reciclagem de placas de circuito impresso: optimização da ... · os resultados indicam que a...
TRANSCRIPT

Reciclagem de Placas de Circuito Impresso: Optimização
da Operação de Processamento Físico
Ricardo Jorge Dinis Abrantes
Dissertação para obtenção do Grau de Mestre em
Engenharia de Materiais
Jurí
Presidente : Prof. Rui Manuel Amaral de Almeida
Orientadores: Profª Fernanda Maria Ramos da Cruz Margarido
Prof. Carlos Alberto Gonçalves Nogueira
Vogal: Prof. José Jorge Lopes da Cruz Fernandes
Junho de 2009

ii
AGRADECIMENTOS
Durante o último ano, este trabalho teve o apoio e contribuição de muitas pessoas aos quais gostaria
de deixar o meu agradecimento.
Gostaria de começar por expressar o meu sincero e profundo agradecimento à Professora Fernanda
Margarido, orientadora desta dissertação, pela oportunidade que me concedeu. Sem a sua
dedicação, disponibilidade, empenho e incentivo esta dissertação não teria sido uma realidade.
Gostaria também de lhe agradecer todos os ensinamentos que posso extrair das suas palavras e que
me ajudarão a enriquecer enquanto pessoa e profissional.
O meu sincero agradecimento ao Dr. Carlos Nogueira, orientador desta dissertação, pela
compreensão, interesse e ajuda prestada ao longo de todo o trabalho, bem como por todo o suporte
técnico e conhecimentos transmitidos na área estudada.
Um agradecimento aos meus colegas de laboratório, Eng. Marta Pereira, Eng. Filipa Taborda e Eng.
Sandro Vicente pelo apoio prestado desde o primeiro dia e na disponibilidade para todas as
explicações que envolveram os diferentes equipamentos utilizados.
Um obrigado ainda a todos os amigos, colegas e companheiros que me ajudam a ser quem sou.
E um último agradecimento especial aos meus pais, por todo o esforço e apoio incondicional durante
todo o meu percurso académico, assegurando-se que nada me faltava.

iii
RESUMO
O presente trabalho tem como principal objectivo estudar o comportamento das placas de circuito
impresso durante a operação de processamento físico, inserido num processo de reciclagem por via
pirometalúrgica.
Este estudo baseia-se na comparação dos resultados obtidos por separação granulométrica e na
análise química e morfológica dos materiais fragmentados por dois sistemas de corte (moinho de
lâminas e fragmentador de garras) diferentes, utilizando duas malhas de grelha de descarga (6 e 10
mm). No moinho de lâminas, todo o material é forçado a passar pela grelha de descarga do qual
resulta apenas uma fracção. Deste fragmentador resultam fragmentos de menor dimensão, o que se
traduz numa maior eficiência na redução de calibre. No fragmentador de garras, nem todo o material
passa pela grelha de descarga, resultando duas fracções (infra e supra).
Os resultados indicam que a fragmentação primária enquanto processo de separação não é eficaz,
de forma a obter um grau de separação suficientemente grande. Os resultados obtidos para o grau de
libertação e para a redução de calibre entre os dois fragmentadores não foi muito diferente.
Palavras – chave:
Placas de Circuito Impresso, Reciclagem, Processamento Físico, Sistemas de Corte

iv
ABSTRACT
The main goal of this work is the study of the behaviour of printed circuit boards during the unit
operation of physical processing, inserted in a pyromettalugical recycling process.
This study is based on the comparison of results obtained by size separation, chemical and
morphological analysis of the fragmented materials between two different cutting systems (cutting mill
and grabbed shredder) using two different meshes on the discharge grille (6 and 10 mm). In the
cutting mill, all the material is forced to pass through the discharge grille, resulting only one fraction of
material. From this shredder results the fragments of lower size, which means that the size reduction
is more efficient. In the grabbed shredder, the material is divided into different fractions, since not all
the material pass through the discharge grille, resulting two different fractions (infra and supra).
According to the results, the primary fragmentation as a separation process isn’t effective to obtain a
large enough separation degree. The obtained results for the liberation degree and size reduction
between the two shredders aren’t very different.
Keywords:
Printed Circuit Board, Recycling, Physical Processing, Cutting Systems

v
ÍNDICE
AGRADECIMENTOS..............................................................................................................................ii
RESUMO................................................................................................................................................iii
ABSTRACT............................................................................................................................................iv
ÍNDICE.....................................................................................................................................................v
ÍNDICE DE TABELAS............................................................................................................................vii
ÍNDICE DE FIGURAS...........................................................................................................................viii
LISTA DE ABREVIATURAS...................................................................................................................xi
Capítulo 1- Introdução..................................................................................................................1
1.1. Considerações Gerais. .......................................................................................................1
1.2. Política de Gestão dos REEE..............................................................................................2
1.3. Legislação............................................................................................................................5
1.3.1. Sociedades Gestoras...........................................................................................7
1.4. Apresentação do Problema.................................................................................................8
Capítulo 2 – Placas de Circuito Impresso...........................................................................13
2.1. Introdução..........................................................................................................................13
2.2. Características das PCI.....................................................................................................14 2.3. Efeito Toxicológico.............................................................................................................19
Capítulo 3 – Metodologia de Trabalho..................................................................................23
3.1. Triagem..............................................................................................................................23
3.2. Processamento Físico.......................................................................................................24
3.3. Caracterização Química....................................................................................................27
3.3.1. Análise Química Elementar...............................................................................27
3.4. Caracterização Morfológica...............................................................................................29
Capítulo 4 – Resultados Experimentais e Discussão....................................................31
4.1. Material utilizado e Condições Operatórias.......................................................................31
4.2. Processamento Físico.......................................................................................................33
4.2.1. Operação Unitária de Fragmentação – Moinho de Lâminas.............................33
4.2.2. Operação Unitária de Fragmentação – Fragmentador de Garras.....................36
4.2.3. Moinho de Lâminas vs Fragmentador de Garras...............................................41
4.3. Caracterização Morfológica...............................................................................................43
4.3.1. Análise por Lupa Estereoscópica.......................................................................44

vi
4.3.2. Análise por MEV/EDS........................................................................................47
4.4. Caracterização Química....................................................................................................57
4.4.1. Análise Química Elementar................................................................................57
4.4.2. Avaliação das Recuperações.............................................................................65
4.4.3. Moinho de Lâminas vs Fragmentador de Garras...............................................70
Capítulo 5 – Conclusões Finais e Trabalho Futuro.........................................................75
5.1. Conclusões........................................................................................................................75
5.2. Proposta de Trabalho Futuro.............................................................................................76
Bibliografia.......................................................................................................................................77
Anexos...............................................................................................................................................79
Anexo I – Categorias de Equipamentos...................................................................................79
Anexo II – Composição Material de Placas de Memória de Computadores Pessoais.............82
Anexo III – Curvas de Calibração.............................................................................................84

vii
íNDICE DE TABELAS
Tabela 1.1 – Diferença no consumo de PC entre 1993 e 2000 [2]………………………………..……...........……......2
Tabela 1.2 – Definição das categorias de produtos abrangidos pela lei DL 230/2004 de 10 de Dezembro [8].........5
Tabela 1.3 – Objectivos de gestão de REEE, em Portugal [9]…………...………………..…………………….....…....6
Tabela 1.4 – Estimativa da produção nacional de REEE e quantitativos mínimos atribuídos a cada
sociedade gestora (adaptado de [9])…………………………………...……………….........………........7
Tabela 1.5 – Dados referentes à recolha, recuperação, reutilização, reciclagem e respectivas taxas por
categorias de produtos, referentes ao ano de 2006 (adaptado de [11])…………………….....……..8
Tabela 2.1 – Percentagem mássica e preços dos metais raros quando em recurso natural
(adaptada de [24])...............................................................................................................................19
Tabela 4.1 – Placas de Circuito Impresso utilizadas e respectivas condições operatórias.....................................32
Tabela 4.2 – Características das amostras 21 a 24 e respectivas condições operatórias......................................40
Tabela 4.3 – Dados relativos ao cálculo da eficiência de fragmentação..................................................................43
Tabela 4.4 – Recuperações máximas (%) e o crivo óptimo para a recuperação dos elementos químicos
estudados nas amostras 9, 10, 13, 17...............................................................................................70
Tabela A.1 - Listagem de produtos do DL 230/2004 de 10 de Dezembro [8]...........................................................79
Tabela A.2 – Elementos constituintes de uma placa com 1 Gb de memória [28]....................................................82
Tabela A.3 – Elementos constituintes de uma placa com 2 Gb de memória [28]....................................................83

viii
íNDICE DE FIGURAS
Figura 1.1 – Gestão de resíduos [4]…………………………………………………………………………….…...............3 Figura 1.2 – Hierarquia das prioridades no tratamento de resíduos e produtos em fim de vida [6]……….................4 Figura 1.3 – Diagrama das operações utilizadas neste trabalho.……………………........……………...........…........10 Figura 2.1 – Percentagem dos REEE por categorias na Europa Ocidental (adaptado de [13])....……....................13 Figura 2.2 – Percentagens dos diferentes constituintes de REEE (adaptado de [13])…………….…...…................14 Figura 2.3 – Exemplo de uma PCI [17]......................................................................................................................15 Figura 2.4 – Evolução da arquitectura utilizada em PCI (adaptado de [18])……………………………..................…15 Figura 2.5 – Exemplo de PCI: a) pobre; b) rica……………………………………………………....….…..…...............16 Figura 2.6 – Composição média das PCI, adaptado de [19]………………………………………….…..…......,..........17 Figura 2.7 – Elementos químicos presentes nas PCI (adaptado de [22])…………………………….…....................18 Figura 2.8 – Valor económico contido numa PCI. Valores em cêntimos. a) PCI rica; b) PCI pobre [15].................19 Figura 3.1 – Placa cortada na guilhotina. a) placa inteira; b) depois de cortado......................................................23 Figura 3.2 – a) Fragmentador de garras; b) rotor; c) crivos utilizados......................................................................25 Figura 3.3 – a) Moinho de lâminas; b) rotor; c) crivos utilizados...............................................................................26 Figura 3.4 – Agitador electromagnético de peneiros Fritsch Analysette 3................................................................27 Figura 3.5 – Espectrómetro de fluorescência de Raios-X: a) aspecto geral; b) porta-amostras com material para
análise...................................................................................................................................................28 Figura 3.6 – Espectrómetro de absorção atómica: a) aspecto geral; b) lâmpadas de cátodo-oco...........................28 Figura 4.1 – Exemplo de amostras utilizadas: a) amostra 1; b) amostra 10; c) amostra 13; d) amostra 20.............33 Figura 4.2 - Curvas cumulativas inferiores das PCI fragmentadas no moinho de lâminas com grelha de
descarga de 6 mm.................................................................................................................................34
Figura 4.3 – Distribuição mássica das amostras fragmentadas no moinho de lâminas com grelha de descarga
de 6 mm.................................................................................................................................................34
Figura 4.4 – Curvas cumulativas inferiores das PCI fragmentadas no moinho de lâminas com grelha de descarga
de 10 mm...............................................................................................................................................35
Figura 4.5 – Distribuição mássica das amostras fragmentadas no moinho de lâminas com grelha de descarga
de 10 mm...............................................................................................................................................36
Figura 4.6 – Curvas cumulativas inferiores das PCI fragmentadas no fragmentador de garras com grelha de
descarga de 6 mm.................................................................................................................................37

ix
Figura 4.7 – Distribuição mássica das amostras fragmentadas com grelha de descarga de 6 mm no fragmentador
de garras...............................................................................................................................................38
Figura 4.8 – Curvas cumulativas inferiores das PCI fragmentadas no fragmentador de garras com grelha
de descarga de 10 mm..........................................................................................................................38
Figura 4.9 – Distribuição mássica das amostras fragmentadas com grelha de descarga de 10 mm no
fragmentador de garras.........................................................................................................................39
Figura 4.10 - Curvas cumulativas inferiores dos lotes e de amostras de PCI fragmentadas no fragmentador
de garras com grelha de descarga de 6 mm.......................................................................................40
Figura 4.11 – Curvas cumulativas inferiores dos lotes e de amostras de PCI fragmentadas no fragmentador
de garras com grelha de descarga de 10 mm....................................................................................41
Figura 4.12 - Curvas cumulativas inferiores de PCI fragmentadas no fragmentador de garras e no moinho de
lâminas com grelha de descarga de 6 mm.........................................................................................41
Figura 4.13 - Curvas cumulativas inferiores de PCI fragmentadas no fragmentador de garras e no moinho de
lâminas com grelha de descarga de 10 mm.......................................................................................42
Figura 4.14 – Imagens obtidas com a lupa estereoscópica das fracções granulométricas: a) 5,6 mm; b) 4,0 mm;
c) 2,0 mm; d) 0,71 mm; e) 0,25 mm; f) 0,18 mm; g) inferior a 0,125 mm, da amostra 4...................44
Figura 4.15 – Imagem obtida por lupa estereoscópica da amostra 17 com granulometria inferior a
0,125 mm............................................................................................................................................45
Figura 4.16 – Imagens obtidas com a lupa estereoscópica das amostras 20 e 23 (1ª réplica):
a) amostra 20 – 4,0 mm; b) amostra 20 – 2,0 mm; c) amostra 23 - 4,0 mm; d) amostra 23 – 2,0
mm......................................................................................................................................................46
Figura 4.17 – Imagem obtida por lupa esteresocópica de um processador da amostra 13 com
granulometria de 5,6 mm....................................................................................................................47
Figura 4.18 – Micrografia obtida com electrões secundários no MEV com uma ampliação de 4000x (a)) do
processador da amostra 13 com granulometria de 5,6 mm. 1- Si; 2- Ag; b) Espectro de EDS........48
Figura 4.19 – Micrografia obtida com electrões secundários no MEV com uma ampliação de 300x de um
processador da amostra 4, granulometria de 0,18 mm. 1- Si; 2- Ag..................................................48
Figura 4.20 – Imagens obtidas no MEV com ampliação de 80x de elementos de ligação das amostras 13 e 17
com granulometria de 0,71 mm: a) Amostra 13; b) Amostra 17. 3 – Au; 4 - Cu...............................49
Figura 4.21 – Imagem obtida no MEV com ampliação de 80x de um fragmento formado por Pb, Sn e Cu na
amostra 17, com granulometria de 0,71 mm......................................................................................49
Figura 4.22 – Espectro das ligas de soldadura da amostra 17 na fracção granulométrica de 0,71 mm..................50 Figura 4.23 – Imagem obtida no MEV com ampliação de 150x das fibras da matriz da amostra 17 com
granulometria 1,0 mm.........................................................................................................................50

x
Figura 4.24 – Imagens obtidas por MEV de morfologias apresentadas pelo silício na amostra 17 para uma
granulometria de 0,18 mm. a) Forma euédrica com ampliação de 600x; b) Forma lamelar com
ampliação de 3000x; c) Forma globular com ampliação de 500x......................................................51
Figura 4.25 – Imagens obtidas por MEV de morfologias apresentadas pelo paládio e bário na amostra 17:
a) Ampliação de 400x para uma granulometria de 0,35 mm; b) Ampliação de 1500x para uma
granulometria de 0,18 mm; c) Ampliação de 400x para uma granulometria de 0,18 mm.
8- Ba; 9- Pd........................................................................................................................................52
Figura 4.26 – Imagens obtidas por MEV, com ampliação de 20x, de partículas com granulometria de 0,35 mm.
a) Amostra 4; b) Amostra 13.............................................................................................................53
Figura 4.27 – Imagens obtidas por MEV dos elementos Ta, Mn e Si na amostra 13 com granulometria
de 0,18 mm. a) Fragmentos com ampliação de 300x; b) Fragmento com ampliação de
2000x..................................................................................................................................................53
Figura 4.28 – Imagem obtida por MEV com ampliação de 1500x dos elementos Ti+Nd+Cu e Ag (a))
2 – Ag; 5 – Liga Ti+Nd+Cu; b) espectro EDS...................................................................................,54
Figura 4.29 – Imagem obtida por MEV com ampliação de 5000x dos elementos Zn+Mn+K...............................,...55 Figura 4.30 – Imagem obtida no MEV com ampliação de 400x dos elementos Fe, Sn e Ni (a)). 6-Sn; 7-Fe;
b) Espectro de EDS da zona 6; c) Espectros de EDS da zona 7......................................................55
Figura 4.31 – Espectros de FRX-DE das fracções granulométricas da amostra 13.a) 2,0 mm; b) 0,71 mm;
c) 0,25 mm; d) 0,125 mm...................................................................................................................57
Figura 4.32 - Análise química dos elementos da amostra 9. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al......................60 Figura 4.33 - Análise química dos elementos da amostra 10. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al....................61 Figura 4.34 – Análise química dos elementos da amostra 13. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al...................62 Figura 4.35 – Análise química dos elementos da amostra 17. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al...................64 Figura 4.36 – Recuperação dos elementos da amostra 9. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.........................65 Figura 4.37 – Recuperação dos elementos da amostra 10. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.......................67 Figura 4.38 – Recuperação dos elementos da amostra 13. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.......................68 Figura 4.39 – Recuperação dos elementos da amostra 17. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.......................69 Figura 4.40 – Recuperação da prata no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17...........................................................................................................................71
Figura 4.41 – Recuperação do estanho no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17...........................................................................................................................72
Figura 4.42 – Recuperação do chumbo no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17...........................................................................................................................73
Figura 4.43 – Recuperação do cálcio no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17..........................................................................................................................74

xi
Figura A.1 – Rectas de Calibração............................................................................................................................84
Lista de Abreviaturas
DL – Decreto-Lei
EAA – Espectrometria de Absorção Atómica
EEE – Equipamento Eléctrico e Electrónico
EDS – Espectroscopia de Energia Dispersiva (Energy Dispersive Spectroscopy)
FRX-DE – Fluorescência de Raios-X – Dispersão de Energia
MEV – Microscópio Electrónico de Varrimento
PC – Computador Pessoal
PCI – Placa de Circuito Impresso
REEE – Resíduo de Equipamento Eléctrico e Electrónico
RoHS – Restrição de Certas Substâncias Perigosas (Restriction of Certain Hazardous Substances)


1
Capítulo 1
Introdução
1.1. Considerações Gerais
O consumismo desmesurado de bens de consumo, nomeadamente de equipamentos eléctricos e
electrónicos (EEE), que se verifica desde o último quartel do século passado, levou a um aumento
substancial da quantidade de resíduos provenientes deste tipo de equipamentos.
O aumento da população, estimando-se que passem dos 6745 milhões de habitantes actualmente
existentes para os 8300 milhões de habitantes em 2050, faz prever que no futuro haverá um aumento
significativo nos pedidos de bens de consumo, nomeadamente de computadores pessoais (PC) e
outros equipamentos eléctricos e electrónicos (EEE) [1].
Os computadores pessoais (PC) são um bom indicador do consumo da sociedade neste tipo de
equipamentos. A evolução da tecnologia permite ter um computador à medida das necessidades de
cada um, em relações tão distintas como a qualidade/preço ou a velocidade de transmissão de
dados/fiabilidade.
Esta evolução da tecnologia provoca nos consumidores finais uma necessidade de actualização dos
seus equipamentos, que rapidamente se vêem ultrapassados, contribuindo para o aumento da
produção de resíduos eléctricos e electrónicos (REEE). No entanto, existem medidas que permitem
diminuir os impactos dos EEE no ambiente. Uma dessas medidas implica a minimização da
quantidade de matérias-primas perigosas utilizadas no processamento de determinado equipamento,
o qual se poderá efectuar através do chamado eco-design.
O próprio mercado revela-se cada vez mais expansionista, em especial nos países em vias de
desenvolvimento, onde cada pessoa é convidada a ter o seu computador, não apenas devido à
capacidade tecnológica existente mas também porque os preços de venda estão a diminuir. Esta
diminuição de preços deve-se, em parte, à acção dos governantes destes países que têm feito um
esforço para a chamada inclusão digital. O aumento no consumo de computadores entre os anos de
1993 e 2000 está indicado na Tabela 1.1.

