simulação de processos de construção naval para análise …
TRANSCRIPT
Simulação de Processos de Construção Naval para Análise de Estratégias Alternativas de
Edificação
Marcos Thadeu Palmeira Baptista
Projeto de Graduação apresentado ao Curso de
Engenharia Naval e Oceânica da Escola
Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Luiz Felipe Assis
Rio de Janeiro
Março de 2013
iii
SIMULAÇÃO DE PROCESSOS DE CONSTRUÇÃO NAVAL PARA ANÁLISE DE
ESTRATÉGIAS ALTERNATIVAS DE EDIFICAÇÃO
Marcos Thadeu Palmeira Baptista
PROJETO DE GRADUAÇÃO SUBMETIDA AO CORPO DOCENTE DO CURSO
DE ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO NAVAL E OCEÂNICO.
Examinada por:
________________________________________________
Prof. Luiz Felipe Assis, D.Sc
________________________________________________
Prof. Floriano Carlos Martins Pires Junior, D.Sc.
________________________________________________
Prof. Claudio Luiz Baraúna Vieira, Ph.D.
RIO DE JANEIRO, RJ - BRASIL
MARÇO de 2013

iv
Baptista, Marcos Thadeu Palmeira
Simulação de Processos de Construção Naval para Análise
de Estratégias Alternativas de Edificação / Marcos Thadeu
Palmeira Baptista – Rio de Janeiro: UFRJ/ Escola Politécnica,
2013.
IX, 52 p.: il.; 29,7 cm.
Orientador: Luiz Felipe Assis
Projeto de Graduação – UFRJ/ POLI/ Engenharia Naval e
Oceânica, 2013.
Referencias Bibliográficas: p. 44-46.
1.Simulação de Processos de Construção Naval. I. Assis,
Luiz Felipe II. Universidade Federal do
Rio de Janeiro, Escola Politécnica, Curso de Engenharia
Naval e Oceânica. III. Simulação de Processos de Construção
Naval para Análise de Estratégias Alternativas de Edificação.
v
Dedicatória
Primeiramente gostaria de dedicar meu trabalho a minha família, a base de tudo. Sem ela
não seria possível alcançar ou concluir esta etapa na minha vida.
Dedico também à minha namorada, Polyana Rodrigues, que soube compreender os
momentos em que não pude estar com ela, e pela força e motivação nesta penosa fase final.
Às amizades que foram feitas ao longo da faculdade, que tornaram possíveis, através de
longos debates e discussões, enriquecer meu conhecimento e engrandecer o olhar crítico
sobre todas as áreas navais.
Ao departamento de logística no qual eu pude desenvolver e aprimorar meus
conhecimentos na área, além de gentilmente ceder espaço e infraestrutura, além de
materiais de pesquisa que foram tomados como referência para o embasamento deste
artigo.
Ao meu orientador, Luiz Felipe, pelo auxílio prestado. Por todo tempo, atenção e paciência
dedicados.
A João Botelho da Cunha, cuja memória impulsionou os ventos necessários para a
conclusão deste trabalho.
vi
Agradecimentos
Agradeço aos professores Luiz Felipe Assis (Escola Politécnica/UFRJ) e Floriano C. M.
Pires Junior (COPPE/UFRJ e Escola Politécnica/UFRJ); responsáveis pelo LABSEN.
À equipe com que tive o prazer de trabalhar no LABSEN:
Clarice Trevisani (COPPE/UFRJ), responsável técnica de produção.
Edson Azevedo Ferreira Junior (COPPE/UFRJ), responsável técnico de manutenção.
Estagiários Roberto Moreira Freire (Escola Politécnica/UFRJ) e Bruno Pereira Portugal
(Escola Politécnica/UFRJ)
A Jean David Caprace (COPPE/UFRJ), pela instrução e contribuição para a conclusão
deste projeto.
A ANP (Agência Nacional do Petróleo), pelo apoio financeiro.

vii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Naval e Oceânico.
Simulação de Processos de Construção Naval para Análise de Estratégias Alternativas de
Edificação
Marcos Thadeu Palmeira Baptista
Março/2013
Orientador: Luiz Felipe Assis
Curso: Engenharia Naval e Oceânica
Em estaleiros de construção naval os processos de montagem, pré-edificação e edificação
de blocos podem ser considerados críticos por sua complexidade de programação,
justificada pelo grande número de blocos de portes e conteúdos de trabalho diferentes.
Além das restrições técnicas, que exigem que determinadas sequencias de atividades sejam
respeitadas, o compartilhamento de recursos de movimentação é outro desafio para a gestão
de processos. O presente trabalho apresenta um modelo de simulação de eventos discretos
para facilitar a análise dos principais processos de construção naval e diferentes estratégias
de edificação (anel, camada e piramidal), avaliando-se a utilização de recursos e tempo de
produção, proporcionando uma ferramenta genérica de estudo do comportamento de
sistemas. É possível adequar o modelo a diferentes tipos de estaleiros, ou navios, bastando
apenas alterar a base de dados acessados. O estudo pretende mostrar o potencial da técnica
no suporte à tomada de decisões estratégicas, e no controle do desempenho de sistemas
produtivos.
Palavras-chave: Processos de Construção Naval, Tomada de Decisões Estratégicas,
Controle do Desempenho de Sistemas, Modelo de Simulação.

viii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
Naval Construcion Process Simulation for strategic decision of Edification
Marcos Thadeu Palmeira Baptista
March/2013
Advisor: Luiz Felipe Assis
Course: Naval Architecture
In shipbuilding assembly, pre-construction and building blocks processes can be considered
critical for its programming complexity, justified by the large number of blocks of sizes and
different working content. Besides the technical restrictions, which require that certain
sequences of activities are respected, resource sharing movement is another challenge for
process management. This paper presents a model of discrete event simulation to facilitate
the analysis of the main shipbuilding processes and different strategies of building (ring,
layer and pyramidal), evaluating the use of resources and production time, providing a
generic tool that allows study of the systems’ behavior. The model can be adapted to
different shipyards or ships by simply changing the database accessed. The study aims to
show the potential of the technique in the support of strategic decision making, and
controlling the performance of production systems.
Keywords: Naval Construction Processes, Strategic Decision Making, Control System
Performance, Simulation Model.
ix
Sumário 1. Introdução ....................................................................................................................... 1
1.1. Relevância do Estudo ............................................................................................... 1
1.2. Proposta de Trabalho ............................................................................................... 2 1.2.1. Processos Abordados ........................................................................................ 3 1.2.2. Estratégias de Edificação .................................................................................. 6
1.3. Limitações do Projeto .............................................................................................. 6 1.4. Organização do Trabalho ......................................................................................... 7
2. Metodologia .................................................................................................................... 9 2.1. Simulador QUEST ................................................................................................... 9
2.2. Formulação do Modelo .......................................................................................... 10 2.3. O Navio .................................................................................................................. 14
2.3.1. Divisão de Blocos e Super-Blocos ................................................................. 17 3. Desenvolvimento do Modelo de Simulação ................................................................. 20
3.1. Pátio de Aço ........................................................................................................... 21 3.2. Montagem de Blocos ............................................................................................. 23
3.3. Pintura e Jateamento .............................................................................................. 25
3.4. Pré-edificação ........................................................................................................ 26
3.5. Edificação .............................................................................................................. 28 3.6. Verificação e Validação do Modelo ...................................................................... 29
3.6.1. Número de Replicações ......................................................................................... 30 3.6.2. Aleatoriedade ......................................................................................................... 32 3.6.3. Utilização dos Transportes ..................................................................................... 33
4. Descrição dos cenários ................................................................................................. 36 5. Análise dos Resultados ................................................................................................. 40
5.1. Tempo de Construção ............................................................................................ 40 6. Conclusões e Sugestões para trabalhos futuros ............................................................ 42
7. Referências Bibliográficas ............................................................................................ 44 8. Apêndices ..................................................................................................................... 47
8.1. Apêndice I .............................................................................................................. 47 8.2. Apêndice II ............................................................................................................ 51
1
1. Introdução
1.1. Relevância do Estudo
A aplicação e validação de diferentes estratégias construtivas constitui historicamente
grande dificuldade para os estaleiros de construção naval. A formação destas estratégias,
juntamente com a identificação de gargalos e elaboração de planos de construção
representam os maiores desafios atuais para o planejamento da produção de estaleiros em
funcionamento. Para auxiliar estas unidades de fabricação, a simulação de eventos discretos
pode ser grande aliada.
Diversos são os estaleiros europeus que reconhecem o potencial da técnica atualmente, tais
como Flensburger, Meyer Werft e Aker Ostsee, passando a utilizá-la para o estudo de
processos de construção naval complexos, atingindo feitos como redução dos tempos de
uso do dique e aumento da produtividade das estações de trabalho (Steinhauer et al., 2006).
No caso do estaleiro alemão Flensburger, utiliza-se a simulação de processos para, além do
planejamento de investimentos e concepção de processos, realizar a analise de variações no
plano de produção de blocos, e no planejamento das operações diárias do chão de fábrica.
Sendo assim, observa-se que o uso de um modelo de simulação propicia numerosas
aplicações para estaleiros em operação que possuem interesse de ampliar suas áreas de
produção, instalar novas oficinas ou tomar decisões sobre o arranjo físico geral do estaleiro
e o fluxo de materiais, tornando capaz o teste de diferentes sequências de produção e
verificação da capacidade e desempenho das áreas, linhas e estações de trabalho. É possível
avaliar o comportamento do sistema sob diferentes condições e níveis de incerteza (paradas
de equipamentos, interrupções no suprimento de matéria prima, etc.), permitindo o
estabelecimento de planos contingenciais.
A simulação apoia também os estaleiros que ainda se encontram em fase de planejamento e
implantação de operações em procedimentos para a montagem de blocos ou super-blocos
de diferentes tamanhos; quanto maior o custo de mudanças no sistema, ou de aplicação de
2
novos projetos, mais vantajosa se torna a simulação discreta para as organizações se
manterem competitivas (Banks, 1999). A carga de trabalho para diferentes tipos de navios e
os impactos da inclusão de processos como a adição de “outfitting” nas etapas de
montagem de blocos podem ser facilmente visualizadas com o modelo.
1.2. Proposta de Trabalho
O objetivo do trabalho foi desenvolver, através de uma ferramenta de simulação de eventos
discretos, um modelo computacional flexível capaz de simular processos industriais
característicos da Construção Naval, de acordo com as atividades do estaleiro na etapa
construtiva, com o intuito de analisar o impacto de diferentes estratégias de edificação para
o processo de Construção.
Uma análise detalhada sobre emprego de simulação na Construção Naval foi realizado por
Silva (2010), sendo a simulação usada para diferentes áreas, entre elas, a de edificação de
navios. Segundo a autora, a probabilidade de sucesso da simulação e atendimento das
expectativas pode ser aumentada a partir do conhecimento das suas aplicações específicas
ao tipo de estaleiro, e do processo construtivo a ser simulado (Silva, 2010). Para a obtenção
de um modelo de simulação de construção naval completo, é necessária a representação,
integração e análise de todos os processos envolvidos, criando uma modelagem fiel e
detalhada do sequenciamento de atividades presentes no estaleiro. Porém, a complexidade
dos processos e subprocessos responsáveis pela montagem de minúcias necessárias para a
fabricação do produto final inviabiliza a modelagem de todas as operações realizadas no
estaleiro. Como alternativa frequente, opta-se pela representação dos principais processos a
serem realizados pela fábrica, ainda que de forma simplificada. Shannon (1992) faz
referência à “regra de Pareto”, afirmando que possivelmente oitenta por cento (80%) do
comportamento do sistema pode ser representado por apenas vinte por cento (20%) dos
componentes do modelo. A maior dificuldade é identificar os componentes realmente vitais
para a simulação. A determinação de um nível apropriado de detalhes é uma decisão
importante, pois muitos detalhes dificultam e consomem tempo de modelagem. Os
modelos, ao invés de imitaram exatamente o sistema real, devem conter apenas os
elementos que contribuam para as questões em estudo. O nível de detalhes também pode
estar associado à precisão exigida dos resultados. Em um extremo, uma estação de trabalho
3
pode ser modelada como uma operação “caixa preta”, com entradas, saídas e tempos
definidos. Em outro extremo pode ser simulado o movimento detalhado de uma máquina,
correspondente a uma de suas operações.
Os principais processos construtivos do setor naval são citados como: Armazenamento e
Tratamento de chapas e perfis; Processamento do aço (corte e conformação); Fabricação de
estruturas (painéis e submontagens); Montagem e Pintura de blocos; Pré-edificação e
Edificação. As atividades de acabamento avançado são usualmente realizadas nas etapas de
montagem de blocos.
1.2.1. Processos Abordados
Para a simulação desenvolvida os processos de armazenamento de chapas, montagem de
blocos, jateamento (blasting), pintura, pré-edificação e edificação foram selecionados e
tiveram suas etapas simuladas em um mesmo modelo integrado, assim como os sistemas e
equipamentos de movimentação e pátio de aço para o estoque das chapas.
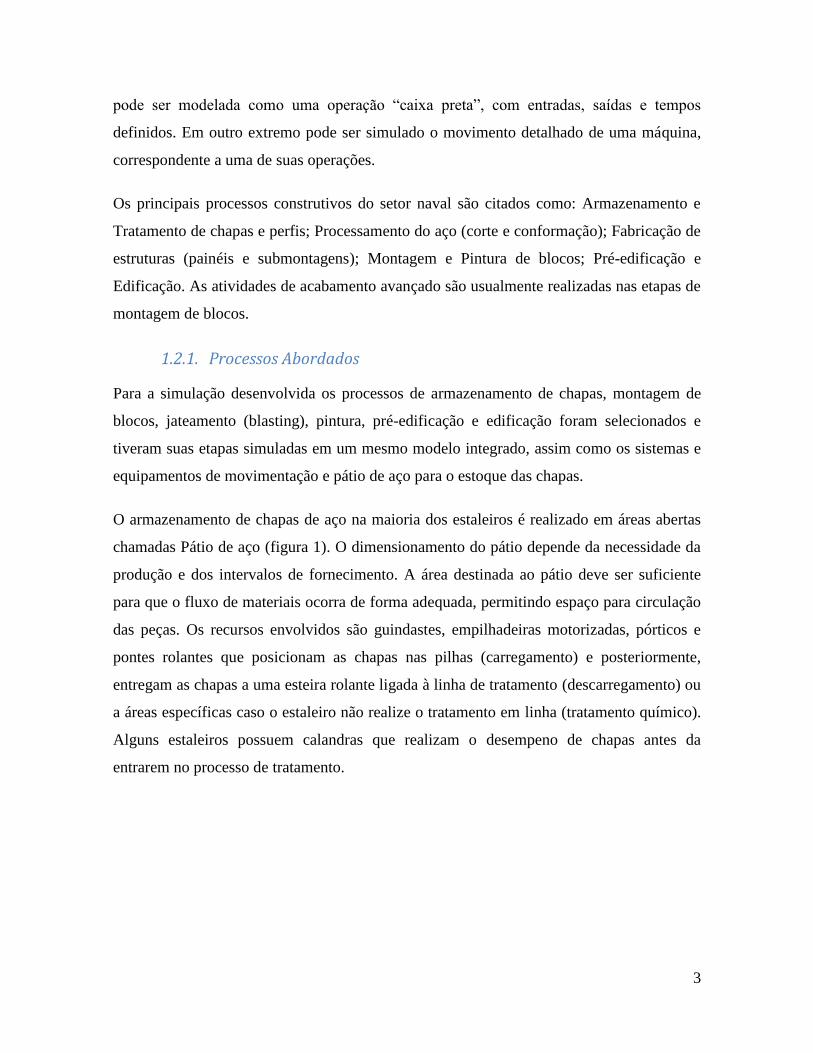
O armazenamento de chapas de aço na maioria dos estaleiros é realizado em áreas abertas
chamadas Pátio de aço (figura 1). O dimensionamento do pátio depende da necessidade da
produção e dos intervalos de fornecimento. A área destinada ao pátio deve ser suficiente
para que o fluxo de materiais ocorra de forma adequada, permitindo espaço para circulação
das peças. Os recursos envolvidos são guindastes, empilhadeiras motorizadas, pórticos e
pontes rolantes que posicionam as chapas nas pilhas (carregamento) e posteriormente,
entregam as chapas a uma esteira rolante ligada à linha de tratamento (descarregamento) ou
a áreas específicas caso o estaleiro não realize o tratamento em linha (tratamento químico).
Alguns estaleiros possuem calandras que realizam o desempeno de chapas antes da
entrarem no processo de tratamento.
4
Figura 1: Pátio de Aço
A montagem de blocos corresponde à soldagem de painéis e submontagens formando
estruturas maiores. O processo representa uma das etapas mais complexas e demoradas na
construção de embarcações, devido à enorme quantidade de peças e elementos estruturais
que são enviados pelas estações anteriores. Após a montagem é realizada a avaliação da
qualidade das soldagens, pelo estaleiro, sociedades classificadoras e armadores.
Alguns estaleiros incorporam o conceito de Tecnologia de Grupo e classificam seus
produtos de acordo com as características ou atributos semelhantes. Quanto maior a
padronização de produtos e processos, maior a economia de escala, e mais fácil torna-se a
aplicação de técnicas para balanceamento das estações de trabalho, e redução de estoques
(Lamb, 1988).
As semelhanças entre os blocos planos são mais facilmente identificadas. Devido a esse
fato, muitos estaleiros já operam suas estações de montagem de blocos planos em linha de
produção. Os blocos curvos (com complexidade maior de montagem), usualmente, são
montados em galpões e necessitam de instrumentos como pontaletes reguláveis para serem
posicionados. Na montagem de blocos é iniciado o acabamento avançado, ou a colocação
de acessórios, tubulações, e outros elementos.
Após o término da montagem e aprovação dos blocos, esses são transportados para a cabine
de jateamento e pintura, onde inicialmente recebem um processo de preparação de sua
5
superfície (jateamento por granalha de aço, por exemplo) para a retirada da possível
camada de ferrugem e para garantir uma boa aderência da tinta protetora (Storch, et
al,1995).
Em seguida, é realizada a limpeza de todo o bloco removendo a granalha existente em seu
interior. O bloco recebe duas camadas de uma tinta especial que evita corrosão por um
período longo de serviço, o tipo e marca da tinta pode ser especificado pelo armador. Após
a pintura, o bloco permanece na cabine para secagem. Um exemplo de estação de pintura e
cabine de jateamento é apresentado na figura 2.
Figura 2: estação de pintura e cabine de jateamentode blocos
A área de pré-edificação é destinada à montagem de grandes blocos ou anéis. O
equipamento de transferência do estaleiro normalmente limita o peso que os grandes blocos
e anéis possuem.
Os grandes blocos (ou super-blocos) são construídos na pré-edificação segundo uma ordem
previamente definida pelo departamento de projeto. Cada super-bloco é constituído por
uma quantidade específica de blocos e um tempo final de processo diferente por esse
motivo (Kim, et. al., 2002). Para que a pré-edificação de super-blocos atenda os prazos
estipulados é necessário que o processo de montagem dos blocos esteja operando em
sequenciamento e ritmo adequados.
