processos de fabricação -...
TRANSCRIPT

Processos de FabricaProcessos de FabricaççãoãoMetalurgia do Pó
Prof. Henrique Cezar Pavanati, Dr. Prof. Henrique Cezar Pavanati, Dr. EngEngE-mail: [email protected]
ProProInIn II II –– Mecânica IndustrialMecânica Industrial
Instituto Federal de Santa CatarinaCampus de FlorianópolisDepartamento Acadêmico de Metal-MecânicaCurso Técnico de Mecânica Industrial – ProIn II
ApresentaApresentaçção baseada no curso de Metalurgia do Pão baseada no curso de Metalurgia do Póó do Prof. Alodo Prof. Aloíísio N. Klein, Dr. sio N. Klein, Dr. IngIng -- UFSCUFSC
2
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
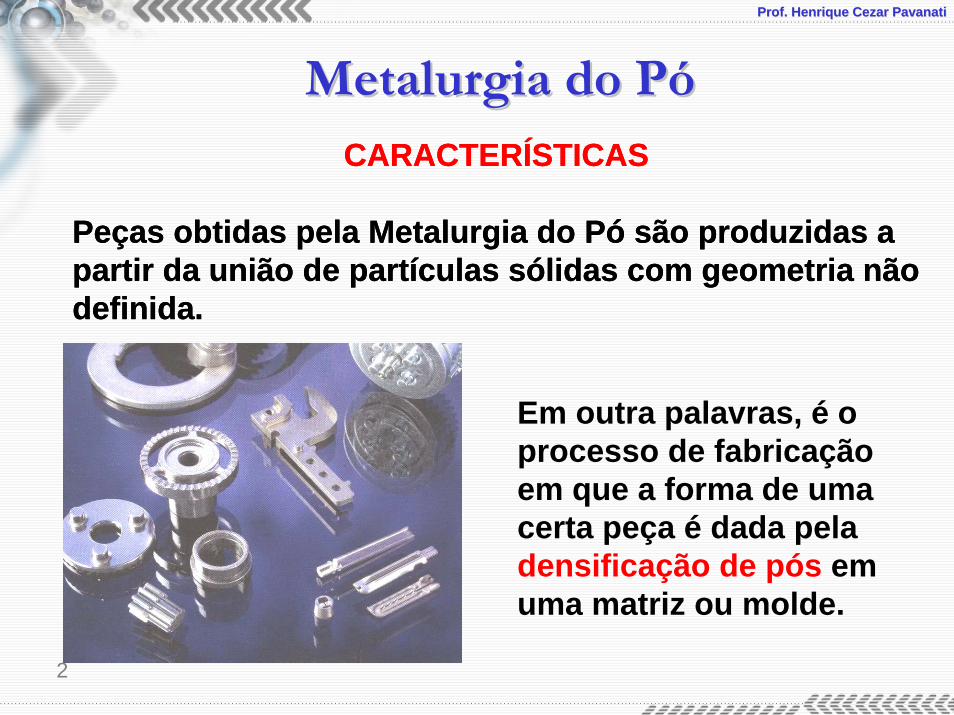
Peças obtidas pela Metalurgia do Pó são produzidas a partir da união de partículas sólidas com geometria não definida.
CARACTERÍSTICAS
Em outra palavras, é o processo de fabricação em que a forma de uma certa peça é dada pela densificação de pós em uma matriz ou molde.
Peças obtidas pela Metalurgia do Pó são produzidas a partir da união de partículas sólidas com geometria não definida.
CARACTERÍSTICAS
3
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
IMPORTÂNCIA DO PROCESSO
1. Necessidade tecnológicaMuitos materiais só podem ser obtidos através da metalurgia do pó
2. Controle microestruturalA versatilidade na obtenção da microestrutura desejada é maior
3. Processo alternativo mais econômicoProdução de grandes séries de peças iguais
4
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
VANTAGENS
1. Perda mínima de matéria-prima;2. Controle da composição química;3. Estreitas tolerâncias dimensionais;4. Fácil automação;
LIMITAÇÕES
1. Alto custo inicial;2. Tamanho e formato das peças limitados;3. Heterogeneidade microestrutural de ligas.
5
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
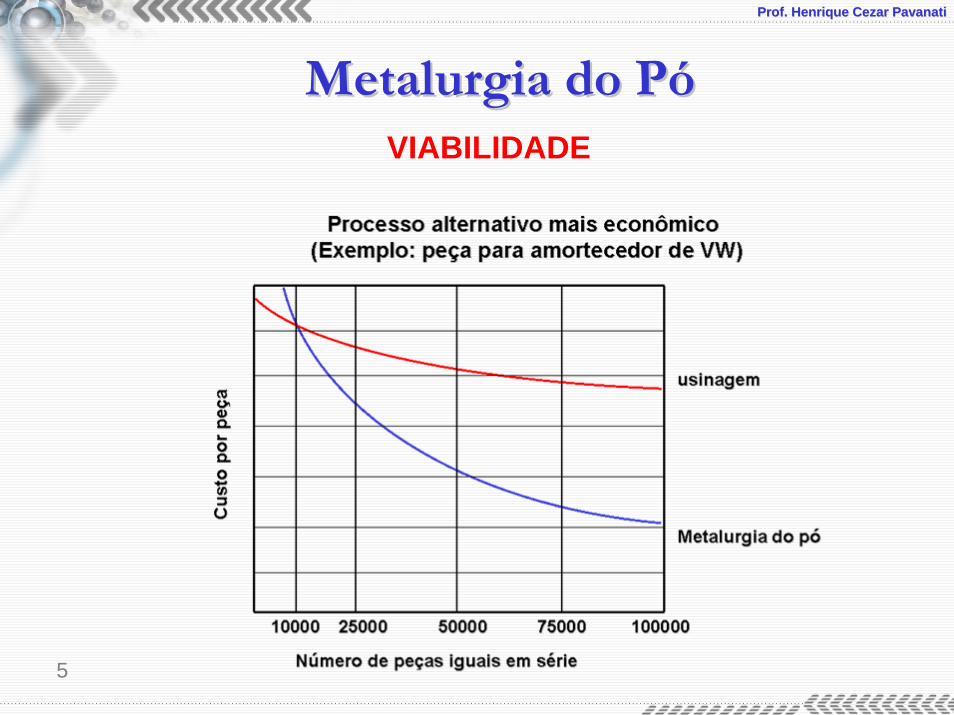
Metalurgia do PMetalurgia do PóóVIABILIDADE
6
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
CARACTERÍSTICA INTRÍNSECA
Os materiais obtidos pela metalurgia do pó (MP) possuem POROS como característica intrínseca .
Na maioria das situações a porosidade é indesejada ou atua como um “defeito” no material. No entanto, em outras é imprescindível para sua aplicação.
7
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
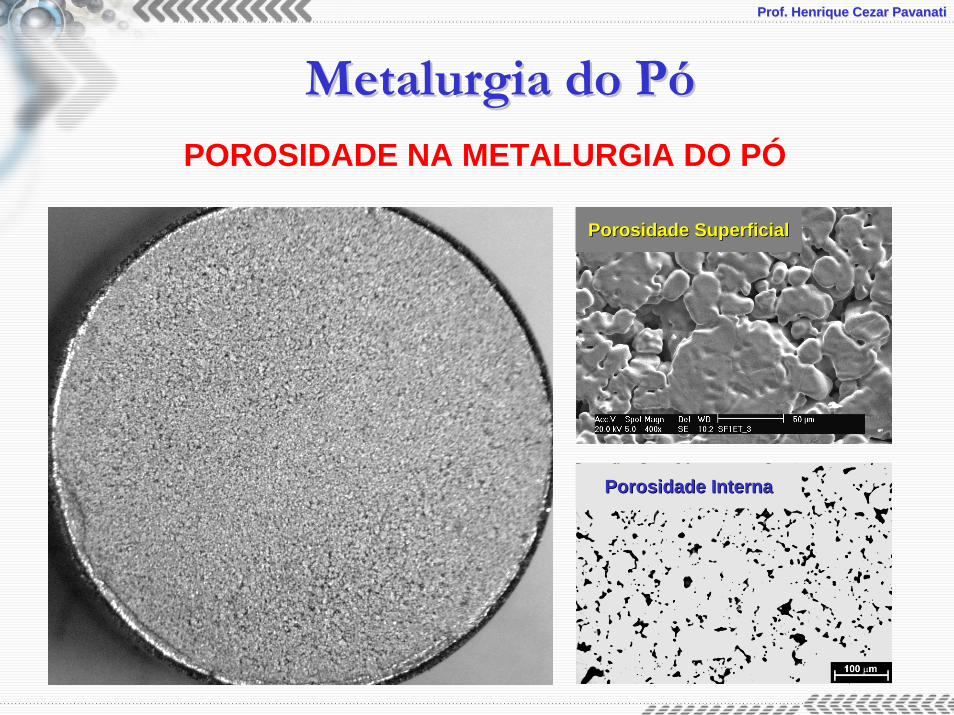
Metalurgia do PMetalurgia do PóóPOROSIDADE NA METALURGIA DO PÓ
Porosidade SuperficialPorosidade Superficial
Porosidade InternaPorosidade Interna
8
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
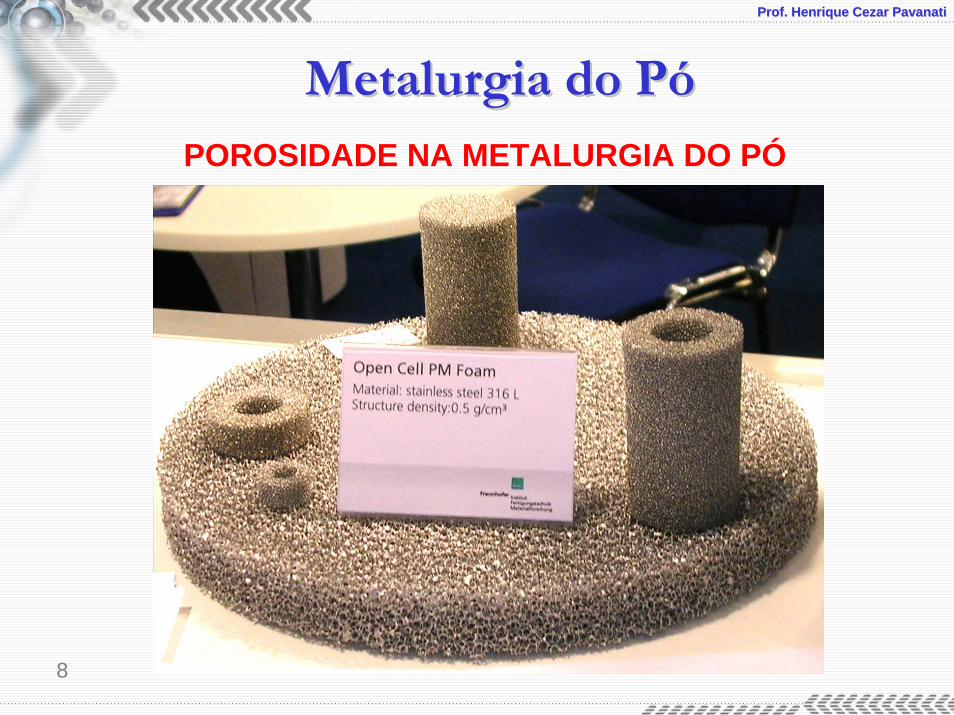
Metalurgia do PMetalurgia do PóóPOROSIDADE NA METALURGIA DO PÓ
9
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
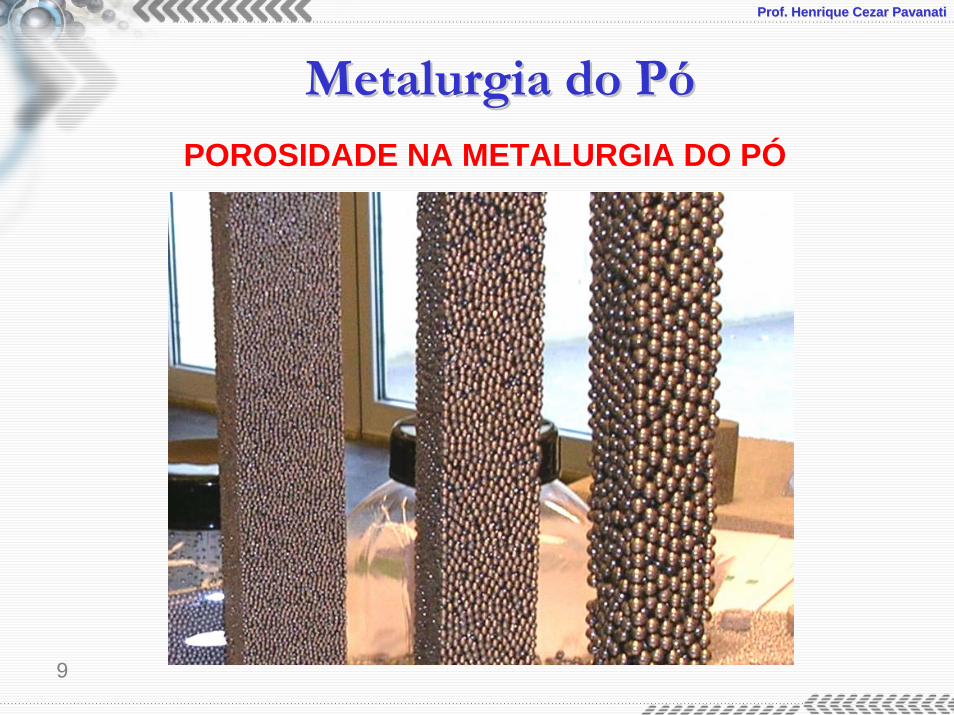
Metalurgia do PMetalurgia do PóóPOROSIDADE NA METALURGIA DO PÓ
10
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
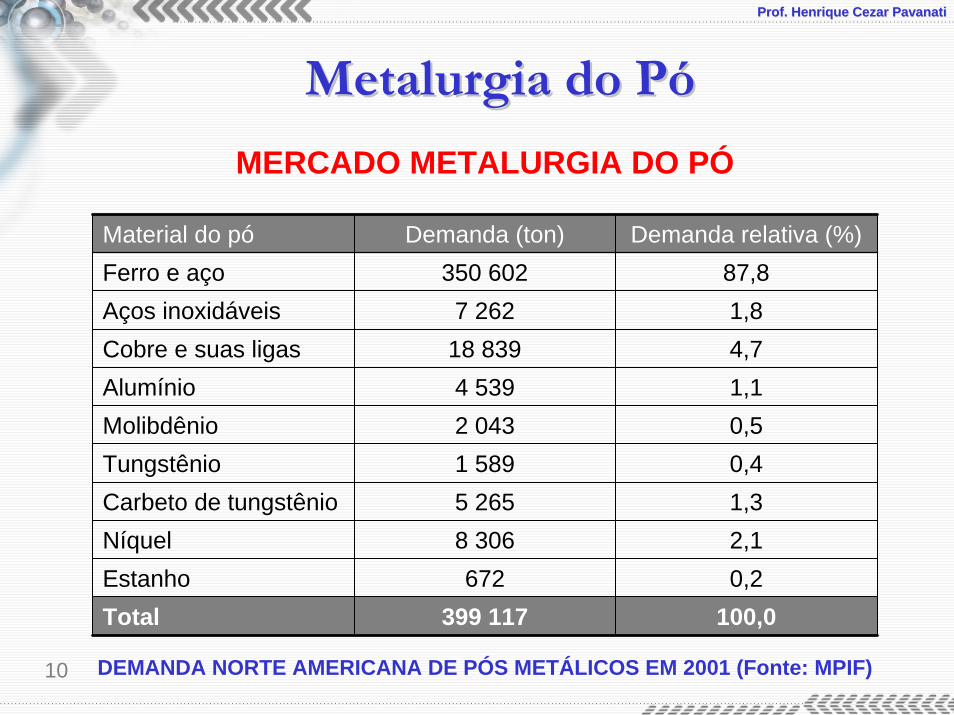
Material do pó Demanda (ton) Demanda relativa (%)Ferro e aço 350 602 87,8Aços inoxidáveis 7 262 1,8Cobre e suas ligas 18 839 4,7Alumínio 4 539 1,1Molibdênio 2 043 0,5Tungstênio 1 589 0,4Carbeto de tungstênio 5 265 1,3Níquel 8 306 2,1Estanho 672 0,2Total 399 117 100,0
MERCADO METALURGIA DO PÓ
DEMANDA NORTE AMERICANA DE PÓS METÁLICOS EM 2001 (Fonte: MPIF)

