ronaldo camara cavalcante - livros grátislivros01.livrosgratis.com.br/cp118361.pdf · determinada...
TRANSCRIPT
UNIVERSIDADE FEDERAL FLUMINENSE CENTRO TECNOLÓGICO
MESTRADO EM ENGENHARIA DE PRODUÇÃO
RONALDO CAMARA CAVALCANTE
MELHORIA DE PROCESSOS UTILIZANDO PRINCÍPIOS DA PRODUÇÃO LEAN: UM ESTUDO DE CASO
NITERÓI 2009

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

ii
RONALDO CAMARA CAVALCANTE
MELHORIA DE PROCESSOS UTILIZANDO PRINCÍPIOS DA PRODUÇÃO LEAN: UM ESTUDO DE CASO
Orientador: Prof. Dr. RUBEN HUAMANCHUMO GUTIERREZ
NITERÓI 2009
Dissertação apresentada ao Curso de Mestrado em Engenharia de Produção da Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Mestre em Engenharia de Produção

iii
RONALDO CAMARA CAVALCANTE
MELHORIA DE PROCESSOS UTILIZANDO PRINCÍPIOS DA PRODUÇÃO LEAN: UM ESTUDO DE CASO
Dissertação apresentada ao Curso de Mestrado em Engenharia de Produção da Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Mestre em Engenharia de Produção.
Aprovada em Dezembro de 2009
BANCA EXAMINADORA ______________________________________________________________________________
Ruben Huamanchumo Gutierrez, D.Sc. Universidade Federal Fluminense
______________________________________________________________________________ Helder Gomes Costa, D.Sc.
Universidade Federal Fluminense
______________________________________________________________________________ Julio Nichioka, D.Sc.
Universidade do Estado do Rio de janeiro
iv
AGRADECIMENTOS
A Deus, acima de tudo, por ter me dado força, garra e perseverança para vencer mais
este desafio.
Aos meus pais, cujo apoio e estímulo foram imprescindíveis para que pudesse concluir
mais esta etapa da minha vida.
A minha esposa, Aline Rodrigues Zaram e filha, Ana Clara Cavalcante que me
apoiaram bastante no decorrer do projeto.
Ao professor Dr. Rubens H. Gutierrez, pela paciência e ajuda durante o tempo que
tivemos para desenvolver este trabalho. Suas críticas e sugestões contribuíram para que um
melhor resultado final pudesse ser obtido.
A Sra. Roberta Braga Neves, que forneceu importante contribuição para o
desenvolvimento deste trabalho.
A todos que, esquecidos aqui, contribuíram direta ou indiretamente para a elaboração
desta obra.

v
"O rio atinge os seus objetivos porque
aprendeu a contornar os obstáculos".
Autor Desconhecido
vi
RESUMO
Este trabalho aborda um estudo de caso, onde é realizada uma análise dos processos de
determinada indústria do setor de construção e montagem de equipamentos do setor de óleo e
gás, realizando em seguida uma busca teórica que permita dar suporte a estratégias de
melhorias nos processos utilizando princípios da filosofia Lean seis sigma, verificando ser
possível utilizar ferramentas analíticas de análise dos processos para obter um status apurado
dos mesmos e conseguir tratar suas causas usando diagrama de Ishikawa gerando assim um
incremento significativo de produtividade em dois projetos estudados simultaneamente,
controlando sua evolução através de metodologias de gestão de projetos.
Palavras-chave: Lean seis sigma, melhoria de processos, gestão

vii
ABSTRACT
This work discusses a case study, where it’s held processes analysis in a industry of
construction and installation equipment, in the oil and gas sector and then a theoretical search
that allows to develop strategies for improving the processes using the principles of Lean six
sigma philosophy, proving be possible to use analytical tools for analyzing the processes to
obtain an accurate status of them and able to treat their causes using Ishikawa’s diagram
generating a yield increase in two projects studied simultaneously and controlling its
evolution through management projects methodologies.
Keywords: Lean six sigma, management, process improvement

viii
SUMÁRIO
1 INTRODUÇÃO .............................................................................................................................. 1
1.1 PROBLEMA DE PESQUISA .................................................................................................. 3
1.2 RELEVÂNCIA DO ESTUDO .................................................................................................. 4
1.3 OBJETIVO .............................................................................................................................. 4
1.3.1 OBJETIVOS GERAIS........................................................................................................... 4
1.3.2 OBJETIVOS ESPECIFICOS ................................................................................................. 4
2 METODOLOGIA DE PESQUISA .................................................................................................. 6
3 REFERENCIAL TEÓRICO ...........................................................................................................10
3.1 PDCA .....................................................................................................................................10
3.2 DIAGRAMA DE ISHIKAWA ................................................................................................13
3.3 ESTRUTURA ANÁLITICA DE PROJETO ............................................................................14
3.3 SEIS SIGMA ..........................................................................................................................16
3.4 FMEA (FAILURE MODE AND EFFECTIVE ANALYSES) ..................................................19
3.5 LEAN PRODUCTION ............................................................................................................21
3.6 LEAN SEIS SIGMA ...............................................................................................................26
4 ESTUDO DE CASO ......................................................................................................................32
4.1 DESCRIÇÃO DOS PROCESSOS ...........................................................................................34
4.3 FONTES DE CUSTOS DOS PROCESSOS ............................................................................38
5 ANÁLISES E DISCUSSÕES.........................................................................................................40
5.1 DMAIC ...................................................................................................................................40
5.2 ANÁLISE DOS PROCESSOS (FMEA) ..................................................................................42
5.3 MEDIÇÃO E CONTROLE DE MELHORIAS ........................................................................58
6 CONCLUSÕES .............................................................................................................................67
7 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................................69

ix
LISTA DE FIGURAS
Figura 1 – Visão sistêmica .................................................................................................................. 2
Figura 2 – Organização vista como um sistema................................................................................... 3
Figura 3-Fluxograma de pesquisa bibliográfica ................................................................................... 7
Figura 4 - Filtro de referências ............................................................................................................ 8
Figura 5 - Filtro final ........................................................................................................................... 8
Figura 6 - Fluxograma de pesquisa (2) ................................................................................................ 9
Figura 7 – PDCA ................................................................................................................................11
Figura 8 – Rodando o PDCA ...............................................................................................................11
Figura 9 - Diagrama de Ishikawa ........................................................................................................14
Figura 10 - Esquema da EAP ..............................................................................................................15
Figura 11 - A cadeia de valor interna .................................................................................................24
Figura 12 – Níveis de processo ..........................................................................................................28
Figura 13 - Gestão de Processos e por processos ...............................................................................29
Figura 14 – Abordagem por processos ..............................................................................................30
Figura 15 - Macro processos produtivos ............................................................................................33
Figura 16 – Melhoria contínua ..........................................................................................................41
Figura 17 - Diagrama de Ishikawa ......................................................................................................47
Figura 18 - Layout inicial....................................................................................................................48
Figura 19 - Novo layout (Solução de curto prazo) ..............................................................................49
Figura 20 - Novo layout (Solução de longo prazo) ..............................................................................50
Figura 21 - Esquema setorial desejado ..............................................................................................51
Figuras 22 – Mão de obra direta por área ..........................................................................................53
Figura 23 - Gráfico de distribuição .....................................................................................................54

x
Figura 24 - Processos críticos e não críticos .......................................................................................56
Figura 25 – EAP .................................................................................................................................59
Figura 26 - Curva de montagem ........................................................................................................61
Figura 27 - Curva de soldagem ..........................................................................................................62
Figura 28 - Evolução de projeto .........................................................................................................62
Figura 29 – EAP .................................................................................................................................63
Figura 30 - Curva de montagem ........................................................................................................65
Figura 31 - Curva de Soldagem ..........................................................................................................65
Figura 32 - Evolução de projeto .........................................................................................................66

xi
LISTA DE QUADROS
Quadro 1 – Seis Sigma .......................................................................................................................17
Quadro 2 – Qualidade total e satisfação das pessoas ........................................................................18
Quadro 3 - Esquema de avaliação da FMEA .......................................................................................20
Quadro 4 - Ficha de percepção das falhas .........................................................................................21
Quadro 5 - Ações recomendadas.......................................................................................................21
Quadro 6 - Quadro geral dos desperdícios ........................................................................................22
Quadro 7 - Classificações dos sistemas de produção .........................................................................25
Quadro 8 - Layout funcional ..............................................................................................................26
Quadro 9 - Lean X Seis sigma .............................................................................................................27
Quadro 10 - Lean Seis Sigma .............................................................................................................28
Quadro 11 - Benefícios do Lean Seis Sigma........................................................................................31
Quadro 12 - Análise dos processos ....................................................................................................45
Quadro 13 - ações recomendadas .....................................................................................................46

xii
LISTA DE TABELAS
Tabela 1 - Bibliometria............................................................................................................7
Tabela 2 - Real X Planejado....................................................................................................50
Tabela 3 - Mão de obra disponível..........................................................................................52
Tabela 4 - Disponibilidade......................................................................................................53
Tabela 5 - Pesos atribuídos as disciplinas de projeto.............................................................58
Tabela 6 - EAP projeto 1........................................................................................................60
Tabela 7 - EAP projeto 2........................................................................................................64

xiii
LISTA DE SIGLAS
ALL – America latina logística
DMAIC – Definir, medir, analisar, incrementar e controlar
TQC – Total quality control
PROMINP – Programa de mobilização da indústria do petróleo
EAP – Estrutura analítica de projeto
FMEA – Failure mode and effective analyses
PCP – Planejamento e controle da produção
SWOT – Forças, fraquezas, oportunidades e ameaças
MTS – Make-to-stok
ATO – Assemble to order
MTO – Make to order
ETO – Engineer to order
USP – Universidade de São Paulo
NPR – Número de prioridade de risco
PDCA – Plan – do – check - act
HH – Homem hora
AF – Autorização de fornecimento
RM Requisição de materiais
CQ – Controle de qualidade
ENEGEP – Encontro nacional de engenharia de produção
SIMPEP – Simpósio de engenharia de produção
API – American petroleum institute

1 INTRODUÇÃO
As diversas mudanças tecnológicas que têm ocorrido no mundo forçam as empresas a
necessitarem de métodos eficientes para melhorar seu processo produtivo e oferecer produtos
em melhores condições a seus clientes.
Tem sido crescente a busca por excelência operacional nas empresas. Cada vez mais
se acirra a competição e se torna mais necessário melhorar para derrotar a concorrência.
(PORTER,1991). Neste ambiente altamente competitivo, tem se tornado objeto de incessantes
pesquisas, as ferramentas de melhorias de processos, tendo sido vislumbrados inúmeros casos
de sucesso, como também tantos outros de fracasso (SAARI, 2006).
De acordo com Deming (1990),
“A melhora da qualidade transfere o desperdício de homens-hora e tempo-máquina
para a fabricação de um bom produto e uma melhor prestação de serviços. O
resultado é uma reação em cadeia - custos mais baixos, melhor posição competitiva,
pessoas mais felizes no trabalho, empregos e mais empregos.”
O interesse pelo tema é grande, e não mais apenas pelas grandes empresas, mas
também pelas pequenas e médias. O pleno domínio de sofisticadas técnicas de melhoria e
gestão dos processos tem se tornado vital para a manutenção da competitividade das empresas
e por conseqüência para sua sobrevivência no ambiente de negócios também.
De acordo com Quelhas et al (2008),
“ O avanço tecnológico proporcionou vertiginoso acréscimo nos cinco objetivos de
desempenho da produção, quais sejam:
qualidade,confiabilidade,velocidade,flexibilidade e custos.

2
Percebe-se que o ambiente de mercado encontra-se constantemente em mudança e ao
mesmo tempo, repleto de oportunidades para os que se preparam. Neste contexto torna-se
vital se preparar para obter vantagem competitiva em relação aos concorrentes para assim
aumentar a presença no mercado e conseguir também alcançar maiores níveis de
produtividade, possibilitando também a conquista de novos mercados (HAMMER ,1994). A
Figura 1 abaixo exemplifica a questão, explicitando a visão sistêmica dos passos para buscar a
melhoria.
Figura 1 – Visão sistêmica
Fonte: Filho (2007)
Este trabalho aborda um estudo de caso de melhoria de processo em uma média
empresa do segmento indústria metalúrgica e este capítulo tem o objetivo de apresentar o
ambiente em que a pesquisa está inserida, conceitos básicos, escopo do trabalho, objetivos e
hipóteses. Serão apresentadas brevemente as ferramentas cientificas que suportam a pesquisa.
3
1.1 PROBLEMA DE PESQUISA Diversas empresas objetivam empreender um programa de melhoria de processos,
porém, são muitas as dificuldades de implementação e desafios a serem superados.
A busca pela excelência operacional é difícil e o caminho a ser percorrido é bastante
longo, porém extremamente necessário para alcançar maior participação de mercado inibindo
cada vez mais o poder da concorrência e se antecipando as necessidades demonstradas pelos
clientes.
Desta forma, obter melhorias na produtividade é vital para manter a empresa com
capacidade competitiva para sobreviver no ambiente hostil de negócios.
Metodologias como o Lean Sigma, têm sido utilizadas com êxito em diversas
empresas para obter substanciais reduções de custo em seus processos, garantindo assim
vantagem competitiva e diferenciação em relação aos concorrentes.
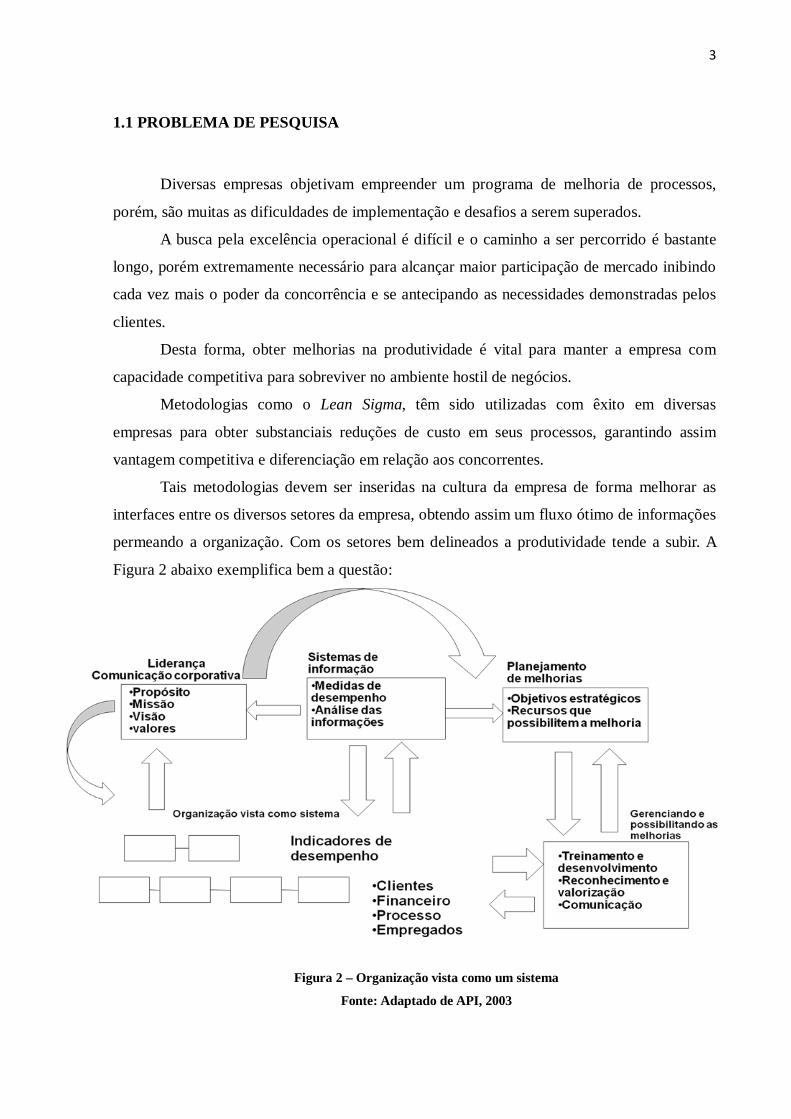
Tais metodologias devem ser inseridas na cultura da empresa de forma melhorar as
interfaces entre os diversos setores da empresa, obtendo assim um fluxo ótimo de informações
permeando a organização. Com os setores bem delineados a produtividade tende a subir. A
Figura 2 abaixo exemplifica bem a questão:
Figura 2 – Organização vista como um sistema
Fonte: Adaptado de API, 2003

4
1.2 RELEVÂNCIA DO ESTUDO O estudo a ser apresentado é de suma importância por se tratar de um tema bastante
explorado na comunidade acadêmica para dar suporte ao empresariado com ferramentas
sofisticadas de melhorias de processos que suportem um incremento de produtividade.
As empresas brasileiras têm registrado recentemente uma grande procura por
programas de excelência operacional para assim se prepararem melhor para a competição
tanto numa escala regional quanto global.
A elevação dos índices de produtividade se torna fundamental para assim obter
vantagens econômicas em relação de preço do produto final, tanto quanto relacionada a
questão ambiental, no momento que a otimização de matéria prima se torna fundamental para
o desenvolvimento sustentável da economia de um país.
É importante também para auxiliar micro empreendedores a alavancar seu próprio
negócio, gerando assim, negócios sustentáveis, emprego e renda suportando um crescimento
econômico e social duradouro para o país.
1.3 OBJETIVO
1.3.1 OBJETIVOS GERAIS
Os diversos métodos e ferramentas de melhoria de processos têm sido bastante
discutidos no meio acadêmico. Neste sentido, este trabalho busca de uma maneira geral obter
incrementos de produtividade nos processos de uma indústria do setor de construção de
equipamentos navais e offshore obtendo assim sistemática de melhoria contínua que aumente
a capacidade competitiva das diversas empresas do setor instaladas no pólo industrial da
região metropolitana do Rio de janeiro.
1.3.2 OBJETIVOS ESPECIFICOS O presente estudo tem objetiva apresentar uma proposta de melhoria dos processos em
um caso específico de uma indústria metalúrgica, utilizado como base metodológica um
instrumento de análise de processos denominada FMEA (Failure mode and effect analysis),
muito utilizada na metodologia Lean Seis sigma.

