resina de poliéster termoplástico - dupont usa · capÍtulo 7 guia de solução de problemas........
TRANSCRIPT
Guia de Moldagem
DuPont Rynite PETResina de poliéster termoplástico
™ ®

2
Conteúdo
CAPÍTULO 1 Informações Gerais...................................................................................................................03Grades........................................................................................................................................ 03Propriedades do Polímero Fundido para o Rynite® PET............................................................ 05Requisitos de Aquecimento para Processamento....................................................................... 05
CAPÍTULO 2 Equipamento de Moldagem.................................................................................................... 06Cilindro....................................................................................................................................... 06Rosca.......................................................................................................................................... 06Conjunto do Anel de Bloqueio.................................................................................................. 07Bico............................................................................................................................................ 07Controles da Máquina............................................................................................................... 07
CAPÍTULO 3 Diretrizes de Secagem.............................................................................................................. 08Efeitos da Umidade.................................................................................................................... 08Condições do Desumidificador.................................................................................................. 09Equipamento Desumidificador................................................................................................... 09Manutenção do Desumidificador............................................................................................... 11
CAPÍTULO 4 Condições de Moldagem.......................................................................................................... 14Temperaturas do Cilindro e do Polímero Fundido.................................................................... 14Temperatura do Bico...................................................................................................................14Temperatura do Molde............................................................................................................... 14Pressão de Injeção/Fluxo............................................................................................................ 15Velocidade de Rotação da Rosca e Contrapressão..................................................................... 15Purga........................................................................................................................................... 15Partida......................................................................................................................................... 16Parada........................................................................................................................................ 16
CAPÍTULO 5 Projeto do Molde.......................................................................................................................18Canais de Alimentação............................................................................................................... 18Pontos de Injeção........................................................................................................................ 18Saídas de Gases.......................................................................................................................... 18Contrasaídas e Ângulos de saída............................................................................................... 18Tolerâncias.................................................................................................................................. 19
CAPÍTULO 6 Outras Considerações...............................................................................................................20Uso de Material Moído...............................................................................................................20Lubrificantes............................................................................................................................... 20Empenamento............................................................................................................................. 20Contração de Moldagem............................................................................................................ 21Precauções de Segurança............................................................................................................ 22
CAPÍTULO 7 Guia de Solução de Problemas................................................................................................ 24
3
Capítulo 1Informações Gerais
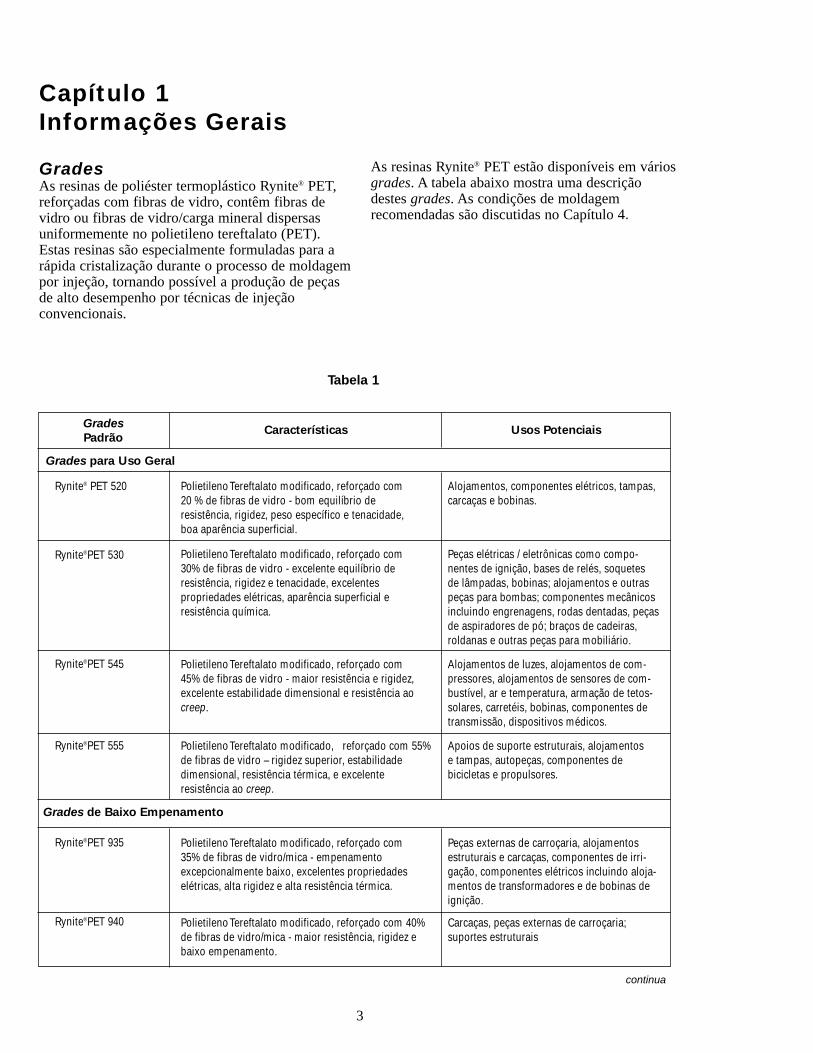
GradesAs resinas de poliéster termoplástico Rynite® PET,reforçadas com fibras de vidro, contêm fibras devidro ou fibras de vidro/carga mineral dispersas uniformemente no polietileno tereftalato (PET).Estas resinas são especialmente formuladas para arápida cristalização durante o processo de moldagempor injeção, tornando possível a produção de peçasde alto desempenho por técnicas de injeção convencionais.
As resinas Rynite® PET estão disponíveis em váriosgrades. A tabela abaixo mostra uma descriçãodestes grades. As condições de moldagem recomendadas são discutidas no Capítulo 4.
Tabela 1
Características Usos Potenciais
Grades para Uso Geral
Grades de Baixo Empenamento
Grades
Padrão
Rynite® PET 520
Rynite®PET 530
Rynite®PET 545
Rynite®PET 555
Rynite®PET 935
Rynite®PET 940
Polietileno Tereftalato modificado, reforçado com 20 % de fibras de vidro - bom equilíbrio de resistência, rigidez, peso específico e tenacidade, boa aparência superficial.
Alojamentos, componentes elétricos, tampas,carcaças e bobinas.
Polietileno Tereftalato modificado, reforçado com 30% de fibras de vidro - excelente equilíbrio de resistência, rigidez e tenacidade, excelentes propriedades elétricas, aparência superficial e resistência química.
Peças elétricas / eletrônicas como compo-nentes de ignição, bases de relés, soquetes de lâmpadas, bobinas; alojamentos e outraspeças para bombas; componentes mecânicosincluindo engrenagens, rodas dentadas, peças de aspiradores de pó; braços de cadeiras,roldanas e outras peças para mobiliário.
Polietileno Tereftalato modificado, reforçado com 45% de fibras de vidro - maior resistência e rigidez,excelente estabilidade dimensional e resistência aocreep.
Alojamentos de luzes, alojamentos de com-pressores, alojamentos de sensores de com-bustível, ar e temperatura, armação de tetos-solares, carretéis, bobinas, componentes detransmissão, dispositivos médicos.
Polietileno Tereftalato modificado, reforçado com 55%de fibras de vidro – rigidez superior, estabilidadedimensional, resistência térmica, e excelente resistência ao creep.
Apoios de suporte estruturais, alojamentos e tampas, autopeças, componentes de bicicletas e propulsores.
Polietileno Tereftalato modificado, reforçado com 35% de fibras de vidro/mica - empenamento excepcionalmente baixo, excelentes propriedadeselétricas, alta rigidez e alta resistência térmica.
Peças externas de carroçaria, alojamentosestruturais e carcaças, componentes de irri-gação, componentes elétricos incluindo aloja-mentos de transformadores e de bobinas deignição.
Polietileno Tereftalato modificado, reforçado com 40%de fibras de vidro/mica - maior resistência, rigidez ebaixo empenamento.
Carcaças, peças externas de carroçaria;suportes estruturais
continua
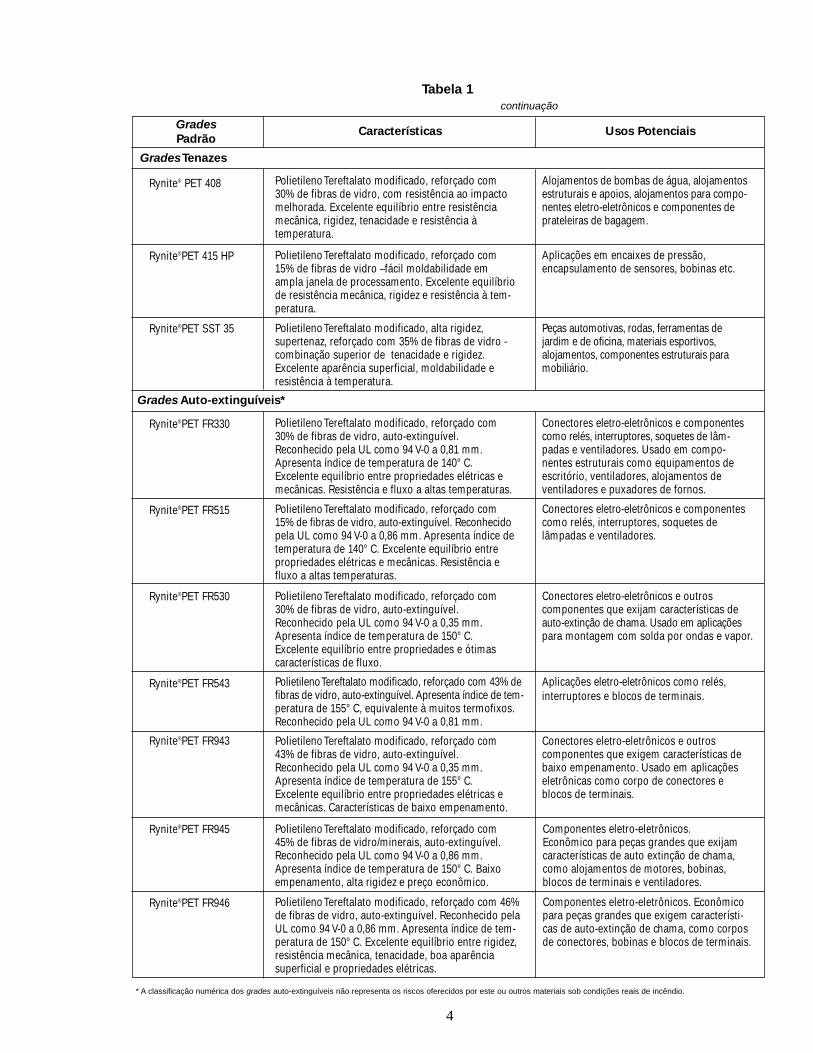
Tabela 1
Características Usos Potenciais
Grades Tenazes
Grades Auto-extinguíveis*
Grades
Padrão
Rynite® PET 408
Rynite®PET 415 HP
Rynite®PET SST 35
Rynite®PET FR330
Rynite®PET FR515
Rynite®PET FR530
Rynite®PET FR543
Rynite®PET FR943
Rynite®PET FR945
Rynite®PET FR946
Polietileno Tereftalato modificado, reforçado com 30% de fibras de vidro, com resistência ao impactomelhorada. Excelente equilíbrio entre resistênciamecânica, rigidez, tenacidade e resistência à temperatura.
Alojamentos de bombas de água, alojamentosestruturais e apoios, alojamentos para compo-nentes eletro-eletrônicos e componentes deprateleiras de bagagem.
Polietileno Tereftalato modificado, reforçado com15% de fibras de vidro –fácil moldabilidade em ampla janela de processamento. Excelente equilíbriode resistência mecânica, rigidez e resistência à tem-peratura.
Aplicações em encaixes de pressão, encapsulamento de sensores, bobinas etc.
Polietileno Tereftalato modificado, alta rigidez,supertenaz, reforçado com 35% de fibras de vidro -combinação superior de tenacidade e rigidez.Excelente aparência superficial, moldabilidade eresistência à temperatura.
Peças automotivas, rodas, ferramentas dejardim e de oficina, materiais esportivos, alojamentos, componentes estruturais paramobiliário.
Polietileno Tereftalato modificado, reforçado com30% de fibras de vidro, auto-extinguível.Reconhecido pela UL como 94 V-0 a 0,81 mm.Apresenta índice de temperatura de 140° C.Excelente equilíbrio entre propriedades elétricas emecânicas. Resistência e fluxo a altas temperaturas.
Conectores eletro-eletrônicos e componentescomo relés, interruptores, soquetes de lâm-padas e ventiladores. Usado em compo-nentes estruturais como equipamentos deescritório, ventiladores, alojamentos de ventiladores e puxadores de fornos.
Polietileno Tereftalato modificado, reforçado com15% de fibras de vidro, auto-extinguível. Reconhecidopela UL como 94 V-0 a 0,86 mm. Apresenta índice detemperatura de 140° C. Excelente equilíbrio entrepropriedades elétricas e mecânicas. Resistência efluxo a altas temperaturas.
Conectores eletro-eletrônicos e componentescomo relés, interruptores, soquetes de lâmpadas e ventiladores.
Polietileno Tereftalato modificado, reforçado com30% de fibras de vidro, auto-extinguível.Reconhecido pela UL como 94 V-0 a 0,35 mm.Apresenta índice de temperatura de 150° C.Excelente equilíbrio entre propriedades e ótimascaracterísticas de fluxo.
Conectores eletro-eletrônicos e outros componentes que exijam características deauto-extinção de chama. Usado em aplicaçõespara montagem com solda por ondas e vapor.
Polietileno Tereftalato modificado, reforçado com 43% defibras de vidro, auto-extinguível. Apresenta índice de tem-peratura de 155° C, equivalente à muitos termofixos.Reconhecido pela UL como 94 V-0 a 0,81 mm.
Aplicações eletro-eletrônicos como relés,interruptores e blocos de terminais.
Polietileno Tereftalato modificado, reforçado com43% de fibras de vidro, auto-extinguível.Reconhecido pela UL como 94 V-0 a 0,35 mm.Apresenta índice de temperatura de 155° C.Excelente equilíbrio entre propriedades elétricas emecânicas. Características de baixo empenamento.
Conectores eletro-eletrônicos e outros componentes que exigem características debaixo empenamento. Usado em aplicaçõeseletrônicas como corpo de conectores e blocos de terminais.
Polietileno Tereftalato modificado, reforçado com45% de fibras de vidro/minerais, auto-extinguível.Reconhecido pela UL como 94 V-0 a 0,86 mm.Apresenta índice de temperatura de 150° C. Baixoempenamento, alta rigidez e preço econômico.