A edificação corresponde ao último estágio de construção das embarcações. No início da
maioria dos projetos de navais, os setores de planejamento do estaleiro definem toda a
programação das atividades baseada nessa etapa. A estratégia de edificação incorpora e
comunica todo o planejamento da produção para uma embarcação específica, série de
contratos ou específico estaleiro (Lamb, 1994), interferindo nas sequências de pré-
edificação, montagem, e no dimensionamento de estruturas (peso).
6
1.2.2. Estratégias de Edificação
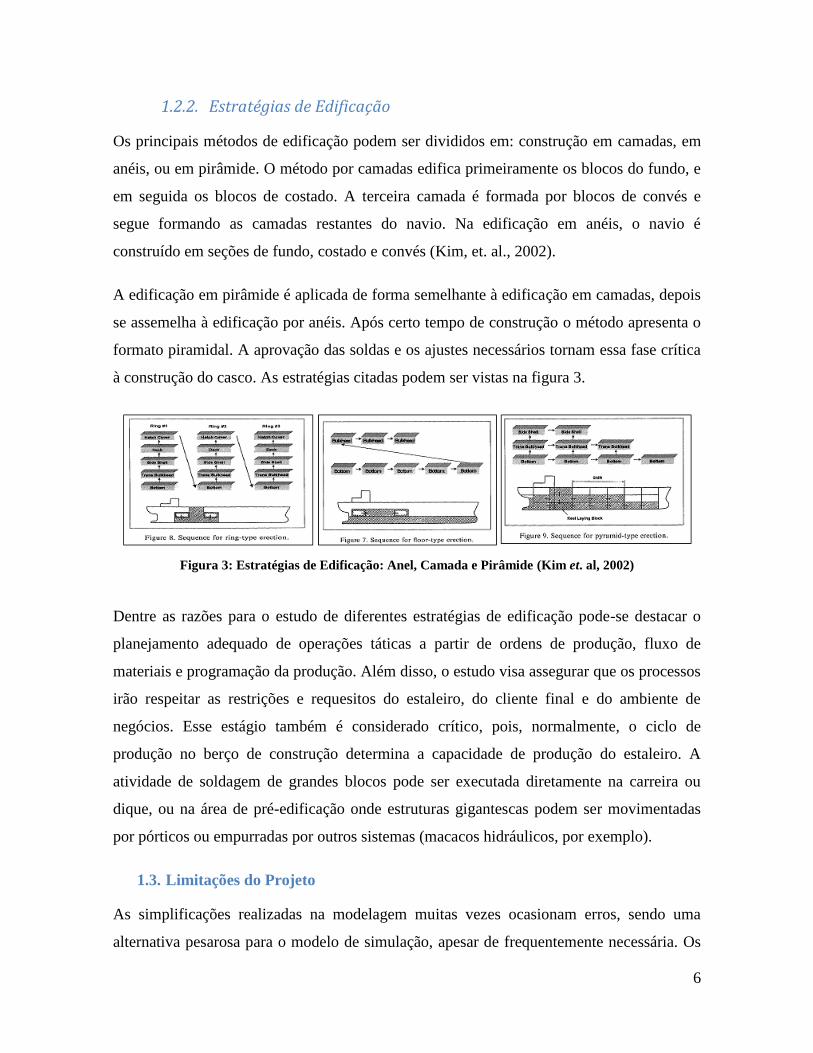
Os principais métodos de edificação podem ser divididos em: construção em camadas, em
anéis, ou em pirâmide. O método por camadas edifica primeiramente os blocos do fundo, e
em seguida os blocos de costado. A terceira camada é formada por blocos de convés e
segue formando as camadas restantes do navio. Na edificação em anéis, o navio é
construído em seções de fundo, costado e convés (Kim, et. al., 2002).
A edificação em pirâmide é aplicada de forma semelhante à edificação em camadas, depois
se assemelha à edificação por anéis. Após certo tempo de construção o método apresenta o
formato piramidal. A aprovação das soldas e os ajustes necessários tornam essa fase crítica
à construção do casco. As estratégias citadas podem ser vistas na figura 3.
Figura 3: Estratégias de Edificação: Anel, Camada e Pirâmide (Kim et. al, 2002)
Dentre as razões para o estudo de diferentes estratégias de edificação pode-se destacar o
planejamento adequado de operações táticas a partir de ordens de produção, fluxo de
materiais e programação da produção. Além disso, o estudo visa assegurar que os processos
irão respeitar as restrições e requesitos do estaleiro, do cliente final e do ambiente de
negócios. Esse estágio também é considerado crítico, pois, normalmente, o ciclo de
produção no berço de construção determina a capacidade de produção do estaleiro. A
atividade de soldagem de grandes blocos pode ser executada diretamente na carreira ou
dique, ou na área de pré-edificação onde estruturas gigantescas podem ser movimentadas
por pórticos ou empurradas por outros sistemas (macacos hidráulicos, por exemplo).
1.3. Limitações do Projeto
As simplificações realizadas na modelagem muitas vezes ocasionam erros, sendo uma
alternativa pesarosa para o modelo de simulação, apesar de frequentemente necessária. Os
7
possíveis erros gerados pelas simplificações podem ser avaliados na fase de validação
(Shannon, 1992). Alguns testes podem ser feitos para comparar esses indicadores com os
sistemas reais. Os indicadores de desempenho, obtidos após a simulação, podem mostrar a
razoabilidade do modelo.
A validação é a garantia de que o modelo atende aos objetivos da análise e a verificação é a
garantia de que o modelo possui o funcionamento lógico adequado (Balci, 2003). A
verificação do modelo procura responder se seu funcionamento está correto e de acordo
com as expectativas do modelador. Carson (2003) cita que essa fase pode ser realizada com
experimentações ou alterando-se as condições e dados do modelo. Os depuradores de erros,
fornecidos pelos simuladores atuais, podem ser usados, assim como ferramentas específicas
do próprio simulador e a animação. A revisão de profissionais experientes em simulação
também pode ser útil.
O fato de um modelo compilar, executar e produzir resultados, não garante que ele seja
válido para o estudo, ou que os resultados da simulação sejam representativos. Nesse
sentido, a validação pretende responder se os resultados gerados são característicos do
comportamento do sistema real, e se são confiáveis.
As dificuldades do estudo são relacionadas à modelagem dos estudos de caso; problemas
como a indisponibilidade de dados precisos de entrada restringiu a validação de alguns
resultados obtidos.
1.4. Organização do Trabalho
No primeiro capítulo é citada a relevância do estudo, a proposta de trabalho, limitações e
organização da dissertação. No capítulo 2 é apresentada a metodologia para o projeto de
simulação, com a ferramenta de simulação utilizada, a formulação do modelo e o produto a
ser obtido. No terceiro capítulo é caracterizado o desenvolvimento do modelo de
simulação; a programação e características das lógicas desenvolvidas para processo
abordado estão presentes neste capítulo, juntamente com a verificação e validação do
modelo desenvolvido. No quarto capítulo são apresentados os cenários simulados, com as
diferentes estratégias de edificação e sequencias de montagem para tal. No quinto capítulo
8
são realizadas as análises dos resultados obtidos, são aferidos as criações de gargalo e
tempo finais de construção. O sexto capítulo são realizadas as conclusões e propostas para
trabalhos futuros.
9
2. Metodologia
A infraestrutura computacional disponível no LABSEN (Laboratório de Simulação de
Processos para a Construção Naval) da COPPE/UFRJ foi utilizada para o desenvolvimento
do presente projeto, dando sequencia a trabalhos já realizados no LABSEN com intuito de
analisar, através de simulações discretas, as operações em estaleiros de construção naval. O
estudo da simulação processos industriais como ferramenta de apoio à gestão de estaleiros
(Silva, 2010) pode ser citado, assim como o estudo do uso da simulação computacional em
processos de montagem de blocos e pré-edificação de estaleiros (Martins, 2010) e o estudo
de arranjo para estaleiro especializado na construção de balsas fluviais (Porto, 2009).
O uso da simulação discreta para analises de operações de Construção Naval tem se
difundido na ultima década por todo o mundo, estabelecendo parcerias entre estaleiros e
universidades.
2.1. Simulador QUEST
Como recurso disponível pelo LABSEN e utilizado para a modelagem das estações de
trabalho, estrutura de produtos e processos necessários para a simulação de um estaleiro
hipotético, foi utilizado o sistema QUEST (Queuing Event Simulation Tool), desenvolvido
pelo grupo Dassault Systems, reconhecido internacionalmente como fornecedor de soluções
voltadas para o gerenciamento do ciclo de vida dos produtos (PLM).
Segundo o fabricante, o programa QUEST atende indústrias do setor: automotivo,
aeroespacial, de manufatura, eletro-eletrônico, bens de consumo e naval. Pode-se citar
como usuário do simulador o estaleiro Yantai Raffles Shipyard (YRS) Ltd. Localizado na
China, o estaleiro aumentou a produtividade e reduziu a taxa de HH (homens/ hora) a partir
de modelos de simulação desenvolvidos. A empresa Baxi Potterton líder do setor europeu
de equipamentos de aquecimento utiliza o simulador para avaliar configurações de
produção e arranjos (Silva, 2010).
10
Em seu trabalho, Silva (2010) compara e destaca as qualidades e características do sistema
QUEST, que o qualificam como um bom simulador para a Construção Naval, em relação a
outros sistemas utilizados.
O programa possui visualização tridimensional realista e fornece relatórios estatísticos
sobre filas, tempos de espera, utilizações, entidades no sistema, produção, etc. Gráficos
dinâmicos podem ser visualizados enquanto o modelo está sendo executado. Relatórios
podem ser gerados a partir de programação e vistas de áreas do modelo específicas podem
ser definidas.
Falhas, turnos de trabalho e processos de reparo são facilmente associados a múltiplas
máquinas. A associação de diferentes classes de operadores à diferentes processos é
simples, bem como a alteração de parâmetros dos elementos (velocidades, geometrias,
condições iniciais como níveis de estoque, por exemplo, produção máxima, etc.).
Recursos como cinemática podem ser associados à geometria de máquinas e sistemas de
transporte. Esse artifício permite uma representação mais realista dos movimentos e do
funcionamento dos elementos como máquinas, por exemplo. O simulador importa arquivos
CAD em diversos formatos inclusive originados pelos programas Catia/Delmia V5
desenvolvidos pela Dassault. Arquivos externos como planilhas, documentos (no formato
“txt”), e originados em sistemas de gestão de recursos e programação da produção podem
ser importados.
Os arquivos contendo lógicas, modelos e geometrias de produtos e recursos são
armazenados em uma biblioteca e podem ser totalmente reutilizados.
2.2. Formulação do Modelo
Para o projeto elaborado foi desenvolvido um modelo integrado de processos estocásticos
para a simulação de um estaleiro hipotético, com sistema capaz de simular os processos de
armazenagem, montagem, jateamento, pintura, pré-edificação e edificação de blocos.
11
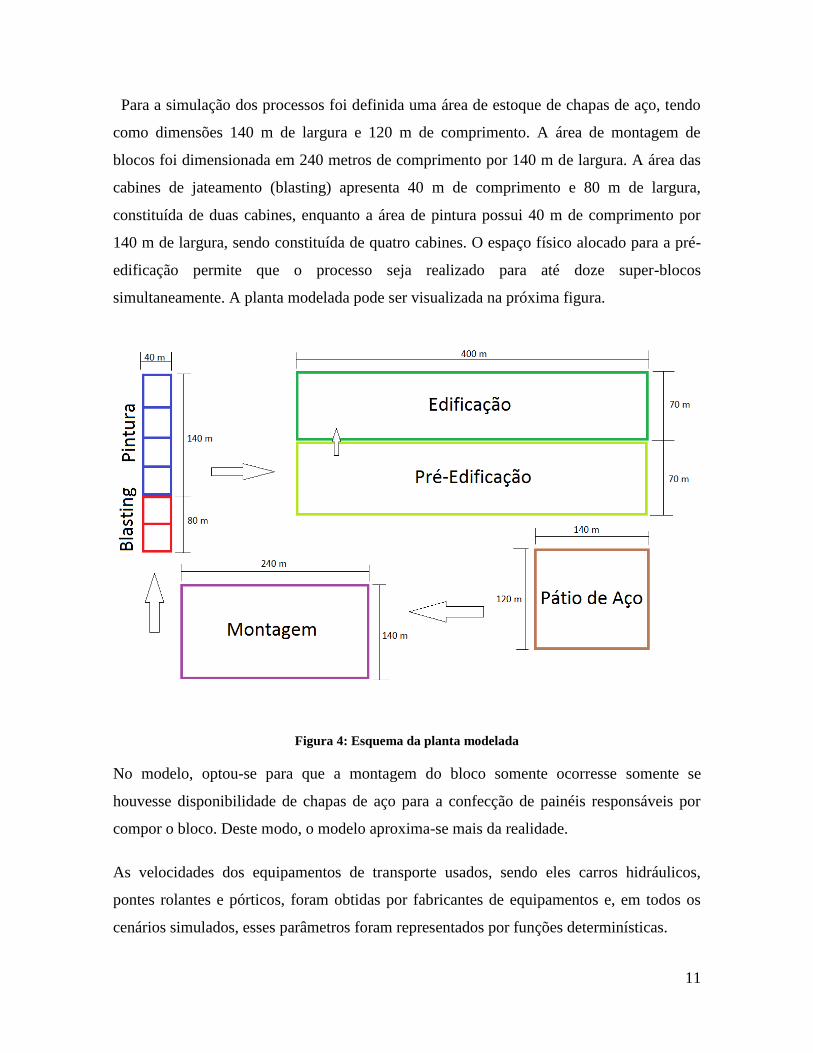
Para a simulação dos processos foi definida uma área de estoque de chapas de aço, tendo
como dimensões 140 m de largura e 120 m de comprimento. A área de montagem de
blocos foi dimensionada em 240 metros de comprimento por 140 m de largura. A área das
cabines de jateamento (blasting) apresenta 40 m de comprimento e 80 m de largura,
constituída de duas cabines, enquanto a área de pintura possui 40 m de comprimento por
140 m de largura, sendo constituída de quatro cabines. O espaço físico alocado para a pré-
edificação permite que o processo seja realizado para até doze super-blocos
simultaneamente. A planta modelada pode ser visualizada na próxima figura.
Figura 4: Esquema da planta modelada
No modelo, optou-se para que a montagem do bloco somente ocorresse somente se
houvesse disponibilidade de chapas de aço para a confecção de painéis responsáveis por
compor o bloco. Deste modo, o modelo aproxima-se mais da realidade.
As velocidades dos equipamentos de transporte usados, sendo eles carros hidráulicos,
pontes rolantes e pórticos, foram obtidas por fabricantes de equipamentos e, em todos os
cenários simulados, esses parâmetros foram representados por funções determinísticas.
12
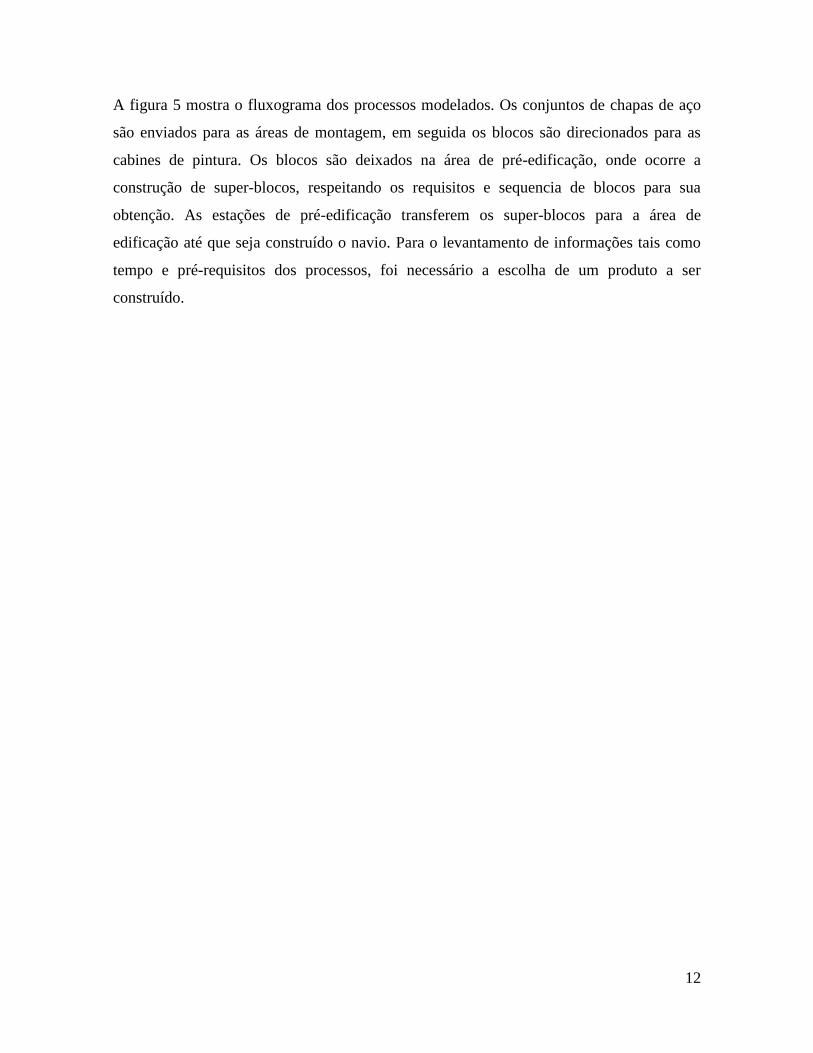
A figura 5 mostra o fluxograma dos processos modelados. Os conjuntos de chapas de aço
são enviados para as áreas de montagem, em seguida os blocos são direcionados para as
cabines de pintura. Os blocos são deixados na área de pré-edificação, onde ocorre a
construção de super-blocos, respeitando os requisitos e sequencia de blocos para sua
obtenção. As estações de pré-edificação transferem os super-blocos para a área de
edificação até que seja construído o navio. Para o levantamento de informações tais como
tempo e pré-requisitos dos processos, foi necessário a escolha de um produto a ser
construído.