2
Tabela 1.1 – Diferença no consumo de PC entre 1993 e 2000 [2].
Ranking País Diferença consumo 1993-2000 (%)
1 China 1052
2 Índia 604
3 Rússia 580
4 Brasil 565
5 Indonésia 552
--------- ----------- ------------
28 Portugal 258
29 Israel 256
30 Itália 247
31 Espanha 245
32 Áustria 242
-------- ---------- ------------
47 França 183
48 Dinamarca 179
49 Arábia Saudita 173
50 Reino Unido 169
51 E.U.A. 96
1.2. Política de Gestão dos REEE
O consumismo de artigos tecnológicos na sociedade actual faz com que os equipamentos vejam a
sua vida útil encurtada para valores muito inferiores aos que foram considerados aquando do seu
desenvolvimento. Segundo um estudo da Greenpeace, em média, um computador tinha em 1997
uma vida útil de seis anos, enquanto que em 2005 a sua vida útil passou para dois anos [3].
Estes dados, apresentam algumas distorções, pois existe um factor que tipicamente não é
considerado mas que acaba por ter um peso determinante na contabilização dos resíduos existentes.
Normalmente, uma boa parte dos equipamentos obsoletos acaba por ser armazenado em
arrecadações por períodos que podem ir até três anos. Estima-se que o número de equipamentos
assim armazenados ascendeu em 2005 a 150 milhões de computadores [4].
No fluxograma da Figura 1.1 apresentam-se os dados relativos ao número de anos e percentagem de
computadores que, uma vez terminado o seu ciclo de vida útil, seguem as diferentes opções de
gestão de resíduos. Como se pode ver, a percentagem de computadores que são reutilizados (45%)
e os que são armazenados em arrecadações (45%) constituem a maior fracção na hierarquia de
gestão dos resíduos deste tipo de equipamentos.

3
Figura 1.1 – Gestão de resíduos [4].
A hierarquia das prioridades de gestão de resíduos deve ser correctamente seguida pois,
considerando os valores referidos na Figura 1.1 e, além disso se levar em linha de conta que cada
computador pesa, em média, 2,3 kg ocupando um volume de aproximadamente 100 dm3, um
computador portátil pesa, em média, 3,5 kg e ocupa um volume de 4 dm3, e ainda que a fracção de
vendas de PC portáteis é de 20% do total de vendas, pode-se avaliar as implicações em termos de
espaço se os PC’s fossem todos colocados em aterro sem passar pela reciclagem. O volume de
todos estes PC’s colocados em aterro daria aproximadamente 9 milhões de m3, o que seria o
equivalente a encher trinta estádios de futebol, num total de três milhões de toneladas de resíduos
com uma quantidade de chumbo, por exemplo, que ascenderia a 260 mil toneladas [4].
Estes valores dão uma ideia correcta da necessidade dos tratamentos que estão a montante do
aterro (destino final), pois para além de diminuírem ou eliminarem a perigosidade das substâncias
tóxicas, diminuem também a quantidade em volume de resíduos a enviar para aterro.
O aumento de resíduos destes equipamentos apresenta-se como um desafio à sociedade, na medida
em que é necessário geri-los segundo a política já existente, ou seja necessitam de um
encaminhamento posterior [5].
Quando o equipamento finaliza o seu período de vida útil, é necessário então decidir o tratamento a
efectuar com base na hierarquia da gestão de resíduos da Figura 1.2 [6].

4
Figura 1.2 – Hierarquia das prioridades no tratamento de resíduos e produtos em fim de vida [6].
A estratégia de primeiro plano na política de gestão de resíduos deve ser sempre prevenir/minimizar
a sua produção na fonte, ou seja a redução. Esta minimização passa, muitas vezes, por aumentar o
tempo de vida dos equipamentos. No caso dos PC’s, este aumento do tempo de vida pode passar por
uma política de venda de equipamentos que estejam muito para além do que é aceitável em termos
de desempenho para um utilizador comum.
A segunda etapa na hierarquia da gestão de resíduos consiste na reutilização dos produtos, na
função para a qual foram concebidos ou para outra função equivalente.
Quando não é possível a reutilização torna-se então necessário reciclar no sentido de minimizar a
perda dos materiais utilizados. A reciclagem apresenta-se nos nossos dias como a melhor solução
para combater o aumento da quantidade de resíduos, por permitir a diminuição do consumo de
recursos naturais e, a quantidade de materiais a enviar para aterro, ou seja, minimizar a perda
económica associada ao equipamento em fim-de-vida.
Se a reciclagem do equipamento não for viável deve-se então efectuar uma valorização energética
para recuperação da energia latente [7]. Esta opção, de incineração recuperativa é uma solução que
minimiza o impacto ambiental. Só depois destas etapas se deve optar pela deposição do resíduo em
aterro.
Esta política de prioridades no tratamento de resíduos representa a melhor opção de
desenvolvimento sustentável, uma vez que todos temos o dever de legado para com as gerações
futuras, ou seja não hipotecar as hipóteses de desenvolvimento dessas mesmas gerações devido à
nossa apetência para o consumo. [5]

5
1.3. Legislação
A legislação em vigor (DL 230/2004 de 10 de Dezembro) indica que o objectivo primário deve ser a
redução da produção deste tipo de resíduos e, subsequentemente, promover a sua reutilização,
reciclagem e outras formas de valorização, de forma a reduzir a quantidade e o carácter nocivo de
resíduos a eliminar, contribuindo para melhorar o comportamento ambiental de todos os operadores
envolvidos no ciclo de vida destes equipamentos [8].
No entanto, não é possível eliminar completamente a produção dos resíduos, sendo necessário
promover a valorização desses mesmos resíduos através de uma gestão eficiente na recolha
selectiva, armazenamento, transporte e tratamento dos resíduos.
Em Portugal, é proibido o envio dos REEE directamente para aterro sem antes passar por qualquer
tipo de tratamento, prevendo-se poder atingir, actualmente, a recuperação de pelo menos 4
Kg/habitante/ano de REEE. Os resíduos que não podem ser valorizados são então enviados para
aterro com um custo económico associado definido pelos operadores. O valor a pagar é definido por
uma relação comercial directa entre os operadores e o aterro ao qual se acresce uma taxa definida
pelo Estado, cujo valor varia entre os € 1,00 e os € 5,00 por tonelada.
Os REEE estão agrupados em dez categorias definidas na Tabela 1.2. No Anexo I apresenta-se uma
listagem exaustiva dos produtos enquadrados em cada uma das categorias [8].
Tabela 1.2 – Definição das categorias de produtos abrangidos pela lei DL 230/2004 de 10 de Dezembro [8].
Categoria Definição
1 Grandes electrodomésticos
2 Pequenos electrodomésticos
3 Equipamentos informáticos e de telecomunicações
4 Equipamentos de consumo
5 Equipamentos de iluminação
6 Ferramentas eléctricas e electrónicas (com excepção dos aparelhos de
iluminação doméstica)
7 Brinquedos e equipamento de desporto e lazer
8 Aparelhos médicos (com excepção de todos os produtos implantados e
infectados)
9 Instrumentos de monitorização e controlo
10 Distribuidores automáticos
Para além da divisão dos resíduos por categorias, a União Europeia estipulou que a recolha destes
mesmos equipamentos é da responsabilidade dos retalhistas e das empresas produtoras dos EEE.
Foram também estabelecidas metas para as diferentes etapas da hierarquia de gestão dos REEE,

6
para cada uma das categorias de produtos. As metas de valorização, reutilização e reciclagem de
componentes a alcançar, actualmente, em Portugal em cada uma das categorias de produtos, estão
definidas na Tabela 1.3 [9].
Tabela 1.3 – Objectivos de gestão de REEE, em Portugal [9].
Categorias de Produtos Taxa de Valorização
% de Reutilização e
Reciclagem de
componentes
1. Grandes Electrodomésticos
10. Distribuidores automáticos
≥ 80%
do peso médio por aparelho
≥ 75%
do peso médio por
aparelho
3. Equipamentos informáticos e de telecomunicações
4. Equipamentos de consumo
≥ 75%
do peso médio por aparelho
≥ 65%
do peso médio por
aparelho
2. Pequenos electrodomésticos
≥ 70%
do peso médio por aparelho
≥ 50%
do peso médio por
aparelho
5. Equipamentos de iluminação
6. Ferramentas eléctricas e electrónicas
7. Brinquedos e equipamento de desporto e lazer
9. Instrumentos de monitorização e controlo
8. Aparelhos médicos Em 31 de Dezembro de 2008 deveriam ter sido
propostas metas
Os valores definidos na Tabela anterior são obtidos com base na informação existente, relativamente
ao peso médio por aparelho que tenha sido recolhido e tratado no passado. As sociedades gestoras
de REEE devem adoptar as medidas que considerarem necessárias para cumprir estes objectivos,
embora isso não signifique que no futuro não possam ser definidos novos objectivos para diferentes
etapas de gestão, incluindo os objectivos para os aparelhos médicos que vierem a ser estipulados [9].
A União Europeia decidiu em Dezembro de 2008 propor uma revisão de todas as directivas
relacionadas com os REEE. Estas alterações têm por base a experiência dos primeiros anos de
implementação das directivas de REEE onde os problemas administrativos, técnicos e legais
conduziram a uma situação de baixos índices de inovação, distorção da competição entre entidades
e, falhas na recolha e tratamento dos resíduos dos quais resultaram danos ambientais não
intencionais [10].
A União Europeia aposta então no desenvolvimento de uma directiva mais simples, mais efectiva e
que seja mais ambiciosa. Esta nova directiva apresentará uma redução dos encargos administrativos
que se revelem desnecessários, um reforço da fiscalização à implementação da directiva e uma
redução dos impactos ambientais nos processos de recolha e tratamento [10].

7
Do ponto de vista prático, a nova directiva terá novos objectivos para a gestão dos REEE, incluindo o
objectivo para a categoria 8. Para esta categoria de produtos, a União Europeia prevê as mesmas
metas que na categoria 9 [10].
1.3.1. Sociedades Gestoras
Em Portugal, existem duas empresas às quais foram entregues licenças para a gestão dos resíduos,
a AMB3E e a ERP Portugal.
A AMB3E – Associação Portuguesa de Gestão de Resíduos de Equipamentos Eléctricos e
Electrónicos deve, de acordo com o Despacho Conjunto nº 354/2006 do Ministério do Ambiente, do
Ordenamento do Território e do Desenvolvimento Regional, contribuir com 31% para a recolha e
tratamento dos REEE a nível nacional. No entanto, deve garantir de forma progressiva a partir de
2007 a gestão de 80% dos REEE [9].
A ERP Portugal – Associação Gestora de REEE deve, de acordo com o Despacho Conjunto nº
353/2006 do Ministério do Ambiente, do Ordenamento do Território e do Desenvolvimento Regional,
tratar e gerir 8% dos REEE a nível nacional, aumentando para os 11% até ao final de 2011 [9].
Na Tabela 1.4 apresentam-se os dados estimados pela APA (Associação Portuguesa do Ambiente)
em 2006, referentes à produção nacional de REEE, desde 2006 até 2011, bem como as obrigações a
cumprir por cada uma das sociedades gestoras.
Tabela 1.4 – Estimativa da produção nacional de REEE e quantitativos mínimos atribuídos a cada
sociedade gestora (adaptado de [9]).
2006 2007 2008 2009 2010 2011
Produção nacional
de REEE 102 949t 109 959t 119 093t 127 949t 133 222t 133 772t
AMB3E (quantidade
recolhida)
31 723t
30,8%
34 087t
31,0%
36 919t
31,0%
39 664t
31,0%
41 299t
31,0%
41 469t
31,0%
ERP (quantidade
recolhida)
8 277t
8%
8 797t
8%
9 528t
8%
10 236t
8%
10 658t
8%
10 702t
8%
Os valores de recolha, recuperação, reutilização e reciclagem alcançados em 2006, segundo dados
do Eurostat para Portugal, encontram-se referidos na Tabela 1.5 [11].
A análise dos dados das Tabelas evidencia a diferença entre a quantidade dos resíduos que a
estimativa apontava para recolha de 40x103t, e aqueles que efectivamente foram recolhidos,
aproximadamente 4,2x103t. Esta diferença pode ser explicada, em parte, pelo facto de em 2006 não

8
haver ainda grande informação junto das populações sobre os locais de deposição deste tipo de
resíduos.
Tabela 1.5 – Dados referentes à recolha, recuperação, reutilização, reciclagem e respectivas taxas por
categorias de produtos, referentes ao ano de 2006 (adaptado de [11]).
Categoria Recolha
(t) Recuperação
(t)
Taxa de recuperação
(%)
Reutilização e
reciclagem (t)
Taxa de reutilização e reciclagem
(%)
1 2340 2160 92,3 2160 92,3
2 85 70 82,0 70 82,0
3 1176 1013 86,1 1013 86,1
4 346 271 78,1 271 78,1
5 268 256 95,4 256 95,4
6 0 0 0,0 0 0,0
7 0 0 0,0 0 0,0
8 0 0 0,0 0 0,0
9 0 0 0,0 0 0,0
10 0 0 0,0 0 0,0
Total 4215 3769 89,4 3769 89,4
A sociedade AMB3E, na divulgação dos seus resultados mais recentes, indica que no ano de 2008
relativamente a 2007 obteve um crescimento superior a 50% na recolha de REEE, indicando que o
valor real para o exercício do ano de 2007 ficou muito aquém da estimativa. A instalação de locais de
recolha destes resíduos em espaços comerciais e campanhas publicitárias devem ter sido
determinantes para o aumento dos valores de recolha. Com estes valores, a AMB3E atinge a meta
estabelecida pela União Europeia de 4 kg/habitante/ano e as taxas pretendidas pelo Governo
Português para esta sociedade gestora [12].
1.4. Apresentação do Problema
A existência de uma maior quantidade de REEE torna necessária uma dedicação especial ao estudo
do tratamento a dar a estes equipamentos em fim de vida. Nos últimos anos têm-se verificado um
aumento no interesse da reciclagem destes resíduos, tendo em conta a sua perigosidade para o
ambiente e a mais-valia económica da reciclagem dos diferentes metais que contêm, nomeadamente
metais nobres.
As placas de circuito impresso são parte integrante de quase todos os EEE e, embora em termos
mássicos sejam uma pequena parte do total, são precisamente os componentes mais interessantes
do ponto de vista económico e, ao mesmo tempo, os mais perigosos para o ambiente.

9
O maior interesse em volta das PCI reside no facto de estas terem na sua constituição grande parte
dos metais raros e valiosos que existem nos EEE. Por outro lado, alguns metais são tóxicos, o que
obriga este tipo de resíduos a um tratamento adequado.
Actualmente, os processos de reciclagem das PCI são essencialmente pirometalúrgicos, tendo sido
feito um esforço no sentido de procurar novas alternativas que tornem todo o processo mais eficiente,
não só do ponto de vista ambiental, como também energético. Esta maior eficiência resulta na maior
parte das vezes em processos hidrometalúrgicos centrados no tratamento químico.
No entanto, o processamento industrial utiliza as duas vias, via hidro e pirometalúrgica, no sentido de
obter uma maior recuperação de todos os metais. O processo inicia-se com a operação de
processamento físico, procedendo à fragmentação das placas inteiras para redução de calibre e
libertação de partículas de diferentes materiais.
A optimização desta operação é fundamental, pois reflectir-se-á na redução dos solventes/reagentes
a utilizar em todos os processos subsequentes. Em última análise, a optimização do processamento
físico levará à redução das operações unitárias e dos reagentes utilizados, permitindo efectuar a
reciclagem de PCI com menores custos ambientais e económicos.
O trabalho que aqui se apresenta têm como objectivo efectuar o estudo da optimização da operação
de fragmentação das PCI. Nesse sentido, foi efectuado o estudo da caracterização físico-quimica dos
principais constituintes das PCI, dando especial atenção aos metais. As placas foram fragmentadas
recorrendo a dois tipos de equipamento, utilizando diferentes condições operatórias, nomeadamente
a malha da grelha de descarga.
O material fragmentado foi submetido a uma operação de crivagem, de modo a obter amostras de
material, de diferentes granulometrias, ou seja, fracções constituídas possivelmente por diferentes
classes de materiais devido ao seu grau de libertação.
A eficiência da operação de fragmentação foi calculada com base na redução de calibre e grau de
libertação com especial incidência sobre os metais vs plásticos. A optimização do processamento
físico é fundamental pois este permite uma valorização das fracções produzidas através da
concentração de uma fracção rica em metais.
Na Figura 1.3 apresenta-se o diagrama de operações proposto neste trabalho.
As PCI foram triadas e seguidamente retiraram-se os componentes metálicos de fixação, após o que
seguiram para fragmentação. O material fragmentado foi submetido a uma operação de crivagem a
seco.