11
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
MERCADO METALURGIA DO PÓ
Evolução de componentes da MP utilizados num veículo Norte Americano(Fonte: MPIF)

12
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
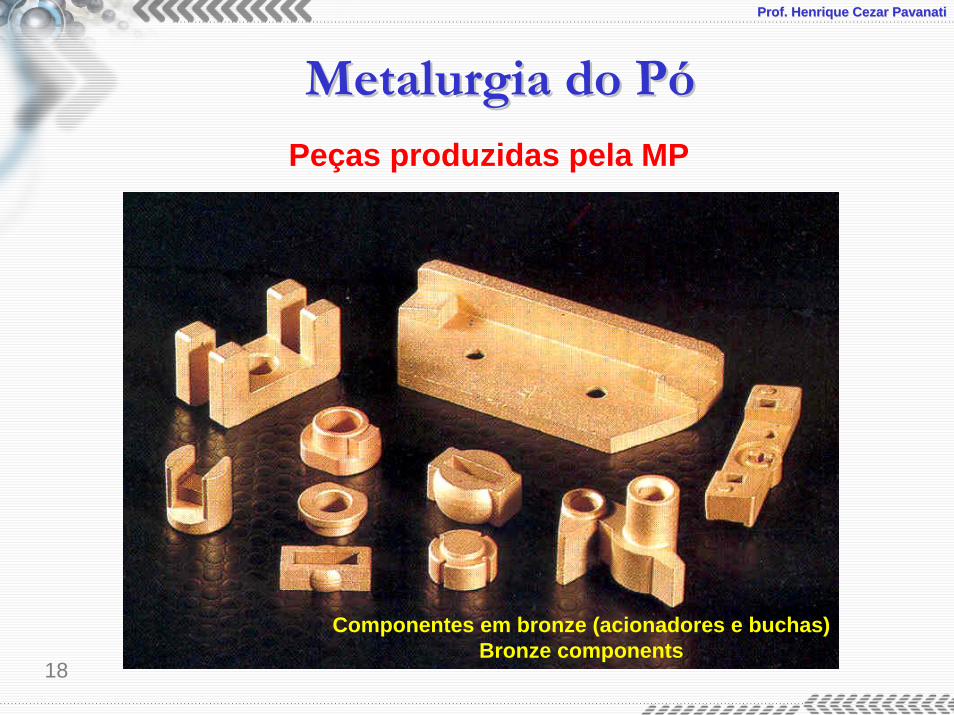
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Pinhões e coroas

13
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Polias e engrenagens

14
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Componentes para bomba de óleo

15
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Cubos e anéis para sistema de transmissão

16
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Acionadores, garfos (levers)

17
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Componentes em bronze (Buchas autolubrificantes)
18
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
Componentes em bronze (acionadores e buchas)Bronze components
Peças produzidas pela MP

19
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Filtros metálicos

20
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóPeças produzidas pela MP
Metal Duro (“widia”)

