roteiro complementar de licenciamento e … · a produçªo de fijeansfl requer, primeiramente, a...
TRANSCRIPT

ROTEIRO COMPLEMENTAR DELICENCIAMENTO E FISCALIZAÇÃO
PARA A TIPOLOGIA TÊXTIL

GOVERNO DO ESTADO DE PERNAMBUCOGovernador: Jarbas de Andrade Vasconcelos
SECRETARIA DE CIÊNCIA, TECNOLOGIA E MEIO AMBIENTE � SECTMASecretário: Claúdio José Marinho Lúcio
COMPANHIA PERNAMBUCANA DO MEIO AMBIENTE � CPRH
Presidente (PR): Edrise Aires Fragoso
Diretoria de Administração e Finanças (DAF): Hubert Hirschle Filho
Diretoria de Recursos Hídricos e Florestais (DHF): Aldir Pitt de Mesquita Pimentel
Diretoria de Controle Ambiental (DCA): Geraldo Miranda Cavalcante
Diretoria de Planejamento e Integração (DPI): Berenice Vilanova de Andrade Lima
Cooperação Técnica BRASIL-ALEMANHA
PROJETO CONTROLE AMBIENTAL
NO ESTADO DE PERNAMBUCO
Companhia Pernambucana do Meio Ambiente � CPRH
Deustsche Gesellschaft fur Technische Zusammenarbeit � GTZ
Coordenadores: José Antonio Sales de Melo Filho (CPRH) e Axel Macht (GTZ)
Telefone:(081) 3441-5027 FAX: (081) 3441-3215
e-mail: [email protected]
Recife, 2001
ROTEIRO COMPLEMENTAR DELICENCIAMENTO E FISCALIZAÇÃO
PARA A TIPOLOGIA TÊXTIL

Copyright © 2001 by CPRH/GTZÉ permitida a reprodução parcial da presente obra, desde que citada a fonte
Conselho EditorialEvângela Azevedo de Andrade
Francicleide Palhano de OliveiraMaria Madalena Barbosa de Albuquerque
Consultorias:CLEV � Engenheiros Associados S/C Ltda
NEOTEX � Consultoria Energética e Ambiental Ltda
Equipe Técnica:Alíria Maria Carneiro da Cunha
Andréa Gonçalves da Cruz Gouveia LimaMaria Cândida Portela Ferreira da Costa
Carlos Fernando de Oliveira MoraesGilson Lima da Silva
Maria das Graças Cruz MotaMaria do Rozário Cézar Malheiros
Ricardo Jorge Campos Pessoa
Projeto Gráfico e Editorial das publicações: bip Comunicação e Arte
Capa: Clériston e Gideon de Andrade Filho
Fotos capa: Arquivo CPRH e CERTEX
Revisão: Martin Assueros Gomes
Maria Madalena Barbosa de Albuquerque
IMPRESSO NO BRASIL
Direitos desta edição reservados à Companhia Pernambucana do Meio Ambiente � CPRHRua Santana, 367, Casa Forte, Recife � PE CEP 52060-460
Pabx: (081) 3267-1800 FAX: (081) 3441-6088e-mail: [email protected]
www.cprh.pe.gov.br
C737c COMPANHIA PERNAMBUCANA DO MEIO AMBIENTE.
Roteiro complementar de licenciamento e fiscalização para
tipologia têxtil. Recife: CPRH/GTZ.2001.125p.
ISBN: 85-86592-09-9
1. Licenciamento 2. Fiscalização 3. Industria têxtil 4. Eluentes
Líquidos 5. Resíduos Sólidos 6. Disposição final 7. Lodo.
I .Título II. Autor.

PREFÁCIO ....................................................................................................................................... 9
1 INTRODUÇÃO ................................................................................................... 11
2 INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO...................................12
2.1 Produtos e Processos ................................................................................................... 12
2.2 Descrição dos Processos ............................................................................................. 17
2.2.1 Abertura ........................................................................................................................ 17
2.2.2 Cardagem ...................................................................................................................... 17
2.2.3 Uniformização ............................................................................................................... 18
2.2.4 Maçaroqueira ................................................................................................................ 18
2.2.5 Penteação ...................................................................................................................... 18
2.2.6 Fiação ............................................................................................................................ 18
2.2.7 Climatização .................................................................................................................. 19
2.2.8 Espulagem ..................................................................................................................... 20
2.2.9 Retorção ........................................................................................................................ 20
2.2.10 Rasgadeiras .................................................................................................................... 21
2.2.11 Urdimento .................................................................................................................... 21
2.2.12 Engomagem ................................................................................................................... 21
2.2.13 Tecelagem de Tecidos Planos ........................................................................................ 22
2.2.14 Tecelagem de Malhas ..................................................................................................... 22
2.2.15 Mercerização ................................................................................................................ 22
2.2.16 Caustificação.................................................................................................................. 23
2.2.17 Desengomagem ............................................................................................................ 23
2.2.18 Purga, Cozinhamento e Pré-Alvejamento ..................................................................... 24
2.2.19 Alvejamento ................................................................................................................... 25
2.2.20 Tingimento .................................................................................................................... 26
2.2.20.1 Classificação dos Corantes............................................................................................ 26
2.2.20.2 Processos de Tingimento ............................................................................................. 28
2.2.21 Lavagem ........................................................................................................................ 36
2.2.22 Centrifugação ................................................................................................................ 36
2.2.23 Hidroextração / Amaciamento ...................................................................................... 36
SUMÁRIO

2.2.24 Secagem ........................................................................................................................ 37
2.2.25 Calandragem.................................................................................................................. 37
2.2.26 Compactação ................................................................................................................ 37
2.2.27 Peluciamento ................................................................................................................. 37
2.2.28 Ramagem ....................................................................................................................... 38
2.2.29 Chamuscagem ............................................................................................................... 38
2.2.30 Navalhagem ................................................................................................................... 38
2.2.31 Estampagem .................................................................................................................. 38
2.2.32 Gravação de Quadros e Cilindros ................................................................................ 39
2.2.33 Corte (Talharia) ............................................................................................................. 40
2.2.34 Confecção ..................................................................................................................... 40
2.2.35 Expedição ...................................................................................................................... 40
2.3 Medidas de Controle Interno........................................................................................ 40
3 CONSUMO DE ÁGUA NA INDÚSTRIA TÊXTIL ...........................................45
4 OS EFLUENTES DA INDÚSTRIA TÊXTIL ......................................................47
4.1 Efluentes Líquidos ......................................................................................................... 50
4.1.1 Geração dos Efluentes Líquidos.................................................................................... 50
4.1.2 Características dos Efluentes Líquidos ......................................................................... 51
4.1.3 Tratamento de Efluentes Líquidos Industriais ............................................................... 53
4.1.3.1 Sistemas de Tratamento ............................................................................................... 56
4.1.3.2 Tratamento de Efluentes Líquidos nas Empresas Têxteis Brasileiras ............................ 61
4.2 Emissões Atmosféricas ................................................................................................. 62
4.2.1 Características das Emissões Atmosféricas .................................................................. 62
4.2.2 Medidas de Controle das Emissões Atmosféricas ........................................................ 63
4.3 Resíduos Sólidos ............................................................................................................ 64
4.3.1 Pontos de Geração ........................................................................................................ 64
4.3.2 Características dos Resíduos Sólidos ............................................................................ 65
4.3.2.1 O Lodo da Estação de Tratamento dos Efluentes (ETE) .............................................. 65
4.3.2.2 Disposição Final do Lodo da ETE ................................................................................. 68
5 LEGISLAÇÃO NACIONAL E INTERNACIONAL............................................. 70
5.1 Legislação Brasileira ...................................................................................................... 70
5.2 Legislação Alemã ........................................................................................................... 73
5.3 Legislação Americana .................................................................................................... 75

6 O LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS .................. 76
6.1 O Porte das Indústrias .................................................................................................. 76
6.2 Recomendações de Acordo com o Porte .................................................................... 78
6.2.1 Relatórios de Auto-Monitoramento .............................................................................. 78
6.2.2 Medidores de Vazão ..................................................................................................... 80
6.2.3 Outras Informações ...................................................................................................... 81
7 A FISCALIZAÇÃO DAS EMPRESAS TÊXTEIS................................................82
7.1 Preparação da Vistoria .................................................................................................. 82
7.2 Passos na Vistoria .......................................................................................................... 82
7.3 Amostragem e Medição ................................................................................................ 83
7.4 Procedimentos Gerais .................................................................................................. 84
REFERÊNCIAS BIBLIOGRÁFICAS
ANEXOS


PREFÁCIO
A uniformização dos procedimentos de licenciamento e fiscalização é um dos grandes desafios que oProjeto Controle Ambiental no Estado de Pernambuco, viabilizado através do convênio de coopera-ção técnica entre Brasil e Alemanha e executado pela Companhia Pernambucana do Meio Ambiente(CPRH) e a Sociedade Alemã de Cooperação Técnica (GTZ), está procurando atingir para tornar maiseficiente e ágil a atuação da CPRH no controle ambiental em Pernambuco. Neste contexto foramelaborados inicialmente os Manuais de Licenciamento e Fiscalização Ambiental e de Diretrizes paraAvaliação de Impactos Ambientais.
Nesta oportunidade apresentamos o Roteiro Complementar de Licenciamento e Fiscalização para aTipologia Têxtil, elaborado pela firma CLEV � Engenharia e associados, revisado e complementadopela firma NEOTEX - Consultoria Energética e Ambiental Ltda., com o apoio da equipe técnica deControle Industrial da CPRH, o qual visa complementar os manuais mencionados com informaçõestécnicas específicas para o licenciamento e fiscalização desta tipologia industrial.
Acreditamos que este roteiro além de oferecer várias informações básicas sobre esta tipologia indus-trial, serve de guia prático para o trabalho rotineiro dos técnicos da CPRH, além de servir comoreferencia e subsídio técnico para outras instituições públicas e privadas vinculadas as atividades delicenciamento e fiscalização ambiental.
Recife, março de 2001
José Antonio Sales de Melo Filho e Axel Macht
Coordenadores do Projeto CPRH/GTZ


PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
11
Este trabalho tem por objetivo propiciar informações a respeito dos diversos processos realizadospela indústria têxtil, sempre relacionados a questão do meio ambiente. Para isto, apresenta o levanta-mento de algumas regulamentações nacionais e internacionais, englobando parâmetros de lançamento,assim como tendências dos diversos processos têxteis. Recomenda padrões adequados para a fiscali-zação da tipologia têxtil e elabora procedimentos necessários ao licenciamento ambiental, tanto deempresas existentes como de novas indústrias do ramo.
As recomendações não representam as exigências mais rigorosas em nível mundial, mas aquelas passí-veis de atendimento face ao estágio de desenvolvimento regional e nacional. Permitem, entretanto,aumentar o rigor, à medida que as exigências de qualidade ambiental da região o necessitarem.
A indústria têxtil, com os seus mais variados processos, cada qual com suas características próprias,apresenta uma elevada diversificação de fluxos produtivos, matérias-primas e produtos químicos uti-lizados. Em razão dessa grande gama de variantes, é impraticável a descrição detalhada de todos osprocessos. Neste trabalho, portanto, são abordados de forma mais detalhada apenas os principaisprocessos, enquanto os demais são somente citados.
1 INTRODUÇÃO
INTRODUÇÃO 1