Componentes eletro-eletrônicos. Econômico para peças grandes que exijamcaracterísticas de auto extinção de chama,como alojamentos de motores, bobinas, blocos de terminais e ventiladores.
Polietileno Tereftalato modificado, reforçado com 46%de fibras de vidro, auto-extinguível. Reconhecido pelaUL como 94 V-0 a 0,86 mm. Apresenta índice de tem-peratura de 150° C. Excelente equilíbrio entre rigidez,resistência mecânica, tenacidade, boa aparênciasuperficial e propriedades elétricas.
Componentes eletro-eletrônicos. Econômicopara peças grandes que exigem característi-cas de auto-extinção de chama, como corposde conectores, bobinas e blocos de terminais.
continuação
* A classificação numérica dos grades auto-extinguíveis não representa os riscos oferecidos por este ou outros materiais sob condições reais de incêndio.
4
5
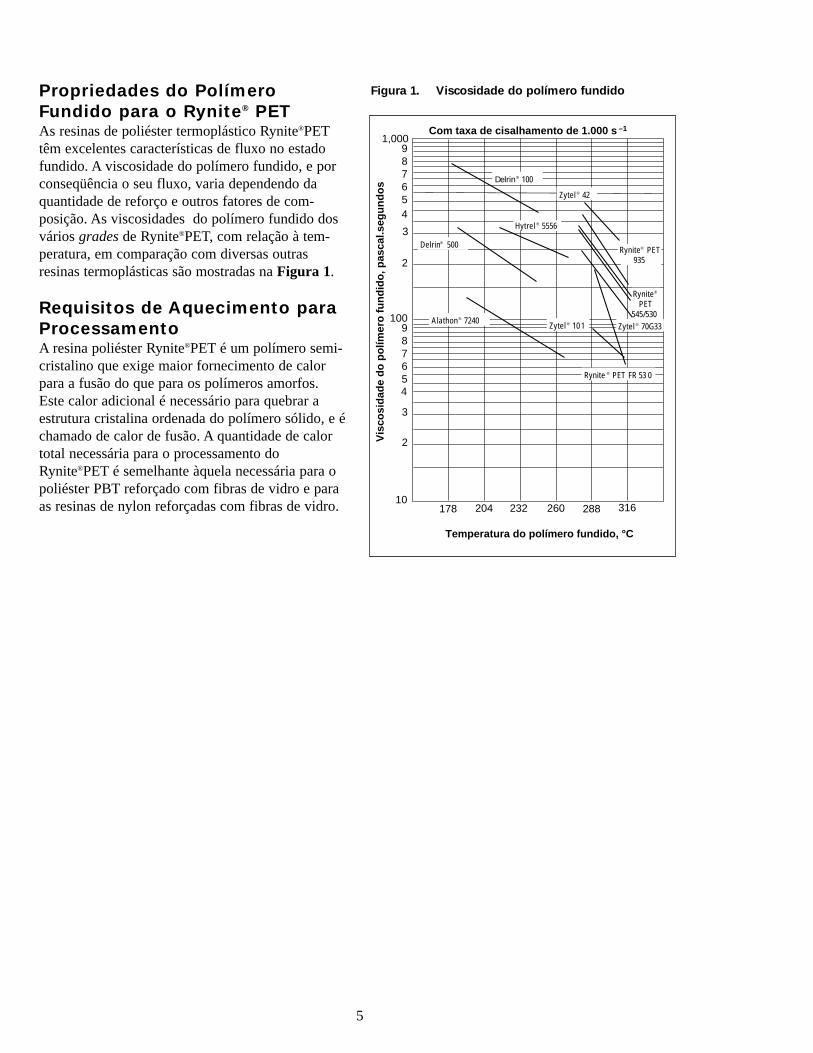
Propriedades do PolímeroFundido para o Rynite® PETAs resinas de poliéster termoplástico Rynite®PETtêm excelentes características de fluxo no estadofundido. A viscosidade do polímero fundido, e porconseqüência o seu fluxo, varia dependendo daquantidade de reforço e outros fatores de com-posição. As viscosidades do polímero fundido dosvários grades de Rynite®PET, com relação à tem-peratura, em comparação com diversas outrasresinas termoplásticas são mostradas na Figura 1.
Requisitos de Aquecimento paraProcessamentoA resina poliéster Rynite®PET é um polímero semi-cristalino que exige maior fornecimento de calorpara a fusão do que para os polímeros amorfos.Este calor adicional é necessário para quebrar aestrutura cristalina ordenada do polímero sólido, e échamado de calor de fusão. A quantidade de calortotal necessária para o processamento doRynite®PET é semelhante àquela necessária para opoliéster PBT reforçado com fibras de vidro e paraas resinas de nylon reforçadas com fibras de vidro.
1,000987654
3
2
100987654
3
2
10178 204 232 260 288 316
Temperatura do polímero fundido, °C
Vis
cosi
dad
e d
o p
olím
ero
fu
nd
ido
, pas
cal.s
egu
nd
os
Com taxa de cisalhamento de 1.000 s –1
Delrin ® 100
Zytel ® 42
Delrin® 500
Alathon® 7240
Rynite ® PET FR 53 0
Zytel ® 10 1 Zytel ® 70G33
Rynite® PET 935
Rynite® PET
545/530
Hytrel ® 5556
Figura 1. Viscosidade do polímero fundido
ComprimentoZona de
Alimentação
DS hF hMeEspessurado Filete
10δ
5 5
Zona deCompressão
Zona deHomogeneização
6
As resinas de poliéster reforçadas com fibras de vidroRynite®PET podem ser moldadas em todas asmáquinas de injeção padrão. Roscas para uso geraldevem ser utilizadas para reduzir a quebra das fibras.As resinas Rynite®PET, como outras resinas reforçadascom fibras de vidro, geralmente causam desgaste emcertas áreas do cilindro, rosca e molde. Os equipamen-tos e material de construção são recomendados abaixo.
CilindroGeralDevem ser previstas três zonas de controle de aque-cimento do cilindro (correspondendo às três zonasfuncionais da rosca), para um controle preciso datemperatura em altas vazões. Em todos os casos, atemperatura do bico deve ser controlada de formaindependente e precisa.
DesgasteRevestimentos bimetálicos, por exemplo, “Xaloy”800 ou equivalente têm demonstrado excelenteresistência ao desgaste.
Cilindros com degasagemO uso de cilindros com degasagem não é recomendadopara o processamento do Rynite® PET.Desumidificadores devem ser usados para removera umidade do material e obter o desempenho deprocessamento e as propriedades finais desejadas.
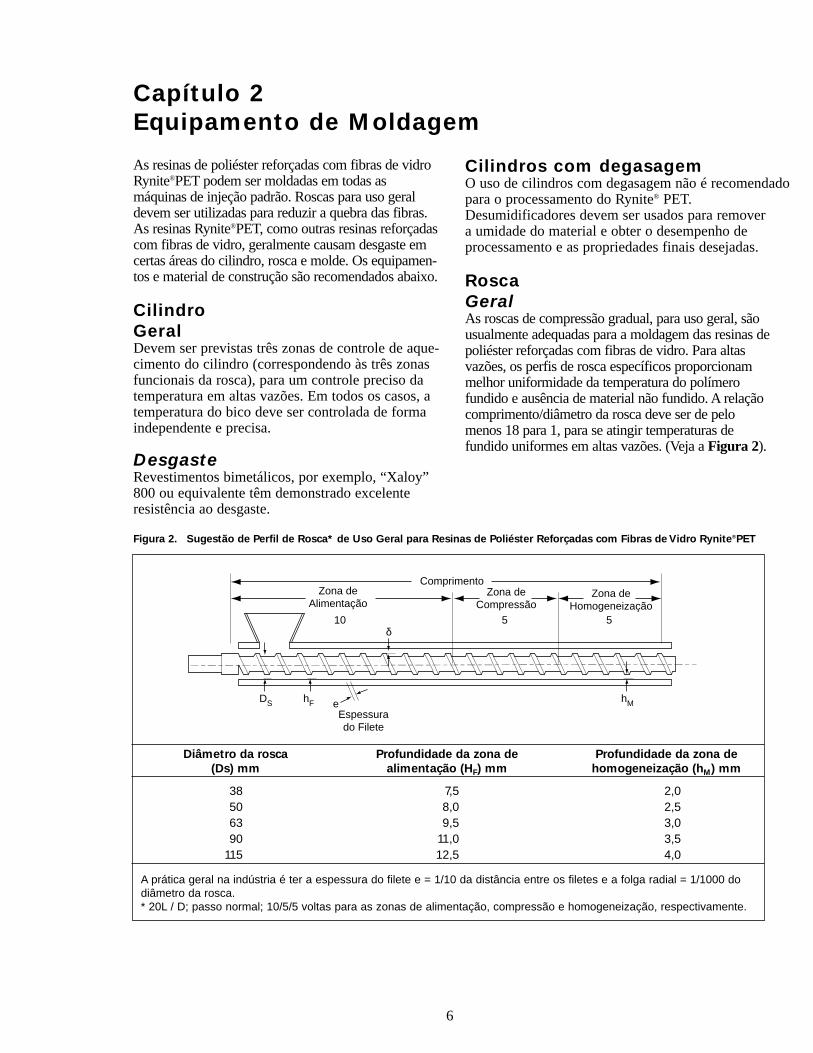
RoscaGeralAs roscas de compressão gradual, para uso geral, sãousualmente adequadas para a moldagem das resinas depoliéster reforçadas com fibras de vidro. Para altasvazões, os perfis de rosca específicos proporcionammelhor uniformidade da temperatura do polímero fundido e ausência de material não fundido. A relaçãocomprimento/diâmetro da rosca deve ser de pelomenos 18 para 1, para se atingir temperaturas de fundido uniformes em altas vazões. (Veja a Figura 2).
Capítulo 2Equipamento de Moldagem
Figura 2. Sugestão de Perfil de Rosca* de Uso Geral para Resinas de Poliéster Reforçadas com Fibras de Vidro Rynite®PET
A prática geral na indústria é ter a espessura do filete e = 1/10 da distância entre os filetes e a folga radial = 1/1000 dodiâmetro da rosca.* 20L / D; passo normal; 10/5/5 voltas para as zonas de alimentação, compressão e homogeneização, respectivamente.
Diâmetro da rosca
(Ds) mm
Profundidade da zona de
alimentação (HF) mm
Profundidade da zona de
homogeneização (hM) mm
38506390
115
7,58,09,5
11,012,5
2,02,53,03,54,0
7
DesgasteO desgaste das roscas de injeção, ocorrem principalmente nos filetes da rosca. O diâmetro do núcleo, se desgasta nas zonas de compressão e homogeneização.
Recomenda-se o uso de aço liga revenido e tratado termicamente, com superfície endurecida. É necessário um revestimento resistente à abrasão, por exemplo,“Colomonoy” 56 ou UCAR WT-1. A nitretação não é recomendada. O revestimento apenas das pontas dosfiletes não é adequado.
Conjunto do Anel de BloqueioPonta da RoscaDesgasteO material de construção recomendado é o aço AISI4140 revenido, endurecido para Rc 52, com revestimen-to de superfície resistente à abrasão, como por exemplo,o “Borafuse”. Este tratamento leva a uma superfíciemais endurecida do que a do anel de bloqueio.
Anel de BloqueioGeralAnéis de bloqueio endurecidos devem ser usados no processamento das resinas de Rynite®PET. Também podem ser utilizadas as válvulas de esfera. As passagens de fluxo devem ser construídas de forma a evitar os pontos de retenção que podem causar problemas de degradação. Os anéis de bloqueio são necessários durante a injeção para garantir pressão na cavidade constante e peso da peça uniforme de ciclo a ciclo.
DesgasteOs anéis de bloqueio, especialmente quando não
endurecidos, apresentam desgaste rápido e apre-ciável quando usados com resinas reforçadas com fibras de vidro. Mesmo com as superfícies endurecidasadequadamente, estes anéis devem ser trocados após 3ou 4 meses de uso. Antes disso, os anéis e assentos gastos devem ser retificados ou substituídos, já que éimportante se manter um colchão durante a injeção domaterial fundido. A nitretação é útil para aumentar a vida dos anéis de bloqueio. Um material de construção típico é o Nitralloy 135 M. O assento é normalmenteendurecido mais do que o anel, por exemplo, assento Rc 55; anel Rc 45. A experiência tem mostrado que quando o anel de bloqueio não funciona corretamente, ocorrem desgastes adicionais na rosca, e conforme o desempenho (desgaste) do anel de bloqueio se deterio-ra, o mesmo ocorre com a rosca.
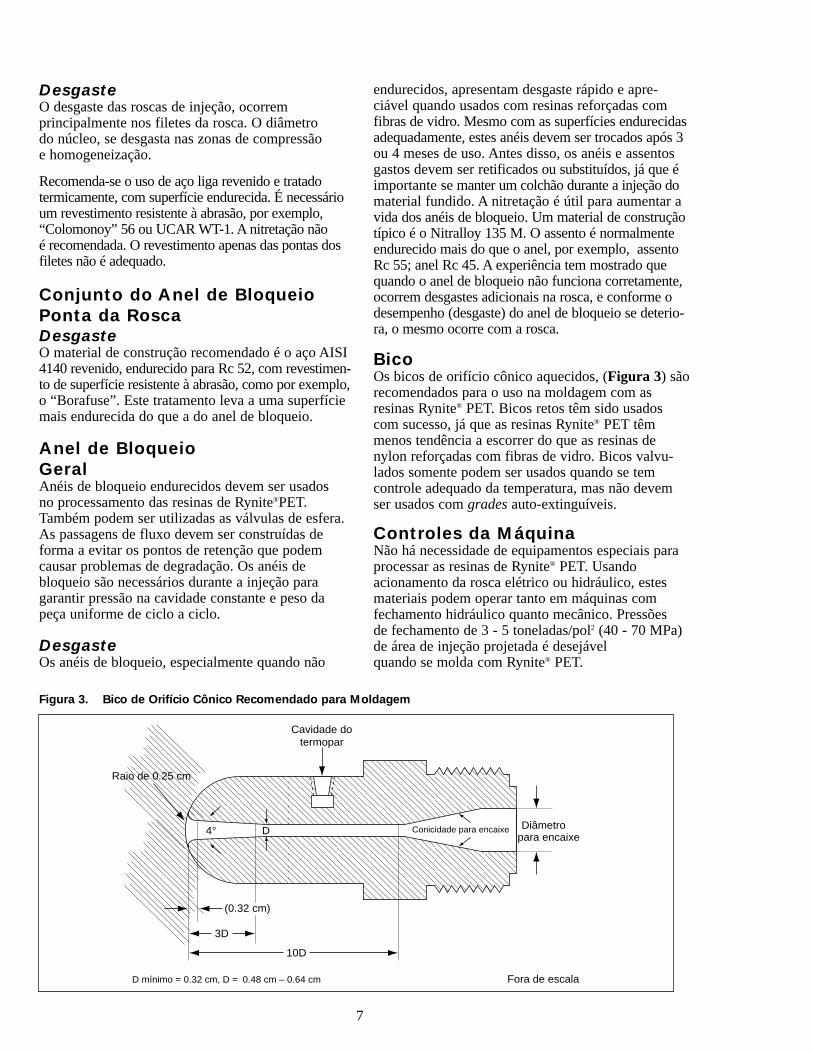
BicoOs bicos de orifício cônico aquecidos, (Figura 3) são recomendados para o uso na moldagem com as resinas Rynite® PET. Bicos retos têm sido usados com sucesso, já que as resinas Rynite® PET têm menos tendência a escorrer do que as resinas de nylon reforçadas com fibras de vidro. Bicos valvu-lados somente podem ser usados quando se tem controle adequado da temperatura, mas não devem ser usados com grades auto-extinguíveis.