21
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
ETAPAS BÁSICAS DE PRODUÇÃO VIA METALURGIA DO PÓ
22
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
Etapas básicas
-- ObtenObtençção e caracterizaão e caracterizaçção dos pão dos póós s Estes podem ser obtidos por moagem Estes podem ser obtidos por moagem mecânica, atomizamecânica, atomizaçção de metal no estado lão de metal no estado lííquido, processos fquido, processos fíísicosico--ququíímicos, etc. micos, etc. Aspectos importantes: caracterAspectos importantes: caracteríísticas dos psticas dos póóss
-- Mistura dos pMistura dos póós s PPóó da matriz + componentes de liga ou partda matriz + componentes de liga ou partíículas de culas de outras fases + lubrificantes e ligantesoutras fases + lubrificantes e ligantes
-- CompactaCompactaçção / moldagemão / moldagem ObtenObtençção da geometria e densificaão da geometria e densificaçção. Compactaão. Compactaçção ão isostisostáática e injetica e injeçção levam a menores gradientes de densidade.ão levam a menores gradientes de densidade.
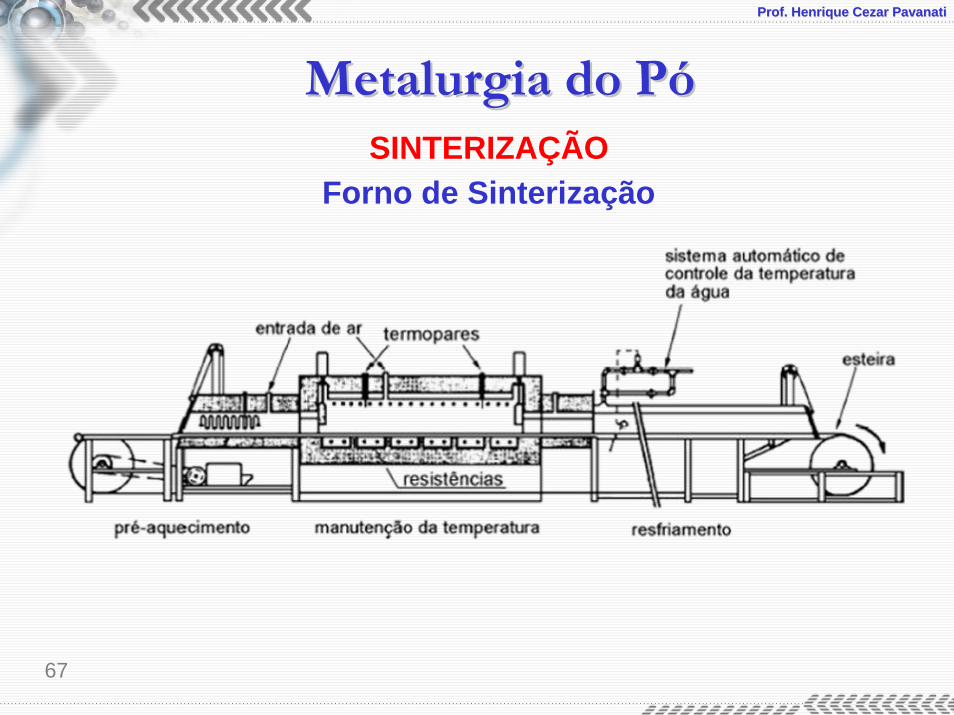
-- SinterizaSinterizaçção ão Tratamento tTratamento téérmico com controle da velocidade de aquecimento e rmico com controle da velocidade de aquecimento e resfriamento, do tempo e da temperatura de tratamento e da atmosresfriamento, do tempo e da temperatura de tratamento e da atmosfera do forno. fera do forno.
-- Etapas complementares Etapas complementares CalibraCalibraçção, tratamentos tão, tratamentos téérmicos, termoqurmicos, termoquíímicos etc..micos etc..

23
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
Etapas básicas
ObtenObtençção e mistura ão e mistura dos pdos póóss
CompactaCompactaççãoão
SinterizaSinterizaççãoão
OperaOperaçções ões complementarescomplementares
24
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
OBTENÇÃO DOS PÓS
25
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóOBTENÇÃO DOS PÓS
Tipos
Existem vários processos para a obtenção do pómetálico, que podem ser divididos em:
1. Mecânicos;2. Químicos e termoquímicos;3. Físicos;4. Eletrolíticos.
26
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
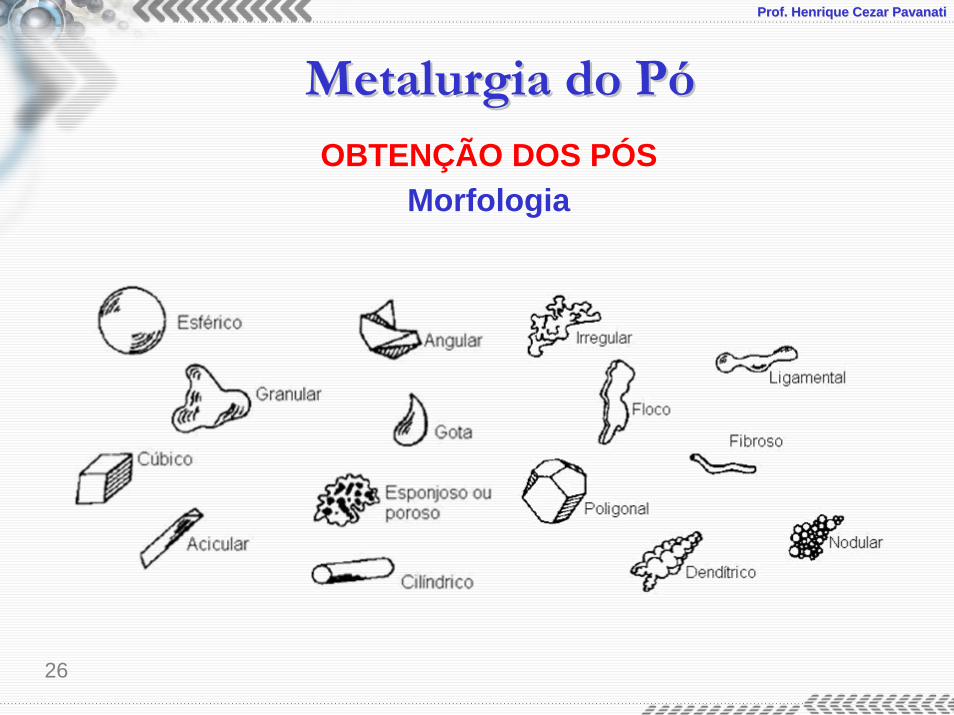
Metalurgia do PMetalurgia do PóóOBTENÇÃO DOS PÓS
Morfologia

27
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóOBTENÇÃO DOS PÓS
Morfologia
28
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
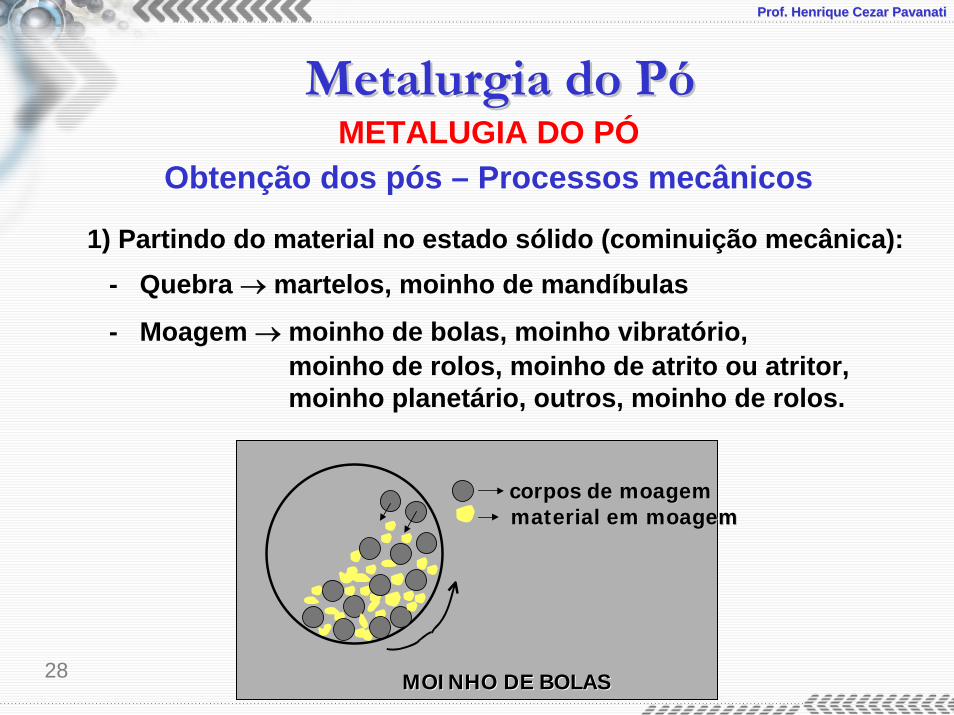
Obtenção dos pós – Processos mecânicos
1) Partindo do material no estado sólido (cominuição mecânica):- Quebra → martelos, moinho de mandíbulas
- Moagem → moinho de bolas, moinho vibratório,moinho de rolos, moinho de atrito ou atritor, moinho planetário, outros, moinho de rolos.
MOINHO DE BOLASMOINHO DE BOLAS
corpos de moagemcorpos de moagemmaterial em moagemmaterial em moagem
29
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
Obtenção dos pós – Processos mecânicosMateriais que podem ser cominuidos a pó por moagem:Metais frágeis como Mn, Cr, Sb, Bi e Be;1) Ligas metálicas frágeis e compostos intermetálicos (Fe-
Al, Fe-Si-Mn, Fe-Si, Fe-Mn, Fe-Al-Ti, etc);2) Materiais cerâmicos em geral (óxidos, carbetos, nitretos,
boretos, outros);3) Metais fragilizados por algum processo anterior, tais
como:a) produtos esponjosos resultantes de redução (ex.ferro
esponja);b) condensadores eletrolíticos;c) fragilização por oxidação ou conversão em algum d) outro composto frágil;
30
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
Obtenção dos pós – Processos mecânicos
2) 2) Partindo do material no estado líquido -- atomizaatomizaçção deão demetais e ligas metmetais e ligas metáálicaslicas -- o lo lííquido quido éé espalhado em gotasespalhado em gotas
que se solidificam na forma de partque se solidificam na forma de partíículas de pculas de póó..
31
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
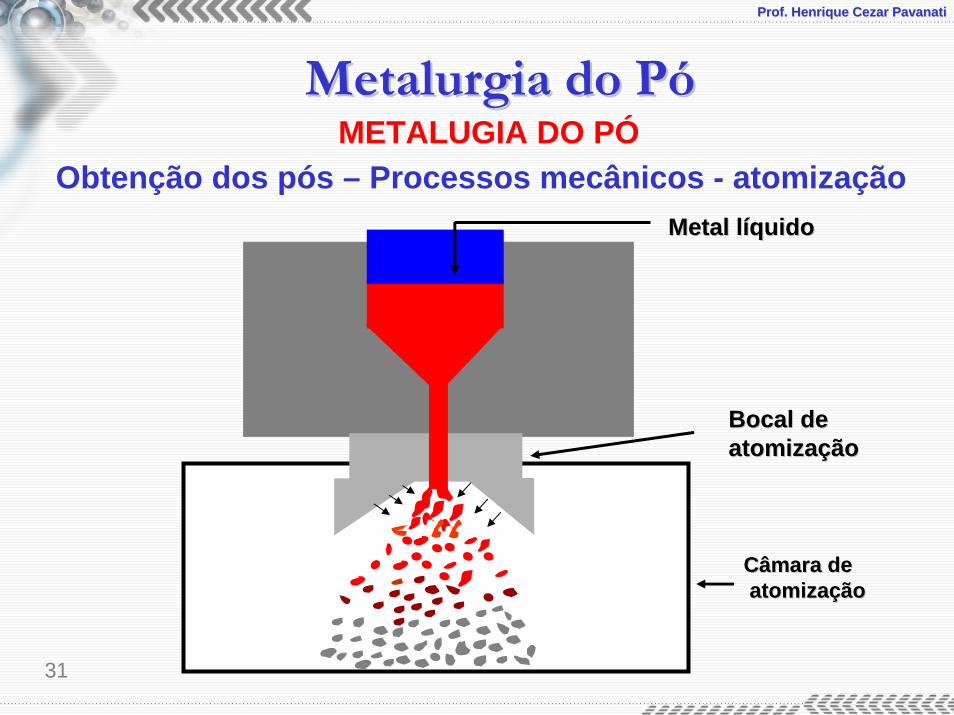
Bocal deBocal deatomizaatomizaççãoão
Câmara deCâmara deatomizaatomizaçção ão
Metal Metal llííquidoquido
METALUGIA DO PÓObtenção dos pós – Processos mecânicos - atomização

