resolvendo o problema de manobras de bobinas em uma...
TRANSCRIPT
RESOLVENDO O PROBLEMA DE
MANOBRAS DE BOBINAS EM UMA
EMPRESA DE TUBOS FLEXÍVEIS VIA
UM MODELO DE PROGRAMAÇÃO
LINEAR INTEIRA
Priscila Pessanha de Tassis (FAESA)
SELMA FERREIRA DE OLIVEIRA (FAESA)
Rafael Buback Teixeira (FAESA)
Rodolfo Cola Santolin (Technip)
Luciano Lessa Lorenzoni (FAESA-IFES)
Este artigo relata um estudo de caso aplicado a um fabricante de tubos
flexíveis que utiliza bobinas para armazenar o produto final e as
transportam do seu estoque para as diversas frentes de trabalho. O
transporte é realizado por equipamenntos específicos denominados
jumbos que têm limitações de carga para cada um deles. O objetivo
deste trabalho é determinar a melhor alocação do recurso jumbo de
forma a minimizar o tempo total de atendimento (tempo total de
manobras). O problema foi modelado como um problema de
programação linear inteiro com variáveis binárias. Os resultados
obtidos com o CPLEX foram bastante significativos se comparados
com a solução vigente.
Palavras-chaves: manobra de bobinas, programação inteira, tubos
flexíveis
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A tecnologia aplicada na indústria de petróleo ampliou as formas de transporte do óleo e do
gás modernizando e aumentando a confiabilidade do processo. Na década de 80 ainda não
existia tecnologia disponível para explorar poços de petróleo a mais de 500m de
profundidade. Com o descobrimento dos campos em águas profundas e ultraprofundas um
novo cenário petrolífero surgiu no mundo e a busca pela exploração nessas águas, conhecido
como segmento offshore, possibilitou o desenvolvimento de transportes em tubos e navios
(PETROBRAS, 2009).
Para a extração do petróleo em águas profundas são utilizados tubos flexíveis que são
tubulações de tamanho padronizado, colocados em série, destinados ao transporte de fluidos
líquidos ou gasosos (CARDOSO, 2004). Os tubos podem ser de diâmetros variados e o
armazenamento se faz em estruturas metálicas denominadas de bobinas, semelhantes a
carretéis de linhas de costura, porém, de dimensões exageradamente maiores. Assim surge a
necessidade das empresas produtoras deste tipo de material possuírem áreas ainda maiores
para armazenamento dessas bobinas e desses tubos.
As empresas têm utilizado tecnologia de ponta para melhor produzir e garantir que os tubos
flexíveis atendam as especificações de normas técnicas especificas deste setor, visando o
avanço nos níveis de precisão, flexibilidade e capacidade de atender a demanda, procurando
eliminar custos, reduzir falhas durante o processo e não desperdiçar tempo.
O transporte de materiais em processamento, levando em conta tempo e espaço torna-se um
problema significativo nas indústrias, sendo necessário, portanto, determinar uma maneira
eficiente, rápida e segura de se fazer a movimentação de bobinas que é realizada pelo
equipamento denominado jumbo. Esse equipamento realiza as manobras para as máquinas,
áreas de montagens, e de transferência (reposicionamento de uma ponta para outra do tubo) e
teste das linhas, todas caracterizadas como frentes de trabalho.
Esse estudo apresenta um modelo matemático de programação linear inteira cujo objetivo é
minimizar o tempo total dessas manobras de maneira que atenda a todas as frentes de
trabalho, respeitando todas as restrições envolvidas no processo de movimentação, tais como
capacidade dos recursos, velocidade dos equipamentos e limitações das frentes de trabalho.
Para a resolução do modelo foi utilizado o CPLEX - um software otimizador de programação
matemática.
O trabalho está estruturado em sete seções incluindo essa que é introdutória. Na seção 2
encontra-se a caracterização do problema e na 3 apresentam-se alguns trabalhos relacionados.
Na seção 4 tem-se formulação matemática generalizada do problema. Já na seção 5, relatam-
se os experimentos computacionais e, na seção 6, as conclusões e perspectivas futuras. Por
fim, na seção 7, as referencias.
2. Caracterização do problema
A produção da empresa de tubos flexíveis em estudo baseia-se no modelo “Produção sob
Encomenda” o que implica numa variedade de operações específicas para cada pedido
efetuado. O andamento, em geral, da produção não segue um plano padronizado ou rotineiro.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Os pedidos recebidos ao longo de um período são determinantes para se definir como a
produção deverá ser planejada e controlada.
Com o aumento no volume e a diversidade da produção, houve a necessidade da criação da
equipe de gerenciamento de bobinas. Essa equipe visa aperfeiçoar a utilização das bobinas,
conforme o cenário apresentado pelo planejamento da produção. Depois da análise do cenário
recebido define-se o estudo de bobinas, onde é determinado o tambor (caixa cilíndrica em
geral metálica em que se enrola o tubo) mínimo para determinado tubo conforme o diâmetro
previsto para a linha a ser produzida. Com estes dados determinados é realizado o
sequenciamento das bobinas nas máquinas respeitando a necessidade por linha e as limitações
de cada frente de trabalho.
