rearranjo de recursos produtivos com o auxÍlio de ... · rearranjo de recursos produtivos com o...
TRANSCRIPT

CENTRO UNIVERSITÁRIO UNIVATES
CENTRO DE CIÊNCIAS EXATAS E TECNOLÓGICAS
CURSO DE ENGENHARIA DE PRODUÇÃO
Thomas Luersen
REARRANJO DE RECURSOS PRODUTIVOS COM O AUXÍLIO DE SIMULAÇÃO COMPUTACIONAL
Lajeado, junho de 2011

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
Thomas Luersen
REARRANJO DE RECURSOS PRODUTIVOS COM O AUXÍLIO DE SIMULAÇÃO COMPUTACIONAL
Trabalho apresentado ao Centro de Ciências Exatas e Tecnológicas do Centro Universitário UNIVATES, como parte dos requisitos para a aprovação na disciplina de Trabalho de Conclusão de Curso II. Área de concentração: Engenharia de Produção
ORIENTADOR: Manfred Costa
Lajeado
2011

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
Thomas Luersen
REARRANJO DE RECURSOS PRODUTIVOS COM O AUXÍLIO DE SIMULAÇÃO COMPUTACIONAL
Área de concentração: Engenharia de Produção
Orientador: Prof. Manfred Costa, Univates
Mestre pela UFRGS em Engenharia da Produção
Banca Examinadora:
Prof. Manfred Costa, Univates
Mestre pela UFRGS em Engenharia da Produção
Prof. Mouriac Halen Diemer, Univates
Mestre pela UFRGS em Computação
Prof. Hélio Diedrich, Univates
Mestre pela UFRGS em Engenharia de Produção
Coordenador do Curso de Engenharia de Produção:
Prof. Manfred Costa
Lajeado, junho de 2011

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) SUMÁRIO
1 INTRODUÇÃO..................................................................................................................8 1.1 Considerações Iniciais.....................................................................................................8 1.2 Tema e objetivo...............................................................................................................9 1.3 Justificativa do trabalho................................................................................................10 1.4 Delimitações do trabalho.............................................................................................. 11 1.4.1 Estrutura do trabalho.....................................................................................................11 1.5 Cronograma...................................................................................................................12 2 REFERENCIAL TEÓRICO.............................................................................................13 2.1 O mercado de carne suína.............................................................................................13 2.2 Planejamento e controle da produção...........................................................................17 2.2.1 Planejamento mestre da produção (PMP).....................................................................18 2.2.2 Planejamento de capacidade.........................................................................................18 2.2.2.1 Análise as capacidade de produção do PMP................................................................19 2.2.3 Lead times produtivos...................................................................................................20 2.3 Layout produtivo...........................................................................................................20 2.3.1 Layout em linha.............................................................................................................21 2.4 Mapeamento de processos.............................................................................................22 2.5 Produção enxuta............................................................................................................25 2.5.1 Contribuição das idéias enxutas à gestão de operações................................................26 2.6 Medição de desempenho da produção..........................................................................26 2.6.1 Produtividade................................................................................................................29 2.6.2 Medida do trabalho.......................................................................................................30 2.6.3 Melhoramento da produção...........................................................................................31 2.7 Cronometragem de atividades.......................................................................................31 2.7.1 Carga de mão-de-obra...................................................................................................34 2.7.2 Balanceamento de linhas de produção..........................................................................34 2.8 Simulação computacional.............................................................................................35 2.8.1 Etapas para um projeto de simulação............................................................................37 2.9 O software de simulação computacional ProModel......................................................40 3 METODOLOGIA DE PESQUISA...................................................................................42 4 ESTUDO DE CASO..........................................................................................................46 4.1 Histórico da empresa em estudo....................................................................................46 4.2 Mapeamento do processo produtivo..............................................................................49 4.2.1 Descrição do processo....................................................................................................50 4.2.2 Arranjo físico do setor em estudo..................................................................................51 4.3 Aplicações no software ProModel.................................................................................58 4.4 Desenvolvimento de uma proposta para um novo arranjo físico...................................66 4.4.1 Simulação computacional do arranjo produtivo proposto.............................................69

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) LISTA DE FIGURAS
Figura 1 Participação da carne suína no mercado ano 2000 ....................................................14 Figura 2 Participação da carne suína no mercado ano 2009 ....................................................14 Figura 3 Participação da carne suína na aquisição domiciliar por tipo de produto .................15 Figura 4 Participação da carne suína na aquisição domiciliar .................................................15 Figura 5 Evolução da carne suína no Brasil .............................................................................16 Figura 6 Componentes do processo (HARRINGTON, 1993) .................................................23 Figura 7 Realidade x modelo (DUARTE, 2003) .....................................................................36 Figura 8 Simulação e otimização (FU, 2002) ..........................................................................37 Figura 9 Fluxograma das etapas em um estudo de simulação (HARREL, 2002) ...................38 Figura 10 Fluxo da metodologia utilizada ...............................................................................44 Figura 11 Meia carcaça suína (DÁLIA, 2011).........................................................................47 Figura 12 Carré suíno (DÁLIA, 2011).....................................................................................48 Figura 13 Sobrepaleta suína (DÁLIA, 2011)............................................................................48 Figura 14 Paleta sem osso (DÁLIA, 2011)...............................................................................49 Figura 15 Pernil sem osso (DÁLIA, 2011)...............................................................................49 Figura 16 Imagens dos quatros produtos em estudo.................................................................50 Figura 17 Divisão da meia carcaça para o início da desossa....................................................51 Figura 18 Setor de desossa da empresa COSUEL....................................................................51 Figura 19 Mapofluxograma do atual arranjo físico..................................................................52 Figura 20 Processo de embalagem do carré..............................................................................53 Figura 21 Fluxograma do processo de embalagem de carré.....................................................54 Figura 22 Processo de embalagem de sobrepaleta....................................................................55 Figura 23 Fluxograma do processo de embalagem de sobrepaleta...........................................56 Figura 24 Processo de embalagem de paleta............................................................................57 Figura 25 Fluxograma do processo de embalagem de paleta...................................................58 Figura 26 Processo de embalagem de pernil.............................................................................59 Figura 27 Fluxograma do processo de embalagem de pernil....................................................59 Figura 28 Informações gerais (PROMODEL USER’S GUIDE, 2002)....................................60 Figura 29 Ajustes da grade (PROMODEL USER’S GUIDE, 2002)........................................61 Figura 30 Ajustes de escala (PROMODEL USER’S GUIDE, 2002).......................................62 Figura 31 Principais características de Locais (PROMODEL USER’S GUIDE, 2002)..........62 Figura 32 Características das Entidades (PROMODEL USER’S GUIDE, 2002)....................63 Figura 33 Definição das Chegadas (PROMODEL USER’S GUIDE, 2002)............................64 Figura 34 Desenvolvimento do Processo (PROMODEL USER’S GUIDE, 2002)..................65 Figura 35 Desenvolvimento do Processo: construtor de Lógicas (PROMODEL USER’S GUIDE, 2002)...........................................................................................................................66 Figura 36 Redes de Caminho (PROMODEL USER’S GUIDE, 2002)...................................67 Figura 37 Simulação computacional da atual situação do setor...............................................68 Figura 38 Análises dos tempos de transporte...........................................................................70 Figura 39 Percentual de utilização de mão-de-obra..................................................................71 Figura 40 Percentual de utilização de Locais............................................................................72 Figura 41 Mapofluxograma da proposta para o arranjo produtivo...........................................73 Figura 42 Captura de tela da proposta para o setor produtivo..................................................74

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
Figura 43 Análise dos tempos de transporte com a proposta....................................................75 Figura 44 Percentual de utilização de mão-de-obra com a proposta........................................76 Figura 45 Percentual de utilização de Locais na proposta........................................................77

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) LISTA DE QUADROS
Quadro 1 Simbologia do mapa do fluxo do processo (BARNES, 1977).................................29 Quadro 2 Atividade de gestão de operações (SLACK et al. 1999)..........................................32 Quadro 3 Medidas típicas para medir o desempenho de uma operação produtiva (SLACK, et
al. 1999)....................................................................................................................................33

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) LISTA DE ABREVIATURAS
ABIPECS: Associação brasileira da indústria produtora e exportadora de carne suína;
COSUEL: Cooperativa dos Suinocultores de Encantado Ltda.;
UE: União européia;
EUA: Estados Unidos da América;
PCP: Planejamento e controle da produção;
PMP: Planejamento Mestre da Produção;
RS: Rio Grande do Sul;
SIF: Serviço de Inspeção Federal.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) RESUMO
Mudanças econômicas, humanas e tecnológicas criam impactos turbulentos e desafiadores sobre indústrias do mundo inteiro. As operações são a peça de integração crítica que permite o funcionamento conjunto de todas as áreas funcionais de uma organização. Avanços em tecnologia de processos mudaram radicalmente muitas operações nos últimos anos, e a melhoria de produtividade passou de desejo à necessidade, onde as empresas vencedoras são aquelas que respondem de forma rápida e flexível às necessidades de seus clientes. Em busca deste objetivo, a simulação computacional torna-se uma importante ferramenta no desenvolvimento de sistemas mais eficientes, indicando alternativas em tomadas de decisão. Este trabalho consiste em uma análise sobre um sistema produtivo, no qual, para aplicação de melhorias é utilizada a simulação computacional com software Promodel. Assim, através desta ferramenta, são realizadas comparações das situações atual e futura do processo produtivo em estudo afim de viabilizar ou não as propostas de alteração.
Palavras-chave: simulação computacional, software Promodel, processos, arranjo físico.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) ABSTRACT
Economic, technological and human`s changing create turbulent and challenging impacts about industries worldwide. The operations are the integration critical part that allows a combined operation of all functional areas of an organization. Advances in process technology have been changing radically many operations in the last few years, and the productivity improvements increased from a desire to a need, where winning companies are those that respond quickly and flexibly to the customers`s needs. Looking for that goal, the computing simulation becomes an important tool for development of more efficients systems, indicating alternatives in decision making. This work consists in a production system analysis, which, for improvements implementation is used the computer simulation software Promodel. Although, through this tool, current and future comparations situations of the production process are made, in order to study the viability or not of the proposed amendment.
Key-words: computer simulation, software Promodel, processes, physical arrengement.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu) AGRADECIMENTOS
Primeiramente, agradeço a minha família e minha namorada, maiores responsáveis por
todos grandes projetos de minha vida, dando todo apoio e suporte possível, algo indispensável
nos momentos finais de minha graduação.
Ao amigo e orientador Professor Manfred Costa pela orientação neste trabalho.
E finalmente agradeço a empresa COSUEL pela oportunidade de aplicação do meu
trabalho de conclusão de curso.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
Em especial, dedico este trabalho aos meus pais por todo suporte e apoio durante
minha vida.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
13
1 INTRODUÇÃO
1.1 Considerações Iniciais
À medida que as organizações ocupam posições de liderança, elas se tornam mais
enxutas e ágeis, e esperam muito que suas operações modernizadas sejam confiáveis e
eficientes. Nesse ambiente dinâmico, a administração da produção e operações se torna mais
importante do que nunca. As operações são a peça de integração crítica que permite o
funcionamento conjunto de todas as áreas funcionais de uma organização. A organização
integrada de maneira bem sucedida enfrentará a competição global com produtos de
qualidade, notável serviço ao cliente e controle de custos eficiente (GAITHER, 2002).
Avanços em tecnologia de processos mudaram radicalmente muitas operações nas
últimas duas ou três décadas e todos os dados indicam que o ritmo do desenvolvimento
tecnológico não está diminuindo. Poucas operações deixaram de ser afetadas por isso, dado
que todas as operações utilizam algum tipo de processo tecnológico, seja um simples link na
Internet ou a mais complexa e sofisticada das fábricas automatizadas. Qualquer que seja a
tecnologia, todavia, todos os gerentes de produção precisam entender o que as tecnologias
emergentes podem fazer, em termos gerais, como funcionam, que vantagens a tecnologia
pode oferecer e que limitações ela pode impor à operação produtiva (SLACK, 2009).
Assim, a melhoria de produtividade passou de desejo à necessidade, em um mundo
cada vez mais marcado pela globalização de mercados e pela velocidade da tecnologia da
informação, onde as empresas vencedoras são aquelas que respondem de forma rápida e
flexível às necessidades de seus clientes. Em busca deste objetivo, a simulação computacional
torna-se uma importante ferramenta no desenvolvimento de sistemas mais eficientes,
indicando alternativas em tomadas de decisão sem afetar o sistema real (HARREL et al.,
2002).
Simulação é um processo de experimentação com um modelo detalhado de um sistema
real para determinar como o sistema responderá a mudanças em sua estrutura, ambiente ou
condições de contorno. Na sua forma mais pura, a simulação é uma ferramenta para avaliar
idéias. Neste contexto, onde gerentes, engenheiros e outros com a responsabilidade de tomada
de decisão procuram formas de analisar o impacto de mudanças potencialmente positivas em
sistemas extremamente complexos, estudos de simulação vêm se tornando cada vez mais
comuns (HARREL et al., 2002).

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
14
Um software muito usado atualmente é o ProModel, que possui a conveniência de um
ambiente computacional de simulação direcionada por menus, com uma baixa complexidade
de uso, tornando-se bastante útil para usuários iniciantes. O software possui ferramentas de
apoio à decisão, através de uma alimentação de dados de um processo por parte do usuário,
gerando experimentos estatísticos com as soluções ótimas esperadas. Tudo isso finalizado
com uma tabela de dados de fácil interpretação e manipulação (HARREL et al., 2002).
Um fator também muito importante para a utilização da simulação computacional é o
custo associado à mudança de um sistema, o qual pode ser muito alto. Tentar sucessivas
mudanças no sistema existente é praticamente impossível. À medida em que aumenta o custo
de uma solução proposta, aumenta proporcionalmente o custo da experimentação física com
variações (HARREL et al., 2002). Ou seja, no atual mercado, cada vez mais competitivo,
torna-se um diferencial utilizar a simulação computacional antes de confirmar como e no que
investir.
Pensando nisso, as empresas precisam buscar incessantemente inovação e qualidade
de seus produtos, e reduzirem seus custos para se manterem vivas e crescerem no mercado.
Objetivo este alcançado somente com constantes análises sobre seus processos. Planejar
resultados e prever situações são importantes condutas para uma consolidação no mercado.
Para isso, a simulação computacional, e ao que tudo indica, tende cada vez mais aumentar sua
utilização com o surgimento de novas tecnologias. Empresas que não valorizam e não
investem neste segmento tendem a não acompanhar as crescentes alterações de necessidades
de mercado.
1.2 Tema e objetivo
O trabalho será realizado no frigorífico matadouro de suíno da empresa COSUEL
(Cooperativa dos Suinocultores de Encantado Ltda.), Dália Alimentos, que trabalha no ramo
alimentício da região do Vale do Taquari no município de Encantado (RS). O tema é a
simulação computacional como auxílio à programação de recursos produtivos de um
frigorífico.
O objetivo básico deste trabalho é estudar o processo produtivo do setor de
embalagem de carnes da empresa COSUEL, e simular propostas de melhorias com o auxílio
do software ProModel.
Os objetivos secundários são:

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
15
• Conhecer o software ProModel para as atividades de simulação realizadas neste
trabalho;
• Avaliar o software ProModel no auxílio à tomada de decisão no setor da empresa
estudada;
• Comparar resultados das diferentes formas de utilização dos recursos produtivos
simulados computacionalmente.
Com este estudo, espera-se utilizar melhor os recursos produtivos disponíveis no setor
de embalagem de cortes com o auxílio tecnológico de uma simulação computacional,
otimizando a mão-de-obra e assim conseqüentemente os custos envolvidos no processo.
Muito importante para este trabalho é analisar o antes e depois nas condições de tomada de
decisão do setor em estudo.
1.3 Justificativa do trabalho
Muitas empresas possuem recursos disponíveis, os quais, quando corretamente
empregados, podem trazer significativa melhoria tanto em produtividade quanto em
qualidade. Freqüentemente, entretanto, o medo de falhar impede os funcionários de
oferecerem sugestões embasadas nos seus conhecimentos, idéias e criatividade. A simulação é
uma excelente ferramenta para superar este preconceito. A habilidade de definir uma idéia
com um modelo, permite testar o impacto das sugestões e, então, o uso do modelo para se
vender a idéia aos tomadores de decisão pode incentivar a atitude do tipo: vamos
experimentar para ver (HARREL et al., 2002).
A empresa COSUEL, objeto deste estudo, utiliza-se de dados históricos e da
experiência de especialistas nos processos internos para calcular as previsões de produção.
Apesar de serem dados confiáveis, as análises são feitas de forma estática, impossibilitando a
visualização dinâmica destas previsões, bem como a interação entre variáveis. Além disso, a
falta de recursos computacionais torna muito complexa e demorada a análise de diferentes
cenários e suas respostas ótimas.
A escolha da empresa COSUEL, na área de frigorífico suíno, se deve pelo fato de
possuir uma planta industrial recentemente reformada, com alterações em muitos de seus
fluxos produtivos. Tais alterações estão hoje em funcionamento e apresentam a oportunidade
e necessidade de estudo para a otimização dos processos oriundos desta nova estrutura.
Através do uso da simulação é possível analisar e prever o melhor funcionamento de seu fluxo
produtivo sem colocar em risco investimentos em processos de retornos incertos. A COSUEL