Controles da MáquinaNão há necessidade de equipamentos especiais para processar as resinas de Rynite® PET. Usando acionamento da rosca elétrico ou hidráulico, estes materiais podem operar tanto em máquinas com fechamento hidráulico quanto mecânico. Pressões de fechamento de 3 - 5 toneladas/pol2 (40 - 70 MPa) de área de injeção projetada é desejável quando se molda com Rynite® PET.
10D
Diâmetropara encaixe
Conicidade para encaixe
3D
D mínimo = 0.32 cm, D = 0.48 cm – 0.64 cm Fora de escala
D4°
Raio de 0.25 cm
Cavidade dotermopar
(0.32 cm)
Figura 3. Bico de Orifício Cônico Recomendado para Moldagem
8
As peças moldadas com Rynite® PET apresentamuma excelente combinação de alto módulo deflexão, resistência mecânica, tenacidade, estabili-dade dimensional e boa aparência superficial.Contudo, estas propriedades não podem ser obtidasem peças moldadas, sem que seja dada umaatenção especial para a secagem da resina. Emboraa secagem adequada possa ser realizada em equipa-mentos de secagem convencionais, a produção con-tínua de peças com alta qualidade requer a atençãocuidadosa na seleção do equipamento bem comoem suas condições de operação e procedimentos demanutenção.
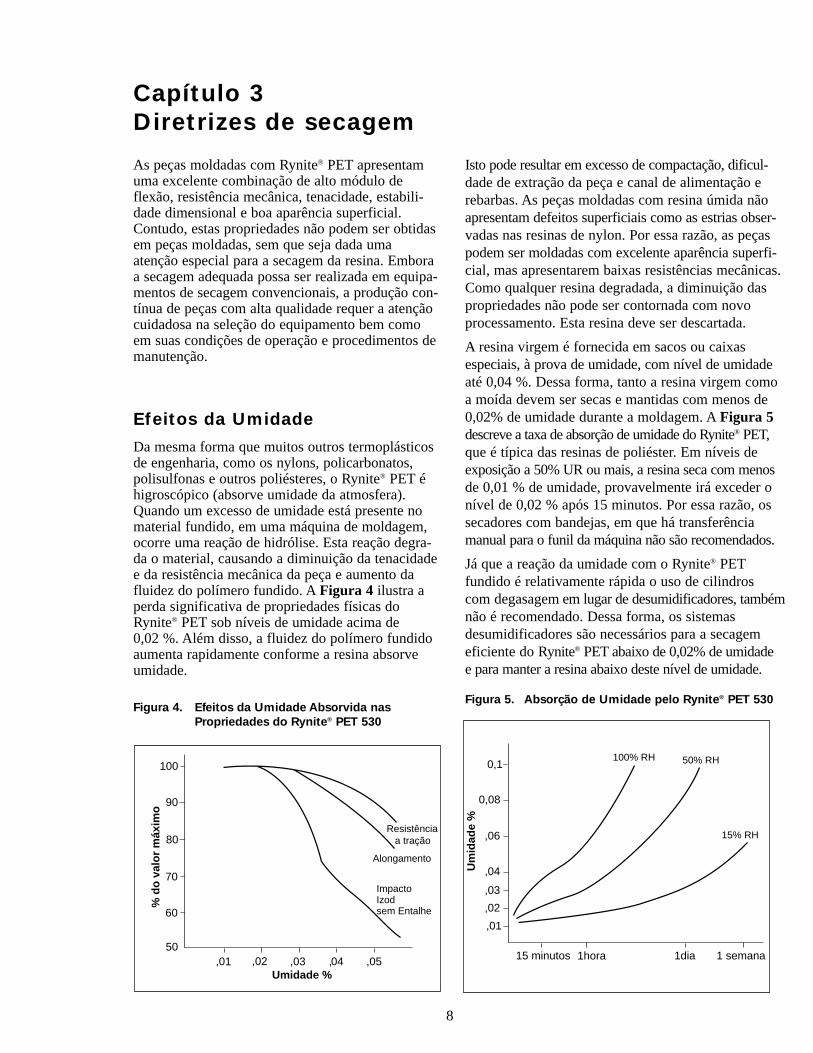
Efeitos da UmidadeDa mesma forma que muitos outros termoplásticosde engenharia, como os nylons, policarbonatos,polisulfonas e outros poliésteres, o Rynite® PET éhigroscópico (absorve umidade da atmosfera).Quando um excesso de umidade está presente nomaterial fundido, em uma máquina de moldagem,ocorre uma reação de hidrólise. Esta reação degra-da o material, causando a diminuição da tenacidadee da resistência mecânica da peça e aumento da fluidez do polímero fundido. A Figura 4 ilustra aperda significativa de propriedades físicas doRynite® PET sob níveis de umidade acima de 0,02 %. Além disso, a fluidez do polímero fundidoaumenta rapidamente conforme a resina absorveumidade.
Isto pode resultar em excesso de compactação, dificul-dade de extração da peça e canal de alimentação e rebarbas. As peças moldadas com resina úmida nãoapresentam defeitos superficiais como as estrias obser-vadas nas resinas de nylon. Por essa razão, as peçaspodem ser moldadas com excelente aparência superfi-cial, mas apresentarem baixas resistências mecânicas.Como qualquer resina degradada, a diminuição das propriedades não pode ser contornada com novo processamento. Esta resina deve ser descartada.
A resina virgem é fornecida em sacos ou caixas especiais, à prova de umidade, com nível de umidade até 0,04 %. Dessa forma, tanto a resina virgem como a moída devem ser secas e mantidas com menos de0,02% de umidade durante a moldagem. A Figura 5descreve a taxa de absorção de umidade do Rynite® PET,que é típica das resinas de poliéster. Em níveis deexposição a 50% UR ou mais, a resina seca com menos de 0,01 % de umidade, provavelmente irá exceder onível de 0,02 % após 15 minutos. Por essa razão, ossecadores com bandejas, em que há transferência manual para o funil da máquina não são recomendados.
Já que a reação da umidade com o Rynite® PETfundido é relativamente rápida o uso de cilindros com degasagem em lugar de desumidificadores, também não é recomendado. Dessa forma, os sistemas desumidificadores são necessários para a secagem eficiente do Rynite® PET abaixo de 0,02% de umidade e para manter a resina abaixo deste nível de umidade.
Capítulo 3Diretrizes de secagem
Figura 5. Absorção de Umidade pelo Rynite® PET 530
Umidade %,01 ,02 ,03 ,04 ,05
100
90
80
70
60
50
% d
o v
alo
r m
áxim
o
Resistência a tração
Alongamento
ImpactoIzodsem Entalhe
Um
idad
e %
0,1100% RH
0,08
,06
,04
,03
,02
,01
15 minutos 1hora 1dia 1 semana
50% RH
15% RH
Figura 4. Efeitos da Umidade Absorvida nas
Propriedades do Rynite® PET 530
9
Condições do DesumidificadorA correta operação dos desumidificadores pode secaradequadamente a resina Rynite® PET em curto períodode tempo. A taxa de fluxo de ar é muito importante, sendo necessários de 3,0 a 3,8 m3 de ar por hora para cada quilo de resina processada por hora. Por exemplo, se 27 kg/hora de Rynite® PET tiverem que ser molda-dos, é necessário um desumidificador com capacidadede 82 - 102 m3/hora. Dependendo do projeto do desumidificador, taxas menores podem reduzir significativamente a temperatura da resina no funil.
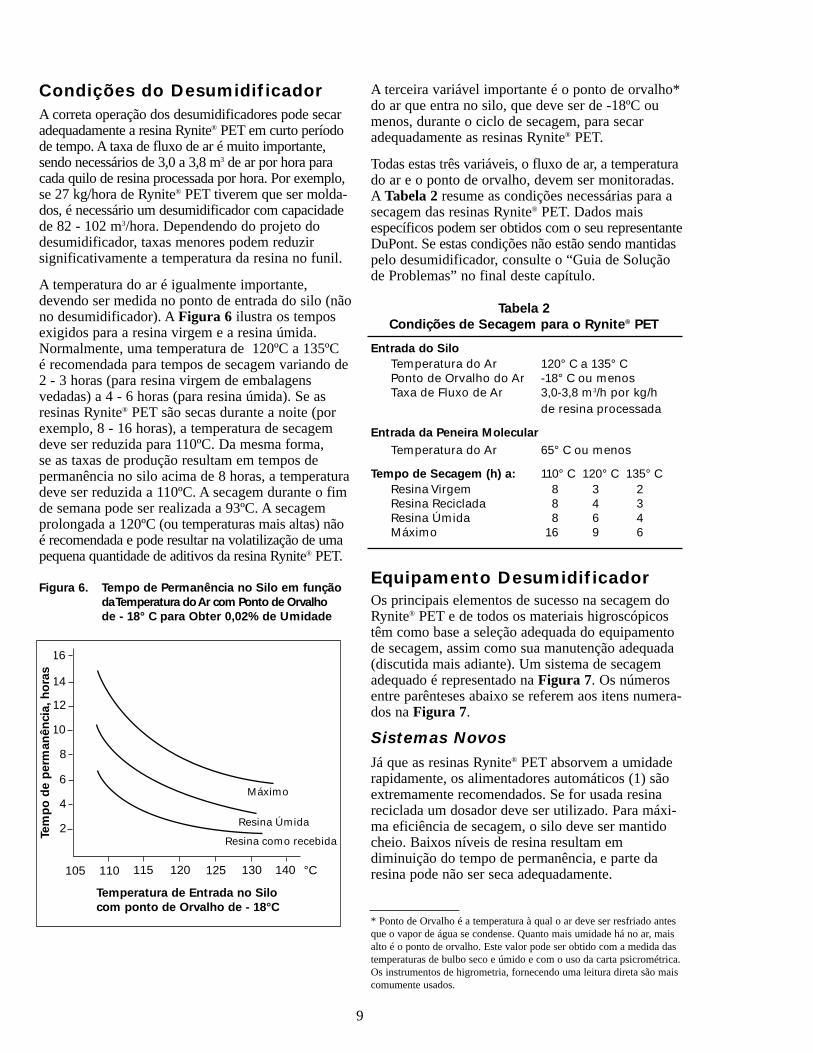
A temperatura do ar é igualmente importante, devendo ser medida no ponto de entrada do silo (não no desumidificador). A Figura 6 ilustra os tempos exigidos para a resina virgem e a resina úmida.Normalmente, uma temperatura de 120ºC a 135ºC é recomendada para tempos de secagem variando de 2 - 3 horas (para resina virgem de embalagens vedadas) a 4 - 6 horas (para resina úmida). Se as resinas Rynite® PET são secas durante a noite (por exemplo, 8 - 16 horas), a temperatura de secagem deve ser reduzida para 110ºC. Da mesma forma, se as taxas de produção resultam em tempos de permanência no silo acima de 8 horas, a temperaturadeve ser reduzida a 110ºC. A secagem durante o fim de semana pode ser realizada a 93ºC. A secagem prolongada a 120ºC (ou temperaturas mais altas) não é recomendada e pode resultar na volatilização de umapequena quantidade de aditivos da resina Rynite® PET.
A terceira variável importante é o ponto de orvalho* do ar que entra no silo, que deve ser de -18ºC ou menos, durante o ciclo de secagem, para secar adequadamente as resinas Rynite® PET.
Todas estas três variáveis, o fluxo de ar, a temperatura do ar e o ponto de orvalho, devem ser monitoradas. A Tabela 2 resume as condições necessárias para a secagem das resinas Rynite® PET. Dados mais específicos podem ser obtidos com o seu representante DuPont. Se estas condições não estão sendo mantidaspelo desumidificador, consulte o “Guia de Solução de Problemas” no final deste capítulo.
Equipamento DesumidificadorOs principais elementos de sucesso na secagem doRynite® PET e de todos os materiais higroscópicos têm como base a seleção adequada do equipamento de secagem, assim como sua manutenção adequada(discutida mais adiante). Um sistema de secagem adequado é representado na Figura 7. Os números entre parênteses abaixo se referem aos itens numera-dos na Figura 7.
Sistemas NovosJá que as resinas Rynite® PET absorvem a umidade rapidamente, os alimentadores automáticos (1) sãoextremamente recomendados. Se for usada resina reciclada um dosador deve ser utilizado. Para máxi-ma eficiência de secagem, o silo deve ser mantidocheio. Baixos níveis de resina resultam em diminuição do tempo de permanência, e parte da resina pode não ser seca adequadamente.
* Ponto de Orvalho é a temperatura à qual o ar deve ser resfriado antes que o vapor de água se condense. Quanto mais umidade há no ar, mais alto é o ponto de orvalho. Este valor pode ser obtido com a medida das temperaturas de bulbo seco e úmido e com o uso da carta psicrométrica. Os instrumentos de higrometria, fornecendo uma leitura direta são maiscomumente usados.