10
As fracções obtidas na operação de crivagem foram submetidas a estudos de caracterização físico-
quimico, recorrendo a técnicas de fluorescência de Raios-X, microscopia electrónica de varrimento
(MEV) com análise por EDS, lupa estereoscópica e espectrometria de absorção atómica.
Figura 1.3 – Diagrama das operações utilizadas neste trabalho.
Para a espectrometria de absorção atómica foi necessária uma preparação prévia das amostras por
ataque com ácidos. Dado tratar-se de uma análise destrutiva, a absorção atómica foi a última análise
a ser efectuada, devido não só a poderem-se confirmar os dados obtidos segundo as diferentes
técnicas, como também de modo a ter amostras suficientes para efectuar todas as análises.
Em síntese, no capítulo 1 desta dissertação é efectuada uma introdução sobre este tema,
apresentando-se uma ideia geral sobre a gestão dos resíduos, o seu mercado e uma
contextualização do problema estudado.
No capítulo 2 apresentam-se as características físico-químicas das placas de circuito impresso e
diferentes arquitecturas utilizadas. Indicam-se os problemas toxicológicos de alguns elementos
químicos constituintes das PCI e referem-se as quantidades existentes nos REEE produzidos.

11
No capítulo 3 apresentam-se as características dos fragmentadores utilizados neste trabalho
nomeadamente as diferentes forças mecânicas que cada equipamento utiliza durante a operação de
fragmentação. As metodologias operatórias utilizadas são também sumarizadas.
No capítulo 4 apresentam-se os resultados obtidos efectuando-se também a sua discussão.
Por último, no capítulo 5 apresentam-se as conclusões do estudo efectuado e, são formuladas
algumas propostas de trabalho futuro nesta área.

12

13
Capítulo 2
Placas de Circuito Impresso
2.1. Introdução
As placas de circuito impresso são parte integrante dos EEE, entendendo-se por EEE todos os
equipamentos que estão dependentes de correntes eléctricas ou campos electromagnéticos para
funcionar correctamente, bem como os equipamentos para geração, transferência e medição dessas
correntes e campos, e concebidos para utilização numa tensão nominal não superior a 1000 V para
corrente alterna e 1500 V para corrente contínua [8].
Estudos efectuados pela Associação Europeia de Produtores de Plásticos referem as percentagens
de consumo de EEE para cada categoria de produtos, sendo que para a Europa Ocidental
habitualmente a maior fatia pertence às categorias 1 e 3, representando as duas mais de 75% como
se verifica pela Figura 2.1 [13].
42%
5%
34%
14%
1%1%
0% 2% 0%1%
Categoria 1
Categoria 2
Categoria 3
Categoria 4
Categoria 5
Categoria 6
Categoria 7
Categoria 8
Categoria 9
Categoria 10
Figura 2.1 – Percentagem dos REEE por categorias na Europa Ocidental (adaptado de [13]).
Por exemplo, segundo uma estimativa da Royal Society for the encouragement of Arts, Manufactures
and Commerce (RSA) cada cidadão do Reino Unido consome, em média, durante a sua vida cerca
de 3,3 toneladas de EEE. De acordo com uma estimativa, as PCI valem aproximadamente 2% do
peso total de REEE recolhidos, como se mostra na Figura 2.2 [13].

14
60%15%
5%
2% 12%
2% 3% 1% Metais
Plásticos
Mistura metal/plástico
Cabos eléctricos
Monitores (CRT e LCD)
PCI
Poluentes
Outros
Figura 2.2 – Percentagens dos diferentes constituintes de REEE (adaptado de [13]).
Apesar do valor de 2% não ser um valor muito relevante quando comparado com as percentagens de
plásticos ou metais constituintes dos REEE, é nas PCI que estão os metais mais raros e puros, o que
aumenta o interesse por esta parte do resíduo. Para além deste facto, as PCI produzem resíduos
muito difíceis de gerir dada a sua toxicidade.
2.2. Características das PCI
As primeiras patentes referentes a placas de circuito impresso datam de 1903, mas as placas tal
como hoje as conhecemos surgiram apenas por volta dos anos 40 do século passado devido ao
cientista Paul Eisler, que para melhorar a transmissão de dados entre os diversos componentes
existentes substituiu a transmissão com recurso a ondas de rádio, por PCI [14].
As PCI consistem num substrato isolante, habitualmente feito num material compósito de matriz
polimérica reforçada com fibra de vidro, sobre o qual é efectuado um circuito eléctrico utilizando cobre
ou outro metal [15].
Sobre o substrato são montados os componentes, nomeadamente: chips, resistências,
condensadores, dispositivos magnéticos (indutores, transformadores, amplificadores, solenóides),
transístores, díodos (pontes, LED’s), terminais e conectores [16]. Na Figura 2.3 apresenta-se uma
imagem duma PCI.
Ao longo dos anos, as placas foram adquirindo diferentes formas. Actualmente, existem três tipos de
placas: placas cujos componentes estão apenas ligados a uma das superfícies da placa; placas com
ligações nas duas superfícies (double-sided) e, por último as placas mais avançadas, as multi-
camada que consistem na sobreposição de diversas camadas condutoras [15].

15
Figura 2.3 – Exemplo de uma PCI [17].
Estas modificações devem-se ao facto da velocidade de transmissão de dados ser cada vez maior,
conduzindo à necessidade de maior quantidade de componentes ligados entre si. Por outro lado,
verifica-se uma diminuição no tamanho e peso dos computadores, o que coloca um problema
relativamente à localização dos componentes, sendo necessário também utilizar novos materiais que
estejam à altura deste desafio.
Na Figura 2.4 apresenta-se a evolução sofrida pelas PCI verificando-se que nas PCI mais recentes,
existe já uma miniaturização dos componentes passivos e também a sua integração em módulos
únicos. Estes componentes passivos referem-se a condensadores, transistores, etc. Como se
constata pela Figura a evolução foi sempre no sentido de se obter uma maior relação
desempenho/densidade.
Figura 2.4 – Evolução da arquitectura utilizada em PCI (adaptado de [18]).

16
As placas de circuito impresso são normalmente classificadas em função dos elementos químicos
que as constituem, nomeadamente os metais nobres, sendo um deles o ouro. Assim, consideram-se
dois tipos de placas: placas ricas e placas pobres. Considera-se que uma PCI é rica se possuir mais
de 200 ppm de ouro ou pobre se a quantidade de ouro for inferior a este valor [16].
A classificação das PCI com base no teor em metais nobres é difícil de visualizar. Assim
consideraram-se como PCI’s pobres as que apresentam condensadores cilíndricos de grandes
dimensões e uma grande quantidade de plásticos em relação à sua área total. Tipicamente estas
placas distinguem-se das placas ricas devido à maior dimensão em altura e menor quantidade ou
mesmo ausência de processadores, como se pode ver no exemplo da Figura 2.5 a).
Figura 2.5 – Exemplo de PCI: a) pobre; b) rica.
As placas ricas apresentam uma quantidade assinalável de componentes, presença de maior número
de processadores, bem como um número pequeno de condensadores ou mesmo a sua total
ausência. Para além disso, a espessura dos componentes tende a ser inferior como se verifica na
Figura 2.4 b).
As placas podem apresentar diferentes cores, variando entre o amarelo e o verde. A alteração de cor
da placa base não possui qualquer ligação com a caracterização das placas em rica ou pobre. A cor
depende apenas do tipo de polímero que está na base da sua composição.
Na Figura 2.6 apresenta-se a composição média dos materiais que constituem as PCI’s. Os metais
representam cerca de 45%, sendo a fracção não metálica de aproximadamente 55% [16].
Os 14% indicados na Figura 2.6 como “Outros” referem-se à quantidade de metais raros, tais como a
prata, ouro, paládio, antimónio, bismuto, etc. Os materiais poliméricos utilizados nas PCI são o
polietileno, polipropileno, poliésteres, policarbonatos e fenolformaldeidos [19].

17
36%
19%
20%
6%
5% 14%
Compósito de material
polimérico + fibra de vidro
Cerâmicos
Cobre
Ferro
Alumínio
Outros
Figura 2.6 – Composição média das PCI, adaptado de [16].
A matriz que constitui a placa é vulgarmente um compósito de resina epoxy reforçada com fibra de
vidro e contêm um aditivo com propriedades ignífugas, retardador de chama, denominado de FR-4
(Flame Retardant 4). Das propriedades deste compósito destacam-se as baixas perdas eléctricas a
altas frequências, a baixa absorção de humidade, a elevada resistência mecânica e rigidez, e a
resistência à inflamação [16].
Até à entrada em vigor da directiva RoHS que restringe a utilização do chumbo por questões
ambientais e de saúde pública, as ligas de soldadura utilizadas eram constituídas por chumbo e
estanho. Hoje em dia, a liga de soldadura mais utilizada neste tipo de aplicação é a denominada SAC
305. Esta liga é composta por 96,5% de estanho, 3% de prata, 0,5% de cobre, antimónio e bismuto
em quantidades muito pequenas, consideradas como vestigiais [20].
A composição das PCI é muito variada obrigando ao conhecimento dos diferentes componentes
utilizados, de modo a que o processo de reciclagem seja eficiente. A análise dos diferentes
componentes existentes na PCI mostra que estão presentes, praticamente todos os elementos
químicos da tabela periódica, conforme se mostra na Figura 2.7 [21].
A composição percentual dos materiais constituintes das PCI depende da função para qual foi
concebida a placa e, da capacidade da placa. No anexo II apresentam-se as composições de duas
placas de memória de um PC, uma com 1 Gb e outra com 2 Gb de capacidade. Neste último caso
denota-se um aumento mássico dos componentes de memória, verificando-se uma diminuição do
material base (compósito de matriz polimérica).

18
Be B
Mg Al Si Cl
Ca Ti Cr Mn Fe Co Ni Cu Zn As Br
Sr Mo Rh Pd Ag Cd Sn Sb Te
Ta W Pt Au Hg Pb Bi
Elementos constituintes da solda
Elementos presentes nos dieléctricos (Constituinte dos condensadores)
Elementos presentes nos retardadores de chama
Elementos presentes nos contactos das placas de circuito impresso (PCB)
Elementos usados para o isolamento e chapa
Elementos constituintes da base dos semicondutores
Figura 2.7 – Elementos químicos presentes nas PCI (adaptado de [22]).
Os metais são os constituintes das PCI que têm potencialmente mais interesse recuperar por razões
técnicas e económicas. O valor das placas é vulgarmente ponderado com base nos teores em cobre,
o elemento metálico principal, e no dos metais nobres. Contrariamente, a componente polimérica das
PCI apresenta maiores dificuldades ao nível da sua valorização, dado que possui um baixo potencial
económico. A resina utilizada é termoendurecível impossibilitando a sua reciclagem e o reforço
utilizado, tipicamente fibra de vidro, fica facilmente contaminado com a matriz o que impede a sua
utilização para qualquer outro fim [15].
Na Tabela 2.1 apresentam-se as percentagens, em massa, dos principais elementos químicos
constituintes das PCI, e o respectivo valor de mercado, retirado do London Metal Exchange à data de
30/03/2009. Note-se que o valor destes materiais corresponde apenas aos extraídos a partir de
matérias-primas primárias (recursos naturais), pois os obtidos a partir de matérias-primas secundárias
(resíduos) são diferentes.
Estes valores constituem uma das forças motrizes para o desenvolvimento de um sistema de
valorização e recuperação dos REEE, dado que o teor dos metais nobres que estão nos resíduos
pode atingir valores aproximadamente dez vezes superior ao dos minérios que o contêm [22].

19
Tabela 2.1 – Percentagem mássica e preços dos metais raros quando em recurso natural
(adaptada de [23]).
Elementos Químicos Teor Valor (€/Kg)
Ouro 0,025 22.314,89
Paládio 0,01 5.209,46
Prata 0,1 319,05
Cobre 16 2,99
Estanho 3 7,73
Chumbo 2 0,95
Níquel 1 7,19
Alumínio 5 1,05
Aço 5 0,24
Zinco 1 0,97
Na Figura 2.8 apresenta-se a distribuição do valor económico por metal, de uma placa (do tipo
mother-board com 0,5 kg de peso), rica e pobre. Como a diferença económica entre estes dois tipos
de placas é devida apenas ao teor dos metais nobres, só são visíveis alterações nos valores do ouro,
da prata, do paládio e da platina. Na placa rica, de valor total estimado em 4 €, o valor em ouro
contido será de cerca de €2,39, seguindo-se o cobre e o paládio (48 e 43 cêntimos respectivamente).
Quanto à placa pobre, cujo valor total foi estimado em 95 cêntimos, destaca-se o valor contido do
cobre (48 cêntimos), valendo o ouro cerca de 15 cêntimos, o níquel 9 cêntimos e o estanho 8
cêntimos [16].
Figura 2.8 – Valor económico contido numa PCI. Valores em cêntimos. a) PCI rica; b) PCI pobre [16].
2.3. Efeito toxicológico
Alguns elementos químicos anteriormente referidos possuem uma toxicidade elevada, pelo que a
União Europeia prevê na sua directiva 2002/95/EC, a denominada directiva RoHS, uma restrição à
utilização de diversos materiais, entre eles o chumbo, o mercúrio, o cádmio e o crómio hexavalente,
no sentido de minimizar o impacto na saúde das populações e no ambiente. No entanto, existem

20
ainda na indústria recicladora placas com este tipo de materiais, em quantidades acima do permitido,
tendo em conta o facto de a directiva ser relativamente recente [24].
Assim, apresentam-se os principais problemas provocados por alguns desses elementos no ambiente
e na saúde do Homem.
Bifenilos policlorados
Os Bifenilos policlorados foram proibidos em 1977 devido ao seu carácter altamente tóxico. No
entanto, continuam a ser utilizados em alguns condensadores dado não haver outro material
igualmente eficaz. Este composto resulta da mistura de 209 compostos policlorados que não existem
no estado natural, sendo a sua principal função a de isoladores e de retardadores de chama uma vez
que a sua ignição é relativamente difícil [25].
Relativamente à exposição a este composto, no caso de exposição a baixas concentrações é
expectável que ocorram algumas irritações cutâneas que poderão inclusivé provocar acne. Já no
caso de haver exposição continuada podem ocorrer problemas de fígado [25].
No caso da existência de grandes quantidades e exposição continuada a estes compostos no local de
trabalho, é aconselhável que os colaboradores mais expostos tomem banho com a roupa de trabalho
vestida, pois esta roupa e a própria pele podem transportar quantidades mensuráveis do composto
[25].
Chumbo
O chumbo é um metal muito utilizado na indústria electrónica, chegando mesmo a ser o quinto mais
utilizado depois do aço, alumínio, cobre e zinco. A maior quantidade deste metal, nas placas de
circuito impresso, encontra-se nas soldaduras efectuadas em placas produzidas antes da legislação
banir o seu uso. As ligas de chumbo foram substituídas por outras mais ecológicas, com base na liga
de soldadura SAC 305 (96,5% de estanho, 3% de prata e 0,5% de cobre). No caso de placas mais
actuais, ainda poderão existir algumas quantidades de chumbo devido ao seu uso em componentes
electrónicos.
Apesar do seu uso ser desaconselhado ou mesmo proibido por algumas autoridades, como a União
Europeia, a verdade é que em alguns componentes ele ainda é utilizado dado que não existem
materiais que permitam a sua substituição com o mesmo nível de desempenho e fiabilidade [25].
A exposição moderada ao chumbo provoca vómitos, convulsões, coma ou até mesmo morte. Já no
caso de exposição prolongada, como é habitual no caso das indústrias, o chumbo tende a atacar o
funcionamento dos rins e no caso das crianças pode mesmo impedir o normal funcionamento do seu
sistema nervoso [25].

21
Cobre
O cobre é um metal de cor avermelhado que existe na Natureza (rochas, solo, água, etc) e em baixos
níveis no ar, sendo a sua concentração na crosta terrestre de aproximadamente 50 ppm. Trata-se de
um elemento essencial para todos os organismos vivos conhecidos, incluindo os humanos. No
entanto a exposição a altas concentrações pode ter um efeito tóxico [25].
O corpo humano possui resistências especiais que não permitem a absorção de concentrações
elevadas de cobre através de ingestão de alimentos ou água. Já no caso de inalação não é
conhecida nenhuma defesa especial dos pulmões nem qual a concentração limite a partir do qual o
corpo inicia a rejeição [25].
Apesar do cobre se apresentar como um elemento vital para a vida humana, quando existe exposição
a concentrações muito elevadas, por muito tempo, pode chegar-se a situações de irritação das vias
aéreas, dos olhos e dor de cabeça [25].
Estanho
O estanho é utilizado nas soldaduras das placas de circuito impresso. Quando na forma de composto
orgânico, o meio ambiente é capaz de o decompor em composto inorgânico através de bactérias ou
da luz solar [25].
A exposição ao estanho apresenta menor impacto toxicológico, como seria de esperar, dado a sua
utilização em detrimento do chumbo. O estanho está presente em muitos animais, plantas e até no
corpo humano, embora não haja evidência de se tratar de um elemento essencial para os humanos.
Assim, a exposição a altas concentrações por tempos curtos, em que o estanho se apresente sobre a
forma de pó pode contribuir para a deposição do estanho sobre a pele conduzindo a uma leve
irritação. No caso da inalação, o estanho manter-se-à nos pulmões, embora não afecte a capacidade
respiratória da pessoa. Já no caso de ingestão de produtos contaminados poderá haver complicações
do trato intestinal, mesmo que a concentração seja baixa [25].
O corpo humano consegue eliminar o estanho por si só, no entanto poderão existir casos graves de
envenenamento com altas concentrações de estanho, através de comida ou água contaminada que
podem resultar na morte [25].
Prata
A exposição a baixas quantidades e durante pouco tempo leva à deposição de prata sobre a pele o
que pode causar alguma irritação cutânea. No caso de grandes quantidades e muito tempo de
exposição poderão ocorrer dificuldades respiratórias e dores de estômago [25].