32
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMETALUGIA DO PÓ
Morfologia do pó atomizado
33
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
Materiais / pMateriais / póós obtidos por atomizas obtidos por atomizaçção:ão:
-- Metais e ligas dMetais e ligas dúúcteis e/ou de baixo ponto de cteis e/ou de baixo ponto de fusão:fusão: Pb, Pb, FeFe, Cu, , Cu, AgAg, Al, Cd, , Al, Cd, SnSn, , ZnZn, Bronze, , Bronze, Co, Co, NiNi e outrose outros
-- ProduProduçção de pão de póós de ligas (ps de ligas (póós prs préé--ligados):ligados):Bronze, aBronze, açço inoxido inoxidáável, avel, açço ro ráápido, ligas de pido, ligas de nnííquel e outras.quel e outras.
METALUGIA DO PÓObtenção dos pós – Processos mecânicos
34
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
MISTURA DOS PÓS

35
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
PreparaPreparaçção de misturas ão de misturas -- mistura dos componentes que irão mistura dos componentes que irão fazer parte do material:fazer parte do material:
-- ppóó da fase matriz;da fase matriz;-- ppóó dos elementos de liga;dos elementos de liga;-- Lubrificantes;Lubrificantes;-- Outros...Outros...
METALUGIA DO PÓMistura dos pós
36
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
Mistura de lubrificantes
A adição de lubrificantes é obrigatória; O lubrificante diminui o atrito das partículas de pó entre si e o atrito destas com o ferramental de compactação.
1. Reduzir gradientes de densidade na compactação2. Diminuir o desgaste do ferramental de compactação3. Minimizar carga de extração da peça, evitando a
ocorrência de falhas como trincas
A adição de lubrificante visa:
METALUGIA DO PÓMistura dos pós

37
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
Figure 5. Figure 5. BlendingBlending powderspowders (misturador em cone)(misturador em cone)
METALUGIA DO PÓMistura dos pós
Misturador túrbula:• movimento múltiplo• mistura mais homogênea
38
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
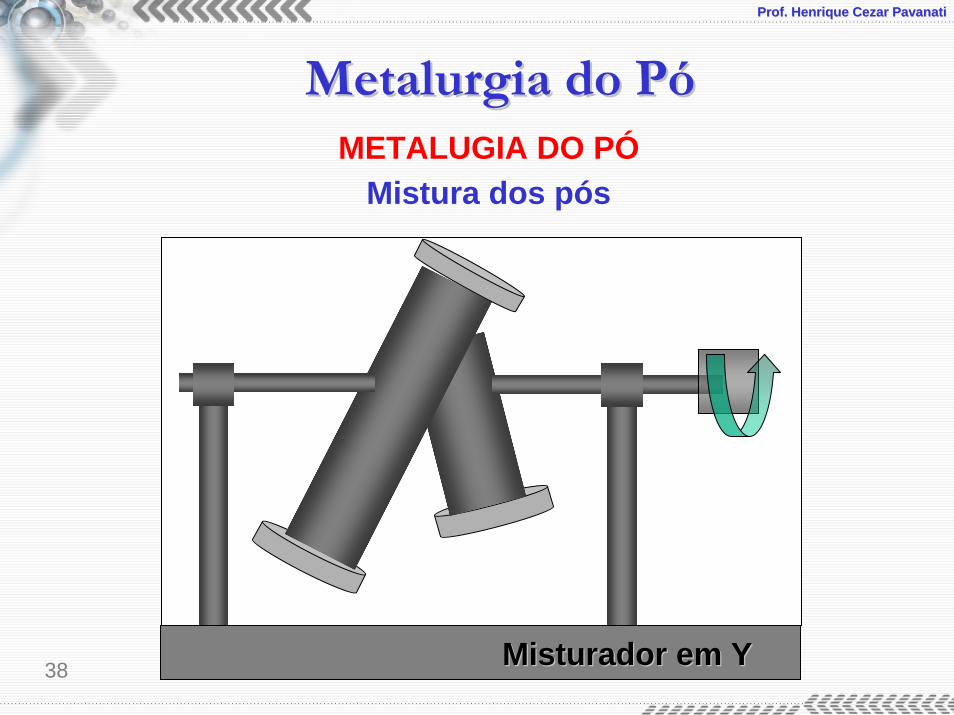
Misturador em YMisturador em Y
METALUGIA DO PÓMistura dos pós
39
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
MOLDAGEM DOS PÓS