13
Figura 5: Fluxograma de processos do modelo
14
2.3. O Navio
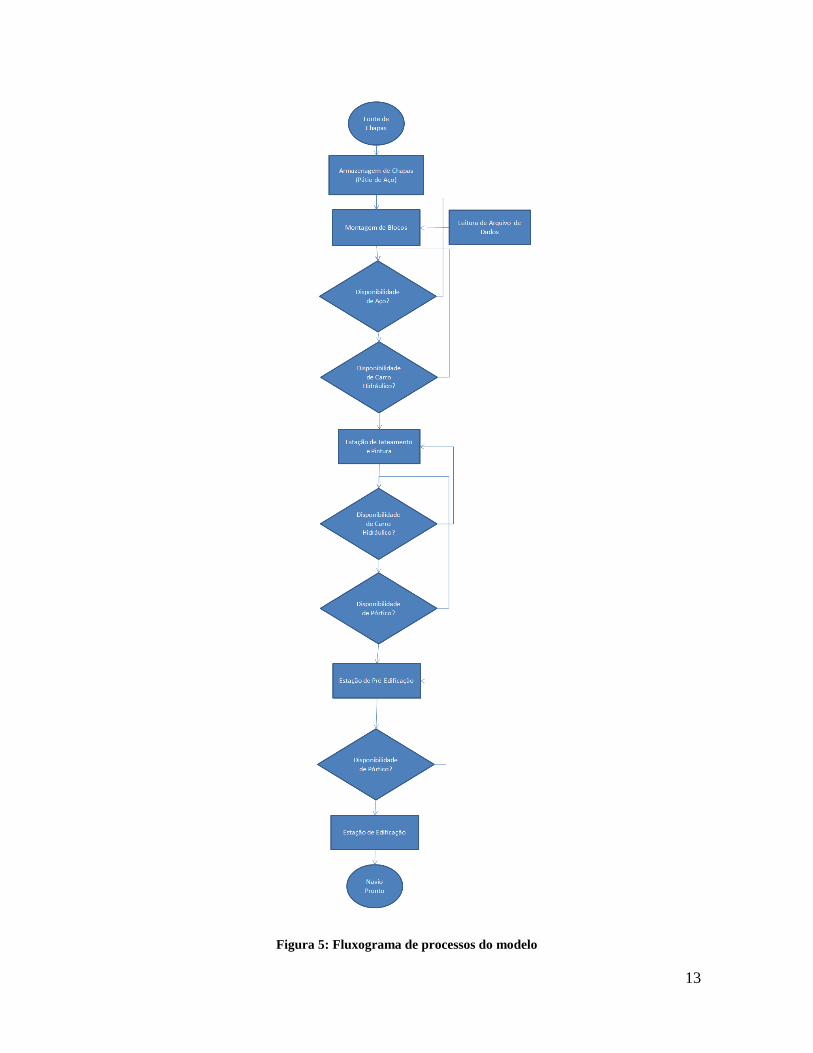
Como parte do delineamento geral do problema, selecionou-se um tipo de embarcação e
definiu-se o mapeamento e classificação de seus elementos. Foi selecionado para a
simulação um Navio Gaseiro, ou Liquefied Natural Gas (LNG) Carrier, de 220 000m³, com
319 m de comprimento total, 303 m de comprimento entre perpendiculares. Somente a
parte prismática do navio (5 tanques, 218.95 m de comprimento, 22 000 tons) foi
considerada. A popa e a proa foram omitidas neste primeiro estudo. Outros tipos de navios
podem ser simulados, bastando apenas uma simples alteração de arquivos externos que são
acessados durante a execução do simulador.
A figura 6 mostra a embarcação representada. O objetivo da representação gráfica é
facilitar a visualização e permitir o planejamento para divisão da embarcação em
confecção. Seu corpo paralelo foi considerado dividido em oito anéis, seis destes contendo
anteparas transversais.
Figura 6: Representação da Embarcação
O LNG utilizado corresponde ao utilizado nos estudos realizados por Jean-David Caprace
em "Scantling multi-objective optimisation of a LNG carrier" e "Least Construction Cost of
FSO Offshore Structures and LNG Gas Carriers" . Em seus trabalhos houve a modelagem,
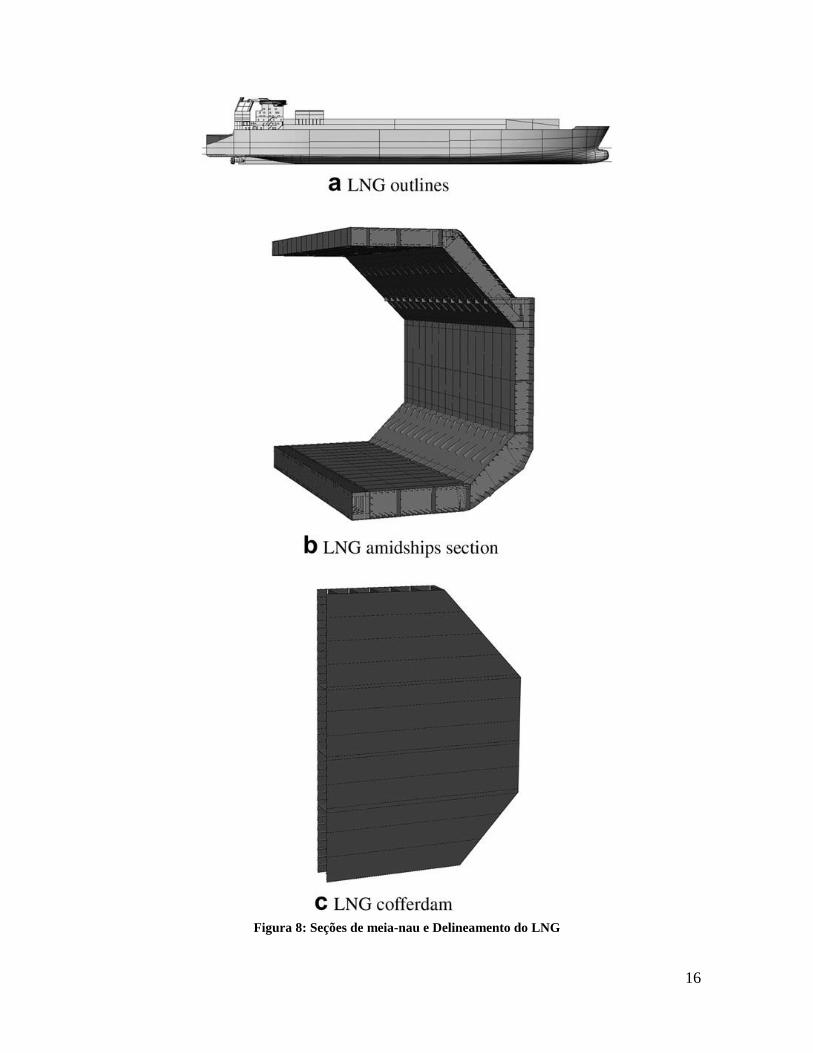
realizada no LABSEN, das seções de meia-nau e anteparas do LNG no software LBR-5.
Duas seções foram importadas do programa MARS2000 (software de verificação de
escantilhão baseado nas normas Bureau Veritas). A seção da embarcação pôde ser
caracterizada pelo seu casco duplo, 50 metros de boca, 36 metros de pontal e 40,5 m de
15
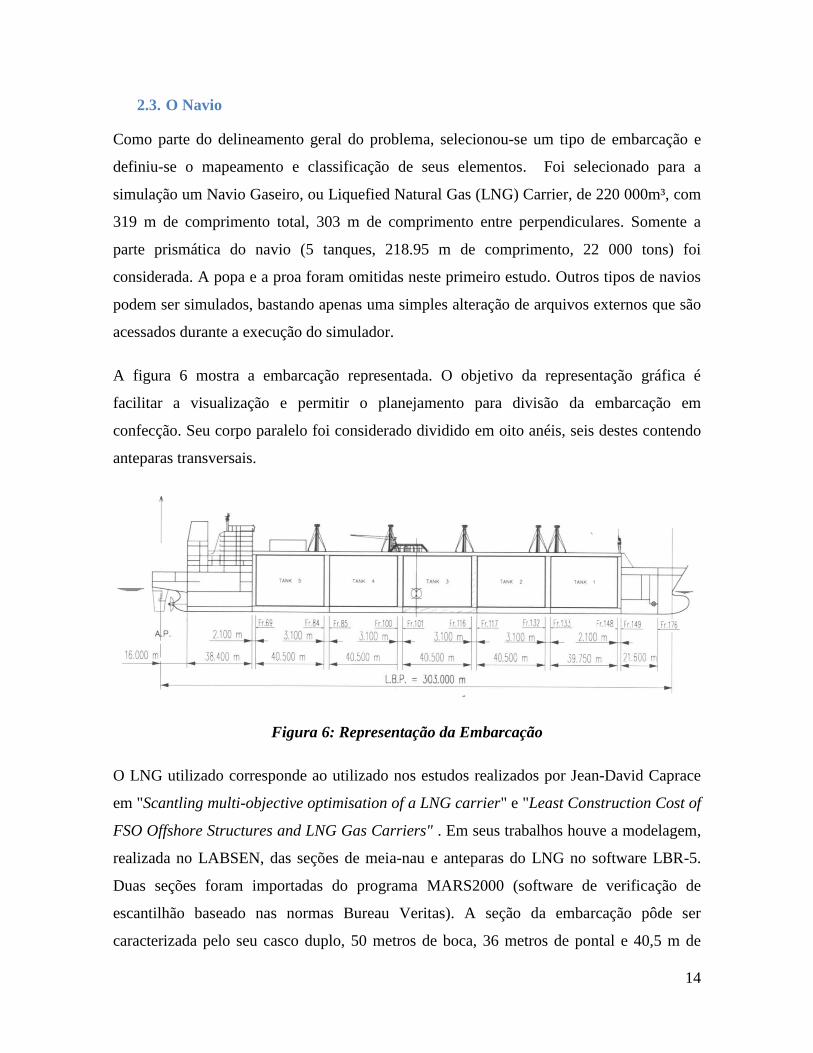
comprimento. A figura 8 (b) mostra a seção a meia-nau do modelo e a figura 8 (c) mostra o
cofferdan. Com base na simetria da estrutura, apenas metade da estrutura foi modelada.
A malha estrutural do modelo é mostrada na figura 7 (a), sendo composta de 41 painéis
reforçados (figura 7 (b)).
Figura 7: Malha Estrutural do LNG
16
Figura 8: Seções de meia-nau e Delineamento do LNG
17
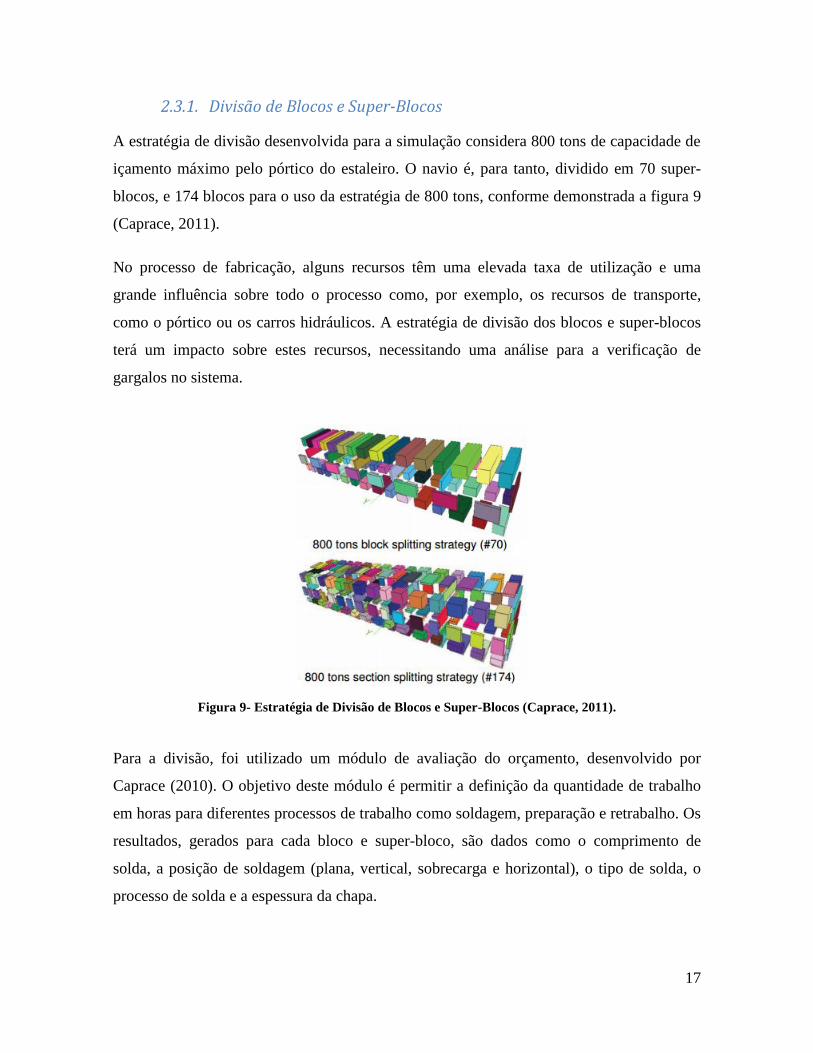
2.3.1. Divisão de Blocos e Super-Blocos
A estratégia de divisão desenvolvida para a simulação considera 800 tons de capacidade de
içamento máximo pelo pórtico do estaleiro. O navio é, para tanto, dividido em 70 super-
blocos, e 174 blocos para o uso da estratégia de 800 tons, conforme demonstrada a figura 9
(Caprace, 2011).
No processo de fabricação, alguns recursos têm uma elevada taxa de utilização e uma
grande influência sobre todo o processo como, por exemplo, os recursos de transporte,
como o pórtico ou os carros hidráulicos. A estratégia de divisão dos blocos e super-blocos
terá um impacto sobre estes recursos, necessitando uma análise para a verificação de
gargalos no sistema.
Figura 9- Estratégia de Divisão de Blocos e Super-Blocos (Caprace, 2011).
Para a divisão, foi utilizado um módulo de avaliação do orçamento, desenvolvido por
Caprace (2010). O objetivo deste módulo é permitir a definição da quantidade de trabalho
em horas para diferentes processos de trabalho como soldagem, preparação e retrabalho. Os
resultados, gerados para cada bloco e super-bloco, são dados como o comprimento de
solda, a posição de soldagem (plana, vertical, sobrecarga e horizontal), o tipo de solda, o
processo de solda e a espessura da chapa.
18
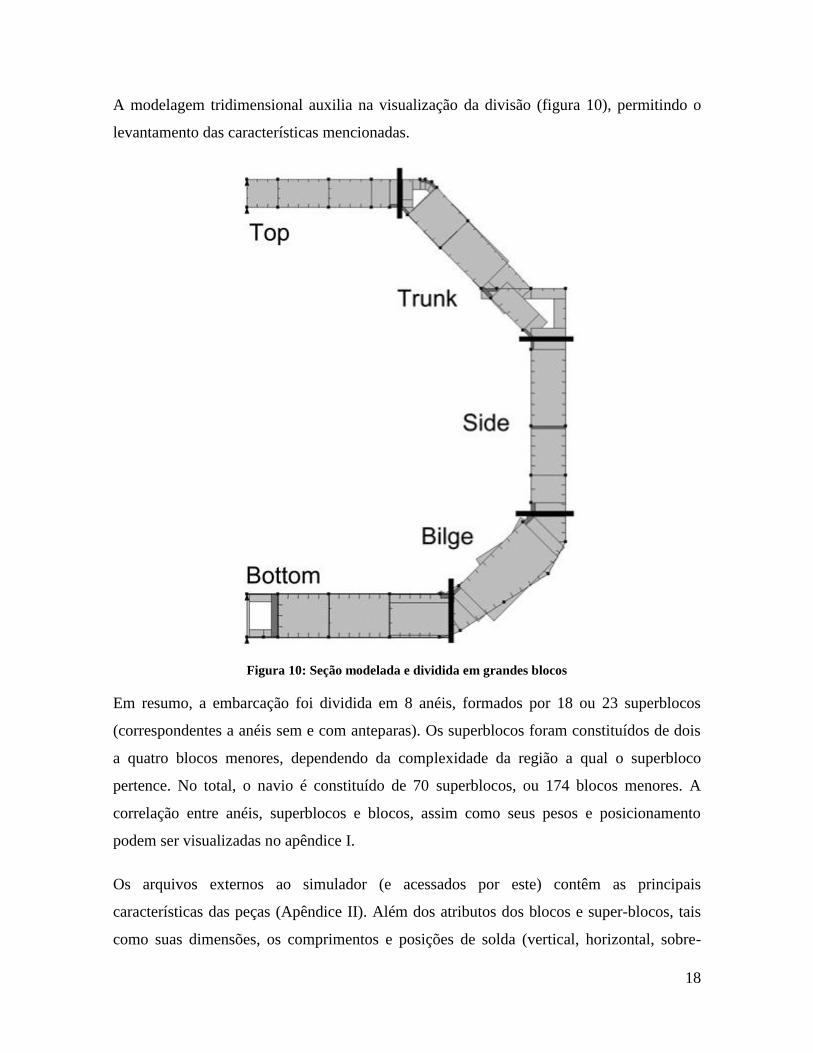
A modelagem tridimensional auxilia na visualização da divisão (figura 10), permitindo o
levantamento das características mencionadas.
Figura 10: Seção modelada e dividida em grandes blocos
Em resumo, a embarcação foi dividida em 8 anéis, formados por 18 ou 23 superblocos
(correspondentes a anéis sem e com anteparas). Os superblocos foram constituídos de dois
a quatro blocos menores, dependendo da complexidade da região a qual o superbloco
pertence. No total, o navio é constituído de 70 superblocos, ou 174 blocos menores. A
correlação entre anéis, superblocos e blocos, assim como seus pesos e posicionamento
podem ser visualizadas no apêndice I.
Os arquivos externos ao simulador (e acessados por este) contêm as principais
características das peças (Apêndice II). Além dos atributos dos blocos e super-blocos, tais
como suas dimensões, os comprimentos e posições de solda (vertical, horizontal, sobre-

19
cabeça), o tipo de solda, complexidade de montagem, volume, peso e a quantidade de
elementos, os mesmos contém os tempos de processos de montagem, pré-edificação e
edificação já definidos. Para o cálculo, foi utilizado o método analítico, utilizando todas as
informações disponíveis sobre a peça (Caprace, 2011). Entretanto, por motivo de
confidencialidade, os coeficientes usados, provenientes de um estaleiro Europeu, não
puderam ser acessados para publicação.
As sequências de produção dos produtos também foram organizadas nestes arquivos,
podendo ser alterados ou substituídos permitindo a simulação de diferentes planos de
produção, tornando o modelo flexível para qualquer navio, estratégia de divisão e ordem de
produção.
Para o auxílio visual na ordenação da produção, foi realizada a representação gráfica
simplificada do posicionamento dos super-blocos (figura 11).
Figura 11: Representação Esquemática de Posicionamento de Blocos
Com estas informações, os dados de entrada do modelo foram definidos, assim como os
dados necessários para a elaboração de diferentes cenários para estudo de diferentes
estratégias de produção foram levantados.
20
3. Desenvolvimento do Modelo de Simulação
O modelo de simulação do projeto foi desenvolvido utilizando ferramentas próprias do
simulador QUEST, cuja interface manual simples permite a fácil criação e modificação de
elementos. Contudo, para a utilização de funções avançadas, a programação de lógicas mais
complexas é necessária, sendo desenvolvidas rotinas computacionais para melhor
representar o comportamento do sistema, aplicando o conhecimento na linguagem
computacional SCL (Simulation Control Language).