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
16
possui uma política de busca incessante pela redução de seus custos, se propõe e incentiva a
experiência e posterior avaliação a entrada definitiva desta nova tecnologia.
1.4 Delimitações do trabalho
Este trabalho apresenta um estudo de um processo produtivo, um setor de embalagem
de carnes de uma empresa do ramo alimentício (COSUEL), com suas atividades simuladas
computacionalmente, bem como seus pontos a serem melhorados identificados. Com o
auxílio do software de simulação ProModel, foram realizadas análises dos resultados da
simulação da programação dos recursos produtivos do setor em estudo com a situação atual.
Para tanto, também se verificou a eficácia do software para saber se este se aplica ao cenário
da empresa.
Primeiramente foram colhidos dados inerentes ao processo e simulados para
posteriormente validar a proposta do novo arranjo do sistema. O principal indicador analisado
foi o de produtividade do setor de embalagem de carnes, realizando um estudo dos ganhos do
aumento deste indicador com a proposta.
Ressalta-se que o trabalho se limitou a simular apenas o setor de embalagem de
carnes, não abrangendo demais setores produtivos da empresa. Fatores como a probabilidade
de os funcionários deixarem seus locais de trabalho para realizarem outras atividades não
estarão incluídas na simulação, pois a empresa não possui tal estatística e o alto índice de
rotatividade de pessoas dificulta a coleta de dados. Características no sistema produtivo como
quebra de máquina também não serão incluídos na simulação. A coleta de dados somente é
válida para a empresa COSUEL, em virtude do arranjo físico implantado na mesma. Por uma
questão de coerência com a empresa onde foi aplicado este estudo, utilizou-se a metodologia
de cronometragem da mesma.
1.4.1 Estrutura do trabalho
Este trabalho está dividido em cinco capítulos. O primeiro, é este que apresenta a
introdução, contendo considerações iniciais, a exposição do tema, objetivos principais e
secundários, a justificativa e as delimitações do trabalho.
No segundo capítulo se apresenta o referencial teórico, onde são abordados temas
como: o mercado da carne suína, planejamento e controle da produção, mapeamento de
processos, produção enxuta, medição de desempenho, produtividade, cronometragem de
atividades, simulação computacional e uma introdução ao software ProModel.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
17
A metodologia utilizada neste trabalho é descrita no capítulo 3.
O capítulo 4 apresenta o estudo de caso, com uma descrição do setor e da empresa
estudada, medições e análise dos recursos produtivos envolvidos no setor, proposta de
melhorias produtivas, simulação computacional com o software ProModel, aplicabilidade da
proposta, resultados obtidos e considerações finais sobre o estudo de caso.
O quinto e último capítulo apresenta os comentários finais e conclusões do trabalho.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
18
2 REFERENCIAL TEÓRICO
Neste capítulo, são abordados conceitos importantes para a elaboração desta
monografia. Destacam-se: o mercado de carne suína, planejamento e controle da produção
(PCP), planejamento mestre da produção, planejamento da capacidade, produção enxuta,
mapeamento de processos, cronometragem de atividades, simulação computacional da
produção, melhorias de produção, medida de desempenho e análise produtiva.
2.1 O mercado de carne suína
O crescimento da população mundial, o aumento da renda e a intensificação das
relações mundiais, provocam um alto padrão de competitividade entre os países exportadores
com grande potencial em produtos do agronegócio. Neste cenário o Brasil se apresenta como
o principal exportador e produtor de proteína de origem animal. O complexo de carnes se
destaca na diferenciação e segmentação de mercados, sendo uma das áreas do agronegócio
brasileiro com maior dinâmica tecnológica e de conhecimento (MINISTÉRIO DO
DESENVOLVIMENTO, 2010).
O complexo de carnes é o segundo item da pauta de exportações do agronegócio
brasileiro, com tendência em se tornar o líder em vendas para o exterior em breve. Hoje fica
atrás apenas do complexo soja. No âmbito social, o complexo de carnes desempenha um
importantíssimo papel, sendo responsável pelo maior número de empregos no agronegócio
brasileiro, onde gera mais de 4 milhões de postos de trabalho (20% do total da nossa
agropecuária) (MINISTÉRIO DO DESENVOLVIMENTO, 2010).
Segundo a Associação Brasileira da Indústria Produtora e Exportadora de Carne Suína
(ABIPECS), a carne suína é a proteína mais consumida no mundo, com uma produção de 115
milhões de toneladas em 2009, sendo quase a metade produzida na China e outro terço na
União Européia (EU) e nos Estados Unidos da América (EUA). A participação do Brasil tem
crescido em importância no mercado mundial. O país é o quarto maior produtor, com 3% da
produção e 11% das exportações.
Conforme a ABIPECS (2010), o comércio internacional de carne suína movimenta 5,4
milhões de toneladas, gera uma receita anual aproximada de 11,9 bilhões de dólares e está
concentrado em cinco países importadores (Japão, Federação Russa, México, Coréia do Sul e
Hong Kong). Os Estados Unidos, a União Européia, o Canadá, o Brasil e a China são
responsáveis por 96% das exportações mundiais. O principal destaque dos últimos anos é o

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
desempenho das vendas externas brasileiras, que em dez anos ampliaram sua participação nas
exportações mundiais de 4% para 11%. Mesmo com as barreiras sanitárias, com o aumento
dos subsídios europeus e o crescimento da concorrência internacional,
brasileiras cresceram acima da média dos competidores.
As Figuras 1 e 2 apresentam a participação da carne suína no mercado mundial.
Observa-se as mudanças ocorridas neste segmento entre os anos 2000 e 2009.
Figura 1 – Participação da carne suína no mercado ano 2000
Figura 2 – Participação da carne suína no mercado ano 2009
Ao contrário do perfil mundial, o consumo de carne suína no Brasil é inferior ao das
carnes de frango e bovina.
frescais, cortes temperados, curados e cozidos). Mesmo com essa tendência, a carne
49%
0
10
20
30
40
50
60
União Européia
23%
0
5
10
15
20
25
30
35
40
União Européia
desempenho das vendas externas brasileiras, que em dez anos ampliaram sua participação nas
exportações mundiais de 4% para 11%. Mesmo com as barreiras sanitárias, com o aumento
dos subsídios europeus e o crescimento da concorrência internacional,
brasileiras cresceram acima da média dos competidores.
As Figuras 1 e 2 apresentam a participação da carne suína no mercado mundial.
se as mudanças ocorridas neste segmento entre os anos 2000 e 2009.
Participação da carne suína no mercado ano 2000
Participação da carne suína no mercado ano 2009
Ao contrário do perfil mundial, o consumo de carne suína no Brasil é inferior ao das
carnes de frango e bovina. O consumidor nacional prefere produtos processados (como
frescais, cortes temperados, curados e cozidos). Mesmo com essa tendência, a carne
18%21%
4%2%
Gráfico Participação de Mercado ano 2000
União Européia EUA Canadá Brasil China
35%
21%
11%
6%
Gráfico Participação de Mercado ano 2009
União Européia EUA Canadá Brasil China
19
desempenho das vendas externas brasileiras, que em dez anos ampliaram sua participação nas
exportações mundiais de 4% para 11%. Mesmo com as barreiras sanitárias, com o aumento
dos subsídios europeus e o crescimento da concorrência internacional, as exportações
As Figuras 1 e 2 apresentam a participação da carne suína no mercado mundial.
se as mudanças ocorridas neste segmento entre os anos 2000 e 2009.
Participação da carne suína no mercado ano 2000 (ABIPECS, 2010)
Participação da carne suína no mercado ano 2009 (ABIPECS, 2010)
Ao contrário do perfil mundial, o consumo de carne suína no Brasil é inferior ao das
O consumidor nacional prefere produtos processados (como
frescais, cortes temperados, curados e cozidos). Mesmo com essa tendência, a carne in natura
6%
Outros
4%
Outros

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
suína representa mais de um terço do consumo. A disponibilidade interna de carne suína, no
ano de 2009, cresceu de 11 para 14 kg/habitante/ano.
As figuras 3 e 4 apresentam características do mercado interno quanto à preferência de
carnes e tipo de produtos.
Figura 3 Participação da carne suína na aquisição domiciliar por tipo de produto
Figura 4 Participação da carne suína na aquisição domiciliar
Uma sólida base para a expansão da cadeia produtiva de suínos é garantida pelo
aumento da renda interna, o crescimento da população e o contínuo aumento das exportações.
A produção nacional aumentou entre os anos de 2004 a 2010 cerca de
o comportamento da demanda interna e a crescente participação no mercado mundial. No
37%
24%
0
10
20
30
40
Participação na aquisição domiciliar da carne suína por tipo de
Carne in natura
Mortadela
Banha
40%
0
5
10
15
20
25
30
35
40
45
Participação da carne suína na aquisição domiciliar de carnes
Bovina
suína representa mais de um terço do consumo. A disponibilidade interna de carne suína, no
cresceu de 11 para 14 kg/habitante/ano.
figuras 3 e 4 apresentam características do mercado interno quanto à preferência de
Figura 3 Participação da carne suína na aquisição domiciliar por tipo de produto
(ABIPECS, 2010)
igura 4 Participação da carne suína na aquisição domiciliar
Uma sólida base para a expansão da cadeia produtiva de suínos é garantida pelo
aumento da renda interna, o crescimento da população e o contínuo aumento das exportações.
umentou entre os anos de 2004 a 2010 cerca de 21,8%, acompanhando
o comportamento da demanda interna e a crescente participação no mercado mundial. No
24%
12%8%
5% 4% 4%2%
Participação na aquisição domiciliar da carne suína por tipo de produto
Carne in natura Linguiça Salsicha
Presunto Toucinho
Salame Outros Processados
31%
13%10%
Participação da carne suína na aquisição domiciliar de carnes
Bovina Aves Suína Pescados
20
suína representa mais de um terço do consumo. A disponibilidade interna de carne suína, no
figuras 3 e 4 apresentam características do mercado interno quanto à preferência de
Figura 3 Participação da carne suína na aquisição domiciliar por tipo de produto
igura 4 Participação da carne suína na aquisição domiciliar (ABIPECS, 2010)
Uma sólida base para a expansão da cadeia produtiva de suínos é garantida pelo
aumento da renda interna, o crescimento da população e o contínuo aumento das exportações.
21,8%, acompanhando
o comportamento da demanda interna e a crescente participação no mercado mundial. No
4%
Participação na aquisição domiciliar da carne suína por tipo de
Toucinho
Outros Processados
6%
Participação da carne suína na aquisição domiciliar de carnes
Outros

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
21
período, a produção industrial de suínos foi a que mais ampliou (36,7%), enquanto a produção
de subsistência (destinada ao auto-consumo nas propriedades, as quais eventualmente vendem
algum excedente) registrou uma queda de 34,1%, indicando um rápido processo de
profissionalização da atividade de suinocultura no País.
A figura 5 mostra a evolução da produção de carne suína no Brasil, que, entre os anos
de 2004 e 2009, apresenta um constante crescimento da suinocultura total e industrial, porém
o mesmo não acontece com a suinocultura de subsistência, que decresce de 519 mil toneladas
para 342 no mesmo período.
Figura 5 Evolução da carne suína no Brasil (ABIPECS, 2010)
No período de 2004 a 2009, os abates de suíno no Brasil aumentaram 27,6%.
Destacam-se os realizados sob serviço de inspeção federal (SIF), que cresceram 38,8%,
enquanto que os demais com outras certificações diminuíram 3,4%, visto a migração de
algumas plantas industriais de certificação estadual para o status federal. Neste período os
abates sob SIF passaram de 77,7% para 83,1% dos abates totais, confirmando o avanço das
garantias dadas à carne suína brasileira.
Os cinco últimos anos registraram dados de apenas 19% no aumento das exportações,
crescimento este afetado pelas barreiras comerciais impostas pelos principais países
importares, pelo alto nível de subsídios nas exportações da Europa e dos Estados Unidos e,
em uma menor proporção, pela melhora na competitividade da produção norte-americana. Em
compensação, o mercado interno cresceu, no mesmo período, 22,4%, principalmente nos dois
últimos anos.
2620 2708
2943 2998 3019
3190 mil toneladas
21012269
25312644 2686
2873mil toneladas
519 439 412 354 342342
mil toneladas
0
500
1000
1500
2000
2500
3000
3500
2004 2005 2006 2007 2008 2009
Suinocultura total Suinocultura industrial
Suinocultura de subsistência

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
22
2.2 Planejamento e controle da produção
A administração da produção é a atividade de gerenciar recursos destinados à
produção e disponibilização de bens e serviços. A função de produção é a parte da
organização responsável por esta atividade. Toda organização possui uma função de produção
por produzir algum tipo de produto e/ou serviço. Gerentes de produção são funcionários da
organização que exercem responsabilidade particular em administrar algum ou todos os
recursos envolvidos pela função produção (SLACK et al., 2009).
Segundo Tubino (2000), em um sistema produtivo, ao serem definidas suas metas e
estratégias, faz-se necessário formular planos para atingi-las, administrar os recursos humanos
e físicos com base nesses planos, direcionar a ação dos recursos humanos sobre os físicos e
acompanhar esta ação, permitindo a correção de prováveis desvios. No conjunto de funções
dos sistemas de produção aqui descritos, essas atividades são desenvolvidas pelo
planejamento e controle da produção. O PCP é responsável pela coordenação e aplicação dos
recursos produtivos de forma a atender da melhor maneira possível aos planos estabelecidos
em níveis estratégico, tático e operacional.
Uma questão importante no desenvolvimento das atividades do PCP diz respeito aos
horizontes de planejamento e programação da produção. Não existe um período padrão. Ele
pode ter abrangência de longo, médio e curto prazo, dependendo da flexibilidade do sistema
produtivo, ou seja, do tempo de resposta aos pedidos de compra, fabricação e montagem. Nas
empresas que conseguirem resolver melhor seus problemas de coordenação entre demanda e
produção, os períodos da programação da produção serão menores. Já nas empresas com
baixa flexibilidade de resposta às variações de demanda, os horizontes de planejamento serão
mais longos e as decisões serão tomadas com maior antecedência, aumentando a
probabilidade de ocorrer problemas entre que é planejado e o que é realmente executado e
entregue aos clientes.
Tubino (1999) afirma que os sistemas de produção buscam continuamente o aumento
de flexibilidade, seja pela forma estrutural de distribuição dos recursos em unidades de
negócios focalizadas, com células de fabricação e montagem operadas por funcionários
polivalentes, seja pela diminuição dos lotes de produção a partir da redução dos tempos de
setups e eliminação das atividades que não agregam valor aos produtos, ou ainda, pela
estabilização e sincronização das demandas dentro da cadeia produtiva em que a empresa está
inserida.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
23
2.2.1 Planejamento Mestre da Produção (PMP)
O planejamento mestre da produção (PMP) define a programação de produção de cada
item ao final de cada semana (ou outro período determinado) no horizonte de planejamento de
médio prazo. Representa os itens finais planejados expressos em quantidades e datas. Itens
finais são produtos acabados, ou peças que são embarcadas como itens finais. Itens finais
podem ser embarcados para os clientes ou colocados em estoque (GAITHER, 2002).
Gerentes de operações reúnem-se, normalmente uma vez por semana, para revisar
previsões de mercado, pedidos dos clientes, níveis de estoque, carga de instalações e
informações sobre a capacidade, a fim de que programas mestre de produção possam ser bem
desenvolvidos.
Por ser um processo interativo, ao final de sua elaboração o PMP representará os
anseios das diversas áreas da empresa quanto ao planejamento de médio prazo. Finanças terá
seu planejamento de necessidades de capital, Marketing terá seu plano de vendas com datas
prováveis de entregas, Compras poderá negociar seus contratos com os fornecedores,
Recursos Humanos terá seu planos de contratação e treinamento de pessoal e a Produção terá
seu PMP para programar suas atividades (TUBINO, 2000).
2.2.2 Planejamento de capacidade
Conforme Slack (2009), prover a capacidade produtiva para satisfazer à demanda atual
e futura é uma responsabilidade fundamental da administração de produção. Ter equilíbrio
entre capacidade e demanda satisfaz clientes de forma eficaz com menor custo. Obtendo um
equilíbrio errado, deixará de atender à demanda e terá custos excessivos. Planejamento e
controle de capacidade é, às vezes, também chamado de planejamento e controle agregados.
A razão disso é que, no mais alto nível do processo de planejamento e controle, os cálculos de
demanda e capacidade normalmente são de forma agregada, que não discrimina entre os
diferentes produtos e serviços que uma operação produtiva pode fazer. A essência da tarefa é
conciliar, no nível geral e agregado, o suprimento de capacidade com o nível de demanda que
deve ser satisfeita.
Subentende-se como capacidade de produção a cadência máxima produtiva de uma
organização. Alguns fatores subjacentes a este conceito tornam seu entendimento e uso um
pouco complexos. Primeiro, variações diárias como absenteísmo e férias de funcionários,

