seleÇÃo de ferramentas para … · seleÇÃo de ferramentas para torneamento geometria da peÇa...
TRANSCRIPT

SELEÇÃO DE FERRAMENTAS PARA TORNEAMENTO
� GEOMETRIA DA PEÇA� CONDIÇÕES OPERACIONAIS (estado bruto e rigidez do sistema
“M-F-P-D”)�MATERIAL DA PEÇA�MATERIAL DA PEÇA�CONDIÇÕES DE CORTE � ACABAMENTO FINAL

SELEÇÃO DAS FERRAMENTAS A PARTIR DA GEOMETRIA DA PEÇA
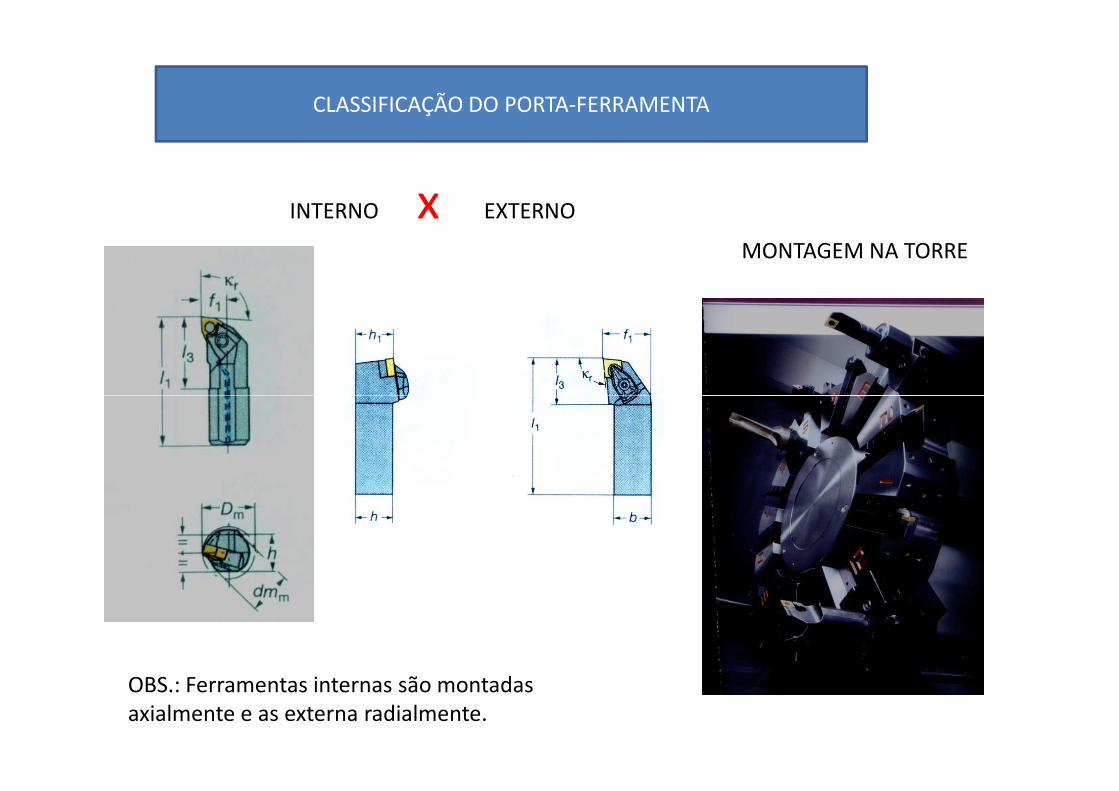
CLASSIFICAÇÃO DO PORTA-FERRAMENTA
INTERNO x EXTERNO
MONTAGEM NA TORRE
OBS.: Ferramentas internas são montadas axialmente e as externa radialmente.