Figura 6. Tempo de Permanência no Silo em função
da Temperatura do Ar com Ponto de Orvalho
de - 18° C para Obter 0,02% de Umidade
Tabela 2
Condições de Secagem para o Rynite® PET
Entrada do Silo
Temperatura do Ar 120° C a 135° C Ponto de Orvalho do Ar -18° C ou menos Taxa de Fluxo de Ar 3,0-3,8 m3/h por kg/h
de resina processada
Entrada da Peneira Molecular
Temperatura do Ar 65° C ou menos
Tempo de Secagem (h) a: 110° C 120° C 135° C Resina Virgem 8 3 2 Resina Reciclada 8 4 3 Resina Úmida 8 6 4 Máximo 16 9 6
16
Te
mp
o d
e p
erm
an
ên
cia
, ho
ras
Máximo
14
12
10
8
6
4
2
105 110 115 120 125 130 140 °C
Temperatura de Entrada no Silo
com ponto de Orvalho de - 18 °C
Resina Úmida
Resina como recebida
Temperatura de Entrada no Silo
com ponto de Orvalho de - 18°C
Tem
po
de p
erm
an
ên
cia
,h
ora
s
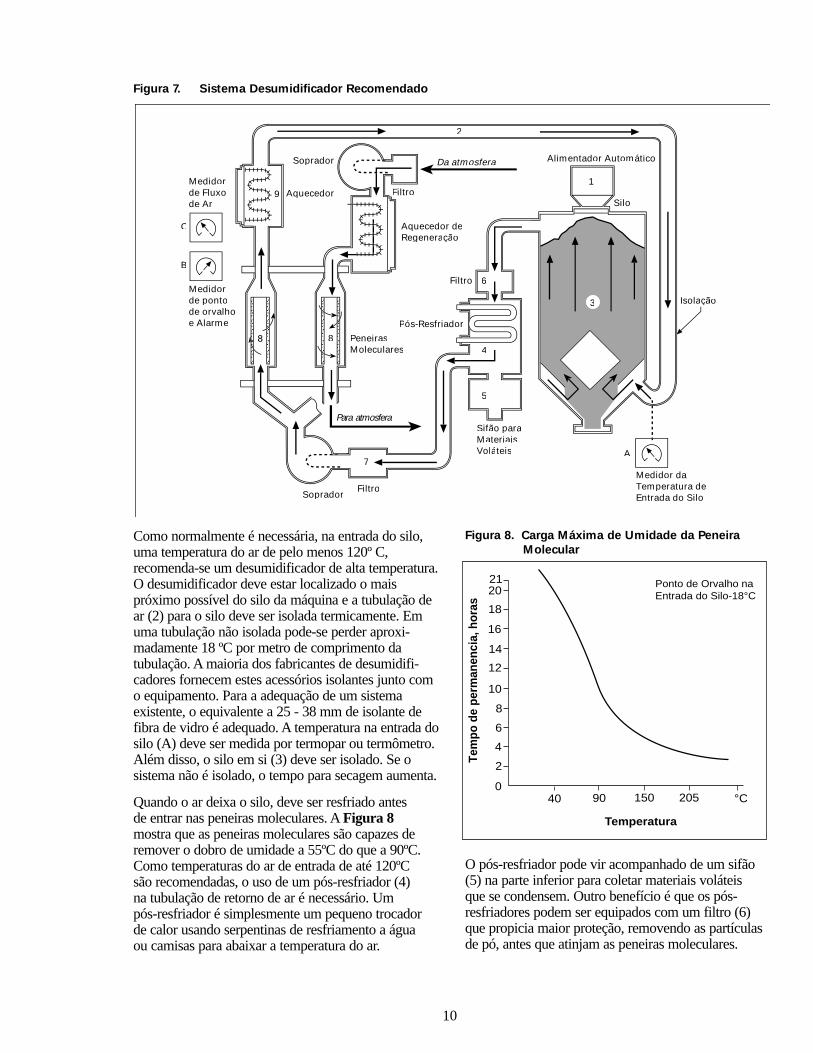
Como normalmente é necessária, na entrada do silo,uma temperatura do ar de pelo menos 120º C,recomenda-se um desumidificador de alta temperatura.O desumidificador deve estar localizado o mais próximo possível do silo da máquina e a tubulação dear (2) para o silo deve ser isolada termicamente. Emuma tubulação não isolada pode-se perder aproxi-madamente 18 ºC por metro de comprimento da tubulação. A maioria dos fabricantes de desumidifi-cadores fornecem estes acessórios isolantes junto como equipamento. Para a adequação de um sistema existente, o equivalente a 25 - 38 mm de isolante defibra de vidro é adequado. A temperatura na entrada dosilo (A) deve ser medida por termopar ou termômetro.Além disso, o silo em si (3) deve ser isolado. Se o sistema não é isolado, o tempo para secagem aumenta.
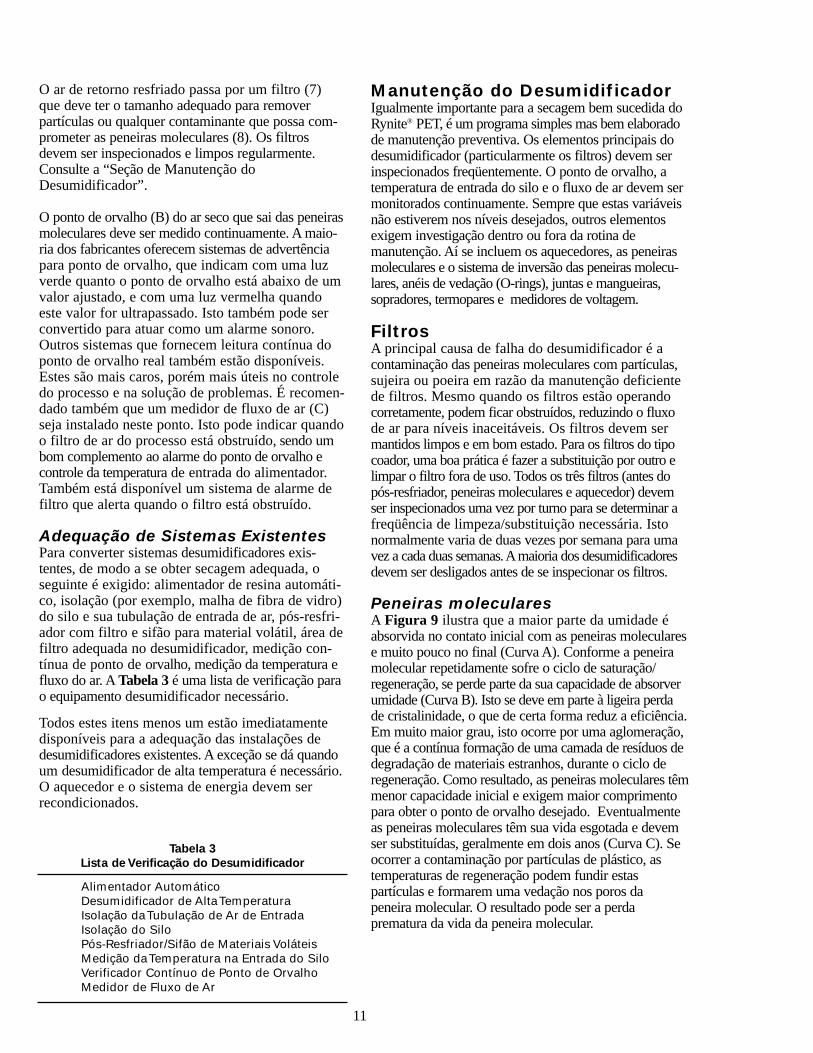
Quando o ar deixa o silo, deve ser resfriado antes de entrar nas peneiras moleculares. A Figura 8mostra que as peneiras moleculares são capazes deremover o dobro de umidade a 55ºC do que a 90ºC.Como temperaturas do ar de entrada de até 120ºC são recomendadas, o uso de um pós-resfriador (4) na tubulação de retorno de ar é necessário. Um pós-resfriador é simplesmente um pequeno trocador de calor usando serpentinas de resfriamento a água ou camisas para abaixar a temperatura do ar.
Figura 7. Sistema Desumidificador Recomendado
O pós-resfriador pode vir acompanhado de um sifão(5) na parte inferior para coletar materiais voláteis que se condensem. Outro benefício é que os pós-resfriadores podem ser equipados com um filtro (6)que propicia maior proteção, removendo as partículasde pó, antes que atinjam as peneiras moleculares.
10
Figura 8. Carga Máxima de Umidade da Peneira
Molecular
Medidorde Fluxode Ar
Medidorde pontode orvalhoe Alarme
9
B
Aquecedor
8 PeneirasMoleculares
7
FiltroSoprador
Para atmosfera
Da atmosferaSoprador
Filtro
2
Aquecedor deRegeneração
6Filtro
Pós-Resfriador
4
5
Sifão paraMateriaisVoláteis A
Medidor daTemperatura deEntrada do Silo
Isolação
C
Silo
1
Alimentador Automático
3
21
Tem
po d
e pe
rman
enci
a, h
oras
Ponto de Orvalho naEntrada do Silo-18°C
40
20
18
16
14
12
10
8
6
4
2
090 150 205 °C
Temperatura
11
O ar de retorno resfriado passa por um filtro (7)que deve ter o tamanho adequado para removerpartículas ou qualquer contaminante que possa com-prometer as peneiras moleculares (8). Os filtrosdevem ser inspecionados e limpos regularmente.Consulte a “Seção de Manutenção doDesumidificador”.
O ponto de orvalho (B) do ar seco que sai das peneirasmoleculares deve ser medido continuamente. A maio-ria dos fabricantes oferecem sistemas de advertênciapara ponto de orvalho, que indicam com uma luzverde quanto o ponto de orvalho está abaixo de umvalor ajustado, e com uma luz vermelha quandoeste valor for ultrapassado. Isto também pode serconvertido para atuar como um alarme sonoro.Outros sistemas que fornecem leitura contínua doponto de orvalho real também estão disponíveis.Estes são mais caros, porém mais úteis no controledo processo e na solução de problemas. É recomen-dado também que um medidor de fluxo de ar (C)seja instalado neste ponto. Isto pode indicar quandoo filtro de ar do processo está obstruído, sendo umbom complemento ao alarme do ponto de orvalho econtrole da temperatura de entrada do alimentador.Também está disponível um sistema de alarme defiltro que alerta quando o filtro está obstruído.
Adequação de Sistemas ExistentesPara converter sistemas desumidificadores exis-tentes, de modo a se obter secagem adequada, oseguinte é exigido: alimentador de resina automáti-co, isolação (por exemplo, malha de fibra de vidro)do silo e sua tubulação de entrada de ar, pós-resfri-ador com filtro e sifão para material volátil, área defiltro adequada no desumidificador, medição con-tínua de ponto de orvalho, medição da temperatura efluxo do ar. A Tabela 3 é uma lista de verificação parao equipamento desumidificador necessário.
Todos estes itens menos um estão imediatamentedisponíveis para a adequação das instalações dedesumidificadores existentes. A exceção se dá quandoum desumidificador de alta temperatura é necessário.O aquecedor e o sistema de energia devem serrecondicionados.
Tabela 3
Lista de Verificação do Desumidificador
Alimentador AutomáticoDesumidificador de Alta TemperaturaIsolação da Tubulação de Ar de EntradaIsolação do SiloPós-Resfriador/Sifão de Materiais VoláteisMedição da Temperatura na Entrada do SiloVerificador Contínuo de Ponto de OrvalhoMedidor de Fluxo de Ar
Manutenção do DesumidificadorIgualmente importante para a secagem bem sucedida doRynite® PET, é um programa simples mas bem elaboradode manutenção preventiva. Os elementos principais dodesumidificador (particularmente os filtros) devem ser inspecionados freqüentemente. O ponto de orvalho, a temperatura de entrada do silo e o fluxo de ar devem sermonitorados continuamente. Sempre que estas variáveis não estiverem nos níveis desejados, outros elementos exigem investigação dentro ou fora da rotina de manutenção. Aí se incluem os aquecedores, as peneiras moleculares e o sistema de inversão das peneiras molecu-lares, anéis de vedação (O-rings), juntas e mangueiras,sopradores, termopares e medidores de voltagem.
FiltrosA principal causa de falha do desumidificador é a contaminação das peneiras moleculares com partículas,sujeira ou poeira em razão da manutenção deficiente de filtros. Mesmo quando os filtros estão operando corretamente, podem ficar obstruídos, reduzindo o fluxo de ar para níveis inaceitáveis. Os filtros devem ser mantidos limpos e em bom estado. Para os filtros do tipocoador, uma boa prática é fazer a substituição por outro e limpar o filtro fora de uso. Todos os três filtros (antes do pós-resfriador, peneiras moleculares e aquecedor) devem ser inspecionados uma vez por turno para se determinar afreqüência de limpeza/substituição necessária. Isto normalmente varia de duas vezes por semana para uma vez a cada duas semanas. Amaioria dos desumidificadoresdevem ser desligados antes de se inspecionar os filtros.
Peneiras molecularesA Figura 9 ilustra que a maior parte da umidade é absorvida no contato inicial com as peneiras molecularese muito pouco no final (Curva A). Conforme a peneiramolecular repetidamente sofre o ciclo de saturação/regeneração, se perde parte da sua capacidade de absorver umidade (Curva B). Isto se deve em parte à ligeira perdade cristalinidade, o que de certa forma reduz a eficiência. Em muito maior grau, isto ocorre por uma aglomeração, que é a contínua formação de uma camada de resíduos dedegradação de materiais estranhos, durante o ciclo de regeneração. Como resultado, as peneiras moleculares têmmenor capacidade inicial e exigem maior comprimento para obter o ponto de orvalho desejado. Eventualmente as peneiras moleculares têm sua vida esgotada e devem ser substituídas, geralmente em dois anos (Curva C). Se ocorrer a contaminação por partículas de plástico, as temperaturas de regeneração podem fundir estas partículas e formarem uma vedação nos poros da peneira molecular. O resultado pode ser a perda prematura da vida da peneira molecular.

20
15
10
5
0
Peneira MolecularA
B
C
PeneiraMolecularAntiga
Espessura da Peneira Molecular
% d
e U
mid
ade
Abs
orvi
da n
aP
enei
ra M
olec
ular
Pon
to d
e O
rval
hodo
Ar
para
o s
ilo
164
–7–18–29–40
°C
Espessura da Peneira Molecular
Ardosilo
Arparao silo
A substituição da peneira molecular em cartuchos é relativamente fácil para desumidificadores novos, mas para modelos mais antigos pode ser necessário um operador experiente. Para qualquer desumidificador, consulte o manual do fabricante para os procedimentos adequados. Todas as precauções de segurança recomendadas pelo fabricante devem ser seguidas. Ao substituir a peneira molecular, o cartucho deve ser bastante compactado, vibrando-o bastante quandodo seu enchimento. Quaisquer áreas vazias permitemo desvio do ar úmido da peneira molecular, já que se constituem em caminhos de menor resistência.