22
No caso das empresas em que exista probabilidade de exposição à prata deve existir um controlo dos
colaboradores através de análises de pele e ainda análises sanguíneas [25].
A Occupational Safety and Health Administration (OSHA) nos Estados Unidos da América limita a
concentração de prata no ar, no local de trabalho, a 0,01 miligramas por metro cúbico, para
permanências diárias de oito horas. A prata revela-se ainda como um dos materiais dos REEE com
maior impacto ambiental dado que é facilmente lixiviado dos resíduos, podendo contaminar os lençóis
freáticos [25].
Zinco
O zinco é um dos elementos mais comuns da crosta terrestre, encontrando-se no ar, água e solo. O
corpo humano necessita de pequenas quantidades, que tipicamente são satisfeitas com os alimentos,
dado que a sua quantidade de zinco se situa entre os 2 e os 29 ppm. O ar junto de zonas industriais
possui maiores quantidades de zinco, em média 5 µg/m3 de ar contra os 1 µg/m3 de zonas onde não
existe manipulação do zinco no seu estado metálico [25].
A introdução do zinco no corpo humano faz-se sobretudo pela água ou comida contaminada, a partir
do trato intestinal. No entanto também pode ser efectuada por inalação, alojando-se nos pulmões e
diminuindo a capacidade respiratória. A inalação de grandes quantidades de zinco provoca a doença
da “febre do fumo metálico” que ataca os pulmões sendo geralmente reversível, embora não se
conheçam os efeitos a longo prazo. O consumo diário de zinco deve ser de 11 mg para os homens e
8 mg para mulheres. Ao ultrapassar estes valores ocorrem náuseas e vómitos. Se o excesso no
consumo se prolongar por muito tempo existe risco de anemia ou de afectar o pâncreas de forma
definitiva [25].

23
Capítulo 3
Metodologia de Trabalho
A metodologia seguida no trabalho experimental consistiu na desmontagem de computadores
pessoais para a obtenção das PCI, seguindo-se uma triagem, o processamento físico e a
caracterização química e morfológica. Os resultados obtidos foram analisados de modo a avaliar a
eficiência da operação de processamento físico (fragmentação) para se poder optar pelo tipo de
fragmentador mais adequado a um processamento industrial.
3.1 Triagem
Depois da desmontagem de computadores pessoais, foram recolhidas PCI’s, as quais foram
classificadas em função da quantidade de processadores existentes na área total da placa e pelo
peso. Após a selecção das PCI’s, sempre que possível foram retirados os suportes e as peças
metálicas de ligação externa a outro hardware.
Devido ao tamanho da câmara dos fragmentadores, as PCI’s foram cortadas com a ajuda de uma
guilhotina em pequenas amostras de 5x5 cm ou, de 2,5x2,5 cm no caso de apresentarem uma
grande quantidade de componentes metálicos de suporte/transferência de dados que não tenham
sido retirados. Este procedimento para além de ajudar na adaptação das dimensões das amostras à
boca de alimentação do fragmentador, também permite diminuir o desgaste das respectivas
garras/lâminas.
Figura 3.1 – Placa cortada na guilhotina. a) placa inteira; b) depois de cortado.

24
3.2 Processamento Físico
Na etapa de processamento físico da reciclagem das PCI’s utilizaram-se dois tipos de
fragmentadores. Existem vários tipos de fragmentadores, variando em função das forças que aplicam
durante a operação de fragmentação, bem como do seu design.
A utilização de cada um destes tipos de fragmentadores na operação de processamento físico
depende essencialmente do tipo de material a fragmentar, tendo como objectivo diminuir o tempo de
residência do material na câmara de fragmentação, aumentar o fluxo de material, diminuir o consumo
energético e o desgaste e melhorar o grau de libertação.
Neste trabalho utilizaram-se dois tipos de fragmentadores: um fragmentador de garras existente no
Laboratório de Reciclagem do Instituto Superior Técnico (IST) e um moinho de lâminas existente na
Unidade de Tecnologias de Prevenção e Reciclagem do Instituto Nacional de Engenharia, Tecnologia
e Inovação (INETI).
O fragmentador utilizado no IST (Figura 3.2 a)) da marca Erdwich mod. EWZ 200, possui um rotor
horizontal constituído por dez discos (Figura 3.2 b)), cada um contendo três garras. Por baixo da
câmara de fragmentação existe um crivo denominado por grelha de descarga que define a
granulometria do material fragmentado. Este sistema conduz à obtenção de duas fracções de
material fragmentado, uma que fica acima da grelha de descarga e que se denomina Fracção Supra
e outra que fica abaixo denominada Fracção Infra.
Na Figura 3.2 c) apresenta-se uma imagem das grelhas de descarga utilizadas neste trabalho,
nomeadamente de malhas 6 mm e 10 mm.
Durante a operação de fragmentação, usando este tipo de fragmentador, o material é sujeito a forças
de corte e abrasão com uma velocidade de rotação moderada.

25
Figura 3.2 – a) Fragmentador de garras; b) rotor; c) crivos utilizados.
O fragmentador existente no INETI (Figura 3.3 a)), da marca Retsch SM 2000, possui um rotor
constituído por seis discos contendo cada um, três lâminas não alinhadas (Figura 3.3 b)). Tal como
no fragmentador do IST, todo o material é alimentado pelo topo do equipamento e é forçado a passar
pela grelha de descarga, obtendo-se neste caso apenas uma fracção única de material fragmentado.
As grelhas de descarga de 6 mm e de 10 mm estão representadas na Figura 3.3 c).
As forças utilizadas durante a operação de fragmentação com o moinho de lâminas são de corte e
impacto a uma velocidade de rotação elevada, entre 1390 e 1690 rpm. O moinho de lâminas possui
uma potência de 1500W. O fragmentador de garras possui uma potência de 2200W e embora não
tenha sido possível encontrar o valor da rotação do rotor, é visível que o valor é inferior ao do rotor do
moinho de lâminas [26, 27].

26
Figura 3.3 – a) Moinho de lâminas; b) rotor; c) crivos utilizados.
Após a fragmentação, as amostras foram pesadas e, quando a massa total de amostra era grande,
eram submetidas a uma operação de amostragem por esquartejamento, com o objectivo de obter
amostras mais pequenas e representativas da amostra total.
As amostras fragmentadas e amostradas foram submetidas a uma operação de crivagem utilizando
um agitador electromagnético de peneiros da marca Fritsch Analysette 3 (Figura 3.4). Utilizou-se uma
série de crivagem constituída por 12 crivos: 5,6 mm, 4,0 mm, 2,8 mm, 2,0 mm, 1,4 mm, 1,0 mm, 0,71
mm, 0,5 mm, 0,35 mm, 0,25 mm, 0,18 mm e 0,125 mm. Como não é possível utilizar 12 crivos da
mesma vez, pois tornaria a coluna instável, dividiu-se a série de crivos em 2 e utilizaram-se em
operações consecutivas.

27
Figura 3.4 – Agitador electromagnético de peneiros Fritsch Analysette 3.
Dadas as características da amostra efectuou-se uma crivagem a seco durante 10 minutos, com
agitação permanente e uma amplitude de movimento de 6 numa escala de 10.
Na crivagem das fracções obtidas no moinho de lâminas e das fracções infra do fragmentador de
garras utilizaram-se os 12 crivos, enquanto no caso da fracção supra do fragmentador de garras se
utilizaram apenas os 6 crivos compreendidos entre 5,6 mm e 1,0 mm dado ter-se verificado que não
se obtinha material de granulometria inferior a 1,0 mm.
3.3. Caracterização Química
A determinação do teor de metais contido em cada uma das fracções granulométricas, foi efectuada
recorrendo aos métodos de análise química elementar por Fluorescência de Raios-X – Dispersão de
Energia (FRX-DE) e Espectrometria de Absorção Atómica de chama (EAA).
3.3.1. Análise Química Elementar
As análises químicas iniciaram-se com a Fluorescência de Raios-X, uma técnica não destrutiva que
permite uma análise qualitativa, identificando os elementos presentes.
A fluorescência de Raios-X foi efectuada nas instalações do INETI, num espectrómetro de
fluorescência de Raios-X da marca TN Spectrace Quanx equipado com uma ampola de ródio (Figura
3.5 a)). As amostras de cada uma das fracções granulométricas foram amostradas e colocadas num
porta-amostras de polipropileno (Figura 3.5 b)), sendo bombardeadas de forma a provocar a
excitação dos electrões durante 50 segundos. Por fim, efectuou-se a leitura dos espectros
identificando os elementos presentes através de um software específico.

28
Figura 3.5 – Espectrómetro de fluorescência de Raios-X: a) aspecto geral; b) porta-amostras com
material para análise.
A análise quantitativa foi realizada por Espectrometria de Absorção Atómica de chama (EAA). As
amostras consideradas foram aquelas que obtiveram picos de fluorescência mais definidos, tendo
sido escolhidas neste caso, uma PCI pobre e outra rica de cada fragmentador utilizado.
Seguiu-se então a preparação das amostras que neste caso consistiu na pesagem de
aproximadamente 0,5 g de cada amostra, não tendo sido possível atingir esse valor nalguns casos,
dado não existir quantidade suficiente de material. As amostras foram dissolvidas em 30 ml de água
régia (mistura de HCl/HNO3), seguindo-se um ataque com HF e a adição de 50 ml de Ácido Bórico a
5% com o objectivo de neutralizar todo o HF que possa não ter reagido. Em cada um dos ataques
químicos, as amostras passaram por uma digestão de aproximadamente 10 minutos num
microondas. A solução obtida foi filtrada para um balão de 200 ml e preenchida com água
desmineralizada.
Para a leitura das soluções utilizou-se um espectrómetro de feixe duplo, da marca Thermoelemental
969AA (Figura 3.6 a)), sendo constituído por um atomizador de chama, uma lâmpada de cátodo oco
como fonte de radiação do elemento que se pretendia analisar (Figura 3.6 b)), um monocromador
para isolar um feixe estreito de comprimento de onda, um detector e um processador computorizado.
Figura 3.6 – Espectrómetro de absorção atómica: a) aspecto geral; b) lâmpadas de cátodo-oco.

29
Antes de cada análise, foi necessário efectuar calibrações com três ou mais amostras padrão, ao que
se seguiu a atomização da amostra a partir de um pequeno tubo de aspiração, até ao atomizador de
chama. As características de alguns dos elementos a detectar levaram à alteração do gás utilizado no
atomizador, habitualmente uma mistura de ar/acetileno. Em alguns casos foi necessário recorrer a um
gás com maior poder calorífico, utilizando-se uma mistura óxido nitroso/acetileno.
3.4. Caracterização Morfológica
A caracterização morfológica iniciou-se com a observação das amostras numa lupa binocular
estereoscópica da marca Nikon, com iluminador bifurcado (VOLPI), e permite ampliações até 700x.
As amostras foram também analisadas num microscópio electrónico de varrimento (MEV) da marca
Hitachi S-2400 do Laboratório de Microscopia Electrónica do ICEMS/IST, sendo também efectuada
uma identificação química através de um espectrómetro dispersivo de energias (EDS, na
nomenclatura anglo-saxónica) acoplado.
A análise incidiu apenas sobre as amostras que tinham os picos melhor definidos na Fluorescência
de Raios-X e cuja granulometria fosse inferior a 1,0 mm. Foram ainda analisados alguns pequenos
fragmentos de granulometria superior (5,6 ou 4,0 mm) e que apresentavam zonas metálicas, onde foi
efectuada a análise por EDS.
Após serem efectuadas as análises por EDS, as amostras foram revestidas com ouro de forma a
tornar toda a superfície condutora e se poderem observar melhor as diferenças morfológicas. A
metalização só foi efectuada posteriormente à análise por EDS, para não mascarar o ouro que
pudesse ser da amostra.

30

31
Capítulo 4
Resultados Experimentais e Discussão
4.1. Material Utilizado e Condições Operatórias
Utilizaram-se placas seleccionadas de acordo com a classificação rica e pobre (em termos do número
de processadores por área total) e peso. As placas foram retiradas de computadores pessoais, sem
que a função por si desempenhada fosse considerada, tendo sido utilizadas placas gráficas, de
ethernet, de som, motherboards, etc.
Foram estudadas 24 amostras, sendo as primeiras 20 amostras constituídas cada uma, por uma
única placa, à excepção da amostra 11. Esta amostra resulta da fragmentação de duas placas com a
mesma classificação, pois, a fracção supra da primeira placa tinha ficado retida no fragmentador.
Assim, misturaram-se as massas resultantes da fracção infra, formando apenas uma amostra.
Quanto às amostras 21 a 24, são constituídas por várias placas, de diferentes funções e mesma
classificação, de modo a obter uma massa de aproximadamente 3000 g.
As 24 amostras foram posteriormente fragmentadas, sendo as amostras 1 a 10 fragmentadas no
moinho de lâminas e as restantes fragmentadas no fragmentador de garras. Utilizaram-se nos
diversos ensaios, grelhas de descarga com malhas de 6 mm e 10 mm. Na Tabela 4.1 identificam-se
as amostras estudadas, bem como as grelhas de descarga utilizadas em cada caso.

32
Tabela 4.1 – Placas de Circuito Impresso utilizadas e respectivas condições operatórias.
Amostra Classificação Peso (g) Grelha de descarga
(mm)
1 Pobre 514,58 6
2 Pobre 62,25 10
3 Pobre 74,97 10
4 Pobre 107,95 10
5 Rica 80,93 6
6 Rica 73,26 10
7 Rica 109,08 6
8 Rica 639,58 10
9 Pobre 75,73 6
10 Rica 97,55 6
11 Pobre 655,18 6
12 Pobre 87,87 10
13 Pobre 81,86 6
14 Pobre 108,91 10
15 Pobre 105,24 6
16 Rica 62,58 10
17 Rica 88,23 6
18 Rica 88,83 10
19 Rica 65,61 6
20 Rica 451,89 10
21 Pobre 2907,3 6
22 Rica 2707,7 6
23 Pobre 2920,1 10
24 Rica 2556,4 10
Na Figura 4.1. apresentam-se imagens das placas referentes às amostras 1, 10, 13 e 20.
No caso das amostras pobres, 1 e 13 (Figura 4.1 a) e c), respectivamente) verifica-se pouca
quantidade de processadores relativamente à área total das placas. No caso da amostra 1,
classificada como pobre nota-se a existência de muitos plásticos de protecção dos conectores de
ligação externa e alguns condensadores cilíndricos. A amostra 13 não possui condensadores
cilíndricos nem muitos plásticos de protecção às zonas de ligação externa da placa, no entanto a sua
classificação é a mesma dado que o número e área dos processadores é bastante inferior à área total
disponível na placa.

33
Figura 4.1. – Exemplo de amostras utilizadas: a) amostra 1; b) amostra 10; c) amostra 13; d) amostra 20
A amostra 10 e 20 (Figura 4.1 b) e d), respectivamente) possuem um número significativo de
processadores que ocupam uma área substancial em relação à área total da placa. No caso da
amostra 10 verifica-se a existência de processadores em boa parte da área da placa e uma ausência
de plásticos. Comparando a amostra 10 e 13 verifica-se que apesar de terem sido projectadas para a
mesma função (placas gráficas), esta não afecta a sua classificação, daí que não tenha sido um
parâmetro levado em conta. A amostra 20 apresenta-se como uma placa muito rica, com os
componentes a ocuparem a quase totalidade da área superficial disponível.
Após fragmentação, as amostras com uma massa superior a 200 g foram submetidas a uma
operação de amostragem por esquartejamento, a fim de obter amostras mais pequenas, com massa
de aproximadamente 200 g, e representativas do todo. Posteriormente, seguiu-se a operação de
crivagem a seco num agitador electromagnético de peneiros.
4.2. Processamento Físico
4.2.1. Operação Unitária de Fragmentação – Moinho de Lâminas
A utilização do moinho de lâminas na operação de fragmentação origina apenas uma fracção de
material que passa através da grelha de descarga – fracção infra.

34
Os resultados obtidos para as amostras fragmentadas no moinho de lâminas utilizando a grelha de
descarga de 6 mm estão representados na Figura 4.2 em termos de curva cumulativa inferior.
Figura 4.2 – Curvas cumulativas inferiores das PCI fragmentadas no moinho de lâminas com grelha de
descarga de 6 mm.
Como se pode verificar, as curvas obtidas apresentam um andamento muito semelhante,
independentemente da classificação das placas e do peso, evidenciando uma grande
homogeneidade de granulometria.
A granulometria do material fragmentado é muito pequena, obtendo-se 90% do material com uma
granulometria inferior a 3,8 mm, enquanto que 50% do material apresenta uma granulometria inferior
a 2,5 mm. Na Figura 4.3 apresenta-se a distribuição mássica (em %) obtida para as diferentes
amostras.
Figura 4.3 – Distribuição mássica das amostras fragmentadas no moinho de lâminas com grelha de
descarga de 6 mm.

35
O material fragmentado concentra-se principalmente nos crivos de malhas 2,8 e 2 mm. Nas fracções
mais finas, inferiores a 0,71 mm, encontra-se apenas cerca de 10% do material fragmentado, sendo
muito homogénea a distribuição mássica das cinco amostras.
No caso do moinho de lâminas ser utilizado com grelha de descarga de 6 mm, não se observa
qualquer heterogeneidade granulométrica e a classificação atribuída às PCI não se apresenta como
parâmetro importante.
No caso da grelha de descarga escolhida ser a de 10 mm, observam-se algumas heterogeneidades
granulométricas nas amostras em estudo, como se verifica no Figura 4.4, sendo a heterogeneidade
maior para as fracções intermédias e mais grosseiras, ou seja com granulometria superior a 1,0 mm.
Figura 4.4 – Curvas cumulativas inferiores das PCI fragmentadas no moinho de lâminas com grelha de
descarga de 10 mm.
Neste caso, verifica-se que as curvas granulométricas referentes às PCI classificadas como ricas
apresentam um andamento muito semelhante, não se verificando o mesmo no caso das PCI pobres.
Tal facto poderá ser explicado pela variabilidade de plásticos existente nas placas classificadas como
pobres. Uma PCI classificada, a olho nú, como pobre possui uma quantidade maior de plásticos do
que uma PCI classificada como rica, que possui maior teor de metais. Para além da maior quantidade
de plásticos nas placas pobres, pode-se afirmar que existe também uma grande variedade de tipos
de plásticos. Esta variedade de plásticos poderá provocar uma heterogeneidade nas curvas
granulométricas, dado que teremos diferentes materiais, que respondem de maneira diferente às
forças utilizadas durante a operação de fragmentação.
90% do material fragmentado apresenta uma granulometria inferior a 4 mm, enquanto que 50% do
material apresenta uma granulometria inferior a 2,5 - 2,8 mm.