As limitações das frentes de trabalho estão nos processos de recepção ou emissão do tubo
acondicionado na bobina. Todas as máquinas, por exemplo, possuem restrições referentes ao
limite máximo do flange da bobina (unidade de medida decímetros - dcm), conforme
representação da Figura 1.
FIGURA 1 – Esquematização da bobina
A equipe divide-se no planejamento da movimentação das bobinas em longo e curto prazo. O
longo prazo é caracterizado pelo planejamento realizado superior a 120 dias para previsão de
alocação de bobinas nas frentes de trabalho. Há a previsão de utilização de bobina, sem uma
análise profunda de sua disponibilidade conforme o prazo de entrega do tubo flexível. Já no
curto prazo, o estudo da alocação das bobinas é realizado de 15 em 15 dias, este estudo inclui
as bobinas disponíveis em estoque, onde é realizada uma análise in loco, confirmando a sua
disponibilidade no pátio de armazenamento, programando a sua utilização para a próxima
frente de trabalho.
Todo o planejamento do fluxo de bobinas, principalmente no curto prazo, se depara com uma
série de questões críticas, como por exemplo, a equipe não conta com um mapa dinâmico do
pátio de armazenagem das bobinas. O que se tem disponibilizado é uma planilha eletrônica,
atualizada uma vez ao dia, onde muitas vezes a informação apresentada não condiz com a
realidade, sendo necessárias diversas conferências o que gera desperdício de tempo. Outro
ponto crítico refere-se à dificuldade de atendimento de todas as solicitações de manobras.
Normalmente a demanda é superior a oferta, pois a empresa conta com um número limitado
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
de jumbos. Todos estes pedidos de manobras devem ser conciliados com a criticidade e
disponibilidade da frente de trabalho e com a liberação da área pelo manobreiro do jumbo.
Freqüentemente a equipe precisa programar e reprogramar as manobras que estão sendo
executadas, bem como as próximas manobras, e, ainda, manter informações atualizadas sobre
rastreamento de bobinas. Por fim, verifica-se que os diversos problemas enfrentados precisam
ser equalizados e vencidos rapidamente, porém o trabalho torna-se cada vez mais difícil à
medida que varia a produção e a equipe não dispõe de nenhuma ferramenta de auxílio à
tomada de decisão, atrasando muitas vezes o planejamento das manobras, influenciando
diretamente no resultado final da produção.
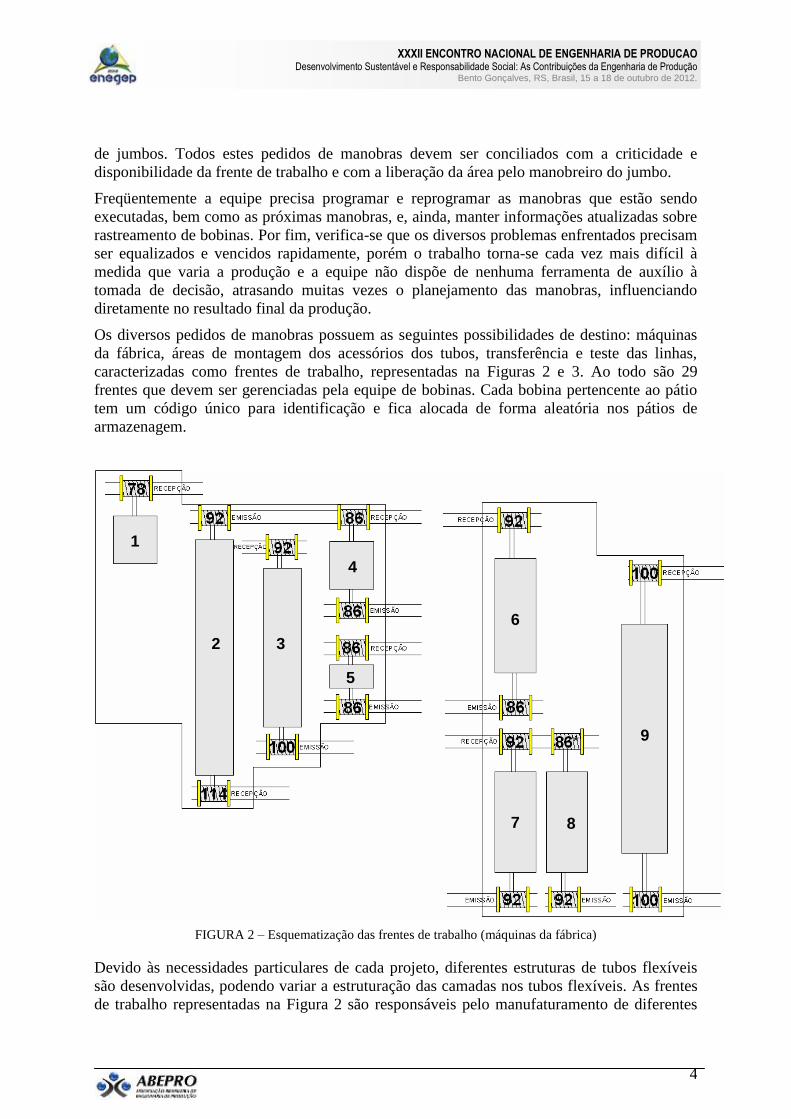
Os diversos pedidos de manobras possuem as seguintes possibilidades de destino: máquinas
da fábrica, áreas de montagem dos acessórios dos tubos, transferência e teste das linhas,
caracterizadas como frentes de trabalho, representadas na Figuras 2 e 3. Ao todo são 29
frentes que devem ser gerenciadas pela equipe de bobinas. Cada bobina pertencente ao pátio
tem um código único para identificação e fica alocada de forma aleatória nos pátios de
armazenagem.