Para uma maior flexibilidade, prevendo possíveis alterações no chão da fábrica tais como
posicionamento ou quantidade de máquinas, permitindo assim a realização de testes de
ampliação de áreas de produção que facilitariam a tomada de decisões sobre o arranjo físico
geral do estaleiro e o fluxo de materiais, optou-se pelo desenvolvimento de todo o modelo
em linguagem computacional. Desta forma, as alterações como as exemplificadas podem
ocorrer com uma simples mudança de variáveis.
O arquivo principal do código possui, ao todo, 2025 linhas, sendo ainda necessários
diversos outros arquivos com a definição de rotinas e procedures com trechos de códigos
frequentemente utilizados pelo programa. Estima-se que, ao todo, foi necessária a criação
de mais de 5000 linhas de código computacional. Há ainda os arquivos externos que
possuem as características dos produtos fabricados (Apêndice II).
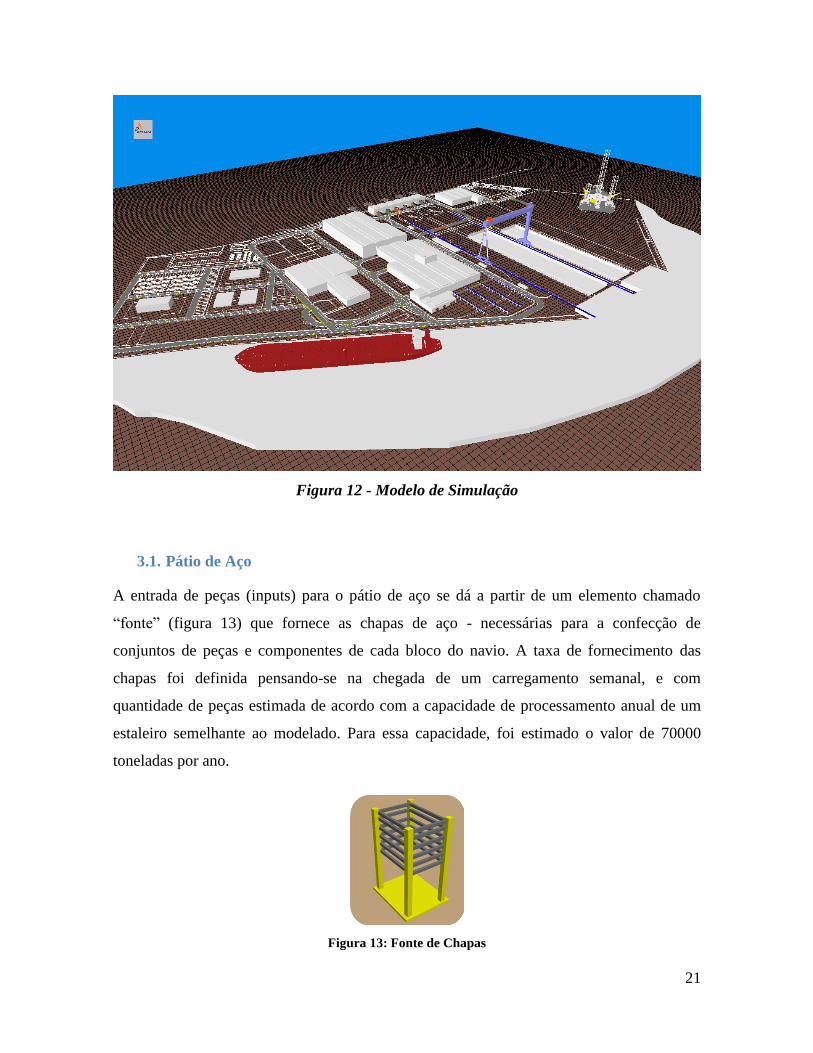
Sendo assim, é possível a montagem do modelo de simulação do estaleiro (figura 12) com
apenas um clique.
O código escrito em linguagem SCL é executado no início da simulação e verifica a lista de
tipos de blocos existentes, as propriedades de cada tipo de bloco, as propriedades de cada
super-bloco, a lista dos blocos que compõem cada super-bloco, a sequencia de blocos a
serem produzidos pelas estações de montagem, entre outros. O usuário deve fornecer a
programação de blocos baseada na necessidade da edificação.
21
Figura 12 - Modelo de Simulação
3.1. Pátio de Aço
A entrada de peças (inputs) para o pátio de aço se dá a partir de um elemento chamado
“fonte” (figura 13) que fornece as chapas de aço - necessárias para a confecção de
conjuntos de peças e componentes de cada bloco do navio. A taxa de fornecimento das
chapas foi definida pensando-se na chegada de um carregamento semanal, e com
quantidade de peças estimada de acordo com a capacidade de processamento anual de um
estaleiro semelhante ao modelado. Para essa capacidade, foi estimado o valor de 70000
toneladas por ano.
Figura 13: Fonte de Chapas
22
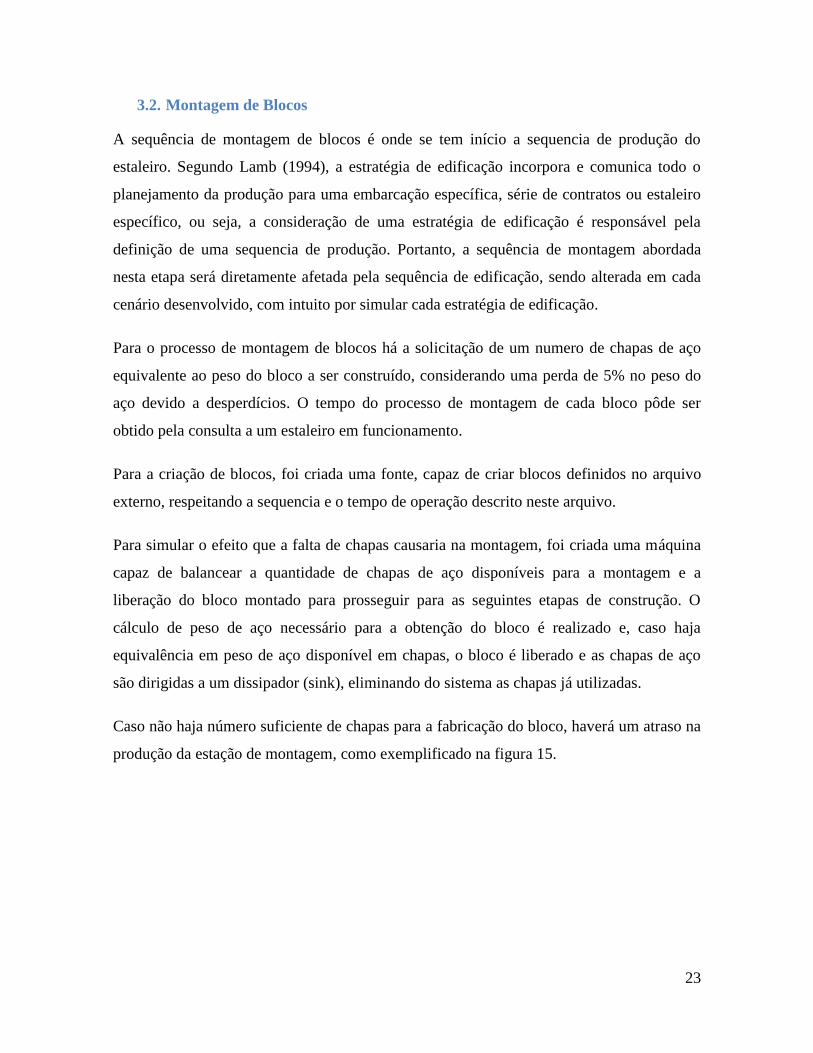
A fonte de peças é conectada de forma direta ao pátio de aço (figura 14), que é constituído
por três linhas de armazenagem, cada uma contendo um pórtico independente. O pórtico é
responsável pelo input e output de chapas na linha.
Cada linha é subdividida em áreas destinadas ao empilhamento de chapas. O número dessas
áreas depende das dimensões da própria linha e das chapas recebidas. Desta forma, o
modelo cria quantas áreas de armazenagem e empilhamento forem possíveis, considerando
o espaço disponível para armazenagem e dimensões do produto armazenado.
A chapa entregue será endereçada a linha e a área com menor número de elementos
abrigados. Para o comando de remoção de chapas, foi criada uma peça dummy. Quando
esta peça encontra-se em qualquer uma das linhas de armazenagem, o pórtico entende que é
necessária a retirada de uma chapa de aço. Se este estiver realizando algum transporte, o
mesmo realizará a remoção da chapa uma vez que tiver concluído sua atividade pendente.
A lógica implementada para a requisição de chapas de aço comunica a remoção da chapa
na linha que possui maior numero de elementos abrigados.
O transporte das chapas para a área de montagem ocorre pelo uso de uma esteira rolante.
Esta não possui restrição de capacidade de transporte de chapas, e sua velocidade foi obtida
de fabricantes.
Figura 14: Pátio de Aço
23
3.2. Montagem de Blocos
A sequência de montagem de blocos é onde se tem início a sequencia de produção do
estaleiro. Segundo Lamb (1994), a estratégia de edificação incorpora e comunica todo o
planejamento da produção para uma embarcação específica, série de contratos ou estaleiro
específico, ou seja, a consideração de uma estratégia de edificação é responsável pela
definição de uma sequencia de produção. Portanto, a sequência de montagem abordada
nesta etapa será diretamente afetada pela sequência de edificação, sendo alterada em cada
cenário desenvolvido, com intuito por simular cada estratégia de edificação.
Para o processo de montagem de blocos há a solicitação de um numero de chapas de aço
equivalente ao peso do bloco a ser construído, considerando uma perda de 5% no peso do
aço devido a desperdícios. O tempo do processo de montagem de cada bloco pôde ser
obtido pela consulta a um estaleiro em funcionamento.
Para a criação de blocos, foi criada uma fonte, capaz de criar blocos definidos no arquivo
externo, respeitando a sequencia e o tempo de operação descrito neste arquivo.
Para simular o efeito que a falta de chapas causaria na montagem, foi criada uma máquina
capaz de balancear a quantidade de chapas de aço disponíveis para a montagem e a
liberação do bloco montado para prosseguir para as seguintes etapas de construção. O
cálculo de peso de aço necessário para a obtenção do bloco é realizado e, caso haja
equivalência em peso de aço disponível em chapas, o bloco é liberado e as chapas de aço
são dirigidas a um dissipador (sink), eliminando do sistema as chapas já utilizadas.
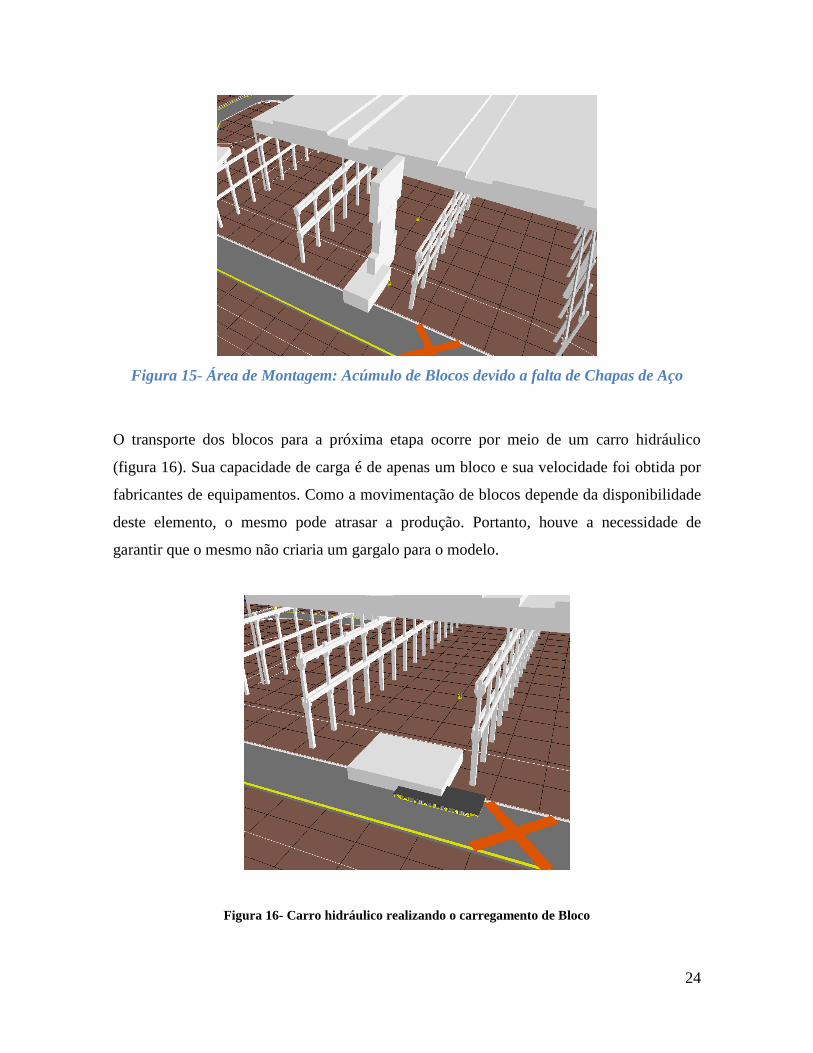
Caso não haja número suficiente de chapas para a fabricação do bloco, haverá um atraso na
produção da estação de montagem, como exemplificado na figura 15.
24
Figura 15- Área de Montagem: Acúmulo de Blocos devido a falta de Chapas de Aço
O transporte dos blocos para a próxima etapa ocorre por meio de um carro hidráulico
(figura 16). Sua capacidade de carga é de apenas um bloco e sua velocidade foi obtida por
fabricantes de equipamentos. Como a movimentação de blocos depende da disponibilidade
deste elemento, o mesmo pode atrasar a produção. Portanto, houve a necessidade de
garantir que o mesmo não criaria um gargalo para o modelo.
Figura 16- Carro hidráulico realizando o carregamento de Bloco
25
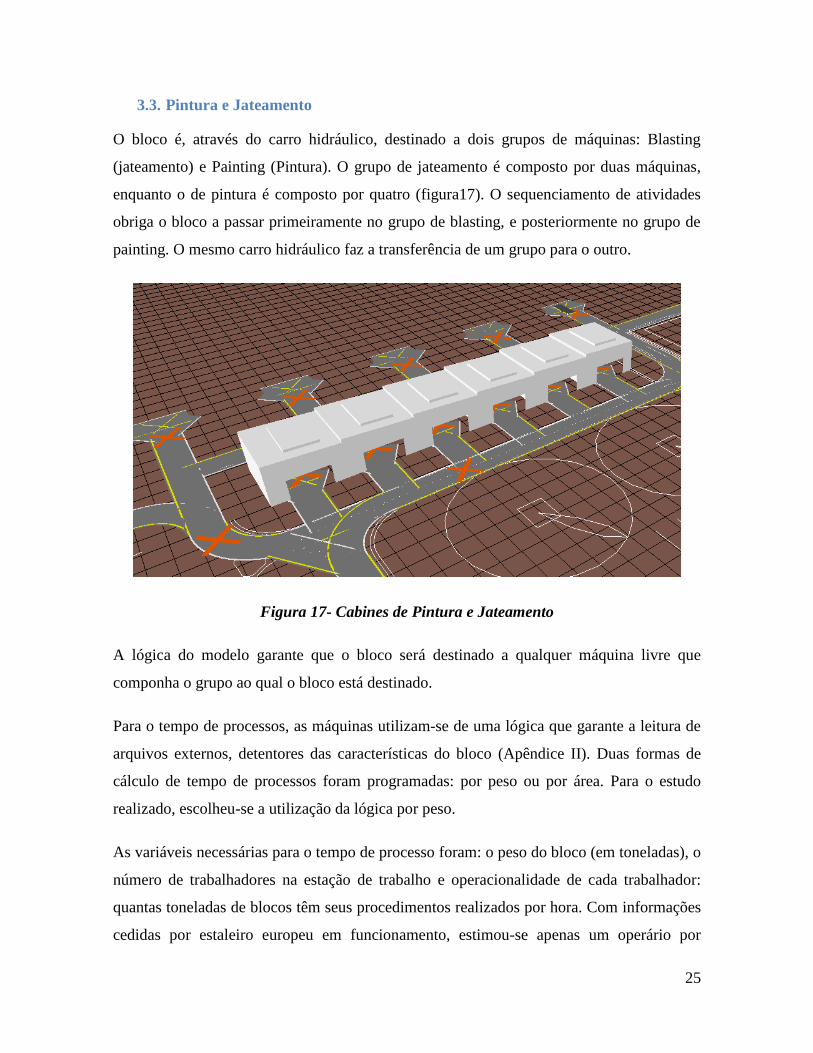
3.3. Pintura e Jateamento
O bloco é, através do carro hidráulico, destinado a dois grupos de máquinas: Blasting
(jateamento) e Painting (Pintura). O grupo de jateamento é composto por duas máquinas,
enquanto o de pintura é composto por quatro (figura17). O sequenciamento de atividades
obriga o bloco a passar primeiramente no grupo de blasting, e posteriormente no grupo de
painting. O mesmo carro hidráulico faz a transferência de um grupo para o outro.
Figura 17- Cabines de Pintura e Jateamento
A lógica do modelo garante que o bloco será destinado a qualquer máquina livre que
componha o grupo ao qual o bloco está destinado.
Para o tempo de processos, as máquinas utilizam-se de uma lógica que garante a leitura de
arquivos externos, detentores das características do bloco (Apêndice II). Duas formas de
cálculo de tempo de processos foram programadas: por peso ou por área. Para o estudo
realizado, escolheu-se a utilização da lógica por peso.
As variáveis necessárias para o tempo de processo foram: o peso do bloco (em toneladas), o
número de trabalhadores na estação de trabalho e operacionalidade de cada trabalhador:
quantas toneladas de blocos têm seus procedimentos realizados por hora. Com informações
cedidas por estaleiro europeu em funcionamento, estimou-se apenas um operário por
26
máquina, capaz de realizar os processos em 0.2 ton/h. Assim, a máquina é capaz de calcular
o tempo de processo em cada bloco.
Para a criação de um modelo estocástico, é necessária a inclusão de uma variação no tempo
de processos. Neste sentido, o procedimento a ser seguido usualmente envolve o
levantamento de dados cedidos por sistemas semelhantes em funcionamento, com os quais
é realizado um teste de aderência de métodos de distribuição, podendo ser citadas, por
exemplo, as distribuições normal, triangular e uniforme. Para o modelo desenvolvido, foi
arbitrada a distribuição normal, com a média definida como o valor do tempo de processo,
e desvio padrão estimado em 5% da média do tempo de processo (Caprace, 2011). Segundo
Caprace, tais estimativas foram utilizadas seguindo recomendações e experiência de
gerentes de produção provenientes de estaleiro Europeu, não havendo medição real. Assim,
este valor deve ser considerado como uma aproximação necessária para o desenvolvimento
do modelo e utilizada devido à falta de outros dados disponíveis para estudo, tais como
tempo máximo e mínimo da operação, entre outros que poderiam ser utilizados.