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
24
quebra de máquinas e equipamentos e atrasos na entrega de materiais se combinam para
tornar incerta a capacidade de produção das instalações.
Para empresas que produzem somente um produto ou alguns produtos homogêneos, as
unidades para medir a capacidade de produção são diretas: automóveis por mês, toneladas de
carvão por dia ou barris de cerveja por trimestre são exemplos dessas medidas. Quando uma
combinação consistente de produtos como cortadores de grama, semente de grama e móveis
para jardim é produzida em uma instalação, entretanto, a diversidade dos produtos constitui
um problema de capacidade de medição. Nesses casos, uma unidade agregada de capacidade
deve ser estabelecida. Essa medida agregada da capacidade deve permitir que os índices de
produção dos vários produtos sejam convertidos para uma unidade comum de medição da
produção. Por exemplo: medições como toneladas por hora e dólares de venda por mês
freqüentemente são usadas como medidas agregadas da capacidade entre produtos diversos
(GAITHER, 2002).
Muitas organizações operam abaixo de sua capacidade produtiva máxima, seja porque
a demanda é insuficiente para preencher sua capacidade, seja por uma política deliberada, de
forma que a operação possa responder rapidamente a cada novo pedido. Com freqüência,
entretanto, as organizações encontram-se com algumas partes de sua operação funcionando
abaixo de sua capacidade, enquanto outras partes estão em sua capacidade máxima. As partes
que estão trabalhando em sua capacidade máxima são consideradas as restrições de
capacidade de toda a operação (SLACK, 2009).
2.2.2.1 Análise da capacidade de produção do PMP
A análise da capacidade de produção para o plano de produção considera a
possibilidade de trabalhar variáveis de longo prazo, como alterações nas instalações físicas,
compra de equipamentos, definições dos turnos de trabalho, admissão e treinamento da mão-
de-obra e negociações de fornecimento externo. Já as decisões relativas ao PMP, envolvem a
negociação com variáveis de médio prazo, por exemplo, a definição do tempo de ciclo para
dar um ritmo ao sistema, a necessidade de horas extras, o remanejamento de funcionários, a
necessidade de espaço na recepção e armazenagem dos itens, o ritmo de entrega dos itens
externos etc.
Tubino (2000) afirma que a existência de dois horizontes de tomadas de decisões
dentro do PMP faz com que a análise da capacidade de produção não busque atuar sobre a
parte fixa do PMP, pois nela já estamos com o lead time do produto acabado correndo e

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
25
modificações são indesejáveis. A função da análise da capacidade produtiva do PMP consiste
em equacionar os recursos produtivos da parte variável do plano, de forma a garantir uma
passagem segura para sua parte fixa e posterior programação da produção.
2.2.3 Lead time produtivo
Tubino (1999) define lead time produtivo como o somatório dos tempos de espera,
processamento, inspeção e transporte. O tempo de espera pode possuir mais 3 subdivisões:
espera para programação da produção, espera na fila do recurso e espera no lote de produção.
Lead time, também chamado de tempo de atravessamento ou fluxo, é o tempo
necessário para transformar matérias-primas em produtos acabados em um sistema produtivo.
Quanto menor for o tempo desta conversão de matérias-primas em produtos acabados,
menores serão os custos gerados. A redução contínua dos lead times produtivos também
acontece para atender às necessidades de clientes com a disponibilidade para menores prazos
de entrega e sem a formação exagerada (e desnecessária) de estoques entre as atividades de
um processo, isso tudo só é possível com lead times curtos (TUBINO, 1999).
2.3 Layout produtivo
De acordo com Slack et al. (2009), o arranjo físico de uma operação produtiva
preocupa-se com a localização física dos recursos de transformação. De forma simples,
definir o arranjo físico é decidir onde colocar todas as instalações, máquina, equipamentos e
pessoal da produção. Dessa forma, o arranjo físico é uma das características mais evidentes de
uma operação produtiva porque determina sua forma e aparência. É aquilo que a maioria das
pessoas notaria em primeiro lugar quando entrasse pela primeira vez em uma unidade de
operação. Este arranjo também determina a maneira segundo a qual os recursos transformados
(materiais, informações e clientes) fluem através da operação. Mudanças relativamente
pequenas na localização de uma máquina em uma fábrica podem afetar os custos e a eficácia
geral da produção.
Conforme o mesmo autor, a geração de alternativas de layout é o passo crítico para o
processo de planejamento da produção. É importante que as pessoas que planejam a produção
e o layout tenham criatividade e compreensão das alternativas possíveis de elaborá-lo e, que o
layout selecionado, tenha sido escolhido entre as alternativas geradas. A estratégia de layout
produtivo deve emergir de planejamento estratégico macro, planejamentos de produto,

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
26
manufatura, distribuição, gerenciamento e de recursos humanos serão impactados no layout
da produção.
Segundo Shingo (1988), a abordagem básica de um problema de arranjo físico é
reduzir o transporte a zero. Isso significa a rejeição imediata do layout de processo, porque ele
sempre envolve uma certa quantia de transporte. O layout tem implicações práticas e
estratégicas. Alterar um arranjo físico pode afetar uma organização e também se tornar
vantagem competitivas, por:
• Facilitar o fluxo de materiais e de informações;
• Aumentar a eficiência de utilização de mão de obra e dos equipamentos;
• Aumentar a conveniência dos clientes e vendas;
• Reduzir os riscos dos trabalhadores;
• Melhorar a motivação dos trabalhadores;
• Melhorar a comunicação.
2.3.1 Layout em linha
Conforme Slack (2009), o arranjo físico em linha envolve localizar os recursos
produtivos transformadores, segundo a melhor conveniência em função da matéria-prima que
está sendo transformada. Cada produto, elemento de informação ou cliente segue um roteiro
predefinido no qual a seqüência de atividades requerida coincide com a sequência na qual os
processos foram arranjados fisicamente.
Este tipo de layout, que será visto a frente como o layout do estudo de caso deste
trabalho, é baseado em processo seqüenciais das peças na forma de linha. Os materiais fluem
de uma estação para outra adjacente, proporcionando um volume de produção. Os recursos
são arranjados ao longo da linha de produção. Embora a maioria dos arranjos físicos em linha
sejam dispostos na forma de uma reta, existem ainda os formatos em “L”, “O”, “S” ou “U”.
Este tipo de layout também é conhecido como linha de produção ou linha de montagem
(SILVEIRA, 1998).
Conforme Silveira (1998), o layout em linha proporciona:
• Fluxo lógico, simples e suave em pequenos espaços;
• Baixos estoques intermediários;
• Pouca movimentação e manejo de partes resultando em diminuição de tempos
improdutivos;
• Tarefas simples que requeiram pouco treinamento da mão-de-obra;

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
27
• Um simples planejamento e controle da mão-de-obra;
• Um curto tempo de produção unitário;
• A utilização de equipamentos específicos;
Porém, conforme o mesmo autor, esta forma de arranjo físico possui limitações no seu
funcionamento, como:
• A parada de uma das estações ocasiona a parada de toda a linha;
• Baixa flexibilidade;
• Gargalos têm grande efeito no sistema;
• As linhas múltiplas requerem duplicação de máquinas;
• Baixa utilização dos recursos para produtos de baixo volume;
• Necessidade de uma supervisão geral;
O desafio para essa forma de arranjo físico é o de agrupar atividades entre estações de
trabalho e atingir os resultados com o mínimo de recursos, balanceando as operações e
minimizando os gargalos de produção. A composição e o número de estações de trabalho são
decisões cruciais neste tipo de layout (SILVEIRA, 1998).
2.4 Mapeamento de processos
O mapeamento de processos abrange a descrição destes do modo como as atividades
relacionam-se umas com as outras dentro do processo. Para isso, existe uma grande variedade
de técnicas que podem ser usadas para este mapeamento, entretanto, todas essas técnicas
possuem similaridades: identificam os tipos diferentes de atividades e mostram o fluxo de
matérias, pessoas ou informações que o percorrem.
Para Villela (2000), processo é uma ordenação específica de trabalho no tempo e no
espaço, com um começo e um fim identificados, assim como os inputs e outputs. Segundo o
autor, os processos seguem uma hierarquia, conforme ilustrado na Figura 1. Assim, o nível de
detalhamento se encaixa em uma destas definições:
• Macroprocesso: Processo que mais de uma função na estrutura organizacional, e a sua
operação tem um impacto significativo no modo como a organização funciona;
• Processo: Conjunto de atividades seqüenciais (conectadas), relacionadas e lógicas que
tomam um input do fornecedor, acrescentam valor e entregam um output para um
cliente;
• Subprocesso: Uma parte interelacionada de forma lógica com outro subprocesso,
realizando um objetivo em apoio ao macroprocesso e contribui para o objetivo deste;

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
28
• Atividades: São elementos do processo ou subprocesso. Geralmente são
desempenhadas por uma unidade (pessoa ou departamento) para produzir um
determinado resultado;
• Tarefa: Constitui o micro enfoque do processo, podendo ser um único elemento ou um
subconjunto de uma atividade;
Figura 6 Componentes do Processo (HARRINGTON, 1993)
O processo de melhoria da organização, segundo Spedding e Sun (1999), começa com
o entendimento dos processo e, principalmente, das atividades que o compõe. Assim,
conhecimento onde as atividades se processam é importante tanto para alocar recursos quanto
para iniciar o processo de melhoria. Conforme os autores, estas atividades, podem ser
classificadas nas seguintes categorias:
• Atividades com nível de unidade: Desempenhadas a cada vez que uma unidade do
produto é produzida;
• Atividades com nível de lote: Atividades desempenhadas cada vez que um lote de
produtos é fabricado. O setup de uma máquina é um exemplo de uma atividade com
nível de lote;
• Atividades com nível de produtos: Atividades desempenhadas para cada linha de
produtos. Um exemplo seriam atividades da área de projeto e marketing dos produtos.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
29
Uma ferramenta de grande importância para a compreensão dos processos é o
mapeamento através de fluxograma, onde é possível a visualização do interelacionamento das
atividades da cadeia produtiva.
As técnicas de fluxograma do processo são utilizadas visando um melhor
planejamento em uma simulação. Estas técnicas auxiliam o modelador a representar da forma
mais próxima a real o sistema que será simulado.
Para Vilella (2000), o mapeamento de processo constitui em uma ferramenta
gerencial, analítica, que possibilita melhoria nos processo existentes ou implanta uma nova
estrutura voltada para os processos. Também consiste em identificar, documentar, analisar e
desenvolver um plano de melhoria que proporcione a mudança de visão dos gestores de
indústrias, ou seja, faça com que diminua o foco nos outputs ou produtos e fortaleça a gestão
dos processos.
Para Barnes (1977), o fluxograma do processo é uma técnica para registrar o processo
de forma compacta e de fácil entendimento e visualização. Normalmente inicia-se com a
entrada da matéria-prima na fábrica ou célula e segue o caminho da fabricação do produto,
passando pelas operações de transformação, transporte e inspeção até a sua saída como
produto acabado.
Conforme Slack (2009), para o mapeamento são usados símbolos a fim de classificar e
diferenciar as atividades do processo. Esses símbolos podem ser dispostos em paralelo, em
série ou em ordem, para descrever qualquer processo. Referente à esta simbologia, Barnes
(1977) sugere as formas mostradas no Quadro 1 para representar as diferentes etapas durante
um processamento.
Quadro 1 Simbologia do mapa do fluxo do processo (BARNES, 1977)

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
30
2.5 Produção enxuta
O conceito de produção enxuta teve sua origem na indústria automobilística japonesa,
mais precisamente na Toyota, que compreendeu que muitos custos de produção do sistema de
produção em massa são gerados por atividades que não agregam valos para o cliente, portanto
devem ser eliminadas, ou, caso não fosse possível, reduzidas ao máximo. Estas atividades que
não agregam valor são chamadas de desperdícios. Segundo Ohno (1997), os desperdícios
podem ser classificados em:
• Superprodução: esse desperdício é caracterizado por produzir a mais do que o cliente
absorve, gerando um excesso que se transforma em custos. É um desperdício muito
comum e preocupante, pois pode ser a causa de outros desperdícios;
• Estoque: é o resultado da superprodução e gera conseqüências graves para a empresa,
como o aumento do lead time, tempo que um item leva para percorrer todo processo
produtivo, que está ligado diretamente com os giros de estoque de uma empresa,
portanto quanto maior o lead time, maior a quantia de dinheiro parado com estoques e
conseqüentemente menos recursos para investimentos;
• Transporte: desperdício gerado pela movimentação de peças, componentes, matéria-
prima ou produtos acabados dentro da fábrica ou entre fábricas;
• Movimentação: diferentemente do desperdício de transporte, esse desperdício está
ligado à movimentação dos operadores quando não estão em atividades que agregam
valor para o produto, ou seja, atividades em que a matéria-prima não está sendo
transformada em produto acabado;
• Defeitos: defeitos geram retrabalho ou perda da peça e em ambos os casos isso
aumenta geram custos que não agregam valor ao cliente, portanto a Mentalidade
enxuta prega em fazer certo da primeira vez;
• Processos desnecessários: todo processo que não agrega valor para o cliente deve ser
eliminado, como inspeções e verificações, pois utilizam recursos da empresa e não são
revertidos em ganhos adicionais;
• Espera: o colaborador deve utilizar todo seu tempo realizando atividades que agregam
valor, portanto o tempo gasto com espera é considerado um desperdício que deve ser
eliminado;
Portanto, a Produção Enxuta visa aumentar a produtividade, eliminando os
desperdícios, ou seja, ao contrário da produção em massa onde o objetivo era reduzir custo e
manter a produtividade, a Produção Enxuta quer aumentara produtividade com os recursos

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
31
disponíveis. Para isso ela possui cinco princípios básicos citados por Womack (2006) que
devem ser seguidos para sua aplicação:
• Determinar o que é valor sob o ponto de vista do cliente: identificar o que agrega valor
para o cliente;
• Identificar o fluxo de valor: identificar toda a seqüência de operações e atividades que
agregam e que não agregam valor no processo produtivo;
• Implementar fluxo contínuo: Através da análise da cadeia de valor deve-se
implementar fluxo contínuo que é a melhor maneira de reduzir a maioria dos
desperdícios;
• Onde não for possível instaurar fluxo contínuo estabelecer a lógica puxada de
produção: em alguns casos não é possível instaurar fluxo, devido a máquinas não
dedicadas ou distância entre as máquinas, por exemplo, então deve-se estabelecer a
lógica puxada, ou seja, produzir somente o que é necessário e quando for solicitado;
• Buscar perfeição: a melhoria contínua deve ser sempre o objetivo da empresa, sempre
que o nível satisfatório for alcançado deve-se evoluir em busca de melhorias;
2.5.1 Contribuição das idéias enxutas à gestão de operações
Muitas autoridades no assunto acreditam que a filosofia enxuta foi a influência
individual mais importante na área de gestão de operações nos últimos 50 anos. O Quadro 2,
conforme Slack (2009), resume a abordagem enxuta de algumas das atividades de gestão de
operações.
2.6 Medição de desempenho da produção
Segundo Slack (2009), medição de desempenho é o processo de quantificar ação, no
qual medição significa o processo de quantificação, e o desempenho da produção é presumido
como derivado de ações tomadas por sua administração. Algum tipo de medida de
desempenho é pré-requisito para julgar se uma operação é boa, ruim ou indiferente. Sem
medida de desempenho, seria impossível exercer qualquer controle sobre a operação de forma
contínua. No Quadro 3, o autor mostra algumas das medidas típicas que podem ser usadas
para julgar o desempenho de uma operação produtiva.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
32
Atividades de gestão de operações Abordagem enxuta
Estratégia de operações
Seja claro sobre os objetivos das operações e adote estratégias de foco sempre que possível, de modo que os processos concentrem-se em um conjunto estreito de produtos, serviços ou objetivos.
Projeto de processo Assegure fluxo suave ao longo dos processos e tempo de atravessamento rápido ao trabalhar com pequenos lotes e ao equilibrar capacidade e fluxo.
Projeto de produto/serviço Projete para facilitar o processamento (chamado em muitas indústrias de projeto para manufaturabilidade).
Estratégia de suprimento e gestão da cadeia de suprimento
Estimule outras partes da cadeia de suprimentos a adotar os princípios enxutos, receba e despache pequenas cargas mais freqüentemente em vez de cargas maiores mais esporadicamente.
Arranjo físico Reduza distâncias ao longo da rota do processo sempre que possível e faça rotas óbvias.
Tecnologia de processo Use equipamento de processo flexível e pequeno, preferencialmente que possa ser arranjado em diferentes configurações.
Projeto do trabalho Concentre seus esforços em equipar seus funcionários com as habilidades necessárias, sendo claro sobre o que é esperado, e estimule autonomia.
Planejamento e controle de processo
Use princípios de controle puxados, não produza nada até que seja necessário.
Estoque Minimize estoque sempre que possível, porque estoque encobre os problemas e imprime tempo de atravessamento lento.
Melhoria Melhoria precisa ser contínua. O impulso da melhoria é mais importante do que a taxa de melhoria.
Manutenção Toda quebra inesperada é desperdício; concentre-se em prevenir a interrupção por meio da manutenção produtiva total.
Gestão de qualidade Todos os erros são fontes de desperdício adicionais; todas na operação devem estar envolvidos em alcançar uma situação livre de erros.
Quadro 2 Atividade de gestão de operações (SLACK et al. 1999)
Tubino (2000) diz que cada empresa, dependendo do tipo de sistema produtivo que
estiver empregando, terá sua lista de medidas de desempenho. Apesar de todas as dimensões
da qualidade de um programa de produção serem importantes, as empresas que trabalham sob
regime de encomenda darão prioridade aos itens de controle associados à entrega. Já as
empresas com sistemas de produção em massa deverão privilegiar os itens de controle
associados aos custos.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
33
Objetivo de desempenho Algumas medidas típicas
Qualidade Número de defeitos por unidade
Nível de reclamação de consumidor
Nível de refugo
Solicitações de garantia
Tempo médio entre falhas
Grau de satisfação do consumidor
Velocidade Tempo do consumidor em fila
Lead time de pedido
Freqüência de entregas
Tempo de atravessamento real versus teórico
Tempo de ciclo
Confiabilidade Porcentagem de pedidos entregues com atraso
Atraso médio de pedidos
Proporção de produtos em estoque
Desvio médio da promessa de entrega
Aderência à programação
Flexibilidade Tempo necessário para desenvolver novos produtos/serviços
Faixa de produtos ou serviços
Tempo de mudança de máquina
Tamanho médio de lote
Tempo para aumentar a taxa de produção
Capacidade média/capacidade máxima
Tempo para mudar programações
Custo Variação de custos contra orçamento
Utilização de recursos
Produtividade de mão-de-obra
Valor agregado
Eficiência
Custo por hora de operação
Quadro 3 Medidas típicas para medir o desempenho de uma operação produtiva
(SLACK et al. 1999)
Como regra geral, algumas considerações importantes quanto à definição de medidas
de desempenho devem ser colocadas, entre elas, o autor cita:
• Dados visuais e físicos são mais fáceis de interpretar do que dados financeiros,
principalmente quanto ao desempenho do programa de produção;
• Medidas de desempenho agregadas são mais fáceis de se obter e usar do que dados
individualizados, como, por exemplo, indicadores sobre famílias de produtos ao invés
de itens isolados;