Sistema de Inversão das PeneirasMoleculares e Tubulação de ArSeja o mecanismo de inversão por meio de válvulas ou sistema de indexação, deve haver inspeção quantoao alinhamento inadequado. Todas as vedações devem estar em posição e em boas condições (particularmente após a substituição do cartucho). Os anéis de vedação, juntas, mangueiras e todos os acessórios mecânicosdevem ser inspecionados quanto a vazamentos.
Sopradores, Aquecedores, Termopares,CorrenteA rotação dos sopradores deve ser verificada após a realização da manutenção. Os aquecedores devem ser inspecionados juntamente com a condição do termopar na entrada do silo. É boa prática ter amperímetros montados em cada aquecedor. Acorrente deve ser verificada periodicamente, porque as quedas de corrente podem resultar em significativa perda de energia de aquecimento.
Pós-Resfriador e Sifão de MateriaisVoláteisO resfriamento na câmara do pós-resfriador necessariamente retém na parte inferior da mesmaaditivos e lubrificantes. A câmara deve ser inspe-cionada periodicamente e qualquer resíduo removido.
Ponto de Orvalho e Medidores doFluxo de ArOs medidores de ponto de orvalho devem serinspecionados e calibrados. Os medidores para uso contínuo e os portáteis, para calibração, estãodisponíveis nos fabricantes de desumidificadores. Os medidores de temperatura são facilmente calibrados. Os medidores de fluxo de ar tambémdevem ser mantidos em boas condições de ope-ração. Leituras falsas de baixa pressão geralmentesão resultado de tubos de pitot obstruídos por contaminação. Os medidores de fluxo de ar também podem sercomprados dos fabricantes de desumidificadores.
A menos que especificado de outra forma, todos os itens de manutenção devem ser inspecionadospelos menos uma vez a cada dois meses.
12
Figura 9. Vida Útil da Peneira Molecular
Nota: Os valores para % de umidade absorvida e ponto de orvalhosão arbitrários mas comuns. Os valores reais dependem do projetodo desumidificador e de outras condições operacionais. Fonte: Union Carbide Corporation, Linde Division
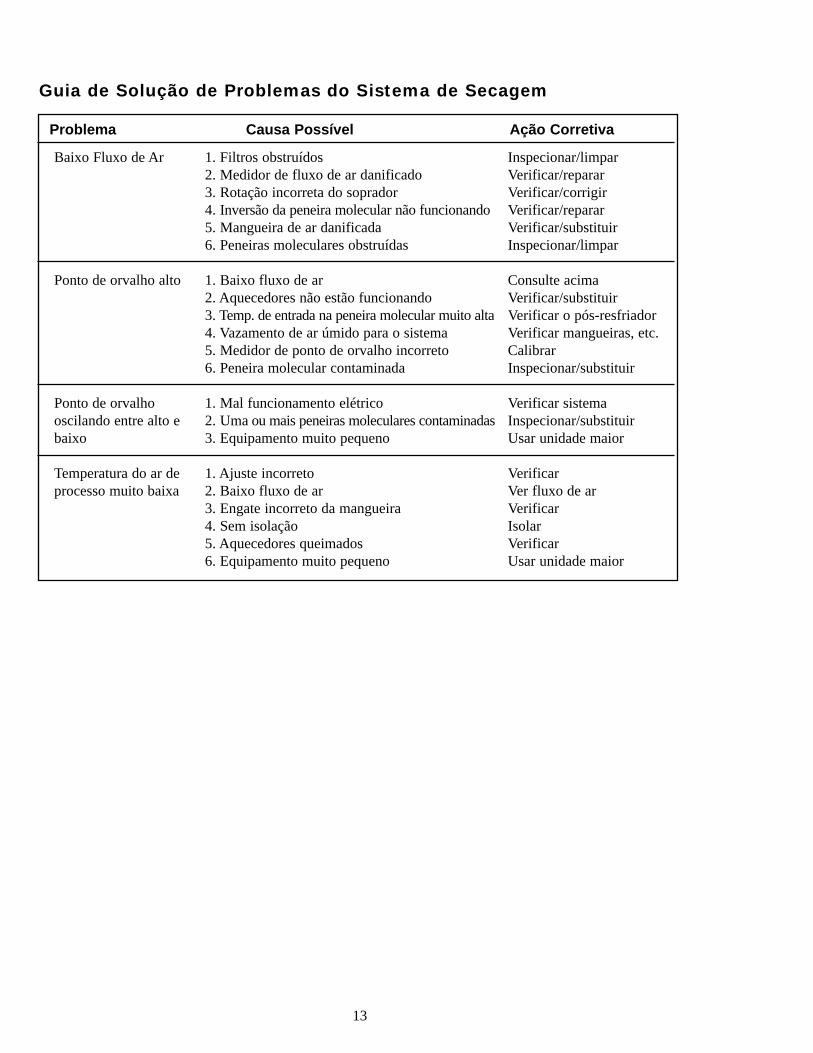
Baixo Fluxo de Ar 1. Filtros obstruídos Inspecionar/limpar2. Medidor de fluxo de ar danificado Verificar/reparar3. Rotação incorreta do soprador Verificar/corrigir4. Inversão da peneira molecular não funcionando Verificar/reparar5. Mangueira de ar danificada Verificar/substituir6. Peneiras moleculares obstruídas Inspecionar/limpar
Ponto de orvalho alto 1. Baixo fluxo de ar Consulte acima2. Aquecedores não estão funcionando Verificar/substituir3. Temp. de entrada na peneira molecular muito alta Verificar o pós-resfriador4. Vazamento de ar úmido para o sistema Verificar mangueiras, etc.5. Medidor de ponto de orvalho incorreto Calibrar6. Peneira molecular contaminada Inspecionar/substituir
Ponto de orvalho 1. Mal funcionamento elétrico Verificar sistema oscilando entre alto e 2. Uma ou mais peneiras moleculares contaminadas Inspecionar/substituirbaixo 3. Equipamento muito pequeno Usar unidade maior
Temperatura do ar de 1. Ajuste incorreto Verificarprocesso muito baixa 2. Baixo fluxo de ar Ver fluxo de ar
3. Engate incorreto da mangueira Verificar4. Sem isolação Isolar5. Aquecedores queimados Verificar6. Equipamento muito pequeno Usar unidade maior
Guia de Solução de Problemas do Sistema de Secagem
Problema Causa Possível Ação Corretiva
13
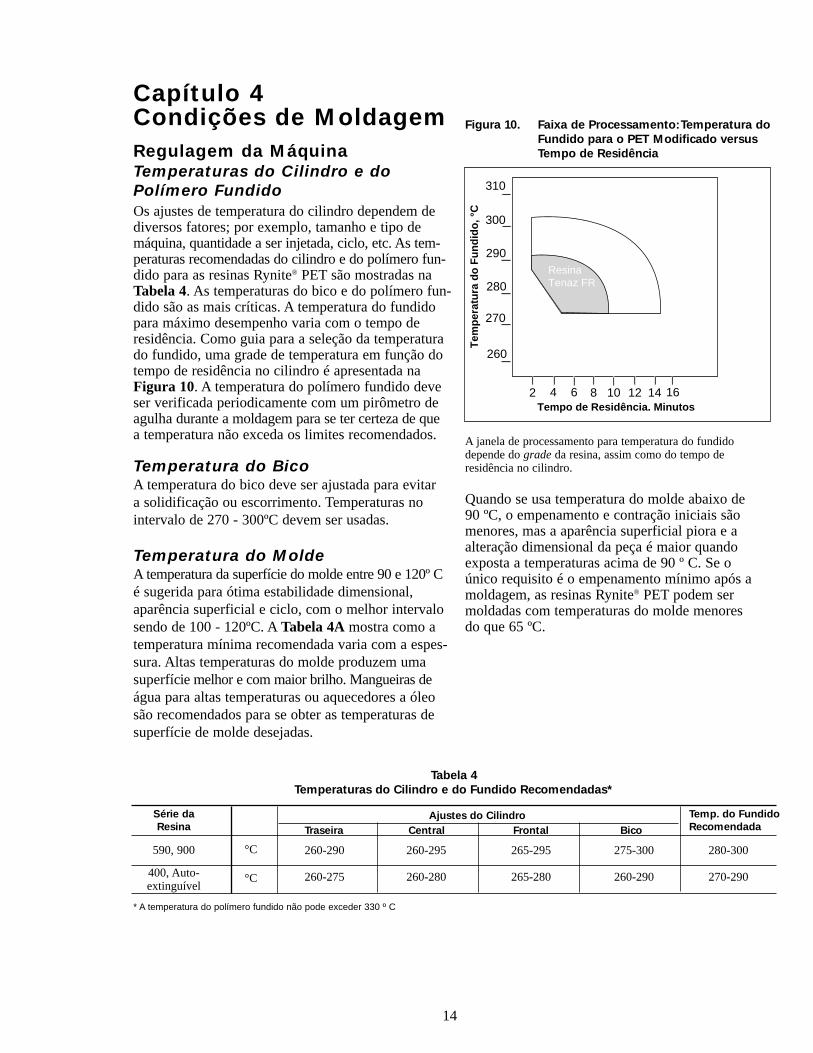
Capítulo 4Condições de MoldagemRegulagem da MáquinaTemperaturas do Cilindro e doPolímero FundidoOs ajustes de temperatura do cilindro dependem dediversos fatores; por exemplo, tamanho e tipo demáquina, quantidade a ser injetada, ciclo, etc. As tem-peraturas recomendadas do cilindro e do polímero fun-dido para as resinas Rynite® PET são mostradas naTabela 4. As temperaturas do bico e do polímero fun-dido são as mais críticas. A temperatura do fundidopara máximo desempenho varia com o tempo deresidência. Como guia para a seleção da temperaturado fundido, uma grade de temperatura em função dotempo de residência no cilindro é apresentada naFigura 10. A temperatura do polímero fundido deveser verificada periodicamente com um pirômetro deagulha durante a moldagem para se ter certeza de quea temperatura não exceda os limites recomendados.
Temperatura do BicoA temperatura do bico deve ser ajustada para evitar a solidificação ou escorrimento. Temperaturas no intervalo de 270 - 300ºC devem ser usadas.
Temperatura do MoldeA temperatura da superfície do molde entre 90 e 120º Cé sugerida para ótima estabilidade dimensional, aparência superficial e ciclo, com o melhor intervalosendo de 100 - 120ºC. A Tabela 4A mostra como atemperatura mínima recomendada varia com a espes-sura. Altas temperaturas do molde produzem umasuperfície melhor e com maior brilho. Mangueiras deágua para altas temperaturas ou aquecedores a óleo são recomendados para se obter as temperaturas desuperfície de molde desejadas.
Figura 10. Faixa de Processamento:Temperatura do
Fundido para o PET Modificado versus
Tempo de Residência
A janela de processamento para temperatura do fundidodepende do grade da resina, assim como do tempo de residência no cilindro.
Quando se usa temperatura do molde abaixo de 90 ºC, o empenamento e contração iniciais sãomenores, mas a aparência superficial piora e aalteração dimensional da peça é maior quandoexposta a temperaturas acima de 90 º C. Se o único requisito é o empenamento mínimo após amoldagem, as resinas Rynite® PET podem sermoldadas com temperaturas do molde menores do que 65 ºC.
* A temperatura do polímero fundido não pode exceder 330 º C
Tabela 4
Temperaturas do Cilindro e do Fundido Recomendadas*
14
Série da
Resina
590, 900
400, Auto-extinguível
Ajustes do Cilindro
Traseira Central Frontal Bico
260-290 260-295 265-295 275-300 280-300
260-275 260-280 265-280 260-290 270-290
Temp. do Fundido
Recomendada
°C
°C
2 4 6 8 10 12 14 16Tempo de Residência. Minutos
Tem
per
atu
ra d
o F
un
did
o, °
C
ResinaTenaz FR
260
270
280
290
300
310
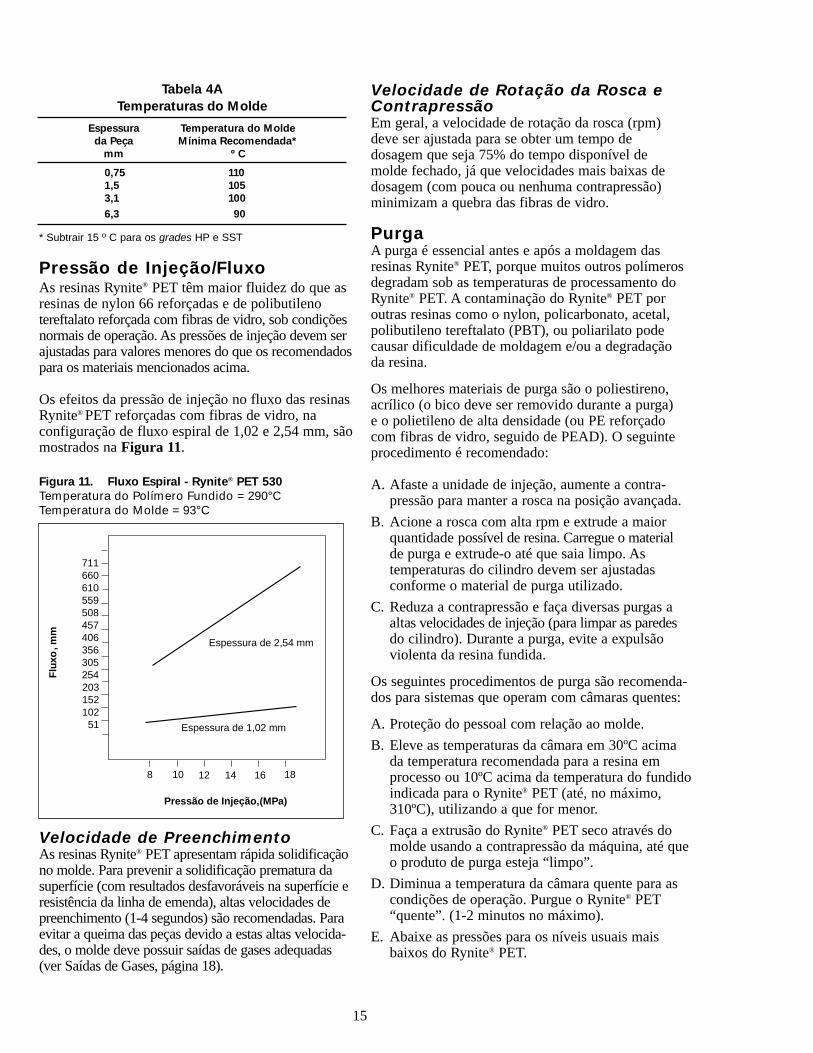
Pressão de Injeção/FluxoAs resinas Rynite® PET têm maior fluidez do que as resinas de nylon 66 reforçadas e de polibutileno tereftalato reforçada com fibras de vidro, sob condições normais de operação. As pressões de injeção devem ser ajustadas para valores menores do que os recomendados para os materiais mencionados acima.