40
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
•• FunFunçções:ões:•• obtenobtençção da geometria da peão da geometria da peçça (a (shapingshaping) ) •• densificadensificaçção da massa de pão da massa de póóss
•• Pode ser feita:Pode ser feita:
•• com aplicacom aplicaçção de carga, ão de carga, •• sem aplicasem aplicaçção de carga,ão de carga,•• a frio (temperatura ambiente) e,a frio (temperatura ambiente) e,•• a quente (acima da temperatura de recristalizaa quente (acima da temperatura de recristalizaçção)ão)
41
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Moldagem com aplicação de pressão
1.1. CompactaCompactaçção uniaxial em matriz;ão uniaxial em matriz;
2.2. CompactaCompactaçção isostão isostáática;tica;
3.3. LaminaLaminaçção de pão de póós;s;
4.4. Extrusão de pExtrusão de póós;s;
5.5. InjeInjeçção de pão de póós.s.
42
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
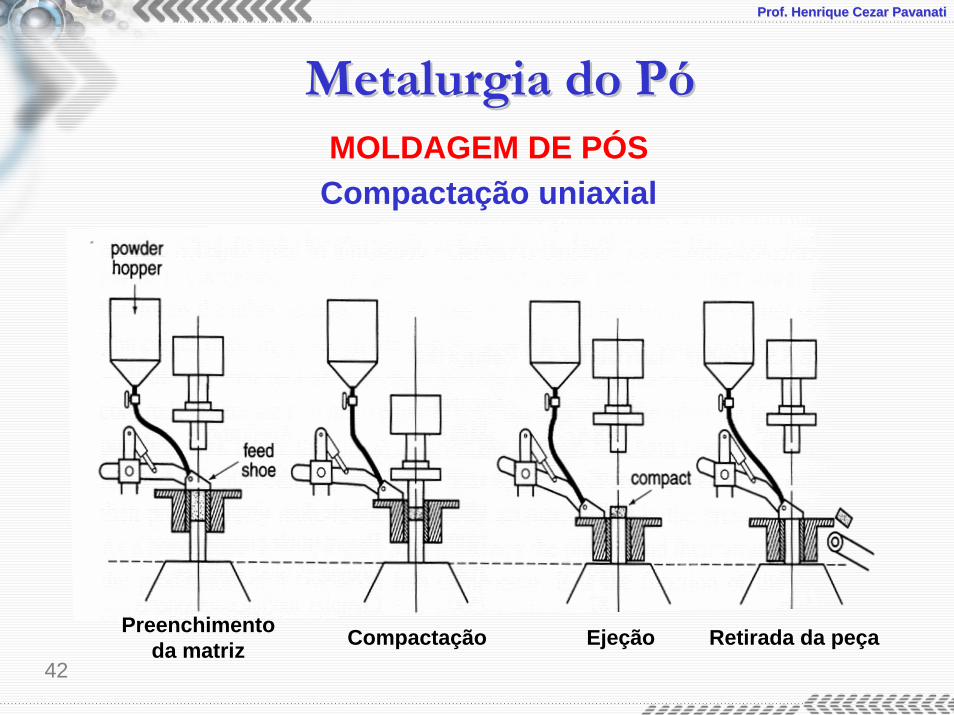
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Preenchimento da matriz Compactação Ejeção Retirada da peça
Compactação uniaxial
43
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
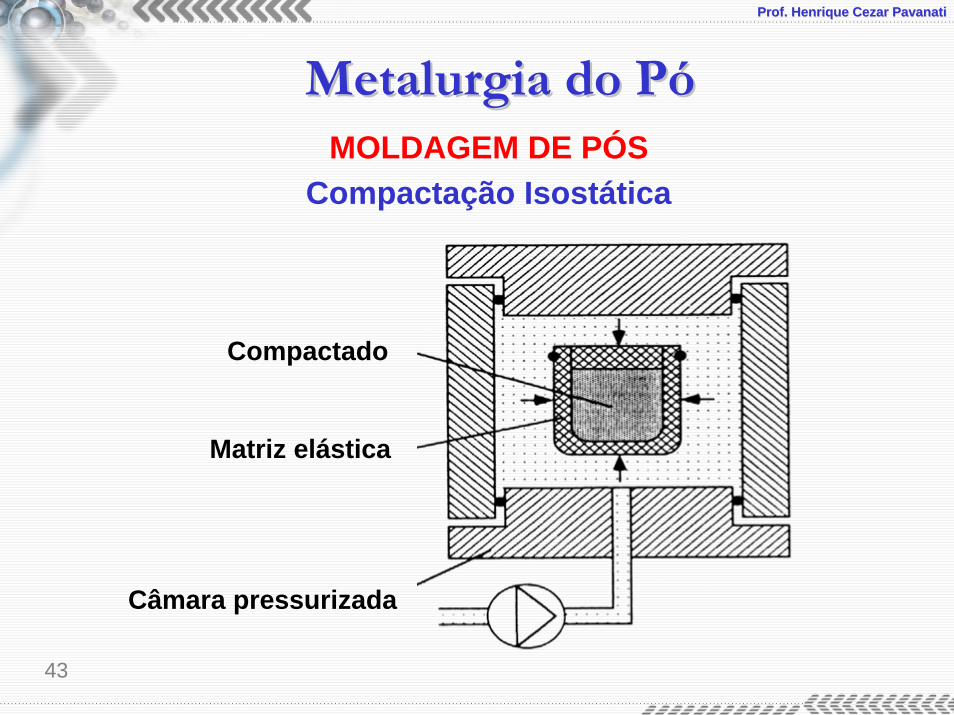
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação Isostática
Compactado
Matriz elástica
Câmara pressurizada
44
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
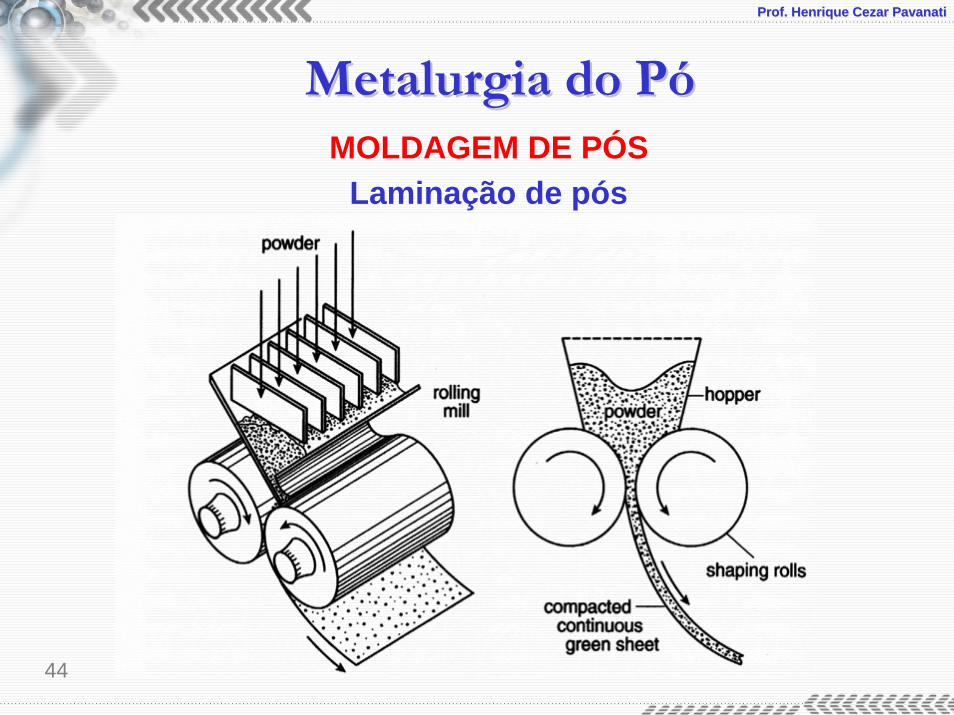
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Laminação de pós
45
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
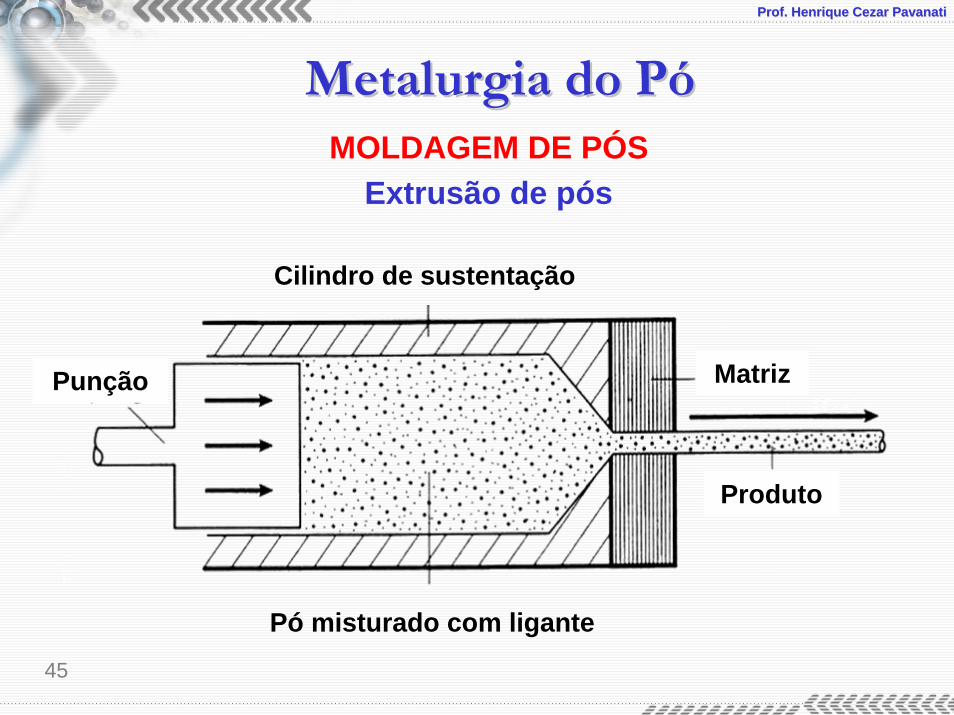
Pó misturado com ligante
Cilindro de sustentação
Matriz
Produto
Punção
MOLDAGEM DE PÓSExtrusão de pós
46
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
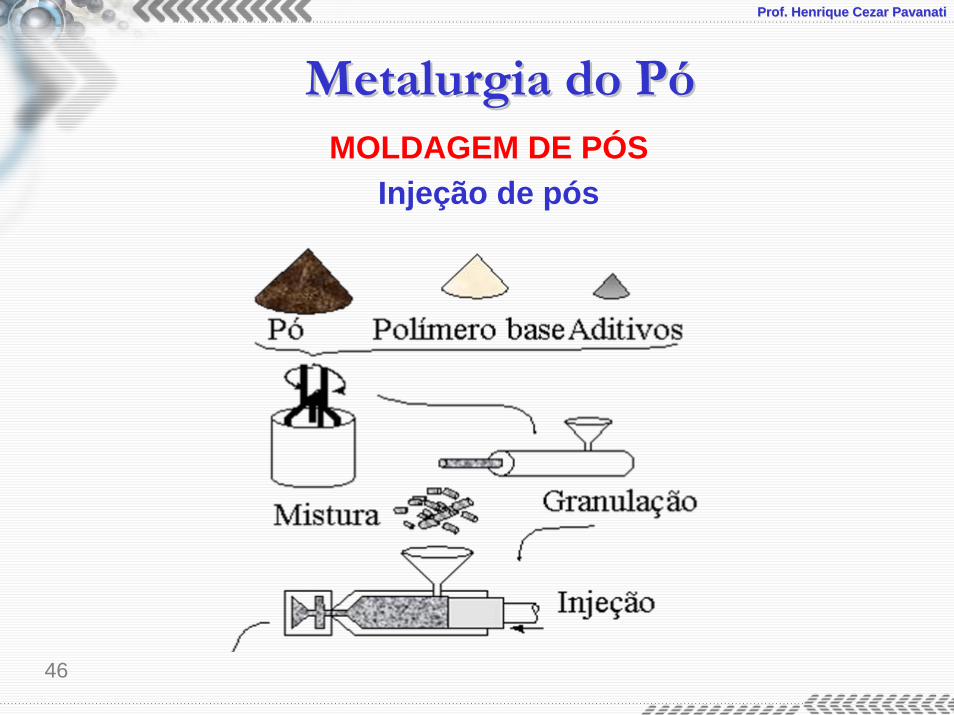
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Injeção de pós

47
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação uniaxial•• De efeito simples De efeito simples -- apenas um punapenas um punçção mão móóvelvel
•• De efeito duplo De efeito duplo -- dois pundois punçções mões móóveis ou matriz flutuanteveis ou matriz flutuante
48
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
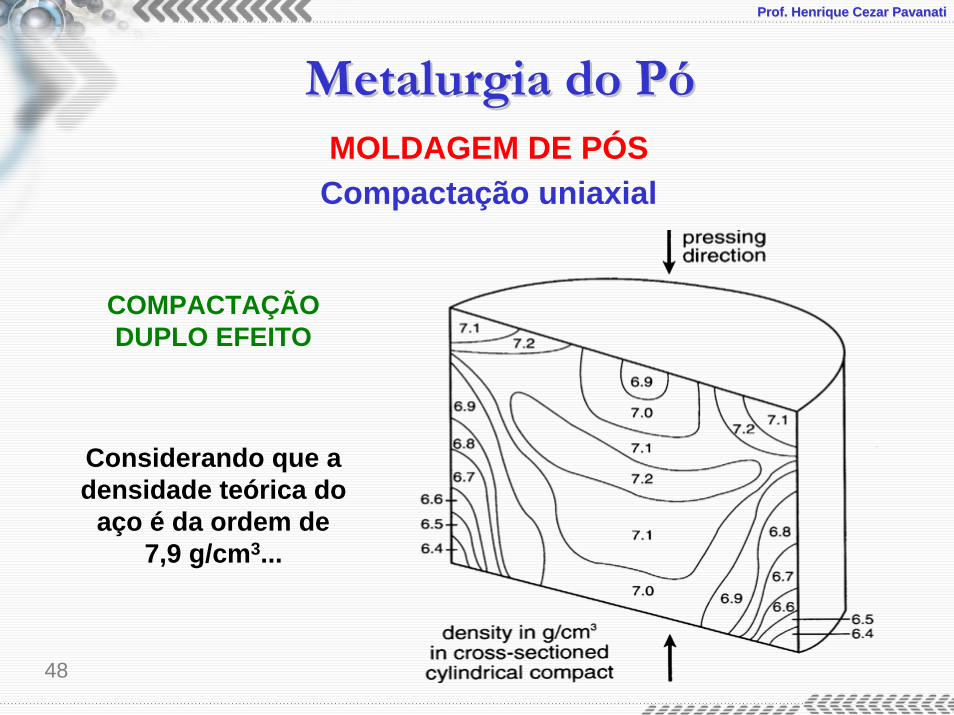
Compactação uniaxial
Considerando que a densidade teórica do
aço é da ordem de 7,9 g/cm3...
COMPACTAÇÃO DUPLO EFEITO
49
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
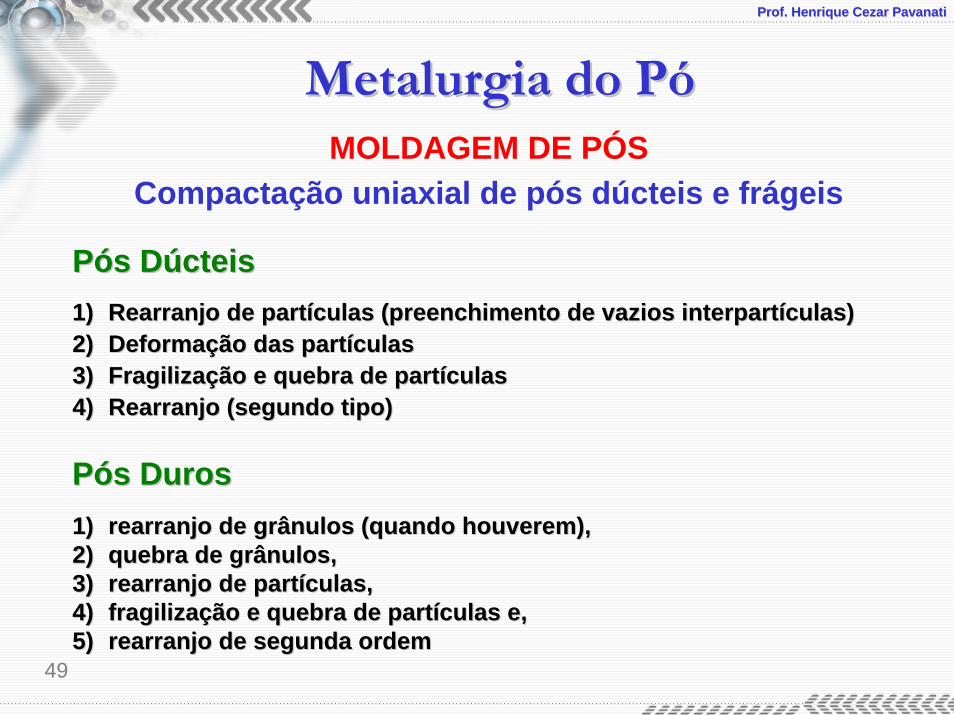
Compactação uniaxial de pós dúcteis e frágeis
PPóós Ds Dúúcteiscteis1)1) Rearranjo de partRearranjo de partíículas (preenchimento de vazios culas (preenchimento de vazios interpartinterpartíículasculas))2)2) DeformaDeformaçção das partão das partíículasculas3)3) FragilizaFragilizaçção e quebra de partão e quebra de partíículasculas4)4) Rearranjo (segundo tipo)Rearranjo (segundo tipo)
PPóós Duross Duros1)1) rearranjo de grânulos (quando houverem),rearranjo de grânulos (quando houverem),2)2) quebra de grânulos,quebra de grânulos,3)3) rearranjo de partrearranjo de partíículas,culas,4)4) fragilizafragilizaçção e quebra de partão e quebra de partíículas e,culas e,5)5) rearranjo de segunda ordemrearranjo de segunda ordem