FIGURA 2 – Esquematização das frentes de trabalho (máquinas da fábrica)
Devido às necessidades particulares de cada projeto, diferentes estruturas de tubos flexíveis
são desenvolvidas, podendo variar a estruturação das camadas nos tubos flexíveis. As frentes
de trabalho representadas na Figura 2 são responsáveis pelo manufaturamento de diferentes
1
2 3
4
5
6
7 8
9

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
camadas no tubo. As frentes 1 e 4 representam as máquinas de perfilagem, 2 e 9 representam
as máquinas extrusoras, 5 e 8 representam as espiraladoras, 3 e 6 as armadoras e a 7
responsável pelo processo de isolamento térmico.
FIGURA 3 – Esquematização das frentes de trabalho (montagem, teste e transferência)
AREA TESTE
HIDROSTÁTICO
MO
NT
AG
EM
MONTAGEM
TR
AN
SF
ÊR
EN
CIA
13
14
15
16
17
18
19
20 21 22 23 24 25
26
10
11
12
29
28
27

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
As frentes de trabalho 13 até 25 representam as áreas de montagem dos acessórios dos tubos,
a frente 26 é responsável pelo processo de transferência de uma ponta para outra do tubo
flexível e as frentes 10, 11, 12, 27, 28, 29 representam as áreas de teste hidrostático das
linhas.
A empresa em questão possui uma diversidade de bobinas em seu estoque. Elas são
classificadas conforme o número do flange em dcm. A Tabela 1 apresenta a quantidade de
bobinas de cada tipo.
BOBINA ESTOQUE %
Bobina 78 90 36,44%
Bobina 86 58 23,48%
Bobina 92 53 21,46%
Bobina 100 28 11,34%
Bobina 114 18 7,29%
TOTAL 247 Fonte: Dados da pesquisa
TABELA 1 - Relação do número de bobinas em estoque
Cada jumbo possui uma capacidade máxima de elevação e uma velocidade conforme a Tabela
2.
JUMBO CAPACIDADE VELOCIDADE
Jumbo 01 170 ton 3,5 km/h
Jumbo 02 200 ton 3,5 km/h
Jumbo 03 250 ton 6 km/h
Jumbo 04 300 ton 1 km/h
Jumbo 05 300 ton 1 km/h
Fonte: Dados da pesquisa
TABELA 2 – Capacidade de elevação máxima e velocidade máxima do Jumbo
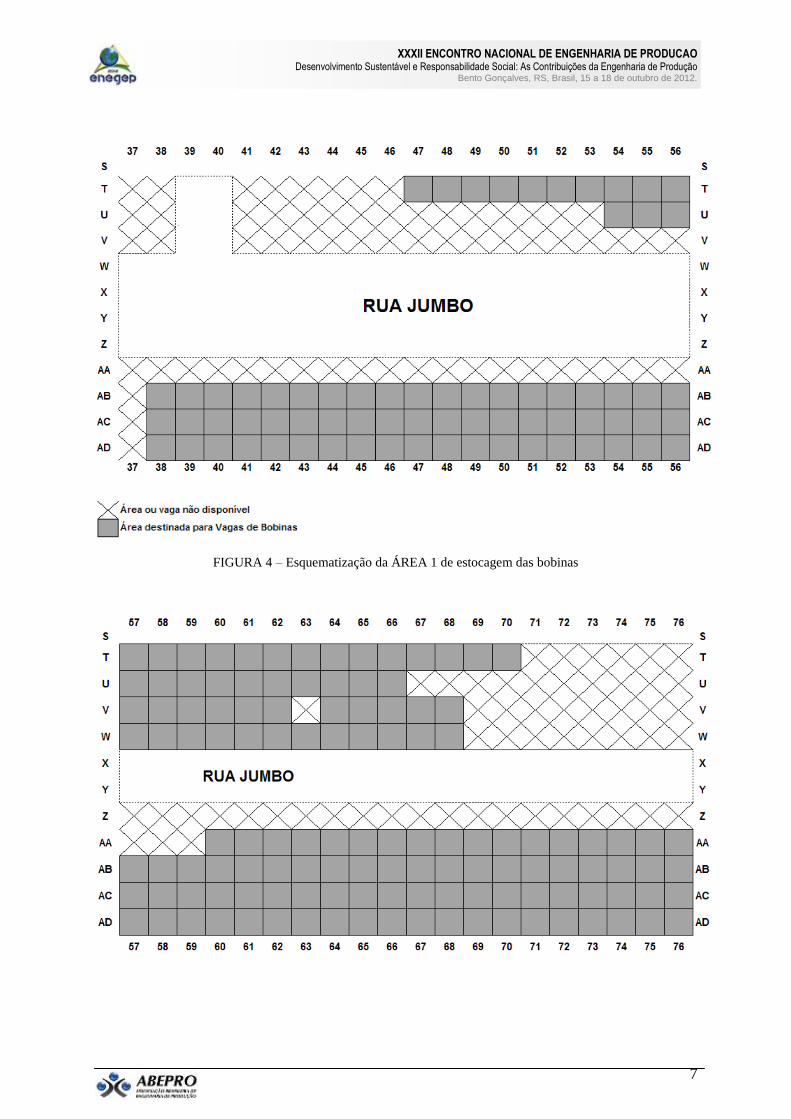
As bobinas utilizadas para armazenagem dos tubos flexíveis são estocadas nos pátios de
bobinas da empresa que possuem formatos distintos denominados como área 1 (figura 4) que
e área 2 (figura 5) com 70 e 124 vagas respectivamente.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
FIGURA 4 – Esquematização da ÁREA 1 de estocagem das bobinas

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
