primeira parte fundiÇÃo de precisÃo por modelo …foundrygate.com/upload/artigos/fundiÇÃo de...
TRANSCRIPT

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 1
Primeira Parte
FUNDIÇÃO DE PRECISÃO POR MODELO PERDIDO- “INVESTMENT CASTING”
1. BREVE HISTÓRIA O processo de fundição por cera perdida, é agora largamente utilizado na produção de joalharia, no entanto é um processo bem antigo, está em vigor há pelo menos 4500 anos. Existem alguns lindíssimos exemplares de fundidos feitos por variadas culturas tais como, os nómadas Siberianos, os Sumérios, os Gregos, os Egípcios e os Chineses. Numa data posterior, por volta do ano de 400 d.C, o processo foi desenvolvido independentemente no Novo Mundo pelos Índios pré-Colombianos da América do Sul e pelos Aztecas e Maias na América Central. Um dos mais notáveis expoentes da arte foi o famoso ourives italiano Benvenuto Cellini (séc. XVI), que realizou uma série de melhoramentos na técnica e deixou escrito registos dos seus métodos. No entanto sem nenhuma explicação, o processo caiu largamente em desuso durante cerca de 400 anos, exceptuando-se algumas peças de Carl Fabergé que produziu requintada joalharia para a Corte Russa por volta do início do séc. XX. Surpreendentemente foi a medicina dentária uma grande responsável pela re-emergir do processo e foi descoberto em 1910 que era um método ideal para produzir dentes de ouro e coroas dentárias. Durante os anos 30 foi novamente aproveitado pelos joalheiros, e hoje é o mais importante processo de produção de joalharia. Até aos anos 30, era impossível aplicar esta técnica às ligas ferrosas, porque nenhuma combinação de refractários conseguia simultaneamente manter-se inerte à temperatura de trabalho e produzir superfícies lisas. Até que em 1929 se fabricaram aparelhos de próteses dentárias numa liga de cobalto-crómio-molibdénio que tinha o seu ponto de fusão situado em 1370ºC. Com a segunda guerra mundial emergiu a necessidade de produção rápida de grandes quantidades de peças de grande precisão para a indústria aeronáutica, particularmente em 1944/45 para os motores de reacção. Aplicou-se o processo de fundição por molde perdido que veio a dar resultados notáveis. Começava a era industrial da fundição de precisão por molde perdido. Hoje em dia quase se poderá dizer que não há limitações para a escolha das ligas utilizadas. Ligas ferrosas, ligas não ferrosas, aços de ferramenta, aços inoxidáveis, aços especiais, ligas de níquel, de cobalto, alumínio, magnésio, cobre, titânio, zinco, etc..., todas elas podem ser utilizadas com sucesso. Ao longo dos anos foram introduzidos alguns melhoramentos, sendo de salientar a incorporação da fundição por centrifugação e a fundição assistida pelo vácuo.3,5
Fig. 1 - Vários exemplos de peças antigas obtidas por fundição em cêra perdida

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 2
2. DEFINIÇÃO E PRINCÍPIO BÁSICO O processo de fundição por molde perdido refere-se a um conjunto de técnicas de fundição que utilizam moldações cerâmicas obtidas a partir da imersão de um molde “perdido” num meio que contêm finas partículas cerâmicas refractárias em suspensão (barbotinas cerâmicas). O termo perdido significa que o molde é destruído após o fabrico das moldações, de forma a poder ser extraído da moldação. Vulgarmente, esta variante dos processos de fundição de precisão, designa-se por fundição por cera perdida, uma vez que na maioria das fundições deste tipo a cera é utilizada como material para o fabrico do molde.1
Na figura 2, está representado esquematicamente o princípio básico das duas variantes do processo de fundição por molde perdido existentes, as quais diferem, essencialmente, na etapa da produção do moldação. O processo inicia-se pela produção de um réplica da peça a produzir, que servirá como referência para a produção de uma réplica da peça a produzir, que servirá como referência para a produção dos moldes de injecção utilizados no fabrico dos modelos. Os modelos deste modo obtidos são posteriormente colados a um sistema de alimentação e de gitagem. Este conjunto, designado por cacho, constitui o molde para o fabrico de uma única moldação. Na etapa seguinte, os dois processos tomam características diferentes:
• No processo de moldação em bloco, o molde é colocado sobre uma placa e rodeado por um invólucro rígido com pelo menos uma abertura numa das faces. O espaço assim criado é então preenchido com barbotina cerâmica, geralmente constituída por: material refractário; um produto ligante; e um agente de gelificação.
• No processo de moldação em carapaça, a moldação é produzida através da aplicação alternada de uma sequência de três operações: imersão numa barbotina cerâmica; seguida da aplicação de secagem do revestimento produzido. Estas três operações são repetidas as vezes necessárias até que seja atingida a espessura da moldação pretendida.2
Fig. 2 - Esquema do processo de fundição por molde perdido : moldação em bloco ; moldação em carapaça2
O molde é eliminado após a secagem da moldação por aquecimento até uma determinado temperatura que permite a sua fusão e respectiva a extracção do molde. Devido à maior fragilidade que as moldações em carapaça apresentam relativamente às moldações em bloco, os moldes são geralmente, extraídos das carapaças cerâmicas num autoclave. As características finais das moldações são conferidas por uma sinterização levada a cabo a alta temperaturas. As etapas que se seguem à sinterização são fundamentalmente semelhantes às etapas realizadas noutros processos de fundição, as quais englobam: o vazamento; a desmoldação; o corte, acabamento e inspecção das peças produzidas. O processo de moldação em carapaça tornou-se a principal técnica de fundição por molde perdido, para aplicações de engenharia, remetendo o método em bloco para um número

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 3
limitado de aplicações tais como peças de joalharia, próteses dentárias e utilizações pontuais em engenharia, principalmente para metais não ferrosos. 1
3. EVOLUÇÃO DAS APLICAÇÕES DO PROCESSO DE FUNDIÇÃO POR MOLDE PERDIDO O processo de fundição por molde perdido é o método mais conhecido para a produção de esculturas metálicas, sendo já conhecido por civilizações ancestrais por exemplo os chineses antes de 4 000 a. c. vazavam estatuas religiosas em bronze por variantes deste processo, os gregos e os italianos foram desenvolvendo o processo e utilizaram-no para produzir muitas das suas estátuas mais famosas. O processo de fundição por molde perdido foi sofrendo depois alteração ao longo dos tempos, no entanto, foi sempre utilizado apenas por artistas como técnica para a obtenção de estátuas e joalharia em bronze ou metais preciosos. Foi apenas no início deste século que surgiram novas aplicações para a fundição por molde perdido, como por exemplo as próteses que utilizavam ligas que não permitiam operações de forjamento e maquinagem. Este facto dispoletou a indústria de fundição por molde perdido para a produção de ligas de difícil conformação, tendo sido o processo adoptado à escala industrial desde a segunda grande guerra mundial para o fabrico de peças vazadas com elevado rigor dimensional, forma complexa e de difícil maquinagem. As características fundamentais das peças obtidas actualmente pelo processo de fundição por molde perdido continuam a manter-se, sendo este processo capaz de produzir peças com:
• bom acabamento superficial e praticamente isentas de rebarba; • formas complexas e espessuras reduzidas; • elevada reprodutibilidade de detalhes; • elevada precisão dimensional e geométrica; • tolerâncias apertadas; • necessidade de acabamento por maquinagem mínima ou suprimida; • características que impossibilitam a sua produção por outros processos.1
4. PRODUÇÃO DO MOLDE PERDIDO A constituição de um molde perdido consiste, fundamentalmente, na realização das três etapas seguintes:
• Fabrico de um molde a partir do qual se produzirão em material perdido os modelos pretendidos, • Produção individual, normalmente por injecção, dos modelos e do sistema de alimentação e de gitagem. • Colagem dos vários modelos ao sistema de alimentação e de gitagem, formando o molde que irá ser utilizado para o fabrico de uma moldação.

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 4
4.1 MATERIAIS DO MOLDE PERDIDO: 4.1.1 CERA A cera, com baixo teor de cinzas, é claramente o material base mais utilizado para o fabrico dos moldes utilizados no processo de fundição por molde perdido, daí que se utilize com frequência o termo de “cera perdida” para designar este processo de fundição. As ceras utilizadas neste processo podem ser naturais ou sintéticas; no entanto, a sua aplicação sem aditivos é limitada, dado que possuem algumas características desvantajosas, tais como a fragilidade e um elevado coeficiente de expansão térmica, pelo que estas ceras são geralmente modificadas por adição de materiais (resinas, plásticos, materiais de enchimento, plasticizantes, antioxidantes, entre outros) que produzem a combinação pretendida entre a resistência, a expansão/contracção e a estabilidade dimensional. As combinações obtidas fundem normalmente numa gama de temperaturas compreendida entre os 55 e os 900C. As vantagens da utilização de ceras na fundição por molde perdido residem no facto de:
• Facilmente se ajustarem às diferentes exigências das fundições por molde perdido e serem compatíveis com outros materiais que lhes alteram as propriedades. • O baixo ponto de fusão e a baixa viscosidade destes materiais trazer grandes vantagens operatórias durante a produção do molde (preparação do molde, injecção da cera e colagem), sendo depois facilmente extraídos da moldação cerâmica, sem a danificar. A injecção da cera a baixas temperaturas e baixas pressões, associadas ao baixo atrito deste material diminuem os custos dos equipamentos e da sua manutenção. • Facilidade de conformação e possuírem uma superfície de baixa rugosidade, a partir da qual se obtêm fundidos com uma excelente qualidade superficial e elevada reprodutibilidade de detalhe. • Possibilidade de reciclagem das ceras após a sua extracção com inerentes vantagens económicas e tecnológicas do processo.
Para melhoramento das propriedades das ceras puras, em particular a resistência e rigidez e a estabilidade dimensional, recorre-se à adição de diversos materiais. A resistência e a rigidez podem ser melhoradas pela adição de certos polímeros de elevado peso molecular, tais como o polietileno, nylon, acetato de vinil etileno, etc. Estes compostos, embora adicionados em pequenas quantidades, devido à sua alta viscosidade, melhoram significativamente as características de manuseamento do cacho em cera, no entanto, na gama de teores normalmente utilizada, têm um efeito ligeiro na redução da contracção verificada durante a solidificação. Esta última característica é principalmente contrariada pela adição de resinas e de materiais de enchimento. O uso de resinas é mais generalizado, enquanto que a utilização de materiais de enchimento é mais selectivo, dai que vulgarmente, na literatura, se faça a distinção entre ceras com e sem enchimento. As resinas utilizadas para este efeito têm um baixo peso molecular e produzem um efeito na redução da contracção de solidificação directamente proporcional à quantidade adicionada, esta quantidade pode ser relativamente elevada, dada a baixa viscosidade da resina às temperaturas normais de trabalho. A outra via para reduzir a contracção de solidificação é a adição de materiais sólidos, sob a forma de pós, os quais se designam por materiais de enchimento. Estes pós são insolúveis na cera base e fundem a temperaturas superiores a esta formando uma suspensão injectável, enquanto que os restantes constituintes se encontram fundidos. Deste modo, os materiais de enchimento não contribuem para a contracção ocorrida durante a solidificação e têm igualmente uma influência proporcional à quantidade adicionada, podendo observar-se na figura 3,