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
12
2 INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
2.1 PRODUTOS E PROCESSOS
As indústrias têxteis produzem uma gama considerável de artigos têxteis. Artigos de confecção, cama,mesa e banho, cortinas, toalhas de mesa, tapetes, lonas automotivas, tecidos industriais (telas demáquinas de papel), �jeans� e meias, são apenas alguns exemplos, de artigos produzidos pelas diversasindústrias do ramo. Cada um desses artigos é produzido de maneira própria, resultando daí umagrande variedade de fluxos produtivos.
Os fluxogramas usuais de produção de artigos de malharia, tecido plano/felpudo e produção de �jeans�são apresentados nos anexos deste trabalho.
As linhas de produção de artigos de malharia e tecido plano/felpudo divergem nas etapas de tecela-gem, assim como na utilização de equipamentos de beneficiamento, pois enquanto os primeiros sãoprocessados em bateladas, os tecidos planos/felpudos são processados em contínuo.
A produção de �jeans� requer, primeiramente, a tingimento dos fios com corantes índigo (indigosóis)em equipamentos contínuos, com secagem posterior.
Outro aspecto importante é a qualidade requerida, o que origina, também, variados tipos de proces-sos para a obtenção de determinada propriedade.
Em razão da grande variedade de procedimentos e possibilidades existente, é improducente enume-rar todos eles. Entretanto, pode-se descrever a indústria têxtil como um processo que transformafibras (naturais ou artificiais) em artigos de uso cotidiano, a exemplo das nossas roupas, toalhas debanho, tapetes, cortinas e roupas de cama, dentre outros.
Esses artigos têxteis, conforme citado, são originados de várias fibras. A tabela a seguir apresenta asprincipais fibras utilizadas em sua fabricação.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
PRODUTOS E PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
13
Alginato
Cupro
Viscose
Acetato
Triacetato
Angorá
Cashemira
Coelho
Lã de ovelha
Mohair
Cabra
Seda cultivada (Bombix Mori)
Seda silvestre (Tussah)
Crisotila (silicato de magnésio)
Crocidolita (silicato de ferro)
Cânhamo
Juta
Linho
Malva
Rami
Caroá
Sisal
Tucum
Algodão
Côco
Caseína
Alginatos
Celulose
Lã e pêlos finos
Pêlos grossos
Seda
Amianto (asbesto)
Caules
Folhas
Frutos e sementes
Animais
Vegetais
Acrílica
Elastana
Elastodieno
Modacrílica
TABELA 1: FIBRAS TÊXTEIS
Fibrasnaturais
Fibrasartificiais
Animais
Minerais
Vegetais
Polímerosnaturais
Polímerossintéticos
Continua
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
PRODUTOS E PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
14
Poliamida
Policarbamida
Policloreto devinilideno
Policloreto de vinila
Policlorofluoreti-leno
Poliéster
Poliestireno
Politetrafluoretileno
Poliuretano
Vinal
Vinilal
Polímerossintéticos
Fibra decarbono
Fibrametálica
Fibra devidro
Lã de Escória
Lã de rocha
Continuação
Fonte: ABNT - CB-11-1975 : Fibras Têxteis: Classificação, Terminologia e Simbologia
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
PRODUTOS E PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
15
Para a obtenção dos artigos têxteis desejados, são necessários vários processos, que podem sersubdivididos de acordo com a Tabela 2:
Fiação convencional
Fiação �open-end�
Tecelagem de tecido plano
Tecelagem de malhas
Beneficiamento
Abertura automática ou manual
Batedores
Cardas
Passadores / reunideiras
Penteadeiras
Maçaroqueiras
Filatórios de anéis
Conicaleiras / bobinadeiras / espularia
Retorcedeiras
Abertura automática ou manual
Batedores
Rasgadeiras (no caso de reciclagem)
Cardas
Passadores / reunideiras
Filatório de rotor
Urdideira
Engomadeira
Teares planos
Teares circulares
Teares retilíneos
Mercerização
Desengomagem
Purga
Cozinhamento
Pré-alvejamento
Caustificação
Tingimento
Alvejamento
TABELA 2: PROCESSOS TÊXTEIS
Continua
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
PRODUTOS E PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
16
Lavação
Centrifugação
Hidroextração / amaciamento
Secagem
Calandragem
Compactação
Peluciamento
Ramagem
Chamuscagem
Navalhagem
Contínua a quadros
Contínua de cilindros
Localizada manual
Localizada automática
Termofixação
Manual
Automático
�Overlock�
Cobertura
Reta
Prega-botão
Bainha
Estampagem
Corte
Confecção
Continuação
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO2PRODUTOS E PROCESSOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
17
Para melhor visualização do processo, o beneficiamento, uma das etapas de produção, é subdivididona Tabela 3.
TABELA 3: BENEFICIAMENTO
Purga
Cozinhamento
Pré-alvejamento
Caustificação
Mercerização
Desengomagem
Tingimento
Alvejamento
Lavagem
Hidroextração
Centrifugação
Amaciamento
Secagem
Calandragem
Ramagem
Peluciamento
Chamuscagem
Navalhagem
Pré-tratamento Tingimento / Alvejamento Acabamento
2.2 DESCRIÇÃO DOS PROCESSOS
2.2.1 ABERTURA
As matérias-primas, notadamente o algodão (em função de ser a fibra mais consumida mundialmente),apresentam-se na forma de fardos compactados, com peso em torno de 200 kg cada, assim comooutras fibras, a exemplo do linho e do poliéster.
Os fardos são transportados em empilhadeiras, do depósito até a sala de abertura e, ali, são dispostoslado a lado. A abertura é feita por um equipamento, automático ou manual, que coleta pequenasporções de cada fardo e as submete a batimentos para remoção de impurezas. Essas impurezas, queconsistem de cascas, galhos, folhas, areia e barro, entre outras, são removidas - em grande parte -nesses batedores.
Dos batedores, as fibras são transportadas aos processos de cardagem. Geralmente o transporte érealizado por tubulações ou manualmente, na forma de mantas.
Nessa etapa inicial de fiação são gerados resíduos sólidos, formados de fibras e impurezas, conformejá descrito. Esses resíduos provêm do sistema de limpeza do ar ambiente ou dos próprios batedores.
2.2.2 CARDAGEM
A cardagem propicia a obtenção de uma mecha de fibras. Sua finalidade é a limpeza mecânica dasfibras, assim como o início do processo de estiramento e torção, princípios destinados a obtenção dasqualidades finais dos diversos tipos de fios. Na foto n.º 17 (anexos), o equipamento pode ser visualizado.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
18
Assim como na sala de abertura, as cardas produzem o mesmo tipo de resíduos sólidos, que tambémsão separados por filtração do ar ambiente, bem como da própria máquina.
2.2.3 UNIFORMIZAÇÃO
A uniformização da qualidade das fibras é realizada nas reunideiras ou passadores. Sua função é efetuara mistura de várias mechas (das cardas) para a obtenção de uma nova. Isso é realizado com a passa-gem de várias mechas (4, 8 ou 16) por um sistema de junção, com posterior estiramento e torção,para a obtenção de mechas com melhor uniformidade. O equipamento pode ser visualizado na foton.º 12 (anexos).
Nessa etapa de produção são gerados, também, resíduos sólidos, embora com menor intensidadeque nas demais.
2.2.4 MAÇAROQUEIRA
As maçaroqueiras tem por finalidade a transformação das mechas em fios, ainda de grandes dimen-sões, chamados de pavios, com cerca de 3 a 5 mm de espessura. A transformação das mechas empavios se dá por estiramento e torção, cujo processo é totalmente mecânico.
A geração de resíduos nessa área ocorre basicamente no sistema de filtragem e limpeza do ar ambien-te, através dos filtros tipo manga ou centrais de climatização.
2.2.5 PENTEAÇÃO
É denominado fio penteado aquele que é submetido a um processo mecânico de segregação das fibrascurtas, realizado por um equipamento conhecido por penteadeira. Isso é feito através de um proces-so de penteação, onde os pentes retêm as fibras curtas que são segregadas. As fibras longas remanes-centes, por sua vez, são novamente transformadas em mechas.
Os resíduos dessa etapa (as fibras curtas) são direcionados novamente à sala de abertura e, então,misturadas às demais fibras.
2.2.6 FIAÇÃO
Os filatórios, equipamentos responsáveis pela obtenção do fio desejado, constituem-se de dois tiposprincipais: filatórios a anéis e filatórios a rotor, que geram as fiações convencionais e as fiações �open-end�, respectivamente.
O processo de fiação consiste de estiramento seguido de torção, onde o pavio é transformado em fio(no caso da fiação convencional, conforme foto n.º 18, contida nos anexos) ou a mecha é transformadaem fio (no caso da fiação �open-end�, conforme foto n.º 19 contida nos anexos). Esse processo,normalmente, requer determinadas condições de temperatura e umidade relativa do ar ambiente. Éprincipalmente nessa etapa (eventualmente nas etapas anteriores), portanto, que se empregam siste-mas de ar condicionado. Os equipamentos podem ser visualizados nas fotos n.os 9 (filatório a rotor) e10 (filatório a anel).
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
19
2.2.7 CLIMATIZAÇÃO
Conforme descrito anteriormente, as fiações requerem determinadas condições de temperatura eumidade relativa do ar ambiente. Essas condições podem ser obtidas por refrigeração adiabática ourefrigeração mecânica.
Os processos de climatização do ar ambiente de fiações e/ou tecelagens, normalmente utilizados,estão demonstrados nos fluxogramas contidos nos anexos e podem ser concebidos com ou semtermoacumulação. A termoacumulação consiste na produção de gelo em horários de menor custo emaior disponibilidade de energia elétrica (normalmente na madrugada) e na utilização da energia acu-mulada (gelo) nos horários �de ponta� (dias úteis, das 17:30h às 20:30h). Nos anexos, encontram-seos fluxogramas dos processos de refrigeração.
Nos sistemas de climatização há dois circuitos de água. O primeiro, denominado água de refrigeração,é responsável pelo resfriamento dos compressores (trocador de calor do tipo casco-tubo). A águaaquecida é bombeada a torres de resfriamento, onde ocorre a troca térmica entre o ar atmosférico ea água. Nesse circuito de água de resfriamento, empregam-se alguns produtos químicos, dentre osquais, algicidas, fungicidas, bactericídas, produtos anti-incrustação e produtos anticorrosão.
O segundo circuito, denominado água gelada, é responsável pelo resfriamento e lavação do ar ambien-te (fiação e/ou tecelagem). È nesse circuito que ocorre a geração de resíduos sólidos (fibras), oriundosdos lavadores e dos filtros secos de ar.
Os resíduos desse processamento, principalmente em relação às fibras, são removidos pelo sistemade climatização, nos processos de filtragem do ar ambiente.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
20
Na tabela seguinte, estão descritas as condições de temperatura e umidade relativa requeridas nosdiferentes processos.
2.2.8 ESPULAGEM
A função dessa etapa produtiva é transferir o fio dos pequenos tubetes da fiação convencional parabobinas de maior tamanho. A tarefa é realizada em equipamentos denominados conicaleiras oubobinadeiras, onde são produzidos apenas resíduos de fios.
Para os teares antigos, ainda com lançadeiras, são produzidos tubetes denominados espulas, providosdo fio, que compõem a trama.
2.2.9 RETORÇÃO
A função da retorção é fornecer ao fio, já pronto, melhor resistência e qualidade. Como o próprionome sugere, a retorcedeira (equipamento utilizado nesse trabalho) torce o fio com a intensidadenecessária.
Fiação
Tecelageme malharia
40
45
45
50
55
50
40
50
50
60
65
50
65
65
TABELA 4: QUALIDADE DO AR PARA PROCESSOS DE FIAÇÃO E TECELAGEM
Umidade Relativa do Ar (%)
mínima máxima recomendada
Temperatura (oC)
mínima máxima recomendada
Processamento do Algodão
Sala de Mistura
Sala de Limpeza
Sala de Cardas
Passadeiras
Penteadeiras
Maçaroqueiras
Fiação de anéis
Bobinagem
Retorção
Urdimentodireto
Sala de Teares
Sala de Máquinasde Malharia
Acabamento aseco
Depósito de fios
55
75
75
60
70
60
65
75
70
70
90
70
70
80
45
45
50
55
60
55
55-60
65
65
65
70-75
65
65
70
20
20
20
20
20
20
18
18
20
18
20
20
20
20
26
28
26
26
25
26
30
28
24
24
28
26
24
24
25
23
23
23
23
23
23
22
22
22
23
24
22
20
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
21
Igualmente às conicaleiras, os resíduos dessa etapa são basicamente restos de fios, rompidos duranteo processo de retorção.
2.2.10 RASGADEIRAS
Os resíduos de corte (ou resíduos oriundos dos processos de fiação) podem ser reciclados e trans-formados novamente em fios. Isso ocorre, primeiramente, no momento em que os retalhos de cortesão rasgados e transformados outra vez em fibras. Essas fibras, contudo, apresentam qualidade inferi-or às fibras cruas e, portanto, o fio produzido com elas têm, necessariamente, menor resistência.
A reciclagem de retalhos de corte é uma atividade muito rentável e, tradicionalmente, é realizada emfiações do tipo a rotor (�open-end�).
Os resíduos dessa etapa de produção constituem-se de, basicamente, fibras, fios e poeira, que sãocaptados e filtrados pelo sistema de climatização do ar ambiente.
2.2.11 URDIMENTO
Na tecelagem de tecidos planos são empregados fios de trama (transversais) e fios de urdume (longi-tudinais). Os fios de urdume são preparados previamente em cilindros de grande diâmetro (1 a 1,3m),nas máquinas urdideiras. É um processo mecânico cujos resíduos são apenas fios rompidos durante oprocessamento. O equipamento é apresentado na foto n.º 15 (anexos).
2.2.12 ENGOMAGEM
Os fios de urdume necessitam de determinadas características físicas para minimizar o rompimentodurante os processos de tecelagem. Essas características são obtidas com a impregnação dos fios embanhos de goma - sintética ou natural (amido). O consumo específico de gomas pode ser de até 6,7%sobre o peso do fio seco. O equipamento é apresentado na foto n.º 1, contida nos anexos.
São utilizados diferentes tipos de goma, a saber:
� amido;
� amido modificado;
� carbóxi-metil-celulose;
� gomas naturais;
� copolímeros acrílicos;
� polivinil álcool;
� acetato de polivinila; e
� poliésteres solúveis em água.
Após a impregnação nos banhos de goma, os fios são secados e novamente enrolados em cilindros degrande diâmetro.
Nessa etapa de produção são originados resíduos da lavação das engomadeiras e restos de banhos degoma. Esses resíduos apresentam elevada carga orgânica e, por isso, devem ser reutilizados ou envi-ados ao sistema de tratamento de efluentes líquidos.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
22
A tabela à seguir indica, para cada tipo de goma, os valores específicos de DQO e DBO.
2.2.13 TECELAGEM DE TECIDOS PLANOS
A função dos processos de tecelagem é juntar os fios e formar tecidos. Os fios de urdume (longitudi-nais) são dispostos de forma a possibilitar que os fios de trama passem entre eles e produzam ostecidos. Os equipamentos empregados na realização desse trabalho denominam-se teares, que po-dem ser de lançadeira (antigos) ou a jatos de ar (modernos). O equipamento é visualizado na fotografian.º 2 (anexos).
Nessa área, também é utilizado o sistema de climatização, para que se controle a temperatura e aumidade relativa do ar. Nos sistemas de filtragem do ar ambiente, são separados os resíduos sólidos,basicamente constituídos de fibras e fios.
2.2.14 TECELAGEM DE MALHAS
Diferentemente dos processos de tecelagem de tecidos planos, na tecelagem de malhas não se em-pregam os fios de trama ou urdume. Nesse processo é utilizado apenas um tipo de fio, denominadofio de malharia, que é mais fino e tem maior resistência mecânica.
Os equipamentos empregados para a realização desse trabalho denomina-se teares circulares ou tea-res retilíneos (fotos n.os 11 e 16).
Os teares circulares são responsáveis pela produção da parte principal das malhas, enquanto os tearesretilíneos produzem as partes acessórias, como golas e punhos, dentre outras.
Normalmente, nessa área também é empregado um sistema de controle de temperatura e umidaderelativa do ar, mediante climatização.
Os resíduos decorrentes desse processamento são removidos pelo sistema de filtragem do ar ambi-ente e constituem-se de fibras, fios e poeira.
2.2.15 MERCERIZAÇÃO
É um tratamento físico-químico que envolve a impregnação do material têxtil, sob tensão, com solu-ções alcalinas em condições de temperatura e concentração rigorosamente controladas. Seu objetivoé o aumento do brilho e da absorção de água e de corantes, além da melhoria da resistência à traçãoe da estabilidade dimensional.
Amido
CMC
PVA
Poliacrilatos
900 - 1000
800 - 1000
1700
1350 - 1650
500 - 600
50 - 90
30 - 80
< 50
Goma DQO específicomgO
2 /g
DBO específico
mgO2 /g
(Referência Bibliográfica # 20).
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
23
A mercerização é aplicada a fios, tecidos e malhas de fibras celulósicas, principalmente o algodão epode ser realizada com lixívias de hidróxido de sódio (concentração de 28 a 33oBé e temperatura de10 a 18oC), seguida de enxaguagem em água quente e fria e neutralização com soluções ácidas. Tam-bém pode ser realizada com a utilização de amônia líquida, na temperatura de -33oC.
A escolha entre a mercerização �a quente� ou �a frio� tem gerado intermináveis debates. Entretanto,percebe-se que nos últimos anos a preferência tem recaído no processo �a quente�, cuja implicaçãoambiental significa um efluente final com temperaturas elevadas.
Nos casos assinalados, com opção pela mercerização �a quente�, foram registradas temperaturas notanque de aeração superiores a 60oC. Ora, se a desnaturação da proteína ocorre a 45oC, a açãoenzimática, de importância vital nos tratamentos biológicos, é inviável em temperaturas elevadas. Paramanter a ETE equilibrada, foram instalados permutadores de calor ou torres de arrefecimento.
O processo de mercerização apresenta consumos de hidróxido de sódio que variam de 200g a 300g/kg de produto têxtil seco.
O resíduo básico dessa etapa de produção é o efluente líquido, que, via de regra, contém uma elevadacarga de hidróxido de sódio. O procedimento adequado é o encaminhamento dos resíduos ao sistemade tratamento de efluentes.
Para minimizar os efeitos de lançamento da alta alcalinidade nos efluentes, são empregados sistemas derecuperação de soda cáustica. Sem a devida recuperação, o custo operacional é dobrado: o da sodaque vai para a ETE e o dos reagentes empregados na neutralização. Cabe lembrar que a neutralizaçãoé o que mais onera o custo operacional de uma ETE têxtil. Em Junho de 95, um meticuloso estudo decustos realizado pela Neotex revelou que a neutralização representou 33% do custo operacional deuma ETE têxtil (algodão) situada no estado de Minas Gerais.
2.2.16 CAUSTIFICAÇÃO
É um processo de pré-tratamento semelhante à mercerização, mas com efeitos mais simples. Utili-zam-se os mesmos produtos químicos que na mercerização, contudo em concentrações menores e,eventualmente, associados a hidróxido de potássio.
A caustificação apresenta consumos de hidróxido de sódio que variam de 50g a 100g/kg de produtotêxtil seco.
2.2.17 DESENGOMAGEM
Consiste na eliminação de gomas aplicadas durante as operações de preparação de fio de urdume paraa tecelagem de tecidos planos.
Há três tipos de desengomagem e insumos para gomas derivados do amido: enzimática, com a aplica-ção de a-Amilase e tensoativos a uma temperatura de 25 a 70 oC; por hidrólise ácida, com a aplicaçãode ácidos minerais a temperatura de 20 a 50 oC; ou por oxidação, que pode ser feita simultaneamentecom o processo de alvejamento, utilizando peróxido de hidrogênio, hipoclorito de sódio ou clorito desódio.
Para a desengomagem de gomas hidrossolúveis, emprega-se a lavagem com água à ebulição, utilizandoprodutos tensoativos.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
24
Os efluentes líquidos desse processo são formados por essas gomas e fornecem elevada carga orgâ-nica, que geralmente são minimizadas ao máximo. Esses efluentes devem ser conduzidos ao devidosistema de tratamento de efluentes.
Receitas básicas para processos de desengomagem:
Receita típica 1:
Enzima 120 g/kg
Cloreto de Sódio 16 g/kg
Umectante 40 g/kg
Receita típica 2:
Hidróxido de Sódio 50% 160 - 480 ml/kg
Peróxido de Hidrogênio 130 vol. 160 - 240 ml/kg
Umectante 80 g/kg
Estabilizante de Peróxido 16 - 40 g/kg
Antiespumante 1,6 - 4 g/kg
2.2.18 PURGA, COZINHAMENTO E PRÉ-ALVEJAMENTO
São processos de beneficiamento para eliminar cascas, matérias pécticas, ceras, graxas e óleos pre-sentes nos materiais têxteis, com o objetivo de aumentar sua hidrofilidade. São aplicáveis a fios, teci-dos e malhas de fibras celulósicas e suas misturas com fibras sintéticas. Os equipamentos onde essesprocessos ocorrem encontram-se exemplificados na foto n.º 13.
Os mecanismos e insumos utilizados para a eliminação dessas impurezas são:
� emulsificação: dispersão de óleo em água obtida com o auxílio de produtos tensoativos;
� saponificação: transformação de ésteres de ácidos graxos em sabões solúveis, mediante areação com bases de metais alcalinos (hidróxido de sódio); e
� dissolução de matérias solúveis em água quente.
O que diferencia a purga do cozinhamento e do pré-alvejamento é, basicamente, o nível de limpezarequerido quanto ao grau de branqueamento. A purga é um pré-tratamento simples; o cozinhamentoé um processo um pouco mais apurado; e o pré-alvejamento é mais apurado ainda.
O pré-tratamento de purga é empregado, geralmente, para posterior tingimento de cores escuras,enquanto o cozinhamento para cores médias e o pré-alvejamento para cores claras.
Em função da utilização de produtos químicos agressivos (hidróxido de sódio e peróxido dehidrogênio, entre outros) e da remoção de impurezas naturais das fibras, os efluentes apresen-tam elevada contaminação e, por isso, devem obrigatoriamente ser enviados ao sistema de trata-mento, para depuração.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2
PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
25
Uma receita típica de pré-tratamento contém a seguinte composição:
Estabilizante de Peróxido 8 ml/kg
Umectante 20 ml/kg
Hidróxido de Sódio 38 oBé 40 ml/kg
Peróxido de Hidrogênio 35% 32 ml/kg
2.2.19 ALVEJAMENTO
É descrito como um tratamento químico empregado na descoloração de materiais têxteis que sedeseje branquear. Já brancos, os artigos podem, ainda, receber um tratamento com branqueamentoóptico, para realce do grau de brancura.
O alvejamento é aplicado em materiais têxteis de todas as origens, na forma de flocos, fios, tecidos oumalhas e em diversas formas de acondicionamento.
O alvejamento pode ser conseguido por:
A tendência mundial é proscrever a utilização do cloro nos processos de alvejamento, em decorrênciada possibilidade de formação de compostos organoclorados. Hoje, quase a totalidade das indústriastêxteis substituiu o cloro por peróxido de hidrogênio.
Assim como nos processos de pré-tratamento, os efluentes gerados nessa etapa de produção devem,obrigatoriamente, ser conduzidos ao sistema de tratamento para depuração.
Uma receita típica de alvejamento contém os seguintes produtos:
Estabilizante de Peróxido 8 - 16 ml/kg
Umectante 16 - 24 ml/kg
Hidróxido de Sódio 38oBé 40 - 64 ml/kg
Peróxido de Hidrogênio 35% 48 - 64 ml/kg
Oxidação
Redução
com oxidantes clorados
com oxigênio nascente
hidrossulfito de sódio
formaldeído sulfoxilado de sódio
bissulfito de sódio
dióxido de tiuréia
hipoclorito de sódio
clorito de sódio
peróxido de hidrogênio
Ozônio
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
26
2.2.20 TINGIMENTO
É o processo de coloração dos substratos têxteis, de forma homogênea, mediante a aplicação decorantes. Como regra geral, divide-se o processo de tingimento em três etapas, nas quais ocorrem osseguintes processos de natureza físico-química: migração, absorção e difusão/fixação do corante. Naprimeira etapa, o corante migra do meio em que se encontra diluído para a superfície da fibra. Aoestabelecer-se o contato do corante com a fibra, inicia-se a sua adsorsão pelas camadas superficiais dosubstrato têxtil. O corante absorvido difunde-se no interior da fibra e fixa-se nela por meio de ligaçõessalinas, pontes de hidrogênio, força de Van Der Walls ou ligações covalentes, dependendo da naturezado material polimérico que a constitui e do tipo de corante empregado.
Nas várias etapas que se sucedem, a temperatura desempenha um importante papel ao lado da influ-ência de produtos químicos auxiliares (sais, tensoativos, ácidos, bases, etc.) da ação mecânica causadapela agitação do banho de tingimento e do substrato têxtil em processamento.
As matérias colorantes utilizadas nos processos de tingimento e estampagem são classificadas em doisgrandes grupos: corantes e pigmentos. São denominados corantes as matérias coloridas de alta con-centração, solúveis no veículo do tingimento ou estampagem, geralmente água. Os corantes são clas-sificados segundo sua composição química e método de aplicação. Os pigmentos são matérias insolú-veis no veículo de tintura ou estampagem e fixam-se no substrato têxtil por meio de uma resina queestabelece sua ligação com as suas fibras.
2.2.20.1 CLASSIFICAÇÃO DOS CORANTES
Existem várias maneiras para se classificar os corantes, como, por exemplo, de acordo com a suaconstituição molecular, método de aplicação, tipo de excitação eletrônica, quando exposto à luz, etc.A classificação dada a seguir segue o padrão adotado pelo Colour Index, publicado pela The Society ofDyers and Colourists, em conjunto com a Association of Textile Chemists an Colorists.
a) CORANTES À TINA (VAT DYES)
Os corantes à tina, com poucas exceções, são subdivididos em dois grupos: os indigóides e osantraquinônicos. Todos eles possuem, como característica química, a presença de um grupo cetônico(>C=O) e são essencialmente insolúveis em água. A solubilização desses corantes se dá por reduçãoem solução alcalina e o produto obtido recebe o nome de LEUCO. O grupo cetônico toma a formareduzida (>C-OH), solúvel em água, e o corante passa a ter afinidade química com a fibra celulósica.O corante original, insolúvel, é recuperado por uma oxidação posterior.
b) CORANTES REATIVOS
Os corantes reativos são do tipo azóico, caracterizados pela presença de, pelo menos, um grupamentoazo (-N=N-), e foram sintetizados pela primeira vez em 1956, pelos químicos das ICI (ImperialChemical Industries). Esses pesquisadores descobriram que os corantes podiam ser aplicados aoalgodão e outras fibras celulósicas e que as moléculas desses corantes formavam uma ligação químicabastante estável com as fibras, conferindo uma grande solidez à lavagem do produto obtido.
O grupo diclorotriazinil, responsável pela alta reatividade do corante, é facilmente introduzido nasmoléculas dos corantes por reação com o cloreto cianúrico. Os produtos obtidos são bastante reativose podem ser, inclusive, aplicados às fibras celulósicas por processos de tingimento a frio.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
27
Uma vez ligado à molécula do corante, o grupamento diclorotriazinil pode perder mais um átomo decloro por reação com outros compostos (tal como uma amina aromática), resultando num corantemonoclorotriazinil. Esse tipo de corante, embora seja menos reativo que o dicloroazinil, ainda reageprontamente com as fibras celulósicas, requerendo, porém, processos de aplicação a quente.
c) CORANTES DISPERSOS
Em 1922, a British Dyestuffs Corporation introduziu no mercado uma classe especial de corantespara acetato de celulose, um material recém-lançado na época. Tecnicamente, os corantes dispersossão definidos como �substâncias insolúveis em água, que têm afinidade com uma ou mais fibrashidrofóbicas, a exemplo do acetato de celulose, geralmente aplicado a partir de uma fina disper-são aquosa�. São também empregados para tingir �náilon�, triacetato, acrílicos e, principalmente,poliéster.
O desenvolvimento de técnicas modernas de dispersão mecânica, como o moinho de areia e o uso dedispersantes mais efetivos, produz dispersões mais concentradas. A escolha de um agente dispersanteadequado permite que esses corantes sejam comercializados secos, na forma de pós, facilmenteredispersáveis.
d) CORANTES DIRETOS
São corantes que foram originalmente concebidos para tingir algodão. Formalmente, são definidoscomo �corantes aniônicos para celulose, quando aplicados a partir de um banho aquoso contendo umeletrólito�. O primeiro corante direto foi o vermelho do Congo, sintetizado em 1884.
Os corantes diretos apresentam a maneira mais simples de colorir materiais celulósicos, uma vez quesão aplicados a partir de um banho neutro ou levemente alcalino, próximo ou no ponto de ebulição, noqual são aplicados cloreto ou sulfato de sódio em quantidade e intervalo de tempo apropriados.
e) CORANTES ÁCIDOS
São corantes bastante solúveis em água, cuja aplicação se dá em fibras nitrogenadas como a lã, seda,couro e algumas fibras acrílicas. Não são recomendados para algodão, uma vez que não possuemafinidade com fibras celulósicas, sendo, entretanto, largamente empregados para o náilon. Possuemuma ampla gama de coloração e, também, as mais diversas propriedades com relação ao tipo detingimento e solidez.
Alguns corantes ácidos são metalizados, isto é, possuem um ou mais íons metálicos em sua estruturamolecular, formando um complexo metálico muito estável.
Tais corantes são absolutamente indispensáveis para certas aplicações na indústria têxtil. A estabilidadedesses complexos é tal que esses corantes permanecem intactos durante o processo de tingimento,mesmo sob severas condições de uso, não liberando o metal de sua estrutura mesmo que haja flutuaçõesdramáticas de pH e temperatura.
f) CORANTES BÁSICOS
São corantes solúveis em água que produzem soluções coloridas catiônicas devido a presença degrupamento amino (>NH2). Apenas básico, a �berberina� (C.I. Natural Yellow 18) é conhecida porocorrer na natureza, mais muitos dos primeiros corantes sintetizados, incluindo a Malveína (o primei-ro corante sintético produzido em escala comercial), são corantes básicos.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
28
Suas aplicações são para a lã, seda, fibras acrílicas e acetato de celulose. Para aplicações em algodão énecessário o uso de um mordente.
Os corantes básicos apresentam cores bastante vivas e alguns são mesmo fluorescentes. Entretanto,devido a sua pouca solidez (principalmente à luz) e também à existência de produtos no mercado compropriedades muito superiores, seu uso têxtil é bastante reduzido.
Os corantes básicos têm sofrido forte pressão do mercado quanto a segurança de seu manuseio, jáque grande parte desses corantes utiliza a benzidina (CAS-92-87-5) como matéria-prima, produtoreconhecidamente carcinogênico.
(CAS - Chemical Abstracts Service )
g) CORANTES AO ENXOFRE
São produtos insolúveis em água, lançados comercialmente em 1873. A aplicação dos corantes aoenxofre assemelha-se a dos corantes à tina, devendo ser inicialmente reduzidos a uma forma solúvel,quando passam a ter afinidade com fibras celulósicas. Após o tingimento, são trazidos à sua formaoriginal, insolúvel por oxidação. Possuem uma boa solidez à luz e lavagem, mas resistem muito poucoao cloro.
h) CORANTES MORDENTES
Podem ser considerados uma subclasse dos corantes ácidos. Combinam-se simultaneamente com afibra do substrato e com uma substância mordente (geralmente um complexo metálico de alumínio,cromo, estanho ou ferro), formando uma ligação bastante forte.
i) CORANTES NATURAIS
São corantes obtidos a partir de substâncias vegetais ou animais, com pouco ou nenhum processa-mento químico.
Os corantes naturais são, principalmente, do tipo mordente, embora existam alguns do tipo à tina,solventes, pigmentos, diretos e ácidos. Não existem corantes naturais dispersos, azóicos ou ao enxofre.
A toxicología de corantes sintéticos não difere fundamentalmente dos corantes naturais, quando avali-ados sob os mesmos critérios. Diferentemente dos corantes naturais, os corantes sintéticos possuemcomposição definida e uniforme e são submetidos a testes toxicológicos antes de serem lançados nomercado, o que faz com que as informações sobre suas propriedades sejam amplamente conhecidase bastante consistentes.
A principal utilização dos corantes naturais ocorre em tingimentos do tipo mordente, ou seja, essescorantes não liberam sua cor nas fibras, a menos que estejam na presença de certos metais. Assim,uma grande quantidade de sais minerais é necessária para se efetuar o tingimento e, consequentemente,íons metálicos são liberados durante as fases de lavagem.
2.2.20.2 PROCESSOS DE TINGIMENTO
Os processos de tingimento podem ser efetuados de diferentes maneiras, de acordo com a formaem que se encontra o substrato têxtil (em fios, tecidos planos ou malhas), além de poderem serrealizados em procedimentos contínuos ou em bateladas.
Normalmente, os fios e malhas são tingidos em bateladas e os tecidos planos em processos contínuo.Embora isso não seja uma regra rígida, é o que a maioria das empresas emprega.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
29
a) PROCESSOS DESCONTÍNUOS
São processos de tingimento aplicados a quantidades definidas de material, relativamente pequenas,em períodos determinados de tempo. Caracterizam-se pela relação de banho entre 1:1 (�jigger�) e1:50 (barca).
As principais vantagens desses processos são :
� boa equalização;
� possibilidade de tratamento dos mais variados tipos de material, nas diferentes formas deacondicionamento; e
� utilização de equipamentos convencionais pouco especializados.
Como desvantagens, citam-se :
� elevado consumo de água, produtos químicos e energia; e
� ciclos demorados.
Os equipamentos mais utilizados em processos descontínuos são descritos a seguir:
�JIGGER� - Pode ser aberto ou fechado. Tem por princípio básico a circulação do tecido e trabalhacom R.B. (Relação de Banho) entre 1:1 e 1:5, com temperatura operacional máxima de 98oC.
TURBOSTATO - Pode ser vertical (próprio para mechas e fios em bobinas) e horizontal (apropria-do para tecidos e malhas). São equipamentos fechados, para trabalho com pressão e alta temperatura,onde o material têxtil permanece estacionário e o banho de tratamento circula; trabalha com relaçõesde banho que variam entre 1:5 e 1:12.
BARCA - Pode ser aberta ou fechada e trabalha com malhas ou tecidos em corda, fazendo-os circularem banho estacionário. A relação de banho varia entre 1:10 e 1:50 e a temperatura operacionalmáxima é de 98ºC.
�JET� - Pode trabalhar com ou sem pressão. É utilizado para malhas ou tecidos em corda e tem porprincípio a circulação tanto do material como do banho. Sua relação de banho varia entre 1:5 e 1:10 ea temperatura operacional pode atingir 130oC.
ARMÁRIO - Pode trabalhar com ou sem pressão. É um equipamento específico para o tratamento defios em meadas e trabalha com relações de banho que variam entre 1:10 e 1:30, tendo por princípioa circulação do banho.
�OVERFLOW� � Assemelha-se ao �jet�. A malha é conduzida por ação hidrodinâmica, em escoamen-to livre (não há o Venturi). O transporte é mais suave, a recirculação é promovida à razão de 1 a 2 porminuto e o liquido em excesso é extravasado.
b) PROCESSOS CONTÍNUOS
São processos de tingimento aplicados seqüencialmente e de modo contínuo ao fluxo de produtos,através de banhos curtos e renováveis, com posterior espremedura ou ativação de produtos impreg-nados. É mais indicado para processos de grandes quantidades de material, tendo como vantagens aalta produção e boa reprodutividade da cor, e, como desvantagem, o alto investimento.
Apresentam-se a seguir os principais tipos de processos contínuos..
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
30
THERMOSOL (�PAD-DRY�) - Consiste em �foulardar�, secar por irradiação de calor e fixar omaterial têxtil em câmaras quentes por insuflamento de ar.
Pode-se, também, empregar ramas tensoras para fixação de tecidos de fibras naturais e sintéticas e defibras 100% sintéticas. É aplicado, basicamente, no tingimento de fibras celulósicas e suas misturascom poliéster.
�PAD - STEAM� - Consiste na �foulardagem� e subseqüente vaporização para fixação, sendo utiliza-do no processo de tecidos e malhas em aberto.
Existem outras variações, como �pad-dry-pad-steam� ou �pad-dry-fix-pad-steam�, que têm comoprincípios básicos os processos descritos acima.
c) PROCESSOS SEMI-CONTÍNUOS
São processos de produção intermediários entre os sistemas contínuos e descontínuos. Consistem,geralmente, em impregnar partidas de quantidades médias e altas, realizar a fixação ou ativação dosprodutos impregnados mediante o descanso do tecido na forma enrolada e durante um tempo variá-vel, na temperatura ambiente, ou mediante processamento em um equipamento utilizado no processodescontínuo. Apresenta como vantagem o baixo custo de implantação, pequeno consumo de energia,água, boa reprodução da cor e curta duração do processamento.
Apresentam-se a seguir alguns tipos de processamentos semi-contínuos.
�PAD-JIGGER� - Utilizado para tratamento em duas fases. Na primeira, executa-se a impregnação,podendo ou não existir, na segunda fase, a revelação, fixação ou lavagem final. Outros equipamentosdos processos descontínuos podem ser utilizados, como o �jet� e turbo horizontal, principalmentequando o tecido �foulardado� for composto por fibras naturais e sintéticas, realizando-se nessas má-quinas a tintura do componente sintético.
�PAD-BATCH� - É um dos métodos mais baratos de tintura e consiste em impregnar tecidos oumalhas, acondicioná-los em cavaletes - protegendo o material final do contato com o ar - e deixá-losem repouso intermediário.
�PAD-PAD� - São tratamentos realizados em duas fases, por impregnação com ou sem repousointermediário.
ETAPAS DE TINGIMENTO COM CORANTES REATIVOS
1a - Umectação
O tecido recebe um tratamento antes da pintura, no próprio �jigger�, com água e ácido acético, a fimde neutralizá-lo, evitar manchas e facilitar a penetração da solução corante.
O tanque do �jigger� tem capacidade para 300 litros e tinge uma quantidade de 1000 até 1500 metrosde tecido - no caso de um produto mais fino.
2a - Preparação de solução corante
A partir da metragem e do peso por metro quadrado, calcula-se o peso total do tecido a ser tingido.Em seguida, calcula-se a quantidade de corante a ser utilizado, de acordo com a percentagem sobre opeso total do tecido. Dissolve-se o corante, empastado-o com água fria e depois com água quente,coando-o em seguida.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
31
3a - Montagem
Consiste na montagem do corante sobre a fibra. A solução corante, depois de preparada, é distribuídanos dois extremos do tanque. Mistura-se bem e em seguida o tecido �dá passes� (o tecido é desenro-lado de um cilindro, passa no banho e é enrolado em seguida em outro cilindro). A montagem docorante sobre a fibra depende da afinidade entre ambos.
Para aumentar a substantividade do corante, coloca-se um eletrólito no banho. Após 30 minutos daadição do sal, alcança-se o equilíbrio quase total da absorção substantiva do corante. O sal mais apro-priado é o sulfato de sódio anidro.
4a - Fixação
Na ausência de álcalis, os corantes reativos não reagem com a celulose. É nessa fase que ocorrem asreações entre os grupos reativos do corante e o grupo OH da celulose.
Com o corante já montado sobre a fibra, a fixação completa-se ao agregar-se o álcali. Os álcalis maisutilizados são o carbonato de sódio e o hidróxido de sódio.
O corante que não se agrega à fibra fica hidrolizado e torna-se inútil à tintura.
O tempo de fixação depende da reatividade do corante, variando entre 60 e 90 minutos. A tempera-tura também varia para cada tipo de corante, entre 45oC e 60oC.
5a - Ensaboamento e lavagem
Terminado o tempo de fixação, o tecido é lavado com água fria, água quente e depois é ensaboado,sendo enxugado rigorosamente logo em seguida. A finalidade de enxaguar bem o tecido é retirar ocorante hidrolizado sobre a fibra, evitando problemas de desbotamento. Para cores fortes, se preci-so, usa-se fixadores.
TABELA 5: CLASSIFICAÇÃO E APLICAÇÃO DOS CORANTES E PIGMENTOS
Diretos � Convencionais
� Metalizáveis comcobre
� Diazotáveis
Fibras celulósicas,protéicas epoliamídicas, na formade �tops�, fios,tecidos ou malhas.
Fixação: sais decobre ou cromo,formol, resinas,entre 50 e 70oC.
Estampagem efixação porvaporização
Tingimento
� semi-contínuo�pad-batch�pad-jigger�
� contínuo: barca�jigger�armárioturbo
TipoClasse decorantes
Campo de aplicação Banho típico Processo deaplicação
Continua
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
32
TipoClasse decorantes
Campo de aplicação Banho típico Processo deaplicação
Continuação
Reativos � De altareatividade
� De baixareatividade
Fibras celulósicas,protéicas epoliamídicas, na formade �tops�, fios,tecidos ou malhas
Estampagem comfixação por:
� Termofixação aseco
� vaporização� impregnação� repouso
Tingimento
� semi-contínuo:- pad- batch- �pad-jigger�
� contínuo:- �jigger�
Azóicos
Tingimento:eletrólitos, álcali,entre 25 a
90oC.
Lavagem:detergente, álcalia 98oC.
� Naftol e basenão modificados
� Compostoestável de naftol+ base
Fibras celulósicas eproteínas na forma defios, tecidos ou malhas
Tingimento:naftolsolubilizado,base forte(eletrólitos),umectantes, de20 a 25oC.
Lavagem: água eeletrólitos de 20a 25 o C.
Copulação: basediazotada ou salde diazônioacidulante, e águaa temperaturasmenores de10oC.
Estampagem: otecido, previa-mente�naphtolado�, éestampado combase diazotada ousal de diazônio.
Tingimento
� semi-contínuo:�pad-pad��pad-jigger�
� descontínuo:�jigger�armárioturbos
Sulfurosos � Pré- reduzidos
� Não-reduzidos
Fibras celulósicas comfios ou meados,tecidos e malhas
Tingimento:redutor, álcalis,eletrólito,igualizante de 40a 100oC.
Estampagem naforma reduzidacom vaporizaçãoedesenvolvimento.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
Continua
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
33
Leuco-ésteres
� Indigóides
� Antraquinônicos
Fibras celulósicas eprotéicas, puras ouem misturas com�PES� em tecidos
Tingimento:umectante,estabilizante de20 a 60oC.
Tingimento:acidulantes eoxidante
Lavagem:detergente, álcalia 98oC.
Lavagem:detergente, álcalia 98oC.
Estampagemseguida de fixaçãopor vaporização.
Tingimento
� semi-contínuo:�pad-jigger�
� contínuo:�pad-pad�
� descontínuo:�jigger��pad-pad�
� descontínuo:�jigger�
TipoClasse decorantes
Campo de aplicação Banho típico Processo deaplicação
Continuação
Tingimento:ácido e oxidantede 60 a 70oC.
Lavagem: álcali edetergente
à ebulição.
Tingimento
� semi-contínuo:�pad-batch��pad-jigger�
� contínuo:�pad-steam�
� descontínuo:�jigger�barca, etc.
7.1 À tina � Indigóides
� Antraquinônicos
Fibras celulósicas emfios, tecidos ou malhas
Tingimento:álcali, redutor,eletrólitos,igualizantes de 25a 90oC.
Tingimento:oxidante e águade 20 a 25oC.
Lavagem:detergente, álcalie água a 98oC
Estampagemdireta e porreserva, comfixação porvaporização.
Tingimento
� semi-contínuo:�pad-batch��pad-jigger�
� contínuo:�pad-steam�
� descontínuo:�jigger�
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
Continua
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
34
TipoClasse decorantes
Campo de aplicação Banho típico Processo deaplicação
Continuação
Ácidos
Básicos
Dispersos
� Convencionais
� Metalizáveis
� Metalíferos
Diazotáveis
Baixo pesomolecular
Alto pesomolecular
Fibras protéicas,poliaídicas epoliuretanas, em�tops�, fios, tecidosou malhas.
Fibras depoliacrilonitrilas: em�tops�, fios ou malhas.
Fibras de acetato,triacetato,poliamídicas, poliéster,poliacrilonitrilas epolipropileno
Uma receita típica de tingimento contém os seguintes produtos químicos:
� Corantes 0,01 - 8 g/kg
� Sulfato de Sódio 80 - 160 g/kg
� Hidróxido de Sódio 50% 16 ml/kg
� Cloreto de Sódio 80 - 640 g/kg
AFINIDADE, EXAUSTÃO E FIXAÇÃO
- Conceitos básicos para o processo de tingimento
O coeficiente de partição, também denominado �afinidade�, é definido pela seguinte expressão:
K = C f/C s
onde, em condições de equilíbrio
C f = concentração do corante na fibraC s = concentração do corante em solução
(Vê-se que a expressão acima é um caso particular da lei do equilíbrio de Henry.)
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
35
Conclusão imediata: usar sempre corantes com elevado coeficiente de partição (afinidade), pois,alcançada a condição de equilíbrio, uma grande parcela do corante migra para a fibra.
A exaustão é dada pela seguinte expressão:
E = K/(K+L)
onde:
K =afinidadeL = relação de banho (l/kg)
Conclusão imediata: usar sempre corantes com máxima afinidade e mínima relação de banho.
A fixação é medida em porcentagem e indica a quantidade do corante aplicado que foi retida (fixada) nafibra.
Veja-se um exemplo, mantendo fixa a relação de banho, de como varia a exaustão em função daafinidade:
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS
Valores típicos de afinidade e fixação paradiversos corantes
CoranteÁcidoAzóicoBásicoDireto
Disperso
ReativoEnxofre
Vat (Tina)
K130200700100120
5050
130
Fixação (%)80-9390-9597-9870-9580-92
50-8060-7080-95
Ref. Bibliográfica # 19.
2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
36
No exemplo seguinte, para uma afinidade constante, vê-se como varia a exaustão em função da relaçãode banho:
2.2.21 LAVAGEM
Os processos de lavação, para artigos alvejados ou tingidos, requerem a utilização de vários produtosquímicos auxiliares, como detergentes, sabões, seqüestrantes, neutralizantes, dentre outros. Os pro-cedimentos são realizados, normalmente, nos mesmos equipamentos onde ocorrem o alvejamentoou tingimento, ou, ainda, em equipamentos especialmente designados para essas tarefas.
Os efluentes provenientes dos processos de lavação, principalmente os primeiros banhos, apresen-tam elevada concentração de poluentes, corantes e produtos auxiliares, os quais devem, obrigatoria-mente, ser enviados ao sistema de tratamento para depuração.
Uma receita típica de lavação contém:
� Ácido Acético 16 ml/kg
� Detergentes 8 ml/kg
� Seqüestrante 4 g/kg
2.2.22 CENTRIFUGAÇÃO
Os artigos têxteis, após serem devidamente tingidos ou alvejados, geralmente apresentam-se comexcesso de água, devendo ser secados. Contudo, devido a grande quantidade de água, é necessária asua extração por processo mecânico, o que é realizado em centrífugas.
Os efluentes desse processo, basicamente água limpa, geralmente são conduzidos aos sistemas detratamento. Porém, em função da pequena presença de contaminantes, essas águas podem serreaproveitadas em outros processos. Para isso, após serem segregadas das demais águas, elas devemser reconduzidas aos pontos de consumo.
2.2.23 HIDROEXTRAÇÃO / AMACIAMENTO
Da mesma forma que no item anterior, nesse caso os artigos têxteis apresentam grande quantidade deágua e são submetidos a um processo de hidroextração em um equipamento constituído por dois
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
37
cilindros, denominados Foulard. O equipamento destina-se a obtenção de umidades residuais contro-ladas dos tecidos ou malhas. Trata-se de dois cilindros de borracha, por entre os quais os tecidos oumalhas são espremidos, sob pressão. Com isso, o excesso de água é reduzido e obtém-se uma unifor-midade no seu teor, importante para os processos de secagem.
É também nesse equipamento (hidroextrator) que se processa a impregnação de amaciantes, onde otecido é colocado em uma cuba contendo a solução de amaciante e, novamente, passa por cilindrosespremedores a fim de homogeneizar a umidade residual.
Os efluentes desse processo contêm, normalmente, apenas o excesso de água extraído, assim comoresíduos de banhos de amaciamento, e são enviados ao sistema de tratamento de efluentes, paradepuração.
2.2.24 SECAGEM
A secagem de artigos têxteis tem por finalidade a remoção da umidade restante dos processos úmidosanteriores. A secagem é realizada em secadores, onde a fonte de calor é proveniente de vapor ouqueima direta de gás, por exemplo. Na foto n.º 6 encontra-se um exemplo de secador de artigostêxteis.
Além da secagem, os secadores também são responsáveis pelos efeitos de pré-encolhimento dosartigos, principalmente os de algodão.
Os resíduos dessa operação são as emissões gasosas, principalmente quando da queima de gás e,eventualmente, os amaciantes que volatilizam durante o processo térmico de secagem.
2.2.25 CALANDRAGEM
Realizado em equipamentos denominados calandras, esse processo tem por objetivo o alisamento dosartigos têxteis, mediante o aquecimento de cilindros pelos os artigos passam.
O aquecimento dos cilindros é proveniente de vapor saturado a baixa pressão, assim como da injeçãode vapor direto sobre os tecidos.
Além do alisamento dos tecidos, o processo de calandragem serve para conformar as medidas dostecidos, seja na largura como na sua gramatura.
2.2.26 COMPACTAÇÃO
Assim como na calandragem, a compactação tem a função de conformar as medidas dos artigostêxteis, porém de forma muito mais eficaz. Também se utiliza vapor a baixa pressão para aquecimentodos cilindros e vapor direto sobre os tecidos.
2.2.27 PELUCIAMENTO
Tem como função propiciar a determinados artigos têxteis um efeito tátil agradável, notadamente emartigos de algodão tipo �moleton�. Por intermédio de cilindros com pequenas garras que giram em altavelocidade, os artigos têxteis são raspados (ao contato com essas garras) e obtêm um acabamentotipo peluciado.
Como resíduo dessa operação, ocorrem a formação de penugens, que são removidas dos equipamen-tos por sucção e encaminhadas a um sistema de filtragem, tipo filtro de mangas.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
38
2.2.28 RAMAGEM
É um tratamento térmico aplicado a materiais têxteis sintéticos, para a obtenção de estabilidadedimensional, podendo ser a seco ou úmido.
A termofixação a seco é efetuada com ar aquecido, por contato com superfícies aquecidas ou porradiação de calor (as principais fontes de calor são: fluído térmico, vapor e energia elétrica). Nesseprocesso, pode ou não ocorrer o controle das dimensões do material, mediante o controle das ten-sões a que o tecido é submetido. No caso de tecidos e malhas, a termofixação com controle dimensionalé efetuada em ramas, com pinças ou agulhas.
A fixação com água quente é empregada em certos tipos de fios, malhas e tecidos texturizados, paraa obtenção do efeito �High Bulk� (entumescimento das fibras) em fios de acrílico.
A fixação por meio de vapor (vaporização) é destinada a estabilizar as dimensões dos materiais têxteise melhorar suas qualidades táteis. No caso de fibras acrílicas, a vaporização é efetuada em reatoresespeciais para a obtenção do efeito �High Bulk�. Em tecidos de malhas, a vaporização é feita emcalandras com cuba de vapor e, em tecidos confeccionados, é feita em prensas ou em moldes cominjeção de vapor.
2.2.29 CHAMUSCAGEM
É um processo de beneficiamento que visa eliminar, mediante a queima, as fibras protuberantes nasuperfície de materiais têxteis, produzindo melhora na aparência, diminuição da formação de �pilling�(formação de pequenas bolinhas sobre os tecidos ou malhas) e melhoria da sensação tátil.
Nessa operação são originadas emissões gasosas pela queima de gás, geralmente o GLP (gás liquefeitode petróleo). A água utilizada para o resfriamento dos cilindros da chamuscadeira ou do manchão dasanforizadeira deve ser incluída no programa de reciclagem.
2.2.30 NAVALHAGEM
Processo que permite cortar as pontas das fibras protuberantes da superfície de tecidos, dando maiorhomogeneidade ao material têxtil e impedindo a formação de defeitos em processos de beneficiamentosubseqüentes.
Com esse processo, obtém-se tecidos felpudos, aveludados e sem pontas de fibras e fios soltos nasuperfície.
2.2.31 ESTAMPAGEM
A estampagem fornece um desenho próprio aos artigos têxteis e pode ser localizada ou distribuídasobre os tecidos. Após a impressão dos motivos sobre os tecidos, normalmente empregam-se pro-cessos térmicos para fixação das estampas.
As pastas de estampagem contêm pigmentos e produtos auxiliares, conforme os dois exemplos típi-cos apresentados a seguir.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
39
Pasta típica 1:
Ligante 100 g/kg
Espessante 35 g/kg
Pigmento 40 g/kg
Solvente (água) 825 g/kg
Pasta típica 2:
Uréia 100 - 200 g/kg
Bicarbonato de sódio 30 - 40 g/kg
Antiespumante 10 - 30 g/kg
Alginato de sódio 20 - 80 g/kg
Seqüestrante 10 - 30 g/kg
Corante (pigmento) 10 - 50 g/kg
As fotos n.os 3, 4 e 5 apresentam alguns tipos de sistemas de preparação de pastas de estampar.
Dessa etapa produtiva originam-se, basicamente, efluentes líquidos provenientes da lavação de tapetesde máquinas de estampar em contínuo, lavação de quadros e cilindros e restos de pastas de estampagem.Esses resíduos, devem ser preferencialmente reutilizadas ou, senão, enviados à estação de tratamen-to, para depuração. Nas fotos n.os 7 e 8 encontram-se exemplos de equipamentos de estampagem.
Atenção especial deve ser dirigida às estamparias que apresentam, diariamente, alterações depadronagem e de variantes.
Em 03/07/96, a Neotex realizou um estudo em uma estampadora Stork de cilindros, com o propósitode viabilizar a recuperação da pasta. (Para cada cilindro há um sistema de alimentação de pasta. Antesde se proceder a troca, o sistema sofre uma reversão, no intuito de esgotar, ao máximo, o cilindro,após a qual o mesmo é removido e lavado em dispositivo especial). Constatou-se que em cada cilindroainda havia, em média, 4,7 kg de pasta. A estampadora operava nesse dia com 7 cores, resultando32,9 kg por variante. Considerando 10 variantes por dia, têm-se 329 kg diários. Juntamente ao corpotécnico da indústria, foi concebido um procedimento, após a reversão das bombas, destinado amaximizar a remoção da pasta e promover a sua reutilização. Do ponto de vista ambiental, a ETE foiliberada de elevada carga concentrada. Analisando-se sob o aspecto econômico e admitindo-se que ocusto da pasta, à época, variava de 0,7 a 0,9 US$/kg, isso resultou em um ganho de aproximadamenteUS$ 95.000,00 por ano.
2.2.32 GRAVAÇÃO DE QUADROS E CILINDROS
O processo de criação de uma estampa, seja ela contínua ou localizada, consiste em se desenhar sobreuma película transparente o respectivo motivo que se deseja. Cada cor da estampa é desenhada sobreuma película diferente, com fixação em negativo. Estas películas então, recebem o nome de negativo.A foto n.º 14 exemplifica um equipamento para gravação de cilindros.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
DESCRIÇÃO DOS PROCESSOS2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
40
Para gravar ou fixar o desenho sobre os cilindros ou telas, procede-se da seguinte maneira:
� preenche-se a tela ou cilindro com uma laca fotossensível;
� sobre a tela ou cilindro preenchido com a laca, procede-se à fixação do negativo;
� expõe-se esse conjunto a uma fonte de luz ultravioleta;
� nas áreas onde a luz incide, a laca polimeriza-se, fixando-se à tela;
� nas demais áreas, a laca não é polimerizada e, então, é removida por intermédio de lavação; e
� dessa maneira, obtém-se as telas ou cilindros utilizados nas estampagens.
Há uma técnica mais moderna de gravação de quadros e cilindros que utiliza o raio lazer como fontepara fixação da laca. Os desenhos são preparados em computador, que procede automaticamente afixação da laca, dispensando a confecção de negativos.
2.2.33 CORTE (TALHARIA)
Após o processo de beneficiameno (alvejamento, tingimento ou estampagem), os tecidos ou malhassão cortados para obtenção do produto final. Na etapa de corte dos tecidos, originam-se grandesquantidades de resíduos. Para minimizar as perdas, têm sido empregados modernos sistemascomputadorizados de desenho. Os resíduos produzidos nessa etapa de produção são geralmentereciclados, cujo destino mais comum são os sistemas de fiação a rotor (�open-end�), onde obtém-senovamente o fio.
2.2.34 CONFECÇÃO
Após a etapa de corte, as peças são, nessa fase, unidas por intermédio de costuras para obtenção dosprodutos finais: camisetas, camisas, calças, toalhas, etc. Nessa etapa produtiva, originam-se pequenasquantidades de resíduos sólidos, que são encaminhados para reciclagem.
2.2.35 EXPEDIÇÃO
Todos os artigos confeccionados são estocados em locais apropriados para posterior expedição. Aetapa de expedição refere-se à preparação dos pedidos de acordo com a solicitação dos clientes daempresa. Os artigos têxteis são acondicionados, normalmente, em caixas de papelão. Nessa etapa, osresíduos originados são constituídos basicamente de papelão (caixas de papelão danificadas), que ésegregado e encaminhado para reciclagem.
2.3 MEDIDAS DE CONTROLE INTERNO
As medidas de controle interno devem ser adotadas pelas empresas para a otimização dos seus pro-cessos produtivos. Essas medidas têm como conseqüência direta a diminuição da geração de efluentes.São medidas simples (vide Tabela 6), a maioria economicamente viável, que refletem-se nos custos deimplantação e operação do próprio sistema de tratamento de efluentes da empresa.
Além da economia no tratamento de efluentes, há diminuição dos custos de produção, fato para o qualo empresário deve ser conscientizado e, certamente, servirá de argumento no momento em que lhefor solicitada a adoção de medidas de controle.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
MEDIDAS DE CONTROLE INTERNO2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
41
A seguir, exemplos de medidas de controle interno que podem ser adotadas por qualquer empresa dosetor têxtil.
Climatização / ventilação (com controle da temperatura e da umidade): indispensável ao controleda grande quantidade de poeira gerada e que é responsável pela maior parte dos danos causados nosequipamentos. Além do mais, o tipo de particulado em suspensão gerado por essa atividade industri-al, aliado às condições do ambiente (seco e quente), podem causar combustão expontânea em algunssetores de produção da empresa.
Manutenção das máquinas e equipamentos: embora sua importância seja reconhecida por qual-quer empresa, aqui pretende-se ressaltar a necessidade de se conceberem planos regulares de manu-tenção preventiva, tornando rotineira a execução periódica desses serviços.
Prevenção de incêndio: além das causas mencionadas no primeiro tópico, é importante que algunssetores, como o das rasgadeiras, sejam mantidos limpos e organizados, tendo em vista a grandegeração de retraços e fibras de tecidos, que são materiais potencialmente perigosos de combustão.
Calibração de termômetros: é importante manter os termômetros calibrados, pois são eles quecontrolam as temperaturas de processo. Isso possibilita a economia de combustível para geração devapor, além de evitar desperdícios de produtos químicos nos processos.
Regulagem dos teares: medida muito importante para evitar perda de matéria-prima (fios e fibras),além de diminuir a geração de poeira e de resíduos sólidos.
Controle da concentração / recuperação do banho de soda: afora a economia de soda cáustica,contribui para miniminar os impactos nos efluentes.
Controle de vazamentos: é uma medida de grande importância para evitar o desperdício de água eprodutos químicos, além de melhorar a qualidade dos efluentes e reduzir a sua carga.
Controle do pH / adição dos neutralizantes: evita desperdícios e diminui a geração de efluentes.
Regulagem dos cilindros espremedores: os cilindros bem regulados permitem maior eficiência naextração de água e/ou produtos químicos.
Controle da relação de banho: o controle adequado das dosagens dos produtos químicos, além degerar economia para a empresa, diminui a carga de efluentes.
Utilização de dosadores automáticos: são equipamentos simples que proporcionam constância nadosagem dos produtos químicos e, portanto, maior economia e menor geração de efluentes.
Separação e recuperação das águas de resfriamento e lavagem: a recirculação das águas e oreaproveitamento de alguns produtos químicos devem constituir metas de todas as empresas, poisrepresentam grande economia e diminuição na geração de efluentes.
Controle da umidade do produto têxtil: diminuição do consumo de água, com o reaproveitamentoda água extraída do processo de centrifugação e, consequentemente, menor geração de efluentes.
Estamparia: propõe-se a utilização de pasta à base de água, em substituição à pasta à base de quero-sene.
Controle da dosagem de (des)engomantes: economia de produtos químicos e diminuição da car-ga orgânica.
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
MEDIDAS DE CONTROLE INTERNO2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
42
Anteriormente à lavagem das caixas de goma (�foulard� de goma), deve-se - sempre que possível -retornar a goma residual ao depósito, para reutilização.
Em tecelagens que operam com vários tipos de teares, há formulações diferentes para a goma. Umprograma de produção adequado pode evitar o descarte da goma do depósito, quando houver troca.Em algumas indústrias, para contornar o problema, há dois ou mais depósitos. Os procedimentos aquiassinalados nem sempre são exeqüíveis. Entretanto, deve-se considerar que se trata de um efluenteconcentrado, com carga orgânica elevada, o que pode gerar forte impacto à ETE (Estação de Trata-mento de Efluentes).
Controle da qualidade da água: esse controle deve ser mais rigoroso com a água destinada aclimatização, que deve ser de melhor qualidade para evitar problemas de incrustações, corrosões,etc., nos sistemas de resfriamento.
Para o controle do consumo de água, recomenda-se que sejam instalados hidrômetros nos diversosequipamentos.
São poucos as empresas que optam por gomas sintéticas (PVA ou policrilatos), recuperáveis atravésde sistema de membranas. Uma indústria situada em Pernambuco, ao substituir a goma de amido pelagoma sintética, apresentou um ganho extraordinário: a DBO do efluente bruto sofreu uma redução de50%. Uma redução de carga da ordem de 50% reproduz ganhos de igual proporção quanto à ener-gia, nutrientes, polímeros e geração de lodo. As gomas sintéticas são compostos orgânicos estáveis erefratários à degradação biológica e, necessariamente, devem ser recuperadas. A análise do tema doponto de vista ambiental indica que a falta dessa recuperação acarreta grande acréscimo na DQO doefluente final tratado.
É importante que se dê preferência aos detergentes que apresentam menor DQO e cuja porcentagemdegradada (PD) seja superior a 80%, de acordo com a recomendação técnica Neotex NTN-018 (verAnexo 4).
Outras medidas para redução da poluição:
� substituir ácidos orgânicos por inorgânicos (por exemplo, o ácido acético pelo gás carbônico); e
� na escolha de dispersantes, emulsionantes, igualisantes e outros produtos, preferir os que apresen-tam a menor DBO (ou DQO).
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
MEDIDAS DE CONTROLE INTERNO2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
43
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
MEDIDAS DE CONTROLE INTERNO2
O diagrama a seguir foi apresentado pela Neotex à primeira turma do curso sobre Tratamento deÁguas Residuárias da Industria Têxtil, na CETESB, em 1989. Nele, sugere-se o procedimentoinvestigativo, ao qual deve ser submetido todo e qualquer produto antes de ser aceito pela indústria.