5
É demonstrado que é possível uma coleta de dados robusta que suporte a iniciativa
com esta ferramenta, e o tratamento adequado dos problemas utilizando o diagrama de
ishikawa.
Também é realizada uma pesquisa exploratória no interior da empresa para que através
de observações e discussões com representantes da empresa, fosse possível um diagnóstico
completo da situação atual dos processos, além obviamente de um estudo exploratório do
estado da arte desta ferramenta e de casos de sucesso de sua aplicação conhecidos.
Foram utilizadas também ferramentas de engenharia de projetos para acompanhar o
desempenho dos processos e informar se a evolução esperada antes do início do projeto estava
sendo atendida, bem como para calcular os ganhos obtidos nos processos com a efetivação
das sugestões de melhoria.

2 METODOLOGIA DE PESQUISA
Segundo Lakatos & Marconi (2007), a pesquisa sempre parte de um tipo de problema,
de uma interrogação.Desta forma o trabalho procurou responder em como a metodologia Lean
realmente possibilita incrementos de produtividade na empresa a ser estudada.
O trabalho adota a estratégia de pesquisa denominada estudo de caso. Tal estratégia se
faz pertinente na medida em que de se trata de uma pesquisa aplicada, em que se pretende
simular em tempo real a funcionalidade da proposição do objetivo de pesquisa e adaptar o uso
de ferramentas genéricas para um caso específico.
O caso consiste geralmente no estudo aprofundado de uma unidade individual, tal
como: uma pessoa, um grupo de pessoas, uma instituição, um evento cultural, etc. (YIN,
2005).
Foi realizada para dar suporte e embasamento a pesquisa, uma revisão da literatura que
tinha como eixos centrais os estudos sobre a aplicabilidade dos princípios e filosofias Lean,
do seis sigma, ferramentas de análise de processos e de melhoria contínua.
Para a fase de revisão da literatura, a pesquisa exploratória iniciou-se com a busca por
artigos e livros para a formação do referencial teórico, tendo como ponto de partida um
brainstorming realizado com o professor orientador para a seleção das palavras-chave de
pesquisa.
Passada esta fase será desenvolvido o referencial teórico da pesquisa com a busca de
artigos correlatos as palavras chaves em bibliotecas físicas, virtuais (Scopus, ISI, p ex.) e
através de contatos no meio acadêmico.
Ao final desta etapa de busca, um filtro será realizado para separar os artigos de maior
afinidade com os objetivos da pesquisa, para dar início a produção de resenhas que auxiliarão
no embasamento e ampliação do conhecimento acerca do trabalho a ser desenvolvido.

7
A Figura 3 logo abaixo ilustra os passos seguidos.
Figura 3-Fluxograma de pesquisa bibliográfica
Fonte: Próprio autor
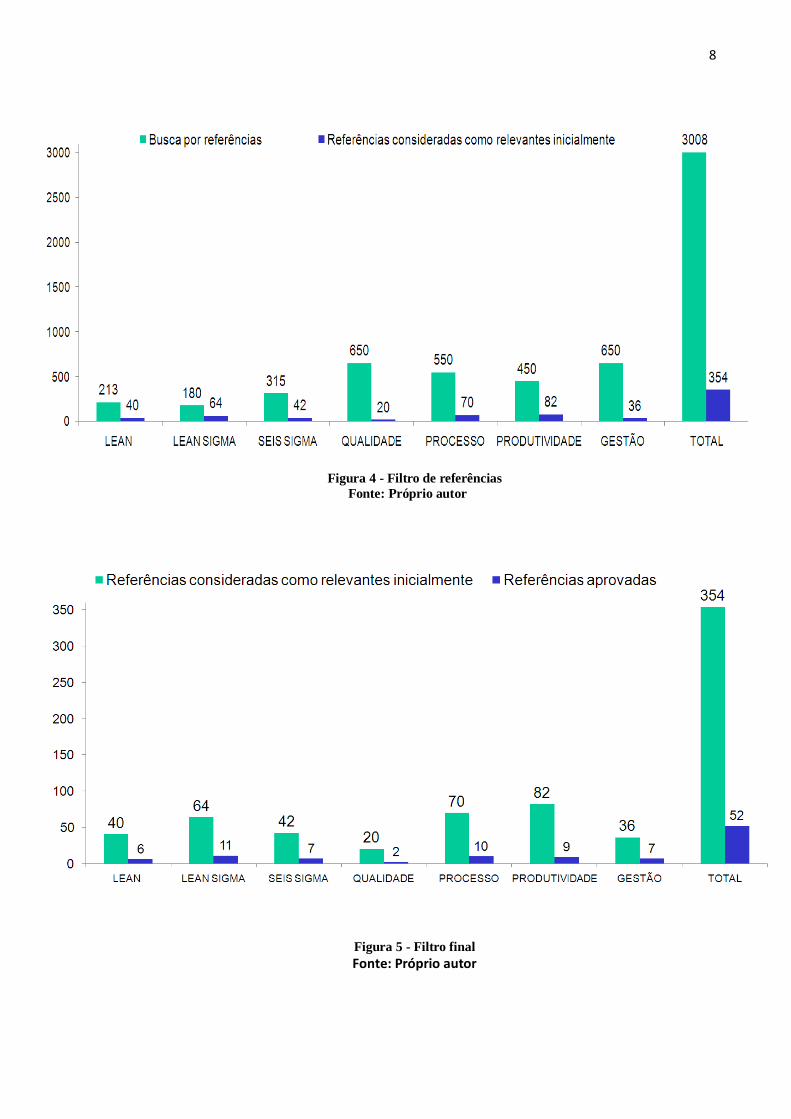
Para efetivar o filtro dos artigos e livros, inicialmente ordenou-se o material de
maneira decrescente em relação ao número de referência das palavras chaves escolhidas, para
após ser realizada uma triagem dos artigos selecionados inicialmente, tendo como base a
leitura dos respectivos resumos, para assim definir sobre sua aplicabilidade ou não. Tabela 1
abaixo e as subseqüentes Figuras 4 e 5.
PALAVRA CHAVE Busca por
referencias Referências consideradas como
relevantes inicialmente Referências aprovadas
%
LEAN 213 40 6 15% LEAN SIGMA 180 64 11 17% SEIS SIGMA 315 42 7 17% QUALIDADE 650 20 2 10% PROCESSO 550 70 10 14%
PRODUTIVIDADE 450 82 9 11% GESTÃO 650 36 7 19% TOTAL 3008 354 52 15%
Tabela 1 – Bibliometria
Fonte: Próprio autor
8
Figura 4 - Filtro de referências Fonte: Próprio autor
Figura 5 - Filtro final Fonte: Próprio autor
9
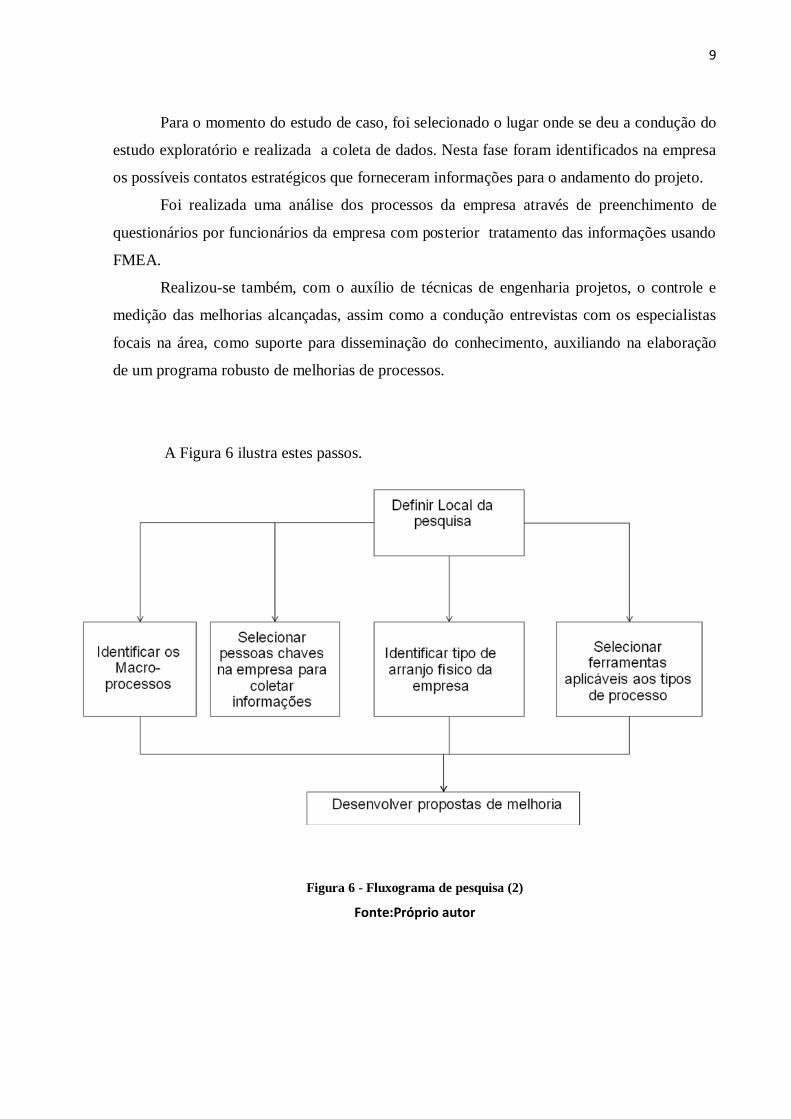
Para o momento do estudo de caso, foi selecionado o lugar onde se deu a condução do
estudo exploratório e realizada a coleta de dados. Nesta fase foram identificados na empresa
os possíveis contatos estratégicos que forneceram informações para o andamento do projeto.
Foi realizada uma análise dos processos da empresa através de preenchimento de
questionários por funcionários da empresa com posterior tratamento das informações usando
FMEA.
Realizou-se também, com o auxílio de técnicas de engenharia projetos, o controle e
medição das melhorias alcançadas, assim como a condução entrevistas com os especialistas
focais na área, como suporte para disseminação do conhecimento, auxiliando na elaboração
de um programa robusto de melhorias de processos.
A Figura 6 ilustra estes passos.
Figura 6 - Fluxograma de pesquisa (2)
Fonte:Próprio autor
3 REFERENCIAL TEÓRICO
3.1 PDCA
O início da busca por melhoria contínua se fundamenta no ciclo PDCA (plan-do-
check-act), desenvolvido por Shewhart, na década de 20, e divulgado por Deming na década
de 50, sendo importante e, bastante difundido método para alcançar a melhoria contínua.
O primeiro estágio - Plan (planejamento) - é dado no planejamento das ações a serem
executadas, com definição de metodologias e estabelecimento de objetivos (metas) a serem
alcançadas.
O estágio seguinte é o Do (teste), onde são testadas as ações planejadas. Nesta etapa é
fundamental o treinamento pois demanda muita disciplina para alcançar a excelência.
De acordo com Deming: “Para obter qualidade, é preciso treinar,treinar,treinar e
continuar trinando.
Posteriormente, no terceiro – check (Verificação) são realizadas avaliações periódicas
das atividades realizadas confrontando com o idealizado.
Para finalmente no quarto estágio serem feitas as mudanças necessárias tendo como
base as avaliações feitas no passo anterior.
A Figura 7 exemplifica o modelo do PDCA:

11
Figura 7 – PDCA Fonte; Campos (2004)
É necessário “rodar” constantemente o PDCA, para assim obter melhorias sucessivas e
provocar rupturas de desempenho, conforme Figura 8 abaixo:
Figura 8 – Rodando o PDCA
Fonte: Campos(2004)

12
De acordo com Maximiano (2006), para controlar processos é o PDCA, ele é utilizado
para auxílio na gestão das organizações com intuito de identificar e solucionar os problemas
existentes, sendo assim um caminho a ser seguido para atingir as metas estabelecidas pela
gerência.
Campos (2004) alerta para a necessidade de entender a existência de dois tipos de
metas para o correto entendimento do PDCA:
• Metas para manter: São as metas padrão
• Metas para melhorar: são as metas de melhoria contínua.
De acordo com Campos (2004), O conceito do Total Quality Control (TQC) é formado pelos seguintes tópicos:
1. Orientação pelo cliente: Produzir e fornecer serviços e produtos que sejam
definitivamente requisitados pelo consumidor.
2. Qualidade em primeiro lugar: Conseguir a sobrevivência através do lucro continuo
pelo domínio da qualidade.
3. Ações orientadas pôr prioridades: Identificar o problema mais critico e solucioná-lo
pelo mais alta prioridade.
4. Ação orientada pôr fatos e dados: Falar, raciocinar e decidir com dados e com base em
fatos.
5. Controle de processos: Uma empresa não pode ser controlada pôr resultados, mas
durante o processo. O resultado final é tardio para se tomar ações corretivas.
6. Controle da dispersão: Observar cuidadosamente a dispersão dos dados e isolar a
causa fundamental da dispersão.
7. Próximo processo é seu cliente: O cliente é um rei ou uma rainha com quem não se
deve discutir, mas satisfazer os desejos desde que razoáveis. Não deixe passar
produto/serviço defeituoso.
8. Controle de monte: A satisfação do cliente se baseia exclusivamente em funções a
montante. As contribuições à jusante são pequenas. [Identificar as necessidades
verdadeiras dos clientes, assegurar a qualidade em cada estagio, prevê falhas, preparar
padrão técnico, etc.]
9. Ação de bloqueio: Não permita o mesmo engano ou erro. Não tropece na mesma
pedra. Tome ação preventiva de bloqueio para que o mesmo problema não ocorra
outra vez pela mesma causa. (utilizando FMEA- failure mode and effect analysis, etc)

13
10. Respeito pelo empregado como ser humano: Respeitar os empregados como seres
humanos independentes. [padronizar tarefa individual; educar e treinar, delegar
tarefas, usar sua criatividade, fornecer programa de desenvolvimento pessoal, etc.]
11. Comprometimento da alta direção: Entender a definição da missão da empresa e a
visão e estratégia da alta direção e executar as diretrizes e metas aravas de todas as
chefias. [Publicar definição da missão da empresa, visão e estratégia de alta direção,
diretrizes de longo e médio prazo, metais anuais, etc.]
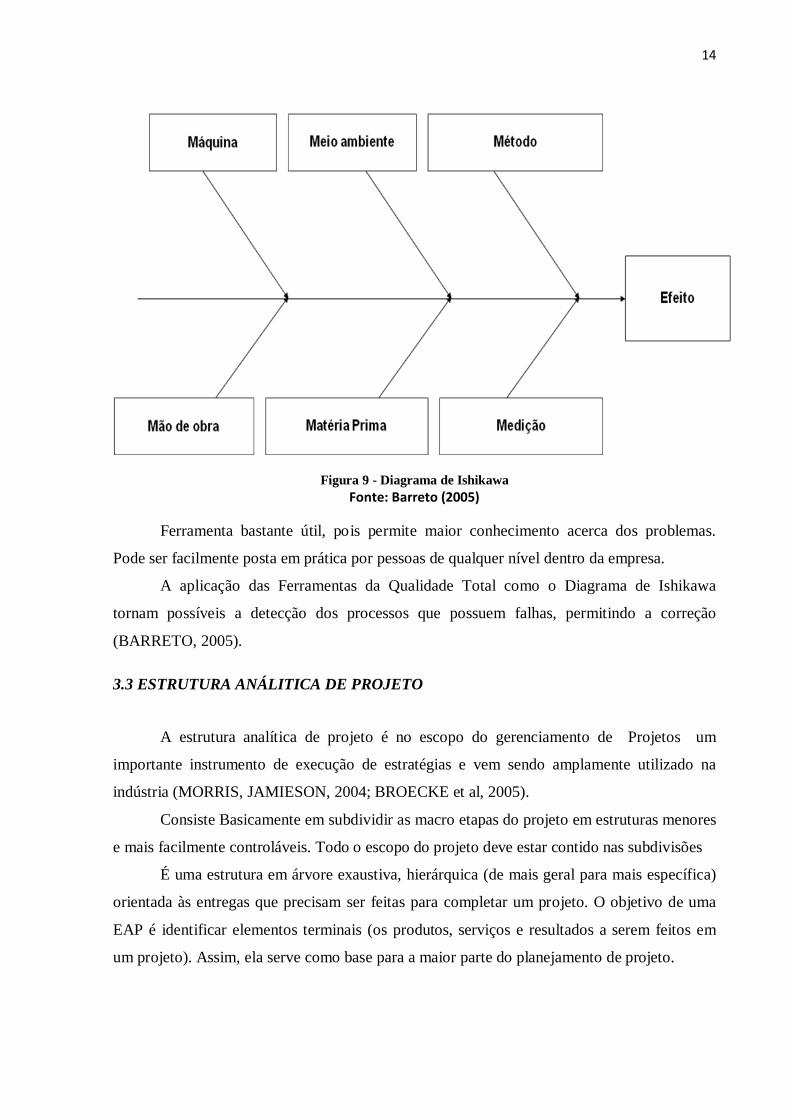
3.2 DIAGRAMA DE ISHIKAWA O Diagrama de Ishikawa é uma ferramenta gráfica utilizada em processos diversos
com o objetivo de identificar as possíveis causas que gerem um efeito específico no processo.
Originalmente proposto pelo engenheiro químico Kaoru Ishikawa em 1943 e aperfeiçoado nos
anos seguintes por diversos estudiosos do ramo da qualidade.
Este diagrama também é conhecido como 6M, pois, em sua estrutura, com cada um
deles com o seguinte significado
• Método
• Matéria-prima
• Mão de obra
• Máquina
• Medição
• Meio ambiente
O diagrama de Ishikawa apresenta a seguinte estrutura como representada na Figura 9 abaixo
14
Figura 9 - Diagrama de Ishikawa Fonte: Barreto (2005)
Ferramenta bastante útil, pois permite maior conhecimento acerca dos problemas.
Pode ser facilmente posta em prática por pessoas de qualquer nível dentro da empresa.
A aplicação das Ferramentas da Qualidade Total como o Diagrama de Ishikawa
tornam possíveis a detecção dos processos que possuem falhas, permitindo a correção
(BARRETO, 2005).
3.3 ESTRUTURA ANÁLITICA DE PROJETO
A estrutura analítica de projeto é no escopo do gerenciamento de Projetos um
importante instrumento de execução de estratégias e vem sendo amplamente utilizado na
indústria (MORRIS, JAMIESON, 2004; BROECKE et al, 2005).
Consiste Basicamente em subdividir as macro etapas do projeto em estruturas menores
e mais facilmente controláveis. Todo o escopo do projeto deve estar contido nas subdivisões
É uma estrutura em árvore exaustiva, hierárquica (de mais geral para mais específica)
orientada às entregas que precisam ser feitas para completar um projeto. O objetivo de uma
EAP é identificar elementos terminais (os produtos, serviços e resultados a serem feitos em
um projeto). Assim, ela serve como base para a maior parte do planejamento de projeto.