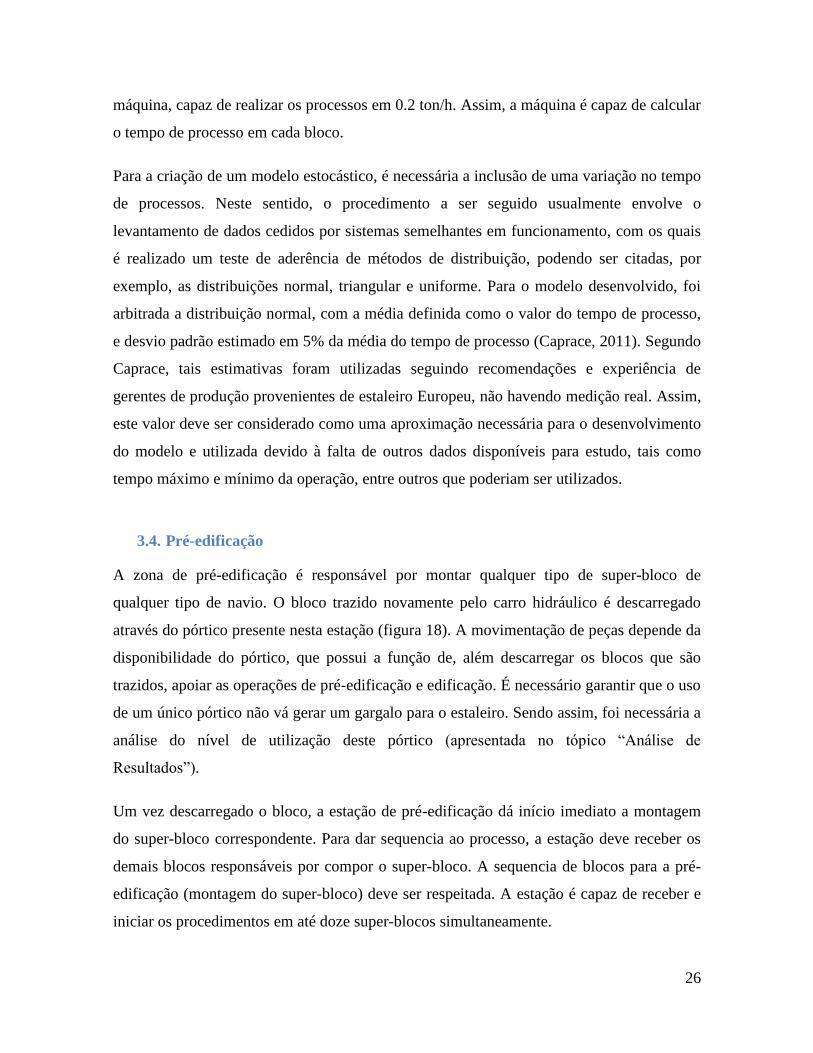
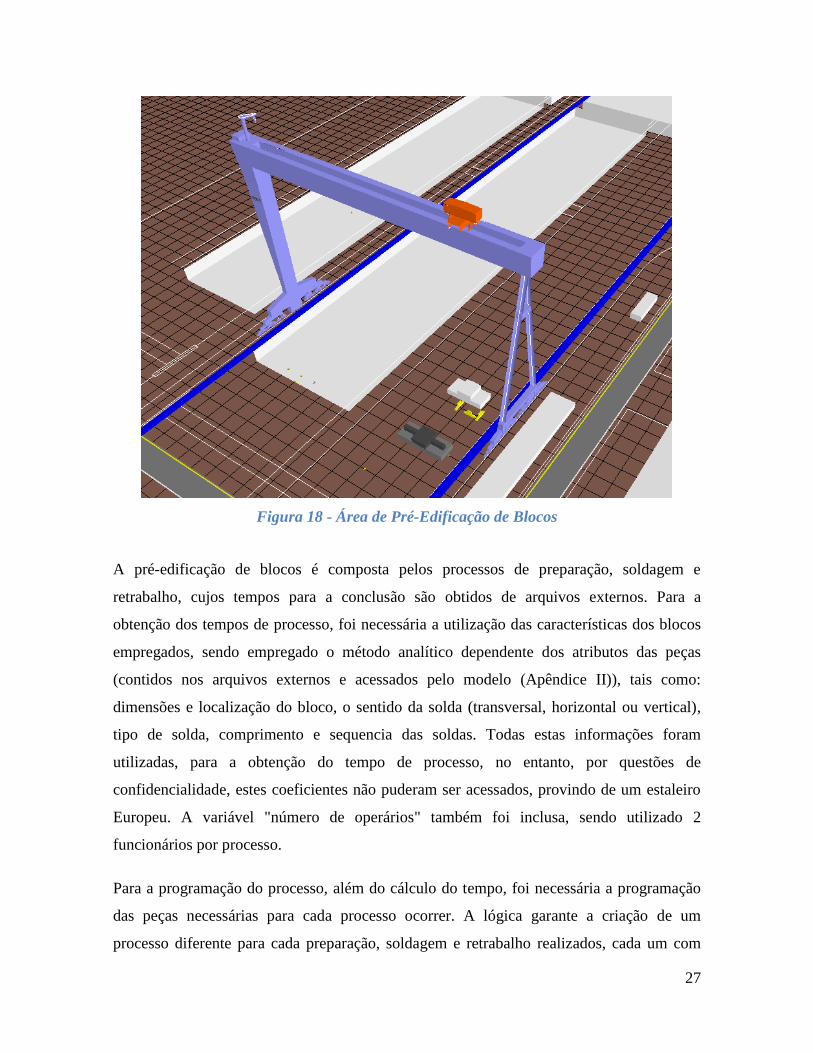
3.4. Pré-edificação
A zona de pré-edificação é responsável por montar qualquer tipo de super-bloco de
qualquer tipo de navio. O bloco trazido novamente pelo carro hidráulico é descarregado
através do pórtico presente nesta estação (figura 18). A movimentação de peças depende da
disponibilidade do pórtico, que possui a função de, além descarregar os blocos que são
trazidos, apoiar as operações de pré-edificação e edificação. É necessário garantir que o uso
de um único pórtico não vá gerar um gargalo para o estaleiro. Sendo assim, foi necessária a
análise do nível de utilização deste pórtico (apresentada no tópico “Análise de
Resultados”).
Um vez descarregado o bloco, a estação de pré-edificação dá início imediato a montagem
do super-bloco correspondente. Para dar sequencia ao processo, a estação deve receber os
demais blocos responsáveis por compor o super-bloco. A sequencia de blocos para a pré-
edificação (montagem do super-bloco) deve ser respeitada. A estação é capaz de receber e
iniciar os procedimentos em até doze super-blocos simultaneamente.
27
Figura 18 - Área de Pré-Edificação de Blocos
A pré-edificação de blocos é composta pelos processos de preparação, soldagem e
retrabalho, cujos tempos para a conclusão são obtidos de arquivos externos. Para a
obtenção dos tempos de processo, foi necessária a utilização das características dos blocos
empregados, sendo empregado o método analítico dependente dos atributos das peças
(contidos nos arquivos externos e acessados pelo modelo (Apêndice II)), tais como:
dimensões e localização do bloco, o sentido da solda (transversal, horizontal ou vertical),
tipo de solda, comprimento e sequencia das soldas. Todas estas informações foram
utilizadas, para a obtenção do tempo de processo, no entanto, por questões de
confidencialidade, estes coeficientes não puderam ser acessados, provindo de um estaleiro
Europeu. A variável "número de operários" também foi inclusa, sendo utilizado 2
funcionários por processo.
Para a programação do processo, além do cálculo do tempo, foi necessária a programação
das peças necessárias para cada processo ocorrer. A lógica garante a criação de um
processo diferente para cada preparação, soldagem e retrabalho realizados, cada um com
28
seu tempo e pré-requisito de blocos necessários para o início do processo. Cada par de
blocos a serem unidos motivou a criação destes três processos. Ao todo 454 processos
foram criados.
Novamente foi arbitrada a distribuição normal, com normal definida com o tempo do
processo e desvio padrão de 5% da média do tempo do processo.
Uma vez que o super-bloco esteja concluído, ele pode ser movido para a área de edificação
pelo pórtico; o equipamento de transferência dos super-blocos normalmente restringe o
peso desses produtos.
3.5. Edificação
Vale lembrar novamente que a estratégia de edificação define o planejamento da produção,
comunicando todo o sequenciamento da produção para as outras etapas de construção. É,
portanto, nesta etapa que definiremos a estratégia de edificação, através da definição da
sequência de edificação, responsável por definir o sequenciamento da montagem, pré-
edificação e edificação de blocos. Este sequenciamento será alterado em cada cenário
desenvolvido, com intuito de simular as diferentes estratégias de edificação.
A edificação de super-blocos ocorre dentro do dique seco (figura 19) e, de forma
semelhante a pré-edificação, é formada pelos processos de preparação, soldagem e
retrabalho, sendo o tempo de cada processo calculado em função das propriedades de cada
produto trabalhado (super-blocos) contidas em arquivos externos ao modelo (Apêndice II).
A sequência dos processos de preparação, soldagem e retrabalho é repetida para cada
junção de super-blocos. Através de 508 processos programados, são definidos os super-
blocos necessários para o início de cada processo.
Os super-blocos que tiveram seus processos de pré-edificação concluídos são
imediatamente transportados para a área de edificação. Entretanto, com o uso de diferentes
sequencias de produção (necessária para a análise de diferentes estratégias de edificação),
um determinado super-bloco pode ser concluído antes de seu antecessor, necessário para
sua correta alocação. Neste caso, o super-bloco será alocado em sua área de destino, mesmo
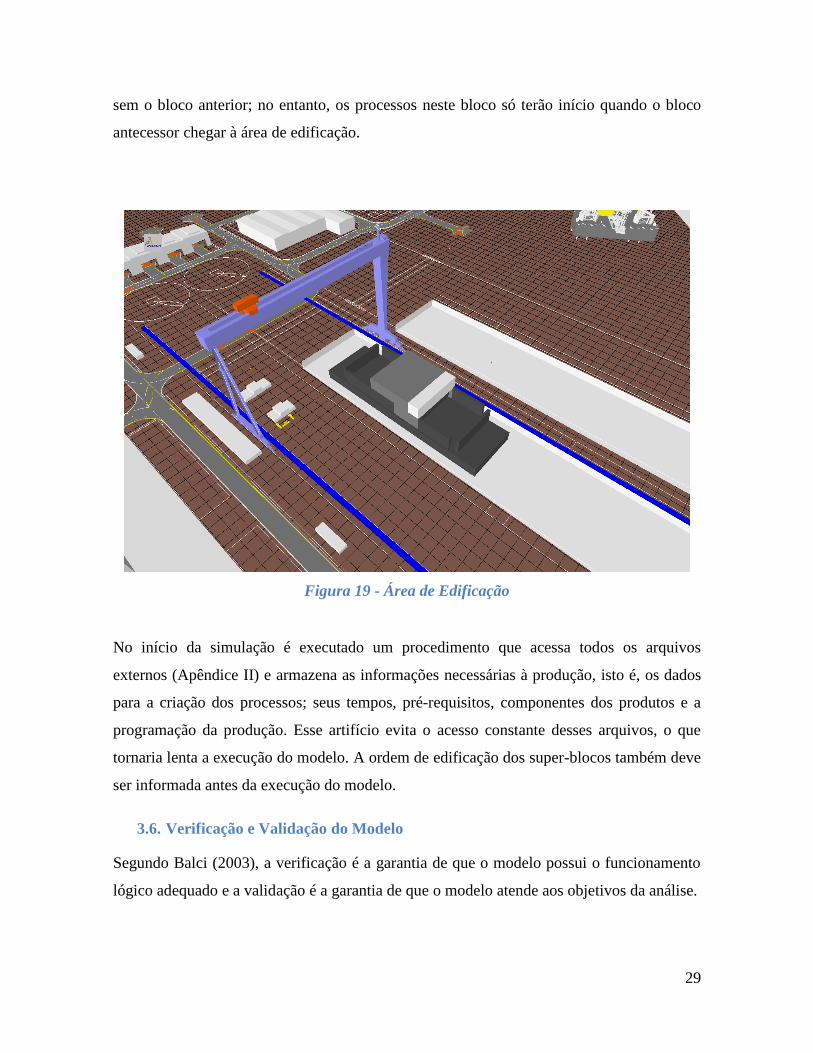
29
sem o bloco anterior; no entanto, os processos neste bloco só terão início quando o bloco
antecessor chegar à área de edificação.
Figura 19 - Área de Edificação
No início da simulação é executado um procedimento que acessa todos os arquivos
externos (Apêndice II) e armazena as informações necessárias à produção, isto é, os dados
para a criação dos processos; seus tempos, pré-requisitos, componentes dos produtos e a
programação da produção. Esse artifício evita o acesso constante desses arquivos, o que
tornaria lenta a execução do modelo. A ordem de edificação dos super-blocos também deve
ser informada antes da execução do modelo.
3.6. Verificação e Validação do Modelo
Segundo Balci (2003), a verificação é a garantia de que o modelo possui o funcionamento
lógico adequado e a validação é a garantia de que o modelo atende aos objetivos da análise.
30
Para a verificação do modelo, utilizaram-se os depuradores de erro e ferramentas contidas
no próprio simulador. A lógica verificada pode ser compilada com sucesso e o modelo foi
capaz de cumprir a lógica inserida. A animação criada pelo simulador também pôde ser
usada como forma de verificação; ao criar uma sequencia de produção para o teste dos
processos efetuados pelo modelo, verificou-se que todas as etapas de construção simuladas
pelo estaleiro apresentaram características condizentes com a realidade, mantendo-se dentro
da lógica programada. Como a revisão de profissionais experientes em simulação também
pode contribuir para a verificação, o modelo contou com a colaboração e revisão
profissionais na área, cujas experiências anteriores contêm a formulação de simuladores de
construção naval. Em análise de razoabilidade do modelo, nenhuma discrepância foi
apontada, dentro das hipóteses e considerações realizadas.
Para a validação do modelo, é necessário observar se os resultados gerados são
característicos do comportamento do sistema real, e se são confiáveis. Caso os resultados
difiram demasiadamente do sistema real, uma calibragem pode ser necessária no modelo.
Uma dificuldade encontrada nesta etapa se deu pela indisponibilidade de dados para a
comparação de resultados. A falta de confiabilidade em alguns dados de entrada, e
impossibilidade de comparação dos dados obtidos com algum sistema real restringiu a
validação de alguns dos resultados a serem obtidos. Após a comparação, a ser realizada em
trabalho futuro, uma nova calibragem pode ser necessária, corrigindo o tempo de processos,
assim como, talvez, sua forma de distribuição. Recomenda-se que, com dados precisos, seja
realizado um teste de aderência para verificação da melhor forma de distribuição a ser
adotada.
3.6.1. Número de Replicações
Os experimentos necessários para o estudo demandaram considerável volume de tempo
de análise e processamento computacional devido ao grande número de peças produzidas e
trabalhadas pelo modelo. Para reduzir esse tempo, especialistas pesquisam diferentes
técnicas que podem ser aplicadas dependendo do tipo de sistema. Segundo Shannon (1992),
um sistema dito terminativo possui eventos que cessam em algum ponto do tempo. Nesses
sistemas, normalmente são estudados períodos particulares.
31
Em seu estudo, Shannon (1998) afirma que, para que se possa alcançar a precisão
estatística sobre os resultados desejados, é importante que seja feito um estudo aprofundado
das características do sistema. Essas características poderão indicar o período que deve ser
simulado, o número de execuções (replicações), e a necessidade de remoção de tempos
onde o sistema apresenta comportamento transitório.
Sabemos que, para modelos estocásticos, quanto mais dados obtivermos maior será a
confiabilidade dos resultados. Entretanto, devido ao grande tempo tomado por simulação,
foi necessário o estudo para determinar o melhor número de replicações.
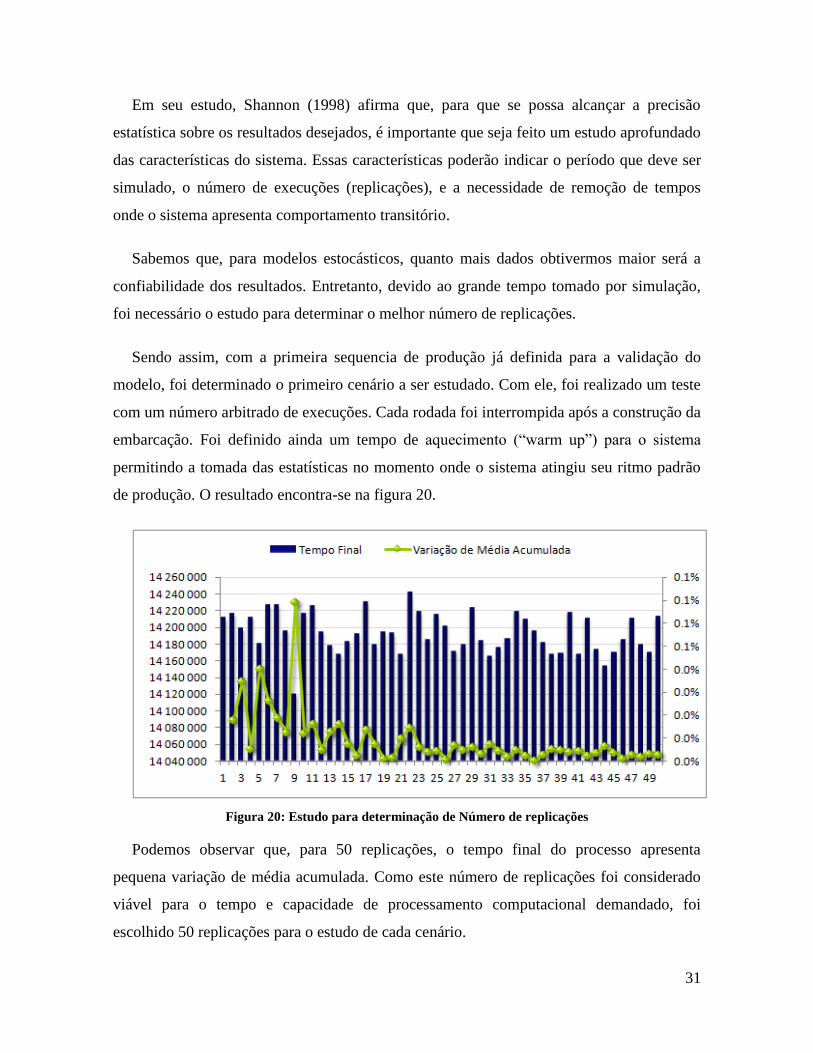
Sendo assim, com a primeira sequencia de produção já definida para a validação do
modelo, foi determinado o primeiro cenário a ser estudado. Com ele, foi realizado um teste
com um número arbitrado de execuções. Cada rodada foi interrompida após a construção da
embarcação. Foi definido ainda um tempo de aquecimento (“warm up”) para o sistema
permitindo a tomada das estatísticas no momento onde o sistema atingiu seu ritmo padrão
de produção. O resultado encontra-se na figura 20.