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
44
TABELA 6: MEDIDAS DE CONTROLE INTERNO POR ETAPA DE PROCESSO
ETAPA
SD
OP
RO
CESSO
MED
IDA
S D
EC
ON
TR
OLE
INT
ERN
O
ABERT
URA
CA
RDA
GEM
UN
IFORM
IZA
ÇÃ
O
MA
ÇA
ROQ
UEIRA
PENT
EAÇ
ÃO
FIAÇ
ÃO
ESPULA
GEM
RETO
RÇÃ
O
RASG
AD
EIRAS
URD
IMEN
TO
ENG
OM
AG
EM
TEC
EL. TEC
IDO
S PLAN
OS
TEC
EL. DE M
ALH
AS
MERC
ERIZA
ÇÃ
O
CA
UST
IFICA
ÇÃ
O
DESEN
GO
MA
GEM
PURG
A,C
OZ
.,PRÉ-LAVAG
.
ALVEJA
MEN
TO
TIN
GIM
ENT
O
LAVAG
EM
CEN
TRIFU
GA
ÇÃ
O
HID
ROEX
T./ AM
AC
IAM
.
SECA
GEM
CLIM
ATIZ
AÇ
ÃO
Climatização/ventilação(temp.+ umidade)
Manutenção das máquinase equipamentos
Prevenção de incêndio
Calibração determômetros
Regulagem dos teares
Controle da concentração/ recuperação do banhode soda
Controle de vazamentos
Controle do ph / adição deneutralizantes
Regulagem dos cilindrosespremedores
Controle da relação debanho
Utilizar dosadores automáticos p/ produtosquímicos e corantes
Separação e reutilizaçãodas águas de resfriamentoe lavagem
Controle do peróxido dehidrogênio
Controle de umidade doproduto têxtil
Controle da dosagem de(des)engomantes
Controle da qualidada água
INTRODUÇÃO AOS PROCESSOS DE PRODUÇÃO
MEDIDAS DE CONTROLE INTERNO2