FIGURA 5 – Esquematização da ÁREA 2 de estocagem das bobinas
3. Trabalhos relacionados
Na literatura pouco se é falado sobre a movimentação de bobinas, porém há vários trabalhos
que envolvem movimentação de cargas em geral, em diversas situações, que se relacionam
com este estudo de caso.
Barata et al. (2010) apresentaram um estudo de caso sobre movimentação de bobinas
utilizando o equipamento jumbo para realizar as manobras. Para simplificar a aplicação do
modelo, os autores consideraram o pátio de bobinas de forma retangular com 39 bobinas
alocadas em colunas compostas por 3 bobinas, onde cada coluna é posicionada lado a lado. As
bobinas a serem transportadas, já estavam definidas previamente para serem alocadas às
máquinas. O estudo obteve como resultado à minimização do tempo total de manobras,
determinando a melhor alocação do recurso jumbo.
Teixeira e Cunha (2010) implementaram um sistema de apoio a decisão (SAD) aplicado à
seleção de cargas e reposicionamento de contêineres vazios no transporte marítimo tratando o
problema abordado como um problema de fluxo de multi-produto em uma rede de espaço-
tempo.
Carvalho, Carvalho e Oliveira (2002) analisaram um problema de planejamento de operações
com tempos de processamento variáveis relacionando o planejamento de operações de carga
de caminhões em armazéns automáticos.
Kim e Kim (1999) utilizaram o problema de transporte em um estudo de otimização da
transferência de contêineres em terminais portuários. Os autores tiveram como objetivo um
planejamento que minimizasse o tempo de permanência no porto onde a duração do tempo de
carregamento de cada navio dependia da velocidade do carregamento da operação, da
velocidade de deslocamento e da velocidade de transferência. Os resultados obtidos com
experimentos foram consistentes com os conceitos gerais operacionais sobre terminais de
contêineres do porto.
Já Kim e Bae Kim (2001) trataram um método para determinar o espaço ideal de
armazenamento e quantidade ótima de guindastes de transferência para movimentação de
contêineres de importação.
4. Modelo matemático genérico associado ao problema
Inicialmente, são definidos os seguintes conjuntos:
B = {1,2,...,i,...,|B|} : conjunto das bobinas i Є B sujeitas à movimentação;
M = {1,2,...,j,...,|M|} : conjunto dos jumbos j Є M disponíveis para transportarem as bobinas
às frentes de trabalho.