Os efeitos da pressão de injeção no fluxo das resinas Rynite® PET reforçadas com fibras de vidro, na configuração de fluxo espiral de 1,02 e 2,54 mm, são mostrados na Figura 11.
Velocidade de PreenchimentoAs resinas Rynite® PET apresentam rápida solidificação no molde. Para prevenir a solidificação prematura da superfície (com resultados desfavoráveis na superfície eresistência da linha de emenda), altas velocidades de preenchimento (1-4 segundos) são recomendadas. Para evitar a queima das peças devido a estas altas velocida-des, o molde deve possuir saídas de gases adequadas (ver Saídas de Gases, página 18).
Tabela 4A
Temperaturas do Molde
0,75 110
1,5 105
3,1 100
6,3 90
* Subtrair 15 º C para os grades HP e SST
Figura 11. Fluxo Espiral - Rynite® PET 530
Temperatura do Polímero Fundido = 290°CTemperatura do Molde = 93°C
Espessura
da Peça
mm
Temperatura do Molde
Mínima Recomendada*
º C
Velocidade de Rotação da Rosca eContrapressãoEm geral, a velocidade de rotação da rosca (rpm) deve ser ajustada para se obter um tempo de dosagem que seja 75% do tempo disponível de molde fechado, já que velocidades mais baixas de dosagem (com pouca ou nenhuma contrapressão) minimizam a quebra das fibras de vidro.
PurgaA purga é essencial antes e após a moldagem das resinas Rynite® PET, porque muitos outros polímerosdegradam sob as temperaturas de processamento do Rynite® PET. A contaminação do Rynite® PET por outras resinas como o nylon, policarbonato, acetal, polibutileno tereftalato (PBT), ou poliarilato pode causar dificuldade de moldagem e/ou a degradação da resina.
Os melhores materiais de purga são o poliestireno, acrílico (o bico deve ser removido durante a purga) e o polietileno de alta densidade (ou PE reforçado com fibras de vidro, seguido de PEAD). O seguinte procedimento é recomendado:
A. Afaste a unidade de injeção, aumente a contra-pressão para manter a rosca na posição avançada.
B. Acione a rosca com alta rpm e extrude a maior quantidade possível de resina. Carregue o material de purga e extrude-o até que saia limpo. As temperaturas do cilindro devem ser ajustadas conforme o material de purga utilizado.
C. Reduza a contrapressão e faça diversas purgas a altas velocidades de injeção (para limpar as paredes do cilindro). Durante a purga, evite a expulsão violenta da resina fundida.
Os seguintes procedimentos de purga são recomenda-dos para sistemas que operam com câmaras quentes:
A. Proteção do pessoal com relação ao molde.
B. Eleve as temperaturas da câmara em 30ºC acima da temperatura recomendada para a resina em processo ou 10ºC acima da temperatura do fundido indicada para o Rynite® PET (até, no máximo, 310ºC), utilizando a que for menor.
C. Faça a extrusão do Rynite® PET seco através do molde usando a contrapressão da máquina, até que o produto de purga esteja “limpo”.
D. Diminua a temperatura da câmara quente para as condições de operação. Purgue o Rynite® PET“quente”. (1-2 minutos no máximo).
E. Abaixe as pressões para os níveis usuais mais baixos do Rynite® PET.
15
Flu
xo, m
m
711660 610 559 508 457 406 356 305 254 203 152 102 51
8 10 12 14 16 18
Pressão de Injeção, (MPa)
Espessura de 1,02 mm
Espessura de 2,54 mm
PartidaA. Parta com a máquina limpa.
B. Ajuste a temperatura do cilindro para 30º C abaixo da temperatura de moldagem mínima e o bico na temperatura de operação. Permita que o calor seja dissipado por pelo menos 20 minutos. Aumente as temperaturas do cilindro para a temperatura de operação (use a Tabela 4 como um guia).
C. Verifique se o bico está na temperatura correta.
D. Com o cilindro afastado do molde, tente mover a rosca. Se a rosca não girar, espere mais tempo para o aquecimento do cilindro.
E. Quando a rosca começar a girar, abra a alimentação brevemente e em seguida feche-a. Verifique a amperagem no acionamento da rosca. Se estiver excessiva, aumente a temperatura da zona traseira. O bico deve estar aberto neste momento.
F. Abra a alimentação e mantenha a rosca na posição de avanço, aumentando a contrapressão. Faça a extrusão do polímero fundido e aumente as temperaturas do cilindro, se forem vistas partículas de material não fundido.
G. Reduza a contrapressão, ajuste o curso da dosagem para aproximadamente o peso a ser injetado; faça diversas purgas. Verifique a temperatura do fundido e, se necessário, faça os ajustes na temperatura do cilindro para obter a temperatura de fundido recomendada.
H. Avance o cilindro, para conectar o bico à bucha de injeção. Comece com pequena pressão de injeção (exceto quando peças incompletas causarem problemas com a extração da peça) e ajuste as variáveis de moldagem para produzir peças de qualidade e máximo peso.
ParadaA máquina deve ser completamente purgada compolietileno ou poliestireno antes da parada o quereduz o tempo necessário para a partida subseqüente, minimizando os problemas de contaminação. Um procedimento sugerido é:
A. Feche a alimentação enquanto continuando com o ciclo de moldagem.
B. Esvazie o funil, e carregue poliestiresno ou polietileno. Afaste o cilindro e efetue a purga com o polietileno até que este saia limpo.
C. Reduza as temperaturas do cilindro, feche a alimentação, continue a purga até que a rosca fique sem material.
D. Deixe a rosca da posição avançada.
E. Corte a energia elétrica.
16

17
Capítulo 5Projeto do MoldeAs resinas de poliéster reforçadas com fibras de vidroRynite® PET têm sido moldadas em uma grande variedade de moldes. Moldes isolados e com câmaraquente são bastante apropriados para estes materiais. Em razão da baixa contração e alta fluidez das resinasRynite® PET, os protótipos de ferramentas originalmenteprojetados para materiais de alta contração podem eventualmente não extrair as peças automaticamente.
As cavidades polidas e os sistemas de aquecimento bemprojetados produzem peças moldadas em Rynite® PETcom uma superfície de alto brilho. O fluxo do polímerofundido não deve ser restringido, para facilitar altasvelocidades de injeção, assim como para a produção depeças com boa aparência superficial.
Em um molde projetado de forma adequada, a resistên-cia da linha de emenda das resinas Rynite® PET nãoapresenta nenhum problema em particular, ao se em-pregar os procedimentos de moldagem recomendados.
Canais de AlimentaçãoO diâmetro da bucha de injeção deve se situar entre 4,0e 7,0 mm. O menor diâmetro para a bucha de injeção deve ser usado sempre que possível. Buchas de injeçãoaquecidas têm sido usadas com sucesso com as resinasRynite® PET e, por isso, deve-se levar em conta o seu uso.
Os canais de alimentação devem ter uma seção transversal circular ou trapezoidal. Os canais de alimentação com diâmetro entre 3,0 - 6,5 mm têm sido usados com sucesso com as resinas Rynite® PET. Em certos moldes, canais de alimentação de maiordiâmetro podem ser necessários. Contudo, em razão da excelente característica de fluidez das resinas Rynite® PET, primeiramente deve-se considerar oscanais de alimentação com os menores diâmetros. O comprimento deve ser o menor possível para mini-mizar a quantidade de material a ser moída. A dispo-sição dos canais de alimentação deve ser balanceada e com grandes raios para um fluxo suave e uniforme.
Pontos de InjeçãoO número e a localização dos pontos de injeção têm grande efeito na orientação das fibras de vidro e, portanto, no empenamento da peça. Uma análise cuidadosa deve ser feita sobre estas duas variáveis. As dimensões sugeridas para os pontos de injeção são:
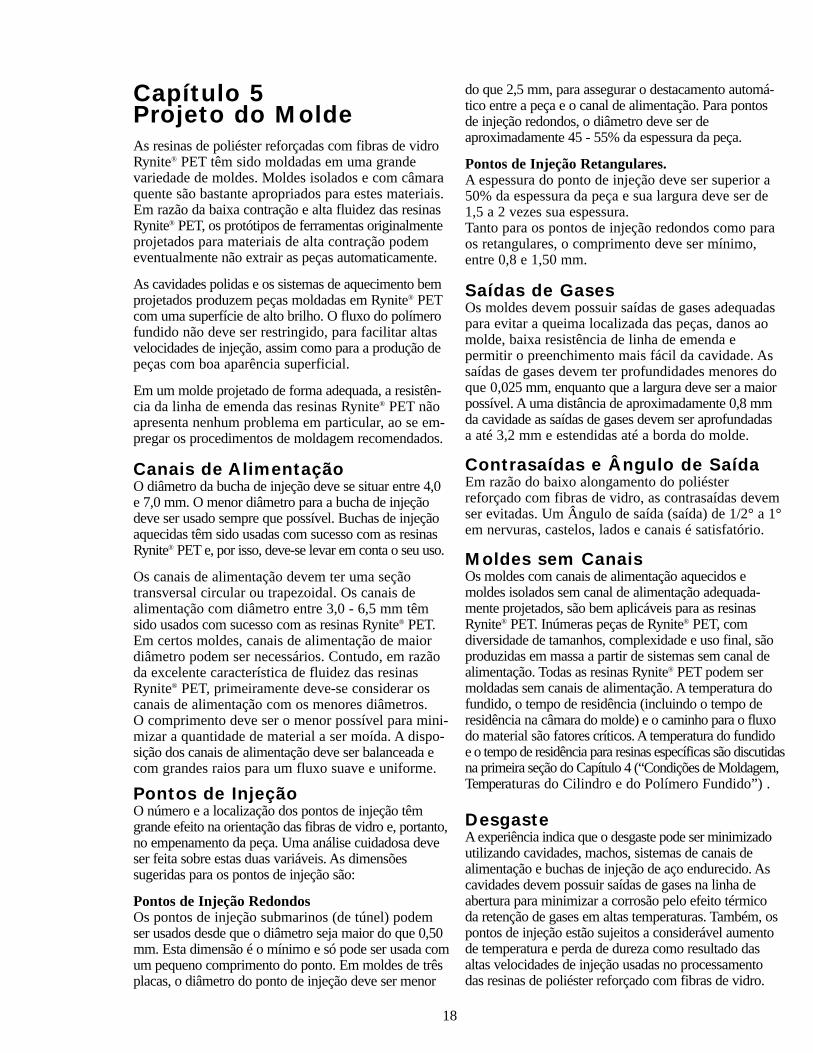
Pontos de Injeção Redondos Os pontos de injeção submarinos (de túnel) podem ser usados desde que o diâmetro seja maior do que 0,50mm. Esta dimensão é o mínimo e só pode ser usada comum pequeno comprimento do ponto. Em moldes de três placas, o diâmetro do ponto de injeção deve ser menor
do que 2,5 mm, para assegurar o destacamento automá-tico entre a peça e o canal de alimentação. Para pontos de injeção redondos, o diâmetro deve ser de aproximadamente 45 - 55% da espessura da peça.
Pontos de Injeção Retangulares.A espessura do ponto de injeção deve ser superior a50% da espessura da peça e sua largura deve ser de 1,5 a 2 vezes sua espessura.Tanto para os pontos de injeção redondos como para os retangulares, o comprimento deve ser mínimo, entre 0,8 e 1,50 mm.
Saídas de GasesOs moldes devem possuir saídas de gases adequadaspara evitar a queima localizada das peças, danos aomolde, baixa resistência de linha de emenda e permitir o preenchimento mais fácil da cavidade. Assaídas de gases devem ter profundidades menores doque 0,025 mm, enquanto que a largura deve ser a maiorpossível. A uma distância de aproximadamente 0,8 mm da cavidade as saídas de gases devem ser aprofundadasa até 3,2 mm e estendidas até a borda do molde.
Contrasaídas e Ângulo de SaídaEm razão do baixo alongamento do poliéster reforçado com fibras de vidro, as contrasaídas devem ser evitadas. Um Ângulo de saída (saída) de 1/2° a 1° em nervuras, castelos, lados e canais é satisfatório.
Moldes sem Canais Os moldes com canais de alimentação aquecidos e moldes isolados sem canal de alimentação adequada-mente projetados, são bem aplicáveis para as resinasRynite® PET. Inúmeras peças de Rynite® PET, com diversidade de tamanhos, complexidade e uso final, sãoproduzidas em massa a partir de sistemas sem canal de alimentação. Todas as resinas Rynite® PET podem sermoldadas sem canais de alimentação. A temperatura dofundido, o tempo de residência (incluindo o tempo deresidência na câmara do molde) e o caminho para o fluxodo material são fatores críticos. A temperatura do fundidoe o tempo de residência para resinas específicas são discutidasna primeira seção do Capítulo 4 (“Condições de Moldagem,Temperaturas do Cilindro e do Polímero Fundido”) .
DesgasteA experiência indica que o desgaste pode ser minimizadoutilizando cavidades, machos, sistemas de canais de alimentação e buchas de injeção de aço endurecido. Ascavidades devem possuir saídas de gases na linha de abertura para minimizar a corrosão pelo efeito térmico da retenção de gases em altas temperaturas. Também, ospontos de injeção estão sujeitos a considerável aumento de temperatura e perda de dureza como resultado das altas velocidades de injeção usadas no processamento das resinas de poliéster reforçado com fibras de vidro.
18
(0,0 a 3,0;
3,0 a 6,5;
6,5 a 12,5;
12,5 e acima)
(0,0 a 6,5;
6,5 a 12,5;
12,5 a 25,0)
A
F
F
B
PL
J
E
GD
C
Código no
Desenho
A = Diâmetro (ver Notas Nº. 1 e 2 )
B = Profundidade (ver Nota Nº. 3)
C = Altura (ver Nota Nº. 3)
D = Parede Inferior (ver Nota Nº. 3)
E = Parede Lateral (ver Nota Nº. 4)
F = Diâmetro do Furo
(ver Nota Nº. 1)
G = Profundidade do Furo
(ver Nota Nº. 5)
Ângulo de saídaPermissível por Lado
(ver Nota Nº. 6)
Dimensões,mm
25 50 75 100 125 150 175 200 225 250 275 300
Mais ou Menos em milésimos
de milímetro
150 a 300 paracada mm adicional,
acrescentar
0,100
0,100
0,050
0,075
0,075
0,100
0,075
0,100
0,125
1/2 - 1°
0,050
Notas de Referência
1. Estas tolerâncias assumem uma temperatura de molde ≥ 93º C. O recozimento a 150º C causa uma mudança de dimensão geral ≤ 0,1 %.