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
45
3 CONSUMO DE ÁGUA NA INDÚSTRIA TÊXTIL
A diminuição no consumo de água em seus vários processamentos tem sido uma das metas da indús-tria têxtil, nos últimos anos.. Notadamente na área de beneficiamento e/ou tinturaria, os esforços têmsido mais intensos, haja vista que representam cerca de 90% do consumo geral da indústria. Atravésde modificações nos processos de beneficiamento e da substituição de equipamentos antigos, é pos-sível obter-se uma redução significante do consumo de água.
Há empresas que produzem tecidos de algodão, cujo processo de mercerização, tingimento eestampagem é conseguido com um consumo médio de 60 m3 de água/t. Não há dúvida que a reduçãovolumétrica provoca no efluente uma concentração em proporção inversa. A DBO5,20, por exemplo,alcança valores da ordem de 1.800 mg/l e a DQO acima de 5.000 mg/l (projetos da Neotex no Estadode Minas Gerais).
Isso significa uma série de benefícios, dentre os quais pode-se citar:
� menor custo operacional no tratamento de água;
� menor custo operacional no tratamento de efluentes;
� menor consumo de auxiliares têxteis; e
� menor consumo de energia térmica.
O consumo de água em processos úmidos de acabamento é uma função direta do tipo de substratotêxtil, assim como do próprio tipo de acabamento.
Entende-se por acabamento simples aquele em que o artigo têxtil recebe apenas a secagem ecalandragem. No caso do acabamento complexo, os artigos têxteis podem receber, além da secageme calandragem, outros acabamentos, como amaciamento, brilho, anti-rugas, dentre outros.
TABELA 7: CONSUMO DE ÁGUA EM FUNÇÃO DO SUBSTRATO
Lã � lavagemLã � acabamentoTecidos � acabamentoProcesso simplesProcesso complexoProcesso complexo+desengomagemMalhaProcesso simplesProcesso complexoMeiasCarpetesFios � acabamentoNão tecidosFeltrados
Consumo de Água (l/kg)Mín.4,2
110,9
12,510,85,0
8,320,05,88,33,32,5
33,4
Méd.11,7
283,6
78,486,7
113,4
135,983,469,246,7
100,140,0
212,7
Máx.77,5
657,2
275,2276,9507,9
392,8377,8289,4162,6557,182,6
930,7(Ref. Bibliográfica # 19)
CONSUMO DE ÁGUA NA INDÚSTRIA TÊXTIL 3

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
46
O consumo de água em indústrias têxteis da Alemanha situa-se entre 60 e 200 l/kg de artigos têxteis,conforme relato do Dr. Ing Thomas Stegmaier, do Instituto de Tecnologia Têxtil e de Processos -Denkendorf, Alemanha.
CONSUMO DE ÁGUA NA INDÚSTRIA TÊXTIL3

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
47
4 OS EFLUENTES DA INDÚSTRIA TÊXTIL
A indústria têxtil gera efluentes líquidos, gasosos e resíduos sólidos. Os efluentes originários dos diver-sos processos têxteis são uma função direta do tipo de substrato têxtil que está sendo processado,dos corantes utilizados e do tipo de equipamento. Portanto, pode-se observar uma gama enorme devariações das características quantitativas e qualitativas dos efluentes, principalmente dos efluenteslíquidos.
O quadro seguinte caracteriza os pontos de geração de efluentes ao longo do processo produtivo.
fibras, pó debatedores, casca dealgodão, piolhoimpurezas
fibras
fibras
fibras
fibras curtas
fibras curtas, cascasde algodão, piolho,pó (microfilmas)
fibras
fios
fios
fibras, fios, poeira
fios rompidos
fibras, fios
fibras, fios, poeira
TABELA 8: PONTOS DE GERAÇÃO DE EFLUENTES NAS INDÚSTRIAS TÊXTEIS
Abertura
Carregam
Uniformização
Macaqueira
Penetração
Fiação
Climatizarão
Espulagem
Retorção
Rasgadeiras
Urdimento
Engomagem
Tecelagem/TP
Tecelagem/malha
Mercerização
água de lavagem dasengomadeiras e restosde banho de goma
efluente do processocom restos dosprodutos auxiliares(NaOH)
Vapor
Processo Efluente líquido Emissão gasosa Resíduos sólidos
Continua
OS EFLUENTES DA INDÚSTRIA TÊXTIL 4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
48
Processo Efluente líquido Emissão gasosa Resíduos sólidos
Caustificação
Desengomagem
Purga,cozinhamento, Pré-alvejamento
Alvejamento
Tingimento
Lavagem
efluente do processocom restos dosprodutosauxiliares(NaOH,KOH)
efluente do processocom restos de goma,produtos dadescomposição dagoma e produtosauxiliares (produtostensoativos)
efluente do processocom restos de produ-tos auxiliares (NaOH,H2O2, produtostensoativos, outros)
efluente do processocom restos de produ-tos auxiliares (NaOH,H
2O
2, cloro,
hipoclorito, bissulfitode sódio, ácidosulfúrico fraco, produ-tos tensoativos,outros)
efluente do processocom restos de produ-tos auxiliares(Corantes, H
2SO
4,
NaOH, HCl, outros)
efluente do processocom restos de produ-tos auxiliares(corantes, ácidoacético, detergentes,seqüestrantes, outros)
tambores de metal oude plástico
Continuação
OS EFLUENTES DA INDÚSTRIA TÊXTIL4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
49
Processo Efluente líquido Emissão gasosa Resíduos sólidos
Continuação
Centrifugação
Hidroextração /Amaciamento
Secagem
Calandragem
Compactação
Peluciamento
Ramagem
Chamuscagem
Navalhagem
Estampagem
Corte/Confecção
Expedição
água de excesso
água de excesso,resíduos dos banhosde amaciamento
efluentes do processo(lavagem de tapetesdas máquinas, lavagemde quadros e cilin-dros), restos depastas (pigmentos,outros)
emissões na etapaprodutiva de vapor(queima decombustível); vapor,amaciantesvolatilizados
emissões na etapaprodutiva de vapor(queima decombustível); vapor
emissões na etapaprodutiva de vapor(queima decombustível); vapor
emissões na etapaprodutiva de vapor(queima decombustível); vapor
emissões na etapaprodutiva de vapor(queima decombustível)
penugens
fibras, fios
tambores de metal
restos de tecidos
papelão
OS EFLUENTES DA INDÚSTRIA TÊXTIL 4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
50
Processo Efluente líquido Emissão gasosa Resíduos sólidos
Continuação
Lavagem dos pisose equipamentos
Sistema de trata-mento de águasresiduárias
Caldeiras de vapor
Escritórios
Cozinha
uréia, formol,trifosfato, amido,emulsões de resinaspolivinílicas e sais demagnésio
águas servidas
lodos primários,lodos do tratamentosecundário
cinzas, fuligem
papel, plásticos
lixo doméstico
4.1 EFLUENTES LÍQUIDOS
4.1.1 GERAÇÃO DE EFLUENTES LÍQUIDOS
A geração de efluentes líquidos na industria têxtil está localizada principalmente na área de beneficiamento.É nessa área onde ocorrem os processos de alvejamento, tingimento e estampagem, dentre outros.
A quantidade e a qualidade dos efluentes líquidos dependem de numerosos fatores, entre eles:
� tipo de equipamento usado;
� substrato têxtil utilizado (fibra, tecido ou malha); e
� tipo e etapa do processo produtivo (sobretudo o tipo de tratamento químico usado no acabamento).
Conforme registrado anteriormente, existem 3 tipos ou gerações de equipamentos: os barcas, �jets�e �overflows�. A tabela seguinte mostra as respectivas relações de banho* .
TABELA 9: GERAÇÃO DE EFLUENTES EM FUNÇÃO DO TIPO DE EQUIPAMENTO
Equipamento
Barcas
�Jets�
�Overflow�
Relação de Banho 1/X
10 �50
5 � 10
5 � 12
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
51
Os valores mostram que o desenvolvimento de equipamentos modernos proporciona uma economiano consumo de água (e, com isso, uma redução na vazão de efluentes líquidos) de até 70%. Naprática, esses valores permitem o cálculo do consumo e vazão de água por equipamento, a partir dealguns dados básicos, conforme abaixo, como a quantidade do artigo têxtil a ser tingido, a duração doprocesso de tingimento e a quantidade de banhos nesse período. A seguir, um exemplo de cálculo:
Informação dada: 100 kg de artigo têxtil a ser tingida
8 horas de duração do processo
12 banhos em 8 horas
Cálculo do consumo (C) e vazão (V) de água, usando as relações de banho entre parêntesis:
Barcas (1:15): C = 100 kg x 15 l/kg x 12 = 18 m3
V = 18 m3 / 8 h = 2,25 m3/h
�Jets� (1:8): C = 100 kg * 8 l/kg * 12 = 9,6 m3
V = 9,6 m3 / 8 h = 1,2 m3/h
�overflow� (1:6): C = 100 kg * 6 l/kg * 12 = 7,2 m3
V = 7,2 m3 / 8 h = 0,9 m3/h
4.1.2 CARACTERÍSTICAS DOS EFLUENTES LÍQUIDOS
A qualidade e quantidade do efluente líquido em função do tipo de processo são mostradas na seguintetabela:
TABELA 10: CARGAS DOS DESPEJOS POR ETAPA DE PROCESSO
4,2
22
100
100
35
50
14
317
2,8
58
53
8
8
60
54
155
-
30
22
5
2,5
25
12
70
57
53
65
35
33
70
71
205
7-12,5
7
10-13
8,5-9,6
5,5-9,5
5-10
-
8 � 11
pHSDT(kg/t)
SST(kg/t)
DBO5
(kg/t)Volume(m3/t)
Etapa do processo
Engomagem de fios
Desengomagem
Cozimento
Alvejamento
Mercerização
Tingimento
Estampagem
Composição média*
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4
* A relação de banho de um equipamento significa a relação entre o volume em litros do banho (de corantes e produtos auxiliares) e aquantidade em kg do artigo têxtil a processar. Portanto, quando se fala numa relação de banho de 1:15, significa que para cada 1 kg deartigo têxtil, são necessários 15 litros de banho (com corantes e produtos auxiliares).
* Para os seguintes casos (na fabricação): 35% dos produtos são mercerizados; 50% de produtos tingidos; e 14% de produtos estam-pados.

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
52
A qualidade e quantidade dos efluentes líquidos em função de diferentes tecidos sintéticos são apre-sentadas na Tabela 11.
A carga poluidora dos efluentes líquidos provenientes da industria têxtil pode ser classificada da seguin-te maneira:
Sólidos sedimentáveis (SS)
Os valores dos SS podem variar muito, dependendo de fatores como tipo de processo debeneficiamento aplicado, tipo de fibra, tipo de tecido, tipo de tratamento, etc. Em geral, os valoresencontram-se abaixo de 50 ml/l.
** SST- Sólidos Suspensos Totais; SDT - Sólidos Dissolvidos Totais.
TABELA 11: CARGAS DOS DESPEJOS NA FABRICAÇÃO DE TECIDOS SINTÉTICOS
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS
�Rayon�
Acetato
Náilon
Orlon (acrílico)
Dacron (Poliéster)
Fibra doTecido
42
75
125
210
100
Volumekg/t
50 � 80
40 � 60
35 � 55
100 � 150
150 � 250
DBO5kg/t
1200 � 1800
500 � 800
300 � 500
500 � 700
300 � 500
DBO5 -Valor Médiomg/l
Fonte: Masselli, atualizado em 1991 por N. Nemerow - Ref. Bibliográfica #24
4
Raion
Acetato
Náilon
Acrílico
Poliéster
30
45
45
125
185
55
40
30
87
95
100
100
100
100
150
6,5 - 12,5
pHSDT* *
(kg/t)SST* *
(kg/t)DBO
5(kg/t)
Volume(m3/t)
42
75
125
210
100
Tecido
Fontes: 1- Masselli, J.W. et al. A simplification waste survey and treatment, New EnglandInterstate Water Polluition Control Comission, 1959; 2 - The cost of clean water. Washington,DC, Federal Water Pollution Control Association, 1967 (Volume III, Industrial Waste Profilesn.º 4 - Textile Mill Products).