F = {1,2,...,k,...,|F|} : conjunto das frentes de trabalho k Є F disponíveis;
Em seguida assumem-se como conhecidos os seguintes parâmetros:
Pi: peso da bobina i Є B (em toneladas);
Cj: capacidade de elevação máxima do jumbo j Є M (em toneladas);

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
tijk : tempo de deslocamento da bobina i Є B transportada pelo jumbo j Є M para a frente de
trabalho k Є F (em minutos);
O cálculo do deslocamento das bobinas do pátio de armazenagem até a frente de trabalho,
deve ser realizado da seguinte forma.
tijk =(número de movimentações x tempo de movimentação) + (distância do pátio até a frente
de trabalho k / velocidade do equipamento j)
As variáveis de decisão são designadas por Xijk, sendo elas binárias, e cujo valor será 1
quando a bobina i Є B for transportada pelo jumbo j Є M para a frente de trabalho k Є F e, 0,
caso contrário. O modelo matemático associado ao problema é então formulado como segue.
O objetivo, definido em (1), é minimizar o tempo total gasto para o deslocamento das
bobinas às frentes de trabalho.
ijk
B
i
ijk
M
j
F
k
XtMinimizar
||
1
||
1
||
1 (1)
Sujeito a
1||
1
||
1
M
j
ijk
F
k
X Bi (2)
Fk (3)
jijki CXP ,
FkMjBi ,, (4)
Xijk = {0,1} , FkMjBi ,, (5)
As desigualdades expressas em (2) indicam que caso a bobina i seja movimentada ela poderá
ser designada a um e somente um jumbo e alocada a uma e somente uma frente de trabalho.
As igualdades expressas em (3) indicam que em cada frente de trabalho deve ser alocada uma
bobina que deve ser movimentada por um único jumbo.
As desigualdades expressas em (4) estabelecem que cada jumbo pode elevar no máximo a sua
capacidade. Por fim, em (5), tem-se a definição das variáveis como binárias.
Como a função objetivo (1) e as restrições (2, 3, 4) são lineares e as variáveis assumem
valores inteiros (5), o modelo é classificado como um modelo de programação linear inteira.
5. Experimentos computacionais
5.1 Cenário testado