50
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação uniaxial de pós dúcteis e frágeis
51
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação uniaxial
Os principais parâmetros que influenciam a Os principais parâmetros que influenciam a
compactabilidade: compactabilidade:
•• tamanho e distribuitamanho e distribuiçção de tamanho de partão de tamanho de partíícula,cula,
•• formato das partformato das partíículas,culas,
•• capacidade de deformacapacidade de deformaçção plão pláástica e,stica e,
•• % de lubrificante adicionado% de lubrificante adicionado
52
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
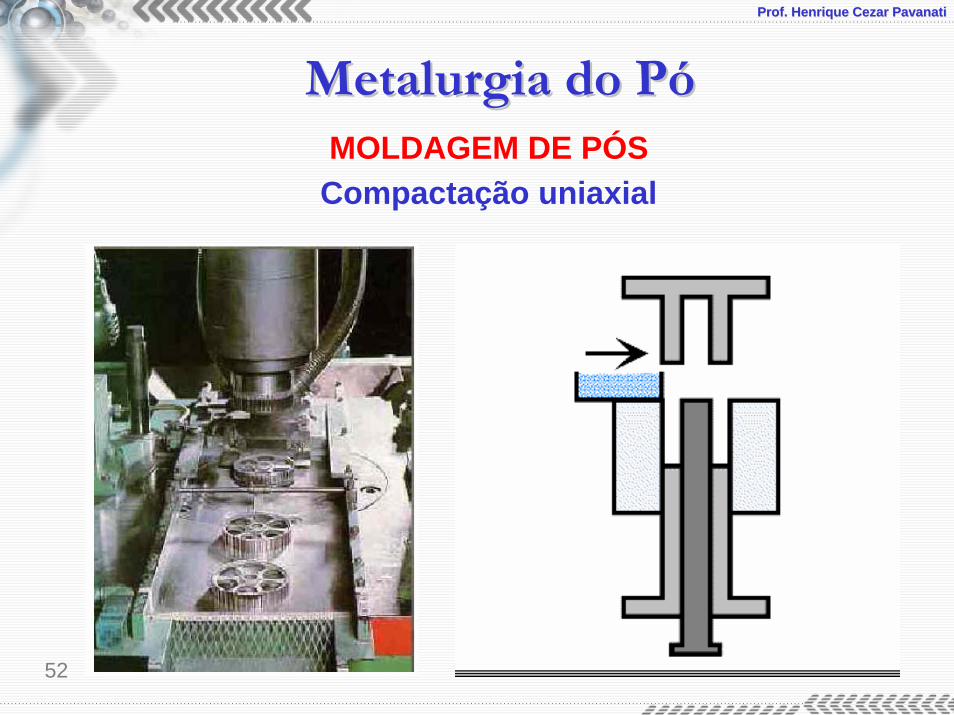
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação uniaxial
53
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
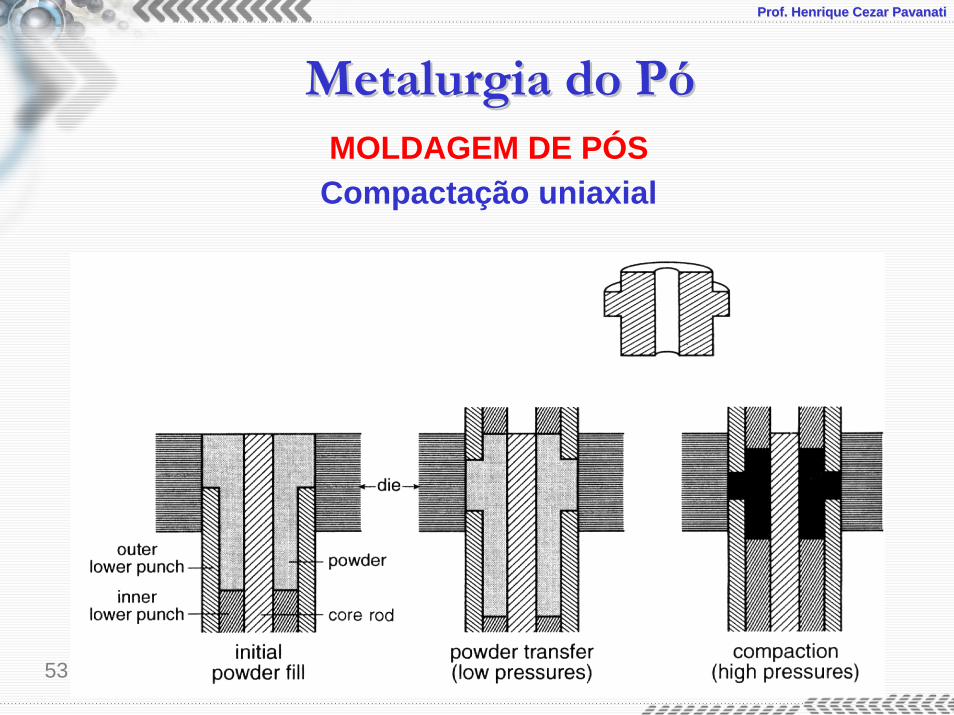
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Compactação uniaxial