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
53
Metais pesados
A carga de efluentes têxteis por metais pesados é pouca, quando aplicado o alto padrão técnicodisponível hoje em dia. O cádmio é praticamente ausente e o mercúrio pode estar presente empoucas quantidades (através de soda cáustica e ácido clorídrico produzidos por eletrodos de mercú-rio);. cromo, cobalto e cobre podem chegar aos efluentes, dependendo do processo de tingimentousado (em geral abaixo de 1 mg/l); e alguns processos de acabamento tipo �wash and wear� usamzinco (poucos mg/l).
Hidrocarbonetos
Uma carga importante dos efluentes têxteis constituem-se de hidrocarbonetos provenientes daengomagem dos fios e/ou acabamento do tecido.
Compostos orgânicos halogenados
Outra carga importante dos efluentes é formada por compostos orgânicos halogenados, que geral-mente são medidos através do parâmetro AOX (compostos orgânicos halogenados adsorsíveis emcarvão ativado). Eles compõem uma gama de substancias diferentes, como hidrocarbonetos clorados,PVC, pigmentos verdes (não tóxicos), fenóis clorados (tóxicos), etc. As principais fontes no processoprodutivo são o alvejamento, tingimento de fibras sintéticas e corantes reativos (contendo cloro).
Detergentes e agentes tensoativos
Essas substâncias são usadas como detergentes para lavagem, emulsificadores, agentes humidificantes,agentes de correção no tingimento e agentes para aumentar a lisura e maciez do tecido. Muitas delasnão são biodegradáveis. Os agentes tensoativos (detergentes, emulsionantes e dispersantes) podemser os principais responsáveis pela toxicidade dos efluentes têxteis, e, dai, a necessidade de um crité-rio rigoroso na escolha dos mesmos (vide item 2.3). Aminas quaternárias usadas, por exemplo, emprocessos de amaciamento, são muito tóxicas e devem ser evitadas - sempre que possível.
Cor, Temperatura e pH
Os efluentes têxteis podem apresentar alterações intensas na coloração (dependendo dos colorantese pigmentos usados), na temperatura (às vezes acima de 40ºC) e no pH. Os efluentes provenientes deum processo com lã mostram, normalmente, um pH baixo (ácido), enquanto processos com algodãotêm efluentes com pH altos (alcalino).
4.1.3 TRATAMENTO DE EFLUENTES LÍQUIDOS INDUSTRIAIS
Algumas das principais características dos efluentes de uma indústria têxtil são a presença de cor,elevado pH e variação de vazão. Afora isso, o efluente apresenta características de biodegradabilidade,como qualquer outro efluente que possua carga orgânica, podendo, portanto, ser tratado por viabiológica.
Por essa razão, é fundamental que o sistema de tratamento projetado disponha de um tanque deequalização, para homogeneização dos efluentes, ou seja, tornar o efluente o mais uniforme possívelem carga, cor, pH e vazão de alimentação. Dessa forma, evita-se que o sistema sofra choques decarga, o que anularia o tratamento, ao afetar toda a biota existente no reator.
Embora os efluentes têxteis sejam biologicamente degradáveis, os mesmos situam-se na classe dosrecalcitrantes. Isso porque, a biodegradação é difícil e exige uma série de procedimentos nodimensionamento da ETE. O fator de carga (F/M), por exemplo, deve ser igual ou inferior a 0,15d-1
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
54
(Ref. Bibliográficas # 20 e 21). Para clarificar a questão, é oportuno recapitular a cinética debiodegradação expressa pela lei de Grau & Adams:
(So - Se)/(SSV x t) = K x Se/So
onde:
So � DBO5,20 no efluente bruto (mg/l)
Se � DBO5,20 no efluente tratado (mg/l)
SSV � sólidos suspensos voláteis no reator biológico (mg/l)
t � residência hidráulica no reator (d)
K � coeficiente cinético de primeira ordem (d-1)
Admitindo-se um mesmo valor para o SSV, veja-se um quadro comparativo entre três ETEs. A primei-ra trata de efluentes lácteos (K = 16 a 30 d-1); a segunda de efluentes sanitários (K = 8 d-1) e a terceirade efluentes têxteis (K = 2 a 6 d-1).
Para facilitar a compreensão, foi admitida a hipótese dos três efluentes, na condição bruta, apresenta-rem a DBO de 1.000 mg/l.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
55
Um efluente sanitário, para alcançar uma remoção de carga da ordem de 80%, exige um tempo de 5a 6 horas de residência no reator biológico.
Para um efluente lácteo, 3 horas são suficientes, para a mesma remoção de carga.
O efluente têxtil, de acordo com o respectivo diagrama, exige entre 16 e 17 horas.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
56
4.1.3.1 SISTEMAS DE TRATAMENTO
Existe uma grande quantidade de sistemas para tratamento de efluentes, conforme mostrado na Tabe-la 12, que podem ser utilizados com sucesso. Porém, o mais eficiente e mais empregado é o sistemade lodos ativados. Esse sistema, apesar do seu alto custo de implantação, operação e manutenção,tem a grande vantagem de apresentar elevada taxa de remoção de matéria orgânica, podendo chegara uma redução média acima dos 96%.
Qualquer que seja o sistema empregado e dependendo das características do efluente, ele deve sercomposto por algumas operações unitárias que integram o tratamento primário ou pré-tratamento eque têm a função de adequar o efluente bruto antes dele ser encaminhado ao reator biológico (trata-mento secundário).
TABELA 12: FAIXAS DE EFICIÊNCIA PARA DIVERSOS PROCESSOS QUE, NORMALMENTE, SÃOCONSEGUIDAS PARA DESPEJOS DA INDÚSTRIA TÊXTIL
TRATAMENTO PRIMÁRIO
Peneiramento
Equalização
Neutralização
Coagulação química (a remoçãodepende dos produtos químicose das dosagens utilizadas)
Flotação
Sedimentação primária
TRATAMENTOSECUNDÁRIO
0 - 5
0 - 20
�
40 - 70
30 - 50
5 - 15
�
�
�
40 - 70
20 - 40
�
5 - 20
�
�
30 � 90
50 � 60
15 - 60
�
�
�
90 � 97
90 � 98
�
�
�
�
0 - 70
�
�
Lodos ativados convencionados+ clarificação
Aeração prolongada +clarificação
Lagoa aerada e clarificação
70 - 95
70 - 94
60 - 90
50 - 70
50 - 70
45 - 60
85 - 90
85 - 95
85 - 95
0 �15
0 � 15
0 - 10
A remoçãode cor emtratamento
biológico nãofoi
documentada
FAIXA DE REMOÇÃO, EM PORCENTAGEM
CORÓLEOSE
GRAXAS
SÓLIDOSSUSPENSOS
TOTAIS
DQODBO5
TIPO EUNIDADE DETRATAMENTO
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4
Continua

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
57
Continuação
Fontes: - National Comission on Water Quality. Textile Industry Technology and Costs of Wastewater Control. Lock wood GreeneEngineers, Inc., June 1975. Apude USEPA Environmental pollution control - Textile processing industry, EPA- 625/7-78-002, out. 1978 -JONES, H.R. Polluition control in the textile industry. Park Ridge, New Jersey, Noyes, 1973
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS
FAIXA DE REMOÇÃO, EM PORCENTAGEM
CORÓLEOSE
GRAXAS
SÓLIDOSSUSPENSOS
TOTAIS
DQODBO5
TIPO EUNIDADE DETRATAMENTO
TRATAMENTO AVANÇADO
Irrigação por �spray�
Evaporação
Osmose reversa
50
90 - 95
98 - 99
95 - 99
�
80 - 90
95 - 98
90 - 95
�
95 -98
99
95 -98
�
�
�
�
�
�
�
�
Coagulação química
Filtração em meio misto
Adsorção em carvão ativado
Cloração
Ozonização
Lagoa de polímetro
40 - 70
25 - 40
25 - 40
0 -5
�
40 - 70
25 - 40
25 - 60
0 - 5
30 - 40
30 - 90
80
25 - 40
�
50 - 70
90 - 97
�
�
0 - 5
�
0 - 70
__
80 - 90
0 - 5
70 - 80
Lagoa aeróbia
Filtros biológicos
Lodos ativados em dois estágios
Filtro biológico de alta taxa +lodos ativados
TRATAMENTO TERCIÁRIO
50 - 80
40 - 70
90
90
35 -60
20 - 40
�
�
50 - 80
�
�
�
0 - 10
�
�
�
�
�
�
a) Tratamento primário
Essa fase do tratamento é composta, basicamente, por:
� Grade de barras
� Caixa de areia
� Medidor de vazão
� Separador de óleos e graxas
� Peneiras
� Tanque de equalização
4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
58
Observações:
1. Pode ser utilizado ainda, dependendo da necessidade, um decantador primário ou um flotador.
2. É nessa fase que é realizada a neutralização do efluente, podendo ser feita também a adição dosnutrientes.
Via de regra, os contaminantes presentes no efluente têxtil encontram-se solubilizados. Assim, a ne-cessidade de um decantador primário ou sistema de flotação justifica-se em casos excepcionais emuito específicos.
Quadro comparativo entre a DBO total e a DBO solúvel em uma acabadora têxtil (algodão).
b) Tratamento secundário
É o tratamento biológico propriamente dito. É nessa etapa que a matéria orgânica contida no efluentesofre a oxidação (processo aeróbico) ou fermentação biológica (processo anaeróbico), transforman-do-se em substância simples.
No caso de lodos ativados, as unidades que compõem essa fase são o reator biológico ou tanque deaeração, onde ocorre a oxidação da matéria orgânica, e um decantador secundário, onde acontece aseparação física do lodo do efluente final. A partir desse unidade, é feita a recirculação de uma parte dolodo, que retorna ao reator, sendo o excesso retirado e enviado para o seu destino final.
A remoção da cor através do sistema de lodos ativados, dependendo dos corantes utilizados, podevariar de 15 a 95%, sendo mais freqüente a remoção da ordem de 70%.
Convém enfatizar a necessidade do sistema ser dimensionado para um fator de carga (F/M) igual oumenor que 0,15 d-1.
1
2
3
4
240
541
532
291
195
541
482
241
Amostra #Efluente bruto
DBO totalmg/l
DBO solúvelmg/l
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
59
O lodo descartado deve ser adensado e desaguado anteriormente à disposição final. Ver diagrama aseguir, que apresenta, de forma simplificada, o sistema de tratamento indicado para efluentes têxteis.
Onde:
EQU Tanque de equalização (�pulmão�)
AERAÇÃO Reator biológico aeróbico
DEC Clarificador
AD Adensador ou espessador de lodos
CEN Sistema de desaguamento de lodos
Ponto 5 Reciclo de lodo
Ponto 6 Descarte de lodo
Ponto 7 Lodo espessado (já condicionado)
Ponto 8 Lodo desaguado
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
60
c) Tratamento terciário
Alguns efluentes exigem uma etapa complementar de tratamento, chamada de tratamento terciário oude polimento. Esse complemento é adotado quando se quer dar uma qualidade superior ao efluentefinal, ao ponto de reaproveitá-lo, com a recirculação da água.
No caso das industrias têxteis, existe a necessidade de uma etapa complementar no tratamento,destinada a retirar a cor do efluente final. A principal razão para esse pós-tratamento é a alteração dascaracterísticas naturais do corpo receptor que, além de ser esteticamente desagradável, pode impe-dir, dependendo da intensidade da cor, a penetração dos raios solares no meio aquático, alterando oseu ciclo vital.
Atualmente, existem vários processos que podem ser adotados para a remoção da cor do efluente,sendo os mais comuns a utilização do carvão ativado, a coagulação/floculação seguida de sedimentaçãoou flotação (processo físico-químico), a utilização de ozônio e a cloração.
Dentre os exemplos citados, os mais econômicos são a utilização do carvão ativado e a coagulação/floculação seguida de sedimentação.
Esses processos podem ser utilizados em conjunto (seqüenciadamente) ou apenas em uma das fasesdo tratamento, como segue:
No pré-tratamento: o efluente pode sofrer uma coagulação/floculação seguida de sedimentação, antesde entrar no reator biológico.
No tratamento secundário: pode-se adicionar o coagulante/floculante ou o carvão ativado diretamenteno reator biológico.
No tratamento terciário: Após passar pelo tratamento biológico, o efluente recebe o floculante/coagulante e, depois da sedimentação, pode ainda passar por um filtro de carvão ativado. Pode-se,ainda, dependendo da vazão, passar os efluentes apenas por um filtro de carvão ativado.
Deve-se observar que embora a remoção de DBO seja favorecida nos dois primeiros casos - reduçãode cerca de 70%, a geração de lodo é muito grande, o que pode causar maiores inconvenientesquanto a sua disposição final. Já no último caso, a geração de lodo será menor, além de apresentarmaior eficiência final no tratamento.
Quando o tratamento físico-químico é realizado a montante do biológico, a geração de lodo chega aser 10 vezes maior (Ref. Bibliográfica # 3).
Analisando os processos listados, tem-se:
� O carvão ativado, conquanto eficiente, é inviabilizado pelo elevado custo.
� A coagulação química, além de onerosa, gera grande quantidade de lodo.
� Quanto a cloração, esta deve, necessariamente, ser seguida de decloração, cujo custo é muitoelevado.
� A ozonização tem a vantagem de apresentar um custo operacional reduzido, elevada eficiênciae não gerar lodo. Em contrapartida, tem um custo inicial elevado, que é o gerador de ozônio.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
61
A seguir vê-se o resultado dos ensaios realizados em uma planta têxtil no Rio Grande do Sul, com oemprego de ozônio no efluente final da ETE de lodos ativados.
4.1.3.2 TRATAMENTO DE EFLUENTES LÍQUIDOS NAS EMPRESAS TÊXTEISBRASILEIRAS
De acordo com o levantamento realizado pelo SENAI/CETIQT em indústrias têxteis que dispõem detratamento de efluentes líquidos, em 1990, observa-se que:
� cerca da metade das indústrias dispõem de tratamento físico-químico (coagulação/floculação,com separação do lodo formado por flotação ou sedimentação), precedido de unidades pre-liminares (gradeamento, desarenação, peneiramento, equalização e neutralização);
� cerca de 1/3 das indústrias dispõem de tratamento físico-químico, precedido de etapas pre-liminares e seguido de tratamento biológico, a maioria com lodos ativados; e
� cerca de 1/4 das indústrias dispõem de tratamento biológico (lodos ativados), precedido deetapa preliminar.
De acordo com o levantamento realizado pela empresa CLEV Engenheiros Associados S/C Ltda. naregião de Blumenau-SC, em 14 indústrias têxteis que dispõem de tratamento de efluentes, em 1997,observa-se que:
� 7 delas dispõem de tratamento biológico (lodos ativados) com remoção de cor simultânea;
� 2 delas dispõem de tratamento biológico com remoção de cor posterior (polimento); e
� 5 delas dispõem de tratamento biológico precedido de remoção de cor.
Embora sem a disponibilização dos dados de controle operacional e suas respectivas eficiências, pode-se afirmar que, apesar das elevadas eficiências em termos de remoção de carga orgânica (DBO
5,20) e
cor, os processos nos quais a remoção de cor é feita como última etapa do tratamento apresentamelhores resultados, quanto a eficiência, menor geração de lodo e custos operacionais.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EFLUENTES LÍQUIDOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
62
As empresas consultadas foram: Hering Têxtil S.A. - Bom Retiro; Hering Têxtil S.A. - Itororó; Compa-nhia Têxtil Karsten; TEKA S.A.; Linhas Circulo; Sulfabril S.A.; Artex S.A.; Cremer S.A.; LancasterBeneficiamentos Têxteis Ltda.; Marisol S.A.; Malwee S.A.; Cejen Engenharia Ltda.; Malhasoft S.A.; eDohler S.A.
4.2 EMISSÕES ATMOSFÉRICAS
4.2.1 CARACTERÍSTICAS DAS EMISSÕES ATMOSFÉRICAS
As emissões atmosféricas provenientes da Indústria têxtil são originadas, principalmente, nos sistemasde geração de vapor e, em segundo plano, nos sistemas de secagem dos tecidos e na estamparia, emvirtude da presença de materiais voláteis (amaciantes).
Atenção especial deve ser dada às emissões provenientes da termofixação do poliéster e do �lycra�.Elas podem causar incômodo na vizinhança, acarretando reclamações. Entretanto, em geral, são atóxicase podem ser controladas por dispersão atmosférica, através de modelo matemático, com anuência doórgão de controle ambiental.
As emissões das caldeiras de geração de vapor dependem do tipo de combustível utilizado. Os fato-res de emissão dessas caldeiras podem ser estimados a partir dos valores médios do poder calorífico,conforme preconizado pela EPA (Agência de Proteção Ambiental dos EUA) para os principais com-bustíveis, apresentados na Tabela 13.
TABELA 13: FATORES DE EMISSÃO PARA CALDEIRAS DE VAPOR SEM CONTROLE PARADIVERSOS COMBUSTÍVEIS (REF.10)
Material particulado
Óxidos de enxofre, como SO2
Óxidos de nitrogênio, como NO2
Hidrocarbonetos, como CH4
Monóxido de carbono
0,38
0,84
0,39
0,007
0,021
0,024
0,46
0,23
-
-
0,005
-
0,16
0,17
-
1,50
0,16
0,43
0,11
Fator de emissão em Kg/106KjTipo de poluente
Resíduos demadeirad
Gásnaturalc
Óleoresidualb
Carvãobetumiosoa
a Baseado num valor de poder calorífico médio de 25,7 Mj/Kg carvão.b Baseado num valor de poder calorífico médio de 41,9 Gj/m3 de óleo.c Baseado num valor de poder calorífico médio de 39,1 Mj/m3 de gás natural.d Baseado num valor de poder calorífico médio de 18,6 Mj/Kg de madeira seca ou 9,3 Mj/Kg de madeira com 50% de umidade.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EMISSÕES ATMOSFÉRICAS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
63
4.2.2 MEDIDAS DE CONTROLE DE EMISSÕES ATMOSFÉRICAS
A principal fonte de poluição atmosférica em uma indústria é a queima de combustíveis para produçãode energia. O tipo de poluente (material particulado - MP, NOx, SOx, CO2) encontrado nos gases daschaminés depende do tipo de combustível queimado pela indústria. Isso também determina o tipo deequipamento que deve ser empregado para controle dessa poluição. Além disso, em alguns setores deprodução são gerados materiais particulados que devem ser retirados do ambiente e, para isso, utili-zam-se equipamentos apropriados. Alguns deles são os mesmos empregados para os gases de com-bustão.
Na Tabela 14 constam alguns equipamentos utilizados no controle das emissões atmosféricas, comalgumas de suas características.
TABELA 14: EQUIPAMENTOS PARA CONTROLE DE EMISSÕES ATMOSFÉRICAS
1 - Câmaras
- Gravitacionais
Comuns
Com chicanas
- Inerciais ou de mi
pacto
Chicanas
Venezianas
2 - Centrífugos
- Ciclone
- Multiciclones
3 - Filtros
4 - Precipitadores
eletrostáticos
5 - Lavadores de gases
- Gravitacionais
- Inerciais
- Centrífugos
- Dinâmicos
- Orifício ou bocal
- Venturi
6 - Coluna úmida de
recheio
50
50
50
20
10
5
0,1
2
10
1
5
1
2
0,5
5
10
10
10
2
2
0,2
0,2
2
2
2
2
0,2
0,2
0,2
50
50
50
80
85
95
99
99
70
95
95
95
90
99
90
Eficiência(% em peso)
Concentração(g/m3)
Tamanho das partículas(µµµµµm)
Tipo deequipamento
OS EFLUENTES DA INDÚSTRIA TÊXTIL
EMISSÕES ATMOSFÉRICAS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
64
Muitas empresas já utilizam (ou estão em vias de utilizá-lo) o gás natural, eliminando, assim, o proble-ma da emissão de MP e de SOx.
As últimas instalações projetadas pela Neotex contemplam: ciclone de alta eficiência (eliminação doMP grosseiro), filtro de mangas (remoção do MP fino) e lavagem alcalina (para abater o SO
x). Os
primeiros projetos, concebidos na década de 80, compreendiam o ciclone e o lavador de alta energia(Venturi) que, conquanto eficiente, apresenta dois pontos negativos: o alto consumo energético e ageração de um efluente com elevada concentração de sólidos.
4.3 RESÍDUOS SÓLIDOS
4.3.1 PONTOS DE GERAÇÃO
A geração de resíduos sólidos nas indústrias têxteis é diretamente relacionada às características dasmatérias-primas utilizadas, ao tipo de processo empregado, às técnicas de reaproveitamento adota-das e às alternativas de reciclagem.
Dentre os diversos resíduos gerados, podem-se identificar:
� resíduos orgânicos de processo (cascas, piolho);
� resíduos de materiais têxteis;
� resíduos têxteis de manutenção contaminados (buchas, panos);
� resíduos de tintas, pigmentos e corantes;
� resíduos gerados fora do processo industrial;
� resíduos de varrição não perigosos;
� sucatas de metais ferrosos;
� embalagens metálicas (latas vazias de pigmentos, corantes e produtos auxiliares);
� bombonas plásticas;
� tambores metálicos;
� lodos da estação de tratamento de águas residuárias;
� lodos da estação de tratamento de água potável; e
� outros (restaurantes, escritórios, etc.).
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
65
Na Tabela 15, encontram-se os principais tipos de equipamentos geradores de resíduos durante oprocesso produtivo, cujas características desses resíduos favorecem a adoção de alternativas usuaisde destinação final, a exemplo do reaproveitamento no processo ou reciclagem.
4.3.2 CARACTERÍSTICAS DOS RESÍDUOS SÓLIDOS
Os resíduos gerados pela indústria têxtil variam à medida que a pesquisa e o desenvolvimento produ-zem novos reagentes, novos processos, novos maquinários, novas técnicas e, também, conforme ademanda do consumidor por outros tipos de tecidos e cores.
A carga poluidora das fábricas de tecidos é proveniente dos processos em que se utilizam produtosquímicos. Dessa forma, a redução do uso desses produtos no processamento industrial e a recupera-ção de subprodutos e/ou reciclagem possibilitam a minimização da geração de resíduos. Em algunsdesses processos, a geração de resíduos se dá de forma mais intensa e merece uma atenção especial,tanto em ralação aos custos envolvidos, por tratar-se de matéria prima, quanto a questão do meioambiente, que exige uma disposição adequada.
4.3.2.1 LODO NA ESTAÇÃO DE TRATAMENTO DE EFLUENTES (ETE)
Notadamente, as indústrias têxteis que dispõem de etapas produtivas de beneficiamento possuemsistemas de tratamento de efluentes (ETE). Nesses sistemas de tratamento ocorre a geração de eleva-das quantidades de lodo, numa razão direta entre a eficiência na remoção de matéria orgânica e osistema de tratamento físico-químico, em função do processo utilizado.
Nas tabelas seguintes encontram-se algumas características de lodo de estações de tratamento deefluentes de industriais têxteis situadas na região de Blumenau, SC. Os valores apresentados nos qua-dros 4-C e 4-D podem ser tomados como representativos para as demais indústrias do setor têxtilque possuam as características descritas nas referencias 9 e 11, respectivamente.
a Fonte: Fundação Blumenauense de Estudos Têxteis1 Estes valores de percentuais de resíduos gerados são máximos e válidos para suas respectivas etapas produtivas
TABELA 15: GERAÇÃO E DESTINAÇÃO DOS PRINCIPAIS RESÍDUOS SÓLIDOS NO PROCESSOINDUSTRIAL TÊXTILA
Cardas (parte inferior)
Cardas (parte superior)
Penteadeiras
Filatórios e conicaleiras
fitas
fitas
fibrilas
pó
1,9
8,1
63
2
reaproveitamentono
processoprodutivo
DESTINAÇÃOFINAL
QUANT.GERAÇÃO (%)1
TIPOS DERESÍDUOS
PRINCIPAIS EQUIPAMENTOSGERADORES DE RESÍDUOS
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
66
1 Essa empresa produz artigos de malharia 100% algodão e é considerada uma empresa de vanguarda nos processos que utiliza. O tratamento de efluentes líquidos é realizadonum sistema a lodos ativados que trabalha na faixa de aeração convencional. A remoção de cor dos efluentes é realizada diretamente no sistema a lodos ativados, com adiçãode sulfato de alumínio isento de ferro e descolorante (polieletrólito). O sistema de desidratação é constituído por uma prensa desaguadora de esteiras. A produção de lododessa estação situa-se em 630 kg/d (matéria seca) - o que equivale a 3.500 kg/d (lodo úmido com 82% de umidade) e representa um índice de 63,5 kg de malha produzidapor 1 kg de lodo gerado (matéria seca). Esses dados fazem parte do acervo técnico da empresa Clev Engenheiros Associados.
TABELA 16: CARACTERÍSTICAS DO LODO DE ETE DE INDÚSTRIA TÊXTIL PRODUTORA DEARTIGOS DE MALHARIA 100% ALGODÃO1
Lixiviação
Metais
Organofosforados
pH inicialpH finalVolume ácido acético 0.5Volume de líquido obtidoTempo total de lixiviaçãoPeso da amostra
CádmioChumboCromo totalPrataSelênioMercúrioAlumínio
Paration metílicoParation etílicoMalationDimetoatoEtionMetasistonTiomedamMetamidofósProfenofósTriclofon
-
0,5 ppm5 ppm5 ppm5 ppm1 ppm0.1 ppm
-
10 ppm
LIMITE MÁX.LIXIVIAÇÃO NBR
10.004
VALOROBTIDO
8.85.1
1000 ml28 h200 g
< 0.25 ppm< 2.5 ppm< 0.5 ppm< 1.0 ppm< 0.1 ppm 1.48 ppm< 27.5 ppm
< 1 ppm
ANÁLISEENSAIO
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
67
TABELA 17: CARACTERÍSTICAS DO LODO DE ETE DE INDÚSTRIA PRODUTORA DE ARTIGOS DECAMA, MESA E BANHO 100% ALGODÃO2
2 Essa empresa, tradicional produtora de artigos de cama, mesa e banho 100% algodão, emprega em seus processos produtivos uma tecnologia de ponta e, com isso, geraefluentes com menores probabilidades de contaminantes perigosos. Além dos aspectos produtivos, é oportuno registrar que a empresa tem como principais clientes empresaseuropéias, que, via de regra, requerem procedimentos ambientais apurados. O sistema de tratamento de efluentes é constituído por um sistema a lodos ativados, seguido porum processo físico-químico (remoção de cor). A remoção de cor é feita com sulfato de alumínio e polieletrólito. A produção de lodo dessa estação situa-se em 520 kg (matériaseca), o que possibilita um índice de 78 kg de artigos têxteis por 1 kg de lodo desidratado. A empresa realiza experimentos com a utilização de secadores de lodo, a fim deminimizar a quantidade a dispor em aterro. Esses dados fazem parte do acervo técnico da empresa Clev Engenheiro Associados.
3 Não detectado
Lixiviação
Metais
ENSAIO
pH inicial
pH final
Volume ácidoacético 0.5 Nutilizado
Volume de líquidoobtido
Tempo total delixiviação
Cádmio
Chumbo
Cromo total
Prata
Bário
Mercúrio
Cianetos
Arsênio
Fluoreto
Alumínio
Cobre
Ferro
Manganês
Zinco
Paration metílico
Paration etílico
Malation
ANÁLISE
5.84
5.15
44 ml
1900 ml
28 h
< 0,005 ppm
< 0,5 ppm
0,24 ppm
0,2 ppm
< 2 ppm
5 ppm
nd3
nd
< 1 ppm
�
�
�
�
�
ANÁLISE 1
�
�
�
�
�
< 0,05 ppm
< 0,5 ppm
1,3 ppm
< 0,2 ppm
< 2 ppm
< 5 ppm
nd
�
�
< 1 ppm
0,6 ppm
1,4 ppm
0,4 ppm
3,7 ppm
ANÁLISE 2
�
�
�
�
�
< 0,03 ppm
< 0,25 ppm
1,5 ppm
< 0,1 ppm
2 ppm
< 0,1 ppm
nd
nd
< 0,01 ppm
55 ppm
46 ppm
0,9 ppm
0,5 ppm
11 ppm
ANÁLISE 3
�
�
�
�
�
0,5 ppm
5 ppm
5ppm
5 ppm
100 ppm
0,1 ppm
�
5 ppm
150 ppm
�
�
�
�
�
LIMITEMÁX.
LIXIVIAÇÃONBR 10.004
Continua
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4
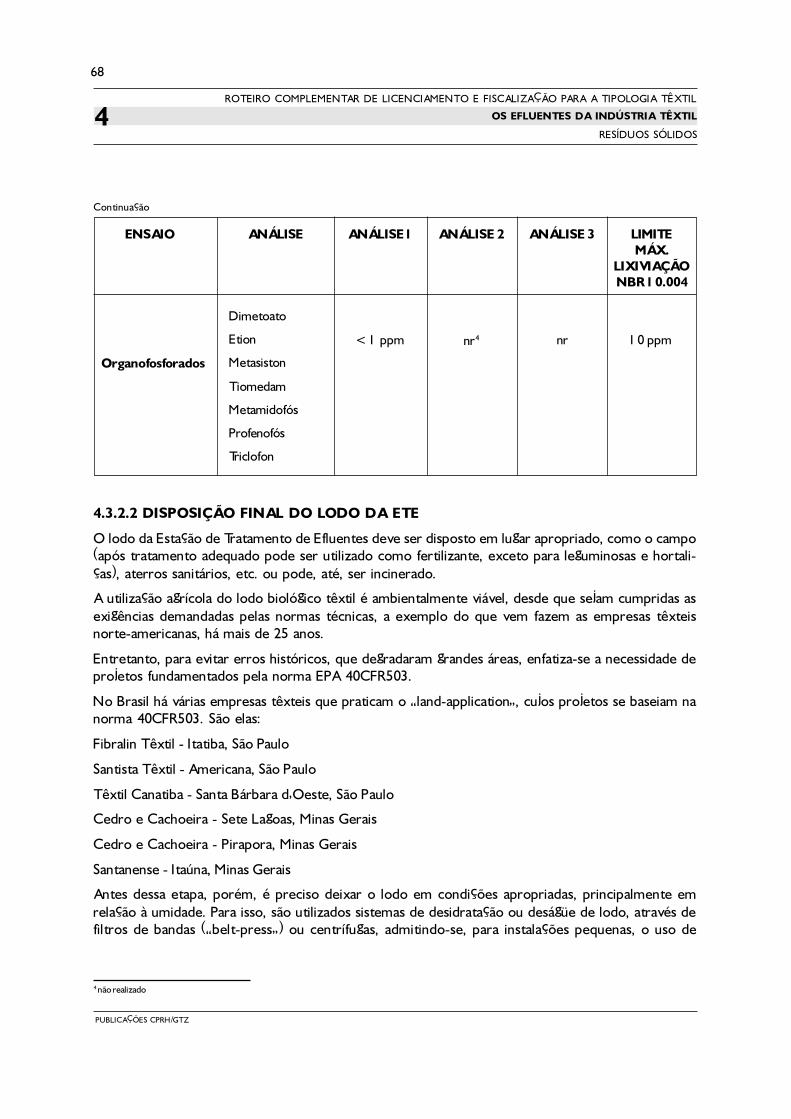
PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
68
ENSAIO ANÁLISE ANÁLISE 1 ANÁLISE 2 ANÁLISE 3 LIMITEMÁX.
LIXIVIAÇÃONBR 10.004
Dimetoato
Etion
Metasiston
Tiomedam
Metamidofós
Profenofós
Triclofon
< 1 ppm nr4 nr 10 ppm
Continuação
4 não realizado
4.3.2.2 DISPOSIÇÃO FINAL DO LODO DA ETE
O lodo da Estação de Tratamento de Efluentes deve ser disposto em lugar apropriado, como o campo(após tratamento adequado pode ser utilizado como fertilizante, exceto para leguminosas e hortali-ças), aterros sanitários, etc. ou pode, até, ser incinerado.
A utilização agrícola do lodo biológico têxtil é ambientalmente viável, desde que sejam cumpridas asexigências demandadas pelas normas técnicas, a exemplo do que vem fazem as empresas têxteisnorte-americanas, há mais de 25 anos.
Entretanto, para evitar erros históricos, que degradaram grandes áreas, enfatiza-se a necessidade deprojetos fundamentados pela norma EPA 40CFR503.
No Brasil há várias empresas têxteis que praticam o �land-application�, cujos projetos se baseiam nanorma 40CFR503. São elas:
Fibralin Têxtil - Itatiba, São Paulo
Santista Têxtil - Americana, São Paulo
Têxtil Canatiba - Santa Bárbara d�Oeste, São Paulo
Cedro e Cachoeira - Sete Lagoas, Minas Gerais
Cedro e Cachoeira - Pirapora, Minas Gerais
Santanense - Itaúna, Minas Gerais
Antes dessa etapa, porém, é preciso deixar o lodo em condições apropriadas, principalmente emrelação à umidade. Para isso, são utilizados sistemas de desidratação ou deságüe de lodo, através defiltros de bandas (�belt-press�) ou centrífugas, admitindo-se, para instalações pequenas, o uso de
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4
Organofosforados