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 5
exemplificada a variação da expansão térmica das ceras com e sem enchimento. Pode ainda recorrer-se à adição de outros compostos para alterar as propriedades do cacho em cera, tais como:
• Corantes - são adicionados sob a forma de óleos solúveis, utilizam-se para alterar o aspecto visual dos modelos, com o objectivo de proporcionar a sua identificação e fácil inspecção. • Antioxidantes - utilizam-se principalmente para proteger as cera e as resinas da deterioração térmica. • Óleos e plasticizantes - São utilizados para alterar as propriedades de injecção das ceras e em casos especiais para reduzir a contracção ocorrida durante a solidificação.
Fig. 3 – Efeito do tipo de material de enchimento na expansão térmica volúmica, das ceras utilizadas por modelo perdido.1
De uma forma geral, as composições típicas das ceras sem material de enchimento, utilizadas no processo de fundição por molde perdido, são as representadas na tabela seguinte.
Tabela 1 - Composições típicas das ceras utilizadas no processo de fundição por molde perdido
Constituintes Composição (%) Cera (geralmente mais do que uma única) 30-70
Resina (1 ou 2) 20-60 Polímeros de elevado peso molecular 0-20
Outros 0-5
As ceras que contêm material de enchimento possuem composições do material base semelhantes às indicadas na tabela 1, adicionando-se a este cerca de 15 a 45 % de material de enchimento. Independentemente do tipo de cera utilizado no processo de fundição por molde perdido são sempre exigidos os seguintes requisitos:
• Baixo teor de cinzas • Boa reprodutibilidade de detalhes • Baixa contracção/expansão térmica • Estabilidade química e dimensional • Reprodutibilidade das características • Dureza e resistência adequada • Compatibilidade com o processo de fabrico
4.1.2 POLIESTIRENO As grandes vantagens da utilização do poliestireno na fundição por molde perdido são:
• Baixo custo • Aptidão a ser conformado com elevadas cadências de produção automatizada

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 6
• Possui, comparativamente às ceras, maior resistência à deterioração durante o manuseamento, menor coeficiente de expansão térmica (tal como está indicado na Figura 4) e menor fragilidade.
O poliestireno apresenta duas desvantagens relativamente às ceras:
• Tem tendência a danificar a moldação cerâmica durante a sua extracção • Requer custos mais elevados de equipamento de injecção e de manutenção, uma vez que o poliestireno tem comportamento de líquido viscoso entre os 200 e os 3000C e requer pressões de injecção maiores, aproximadamente 140 MPa.
A principal aplicação do poliestireno como material do molde é a produção de fundidos de pequenas dimensões e/ou de forma complexa com secções finas, contudo, a sua utilização encontra-se mais divulgada no processo de moldação em bloco. 4.1.3 OUTROS MATERIAIS Existem na literatura referências sobre a utilização de modelos à base de Ureia, apresentando uma certa semelhança com o poliestireno no que diz respeito à resistência e ao seu processamento5,6. A principal vantagem destes produtos é a sua fácil extracção da moldação cerâmica, sem a aplicação de pressão. O molde é simplesmente dissolvido em água ou numa solução aquosa. no entanto a sua utilização tende a ser pequena. Existem igualmente outros produtos que têm vindo a ser desenvolvidos com o intuito de serem utilizados como moldes, sendo o caso de algumas misturas de sais com baixo ponto de fusão que são solúveis em água.1
Fig. 4 - Curvas de expansão térmica do poliestireno e da cera.2 4.2 INJECÇÃO A maior parte dos moldes perdidos são obtidos por injecção manual ou automática. Ocasionalmente para peças de pequena série, de forma complexa, ou protótipos recorre-se a moldes de borracha, de resina, de silicone, ou cerâmicos para produzir os modelos por vazamento, por gravidade ou injecção. Para as maiores quantidades, utiliza-se a injecção automática, a qual proporciona um controlo mais apertado sobre o processo. 4.2.1 INJECÇÃO DA CERA A cera é injectada, a temperaturas e pressões relativamente baixas, para o interior de um molde, podendo ser injectada no estado líquido, pastoso, ou sólido (extrusão), a temperaturas que variam entre 43 e 770C e a pressões na gama de 275 KPa até 10,3 MPa. A injecção da

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 7
cera no estado líquido realiza-se a temperaturas mais altas e a pressões mais baixas, no estado sólido acontece o inverso, e no estado pastoso a situação é intermédia. O tipo especifico de cera, as características do equipamento e os factores económicos, estabelecem a relação ideal entre as condições de pressão e de temperatura. Após a injecção, a pressão é mantida por um curto período de tempo, de forma a contrariar a contracção de solidificação da cera, prevenindo o aparecimento de defeitos superficiais no modelo e melhorando a precisão final do fundido. O armazenamento dos modelos e dos sistemas de alimentação e gitagem deve ser em ambiente controlado, de modo a garantir a sua máxima estabilidade dimensional. 4.2.2 INJECÇÃO DO POLIESTIRENO A injecção de poliestireno faz-se em máquinas semelhantes às de injecção tradicional de polímeros e requerem, tal como foi atrás referido, altas temperaturas de injecção, entre 177 e 2600C e pressões também mais elevadas (27,6 a 138 MPa) às utilizadas no caso de injecção da cera. 4.2.3 FABRICO DOS MOLDES DE INJECÇÃO Os materiais utilizados para o fabrico do molde perdido permitem ganhos técnicos e económicos, no que diz respeito às ferramentas e aos moldes de injecção utilizados na sua produção, estas vantagens devem-se fundamentalmente às baixas temperaturas utilizadas, à boa fluidez e ao baixo coeficiente de atrito. Deste modo toma-se possível recorrer a vários materiais como molde de injecção. Dentro destes o alumínio é o material mais utilizado para os moldes de injecção da cera, enquanto que o aço é mais indicado para a produção de poliestireno. O alumínio é fácil de maquinar, tem uma grande condutibilidade térmica e é convenientemente leve. As zonas sujeitas ao desgaste, tais como os orifícios e extracção dos moldes, podem ser reforçados por introdução de mangas em aço, as quais prolongam a vida do molde. A cavidade do molde pode ser produzida por maquinagem directa sobre o alumínio ou por vazamento de ligas de baixo ponto de fusão, como por exemplo ligas de chumbo bismuto, estanho, zinco, etc. Estes materiais produzem a cavidade interna do molde por vazamento contra um modelo positivo da peça a produzir e podem ser facilmente extraídos do molde por aquecimento, no caso de se pretender efectuar alguma alteração. A utilização de moldes em aço toma-se economicamente vantajosa para a produção de séries tão grandes como 5.000 a 10.000 peças, sendo geralmente escolhidos aços ferramenta de têmpera em óleo. Podem ainda utilizarem-se outros materiais como moldes de injecção, por exemplo o silicone, no entanto como a sua utilização é destinada à produção de protótipos ou de pequenas séries. 4.3 COLAGEM A situação mais comum no processo de fundição por molde perdido é a produção de um determinado número de modelos, os quais serão posteriormente agrupados e colados a um mesmo sistema de alimentação e de gitagem. No caso de peças com grandes dimensões poder-se-á utilizar um molde perdido de uma única peça. Normalmente, os constituintes do