36
Ainda assim, o andamento das curvas referentes às PCI pobres apresentam diferenças entre elas, as
amostras 2 e 3 possuem andamentos diferentes da amostra 4. Estes andamentos diferentes terão por
base o facto de que quanto menos pobre fôr a placa menor será o tempo de permanência da amostra
na câmara de fragmentação, já que a tenacidade à fractura tende a ser idêntica entre os
componentes da PCI.
Assim, verifica-se um caso de um conjunto fragmentador/grelha de descarga em que a classificação
da placa em função dos elementos existentes influencia, ainda que ligeiramente, o andamento das
curvas cumulativas.
Na Figura 4.5 apresenta-se a distribuição mássica (em %) obtida para as amostras em estudo.
Figura 4.5 – Distribuição mássica das amostras fragmentadas no moinho de lâminas com grelha de
descarga de 10 mm.
Utilizando a grelha de descarga com 10 mm de abertura no moinho de lâminas, verifica-se que o
material fragmentado se concentra principalmente nas fracções de 4 e 2,8 mm. Nas fracções mais
finas, inferiores a 0,71 mm, encontra-se apenas 5% do material fragmentado.
4.2.2. Operação Unitária de Fragmentação – Fragmentador de Garras
Após fragmentação no fragmentador de garras, obtêm-se duas fracções de materiais: uma que passa
através da grelha de descarga e se designa por fracção infra e outra que permanece na câmara de
fragmentação não passando a grelha de descarga e, se designa por fracção supra.
As duas fracções, supra e infra, foram crivadas separadamente, utilizando séries de crivagem
diferentes, como indicado no Capítulo 3. Para efeitos de contabilização final, somou-se a massa de
material que ficou retida em cada crivo, tanto para a fracção infra como supra, de forma a poder
analisar todo o material fragmentado.

37
Esta soma das massas crivadas não afecta a forma das curvas dado que a fracção supra é
essencialmente constituída por granulometrias superiores a 5,6 mm, que é o valor do primeiro crivo
utilizado. Em última análise, podem levar a um maior declive da curva cumulativa para fracções mais
gorsseiras.
Na Figura 4.6 representam-se os resultados obtidos em termos de curvas cumulativas inferiores, para
as amostras fragmentadas nas condições referidas.
Figura 4.6 – Curvas cumulativas inferiores das PCI fragmentadas no fragmentador de garras com grelha de
descarga de 6 mm.
As curvas obtidas apresentam uma homogeneidade de andamento, à excepção da amostra 11 que
apresenta partículas de menor dimensão, devido possivelmente à sua maior quantidade de plásticos.
O material fragmentado apresenta uma granulometria grosseira. 90% do material apresenta uma
granulometria compreendida inferior a 3 - 4 mm, enquanto 50% do material tem uma granulometria
inferior a 2,5 - 4 mm.
A distribuição mássica (em %) para as diferentes amostras encontra-se representada na Figura 4.7.
O material fragmentado concentra-se principalmente nos crivos de malhas 5,6 mm e 4 mm. Nas
fracções mais finas, inferiores a 0,71 mm, concentra-se apenas cerca de 5% do material
fragmentado, sendo muito homogénea a distribuição mássica das cinco amostras estudadas.

38
Figura 4.7 – Distribuição mássica das amostras fragmentadas com grelha de descarga de 6 mm no
fragmentador de garras.
Assim, pode-se afirmar que no caso do material ser fragmentado com o fragmentador de garras e se
utilizar uma grelha de descarga de 6 mm, se obtêm alguma homogeneidade granulométrica, com
excepção da amostra 11. Este resultado parece indicar que a classificação das placas não é
importante para a distribuição granulométrica do material fragmentado.
No caso de se utilizar uma grelha de descarga de 10 mm neste mesmo fragmentador verifica-se uma
grande homogeneidade no andamento das curvas granulométricas, à excepção da amostra 20,
classificada como rica e que apresenta uma granulometria mais fina, como se pode verificar na Figura
4.8.
Figura 4.8 – Curvas cumulativas inferiores das PCI fragmentadas no fragmentador de garras com grelha
de descarga de 10 mm.
90% do material tem uma granulometria inferior a 5 mm, aproximadamente, enquanto que 50% do
material tem uma granulometria inferior a 3,8 - 4,5 mm. Se for excluída a amostra 20, 50% do material
possui uma granulometria inferior a 4,5 mm.

39
O resultado obtido para a amostra 20 poderá estar associado ao facto de esta ser uma placa
extremamente rica, com uma grande quantidade de microprocessadores, portanto com uma grande
quantidade de metais e uma menor espessura dos componentes (Figura 4.1 d)) o que facilita a
operação de fragmentação.
A distribuição mássica (em %), encontra-se representada na Figura 4.9. Neste caso, o material
fragmentado concentra-se nas fracções mais grosseiras, 5,6 mm e 4 mm, enquanto nas fracções
mais finas, inferiores a 1 mm, se concentra cerca de 5% do material fragmentado.
Figura 4.9 – Distribuição mássica das amostras fragmentadas com grelha de descarga de 10 mm no
fragmentador de garras.
A utilização do fragmentador de garras com a grelha de descarga de 10 mm parece não influenciar a
granulometria das placas ricas e pobres.
A análise dos resultados obtidos com o fragmentador de garras e com as duas grelhas de descarga
parece indiciar que a quantidade de material a fragmentar pode influenciar a granulometria do
material final. A granulometria do material obtido por fragmentação da amostra 11 (655,18 g) com a
grelha de descarga de 6 mm, é menor que a das restantes amostras, onde se verificam pesos
menores (65-105 g). O mesmo se passa quando se utilizou a grelha de descarga de 10 mm, em que
a amostra 20 (451,89 g) apresentou, neste caso, uma granulometria mais fina que as restantes
amostras (com pesos no intervalo 88-109 g) fragmentados nas mesmas condições operatórias.
Por outro lado, considerando que industrialmente a massa de placas a fragmentar é substancialmente
maior, ou seja, são fragmentadas muitas placas na mesma operação, optou-se por fazer amostras de
aproximadamente 3000 g, para o que se tiveram que escolher e juntar, várias placas só com a
classificação de rica ou pobre, até atingir a massa pretendida.
As amostras após a fragmentação foram devidamente homogeneizadas, obtendo-se por
esquartejamento três réplicas, cada uma com aproximdamente 280 g. A classificação das amostras,

40
as grelhas de descarga utilizada na fragmentação e as massas consideradas estao indicadas na
Tabela 4.2.
Tabela 4.2 – Características das amostras 21 a 24 e respectivas condições operatórias.
Amostra Classificação Grelha de descarga
Peso (g)
21 Pobre 6 mm 2907,3
1ª Réplica 284,3
2ª Réplica 285,7
3ª Réplica 284,1
22 Rica 6 mm 2707,7
1ª Réplica 266,6
2ª Réplica 266,1
3ª Réplica 264,7
23 Pobre 10 mm 2920,1
1ª Réplica 289,5
2ª Réplica 289,7
3ª Réplica 288,6
24 Rica 10 mm 2556,4
1ª Réplica 252,5
2ª Réplica 252,4
3ª Réplica 251,6
No caso das amostras utilizadas na fragmentação com a grelha de descarga de 6 mm verifica-se que
as curvas cumulativas inferiores têm um andamento muito semelhante à da amostra 11, obtida nas
mesmas condições operatórias, como se pode observar na Figura 4.10.
Figura 4.10 - Curvas cumulativas inferiores dos lotes e de amostras de PCI fragmentadas no
fragmentador de garras com grelha de descarga de 6 mm.
Assim, nestas condições operatórias a massa de material a fragmentar parece não influenciar o
andamento das curvas granulométricas, tendo 50% do material um valor inferior a 3 mm e 90% do

41
material um valor inferior a 4 mm. No entanto, as amostras apresentam uma maior heterogeneidade
para as fracções mais finas, inferiores a 2 mm.
Já no caso de se utilizar uma grelha de descarga com 10 mm as curvas cumulativas inferiores
apresentam um andamento que difere um pouco da apresentada pela amostra 20. Enquanto que a
curva granulométrica da amostra 20 evidencia uma gama granulométrica continua, as curvas
cumulativas das restantes amostras mostram uma ligeira descontinuidade para o crivo de 2,8 mm,
indicando a sobreposição de 2 curvas granulométricas correspondentes a dois tipos de materiais.
Figura 4.11 – Curvas cumulativas inferiores dos lotes e de amostras de PCI fragmentadas no
fragmentador de garras com grelha de descarga de 10 mm.
4.2.3. Moinho de Lâminas vs Fragmentador de Garras
Os resultados obtidos para os dois fragmentadores, utilizando a mesma grelha de descarga (6 mm)
estão representados sob a forma de curvas cumulativas inferiores na Figura 4.12.
Figura 4.12 - Curvas cumulativas inferiores de PCI fragmentadas no fragmentador de garras e no
moinho de lâminas com grelha de descarga de 6 mm.

42
A análise da Figura 4.12 indica dois grupos de curvas. O grupo de curvas mais à esquerda da Figura,
ou seja, para a zona de menores granulometrias, corresponde aos resultados obtidos com o moinho
de lâminas. O outro grupo mais à direita corresponde aos resultados de fragmentação com o
fragmentador de garras.
Pode concluir-se, que a utilização da grelha de descarga de 6 mm, tanto no fragmentador de garras
como no moinho de lâminas, permite obter resultados muito homogéneos. No entanto, o grau de
fragmentação obtido com o moinho de lâminas é superior ao obtido com o fragmentador de garras, o
que poderá permitir uma maior libertação dos diferentes materiais constituintes.
No caso de se utilizar uma grelha de descarga de 10 mm, obtem-se novamente dois conjuntos de
curvas cumulativas.
Neste caso as curvas localizadas mais à esquerda, referentes ao moinho de lâminas indicam
novamente que este equipamento efectua uma fragmentação mais eficiente, obtendo-se um material
fragmentado com granulometria menor, enquanto que com o fragmentador de garras, o material
fragmentado apresenta granulometria maior.
Figura 4.13 - Curvas cumulativas inferiores de PCI fragmentadas no fragmentador de garras e no
moinho de lâminas com grelha de descarga de 10 mm.
Calculou-se então a eficiência de fragmentação com a grelha de descarga de 6 mm, para uma placa
rica e pobre, no caso do moinho de lâminas e fragmentador de garras. Os valores referentes aos
diâmetros característicos a 10%, 50% e 90% (d10, d50 e d90) em mm, bem como a eficiência de
fragmentação estão representadas na Tabela 4.3.
Os diâmetros característicos representam os valores máximos de granulometria referentes a 10%,
50% e 90% da população.

43
Tabela 4.3 – Dados relativos ao cálculo da eficiência de fragmentação.
Fragmentador Amostra d10
(mm)
d50
(mm)
d90
(mm)
d90-d10
(mm)
Eficiência
média de
fragmentação
(%)
Moinho de lâminas 9 0,88 2,34 3,77 2,89 95,32
10 0,88 2,27 3,65 2,77 95,46
Fragmentador de Garras 13 2,15 5,60 5,92 3,77 88,16
17 2,27 5,27 5,91 3.64 89,46
Se considerarmos que todos os fragmentos resultantes da guilhotina tinham inicialmente uma
dimensão de 5x5 cm, podemos calcular a eficiência média de fragmentação para cada um dos casos
admitidos na Tabela 4.3. Para este cálculo ser possível, assume-se o valor de d50 como o valor da
dimensão final dos fragmentos após a fragmentação, daí que possamos apenas considerar uma
eficiência média de fragmentação. Assim, efectuou-se o cálculo desta eficiência média de
fragmentação, fazendo uso da equação 4.1.
10050
5050
×
−
=
dE f (Eq. 4.1)
Os resultados da eficiência média apresentam novamente o moinho de lâminas como o mais eficiente
para a fragmentação de placas de circuito impresso.
4.3. Caracterização Morfológica
A caracterização morfológica das diferentes fracções granulométricas obtidas por fragmentação das
amostras, foi efectuada utilizando uma lupa estereoscópica e um microscópio electrónico de
varrimento equipado com um sistema de EDS de forma a permitir uma análise química elementar
pontual das diferentes fases observadas.
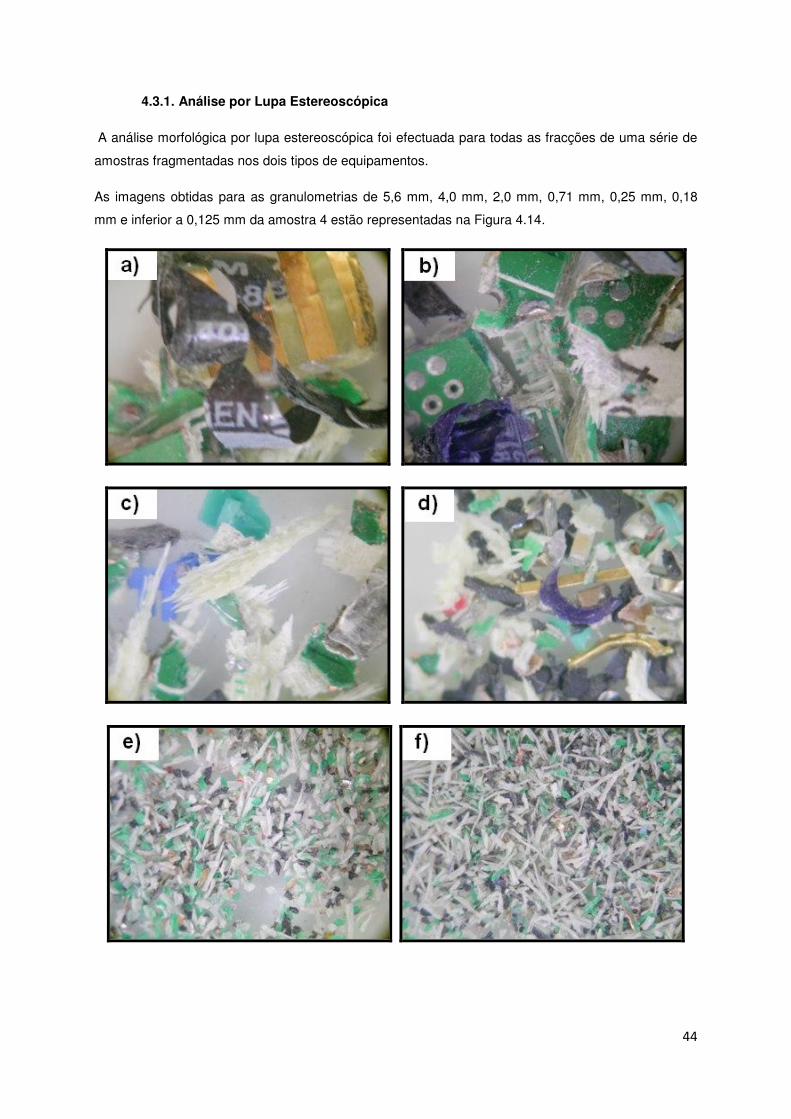
44
4.3.1. Análise por Lupa Estereoscópica
A análise morfológica por lupa estereoscópica foi efectuada para todas as fracções de uma série de
amostras fragmentadas nos dois tipos de equipamentos.
As imagens obtidas para as granulometrias de 5,6 mm, 4,0 mm, 2,0 mm, 0,71 mm, 0,25 mm, 0,18
mm e inferior a 0,125 mm da amostra 4 estão representadas na Figura 4.14.

45
Figura 4.14 – Imagens obtidas com a lupa estereoscópica das fracções granulométricas: a) 5,6 mm; b) 4,0 mm;
c) 2,0 mm; d) 0,71 mm; e) 0,25 mm; f) 0,18 mm; g) inferior a 0,125 mm, da amostra 4.
A análise das imagens apresentadas permite afirmar que nas granulometrias mais grosseiras, 5,6 e
4,0 mm (Figura 4.14 a) e b), respectivamente) não existe uma libertação eficiente entre os metais e o
compósito que forma a base da placa. Nas granulometrias de 2,0 mm e 0,71 mm (Figura 4.14 c) e d),
respectivamente) verifica-se a existência de uma maior libertação entre os diversos materiais, maior
para a granulometria de 0,71 mm, com a presença de pequenos aglomerados de fibras e de
pequenos fragmentos metálicos já com uma separação mais eficiente.
Para as granulometrias ainda mais pequenas (Figuras 4.14 e), f) e g)) verifica-se a total separação
entre os diversos materiais que constituem os fragmentos. Verifica-se ainda, que nestas
granulometrias há uma maior quantidade de fibras e polímero epoxy que forma o compósito da
matriz.
Figura 4.15 – Imagem obtida por lupa estereoscópica da amostra 17 com granulometria inferior a 0,125 mm.
A comparação entre as fracções obtidas em cada uma dos fragmentadores, não permitiu identificar
qualquer alteração significativa na forma dos fragmentos. Verificou-se apenas que no caso das
granulometrias mais finas, inferiores a 0,25 mm, o material obtido através do fragmentador de garras

46
(Figura 4.15) não apresentava uma quantidade tão significativa de fibras como se havia verificado no
caso do material obtido através do moinho de lâminas (Figura 4.14 g)).
Para comprovar se efectivamente a diferença entre as curvas das amostras 21 a 24 e a amostra 20
se devia à existência de dois materiais diferentes, visualizaram-se as amostras 20 e 23 (1ª réplica) à
lupa estereoscópica. Apesar de terem sido analisadas à lupa toda as fracções, para esta discussão
apenas serão consideradas as fracções granulométricas de 4 e 2 mm, dado serem aquelas onde a
diferença entre o andamento das curvas foi maior.
Figura 4.16 – Imagens obtidas com a lupa estereoscópica das amostras 20 e 23 (1ª réplica):
a) amostra 20 – 4,0 mm; b) amostra 20 – 2,0 mm; c) amostra 23 - 4,0 mm;
d) amostra 23 – 2,0 mm.
Efectivamente, observa-se uma diferença entre os materiais apresentados nas duas amostras,
embora essa diferença não seja tão assinalável como as curvas fariam prever. Na amostra 20 com
granulometria de 4,0 mm (Figura 4.16 a)) verifica-se a ausência total de separação entre metais e
plásticos, enquanto na amostra 23 com a mesma granulometria (Figura 4.16 c)) já se verifica a
existência de alguns metais libertos.