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
69
leitos de secagem. O �belt-press� tem a seu favor o reduzido consumo energético, mas, por outrolado, requer volumes excessivos de água para a lavagem das telas. As centrífugas ocupam poucoespaço, não consomem água, operam enclausuradas (menor emissão de odores), mas consomemmuita energia. O leito de secagem tem vários inconvenientes: odores, mão de obra, atração de veto-res e custo excessivo - para construí-lo de acordo com a técnica recomendada, seu custo ultrapassaR$ 200,00/m2. O filtro-prensa é desaconselhável para o lodo biológico, pois o consumo de coadjuvan-tes pode chegar a 200% em relação à massa de lodo (base seca). Portanto, a escolha do sistema deveser estudada caso a caso.
No lodo, a água pode apresentar-se nos seguintes estados: água livre, água intersticial, água vicinal eágua de hidratação.
A desidratação presta-se para remover a água vicinal e de hidratação e é feita, via de regra, em secado-res rotativos. É um processo caro, uma vez que os VOCs (compostos orgânicos voláteis) devem,necessariamente, ser incinerados (750oC e 0,5 s - como condições mínimas).
Há empresas que usam lavadores de gases, mas eles são inócuos, uma vez que os VOCs liberados têmalta pressão de vapor e reduzida solubilidade (elevado valor do coeficiente de Henry).
Para definir a destinação final dos lodos gerados nas estações de tratamento de efluentes líquidosindustriais é preciso uma caracterização prévia através de testes de lixiviação e solubilização, segundoas normas técnicas ABNT NBR-10.005 e 10.006, respectivamente, para o atendimento dos parâmetrosdeterminados pela norma NBR-10.004 (classificação), de modo que seja assegurada a disposição finalem aterros classe II (resíduos não inertes).
Remoção da água do lodo: terminologia e sistemasa
Denominação
Espessadores gravitacionais
Espessadores de bandas
Leitos de secagem
Centrífugas
Prensa desaguadora
Prensa parafuso
Desaguamento
sim
sim
simb
simb
simb
simb
Desaguamento
não
não
sim
sim
sim
sim
Desidratação
não
não
sim
não
não
não
Desidratação
não
não
sim
não
não
não
HidrataçãoVicinalIntersticialLivreEstado da Água
a Ref. Bibliográfica # 22
b Não são indicados para a remoção da água livre. Essa operação pode ser realizada, com vantagens econômicas, em espessadores gravitacionais (adensadores) ou espessadoresde bandas (Belt-thickner). Convencionou-se que, à entrada da centrífuga (belt-press ou parafuso), o lodo já se encontre adensado, com uma concentração de sólidos superiorou igual a 2%.
OS EFLUENTES DA INDÚSTRIA TÊXTIL
RESÍDUOS SÓLIDOS4
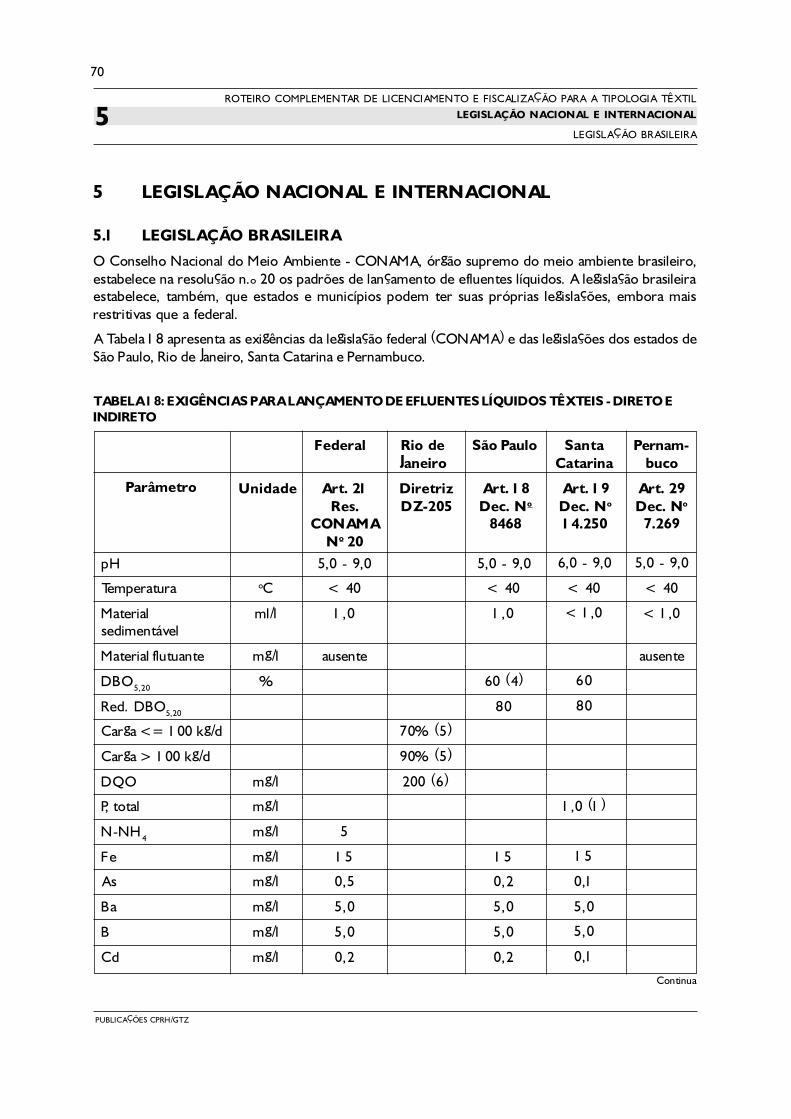
PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
70
pH
Temperatura
Materialsedimentável
Material flutuante
DBO5,20
Red. DBO5,20
Carga <= 100 kg/d
Carga > 100 kg/d
DQO
P, total
N-NH4
Fe
As
Ba
B
Cd
5 LEGISLAÇÃO NACIONAL E INTERNACIONAL
5.1 LEGISLAÇÃO BRASILEIRA
O Conselho Nacional do Meio Ambiente - CONAMA, órgão supremo do meio ambiente brasileiro,estabelece na resolução n.º 20 os padrões de lançamento de efluentes líquidos. A legislação brasileiraestabelece, também, que estados e municípios podem ter suas próprias legislações, embora maisrestritivas que a federal.
A Tabela 18 apresenta as exigências da legislação federal (CONAMA) e das legislações dos estados deSão Paulo, Rio de Janeiro, Santa Catarina e Pernambuco.
TABELA 18: EXIGÊNCIAS PARA LANÇAMENTO DE EFLUENTES LÍQUIDOS TÊXTEIS - DIRETO EINDIRETO
oC
ml/l
mg/l
%
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
5,0 - 9,0
< 40
1,0
ausente
5
15
0,5
5,0
5,0
0,2
70% (5)
90% (5)
200 (6)
5,0 - 9,0
< 40
1,0
60 (4)
80
15
0,2
5,0
5,0
0,2
6,0 - 9,0
< 40
< 1,0
60
80
1,0 (1)
15
0,1
5,0
5,0
0,1
5,0 - 9,0
< 40
< 1,0
ausente
Continua
Pernam-buco
SantaCatarina
São PauloRio deJaneiro
Federal
UnidadeParâmetro Art. 29Dec. No
7.269
Art. 19Dec. No
14.250
Art. 18Dec. No
8468
DiretrizDZ-205
Art. 21Res.
CONAMANo 20
LEGISLAÇÃO NACIONAL E INTERNACIONAL
LEGISLAÇÃO BRASILEIRA5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
71
Pb
Cu
Cr VI
Cr III
Cr total
Ni
Ag
Se
Zn
F-
CN-
SO3-2
S-2
OG mineral
Fenóis
Tricloro- eteno
Tetraclo-roeteno
Tetraclo-rometano
Dicloro-eteno
Pernam-buco
SantaCatarina
São PauloRio deJaneiro
Federal
UnidadeParâmetro Art. 29Dec. No
7.269
Art. 19Dec. No
14.250
Art. 18Dec. No
8468
DiretrizDZ-205
Art. 21Res.
CONAMANo 20
Continuação
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
0,5
1,0
0,5
2,0
2,0
0,1
0,05
5,0
10,0
0,2
1,0
1,0
50
0,5
1,0
1,0
1,0
1,0
0,5
1,0
0,1
5,0
2,0
0,02
0,05
5,0
10,0
0,2
100
0,5
0,5
0,5
0,1
5,0
1,0
0,02
0,02
1,0
10,0
0,2
1,0
20 (2)30 (3)
0,2
1,0
1,0
1,0
1,0
50
O controle da poluição atmosférica, conforme estabelece a Resolução CONAMA n.º 005/89, develimitar os níveis de emissão dos poluentes por fontes, com os seguintes objetivos:
� Melhorar a qualidade do ar;
� Atender aos padrões estabelecidos; e
� Não comprometer a qualidade do ar em áreas não degradadas.
LEGISLAÇÃO NACIONAL E INTERNACIONAL
LEGISLAÇÃO BRASILEIRA5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
72
As estratégias básicas de controle, segundo a resolução, deve priorizar o controle das emissões portipologia de fontes e poluentes primários (material particulado, SOx, NOx, CO e HCO), sem deixar deavaliar as influências dessas emissões em relação aos padrões de qualidade do ar.
A Resolução CONAMA n.º 003/90 estabelece que os padrões de qualidade do ar devem ser o princi-pal objetivo a ser atingido, mediante estratégia de controle fixada pelos padrões de emissão. Para isso,os órgãos ambientais devem elaborar planos regionais de controle da poluição do ar.
A Resolução CONAMA n.º 008/90 estabelece os limites máximos de emissão de poluentes no ar paraprocessos de combustão externa em novas fontes fixas de poluição com potência nominal maior ouigual a 70 mW (setenta megawatts), de acordo com as áreas definidas em classes I, II e III, conformetabela 19. A classe I está subdividida em duas subclasses: uma, atmosfericamente preservada, queproíbe qualquer atividade econômica que gere poluição atmosférica, incluindo-se as unidades de con-servação, com exceção das APAs; e outra, atmosfericamente conservada, que abrange áreas dedicadasao lazer, turismo, estâncias climáticas e hidrotermais.
Para as fontes antigas que não são previstas nessa resolução, compete aos órgãos ambientais estaduaisdefinir os padrões de emissões específicos.
7 Obs.: (1) Limite máximo para lançamentos em trechos de corpos de água contribuintes de lagoas, lagunas e estuários.(2) Óleos minerais.(3) Óleos vegetais e gorduras animais.(4) O valor da DBO
5,20 não deve ultrapassar 60 mg/l ou a redução deve ser de 80%.
(5) A redução mínima de DBO5,20 exigida depende da carga orgânica gerada.(6) O valor de DBO5,20 vale somente para indústrias têxteis.
* Exceto na operação de ramonagem ou na partida do equipamento** Não será permitida a instalação de novas fontes fixas com esse porte.
TABELA 19: PADRÕES DE EMISSÕES DA RESOLUÇÃO CONAMA N.º 008/90
Classes
Limite deconsumo de óleo
combustívelt/ano
Partículas totaisG/106 Kcal
Densidadecolorimétrica
% (escalaRingelmann n.º 01)
Dióxido deenxofre
G/106 Kcal
Parâmetros
Novas fontes fixas com potência < 70 MW
I
II e III
120
350 (óleo combustível
1500 (carvão mineral)
20*
20*
2 000
5 000
3 000
-
Novas fontes fixas com potência > 70 MW
I**
II e III
-
120 (óleo combustível)
800 (carvão mineral)
-
20*
-
2 000
-
-
LEGISLAÇÃO NACIONAL E INTERNACIONAL
LEGISLAÇÃO BRASILEIRA5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
73
Material Sedimentável
Sólidos Suspensos
Coef. Esp. Abs (2)436nm
525 nm
620 nm
DBO5,20
DQO
P, total
N-NH4
(b)
7 (3)
5 (3)
3 (3)
25 (3)
160 (3)
2 (3)
10 (3)
5.2 LEGISLAÇÃO ALEMÃ
A legislação de controle da poluição hídrica, na Alemanha, distinta por ramo de atividade industrial,estabelece critérios e parâmetros de controle para a indústria têxtil que, com a renovação ocorrida nalegislação, estendem-se a procedimentos na produção, características dos produtos utilizados e cor-rentes segregadas de águas residuárias.
Tanto a Alemanha quanto o Brasil aplicam o princípio da emissão. Isto significa que, independente doponto de lançamento dos efluentes líquidos, critérios e padrões mínimos devem ser atingidos. Tam-bém na Alemanha, a orientação federal deve ser seguida por estados e municípios, podendo essesserem mais restritivos.
A Lei do Balanço das Águas da Alemanha (�Wasserhaushaltsgesetz - WHG�) estabelece as exigênciasde acordo com a tecnologia geralmente aceitável ou convencional e com a tecnologia no Estado daArte, esta última aplicada aos parâmetros tóxicos (metais pesados, organoclorados e outros). Devidoàs condições avançadas de saneamento na Alemanha, há muitos lançamentos indiretos de efluenteslíquidos industriais, ou seja, seguem para os corpos d�água após passarem pela Estação Municipal deTratamento de Esgotos. As indústrias com lançamento direto de seus efluentes líquidos tratados paraos corpos d�água dispõem de estações de tratamento próprias.
Na tabela seguinte, estão as exigências para lançamento de efluentes na Alemanha.
TABELA 20: EXIGÊNCIAS PARA LANÇAMENTO DE EFLUENTES LÍQUIDOS TÊXTEIS - DIRETO EINDIRETO
Unidade
(a)
0,3 (1)
40 (1)
40 (4)
280 (3)
200 (5)
5 (6)
38.ª PortariaAdministrativa para
Produção Têxtil
ml/l
mg/l
m-1
m-1
m-1
mg/l
mg/l
mg/l
mg/l
Parâmetro Portaria Administrativa deâmbito geral de exigênciasmínimas no lançamento de
despejos em águas
Continua
LEGISLAÇÃO NACIONAL E INTERNACIONAL
LEGISLAÇÃO ALEMÃ5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
74
Continuação
8 Obs.: (a) Exigências válidas somente para lançamentos diretos.(b) Exigências para parâmetros tóxicos (AOX e metais pesados), válidas para lançamentos diretos e indiretos - tecnologia de
tratamento no Estado da Arte.(1) Amostra simples.(2) Para lançamentos diretos e à saída de Estações Municipais de Tratamento de Esgotos com lançamentos industriais indiretos.(3) Amostra simples qualificada ou amostra composta de duas horas.(4) A concentração máxima do conjunto desses metais é de 5 mg/l.(5) Amostra composta de 2 horas.(6) Amostra composta de 24 horas.
LEGISLAÇÃO NACIONAL E INTERNACIONAL
LEGISLAÇÃO ALEMÃ5
Unidade 38.ª PortariaAdministrativa para
Produção Têxtil
Parâmetro Portaria Administrativa deâmbito geral de exigênciasmínimas no lançamento de
despejos em águas
Soma- N- NH4, NO2,NO3
Fe
Al
Cu
Cr VI
Cr total
Ni
Zn
SO3-2
S-2
Cloro livre
NCs
Soma Aromáticos BTX
AOX
Toxicidade
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
Unidade detoxicidade
1 (3)
2 (4)
3 (4)
1 (4)
0,1 (4)
0,3 (4)
10 (4)
4 (4) 3 (5)
20 (3)
3 (3)
3 (4)
0,5 (4)
0,1 (4)
0,5 (3)
0,5 (3)
2 (3)
1 (3)
1 (3)
0,3 (3)
10 (3)
0,1 (3)
0,5 (3)
2 (3)
8