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 8
molde perdido são produzidos separadamente sendo depois colados entre si, por exemplo, os vários modelos que incluem vulgarmente os ataques, são colados a um canal de gitagem, de dimensões normalmente padronizadas e a este é também colado uma bacia de vazamento igualmente padronizada. A colagem dos diversos componentes é feita, na maioria das aplicações, de forma manual utilizando por exemplo uma espátula ou um vareta aquecida. Deste modo a cera é rapidamente fundida localmente na interface a unir e os componentes são comprimidos até a cera solidificar. A colagem dos componentes pode ser feita por outro processo, no qual se mergulha a interface a unir num banho de cera adesiva fundida que é depois comprimida contra a outra superfície de contacto até solidificar. No caso do poliestireno, os componentes podem ser unidos utilizando um solvente (cetonas por exemplo), que amolece o poliestireno permitindo a sua colagem.1
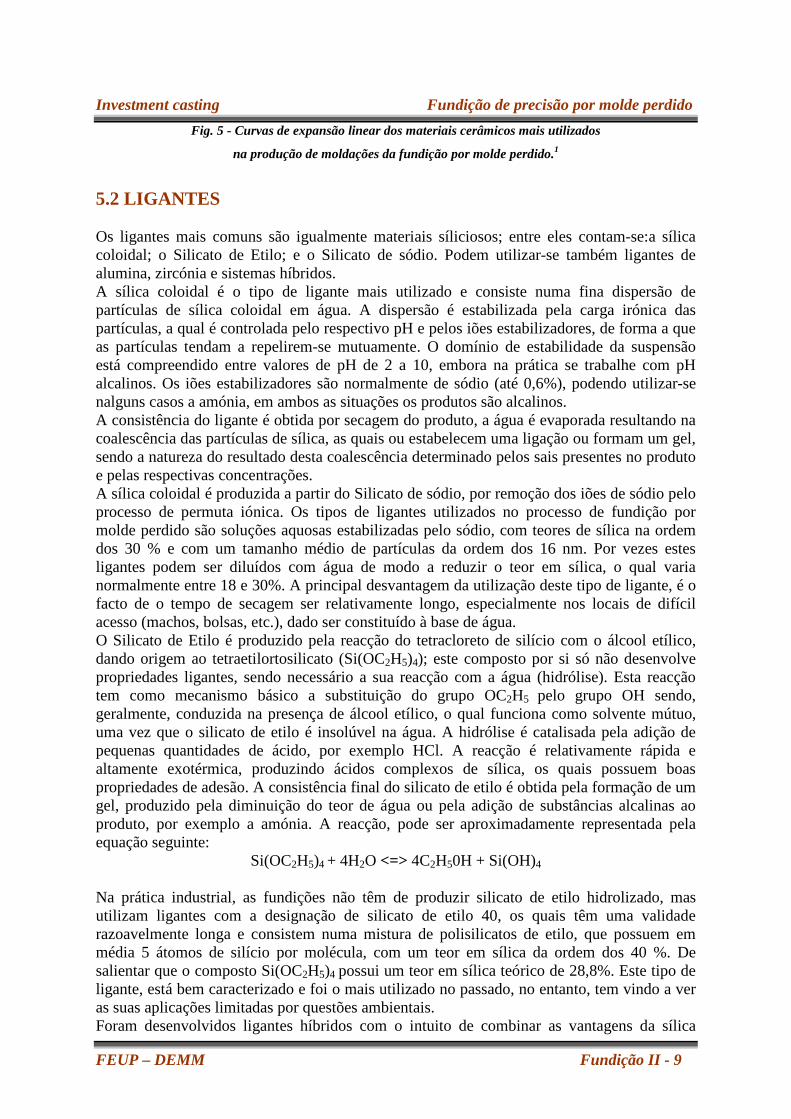
5. PRODUÇÃO DE UMA MOLDAÇÃO CERÂMICA 5.1 REFRACTÁRIOS UTILIZADOS Os materiais refractários utilizados na maior parte das aplicações são constituídos por: sílica; diversos aluminosilicatos; e areia natural de zircónio. Outros materiais tais com a alumina, a zircónia, a grafite e a ítria são também utilizados, mas com menos frequência. O tipo de Sílica mais importante para a produção de moldações de fundição por molde perdido, é obtida por fusão da areia natural de quartzo, seguida de um arrefecimento suficientemente rápido, de forma a dar origem à sílica amorfa. O produto resultante é depois triturado e crivado, quando se pretendem partículas mais grosseiras, ou é moído para produzir o pó utilizado nas barbotinas. O baixo coeficiente de expansão deste refractário confere à moldação uma grande resistência ao choque térmico, facto este que associado à sua rápida dissolução em soluções de soda cáustica, toma a sílica amorfa um material muito atraente para este processo de fundição. A sílica, sob a forma de quartzo, de ocorrência natural apesar do seu baixo preço tem aplicações limitadas neste ramo de fundição, uma vez que, para além de possuir um elevado coeficiente de expansão térmica, sofre uma transformação alotrópica a 5730C que se traduz num aumento súbito de volume, tal como pode ser observado na figura 5. A areia natural de zircónio (ZrO2.Si02) não se utiliza nas últimas camadas dado não ocorrer em tamanhos suficientemente grandes; esta areia pode ser moída ou calcinada, de forma a poder ser incorporada nas barbotinas. Normalmente, é adicionada com a sílica nestes banhos cerâmicos. As suas principais vantagens são a sua alta refractariedade, a resistência oferecida ao metal líquido, a forma esférica e a disponibilidade. Os aluminosilicatos utilizados neste processo de fundição são produzidos a partir da calcinação de argila ou de outros materiais adequados. A calcinação é conduzida de forma a obterem-se teores de alumina da ordem dos 42 a 72%, sendo a composição restante constituída por sílica e impurezas. O produto da calcinação tem a forma de peletes, as quais, após a moagem, dão origem a partículas finas e grosseiras que podem ser utilizadas em qualquer uma das camadas da moldação cerâmica. A alumina é produzida a partir da bauxite pelo processo Bayer, sendo mais refractária que a sílica ou os aluminosilicatos e menos reactiva do que estes com algumas ligas. Aplica-se essencialmente na produção de superligas.
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 9
Fig. 5 - Curvas de expansão linear dos materiais cerâmicos mais utilizados
na produção de moldações da fundição por molde perdido.1
5.2 LIGANTES Os ligantes mais comuns são igualmente materiais síliciosos; entre eles contam-se:a sílica coloidal; o Silicato de Etilo; e o Silicato de sódio. Podem utilizar-se também ligantes de alumina, zircónia e sistemas híbridos. A sílica coloidal é o tipo de ligante mais utilizado e consiste numa fina dispersão de partículas de sílica coloidal em água. A dispersão é estabilizada pela carga irónica das partículas, a qual é controlada pelo respectivo pH e pelos iões estabilizadores, de forma a que as partículas tendam a repelirem-se mutuamente. O domínio de estabilidade da suspensão está compreendido entre valores de pH de 2 a 10, embora na prática se trabalhe com pH alcalinos. Os iões estabilizadores são normalmente de sódio (até 0,6%), podendo utilizar-se nalguns casos a amónia, em ambos as situações os produtos são alcalinos. A consistência do ligante é obtida por secagem do produto, a água é evaporada resultando na coalescência das partículas de sílica, as quais ou estabelecem uma ligação ou formam um gel, sendo a natureza do resultado desta coalescência determinado pelos sais presentes no produto e pelas respectivas concentrações. A sílica coloidal é produzida a partir do Silicato de sódio, por remoção dos iões de sódio pelo processo de permuta iónica. Os tipos de ligantes utilizados no processo de fundição por molde perdido são soluções aquosas estabilizadas pelo sódio, com teores de sílica na ordem dos 30 % e com um tamanho médio de partículas da ordem dos 16 nm. Por vezes estes ligantes podem ser diluídos com água de modo a reduzir o teor em sílica, o qual varia normalmente entre 18 e 30%. A principal desvantagem da utilização deste tipo de ligante, é o facto de o tempo de secagem ser relativamente longo, especialmente nos locais de difícil acesso (machos, bolsas, etc.), dado ser constituído à base de água. O Silicato de Etilo é produzido pela reacção do tetracloreto de silício com o álcool etílico, dando origem ao tetraetilortosilicato (Si(OC2H5)4); este composto por si só não desenvolve propriedades ligantes, sendo necessário a sua reacção com a água (hidrólise). Esta reacção tem como mecanismo básico a substituição do grupo OC2H5 pelo grupo OH sendo, geralmente, conduzida na presença de álcool etílico, o qual funciona como solvente mútuo, uma vez que o silicato de etilo é insolúvel na água. A hidrólise é catalisada pela adição de pequenas quantidades de ácido, por exemplo HCl. A reacção é relativamente rápida e altamente exotérmica, produzindo ácidos complexos de sílica, os quais possuem boas propriedades de adesão. A consistência final do silicato de etilo é obtida pela formação de um gel, produzido pela diminuição do teor de água ou pela adição de substâncias alcalinas ao produto, por exemplo a amónia. A reacção, pode ser aproximadamente representada pela equação seguinte:
Si(OC2H5)4 + 4H2O <=> 4C2H50H + Si(OH)4 Na prática industrial, as fundições não têm de produzir silicato de etilo hidrolizado, mas utilizam ligantes com a designação de silicato de etilo 40, os quais têm uma validade razoavelmente longa e consistem numa mistura de polisilicatos de etilo, que possuem em média 5 átomos de silício por molécula, com um teor em sílica da ordem dos 40 %. De salientar que o composto Si(OC2H5)4 possui um teor em sílica teórico de 28,8%. Este tipo de ligante, está bem caracterizado e foi o mais utilizado no passado, no entanto, tem vindo a ver as suas aplicações limitadas por questões ambientais. Foram desenvolvidos ligantes híbridos com o intuito de combinar as vantagens da sílica
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 10
coloidal e do silicato de etilo. Nestes sistemas a água necessária para a hidrólise do silicato de etilo é fornecida pela sílica coloidal, proporcionando uma fonte adicional de sílica para o melhoramento da resistência. A utilização de ligantes de silicato de sódio líquido apresenta vantagens económicas dado o seu baixo custo. Estes ligantes estabelecem uma forte ligação amorfa sob evaporação, no entanto, têm má refractariedade e não são resistentes às atmosferas dos autoclaves, factores que limitam grandemente a sua aplicação. O silicato de sódio tem apenas aplicações em sistemas híbridos, com a sílica coloidal ou o silicato de etilo, no caso da produção de ligas não ferrosas. Quando se pretende obter uma moldação mais refractária, ou produzir fundidos de ligas mais reactivas, podem utilizar-se como ligante sistemas de alumina coloidal, ou de zircónia, no entanto, ambos possuem propriedades inferiores às da sílica coloidal. 5.3 BARBOTINAS CERÂMICAS As barbotinas cerâmicas para além dos ligantes e das partículas refractárias, contêm outras substâncias que alteram as suas características. Dentro destas substâncias destacam-se os agentes molhantes, que promovem uma melhor molhabilidade do molde perdido ou das camadas anteriores. Estes agentes podem ser aniónicos ou não aniónicos, tais como sulfatos alcalinos de sódio e alguns compostos orgânicos e são adicionados em quantidades que podem ir até 0,3% em peso. Um composto anti-espumante pode ser utilizado para suprimir o aparecimento de espuma e para permitir a libertação de bolhas de ar; normalmente estes compostos são emulsões de silicone ou álcoois gordos e são eficazes a baixas concentrações da ordem dos 0,002 a 0,0 1% em peso. Para melhorar a resistência em verde e após secagem, podem adicionar-se emulsões de acetato de polivinil aquoso e álcool polivinilico; estes compostos formam filmes orgânicos. Os compostos de cobalto são adicionados como agentes nucleadores, os quais, se presentes em quantidades compreendidas entre 0,5 e 10 % em peso, refinam o tamanho de grão da moldação.1
5.4 FORMULAÇÃO DAS BARBOTINAS O teor de cada um dos constituintes das barbotinas utilizadas para produzir a moldação cerâmica depende dos materiais empregues e das características pretendidas para cada tipo de moldação, sendo vulgar formular as barbotinas com as composições indicadas na tabela 2.
Tabela 2 - Composições típicas das barbotinas utilizadas no processo de fundição por molde perdido.
Constituinte Composição (%)
Sólido (do Ligante) 5 - 10
Líquido (adicionado ao ligante) 15 - 30
Partículas refractárias 60 - 80
Quanto presentes os restantes constituintes serão adicionados nas quantidades acima
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 11
referidas. 5.5 PREPARAÇÃO DAS BARBOTINAS As barbotinas cerâmicas são preparadas com a adição gradual do pó refractário ao ligante, utilizando agitação suficiente para quebrar os aglomerados, molhar e dispersar as partículas sólidas. Após a adição completa de todos os constituintes, a barbotina não é utilizada de imediato, sendo mantida mais algum tempo sob agitação, uma vez que esta, nesta fase, ainda não adquiriu as características pretendidas, apresentando valores altos de viscosidade, devido ao ar aprisionado e molhabilidade insuficiente das partículas. Será a medição da viscosidade da barbotina que irá determinar qual a altura ideal de a colocar em produção, sendo normalmente uma questão de dias. As barbotinas, uma vez prontas, são introduzidas em tinas que possuem um dispositivo que as mantém sempre sob agitação, evitando deste modo fenómenos de decantação, e de formação de agregados de partículas. Durante a utilização continua das barbotinas, estas vão sendo consumidas pelos sucessivos mergulhos dos cachos. Com o intuito de manter constante o nível das tinas, são preparadas cargas de adição ou de correcção, que se destinam a repor a quantidade de barbotina consumida. Estas adições podem ter, ou não, a mesma composição das barbotinas iniciais, conforme se destinam, respectivamente, apenas a manter o nível da tina ou a corrigir (ou a alterar) as características das barbotinas, que vão variando durante a utilização em serviço. 5.6 PROCEDIMENTOS DE CONTROLO Os procedimentos de controlo variam de fundição para fundição, do mesmo modo que variam as especificações de trabalho. Os procedimentos de controlo mais habituais são as medições: dos constituintes inicias das barbotinas e as respectivas viscosidades; das temperaturas de trabalho; das densidades; e dos valores de pH. Uma vez que estes procedimentos são rápidos e fáceis de realizar, são executados com grande frequência. As medições que envolvem análises mais prolongadas, tais como a determinação das composições reais das barbotinas, em termos do teor de água e de sólidos (do ligante ou de refractário), são realizados, normalmente, com menor frequência. De forma a controlar as propriedades finais das moldações, são normalmente realizados ensaios para averiguar a permeabilidade e a resistência das moldações cerâmicas. As matérias-primas devem também ser bem caracterizadas, de forma a melhorar a qualidade final das moldações. 5.7 PREPARAÇÃO DO MOLDE Os moldes são, normalmente, preparados antes de se dar início à sua imersão na primeira barbotina. Esta operação destina-se, fundamentalmente, à melhoria da molhabilidade do molde e da adesão da primeira camada de barbotina. A primeira operação de preparação consiste na limpeza do molde, tendo como objectivo remover o lubrificante, utilizado na sua injecção, e eliminar possível sujidade existente sobre o molde. A limpeza realiza-se pondo o molde em contacto com uma solução apropriada, por exemplo soluções aquosas que contenham agentes molhantes, ou soluções capazes de atacar a cera de forma controlada.
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 12
5.8 OBTENÇÃO DAS CARAPAÇAS CERÂMICAS Uma moldação cerâmica em carapaça é obtida pela aplicação de camadas sucessivas de material refractário, sobre o molde perdido, por repetição da seguinte sequência de etapas:
� Imersão do molde perdido numa barbotina cerâmica; � Revestimento da barbotina aderida com partículas refractárias mais
grosseiras (areia); � Secagem do revestimento produzido.
Estas etapas são repetidas, sempre por esta ordem, até que a moldação atinja a espessura desejada. A medida que estas etapas vão sendo efectuadas, é vulgar ir alterando as formulações das barbotinas e os tipos de partículas refractárias que vão sendo aplicadas, de forma a obter mais rapidamente as características pretendidas. Estas operações realizam-se em linhas de produção manuais, mecânicas ou roborizadas. A tendência verificada é a de utilizar robots, que aumentam a produtividade e proporcionam a utilização de moldes de maiores dimensões; a aplicação de revestimentos mais finos e mais reprodutíveis, no entanto, a sua utilização deve verificar-se em situações que possam reproduzir o trabalho realizado por operários hábeis. Nas restantes situações, os revestimentos devem ser produzidos em linhas manuais.
Fig. 6 – Exemplo de um dos robots utilizado neste processo.
A primeira camada da moldação é obtida pela imersão do molde numa barbotina que, geralmente, é a mais viscosa e contêm as partículas refractárias mais finas (estas características, destinam-se a produzir uma superfície da moldação com menor rugosidade, capaz de resistir à penetração do metal). A barbotina encontra-se sob agitação para que haja maior uniformidade do banho; os moldes ao serem introduzidos, estão animados com movimento rotativo de forma a que a barbotina molhe eficazmente toda a sua superfície. Após um determinado período de tempo de imersão, o molde é retirado e escorrido adequadamente sobre o banho, de modo a seja obtido um fino filme continuo de barbotina sobre este. A etapa seguinte é a aplicação da areia refractária sobre a barbotina aderida, utilizando-se uma das seguintes técnicas de recobrimento: fluidização e o chuveiro. Na primeira, as partículas refractárias estão dentro de um contentor, cujo fundo é poroso e através do qual passa ar pressurizado que faz com que as partículas se comportem como um “liquido em ebulição”, o molde é introduzido no interior tanque e rodado no seio das areias refractárias, de forma a proporcionar o revestimento necessário. Na segunda técnica, as areias refractárias são deixadas cair, de forma controlada, sobre a barbotina aderida, tendo o molde movimento sob várias direcções, de modo a ser uniformemente revestido.
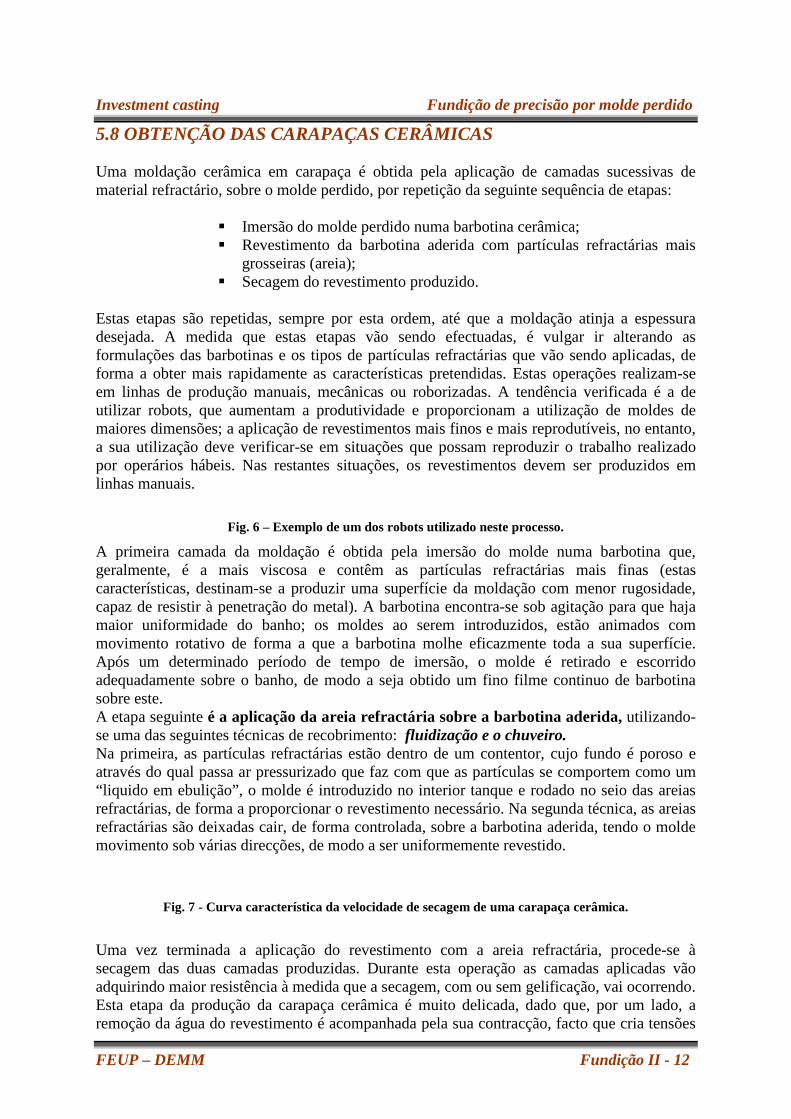
Fig. 7 - Curva característica da velocidade de secagem de uma carapaça cerâmica.
Uma vez terminada a aplicação do revestimento com a areia refractária, procede-se à secagem das duas camadas produzidas. Durante esta operação as camadas aplicadas vão adquirindo maior resistência à medida que a secagem, com ou sem gelificação, vai ocorrendo. Esta etapa da produção da carapaça cerâmica é muito delicada, dado que, por um lado, a remoção da água do revestimento é acompanhada pela sua contracção, facto que cria tensões