Figura 20: Estudo para determinação de Número de replicações
Podemos observar que, para 50 replicações, o tempo final do processo apresenta
pequena variação de média acumulada. Como este número de replicações foi considerado
viável para o tempo e capacidade de processamento computacional demandado, foi
escolhido 50 replicações para o estudo de cada cenário.
32
3.6.2. Aleatoriedade
Como forma de teste no modelo, foi verificada, em etapa anterior, a aleatoriedade deste.
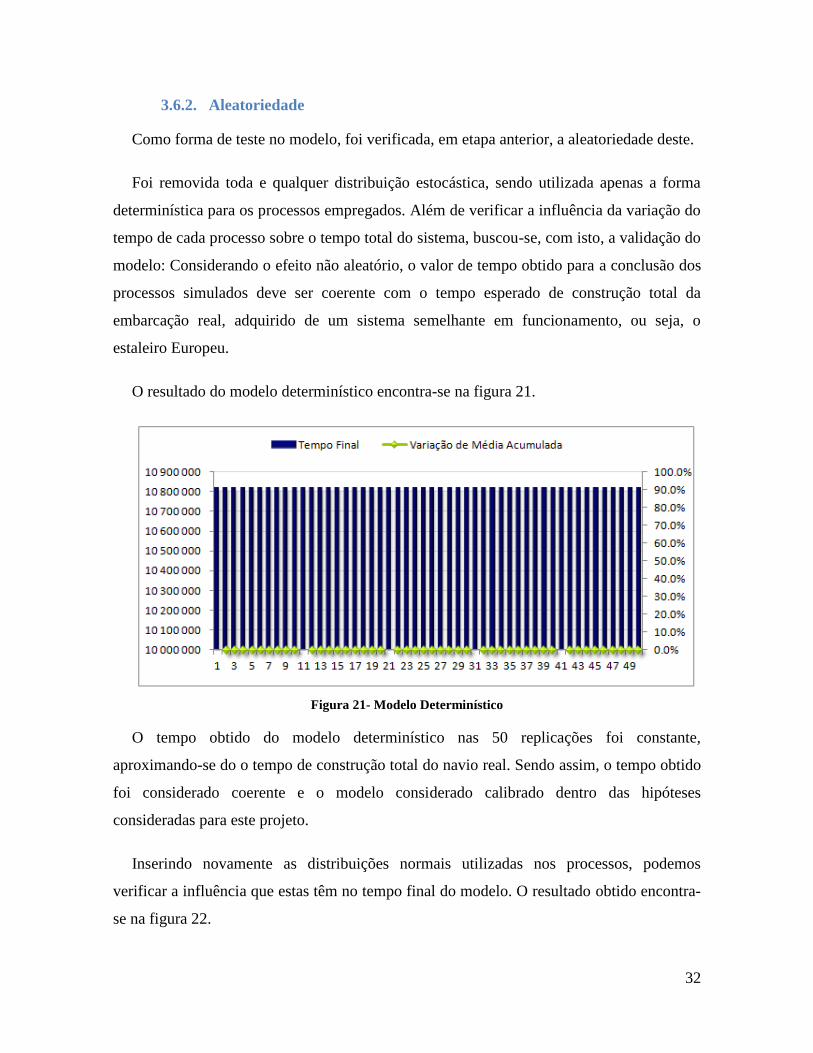
Foi removida toda e qualquer distribuição estocástica, sendo utilizada apenas a forma
determinística para os processos empregados. Além de verificar a influência da variação do
tempo de cada processo sobre o tempo total do sistema, buscou-se, com isto, a validação do
modelo: Considerando o efeito não aleatório, o valor de tempo obtido para a conclusão dos
processos simulados deve ser coerente com o tempo esperado de construção total da
embarcação real, adquirido de um sistema semelhante em funcionamento, ou seja, o
estaleiro Europeu.
O resultado do modelo determinístico encontra-se na figura 21.
Figura 21- Modelo Determinístico
O tempo obtido do modelo determinístico nas 50 replicações foi constante,
aproximando-se do o tempo de construção total do navio real. Sendo assim, o tempo obtido
foi considerado coerente e o modelo considerado calibrado dentro das hipóteses
consideradas para este projeto.
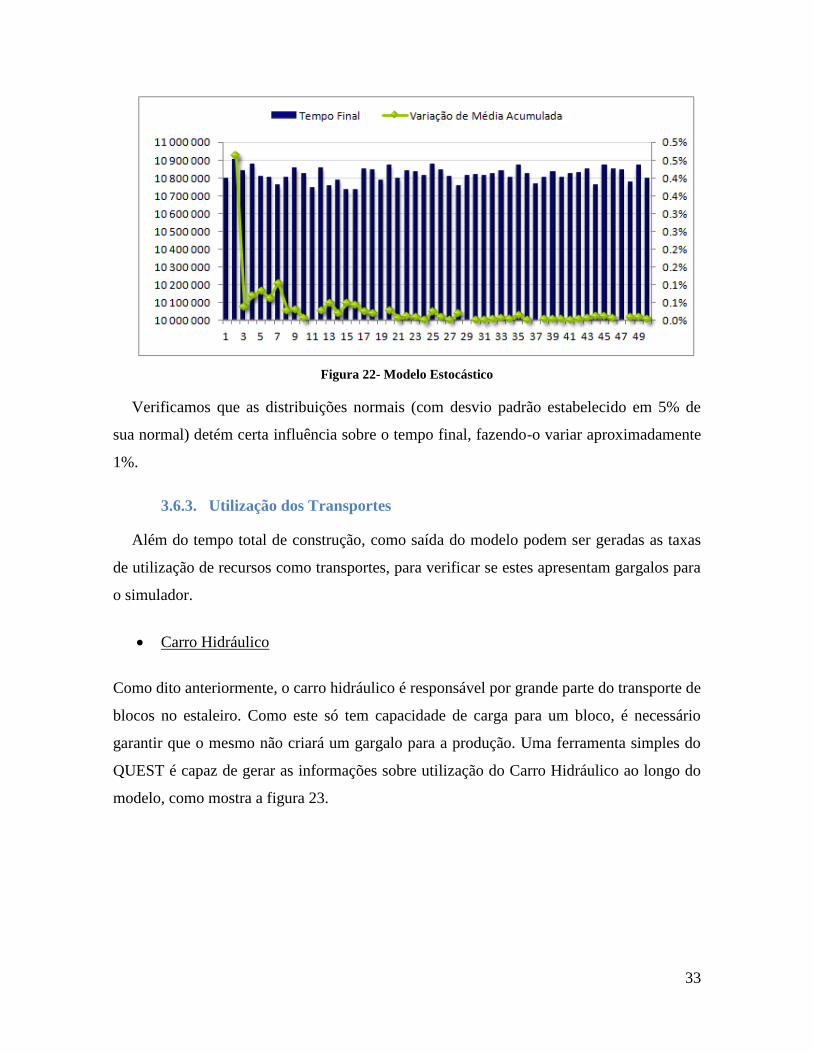
Inserindo novamente as distribuições normais utilizadas nos processos, podemos
verificar a influência que estas têm no tempo final do modelo. O resultado obtido encontra-
se na figura 22.
33
Figura 22- Modelo Estocástico
Verificamos que as distribuições normais (com desvio padrão estabelecido em 5% de
sua normal) detém certa influência sobre o tempo final, fazendo-o variar aproximadamente
1%.
3.6.3. Utilização dos Transportes
Além do tempo total de construção, como saída do modelo podem ser geradas as taxas
de utilização de recursos como transportes, para verificar se estes apresentam gargalos para
o simulador.
Carro Hidráulico
Como dito anteriormente, o carro hidráulico é responsável por grande parte do transporte de
blocos no estaleiro. Como este só tem capacidade de carga para um bloco, é necessário
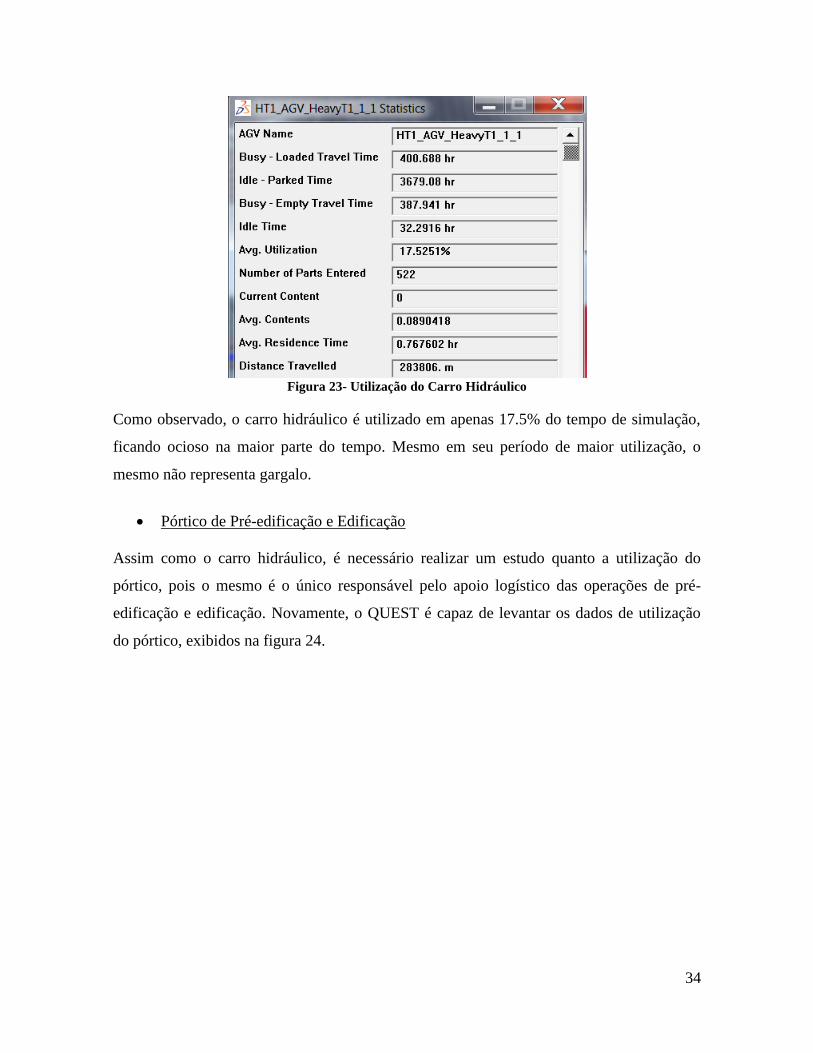
garantir que o mesmo não criará um gargalo para a produção. Uma ferramenta simples do
QUEST é capaz de gerar as informações sobre utilização do Carro Hidráulico ao longo do
modelo, como mostra a figura 23.
34
Figura 23- Utilização do Carro Hidráulico
Como observado, o carro hidráulico é utilizado em apenas 17.5% do tempo de simulação,
ficando ocioso na maior parte do tempo. Mesmo em seu período de maior utilização, o
mesmo não representa gargalo.
Pórtico de Pré-edificação e Edificação
Assim como o carro hidráulico, é necessário realizar um estudo quanto a utilização do
pórtico, pois o mesmo é o único responsável pelo apoio logístico das operações de pré-
edificação e edificação. Novamente, o QUEST é capaz de levantar os dados de utilização
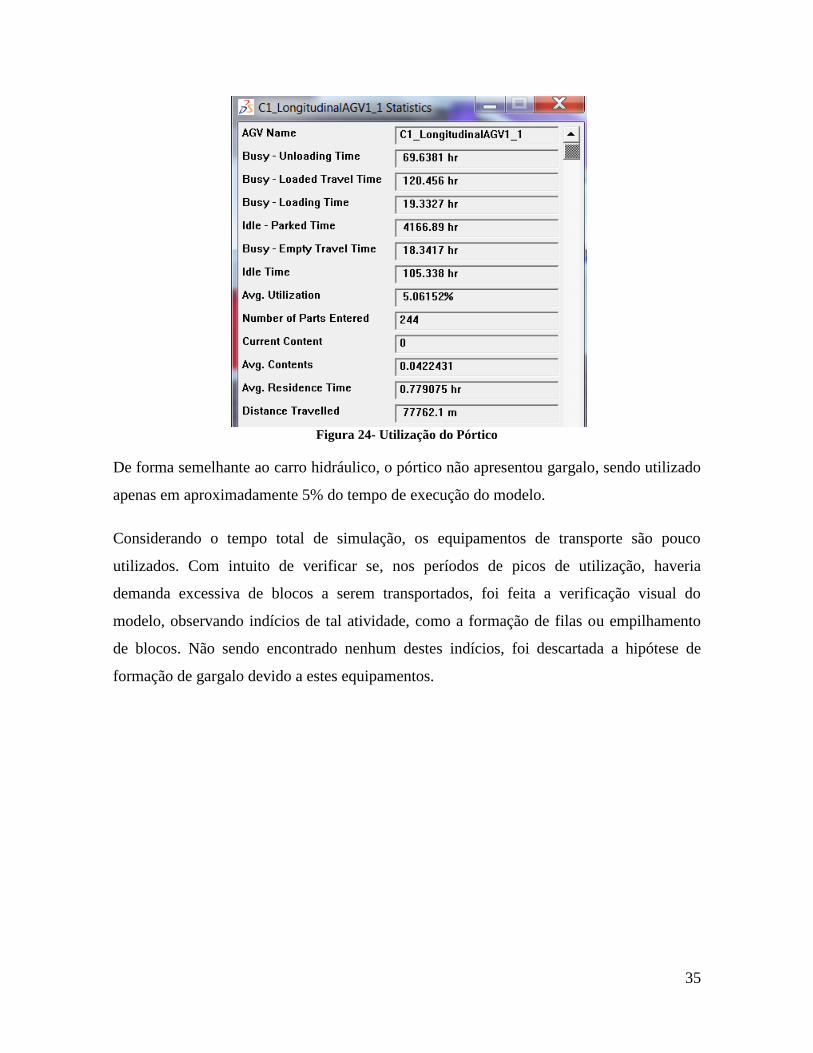
do pórtico, exibidos na figura 24.
35
Figura 24- Utilização do Pórtico
De forma semelhante ao carro hidráulico, o pórtico não apresentou gargalo, sendo utilizado
apenas em aproximadamente 5% do tempo de execução do modelo.
Considerando o tempo total de simulação, os equipamentos de transporte são pouco
utilizados. Com intuito de verificar se, nos períodos de picos de utilização, haveria
demanda excessiva de blocos a serem transportados, foi feita a verificação visual do
modelo, observando indícios de tal atividade, como a formação de filas ou empilhamento
de blocos. Não sendo encontrado nenhum destes indícios, foi descartada a hipótese de
formação de gargalo devido a estes equipamentos.
36
4. Descrição dos cenários
No planejamento estratégico, os métodos de construção e sequências são definidos,
objetivando a otimização dos planos de produção para certas estações de trabalho. No caso
específico da estação de edificação, a atividade de soldagem de grandes blocos é
usualmente executada diretamente na carreira ou dique. Sabe-se que o ciclo de produção no
berço de construção determina a capacidade de produção do estaleiro. Desta forma, há no
estaleiro competitivo o desejo de otimizar a fase de edificação, aumentando sua produção.
Adicionalmente, a estratégia de edificação incorpora e comunica todo o planejamento da
produção para uma embarcação específica, série de contratos ou estaleiro específico (Lamb,
1994), interferindo nas sequencias de pré-edificação, montagem, e no dimensionamento de
estruturas (peso). A consideração de uma estratégia de edificação é responsável pela
definição de uma sequência de produção. Sendo assim, a sequencia de edificação adotada é
transmitida e altera diretamente também a fase de montagem e pré-edificação de blocos.
A atual etapa do projeto tem por objetivo a criação de diferentes cenários para a
realização de testes de estratégias de edificação, a fim de se obter o menor tempo de
produção possível.
A alteração necessária para a obtenção de diferentes cenários pôde ser realizada com
uma simples mudança na variável "Elements_sequence", contida nos arquivos externos
evidenciados no Apêndice II. Esta variável afeta a sequencia de montagem, e
subsequentemente a sequencia de pré-edificação e edificação, criando as diferentes
estratégias que se deseja simular.
Não foram consideradas variações no peso dos blocos, tendo sido estimados o peso
médio de 165 toneladas. Planeja-se considerar a variação no peso médio em estudo futuro.
Algumas variáveis foram fixadas aos dados de entrada do modelo como o arranjo físico,
as funções que representam os tempos dos processos e a velocidade dos sistemas de
transporte. No presente estudo foram alteradas a sequencia de produção, resultando em uma
37
diferente ordenação na montagem, jateamento e pintura de blocos, pré-edificação e
edificação dos super-blocos.
O primeiro cenário simulado foi desenvolvido para a verificação do modelo. Fixou-se,
inicialmente, uma sequencia de chegada de blocos na área de edificação. Definida esta
sequencia, a sequencia de produção de blocos e superblocos (ou seja, a sequência dos
processos de montagem e pré-edificação) foram obtidas, considerando-se a ordenação
necessária de chegada de blocos para o processo de edificação.
Diferentes sequências de montagem e pintura de blocos foram desenvolvidas em
cenários seguintes, com o intuito de simular os principais métodos e estratégias de
Edificação para Construção Naval.