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
34
• É mais importante obter valores oportunos do que exatos, ou seja, dados exatos podem
demorar muito para serem obtidos enquanto ações corretivas podem ser tomadas com
informações aproximadas.
2.6.1 Produtividade
Gaither (2002) define produtividade como quantidade de produtos ou serviços
produzidos com os recursos utilizados. Ou seja, a quantidade produzida dividida pela
quantidade de recursos utilizados resulta na produtividade. Para melhorar os índices
resultantes desta equação, deve-se:
• Aumentar a produção utilizando a mesma quantidade ou quantidades menores de
recursos.
• Reduzir a quantidade de recursos utilizados enquanto a mesma produção é mantida ou
aumentada.
• Permitir que a mesma quantidade de recursos utilizados se eleve contanto que a
produção se eleve mais.
• Permitir que a produção decresça contanto que a quantidade de recursos utilizados
decresça mais.
O maior objeto da produtividade é a mão-de-obra direta, os trabalhadores que
realmente produzem, que através de máquinas ou somente com as mãos, modificam a forma
ou estrutura da matéria-prima, componente do produto (TOLEDO JUNIOR, 2004).
Pode-se então chamar de produtividade da mão-de-obra o aumento do rendimento do
trabalho devido especificamente a uma maior eficiência do homem no desempenho de uma
tarefa. Para isso, vários fatores podem intervir na motivação deste homem, como: o seu
próprio interesse pelo serviço, o maior esforço no ritmo de trabalho, a aplicação mais lógica
de suas energias ou uma racionalização consciente de adaptação homem-máquina.
Assim, torna-se bastante evidente a importância do homem na produtividade e na
produção, porque automação, tecnologia, instalações e programações, representam
investimentos caros para a indústria nacional, devendo portanto, serem esgotadas todas
potencialidades humanas no aumento da produção e depois, com o domínio completo da
relação homem e produtividade, partir para o aperfeiçoamento tecnológico.
Para o conhecimento do desempenho produtivo, são realizadas medições.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
35
2.6.2 Medida do trabalho
Trabalho é a atividade de uma máquina ou homem, a fim de atingir um objetivo. Essa
ação produz um efeito, cuja causa é o trabalho desenvolvido. O efeito resultado do trabalho
chamamos produção. A medida do trabalho é feita pela quantidade da produção realizada, ou
seja, número de unidades produzidas ao término da ação. Na indústria, as unidades de medida
são: quilos, toneladas, litros, peças, produtos, etc. (TOLEDO JUNIOR, 2004).
O autor divide o trabalho em três tipos:
• Trabalho manual: onde o trabalho é exclusivamente desenvolvido pelo homem, onde o
resultado depende unicamente de suas habilidades, vontade e limitações como ser
humano;
• Trabalho máquina: onde o trabalho é realizado por uma máquina, não dependendo de
mão-de-obra direta, ou seja, não seja, não sofre limitações do ser humano para atingir
a quantidade produtiva projetada;
• Trabalho homem-máquina: trabalho em conjunto do homem e da máquina, onde um
depende do outro para que o trabalho seja realizado;
Enfim o trabalho é a atividade do homem ou máquina objetivando a produção de um
bem. O seu resultado é medido pela quantidade de unidades produzidas ao término do mesmo,
através de um cálculo de produtividade ou eficiência,como mostra a equação 1, segundo o
mesmo autor.
����������� �� � ���ê��� =�����çã� ���������
�����çã� ��� ������� ��� ��������� × 100% (1)
A produção realizada é conhecida como o resultado final do trabalho e a produção que
deveria ser realizada resultado do tempo padrão da atividade analisada.
Para conhecer a produtividade total dos fatores, é realizado o cálculo da produtividade
levando em conta também os fatores financeiros envolvidos no processo, tais como: taxa de
retorno sobre o investimento e os salários dos funcionários. Para isso, Moreira (1994)
apresenta a equação 2:
�"# = $% (')
).+('), �.-(') (2)
Onde:
PTF = produtividade total dos fatores em um período t;
VA (t) = valor de produção no período t;
L (t) = quantidade de mão-de-obra utilizada no período t;
K (t) = representa o estoque de capital;

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
36
w = salário médio (e demais gastos) referentes à unidade de mão-de-obra em um
período de referência;
r = taxa de retorno sobre o capital no mesmo período de referência que o salário
médio, entendida como o quociente entre o lucro bruto (antes do imposto de renda) e o
estoque final;
2.6.3 Melhoramento da produção
Conforme Slack (2009), até mesmo a melhor operação produtiva, bem projetada, com
suas atividades planejadas e controladas pode ser melhorada. De fato, nos últimos anos, fazer
melhoramento se tornou uma das principais responsabilidades do gerente de operações.
Quando se define uma prioridade para o melhoramento da produção, duas estratégias
representam filosofias diferentes: o melhoramento revolucionário e o melhoramento contínuo.
O autor define o melhoramento revolucionário (ou baseado em inovação) como uma
grande mudança na forma de trabalho da operação, são mudanças de elevado custo e que
freqüentemente envolvem mudanças nos produtos/serviços ou na tecnologia do processo,
como, por exemplo, a substituição do maquinário de uma linha produtiva.
Já o melhoramento contínuo, para Slack (2009), resulta em menores passos de
melhoramento, porém com uma freqüência constante como o nome já indica. Neste
melhoramento não importa se as melhorias são pequenas, o mais importante é que toda
semana (ou mês, ou trimestre, ou qualquer que seja o período determinado) algum
melhoramento tenha de fato ocorrido.
2.7 Cronometragem de atividades
O homem busca incessantemente, através dos tempos, a melhor maneira de realizar o
trabalho para o atendimento de suas necessidades e aumento de seu bem estar material. Da
mesma forma, empresas e indústrias procuram desenvolver métodos de fabricação melhores e
mais econômicos.
O estudo de movimento é um procedimento para análise científica de métodos de
trabalho que considera a matéria-prima, o projeto, processo ou ordem de serviço, as
ferramentas e equipamentos, local de trabalho e os movimento das mãos e do corpo, com o
objetivo de determinar um método preferível de atividade. O objetivo do estudo dos
movimentos é a determinação do melhor método para execução de um trabalho, mediante a

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
37
análise dos movimentos feitos pelo operador durante a operação, com isso, procura-se
eliminar através do estudo dos micromovimentos todos os movimentos que não concorrem
realmente para o desenvolvimento e progresso do trabalho (BARNES, 1977).
Para Peroni (s.d.), a cronometragem tem por finalidade realizar levantamentos
cronométricos através da determinação dos tempos de atividades. Mede-se o esforço físico
realizado através do qual se comparam as performances de economia de movimentos
introduzidos em um posto de trabalho. Com isso, determina-se a quantidade de tempo
necessário para executar um operação, medindo o tempo de trabalho gasto em suas operações
elementares.
O autor define tempo padrão como o tempo necessário para executar uma operação, de
acordo com um método estabelecido, em condições determinadas, por um operador apto e
treinado, possuindo uma habilidade média, trabalhando com esforço médio durante todas as
horas de serviço.
Portanto, um tempo padrão determina uma quantidade de produção a ser feita em um
período de tempo. Se possuímos a produção realizada e sabemos pelo tempo padrão a
produção que deveria ser realizada, há possibilidade de calcularmos a produtividade e a
eficiência.
A leitura dos tempos é realizada através de um relógio cronômetro, cuja partida é
automática, voltando a zero e recomeçando a contagem. Este está dividido em segundo e
quintos de segundos, possuindo dois botões: um de partida e outro de retorno a zero.
Para uma cronometragem correta é importante dividir-se a operação em seus
movimentos elementares. Quando o analista se propõe a analisar uma operação, deve ele,
antecipadamente, determinar os pontos em destaque, analisando-os e cronometrá-los em
quantidade que pode alcançar até 40 observações para uma produção em massa ou de grande
série.
Segundo o autor, são três, regras básicas para a cronometragem:
• Deve haver uma separação clara entre os elementos da operação para obter uma leitura
exata no cronômetro;
• Tempos de máquina devem ser separados dos tempos dos demais elementos;
• Tempos com freqüência constante devem ser separados dos tempos esporádicos;
O material necessário para realizar o relevo cronométrico é uma folha de relevo (para
as anotações de tomada de tempos) presa em uma prancheta e um cronômetro fixado em cima
da prancheta.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
38
No momento da cronometragem, muito importante é desconfiar do ritmo muito
elevado ou baixo do operário ao avaliar a produtividade. Assim, deve-se observar bem o posto
de trabalho, verificando se não são excessivos e desnecessários os movimentos. Pois, o
operário, ao sentir-se observado, pode acelerar seus movimentos, levando o observador a
conceder-lhe uma eficiência que não é a real, gerando um tempo padrão incorreto.
Posteriormente, este fator de ritmo será aplicado no tempo padrão da tarefa analisada. O
objetivo é gerar o nível médio de execuções de como o operador trabalha durante a coleta de
dados ou determinar um fator de ritmo para cada elemento da atividade. Após ter sido
completado o estudo na célula, o analista deve verificar se for cronometrado um número
suficiente de ciclos para a atividade observada (PERONI, s.d.).
Após essas análises e informações, o analista irá determinar o tempo padrão. Este
cálculo inicia-se com a determinação do tempo médio de cada operação, o qual é obtido
através do somatório dos tempos de cada elemento dividido pelo número de ciclos
cronometrados. O tempo normal para uma operação não contém tolerância alguma, é
simplesmente o tempo necessário para que um trabalhador execute a tarefa em ritmo normal.
A equação 3 ilustra o cálculo do tempo normal (BARNES, 1977, p.312):
TN = TM x RT (3)
Onde:
TN = Tempo normal;
TM = Tempo médio;
RT = Fator de ritmo;
O tempo padrão (Equação 4) deve conter a duração de todos os elementos da operação
e, além disso, deve incluir o tempo para as tolerâncias necessárias. O tempo padrão é igual ao
tempo normal mais as tolerâncias (BARNES, 1977, p.316):
TP = TN + (TN x tolerância em %) (4)
Onde:
TP = Tempo padrão;
TN = Tempo normal;
Toledo Junior (2004) indica que, além de identificar o tempo padrão, a cronometragem
do trabalho evidencia tempos improdutivos e suas causas como:
• Layout deficiente;
• Má preparação na mão-de-obra;
• Métodos de trabalho mal estudados;

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
39
E como principais pontos positivos:
• Permite, a partir do conhecimento dos tempos padrões, obter controles sobre o
rendimento dos operários;
• Permite implementar planos de incentivos bem definidos, premiando acertadamente
aos funcionários mais dedicados;
• Permite alocar corretamente o custo da mão-de-obra ao produto;
A cronometragem do trabalho apresenta vantagens que justificam sua aplicação na
indústria, não exigindo gastos consideráveis em relação aos resultados que podem ser
alcançados.
2.7.1 Carga de mão-de-obra
Carga de mão-de-obra é a mão-de-obra necessária para a execução de determinada
tarefa, e depende principalmente do programa de produção e dos tempos padrões. O programa
de produção é a quantidade de peças, quilos ou produtos que deverá ser fabricado em um dia,
mês, ou ano. Todo programa de produção tem como base as vendas da empresa (TOLEDO
JUNIOR, 2004).
Carga de mão-de-obra interfere em:
• Programa de Produção;
• Tempos Padrões dos produtos;
• Quantidades e tipos de matéria-prima que formam cada produto;
• Tempo trabalhado por pessoa/dia;
2.7.2 Balanceamento de linhas de produção
Balancear é nivelar, em relação aos tempos de produção, uma linha produtiva, dando a
mesma carga de trabalho às pessoas ou máquinas. O balanceamento reduz ociosidades e anula
gargalos na produção, proporcionando o máximo de produtividade e eficiência, eliminando as
esperas e mantendo o ritmo de trabalho do conjunto.
Na visão de Tubino (2000), a meta do balanceamento de linha é empregar
eficientemente os recursos produtivos para um determinado tempo de ciclo, a eficiência de
uma alternativa é avaliada em função de quanto tempo livre ela gera. Para se iniciar um
balanceamento é necessário definir limites da capacidade de produção, bem como, o tempo de
ciclo que é disponível em cada posto de trabalho de uma linha de produção.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
40
2.8 Simulação computacional
O mercado, cada vez mais globalizado, obriga as empresas a tomarem decisões de
forma precisa e ágil. Frequentemente, estas decisões são de difícil mensuração, abrangendo
aspectos importantes como mudança de território físico, alteração de demanda, verticalização
ou terceirização, rearranjo de layout e mudanças no produto. Diante de decisões desse porte,
muitas vezes torna-se arriscado o uso somente da experiência e do empirismo na tomada de
decisões. Nem mesmo uma solução matemática e estatística analisada analiticamente pode
trazer bons resultados quando se trata de situações complexas e dados aleatórios (CASSEL,
1996).
Uma das principais aplicações da simulação está na manufatura. Dentre os benefícios
que a simulação pode trazer, podemos destacar a necessidade e quantidade de maquinário ou
funcionários extras, avaliação de desempenho e avaliação dos procedimentos operacionais. As
medidas de desempenho mais utilizadas são peças produzidas, tempo de espera das peças para
serem processadas, porcentagem de utilização dos funcionários e máquinas (LAW, 1999).
Simulação computacional pode ser definida com uma técnica para solução de um
problema pela análise de um modelo que descreve o comportamento do sistema usando um
computador (PRADO, 2004).
Segundo Harrel et al.(2000), simulação é a imitação de um sistema real, modelado em
computador, para avaliação e melhoria de seu desempenho. Ou seja, simulação é a importação
da realidade para um ambiente controlado onde se pode estudar o comportamento do mesmo,
sob diversas condições, sem riscos físicos ou de desperdícios financeiros. Banks (2000)
afirma que a simulação envolve a criação de uma história artificial da realidade e, com base
nesta história artificial, são realizadas observações e interferências nas características de
operação do sistema real representado. A figura 7 esquematiza este conceito da transformação
da realidade em modelo e novamente dos resultados em realidade.
A simulação é uma ferramenta que auxilia o trabalho de interpretação e tomada de
decisão humano, com maior rapidez, tornando-se uma ferramenta poderosa, capaz de fornecer
resultados para uma análise mais elaborada a respeito da dinâmica do sistema. Desta forma, a
simulação permite uma interpretação mais profunda e abrangente do sistema estudado
(DUARTE, 2003). Para Taveira (1997), a simulação é uma ferramenta muito útil, uma vez
que prevê o comportamento de sistemas complexos, calculando os movimentos e interações
dos componentes deste sistema.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
41
Figura 7 Realidade x Modelo (DUARTE, 2003) O`Kane et al. (2000) afirmam que, em ambientes de manufatura, a simulação tem se
tornado uma das técnicas mais populares para de analisar problemas. Para Banks (2000), a
simulação é uma das ferramentas mais amplamente utilizadas em sistemas de manufatura do
que em qualquer outra área. Algumas razões podem ser enumeradas:
• Os custos de equipamentos e instalações são enormes;
• Os custos dos computadores estão cada vez mais baixos e mais rápidos;
• O aumento da produtividade e qualidade na indústria é um resultado direto da
automação. Como os sistemas de automação são cada vez mais complexos, estes, só podem
ser analisados pela simulação;
• A disponibilidade de animação resultou em maior compreensão e utilização dos
gestores da manufatura;
• Melhorias nos softwares de simulação reduziram o tempo de desenvolvimento de
modelos;
O uso da simulação proporciona a resolução de questões complexas sem os custos
elevados das tentativas da vida real. Aliando-se a otimização a simulação pode-se assegurar
que as soluções implementadas são ou estão próximas dos resultados ótimos (PINTO, 2001).
Para Fu (2002), a otimização deve ser encarada como uma ferramenta complementar à
simulação. Fornecendo as variáveis de uma possível solução (input) à simulação, e esta
última, fornecendo as respostas (outputs) para a situação proposta. A otimização gera novas
variáveis, utilizando técnicas de otimização específicas, que serão novamente testadas pela
simulação. Para cada possível solução é efetuada uma tentativa, ou seja, um ciclo, até a sua
parada, conforme figura 8:

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
42
Figura 8 Simulação e otimização (FU, 2002)
2.8.1 Etapas para um projeto de simulação
O desenvolvimento de projetos de simulação envolve diversas etapas, que se estendem
desde a compreensão do contexto em que o objeto em estudo está inserido até a formulação
das soluções resultantes. O objetivo fundamental de um estudo de simulação é fornecer ajuda
na compreensão do comportamento de um sistema (VACCARO, 1999).
Harrel et al. (2002) exemplificam que, da mesma forma que é inconcebível construir
uma casa sem uma planta, é também o fato de não construir uma estrutura de modelo no
computador para proporcionar uma ferramenta útil no estudo de simulação para a tomada de
decisão. Segundo os autores, em um projeto de simulação, deve haver toda uma coleta de
dados e planejamento antes de propriamente utilizar o software para resolver o problema.
Para que o objetivo da simulação apresente um resultado confiável e satisfatório, o
autor sugere o cumprimento destas nove etapas: definição do problema e o estabelecimento de
objetivos, formulação e planejamento do modelo, coleta de dados, desenvolvimento do
modelo, verificação, validação, experimentação, análise dos resultados e por fim a
implementação. Tais etapas seguem exemplificadas por Harrel et al. (2002) no fluxograma da
Figura 9.
A primeira etapa terá início com um estudo da necessidade real, com a definição do
problema e o estabelecimento de objetivos. Geralmente, o modelo mais eficiente é aquele que
considera apenas aquelas partes do sistema que necessitam ser estudadas para que
proporcionem respostas a um problema potencial ou existente. Os objetivos de um estudo de
simulação fluirão naturalmente a partir da definição do problema, uma vez que o propósito de
se executar mais tarde uma experimentação será sempre resolver o problema. A maioria dos
estudos de simulação se beneficiará também dos objetivos de tempos e dos macros, com isso,
o modelista terá responsabilidades e prazos para o cumprimento de fases do projeto e para a

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
entrega dos resultados preliminares, por isso é essencial para garantir que o processo de
construção do modelo receba determinado grau de prioridade.
Figura 9 Fluxograma das etapas em um estudo de simulação (HARREL, 2002)
Na formulação e planejamento do modelo, segunda etapa, com o problema estudado e
objetivos determinados, o modelista desenvolve uma estrutura conceitual para o modelo. A
utilização de desenhos de layout
geral de detalhes requeridos no modelo e servir como constante referência, como outra
vantagem as representações gráficas podem ser usadas para garantir a coleta sistemática dos
dos preliminares, por isso é essencial para garantir que o processo de
construção do modelo receba determinado grau de prioridade.
Figura 9 Fluxograma das etapas em um estudo de simulação (HARREL, 2002)
Na formulação e planejamento do modelo, segunda etapa, com o problema estudado e
objetivos determinados, o modelista desenvolve uma estrutura conceitual para o modelo. A
layout pode proporcionar vantagens como: refletir a visão do
geral de detalhes requeridos no modelo e servir como constante referência, como outra
vantagem as representações gráficas podem ser usadas para garantir a coleta sistemática dos
43
dos preliminares, por isso é essencial para garantir que o processo de
Figura 9 Fluxograma das etapas em um estudo de simulação (HARREL, 2002)
Na formulação e planejamento do modelo, segunda etapa, com o problema estudado e
objetivos determinados, o modelista desenvolve uma estrutura conceitual para o modelo. A
pode proporcionar vantagens como: refletir a visão do nível
geral de detalhes requeridos no modelo e servir como constante referência, como outra
vantagem as representações gráficas podem ser usadas para garantir a coleta sistemática dos

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
44
dados pertinentes a cada recurso, e ainda os fluxos e interações podem ser adicionados para
auxiliar o atendimento do sistema.
A precisão dos dados utilizados no modelo deve influenciar sobremaneira os
resultados obtidos. Um plano inicial deve identificar os dados necessários, fontes de
informação e os meios para obtê-los. O foco principal deve ser a captura destas condições e
fatos que deverão servir de suporte para os objetivos de estudo.
Na terceira etapa, deve ser feita a coleta de dados fundamentais quanto a informações
e estatísticas, que algumas vezes se referem a dados macro. Os dados macros servem para
lançar as bases para a determinação dos parâmetros de entrada do modelo e selecionar como
prioridade aqueles que necessitarão de uma coleta mais detalhada futuramente. A coleta de
dados é um processo contínuo e à medida em que o estudo de simulação progride, os dados
macros estarão sendo incorporados ao modelo e a coleta de micro dados receberá atenção
crescente.
Na etapa seguinte acontece o desenvolvimento do modelo, que iniciará com uma
abstração conceitual do sistema, com crescentes níveis de detalhes adicionais na medida em
que se procede ao seu desenvolvimento. Com o início do desenvolvimento da simulação, o
modelista deve ser capaz de pensar abstratamente em conceitos vistos no sistema real para
que haja similaridade entre o sistema real e o modelo computacional.
É dito que um modelo está pronto para ser verificado quando ele funciona da maneira
como o modelista pretendia. Assim a quinta etapa, a verificação do modelo, consiste em rodar
no software o projeto a ser simulado e observar se a simulação está de acordo com os
objetivos iniciais. Pode ser efetuada rodando-se a simulação e monitorado-se de perto a sua
operação. A validação da simulação ocorre quando o modelo reflete a operação do sistema
real em estudo de tal forma que se dê encaminhamento ao problema definitivo.
Como sexta etapa, considera-se na validação, o processo de se assegurar que o modelo
reflete a operação do sistema real em estudo de tal forma que lhe encaminhe ao problema
definido. O modelista geralmente conduzirá uma navegação estruturada pelo sistema na qual
ele fará a exposição do modelo e a forma como ele se relaciona com o sistema existente.
Um método de testar envolve o uso de mudanças nos dados de entrada para determinar
se o modelo responde da mesma forma que o modelo real. Em muitas situações, o modelista
se verá frente a situações nas quais o sistema objetiva propósitos de comparação. Assim
utiliza-se informações de sistemas familiares para estimar novos sistemas, informações estas
que podem vir de fornecedores de equipamentos.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
45
A experimentação, na sétima etapa, é realizada através da simulação. Harrel et al.
(2002) afirmam que, o ideal é que o modelista tenha ao menos algumas idéias preliminares
acerca de alternativas de soluções a serem avaliadas. Antes de avaliar cada uma com o
modelo, o especialista na simulação irá determinar a extensão necessária de tempo a ser
simulado e o tempo para se atingir o estado de regime, visando obter resultados aceitáveis. O
projeto experimental é o desenvolvimento de procedimentos e testes para analisar e comparar
alternativas. Seu propósito é maximizar a utilidade das informações produzidas pelas rodadas
da simulação, enquanto minimiza o esforço.
Na penúltima etapa, analisam-se os resultados, onde cada configuração do modelo e
seus resultados de saída ou alternativas modeladas devem ser bem documentados. O
modelista elabora gráficos que mostrem os resultados do sistema que são mais efetivos. As
análises e os resultados obtidos através da simulação devem ser bem documentados para
posterior uso em projetos ou para a própria observação da evolução e melhoramento do
projeto estudado.
Por fim, a implementação inicia juntamente com o projeto de simulação. O modelista
deve fazer todo esforço para assegurar que a documentação das premissas e a lógica no
modelo continuem corretas.
2.9 O software de simulação computacional ProModel
Segundo Law e Kelton (1991), o software de um simulação ProModel, desenvolvido
pela ProModel Corporation, possui características voltadas para a manufatura, mas sua
flexibilidade de programação permite aplicações em diversas áreas, como serviços. Os autores
classificam este software como um dos simuladores mais flexíveis devido a sua capacidade de
construir lógicas complexas. Apresenta também bons recursos de análise estatística, interface
simples (user-friendly), permite considerar paradas baseadas em calendário, turnos de
trabalho e múltiplas replicações de simulação.
Harrel et al. (2002) afirmam que o software ProModel é desenvolvido para rodar em
um sistema operacional Windows. Os modelos são construídos pelo domínio dos módulos
necessários do menu de construção. Estes módulos são tabelas de edição e caixas de diálogos
usadas para estruturar os parâmetros necessários ao modelo. Embora informações
subseqüentes possam fazer parte do modelo, existem certos elementos que são obrigatórios
Conforme ProModel User Guide (2002), os principais elementos do ProModel são:

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
46
• Locations (locais): são elementos fixos (estacionários) onde as operações acontecem.
Estes elementos podem estar em qualquer lugar onde uma entidade é processada. Eles
podem ser também áreas para enfileiramento, locais de armazenamento ou esteiras. No
campo locais são processadas peças, materiais, ou até mesmo pessoas que sofrem
algum tipo de processo no sistema. As figuras usadas para representar os locais podem
ser aumentadas ou diminuídas e posicionadas na tela de layout. Elas podem ser
editadas para mostrar informações adicionais tais como nome do local, contadores e
medidores de nível. Filas e esteiras também podem ser inseridas no campo locais,
definindo sua velocidade, comprimento e outras características. Para um melhor
entendimento da construção do modelo, observações ou lembretes sobre as
considerações utilizadas podem também ser incluídas.
• Entities (entidades): são elementos móveis que sofrem alguma transformação nos
locais. Podem representar matéria-prima, produtos, documentos, informações e
pessoas. O ProModel possibilita parametrizar as características das entidades (por
exemplo: velocidade, dimensões e tipo). As entidades são representadas no modelo
através de ícones gráficos. Elas podem ser móveis ou estacionárias. A dinâmica
conferida pelo ProModel às entidades permite que estas sofram operações cujos
resultados são novas entidades como reunião, divisão e conversão.
• Arrivals (chegadas): aqui é definida a forma como as entidades chegam ao sistema em
estudo. Através do campo chegadas, definem-se parâmetros como local da chegada da
entidade no sistema, quantidade, freqüência e distribuições de probabilidade. Se este
campo é deixado em branco, o modelo irá usar os dados do campo freqüência para
determinar a primeira vez. Chegadas cíclicas como a variação na quantidade de
clientes que entram num banco em cada período do dia podem ser definidas, utilizando
um ciclo de chegadas. As chegadas podem ser habilidades ou desabilidades conforme
a necessidade de testar combinações de programações.
• Processing (processos): os processos definem as interligações entre os locais, os
tempos de operação, os recursos necessários, a lógica de movimentação e os
roteamentos de entidades. É possível no ProModel inserir comandos específicos de
simulação e também criar rotinas específicas através do logic builder. Este recurso do
software confere a flexibilidade de programação de diferentes lógicas, de acordo com
cada sistema analisado.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
47
3 METODOLOGIA DE PESQUISA
Este capítulo apresenta a metodologia que foi empregada no desenvolvimento deste
trabalho. A metodologia descreve os passos que foram seguidos, de forma estruturada,
conforme Figura 10. Para Vergara (2006), a pesquisa tem um caráter pragmático, é um
processo formal e sistemático de desenvolvimento do método científico. O objetivo
fundamental da pesquisa é descobrir respostas para problemas mediante o emprego de
procedimentos científicos.
Conforme Cauchick (2010), a necessidade de embasamento científico adequado pode
justificar a importância metodológica de um trabalho de pesquisa, geralmente caracterizado
pela busca da melhor abordagem de pesquisa a ser adotada para endereçar as questões da
pesquisa, verificar as proposições e/ou testar hipóteses. Para aumentar as chances de que a
proposta traga efetiva contribuição para o conhecimento, deve-se ter uma seleção dos métodos
e técnicas mais apropriados ao planejamento e condução de um trabalho de pesquisa. Além
disso, o trabalho se torna mais estruturado, possibilitando inclusive a replicação, o
aperfeiçoamento e a evolução por outros pesquisadores.
Para que o resultado final seja classificado como científico ou acadêmico, o
pesquisador precisa tomar uma série de decisões. O que se espera de uma pesquisa é avançar
o conhecimento e não criar conhecimento descolado do que já se sabe e já foi comunicado
através da literatura especializada. Os métodos vêm de um campo de conhecimento que é
denominado teoria do conhecimento. A escolha do método é uma das decisões fundamentais
na condução do processo de pesquisa (CAUCHICK, 2010).
Segundo o mesmo autor, existe uma diversidade de abordagens e métodos comumente
adotados na engenharia de produção e gestão de operações. A escolha dentre as possibilidades
existentes não é uma tarefa trivial, e a tendência é que os trabalhos de pesquisa adotem mais
de uma abordagem, dependendo da fase em que se encontram. Esta tendência frequentemente
aponta para a necessidade de adoção de multimétodos visando o desenvolvimento da teoria,
por meio da sua extensão, refinamento ou, em última instância, da proposição de novas
teorias, contribuindo assim para a geração do conhecimento.
Conforme Cauchick (2010), quanto aos métodos de pesquisa empregados, os do tipo
empírica são classificados em sete categorias: estudo de caso, pesquisa de campo, pesquisa
qualitativa, survey, pesquisa com dados secundários e experimental.
Quanto ao meio de investigação, este trabalho pode ser classificado tanto como uma
pesquisa experimental quanto um estudo de caso. Segundo o mesmo autor, o estudo de caso é

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
48
um estudo de caráter empírico que investiga um fenômeno atual no contexto da vida real,
geralmente considerando que as fronteiras entre o fenômeno e o contexto onde se insere não
são claramente definidas. Já a pesquisa experimental, segundo o mesmo autor, é o estudo da
relação causal entre duas ou mais variáveis de um sistema sob condições controladas pelo
pesquisador.
Em relação à aplicação dos dois tipos de pesquisas, em primeiro momento foi
realizada a pesquisa de estudo de caso, com o objetivo de coletar dados do processo produtivo
referentes a utilização de recursos e medidas de produção, tempos de processamento e
mapeamento do processo. No próximo passo, foi utilizada a pesquisa experimental, que teve
como objetivo realizar experimentos com as medidas obtidas no estudo de caso, buscando
analisar o processo em busca de sua otimização.
Este trabalho foi realizado no frigorífico matadouro suíno da empresa COSUEL,
situada em Encantado no Vale do Taquari. A escolha da empresa se deve pelo fato de o autor
trabalhar na mesma e já conhecer o processo produtivo, facilitando assim a obtenção de dados
necessários para o estudo. Na empresa foram colhidos dados do setor de embalagem de
carnes, baseando-se em medidas realizadas no chão de fábrica.
Segundo Vergara (2006), as pessoas que fornecerão os dados necessários são
considerados sujeito de pesquisa. Neste estudo, os sujeitos da pesquisa são o autor e os
colaboradores do setor embalagem de carnes da empresa COSUEL. Esses colaboradores são
diretamente relacionados com a produção do setor, ajudando assim na obtenção das medidas
que resulta esta pesquisa.
Com base na Figura 9 do fluxograma das etapas em um estudo de simulação de Harrel
et al. (2002), para iniciar esta pesquisa foi realizado o planejamento do trabalho, onde se fez
necessário estabelecer o objetivo, para em seguida definir o que fazer, por que, por quem,
onde e como a pesquisa será realizada. Uma breve apresentação da empresa COSUEL, onde o
trabalho foi realizado, também foi realizado na primeira etapa, buscando informações como
cenário do mercado de carne suína.
Conforme Figura 10, na segunda etapa, o objetivo é apresentar o referencial teórico
necessário para a realização do estudo de caso e estudar o software de simulação
computacional ProModel, para melhor entender os tipos de dados que por ele podem ser
gerados e seu funcionamento em geral. O processo de estudo do ProModel compreende a
utilização dos recursos necessários do software para a realização deste trabalho.
Na terceira etapa, o planejamento e definição de como realizar o trabalho, inicia-se o
estudo de caso com o mapeamento do processo produtivo do layout atual, seguindo os passos

