Portanto, a superfície do aço fica enriquecida de
carbono, até uma profundidade que pode ser perfeitamente preestabelecida e
controlada, e posteriormente pode-se realizar a aplicação simultânea de um
tratamento térmico, que no âmbito desde trabalho, utilizaremos a têmpera e
revenimento.
As temperaturas do processo variam de 850°C a 950°C onde nesta faixa, o
ferro está na forma alotrópica gama. Os processos usuais de cementação permitem
elevar o teor de carbono da superfície do aço a valores que variam de 0,8% a 1,0%.

28
A profundidade da cementação depende da temperatura e do tempo, sendo
que em elevadas temperaturas e com um tempo maior, facilitam a difusão do
carbono para o interior do aço como mostram as Figuras 1.3 e 1.4.
Figura 1.4 Curvas Mostrando a Influência da Temperatura e Tempo na Penetração
Superficial do Carbono.
Fonte: Chiaverini (1986, p. 107)
Sendo assim, podemos dizer que no processo de cementação, quanto
menor o teor de carbono o aço ou a peça inicial tiver maior será a velocidade de
difusão, pois maior é o gradiente de concentração entre o meio carbonetante e a
peça; e que quanto maior a temperatura imposta no processo, maior o coeficiente de
difusão e portanto mais rápido o processo.

29
1.5 Cementação Líquida
Na cementação líquida, o meio carburizante, é um sal fundido, entre eles
cianeto de sódio, cloreto de bário, cloreto de potássio, cloreto de sódio, carbonato de
sódio.
O tratamento termoquímico, de cementação líquida, é um processo rápido e
limpo, que confere às peças que passam por esse tratamento, maior proteção contra
a corrosão, descarbonetação, elimina praticamente o empenamento. As peças são
mergulhadas de forma, que permite que a cementação seja localizada. Devido às
altas temperaturas dos banhos de sal, desprende-se dos fornos gases que podem
ser tóxicos, provenientes dos cianetos que constituem o banho. Deve-se então,
conter nos fornos específicos para este tratamento, um sistema de exaustão nos
fornos, para evitar a inalação dos gases (POSTAL, 1999).
O sal fundido é composto de cianeto de sódio (NaCN) e cianato de sódio
(NaCNO).
A camada endurecida contém apreciável quantidade de nitrogênio, que pode
formar nitretos. Os nitretos aumentam a resistência ao desgaste e reduzem o
amolecimento durante os tratamentos térmicos, como o revenimento (SILVA, MEI,
2006).
Consideram-se geralmente dois tipos de banhos para cementação líquida:
aqueles para camadas de pequena profundidade e aqueles para camada de grande
profundidade. Há uma superposição de composição do banho para os dois tipos de
camadas. Em geral, um tipo de banho se distingue do outro mais pela temperatura
de operação do que pela composição, de modo que as expressões “baixa
temperatura” e “alta temperatura” são preferidas.
Os banhos de baixa temperatura são comumente operados entre as
temperaturas de 840 ºC a 900 ºC, embora para certos efeitos específicos, essa faixa
de temperatura seja, algumas vezes, estendida de 790 ºC a 915 ºC com os banhos
para operação em baixa temperatura, a espessura de camadas cementadas varia de
0,08 a 0,8mm.
O mecanismo de cementação com banhos de baixa temperatura é
complexo. Devido ao número de produtos finais e intermediários que se formam

30
entre os quais, há os seguintes: carbonatos alcalinos (Na2CN ou BaCN2) e cianeto
(NaNCO) (NORMA DIN, 2008).
Quanto aos banhos de grande penetração, o processo consiste em utilizar
altas temperaturas: (900 ºC a 950 ºC). A cementação líquida é realizada mantendo o
aço à temperatura acima de Ac, num banho de sal fundido, com composição
adequada para promover o enriquecimento superficial de carbono.
Os banhos carburizantes líquidos apresentam as composições indicadas na
Figura 1.5.
Figura 1.5 Composição de Banhos de Sal para Cementação Líquida.
Fonte: Chiaverini (1986, p. 110)
Algumas das reações são as seguintes:
I 2NaCN + O2 => 2NaCNO
II 4NaCNO => 2NaCN + Na2CO3 + CO + N2
III 2CO + Fe => Fe(C) + CO2 (1:2)
31
A primeira e a terceira reações são pelo menos parcialmente reversíveis. As
reações que produzem seja CO, seja C, são benéficas para obtenção da desejada
camada cementada, como, por exemplo:
3Fe + 2CO => Fe3C + CO2 e 3Fe + C => Fe3C (1:3)
Os banhos de alta temperatura, operados a temperaturas entre 900ºC e
955ºC promovem camadas cementadas de maior profundidade – entre 0,5 e 3,0mm.
Operação em temperaturas acima de 950ºC, entre 980ºC e 1035ºC, resulta em
rápida penetração de carbono, porém a deterioração do banho, assim como do
equipamento, é grande e acelerada.
A principal reação, na operação com banhos de alta temperatura é a
seguinte:
Ba (CN)2 => BaCN2 + C (1:4)
Esta reação é reversível.
Na presença do ferro, tem-se:
Ba (CN)2 + 3e => BaCN2 + Fe3C (1:5)
Cianeto de bário Cianamida de bário
De fato, a ação carburizante é devida, principalmente, ao cianeto de sódio
NACN ativado ou catalizado pela presença de sais alcalinos terrosos, como de bário,
cálcio ou estrôncio:
2NaCN + BaCl2 => Ba (CN)2 + 2NaCl (1:6)
1.5.1 Considerações a Respeito da Cementação Líquida
A cementação líquida utiliza o princípio ativo dos cianetos que, pela
oxidação, produzem CO que entra em solução sólida com o carbono.
Alguns fatores devem ser considerados e são importantes para o processo
de cementação líquida.
Os banhos líquidos de cementação devem:
ter uma cobertura, a qual pode ser obtida pela adição de grafita de
baixo teor em sílica no banho fundido;
as peças devem ser introduzidas limpas e secas;

32
os fornos exigem exaustão, visto que cianetos, a altas temperaturas
são venenosos;
do mesmo modo e pelos mesmos motivos, deve-se evitar contato com
sais de cianeto com ácidos, visto desprender-se ácido cianídrico;
deve-se evitar após a cementação líquida, resfriamento ao ar, porque a
película de sal aderente às peças não as protege suficientemente,
podendo ocorrer oxidação ou descarbonetação;
de preferência, deve-se empregar, como meio de resfriamento,
salmoura com 10% a 15% de cloreto de sódio, ou, no caso de óleos,
utilizar óleos minerais puros ou óleo especial para têmpera;
o resfriamento em água provoca o desprendimento fácil e completo de
qualquer sal aderente, facilitando a lavagem posterior, no caso de
resfriamento em óleo, convém, após o mesmo, lavar as peças em água
quente.
Recomenda-se para os aços-liga a têmpera em banho de sal quente a mais
ou menos 180ºC, neste caso, geralmente é necessário efetuar um novo
reaquecimento para nova têmpera, a qual, para prevenir a formação de austenita
residual, deve ser levada a uma temperatura mais baixa, de ordem de 800ºC.
A profundidade de cementação que pode ser obtida com banhos de sal varia
com sua composição, com o tempo de operação e com a temperatura do banho,
podendo-se atingir em 3 ou 4 horas, cerca de 1,5mm. De um modo geral, os tempos
necessários são mais curtos que nos outros processos de cementação.
Em tempos mais curtos de 1 a 2 horas, obtém-se com relativa facilidade a
profundidade de cementação cerca de 0,50mm, apresentando um teor de carbono
de 0,70% a 1,00% com aproximadamente 0,2% de nitrogênio, este último
concentrado principalmente na superfície do aço (CHIAVERINI, 2008).