Para a validação do modelo desenvolvido consideraram-se os dados existentes de uma
programação e a partir desses dados, definiu-se o número de movimentações executadas de
1||
1
||
1
B
i
ijk
M
j
X
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
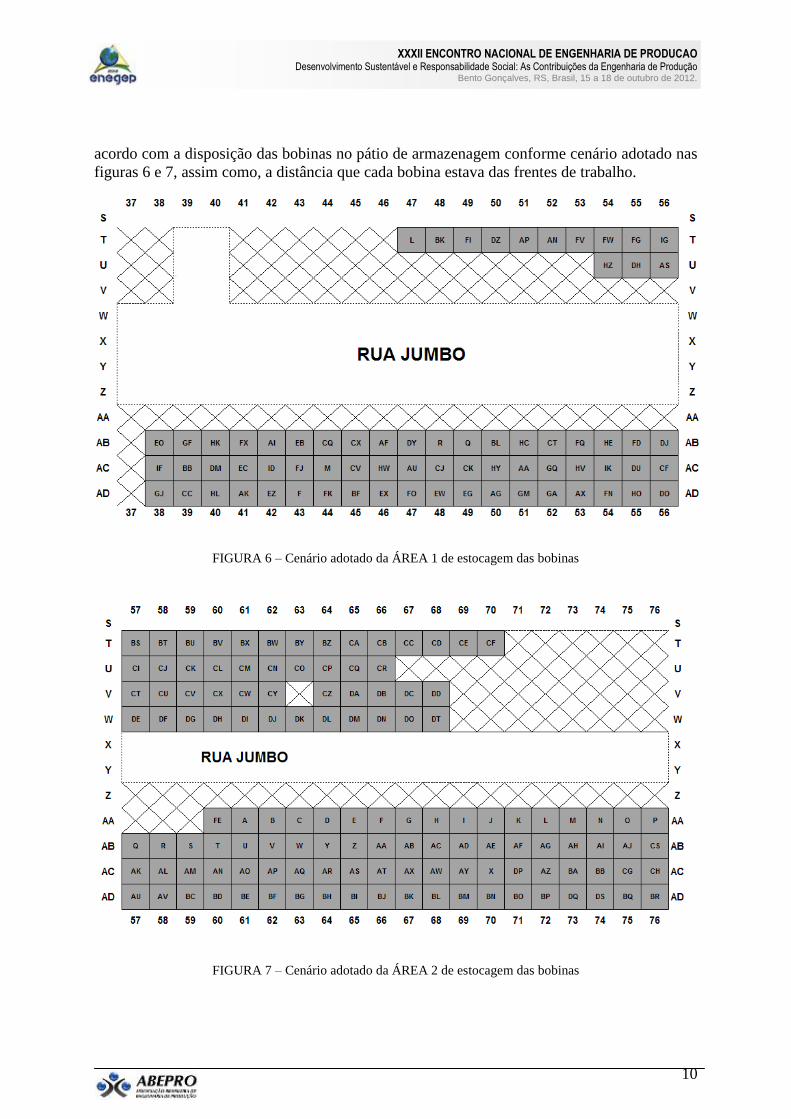
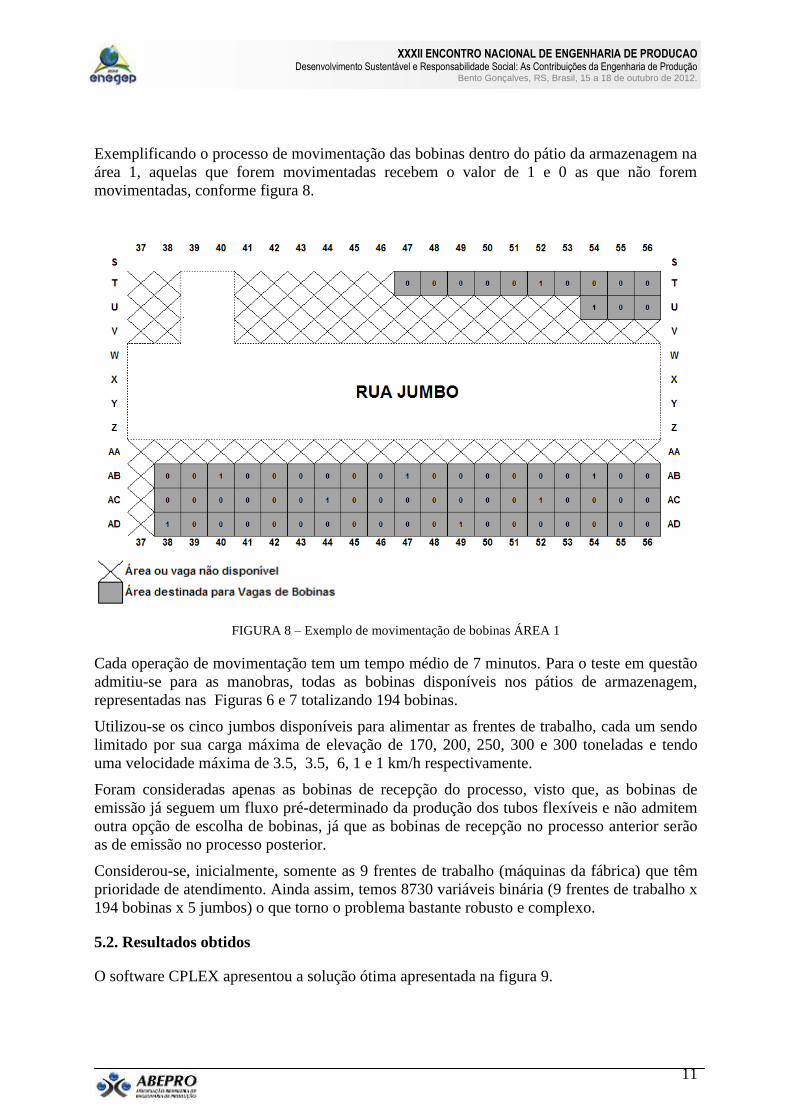
acordo com a disposição das bobinas no pátio de armazenagem conforme cenário adotado nas
figuras 6 e 7, assim como, a distância que cada bobina estava das frentes de trabalho.
FIGURA 6 – Cenário adotado da ÁREA 1 de estocagem das bobinas
FIGURA 7 – Cenário adotado da ÁREA 2 de estocagem das bobinas
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
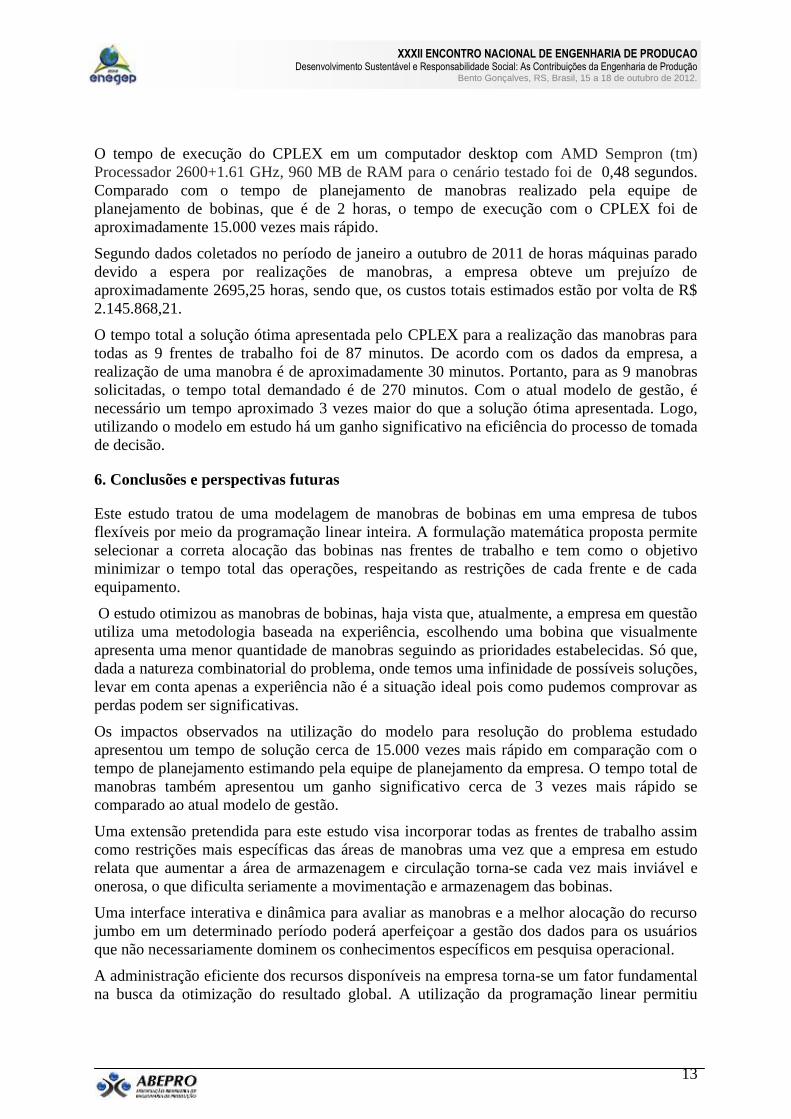
Exemplificando o processo de movimentação das bobinas dentro do pátio da armazenagem na
área 1, aquelas que forem movimentadas recebem o valor de 1 e 0 as que não forem
movimentadas, conforme figura 8.
FIGURA 8 – Exemplo de movimentação de bobinas ÁREA 1
Cada operação de movimentação tem um tempo médio de 7 minutos. Para o teste em questão
admitiu-se para as manobras, todas as bobinas disponíveis nos pátios de armazenagem,
representadas nas Figuras 6 e 7 totalizando 194 bobinas.
Utilizou-se os cinco jumbos disponíveis para alimentar as frentes de trabalho, cada um sendo
limitado por sua carga máxima de elevação de 170, 200, 250, 300 e 300 toneladas e tendo
uma velocidade máxima de 3.5, 3.5, 6, 1 e 1 km/h respectivamente.
Foram consideradas apenas as bobinas de recepção do processo, visto que, as bobinas de
emissão já seguem um fluxo pré-determinado da produção dos tubos flexíveis e não admitem
outra opção de escolha de bobinas, já que as bobinas de recepção no processo anterior serão
as de emissão no processo posterior.
Considerou-se, inicialmente, somente as 9 frentes de trabalho (máquinas da fábrica) que têm
prioridade de atendimento. Ainda assim, temos 8730 variáveis binária (9 frentes de trabalho x