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
49
apresentados na seção 2.4. Seguindo as medidas típicas, para medir o desempenho de uma
operação produtiva, de Slack (1999), começou-se também o levantamento de dados inerentes
ao trabalho como: cronometragem de atividades, tempos de transporte, tempos de espera,
capacidade produtiva, tempo de ciclo e lead times produtivos, conforme seção 2.6 de medição
de desempenho da produção. Nesta etapa, apresenta-se mais detalhadamente o histórico da
empresa, atuação no mercado interno e externo, número de funcionários, programas de
qualidade implantados, produções diárias e demais informações referentes ao sistema
produtivo da empresa.
Estágio Atividade realizada
Etapa 1: Definição do
problema e objetivos
- Definir tema e objetivos da pesquisa;
- Planejamento do trabalho;
- Delimitar o trabalho.
Etapa 2: Estudo das
teorias relacionadas
ao objetivo
- Apresentação do referencial teórico necessário a realização do
estudo de caso;
- Estudo do software de simulação computacional no desenvolvimento
deste trabalho.
Etapa 3: Planejamento
e definição de como
realizar o trabalho
para atingir o objetivo
- Apresentação da empresa e descrição do processo em estudo;
- Layout atual;
- Mapeamento do processo;
- Cronometragem das operações;
- Levantamento dos tempos que não agregam valor ao produto (como
transporte e espera);
- Recursos existentes;
- Roteiro de produção.
Etapa 4:
Desenvolvimento
contínuo
-Desenvolvimento do software para a aplicação da situação atual e
futura do setor produtivo em estudo;
Etapa 5:
Experimentação e
análise dos resultados
- Proposta de um rearranjo dos recursos produtivos;
- Aplicação da situação proposta no software;
- Análise dos dados gerados pelo software;
- Análise da aplicabilidade do software para a empresa COSUEL.
Etapa 6: Conclusões - Documentação, apresentação, implementação e conclusões sobre o
estudo realizado.
Figura 10 Fluxo da Metodologia utilizada
Com o conhecimento das informações do processo, na quarta etapa, desenvolve-se a
aplicação da situação atual no software ProModel. Com os dados da etapa anterior, é realizada
a simulação computacional, avaliando o índice de produtividade e eficiência para cada
atividade do processo produtivo.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
50
Na quinta etapa, objetivando aperfeiçoar a produtividade do setor embalagem de
carnes, foi apresentada a proposta para a programação e rearranjo dos recursos produtivos.
Este processo teve início após ser realizado o levantamento de todos os dados necessários do
setor através do estudo de caso, que abrange o mapeamento do processo e as medidas de
desempenho desdenhadas na simulação computacional. Com a proposta montada, foi
realizada a simulação computacional, através da pesquisa experimental, que teve como
objetivo simular o setor produtivo através do software ProModel, seguindo as etapas
propostas por Harrel et al. (2002), mostradas no item 2.8.1. No processo de utilização da
simulação computacional, foram manipuladas as variáveis encontradas no estudo de caso,
buscando analisar o processo e suas interações com as modificações no sistema proposto pela
nova programação e utilização dos recursos produtivos do setor. Com a análise dos dados
gerados pelo software, também foi realizada a aplicabilidade da ferramenta na empresa, assim
como os resultados obtidos com o uso do ProModel na simulação do novo arranjo dos
recursos produtivos do sistema produtivo do setor de embalagem de carnes. Conforme Harrel
et al. (2002), a validação da simulação ocorre quando o modelo reflete a operação do sistema
real em estudo de tal forma que se dê encaminhamento ao problema definitivo.
Na sexta e última etapa, o trabalho foi documentado e apresentado, e as conclusões
sobre o estudo foram apresentadas, mostrando as dificuldades encontradas durante a
elaboração deste trabalho, assim como as possíveis melhorias que podem ser incluídas em
futuros trabalhos. A principal avaliação foi em relação à produtividade da nova proposta de
arranjo dos recursos produtivos simulados.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
51
4 ESTUDO DE CASO
Inicialmente, neste capítulo é apresentada a empresa e o mapeamento do processo
produtivo em estudo, de onde foram retirados os dados e informações para abastecer o
software. O mapeamento apresenta os recursos existentes por linha de produto, identificando
os tempos necessários para a realização de cada tarefa e a quantidade de recursos e matérias-
primas do processo. Para isto, utiliza-se o mapofluxograma do atual arranjo físico do setor. O
capítulo apresenta também uma descrição do funcionamento do software ProModel para a
aplicação deste estudo.
Por uma questão de coerência com as tomadas de tempos já realizadas na empresa
onde foi aplicado este estudo, utilizou-se a metodologia de cronometragem da mesma.
Após a coleta de dados, são apresentadas propostas de melhorias afim de otimizar os
recursos produtivos do setor. Assim, desenhou-se um novo mapofluxograma de um arranjo
produtivo, demonstrando a aplicabilidade das mudanças propostas. Para isso, a simulação
computacional foi utilizada, verificando melhor a validação da proposta. O levantamento de
dados necessários para a elaboração deste trabalho foi realizado pelo autor e alguns
colaboradores da empresa em estudo.
4.1 Histórico da Empresa em Estudo
No dia 15 de junho de 1947, 387 pequenos agricultores uniram esforços e fundaram a
Cooperativa dos Suinocultores de Encantado Ltda., a COSUEL. Em agosto de 1948, apesar de
modestos recursos e uma gama de obstáculos, iniciou-se a principal atividade da empresa, o
frigorífico.
O objetivo inicial da COSUEL era a atividade suinícola, sua industrialização e
comercialização, considerada toda a cadeia, bem como a defesa geral dos interesses
econômicos dos associados em torno desta atividade. Desde o início a cooperativa mostrou
preocupar-se com a defesa da suinocultura e com a qualidade dos produtos, além de buscar
maneiras de aproveitar racionalmente a produção dos associados.
Como seu principal objetivo era proporcionar a comercialização dos produtos dos seus
pequenos agricultores associados, com o passar dos anos a Cosuel foi diversificando suas
atividades. Com este princípio, e atendendo demandas de mercado, surgiu, em 1957 a fábrica
de óleo de soja, a fábrica de rações em 1963 e em 1965 a indústria de laticínios. Estruturação
esta tornou os produtos, sob a marca Dália conhecidos em todo Brasil (DÁLIA, 2011).

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
52
Diante da necessidade de aumentar sua competitividade, ao longo da década de 1990,
a COSUEL concentrou suas atividades na suinocultura e na atividade leiteira. Estas atividades
são complementadas por outras, como a produção de rações e concentrados, ao mesmo tempo
que a cooperativa apóia o cultivo de milho e de outras lavouras que servem com alimentos
para os suínos e o rebanho leiteiro.
A COSUEL, em incessante busca por maior competitividade, tem organizadas
estruturas de caráter social, técnico e administrativo baseadas nas mais modernas tecnologias
para enfrentar um mercado cada vez mais exigente e globalizado. Um quadro de funcionários
enxuto e qualificado para, além de atuar no mercado interno, também exportar seus cortes
especiais de suíno, conforme Figuras 11, 12, 13, 14 e 15, para países do Mercosul, continente
africano, Hong Kong, Cingapura e Rússia.
A Figura 11 demonstra como a carcaça fica do final da linha de abate até o início de
sua desossa. Desta forma também, durante anos a COSUEL exportou a meia carcaça para o
mercado russo (atualmente o único comprador deste corte é o Egito)
Figura 11 Meia Carcaça suína (DÁLIA, 2011)
O item de maior volume de produção no setor de embalagem de carnes é o carré,
Figura 12, com uma produção diária média de 15.000 Kg. Hoje este corte está sendo
distribuído em mercados como Hong Kong, Egito e mercado interno.
A sobrepaleta é um corte oriundo do final do carré acima da paleta, demonstrado na
Figura 13. Mercado interno, Rússia, Cazaquistão, Egito, Cingapura e Uruguai são os destinos
atuais para este corte.
A paleta sem osso tem hoje 50% de sua produção utilizada para a produção de
embutidos, o restante (algo em torno de 6.000 Kg por dia) é preparado para mercados como
Rússia, Egito, Cazaquistão, Uruguai e mercado interno.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
53
Figura 12 Carré suíno (DÁLIA, 2011)
Figura 13 Sobrepaleta suína (DÁLIA, 2011)
O pernil sem osso da COSUEL atinge hoje mercados como Rússia, Egito,
Cazaquistão, Uruguai, Cingapura e mercado interno. Cerca de 30% da produção deste corte é
destinada à industrialização para a produção de presunto cozido.
A Cosuel está inserida no mercado internacional de carnes desde 1992. São
produzidos cortes de suíno, de acordo com os padrões internacionais, e também outros
específicos de acordo com as exigências de nossos clientes.
Nos anos 2000, a Cosuel desenvolve as seguintes atividades industriais: indústria de
produtos suínos frigoríficos, com capacidade instalada para abater 1.500 suínos/dia e uma
atual preparação para abater 2.700 no final de 2012; fábrica de rações e concentrados;
indústria de laticínios e uma nova fábrica de leite em pó com previsão para inicio de
atividades no final de 2011. Desenvolve também as seguintes atividades comerciais: Divisão

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
54
Varejo, com supermercado, setor de suprimentos e loja agropecuária; Divisão de Vendas, com
filiais e/ou representantes em São Paulo, Minas Gerais, Rio de Janeiro, Brasília, Santa
Catarina, Paraná e Paraíba.
Figura 14 Paleta sem osso (DÁLIA, 2011)
Figura 15 Pernil sem osso (DÁLIA, 2011)
4.2 Mapeamento do processo produtivo
Através do mapeamento do processo produtivo do setor de embalagem de carnes foi
possível visualizar o processo hoje existente na fábrica, e assim identificar os roteiros de
produção e recursos existentes. Os produtos em análise que foram usados para realizar o
mapeamento são o carré, a sobrepaleta, o pernil sem osso e a paleta sem osso. A escolha
destes produtos se deve ao fato de serem os quatro itens de maior volume de produção do

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
55
setor. São produzidos em uma sala com espaços enxutos, os produtos estudados podem ser
visualizados na Figura 16.
Figura 16 Imagens dos quatro produtos em estudo
4.2.1 Descrição do processo
O frigorífico da empresa em estudo se divide em três andares: no terceiro são
realizados o abate e desossa, no segundo andar a industrialização (salsicharia) e embalagem
destes produtos, e no primeiro realiza-se a embalagem dos cortes realizados na desossa,
embalagem dos miúdos oriundos do abate, congelamento destes produtos embalados,
armazenamento e expedição. Atualmente, a Cosuel abate e desossa diariamente uma média de
1.500 suínos/dia. O suíno é abatido no período da tarde, permanece em uma câmara de
maturação por no mínimo 12 horas, sendo desossado na manhã seguinte. Ao final da linha de
abate, o suíno está em forma de meia carcaça, na forma apresentada na Figura 11.
No primeiro expediente do dia, durante aproximadamente quatro horas e meia, com
uma velocidade média de 350 suínos por hora, são realizadas as atividades de desossa. Este
processo inicia com o suíno dividido ao meio conforme Figura 11. Esta carcaça
primeiramente é dividida, como mostra a Figura 17.
O setor de desossa possui quatro esteiras de produção, uma para desossa da paleta e
barriga com costela, uma para desossa do carré e sobrepaleta, outra para desossa do pernil, e
uma última para preparação de matérias-primas para a industrialização. As três primeiras têm
como destino final o setor de embalagem de carnes. No final de todas as esteiras, os cortes
caiem através de uma tubulação de inox, de onde os produtos descem até seu destino final
conforme apresenta a Figura 18.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
56
Figura 17 Divisão da meia carcaça para o início da desossa
Figura 18 Setor de desossa da empresa COSUEL
4.2.2 Arranjo físico do setor em estudo
Nesta etapa do estudo, o objetivo é apresentar o atual arranjo físico do setor. O
processo produtivo das instalações do setor de embalagem de carnes é caracterizado pelo
arranjo físico em linha, pois é em função da matéria-prima que esta sendo transformada que
se distribuem os recursos produtivos. Assim, o arranjo se baseia no processo seqüencial dos
cortes na forma de linha, proporcionando como principais vantagens um fluxo simples e
lógico, ocupando pequenos espaços, otimizando tempos improdutivos e estoques

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
57
intermediários. Para a demonstração do atual arranjo físico foi utilizado um mapofluxograma
como apresenta a Figura 19.
SIMBOLOGIA
1- RECEBIMENTO
2- CAIXAS PALETA 1
3- CAIXAS PALETA 2
4- EMBALAGEM
5- GRAMPEADEIRA
6- BALANÇA
7- VERIFICAÇÃO E SAÍDA
Figura 19 Mapofluxograma do atual arranjo físico
O processo do setor em estudo, Figura 19, inicia-se com o recebimento dos cortes por
intermédio de tubulações de inox que interligam o final da esteira da desossa, no terceiro

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
58
andar da planta industrial, com a embalagem de carnes, no primeiro piso. Os cortes são
recebidos em dois tanques de inox de onde os funcionários retiram e os carregam até suas
mesas de embalagem. O tanque 1, na parte esquerda superior da Figura 19, recebe os cortes
oriundos das esteiras de desossa de paleta e carré com barriga. O outro recebe o pernil da
esteira de desossa deste corte. Os cortes passam cada um por sua mesa de embalagem até sua
balança e janela de saída da sala de embalagem de carnes, de forma que já se encontram
acondicionados em caixas de papelão. A pesagem dos cortes é feita de forma
computadorizada, emitindo uma etiqueta código de barras para cada caixa pesada.
O primeiro tanque, o que recebe de duas esteiras, recebe cortes como: carré,
sobrepaleta, paleta e costelas. As costelas possuem o processo mais simples de todos, saindo
do tanque diretamente para uma bacia plástica, de onde são acumuladas para serem pesadas
na balança e enviadas para fora da sala de embalagem para o acondicionamento nas caixas de
papelão.
Conforme a Figura 20, o carré vai direto para uma mesa, onde é embalado (com uma
folha plástica ele é enrolado) por uma pessoa, posteriormente a peça passa para as mãos de
um operador de uma grampeadeira, e este fecha um grampo em cada uma das duas pontas da
peça (outras duas pessoas realizam a mesma atividade no outro lado da mesa). Por fim o carré
chega aos seus dois operadores de balança, estes acumulam 4 peças na balança (com pesos na
faixa de 21 à 24 Kg) e acondicionam as peças em uma caixa de papelão na janela de saída da
sala.
Figura 20 Processo de embalagem do carré
Para o levantamento dos tempos das operações e recursos existentes no roteiro de
produção da embalagem de carré, cujo processo foi demonstrado na Figura 20, fez-se uma

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
59
análise através de um fluxograma com a descrição das operações executadas divididas em
elementos, conforme Figura 21, é recebida uma peça de carré a cada 5 segundos.
DESCRIÇÃO DAS OPERAÇÕES
Uma pessoa realiza esta atividade levando em média 4 segundos por peça de carré para retirá-lo do tanque 1 e deixá-la na mesa de embalagem 1.
Tempo = 4 segundos
Duas pessoas realizam esta atividade (cada um faz sua peça sozinho), levando em média cada operário 10 segundos por peça de carré, para enrolá-lo em uma folha plástica.
Tempo = 10 segundos / 2 = 5
Duas pessoas realizam esta atividade (cada um faz sua peça sozinho), grampeando as duas pontas do corte enrolado pela folha plástica, levando em média cada operário 11 segundos por peça de carré.
Tempo = 11 segundos / 2 = 5,5
Duas pessoas realizam a pesagem do carré, levando em média cada operário 41 segundos por caixa com 4 peças de carré.
Tempo = 41 segundos / 2 = 20,5
20,5 / 4 (peças) = 5,1
Figura 21 Fluxograma do processo de embalagem de carré
Com a velocidade média da desossa de 350 suínos por hora (cada suíno possui 2
carrés) são recebidas 700 peças de carré neste período, assim se fez um cálculo para conhecer
a cada quanto tempo é recebida cada peça: dividindo as 700 peças por 60 minutos (1 hora)
temos 11,66 peças por minuto. Dividindo os 60 segundos (1 minuto) pelas 11,66 peças resulta
em 5,14 peças de carré por segundo. O valor, 5,14 peças por segundo, servirá para alimentar o
software.
Na sobrepaleta, o processo é semelhante ao do carré, a peça vai direto do tanque para
sua mesa, é enrolada em uma folha plástica por duas pessoas e grampeada nas duas pontas por
outras duas pessoas. Porém para pesar, uma única pessoa absorve o trabalho das duas duplas,

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
60
pois em cada caixa, o operador de balança da sobrepaleta acumula 13 peças (alcançando pesos
médios de 22 à 23 Kg) e acondicionando as peças em uma caixa de papelão na janela de saída
deste produto do setor. É recebida uma peça de sobrepaleta a cada 5 segundos. Este processo
é apresentado na Figura 22.
Figura 22 Processo de embalagem de sobrepaleta
Fez-se uma análise através de um fluxograma com a descrição das operações
executadas, para o levantamento dos tempos das operações e recursos existentes no roteiro de
produção da embalagem da sobrepaleta, conforme Figura 23.
Com a velocidade média da desossa de 350 suínos por hora (cada suíno possui 2
sobrepaletas), seguindo os valores do carré, são recebidas 700 peças de sobrepaleta neste
período, assim o cálculo para conhecer a cada quanto tempo é recebida cada peça é o mesmo
apresentado para o carré, que resulta em 5,14 peças por segundo, valor que irá abastecer o
software.
A paleta, conforme Figura 24, é o corte que apresenta o maior tempo de transporte
para o início de sua embalagem. Este item é retirado do tanque (é recebida uma peça de paleta
no tanque 1 a cada 10 segundos), colocado em bacias plásticas e transportado até o outro lado
do salão do setor. Após este transporte, as peças são embaladas em sacos plásticos por duas
pessoas, depois grampeadas por uma e encaminhadas a 1 operador de balança, que acumula 5
peças (alcançando um peso entre 22 e 23 Kg). A Figura 24 auxilia no entendimento deste
processo.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
61
DESCRIÇÃO DAS OPERAÇÕES
Uma pessoa realiza esta atividade levando em média 4 segundos por peça de sobrepaleta para retirá-la do tanque 1 e deixá-la na mesa de embalagem 2.
Tempo = 4 segundos
Dois operadores realizam esta atividade (cada um faz sua peça sozinho), levando em média cada operador 7 segundos por peça de sobrepaleta, para enrolá-la em uma folha plástica.
Tempo = 7 segundos / 2 = 3,5
Com a sobrepaleta embalada, duas pessoas grampeiam as duas pontas de cada peça, levando em média cada operário 6 segundos por peça de sobrepaleta.
Tempo = 6 segundos / 2 = 3
Uma pessoa realiza a pesagem da sobrepaleta, levando em média 40 segundos por caixa com 13 peças de sobrepaleta.
Tempo = 60 / 13 = 4,61
Figura 23 Fluxograma do processo de embalagem de sobrepaleta
Um fluxograma do processo de embalagem de paleta e uma descrição das operações
executadas foi feito para o conhecimento dos tempos das operações e recursos existentes,
sendo apresentados na Figura 25.
Por último temos o pernil, este possui um tanque menor e único, o tanque 2 mostrado
na Figura 26, para o recebimento de uma peça a cada 10 segundos. Sua forma de embalagem
é muito semelhante à paleta. O pernil é retirado do tanque por uma pessoa e colocaado dentro
de um saco plástico que outra pessoa já está segurando. Após, grampeado e pesado com 4