54
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóMOLDAGEM DE PÓS
Exemplo de peças obtidas por compactação uniaxial
55
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
SINTERIZAÇÃO
56
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Exemplo de peças obtidas por compactação uniaxial
SinterizaSinterizaçção ão éé um tratamento tum tratamento téérmico realizado em um rmico realizado em um
compactado verde ou uma massa de pcompactado verde ou uma massa de póós visando gerar s visando gerar
continuidade de matcontinuidade de matééria entre as partria entre as partíículas. Neste culas. Neste
tratamento controlatratamento controla--se os seguintes parâmetros: se os seguintes parâmetros: -- Velocidade de aquecimento e resfriamento Velocidade de aquecimento e resfriamento -- Tempo e temperatura de patamarTempo e temperatura de patamar-- Atmosfera do fornoAtmosfera do forno
57
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Conceito físico da sinterização
““SinterizaSinterizaçção ão éé o transporte de mato transporte de matééria ativado ria ativado termicamente, em uma massa de ptermicamente, em uma massa de póós ou um s ou um compactado poroso, resultando na diminuicompactado poroso, resultando na diminuiçção da ão da superfsuperfíície especcie especíífica livre pelo crescimento de contatos fica livre pelo crescimento de contatos entre as partentre as partíículas, reduculas, reduçção do volume dos poros e ão do volume dos poros e alteraalteraçção da geometria dos porosão da geometria dos poros”” ((FritzFritz E. E. ThThüümmlermmler & & RainerRainer OberackerOberacker).).
58
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Tratamento prévio à sinterização
O lubrificante ou demais aditivos que não compõem a O lubrificante ou demais aditivos que não compõem a liga adicionados liga adicionados àà mistura antes da moldagem, devem mistura antes da moldagem, devem ser removidos num ciclo tser removidos num ciclo téérmico ou qurmico ou quíímico numa etapa mico numa etapa anterior anterior àà sinterizasinterizaçção.ão.
Na metalurgia do pNa metalurgia do póó convencional adicionaconvencional adiciona--se estearato se estearato de zinco ao pde zinco ao póó de ferro e este de ferro e este éé removido num ciclo de removido num ciclo de 500 500 ººC durante 30 minutosC durante 30 minutos
59
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
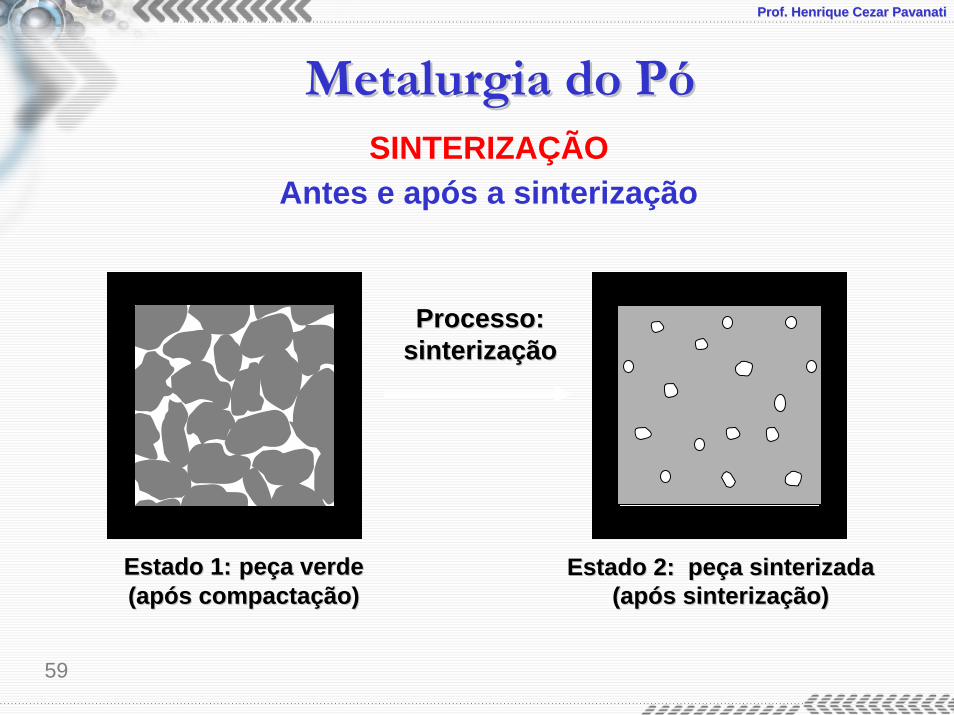
EstadoEstado 1:1: pepeççaa verdeverde((apapóóss compactacompactaççãoão))
EstadoEstado 2: 2: pepeççaa sinterizada sinterizada ((apapóóss sinterizasinterizaççãoão))
ProcessoProcesso::sinterizasinterizaççãoão
SINTERIZAÇÃOAntes e após a sinterização
60
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
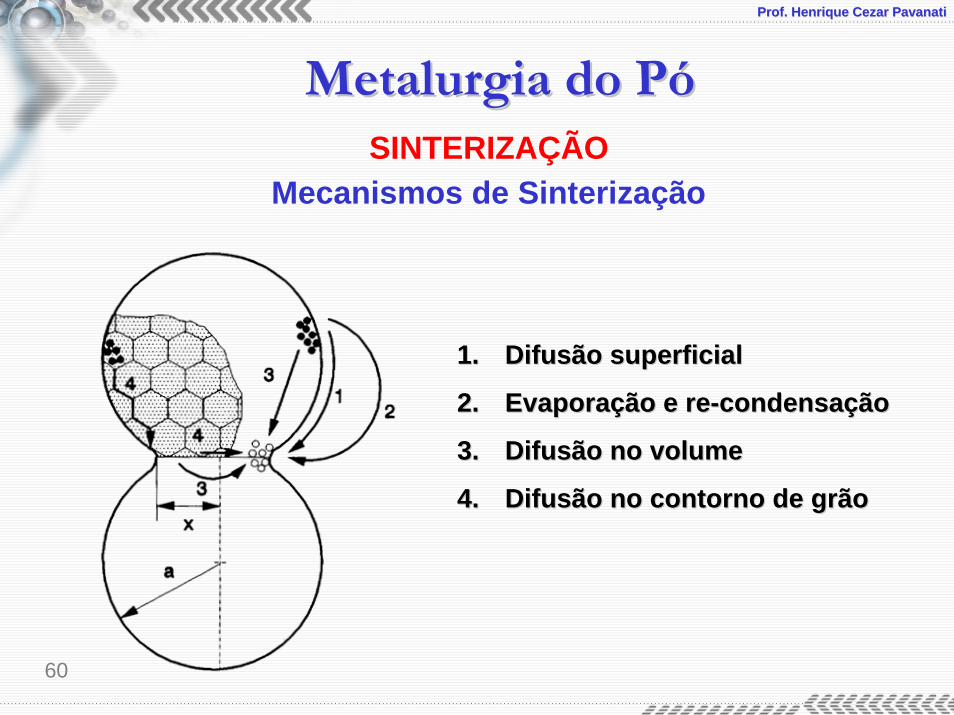
Mecanismos de Sinterização
1.1. Difusão superficialDifusão superficial
2.2. EvaporaEvaporaçção e reão e re--condensacondensaççãoão
3.3. Difusão no volumeDifusão no volume
4.4. Difusão no contorno de grãoDifusão no contorno de grão
61
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
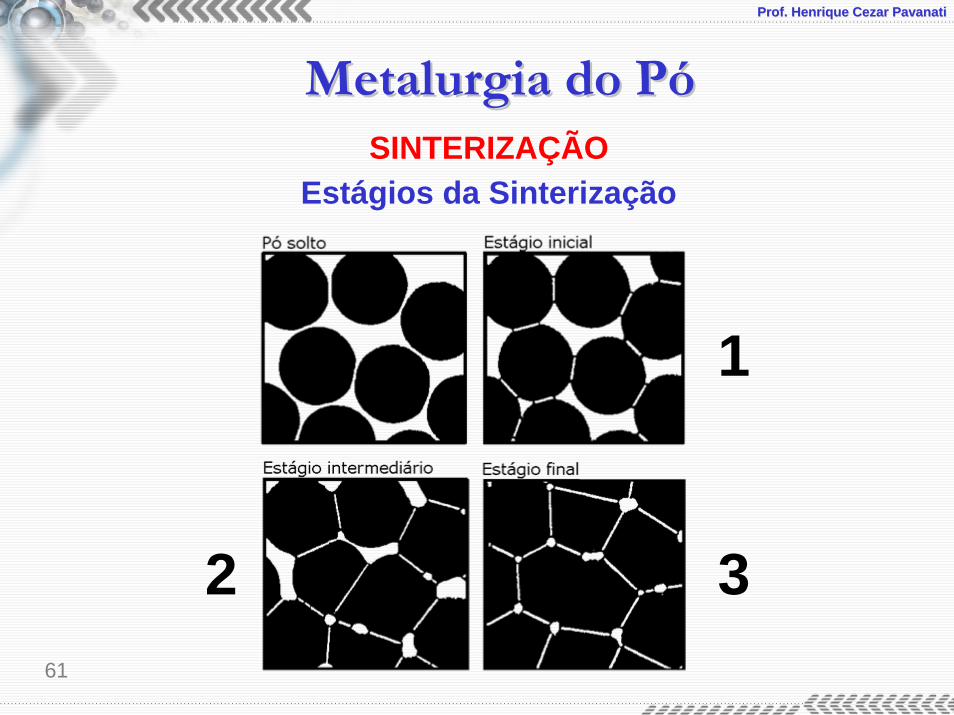
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
1
2 3
62
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
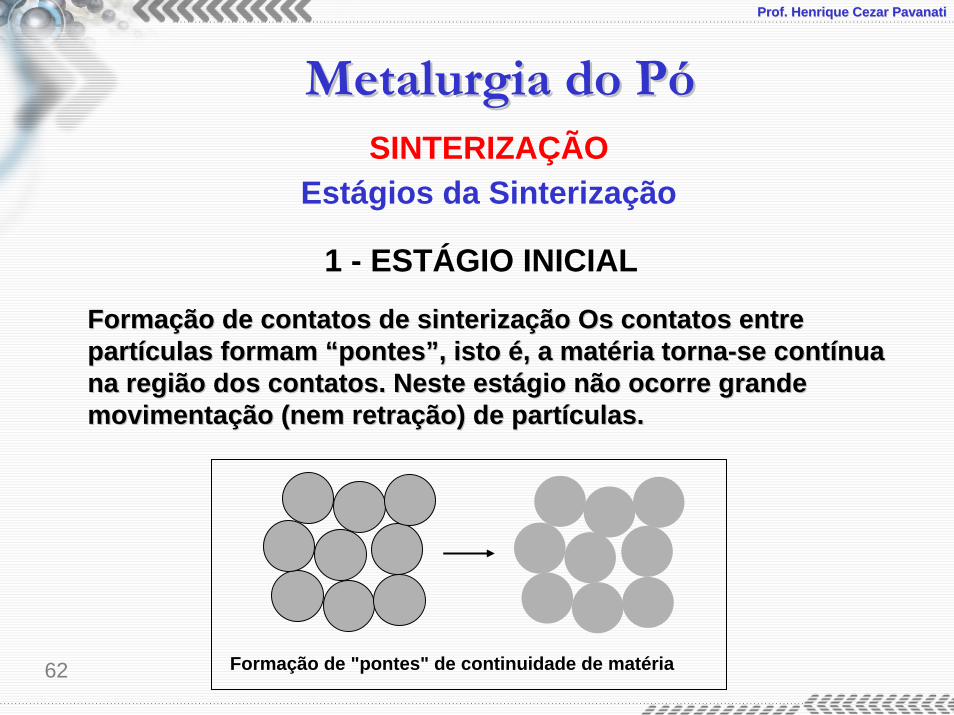
1 - ESTÁGIO INICIAL
FormaFormaçção de contatos de sinterizaão de contatos de sinterizaçção Os contatos entre ão Os contatos entre partpartíículas formam culas formam ““pontespontes””, isto , isto éé, a mat, a matééria tornaria torna--se contse contíínua nua na região dosna região dos contatos. Neste estcontatos. Neste estáágio não ocorre grande gio não ocorre grande movimentamovimentaçção (nem retraão (nem retraçção) de partão) de partíículas.culas.
Formação de "pontes" de continuidade de matéria
63
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
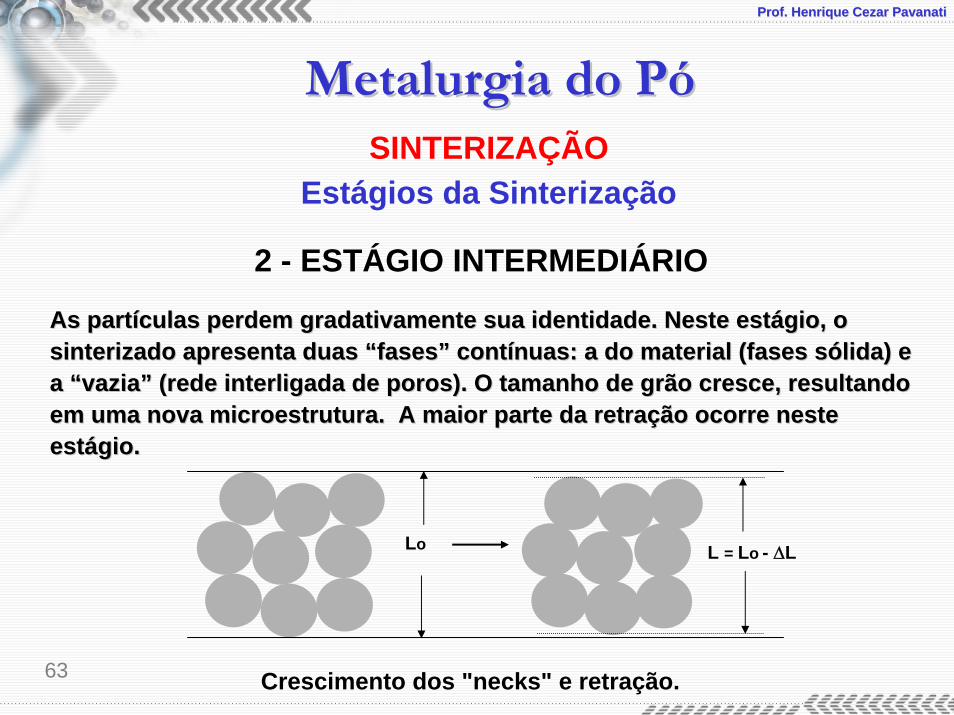
2 - ESTÁGIO INTERMEDIÁRIO
As partAs partíículas perdem gradativamente sua identidade. Neste estculas perdem gradativamente sua identidade. Neste estáágio, o gio, o sinterizado apresenta duas sinterizado apresenta duas ““fasesfases”” contcontíínuas: a do material (fases snuas: a do material (fases sóólida) e lida) e a a ““vaziavazia”” (rede interligada de poros). O tamanho de grão cresce, resultan(rede interligada de poros). O tamanho de grão cresce, resultando do em uma nova microestrutura. A maior parte da retraem uma nova microestrutura. A maior parte da retraçção ocorre neste ão ocorre neste estestáágio.gio.
Lo L = Lo - ΔL
Crescimento dos "necks" e retração.