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 13
perigosas no revestimento, por outro, como o molde possui uma condutibilidade térmica muito menor do que a dos materiais da moldação, haverá uma acumulação de calor na interface molde/moldação causando a expansão do molde e o aumento da probabilidade de fissuração do revestimento. Desta forma, verifica-se que caso haja variações relevantes de temperatura, durante o manuseamento da carapaça cerâmica, a tendência para que ocorram danos na moldação aumenta; este efeito pode ser facilmente visualizado confrontando os coeficientes de expansão térmica do molde e da moldação representados nos gráficos das ultimas três figuras. A secagem pode então ser definida como a remoção de água, dos interstícios de um material granular, por evaporação envolvendo a transferência de calor, da atmosfera circundante para a carapaça cerâmica e a transferência simultânea de vapor de água em sentido contrário. A secagem é controlada pela temperatura, humidade, e circulação de ar e consiste em duas etapas fundamentais, que se encontram representadas no gráfico da figura 6. A primeira etapa decorre a uma taxa constante, ocorrendo apenas a perda de água da moldação para a atmosfera, a partir da sua superficie. O segundo período inicia-se quando a taxa de evaporação (teor de humidade crítico) é atingida. Durante este período (taxa decrescente), as partículas refractárias ficam em contacto íntimo umas com as outras e a velocidade de secagem cai . Os parâmetros que controlam a secagem, são definidos pelas fundições de molde perdido tendo em conta os seguintes efeitos:
• Quanto mais baixa for a humidade relativa da atmosfera mais rápida será a secagem, uma vez que a primeira etapa é encurtada pelo aumento da evaporação superficial e a segunda etapa toma-se mais rápida dado que existirá um gradiente de humidade maior que acelera a secagem • A medida que vai havendo evaporação, a carapaça fica envolvida por uma bolsa de ar, que dificulta a transferência de calor e de vapor entre a moldação e a atmosfera envolvente. Se houver circulação de ar, a espessura desta bolsa é quebrada e diminuída, contribuindo para a diminuição do tempo de secagem. • A elevação da temperatura acelera a secagem, devido a aumentar a pressão de vapor permitindo uma evaporação mais rápida. No entanto, a temperatura não é considerada como uma variável importante, dado que contribui para que se instalem gradientes de temperatura, perigosos para a carapaça cerâmica.
A secagem é normalmente conduzida à temperatura ambiente, com circulação de ar; e controlo do teor de humidade da atmosfera e da temperatura. Empiricamente, a diferença de temperatura entre o molde e a moldação não deverá ser superior a 6ºC. A secagem das carapaças cerâmicas é um processo relativamente longo (figura 8) e que se repete várias vezes, ao longo do ciclo de produção da moldação, pelo que o vapor de água deverá ser adequadamente retirado, tão rápido quanto possível (por questões relacionados com a produtividade do processo), sem causar uma contracção significativa e danos para a moldação.
Fig. 8 - Curva de secagem característica de uma carapaça cerâmica
Caso haja a gelificação do ligante durante a secagem, uma parte da água existente na moldação não será retirada, ficando quimicamente combinada, pelo que a contracção da carapaça até a extracção do molde será diminuída, sendo, no entanto, a água necessariamente
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 14
eliminada posteriormente e com consequências mais graves. Este fenómeno, que ocorre sobretudo no caso de ligantes à base de silicato de etilo, traduz-se no endurecimento do revestimento, em proporções variáveis, pela adição de agentes gelificantes às partículas grosseiras ou alternando camadas alcalinas com camadas ácidas. As carapaças que gelificam, em grandes proporções, têm normalmente resistências inferiores às que não gelificam. Na maioria das aplicações a gelificação não é desejada, uma vez que a água de formação do gel só será removida durante a sinterização, fazendo com que haja uma maior contracção da moldação e maior tendência para o aparecimento de fissuras. Todas as camada refractárias de uma carapaça cerâmica, são produzidas da forma anteriormente descrita, no entanto, os mateiras aplicados em cada uma das destas camadas possuem normalmente diferentes características. A medida que se vai construindo a carapaça, as barbotinas utilizadas são tornando-se progressivamente menos viscosas e contendo pós cerâmicos de dimensões cada vez maiores. Da mesma forma, as areias cerâmicas que são aplicadas sobre as barbotinas tornam-se cada vez mais grosseiras. As areias refractárias iniciais têm como função minimizar as tensões criadas durante a secagem e proporcionar uma superfície da moldação mais lisa e refractária, capaz de resistir à penetração de metal. Sobre estas camadas mais finas aplicam-se as camadas finais (secundárias) destinadas a construir rapidamente a espessura da moldação pretendida no menor numero de camadas possíveis as camadas anteriores proporcionando resistência à moldação. O número de camadas total está relacionado com o tamanho das peças e o peso de metal a ser vazado, podendo variar desde 5 camadas, para fundidos pequenos, até aproximadamente 15, para peças maiores. O aspecto de cada camada, durante as várias etapas da sua produção, está esquematizado na figura 9; as partículas a branco representam as areias refractárias, os pontos negros referem-se à porosidade da camada, e as zonas cinzentas mostram a barbotina em transformação.1
Fig. 9 – Alterações da estrutura de uma camada refractária durante a secagem.
6. OBTENÇÃO DE MOLDAÇÕES EM BLOCO O processo de fundição por molde perdido tal como foi apresentado na figura 2, apresenta duas variantes, a primeira já descrita anteriormente com mais detalhe, e uma segunda em que se aplica sobre o molde “perdido” o material refractário, de forma a produzir uma moldação com forma exterior de um bloco. A forma de bloco é dada por contacto do refractário com uma caixa, apenas aberta numa das faces, que contendo o molde perdido no seu interior permite verter a barbotina directamente para o seu interior. A característica que distingue ambos os processos é a produção das moldações cerâmicas, as restantes etapas são na essência semelhantes, as formulações das barbotinas podem ser ligeiramente diferentes, de uma maneira geral a primeira camada aplicada em cada um dos processos é a mesma, depois de revestido pela primeira vez o molde “perdido” é montado no interior da referida caixa, sendo o volume restante posteriormente enchido com uma barbotina que utilizará os materiais