47
Nas granulometrias de 2,0 mm (Figura 4.16 b)) verifica-se uma grande quantidade de fragmentos da
matriz da amostra 20, enquanto que a amostra 23 (Figura 4.16 d)) apresenta fragmentos metálicos,
os quais são praticamente inexistentes nesta fracção granulométrica da amostra 20.
A observação à lupa de alguns processadores, por exemplo, na fracção granulométrica de 5,6 mm da
amostra 13 verificou-se a existência de um metal brilhante no seu interior, como se verifica na Figura
4.17.
Figura 4.17 – Imagem obtida por lupa esteresocópica de um processador da amostra 13 com
granulometria de 5,6 mm.
Dado na lupa não ser possivel efectuar uma análise quimica elementar para identificação dos
elementos presentes, decidiu-se que este fragmento deveria era analisado MEV.
4.3.2. Análise por MEV/EDS
As micrografias de MEV foram obtidas com electrões secundários. A observação e análise das
amostras permitiram verificar que existem várias fases com composições qualitativas diferenciadas
das quais será feita uma descrição circunstanciada.
Na Figura 4.18 apresenta-se uma micrografia referente ao interior do processador da Figura 4.17
onde se observam duas fases, uma de silicio e outra de prata. Foi efectuado um varrimento linear ao
longo da linha A (Figura 4.18 a)), estando os espectros obtidos representados na Figura 4.18 b).
Verifica-se a existência de silício e prata e, onde aparece um destes elementos não aparece o outro.
A prata apresenta uma morfologia granular a separar os dois grãos de silício.

48
Figura 4.18 – Micrografia obtida com electrões secundários no MEV com uma ampliação de 4000x (a)) do
processador da amostra 13 com granulometria de 5,6 mm. 1- Si; 2- Ag; b) Espectro de EDS.
Através desta micrografia, parece que no interior dos processadores, o silício está colocado sobre um
substrato de prata. Na Figura 4.19 observa-se uma zona de prata, mais clara, a ladear o silício.
Figura 4.19 – Micrografia obtida com electrões secundários no MEV com uma ampliação de 300x de um
processador da amostra 4, granulometria de 0,18 mm. 1- Si; 2- Ag.
Observaram-se os pinos de ligação externa das PCI, tendo-se verificado algumas diferenças no modo
como os pinos se apresentam nas diferentes amostras em estudo. Na Figura 4.20 apresentam-se as
micrografias obtidas por MEV para as amostras 13 e 17 com granulometria de 0,71 mm, onde se
identifica a localização de ouro e cobre.

49
Figura 4.20 – Imagens obtidas no MEV com ampliação de 80x de elementos de ligação das amostras 13 e 17
com granulometria de 0,71 mm: a) Amostra 13; b) Amostra 17. 3 – Au; 4 - Cu.
Os pinos de ligação externa das PCI possuem diferenças na composição e na forma como se
apresentam. Enquanto na amostra 13 se obtêm apenas um elemento de ligação contínuo formado
por ouro, cobre, zinco e níquel, na amostra 17 estes elementos estão envolvidos por uma camada de
cobre.
Na análise às amostras fragmentadas no fragmentador de garras verificou-se que na fracção
granulométrica compreendida entre 1,0 e 0,71 mm apareciam apenas fragmentos de ouro, níquel,
cobre e zinco, utilizados nos conectores de ligação, idêntica à Figura 4.20 ou a liga de chumbo,
estanho e cobre utilizada nas soldaduras dos componentes, como se pode observar na Figura 4.21.
Figura 4.21 – Imagem obtida no MEV com ampliação de 80x de um fragmento formado por Pb, Sn e Cu na
amostra 17, com granulometria de 0,71 mm.
A fracção granulométrica de 0,71 mm, da amostra 17 apresenta uma grande quantidade de
fragmentos com o aspecto da Figura 4.21 e com a composição de uma liga de chumbo, estanho e
cobre, do qual se apresenta o respectivo espectro EDS na Figura 4.22.

50
Figura 4.22 – Espectro das ligas de soldadura da amostra 17 na fracção granulométrica de 0,71 mm.
Na Figura 4.23 pode observar-se a morfologia apresentada pela base da placa, ou seja o
entrelaçamento das fibras presentes para o reforço do material compósito.
Figura 4.23 – Imagem obtida no MEV com ampliação de 150x das fibras da matriz da amostra 17 com
granulometria 1,0 mm.
A análise por MEV permitiu verificar que o mesmo elemento químico se pode apresentar com
diversas morfologias, independentemente da fracção granulométrica ou do fragmentador
seleccionado. Para exemplificar um destes casos, apresentam-se três morfologias distintas do silício
na amostra 17 com granulometria de 0,18 mm. O silício apresenta-se com forma euédrica bem
definida (Figura 4.24 a)), na forma lamelar como na Figura 4.24 b), ou ainda na forma globular (Figura
4.24 c)).

51
Figura 4.24 – Imagens obtidas por MEV de morfologias apresentadas pelo silício na amostra 17 para uma
granulometria de 0,18 mm. a) Forma euédrica com ampliação de 600x; b) Forma lamelar com
ampliação de 3000x; c) Forma globular com ampliação de 500x.
Outros materiais com fases contendo bário e paládio apresentam também morfologias típicas. O
paládio apresenta-se segundo linhas contínuas entre o bário (Figura 4.25 a)). Normalmente, o
conjunto dos dois metais fragmenta-se ao longo de uma linha contínua, como se verifica pela Figura
4.25 c). Apenas numa única amostra, foi possível visualizar o interior da linha contínua de paládio.
(Figura 4.25 b) e c)).

52
Figura 4.25 – Imagens obtidas por MEV de morfologias apresentadas pelo paládio e bário na amostra 17:
a) Ampliação de 400x para uma granulometria de 0,35 mm; b) Ampliação de 1500x para uma
granulometria de 0,18 mm; c) Ampliação de 400x para uma granulometria de 0,18 mm.
8- Ba; 9- Pd.
Do ponto de vista da morfologia dos fragmentos, não se denotam diferenças entre as amostras
fragmentadas no moinho de lâminas e no fragmentador de garras. Este facto pode ser observado na
Figura 4.26, onde se apresentam imagens para a granulometria de 0,35 mm das amostras 4 e 13 e a
mesma ampliação, verificando-se apenas que os fragmentos apresentam-se de forma aguçada.

53
Figura 4.26 – Imagens obtidas por MEV, com ampliação de 20x, de partículas com granulometria de 0,35 mm.
a) Amostra 4; b) Amostra 13.
Na amostra 13 com a granulometria de 0,18 mm encontraram-se dois pequenos fragmentos (Figura
4.27 a)) cuja análise por EDS permitiu identificar a presença dos elementos tântalo, manganês e
silício. Estes fragmentos eram provavelmente dos dieléctricos, pois estes elementos são muito
utilizados neste tipo de produtos, como indicado na Figura 2.7.
Figura 4.27 – Imagens obtidas por MEV dos elementos Ta, Mn e Si na amostra 13 com granulometria
de 0,18 mm. a) Fragmentos com ampliação de 300x; b) Fragmento com ampliação de
2000x.
Na análise por MEV verificou-se a existência de um fragmento constituído por titânio, neodímio e
cobre com uma interface contínua e uma fronteira de grão bem definida com a prata. Este fragmento
estava presente na amostra 13, com granulometria de 0,25 mm. A zona da prata apresentava-se
muito mais clara que a zona referente aos restantes elementos, titânio, neodímio e cobre, tal como se
observa na Figura 4.28.

54
Figura 4.28 – Imagem obtida por MEV com ampliação de 1500x dos elementos Ti+Nd+Cu e Ag (a))
2 – Ag; 5 – elementos Ti+Nd+Cu; b) espectro EDS.
Outros elementos químicos encontrados por análise de MEV foram o zinco, manganês e o potássio,
apresentando-se com o aspecto de lamelas, como se pode verificar pela Figura 4.29.

55
Figura 4.29 – Imagem obtida por MEV com ampliação de 5000x dos elementos Zn+Mn+K.
A análise por MEV deste tipo de resíduos deve ser efectuada com um cuidado especial, dado que
nem sempre as alterações de composição são detectadas por variações de cor. Um destes casos é o
de um fragmento da amostra 10, com granulometria de 0,125 mm (Figura 4.30 a)) em que se
verificam variações de composição em área sem que a morfologia ou cor do fragmento o denunciem.

56
Figura 4.30 – Imagem obtida no MEV com ampliação de 400x dos elementos Fe, Sn e Ni (a)). 6-Sn; 7-Fe;
b) Espectro de EDS da zona 6; c) Espectros de EDS da zona 7.
O espectro obtido por EDS, na zona 6 apresenta muito estanho (Figura 4.30 b)), já na zona 7 (Figura
4.30 c)) a quantidade de ferro é maior.

57
4.4. Caracterização Química
4.4.1. Análise Química Elementar
A análise química elementar qualitativa foi efectuada por fluorescência de raios-X – dispersão de
energia (FRX-DE), em todas as fracções de granulometria inferior a 2,8 mm das amostras estudadas.
Os espectros de FRX-DE foram adquiridos com duas condições, para optimizar a identificação de
elementos pobres e elementos leves. Os espectros para os elementos pesados foram adquiridos com
uma diferença de potencial de 42 kV e uma intensidade de 0,50 mA durante 70 segundos, tendo-se
utilizado um filtro de cobre. Para os elementos leves foi utilizada uma diferença de potencial de 9 kV e
uma intensidade de 0,18 mA durante 70 segundos sem filtro.
Os principais elementos pesados detectados foram o ferro, cobre, zinco, chumbo, bromo, paládio,
prata, estanho, antimónio e nos elementos leves, alumínio, titânio e cálcio, como se pode verificar nos
espectros da amostra 13 representados na Figura 4.31.

58
Figura 4.31 – Espectros de FRX-DE das fracções granulométricas da amostra 13.
a) 2,0 mm; b) 0,71 mm; c) 0,25 mm; d) 0,125 mm.
Começando a análise dos espectros pelos elementos mais pesados (do lado esquerdo da Figura
4.34), verifica-se que os elementos detectados em todas as fracções granulométricas são sempre os
mesmos, à excepção do paládio que é apenas detectado para granulometrias mais finas (abaixo de
0,25 mm), a partir do qual apresenta um crescimento das contagens quando a granulometria diminui.
Os elementos que também apresentam um crescimento do número de contagens com a diminuição
da granulometria são o ferro, a prata e o bário. Pelo contrário, o antimónio diminui bastante o número
de contagens com a diminuição da granulometria.
O cobre apresenta uma diminuição do número de contagens até à granulometria de 0,25 mm, onde
inverte a sua tendência com um aumento para a granulometria de 0,125 mm, tal como no bromo onde
este comportamento é idêntico. O estanho aumenta as suas contagens para granulometrias
intermédias (0,71 mm – Figura 4.31 b)) ao que se segue uma diminuição até à granulometria de 0,25
mm e termina com um aumento para as granulometrias de 0,125 mm. O chumbo, que tipicamente é
utilizado em ligas chumbo-estanho para as soldaduras dos componentes acompanha este
comportamento do estanho ao longo dos espectros. O zinco possui contagens muito baixas em
qualquer das granulometrias consideradas, mantendo um comportamento muito constante.
Quanto aos elementos mais leves, o cálcio e o alumínio apresentam uma diminuição do número de
contagens quando a granulometria diminui. Pelo contrário, o titânio apresenta um aumento gradual
das contagens até à granulometria de 0,71 mm (Figura 4.31 b)), ao que se seguiu uma diminuição
para os fragmentos de 0,25 mm, acabando num aumento em 0,125 mm.
Identificados os elementos químicos, efectuou-se a sua quantificação, recorrendo a uma metodologia
“expedita” de análise, dado que o número de fracções granulométricas a analisar seria grande, o que
inviabilizaria a sua obtenção em tempo útil.
Assim, foi efectuada a análise por Espectrometria de Absorção Atómica (EAA) dos elementos
químicos, chumbo, cobre, zinco, prata, estanho, ferro, cálcio e alumínio nas fracções granulométricas
de 2,0 mm, 0,71 mm e 0,18 mm das amostras 9, 10, 13 e 17. Estas análises permitiram calcular o
teor exacto desses elementos nestas amostras, os quais foram relacionados com as contagens de

59
cada elemento determinadas por FRX-DE, de que resultaram as seguintes relações de calibração
obtidas para os elementos testados foram:
X (% Pb) = 8,7×10-3 C X (% Cu) = 5,0×10-3 C
X (% Zn) = 3,3×10-3 C X (% Ag) = 3,4×10-4 C
X (% Sn) = 1,0×10-3 C X (% Fe) = 1,8×10-3 C
X (% Ca) = 2,6×10-4 C X (% Al) = 1,1×10-2 C
em que X representa o teor do elemento químico e C a contagem do pico de maior intensidade desse
mesmo elemento em FRX-DE. Aplicando estas relações para todas as outras fracções
granulométricas, tornou-se assim possível efectuar medições da variação do teor de elementos em
função da fracção escolhida. As rectas de calibração para os elementos indicados constam do Anexo
III.
Na Figura 4.32 representam-se os teores calculados para todas as granulometrias analisadas
quimicamente, da amostra 9.
Na Figura 4.32 a) representam-se os valores obtidos para a prata, estanho e chumbo em cada uma
das fracções granulométricas. Os valores obtidos para a prata são inferiores a 1%, com um
andamento muito constante entre as diversas granulometrias. Os valores mais elevados são obtidos
para o estanho na fracção de 0,35 mm. O estanho concentra-se nas fracções intermédias e é nas
fracções mais grosseiras em que se obtêm menor teor deste elemento. O chumbo segue o mesmo
andamento do estanho, mas com valores mais baixos. Tal facto poderá estar relacionado com a liga
de soldadura chumbo-estanho utilizada nas soldaduras dos componentes à matriz.
Na Figura 4.32 b) representa-se os valores obtidos para o cobre e o zinco em cada uma das fracções
granulométricas. O cobre apresenta o maior teor, mais de 40%, para a fracção com granulometria de
0,71 mm, obtendo os valores mais elevados em fracções intermédias. Nas fracções mais grosseiras e
mais finas, o cobre apresenta teores com valores que variam entre os 9% e os 32%. O zinco
apresenta valores muito idênticos ao longo de todas as granulometrias, com valores inferiores a 5%.

60
Figura 4.32 - Análise química dos elementos da amostra 9. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.32 c) estão reproduzidos os valores referentes aos elementos ferro, cálcio e alumínio em
cada uma das fracções granulométricas. O ferro possui valores muito baixos, com os maiores valores
a ocorrerem para granulometrias intermédias e muito grosseiras dado que o maior valor ocorre para
2,8 mm. O cálcio possui o maior valor de teor para a granulometria de 0,18 mm. O cálcio possui os
maiores valores para granulometrias mais finas, enquanto os menores valores ocorrem para
granulometrias intermédias e grosseiras. O alumínio possui um andamento praticamente constante
ao longo de todas as fracções, com valores entre os 1 e os 2%. O maior valor para o alumínio ocorre
para a granulometria de 0,125 mm.
Na Figura 4.33 representam-se os teores calculados para todas as granulometrias analisadas
quimicamente, da amostra 10.

61
Figura 4.33 - Análise química dos elementos da amostra 10. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.33 a) representam-se os valores obtidos para a prata, estanho e chumbo em cada uma
das fracções granulométricas. A prata possui valores constantes ao longo de todas as fracções
granulométricas. Todos os valores obtidos para a prata são inferiores a 1%. O estanho possui os
valores mais elevados que ocorrem para as granulometrias finas e intermédias, com o mais elevado
de todos os valores, cerca de 14%, a surgir para a granulometria de 0,35 mm. Os valores mais baixos
de estanho ocorrem nas granulometrias mais grosseiras. O chumbo segue um andamento idêntico ao
estanho, devido em parte á utilização destes dois elementos numa mesma liga, embora o maior valor
para o chumbo ocorra para a granulometria de 0,25 mm e seja de 7%.
Na Figura 4.33 b) representam-se os valores obtidos para o cobre e o zinco em cada uma das
fracções granulométricas. O cobre apresenta uma tendência de crescimento dos teores com o
aumento da granulometria. O maior valor para o cobre ocorre para a granulometria de 2,8 mm, com
mais de 45%. O zinco apresenta o maior valor a ocorrer para uma granulometria de 0,71 mm, o que
se traduz em maiores valores nas fracções intermédias e grosseiras. No caso do zinco, nenhum dos
valores é superior a 10%.