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
62
peças por caixa (alcançando um peso na faixa entre 22 e 25 Kg), conforme demonstrado na
Figura 26.
Figura 24 Processo de embalagem de paleta
Com a velocidade média da desossa de 350 suínos por hora (cada suíno possui 2
paletas) são recebidas 350 peças de paleta neste período (as outras 350 são destinas as setor de
industrialização, que, como já citado, absorve 50% da desossa deste corte para a produção de
embutidos), assim se fez um cálculo para conhecer a cada quanto tempo é recebida cada peça:
dividindo as 350 peças por 60 minutos (1 hora) temos 5,83 peças por minuto. Dividindo os 60
segundos (1 minuto) pelas 5,83 peças resulta em 10,29 peças de carré por segundo. O valor
10,29 servirá para abastecer o software.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
63
DESCRIÇÃO DAS OPERAÇÕES
Uma pessoa realiza esta atividade levando em média 4 segundos por peça de paleta recebida no tanque 1 para colocá-la em caixas plásticas.
Tempo = 4 segundos
Com as peças de paleta sendo colocadas nas caixas plásticas, um operador aguarda o enchimento destas (com 35 peças) para fazer o transporte da caixa até a mesa de embalagem.
Tempo = 30 segundos
Três pessoas realizam a embalagem de paleta, uma pega a peça na caixa e coloca dentro do saco plástico que outra esta segurando (6 segundos). Está última encaminha a paleta ensacada para uma terceira pessoa que coloca uma etiqueta internamente ao saco (2 segundos).
Tempo = 6 + 2 = 8 segundos
Com a paleta ensacada e com a etiqueta interna colocada, um operador, por 6 segundos, com auxílio de uma grampeadeira fecha o saco com um grampo.
Tempo = 6 segundos
Uma pessoa realiza a pesagem do paleta, levando em média 25 segundos por caixa com 6 peças de paleta.
Tempo = 45 s / 6 = 7,5
Figura 25 Fluxograma do processo de embalagem de paleta
Para o conhecimento dos recursos existentes e tempos das operações de embalagem de
pernil, foi feito um fluxograma com as descrições das operações executadas divididas em
elementos, conforme Figura 27.
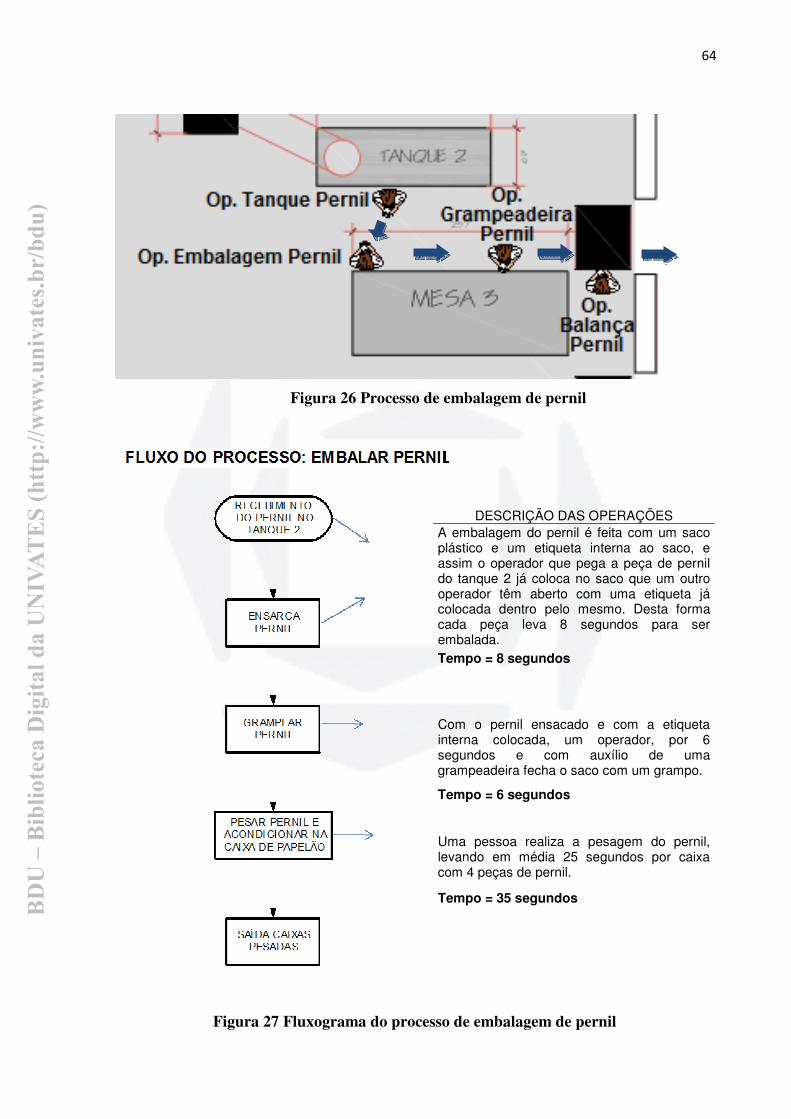
BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
64
Figura 26 Processo de embalagem de pernil
DESCRIÇÃO DAS OPERAÇÕES
A embalagem do pernil é feita com um saco plástico e um etiqueta interna ao saco, e assim o operador que pega a peça de pernil do tanque 2 já coloca no saco que um outro operador têm aberto com uma etiqueta já colocada dentro pelo mesmo. Desta forma cada peça leva 8 segundos para ser embalada.
Tempo = 8 segundos
Com o pernil ensacado e com a etiqueta interna colocada, um operador, por 6 segundos e com auxílio de uma grampeadeira fecha o saco com um grampo.
Tempo = 6 segundos
Uma pessoa realiza a pesagem do pernil, levando em média 25 segundos por caixa com 4 peças de pernil.
Tempo = 35 segundos
Figura 27 Fluxograma do processo de embalagem de pernil

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
65
Com a velocidade média da desossa de 350 suínos por hora (cada suíno possui 2
pernis), seguindo os valore da paleta, são recebidas 350 peças de pernil neste período e o
restante (50%) destinado a produção de embutidos, assim o cálculo para conhecer a cada
quanto tempo é recebida cada peça é o mesmo apresentado para a paleta, que resulta em 10.29
peças por segundo, valor que irá abastecer o software.
4.3 Aplicações no software Promodel
A escolha das configurações básicas do sistema é o primeiro passo para qualquer
simulação realizada com o software Promodel, conforme Figura 28.
Figura 28 Informações Gerais (PROMODEL USER’S GUIDE, 2002)
Nesta etapa, conforme Figura 28 definem-se unidades de medida de distância (pés ou
metros), e de tempo (hora, minuto ou segundo). Os ajustes de escala do layout da planta é o
próximo passo, onde o modelista pode inserir uma imagem que represente o layout real da
empresa em estudo, como na Figura 29, assim o restante do modelo é criado em cima desta
imagem. O software suporta diversos formatos de imagem facilitando este processo.
Conforme Figura 29, para ajustar uma escala correta em uma figura de fundo
importada, é necessário conhecer a distância de um objeto, ou uma parede por exemplo de 15

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
66
pés, contar o número de unidades de grade que cobre este objeto (digamos que haja 12
unidades de grade ao longo desta parede) e divida a distância conhecida pelo número de
unidades de grade (15/12 = 1.25). O quociente 1.25 é utilizado no campo de distância de
escala. Assim, todas as distâncias no modelo terão suas medidas corretamente baseadas nesta
escala, conforme Figura 30.
Figura 29 Ajustes da grade (PROMODEL USER’S GUIDE, 2002)
Conforme Figura 30, o layout fica com sua escala acertada, o que permite uma correta
utilização futura da função Rede de Caminhos, que será tratada a frente.
Com as configurações básicas prontas, a melhor maneira de começar um processo de
simulação é a inserção dos elementos chamados Locais, que, como já visto anteriormente, são
os lugares onde os objetos vão para ser manufaturados ou estocados. A Figura 31 mostra as
principais características dos locais. Máquinas e pontos de estoque são bons exemplos destes
itens.
Da esquerda para a direita, da Figura 31, temos o ícone e o seu nome, podendo ser
renomeado pelo usuário a fim de identificar o local. No campo Capacidade é identificado o
número de entidades que podem ocupar simultaneamente o local, ou seja, estipulam-se
quantas peças um estoque pode suportar ou uma máquina pode processar ao mesmo tempo.
Seguindo com o campo Unidades, onde informa-se quantas unidades do mesmo local serão

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
67
criadas no modelo. Com o campo Estatística é possível escolher o grau estatístico que se
deseja coletar durante a simulação. Para o campo Regras, pode-se escolher como o local
seleciona as entidades que nele entram e as ordena para sair para o próximo local. Nos locais
também ser inseridas anotações sobre a construção do modelo no campo Anotações.
Figura 30 Ajuste de escala (PROMODEL USER’S GUIDE, 2002)
Com os locais criados e configurados, o próximo passo é criar entidades, essas
referentes a matérias, peças, objetos ou até pessoas que sofrem algum tipo de ação no modelo.
A grande maioria do exemplo são matérias-primas sofrendo processos de manufatura.
Entidades podem ser estacionárias ou móveis, e são representadas através de ícones gráficos,
como exemplifica a Figura 32.
Os campos que o software possui para a criação e configuração das entidades estão
demonstrados na Figura 32. A Velocidade é um campo para definir a velocidade de
movimentação da entidade quando ela se movimenta sem auxílio de nenhum transportador, ou
seja, se deslocando sozinha. Caso contrário, ela será a velocidade de seu meio de transporte. O
campo Estatísticas, como no caso dos Locais, é utilizada caso o usuário queira colher algum
tipo de estatística necessária.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
68
Figura 31 Principais características de Locais (PROMODEL USER’S GUIDE, 2002)
Figura 32 Características das Entidades (PROMODEL USER’S GUIDE, 2002)

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
69
Na janela de ícones gráficos das entidades, pode-se selecionar a opção Novo para
inserir mais de um objeto que represente a mesma entidade. Deixando esta opção desmarcada,
torna-se um procedimento útil para adicionar as alterações de um produto em manufatura, ou
seja, durante o processo o software apresenta as alterações da matéria prima durante o seu
processo produtivo, tornando a simulação mais próxima à situação real.
O próximo passo da construção da simulação é definir de que forma as entidades
chegam no modelo. Esta etapa está exemplificada na Figura 33 e é conhecida como Chegadas.
Figura 33 Definição das Chegadas (PROMODEL USER’S GUIDE, 2002)
Conforme Figura 33, as Chegadas referem-se a qual entidade e como os recursos irão
iniciar seu processo. São definidas as quantidades de unidades, sua freqüência e ocorrência no
modelo. A coluna Quantidade Cada é um campo para informar quantas destas entidades
chegarão toda vez que há uma chega. No campo Primeira Vez informa-se ao software em que
momento (horário ou data) a chegada irá ocorrer. O campo Ocorrência indica o número de
vezes que uma chegada irá ocorrer, podendo ser usado a opção Infinito. Também faz parte das
características das chegas a inserção de algum tipo de lógica que se faça necessária.
O próximo passo da construção do modelo no software é determinar os processos que
irão ocorrer na simulação, conforme exemplificado na Figura 34, é informado ao sistema o

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
70
que acontece com as entidades, para qual recurso ela deve dirigir para a próxima atividade e
como será sua locomoção até este destino.
Ao se iniciar o processo, conforme Figura 34, o desenvolvimento do Processo inicia
com a abertura de duas janelas: uma de processo e outra de roteamento. Na janela de processo
insere-se o desenvolvimento da entidade dentro do local selecionado, ou seja, pode-se inserir
o tempo que a entidade demora a ser processada, entre outras configurações possíveis de
serem acessadas através do campo Operações e seu construtor de lógicas, conforme Figura 35.
Figura 34 Desenvolvimento do Processo (PROMODEL USER’S GUIDE, 2002)
O construtor de lógica exemplificado na Figura 35 é um jeito fácil e rápido de
construir lógicas ou entrar com nomes de itens definidos. É uma maneira fácil de garantir que
a sintaxe esteja correta. Por possuir diversos comandos esse campo mostra a informação
necessária para usar cada comando, estes avisos aparecem como botões que permitem inserir
a informação necessária.
A janela de roteamento mostra qual o processo está ocorrendo em determinado ponto
do modelo, informando a entidade e para qual recurso ela deve se dirigir. No campo Regra
informa a possibilidade de haver uma fila qualquer de entidades, escolhendo-se através de
determinadas regras qual das entidades deve ser processada primeiro. O campo Lógica de

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
71
Movimento recebe a informação da velocidade de movimentação da entidade de um recurso
para o outro, podendo receber adicionais informações do Construtor de Lógica.
Para a construção de um modelo de simulação, com o software Promodel, ser o mais
próximo possível da realidade, são criadas Redes de Caminhos para os recursos, conforme
Figura 36, com suas Interfaces para com os Locais. Redes de caminho permitem aos recursos
e entidades se mover ao longo do modelo. Recursos dinâmicos devem se mover nas redes de
caminho. Entidades podem se mover nas redes de caminho bem como de outras maneiras.
Redes de Caminhos consistem de Segmentos de Caminhos ligados, Nós e Interfaces. As
interfaces definem o relacionamento entre um nó e um local particular. Quando um nó tem
interface com um local, significa que as entidades e os recursos se encaminharão para este nó
quando eles são destinados a este local. Desta forma, apenas um nó pode ter interface com um
determinado local a partir da mesma rede.
.
Figura 35 Desenvolvimento de Processo: Construtor de Lógicas (PROMODEL
USER’S GUIDE, 2002)
A Figura 36 apresenta as configurações disponíveis para uma Rede de Caminho. O
campo Tipo apresenta as opções Passante e Não-Passante. Passante significa que uma
entidade ou recurso se movendo na mesma direção pode ultrapassar uma entidade mais lenta.
Não-Passante significa que ela deve reduzir a velocidade e ficar atrás da entidade mais lenta

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
72
sem ultrapassar. É declarado se a rede de caminho é medida em relação a velocidade e
distância ou pelo tempo no campo T/S. O campo Caminhos é usado para definir os segmentos
do caminho. As Interfaces são usadas para definir as interfaces dos nós com os locais. No
campo Mapeamento define-se determinados caminhos e direções que as entidades e recursos
devem usar movendo-se na rede. Se as regras padrão se aplicam, este campo é deixado livre.
Por último, o campo Nós define o nome e limite de capacidade para o nó (a capacidade
padrão de um nó é infinita).
Figura 36 Redes de Caminho (PROMODEL USER’S GUIDE, 2002)
4.4 Simulação computacional
4.4.1 Simulação computacional da situação atual do arranjo produtivo
Para iniciar uma análise da situação atual do setor de embalagem de carnes fez-se uma
simulação com o software ProModel. Os resultados obtidos são importantes para fins de
comparações com a posterior proposta que será simulada com um novo arranjo produtivo. Os
recursos existentes no setor já foram abordados neste trabalho, assim como o

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
73
mapofluxograma, e foram representados no arranjo físico de simulação do software na Figura
37, onde se verifica o funcionamento desta simulação, através de uma captura de tela.
Com a simulação realizada (4,77 horas de simulação), são identificados os problemas,
bem como, as idéias para a proposta de melhoria que objetiva uma otimização na
produtividade e uma comprovação da aplicabilidade da mudança com a simulação
computacional. Para auxiliar na identificação de ociosidades, está apresentado na Figura 38,
um gráfico fornecido pelo software no fim da simulação da situação atual, que apresenta, nas
tarjas azuis, a porcentagem de utilização dos recursos, ou seja, a quantidade de tempo que os
funcionários permanecem realizando suas atividades, podendo-se verificar a eficiência dos
processos produtivos do setor em estudo.
Figura 37 Simulação computacional da atual situação do setor