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 15
anteriormente referidos, mas misturados em diferentes proporções, uma vez que se aplicará de uma só vez o sistema ligante/refractários finos e grosseiros. Como veremos é também possível a produção de moldações em compósitos, neste caso podem utilizar-se duas camadas fundamentais, uma que envolve o modelo e uma segunda, que funciona apenas como enchimento. Existem ainda, diversas variantes do processo em bloco, que no entanto, na maioria da vezes não diz respeito à produção de fundição por modelo perdido, uma vez que os moldes utilizados no fabrico das moldações não são perdidos após o fabrico das mesmas, mas uma vez que a existência de um plano de apartação, permite a produção de meias moldações podendo para tal efeito utilizar moldes permanentes. Na bibliografia distingue-se tais processos classificando-os como utilizadores de moldações cerâmicas, sendo os exemplos clássicos, o processo Shaw e o Unicast, que abordaremos adiante.7
7. PRODUÇÃO DE CAVIDADES INTERNAS A produção das cavidades internas nas peças é um dos aspectos mais interessantes do processo de fundição por molde perdido. Estas cavidades são facilmente conferidas às peças pela utilização de machos, os quais, neste processo de fundição, podem ser produzidos por três diferentes técnicas, que se encontram esquematizadas na figura 10.
1. Utilização de moldes de injecção com postiços, figura 10 a). Os postiços são machos metálicos móveis que, fazendo parte do molde de injecção, são accionados para a posição pretendida no interior da cavidade do molde, antes da injecção dos modelos, e recolhidos antes da extracção do modelo injectado. A forma deixada no modelo pelo postiço será preenchida durante a manufactura da moldação cerâmica, obtendo-se deste modo peças com reentrâncias e cavidades internas. 2. Utilização de machos cerâmicos refractários, figura 10 b), os quais são introduzidos no interior dos moldes de injecção, mas não são separados do modelo antes da produção da moldação, ficam deste modo, preso, no interior da moldação após a extracção do molde perdido. Os machos serão retirados durante ou após a operação de desmoldação. 3. Utilização de machos em cera solúvel, que são colocados no interior dos moldes de injecção ficando incorporados no modelo após a sua extracção. O conjunto é depois mergulhado numa solução que dissolve o macho deixando a cavidade interna no modelo.
Fig. 10 - Técnicas de produção de cavidades internas nas peças obtidas em fundição por molde perdido.2
8. REMOÇÃO DO MOLDE PERDIDO Após o fabrico da carapaça cerâmica a etapa seguinte do processo de fundição por molde perdido é a eliminação do molde que se encontra no seu interior. Esta operação produz um aumento da resistência da moldação devido ao estabelecimento de ligações mais fortes entre as partículas, à remoção de água e de materiais voláteis. A extracção do molde é também uma tarefa delicada; para além da eliminação da humidade da moldação surge um novo inconveniente resultante do aquecimento do molde até à sua liquefacção. A técnica adoptada para contornar este problema consiste no aquecimento rápido da moldação, de modo a que a

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 16
superfície do molde funda instantaneamente, isto é, antes que todo o resto do molde aqueça significativamente e aumente de dimensões. A camada fundida origina o espaço suficiente para acomodar a potencial expansão do molde. A carapaça cerâmica deverá encontrar-se tão seca quanto possível, de forma a minimizar a tendência para o aparecimento de defeitos na moldação. Os métodos mais comuns para a extracção do molde são:
1. Extracção em autoclave 2. Extracção a alta temperatura 3. Extracção em forno microondas
O primeiro método é o mais utilizado e consiste na rápida pressurização das carapaças com vapor saturado no interior de um contentor fechado. Os autoclaves estão equipados com: uma grelha móvel, capaz de alojar várias moldações de uma única vez; um sistema de fecho rápido; e um sistema de válvulas automáticas destinadas a recuperar o material do molde. As altas pressões utilizadas (até 600 MPa) são atingidas em poucos segundos, proporcionando um aquecimento adequado e uniforme de toda a área superficial da moldação. Deste modo, o molde vai sendo extraído à medida que vai fundindo; esta operação demora poucos minutos e possibilita a reciclagem do molde, com uma taxa de recuperação elevada. Os moldes de poliestireno não são extraídos em autoclaves, uma vez que este material não funde com rapidez, impondo por isso tensões suficientemente fortes para fissurar a moldação. Quando a extracção do molde se realiza a alta temperatura, normalmente é conduzida de forma instantânea. Os fornos utilizados neste processo têm o fundo com orifícios abertos, de forma a que quando as carapaças cerâmicas forem introduzidas no seu interior, o molde funda e escoe rapidamente através desse orifício, sendo recolhido com elevadas taxas de recuperação, embora inferiores às normalmente obtidas num autoclave. Os fornos funcionam a temperatura constante, na gama 870 a 10950C. Os fornos possuem ainda queimadores e outros dispositivos que se destinam a evitar a poluição do ambiente. Esta técnica pode ser utilizada para extrair os moldes de poliestireno. Existem fornos microondas projectados para remover moldes utilizados na produção das carapaças cerâmicas. A extracção realiza-se a um fluxo constante, sendo possível retirar moldes de poliestireno. Quando se remove um molde em cera, independentemente do método utilizado na sua extracção, é possível recuperar e reciclar a cera, proporcionando assim ganhos económicos e ambientais. Ao extrair o molde, a cera é recuperada. A cera recuperada nos autoclaves pode ser utilizada nos sistemas de alimentação e gitagem mediante a adição do material de enchimento, enquanto que a cera reciclada utilizada nos modelos é reconstituída, apresentando diferenças ligeiras não significativas relativamente à cera virgem.
9. SINTERIZAÇÃO DAS CARAPAÇAS CERÂMICAS Após a eliminação do molde, as moldações cerâmica são sinterizadas, tendo em vista dois objectivos principais:
1. Eliminar a humidade (livre ou quimicamente combinada) e os compostos orgânicos ainda existentes, bem como outros constituintes das barbotinas e resíduos do molde. 2. Conferir à moldação as propriedades térmicas e mecânicas pretendidas.
A sinterização é normalmente um processo de densificação dos materiais cerâmicos, através

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 17
do qual a porosidade entre as partículas cerâmica, vai sendo progressivamente reduzida, à medida que vão sendo estabelecidas fortes ligações entre as partículas adjacentes, através de um mecanismo de transporte de matéria, o qual é controlado pelo fornecimento de energia térmica. Os parâmetros principais da sinterização são: a temperatura e o tempo, os quais condicionam as características estruturais, mecânicas e térmicas das moldações cerâmicas.. Os parâmetros de sinterização das carapaças cerâmicas são definidos de modo a produzir moldações com as seguintes características essenciais:
� Porosidade suficiente, para deixar escapar os gases libertados no vazamento � Resistência mecânica necessária, para que a moldação não ceda durante o vazamento � Estabilidade dimensional da moldação
Normalmente a sinterização e o pré-aquecimento da moldação realizam-se ou à mesma temperatura ou a sinterização é conduzida a uma temperatura superior, deixando-se depois a moldação arrefecer até à temperatura de pré-aquecimento pretendida. Este parâmetro é definido em função das dimensões e da precisão final do fundido, como pode ser visualizado através da figura 11. É ainda frequente elaborar as carapaças cerâmicas de modo a que durante o arrefecimento, após a solidificação do fundido, uma parte da sua estrutura sofra uma transformação de fase, que provoca o aparecimento de fissuras na moldação e facilita a operação de desmoldação.
Fig. 11 – Relação entre a temperatura de pré–aquecimento da moldação e as dimensões finais do fundido.
Dado que as carapaças cerâmicas são, na sua maioria constituídas à base de sílica, o seu processamento térmico é estudado com base em diagramas semelhantes ao indicado na figura. 12, no qual se encontram registadas as alterações de volume associadas às diferentes formas cristalinas da sílica.
Fig. 12 – Variação de volume das formas cristalinas da sílica em função da temperatura.
As condições de sinterização são, dependentes do tipo de fundido a ser produzido; no entanto a sinterização das carapaças cerâmicas realiza-se, normalmente, para materiais ferrosos, na gama dos 800 a 10000C com estágios de poucas horas. No caso dos metais não-ferrosos, ou em situações nas quais as moldações possam ser menos refractárias, as temperaturas de sinterização são, normalmente, inferiores a 8000C.
10. PROPRIEDADES DAS CARAPAÇAS CERÂMICAS As moldações, utilizadas no processo de fundição por molde perdido são materiais cerâmicos com uma estrutura do tipo Sandwich, onde cada camada possui partículas cerâmicas refractárias, unidas entre si por ligantes, normalmente à base de sílica. Estas camadas encontram-se separadas por uma camada de partículas refractárias mais grosseiras. As propriedades mecânicas de interesse para as carapaças cerâmicas estão indicadas na tabela 3.
Tabela 3 - Principal importância das propriedades mecânicas das carapaças cerâmicas em função da temperatura.
Propriedade Principal Importância