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
75
Em um sistema projetado, construído e operado de acordo com o Estado da Arte, é possível atingiros parâmetros constantes da tabela seguinte.
9 Obs.: (1) Amostra simples.(2) Compostos orgânicos halogenados adsorvíveis em carvão ativado.(3) Em caso de águas residuárias brutas acusarem valores acima dos especificados nesta tabela, os valores listados na tabela 1
devem ser observados para os efluentes dos pré-tratamentos.
AOX (2)
Soma de aromáticos (benzenos e homólogos)
Cobre
Níquel
Cromo total
Cromo VI
Zinco
TABELA 21: EXIGÊNCIAS DE ACORDO COM O ESTADO DA ARTE
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
mg/l
3
1
2
2
2
0,5
10
Parâmetro Unidade Padrão (1)
9
LEGISLAÇÃO NACIONAL E INTERNACIONAL
5.3 LEGISLAÇÃO AMERICANA
A legislação ambiental norte-americana, aplicada pela agência de proteção ambiental daquele país(Environmental Protection Agency - EPA), é particularizada para cada tipo de indústria, de acordocom o tipo de beneficiamento (acabamento). No caso da indústria têxtil, a referida legislação a classi-fica, ainda, de acordo com o tipo de produto que é produzido. Senão, veja-se:
� pré-tratamento de lã
� acabamento de lã
� processos de acabamento
� acabamento de tecidos planos
� acabamento de malhas
� acabamento de carpete
� acabamento de fios e fibras
� fabricação de não-tecidos
� fabricação de feltros
Em anexo, estão tabelados os valores limites de lançamento de efluentes em função do tipo de proces-so da empresa, conforme descrito acima. Contudo, diferentemente das legislações vistas anterior-mente, onde os parâmetros são fixados em concentrações, essa legislação (EPA) determina critériosdiferenciados, contemplando a carga em relação a quantidade de artigos têxteis produzida.
LEGISLAÇÃO AMERICANA5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
76
6 LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
O licenciamento ambiental de uma indústria têxtil existente ou a se instalar, deve considerar os pa-drões de lançamento e as reais necessidades do corpo receptor, para resguardar as suas característi-cas de uso exigidas. Isto quer dizer que, embora a indústria têxtil possa oferecer padrões de emissãodentro das especificações previstas, é preciso restringi-las e/ou adequá-las em favor da qualidade docorpo receptor.
Essa é uma cláusula de fundamental importância e deve estar bem caracterizada nas normas delicenciamento que a CPRH adotará.
Recomenda-se, ainda, utilizar os padrões constantes na resolução n.º 20 do CONAMA.
Em função das experiências acumuladas em várias estações de tratamento de efluentes líquidos deindústrias têxteis, indica-se alguns parâmetros de qualidade de efluentes finais factíveis de alcance,quais sejam:
DQO = 200 mg/l
DBO5,20
= 93% (eficiência)
Cor = 75 mg/l PtCo (aparente)
Para um limite de DQO igual a 200 mg/l é exigido um tratamento terciário. Digno de louvor o terceiroparágrafo da introdução deste documento, ao relacionar as exigências ambientais ao estágio de desen-volvimento regional e nacional. Desse modo, entende-se que o valor de 300 mg/l é mais adequado.Quanto a cor, o valor de 75 mgPt/l fixado pela Resolução CONAMA n.o 20 (18/06/86) como padrãode qualidade para os rios de classe 2 e 3, deve ser mantido. O padrão de emissão pode, por conseqü-ência, ser eliminado.
Além desses parâmetros, é necessário monitorar, também, outros indicadores de lançamento, atravésdas seguintes análises:
Análise de surfactantes: é um teste interessante sob o ponto de vista do meio ambiente e também daindústria, pois mede eventuais excessos de detergentes. Os surfactantes são substâncias tensoativasque reagem ao azul de metileno.
Análise de hidrocarbonetos: esse teste objetiva identificar poluentes utilizados na indústria têxtil, nota-damente na estamparia, onde ainda se emprega, em alguns casos, o varsol.
6.1 LICENCIAMENTO QUANTO AO PORTE DAS INDÚSTRIAS TÊXTEIS
Recomenda-se que o licenciamento ambiental de indústrias têxteis seja feito conforme o porte doestabelecimento.
Da classificação: sugere-se que a classificação do porte da indústria seja feita de acordo com a suacapacidade de produção, da seguinte forma:
� pequena indústria - até 100 toneladas por mês
LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
LICENCIAMENTO QUANTO AO PORTE DAS INDÚSTRIAS TÊXTEIS6

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
77
� média indústria - de 100 até 300 toneladas por mês
� grande indústria - acima de 300 toneladas por mês
Além disso, as indústrias têxteis, face a sua diversificada linha de produção, devem ser classificadas,também, de acordo com o seu potencial degradador. A seguir, a Tabela 22 sugere um tipo de classifi-cação que contempla a capacidade poluente da indústria.
101 Obs.: Descontar as quantidades recicladas.
Se S Líquido < 50 m3/h Þ Þ 150-100 m3/h Þ Þ 2> 100 m3/h Þ Þ 3
Se S Sólido < 1000 Kg/d Þ Þ 11000 - 3000 Kg/d Þ Þ 2> 3000 Kg/d Þ Þ 3
Se S Combustível < 500 Kg/d Þ Þ1500 - 1000 Kg/d Þ Þ 2> 1000 Kg/d Þ Þ 3
Se S pontos for 3 ou 4 \ pequena indústriaSe S pontos for 5 ou 6 \ média indústriaSe S pontos for 7, 8 ou 9 \ grande indústria
TABELA 22: GERAÇÃO DE RESÍDUOS POR ÁREA
Fiação
Tecelagem
Beneficiamento
Corte
Confecção
Utilidades
Somatório
Área
Abertura
Cardas
Penteadeiras
Filatórios
Pré-tratamento
Alvejamento
Tingimento
Acabamento
Estampagem
Caldeira
ETE
Sub-área Líquido (m3/h)
Sólido (kg/d)
Combustível(kg/d)
LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
LICENCIAMENTO QUANTO AO PORTE DAS INDÚSTRIAS TÊXTEIS5

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
78
DBO5,20
DQO
Vazão
Temperatura
PH
Oxigênio dissolvido
Cor (PtCo)
N Kjeldahl
P total
Óleos e graxas
Sólidos suspensos totais
Sólidos suspensos voláteis
Sólidos decantáveis
Microorganismos
6.2 RECOMENDAÇÕES DE ACORDO COM O PORTE
6.2.1 RELATÓRIOS DE AUTOMONITORAMENTO
Para as indústrias de pequeno porte, recomenda-se a elaboração de relatórios semestrais; para asindústrias de médio porte, indica-se relatórios quadrimestrais; e para as indústrias de grande porte,recomenda-se relatórios bimestrais.
A tabela a seguir especifica os parâmetros de automonitoramento que devem ser realizados paraindústrias de pequeno porte.
11 Obs.: 1. Efluente bruto: coletado na entrada do sistema de tratamento.2. Efluente tratado: coletado na saída do sistema de tratamento.3. Descarte de lodo.4. Processo intermediário, normalmente um sistema biológico.
TABELA 23: PARÂMETROS DE AUTOMONITORAMENTO PARA INDÚSTRIAS DE PEQUENO PORTE
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Composta
Composta
Simples
Simples
Simples
Simples
Simples
Composta
Composta
Composta
Simples
Simples
Simples
Simples
2 vezes ao mês
2 vezes ao mês
1 vez por turno
1 vez por turno
1 vez por turno
1 vez por mês
2 vezes ao mês
1 vez ao mês
1 vez ao mês
1 vez ao mês
1 vez por semana
1 vez por semana
1 vez por turno
1 vez por semana
1 1
Parâmetro 1 2 3 4 Tipo de amostra Freqüência
LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
RECOMENDAÇÕES DE ACORDO COM O PORTE6

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
79
A tabela a seguir especifica os parâmetros de automonitoramento que devem ser realizados paraindústrias de médio porte.
12 Obs.: 1. Efluente bruto: coletado na entrada do sistema de tratamento.2. Efluente tratado: coletado na saída do sistema de tratamento.3. Descarte de lodo.4. Processo intermediário, normalmente um sistema biológico.
TABELA 24: PARÂMETROS DE AUTOMONITORAMENTO PARA INDÚSTRIAS DE MÉDIO PORTE
DBO5,20
DQO
Vazão
Temperatura
PH
Oxigênio dissolvido
Cor (PtCo)
N Kjeldahl
P total
Óleos e graxas
Sólidos suspensos totais
Sólidos suspensos voláteis
Sólidos decantáveis
Microorganismos
Parâmetro 1 2 3 4 Tipo de amostra Freqüência
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Composta
Composta
Simples
Simples
Simples
Simples
Simples
Composta
Composta
Composta
Simples
Simples
Simples
Simples
1 vez por semana
1 vez por semana
1 vez por turno
1 vez por turno
1 vez por turno
2 vezes por mês
1 vez por semana
1 vez por mês
1 vez por mês
1 vez ao mês
2 vezes por semana
2 vezes por semana
1 vez por turno
2 vezes por semana
12
LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
RECOMENDAÇÕES DE ACORDO COM O PORTE6

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
80
A tabela a seguir especifica os parâmetros de automonitoramento que devem ser realizados paraindústrias de grande porte.
6.2.2 MEDIDORES DE VAZÃO
Há uma crescente necessidade de parâmetros quantitativos para medir as quantidades de efluenteslíquidos gerados, tanto sob o ponto de vista ambiental, quanto em relação aos fatores econômicos.
Para as indústrias de pequeno porte, recomenda-se a instalação de medidores do tipo Parshall (pré-fabricados) ou triangulares. Para as indústrias de médio e grande portes, indica-se a instalação demedidores automáticos com totalização. Os medidores de vazão mais indicados são os magnéticos,por serem precisos e de baixo custo. Esse parâmetro é de suma importância para um melhor desem-penho nos ajustes de sistemas de tratamento de efluentes.
O local para instalação dos medidores de vazão em um sistema de tratamento de efluentes líquidosdeve ser um ponto na entrada da estação que receba todos os efluentes (no caso de eventuais múlti-plas fontes). Quando a estação possuir um sistema de equalização de vazão, pode-se optar pela insta-lação do medidor de vazão diretamente na tubulação de saída do tanque de equalização (normalmentepor bombeamento).
DBO5,20
DQO
Vazão
Temperatura
PH
Oxigênio Dissolvido
Cor (PtCo)
N Kjeldahl
P total
Óleos e graxas
Sólidos suspensos Totais
Sólidos suspensos Voláteis
Sólidos decantáveis
Microorganismos
TABELA 25: PARÂMETRO DE AUTOMONITORAMENTO PARA INDÚSTRIAS DE GRANDE PORTE
Parâmetro 1 2 3 4 Tipo de amostra Freqüência
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Composta
Composta
Simples
Simples
Simples
Simples
Simples
Composta
Composta
Composta
Simples
Simples
Simples
Simples
2 vezes a semana
2 vezes a semana
1 vez por turno
1 vez por turno
1 vez por turno
1 vez por semana
3 vezes a semana
quinzenal
quinzenal
1 vez ao mês
3 vezes por semana
3 vezes por semana
1 vez por turno
3 vezes por semana
13
13 Obs.: 1. Efluente bruto: coletado na entrada do sistema de tratamento.2. Efluente tratado: coletado na saída do sistema de tratamento.3. Descarte de lodo.4. Processo intermediário, normalmente um sistema biológico.
LICENCIAMENTO AMBIENTAL PARA EMPRESAS TÊXTEIS
RECOMENDAÇÕES DE ACORDO COM O PORTE6

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
81
6.2.3 OUTRAS INFORMAÇÕES
Na fase de licenciamento, as indústrias novas já devem prever qual a tecnologia indicada para a depu-ração de seus diversos efluentes. A indústria deve fornecer um pré-dimensionamento das diversasetapas de tratamento, assim como descrever as premissas de dados utilizadas. Deve, também, des-crever as medidas previstas quanto a reciclagem ou reusos dos diversos resíduos (sólidos e líquidos)que serão gerados, assim como medidas preventivas de redução na emissão de poluentes gasosos.
A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS 6RECOMENDAÇÕES DE ACORDO COM O PORTE

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
82
7 A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS
A data da visita de fiscalização deve ser estabelecida aleatoriamente, dentro da freqüência determinadapela instituição ambiental e sem aviso prévio à indústria inspecionada.
O profissional responsável pela fiscalização deve coletar todas as informações necessárias à checagemambiental da empresa. Essas informações devem ser relatadas em formulários específicos, de formaclara e objetiva, e as evidências levantadas devem ser comprovadas por amostras, fotos, copia dedocumentos, etc.
7.1 PREPARAÇÃO DA VISTORIA
Sugere-se, antes da realização da visita de vistoria, a verificação dos seguintes pontos :
� �Layout� geral da empresa a ser fiscalizada, com a identificação das etapas do processo;
� Processo de licenciamento;
� Projeto de tratamento de todos os resíduos - encaminhado ao órgão de controle ambiental -e especificação detalhada dos seus pontos de lançamento final;
� Histórico ambiental da empresa (reclamações, autuações anteriores, renovação da licença deoperação, etc.);
� Preparo de equipamentos de amostragem (calibragem) e fotográfico;
� Agendamento com o laboratório analítico do órgão de controle ambiental;
� Verificação dos relatórios de automonitoramento; e
� Identificação da(s) pessoa(s) para contato na empresa.
7.2 PASSOS DA VISTORIA
1o PASSO: CONTATO COM O RESPONSÁVEL PELA INDÚSTRIA
O primeiro passo no processo de vistoria é o contato inicial do fiscal com o responsável pela empresaperante o órgão de controle ambiental.
Esse contato inicial visa obter informações sobre a produção, consumo de combustível, diversificaçãode produtos, mudanças operacionais e de processo que possam ter ocorrido desde a última vistoria.
Devem ser solicitados gráficos de variação de efluente líquido bruto e tratado, bem como os últimosboletins de controle da estação de tratamento. A geração e o sistema de tratamento de resíduos sólidosdevem ter boletins atualizados e serem analisados. Os processos de geração de poluentes atmosféricos,como caldeiras de vapor, devem ter registrados seus parâmetros de controle mais importantes.
Todas as informações devem ser anotadas pelo fiscal.
2º PASSO: VISITA DE CAMPO
A visita de campo deve considerar uma averiguação detalhada das condições da unidade industrial.
As informações prestadas no 1.º passo são agora verificadas nos diversos pontos da indústria, emespecial nos locais considerados mais importantes.
A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS7PREPARAÇÃO DA VISTORIA

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
83
As amostras devem ser coletadas na saída do sistema de tratamento de efluentes, nos drenados dossistemas de desidratação de lodos e aterros sanitários.
As canalizações de águas pluviais ou qualquer tubulação não ligada ao sistema de tratamento de efluentesdevem ser sempre verificadas, com muita atenção, pois podem estar poluídas com ligações de despe-jos industriais. Em caso de dúvida, coletar uma amostra para análise.
3º PASSO: RELATÓRIO DE VISTORIA
Todas as informações levantadas e amostras coletadas devem ser apresentadas ao responsável pelaempresa, que deve assinar o Relatório de Vistoria, juntamente com o fiscal do órgão ambiental..
O relatório de vistoria deve ser objetivo e livre de considerações pessoais. É importante que possuainformações detalhadas da visita realizada, das amostras coletadas e das observações feitas, além defotografias e declarações (assinadas) de pessoas envolvidas nos problemas levantados.
O principal objetivo do relatório de vistoria é conter informações factuais e relevantes, escritas demaneira clara e objetiva, de maneira que possa ser usado como documento no caso de comprovaçãode uma infração.
Infrações solicitadas pelo relatório, conforme formulário correspondente no Manual de FiscalizaçãoAmbiental:
� Nome da empresa
� Endereço
� Nome da pessoa para contato
� Data da fiscalização
� Nome do fiscal
� Observações relevantes no processo produtivo
� Observações quanto ao tratamento de efluente líquidos, emissões gasosas e disposições deresíduos sólidos
� Verificação dos pontos de emissão de poluentes e indicações dos pontos coletados
� Irregularidades observadas
� Indicação das planilhas e boletins avaliados e indicação dos seus pontos principais
� Assinatura do fiscal e do representante da empresa
� Anexar boletins, laudos, planilhas, fotografias e documentos levantados
7.3 AMOSTRAGEM E MEDIÇÃO
Recomenda-se que em cada vistoria o fiscal avalie a situação ambiental da empresa, sob o ponto devista de uma abordagem global, isto é, todos os pontos possíveis de causar poluição devem serverificados. O fiscal deve estar munido de equipamentos de amostragem e medição para comprovarpossíveis irregularidades. É mais fácil realizar amostragens e medições em efluentes líquidos do queem emissões atmosféricas e resíduos sólidos, que exigem o transporte de vários equipamentos. Nãose pode carregar rotineiramente todo o equipamento necessário para uma amostragem de chaminé,mas pode-se levar alguns equipamentos leves para análise e amostragem de despejos líquidos.
A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS
AMOSTRAGEM E MEDIÇÃO7

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
84
O fiscal deve estar apto a realizar amostragens e análises básicas ou ser acompanhado de um amostrador,para que nenhuma vistoria seja prejudicada e que se possa comprovar qualquer infração relacionada alançamentos irregulares. É muito demorado e caro deslocar uma equipe especial para amostragem eanálise local. Isso se justifica apenas quando se quer fazer uma avaliação mais detalhada do processoprodutivo e das diversas etapas de um sistema de tratamento de efluentes líquidos, de uma amostragemde poluentes atmosféricos ou de um sistema de tratamento e disposição de resíduos sólidos.
Os principais equipamentos recomendados para uma vistoria de rotina são :
� Potenciômetro portátil
� Medidor de oxigênio dissolvido
� Termômetro
� Frascos de polietileno ou vidro
� Caixa para transporte de amostras com gelo
� Reagentes químicos para preservação de amostras
� Vestimentas de proteção (óculos, luvas e botas)
� Máquina fotográfica
As amostras devem ser coletadas em pontos de alta turbulência - para garantir boa mistura - na saídade uma calha Parshal ou vertedouro.
Para sistemas de tratamento com grande tempo de retenção hidráulica (lagoas aeradas e de estabiliza-ção), basta uma amostra simples, na saída, para avaliar o enquadramento nos padrões de emissão. Nocaso de sistemas compactos (lodos ativados, filtros biológicos e processos anaeróbios), é convenien-te que a amostra seja composta por várias horas (1 turno de trabalho, pelo menos).
Temperatura, pH, vazão e gases dissolvidos devem ser medidos no local da amostragem, enquantopara os demais parâmetros deve haver preservação das amostras, segundo as normas do �StandardMethods�.
7.4 PROCEDIMENTOS GERAIS
Estão descritos, a seguir, alguns pontos importantes a serem checados durante a fiscalização, paraidentificação de eventuais modificações nos processos produtivos e nos sistemas de tratamento deefluentes líquidos e gasosos.
� Percorrer todas as instalações produtivas e solicitar esclarecimentos, quando necessário,sobre o que é processado no momento. Esses esclarecimentos podem ser tratados direta-mente com os operadores, e, na hipótese de detectar-se divergências entre o que prevê olicenciamento ambiental e o que é realmente produzido, deve-se discutir com o responsávelpela indústria as implicações relativas aos aspectos do meio ambiente.
� Nos sistemas de geração de vapor, verificar possíveis vazamentos de óleo, de vapor oucondensado, fumaça de chaminé (exceto nos momentos em que ocorre a ignição dosqueimadores a óleo) e presença de fuligem no chão próximo à casa das caldeiras. Na ocorrên-cia de algum desses fenômenos, discutir o fato com a pessoa indicada pela indústria e procuraridentificar, em conjunto, causas e soluções.
A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS
PROCEDIMENTOS GERAIS7

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
85
� Nos sistemas de tratamento de efluentes líquidos, inicialmente, deve-se analisar a planilha decontrole operacional em busca de eventuais distorções nos seus dados. As oscilações devalores que porventura surgirem devem ser tratadas junto ao responsável pela empresa (in-clusive as prováveis causas), que deve informar quais as medidas que foram ou estão sendotomadas a fim de minimizar os efeitos sobre o meio ambiente.
� Em checagens de reconhecimento prévio de sistemas de tratamento de efluentes, especial-mente em sistemas biológicos a lodos ativados, atentar para o tópico seguinte, cujos proble-mas ali descritos constituem indicativos de desajustes operacionais e têm, como conseqüên-cia, possível diminuição da eficiência das diversas etapas do tratamento.
� Problemas comumente encontrados por falhas operacionais do sistema: mau cheiro, lodoflotado no decantador, arraste de lodo junto ao efluente tratado, efluente final túrbido e espu-ma no tanque de aeração.
A FISCALIZAÇÃO NAS EMPRESAS TÊXTEIS
PROCEDIMENTOS GERAIS

REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. CB 11: Fibras Têxteis: Classificação, Termino-logia e Simbologia. 1975.
BEITELSMANN, Dieter. Untersuchugen zur optimierung der biologischen und weitergehendenreinigung ron textilabwasser gemeinsam mit hauslichen abwasser. Alemanha, 1987. (Disserta-ção apresentada à Technische Hochschule).
BAZZO, Edson. Geração de vapor. Santa Catarina: UFSC. 1992.
BRASIL. Ministério de Estado da Agricultura. Portaria 55, de 09 de fevereiro de 1990
COLOR INDEX. England: The Society of Dyers and Colourists. s/d.
COMPANHIA DE TECNOLOGIA DE SANEAMENTO MBIENTAL.Tratamento das águasresiduárias da industria têxtil. São Paulo, 2000. (Notas de aula).
CONSELHO NACIONAL DO MEIO AMBIENTE. Resolução 20: Classificação das águas doces, sa-lobras e salinas do Território Nacional. 1986.
DAHLHANS; DAMRATH. Wasserversorgung. Ed. B.G. Teusnerstuttgart. 1982.
ENDRESS; HAUSER. Abwasser mess-und regeltechnik. Suiça, 1992.
EPA. Profile of the textile industry. 1997. 310R � 97 � 009.
______. Manual best management practices for pollution control in the textil industry. 1996.625R � 96/004.
ESTRUTURA e mecanismo de ação de produtos químicos no processo têxtil. Florianópolis:PROEN. s/d.
HOSANG; BISCHOI. Abwassertechnik. Alemanha: B.G. Teusner/ Stuttgart. 1993.
NEMEROW, Nelson: VAN NOSTRAND, Reynold. Industrial and hazardous wastetreatment.s.n.t. ISBN 0-442-31934-7.
PREVENCION de la contaminación. Texas: Houston. s/d.
QUÍMICA TÊXTIL. Barueri nº 46, março. 1997.
_____. Barueri nº 44, jun.1996.
_____. Barueri nº 42, mar.1996.
REVISTA TÊXTIL. São Paulo: Ed. R. da Silva Hwydu, nº 01.1996.