64
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
3 - ESTÁGIO FINAL
Ocorre o isolamento e o Ocorre o isolamento e o arredondamento dos poros arredondamento dos poros (densidade da ordem de 90 a 98% da (densidade da ordem de 90 a 98% da teteóórica). Se os poros contêm gases rica). Se os poros contêm gases não solnão solúúveis no metal base, não se veis no metal base, não se conseguirconseguiráá a densificaa densificaçção total. Se os ão total. Se os poros são vazios ou contporos são vazios ou contéém gases m gases solsolúúveis na matriz, pode haver veis na matriz, pode haver densificadensificaçção total.ão total.

65
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
Liga Fe-7Ni-0,4P (C=0,05%) (Fonte: NOBREGA NETO, S.C., Tese Doutorado UFSC, 2001)
Liga sinterizada a
700 ºC
Fe
Ni
66
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
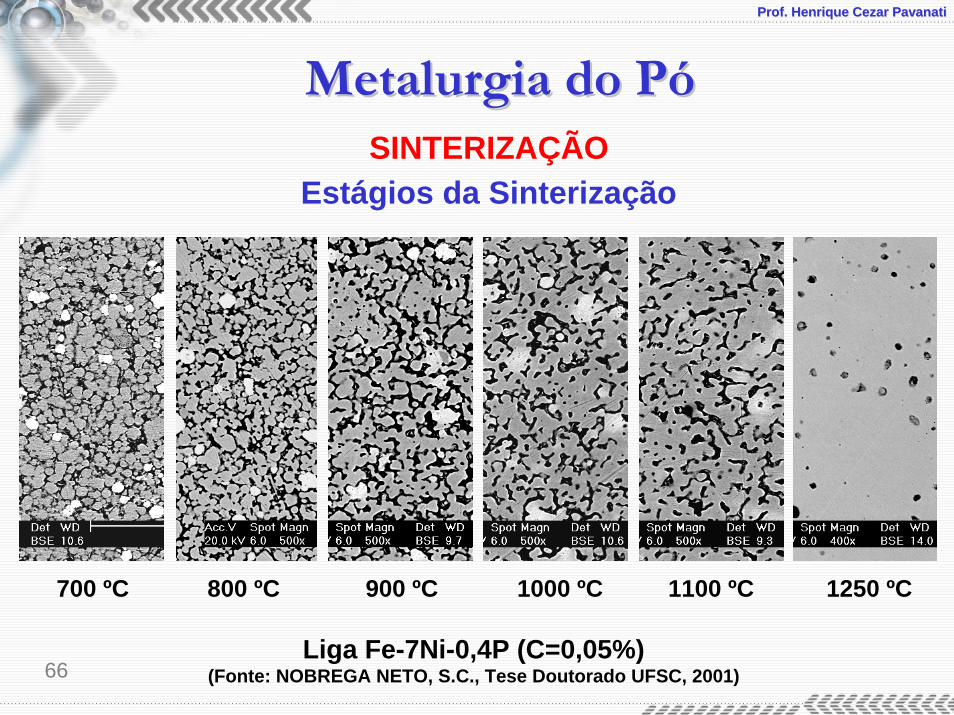
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Estágios da Sinterização
Liga Fe-7Ni-0,4P (C=0,05%) (Fonte: NOBREGA NETO, S.C., Tese Doutorado UFSC, 2001)
700 ºC 800 ºC 900 ºC 1000 ºC 1100 ºC 1250 ºC
67
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Forno de Sinterização
68
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
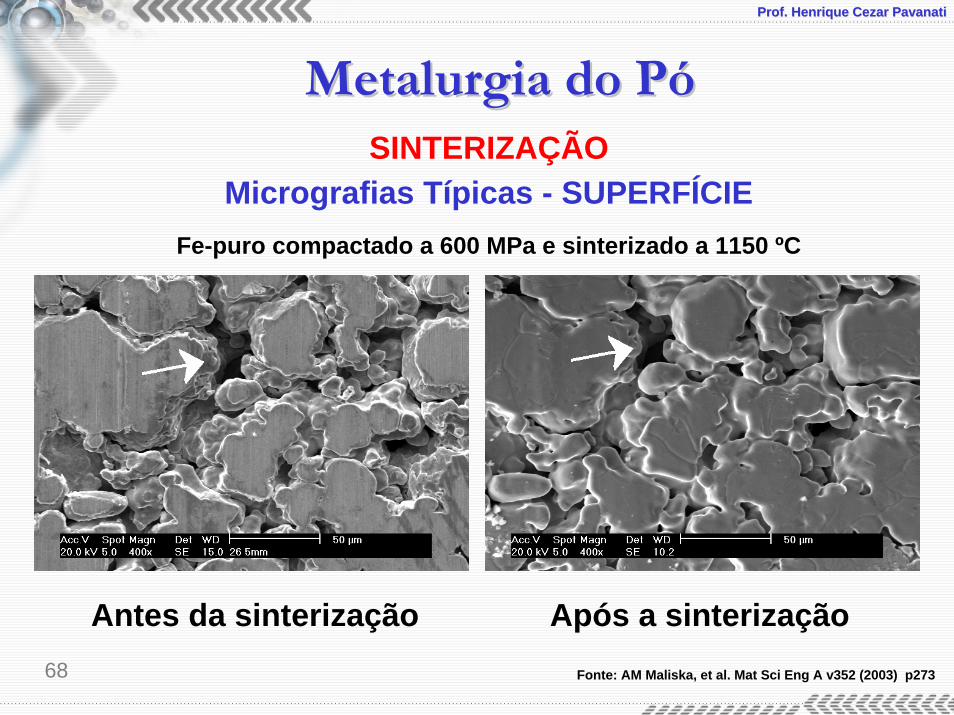
Micrografias Típicas - SUPERFÍCIE
Antes da sinterização Após a sinterizaçãoFonte: AM Maliska, et al. Mat Sci Eng A v352 (2003) p273
Fe-puro compactado a 600 MPa e sinterizado a 1150 ºC

69
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóSINTERIZAÇÃO
Micrografias Típicas - NÚCLEO
Fonte: HC Pavanati, et al. Mat Sci Eng A v474 (2008) 15-23
Fe-puro compactado a 600 MPa e
sinterizado a 1150 ºC
70
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do Póó
ETAPAS COMPLEMENTARES

71
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Calibração
Durante a sinterização as peças podem sofrer alteração dimensional fora do previsto. Para corrigir os defeitos, utiliza-se a calibração.
A calibração é uma deformação plástica por aplicação de pressão realizada em moldes específicos a fim de atingir a tolerância dimensional requerida da peça.
72
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Recompressão
Uma nova compressão realizada na peça após a sinterização com a finalidade de reduzir a porosidade superficial e/ou aumentar a densidade final do produto resultando na melhoria das propriedades mecânicas da peça.
73
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Tratamentos térmicos e/ou termoquímicos
As peças sinterizadas podem receber tratamentos térmicos após a sinterização a fim de alterar suas propriedades mecânicas. Nos tratamentos termoquímicos, a porosidade desempenha um papel importante, pois os poros comunicantes permite a difusão de gases ou líquidos para o seu interior interferindo positivamente ou negativamente no resultado final.
74
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Usinagem
Assim como na fundição, muitas peças sinterizadassão submetidas a posterior usinagem para conseguir a configuração projetada que, muitas vezes, não é possível de se obter no processo. p. ex.: furos, roscas, rasgos, etc..
75
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Infiltração
É um processo de fechamento dos poros (total ou parcial) de uma peça sinterizada com baixa ou média densidade (5,6 até 6,8 g/cm³ no caso dos aços) com um metal ou liga de ponto de fusão mais baixo. A infiltração do metal líquido ocorre por efeito de capilaridade, e tem o objetivo de melhorar as propriedades mecânicas, resistência à corrosão, promover a estanqueidade do produto e também como pré-tratamento para acabamento superficial, como cromagem, niquelação e galvanização. (PS neste caso somente os poros superficiais e os poros comunicantes são fechados)
76
Prof. Henrique Cezar PavanatiProf. Henrique Cezar Pavanati
Metalurgia do PMetalurgia do PóóETAPAS COMPLEMENTARES
Impregnação
Consiste em impregnar substâncias como óleos, graxas, impermeabilizantes para evitar corrosão ou oxidação. É realizada com banho quente, banho parcial (capilaridade) ou a vácuo.