15
A estrutura analítica de projeto é uma ferramenta bastante utilizada nos setores de
planejamento de indústrias de construção e montagem de equipamentos e empresas de
engenharia em geral
Inicialmente deve-se estudar a fundo o projeto de forma a agrupar de forma robusta as
sub-atividades tornando coerente o gerenciamento (VALERIANO, 1998)
As subdivisõs do projeto são denominadas disciplinas de projeto as quais podem ser
explodidas em atividades menores de acordo com o tamanho do projeto
A Figura 10 abaixo demonstra o esquema da ferramenta.
Figura 10 - Esquema da EAP Fonte: MAXIMIANO, 1997
Um dos princípios utilizados na elaboração de uma EAP é conhecido como a regra dos
100%.
A Regra 100% diz que a EAP inclui 100% do trabalho definido pelo escopo do projeto
e captura todas as entregas de forma ao trabalho estar completo, incluído o gerenciamento do
projeto. Guia portanto, o desenvolvimento, decomposição e avaliação da EAP.
A aplicação da mesma vale para todos os níveis das estruturas hierárquicas: a soma de
todos os trabalhos dos níveis deve ser igual a 100% do trabalho representado pela sua
atividade principal. É importante lembrar-se que a regra dos 100% também se aplica ao nível
de atividades.
16
3.3 SEIS SIGMA
Segundo Franks(1994), todas as metodologias e técnicas têm valor em algum
segmento de negócio. É então imprescindível uma análise apurada para a escolha correta
daquela ferramenta que irá propiciar o maior ganho.
Grande variedade de ferramentas vem sendo utilizadas, na atualidade, por diversas
empresas com o objetivo de obter melhorias nos processos.
No Brasil, diversas empresas registram iniciativas com o Seis Sigma, como na Gerdau,
Maxion, Votorantim Cimentos, América Latina Logística (ALL), por exemplo. Tendo, estas
empresas, gerado expressivos ganhos com a ferramenta, obtendo incrementos de
produtividade e redução dos custos operacionais.
No caso do Seis Sigma, trata-se de um conjunto de práticas originalmente
desenvolvidas pela Motorola para melhorar sistematicamente os processos, reduzindo sua
variabilidade para assim alcançar a meta de zero defeitos.
O seis sigma é um método que objetiva o aumento da satisfação do cliente agregando
o valor dos processos das empresas. É uma extensão dos conceitos da Qualidade Total com
foco na melhoria contínua dos processos, dando ênfase em sua fase inicial, por aqueles que
atingem diretamente o cliente. Considera algumas etapas tais como um sólido treinamento
para os agentes de melhoria Seis Sigma e persistência no objetivo "redução de custos”.
Pode ser considerada uma ferramenta que focaliza principalmente na resolução de
problemas através da aplicação de sofisticadas técnicas estatísticas, com o intuito de manter o
processo sobre controle, reduzindo suas variações.
Segundo Maximiano (2006), a qualidade significa também a minimização ou redução
da variação que ocorre em qualquer processo de trabalho, um produto ou serviço tem
qualidade quando atende sistematicamente a especificações planejadas.
No Quadro 1 abaixo, algumas definições sobre Seis Sigma são mostradas.

17
AUTOR DEFINIÇÃO SOBRE SEIS SIGMA
Linderman (2003)
Trata-se de um método organizado e sistemático para melhoria dos processos e do desenvolvimento de produtos e serviços, baseado em técnicas estatísticas e científicas, com o objetivo de reduzir defeitos
definidos pelos clientes.
Neuman e Cavanagh (2001)
Um sistema abrangente e flexível para alcançar, sustentar e maximizar o sucesso empresarial. Seis Sigma é singularmente
impulsionado por uma estreita compreensão das necessidades dos clientes, pelo uso disciplinado de fatos, dados e análise estatística e
pela atenção diligente à gestão, melhoria e reinvenção dos processos de negócios.
Pande et al. (2001)
Seis Sigma é definido como um sistema abrangente e flexível para alcançar, sustentar e maximizar o sucesso empresarial, onde o Seis
Sigma é singularmente necessidades dos clientes, pelo uso disciplinado de fatos, dados e análise estatística e impulsionado por uma estreita compreensão das a atenção diligente à gestão, melhoria
e reinvenção dos processos de negócios
Werkema (1995)
O Seis Sigma é uma estratégia gerencial disciplinada e altamente quantitativa, que tem como objetivo aumentar expressivamente a
performance e a lucratividade das empresas, por meio da melhoria da qualidade de produtos e processos e do aumento da satisfação de
clientes e consumidores.
Quadro 1 – Seis Sigma
Fonte: Próprio autor
Ao empreender iniciativas de melhorias de processos, as empresas objetivam obter
vantagem competitiva perante a concorrência, aumentando a produtividade, melhorando
assim a percepção dos produtos perante os clientes.
O Quadro 2 logo abaixo exemplifica bem a questão:

18
QUALIDADE TOTAL E A SATISFAÇÃO DAS PESSOAS
DIMENSÃO DA
QUALIDADE
TOTAL
PESSOAS ATINGIDAS
CLIENTES VIZINHOS ACIONISTAS EMPREGADOS
Qualidade dos
produtos
Produtos confiáveis,
duráveis e de boa
aparência, bom
acabamento, fácil
operação, etc.
- - -
Custo/Preços
Preço satisfatório que
permita obter o máximo
valor pelo dinheiro
Impostos e
benefícios
para a
sociedade
Maior produtividade e
lucro, viabilizando o
negócio da empresa
Melhor
remuneração e
mais emprego
Entrega
Produtos ou serviços
disponíveis, entregues
no prazo, na quantidade
certa e no local certo
-
Desenvolvimento de
novos produtos,
estoques adequados
-
Moral - - -
Remuneração
adequada,
oportunidades de
crescimento, bom
ambiente de
trabalho
Segurança
Produtos e serviços
seguros que não
causem acidentes
Segurança
contra
acidentes e
poluição do
meio
ambiente
- Ambiente de
trabalho seguro
Quadro 2 – Qualidade total e satisfação das pessoas
FONTE: Campos (2004)
De acordo com Macedo (2002), a gestão da produtividade incorpora basicamente três
procedimentos:

19
− A medição da produtividade;
− A identificação e a análise dos fatores determinantes dos gargalos de produtividade;
− A definição e aplicação de propostas de superação desses gargalos.
3.4 FMEA (FAILURE MODE AND EFFECTIVE ANALYSES) A metodologia de Análise do Tipo e Efeito de Falha, conhecida como FMEA (do
inglês Failure Mode and Effect Analysis), é uma ferramenta que busca, em princípio, evitar,
por meio da análise das falhas potenciais e propostas de ações de melhoria, que ocorram
falhas no projeto do produto ou do processo (AMARAL, 2009).
Este é o objetivo básico desta técnica, ou seja, detectar falhas antes que se produza
uma peça e/ou produto. Pode-se dizer que, com sua utilização, se está diminuindo as chances
do produto ou processo falhar, ou seja, estamos buscando aumentar sua confiabilidade
(Ramos, 2004).
Esta dimensão da qualidade, a confiabilidade, tem se tornado cada vez mais
importante para os consumidores, pois, a falha de um produto, mesmo que prontamente
reparada pelo serviço de assistência técnica e totalmente coberta por termos de garantia,
causa, no mínimo, uma insatisfação ao consumidor ao privá-lo do uso do produto por
determinado tempo (ROTONDARO, 2001).
Além disso, cada vez mais são lançados produtos em que determinados tipos de falhas
podem ter conseqüências drásticas para o consumidor, tais como aviões e equipamentos
hospitalares nos quais o mal funcionamento pode significar até mesmo um risco de vida ao
usuário.
Apesar de ter sido desenvolvida com um enfoque no projeto de novos produtos e
processos, a metodologia FMEA, pela sua grande utilidade, passou a ser aplicada de diversas
maneiras. Assim, ela atualmente é utilizada para diminuir as falhas de produtos e processos
existentes e para diminuir a probabilidade de falha em processos administrativos
(ABRAHAM, 2002).
Tem sido empregada também em aplicações específicas tais como análises de fontes
de risco em engenharia de segurança e na indústria de alimentos (PALADY, 2004).

20
Esta ferramenta identifica todos os possíveis focos de falha, seus efeitos sobre o
desempenho do processo e prioriza as falhas que tem maior ocorrência e cujos controles
internos atuais não sejam suficientes. Para utilizar o método, devemos definir todos os
processos envolvidos, levantar as falhas potencias, seus efeitos, determinar suas causas e
identificar o controle atual existente para o processo (AMARAL, 2009).
Posteriormente são atribuídos pesos aos efeitos da falha, as causas potenciais e aos
controles atuais. O índice de severidade é dado em função da conseqüência dos efeitos da
falha, numa escala de 1( falha imperceptível) a 10 ( falha compromete o funcionamento do
produto. A ocorrência é a probabilidade de uma causa potencial vir a ocorrer, seu valor varia
de 1 ( baixa probabilidade) a 10 (alta probabilidade).O índice de detecção indica a
probabilidade dos controles atuais serem eficazes, varia de 1 ( alta probabilidade de detecção)
a 10 (baixa probabilidade de detecção(ROTONDARO,2001).
O Quadro 3 abaixo agrupa os valores completos:
Índice de Ocorrência Índice de Severidade Índice de Detecção
Muito remota – 1 - Muito alta – 1
Muito Pequena – 2 Apenas perceptível – 1 Alta – 2, 3
Pequena – 3 Pouca importância – 2, 3 Moderada – 4, 5, 6
Moderada – 4, 5, 6 Moderadamente grave – 4, 5, 6 Pequena – 7, 8
Alta – 7, 8 Grave – 7, 8 Muito pequena – 9
Muito Alta – 9, 10 Extremamente grave – 9, 10 Remota – 10
Quadro 3 - Esquema de avaliação da FMEA
Fonte: Rotondaro(2001)
Atribuídos esses pesos, deve-se agora obter o número de prioridade de risco (NPR),
que consiste no produto dos 3 índices determinados. Os valores com maior NPR devem ter
prioridade de ação corretiva.

21
O Quadro 4 abaixo explicita o modelo:
Processo Falha Efeito da
falha
Índice de
Severidade
Causas
Ocorrência
Controle
atual
Índice
de
detecção
NPR
Processo
1
a b C abc
Processo
2
x y Z xyz
Quadro 4 - Ficha de percepção das falhas
Fonte: Rotondaro,1998
Após esta analise são efetivamente priorizados os de maior NPR e é montada o
Quadro 5 de acordo com a que se segue:
Processo NPR Ações recomendadas Responsável (Prazo)
Processo
Quadro 5 - Ações recomendadas
Fonte: Rotondaro, 1998
3.5 LEAN PRODUCTION
O Lean production, é um conjunto de técnicas desenvolvidas pela Toyota com o
intuito de maximizar o rendimento do fluxo produtivo, gerando maior eficiência produtiva.
De acordo com o Lean institute Brasil (2001):
O pensamento enxuto é uma filosofia operacional ou um sistema de negócios, uma forma de especificar valor, alinhar na melhor seqüência as ações que criam valor, realizar essas atividades sem interrupção toda vez que alguém solicita e realizá-las de forma cada vez mais eficaz.
De acordo com Shingo(1996),no Quadro 6 abaixo, são sete os tipos de desperdícios
que devem ser controlados:

22
QUADRO GERAL DOS SETE DESPERDÍCIOS
Superprodução Deve-se elaborar bons mecanismos de previsão para que sejam
produzidas quantidades ótimas.
Espera A espera entre atividades deve ser reduzida através de melhora
no fluxo de atividades com um rearranjo de layout.
Transporte Excessivo
Devem ser eliminadas excessivas movimentações de materiais
e pessoas que provocam enormes perdas financeiras e de
tempo
Processos Inadequados Constante busca da inovação tecnológica para assim dominar
processos cada vez melhores
Estoque Desnecessário Produzir nada além do necessário, com sistemas eficientes de
controle de produção
Movimentação Desnecessária Falta de controle apropriado de materiais, resultando em sua
perda e de boas condições do ponto de vista ergonômico
Produtos Defeituosos Falhas eventuais de processo e problemas na qualidade.
Quadro 6 - Quadro geral dos desperdícios
Fonte: SHINGO,1996
O pensamento Lean é utilizado basicamente para implementar mudanças nos
processos de trabalho, otimizando seu fluxo, aumentando sua velocidade e eficiência.. Por
isso é uma ferramenta utilizada basicamente pela alta gerência, quem efetivamente tem o
poder de empreender mudanças nos processos.
Segundo NAVE (2002), a metodologia Lean tem alguns pressupostos:
1. As pessoas valorizam o efeito visual do fluxo.
2. O desperdício é o maior obstáculo do lucro.
3. Várias pequenas melhorias em rápida sucessão trazem mais benefícios do que
um estudo analítico.
4. Os efeitos da integração do processo serão resolvidos pelo refinamento da
corrente de valor
O Lean não é uma ferramenta de diagnóstico para solução de problemas, mas apenas
uma metodologia que objetiva na reorganização e na reengenharia, com o propósito de
efetuar mudanças nos processos e, subseqüentemente nas relações de trabalho, garantindo que
os processos sejam feitos da maneira certa e na ordem certa, focando na eliminação dos
gargalos produtivos. (HEINECK (1999).

23
Também pode ser utilizado para adicionar ou eliminar equipamentos dentro dos
processos de reengenharia, efetuar mudanças de layout,adicionar e eliminar processos, p ex.
O pensamento Lean focaliza na eliminação de desperdícios e na maximização da
eficiência do fluxo dos processos produtivos. É entendido como desperdício tudo aquilo que
não agrega valor ao produto. Para mensurar a eliminação do desperdício, uma rigorosa
monitoração do tempo de fabricação deve ser realizada.
Slack (1993) cita dois benefícios que são alcançados através da estabilização dos
processos produtivos:
• Menos estoque – pelo fato de um processo estável alcançar os resultados dentro
do planejado reduzindo assim formação de produtos fora do prazo
• Fluxo rápido – O fluxo melhorado reduz o lead time, garantindo maior
agilidade em atender o cliente.
A metodologia cria também meios de simplificar os meios que a organização produz
valor a seus clientes, garantindo o cumprimento dos prazos da maneira mais rápida e eficiente
possível. Conforme já citado, se ampara em princípios fundamentais:
Primeiramente devem ser identificados os processos que efetivamente geram valor
(críticos), para que seja possível identificar o fluxo de valor dos processos em que sejam
maximizados os esforços de melhoria nestes processos críticos e minimizados os efeitos
indesejáveis dos processos que não geram valor (não-críticos). (Shah ,2007).
Após estas etapas deve-se aperfeiçoar as condições físicas de produção, garantindo
que o fluxo de atividades seja ótima, retirando movimentações desnecessárias que
impactariam negativamente os esforços de melhoria, reduzindo tempo de ciclo do produto.
Com a planta já bem organizada e fluxo de valor melhorado, deve-se agora
efetivamente “puxar” a produção. Não deve haver estoque intermediário significativo, com a
produção, realmente sendo realizada no momento apropriado.
O último principio diz respeito a continuidade das melhorias, tendo em vista que a
busca da perfeição deve ser constante, e sempre deve haver pesquisa e desenvolvimento de
meios de otimizar a cadeia de valor.
A cadeia de valor da empresa, composta pelos processos que agregam valor ao
produto/serviço, deve permear toda a empresa conforme retrata logo abaixo a Figura 11.

24
Figura 11 - A cadeia de valor interna
Fonte: Adaptada de Rother e Shook (1998)
A organização Lean ideal apresenta as seguintes características:
- Uma forte parceria entre o sindicato e a gerência;
- Garantia de emprego;
- Uma cultura de solução de problemas;
- Foco no trabalhador da linha de frente;
- Grupos de trabalho com poder de decisão e características multitarefas;
- Comunicação e feedback freqüentes;
- Comprometimento com treinamento e educação continuada;
- Mentalidade voltada à melhoria contínua;
- Confiança e respeito mútuos;
- Desenvolvimento e alinhamento de políticas da empresa.
Segundo Cassel (1996), o avanço tecnológico não implica, necessariamente, na
aquisição de máquinas mais modernas e mais automatizadas, necessitando menos mão de
obra. Este avanço pode ser em nível de estrutura da empresa, de uma mudança no processo ou
de uma mudança na disposição do sistema produtivo.
O Quadro 7 logo abaixo disponibiliza informações acerca de diversos sistemas
produtivos.

25
Tipos de classificação Características
Grau de Padronização dos produtos • Produtos padronizados
• Produtos sob medida ou personalizados
Tipos de operação
• Processos contínuos (larga-escala)
• Processos discretos
• Repetitivos em massa (larga-escala)
• Repetitivos em lote (flow job, linha de
produção)
• Por encomenda(job shop, layout
funcional)
• Por projeto (unitária, layout posicional
fixo)
Ambiente de produção
• Make-to-stock (MTS)
• Assemble-to-order (ATO)
• Make-to-order (MTO)
• Engineer-to-order (ETO)
Tipos de classificação
Características
Fluxo dos processos
• Processos em linha
• Processos em lotes
• Processos por projetos
Natureza dos produtos • Bens
• Serviços
Quadro 7 - Classificações dos sistemas de produção Fonte: Quelhas, 2008
Segundo Monks (1987), um bom layout permite que os materiais, o pessoal e as
informações fluam de uma forma eficiente e segura. Desta forma, o dimensionamento correto
do layout dos processos pode ser de grande valia para obtenção de melhorias na
produtividade.