RIO DE JANEIRO (ESTADO). Fundação Estadual de Engenharia do Meio Ambiente. NT 202 ; Crité-rios e padrões para lançamento de efluentes líquidos. 1986.
_____.____.DZ 205: Diretrizes de controle da carga orgânica em efluentes de origem industrial.1986.
SÃO PAULO (ESTADO). Decreto nº 8468, de 08 de setembro de 1976, que dispõe sobre a preven-ção e o controle da poluição do meio ambiente.
SCHOMBERGER, Harald. Prevenção e redução da poluição na industria têxtil. São Paulo:SENAI,2000.
SULZER AR CONDICIONADO. Economia de energia em instalações de climatização comágua gelada. s.n.t. (Apostila de curso).


ANEXO 1
FLUXOGRAMAS


PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
91
FLUXOGRAMA A - FLUXOGRAMA DA CENTRAL DE TRATAMENTO DE AR (CIRCUITOCONVENCIONAL)
FLUXOGRAMAS
ANEXO 1
TA
RIF
AM
OT
ORE
S EM
OPE
RAÇ
ÃO
PON
TA
FORA
DE
PON
TA
1 A
10
1 A
10
LEG
END
A
CEN
T. 1
/II;
UN
IDA
DE
REFR
IGER
AD
ORA
CEN
TRA
L A
/B;
CEN
TRA
L D
E T
RATA
MEN
TO
DE
AR
TO
RRE
1/2;
TO
RRE
DE
RESF
RIA
MEN
TO
BAC
IA:
BAC
IA D
E A
CU
MU
LAÇ
ÃO
DE
ÁG
UA
GEL
AD
A E
AQ
UEC
IDA

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
92
FLUXOGRAMA B - FLUXOGRAMA DA CENTRAL DE TRATAMENTO DE AR (CIRCUITOCOM ACUMULAÇÃO DE GELO)
FLUXOGRAMAS
ANEXO 1
TA
RIF
AM
OT
ORE
S EM
OPE
RAÇ
ÃO
PON
TA
FORA
DE
PON
TA
7, 8
, 9,
10,
14,
15
1 A
15
LEG
END
A
TO
RRE
1/2/
3: T
ORR
E D
E RE
SFRI
AM
ENT
O
CEN
TRA
L A
/B:
CEN
TRA
L D
E T
RATA
MEN
TO
DE
AR
CEN
TRA
L 1/
II: U
NID
AD
E RE
FRIG
ERA
DO
RA
GEL
O:
UN
IDA
DE
REFR
IGER
AD
ORA
DE
GEL
O
M: M
OT
OR
T: T
ERM
OST
ATO

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
93
FLUXOGRAMA C - FLUXOGRAMA DE PRODUÇÃO DE �JEANS�
FLUXOGRAMAS
ANEXO 1
LEG
END
A
1 -
VA
POR
2 -
ÁG
UA
3 A
R C
LIM
ATIZ
AD
O4
EFLU
ENT
E LÍ
QU
IDO
5 RE
SÍD
UO
S SÓ
LID
OS
6 EM
ISSÕ
ES G
ASO
SAS
7 PR
OD
UT
OS
QU
ÍMIC
OS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
94
FLUXOGRAMA D - FLUXOGRAMA DO PROCESSO DE PRODUÇÃO DE ARTIGOS DEMALHARIA
FLUXOGRAMAS
ANEXO 1
LEG
END
A
1 -
VA
POR
2 -
ÁG
UA
3 A
R C
LIM
ATIZ
AD
O4
EFLU
ENT
E LÍ
QU
IDO
5 RE
SÍD
UO
S SÓ
LID
OS
6 EM
ISSÕ
ES G
ASO
SAS
7 PR
OD
UT
OS
QU
ÍMIC
OS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
95
FLUXOGRAMA E - FLUXOGRAMA DE PRODUÇÃO DE TECIDOS PLANOS / FELPUDOS
FLUXOGRAMAS
ANEXO 1
LEG
END
A
1 -
VA
POR
2 -
ÁG
UA
3 A
R C
LIM
ATIZ
AD
O4
EFLU
ENT
E LÍ
QU
IDO
5 RE
SÍD
UO
S SÓ
LID
OS
6 EM
ISSÕ
ES G
ASO
SAS
7 PR
OD
UT
OS
QU
ÍMIC
OS


ANEXO 2
TABELAS DAS LIMITAÇÕES PARALANÇAMENTO DE EFLUENTES NOS
ESTADOS UNIDOS DA AMÉRICA (EPA)


PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
99
Tabela A-1: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE PRÉ-TRATAMENTO DE LÃ - MELHOR TÉCNICA DE CONTROLE DISPONÍVEL (BPT)
BPT Limitações
DBO
DQO
SS
Óleo e graxas
Sulfetos
Fenol
Cromo total
PH
10,6
138,0
32,2
7,2
0,20
0,10
0,10
(\1\)
5,3
69,0
16,1
3,6
0,1
0,0
0,0
(\1\)14
14 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo.
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário durante 30
dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
TABELA A-2: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE PRÉ-TRATAMENTO DE LÃ - MELHOR TECNOLOGIA ECONÔMICA REALIZÁVEL (BAT)
DQO
Sulfetos
Fenol
Cromo total
138,0
0,20
0,10
0,10
69,0
0,1
0,0
0,0
BAT LimitaçõesPoluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário durante 30
dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
100
TABELA A-3: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE PRÉ-TRATAMENTO DE LÃ - NOVAS FONTES (NSPS)
15 Obs.: \1\ Dentro da faixa de 6.0 a 9.0 em todo o tempo16 Obs.: \1\ Dentro da faixa de 6.0 a 9.0 em todo o tempo
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
3,6
52,4
30,3
0,20
0,10
0,10
(\1\)
1,9
33,7
13,5
0,1
0,0
0,0
(\1\)
15
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
TABELA A-4: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABAMENTODE LÃ - MELHOR TÉCNICA DE CONTROLE DISPONÍVEL (BPT)
BPT Limitações
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
22,4
163,0
35,2
0,28
0,14
0,14
(\1\)
11,2
81,5
17,6
0,1
0,0
0,0
(\1\)16
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
101
TABELA A-5: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABAMENTODE LÃ - MELHOR TÉCNICA ECONÔMICA REALIZÁVEL (BAT)
BAT Limitações
DQO
Sulfetos
Fenol
Cromo total
163,0
0,28
0,14
0,14
81,5
0,1
0,0
0,0
17 Obs.: \1\ Dentro da faixa de 6.0 a 9.0 em todo o tempo
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
ANEXO 2
TABELA A-6: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABAMENTODE LÃ - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
10,7
113,8
32,3
0,28
0,14
0,14
(\1\)
5,5
73,3
14,4
0,1
0,0
0,0
(\1\)17
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.) de lã
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
102
18 Obs.: \1\ Dentro da faixa de 6.0 a 9.0 em todo o tempo
TABELA A-7: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE BAIXOCONSUMO DE ÁGUA - MELHOR TÉCNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
BPT Limitações
DBO5
DQO
SS
PH
1,4
2,8
1,4
(\1\)
0,0
1,0
0,0
(\1\)13
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-9: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE BAIXOCONSUMO DE ÁGUA - MELHOR TECNOLOGIA ECONÔMICA REALIZÁVEL (BAT)
DQO 2,8 1,0
BAT LimitaçõesPoluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
ANEXO 2
TABELA A-8: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE TECELAGEMA JATO DE ÁGUA - MELHOR TECNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
DBO5
DQO
SS
PH
8,9
21,3
5,5
(\1\)
4,0
13,0
2,0
(\1\)
18
BPT LimitaçõesPoluente ou propriedade
do poluente Máximo durantequalquer dia
Média do valor diário durante 30dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
103
TABELA A-10: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE TECELAGEMA JATO DE ÁGUA - MELHOR TÉCNOLOGIA DE CONTROLE DISPONÍVEL (BAT)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário durante 30
dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
BAT Limitações
DQO 21,3 13,0
TABELA A-12: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE TECELAGEMA JATO DE ÁGUA - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
PH
8,9
21,3
5,5
(\1\)
4,0
13,0
2,0
(\1\)15
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-11: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE BAIXOCONSUMO DE ÁGUA - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
PH
1,4
2,8
1,4
(\1\)
0,0
1,.0
0,0
(\1\)19
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
19 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
104
TABELA A-13: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE BAIXOCONSUMO DE ÁGUA - MELHOR TÉCNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário durante 30
dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
6,6
60,0
17,8
0,20
0,10
0,10
(<SUP>1)
3,3
30,0
8,9
0,1
0,0
0,0
BPT Limitações
15
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-14: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE TECELAGEMSIMPLES - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
3,3
41,7
8,8
0,20
0,10
0,10
(\1\)
1,7
26,9
3,9
0,1
0,0
0,0
(\1\)20
20 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
105
TABELA A-15: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE TECELA-GEM COMPLEXA - NOVAS FONTES (NSPS)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
3,7
68,7
14,4
0,20
0,10
0,10
(\1\)
1,9
44,2
6,4
0,1
0,0
0,0
(\1\)
16
21 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo
ANEXO 2
TABELA A-16: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DEDESENGOMAGEM - NOVAS FONTES (NSPS)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
5,5
59,5
15,6
0,20
0,10
0,10
(\1\)
2,8
38,3
6,9
0,1
0,0
0,0
(\1\)21
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)
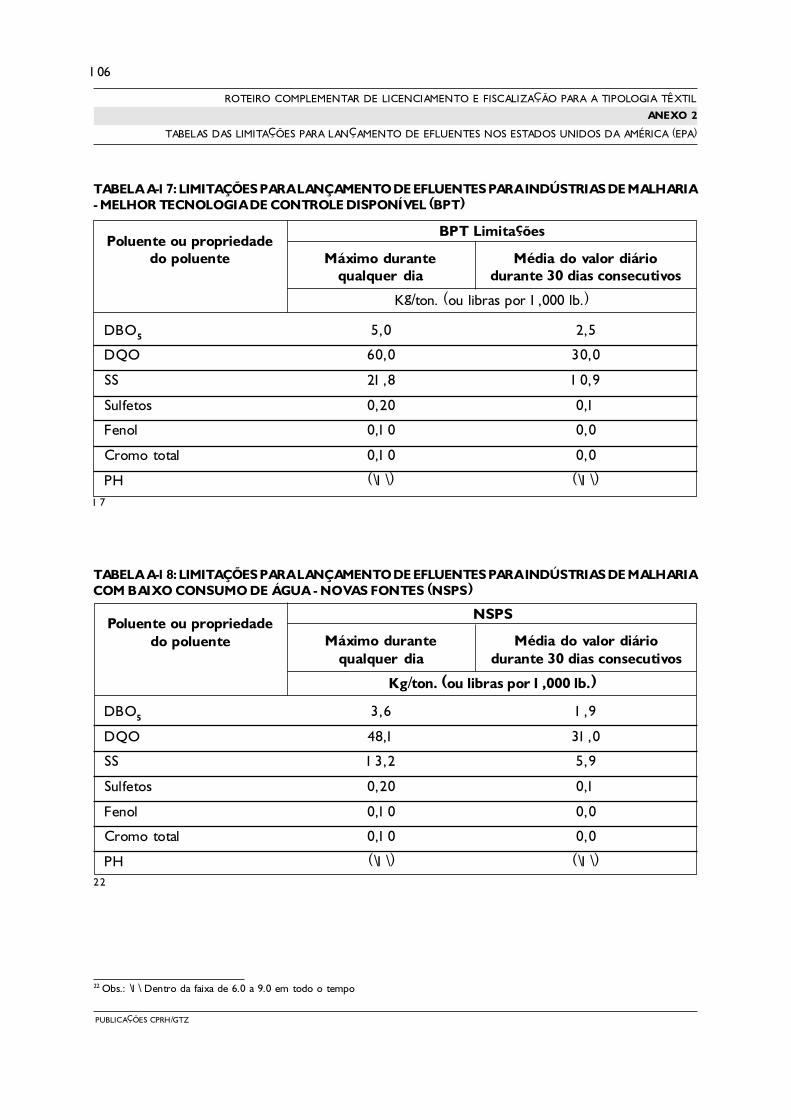
PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
106
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-17: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE MALHARIA- MELHOR TECNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
BPT Limitações
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
5,0
60,0
21,8
0,20
0,10
0,10
(\1\)
2,5
30,0
10,9
0,1
0,0
0,0
(\1\)17
22 Obs.: \1\ Dentro da faixa de 6.0 a 9.0 em todo o tempo
ANEXO 2
TABELA A-18: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE MALHARIACOM BAIXO CONSUMO DE ÁGUA - NOVAS FONTES (NSPS)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
3,6
48,1
13,2
0,20
0,10
0,10
(\1\)
1,9
31,0
5,9
0,1
0,0
0,0
(\1\)22
NSPS
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
107
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-19: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE MALHARIACOM OPERAÇÕES COMPLEXAS - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
4,8
51,0
12,2
0,20
0,10
0,10
(\1\)
2,5
32,9
5,4
0,1
0,0
0,0
(\1\)18
TABELA A-20: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABA-MENTO DE CARPET - MELHOR TECNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
BPT Limitações
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
7,8
70,2
11,0
0,08
0,04
0,04
(\1\)
3,9
35,1
5,5
0,0
0,0
0,0
(\1\)
23
23 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
108
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-21: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABA-MENTO DE CARPET - NOVAS FONTES (NSPS)
NSPS Limitações
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
4,6
26,6
8,6
0,08
0,04
0,04
(<SUP>1)
2,4
17,1
3,8
0,0
0,0
0,0
19
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-22: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DEACABAMENTO DE FIOS E FIBRAS - MELHOR TECNOLOGIA DE CONTROLE DISPONÍVEL (BPT)
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
6,8
84,6
117,4
0,24
0,12
0,12
(\1\)
3,4
42,3
8,7
0,1
0,0
0,0
(\1\)
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)
BPT Limitações

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
109
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-23: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DE ACABA-MENTO DE FIOS E FIBRAS - MELHOR TÉCNICA ECONÔMICA REALIZÁVEL (BAT)
BAT Limitações
DQO
Sulfetos
Fenol
Cromo total
84,6
0,24
0,12
0,12
12,3
0,1
0,0
0,0
Poluente ou propriedadedo poluente Máximo durante
qualquer diaMédia do valor diário
durante 30 dias consecutivos
Kg/ton. (ou libras por 1,000 lb.)
TABELA A-24: LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES PARA INDÚSTRIAS DEACABAMENTO DE FIOS E FIBRAS - NOVAS FONTES (NSPS)
NSPS
DBO5
DQO
SS
Sulfetos
Fenol
Cromo total
PH
3,6
33,9
9,8
0,24
0,12
0,12
(\1\)
1,9
21,9
4,4
0,1
0,0
0,0
(\1\)25
24 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo25 Obs.: \1\ Dentro da faixa de 6.0 a 9.0, em todo o tempo
ANEXO 2
TABELAS DAS LIMITAÇÕES PARA LANÇAMENTO DE EFLUENTES NOS ESTADOS UNIDOS DA AMÉRICA (EPA)


ANEXO 3
FOTOS


PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
113
FOTO 1: Engomadeira
Foto 2: Tear Plano
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
114
Foto 4: Central Automática de Preparo de Pastas para Estamparia
ANEXO 3
FOTOS
Foto 3: Central Automática de Preparo de Pastas para Estamparia

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
115
Foto 5: Central de Pesagem Automática de Produtos Químicos
Foto 6: Secador
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
116
Foto 7: Máquina de Estampar à Cilindros - Contínua
Foto 8: Máquina de Estampar à Quadros - Contínua
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
117
Foto 9: Filatório a Rotor (Open-End)
Foto 10: Filatório de Anéis (Convencional Automatizada)
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
118
Foto 11: Tear para Confecção de Cordas
Foto 12: Passadeira ou Reunideira
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
119
Foto 13: Máquina de Tingir
Foto 14: Máquina para Gravação de Cilindros - Automatizada
ANEXO 3
FOTOS
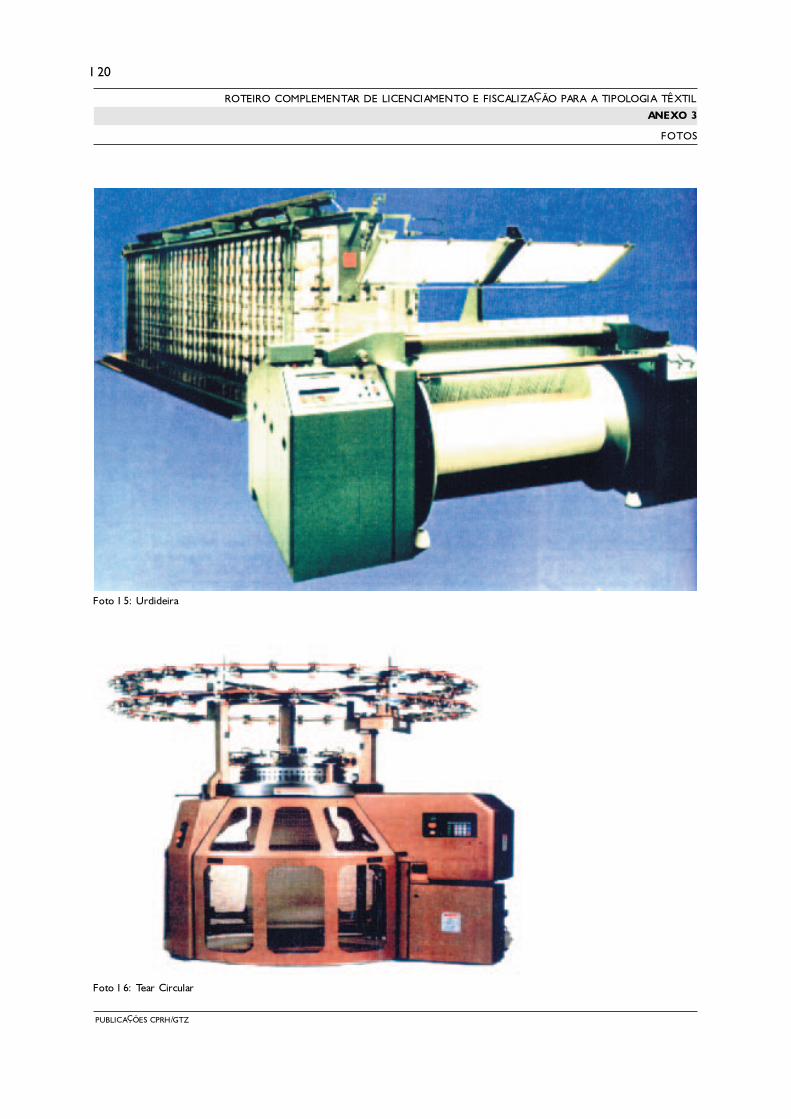
PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
120
Foto 15: Urdideira
Foto 16: Tear Circular
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
121
Foto 17: Cardas
Foto 18: Esquema de Funcionamento de Filatório à Aneis (Convencional)
ANEXO 3
FOTOS

PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
122
Foto 19: Esquema de Funcionamento de Filatório à Rotor (Open-End)
ANEXO 3
FOTOS

ANEXO 4


PUBLICAÇÕES CPRH/GTZ
ROTEIRO COMPLEMENTAR DE LICENCIAMENTO E FISCALIZAÇÃO PARA A TIPOLOGIA TÊXTIL
125
ASSUNTO: AVALIAÇÃO DA DEGRADABILIDADE DE DETERGENTES ANIÔNICOS
NORMA TÉCNICA NEOTEXNEOTEX CONSULTORIA ENERGÉTICA E AMBIENTAL LTDA
EMISSÃO: 22/09/99 REVISÃO: 01 DATA REV.:
NTN � 018
Referência: EPA/625/R-96004 � Item 3.12.12 BOD Testing for Specialty Chemicals
Aplica-se para a determinação da biodegradabilidade de detergentes e outros compostos químicos.
Compreende a realização de teste de DBO20,14, isto é, a 20oC e 14 dias.
Conhecidas as concentrações do composto químico, ao início e ao fim (após 14 dias), determina-se aporcentagem degradada (PD).
PD = (1 - C14
/C0) X 100
onde:
C14 � concentração do composto após 14 dias;
C0 � concentração do composto no instante inicial.
A chave passa a ser a seguinte:
Para PD>80%
composto facilmente degradável
Para 50<PD<80%
composto de degradabilidade moderada
Para PD<50%
degradabilidade difícil
Anexo 4