194 bobinas x 5 jumbos) o que torno o problema bastante robusto e complexo.
5.2. Resultados obtidos
O software CPLEX apresentou a solução ótima apresentada na figura 9.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
FIGURA 9 – Solução pelo software CPLEX
A solução obtida pelo CPLEX propõe como solução ótima as seguintes manobras:
a) Movimentar a bobina K utilizando o jumbo 3, para frente de trabalho 1;
b) Movimentar a bobina DY utilizando o jumbo 3, para frente de trabalho 2;
c) Movimentar a bobina EB utilizando o jumbo 3, para frente de trabalho 3;
d) Movimentar a bobina FD utilizando o jumbo 3, para frente de trabalho 4;
e) Movimentar a bobina GF utilizando o jumbo 3, para frente de trabalho 5;
f) Movimentar a bobina HE utilizando o jumbo 3, para frente de trabalho 6;
g) Movimentar a bobina HK utilizando o jumbo 2, para frente de trabalho 7;
h) Movimentar a bobina I utilizando o jumbo 1, para frente de trabalho 8;
i) Movimentar a bobina FQ utilizando o jumbo 3, para frente de trabalho 9.
O tempo mínimo para a realização de todas as manobras foi de 87 minutos.
Analisando a solução ótima encontrada, o Jumbo 3 realiza a maioria das manobras. Este
jumbo apresenta a maior velocidade permitida, porém sua capacidade de carga não é a maior.
Em contrapartida os jumbos 4 e 5 não realizam qualquer manobra pois apesar de possuírem a
maior capacidade de elevação têm as suas velocidades restringidas a 1 km/h. Esta limitação
da velocidade é necessária devido às normas internas de segurança da empresa.
5.3. Análise dos resultados
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
O tempo de execução do CPLEX em um computador desktop com AMD Sempron (tm)
Processador 2600+1.61 GHz, 960 MB de RAM para o cenário testado foi de 0,48 segundos.
Comparado com o tempo de planejamento de manobras realizado pela equipe de
planejamento de bobinas, que é de 2 horas, o tempo de execução com o CPLEX foi de
aproximadamente 15.000 vezes mais rápido.