26
A planta a ser estudada possui layout funcional e o Quadro 8 explicita as principais
características deste tipo de arranjo físico.
Layout Funcional
Muitos Produtos
Baixo volume
Fluxo irregular
Lead times alto
Maior dificuldade de programação e controle
Quadro 8 - Layout funcional Fonte: Quelhas et al, 2008
Deve-se combater o fluxo irregular dos processos devido a alta variabilidade de
produtos e obter meios de se melhorar o controle da produção, para assim reduzir o lead time
aumentando assim a competitividade. (HAMMER, 1999).
3.6 LEAN SEIS SIGMA
Diferente de outras formas de gerenciamento de processos produtivos o Lean seis
Sigma tem como prioridade a obtenção de resultados de forma planejada e clara, tanto de
qualidade como principalmente financeiros, alinhando os objetivos estratégicos da empresa de
produzir da forma mais econômica possível com também da melhor e mais rápida forma
possível, alcançando as necessidades do cliente e obtendo assim vantagem competitiva
(ABRAHAM, 2002).
É na realidade, uma solução ótima de médio e longo prazo se aplicado da maneira
correta, de forma a não criar falsas expectativas. Neste aspecto, muitas empresas têm tido
sucesso em sua aplicação e obtenção de resultados, e tantas outras têm falhado, o que ressalta
a importância de serem estudados os fatores críticos de sucesso das empresas que obtiveram
bons ganhos com a implementação da técnica.
Como envolve mudança de cultura na empresa que a está implementando, existe uma
forte resistência inicial a sua aplicação por parte dos colaboradores e times.

27
Este aspecto não pode ser negligenciado em sua implementação sob risco sério de
falha na mesma, Daí a importância fundamental do apoio da alta gerencia na implementação
da metodologia.
Abaixo o Quadro 9 fornece uma análise comparativa entre Lean e seis sigma:
Programa Seis Sigma Lean
Teoria Reduzir a variação Eliminar o desperdício
Diretrizes de
Aplicação
1. Definir.
2. Medir.
3. Analisar.
4. Melhorar.
5. Controlar.
1. Identificar valor.
2. Identificar corrente de valor.
3. Fluir.
4. Puxar.
5. Aperfeiçoar.
Foco Foco no problema Foco no fluxo
Quadro 9 - Lean X Seis sigma
FONTE: Melo 2004
O Lean Seis Sigma surgiu da necessidade de se integrar a capacidade analítica de
solução de problemas e redução de variabilidades em processos, características básicas do seis
sigma, com a velocidade e dinamismo da filosofia Lean (NAVE,2002).
Diversas definições Lean seis sigma são encontradas na literatura. O Quadro 10 exibe
algumas delas:
AUTOR DEFINIÇÃO SOBRE LEAN SEIS SIGMA
Snee (2002)
Combina a estratégia baseada em velocidade e conjunto de soluções inerentes ao Lean com o processo cultural, organizacional e as ferramentas analíticas do Seis
sigma
Valladares (2002)
O Lean Seis Sigma é extremamente eficaz porque direciona para a solução de todos os tipos de problemas relacionados à melhoria de processos e produtos de forma
sustentável, deixando a empresa mais rentável e sólida e podendo ser aplicada para qualquer tipo de empresa.

28
AUTOR DEFINIÇÃO SOBRE LEAN SEIS SIGMA
Breyfogle III,et all(
2001)
“Lean e six sigma, trabalhando juntas, representam uma formidável arma na luta contra a variação nos processos. A metodologia seis sigma usa técnicas de solução de problemas para determinar como os sistemas e processos operam e como reduzir variação em processos. Num sistema que combina essas duas filosofias, o lean cria
o padrão e o seis sigma investiga e resolve qualquer variação em relação ao padrão.”
Quadro 10 - Lean Seis Sigma
Fonte: Próprio autor
Em programas de melhoria de processos, se torna marcante uma característica do Lean
Seis Sigma, que é a mudança na cultura organizacional introduzida na empresa, resultando
obviamente em melhoria com sua aplicação (MACHADO, 2001). Com o pleno domínio do
processo (Gestão do processo) e seu correto gerenciamento (gestão por processo), atuando em
vários níveis, conforme explicitado na Figura 12 abaixo:
Figura 12 – Níveis de processo
Fonte: Filho(2007)
Gestão Por Processo: Enfoque na organização, permitir melhor fluxo dos processos na
cadeia de valor da companhia e aperfeiçoar a relação entre os processos dentro da empresa.

29
Enfoque requerido: “Fazer o processo certo” (PAIM, 2003).
Gestão de Processo: Enfoque na melhoria de desempenho de processos específicos,
objetivando inovações tecnológicas e pleno domínio das técnicas atuais.
Enfoque requerido: “Fazer certo o processo”.
A Figura 13 retrata os dois métodos
Figura 13 - Gestão de Processos e por processos
Fonte: Próprio autor Observando o processo no nível estratégico, o lean seis sigma contribui para
direcionar a corporação para as necessidades de mercado, obtendo vantagem competitiva ao
propiciar ganhos com inovações incrementais em gestão por processos, garantindo o pleno
domínio da integração dos processos, incorrendo em aumento de qualidade e produtividade.
Campos (2004) diz que a sobrevivência da empresa é garantida através do alcance da
plena satisfação do cliente a um baixo custo, mediante sistemas administrativos eficientes,
condicionado por pessoas eficientemente capazes. É necessário oferecer ao mercado produtos
e serviços de extrema qualidade, com velocidade, alcançando altos índices de satisfação.
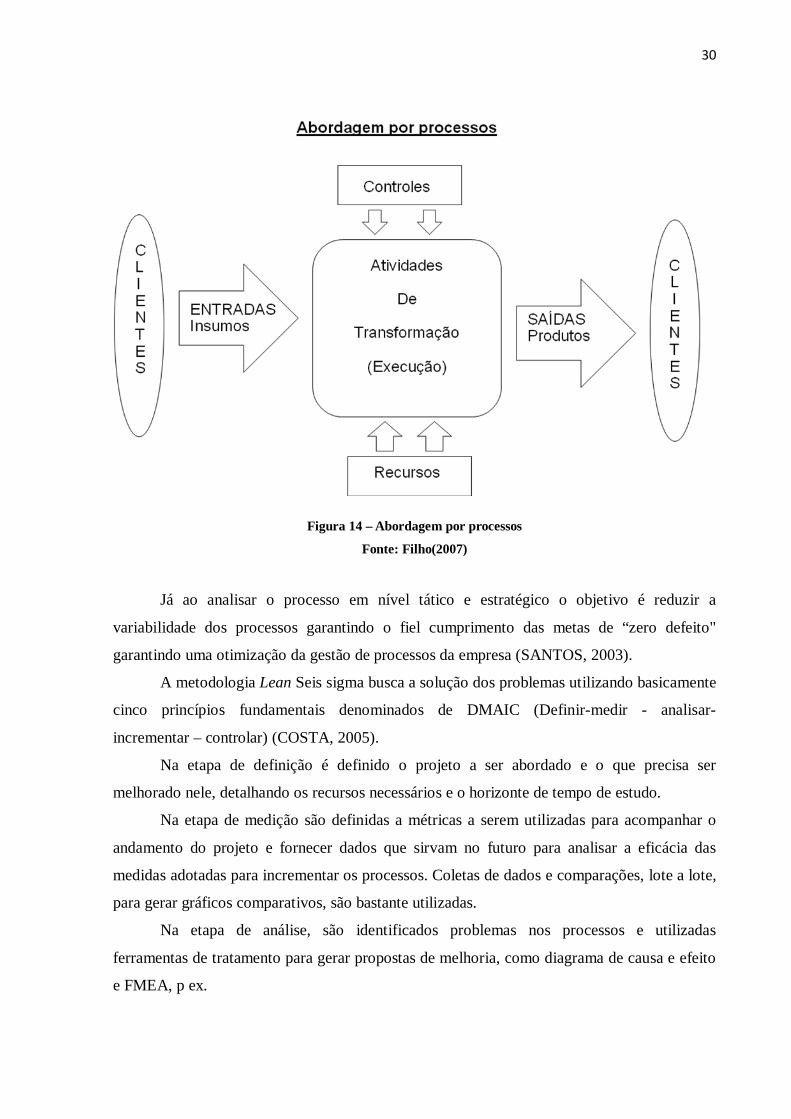
A abordagem por processos é bastante complexa, sendo necessários controles bastante
eficientes na monitoração dos processos, garantindo ser eficazes (PAIM, 2007). A Figura 14
exemplifica a metodologia:
30
Figura 14 – Abordagem por processos
Fonte: Filho(2007)
Já ao analisar o processo em nível tático e estratégico o objetivo é reduzir a
variabilidade dos processos garantindo o fiel cumprimento das metas de “zero defeito"
garantindo uma otimização da gestão de processos da empresa (SANTOS, 2003).
A metodologia Lean Seis sigma busca a solução dos problemas utilizando basicamente
cinco princípios fundamentais denominados de DMAIC (Definir-medir - analisar-
incrementar – controlar) (COSTA, 2005).
Na etapa de definição é definido o projeto a ser abordado e o que precisa ser
melhorado nele, detalhando os recursos necessários e o horizonte de tempo de estudo.
Na etapa de medição são definidas a métricas a serem utilizadas para acompanhar o
andamento do projeto e fornecer dados que sirvam no futuro para analisar a eficácia das
medidas adotadas para incrementar os processos. Coletas de dados e comparações, lote a lote,
para gerar gráficos comparativos, são bastante utilizadas.
Na etapa de análise, são identificados problemas nos processos e utilizadas
ferramentas de tratamento para gerar propostas de melhoria, como diagrama de causa e efeito
e FMEA, p ex.
31
Na etapa de melhoria, as soluções levantadas na etapa anterior são efetivamente
testadas, tendo em vista a pré-realização de um brainstorming para validar a intervenção.
Na etapa de controle, são definidos meios para dar sustentabilidade e ações que
garantam que as melhorias alcançadas sejam duradouras.
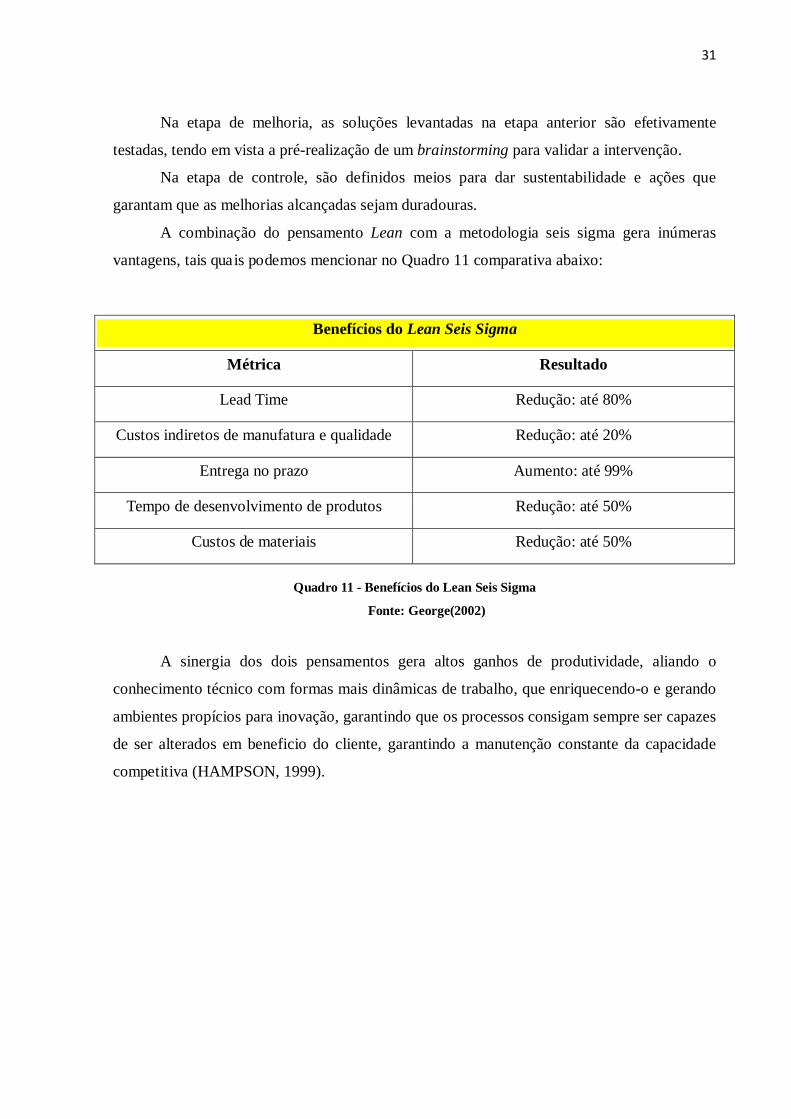
A combinação do pensamento Lean com a metodologia seis sigma gera inúmeras
vantagens, tais quais podemos mencionar no Quadro 11 comparativa abaixo:
Benefícios do Lean Seis Sigma
Métrica Resultado
Lead Time Redução: até 80%
Custos indiretos de manufatura e qualidade Redução: até 20%
Entrega no prazo Aumento: até 99%
Tempo de desenvolvimento de produtos Redução: até 50%
Custos de materiais Redução: até 50%
Quadro 11 - Benefícios do Lean Seis Sigma
Fonte: George(2002)
A sinergia dos dois pensamentos gera altos ganhos de produtividade, aliando o
conhecimento técnico com formas mais dinâmicas de trabalho, que enriquecendo-o e gerando
ambientes propícios para inovação, garantindo que os processos consigam sempre ser capazes
de ser alterados em beneficio do cliente, garantindo a manutenção constante da capacidade
competitiva (HAMPSON, 1999).
4 ESTUDO DE CASO
O estudo exploratório foi realizado em uma indústria do setor metalúrgico,
localizada em São Gonçalo (RJ) que é fabricante de equipamentos estruturais utilizadas pela
indústria de óleo e gás dentre outras finalidades. Possui na cartela de clientes empresas do
setor de petróleo, nuclear e diversos estaleiros.
Trata-se de uma empresa de pequeno porte, fornecedora credenciada de
equipamentos e que possui certificação do sistema de gestão de qualidade NBR ISO: 9000.
A empresa possui processos bem definidos e deseja dar inicio a uma iniciativa de
melhoria de processos que suporte seu desejo de aumentar a produtividade de sua planta,
absorvendo assim uma gama superior de projetos.
A empresa pretende através de um programa de melhoria de processos, obter
também um status mais apurado dos seus processos, para poder efetivar um controle mais
eficiente por custos e produtividade.
A empresa é eficaz, porém encontra sérios problemas em ser eficiente, daí a
necessidade de empreender programa de melhoria que leve ao alcance da efetividade
(eficácia+eficiência).
No âmbito dos produtos fabricados pela empresa, destaca-se seu forte know-how na
fabricação de vasos de pressão, correspondendo a cerca de 50% das encomendas, recipientes
metálicos em geral e hidrocilclones. Sendo assim equipamentos muito utilizados em refinarias
e na construção de plataformas de petróleo.
Primeiramente, para por em prática a ferramenta, deve ser descrito os macro
processos da empresa para que seja possível visualizar o seu funcionamento, e ser conhecida a

33
relação de dependência entre os processos.
Posteriormente a esta etapa será feito um minucioso estudo dos processos para
explodir as macro atividades em um detalhado diagrama que explicite todos os
processos envolvidos na confecção do projeto, paras que assim seja possível
desenvolver uma análise de valor dos processos que permitam a elaboração de um plano
de ação que reduza o efeito das atividades que não geram valor no produto final. De
forma que seja possível obter um menor tempo de ciclo e uma redução de custos do
projeto, evitando assim atrasos na entrega do projeto ao cliente.
A empresa dispõe de um layout de características do tipo funcional onde existe
mão de obra de nível técnico altamente qualificado capaz de produzir uma alta
variabilidade de produtos com equipamentos de baixo custo. Tal layout possui a
marcante característica de necessitar de altos gastos com supervisão de empregados e
possui boa aceitabilidade aos idéias de produção Lean.
Abaixo na figura 15, está descrito um fluxograma contendo os macros
processos produtivos:
Fluxograma dos Macros processos de produção
Figura 15 - Macro processos produtivos Fonte: Próprio autor

34
4.1 DESCRIÇÃO DOS PROCESSOS
Abaixo segue em seqüência uma breve descrição dos processos industriais da
empresa para conhecimento e identificação de possibilidades de melhoria.
O conjunto de processos de corte, risco chanfro é denominado de
processamento. Após existe o processo de montagem.
Já o esmeril e a soldagem são denominados solda e o jateamento e pintura
denominado pintura.
4.2.1. RISCO
Traçagem é conjunto de tarefas destinadas a criar os elementos informativos
necessários para ser realizado na chapa auxiliando o processo de corte. Pode ser
realizada manualmente em caso de a empresa operar com corte manual, ou pode ser
realizada via programa computacional, caso a empresa disponha de máquinas
automatizadas de corte.
De acordo com Mesquita (2007), é o processo de marcação de curva, retas ou
pontos sobre a chapa para visualização dos locais a serem cortados,furados ou dobrados.
No caso específico deste trabalho a empresa dispõe de uma maquina
automatizada computadorizada, concentrando todo seu processo de risco em um
software de desenho.
4.2.2. Corte
Processo de corte das chapas de aço automatizado com máquina de alta precisão
CNC (controle numérico computadorizado), que permite uma programação de corte
remota eliminando assim erros de imprecisão humana.
Os planos de corte das chapas são realizados via computador através do software
COLUMBUS e são definidos através somente da posse dos perfis de chapas
desejados para cada projeto. Sua posterior efetivação é ordenada por um critério de
prioridade de obras a serem entregues, definição esta de responsabilidade do
engenheiro responsável no PCP.