2. Tolerâncias com base em parede de seção de 3,2 mm.
3. A linha de abertura deve ser levada em consideração.
4. O projeto da peça deve manter uma espessura de parede o mais constante possível. A uniformidade total nesta dimensão é impossível de se obter.
5. Deve-se tomar cuidado para que a razão entre a profundidade e o diâmetro de um furo não atinja um valor que resulte em excessivo dano ao pino.
6. Estes valores devem ser aumentados sempre que compatível com o projeto em questão e a boa técnica de moldagem.
Comercial
Preciso
Mais ou Menos em milímetro
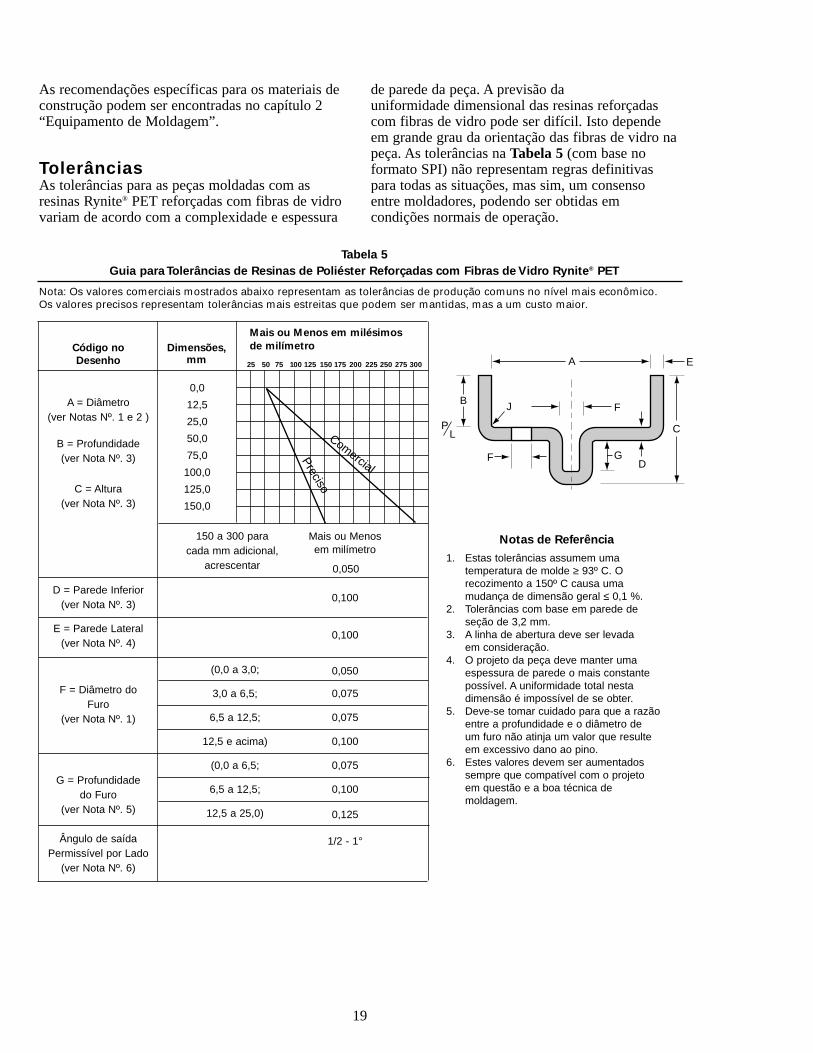
As recomendações específicas para os materiais deconstrução podem ser encontradas no capítulo 2“Equipamento de Moldagem”.
TolerânciasAs tolerâncias para as peças moldadas com asresinas Rynite® PET reforçadas com fibras de vidrovariam de acordo com a complexidade e espessura
de parede da peça. A previsão da uniformidade dimensional das resinas reforçadascom fibras de vidro pode ser difícil. Isto dependeem grande grau da orientação das fibras de vidro napeça. As tolerâncias na Tabela 5 (com base no formato SPI) não representam regras definitivaspara todas as situações, mas sim, um consensoentre moldadores, podendo ser obtidas emcondições normais de operação.
Tabela 5
Guia para Tolerâncias de Resinas de Poliéster Reforçadas com Fibras de Vidro Rynite® PET
Nota: Os valores comerciais mostrados abaixo representam as tolerâncias de produção comuns no nível mais econômico. Os valores precisos representam tolerâncias mais estreitas que podem ser mantidas, mas a um custo maior.
19
0,0
12,5
25,0
50,0
75,0
100,0
125,0
150,0

Capítulo 6Outras ConsideraçõesUso de Material MoídoA Figura 12 mostra como os diversos níveis de material moído adicionado afetam as características deresistência à tração do Rynite® PET 530 e 545, emrelação à quantidade de processamentos. Apesar daqueda da resistência à tração ser mínima com os níveis de material moído de 25% e 50%, maiores cargas de material moído (particularmente 100%) reduzem o com-primento das fibras de vidro na peça, levando à perda significativa da resistência à tração. Portanto, para evitardanos nas fibras e manter as propriedades físicas em ummáximo possível, a adição de material moído deve sermantida tão baixa quanto possível, preferivelmente menos do que 25%. A moagem sempre deve ser realizada a quente para minimizar a quebra das fibras. Além disso, as peneiras do moinho devem ter furos de 8 mm ou mais e as facas devem ser mantidas afiadas para reduzir a liberação de pó. A experiência tem revelado que facas revestidas com carbeto apresentambom desempenho e durabilidade.
LubrificantesA adição de lubrificantes superficiais nas resinasRynite® PET, geralmente não é recomendada. Esteslubrificantes podem causar a redução nas pro-priedades físicas da peça moldada.
EmpenamentoO empenamento é causado pela contração não uni-forme da resina. A contração não uniforme se deve a:
Peça com Espessura de Parede não Uniforme.Sempre que possível, as peças devem ser projetadascom espessura de parede uniforme. As peças espessas devem ser uniformizadas, para minimizara contração.
Projeto do Molde. As peças redondas devem terpontos de injeção central e as peças de longo fluxodevem ter pontos de injeção nas extremidades.
Figura 12. Material Moído versus Resistência à Tração
1Quantidade de Processamentos
Rynite® PET 530
2 3 4 5
90
80
100
% d
a R
esis
tên
cia
à tr
ação
inic
ial •
• • • •25% Material Moído / 75% Virgem
1Quantidade de Processamentos
Rynite® PET 545
2 3 4 5
90
80
100 • • •
% d
a R
esis
tên
cia
à tr
ação
inic
ial
50% Material Moído / 50% Virgem
25% Material Moído / 75% Virgem
50% Material Moído / 50% Virgem
20
Condições de Processamento. As temperaturas domolde e da cavidade devem ser cuidadosamentecontroladas para evitar o resfriamento desigual dequalquer peça antes da extração. Normalmente ummolde frio reduz temporariamente o empenamentomas pode reduzir o brilho da superfície. Consulte oGuia de Solução de Problemas para a relação completadas variáveis de processo que afetam o empenamento.
Contração Anisotrópica. A contração anisotrópica(diferença de contração entre a direção do fluxo e atransversal, consulte as Tabelas 6 e 7 ) provavelmentecontribui mais para os problemas de empenamento nasresinas reforçadas com fibras de vidro do que qualqueroutro fator. A contração anisotrópica, mais freqüente-mente, surge em razão da orientação das fibras devidro na direção do fluxo, que por sua vez, restringe acontração normal da resina. Por essa razão, qualquercondição que possa criar uma distribuição aleatória defibras de vidro reduz o empenamento, ou seja, amudança abrupta na direção do fluxo, pontos deinjeção múltiplos, localização de pontos de injeçãodiferente, etc.
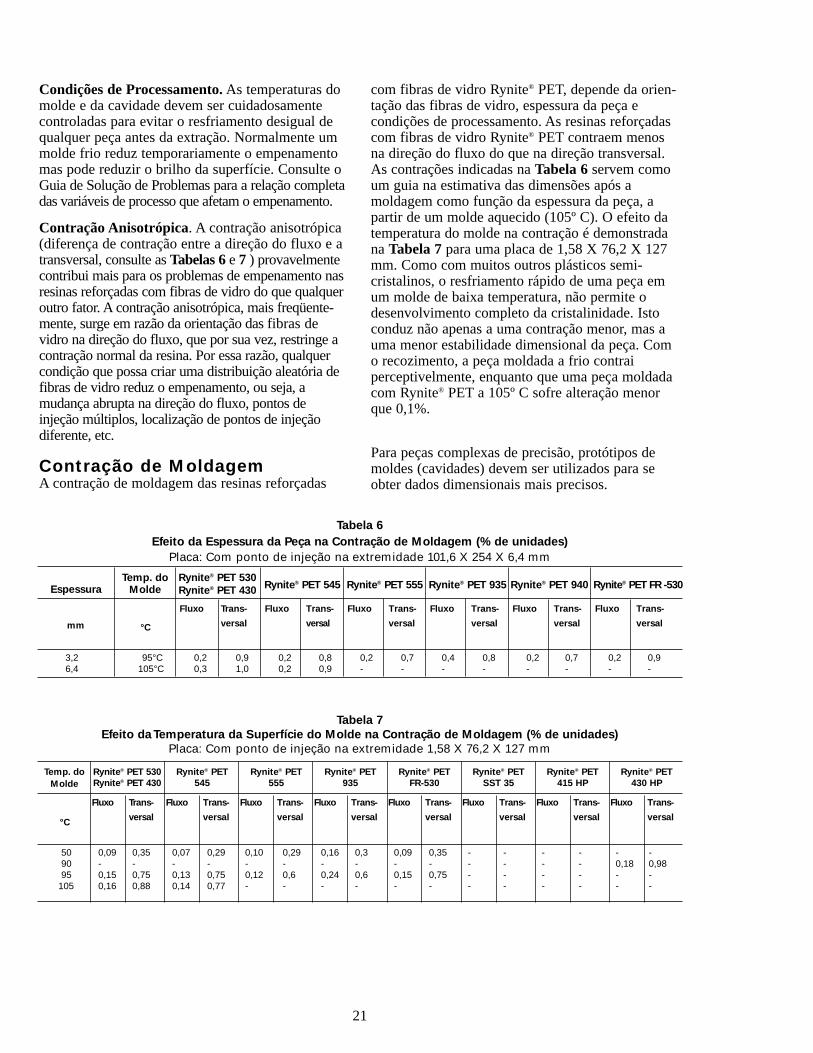
Contração de MoldagemA contração de moldagem das resinas reforçadas
com fibras de vidro Rynite® PET, depende da orien-tação das fibras de vidro, espessura da peça econdições de processamento. As resinas reforçadascom fibras de vidro Rynite® PET contraem menosna direção do fluxo do que na direção transversal.As contrações indicadas na Tabela 6 servem comoum guia na estimativa das dimensões após amoldagem como função da espessura da peça, apartir de um molde aquecido (105º C). O efeito datemperatura do molde na contração é demonstradana Tabela 7 para uma placa de 1,58 X 76,2 X 127mm. Como com muitos outros plásticos semi-cristalinos, o resfriamento rápido de uma peça emum molde de baixa temperatura, não permite odesenvolvimento completo da cristalinidade. Istoconduz não apenas a uma contração menor, mas auma menor estabilidade dimensional da peça. Como recozimento, a peça moldada a frio contrai perceptivelmente, enquanto que uma peça moldadacom Rynite® PET a 105º C sofre alteração menorque 0,1%.
Para peças complexas de precisão, protótipos demoldes (cavidades) devem ser utilizados para seobter dados dimensionais mais precisos.
Tabela 6
Efeito da Espessura da Peça na Contração de Moldagem (% de unidades)
Placa: Com ponto de injeção na extremidade 101,6 X 254 X 6,4 mm
EspessuraTemp. do
MoldeRynite® PET 530
Rynite® PET 430Rynite® PET 545 Rynite® PET 555 Rynite® PET 935 Rynite® PET 940 Rynite® PET FR -530
Fluxo Trans-
versalmm °C
Fluxo Trans-
versal
Fluxo Trans-
versal
Fluxo Trans-
versal
Fluxo Trans-
versal
Fluxo Trans-
versal
3,2 95°C 0,2 0,9 0,2 0,8 0,2 0,7 0,4 0,8 0,2 0,7 0,2 0,96,4 105°C 0,3 1,0 0,2 0,9 - - - - - - - -
Tabela 7
Efeito da Temperatura da Superfície do Molde na Contração de Moldagem (% de unidades)
Placa: Com ponto de injeção na extremidade 1,58 X 76,2 X 127 mm
Temp. do
Molde
Rynite® PET 530
Rynite® PET 430
Rynite® PET
545
Rynite® PET
555
Rynite® PET
935
Rynite® PET
FR-530
Rynite® PET
SST 35
Rynite® PET
415 HP
Rynite® PET
430 HP
Fluxo Trans-
versal
Fluxo
Trans-
versal
Fluxo
Trans-
versal
Fluxo Trans-
versal
Fluxo Trans-
versal
Fluxo Trans-
versal
Fluxo
Trans-
versal
Fluxo
Trans-
versal°C
50 0,09 0,35 0,07 0,29 0,10 0,29 0,16 0,3 0,09 0,35 - - - - - -90 - - - - - - - - - - - - - - 0,18 0,9895 0,15 0,75 0,13 0,75 0,12 0,6 0,24 0,6 0,15 0,75 - - - - - -
105 0,16 0,88 0,14 0,77 - - - - - - - - - - - -
21
Resumo das Variáveis que Afetam aTenacidade e a ResistênciaMecânicaAs variáveis que podem causar a redução na tenacidadee resistência mecânica da resinas reforçadas com fibrasde vidro Rynite® PET incluem:
1. Umidade na resina virgem ou moída. Para melhores propriedades, as resinas Rynite® PET, virgens e moídas, devem ser secas e mantidas a níveis de umidade menores que 0,02% durante o processamento.
2. Tempos de residência longos (> 10 minutos).
3. Temperatura do polímero fundido muito alta ou muito baixa (consulte a Figura 10).
4. A combinação dos três fatores acima. Atenacidade das resinas reforçadas com fibras de vidro Rynite® PET dependem da umidade, tempo de residência e temperatura do polímero fundido.