SELEÇÃO BASEADA NAS FEATURES DE USINAGEM
TORNEAMENTO EXTERNO
TORNEAMENTO INTERNOINTERNO
ROSCAMENTO
SANGRAMENTO
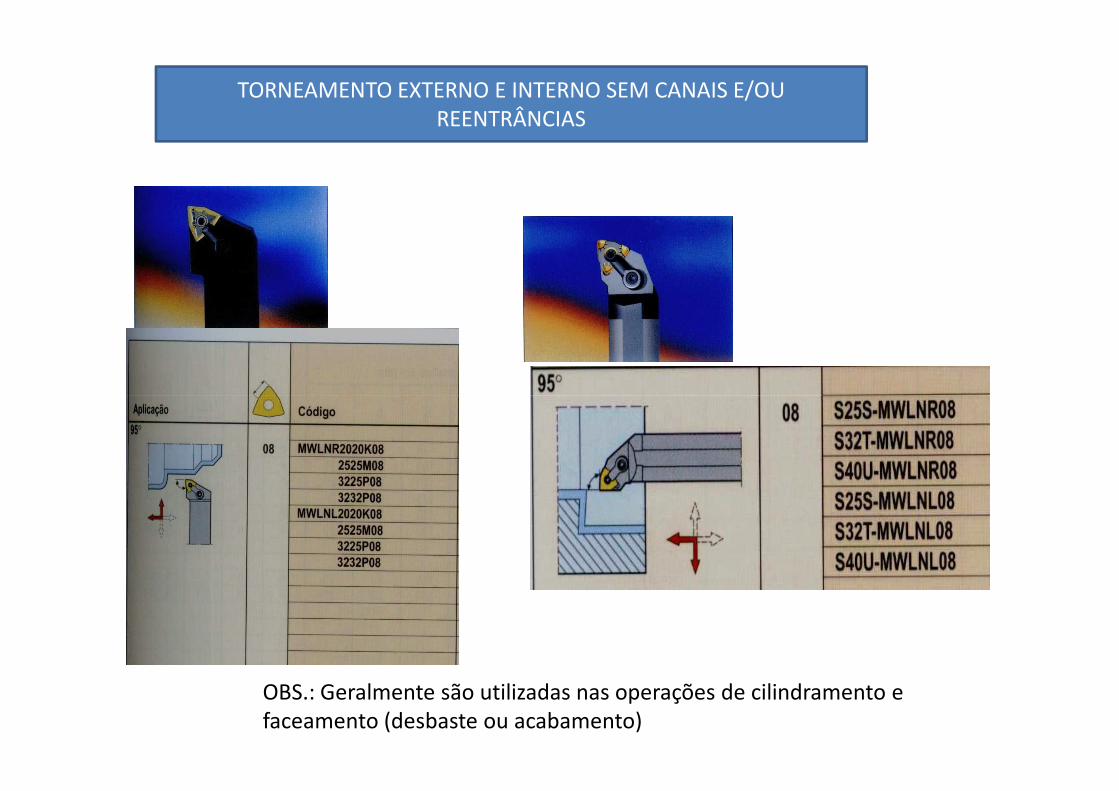
TORNEAMENTO EXTERNO E INTERNO SEM CANAIS E/OU REENTRÂNCIAS
OBS.: Geralmente são utilizadas nas operações de cilindramento e faceamento (desbaste ou acabamento)

PERFILAMENTO
OBS.: O ângulo máximo depende da forma da pastilha e do ângulo de posição (κr).

SANGRAMENTO DE CANAIS E CORTE
Obs.: Para o bedame externo deve-se levar em conta a largura da pastilha (ap) E o alcance (ar). Para o bedame interno deve-se considerar ainda o diâmetromínimo do pré-furo.

SANGRAMENTO DE REENTRÂNCIAS
Obs.: As reentrâncias geralmente são utilizadas para facilitar a retificação de eixos ou furos. Funcionalmente, elas facilitam montagem, por exemplo de rolamento em um eixo com ressalto

TORNEAMENTO DE ROSCAS (ROSCAMENTO)
Rosca à direita
INTERNAS EXTERNAS
Rosca à esquerda