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 18
Temperatura ambiente
Resistência a verde Manufactura, secagem,
remoção do molde Resistência após vazamento Desmoldação
Alta temperatura
Resistência a alta temperatura, deformação a
quente, e fluência a alta temperatura
Vazamento, solidificação
Normalmente, são os ligantes que conferem a resistência em verde das moldação; esta resistência pode ser aumentada pela adição de certos materiais orgânicos às barbotinas, julgando-se independentes da composição química das partículas ligadas. A resistência de uma carapaça cerâmica em verde é função:
• Quantidade e do tipo de ligante; • Teor de radicais alcalinos • Área superficial; • Tamanho das partículas ligadas.
Após a sinterização, a resistência passa a estar associada:
• Partículas refractárias • Ligações entre elas estabelecidas.
A selecção adequada dos materiais refractários, bem como dos parâmetros de sinterização e de vazamento, é um factor muito importante da fundição por molde perdido, dado que as moldações são sujeitas a severas condições de trabalho; têm, por exemplo, que suportar o metal líquido, a alta temperatura, mantendo as suas dimensões até que a solidificação ocorra.
11. VAZAMENTO No processo de fundição por molde perdido, utilizam-se normalmente fomos de indução, devido ao seu funcionamento ser flexível e económico. O vazamento poder-se-á realizar sob vácuo, por gravidade ou sob pressão. A maioria dos fundido produzidos na fundição por molde perdido são obtidos com características satisfatórias por vazamento por gravidade. Curiosamente, o vazamento sob vácuo tem uso quase exclusivo neste processo de fundição6 e permite a produção de ligas isentas de contaminações e com melhores propriedades. Esta ultima técnica de vazamento é particularmente adoptada para peças de grande responsabilidade, como no caso da produção de fundidos para a indústria aeroespacial. De uma forma geral desejável a utilização de temperaturas de vazamento tanto mais baixas quanto possível, o facto de a moldação poder ser pré-aquecida a altas temperaturas permita baixar a temperatura de vazamento e obter fundidos com paredes finas. A utilização de técnicas adicionais que provoquem um diferencial de pressão entre o exterior e o interior da moldação ou a pressurização do metal à sua entrada na moldação melhoram ainda esta propriedade do processo de fundição.1
12. OPERAÇÕES PÔS-VAZAMENTO
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 19
Todas as operações realizadas após o vazamento representam uma parte importante dos custos totais de produção, do processo de fundição de molde perdido, pelo que é frequente tentar detectar e eliminar as peças de refugo tanto rápido quanto possível, retirando-as da linha de produção. Esta acção é levada a cabo por inspecções intermédias das peças, ou então, são os próprios operários, que durante a execução das respectivas tarefas identificam as peças a eliminar. As operações realizadas após vazamento são: o abate da moldação; o corte das peças; a remoção dos machos; o acabamento das peças e a sua inspecção e certificação da qualidade. Após o vazamento e a solidificação do fundido realiza-se o abate da moldação, normalmente levado a cabo por vibração produzida por um martelo pneumático. A desmoldação é facilitada, dado que uma parte da carapaça cerâmica se liberta durante o arrefecimento. O material que não se separou da moldação no arrefecimento é facilmente retirado por vibração, o restante que ficou aderido à superfície do fundido, é retirado em operações posteriores, tais como a granalhagem, a decapagem química ou jacto de água. A operação de corte visa a separação grosseira das peças do sistema de alimentação e gitagem. No caso de algumas ligas leves esta operação realiza-se através da utilização de serras. Nas restantes ligas a separação efectua-se, na maior parte dos casos, por recurso a discos abrasivos. Sempre que a geometria o permita, os machos são retirados por granalhagem ou jacto de água. Quando estes métodos não são eficazes, a alternativa é a sua dissolução num banho de soda cáustica fundida ou numa solução em ebulição de hidróxido de sódio ou potássio. Esta dissolução é rápida e totalmente efectiva em poucos minutos. As restantes operações do processo de fundição por molde perdido são fundamentalmente, as mesmas que se realizam nos outros processos de fundição. Estas operações compreendem a rebarbagem, o polimento, o tratamento térmico, o controlo de qualidade, etc. Normalmente, o controlo da qualidade das peças produzidas em fundição por molde perdido é mais apertado que o realizado noutros processos de fundição, dado que as peças têm maior precisão. A maquinagem tende a ser mínima ou inexistente. Algumas das peças podem sofrer compressão isostática a quente como técnica de densificação ou de melhoramento das suas propriedades mecânicas e químicas.
13. PRODUÇÃO RÁPIDA DE PROTÓTIPOS Nos últimos anos (desde 1989) tem vindo a verificar-se avanços no processo de fundição por molde perdido, devido à utilização nos de novas tecnologias de prototipagem e de fabrico rápido de ferramentas, cujas principais aplicações encontram-se na indústria de moldes para a injecção de polímeros; fundição injectada e em coquilha; assim como para o fabrico de matrizes e punções utilizados em operações de forjamento e estampagem. A utilização destas novas tecnologias deve-se, fundamentalmente, à necessidade responder de forma rápida e eficaz às solicitações do mercado, acelerando as etapas de produção de peças protótipo; de pequenas séries; e aquisição das ferramentas definitivas, deste modo, o tempo na chegada ao mercado dos novos produtos é favoravelmente encurtado. Estas tecnologias permitem obter protótipos das peças ou ferramentas (modelos) e a partir deles por um processo de reprodução ou não (método directo ou indirecto) é possível a produção de objectos metálicos vazados sobre moldações cerâmicas. 13.1 PROTOTIPAGEM RÁPIDA

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 20
A utilização de técnicas de Prototipagem Rápida permite a aproximação entre as fases de projecto e de manufactura dos produtos. A maioria destes métodos criam por camadas, sem recorrer a ferramentas, objectos sólidos do produto pretendido directamente a partir de ficheiros CAD que definam respectiva geometria. Algumas das técnicas proporcionam ainda a vantagem de produzir directamente moldes de injecção de polímeros ou de moldações para fundição por modelo perdido. Normalmente reconhece-se que ao recorrer à prototipagem rápida atingem-se os seguintes benefícios:
• Redução do tempo para a colocação dos produtos no mercado • Redução dos ciclos de desenvolvimento • Melhoramento do projecto dos produtos • Melhoramento do processo de revisão do produto • Redução do custo de produção, do produto e das ferramentas • Melhoramento da qualidade do produto • Satisfação dos requisitos do cliente
Os protótipos produzidos por prototipagem rápida poderão ser ou não funcionais, a não funcionalidade está normalmente associada a funções estéticas ou de montagem, enquanto que os funcionais permitem a verificação da operacionalidade do componente. Estes protótipos poderão funcionar como modelos ou moldes para fundição por molde perdido, uma vez que, sobre eles poderá ser directamente aplicado uma barbotina cerâmica e posteriormente efectuadas todas as restantes operações do processo. As técnicas de prototipagem rápida que poderão produzir modelos nestas condições são designadas por SLA, LOM, FDM, SLS, TDP e Solider. Para a aplicação directa no processo de molde perdido, os modelos terão, no entanto, que ser constituídos por materiais à base de cera; polímero ou papel. E possível ainda utilizar estes protótipos de forma que a partir deles, seja produzido um molde em resina (rígido) ou em silicone (flexível) que servirá para a injecção de modelos em cera, este processo é designado por método indirecto. Alguns dos processos de prototipagem rápida (SLS; TDP) podem ainda servir para a produção directa de peças metálicas e de moldações cerâmicas produzindo assim protótipos funcionais e concorrendo directamente com os processos tradicionais. A variação do custo por peça obtida por processos convencionais e por prototipagem, em função da quantidade produzida. 7
Fig. 13 – Modelo obtido por prototipagem rápida e respectivo fundido.
13.2 FABRICO DAS MOLDAÇÕES CERÂMICAS 13.2.1 PROCESSO SHAW Este processo apesar de ser utilizado desde 1959 para o fabrico de moldes, não tem no entanto, utilização industrial em Portugal. Este processo permite obter moldações cerâmicas

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 21
sob duas formas: todas cerâmicas, ou compósitas. Na figura 14 está representada a sequência de fabrico de uma peça metálica por este processo.
Fig. 14 - Etapas de fabrico do processo Shaw.
A primeira etapa consiste na mistura dos materiais refractários, normalmente misturas de Zircão e Mulite calcinada, a esta mistura é adicionado um ligante à base de silicato de etilo hidrolisado, posteriormente acrescenta-se ao banho cerâmico um agente gelificante, que tipicamente endurece a barbotina ao fim de 3-4 minutos, sendo por isso necessário proceder ao seu vazamento para o interior da caixa que contem o molde. A etapa que se segue é a remoção da caixa e do molde que é seguida pela estabilização e queima do produto cerâmico. Durante esta ultima etapa, realizada com a ignição provocada por uma tocha, produzem-se microfissuras devido à evaporação de álcool e por reacções de fase sólida, estas microfissuras permitem acomodar a expansão da moldação e a libertação de gases durante o vazamento. A sinterização é a ultima etapa de processamento da moldação. A sua realização permite a eliminação de todos os voláteis, e a formação de ligações da sílica estáveis e resistentes a alta temperatura. A sinterização não deve ser realizada a temperaturas inferiores a 4800C, sendo o período normal de estágio de 4 a 6 horas. As moldações compósitas são produzidas em duas camadas. Uma, idêntica ao processo anteriormente descrito, que é colocada sem torno do molde e uma outra, mais económica que preenche o restante volume da caixa e que consiste numa mistura de chamote e silicato de sódio que endurece por gaseamento com CO2. 13.2.2 PROCESSO UNICAST O processo Unicast difere do processo Shaw, basicamente no modo como a estabilização é realizada, que no processo Unicast é levada a cabo por imersão ou aplicação de spray de álcool (ligante de silicato de etilo) sobre a superfície do molde. Na figura 15 está representada a sequência de fabrico de uma moldação compósita por este processo.
Fig. 15 - Etapas de fabrico de processo Unicast.
13.2.3 CARAPAÇAS CERÂMICAS As Carapaças utilizadas no fabrico rápido de ferramentas são idênticas às descritas neste relatório, importa aqui referir que sendo as ferramentas a obter de dimensões, normalmente, maiores do que as peças habituais produzidas pelo processo em carapaça, é vulgar, em vez de mergulhar o molde perdido no banho cerâmico, aplicar a barbotina por pulverização com pistola de pintura, seguida de pulverização manual das areias refractárias, deste modo, não é necessário recorrer a banho de grandes dimensões. Outra particularidade que surge nesta aplicação do processo de fundição por molde perdido é a selecção das barbotinas a utilizar, as quais tendem a ser à base de sílica ou silicato de etilo, as primeiras proporcionam um melhor acabamento superficial, uma maior resistência mecânica e não coloca problemas ambientais.

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 22
O silicato de etilo, por sua vez permite uma produção bastante mais rápida, uma mais fácil preparação do molde em cera, formulações mais simples das barbotinas e como a resistência é baixa, a operação de abate da moldação é facilitada. Tal como noutras situações já tratadas é possível combinar por camadas estes dois materiais, de modo a obter melhorias do processo.
14. VANTAGENS E DESVANTAGENS Durante o texto acima já foi inumerado algumas das vantagens do processo. Mas podemos dizer que este processo tem como vantagens:
� Liberdade de concepção � Alivio da massa metálica � Não há limitações da escolha da liga � Permite larga gama dimensional das peças � Bom acabamento superficial � Possibilidade de fundir peças complexas � Reutilização da cera � Tolerâncias apertadas
O processo é muito versátil por isso poucas desvantagens se encontram, no entanto, durante o manuseamento dos moldes deve-se ter muito cuidado devido à sua grande fragilidade.
15. ALGUMAS APLICAÇÕES DO PROCESSO As aplicações podem ser diversas , no entanto podemos salientar algumas tais como:
• equipamento agrícola; • industria automóvel • bicicletas e motociclos • câmaras • computadores • comunicações • equipamento de construção • medicina dentária e ferramentas dentárias • equipamento eléctrico • electrónica • armamento • ferramentas • joalharia • equipamento para a metalomecânica • equipamento óptico • equipamento para armazenamento • sistemas pneumáticos e hidráulicos • aplicações de próteses • bombas • equipamento recreacional e desportivo • ventoinhas de ar condicionado
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 23
• equipamento têxtil • indústria de transportes e motores a diesel • válvulas • equipamento de produção de arame, fio
Algumas figuras representativas destes campos de aplicação estão presentes em anexo.
Segunda Parte
METAIS PRECIOSOS 1. INTRODUÇÃO O ouro, a prata e a platina são todos vistos como metais preciosos. Particularmente, o ouro e a prata têm sido altamente prezados pelo Homem há milhares de anos. As antigas civilizações associaram a cor amarela do ouro com o Sol, como no caso dos egípcios, em que o ouro era o símbolo do seu deus Ra. Do mesmo modo que se associou o amarelo do ouro ao Sol, a cor da prata foi associada à Lua. A palavra latina original para prata, era “luna”, no entanto foi alterada para “argentum” que significa branco e brilhante. A descoberta da platina é muito mais recente. Embora fosse utilizada pelos índios pré-Colombianos em pequenos ornamentos, não foi antes do séc. XVIII, que o seu verdadeiro valor foi reconhecido. A platina faz parte de um grupo de seis metais(paládio, ródio, irídio, ruténio e o ósmio) que se encontram em associação uns com os outros e que possuem características semelhantes. Mas o que é que torna estes metais tão preciosos? Em primeiro lugar eles possuem uma notável resistência à corrosão provocada pelo meio. Enquanto que metais vulgares reagem prontamente para formarem óxidos, sulfuretos e outros compostos, os metais “nobres” (como são muitas vezes chamados), ocorrem na Natureza muitas vezes no estado puro, ou seja não combinados com outros elementos. Em segundo lugar, exceptuando a platina, o ouro e a prata estão largamente distribuídos através do mundo, o que explica o porquê de tantas civilizações terem descoberto estes metais. Foi relativamente