62
Na Figura 4.33 c) apresentam-se os valores obtidos para os elementos ferro, cálcio e alumínio em
cada uma das fracções granulométricas. O ferro apresenta um andamento muito constante, com
valores inferiores a 1% em todas as granulometrias, ainda que os valores mais elevados estejam
localizados nas granulometrias mais finas. O cálcio apresenta o maior teor na granulometria de 0,125
mm, com um teor pouco acima dos 7%, e maiores teores nas granulometrias finas e intermédias. Os
teores de alumínio oscilam entre 1 e 2%, com os maiores valores a ocorrerem para as granulometrias
finas e intermédias. Nas fracções granulométricas grosseiras, o teor de alumínio tende a ser menor.
Na Figura 4.34 representam-se os teores calculados para todas as granulometrias analisadas
quimicamente, da amostra 13.
Figura 4.34 – Análise química dos elementos da amostra 13. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.34 a) estão representados os valores obtidos para a prata, estanho e chumbo em cada
uma das fracções granulométricas. Os valores obtidos para a prata são inferiores a 3% com os
maiores teores a ocorrerem nas fracções intermédias, sendo o seu valor máximo, cerca de 2%, a
ocorrer para a granulometria de 1,0 mm. O estanho possui os valores mais elevados de teor, que
ocorrem para as granulometrias intermédias, com o máximo, cerca de 15%, a ocorrer para a
granulometria de 0,71 mm. Nas fracções mais grosseiras, o estanho possui valores mais baixos, na

63
ordem dos 2%. O chumbo, dado a sua maior utilização na liga de chumbo-estanho para a soldadura
dos componentes, segue o mesmo andamento do estanho mas com valores mais baixos. O seu
máximo ocorre para a granulometria de 0,71 mm, com 13%.
Na Figura 4.34 b) apresentam-se os valores obtidos para o cobre e o zinco em cada uma das
fracções granulométricas. Os valores obtidos para o cobre são bastante baixos nas granulometrias
finas, apresentando um crescimento para as granulometrias intermédias e grosseiras. O valor
máximo de cobre ocorre para a granulometria de 2,8 mm, com cerca de 39%. O zinco possui um
andamento muito constante nas granulometrias finas, ocorrendo o seu valor máximo para duas
granulometrias, tanto em 1,0 mm como em 2,8 mm o teor é de 6%.
Na Figura 4.34 c) estão representados os valores obtidos para o ferro, cálcio e alumínio em cada uma
das fracções granulométricas. O ferro apresenta maiores valores para as granulometrias intermédias
com o seu valor máximo a ocorrer na granulometria de 1,4 mm, com 1,5%. O cálcio apresenta valores
muito baixos para as granulometrias finas. Nas granulometrias intermédias e grosseiras, os valores
possuem um andamento constante, entre os 2 e 3%, com o máximo a ocorrer para a granulometria
de 0,5 mm, com 3%. O alumínio possui o seu valor máximo para as granulometrias intermédias,
apresentando o seu valor máximo na granulometria de 0,5 mm, com 2%. Nas granulometrias finas e
grosseiras, o alumínio tende a apresentar valores mais baixos, próximos dos 1%.
Na Figura 4.35 representam-se os teores calculados para todas as granulometrias analisadas
quimicamente, da amostra 17.
Na Figura 4.35 a) representam-se os teores obtidos para a prata, estanho e chumbo em cada uma
das fracções granulométricas. Os valores obtidos para a prata são inferiores a 2%, com valores mais
baixos nas granulometrias mais finas. O valor máximo, pouco inferior a 2%, ocorre para a
granulometria de 1,0 mm. O estanho apresenta os maiores teores concentrados nas granulometrias
intermédias, com o valor máximo (13%) na granulometria de 0,5 mm. Nas fracções mais grosseiras, o
estanho diminui os seus teores para valores inferiores a 6%. O chumbo segue o mesmo andamento
do estanho, dada a sua utilização na mesma liga, no entanto com valores inferiores, à excepção da
granulometria de 1,0 mm. O valor máximo de chumbo ocorre para a granulometria de 0,5 mm, com
um valor pouco acima dos 10%.

64
Figura 4.35 – Análise química dos elementos da amostra 17. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.35 b) representa-se os valores obtidos para o cobre e zinco em cada uma das fracções
granulométricas. Os valores obtidos para o cobre são mais baixos nas granulometrias mais finas. O
valor máximo de cobre ocorre para a granulometria de 2,0 mm, com 38%. Os valores para o zinco
possuem um andamento praticamente constante, com valores inferiores a 5%.
Na Figura 4.35 c) apresentam-se os valores para os teores que foram obtidos para o ferro, cálcio e
alumínio em cada uma das fracções granulométricas. Os valores de ferro apresentam maiores
valores nas granulometrias intermédias, com o valor máximo a ocorrer para a granulometria de 1,0
mm, com cerca de 1%. O cálcio apresenta os maiores teores. Os maiores valores ocorrem em
granulometrias intermédias, com o valor máximo, cerca de 4%, na granulometria de 0,71 mm. O
alumínio apresenta valores mais baixos nas granulometrias mais grosseiras. O maior valor para o
alumínio ocorre na granulometria de 0,5 mm, com 2%.

65
4.4.2. Avaliação das Recuperações
Efectuada a determinação quantitativa dos elementos químicos nas diferentes fracções
granulométricas das amostras procedeu-se ao cálculo da recuperação de cada elemento químico
através da equação:
100%Re
×
=
total
fracção
cupM
M (Eq 4.2)
em que se utiliza a massa do elemento obtida em determinada fracção granulométrica e a massa
total desse mesmo elemento na amostra. Assim, a recuperação calculada para cada elemento
reflecte a percentagem mássica desse elemento em cada fracção relativamente à sua massa total na
amostra.
A análise das recuperações dos elementos prata, estanho, chumbo, cobre, zinco, ferro, cálcio e
alumínio foi efectuada nas mesmas amostras seleccionadas para a determinação dos teores. Na
Figura 4.36 apresentam-se as recuperações calculadas para todas as granulometrias da amostra 9
analisadas quimicamente.
Figura 4.36 – Recuperação dos elementos da amostra 9. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.36 a) representam-se as recuperações obtidas para a prata, estanho e chumbo em cada
uma das fracções granulométricas. As recuperações encontradas para a prata tendem a ser maiores

66
para as granulometrias grosseiras, com a maior recuperação a ocorrer para a granulometria de 2,0
mm, com uma recuperação de 22%. O estanho possui a maior recuperação para granulometrias
grosseiras com a maior recuperação, cerca de 20%, na granulometria de 1,4 mm. A maior
recuperação de chumbo ocorre para a granulometria de 2,0 mm, com uma recuperação de 23%. No
caso das granulometrias finas, todos os elementos da Figura 4.36 a) possuem valores de
recuperação baixa e no caso do chumbo e estanho, os seus andamentos são idênticos.
Na Figura 4.36 b) apresentam-se as recuperações obtidas para o cobre e zinco em cada uma das
fracções granulométricas. O cobre apresenta o maior valor de recuperação para a granulometria de
2,8 mm, com 30%. O maior valor de recuperação do zinco ocorre para a mesma granulometria, 2,8
mm com uma recuperação de 28%. O cobre e o zinco possuem andamentos idênticos ao longo de
todas as granulometrias, com valores de recuperação muito baixas para granulometrias mais finas.
As granulometrias mais grosseiras apresentam um aumento das recuperações assinaláveis, com
valores superiores a 10% de recuperação para ambos os elementos.
Na Figura 4.36 c) representam-se as recuperações obtidas para o ferro, cálcio e alumínio em cada
uma das fracções granulométricas. O ferro apresenta o maior valor de representação, com mais de
60% na granulometria de 2,8 mm. Em todas as granulometrias mais finas que este valor, a
recuperação do ferro é baixa, inferior a 10%. O cálcio possui o maior valor de recuperação para a
granulometria de 2,0 mm, com 33%. Tanto para as granulometrias superiores como inferiores a este
valor, o cálcio apresenta uma diminuição da sua recuperação. O alumínio apresenta a maior
recuperação para a granulometria de 2,8 mm, com 29%. O andamento da curva relativa ao alumínio é
idêntico ao andamento do cálcio, para todas as granulometrias consideradas.
Na Figura 4.37 apresentam-se as recuperações calculadas para todas as granulometrias analisadas
quimicamente, da amostra 10.
Na Figura 4.37 a) representam-se as recuperações obtidas para a prata, estanho e chumbo em cada
uma das fracções granulométricas. A prata possui recuperações superiores em granulometrias finas e
grosseiras. A recuperação máxima ocorre para a granulometria de 2,0 mm com 25%. O estanho
apresenta o maior valor de recuperação na granulometria de 2,0 mm, com uma recuperação de 22%,
apresentando recuperações mais elevadas para as granulometrias mais grosseiras. A maior
recuperação de chumbo, com cerca de 18%, ocorre para a granulometria de 2,0 mm. Tal como para
todos os outros elementos presentes na Figura 4.37 a), o chumbo apresenta uma maior recuperação
nas granulometrias mais grosseiras.
Na Figura 4.37 b) apresentam-se as recuperações obtidas para o cobre e o zinco em cada uma das
fracções granulométricas. O cobre apresenta um andamento crescente em função do aumento da
granulometria. O seu valor de recuperação máximo é de 33%, para a granulometria de 2,0 mm. O
zinco possui um valor máximo de recuperação, de 34% para a granulometria de 2,8 mm.

67
Figura 4.37 – Recuperação dos elementos da amostra 10. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.37 c) representam-se as recuperações obtidas para o ferro, cálcio e alumínio em cada
uma das fracções granulométricas. O ferro possui os maiores valores de recuperações para
granulometrias grosseiras com o valor máximo de recuperação a ocorrer para a granulometria de 2,0
mm, com 41%. O cálcio apresenta o valor máximo de recuperação na granulometria de 2,0 mm, com
cerca de 30%, apresentando um aumento da percentagem de recuperação para amostras mais
grosseiras. O alumínio apresenta os maiores valores de recuperação em granulometrias grosseiras,
obtendo um máximo para a granulometria de 2,8 mm, com cerca de 55%.
Na Figura 4.38 apresentam-se as recuperações calculadas para todas as granulometrias analisadas
quimicamente, da amostra 13.
Na Figura 4.38 a) representam-se as recuperações obtidas para a prata, estanho e chumbo em cada
uma das fracções granulométricas. A prata apresenta valores de recuperação mais elevados nas
granulometrias intermédias, com o valor máximo de recuperação, cerca de 50%, a ocorrer para a
granulometria de 1,0 mm. Nas granulometrias mais finas, os valores de recuperação da prata são
baixos, com valores de recuperação inferiores a 10%. As maiores recuperações de estanho ocorrem
para as granulometrias muito grosseiras, com o maior valor de recuperação a acontecer para a
granulometria de 2,8 mm, com 26%. Nas granulometrias intermédias, existe algum aumento de
recuperação de estanho em relação às granulometrias finas mas que ainda assim não é tão alto

68
quanto nas granulometrias mais grosseiras. O chumbo segue o andamento do estanho, dado a sua
utilização na mesma liga de soldadura. O chumbo apresenta, igualmente a sua maior recuperação
para a granulometria de 2,8 mm, com 26%.
Figura 4.38 – Recuperação dos elementos da amostra 13. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.38 b) apresenta-se os valores de recuperação para os elementos cobre e zinco em cada
uma das fracções granulométricas. As maiores recuperações de cobre ocorrem para as
granulometrias mais grosseiras, sendo o maior valor na granulometria de 2,8 mm, com cerca de 55%.
O zinco possui, igualmente, os maiores valores de recuperação para a granulometria de 2,8 mm, com
cerca de 60%. Ambos os elementos possuem recuperações muito próximas, com valores baixos para
as granulometrias mais finas.
Na Figura 4.38 c) representam-se os valores de recuperação para os elementos ferro, cálcio e
alumínio em cada uma das fracções granulométricas. O ferro possui recuperações com valores
baixos, inferiores a 10%, para as granulometrias mais finas, estando os maiores valores de
recuperação a ocorrerem para as granulometrias grosseiras. O valor máximo de recuperação para o
ferro é de 37%, na granulometria de 2,0 mm. O cálcio possui maiores recuperações nas
granulometrias grosseiras, com o valor máximo a acontecer para a granulometria de 2,8 mm, com
35%. O alumínio tem o seu valor máximo de recuperação na granulometria de 2,8 mm, com cerca de
40% de recuperação. Todos os elementos presentes na Figura 4.39 c) possuem valores baixos de
recuperação para as granulometrias mais finas.

69
Na Figura 4.39 apresentam-se as recuperações calculadas para todas as granulometrias analisadas
quimicamente, da amostra 17.
Figura 4.39 – Recuperação dos elementos da amostra 17. a) Ag, Sn, Pb; b) Cu, Zn; c) Fe, Ca, Al.
Na Figura 4.39 a) representam-se os valores de recuperação para os elementos prata, estanho e
chumbo em cada uma das fracções granulométricas. A prata apresenta recuperações mais elevadas
em granulometrias intermédias, ocorrendo o seu valor máximo para a granulometria de 1,0 mm, com
cerca de 39%. As maiores recuperações de estanho acontecem em granulometrias mais grosseiras,
com o valor máximo a ocorrer para a granulometria de 2,8 mm, com cerca de 25%. O chumbo
apresenta um aumento dos valores de recuperação em granulometrias intermédias em relação às
granulometrias finas mas o seu valor máximo ocorre para a granulometria de 2,8 mm, considerada
uma granulometria grosseira, com 20% de recuperação.
Na Figura 4.39 b) representam-se os valores de recuperação para os elementos cobre e zinco em
cada uma das fracções granulométricas. O cobre apresenta o maior valor de recuperação para a
granulometria de 2,8 mm, com um valor de 55%. O zinco segue exactamente o mesmo
comportamento da curva do cobre, apresentando um valor de recuperação máximo de 52% para a
granulometria de 2,8 mm. Tanto o cobre como o zinco apresentam baixos valores de recuperação
para as granulometrias mais finas.

70
Na Figura 4.39 c) apresentam-se os valores de recuperação para os elementos ferro, cálcio e
alumínio em cada uma das fracções granulométricas. O ferro possui maiores recuperações para as
granulometrias mais grosseiras, com o maior valor de recuperação a ocorrer para a granulometria de
2,8 mm, com 35%. Os maiores valores de recuperação do cálcio acontecem em granulometrias mais
grosseiras, com a maior das recuperações a ocorrer para a granulometria de 2,8 mm, com 45%. O
alumínio possui, igualmente, as maiores recuperações para as granulometrias mais grosseiras. O
valor máximo de recuperação do alumínio ocorre para a granulometria de 2,8 mm, com o valor
máximo de 46%. Todos os elementos presentes na Figura 4.39 c) apresentam valores de
recuperação inferiores a 10% para as granulometrias finas e intermédias.
4.4.3. Moinho de Lâminas vs Fragmentador de Garras
A avaliação das recuperações efectuadas para algumas amostras do moinho de lâminas e do
fragmentador de garras permite verificar qual o crivo óptimo, onde ocorre a maior recuperação de
cada elemento e respectivo valor de recuperação. Os valores referentes às amostras 9, 10, 13 e 17
são apresentados na Tabela 4.4.
Tabela 4.4 – Recuperações máximas (%) e o crivo óptimo para a recuperação dos elementos químicos
estudados nas amostras 9, 10, 13, 17.
Amostra Recup.
Ag (%)
Crivo
óptimo
Ag
(mm)
Recup.
Sn (%)
Crivo
óptimo
Sn
(mm)
Recup.
Pb (%)
Crivo
óptimo
Pb
(mm)
Recup.
Cu (%)
Crivo
óptimo
Cu
(mm)
9 22 2,0 20 1,4 23 2,0 30 2,8
10 25 2,0 22 2,0 18 2,0 33 2,0
13 53 1,0 26 2,8 26 2,8 55 2,8
17 39 1,0 23 2,8 20 2,8 55 2,8
Recup.
Zn (%)
Crivo
óptimo
Zn
(mm)
Recup.
Fe (%)
Crivo
óptimo
Fe
(mm)
Recup.
Ca (%)
Crivo
óptimo
Ca
(mm)
Recup.
Al (%)
Crivo
óptimo
Al
(mm)
9 28 2,8 63 2,8 33 2,0 29 2,8
10 34 2,8 41 2,0 27 2,0 55 2,8
13 58 2,8 37 2,0 35 2,8 41 2,8
17 52 2,8 35 2,8 45 2,8 46 2,8

71
Uma análise à Tabela 4.4 permite verificar que o crivo óptimo de separação para o material obtido em
ambos os fragmentadores, está sempre acima dos 0,71 mm, ou seja, as maiores recuperações em
ambos estão apenas localizadas em granulometrias intermédias ou grosseiras.
Em termos de elementos, verifica-se que apenas no caso da prata, estanho, chumbo e cálcio se
apresentam diferenças notórias nos crivos óptimos. Assim, serão sobre estes elementos que incidirá
maior discussão. A comparação do desempenho dos dois fragmentadores será efectuada para o
mesmo elemento químico, no caso da placa ser classificada como pobre e no caso da placa ser
classificada como rica. A grelha de descarga considerada, tal como até aqui, é sempre a mesma.
A recuperação de prata calculada para o material obtido em ambos os fragmentadores em todas as
granulometrias analisadas quimicamente está representada na Figura 4.40.
Figura 4.40 – Recuperação da prata no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17.
Na recuperação de prata em placas pobres (Figura 4.40 a)) verifica-se que o fragmentador de garras
consegue uma redução de calibre maior dos componentes que contêm este metal, do que o moinho
de lâminas, dado o seu crivo óptimo ser inferior. Em ambos os fragmentadores, as recuperações em
granulometrias finas são inferiores a 10%. Posteriormente, a recuperação do fragmentador de garras
aumenta muito em torno de uma granulometria intermédia. Nessa mesma granulometria intermédia, o
moinho de lâminas apresenta um crescimento da recuperação de prata, embora não tão pronunciado
como no caso do fragmentador de garras.
Na Figura 4.40 b) está representada a recuperação de prata em placas ricas em que se verifica,
igualmente, uma maior recuperação a granulometrias intermédias, no caso do fragmentador de
garras. O moinho de lâminas apresenta um crescimento de recuperação a granulometrias mais
baixas, por volta dos 0,35 mm. Tal como no caso das placas pobres, parece haver uma maior
redução de calibre dos componentes que possuem prata no caso do fragmentador de garras.
Pode assim afirmar-se que a classificação da amostra não influencia o andamento da curva de
recuperação. Na comparação entre os fragmentadores, verificam-se alterações de andamento com o

72
fragmentador de garras a apresentar para os componentes ricos no elemento prata uma maior
redução de calibre do que o moinho de lâminas.
A recuperação de estanho calculada para o material obtido em ambos os fragmentadores em todas
as granulometrias analisadas quimicamente está representada na Figura 4.41.
Figura 4.41 – Recuperação do estanho no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17.
Na Figura 4.41 a) apresentam-se as recuperações calculadas para o estanho nas amostras
consideradas como pobres. Os dois fragmentadores apresentam andamentos idênticos para
granulometrias finas, enquanto para as granulometrias intermédias iniciam ambos um aumento dos
valores de recuperação. Neste caso, verifica-se que o crivo óptimo do moinho de lâminas é inferior ao
crivo óptimo do fragmentador de garras, o que indica uma maior capacidade de redução de calibre
dos componentes com estanho no moinho de lâminas em relação ao fragmentador de garras.
Na Figura 4.41 b) apresentam-se as recuperações calculadas para o estanho nas amostras
consideradas como ricas. Para as granulometrias mais finas, ambos os fragmentadores apresentam o
mesmo tipo de comportamento, acontecendo o mesmo cenário para o aumento das recuperações
nas granulometrias intermédias. Nas granulometrias grosseiras verifica-se que o crivo óptimo do
moinho de lâminas apresenta-se para uma granulometria inferior ao fragmentador de garras
permitindo assim concluir que a sua capacidade para a redução de calibre dos componentes ricos em
estanho será maior.
Pode assim afirmar-se que a classificação da amostra não influencia o andamento da curva de
recuperação. Na comparação entre os fragmentadores, verificam-se alterações de andamento com o
moinho de lâminas a apresentar para os componentes ricos no elemento estanho uma maior redução
de calibre do que o fragmentador de garras.
A recuperação de chumbo calculada para o material obtido em ambos os fragmentadores em todas
as granulometrias analisadas quimicamente está representada na Figura 4.42.