35
A chegada e acompanhamento da ordem de corte é acompanhada através da
interação entre o operador da maquina de corte e um integrante do PCP, de forma
contínua. A planta industrial trabalha com técnicas de oxicorte e corte a plasma.
Oxicorte é uma aplicação de corte recomendada na preparação das bordas das partes
a soldar extensamente usada quando são de espessura considerável. Muito usado
para o corte de placas, barras ou outros elementos ferrosos. Não corta aço inox por
ser um aço com características anti-oxidação.
O Processo de Corte Plasma foi desenvolvido desde os anos 50 para cortar metais
condutores, principalmente o aço inoxidável e o alumínio. Hoje é o processo com
maior crescimento na indústria, nas instalações industriais e nas oficinas em geral
como excelente ferramenta para o corte de metais, em virtude da velocidade e
precisão do corte. Corta uma ampla faixa de espessuras (dependendo da capacidade
do equipamento, é possível cortar metais desde 0.5mm até 60 mm de espessura).
De acordo com a Americam society of mechanical engineer (ASME), as
tolerâncias admissíveis para o corte variam para cada equipamento.
4.2.3. CHANFRO
Corte pequeno que elimina os cantos vivos de uma peça, consistindo assim numa
etapa de preparação do processo de montagem. Por se tratar de uma atividade
basicamente manual é de extrema importância ser feito com acompanhamento
especifico de um supervisor especialista para assim minimizar erros e facilitar o
processo de montagem e solda.
A ASME recomenda que para preservar a condição de trabalho do operador o
chanfro sempre seja orientado a permitir que o menor número possível de soldas seja
feitas no interior de equipamentos.
4.2.4. ESMERIL
Processo de tratamento, realizado para retirada de materiais indesejáveis, como
óxido de ferro, por exemplo, que comprometem a eficiência do processo de soldagem.
Ao eliminar impurezas consegue maximizar a produtividade do processo de
soldagem garantindo que elas estejam menos suscetíveis a trincas e outros problemas

36
com a qualidade. Tonini (2006) garante uma maior eficiência de soldagem nas chapas
esmerilhadas e armazenadas corretamente.
4.2.5. MONTAGEM
Após os devidos tratamentos das chapas, monta-se o conjunto tendo como
documento de referencia o desenho em AUTOCAD fornecido pelo departamento de
engenharia.
A montagem é uma etapa importantíssima qu requer mão de obra experiente e
alta supervisão para ser eficiente. Tonini (2006) alerta para a necessidade de cuidado
adicional nesta etapa visando assim reduzir o risco de acidentes.O respeito as
tolerâncias as normas aplicáveis ASME, deve ser total.
4.2.6. SOLDAGEM
A Soldagem é o processo de união de materiais (particularmente os metais) mais
importante do ponto de vista industrial sendo extensivamente utilizada na fabricação e
recuperação de peças, equipamentos e estruturas. A sua aplicação atinge desde pequenos
componentes eletrônicos até grandes estruturas e equipamentos (pontes, navios, vasos
de pressão, etc.). Existe um grande número de processos de soldagem diferentes, sendo
necessária a seleção do processo (ou processos) adequado para uma dada aplicação. A
empresa atualmente emprega 4 tipos de soldagem: MIG/MAG, TIG e arco submerso e
eletrodo revestido.
O MIG/MAG é um processo de soldagem a arco elétrico entre a peça e o
consumível em forma de arame, eletrodo não revestido, fornecido por um alimentador
contínuo, realizando uma união de materiais metálicos pelo aquecimento e fusão. É
aplicável à soldagem da maioria dos metais utilizados na indústria como os aços, o
alumínio, aços inoxidáveis, cobre a vários outros. Peças com espessura acima de
0,76mm podem ser soldados praticamente em todas as posições.
O processo de soldagem TIG é definido como o processo de soldagem a arco
elétrico estabelecido entre um eletrodo não consumível a base de tungstênio e a peça a
ser soldada. A poça de fusão é protegida por um fluxo de gás inerte. Se mostra
inadequado para soldagem de chapas de mais de 6 mm.
37
Soldagem por arco submerso é um método no qual o calor requerido para fundir
o metal é gerado por um arco formado pela corrente elétrica passando entre o arame de
soldagem e a peça de trabalho. A ponta do arame de soldagem, o arco elétrico e a peça
de trabalho são cobertos por uma camada de um material mineral granulado conhecido
por fluxo para soldagem por arco submerso. Não há arco visível nem faíscas, respingos
ou fumos.
Soldagem por eletrodo revestido consiste em um arco elétrico que é formado
com o contato do eletrodo (revestido) na peça a ser soldada. O eletrodo é consumido à
medida que vai se formando o cordão de solda, cuja proteção contra contaminações do
ar atmosférico é feita por atmosfera gasosa e escória, proveniente da fusão do seu
revestimento. Tem a vantagem do baixo custo e da soldagem em locais de difícil acesso
e possui a desvantagem da baixa produtividade.
4.2.7. JATEAMENTO
Fase inicial do acabamento do equipamento, que consiste em tratamento para
eliminar riscos, manchas de solda e proteger contra corrosão. Garantindo assim que
superfície do produto esteja na melhor condição possível para receber o tratamento de
tinta na fase subseqüente de pintura
Consiste basicamente em limpeza, mudança de textura ou gravação de uma
substância por aplicação de um jato de ar carregando material abrasivo ou colisivo
(POLONIO, 2003).
4.2.8. PINTURA
Fase final de acabamento do equipamento, onde deve ser isolada uma área
específica para proceder todas as demãos de tinta necessárias para finalizar o
equipamento, utilizando as tintas indicadas em plano de pintura específico desenvolvido
por inspetor autorizado.
Deve-se tomar cuidado especial com a condição do local de tratamento para
evitar contaminação e interferência na qualidade do processo.

38
Toda a superfície a ser revestida, deve ser limpa, isenta de óleo, graxa, sujeira,
poeira ou qualquer matéria estranha e contaminante da superfície, deixando o subs-trato
metálico isento de quaisquer contaminações (POLONIO,2003).
As tintas a serem escolhidas devem seguir o padrão de qualidade das normas
internacionais de pintura, se adequando ao tipo de funcionamento desejado para o
equipamento (ASME)
4.3 FONTES DE CUSTOS DOS PROCESSOS
Faz-se necessário uma descrição dos custos de processo envolvidos nos projetos
para acompanhar de forma mais precisa, com o menor percentual de erro possível a
margem de lucro de cada projeto.
Pode-se desta forma controlar os processos calculando seu custo e
subseqüentemente monitorando o tempo de execução conforme o cronograma de
atividades a serem realizadas. Para assim obter meios de comparar processos similares a
serem realizados no futuro e definir metas e prazos ótimos de execução. Informação
essa fundamental para acompanhar em tempo real o fiel cumprimento do orçamento do
projeto assim como descobrir sua real margem de lucro em comparação com a primeira
análise de viabilidade anterior ao efetivo inicio do projeto.
É de suma importância o conhecimento por parte do gestor, do custo de cada
processo, para que as ações de melhoria sejam priorizadas pelo critério do maior valor
econômico, combinado a complexidade do processo. De forma a ser necessário a
criação de sistemática comparativa que garanta que os processos que gerem maior valor
ao produto e tenham maior custo econômico combinados sejam priorizados.
De posse desta análise o gestor do processo pode contabilizar os ganhos obtidos
com seu programa de melhoria de processos e contínua mente aperfeiçoá-lo.
Vale ressaltar que programas de melhoria de processo devem ser incorporadas
aos valores da empresa, pois somente se forem continuamente realizadas, gerarão
ganhos para a corporação.
Abaixo estão descritos as fontes relevantes de custos em cada processo
(a) No processo de corte incide os gastos diretos com mão de obra, os gastos de operação da maquina de corte CNC, os gastos com a licença do programa operador de corte – COLUMBUS, e os insumos necessários, tais como oxigênio.

39
(b) Já no risco, temos apenas os gastos com mão de obra tendo em vista que é um processo rápido e apenas de marcação da chapa para chanfro.
(c) No processo de chanfra, temos os gastos com a operação da máquina (TARTARUGA), gastos com a mão de obra envolvida e com os insumos.
(d) O processo de esmeril tem a incidência de custos na mão de obra e com o disco de esmeril.
(e) A montagem tem custos somente com a mão de obra direta. (f) A soldagem tem custos com mão de obra e com os insumos da solda e com
os equipamentos necessários para os diferentes tipos de solda. (g) O jateamento e a pintura possuem custo de mão de obra, maquinário
necessário e os insumos. O custo da mão de obra envolvida em uma obra pode ser levantado através de
planilhas de alocação de atividades, contendo quantos homem-hora (hh) foram gastas
em cada atividade do processo multiplicando assim pelo respectivo valor monetário.
O custo de manutenção das máquinas pode ser estimado pelo gasto médio com
manutenção.
O custo da licença do software também é conhecido assim como os consumíveis
da obra (chapas, tinta, disco de esmeril, eletrodo para solda, etc.), que estão
especificadas na autorização do fornecimento (AF).
Esta análise possibilita a tripla comparação entre o gasto real do projeto, com o
gasto previsto e com o novo gasto com o processo melhorado, de forma a acompanhar a
eficácia das medidas adotadas no decorrer do projeto.
De posse desta informação a gerência pode traçar um plano realista de
investimentos que aloque uma quantidade ótima de recursos para incrementos
tecnológicos na planta.

5 ANÁLISES E DISCUSSÕES
5.1 DMAIC
Na etapa de definição do DMAIC, foram escolhidos 2 projetos de fabricação de
vasos de pressão para análise, tendo como horizonte de estudo o período de 2 meses.
Para a etapa de melhoria, definiu-se como métrica de estudo o avanço físico de
fabricação dos equipamentos confrontando com o idealizado na época de contratação do
pedido de fornecimento
Já na etapa de análise foi identificado como problema chave a ser tratado os
constantes atrasos na entrega dos equipamentos. Tal identificação foi feita mediante
brainstorming, com todos os envolvidos no setor de planejamento da empresa, no caso 4
pessoas. Em seguida foi definida como ferramenta de análise dos processos a FMEA e
posterior tratamento das causas pelo diagrama de Ishikawa.
No passo seguinte, de melhoria, testou-se algumas soluções para o problema,
empreendendo algumas alterações nos processos produtivos, no layout, por exemplo,
tendo como base as propostas do passo anterior
Para controlar e quantificar as melhorias alcançadas foram elaboradas estruturas
analíticas de projetos e gráficos de controle, verificando assim a viabilidade das
medidas adotadas.
Seguindo a lógica do PDCA, estes passos devem ser continuamente repetidos de
forma a tornarem as melhorias de processos um hábito duradouro na empresa,
aproximando cada vez mais a empresa da excelência
A Figura 16 explicita o DMAIC, a partir da etapa exploratória de análise,
indicando o passo a passo a ser seguido para obter melhoria continua dos processos.

41
Figura 16 – Melhoria contínua
Fonte: Adaptado de Rotondaro, 2003
42
5.2 ANÁLISE DOS PROCESSOS (FMEA)
Pode ser efetuada uma análise global dos processos envolvidos no projeto como um
todo. Para tal será utilizada a ferramenta FMEA (Failure Mode and Effect Analysis) ou
análise do modo e do efeito de falha.
Foi Preenchida ficha de percepção por todos os membros do setor de planejamento da
empresa estudada e seus resultados computados e ordenados em quadro específico por critério
de importância.
A formação acadêmica dos participantes era a seguinte:
• 2 Técnicos de planejamento
• 2 Engenheiros de produção
Os membros da equipe após preencherem as fichas através de brainstorming chegaram
a um consenso sobre a principal falha a ser abordado em cada processo e como seria o melhor
meio de melhorá-lo.
Os participantes tinham reconhecida experiência no ramo de construção e montagem
de equipamentos, tendo trabalhado em diversas empresas do ramo nos últimos 10 anos.
Quadro 12 abaixo explicita a aplicação do método nos processos envolvidos.

43
Processo Falha Efeito da falha Índice de
Severidade Causas Ocorrência Controle atual
Índice de
detecção NPR
Abrir OS
Demora em
processar
abertura
Atraso do
projeto 5
Falha
administrativa 1 Não Há 10 50
Abrir RM Demora na
aquisição
Atraso na
entrega 10
Sistema de
cotação e
seleção de
fornecedores
falho
4 Requisição de
materiais (RM) 3 120
Validar
materiais
recebidos
Atraso na
inspeção
realizada pelo
controle de
qualidade(CQ)
Tempo ocioso
de espera de
processamento
7
Sistema de TI
falho atrasa
notificação de
recebimento de
material
5 Requerimento de
inspeção 10 350
Corte Corte
incorreto
Especificação
invalida do
produto
10
Plano de corte
desenvolvido
incorreto
4
Software
especializado e
monitoramento
8 320

44
Processo Falha Efeito da falha Índice de
Severidade Causas Ocorrência Controle atual
Índice de
detecção NPR
Inspeção de
corte
Atraso de
inspeção
Tempo ocioso
de espera de
processamento
7
Atraso de
notificação e
atendimento da
solicitação de
inspeção
8 Requerimento de
inspeção 8 448
Chanfro Chanfro
incorreto
Perda de
material 8
Falha de
engenharia 6
Monitoramento
do supervisor 6 288
Esmeril Processo
incorreto
Perda de
material 8
Falha de
engenharia 6
Monitoramento
do supervisor 6 288
Montagem Esquema
incorreto Retrabalho 1
Falha de
engenharia 1
Monitoramento
do supervisor 6 6
Inspeção
dimensional
Atraso de
inspeções
Tempo ocioso
de espera de
processamento
7
Falha no fluxo
de informações
na empresa
9 Requerimento de
inspeção 10 630
Solda Falta de MO
qualificada
Atraso na
entrega 10
Escassez de
mão de obra
qualificada
9 Não há 10 900