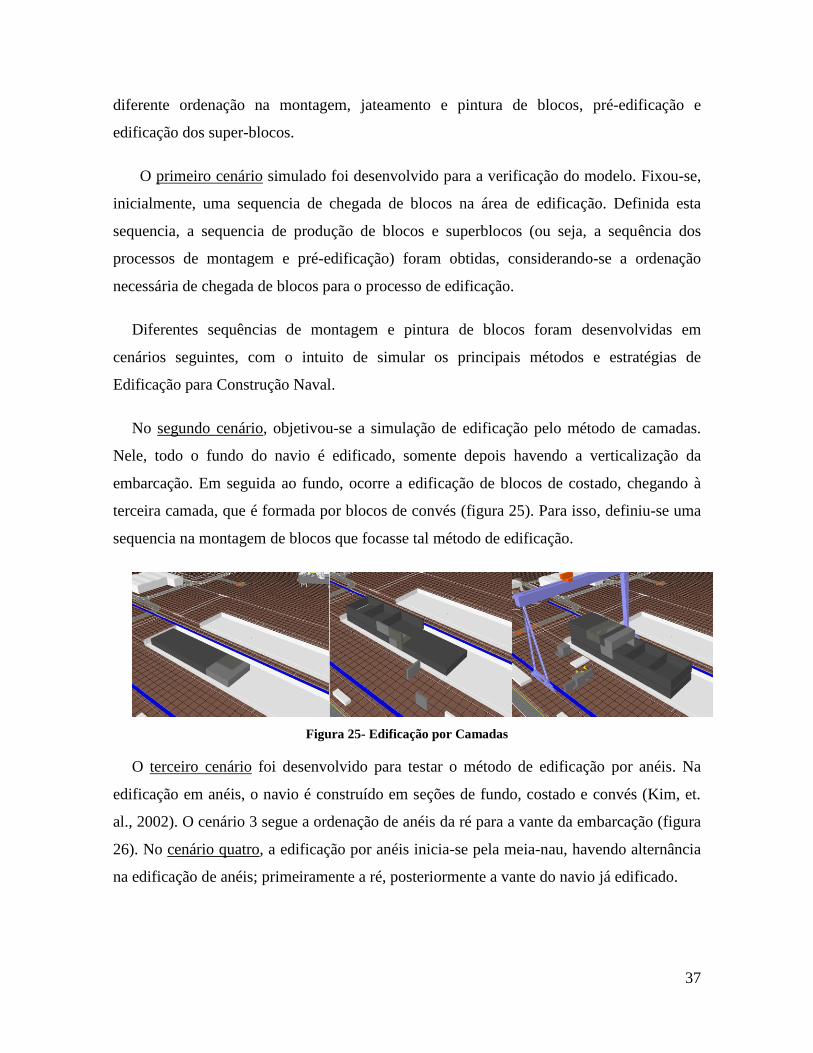
No segundo cenário, objetivou-se a simulação de edificação pelo método de camadas.
Nele, todo o fundo do navio é edificado, somente depois havendo a verticalização da
embarcação. Em seguida ao fundo, ocorre a edificação de blocos de costado, chegando à
terceira camada, que é formada por blocos de convés (figura 25). Para isso, definiu-se uma
sequencia na montagem de blocos que focasse tal método de edificação.
Figura 25- Edificação por Camadas
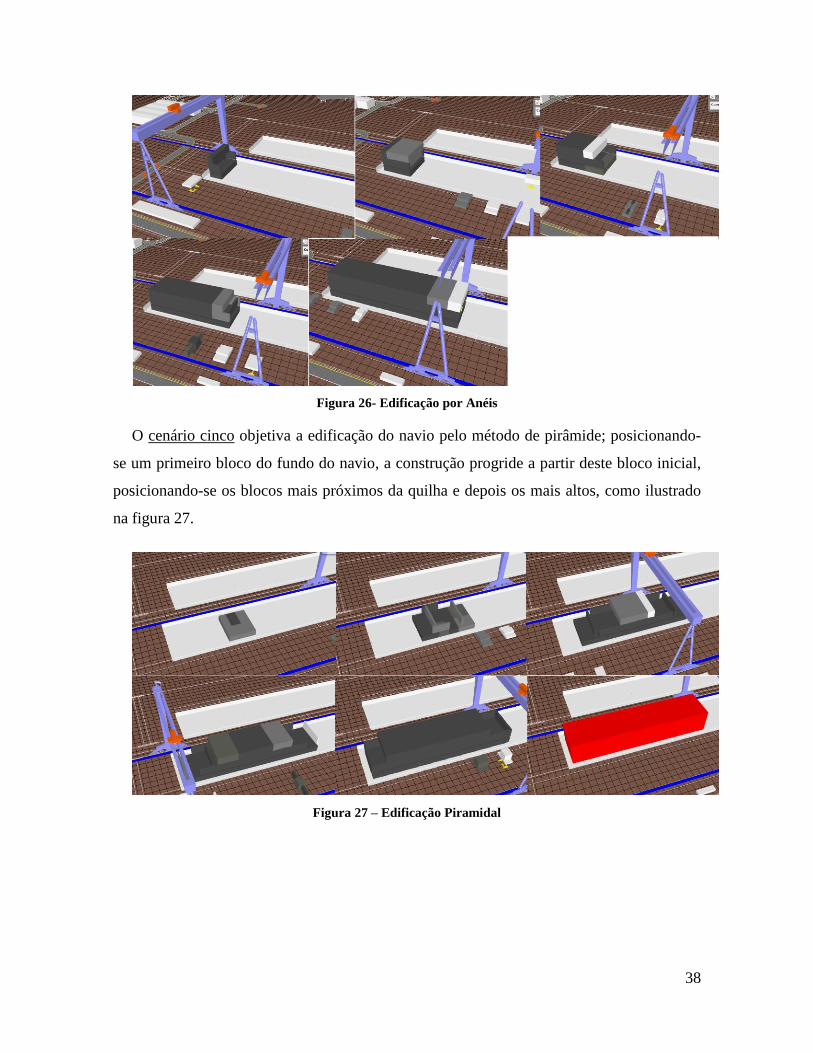
O terceiro cenário foi desenvolvido para testar o método de edificação por anéis. Na
edificação em anéis, o navio é construído em seções de fundo, costado e convés (Kim, et.
al., 2002). O cenário 3 segue a ordenação de anéis da ré para a vante da embarcação (figura
26). No cenário quatro, a edificação por anéis inicia-se pela meia-nau, havendo alternância
na edificação de anéis; primeiramente a ré, posteriormente a vante do navio já edificado.
38
Figura 26- Edificação por Anéis
O cenário cinco objetiva a edificação do navio pelo método de pirâmide; posicionando-
se um primeiro bloco do fundo do navio, a construção progride a partir deste bloco inicial,
posicionando-se os blocos mais próximos da quilha e depois os mais altos, como ilustrado
na figura 27.
Figura 27 – Edificação Piramidal
39
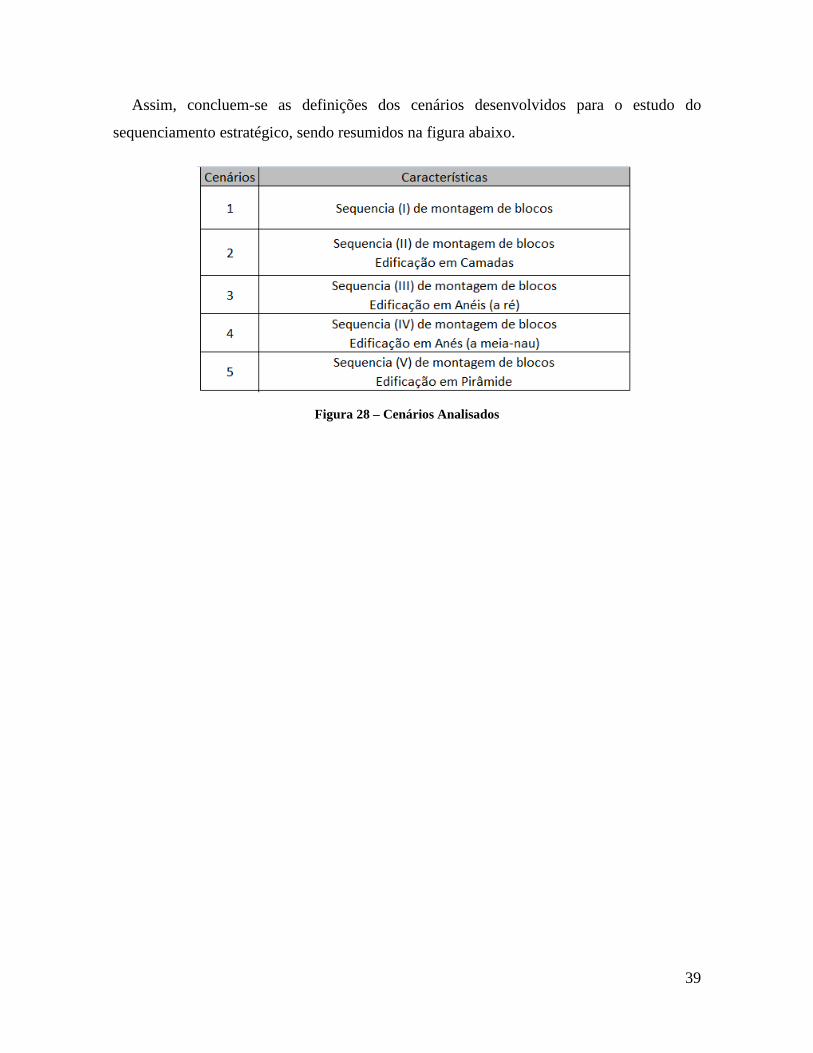
Assim, concluem-se as definições dos cenários desenvolvidos para o estudo do
sequenciamento estratégico, sendo resumidos na figura abaixo.
Figura 28 – Cenários Analisados
40
5. Análise dos Resultados
5.1. Tempo de Construção
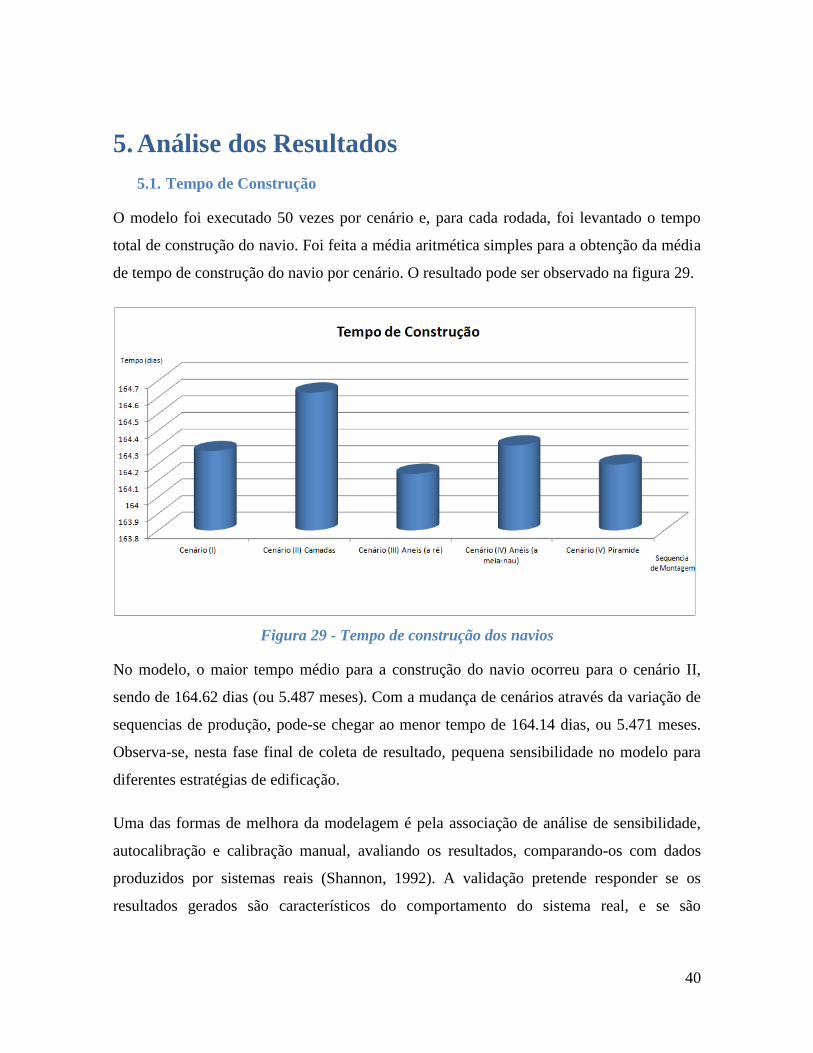
O modelo foi executado 50 vezes por cenário e, para cada rodada, foi levantado o tempo
total de construção do navio. Foi feita a média aritmética simples para a obtenção da média
de tempo de construção do navio por cenário. O resultado pode ser observado na figura 29.
Figura 29 - Tempo de construção dos navios
No modelo, o maior tempo médio para a construção do navio ocorreu para o cenário II,
sendo de 164.62 dias (ou 5.487 meses). Com a mudança de cenários através da variação de
sequencias de produção, pode-se chegar ao menor tempo de 164.14 dias, ou 5.471 meses.
Observa-se, nesta fase final de coleta de resultado, pequena sensibilidade no modelo para
diferentes estratégias de edificação.
Uma das formas de melhora da modelagem é pela associação de análise de sensibilidade,
autocalibração e calibração manual, avaliando os resultados, comparando-os com dados
produzidos por sistemas reais (Shannon, 1992). A validação pretende responder se os
resultados gerados são característicos do comportamento do sistema real, e se são
41
confiáveis. Entretanto, uma limitação do estudo desenvolvido se refere a indisponibilidade
destes dados, restringindo a validação de alguns resultados obtidos.
Para trabalhos futuros, com dados obtidos de estaleiros reais, pretende-se realizar a
validação de resultados, realizando, se necessária, a calibração do sistema, e repetindo o
experimento.
Outras análises poderiam ser realizadas, resultando em uma variação maior de tempos de
obtenção do produto final, com alterações maiores na característica dos produtos entre
cenários simulados. Uma possibilidade seria a redefinição do tamanho dos blocos menores
que deixam a zona de montagem, aumentando ou reduzindo seu peso médio. Para avaliar
uma nova divisão de blocos seria necessária apenas a alteração dos arquivos externos que
contém as propriedades dos produtos e sequencias de produção (Apêndice II). As
velocidades dos sistemas de movimentação também deveriam ser adequadas ao transporte
de blocos com diferentes pesos.
A pré-edificação do navio em anéis também é possível através do modelo simulado.
Novamente, a alteração dos arquivos contendo as propriedades dos produtos e sequencias
de produção seria necessária, assim como o estudo da movimentação dos anéis deveria ser
realizado, adequando a velocidade e capacidade de içamento do pórtico responsável pelo
transporte entre as áreas de pré-edificação e edificação.
Outra análise que pode ser feita se refere a colocação de acessórios (“outfitting”), podendo
ser realizado na fase de pré-edificação, por exemplo, resultando no aumento do tempo
deste processo, ou na fase de montagem de blocos, permitindo uma redução do tempo de
pré-edificação e edificação. Todavia possíveis riscos de retrabalho devido à deformação de
estruturas sendo essas mais pesadas e maiores devem ser estudados. Cabe ao estaleiro
avaliar os pontos positivos e negativos relacionados às estratégias de construção da melhor
forma possível e utilizando as ferramentas adequadas. A simulação é uma das técnicas que
auxilia esse tipo de tomada de decisões apresentando indicadores de desempenho do
sistema sob diferentes cenários e circunstâncias.
42
6. Conclusões e Sugestões para trabalhos futuros
A simulação demonstrou-se uma ferramenta útil para avaliar problemas de programação
na produção em estaleiros de construção naval. Os resultados finais indicam que conclusões
relevantes podem ser alcançadas e que a ferramenta de simulação pode ser aplicada com
sucesso na construção naval brasileira.
O modelo desenvolvido demonstra o potencial da ferramenta de simulação, tanto em
relação à visualização do produto, como em relação à capacidade de geração de
informações e realização de análises, sendo voltados para estaleiros em fase de projeto e
planejamento que estão definindo seus equipamentos e arranjo físico das estações e áreas
de trabalho.
O estudo revela que a simulação tem como característica o suporte a análise de custo-
benefício sobre a aquisição de equipamentos, e implementação de diferentes estratégias de
construção, fluxo de materiais, entre outros. Além disso, outra vantagem que deve ser
destacada se refere aos modelos que podem ser reaproveitados pelos estaleiros, uma vez
que estes já estejam em funcionamento. Dessa maneira, os modelos servem como
ferramenta de controle das operações e validação de planos de produção.
Os modelos apresentados são flexíveis e permitem a caracterização de diferentes
produtos, recursos e processos a partir da leitura de arquivos externos, que podem ser
facilmente alterados.
Todo o modelo foi desenvolvido através da criação de um extenso código
computacional, bastando um clique no programa para a criação de todo o modelo de
simulação. A alteração de características no estaleiro, como o numero de máquinas e
trabalhadores ou diferentes localização de áreas de processos pode ser feita com a simples
mudança de variáveis do programa desenvolvido.
43
A modelagem das regras operacionais e edição de lógicas computacionais foram as
etapas mais críticas do estudo devido a complexidade de desdobramentos que são
visualizados apenas após a execução do modelo.
Em mercados cada vez mais competitivos a simulação pode ser uma alternativa
importante para a gestão dos estaleiros brasileiros. No setor naval, o uso da simulação como
acelerador do processo de aprendizagem é pouco abordado na literatura técnica, contudo, o
tema apresenta grande potencial de desenvolvimento conhecendo-se as dificuldades com a
capacitação de mão de obra especializada.
Como desenvolvimento futuro, pretende-se criar parcerias maiores entre o laboratório e
estaleiros. Desta forma, a troca de informação entre as partes poderá capacitar a calibração
e validação do modelo desenvolvido e outros que vierem a ser produzidos, através da
comparação com o sistema real.
Adicionalmente, está em estudo uma alternativa para construção de modelos com
representação de grande numero de peças, a fim de agilizar o processo de simulação. A
ampliação do modelo também está em desenvolvimento, integrando etapas como
processamento e tratamento do aço. O acréscimo de uma nova área de trabalho, onde
ocorrerá a fabricação e estocagem do outfitting também está sendo estudada.
44
7. Referências Bibliográficas
ASSIS, L. F., et. al.,. Simulação de Processos de Construção Naval para Análise de
Estratégias Alternativas de Edificação-Simultânea. 24º Congresso, Sociedade Brasileira de
Engenharia Naval, Rio de Janeiro, 2012.
BALCI, O. Verification, Validation, and Certification of Modeling and Simulation
Applications. In: Winter Simulation Conference, pp. 150-158, 2003.
BANKS, J. Introduction to Simulation. In: Proceedings of the Simulation Conference, pp7-
13, 1999.
CAPRACE, J. D., et. al. "Scantling multi-objective optimisation of a LNG carrier" Marine
Structures, 23(3) :288 – 302, 2010
CAPRACE, J. D., et. al. "Least Construction Cost of FSO Offshore Structures and LNG
Gas Carriers" In ISOPE’05 – The 15th International Offshore and Polar Engineering
Conference & Exhibition, volume 1, June 2005. Seoul, Korea,
CAPRACE, J. D., et. al. “Discrete Event Production Simulation in Shipyard Workshops.”
In COPINAVAL’11 – The 22th Pan American Conference Of Naval Engineering -
Maritime Transportation & Ports Engineering, volume 1, September 2011. Buenos Aires,
Argentina
CAPRACE, J.D., “Cost effectiveness and complexity assessment in ship design within a
concurrent engineering and design for X framework”, PhD thesis, University of Liège,
Belgium, 2010.
CARSON, J. S. Introduction to simulation: Introduction to modeling and simulation. In:
Proceedings of the Winter Simulation Conference, pp. 7–13, 2003.
45
KIM, H., LEE, J.K.; JANG, D.S. Applying digital manufacturing technology to ship
production and maritime environment. Integrated Manufacturing Systems, Vol. 13 no. 5,
2002.