Segundo dados coletados no período de janeiro a outubro de 2011 de horas máquinas parado
devido a espera por realizações de manobras, a empresa obteve um prejuízo de
aproximadamente 2695,25 horas, sendo que, os custos totais estimados estão por volta de R$
2.145.868,21.
O tempo total a solução ótima apresentada pelo CPLEX para a realização das manobras para
todas as 9 frentes de trabalho foi de 87 minutos. De acordo com os dados da empresa, a
realização de uma manobra é de aproximadamente 30 minutos. Portanto, para as 9 manobras
solicitadas, o tempo total demandado é de 270 minutos. Com o atual modelo de gestão, é
necessário um tempo aproximado 3 vezes maior do que a solução ótima apresentada. Logo,
utilizando o modelo em estudo há um ganho significativo na eficiência do processo de tomada
de decisão.
6. Conclusões e perspectivas futuras
Este estudo tratou de uma modelagem de manobras de bobinas em uma empresa de tubos
flexíveis por meio da programação linear inteira. A formulação matemática proposta permite
selecionar a correta alocação das bobinas nas frentes de trabalho e tem como o objetivo
minimizar o tempo total das operações, respeitando as restrições de cada frente e de cada
equipamento.
O estudo otimizou as manobras de bobinas, haja vista que, atualmente, a empresa em questão
utiliza uma metodologia baseada na experiência, escolhendo uma bobina que visualmente
apresenta uma menor quantidade de manobras seguindo as prioridades estabelecidas. Só que,
dada a natureza combinatorial do problema, onde temos uma infinidade de possíveis soluções,
levar em conta apenas a experiência não é a situação ideal pois como pudemos comprovar as
perdas podem ser significativas.
Os impactos observados na utilização do modelo para resolução do problema estudado
apresentou um tempo de solução cerca de 15.000 vezes mais rápido em comparação com o
tempo de planejamento estimando pela equipe de planejamento da empresa. O tempo total de
manobras também apresentou um ganho significativo cerca de 3 vezes mais rápido se
comparado ao atual modelo de gestão.
Uma extensão pretendida para este estudo visa incorporar todas as frentes de trabalho assim
como restrições mais específicas das áreas de manobras uma vez que a empresa em estudo
relata que aumentar a área de armazenagem e circulação torna-se cada vez mais inviável e
onerosa, o que dificulta seriamente a movimentação e armazenagem das bobinas.
Uma interface interativa e dinâmica para avaliar as manobras e a melhor alocação do recurso
jumbo em um determinado período poderá aperfeiçoar a gestão dos dados para os usuários
que não necessariamente dominem os conhecimentos específicos em pesquisa operacional.
A administração eficiente dos recursos disponíveis na empresa torna-se um fator fundamental
na busca da otimização do resultado global. A utilização da programação linear permitiu
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
identificar o resultado ótimo o que reduz significativamente o custo de horas máquinas
paradas por aguardar manobra.
Referências
BARATA A.; SANTOLIN, R.C.; LORENZONI,L.L. Otimizando manobras de bobinas em
uma empresa de tubos flexíveis. Vitória.2010. On-line. Disponível em:
<http://www.abepro.org.br/sessao_tematica.asp?cod_sessao=143> Acesso em: 14 maio.2011.
CARDOSO, L.C.D.S. Logística do petróleo: Transporte e Armazenamento. Rio de Janeiro:
Interciência, 271 p, 2004.
CARVALHO, J. M. V. D.; CARVALHO M. S. D.; OLIVEIRA, J. A. Programação de
operações em sistemas com tempo de processamento variável.Portugal : ISSN, p. 323 – 344,
2002. On-line. Disponível em:
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0101-74382002000300003
>.Acesso em: 28 mar. 2011.
KIM, H. K.; KIM, Y. K. An optimal routing algorithm for a transfer crane in port container
terminals.Institute for Operations Research and the Management Sciences, vol.33, p. 17- 33,
1999.
KIM, H. K.; KIM, B. K. The optimal sizing of the storage space and handling facilities for
import containers.Transportation Research Part B 36. p. 821- 835, 2001.
PETROBRAS.Os desafios do pré-sal.2009. On-line. Disponível em: <
http://www.petrobras.com.br/minisite/presal/pt/perguntas-respostas/>. Acesso em: 19 de nov.
2011.
TEIXEIRA, R. B.; CUNHA, C. B. D. Sistema de apoio a decisão de otimização da seleção
de cargas e reposicionamento de contêineres vazios. In: 24º Congresso Nacional de
Transportes Aquaviário, Construção Naval e Offshore - SOBENA 2010, 2010, Rio de Janeiro.
Anais da 24º Congresso Nacional de Transportes Aquaviário, Construção Naval e Offshore -
SOBENA 2010, 2010. On-line. Disponível em: < http://www.ipen.org.br/Artigos-
congresso23-Sobena/SOBENA2010-159.pdf >Acesso em: 2 maio. 2011.