45
Processo Falha Efeito da falha Índice de
Severidade Causas Ocorrência Controle atual
Índice de
detecção NPR
Testes Reprovação Atraso na
entrega 10
Falhas de
produção 1
Inspeções em
cada etapa 1 10
Quadro 12 - Análise dos processos
Fonte: Próprio autor
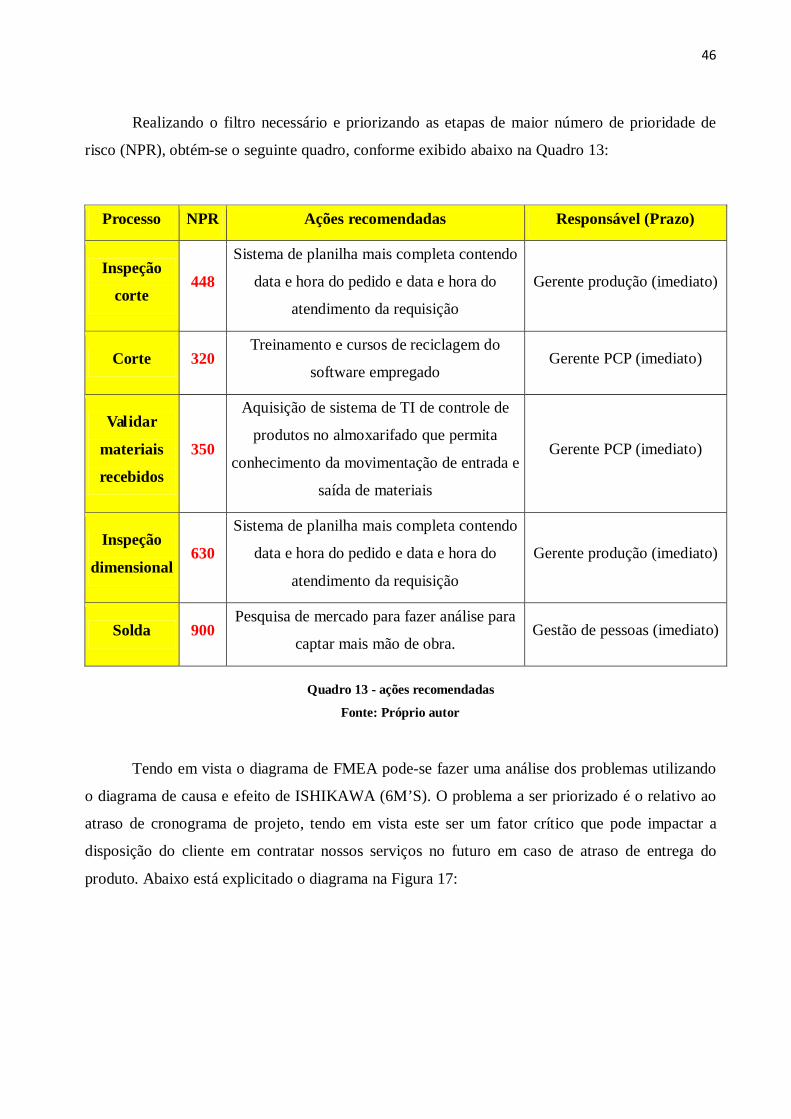
46
Realizando o filtro necessário e priorizando as etapas de maior número de prioridade de
risco (NPR), obtém-se o seguinte quadro, conforme exibido abaixo na Quadro 13:
Processo NPR Ações recomendadas Responsável (Prazo)
Inspeção
corte 448
Sistema de planilha mais completa contendo
data e hora do pedido e data e hora do
atendimento da requisição
Gerente produção (imediato)
Corte 320 Treinamento e cursos de reciclagem do
software empregado Gerente PCP (imediato)
Validar
materiais
recebidos
350
Aquisição de sistema de TI de controle de
produtos no almoxarifado que permita
conhecimento da movimentação de entrada e
saída de materiais
Gerente PCP (imediato)
Inspeção
dimensional 630
Sistema de planilha mais completa contendo
data e hora do pedido e data e hora do
atendimento da requisição
Gerente produção (imediato)
Solda 900 Pesquisa de mercado para fazer análise para
captar mais mão de obra. Gestão de pessoas (imediato)
Quadro 13 - ações recomendadas
Fonte: Próprio autor
Tendo em vista o diagrama de FMEA pode-se fazer uma análise dos problemas utilizando
o diagrama de causa e efeito de ISHIKAWA (6M’S). O problema a ser priorizado é o relativo ao
atraso de cronograma de projeto, tendo em vista este ser um fator crítico que pode impactar a
disposição do cliente em contratar nossos serviços no futuro em caso de atraso de entrega do
produto. Abaixo está explicitado o diagrama na Figura 17:
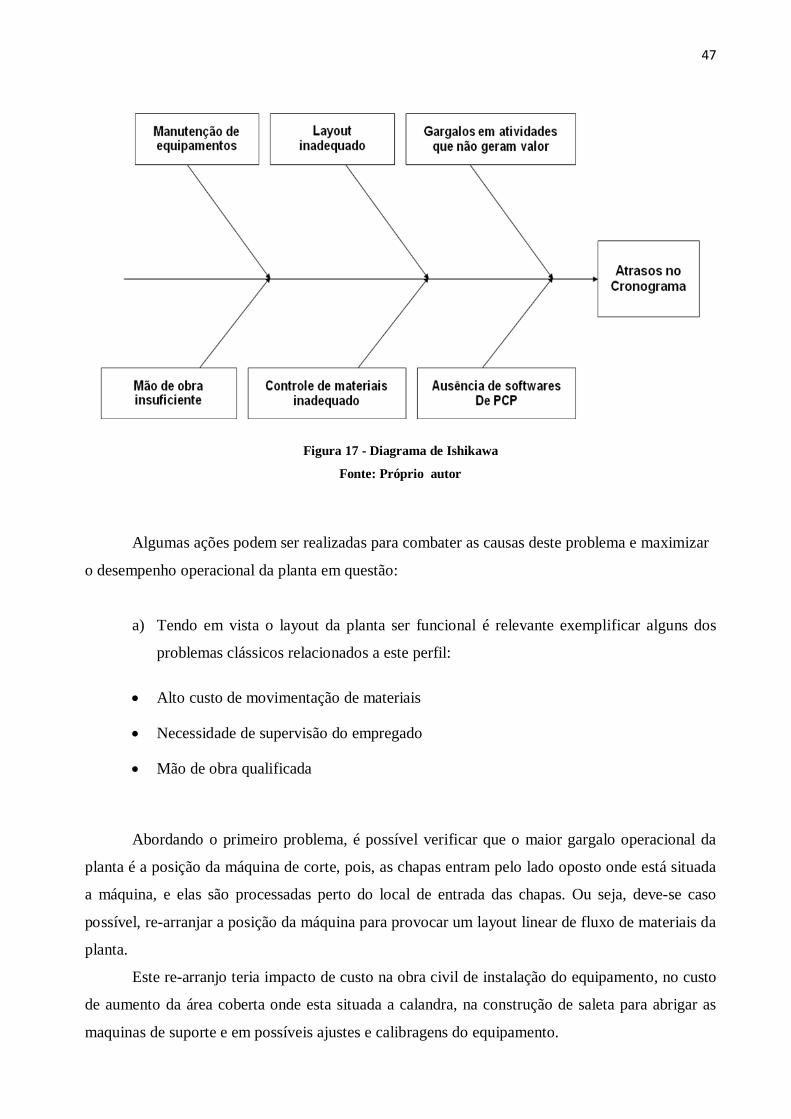
47
Figura 17 - Diagrama de Ishikawa
Fonte: Próprio autor
Algumas ações podem ser realizadas para combater as causas deste problema e maximizar
o desempenho operacional da planta em questão:
a) Tendo em vista o layout da planta ser funcional é relevante exemplificar alguns dos
problemas clássicos relacionados a este perfil:
• Alto custo de movimentação de materiais
• Necessidade de supervisão do empregado
• Mão de obra qualificada
Abordando o primeiro problema, é possível verificar que o maior gargalo operacional da
planta é a posição da máquina de corte, pois, as chapas entram pelo lado oposto onde está situada
a máquina, e elas são processadas perto do local de entrada das chapas. Ou seja, deve-se caso
possível, re-arranjar a posição da máquina para provocar um layout linear de fluxo de materiais da
planta.
Este re-arranjo teria impacto de custo na obra civil de instalação do equipamento, no custo
de aumento da área coberta onde esta situada a calandra, na construção de saleta para abrigar as
maquinas de suporte e em possíveis ajustes e calibragens do equipamento.
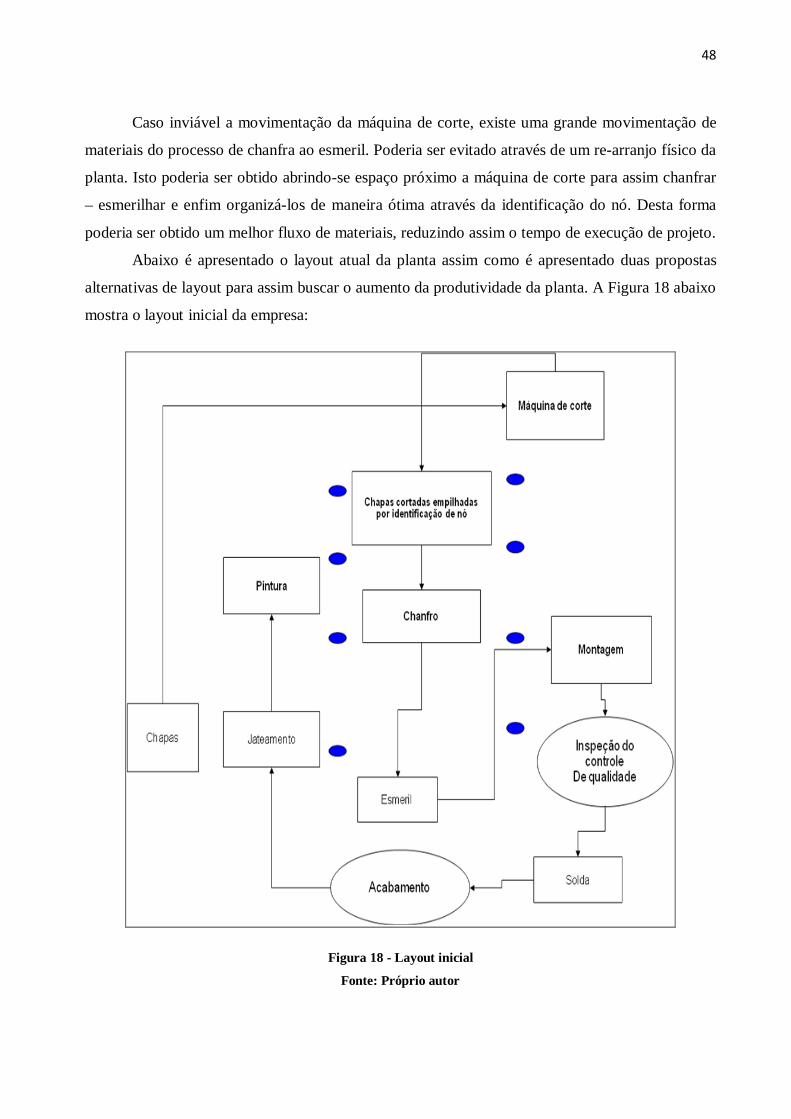
48
Caso inviável a movimentação da máquina de corte, existe uma grande movimentação de
materiais do processo de chanfra ao esmeril. Poderia ser evitado através de um re-arranjo físico da
planta. Isto poderia ser obtido abrindo-se espaço próximo a máquina de corte para assim chanfrar
– esmerilhar e enfim organizá-los de maneira ótima através da identificação do nó. Desta forma
poderia ser obtido um melhor fluxo de materiais, reduzindo assim o tempo de execução de projeto.
Abaixo é apresentado o layout atual da planta assim como é apresentado duas propostas
alternativas de layout para assim buscar o aumento da produtividade da planta. A Figura 18 abaixo
mostra o layout inicial da empresa:
Figura 18 - Layout inicial
Fonte: Próprio autor

49
Como proposta gerada para minimizar essas movimentações desnecessárias, foi proposta o
rearranjo de certas atividades como forma de melhorar a produtividade e estabilizar os processos.
De forma a não impactar a produção com profundas alterações do layout, foi proposto um layout
para minimizar as perdas no curto prazo, de alterações mais simplificadas e um layout com
alterações mais significativas a ser implementado em um segundo momento, quando a atividade
industrial da empresa estiver em setup, sendo possível empreende-la sem afetar a produtividade. O
novo layout está descrito na Figura 19:
Figura 19 - Novo layout (Solução de curto prazo)
Fonte: Próprio autor

50
Tendo em vista que no layout funcional o importante objetivo a ser alcançado é minimizar
a necessidade do uso de transporte ao invés de otimizar o sistema de transporte conforme pode ser
observado na Figura 20 foi proposto também um layout para o longo prazo.
Com este novo layout evita-se em muito a movimentação excessiva de chapas e demais
componentes, otimizando de forma robusta o andamento dos processos, reduzindo assim o tempo
de espera entre processos, aumentando consideravelmente a produtividade diária da planta. É
importante também destacar que será diminuída também a ocorrência de acidentes de trabalho,
resultantes da movimentação perigosa destes materiais.
Figura 20 - Novo layout (Solução de longo prazo)
Fonte: Próprio autor
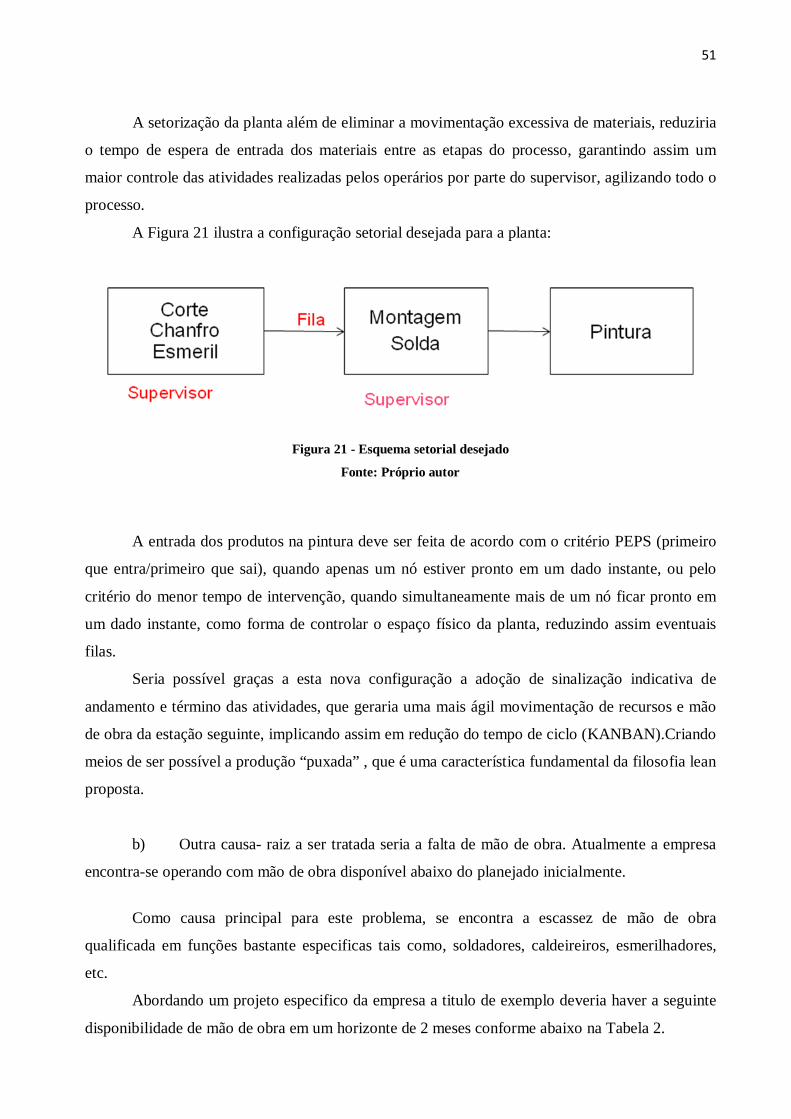
51
A setorização da planta além de eliminar a movimentação excessiva de materiais, reduziria
o tempo de espera de entrada dos materiais entre as etapas do processo, garantindo assim um
maior controle das atividades realizadas pelos operários por parte do supervisor, agilizando todo o
processo.
A Figura 21 ilustra a configuração setorial desejada para a planta:
Figura 21 - Esquema setorial desejado
Fonte: Próprio autor
A entrada dos produtos na pintura deve ser feita de acordo com o critério PEPS (primeiro
que entra/primeiro que sai), quando apenas um nó estiver pronto em um dado instante, ou pelo
critério do menor tempo de intervenção, quando simultaneamente mais de um nó ficar pronto em
um dado instante, como forma de controlar o espaço físico da planta, reduzindo assim eventuais
filas.
Seria possível graças a esta nova configuração a adoção de sinalização indicativa de
andamento e término das atividades, que geraria uma mais ágil movimentação de recursos e mão
de obra da estação seguinte, implicando assim em redução do tempo de ciclo (KANBAN).Criando
meios de ser possível a produção “puxada” , que é uma característica fundamental da filosofia lean
proposta.
b) Outra causa- raiz a ser tratada seria a falta de mão de obra. Atualmente a empresa
encontra-se operando com mão de obra disponível abaixo do planejado inicialmente.
Como causa principal para este problema, se encontra a escassez de mão de obra
qualificada em funções bastante especificas tais como, soldadores, caldeireiros, esmerilhadores,
etc.
Abordando um projeto especifico da empresa a titulo de exemplo deveria haver a seguinte
disponibilidade de mão de obra em um horizonte de 2 meses conforme abaixo na Tabela 2.

52
O quantitativo se refere à necessidade mensal planejada de funcionários e a realmente
obtida. Evidenciando assim a dificuldade de recrutar mão de obra qualificada para o setor.
Funções Jan Fev
CALDEREIRO PLANEJADO 19 19
REAL 3 6
SOLDADOR PLANEJADO 25 25
REAL 4 9
ESMERILHADOR PLANEJADO 12 12
REAL 4 5
MAÇARIQUEIRO PLANEJADO 1 1
REAL 2 2
TRANS./PINT PLANEJADO 5 5
REAL 2 1
TOTAL PLANEJADO 62 62
REAL 15 23
Tabela 2 - Real X Planejado
Fonte: Próprio autor
Na Figura 22, logo a seguinte, se encontra o status parcial no que diz respeito a
disponibilidade atual de mão de obra no projeto em questão. Fica fácil observar através do gráfico
a discrepância entre o real e planejado com uma deficiência de pessoal de aproximadamente 40%.