KRAUSE, M. et. al. Discrete Event Simulation: An Efficient Tool to Assist Shipyard
Investment and Production Planning. Journal of Ship Production, vol. 20, no. 3, 2004.
LAMB, T. Group Technology in Shipbuilding. Journal of Ship Production, 1988.
LAMB, T. H. Chung, M. Spicknall, J. Shin, J. Woo, and P. Koenig. Simulation-Based
Performance Improvement For Shipbuilding Processes, Proceedings of the World Maritime
Technology Conference and Exposition (Annual Meeting of the Society of Naval
Architects and Marine Engineers), San Francisco, CA, October17-20. 2003.
MARTINS, Y. M, “Uso da Simulação Computacional em Processos de Montagem de
Blocos e Pré-edificação em Estaleiros”, COPPE/URFJ, Rio de Janeiro 2010
PORTO, T. M. C. L., “Estudo de arranjo para estaleiro especializado na construção de
balsas fluviais”, COPPE/URFJ, Rio de Janeiro 2009
SHANNON, E. R. Introduction to simulation. Proceedings of Winter Simulation
Conference, 1992.
SHANNON, E. R. Introduction to the art and science of simulation. In: Proceedings of the
Winter simulation conference, pp. 7–14, 1998.
SILVA, C. T., Simulação de Processos Industriais como ferramenta de apoio à Gestão de
Estaleiros. COPPE/UFRJ, Rio de Janeiro, 2010
SOUZA, C. M. et. al.,. Uso da Simulação para Análise Integrada de Estratégias de
Construção Naval. 22º Congresso, Sociedade Brasileira de Engenharia Naval, Rio de
Janeiro, 2008.
46
STEINHAUER, D.; KONIG M. Simulation Aided Production Planning in Block Assembly.
COMPIT - Conference on Computer Applications and Information, Technology in the
Maritime Industries, 2006.
STORCH, R. L. et., al. Ship Production. Centreville, Maryland: Cornell Maritime Press,
1995.
47
8. Apêndices
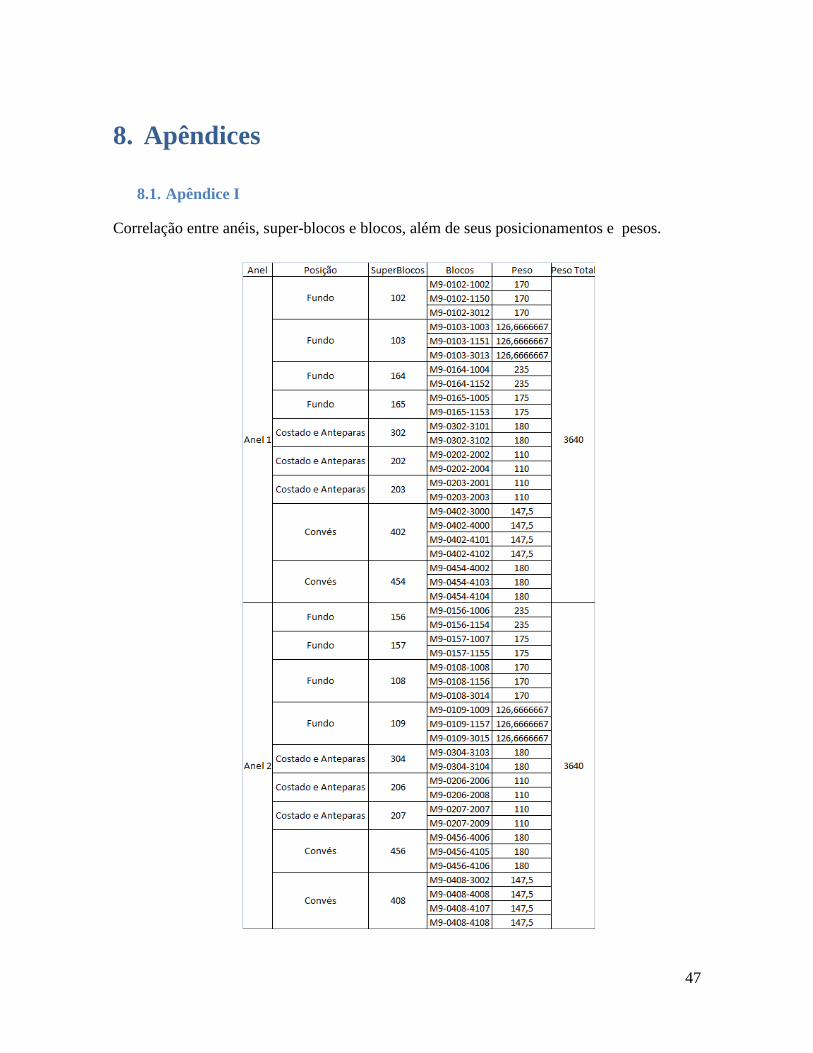
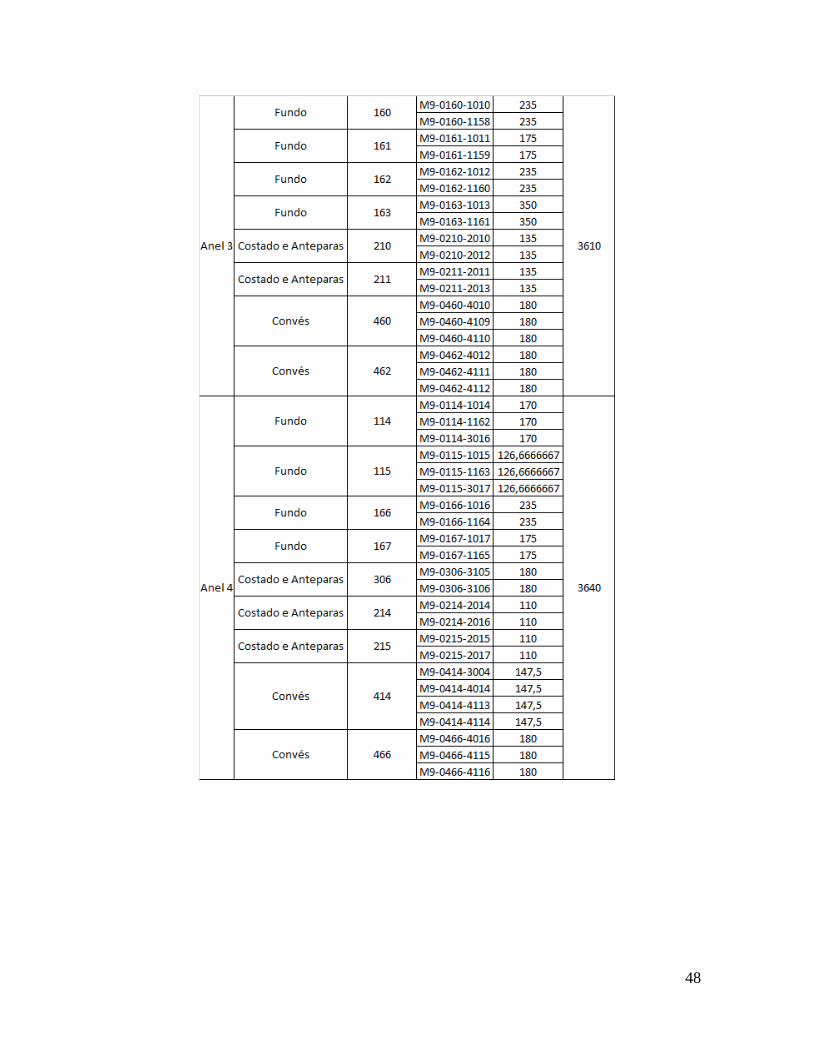
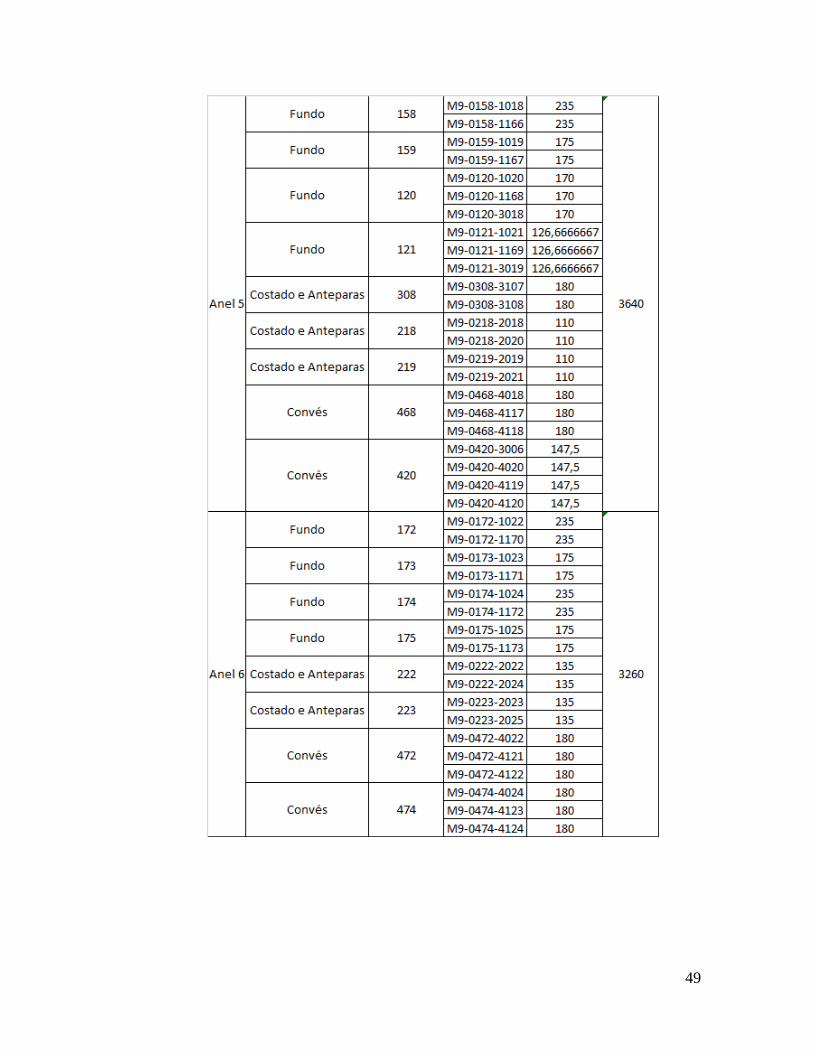
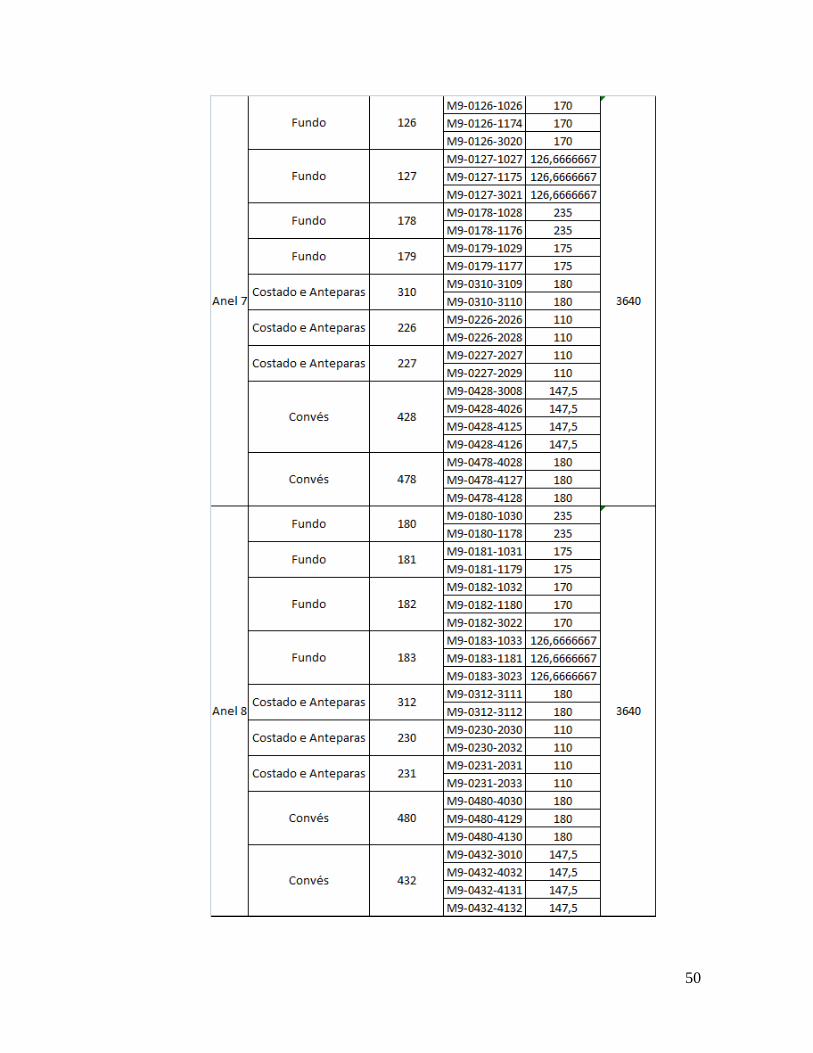
8.1. Apêndice I
Correlação entre anéis, super-blocos e blocos, além de seus posicionamentos e pesos.
48
49
50
51
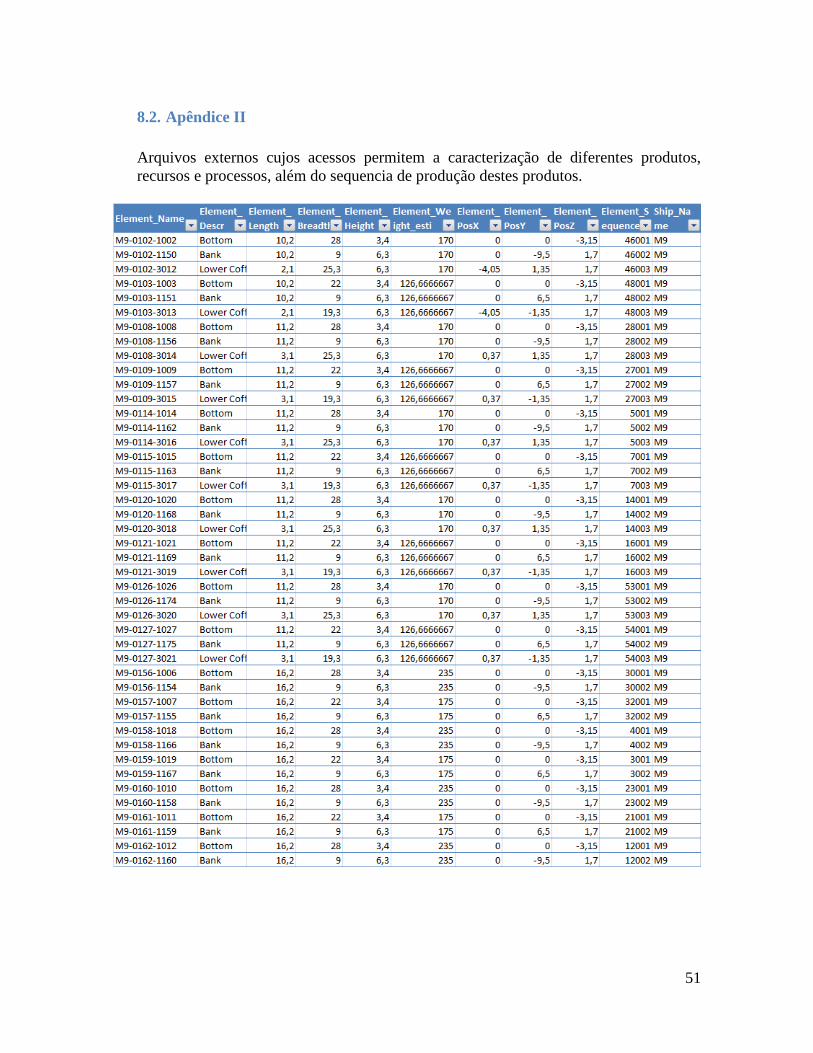
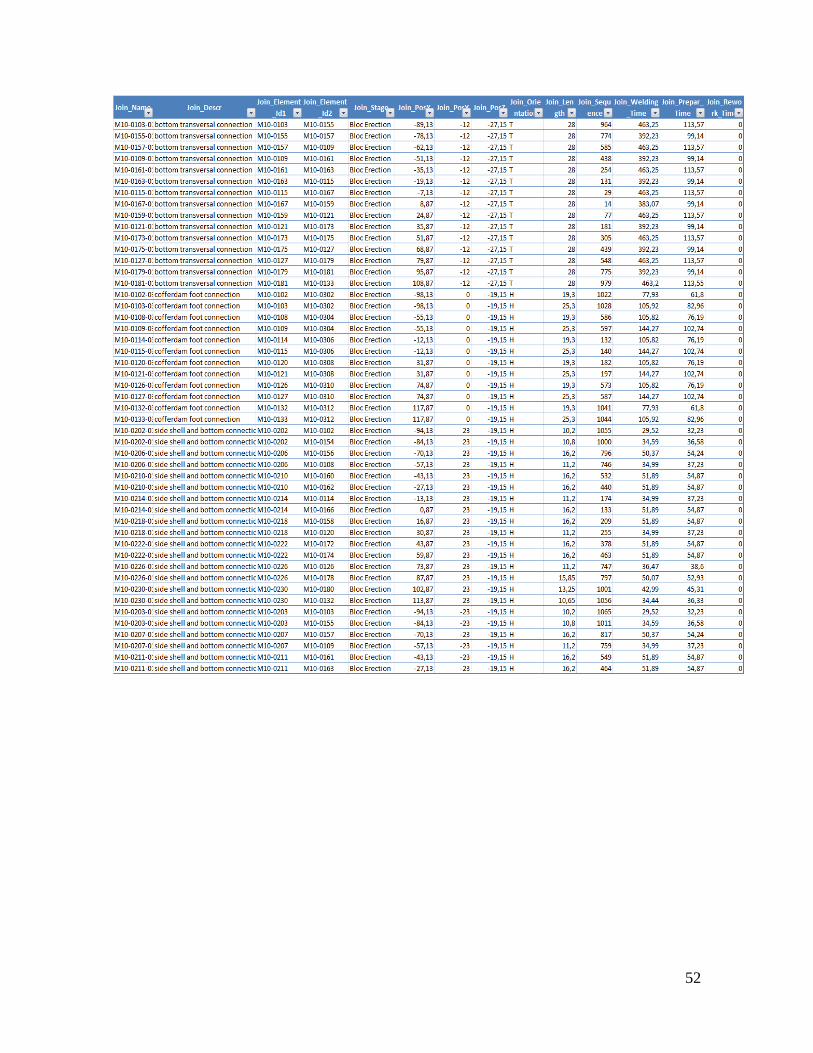
8.2. Apêndice II
Arquivos externos cujos acessos permitem a caracterização de diferentes produtos,
recursos e processos, além do sequencia de produção destes produtos.
52