73
Figura 4.42 – Recuperação do chumbo no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17.
Na Figura 4.42 a) apresentam-se as recuperações calculadas para o chumbo nas amostras
consideradas como pobres. Nas granulometrias finas, ambos os fragmentadores, apresentam valores
de recuperação baixos, seguindo-se um aumento nas granulometrias intermédias. Nas
granulometrias grosseiras, verifica-se que o crivo óptimo do moinho de lâminas está localizado numa
granulometria inferior ao fragmentador de garras. Pode-se afirmar que a capacidade de redução de
calibre dos componentes ricos em chumbo, no caso das placas pobres é superior no moinho de
lâminas.
Na Figura 4.42 b) apresentam-se as recuperações calculadas para o chumbo nas amostras
consideradas como ricas. Nas granulometrias finas, ambos os fragmentadores apresentam uma
tendência de crescimento das recuperações, que é continuada nas granulometrias intermédias para o
fragmentador de garras, mas não no moinho de lâminas. Nas granulometrias grosseiras, nenhum dos
fragmentadores possui um desempenho diferenciador.
Pode assim afirmar-se que a classificação da amostra não influencia o andamento da curva de
recuperação. Na comparação entre os fragmentadores, verificam-se alterações de andamento com o
moinho de lâminas a apresentar para os componentes ricos no elemento chumbo uma maior redução
de calibre do que o fragmentador de garras. Esta situação já havia sido verificada para o estanho e
dado que ambos os elementos, estanho e chumbo, pertencem à mesma liga utilizada este resultado
não constitui nenhuma surpresa.
A recuperação de cálcio calculada para o material obtido em ambos os fragmentadores em todas as
granulometrias analisadas quimicamente está representada na Figura 4.43.

74
Figura 4.43 – Recuperação do cálcio no material obtido nos dois fragmentadores. a) amostras 9 e 13;
b) amostras 10 e 17.
Na Figura 4.43 a) apresentam-se as recuperações calculadas para o cálcio nas amostras
consideradas como pobres. Nas granulometrias finas, ambos os fragmentadores, apresentam valores
de recuperação baixos, inferiores a 5%, seguindo-se um aumento gradual nas granulometrias
intermédias. Nas granulometrias grosseiras, verifica-se que o crivo óptimo do moinho de lâminas está
localizado numa granulometria inferior ao fragmentador de garras, 2,0 mm contra 2,8 mm,
respectivamente. Pode-se afirmar que a capacidade de redução de calibre dos componentes ricos em
cálcio, no caso das placas pobres é superior no moinho de lâminas.
Na Figura 4.43 b) apresentam-se as recuperações calculadas para o cálcio nas amostras
consideradas como ricas. Nas granulometrias finas e intermédias, ambos os fragmentadores
apresentam valores de recuperação muito baixos, inferiores a 10%. Nas granulometrias grosseiras
verifica-se que o moinho de lâminas possui um crivo óptimo de recuperação com uma granulometria
inferior ao fragmentador de garras, mais uma vez 2,0 mm contra 2,8 mm, respectivamente.
Pode assim afirmar-se que a classificação da amostra não influencia o andamento da curva de
recuperação. Na comparação entre os fragmentadores, verificam-se alterações de andamento com o
moinho de lâminas a apresentar para os componentes ricos no elemento cálcio uma maior redução
de calibre do que o fragmentador de garras.

75
Capítulo 5
Conclusões Finais e Trabalho Futuro
5.1. Conclusões
O estudo da operação de processamento físico de placas de circuito impresso permite concluir que a
fragmentação realizada foi conseguida com sucesso como operação de fragmentação primária,
contudo não foi ainda por si só eficaz ao ponto de haver um grau de libertação suficientemente
grande entre os diferentes materiais.
Este trabalho foi realizado com base na comparação dos resultados obtidos na separação
granulométrica e análise química dos elementos mais utilizados na construção das PCI’s. Os
resultados obtidos para os dois fragmentadores estudados, o moinho de lâminas e o fragmentador de
garras, não foram muito diferentes.
Os sistemas de corte utilizados no presente trabalho apresentam características de funcionamento
diferentes, embora isso não resulte em diferenças assinaláveis na análise granulométrica e
morfológica. Na análise química aos elementos, não se verificaram diferenças assinaláveis.
A análise granulométrica permitiu verificar que existiram diferenças entre os dois fragmentadores
utilizados. O moinho de lâminas revelou uma maior capacidade de fragmentação que o fragmentador
de garras, patente no facto de possuir maior quantidade de material a mais baixas granulometrias.
Verificou-se ainda que a classificação atribuída à placa não provoca qualquer tipo de diferença no
andamento das curvas cumulativas. Já a utilização de uma grelha de descarga com malha mais
pequena, provoca, como seria de esperar uma maior fragmentação mas que também se traduz numa
maior homogeneização das massas entre as diferentes granulometrias.
A morfologia dos fragmentos analisados por MEV não evidencia nenhuma diferença na forma de
funcionamento e de corte dos fragmentadores. Apesar das partículas fragmentadas pelo moinho de
lâminas estarem perante uma maior velocidade do rotor que se traduz numa maior força de impacto
aplicada no material, e no caso do fragmentador de garras existirem forças de abrasão não se
verificam alterações morfológicas nos fragmentos daí resultantes.

76
A avaliação dos resultados de análise química permite verificar pelos teores dos elementos, que em
boa parte dos ensaios, o moinho de lâminas consegue atingir maiores teores em baixas
granulometrias enquanto o fragmentador de garras possui maiores teores em fracções mais
intermédias ou grosseiras. Tendo em conta que quanto menor for a granulometria resultante da
fragmentação maior será a probabilidade de obter um maior grau de libertação, então existe maior
probabilidade de os elementos que se detectam com o moinho de lâminas estarem efectivamente
libertos.
A avaliação das recuperações indica, em média, como crivo óptimo para o material obtido em ambos
os fragmentadores o intervalo de granulometrias entre 2,0 e 2,8 mm, o que indica que a fragmentação
primária apresenta granulometrias demasiado elevadas para se poder apresentar como uma solução
viável como operação de separação de determinado elemento por si só.
Conclui-se ainda assim que, embora nenhum dos fragmentadores tenha sido capaz de efectuar uma
separação eficaz dos diversos materiais, com uma redução de calibre óptima e um bom grau de
libertação associado, aquele que mais se aproximou deste resultado foi o moinho de lâminas com a
utilização de uma grelha de descarga de 6 mm.
5.2. Proposta de Trabalho Futuro
No seguimento do presente trabalho, propõem-se outros trabalhos com vista ao aumento da
eficiência da operação de fragmentação, com base na redução de calibre e grau de libertação, na
operação de processamento físico de placas de circuito impresso. Destacam-se os seguintes:
- Estudar o comportamento dos mesmos fragmentadores numa fragmentação secundária, usando
grelhas de descarga de menor diâmetro;
- Avaliar o comportamento das placas de circuito impresso em outros sistemas de corte;
- Desenvolver operações de processamento físico para uma separação eficaz entre metais e
plásticos.

77
Bibliografia
[1] - Poodwaddle World Clock, http://www.poodwaddle.com/clocks2pw.htm, consultado em 26 de
Abril de 2009;
[2] - Computer Industry Almanac, Woldwide Internet Users Estimate & Forecast, American Electronics Association;
[3] - Associação Greenpeace, http://www.greenpeace.org/, visualizada em Março 2009;
[4] - H. Scott Matthews, Francis C. McMichael, Chris T. Hendrickson, Deanna J. Hart, “Disposition
and end-of-life options for personal computers”, Carnegie Mellon University, Julho 1997;
[5] - Manual do bom produtor de resíduos, INOVA, Município de Cantanhede;
[6] - Lameira, A.C. e Gil, L.M. (2006). “Aplicação de resíduos da indústria de pasta de papel na
indústria de construção civil”. Trabalho Final do Módulo Valorização de Resíduos, GIQAS 2006-
2007, Instituto Superior Técnico;
[7] – A view of the EU Packaging waste directive. Remarks to 5th Annual Agra Europe packaging
Conference, 2008;
[8] – Diário da Républica - I Série – A, Nº 288 – 10 de Dezembro de 2004;
[9] – Dossier Temático REEE – Nivel mais avançado, Associação Portuguesa do Ambiente;
[10] – Proposal for a directive of the European parliament and of the council on waste electrical and
electronic equipment (WEEE), 2008;
[11] – Estatística do Eurostat,http://epp.eurostat.ec.europa.eu/portal/page/portal/eurostat/home,
divulgada em Março 2009;
[12] – Site AMB3E, http://www.amb3e.pt/, visualizado em Março 2009;
[13] – Rolf Widmer, Heidi Oswald-Krapf, Deepali Sinha-Khetriwal, Max Schnellmann, Heinz Boni,
“Global perspectives on E-waste”, Environmental Impact Assessment Review, 2005;
[14] – Printed Circuit Board History, http://www.trianglecircuits.com/pcb-history.html, Triangle Circuits,
visualizada em Março 2009;
[15] – Printed Wiring Board Resource Center, http://www.pwbrc.org/, visualizada em Março 2009;

78
[16] – 1º Relatório de progresso do projecto RECIMP. Reciclagem de placas de circuito impresso de
resíduos de equipamento electrónico, 2009;
[17] – Easy PCB, http://www.geocities.com/easy_pcb/, visualizada em Abril 2009;
[18] – Joseph Fjelstad, Kevin Grundy, Gary Yasumura, “3D PCB architecture for next generation high
speed interconnections”, Circuit World, páginas 25 – 33, 2005;
[19] – Wenzhi He, Guangming Li, Xingfa Ma, Hua Wang, Juwen Hang, Min Xu, Chunjie Huang,
“WEEE recovery strategies and the WEEE treatment status in China”, Journal of Hazardous
Materials, 2006;
[20] – Data Sheet SAC 305, Kester, http://www.kester.com/, visualizado em Março 2009;
[21] - “Electronics sustainability commitment”; Trans-Atlantic network for clean production, May, 1999;
[22] - Kui Huang, Jie Guo, Zhenming Xu, “ Recycling of waste printed circuit boards: A review of
current technologies and treatment status in China”, Journal of Hazardous Materials, Maio
2008;
[23] – Martin Goosey, Rod Kellner, “A scoping study end-of-life printed circuit boards”, Shipley Europe
Limited;
[24] – “The RoHS and WEEE Directives: An update on environmental requirements affecting the
electrical and electronic products sector”, Wiley Periodicals, 2007;
[25] – US Agency for Toxic Substances & Disease Registry, consultado em Abril 2009;
[26] – www.erdwich.eu, visualizado em Março 2009;
[27] - “Trituração com moinhos picadores e de facas”, catálogo Retsch, 2008.
[28] – www.quimonda.com, visualizado em Março 2009.

79
Anexo I
Categorias de equipamentos
Tabela A.1 - Listagem de produtos do DL 230/2004 de 10 de Dezembro [8].
Categoria Produtos
1
(Grandes
electrodomésticos)
Grandes aparelhos de
arrefecimento
frigoríficos, congeladores
outros aparelhos de grandes dimensões
utilizados na refrigeração, conservação e
armazenamento de alimentos
Aparelhos de aquecimento
eléctricos
radiadores eléctricos
ventoinhas eléctricas
aparelhos de ar condicionado
outros aparelhos de grandes dimensões
para aquecimento de casas, camas,
mobiliário para sentar
outros equipamentos de ventilação,
ventilação de exaustão e condicionamento
máquinas de lavar roupa, secadores de roupa, máquinas de lavar loiça
fogões, fornos eléctricos, placas de fogão eléctricas, microondas
2
(Pequenos
electrodomésticos)
aspiradores, aparelhos de limpeza de alcatifas, outros aparelhos de limpeza
aparelhos utilizados na costura, tricot, tecelagem e outras formas de
transformar os têxteis, ferros de engomar e outros aparelhos para engomar,
calandrar e tratar o vestuário
torradeiras, fritadeiras, moinhos, máquinas de café e aparelhos para abrir ou
fechar recipientes ou embalagens, facas eléctricas

80
2
(Pequenos
electrodomésticos)
aparelhos para cortar o cabelo, secadores de cabelo, escovas de dentes
eléctricas, máquinas de barbear, aparelhos de massagem e outros aparelhos
para o cuidado do corpo, relógios de sala, relógios de pulso e aparelhos para
medir, indicar ou registar o tempo, balanças
3
(Equipamentos
informáticos e de
telecomunicações)
Processamento
centralizado de
dados
macrocomputadores (mainframes), minicomputadores,
unidades de impressão
Equipamentos
informáticos
pessoais
computadores pessoais (CPU, rato, ecrã e teclado
incluídos), computadores portáteis laptop (CPU, rato,
ecrã e teclado incluídos), computadores portáteis
notebook, computadores portáteis notepad
impressoras, copiadoras, máquinas de escrever eléctricas e electrónicas,
calculadoras de bolso e de secretária, outros produtos e equipamentos para
recolher, armazenar, tratar, apresentar ou comunicar informações por via
electrónica
sistemas e terminais de utilizador, telecopiadoras, telex, telefones, postos
telefónicos públicos, telefones sem fios, telefones celulares, respondedores
automáticos, outros produtos ou equipamentos para transmitir som, imagens
ou outras informações por telecomunicação.
4
(Equipamentos de
consumo)
aparelhos de rádio, aparelhos de televisão, amplificadores áudio
câmaras de vídeo, gravadores de vídeo, gravadores de alta-fidelidade,
instrumentos musicais
outros produtos ou equipamentos para gravar ou reproduzir o som ou a
imagem, incluindo sinais ou outras tecnologias de distribuição do som e da
imagem por outra via que não a de telecomunicações.
5
(Equipamentos de
iluminação)
aparelhos de iluminação para lâmpadas fluorescentes, com excepção dos
aparelhos de iluminação doméstica
lâmpadas fluorescentes clássicas, lâmpadas fluorescentes compactas,
lâmpadas de descarga de alta intensidade, incluindo lâmpadas de sódio sob
pressão e lâmpadas de haletos metálicos
lâmpadas de sódio de baixa pressão, outros equipamentos de iluminação ou
equipamento destinado a difundir ou controlar a luz, com excepção das
lâmpadas de incandescência.

81
6
(Ferramentas
eléctricas e
electrónicas)
berbequins, serras, máquinas de costura, equipamento para tornear, fresar,
lixar, triturar, serrar, cortar, tosar, brocar, fazer furos, puncionar, dobrar,
encurvar, ou para processos similares de tratamento de madeira, metal e
outros materiais
ferramentas para rebitar, pregar ou aparafusar ou remover rebites, pregos ou
parafusos, ou para usos semelhantes, ferramentas para soldar ou usos
semelhantes,
equipamento para pulverizar, espalhar, dispersar ou para tratamento de
substâncias líquidas ou gasosas por outros meios, ferramentas para cortar
relva ou para outras actividades de jardinagem.
7
(Brinquedos e
equipamento de
desporto e lazer)
conjuntos de comboios eléctricos ou de pistas de carros de corrida, consolas
de jogos de vídeo portáteis, jogos de vídeo, computadores para ciclismo,
mergulho, corrida, remo, etc., equipamento desportivo com componentes
eléctricos ou electrónicos, caça-níqueis (slot machines).
8
(Aparelhos
médicos)
equipamentos de radioterapia, equipamentos de cardiologia, equipamentos de
diálise, ventiladores pulmonares, equipamentos de medicina nuclear,
equipamentos de laboratório para diagnóstico in vitro, analisadores,
congeladores, testes de fertilização, outros aparelhos para detectar, evitar,
controlar, tratar, aliviar doenças, lesões ou deficiências
9
(Instrumentos de
monitorização e
controlo)
detectores de fumo, reguladores de aquecimento, termóstatos, aparelhos de
medição, pesagem ou regulação para uso doméstico ou como equipamento
laboratorial, outros instrumentos de controlo e comando utilizados em
instalações industriais (por exemplo, em painéis de comando)
10
(Distribuidores
automáticos)
distribuidores automáticos de bebidas quentes, distribuidores automáticos de
garrafas ou latas quentes ou frias, distribuidores automáticos de produtos
sólidos, distribuidores automáticos de dinheiro, todos os aparelhos que
forneçam automaticamente todo o tipo de produtos

82
Anexo II
Composição Material de Placas de Memória de Computadores
Pessoais
Tabela A.2 – Elementos constituintes de uma placa com 1 Gb de memória [28].
Elemento de construção Classe de materiais
Materiais % mássica
(média) Soma
(%)
Matriz
Polímero Epoxy 26,36
86,02 Vidro Vidro 26,34
Metal Cobre 33,20
Níquel 0,12
Componentes passivos e não-memória
Cerâmico
Óxido de Alumínio 0,50
1,46
Óxido de Chumbo 0,02
Dióxido de sílica 0,13
Outros 0,65
Metal Prata 0,16
Memória IC
Polímero Epoxy 1,26
9,84
Resina fenólica 0,25
Cerâmico Silica 3,73
Vidro Fibra de vidro 0,78
Metal
Sílicio 1,78
Cobre 0,57
Estanho 1,47
Liga de soldadura Metal
Estanho
2,68 2,68 Cobre
Prata

83
Tabela A.3 – Elementos constituintes de uma placa com 2 Gb de memória [28].
Elemento de construção
Classe de materiais
Materiais % mássica
(média) Soma
(%)
Matriz
Polímero Epoxy 23,83
77,80 Vidro Vidro 23,82
Metal Cobre 30,04
Níquel 0,11
Componentes passivos e não-memória
Cerâmico
Óxido de Alumínio 0,48
1,80
Óxido de Chumbo 0,01
Cerâmicos 0,89
Sílica 0,12
Metal Prata 0,18
Níquel 0,12
Memória IC
Polímero Epoxy 2,29
17,97
Resina fenólica 0,45
Cerâmico Silica 6,89
Vidro Fibra de vidro 1,42
Metal
Silicio 3,22
Cobre 1,04
Estanho 2,66
Liga de soldadura Metal
Estanho
2,43 2,43 Cobre
Prata

84
Anexo III
Rectas de Calibração
Prata Estanho
Chumbo Cobre

85
Zinco Ferro
Cálcio Alumínio
Figura A.1 – Rectas de Calibração