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 24
fácil extrair o ouro e a prata, e os primeiros metalúrgicos depressa descobriram outra propriedade importante, nomeadamente a facilidade com que estes metais podiam fabricar peças decorativas mostrando depois toda a sua beleza estética. No entanto, estes depósitos eram e são raros, e muitos deles foram explorados quase até à exaustão, incluindo mesmo os locais descobertos durante as “febres do ouro”, no Canadá, EUA, e Austrália, no séc. XIX. Consequentemente, a extracção destes metais preciosos assume-se agora como uma missão largamente comercial. Aparte do seu uso em joalharia e peças decorativas, o ouro e a prata, depressa assumiram a função de intercâmbio monetário. Devido à sua quase indestrutibilidade e raridade tornaram-se em metais apropriados para o comércio e acumulação de riqueza. Este uso monetário persistiu por mais de 2000 anos, culminando no Padrão do Ouro(fins do séc. XIX e princípios do séc. XX). O ouro e a prata inspiraram artistas e artificies ao longo dos anos na produção de jóias, ornamentos e em obras de arte de valor incalculável (lembremo-nos por exemplo da tumba de Tutankamón, e dos incríveis trabalhos em talha dourada). Os feitos dos antigos Gregos, Etruscos entre outros, ainda nos continuam a admirar pelas suas habilidades metalúrgicas demonstradas. Hoje em dia podemos encontrar lindas peças de arte em ouro, prata e platina produzidas de modo tradicional, mas também incorporando moderna tecnologia na sua elaboração. A parte do uso nas artes decorativas e nas questões monetárias, existe uma grande expansão na procura de metais preciosos na Indústria e na Medicina. Desde os anos 50 que o ouro desempenha um papel importante na indústria electrónica; na produção de lentes ópticas de elevada graduação, etc. 5 A platina por seu lado é indispensável no controlo da poluição atmosférica provocada pelos automóveis e pelas indústrias, bem como no seu uso nas indústrias químicas desempenhando o papel de catalisador. A prata sustenta indubitavelmente a indústria fotográfica, entre outras aplicações. A medicina dentária foi e continua a ser fortemente beneficiada pelo uso de todos os metais preciosos mencionados. A raridade comparativa destes metais preciosos já foi mencionada, mas o que é que isso significa em termos de produção mundial? Tendo em conta que há flutuações na produção em termos de tonelagem de ano para ano, dependendo da procura do mercado mundial, e também que existe uma certa variação dos valores apresentados consoante a fonte divulgadora, apresenta-se a seguinte tabela:
Tabela 4 - Produção anual dos metais preciosos.
Metal precioso Produção anual em toneladas Ouro 1300-1500 Prata 12200 Platina e semelhantes 120-130

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 25
21%
6,55%
4,95%
4,70%
3,70%
2,10%
57%
joalharia
moedas
Electrónica
Indústria e usosdecorativos
Medicina Dentária
Revestimentos
outros usos Fig. 16 - Utilização do Ouro nas várias actividades5
32%
31%
17%
13%
7% Ind. Fotográfica
Ind.Electrica eElectrónica
Joalharia
Ligas de brazagem
Outros usos
Fig. 17- Utilização da prata nas várias actividades5
34%
21,80%12,30%
11,50%
7%
4,30%
9,10%
Ind. Química
Ind.Eléctrica
Ind.Vidreira
Ind. Petrolífera
Joalharia
Med.Dentária
Outros usos
Fig. 18- Utilização da platina nas várias actividades5

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 26
2. PROPRIEDADES FÍSICAS E MECÂNICAS
Tabela 5- Algumas propriedades físicas dos metais nobres.5
Metal Estrutura Cristalina
Densidade a 20ºC (g/cm3)
Pto. Fusão (ºC)
Pto. Ebulição (ºC)
Ouro CFC 19.32 1064.59 2808 Prata CFC 10.49 960.5 2187 Platina CFC 21.45 1769 3827 Ródio CFC 12.41 1960 3877 Paládio CFC 12.02 1552 3167 Irídio CFC 22.65 2443 4800 Ósmio HC 22.61 3050 5300 Ruténio HC 12.45 2310 4150
Tabela 6-Algumas propriedades mecânicas dos metais nobres.5
Metal
Estado Dureza (HV)
Res.Tracção (N/mm2)
Modulo Elasticidade (N/mm2)
Alongamento 50mm (%)
Redução de área (%)
Ouro Recozido 20 124 7.72 x104
45 100 Encruado 58 216 4
Prata Recozido 22 172 8.06 x104 50 - Encruado 100 375 5
Platina Recozido 37 124 17.2 x104 45 - Encruado 108 349 7.5
Paládio Recozido 37 172 11.7 x104 40 - Encruado 106
Ródio Recozido 120 689 31.7 x104 - - Encruado 260
Irídio Recozido 220 1103 51.6 x104 - - Encruado
Ruténio Recozido 220 496 41.4 x104 10 - Encruado 360-750
Ósmio Recozido 400 - 55.8 x104 - -
3. FUSÃO, LIGA E VAZAMENTO DAS LIGAS DE METAIS NOBRES A liga é feita no estado de fusão. É essencial que os metais que constituem a liga sejam o mais puros possível. Pequenas quantidades de impurezas tais como chumbo, arsénico e

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 27
antimónio formam compostos intermetálicos frágeis nas fronteiras de grão das ligas de ouro vazadas, que provocarão fractura catastrófica subsequente. De modo análogo, a presença de enxofre causará problemas nas ligas de ouro branco- níquel, devido à formação do sulfureto de níquel (NiS) que possui um baixo ponto de fusão. Felizmente, o ouro, a prata, o cobre, o zinco e a platina são produzidos a partir de um estado muito puro, o que implica que as impurezas advêm muitas vezes do refugo refundido, ou do equipamento como os cadinhos ou as próprias moldações. Obviamente que muito do refugo é refundido para se tentar recuperar o metal, mas deve-se assegurar que esse refugo tenha o mínimo de contaminantes e impurezas possível. O teor de perdas de um metal devido à evaporação a altas temperaturas, não é de todo desprezável, como tal é boa prática adicionar metais constituintes com alto ponto de fusão a metais com baixo ponto de fusão. O zinco é um problema especial devido ao seu ponto de fusão relativamente baixo e à sua alta pressão de vapor, assim para as ligas de ouro e prata que contêm zinco, é habitual adicionar este elemento através de uma pré- liga de cobre - zinco (“liga padrão”). Os metais puros são vulgarmente produzidos sob a forma granular, pois assim facilita-se a pesagem, e a fusão, melhorando assim a produção da liga.5
3.1 EQUIPAMENTO DE FUSÃO Os tipos de fornos e de equipamento de fusão utilizados são muitos e variados, desde uma simples chama de gás - ar associada a um forno aquecido a gás ou óleo, até ao forno de indução moderno. 3.1.1 FUSÃO POR INDUÇÃO Na fusão por indução, o cadinho funciona como um componente secundário num transformador. A bobine de cobre arrefecida a água, é o elemento primário que envolve o cadinho, e a corrente induzida provoca aquecimento e fusão. É o método mais rápido para fundir quando comparado com os outros métodos. A principal precaução a tomar é a de minimizar a absorção de gás por parte do metal fundido. Este gás pode surgir da atmosfera vizinha, ou a partir da humidade presente no cadinho ou restante equipamento. Uma vantagem deste processo, é garantir uma melhor homogeneidade da liga devido à agitação electromagnética. A fusão em vácuo, usando uma resistência eléctrica, ou por indução magnética, é um processo que se está a tornar popular, devido à inexistência da atmosfera envolvente e pela possibilidade de se desgaseificar o banho, dando assim origem a fundidos mais sãos. Os requisitos exigidos para os cadinhos são:
a) não devem reagir com o seu conteúdo e, b) devem ter uma alta resistência ao amaciamento ou à fractura aquando de variações
bruscas de temperatura.
Os cadinhos preparados com grafite e argila, ou grafite pura são recomendadas para as ligas de prata e de ouro amarelo. Mas se se tratar de ligas de ouro branco devem-se usar cadinhos de argila refractária, dado que o Ní pode reagir com o carbono (grafite), o mesmo tipo de

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 28
cadinhos deve ser usado nas ligas de alto ponto de fusão que contenham paládio, pois na presença de carbono estas ligas têm tendência a incorporar silício ou enxofre. Para as ligas de alto ponto de fusão de platina devem-se usar cadinhos de alumina pela sua robustez; nunca se deve utilizar cadinhos que contenham carbono. Para agitar o banho de ligas de ouro amarelo devem-se usar agitadores de grafite. Para as ligas de prata podem.se utilizar varas de ferro, mas em caso algum se deve usar estas varas nas ligas de ouro, pois o ferro é dissolvido no banho.
3.1.2 ADITIVOS
Durante a fusão é adicionado frequentemente um aditivo para: a) criar uma capa protectora no topo do banho e prevenir a oxidação ou absorção de gás
da atmosfera envolvente, e b) reagir com os óxidos presentes no banho para formar escória que fluturá no topo do
banho. Deve-se usar uma pequena quantidade de aditivos para evitar que pequenas particulas (inclusões vitrificadas) sejam arrastadas durante o vazamento para a moldação. Os aditivos vulgarmente utilizados nas ligas de prata e nas de ouro são: o boráx que funde a 760ºC e o ácido bórico que tem o seu ponto de fusão situado nos 870ºC. Este último é preferido para as ligas de alto ponto de fusão(ex: ligas de paládio-ouro branco). Muitas vezes recorrem-se a particulas de carvão que se colocam na superfície do banho, onde reagem lentamente com o ar envolvente para formar uma camada de gás de monóxido de carbono, que por ser redutor protege da oxidação. No entanto esta técnica não deve ser utilizada com ligas de ouro branco ou ligas de platina.
3.1.3 OUTROS ADITIVOS
Por vezes há necessidade de se utilizar aditivos para refinar o banho, tais como o cloreto de amónia que reage com as impurezas para formar cloretos que volatilizam. Outras situações há que requerem o uso de desoxidantes, para eliminar o oxigénio do banho, estes são particularmente importantes no caso das ligas de prata que consegue dissolver uma grande quantidade de oxigénio no estado líquido. O cádmio (0.5%) era inicialmente o desoxidante recomendado para a prata, mas deixou de o ser devido aos fumos castanhos venenosos do óxido de cádmio. Actualmente usam-se pequenas quantidades de fósforo-cobre, dado que o fósforo reage com o oxigénio originando um óxido volátil. Obviamente, a quantidade de fósforo empregue deverá ser o mais pequena possível dado que o fosforeto de cobre nas fronteiras de grão causa grande fragilidade. O ouro puro não incorpora oxigénio no seu banho, mas o mesmo não se poderá dizer às suas ligas dado que estas possuem muitas vezes prata e cobre. As ligas de baixo quilate modernas contêm vulgarmente zinco e algumas vezes também silício, pois ambos agem eficientemente como desoxidantes. 3.2 PROCESSOS DE OBTENÇÃO DOS FUNDIDOS 3.2.1 VAZAMENTO DE LINGOTES O metal ou liga são vazados para um molde de lingote para produzir um varão, uma barra ou