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
74
Observando o arranjo físico atual do setor de embalagem de carnes, apresentado no
mapofluxograma da Figura 19, a proposta de melhoria se inicia com uma busca pela
eliminação dos transportes presentes no processo de embalagem de paleta. Para isso, a idéia
foi substituir o local para o recebimento deste corte, passando-o para o tanque 2. Isto é
possível fazendo uma tubulação extra no final da primeira esteira da desossa, apresentada na
Figura 18, para levar o corte até a tubulação da terceira esteira (esteira de desossa do pernil).
Para isso, o tanque 2 terá de ser ampliado, possuindo medidas semelhantes ao do tanque 1, e
melhor posicionado na sala da embalagem de carnes, conforme apresenta Figura 39 , afim de
buscar o melhor fluxo no processo de embalagem. Com esta alteração no processo de
embalagem de paleta, se tornam desnecessárias as atividades do funcionário que somente
retirava as peças do tanque e as colocava nas caixas plásticas, do funcionário que fazia o
transporte das caixas até o local de embalagem e do funcionário que auxiliava na embalagem
do corte (colocando a etiqueta internamente ao saco plástico com paleta). Para mensurar a
situação atual do setor, em relação a esta proposta, a figura 38 apresenta os percentuais de
tempo que os funcionários permaneceram realizando transporte durante suas atividades
propriamente ditas (% in use) com a tarja verde, em relação ao tempo que permanecem
parados (% idle) com a tarja azul escuro, ao tempo transportando a matéria-prima entre os
recursos do sistema (% travel to use), tarja amarela, e ao tempo de movimentação para
retornarem ao seu ponto de espera (% travel to park), tarja azul claro.
A segunda proposta passa por uma análise do percentual de utilização de mão-de-obra
(Figura 39), informação esta gerada pelo ProModel na simulação da situação atual do
processo produtivo do setor embalagem de carnes. Assim, percebeu-se no processo de
embalagem de sobrepaleta uma considerável ociosidade, principalmente no funcionário
apresentado no software com o nome Op Gramp Sobrepaleta 2. Somando-se o percentual dos
dois operadores de grampeadeiras de sobrepaleta (Op Gramp Sobrepaleta 1 e Op Gramp
Sobrepaleta 2) o resultado não chega a 100% de tempo dedicado a realização de suas
atividades, ou seja, é possível tirar uma pessoa no processo de embalagem de sobrepaleta. A
idéia é retirar o Op Gramp Sobrepaleta 1 e utilizar o Op Emb Sobrepaleta 1 para realizar
simultaneamente as duas atividades, embalar e grampear.
Importante salientar que os operadores de tanque, Op Tanque Carré, Op Tanque
Sobrepaleta e Op Tanque Paleta, apresentados na Figura 39, têm uma ociosidade considerável
devido a serem consideradas, suas atividades, um ponto crítico, pois com qualquer parada no
processo de embalagem, acarreta em um acúmulo de produto em seus locais de trabalho.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
75
Outro resultado fornecido pelo software Promodel é a porcentagem de utilização dos
locais, podendo analisar a efetividade na utilização de máquinas (ou até pessoas) que
significam para o processo os lugares imóveis de processamento. A Figura 40 apresenta estes
dados, divididos no percentuais de utilização na operação com a tarja verde (% Operation),
inativo com a tarja azul (% Idle) e em espera com a tarja amarela (% waiting).
Figura 38 Análises dos tempos de transporte
Os dados apresentados na Figura 40 mostram, mais uma vez, uma baixa utilização de
recursos produtivos nos itens que correspondem aos processos da paleta e sobrepaleta, o que

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
76
intensifica a importância para aplicação de medidas, como as idéias propostas de alteração no
processo do setor, que aperfeiçoem estes dados.
Figura 39 Percentual de utilização de mão-de-obra
Com as propostas de mudança no arranjo físico produtivo, se espera uma diminuição de
quatro pessoas no quadro do setor, melhorando consideravelmente o fluxo produtivo do setor
de embalagem de carnes. As propostas foram verificadas através da simulação computacional
buscando provar a aplicabilidade deste estudo. A simulação foi detalhada pelo software
graficamente através de relatórios, onde se percebe a formação ou não de gargalos com as

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
77
alterações e redução de pessoas no quadro, resultando também em uma avaliação para
possíveis readaptações na proposta, a fim de aperfeiçoar ao máximos os recursos produtivos
do setor.
Figura 40 Percentual de utilização de Locais
O próximo passo no projeto de simulação foi esboçar o mapofluxograma das
propostas de mudança. Esta etapa está demonstrada na Figura 41, onde a simbologia auxilia o
entendimento das etapas do processo.
Seguindo os princípios para um projeto de simulação, se faz a coleta de dados para
abastecimento do software. Neste caso, as atividades foram somente reposicionadas ou
removidas em relação à situação atual do setor, sendo assim a coleta de dados da situação
atual servirá também para a situação proposta, com seus devidos ajustes dentro do novo
arranjo físico. Com o conhecimento dos dados para abastecimento do ProModel, iniciou-se a
simulação da proposta, sendo esta a próxima etapa de um projeto de simulação.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
78
Figura 41 Mapofluxograma da proposta para o arranjo produtivo
4.4.2 Simulação computacional do arranjo produtivo proposto
Com a simulação da proposta para sistema produtivo do setor de embalagem de carnes
realizada (com as mesmas 4,77 horas de simulação da situação atual do setor), a partir de
agora se verifica a validade das propostas de alteração do setor, conforme apresentado no
mapofluxograma da Figura 41. Aprovando ou não as mudanças, se observa o comportamento

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
79
do setor com esta situação através da simulação computacional. Uma captura de tela durante a
simulação da proposta do novo arranjo nos recursos produtivos é apresentado na Figura 42.
Figura 42 Captura de tela da proposta para o setor produtivo
Como o intuito de validar as alterações propostas e simuladas computacionalmente, é
feita uma análise dos resultados fornecidos pelo software Promodel, da mesma forma
analisada na simulação da situação atual, apresentada no item 4.4.2. Assim, primeiramente se
apresenta os novos percentuais de tempo que os funcionários permaneceram realizando
transporte durante suas atividades propriamente ditas (% in use) com tarja verde, em relação
ao tempo que permanecem inativos (% idle) com a tarja azul escuro, ao tempo transportando a
entidade entre os recursos do sistema (% travel to use), tarja amarela, e ao tempo de
movimentação para retornarem ao seu ponto de espera (% travel to park), tarja azul claro.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
80
Figura 43 Análise dos tempos de transporte com a proposta
Com os resultados da Figura 43, se pode chegar a conclusão de que os transportes
anteriores de movimentação não produtiva, travel to park, foram eliminados, criando um novo
no processo da sobrepaleta, que acontece devido a diminuição de uma pessoa no processo,
assim um operador está realizando duas atividades (gerando o percentual de movimentação.
O próximo passo é uma análise do percentual de utilização de mão-de-obra da situação
proposta, Figura 44, onde analisa-se o percentual de utilização, que o operador leva para
realizar sua atividade, de maneira única.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
81
Figura 44 Percentual de utilização de mão-de-obra com a proposta
Com os novos dados de utilização de mão-de-obra, se percebeu uma considerável
eliminação de recursos com percentuais improdutivos, com apresentado na Figura 39. Estas
informações fazem a confirmação da possibilidade de redução de um operador no processo de
embalagem de sobrepaleta, onde os índices melhoraram consideravelmente. Fica importante
salientar que os operadores de tanque, Op Tanque Carré e Op Tanque Sobrepaleta,
apresentados na Figura 44, têm uma ociosidade considerável devido a serem consideradas,
suas atividades, um ponto crítico, pois com qualquer parada no processo de embalagem,
acarreta em um acúmulo de produto em seus locais de trabalho.
Seguindo o processo de validação da proposta, temos outro importante resultado
fornecido pelo software Promodel, que é a porcentagem de utilização dos locais, onde se

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
82
analisa a efetividade na utilização de máquinas (ou até pessoas) que significam para o
processo os lugares imóveis de processamento. A Figura 45 apresenta estes dados, divididos
no percentuais de utilização na operação com a tarja verde (% Operation), inativo com a tarja
azul (% Idle), em espera com a tarja amarela (% Waiting) e parados ou bloqueados com a
tarja rosa (% Blocked).
Figura 45 Percentual de utilização de Locais na proposta
Os dados apresentados na Figura 45, em comparação aos da Figura 40 da situação
atual do setor, mostram a eliminação de um Local improdutivo, o Op Etiqueta Paleta, e
mesmo assim o processo manteve seus índices de utilização com os locais restantes. Assim se
pode concluir que a alteração proposta no processo é totalmente válida, em relação a
utilização de Locais, por não ter perdas mesmo com a redução de três operadores (para o
software dois Recursos e um Local).
4.4.3 Considerações finais
As mudanças realizadas no setor de embalagem de carnes não alteraram o tempo total
para a finalização das atividades (4,77 horas), tornando-se possível produzir a mesma
quantidade de cortes com os quatro funcionários reduzidos, em relação aos 24 da situação
atual do setor. Comprovou-se a eliminação de transportes e pessoas no processo da paleta e a

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
83
otimização (com redução de uma pessoa) com os recursos do processo da sobrepaleta, sem a
criação de gargalos. O processo proposto se apresentou consideravelmente mais linear em
relação ao fluxo produtivo.
Em relação ao software Promodel, ficou claramente percebível a utilização de uma
ótima ferramenta para o auxílio na tomada de decisões, principalmente na questão de eliminar
custos extras por investimentos pouco planejados, que geram novos custos para aperfeiçoá-
los. O Promodel apresentou dados de fácil compreensão, com uma capacidade de análise de
desempenho bastante profunda e individual dentro de um processo produtivo. Os resultados
obtidos com a simulação computacional confirmaram a representação da realidade do setor de
embalagem de carnes da empresa COSUEL.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
84
5 CONCLUSÃO
Estudar a viabilidade de uma proposta para rearranjo nos recursos produtivos do setor
de embalagem de carnes do frigorífico da empresa COSUEL com o auxílio do software
Promodel foi o objetivo básico deste trabalho. Concluiu-se que o objetivo foi atingido,
conseguindo, com a correta aplicação da simulação computacional do software Promodel,
tornar possível observar as situações operacionais das situações atual e proposta para o arranjo
físico, com resultados apresentados graficamente.
Através da realização deste trabalho, observou-se a importância da simulação
computacional para a melhoria na organização dos processos produtivos. O software
Promodel comprovou ser válido como auxílio à tomada de decisões no setor da empresa
estudada. A comparação nos resultados das diferentes formas de utilização dos recursos
produtivos simulados computacionalmente foi também aprovada com a finalização do
trabalho, observando que as alterações propostas pelo autor se apresentam válidas.
Para o sucesso deste trabalho ser alcançado foi fundamental o apoio da empresa e seus
colaboradores, no levantamento e obtenção dos dados necessários, e na liberdade e
oportunidade de aplicação deste estudo.
Algumas dificuldades foram encontradas no desenvolvimento deste trabalho, como
exemplos, pode-se citar a questão da bibliografia disponível sobre o assunto e o aprendizado
aprofundado no software Promodel, algo que somente aconteceu após muita prática através de
tentativas e erros.
Mesmo com os resultados positivos obtidos neste trabalho, há oportunidades para
melhorias, podendo ser possível simular o processo de forma mais abrangente, ou seja, a linha
de produção completa, desde o abate do suíno até a expedição do produto. Também se pode
propor um aprofundamento maior nos detalhes que dizem respeito a alimentação do software
Promodel, inserindo percentuais de paradas de produção ou quebras de máquinas. Outras
idéias para melhorias que se pode propor seriam uma Análise de Valor no Processo, um
Brainstorming, com um envolvimento de diversos funcionários.
Com a finalização deste estudo, e as alterações nos processo comprovadamente
realizadas com sucesso, a metodologia se mostrou adequada para a realização do trabalho, e o
software Promodel comprovou sua aplicabilidade neste estudo de caso, demonstrando que a
teoria da simulação computacional muito bem se comprova na prática. Para tanto, se planeja
estender a utilização do software dentro da empresa.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
85
Com os resultados obtidos neste trabalho, se torna confiável uma recomendação, para
trabalhos futuros ou para utilização como uma ferramenta para as empresas, com análises
mais detalhadas e abrangentes.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
86
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA PRODUTORA E EXPORTADORA DE CARNE SUÍNA, [http://www.abipecs.org.br]. Acesso em: 11 de setembro de 2010.
BANKS, J. Introduction to simulation. Proceedings of the winter simulation conference. Atlanta, 2000.
BARNES, Ralph Mosser. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6 ed. São Paulo: Edgar Blücher, 1977.
CASSEL, R. A. Desenvolvimento de uma abordagem para a divulgação da simulação no setor calçadista gaúcho. Dissertação de Mestrado. Programa de Pós Graduação em Engenharia de Produção. Universidade Federal do Rio Grande do Sul, 1996.
CAUCHICK M., P. A. et al.Metodologia de pesquisa em engenharia de produção e gestão de operações. Rio de Janeiro. Elsevier, 2010.
DÁLIA ALIMENTOS. Disponível em: <www.dalia.com.br> Acesso em: 17 de outubro de 2010.
DUARTE, R. N. Using simulation to support implementation of flexible manufacturing cell. Proceedings of the winter simulation conference, 2000.
FU, M. C., Optimization for simulation: Theory vs. Practice. Journal on Computing, vol. 14, n 3, 2002.
GAITHER, N.; FRAZIER, G. Administração da Produção e Operações. 1 ed. São Paulo, Thomson Learning, 2002.
HARREL, R. C. et al. Simulação: otimizando os sistemas. 2. Ed. São Paulo. Ed. IMAM 2002. 136p.
HARRINGTON, J. Aperfeiçoando processos empresariais. São Paulo. Ed. Markron, 1993.
LAW, A. M.; KELTON, W. David. (1991) – Simulation modeling and analysis 2. ed. New York: McGraw-Hill.
LAW, M. A. MCCOMAS, M. G. Simulation of manufacturing systems. Proceedings of the Winter Simulation Conference. Tucson, 1999.
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E COMÉRCIO EXTERIOR, [http://www.desenvolvimento.gov.br]. Acesso em: 10 de setembro de 2010.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
87
MOREIRA, D. A. Administração da produção industrial. São Paulo. Ed. Pioneira, 1994.
O`KANE, J.F. SPENCELEY, J.R. TAYLOR, R. Simulation as na essential tool for advanced manufacturing technology problems. Journal of materials processing technology, 2000.
OHNO, T. O sistema Toyota de produção: além da produção em larga escala. Porto Alegre, Bookman, 1997.
PERONI, W. J. Tempos e Movimentos. Rio de Janeiro. Ed. Confederação Nacional da Indústria, s.d.
PINTO, J., ORLANDO P. F. Simulação e otimização: desenvolvimento de uma ferramenta de análise de decisão para suprimento de refinarias de petróleo através de uma rede de oleodutos. Dissertação de mestrado em engenharia de produção. UFSC, Florianópolis, SC, 2001.
PRADO, D. Teoria das filas e da simulação. Vol. 2. Nova lima (MG), INDG Tecnologia e Serviços Ltda, 2006.
PROMODEL USER GUIDE. ProModel Corporation, 2002.
SHINGO, S. Non-stock production: the Shingo system for continuous improvement. Productivity Press, Inc.: USA, 1988.
SILVEIRA, G. Layout e manufatura celular. Apostila do curso de pós-graduação em Engenharia de Produção, UFRGS, Porto Alegre. 1998.
SLACK, N. et al. Administração da Produção. 3 ed. São Paulo, Atlas, 2009.
SPPEDING T. A., SUN, G.Q. Application of discrete event simulation to the activity based Costing of Manufacturing Systems. International Journal of Prodution Economics. Vol. 58. 1999.
TAVEIRA, R. A. Uma metodologia para aperfeiçoamento da mudança para um sistema de produção Just-in-Time em uma indústria Metalúrgica, usando simulação discreta e técnicas de projeto e experimentos de Taguchi. Dissertação (Mestrado em Engenharia de Produção) Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, 1997.
TOLEDO JUNIOR, I B. Produção, produtividade e eficiência. 8. Ed. Mogi das Cruzes, Gráfica Brasil, 2004.
TUBINO, D. F.. Manual de Planejamento e Controle da Produção. 2. ed. São Paulo, Atlas, 2000.
TUBINO, D. F.. Sistemas de Produção: A produtividade no chão de fábrica. Porto Alegre, Bookman, 1999.

BD
U –
Bib
liote
ca D
igita
l da
UN
IVAT
ES
(htt
p://w
ww
.uni
vate
s.br/
bdu)
88
VACCARO, G. L. R. Modelo e Análises de dados em simulação. Dissertação de Doutorado. Programa de Pós Graduação em Computação. Universidade Federal do Rio Grande do Sul, 1999.
VERGARA, S. C. Projetos e relatórios de pesquisa em administração. 7. ed. São Paulo. Ed. Atlas, 2006.
VILLELA, C. S. S. Mapeamento do processo como ferramenta de reestruturação e aprendizagem organizacional. Dissertação de mestrado. UFSC. Santa Catarina, 2000.
WOMACK, J. P. Soluções enxutas: como empresa e clientes conseguem juntos criar valor e riqueza. Rio de Janeiro, Elsevier, 2006.