5. Saídas de gases inadequadas.
6. Comprimento das fibras de vidro. Para minimizar a quebra das fibras de vidro:* Use a rotação mínima permissível para a rosca.* Use nenhuma ou pequena contrapressão.* Utilize baixa porcentagem de resina moída,
(25% ou menos).* Use a temperatura adequada na zona traseira.
7. Equipamento de moldagem ou material moído contaminados.
8. O uso de aditivos, por exemplo, certos tipos de desmoldantes, pigmentos, etc.
9. Projeto da peça - cantos vivos, espessura de parede não uniforme.
Precauções de SegurançaO processamento das resinas Rynite® PETnormalmente se constitui em operação segura, porémdeve-se ter em mente as seguintes observações:
A. Como as resinas Rynite® PET são moldadas a altastemperaturas, a resina fundida pode provocarqueimaduras graves. Além disso, acima do ponto defusão, a umidade e outros gases podem gerar pressão no cilindro que, se repentinamente liberada, pode fazer com que o polímero fundido seja violentamenteexpelido pelo bico.
Para minimizar a chance de um acidente, siga cuidadosamente as instruções deste manual. Os riscospotenciais associados com a moldagem de resinas termoplásticas devem ser previstos e eliminados oudevem ser tomadas medidas de proteção conforme os seguintes procedimentos - além do uso de equipamentos de proteção individual:
Esteja particularmente alerta durante a purga e sempre que a resina for mantida na máquina sob temperaturas mais altas do que o usual ou por períodos maiores do que o normal, como em umainterrupção do ciclo. Reserve atenção especial aocapítulo “Condições de Moldagem”, na página 14.
Durante a purga, certifique-se de que a bomba de alta vazão esteja desligada e que o protetor de purgaesteja em posição. Reduza a pressão de injeção, eacione rápida e intermitentemente o botão de injeçãopara minimizar a possibilidade de confinamento degás no cilindro.
Havendo suspeita de degradação da resina em qualquermomento, a unidade de injeção deve ser recuada, o protetor do bico posicionado e o cilindro esvaziado.Após o início da rotação da rosca, deve-se introduzir ummaterial do bico adequado. A temperatura pode então sergradualmente abaixada e a máquina desligada. Se o acionamento dos botões de injeção ou dosagem não produz fluxo de polímero fundido, o bico pode estar entupido. Neste caso, desligue as resistências do cilindro e siga as práticas de segurança estabelecidas.
Sempre assuma que há gás à alta pressão confinadono cilindro e que o mesmo pode ser expelido inesperadamente. Nestes casos, deve-se usar um protetor facial e luvas longas.
Caso o polímero fundido entre em contato com a pele resfrie a área afetada imediatamente com águafria ou um saco de gelo e procure tratamento médicoespecializado em queimaduras. Não tente retirar opolímero da pele. Para maiores informações consultea Ficha de Segurança do Material (MSDS).
B. Como as resinas Rynite® PET reforçadas comfibras de vidro são secas a altas temperaturas, o con-tato com equipamentos de secagem ou tubulações dear quentes pode resultar em queimaduras graves. O isolamento destes componentes reduz esta possibilidade.
C. Pequenas quantidades de gases e pó podem serliberadas durante a moldagem, secagem ou purga doRynite® PET. Como princípio geral, a exaustão dolocal é recomendada durante o processamento dasresinas Rynite® PET reforçadas com fibras de vidro.A taxa de ventilação de 4,7 m3 de ar por minuto porquilograma de resina processada por hora (kg/hora),mantém a concentração de partículas (e gases) bemabaixo do limite da OSHA de 15 mg/ m3. Esse limiteprevine incômodos causados pelo pó e também ésuficiente para remover os produtos gasosos.
22

D. As resinas Rynite® PET, como todos ospolímeros termoplásticos, podem formar produtosgasosos de degradação se tempos de residência lon-gos nas temperaturas máximas recomendadasforem utilizadas. Isto é acelerado acima de 330º C.
E. Durante a operação de moagem deve ser feita aexaustão adequada.
F. Antes da limpeza de qualquer cilindro que contenha resinas Rynite® PET, a máquina deve ser completamente purgada com polietileno oupoliestireno.
G. Se a resina Rynite® PET for acidentalmente purgada sobre as resistências, a mesma deve serremovida, não permitindo a sua degradação.
H. A exaustão deve ser feita durante a limpeza dequalquer equipamento que contenha resina Rynite®
PET utilizando-se chama, por exemplo, bicos, etc.
I. Os grânulos de Rynite® PET reforçado com fibrasde vidro representam risco de escorregamentoquando espalhados no piso, devendo ser varridosimediatamente.
23
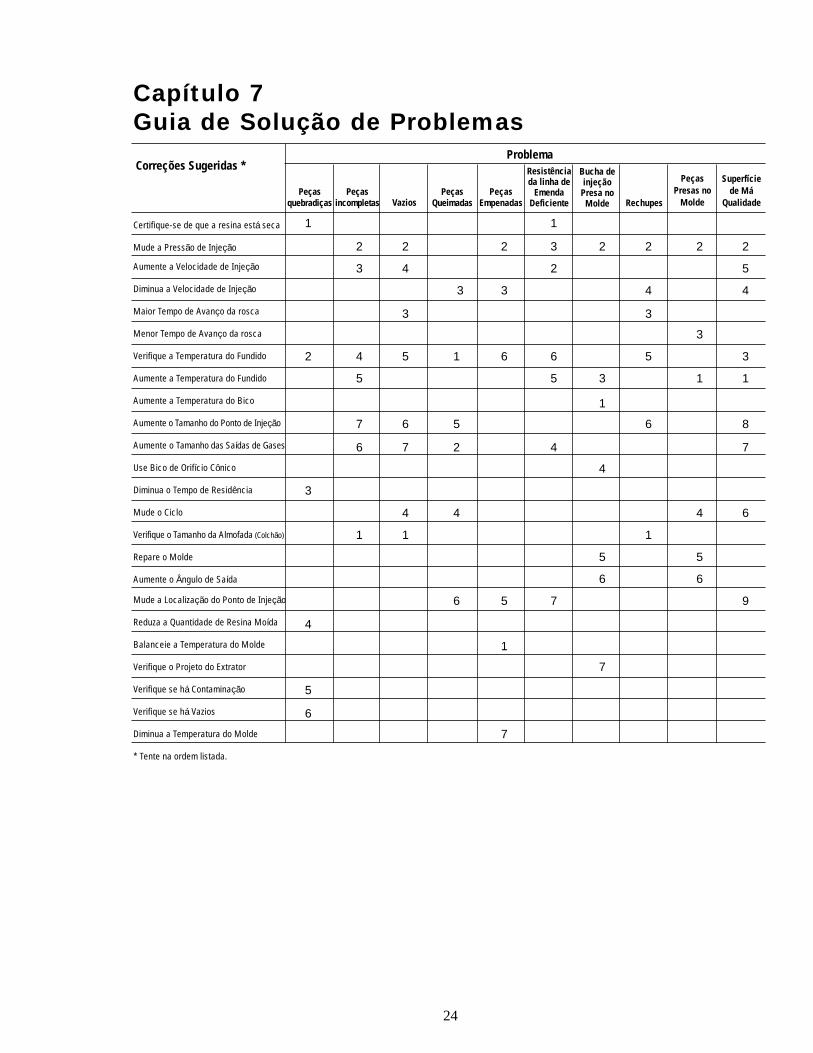
Capítulo 7Guia de Solução de Problemas
ProblemaCorreções Sugeridas *
Peças quebradiças
Peçasincompletas Vazios
PeçasQueimadas
PeçasEmpenadas
Resistênciada linha de
EmendaDeficiente
Bucha deinjeção
Presa noMolde Rechupes
PeçasPresas no
Molde
Superfíciede Má
Qualidade
Certifique-se de que a resina está seca
Mude a Pressão de Injeção
Aumente a Velocidade de Injeção
Diminua a Velocidade de Injeção
Maior Tempo de Avanço da rosca
Menor Tempo de Avanço da rosca
Verifique a Temperatura do Fundido
Aumente a Temperatura do Fundido
Aumente a Temperatura do Bico
Aumente o Tamanho do Ponto de Injeção
Aumente o Tamanho das Saídas de Gases
Use Bico de Orifício Cônico
Diminua o Tempo de Residência
Mude o Ciclo
Verifique o Tamanho da Almofada (Colchão)
Repare o Molde
Aumente o Ângulo de Saída
Mude a Localização do Ponto de Injeção
Reduza a Quantidade de Resina Moída
Balanceie a Temperatura do Molde
Verifique o Projeto do Extrator
Verifique se há Contaminação
Verifique se há Vazios
Diminua a Temperatura do Molde
* Tente na ordem listada.
1 1
2 2 2 3 2 2 2 2
3 4 2 5
3 3 4 4
3 3
3
2 4 5 1 6 6 5 3
5 5 3 1 1
1
7 6 5 6 8
6 7 2 4 7
4
3
4 4 4 6
1 1 1
5 5
6 6
6 5 7 9
4
1
7
5
6
7
24
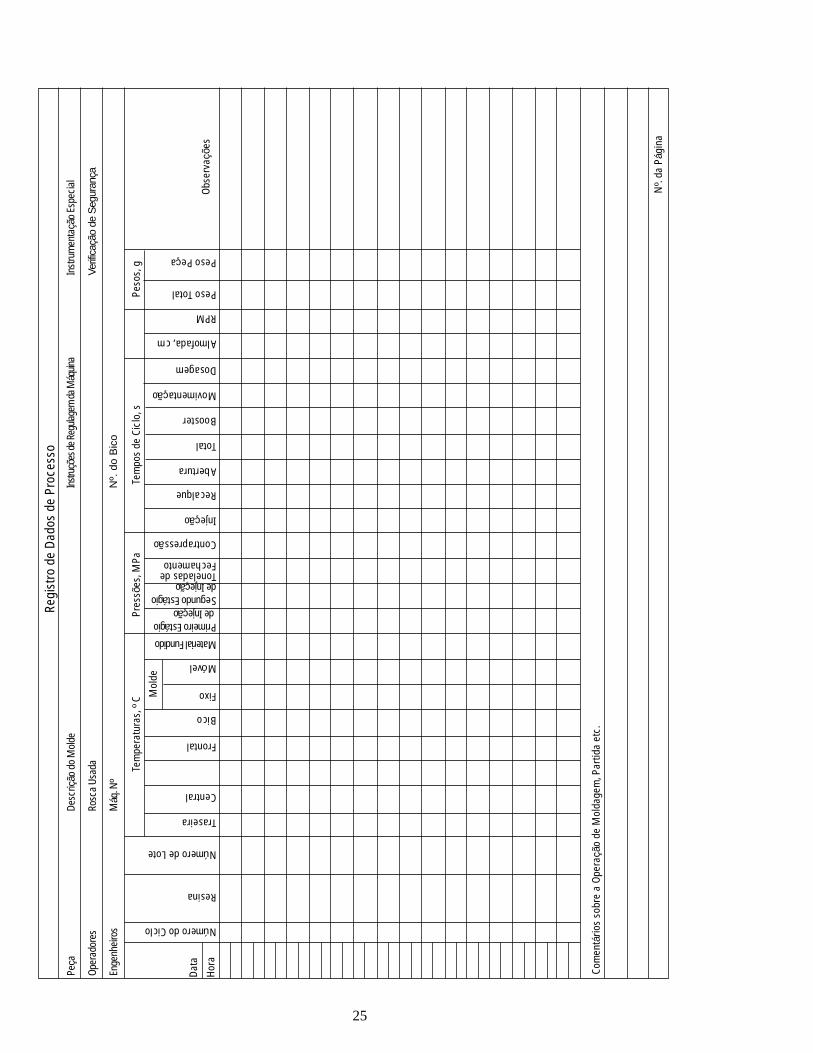
Nº.
da P
ágin
a
Regi
stro
de
Dado
s de
Pro
cess
oIns
truçõ
es de
Reg
ulage
m da
Máq
uina
Inst
rum
enta
ção
Espe
cial
Verif
icaç
ão d
e S
egur
ança
Nº.
do
Bic
o
Peça
Oper
ador
es
Enge
nhei
ros
Desc
rição
do
Mol
de
Rosc
a Us
ada
Máq
. Nº
Data
Hora
Número do Ciclo
Resina
Número de Lote
Traseira
Central
Frontal
Bico
Fixo
Móvel
Material Fundido
Primeiro Estágiode InjeçãoSegundo Estágio de InjeçãoToneladas deFechamento
Contrapressão
Injeção
Recalque
Abertura
Total
Booster
Movimentação
Dosagem
Almofada, cm
RPM
Peso Total
Peso Peça
Mol
de
Tem
pera
tura
s, º
CPr
essõ
es, M
PaTe
mpo
s de
Cic
lo, s
Peso
s, g
Obse
rvaç
ões
Com
entá
rios
sobr
e a
Oper
ação
de
Mol
dage
m, P
artid
a et
c.
25
Os dados aqui listados se encontram dentro da faixa normal de propriedades, porém não devem ser utilizados individualmente para estabelecer limites de especificaçõesnem como base para projeto. A DuPont não assume nenhuma obrigação ou responsabilidade por quaisquer recomendações apresentadas ou resultados obtidos a partir destas informações. Estas recomendações são apresentadas e aceitas por conta e risco do comprador. A divulgação destas informações não constitui uma autorização de operação ou para infração de nenhuma patente da DuPont ou de outras empresas. A DuPont garante que o uso ou venda de qualquer material aquiapresentado e comercializado pela DuPont não infringe nenhuma patente que cubra o próprio material, porém não garante contra violações causadas por sua utilização conjunta com outros materiais ou na operação de qualquer processo.
ATENÇÃO: Não utilize este material em aplicações médicas que envolvam implantes permanentes no corpo humano. Para outras aplicações médicas, consulte o manual “Declaração de Cuidados Médicos da DuPont”, H5010
Impresso no Brasil® Marca Registrada da DuPontH-72130 (R198.8)
Para mais informações sobre os Polímeros de Engenharia:
DuPont do Brasil S.A.Alameda Itapecuru, 506 - Alphaville06454-080 Barueri - São Paulo
Suporte Técnico e QualidadeTel: +55 (11) 4166-8787E-mail: [email protected]
Serviço ao ClienteTel: +55 (11) 4166-8530 / 8531 / 8647 Fax: +55 (11) 4166-8513
Web Site: plasticos.dupont.com.br
TeleSolutions: 0800 17 17 15