EDITANDO OU CRIANDO UMA FERRAMENTA NO EDGECAM
•DEFINIR POSIÇÃO DA OPERAÇÃO (interna ou externa)
•DEFINIR TIPO DE OPERAÇÃO (cilindramento; perfilamento, sangramento ou roscamento)
•DIMENSIONAR A SEÇÃO TRANSVERSAL (para o Mazak QTN100 as ferramentas externas devem ter seção 20x20mm). O diâmetro da ferramenta interna deve ser menor que o diâmetro do furo inicial (para o Mazak QTN100, o valor máximo não pode ultrapassar 32mm).
•DEFINIR O SENTIDO DE AVANÇO (esquerda ou direita)
•DEFINIR A POSIÇÃO DA SUPERFÍCIE DE SAÍDA (para cima ou invertida). Para as ferramentas com face p/ cima, a placa deve girar no sentido anti-horário. Caso contrário, a rotação deve ser horária.
•DEFINIR PARÂMETROS GEOMÉTRICOS (κr,εr,r ε)
•DEFINIR O PONTO DE REFERÊNCIA NA PASTILHA (preferencialmente utilizar o ortogonal).
•DEFINIR CONDIÇÕES DE CORTE
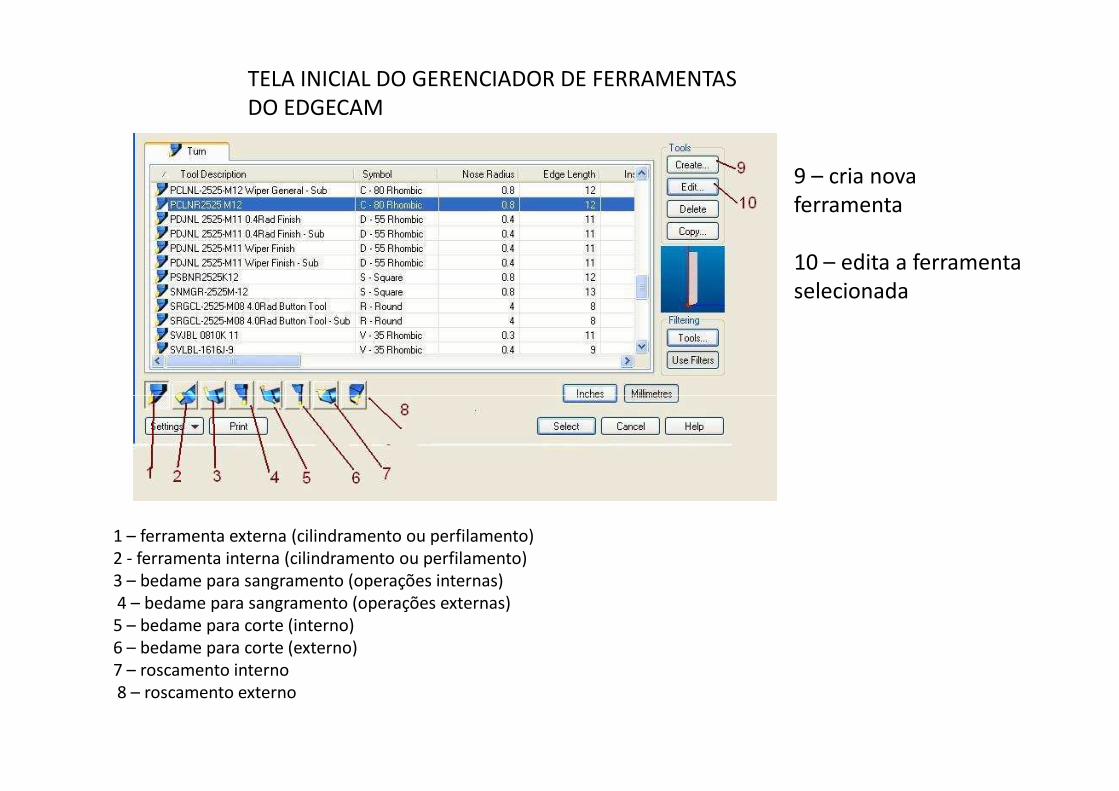
TELA INICIAL DO GERENCIADOR DE FERRAMENTAS DO EDGECAM
9 – cria nova ferramenta
10 – edita a ferramenta selecionada
1 – ferramenta externa (cilindramento ou perfilamento)2 - ferramenta interna (cilindramento ou perfilamento)3 – bedame para sangramento (operações internas)4 – bedame para sangramento (operações externas)5 – bedame para corte (interno)6 – bedame para corte (externo)7 – roscamento interno8 – roscamento externo

DEFINIÇÃO DOS PARÂMETROS GEOMÉTRICOS(PORTA-FERRAMENTA E PASTILHA)

DEFINIÇÃO DO PONTO DE REFERÊNCIA (gauge point) NA PASTILHA(indica o ponto para zeramento da ferramenta)
1 – zeramento primário – ponto virtual2 – zeramento primário – centro do arco de arredondamento3 – zeramento secundário – ponto virtual4 – zeramento secundário – centro do arco de arredondamento5 – zeramento ortogonal - ponto virtual 6 – zeramento ortogonal – centro do arco de arredondamento7 – posição de montagem (radial x axial) e posição da superfície de saída

DEFINIÇÃO DAS CONDIÇÕES DE CORTE PARA UM DADO MATERIAL