53
d)
Figuras 22 – Mão de obra direta por área
Fonte: Próprio autor
Em se tratando de um mercado cada vez mais competitivo a ausência de mão de obra na
empresa pode acarretar severas perdas relativas ao atrasos nas entregas de mercadorias aos
clientes, que são obviamente passíveis de multas contratuais.
Podemos detalhar mais ainda e obter um gráfico único que identifique os avanços
realizados nos dois meses correntes no que diz respeito a captação de mão de obra. A Tabela 3 e a
Figura 23 são dadas abaixo:
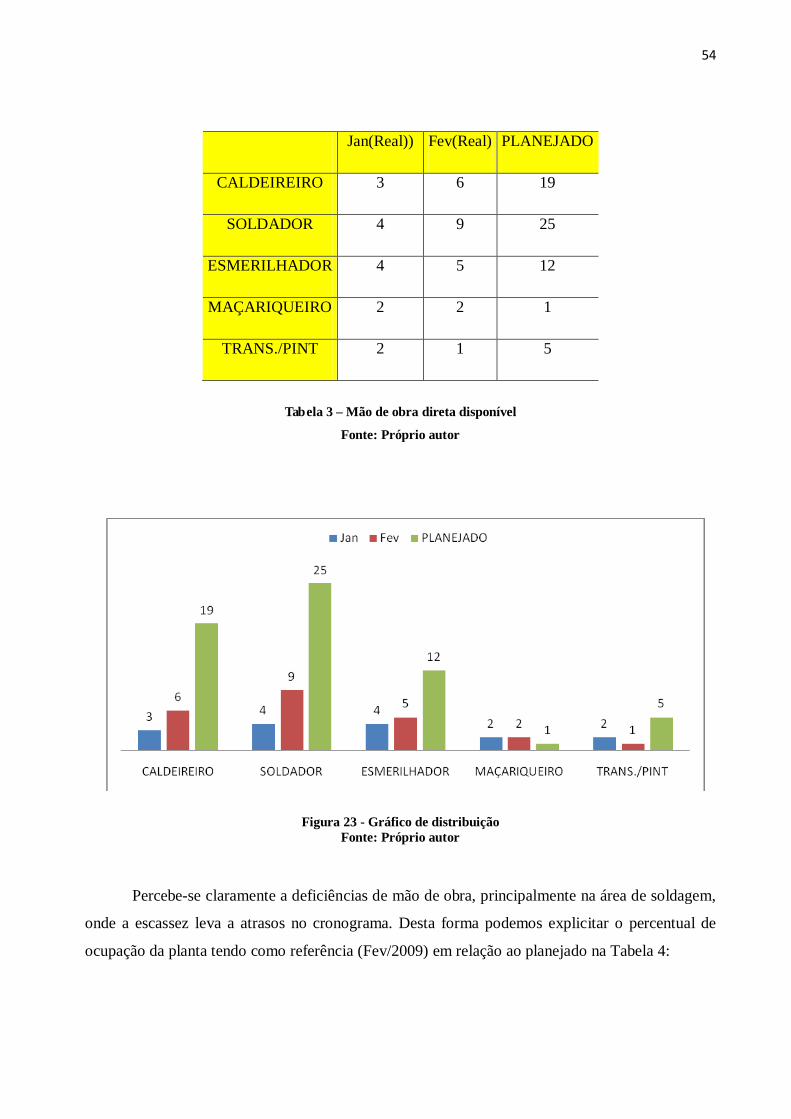
54
Jan(Real)) Fev(Real) PLANEJADO
CALDEIREIRO 3 6 19
SOLDADOR 4 9 25
ESMERILHADOR 4 5 12
MAÇARIQUEIRO 2 2 1
TRANS./PINT 2 1 5
Tabela 3 – Mão de obra direta disponível
Fonte: Próprio autor
Figura 23 - Gráfico de distribuição Fonte: Próprio autor
Percebe-se claramente a deficiências de mão de obra, principalmente na área de soldagem,
onde a escassez leva a atrasos no cronograma. Desta forma podemos explicitar o percentual de
ocupação da planta tendo como referência (Fev/2009) em relação ao planejado na Tabela 4:
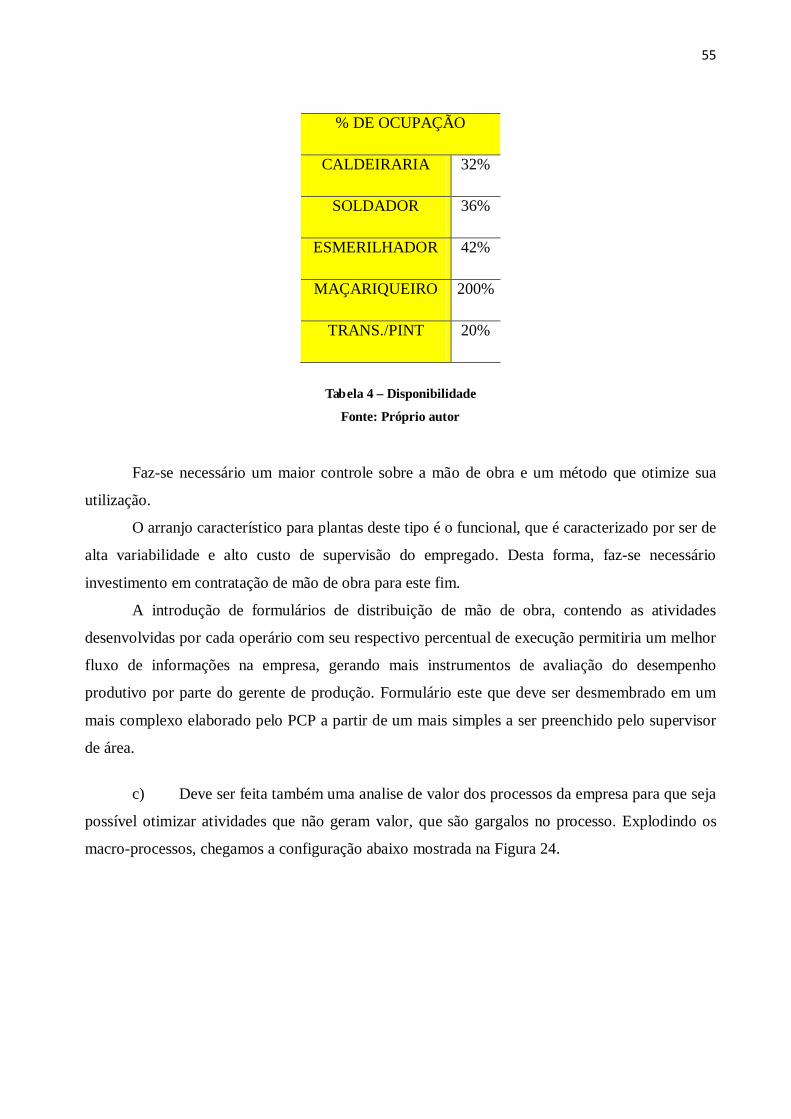
55
% DE OCUPAÇÃO
CALDEIRARIA 32%
SOLDADOR 36%
ESMERILHADOR 42%
MAÇARIQUEIRO 200%
TRANS./PINT 20%
Tabela 4 – Disponibilidade
Fonte: Próprio autor
Faz-se necessário um maior controle sobre a mão de obra e um método que otimize sua
utilização.
O arranjo característico para plantas deste tipo é o funcional, que é caracterizado por ser de
alta variabilidade e alto custo de supervisão do empregado. Desta forma, faz-se necessário
investimento em contratação de mão de obra para este fim.
A introdução de formulários de distribuição de mão de obra, contendo as atividades
desenvolvidas por cada operário com seu respectivo percentual de execução permitiria um melhor
fluxo de informações na empresa, gerando mais instrumentos de avaliação do desempenho
produtivo por parte do gerente de produção. Formulário este que deve ser desmembrado em um
mais complexo elaborado pelo PCP a partir de um mais simples a ser preenchido pelo supervisor
de área.
c) Deve ser feita também uma analise de valor dos processos da empresa para que seja
possível otimizar atividades que não geram valor, que são gargalos no processo. Explodindo os
macro-processos, chegamos a configuração abaixo mostrada na Figura 24.
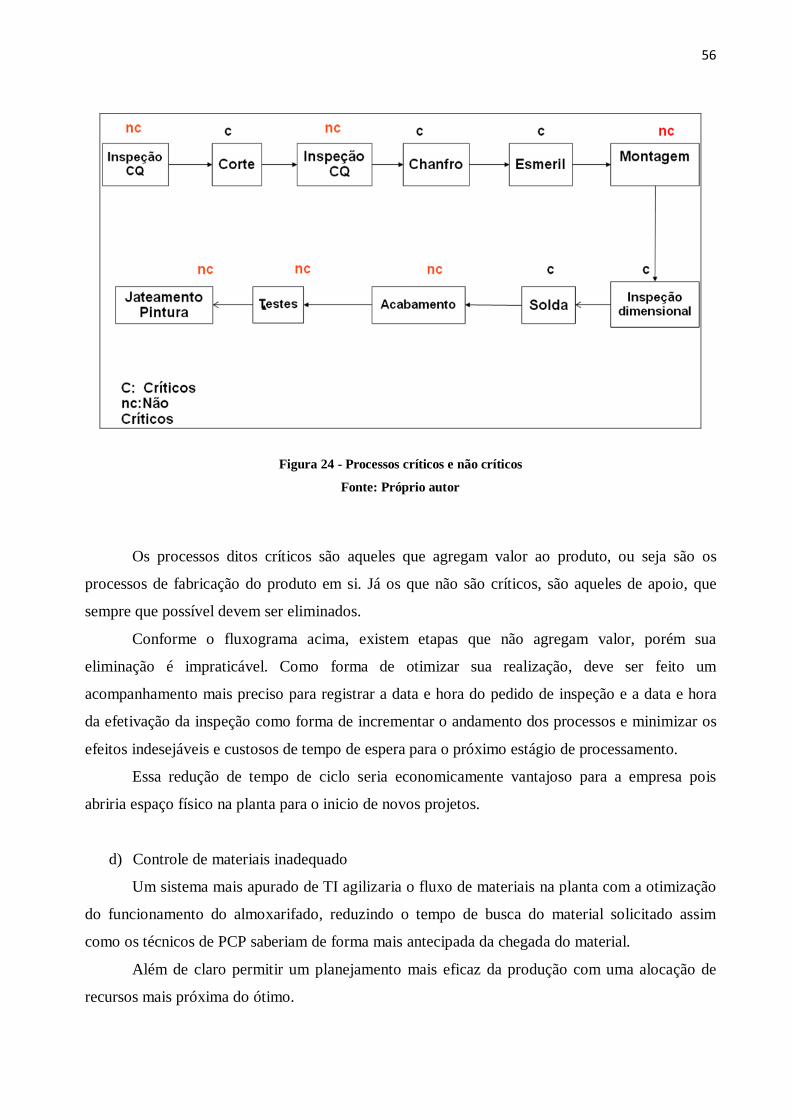
56
Figura 24 - Processos críticos e não críticos
Fonte: Próprio autor
Os processos ditos críticos são aqueles que agregam valor ao produto, ou seja são os
processos de fabricação do produto em si. Já os que não são críticos, são aqueles de apoio, que
sempre que possível devem ser eliminados.
Conforme o fluxograma acima, existem etapas que não agregam valor, porém sua
eliminação é impraticável. Como forma de otimizar sua realização, deve ser feito um
acompanhamento mais preciso para registrar a data e hora do pedido de inspeção e a data e hora
da efetivação da inspeção como forma de incrementar o andamento dos processos e minimizar os
efeitos indesejáveis e custosos de tempo de espera para o próximo estágio de processamento.
Essa redução de tempo de ciclo seria economicamente vantajoso para a empresa pois
abriria espaço físico na planta para o inicio de novos projetos.
d) Controle de materiais inadequado
Um sistema mais apurado de TI agilizaria o fluxo de materiais na planta com a otimização
do funcionamento do almoxarifado, reduzindo o tempo de busca do material solicitado assim
como os técnicos de PCP saberiam de forma mais antecipada da chegada do material.
Além de claro permitir um planejamento mais eficaz da produção com uma alocação de
recursos mais próxima do ótimo.
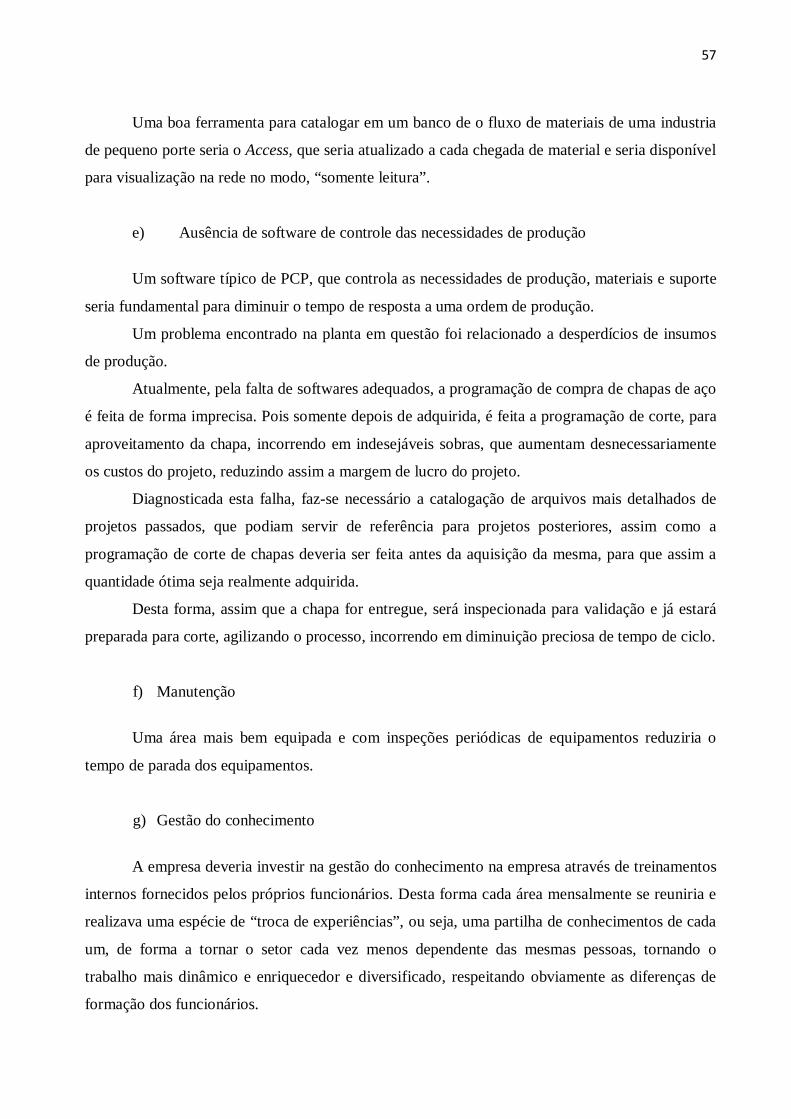
57
Uma boa ferramenta para catalogar em um banco de o fluxo de materiais de uma industria
de pequeno porte seria o Access, que seria atualizado a cada chegada de material e seria disponível
para visualização na rede no modo, “somente leitura”.
e) Ausência de software de controle das necessidades de produção
Um software típico de PCP, que controla as necessidades de produção, materiais e suporte
seria fundamental para diminuir o tempo de resposta a uma ordem de produção.
Um problema encontrado na planta em questão foi relacionado a desperdícios de insumos
de produção.
Atualmente, pela falta de softwares adequados, a programação de compra de chapas de aço
é feita de forma imprecisa. Pois somente depois de adquirida, é feita a programação de corte, para
aproveitamento da chapa, incorrendo em indesejáveis sobras, que aumentam desnecessariamente
os custos do projeto, reduzindo assim a margem de lucro do projeto.
Diagnosticada esta falha, faz-se necessário a catalogação de arquivos mais detalhados de
projetos passados, que podiam servir de referência para projetos posteriores, assim como a
programação de corte de chapas deveria ser feita antes da aquisição da mesma, para que assim a
quantidade ótima seja realmente adquirida.
Desta forma, assim que a chapa for entregue, será inspecionada para validação e já estará
preparada para corte, agilizando o processo, incorrendo em diminuição preciosa de tempo de ciclo.
f) Manutenção
Uma área mais bem equipada e com inspeções periódicas de equipamentos reduziria o
tempo de parada dos equipamentos.
g) Gestão do conhecimento
A empresa deveria investir na gestão do conhecimento na empresa através de treinamentos
internos fornecidos pelos próprios funcionários. Desta forma cada área mensalmente se reuniria e
realizava uma espécie de “troca de experiências”, ou seja, uma partilha de conhecimentos de cada
um, de forma a tornar o setor cada vez menos dependente das mesmas pessoas, tornando o
trabalho mais dinâmico e enriquecedor e diversificado, respeitando obviamente as diferenças de
formação dos funcionários.

58
5.3 MEDIÇÃO E CONTROLE DE MELHORIAS
Na condução do estudo foi possível programar o rearranjo de processos através da adoção
do layout proposto como solução de curto prazo, foi feito também um trabalho de melhoria no
controle de materiais conforme explicitado na análise de processos realizada utilizando FMEA,
assim como foi implementado controle mais rígido sobre atividades que não agregam valor. Sendo
assim possível através da utilização de estruturas analíticas de projeto (EAP) e curvas S,
acompanhar o desempenho de dois determinados projetos de diferentes tamanhos (peso), sendo
que um deles (projeto 1) que já estava em andamento porém estava estagnado e o outro de
proporção superior em peso ( projeto 2) estava em fase inicial.
As demais atividades demandavam parada de produção para serem realizadas no caso do
rearranjo de equipamentos, designada neste trabalho como rearranjo de longo prazo, ou
demandavam ações de eficácia difíceis de serem quantificadas no curto prazo, tais como ações de
melhoria na captação de recursos humanos para o ambiente de produção.
Porém, com as melhorias na organização dos processos, no controle de materiais e no
correto dimensionamento da mão de obra existente atualmente, foi possível obter sensível melhora
na condução do empreendimento com a conclusão do mesmo tendo atendido o prazo.
Abaixo na Tabela 5 estão definidos os pesos atribuídos as disciplinas de projeto a serem
representados na estrutura analítica de projeto (EAP) desenvolvida para monitorar o desempenho
dos processos.
Disciplinas Pesos
Projeto 1%
Suprimento 10%
Fabricação 89%
Tabela 5:14 Pesos atribuídos as disciplinas de projeto
Fonte: Próprio autor
Para definir os pesos das disciplinas tomou-se como base o fato de a engenharia ser quase
que inteiramente terceirizada para considerar um valor baixo. Em relação ao suprimento, foi
considerado um valor de 10% por se tratar basicamente de evento de pagamento parcial do
fornecimento de serviço
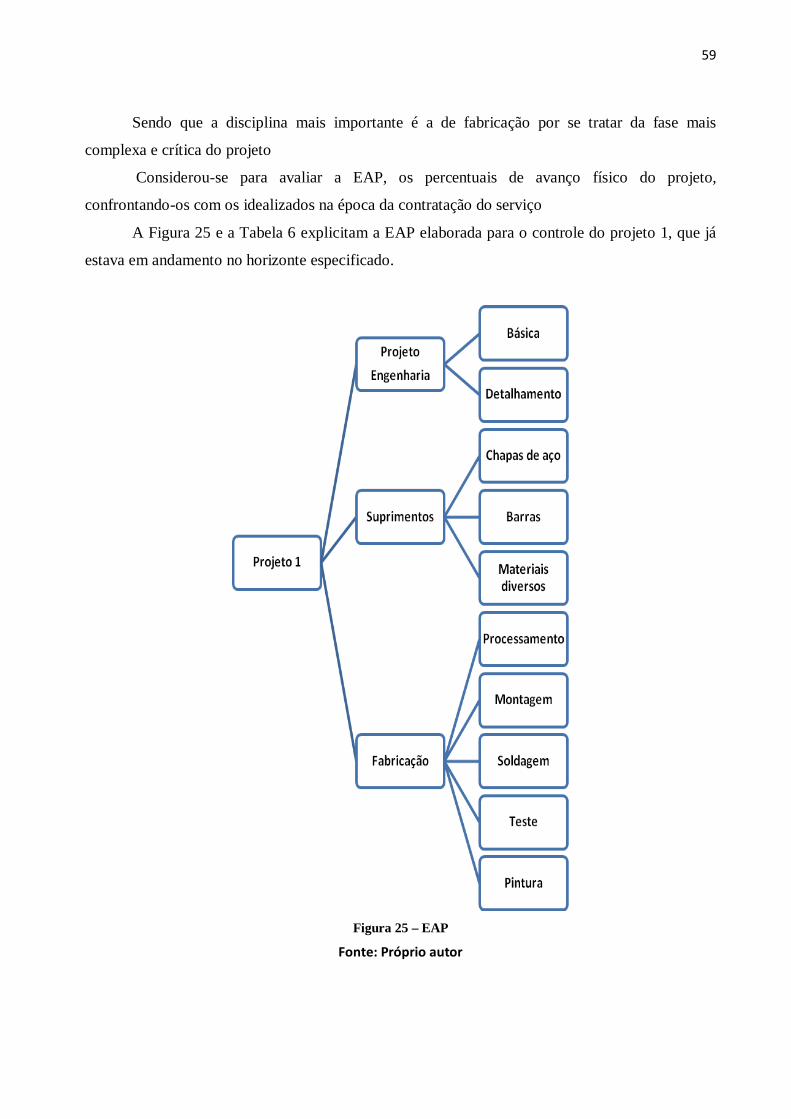
59
Sendo que a disciplina mais importante é a de fabricação por se tratar da fase mais
complexa e crítica do projeto
Considerou-se para avaliar a EAP, os percentuais de avanço físico do projeto,
confrontando-os com os idealizados na época da contratação do serviço
A Figura 25 e a Tabela 6 explicitam a EAP elaborada para o controle do projeto 1, que já
estava em andamento no horizonte especificado.
Figura 25 – EAP
Fonte: Próprio autor