33
1.5.2 Principais Vantagens da Cementação Líquida
As principais vantagens da cementação líquida são:
o processo de cementação líquida é rápido, e a profundidade de
penetração ocorre em tempos relativamente curtos;
as peças entram em contato com a massa líquidae devido à
temperatura estimada para o tratamento, o tempo de permanência no
banho, é de poucos minutos;
neste tratamento, as peças adquirem uma proteção contra a oxidação
e descarbonetação;
para a introdução das peças no interior do banho, os dispositivos
utilizados são ganchos e cestas especiais;
para têmperas diretas, não há vestígios de óxidos;
certo controle da profundidade de penetração;
possibilidade de operação contínua, pela colocação ou retirada das
peças, enquanto outras ainda estão em tratamento;
menor possibilidade de empenamento;
maior facilidade de produzir-se cementação localizada (CHIAVERINI,
2008).
1.5.3 Principais Desvantagens da Cementação Líquida
As desvantagens do tratamento de cementação líquida são:
alta toxidez dos cianetos;
necessidade de limpeza posterior em alguns casos, como a têmpera
em óleo (SILVA, MEI, 2006).

34
1.6 Cementação Gasosa
A cementação gasosa consiste em se colocar a peça a ser cementada em
um forno com atmosfera potencial de carbono controlado. Cementação gasosa,
comercialmente é o método mais importante de cementação, e geralmente é obtido
em um forno onde sua atmosfera é rica em carbono, tais quais gases
hidrocarbonetos, por exemplo, o CH4, C3H e C4H10, ou vaporizado por
hidrocarbonetos líquidos (SILVA, MEI, 2006).
1.6.1 Considerações a Respeito da Cementação Gasosa
Os gases são adicionados ao forno conforme sua taxa de cooperação na
cementação. Para o gás cementante é empregado o gás natural (80 a 90% de CH4 e
10 a 20% de C2H6), o propano (C3H8), o butano (C4H10) e mais recentemente, no
Brasil, o álcool etílico volatizado (C3H5 OH).
O gás de veículo para a cementação é fornecido a uma taxa de fluxo
elevada para garantir uma pressão positiva do forno, minimizando a entrada de ar
para dentro do forno. Geralmente as misturas de gases são utilizadas para a diluição
do gás cementante, esses gases:
N2 (40 a 97%); CO (2 a 35%); CO2(0 a 5%); H2 (1 a 40%); CH4 (0 a 1%).
Com relação entre gás veículo e o cementante variando de 8:1 a 100:1,
respectivamente (SILVA, MEI, 2006).
Para obter os componentes cementados, os mesmo são primeiro aquecidos
numa atmosfera neutra até temperaturas de 870-940°C, para então serem inseridos
os gases propostos para a carbonetação.
Nas atmosferas endotérmicas de cementação consistem as misturas dos
agentes de cementação que são CO e CH4; e descarbonetação CO2 e H2O, eles são
fatores essenciais para o potencial de cementação no forno. É importante manter um
elevado potencial de cementação durante todo o processo, o que sustenta esse
último, é a força motriz da cementação que é determinado entre o potencial de
carbono na atmosfera e de carbono na superfície do aço.
35
As principais reações para a cementação a gás são:
CH4=>(C) + 2H2
CO + H2O => CO2 + H2
CO => (C) + CO2
CO + H2=> (C) + H2O (1:7)
Como estas reações são reversíveis, dependendo da temperatura e das
concentrações de metano (CH4) e hidrogênio (H2), o aço pode tanto receber
carbono (C) como perdê-lo.
A camada cementada varia normalmente de 0,5 a 2,0 mm, e depende além
do tempo e da temperatura do potencial de carbono no forno (CHIAVERINI, 2008).
1.6.2 Principais Vantagens da Cementação Gasosa
A mistura carburizante fica bem definida e estável durante toda a fase ativa
da cementação, ao contrário do que ocorre na cementação sólida, em que a mistura
carburizante perde em eficiência, à medida que a operação se prolonga, diminuindo
a ação carbonetante;
é um processo mais limpo que a cementação sólida, pois eliminam os
pós, as caixas pesadas e custosas;
permite melhor controle do teor de carbono e da espessura da camada
cementada;
é mais rápida e oferece possibilidade de uma só têmpera direta.
1.6.3 Principais Desvantagens da Cementação Gasosa
As reações de carbonetação são muito mais complexas e algumas podem
ser prejudiciais por que:
● custo da instalação muito alto, exigindo também aparelhagem complexa
de controle e de segurança, que ocasiona a necessidade de pessoal mais habilitado;
● controle não é somente das temperaturas, como é praticamente o caso da
cementação sólida, mas igualmente da constância da mistura carburante gasosa
(CHIAVERINI, 2008).

36
1.7 Considerações a Respeito do Aço DIN EN 10084 - 18CrNiMo7-6
1.7.1 Composição Química
O aço em estudo, é um tanto quanto pouco utilizado no mercado em geral,
pouco se houve falar deste material, porém é bem difundido entre as empresas que
trabalham com redutores de velocidade, no qual utilizam com frequência
engrenagens de transmissão, onde o objetivo principal é a vida útil das
engrenagens, depositando maior capacidade produtiva com menor desgaste durante
operação. A tabela 1.1 mostra a composição química do aço 18CrNiMo 7-6,
podemos observar que é muito distante do que se está acostumado a ver e até
mesmo difícil de encontrar aços semelhantes a este.
Tabela 1.1 Composição Química do aço 18CrNiMo7-6.
Faixa/Elemento C Si Mn Cr Mo Ni P S Outros
Mínimo 0,15 - 0,50 1,50 0,25 1,40 - - -
Máximo 0,21 0,40 0,90 1,80 0,35 1,70 0,035 0,035 máx. 1,0 %
Fonte:TGM (2013, p. 1)
1.7.2 Aplicações
Este aço é amplamente utilizado em indústrias para fabricação de peças
como engrenagens de redutores, coroas, pinhões, pinos, alavancas, pequenos
mecanismos, e peças que não estão sujeitas a solicitações severas de outra
natureza a não ser desgaste superficial.
1.7.3 Características
O aço 18CrNiMo7-6 é característico de tratamentos termoquímicos como a
cementação, alta temperabilidade, boa usinabilidade, e excelente resistência
mecânica. A dureza superficial, na condição cementada, temperada e revenida
alcança 62 HRC, enquanto que em seu núcleo varia entre 32 e 38 HRC
aproximadamente, dependendo da bitola.
Possui excelente resistência ao desgaste, principalmente quando
cementado.

37
1.7.4 Propriedades Físicas e Mecânicas
O aço 18CrNiMo7-6 possui excelente resistência ao desgaste,
principalmente quando cementado, suas propriedades físicas e mecânicas mostram
na tabela 1.2 bastante resistência do material antes mesmo da aplicação do
tratamento termoquímico de cementação.
Tabela 1.2 Propriedades Físicas e Mecânicas do aço 18CrNiMo7-6.
Temperatura
Limite Elástico,
0,2%, mín.
[N/mm²]
Tensão de
Ruptura, mín.
[N/mm²]
Alongamento
em 50 mm
[%]
Redução
de Área,
mín.
[%]
Impacto,
mín.
[J]
Dureza,
máx.
[ºC] Longitud./Transv. Long./Transv. L T Q L T/Q L T/Q [HB]
20 785 1080 a 1320 11 9 8 40 27 40 30 159 -
220
Fonte:TGM (2013, p. 2)
1.7.5 Condições de Fornecimento
O material é fornecido primeiramente pela aciaria como lingote de aço
fundido com desgaseificação a vácuo e posteriormente em barra redonda forjada em
acabamento desbastado, normalizado, altamente revenido para obtenção de
microestrutura constituída de Ferrita + Perlita, podendo conter presença discreta de
bainita revenida e leve bandeamento, conforme mostra Figura 1.6.
Figura 1.6 Metalografia Típica do aço 18CrNiMo7-6 antes do Processo de Cementação.
Microestrutura Ferrita + Perlita com Presença Discreta de Bainita Revenida.
Fonte: TGM (2013, p. 4)

38
1.8 Tratamentos Térmicos
Os tratamentos térmicos têm como objetivo fundamental alterar as
propriedades mecânicas dos metais sem que seja afetada ou alterada a composição
química dos mesmos, através de aquecimento e resfriamento controlados em
diversas faixas de temperatura. Com o processo de aquecimento e resfriamento dos
metais, ocorrem modificações microestruturais, ou seja, alteram-se quantidade, tipo,
fração volumétrica e morfologia das fases presentes no metal.
A temperatura de aquecimento imposta no processo dependerá do material
e da transformação de fase ou microestrutura/propriedade desejada. Normalmente
submete-se o material a ser tratado, a uma temperatura de austenitização, a fim de
eliminar os efeitos causados de processos de fabricação anteriormente, porém, é
importante salientar que temperaturas muito altas podem obter crescimento de grão,
oxidação dos contornos de grão, etc. e em temperaturas muito baixas, pode ocorrer
de o material não ser completamente austenitizado, causando em ambos os casos
situações prejudiciais ao comportamento e aplicabilidade da peça fabricada nestas
condições do material. A Figura 1.7 mostra as diferentes faixas de temperaturas de
aquecimento e tipos de tratamento térmicos normalmente realizáveis.
Figura 1.7 Faixas de temperaturas de aquecimento no diagrama Fe-Fe3C para diversos tipos de
tratamentos térmicos em aços.
Fonte: Milan, Maluf, SpineliI, Bose (2008, p. 30)

39
Já o resfriamento, pode ser dividido em resfriamento contínuo e resfriamento
isotérmico.
O resfriamento contínuo ocorre de maneira que não tenha mudanças
abruptas na taxa de resfriamento, ou seja, a redução da temperatura acontece de
modo contínuo sem formação de patamares. No caso dos resfriamentos isotérmicos,
apresentam um ou mais patamares de temperaturas. A Figura 1.8 mostra os dois
tipos de resfriamento que ocorrem no processo de tratamento térmico dos metais.
Figura 1.8 Tipos de resfriamento no processo de tratamento térmico.
Fonte: Milan, Maluf, SpineliI, Bose (2008, p. 29)
Os tratamentos térmicos de resfriamento contínuo são têmpera, revenimento
ou alívio de tensões, homogeneização, recozimento, recozimento subcrítico,
esferoidização e normalização. Os de resfriamentos isotérmicos são principalmente
o de austêmpera e martêmpera. Os resfriamentos podem ocorrer em água,
salmoura, óleo, sais fundidos ou ar, dependendo da taxa de resfriamento desejada
(MILAN, MALUF, SPINELI, BOSE, 2008).
Destes iremos aplicar neste trabalho, o tratamento térmico de têmpera
resfriado em água e óleo, e posteriormente aplicar o revenimento.
De acordo com Chiaverini (1986), a têmpera é o tratamento térmico que se
realiza nos aços cementados. Após temperar esses aços deve-se levar em conta
que o material apresenta duas secções distintas, uma correspondente à camada
cementada, de alto teor de carbono, muito dura e de alta temperabilidade e outra,
central, de baixo teor de carbono e dúctil. Portanto o aço apresenta duas

40
temperaturas críticas, o que significa que, no aquecimento para têmpera, a
temperatura crítica do núcleo pode não ser atingida eventualmente.
O tratamento térmico de Têmpera nos aços tem como objetivo a obtenção
de microestrutura que proporcione propriedades de dureza e resistência mecânica
elevada (CHIAVERINI, 2003).
A peça a ser temperada é aquecida a temperatura de austenitização e em
seguida submetida a um resfriamento brusco formando uma estrutura Martensítica,
que depende da composição química para se formar. Em geral, quanto maiores os
teores de carbono e elementos de liga presente no material, maior a temperabilidade
e consequentemente menor a taxa de resfriamento necessária.
Os meios de resfriamentos mais utilizados são em água e óleo, podendo ser
realizada com as seguintes técnicas:
- têmpera direta, que consiste em se temperar imediatamente após a
cementação;
- têmpera simples, em que o aço após a cementação é esfriado ao ar e em
seguida é aquecido e temperado.
Geralmente após cementação e têmpera realiza-se o Revenimento, no qual,
utiliza-se de baixas temperaturas, entre 135 ºC e 175 ºC, para alívio das tensões
(CHIAVERINI, 1986).
O Revenimento é um tratamento térmico realizado após a têmpera com o
objetivo de reduzir a fragilidade decorrente ao seu resfriamento brusco. Este
tratamento consiste em aquecer o material até uma determinada temperatura e
mantendo-a ao tempo requerido neste patamar, o resfriamento é geralmente é feito
ao ar. O principal fator do revenimento é propiciar um aumento da ductilidade e
tenacidade do material, no qual a estrutura foi afetada pelo resfriamento,
transformação de fase e, portanto, deformação plástica.
Ao passo que a estrutura do material se transforma em martensíta gera-se
uma grande tensão e discordâncias consideráveis, resultando em um material
extremamente frágil e praticamente sem aplicações, no entanto, o revenimento pode
provocar um rearranjo estrutural e reduzir o número de discordâncias presentes na
microestrutura, aumentando assim, a ductilidade, tenacidade, diminuindo um pouco
a dureza e a resistência mecânica (MILAN, MALUF, SPINELI, BOSE, 2008).

41
1.9 Ensaios Mecânicos
Os ensaios mecânicos são utilizados para determinar certas característica e
o comportamento dos materiais.
As propriedades mecânicas dos materiais são verificadas pela execução de
ensaios cuidadosamente programados, que reproduzem o mais fielmente possível
as condições de serviço. Dentre os fatores a serem considerados nos ensaios
incluem-se a natureza da carga aplicada, a duração de aplicação dessa carga e as
condições ambientais. A carga pode ser de tração, compressão ou cisalhamento, e a
sua magnitude pode ser constante ao longo do tempo ou então flutuar
continuamente.
A determinação das propriedades mecânicas de um material metálico é
realizada por meio de vários ensaios. Geralmente esses ensaios são destrutivos,
pois promovem a ruptura ou a inutilização do material. Nesta categoria de ensaios
destrutivos, estão classificados os ensaios de tração, dobramento, flexão, torção,
fadiga, impacto, compressão, dureza, entre outros (TELECURSO 2000, 1996).
Destes, o ensaio de dureza visa determinar as propriedades mecânicas do
material com muita frequência e na qual utilizaremos neste trabalho.
1.9.1 Ensaio de Dureza
O ensaio de dureza consiste na impressão de uma pequena marca feita na
superfície da peça pela aplicação de pressão com uma ponta de penetração. A
medida da dureza do material ou da dureza superficial é dada como função das
características da marca de impressão e da carga aplicada em cada tipo de ensaio
de dureza realizado. Esse ensaio é amplamente utilizado na indústria de
componentes mecânicos, tratamentos superficiais, vidros e laminados devido à
vantagem de fornecer dados quantitativos das características de resistência à
deformação permanente das peças produzidas. É utilizado como um ensaio para o
controle das especificações da entrada de matéria prima e durante as etapas de
fabricação de componentes.
Observe-se que os resultados fornecidos pela medida de dureza devem
variar em função de tratamentos sofridos pela peça.

42
Há métodos para se determinar a dureza como Brinell, Rockell, Vickers e
Shore. Os valores utilizados para cada método estão representados na Figura 1.10.
A dureza Vickers é um método semelhante ao ensaio de dureza Brinell, já
que também relaciona carga aplicada com a área superficial da impressão. O
penetrador padronizado é uma pirâmide de diamante de base quadrada e com
ângulo de 136º entre faces opostas. Este ângulo foi escolhido em função de sua
proximidade com o ângulo formado no ensaio Brinell entre duas linhas tangentes as
bordas da impressão e que partem desta impressão.
O ensaio é aplicado a todos os materiais com quaisquer durezas,
especialmente materiais muito duros, ou corpos de prova muito finos, pequenos e
irregulares. A expressão utilizada da dureza Vickers é, de acordo com Souza (1982),
HV = 1,8544Q/L² (1:8)
Onde: Q = carga (Kgf ou N);
L² = área da superfície piramidal (mm).
Conforme Souza (1982), como Q é dado em Kgf ou N e L em mm, a
dimensão da dureza Vickers é N/mm² ou Kgf/mm². Esse tipo de dureza fornece,
assim, uma escala continua de dureza (de HV = 5 até VH = 1000Kgf/mm²) para cada
carga usada. Entretanto, para cargas muito pequenas, a dureza pode variar de uma
carga para outra, sendo então necessário mencionar a carga usada toda vez que
ensaiar um metal.
A Figura 1.9 mostra o esquema de aplicação do método Vickers.
Figura 1.9 Esquema do Penetrador e Impressão da Dureza Vickers.
Fonte: Souza (1982, p. 125)

43
Figura 1.10 Tabela de Conversão de Durezas.
Fonte: site Eugenia Parafusos (2013)

44
1.9.2 Metalografia
A metalografia microscópica estuda produtos metalúrgicos, com auxílio do
microscópio, visando à determinação de seus constituintes e de sua textura. Este
estudo é realizado em superfícies previamente preparadas, ou seja, polidas e
atacadas por um reativo adequado.
Os metais, de forma geral, são agregados cristalinos, cujos cristais são
chamados de grãos, que também podem ser chamados de nódulo, veios, agulhas,
glóbulos, etc., devido a tratamentos térmicos, termoquímicos e ou conformações
mecânicas aplicadas ao material.
Com auxílio de uma técnica apropriada, consegue tornar visível a textura
microscópica do material, evidenciando os diversos grãos de que é formado. Assim
é possível identificar suas naturezas e respectivas porcentagens, suas dimensões,
arranjos e formatos, interpretando os dados que constituem, portanto, o escopo do
exame micrográfico dos metais.
A análise química do material revela do que se compõe o metal, os exames
macro e micrográfico fornecem preciosas informações sobre como o metal adquiriu
as propriedades que apresenta. Tais informações interessam muito, aos fabricantes,
e de forma geral, aos consumidores de produtos metálicos entre outros
(COLPAERT, 2008).
A Figura 1.11 mostra duas micrografias diferentes para exemplo, observadas
na metalografia dos metais.
Microestrutura Típica de Aço Baixo Carbono
Característico do SAE 1020.
Microestrutura Típica de Aço Médio Carbono
Característico do SAE 1045.
Figura 1.11 Microestruturas de Materiais para Exemplo de Metalografia.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)

45
2 MATERIAIS E MÉTODOS
Neste capítulo, serão descritos os equipamentos, materiais e procedimentos
experimentais empregados na realização deste trabalho.
2.1 Materiais Utilizados
Os materiais utilizados neste estudo estão descritos abaixo separados de
acordo com cada processo de cementação (líquida e gasosa):
2.1.1 Cementação Líquida
● Quatro corpos de prova do Aço 18CrNiMo7-6 preparados para o processo
de cementação líquida.
Figura 2.1 Amostras Identificadas de Cementação Líquida.
Fonte: Araujo, Rosa (autores deste TCC, 2013).
46
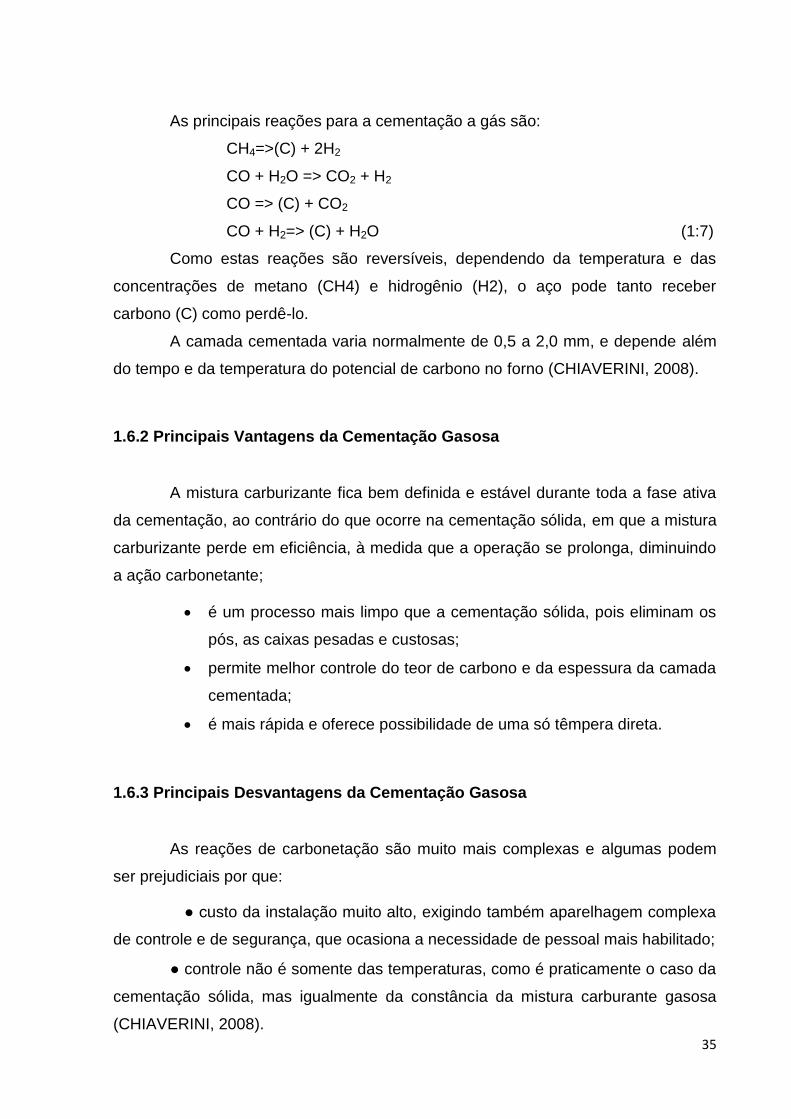
● Forno Eletrônico Brasimet F1 tipo poço com atmosfera controlada por sonda
de oxigênio, utilizado para realizar a cementação.
Figura 2.2 Forno Elétrico Tipo Poço Utilizado para Cementação.
Fonte: Araújo, Rosa (autores deste TCC, 2013)
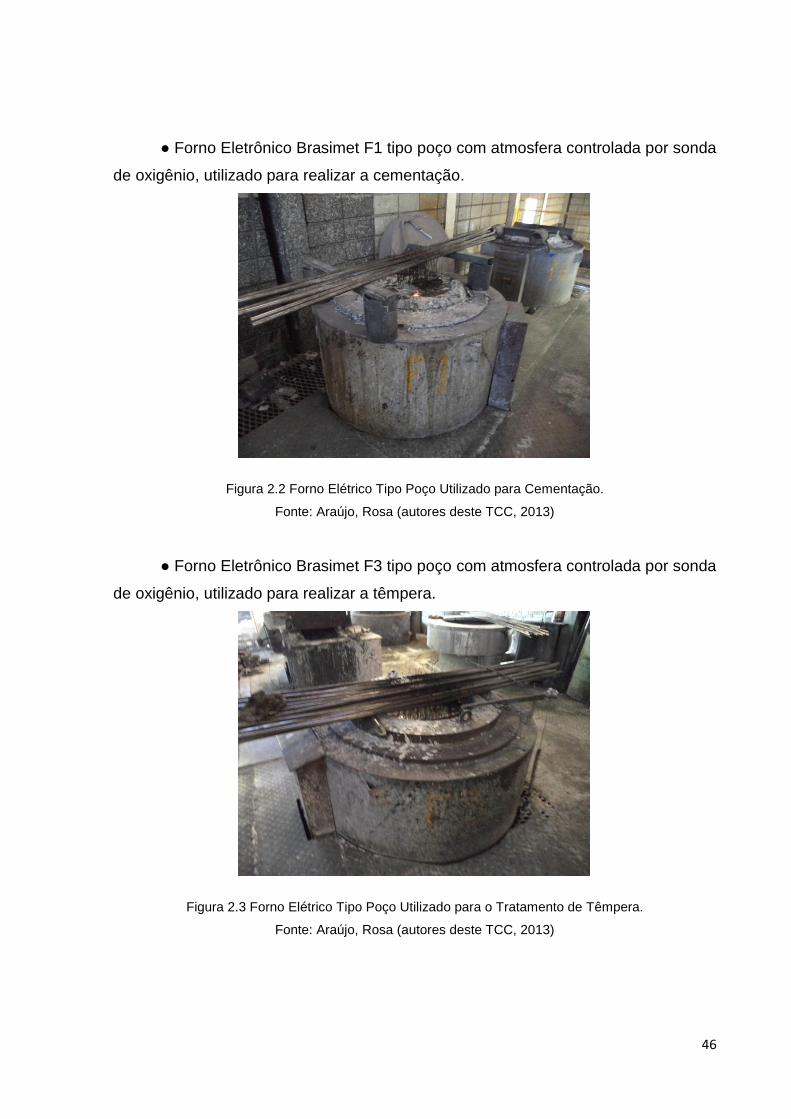
● Forno Eletrônico Brasimet F3 tipo poço com atmosfera controlada por sonda
de oxigênio, utilizado para realizar a têmpera.
Figura 2.3 Forno Elétrico Tipo Poço Utilizado para o Tratamento de Têmpera.
Fonte: Araújo, Rosa (autores deste TCC, 2013)

47
● Forno Eletrônico BrasimetR4 modelo VK 80/130 tipo poço com atmosfera
controlada por sonda de oxigênio, utilizado para realizar o revenimento.
Figura 2.4 Forno Elétrico Tipo Poço Utilizado para o Tratamento de Revenimento.
Fonte: Araújo, Rosa (autores deste TCC, 2013)
2.1.2 Cementação Gasosa
● Quatro corpos de prova do Aço 18CrNiMo7-6 preparados para o processo
de cementação gasosa.
Figura 2.5 Amostras de Cementação Gasosa Identificadas com Tipador Industrial.
Fonte: Araújo, Rosa (autores deste TCC, 2013)

48
Figura 2.6 Amostras Perfuradas para Suporte de Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013)
● Forno Eletrônico Maxitrate ATM01 modelo X57 tipo poço com atmosfera
controlada por sonda de oxigênio, utilizado para realizar a cementação e a têmpera.
Figura 2.7 Forno Eletrônico Tipo Poço Modelo X57.
Fonte: Araújo, Rosa (autores deste TCC, 2013)

49
● Painel Digital Controlador de Temperatura, utilizado para realizar a medição
da temperatura de cementação e a têmpera.
Figura 2.8 Painel Digital Controlador de Temperatura de Cementação e Têmpera
Fonte: Araújo, Rosa (autores deste TCC, 2013)
● Painel Digital de Atmosfera Controlada, utilizado para realizar a medição da
porcentagem de carbono na atmosfera do forno.
Figura 2.9 Painel Digital Controlador de Atmosfera.
Fonte: Araújo, Rosa (autores deste TCC, 2013)

50
● Painel Registrador de Temperatura (Gráfico de Tratamento Térmico),
utilizado para realizar a marcação das faixas de temperatura realizada durante o
processo de cementação e têmpera.
Figura 2.10 Painel Registrador de Temperatura para Gráfico de Tratamento Termoquímico e Térmico.
Fonte: Araújo, Rosa (autores deste TCC, 2013)
Os materiais abaixo foram utilizados em sua maioria para ambos os
processos de cementação:
● Cortadeira Metalográfica da marca AROTEC.
Figura 2.11 Cortadeira Metalográfica.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)

51
● Embutidora de amostras da marca AROTEC, modelo PRE 40MI.
Figura 2.12 Embutidora de Amostras.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)
● Lixadeira e Politriz Metalográfica TECLAGO modelo PL 02 ETD
Figura 2.13 Lixadeira e Politriz Metalográfica.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)

52
● Microscópio óptico invertido da marca KONTROL, modelo MI 713
Figura 2.14 Microscópio óptico.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)
● Microdurômetro Digital marca TIME – modelo MHV 2000
Figura 2.15 Microdurômetro Utilizado para Medição das Amostras de Cementação Gasosa.
Fonte: Laboratório de Materiais da Fatec Sertãozinho (2013)

53
Durômetro Analógico marca FIXO-TEST
Figura 2.16 Durômetro Analógico Utilizado no Processo de Cementação Líquida.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Medidor de Espessura Convencional marca GALILEO modelo D 200
Figura 2.17 Medidor de Espessura da Camada Cementada (Líquida).
Fonte: Araújo, Rosa (autores deste TCC, 2013).

54
2.2 Metodologias aplicadas
2.2.1 Aço-Liga DIN EN 10084 – 18CrNiMo7-6
O aço empregado neste estudo foi o aço 18CrNiMo7-6, destinado à
fabricação de engrenagens de transmissão utilizado comumente em redutores de
velocidade, cuja composição química é fornecida na Tabela 2.1 conforme
especificação de fornecimento contemplada pela empresa TGM Transmissões
(Sertãozinho/SP), na qual, também nos forneceu o material para este estudo, em
forma de tarugo redondo devidamente usinado, sendo que quatro corpos de prova
foram preparados especificamente para o processo de cementação gasosa, tendo
diâmetro de 37mm e comprimento de 70mm cada; enquanto que para a cementação
líquida foi fornecida uma barra de 300mm com diâmetro de 40mm, onde preparamos
os corpos de prova no laboratório de materiais da FATEC, obtendo as dimensões
dos 40mm de diâmetro, pois já estavam usinada a superfície e, 25mm de
comprimento para cada corpo de prova.
Tabela 2.1 Composição Química do aço 18CrNiMo7-6.
Faixa/Elemento C Si Mn Cr Mo Ni P S Outros
Mínimo 0,15 - 0,50 1,50 0,25 1,40 - - -
Máximo 0,21 0,40 0,90 1,80 0,35 1,70 0,035 0,035 máx. 1,0 %
Fonte: TGM (2013, p. 1)
Os corpos de prova para o processo de cementação líquida foram fornecidos
o material, como dito acima, realizamos o corte nas dimensões citadas e levamos
para a empresa Ello Correntes para realização dos tratamentos de cementação,
têmpera e revenimento dos mesmos. A figura 2.18 mostra a preparação dos corpos
de prova para a cementação líquida.
Os corpos de prova para o processo de cementação gasosa foram 100%
confeccionados pela empresa TGM, conforme Figura 2.19, e enviados a uma
empresa especializada para o serviço de tratamentos térmicos e termoquímicos em
Araraquara/SP, onde realizou os tratamentos de cementação gasosa, têmpera e
Revenimento, os quais serão esclarecidos mais adiante, após o retorno dos corpos

55
de prova, realizou-se todo o procedimento de preparação laboratorial para
posteriores análises.
Figura 2.18 Corpos de Prova Preparados para Processo de Cementação Líquida.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 2.19 Corpos de Prova Preparados para Processo de Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Ø 37 mm
h = 70 mm
Ø 40 mm
56
2.2.2 Cementação, Têmpera e Revenimento
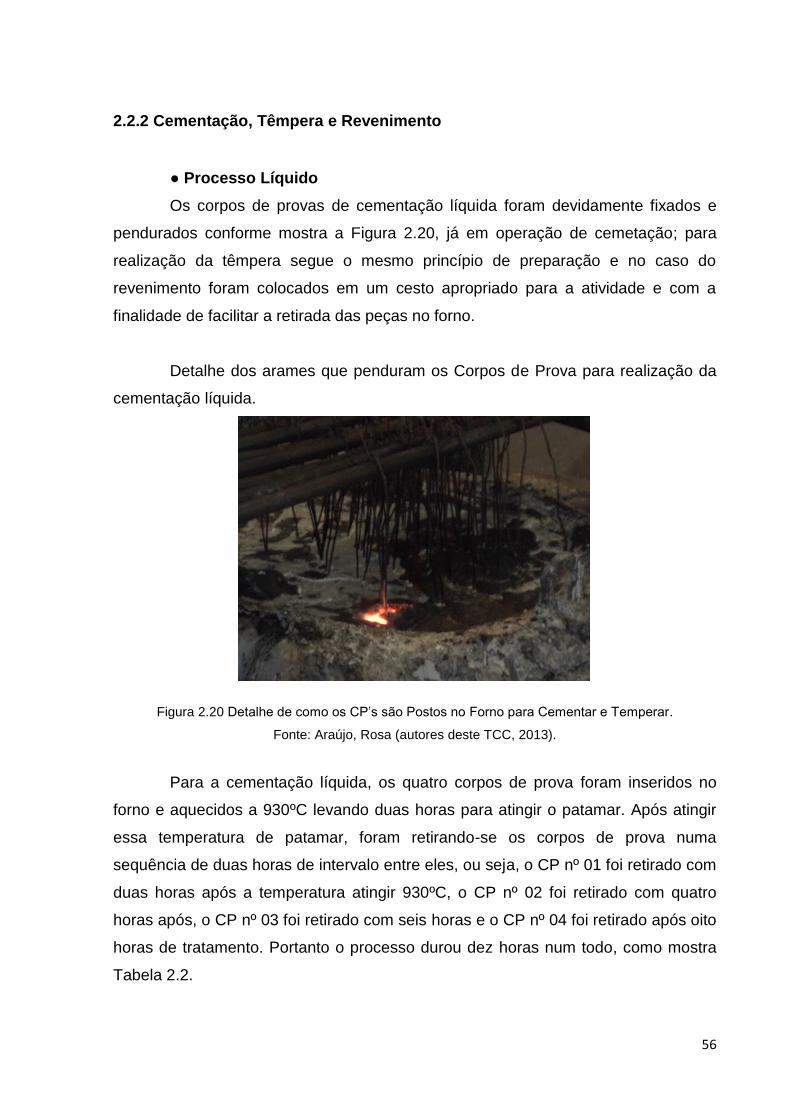
● Processo Líquido
Os corpos de provas de cementação líquida foram devidamente fixados e
pendurados conforme mostra a Figura 2.20, já em operação de cemetação; para
realização da têmpera segue o mesmo princípio de preparação e no caso do
revenimento foram colocados em um cesto apropriado para a atividade e com a
finalidade de facilitar a retirada das peças no forno.
Detalhe dos arames que penduram os Corpos de Prova para realização da
cementação líquida.
Figura 2.20 Detalhe de como os CP’s são Postos no Forno para Cementar e Temperar.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Para a cementação líquida, os quatro corpos de prova foram inseridos no
forno e aquecidos a 930ºC levando duas horas para atingir o patamar. Após atingir
essa temperatura de patamar, foram retirando-se os corpos de prova numa
sequência de duas horas de intervalo entre eles, ou seja, o CP nº 01 foi retirado com
duas horas após a temperatura atingir 930ºC, o CP nº 02 foi retirado com quatro
horas após, o CP nº 03 foi retirado com seis horas e o CP nº 04 foi retirado após oito
horas de tratamento. Portanto o processo durou dez horas num todo, como mostra
Tabela 2.2.

57
Tabela 2.2 Programação do Processo de Cementação Líquida do aço 18CrNiMo7-6.
TEMPO TEMPERATURA
PATAMAR 2 Horas 25 ºC (Amb.) – 930 ºC
Corpo de Prova nº 01 2 Horas 930 ºC
Corpo de Prova nº 02 4 Horas 930 ºC
Corpo de Prova nº 03 6 Horas 930 ºC
Corpo de Prova nº 04 8 Horas 930 ºC
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Cada corpo de prova passou por resfriamento ao ar com tempo de quarenta
minutos. Logo após foram colocados no forno para realização de têmpera, os quais
foram aquecidos a 780ºC durante quarenta minutos, depois foram realizados
martêmpera a 160ºC em três minutos e, em seguida, resfriado em água.
Após os processos de cementação e têmpera, as amostras foram revenidas
a 220ºC com tempo de duas horas e meia.
● Processo Gasoso
Na cementação gasosa, os corpos de provas foram fixados por arames,
porém este, não foi possível retirar fotos para amostragem da atividade, devido à
localidade em que foram feitas.
Os quatro corpos de prova foram inseridos dentro do forno onde a atmosfera
é controlada, permitindo assim uma eficiência um tanto quanto mais satisfatória que
o processo de cementação líquida, foi aquecido a uma temperatura de 930ºC
levando duas horas para atingir o patamar.
Com um tempo de quatro horas, foram retirando-se os corpos de prova
numa sequência de quatro horas de intervalo entre eles, ou seja, o CP nº 01 foi
retirado com quatro horas após a temperatura atingir 930ºC, o CP nº 02 foi retirado
com oito horas após, o CP nº 03 foi retirado com doze horas e o CP nº 04 foi retirado
após doze horas de tratamento. O processo durou dezoito horas num todo, como
mostra Tabela 2.3.

58
Tabela 2.3 Programação do Processo de Cementação Gasosa do aço 18CrNiMo7-6.
TEMPO TEMPERATURA
PATAMAR 2 Horas 25 ºC (Amb.) – 930ºC
Corpo de Prova nº 01 4 Horas 930ºC
Corpo de Prova nº 02 8 Horas 930ºC
Corpo de Prova nº 03 12 Horas 930ºC
Corpo de Prova nº 04 16 Horas 930ºC
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Os corpos de prova foram colocados no forno para realização de têmpera,
logo após a cementação os quais foram aquecidos a 850ºC, e em seguida, obteve
resfriamento em óleo. Após os processos de cementação e têmpera, os corpos de
prova foram revenidos a 170ºC.
2.2.3 Preparação das amostras após tratamentos para posterior análise
1ª Etapa – Corte
Os corpos de prova foram cortados na cortadeira metalográfica AROTEC
conforme Figura 2.11, seccionados transversalmente em forma de “bolacha” e
posteriormente cortadas em quatro partes cada, retirando apenas uma parte destas,
obtendo, portanto, quatro amostras por tipo de cementação, assim sendo no total de
oito amostras para análises conforme mostram as Figuras 2.21 e 2.22.
2ª Etapa – Embutimento
Após o corte, as amostras foram embutidas na embutidora AROTEC
conforme Figura 2.12, utilizando do baquelite preto, o qual fornece maior resistência
no embutimento.
3ª Etapa – Lixamento
As amostras foram lixadas na Politriz Metalográfica TECLAGO conforme
figura 2.13 com as lixas número, 80, 100, 120, 180, 220, 360, 400, 600, 800, 1000,
1200 e 1500.
4ª Etapa – Polimento
Em seguida ao lixamento, as amostras foram polidas na politriz TECLAGO,
Figura 2.13, com auxílio de Alumina para eficiência do polimento.

59
5ª Etapa – Ataque
Com todas as amostras polidas, utilizou-se o reagente Nital 2% para o
ataque de revelação da camada cementada, atingindo seu objetivo conforme a
Figura 2.21 de cementação líquida e Figura 2.22 para cementação gasosa.
Figura 2.21 Amostras de Cementação Líquida após Ataque com Reagente Nital 2%.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 2.22 Amostras de Cementação Gasosa após Ataque com Reagente Nital 2%.
Fonte: Araújo, Rosa (autores deste TCC, 2013).

60
2.2.4 Análise Metalográfica
Logo após o ataque, imediatamente foi realizado uma análise metalográfica,
através do microscópio óptico KONTROL com câmera acoplada, conforme Figura
2.14, a fim de se analisar a microestrutura obtida após os processos de cementação,
têmpera e revenimento, podendo observar as regiões constituídas das fases da
camada cementada, faixa de transição e núcleo das amostras, os quais serão vistas
no capítulo resultado;
2.2.5 Medição das espessuras das camadas cementadas
No mesmo microscópio utilizado para verificar a metalografia, foram medidas
todas as espessuras das camadas cementadas, porém algumas medidas foram
realizadas através do medidor de espessura Galileo da Figura 2.17.
2.2.6 Microdureza Vickers
No ensaio de medição de microdureza Vickers, foram realizadas as
medições partindo das extremidades para o centro, ou seja, partindo da superfície e
procedendo a rumo do núcleo da amostra, conforme mostra Figura 2.23.
Figura 2.23 Disposição das Marcações de Dureza Vickers (HV)
Fonte: Lopes (2009, p. 67)

61
3 RESULTADOS E DISCUSSÃO
3.1 Resultados da metalografia por região de cada amostra
As microestruturas encontradas durante o ensaio metalográfico são
mostradas em três regiões importantes e de como ficaram após cementação, nas
Figuras de 3.1 a 3.8, onde elas estão dispostas respectivamente na horizontal, em
superfície, faixa de transição e núcleo.
● Processo Líquido
Figura 3.1 Metalografia da Amostra 01 – Cementação Líquida.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 3.2 Metalografia da Amostra 02 – Cementação Líquida.
Fonte: Araújo, Rosa (autores deste TCC, 2013).

62
Figura 3.3 Metalografia da Amostra 03 – Cementação Líquida.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 3.4 Metalografia da Amostra 04 – Cementação Líquida
Fonte: Araújo, Rosa (autores deste TCC, 2013).
● Processo Gasoso
Figura 3.5 Metalografia da Amostra 01 – Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013).

63
Figura 3.6 Metalografia da Amostra 02 – Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 3.7 Metalografia da Amostra 03 – Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Figura 3.8 Metalografia da Amostra 04 – Cementação Gasosa.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
Todas as amostras, tanto como as que sofreram cementação líquida, como
as gososas, obtiveram os resultados esperados de microestrutura, apresentando
todas, martensita de aspecto levemente revenida na superfície; bainita e martensita
de baixo carbono na faixa de transição e ferrita + perlita no núcleo; também
apresentaram satisfatória presença de oxidação intergranular e presença de
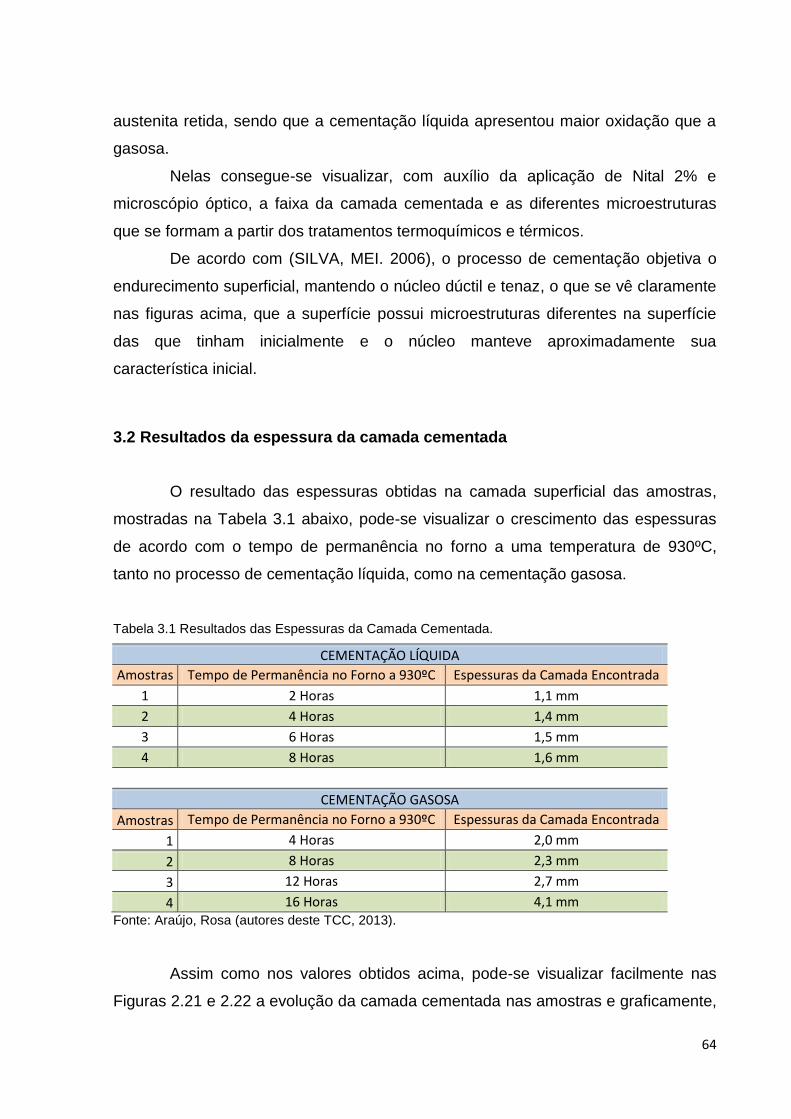
64
austenita retida, sendo que a cementação líquida apresentou maior oxidação que a
gasosa.
Nelas consegue-se visualizar, com auxílio da aplicação de Nital 2% e
microscópio óptico, a faixa da camada cementada e as diferentes microestruturas
que se formam a partir dos tratamentos termoquímicos e térmicos.
De acordo com (SILVA, MEI. 2006), o processo de cementação objetiva o
endurecimento superficial, mantendo o núcleo dúctil e tenaz, o que se vê claramente
nas figuras acima, que a superfície possui microestruturas diferentes na superfície
das que tinham inicialmente e o núcleo manteve aproximadamente sua
característica inicial.
3.2 Resultados da espessura da camada cementada
O resultado das espessuras obtidas na camada superficial das amostras,
mostradas na Tabela 3.1 abaixo, pode-se visualizar o crescimento das espessuras
de acordo com o tempo de permanência no forno a uma temperatura de 930ºC,
tanto no processo de cementação líquida, como na cementação gasosa.
Tabela 3.1 Resultados das Espessuras da Camada Cementada.
CEMENTAÇÃO LÍQUIDA
Amostras Tempo de Permanência no Forno a 930ºC Espessuras da Camada Encontrada
1 2 Horas 1,1 mm
2 4 Horas 1,4 mm
3 6 Horas 1,5 mm
4 8 Horas 1,6 mm
CEMENTAÇÃO GASOSA
Amostras Tempo de Permanência no Forno a 930ºC Espessuras da Camada Encontrada
1 4 Horas 2,0 mm
2 8 Horas 2,3 mm
3 12 Horas 2,7 mm
4 16 Horas 4,1 mm Fonte: Araújo, Rosa (autores deste TCC, 2013).
Assim como nos valores obtidos acima, pode-se visualizar facilmente nas
Figuras 2.21 e 2.22 a evolução da camada cementada nas amostras e graficamente,

65
com auxílio do software minitab, pode-se ver na figura 3.9, o crescimento da
espessura obtida em ambos os processos de cementação, salientando que tiveram
uma permanência na mesma temperatura, 930ºC, alterando apenas os tempos
nesta condição.
1614121086420
4,5
4,0
3,5
3,0
2,5
2,0
1,5
1,0
Tempo a 930ºC (Hrs)
Esp
essu
ra d
a C
am
ad
a (
mm
)
1
1
Gasosa
Líquida
Processo
Scatterplot of Espessura da Camada (mm) vs Tempo a 930ºC (Hrs)
Figura 3.9 Espessuras da Camada Cementada versus Tempo de Permanência a 930ºC.
Fonte: Araújo, Rosa (autores deste TCC, 2013).
3.3 Resultados da Microdureza
Os resultados das durezas obtidas, dadas em Vickers, são colocados na
Tabela 3.2 abaixo, no qual foram medidas partindo da extremidade superficial para o
sentido do centro, em que a primeira medida foi na superfície da amostra e seguindo
um eixo rumo ao seu núcleo, conforme explicado na Figura 2.23. O valor da dureza
inicial das amostras é de 173,4 HV.
É possível notar claramente que as durezas vão aumentando de acordo com
a sequência das amostras. A dureza superficial é maior que a dureza do seu núcleo,
e entre elas existem uma variável de transição onde decresce sentindo ao núcleo
conforme, mostra o gráfico 3.2, obtido com o auxílio do minitab.

66
Tabela 3.2 Resultados de Microdurezas em Varredura.
CEMENTAÇÃO LÍQUIDA
Medição AMOSTRA 01
AMOSTRA 02
AMOSTRA 03
AMOSTRA 04
por Dureza Dureza Dureza Dureza
Faixa Vickers (Hv) Vickers (Hv) Vickers (Hv) Vickers (Hv)
Superfície 1 523,2 538,2 543,1 621,1
Tran
siçã
o
2 445,3 513,5 528,1 605,3
3 399,7 508,7 524,9 587,5
4 356,6 345,8 351,1 415,5
Núcleo 5 302,8 313,2 319,4 326,7
CEMENTAÇÃO GASOSA
Medição AMOSTRA 01
AMOSTRA 02
AMOSTRA 03
AMOSTRA 04
por Dureza Dureza Dureza Dureza
Faixa Vickers (Hv) Vickers (Hv) Vickers (Hv) Vickers (Hv)
Superfície 1 464,7 564,8 637,2 831,1
Tran
siçã
o
2 441 490,4 605,5 802,3
3 412,1 464,7 508,7 657,5
4 382,8 398,7 452,6 593,4
Núcleo 5 353,8 365,5 369,1 377,8 Fonte: Araújo, Rosa (autores deste TCC, 2013).
4321
900
800
700
600
500
400
300
4321
Gasosa
Amostra
Du
reza
(H
v)
LíquidaNúcleo
Superfície
Transição
Região
Scatterplot of Dureza (Hv) vs Amostra
Panel variable: Processo
Figura 3.9 Resultados de Microdurezas por Região das Amostras e Processos de Cementação.
Fonte: Araújo, Rosa (autores deste TCC, 2013).

67
CONCLUSÃO
Com o objetivo de verificar o comportamento e não a comparação das
amostras que foram submetidas aos processos de cementação líquida e gasosa,
este trabalho empregou técnicas de análises metalográficas para mostrar a
microestrutura que se obtém quando aplicado o conceito de difusão atômica para
obtenção de endurecimento superficial, conhecido como a cementação, e
posteriormente aplicado os tratamentos térmicos para melhoria das condições
físicas e mecânicas do material de estudo, aço 18CrNiMo7-6, o qual também
avaliamos as espessuras da camada cementada através de um microscópio óptico
com câmera acoplada para visualização das dimensões da espessura, juntamente
com as metalografias. Também, foi utilizada a técnica de dureza Vickers para avaliar
as microdurezas nas regiões que se formam após os processos termoquímicos e
térmicos.
Acompanhando os resultados obtidos das amostras, podemos dizer que os
mesmos estão de acordo com a literatura utilizada para este estudo, onde se podem
citar as principais conclusões:
1. Observando na metalografia inicial do aço 18CrNiMo7-6, mostrada na figura
1.3, sua microestrutura sofreu alterações devido aos tratamentos impostos em
ambos processos de cementação, principalmente observada nas superfícies das
amostras, onde podemos ver nitidamente a presença de uma estrutura martensítica,
que de acordo com a literatura, proporciona maior resistência ao desgaste de peças
devido ao seu endurecimento superficial, podendo também, ver que o núcleo
manteve uma formação microestrutural bem próxima a da inicial;
2. De acordo com Chiaverini (1986), de fato a espessura ou profundidade da
camada cementada aumenta ao longo do tempo de exposição a uma determinada
temperatura, na qual utilizamos 930ºC, evidenciando nos resultados obtidos das
espessuras mostradas no gráfico 3.1, que mostra a correlação exponencial da
evolução da camada cementada.
3. Por último, as durezas encontradas coincidem logicamente com os resultados
obtidos, observa-se, pois que as durezas tanto das camadas cementadas, como
também, as da faixa de transição e dos núcleos evoluíram constantemente no
decorrer das medições. O objetivo do processo de cementação, conforme diz a

68
literatura, é obter uma camada superficial endurecida para propiciar maior
resistência ao desgaste, mantendo, porém, seu núcleo dúctil e tenaz, portanto,
conclui que as superfícies das amostras obtiveram êxito também nas durezas tanto
quanto os resultados de dureza encontrados na faixa de transição e núcleo das
amostras, como mostram no gráfico 3.2 deste trabalho.

69
REFERÊNCIAS
CHIAVERINI, V. Tecnologia Mecânica. Vol. III - Materiais de Construção Mecânica.
2. ed. São Paulo: McGraw-Hill, 1986.
CHIAVERINI, V. Tratamento Térmico das Ligas Metálicas. 1. ed. São Paulo:
ABM, 2003.
CHIAVERINI, V. Aços e Ferros Fundidos. 7. ed. São Paulo: ABM, 2008.
COLPAERT, H. Metalografia dos Produtos Siderúrgicos Comuns, 4. ed. São
Paulo: Blücher, 2008.
Especificação de Fornecimento DIN EN 10084_18CrNiMo7-6. TGM, 2013.
LOPES, M. Estudo do Tamanho do Grão Austenítico Aço ABNT 1020 em
Função do Processo McQuaid-Ehn e Evolução da Profundidade da Camada
Cementada. – Trabalho de Conclusão de Curso. CEFETES Vitória 2009.
MILAN, M; MALUF, O.; SPINELLI, D.; BOSE, W. Metais: uma Visão Objetiva – Ligas
Metálicas de Engenharia. 1. ed. São Paulo: Editora, 2008.
NORMA DIN EN 10084. Case Hardening steels – Technical delivery conditions.
GERMAM Version EN 10084, 2008.
POSTAL, M. Materiais para Construção Mecânica. Minas Gerais: SENAI, 1999.
SILVA, A. L. Costa.; MEI, P. R. Aços e Ligas Especiais. 2. ed. Revista Ampliada,
São Paulo: Edgard Blucher, 2006.
SOUZA, Sérgio Augusto de. Ensaios Mecânicos dos Materiais Metálicos. 5. ed.
Fundamentos Teóricos e Práticos. São Paulo: Edgard Blucher, 1982.

70
TELECURSO 2000. Curso Profissionalizante, Ensaios de Materiais. São Paulo:
Globo, 1996.
Sites:
Galvão, Borges, Lima, Tratamentos de endurecimentos superficiais. Disponível
em: <www.ifba.edu.br/metalografia/arq/termoquimicos>. Acesso em 09, abr., 2013.
Empresa Eugenia. Tabela de Conversão de Durezas. Disponível em:
<www.eugeniaparafusos.com.br/informacoes/durezas>. Acesso em 09, abr., 2013.