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 29
uma chapa, dependendo do eventual produto em bruto. Os moldes de lingotes são normalmente de ferro fundido, aço ou moldes de cobre arrefecidos a água. Deve-se evitar que qualquer escória seja introduzida nos lingotes. Para evitar que o metal cole às paredes da moldação, torna-se necessário revesti-la antes do vazamento, por exemplo: com uma camada de negro de fumo, gordura, cera de abelhas, ou óleo de máquinas. Os lingotes devem ser pré-aquecidos para evitar incorporação de gás resultante da evaporação da humidade que pudesse existir. È prática comum cortar os moldes e temperar o ouro de quilate e ligas de prata, enquanto estão quentes, num decapante para abrilhantar a superfície e para remover qualquer óxido embebido na superfície. A têmpera torna-se também necessária para os ouros de quilate, caso se queira obter uma estrutura granular dúctil, que facilite a aptidão à deformação e para evitar o endurecimento por precipitação que poderia ocorrer durante o arrefecimento lento. Mais recentemente, algumas das maiores companhias usam o processo de vazamento contínuo para uma produção em grande escala de barras em ligas de ouro e prata. 3.2.2 PRODUÇÃO DE FUNDIDOS Existe uma grande variedade de métodos para a produção de fundidos, mas faremos apenas uma menção aos dois processos mais comuns usados na indústria. 3.2.2.1 FUNDIÇÃO POR CERA PERDIDA O processo de fundição por cera perdida, é agora largamente utilizado na produção de joalharia, no entanto é um processo bem antigo, está em vigor há pelo menos 4500 anos. Existem alguns lindíssimos exemplares de fundidos feitos por variadas culturas tais como, os nómadas Siberianos, os Sumérios, os Gregos, os Egípcios e os Chineses. Numa data posterior, por volta do ano de 400 d.C, o processo foi desenvolvido independentemente no Novo Mundo pelos Índios pré-Colombianos da América do Sul e pelos Aztecas e Maias na América Central. Um dos mais notáveis expoentes da arte foi o famoso ourives italiano Benvenuto Cellini (séc. XVI), que realizou uma série de melhoramentos na técnica e deixou escrito registos dos seus métodos. No entanto sem nenhuma explicação, o processo caiu largamente em desuso durante cerca de 400 anos, exceptuando-se algumas peças de Carl Fabergé que produziu requintada joalharia para a Corte Russa por volta do início do séc. XX. Surpreendentemente foi a medicina dentária uma grande responsável pelo re-emergir do processo e foi descoberto em 1910 que era um método ideal para produzir dentes de ouro e coroas dentárias. Durante os anos 30 foi novamente aproveitado pelos joalheiros, e hoje é o mais importante processo de produção de joalharia. Ao longo dos anos foram introduzidos alguns melhoramentos, sendo de salientar a incorporação da fundição por centrifugação e a fundição assistida pelo vácuo. Para a descrição do método, vamos considerar o exemplo da produção em massa de anéis de ouro fundidos: É feito um molde padrão de um anel a partir de um metal macio que possa ser facilmente esculpido. A prata fina é ideal para a elaboração de padrão. Alternativamente, pode-se utilizar um modelo de cera esculpido.
Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 30
O molde completo com um gito é coberto com uma borracha que é depois vulcanizada por aquecimento numa prensa a cerca de 150ºC. A moldação de borracha é cuidadosamente dividida em duas metades usando um bisturi, e retira-se o molde padrão. As duas metades são novamente juntas e injecta-se cera quente para dentro do molde e deixa-se arrefecer. A reprodução de cera obtida é removida do molde. Pode-se elaborar o número de reproduções que se desejar. Dependendo do ritmo da produção. A ponta de cada canal é soldada a uma grande coluna central para produzir um cacho. É colocado um cilindro aberto à volta do cacho de cera e uma pasta fluida de composto de revestimento é depositado sobre o cacho. Novos pós de revestimento, baseados em “pasta de Paris” ou fosfato de sílica ligada (para mais altas temperaturas de vazamento), são altamente sofisticados e têm aditivos especiais e modificadores. A sua composição é dependente do metal líquido, i.e. temperaturas relativamente baixas para o ouro de quilate de cor amarela e para a prata, ou altas temperaturas para ligas de ouro branco. paládio e ligas de platina. Antes da operação, o cilindro e os seus componentes são normalmente colocados numa câmara de vácuo para remover quaisquer bolhas de ar que possam ter ficado presas no revestimento. O revestimento endurecido é colocado ao contrário num forno próprio para se retirar a cera que derrete e sai por volta dos 200ºC deixando a moldação vazia. A temperatura é aumentada até 700-950 ºC, dependendo do tipo, para endurecer completamente o revestimento. Finalmente, a temperatura é levada até à requerida para o vazamento, que pode variar entre 350 a 800ºC, dependendo da espessura do fundido e do tipo de liga utilizada: 500-600 ºC - para ouros amarelos de 9 ct. 600-700 ºC - para ouros amarelos de 14, 18 ct, e prata. 700-800 ºC – para ouros brancos, paládio e platina. Se se usar o processo de centrifugação, o metal é derretido num cadinho especial, ou por uso de chama ou por indução, a moldação quente é colocada atrás do cadinho num braço da centrifugadora e todo o conjunto é então posto a girar à volta do eixo central a grande velocidade. Devido à acção centrífuga o metal sobe pela parede do cadinho e através de um buraco no molde. Com o processo assistido por vácuo, o metal é depositado a partir do cadinho na moldação que está a ser sujeita ao vácuo criado na parte de baixo, para que o metal seja forçado a preencher todas as cavidades da moldação por acção da pressão atmosférica. Finalmente o composto do revestimento é removido do fundido sólido e cada anel é retirado da cacho, os gitos são cortados pela haste e é então efectuada a limpeza e o polimento. As grandes vantagens do processo são: a excelente reprodução de detalhes finos, podem ser feitas formas complexas com rebaixos e espessuras finas que seriam impossíveis de obter por outros processos de fundição, este processo pode ser adaptado à produção de grandes séries. Alternativamente, o processo é também ideal para séries muitos pequenas . A coluna central que funcionou como reservatório para evitar os rechupes durante a solidificação e os gitos são obviamente refugo de metal precioso que é novamente aproveitado para ser refundido. 3.2.2.2 MOLDAÇÃO EM AREIA Neste processo, um padrão mestre de madeira, metal, ou qualquer material a que se possa dar

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 31
forma é envolvido com de areia de moldação adequada. A moldação em areia é feita em duas metades para que se possa retirar o molde posteriormente. É adaptado um sistema de gitagem pelo qual o metal flui de modo a preencher a cavidade, devem ser também ser criados canais de ventilação para permitirem a saída do ar. Podem-se fundir um pequeno número de objectos numa moldação em simultâneo, ligando-os a um canal central que recebe o metal a partir dos gitos e transporta-o ao longo do seu comprimento. Este processo já não é aconselhado para a joalharia, e como tal é raro ser utilizado na fundição de ligas de ouro ou de platina e semelhantes. No entanto é usado na produção de peças grandes em prata e em níquel, tais como maçanetas, pegas de cafeteiras e bules, etc. 5
3.3 DEFEITOS DOS FUNDIDOS A produção de fundidos sãos depende de um variado número de factores. Deve-se utilizar o material de revestimento correcto ou a areia adequada para o tipo de liga a ser vazada, bem como adequar a temperatura de vazamento face às condições inerentes (tipo de liga, moldação,...). Uma temperatura demasiado baixa implicará um preenchimento incompleto da cavidade, enquanto que no caso contrário pode provocar o aparecimento de rechupes nos fundidos, bem como danificar a moldação. O projecto do fundido, e o sistema de gitagem devem ser cuidadosamente pensados se se pretender evitar rechupes, porosidade interdendrítica, isto significa que os fundidos devem solidificar antes do metal presente no sistema de gitagem. Outro defeito que poderá ocorrer devido às tensões provocadas pela pressão do molde à medida que a liga contrai na solidificação, é uma “fissura quente” (“hot tear”), e mostra uma fractura ao longo das fronteiras de grão onde se solidificam os últimos vestígios de metal líquido. Este defeito é mais provável que ocorra em fundidos que apresentem um tamanho de grão grande, é comum aparecer em algumas ligas de prata. Para se remediar esta inconveniência deve-se adicionar uma pequena peça de aço com alto teor de carbono ao banho (por exemplo: a ponta de um arame), para que as partículas de carboneto de ferro funcionem como agentes de nucleação, pois aumentam o número de núcleos, dando assim origem a um tamanho de grão mais pequeno. De modo análogo, é sabido que pequenas adições de irídio, ródio ou silicato de cobalto a ligas de ouro, funcionam como refinadores de grão, no entanto estas adições não são muito efectuadas na prática. Como já foi referido anteriormente, deve-se ter muito cuidado na prevenção ou minimização dos gases dissolvidos no banho, tais como o oxigénio, hidrogénio e vapor de água, bem como se deve ter atenção para que não fique ar preso na cavidade durante o vazamento. Se isto ocorrer, formar-se-ão bolhas de gás que dão origem a um fundido fraco, ou então pode acontecer que o gás reaja com a liga e formam-se partículas de óxido. Quando se lida com ligas de prata, o cuidado deve ser redobrado dado que esta consegue absorver grandes quantidades de oxigénio e vapor de água, e estes podem reagir com o cobre da liga formando inclusões de óxidos. Um rápido aquecimento e fusão por indução, com ajuda do vácuo ajuda a controlar bastante este problema. Ocasionalmente, os fundidos apresentam superfícies em mau estado ou com inclusões de

Investment casting Fundição de precisão por molde perdido
FEUP – DEMM Fundição II - 32
óxidos, isto é devido ou a uma reacção entre o metal e o material da moldação, ou porque a parede do molde cedeu com a pressão de enchimento do metal. Um defeito interessante de se notar que poderá ocorrer no processo de centrifugação é a presença de poros semiesféricos suaves na superfície de um dos lados do fundido em relação á sua posição no cacho. Já foi demonstrado que este tipo de defeito surge quando se usam velocidades excessivas na máquina centrifugadora, e é causado pelo fluxo turbulento do metal líquido.5