60
EAP/WBS – Projeto 1
ATIVIDADE Status AGOSTO SETEMBRO
932 933 934 935 936 937
PROJETO
ABERTURA DE ORDEM DE SERVIÇO REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
EMISSÃO DOS DESENHOS REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
DELINEAMENTO PCP REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
MÉDIA REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
SUPRIMENTOS
CHAPAS REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
BARRAS REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
DIVERSOS REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
MÉDIA REAL 100% 100% 100% 100% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
FABRICAÇÃO
Processamento (10%) REAL 20% 45% 65% 90% 100% 100%
PLANEJADO 100% 100% 100% 100% 100% 100%
Montagem (20%) REAL 20% 35% 60% 90% 100% 100%
PLANEJADO 80% 85% 90% 95% 100% 100%
Soldagem (65%) REAL 10% 30% 60% 85% 100% 100%
PLANEJADO 70% 80% 90% 100% 100% 100%
Teste hidrostático (3%) REAL 0% 0% 0% 100% 100% 100%
PLANEJADO 0% 0% 0% 100% 100% 100%
Jateamento e pintura (1%) REAL 0% 0% 0% 0% 100% 100%
PLANEJADO 0% 0% 0% 100% 100% 100%
Entrega (1%) REAL 0% 0% 0% 0% 0% 100%
PLANEJADO 0% 0% 0% 0% 100% 100%
TOTAL GERAL REAL 22% 39% 62% 87% 99% 100%
PLANEJADO 75% 81% 88% 98% 100% 100%
Tabela 6 - EAP projeto 1
Fonte: Próprio autor

61
As Figuras 26,27 e 28 retratam a evolução do empreendimento e tornam possível a
visualização de como a melhora do desempenho foi alcançada.
Figura 26 - Curva de montagem
Fonte: Próprio autor

62
Figura 27 - Curva de soldagem Fonte: Próprio autor
Figura 28 - Evolução de projeto Fonte: Próprio autor

63
Figura 29 – EAP
Fonte: Próprio autor
64
Analisando em seguida o outro projeto que estava iniciando e tinha um peso maior que o
outro, foi obtido o seguinte resultado abaixo, descrito na Tabela 7:
EAP/WBS-Projeto 2 ATIVIDADE Status AGOSTO SETEMBRO
932 933 934 935 936 937 938 939 PROJETO ABERTURA DE OS REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100% EMISSÃO DOS DESENHOS REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100% DELINEAMENTO PCP REAL 0% 50% 75% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 75% 100% 100% 100% 100% 100%
MÉDIA REAL 0% 50% 92% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 92% 100% 100% 100% 100% 100%
SUPRIMENTOS CHAPAS REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100% BARRAS REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100% DIVERSOS REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100%
MÉDIA REAL 0% 50% 100% 100% 100% 100% 100% 100% PLANEJADO 0% 50% 100% 100% 100% 100% 100% 100%
FABRICAÇÃO Processamento (10%) REAL 0% 0% 0% 10% 25% 40% 45% 55% PLANEJADO 0% 0% 20% 30% 40% 50% 60% 70% Montagem (20%) REAL 0% 0% 0% 0% 20% 30% 40% 50% PLANEJADO 0% 0% 0% 20% 30% 40% 50% 60% Soldagem (65%) REAL 0% 0% 0% 0% 5% 15% 20% 25% PLANEJADO 0% 0% 0% 5% 10% 20% 30% 40% Teste hidrostático (3%) REAL 0% 0% 0% 0% 0% 0% 0% 0% PLANEJADO 0% 0% 0% 0% 0% 0% 0% 0% Jateamento e pintura (1%) REAL 0% 0% 0% 0% 0% 0% 0% 0% PLANEJADO 0% 0% 0% 0% 0% 0% 0% 0% Entrega (1%) REAL 0% 0% 0% 0% 0% 0% 0% 0% PLANEJADO 0% 0% 0% 0% 0% 0% 0% 0%
TOTAL GERAL REAL 0% 6% 11% 12% 20% 29% 34% 39%
PLANEJADO 0% 6% 13% 20% 26% 34% 43% 51%
Tabela 7 - EAP projeto 2 Fonte: Próprio autor
As Figuras 30,31 e 32 retratam a evolução do empreendimento e tornam possível a
visualização de como a melhora do desempenho foi alcançada.

65
Figura 30 - Curva de montagem Fonte: Próprio autor
Figura 31 - Curva de Soldagem Fonte: Próprio autor

66
Figura 32 - Evolução de projeto Fonte: Próprio autor
Fica assim claro que a técnica funciona para diferentes amplitudes de projeto e que foi
capaz de reduzir a defasagem do andamento dos projetos, otimizando assim o andamento dos
empreendimentos.
Registra-se que a técnica funcionou para aperfeiçoar o andamento do projeto nas condições
normais de fabricação, não tendo ocorrido movimentação extraordinária de pessoal, nem mesmo a
adoção de horas extras.
Ambos os projetos tinham atrasos consistentes e o rearranjo das atividades aliados a
melhor gestão dos processos foi capaz de suavizar o problema.

6 CONCLUSÕES
A aplicação da ferramenta FMEA para análise dos processos combinada a princípios
extraídos da metodologia lean seis sigma na planta em questão foi extremamente útil, pois
possibilitou uma gradual redução de tempo de execução dos processos, através de um
remanejamento da estrutura de produção para mais próxima do ótimo, tendo em vista as
restrições fabris existentes.
O principio da minimização dos do tempo de fabricação, através de uma melhora do
fluxo produtivo é inerente a filosofia Lean, sendo critério básico para garantir a sobrevivência
das empresas. O objetivo da redução das perdas e desperdícios deve ser contínuo e integrar
toda cadeia de valor da companhia, mudando assim por completo a maneira de gerenciar da
empresa.
A redução do tempo de execução de projeto conseguido se torna um fator de
competitividade para licitações futuras realizadas por diversas empresas e colocaria a empresa
em patamar diferenciado de competitividade, garantindo assim a possibilidade de aumentar
receitas e atender mais pedidos ao mesmo tempo.
Sendo uma empresa de pequeno porte e do setor metalúrgico, em que os processos já
são bem definidos e as melhorias organizacionais são mais práticas, a filosofia Lean Seis
Sigma se adapta consideravelmente, pois um conjunto enorme de pequenas ações é capaz de
gerar resultados satisfatórios e de ser bem aceito pela alta gerência, além de não causarem
conflitos com a mão de obra por não empreenderem mudanças radicais na metodologia de
trabalho, adicionando somente um maior grau de organização.

68
A setorização da planta foi um agente facilitador para a implementação da produção
puxada, pois facilitou a integração dos processos, diminuindo tempo de espera para a etapa
seguinte, diminuindo a ocupação física de preciosos espaços fabris com material aguardando
processamento, garantindo assim a maximização da produtividade da fabrica.
Possibilitou também um maior grau de supervisão dos operários, reduzindo sua
ociosidade e garantindo uma maior produtividade.
A utilização de ferramentas de engenharia de projetos, tais como estruturas analíticas
de projeto (EAP) e gráficos de controle foram importantes para mensurar os ganhos obtidos e
constituem informações cruciais para a tomada de decisão em projeto industrial.
Em outras palavras, pode-se dizer que a com o constante monitoramento dos processos
foi possível identificar gargalos e atuar para combatê-los, conseguindo assim reduzir a
defasagem dos projetos.
Vale a pena ressaltar que na condução deste estudo foi possível obter graus de
melhoria nos processos nas condições normais de fabricação, ou seja, não houve nenhum
aumento de força de trabalho assim como não foi programadas horas extras.

7 REFERÊNCIAS BIBLIOGRÁFICAS
ABRAHAM, M. Artigo Lean seis sigma na cadeia de valor. Disponível em
< www.setecnet.com.br/artigos/lean_seis_sigma_na_cadeia_de_valor.pdf>. Acesso em
19/05/2009.
AMARAL, D. FMEA: Análise do tipo e efeito de falha. Disponível em:
<http://www.gepeq.dep.ufscar.br/arquivos/FMEA-APOSTILA.pdf>. Acesso em: 06/06/2009.
ASME VIII. Rules for construction of pressure vessels, 2001.
BARRETO, J. Analise de falhas no processo logístico devido a falta de um controle de
qualidade, Revista Produção online, ISSN 1676 - 1901 / Vol. 5/ Num. 2/ Junho de 2005.
BUCCELLI, D. O. Integração dos ativos intangíveis no processo de planejamento estratégico:
Uma revisita à matriz SWOT, FACEF PESQUISA - v.10 - n.3,p. 10-16,2007.
CAMPOS, V. F. TQC: Controle da qualidade total (estilo japonês). Rio de Janeiro, Bloch
editores, 2004.
CAULLIRAUX, H. CAMEIRA, R. A Consolidação da Visão por Processos na Engenharia de
Produção e Possíveis Desdobramentos, Grupo de Produção Integrada/COPPE-EE//UFRJ, Rio
de Janeiro, 2000.
COSTA, M. J. Applying Six Sigma to Business Process Excellence, BP Trends Review,
p.163-171, 2005.

70
D. JOOS, C. Comparando as metodologias: Lean enterprise, six sigma e de gestão da
qualidade. Disponível em: <http://www2.uol.com.br/canalexecutivo/artigosa1.htm>. Acesso:
em 04/02/2009.
DAVENPORT, T.; SHORT, J. The New Industrial Engineering: Information Technology and
Business Process Redesign, Sloan Management Review, summer, Vo. 31. pp. 11-27, 1990.
ESAB, Disponível em: <http://www.esab.com.br/br/por/Instrucao/biblioteca/Apostilas. cfm>.
Acesso em: 10/04/2009.
FERNANDES, M. M. Seleção de projetos Seis Sigma: aplicação em uma indústria do setor
automobilístico, Prod. v.17 n. 3 São Paulo, 2007.
FILHO, H. Z. Apostila de planejamento e controle de produção. Curso de engenharia de
planejamento de construção e montagem de equipamentos. Programa de mobilização da
indústria de Petróleo (PROMINP), 2007.
FIORAVANTI, A. Aplicação da metodologia “Design for six sigma” (DFSS) em projetos
automotivos, Dissertação (mestrado em engenharia automotiva), Universidade de São Paulo,
São Paulo, 2005.181p.
FRANCO, P. C. Lean sigma: A potencialização do Lean enterprise e six sigma na gestão do
negócio, 2º fórum six sigma Yahoo, 2006.
FUZARO R. Do you need a Business Process Department, BP Trends review, v.12, n.3, p.
451-457, 2008.
GEORGE, M. L. Lean six sigma: combining six sigma quality with lean speed, McGraw-Hill
Company, Inc. Madison, USA,
HAMMER, M. Reengineering Work: don’t automate, obliterate . Harvard Business Review,
v.22, n3, p.-263-272, 1999.
2002
HAMMER, M. The Chief Process Officer?, Harvard Business Review, v.42, n.2, p. 243-249,
2004.
HAMMER, M.; CHAMPY, J., Reengenharia: repensando a empresa em função dos clientes,
da concorrência e das grandes mudanças da gerência, Ed.Campus,Rio de Janeiro,1994.
71
HAMMER, M.; Stanton, S. How Process Enterprise Really Work. Harvard Business Review,
v.22, n3, p. 233-242, 1999.
HAMPSON, I. Lean production and the Toyota production system - Or, the case of the
forgotten production concepts." Economic and Industrial Democracy review, v.16, n.4, p.
264-279, 1999.
HEINECK, R.L. Modelos de produção enxuta destinados a viabilização de vantagens
competitivas. Encontro nacional de engenharia de produção (ENEGEP), Salvador, p.7-14,
2001.
KENDRICK, J.W. Improving Company Productivity. The Johns Hopkins University Press,
v.21, n.5, p. 458-471, 1984.
LAKATOS, E. M.; MARCONI, M. de A. Metodologia Científica, São Paulo, Ed. Atlas, 1983.
Lean Institute Brasil. Disponível em: <http://www.lean.org.br/>. Acesso em: 08/02/2009
MAXIMIANO, A. Administração de projetos: como transformar idéias em resultados, São
Paulo, Ed. Atlas, 1997
MELO, J. G. Estudo Comparativo do Seis Sigma e do Pensamento Enxuto, Simpósio de
engenharia de produção (SIMPEP) – Bauru, p. 6-14, 2004
MESQUITA, E.L. Conformação dos aços inoxidáveis. Disponível em
<http://www.lapisraro.com.br/clientes/acesita/site/port/aco_inox/pdf/apostila_aco_inox_confo
rmacao.pdf > Acesso em 20/10/2009
MUNDELL, M.E. Improving Productivity and Effectiveness. Prentice-Hall, Inc. 1983.
MÓDICA, J. E. Gerenciamento e Controle de Portfólio de Projetos em Empresas do Setor
Petrolífero que Possuem uma Extensa Carteira de Projetos. Rio Oil and Gas Expo
Conference, Rio de Janeiro, 2006.
MURILO, R. C. A Informação como Fator Motivacional de Equipes, Revista EUAX, v.3, n.2,
p.17-26, 2003.
72
NAVE, D. Como comparar o seis sigma, o Lean e a teoria das restrições. Disponível em
< www.setecnet.com.br/artigos/leanseissigma.pdf>. Acesso em 19/06/2009.
NAZARENO, R.R. Implantando técnicas e conceitos da produção enxuta integradas a
dimensão de analise de custos. Revista produção, v.6, n.4, p.117-119, 2006.
Núcleo de manufatura avançada (NUMA). Disponível em: <http://www.numa.org.br/>.
Acesso em 03/02/2009.
PAIM, R. As tarefas para gestão de processos– Tese (doutorado em engenharia de produção)
Universidade Federal do Rio de Janeiro, 2007.227p
PAIM, R.; CAULLIRAUX, H., CARDOSO, V. A inserção dos processos no projeto de
organizações: uma argumentação conceitual e prática. Encontro nacional de engenharia de
produção (ENEGEP), Curitiba, p.126-131, 2002.
PALADY, P. Análise dos Modos de Falha e Efeitos. Ed. São Paulo, 2003.
POLONIO, W.L. Aplicação de revestimento anticorrosivo em vasos de pressão em sistemas
de vácuo no processo de fabricação de açúcar e álcool. Revista Brasileira de Aplicações de
Vácuo, v. 22, n. 2, 67-77, 2003.
PORTER, M. E. Estratégia competitiva: técnicas para análise de indústrias e de concorrência,
Rio de Janeiro, Ed. Campus, 1986.
PORTER, M. E. Vantagem competitiva, Rio de Janeiro, Ed. Campus, 1991.
QUELHAS, O. ET AL. Planejamento e controle da produção. Rio de Janeiro, Ed. Elsevier,
Rio de Janeiro 2008.
RAMOS, E. F. Utilização da FMEA para Gestão de Riscos em Projetos de Desenvolvimento
de Software, Revista EUAX, v.3, n.2, p.46-51 2004
ROTONDARO, R. G. Seis Sigma, São Paulo, Ed. Atlas, 2007.
SAARI, S. Productivity. Theory and Measurement in Business. Productivity Handbook (In
Finnish). MIDO OY Review, p. 512-523, 2006.

73
SAARI, S. The Quality Based Economy (In Finnish). MIDO OY Review, p. 213-225, 2002.
SAARI, S. Productivity measurement as a part of profitability measurement (In Finnish),
MIDO OY Review, p.456-471, 2000.
SANTOS A. B. A implementação dos projetos seis sigma contribuindo para o direcionamento
estratégico e para o aprimoramento do sistema de medição de desempenho. Encontro nacional
de engenharia de produção ( ENEGEP),Ouro Preto,p. 31-40,2003
SANTOS, A. B. Modelo de referência para estruturar o seis sigma nas organizações, Revista
gestão & Produção, v.22, n.3, p. 87-99, 2008.
SENA, A. A. Aplicação da metodologia DMAIC no estudo da rotatividade de fio de cobre
redondo numa empresa multinacional francesa. Encontro nacional de engenharia de produção
( ENEGEP), Ouro Preto, p.60-71, 2003.
SEVERIANO F. C. Produtividade & manufatura avançada. João Pessoa, Ed. Universitária,
1999.
SHAH, R.; P. T. W. Defining and developing measures of lean production. Journal of
Operations Management, v.3, n.2, p.254-268, 2007.
SHINGO, S. O. sistema Toyota de produção, Porto Alegre, Ed. Bookman, 1996.
SINK, D. S. Productivity Management: Planning, Measurement and Evaluation, Control and
Improvement, New Jersey, John Wiley and Sons Inc., 1985.
SNEE, R. D. O processo de seleção do projeto. Disponível em
<www.setecnet.com.br/artigos/oprocessodeselecaodeprojeto.pdf>. Acesso em 28/07/2009
STAINER, A. Productivity management: the Japanese experience, Journal Management
Decision, p.312=325, 1995
TONINI, A.C. Melhoramento do projeto e fabricação de tampo duplamente revestido
utilizado em vaso de pressão. Rev. ciênc. exatas, Taubaté, v. 12, n. 1, p. 125-133, 2006.
74
TREIN, F. A aplicação de técnicas sistemáticas para a análise e melhoria de layout de
processo na indústria de beneficiamento de couro, Encontro nacional de engenharia de
produção (ENEGEP), Salvador, p.19-27, 2001.
TRICOME, K. Process Mapping – Collaborating is Key. Disponível em <
http://www.bpminstitute.org/articles/article/article/process-mapping-collaboration-is-
key.html> Acesso em 16/08/2009
URTADO, E. O processo de corte de metais por plasma, Congresso brasileiro de engenharia
mecânica (COBEM), Brasília, p.126-137, 2007.
VALERIANO, D. L. Gerência em projetos: Pesquisa, desenvolvimento e engenharia, Ed.
Makrom, São Paulo, 1998.
VALLADARES, V. A integração do Seis Sigma ao Lean Manufacturing. Disponível em
< www.v2consulting.com.br/v2con/pub/sigma.pdf> Acesso em 16/07/2009.
WERKEMA, M.C.C. Ferramentas estatísticas básicas para o gerenciamento de processos.
Belo Horizonte, Fundação Christiano Ottoni, 1995.
WOMACK, J. JONES, Daniel. Lean thinking. New York. Ed. Simon &Schuster, 1996.
WRIGHT, P.; KROLL, M. J.; PARNELL, J. Administração estratégica: conceitos. São Paulo,
Ed. Atlas, 2000.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo