pontifÍcia universidade catÓlica de minas gerais … · profissional em administração da...
TRANSCRIPT

1 | P á g i n a
PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS
Mestrado Profissional em Administração
Fabrício Affonso Paiva Ferreira
VANTAGENS E DESVANTAGENS DE UM PROCESSO ESTRUTURADO DE
DESENVOLVIMENTO DE PRODUTOS
Belo Horizonte
2016
2 | P á g i n a
Fabrício Affonso Paiva Ferreira
VANTAGENS E DESVANTAGENS DE UM PROCESSO ESTRUTURADO DE
DESENVOLVIMENTO DE PRODUTOS
Dissertação apresentada ao Programa de Mestrado
Profissional em Administração da Pontifícia
Universidade Católica de Minas Gerais, como
requisito parcial para obteção do título de Mestre
em Administração.
Orientador: Prof. Dr. Paulo Vicente dos Santos
Alves
Área de Concentração: Desenvolvimento de
Produtos.
Belo Horizonte
2016
FICHA CATALOGRÁFICA
Elaborada pela Biblioteca da Pontifícia Universidade Católica de Minas Gerais
Ferreira, Fabrício Affonso Paiva
F383v Vantagens e desvantagens de um processo estruturado de desenvolvimento de
produtos / Fabrício Affonso Paiva Ferreira. Belo Horizonte, 2016.
93 f.: il.
Orientador: Paulo Vicente dos Santos Alves
Dissertação (Mestrado) – Pontifícia Universidade Católica de Minas Gerais.
Programa de Pós-Graduação em Administração.
1. Projeto de produto. 2. Administração de produtos. 3. Produtos novos. 4.
Indústria eletrônica - Inovações tecnológicas. I. Alves, Paulo Vicente dos Santos.
II. Pontifícia Universidade Católica de Minas Gerais. Programa de Pós-
Graduação em Administração. III. Título.
CDU: 658.012.2
3 | P á g i n a
Fabrício Affonso Paiva Ferreira
VANTAGENS E DESVANTAGENS DE UM PROCESSO ESTRUTURADO DE
DESENVOLVIMENTO DE PRODUTOS
Dissertação apresentada ao Programa de Mestrado
Profissional em Administração da Pontifícia
Universidade Católica de Minas Gerais, como
requisito parcial para obteção do título de Mestre
em Administração.
Orientador: Prof. Dr. Paulo Vicente dos Santos
Alves
Área de Concentração: Desenvolvimento e
Introdução de Produtos.
_______________________________________________________________
Prof. Dr. Paulo Vicente dos Santos Alves – PUC Minas (Orientador)
________________________________________________________________
Prof. Dr. Leonel Del Rey de Melo Filho – PUC Minas (Banca Examinadora)
________________________________________________________________
Prof. Dr. Luis Fernando Filardi Ferreira – Ibmec RJ (Banca Examinadora)
Belo Horizonte, 19 de Fevereiro de 2016
4 | P á g i n a
RESUMO
Este trabalho trata dos processos de desenvolvimento e introdução de produtos (DIP) e de seu
uso, cada vez mais estratégico, importante, complexo e que constitui um dos maiores
contribuidores para a excelência nos negócios em várias indústrias. Através do uso da abordagem
geral de pesquisa qualitativa e do método de estudo de caso foi descrito e analisado o processo de
desenvolvimento de produtos implementado por uma multinacional do segmento de serviços de
manufatura eletrônica para participar da cadeia de desenvolvimento e introdução de produtos de
seus clientes de tecnologia. O trabalho focou em duas unidades de análise (dois projetos de
introdução de produtos) realizados dentro da organização estudada e utilizou o processo de stage-
gate® como framework teórico. A partir da triangulação de dados obtidos das duas unidades de
análise e do framework teórico (assim como dos fatores de sucesso identificados na literatura)
foram identificados os principais resultados positivos e oportunidades que ainda existem na
empresa estudada. A percepção das equipes indica que a estruturação do processo de DIP
impactou positivamente em fatores de sucesso como os pequenos times multifuncionais e
orientados a projeto, na engenharia simultânea, na liderança efetiva, nas ferramentas e técnicas e
nas competências individuais e na qualidade de execução.
Palavras-chave: introdução de produtos, desenvolvimento de produtos, novos produtos, EMS.

5 | P á g i n a
ABSTRACT
This study treats the new product development and introduction processes (NPDI). Those
processes are becoming more strategic, important, complexes and constitute one of the biggest
contributors for the excellence of businesses in different industries. The qualitative research
approach and the case study method have been used to describe and analyze the NPDI process
that has been implemented by an Electronic Manufacturing Services (EMS) multinational to
participate in the new product development and introduction chain of their technology customers.
The study has focused on two units of analysis (two new product introduction projects) that took
place inside the organization under study and on the stage-gate® process as the theoretical
framework. The main positive results and opportunities that are still in place for the multinational
have been identified through the triangulation of data from the two units of analysis and from the
theoretical framework (including the success factors from the academic literature). The
perception of the teams indicates that the new NPDI process has positively impacted over success
factors like the small multifunctional teams oriented to projects, the simultaneous engineering,
the effective leadership, the tools and techniques and the individual competencies and quality of
execution.
Keywords: new product introduction, new product development, new product, EMS.
6 | P á g i n a
SUMÁRIO
1 INTRODUÇÃO ...................................................................................................................... 8
1.1 O Problema de Pesquisa ........................................................................................................ 8
1.2 Justificativa da Pesquisa ...................................................................................................... 10
1.3 Objetivos da Pesquisa ........................................................................................................... 14
1.4 Contextualização da Pesquisa .............................................................................................. 14
2 REFERENCIAL TEÓRICO ............................................................................................... 17
2.1 Os Processos de Desenvolvimento e Introdução de Novos Produtos e sua Evolução ..... 17
2.2 Implementação de Processos de DIP .................................................................................. 21
2.3 Fatores de Sucesso ................................................................................................................ 23
3 METODOLOGIA DE PESQUISA ..................................................................................... 31
3.1 Estratégia e Método de Pesquisa ......................................................................................... 31
3.2 Unidades Empíricas de Análise ........................................................................................... 32
3.3 Estratégia de Coleta de Dados ............................................................................................. 34
3.3.1 Entrevistas Individuais Semiestruturadas ...................................................................... 34
3.3.2 Arquivos e Documentos ................................................................................................... 36
3.3.3 Observações ...................................................................................................................... 37
3.4 Estratégia de Análise de Dados ........................................................................................... 38
3.5 Validade e Confiabilidade da Pesquisa ............................................................................... 38
4 DESCRIÇÃO E ANÁLISE DOS DADOS .......................................................................... 40
4.1 Descrição do Processo de DIP da Empresa ........................................................................ 40
4.2 O Software PCMS ................................................................................................................ 43
4.3 Descrição e Análise dos Documentos e Arquivos dos Projetos X e Y .............................. 44
4.4 Descrição e Análise das Entrevistas .................................................................................... 46
4.4.1 Percepção Geral e Análise do Processo ...........................................................................47
4.4.1.1 Resultado das Entrevistas com o Grupo de Gerentes ...................................................... 47
4.4.1.2 Resultado das Entrevistas com o Grupo do Projeto X ......................................................53
4.4.1.3 Resultado das Entrevistas com o Grupo do Projeto Y ..................................................... 58
4.4.1.4 Análise comparativa das Entrevistas dos Três Grupos: Gerentes, Equipe do Projeto X e
Equipe do Projeto Y .......................................................................................................... 62
4.4.2 Descrever e Analisar os Resultados e Oportunidades em Função dos Fatores de Sucesso
...................................................................................................................................................... 66
4.4.2.1 Estratégia de Novos Produtos .......................................................................................... 66
4.4.2.2 Comprometimento da Alta Gerência ............................................................................... 67
4.4.2.3 Clara Definição, Antes do Desenvolvimento, dos Principais Conceitos e Especificações
do Produto .................................................................................................................................... 69
4.4.2.4 Produtos Diferenciados .....................................................................................................70
7 | P á g i n a
4.4.2.5 Processo DIP de Alta Qualidade e Formal .................................................................... 71
4.4.2.6 Pequenos Times Multifuncionais .................................................................................. 74
4.4.2.7 Engenharia Simultânea ................................................................................................. 76
4.4.2.8 Equipes de Projeto ......................................................................................................... 76
4.4.2.9 Foco no Mercado............................................................................................................ 77
4.4.2.10 Liderança Efetiva............................................................................................................ 77
4.4.2.11 Competências Individuais e Qualidade de Execução..................................................... 78
4.4.2.12 Ferramentas e Técnicas Usadas na Execução de Projetos de DIPs ............................... 80
5 CONCLUSÕES ........................................................................................................................ 83
6 REFERÊNCIAS ....................................................................................................................... 88
7 APÊNDICE A .......................................................................................................................... 92
8 | P á g i n a
1 INTRODUÇÃO
1.1. O Problema de Pesquisa
Nas últimas décadas, o tema desenvolvimento e introdução de produtos (DIP) tem sido
abordado em uma série de estudos, dentre os quais estão aqueles vinculados à estruturação desses
processos (Arnold & Floyd, 1997; Parnaby, 1995). Os projetos de DIP são essencialmente
multifuncionais, envolvendo pessoas de diferentes áreas com diferentes conhecimentos e
habilidades. É parte importante de projetos de DIP que os respectivos processos facilitem a
integração dos diversos conhecimentos e habilidades que são exigidos em diversas atividades
existentes (Gardiner & Gregory, 1996).
O DIP é crucial uma vez que esse tipo de iniciativa é parte importante da estratégia das
empresas e muitas vezes é um empreendimento de alto risco, no qual são realizados elevados
aportes de investimento e com retorno incerto sobre o capital investido (Almeida et al., 2011).
Em muitas indústrias, o DIP é essencial para sobreviver em um mercado global onde os
desenvolvimentos de novas plataformas ou suas variações são feitos com frequência cada vez
maior, no menor custo possível e tentando assegurar uma introdução de produtos em tempo
(Parnaby, 1995).
Uma estrutura, proposta por Cheng (2001), aponta três abordagens principais utilizadas
nos estudos de gestão do DIP: (i) a abordagem voltada à avaliação do DIP (avaliação de
desempenho e identificação dos fatores contribuintes de sucesso); (ii) a abordagem voltada ao
nível estratégico, que trata de uma permanente tentativa de articular as necessidades do mercado,
as possibilidades da tecnologia e as competências da empresa em um horizonte que permita que o
negócio tenha continuidade; e (iii) a abordagem voltada ao nível operacional, que engloba o
detalhamento dos modelos gerais ou dos processos utilizados no DIP, o estudo das ferramentas
usadas em projetos específicos, como engenharia simultânea, QFD (Quality Function
Deployment) e FMEA (Failure Mode and Effects Analysis) e temas de estudo como arranjo
estrutural das equipes de projeto, gestão de conflito e aprendizagem organizacional.
Dentro da abordagem operacional do tema gestão de DIP, apontada por Cheng (2001), há
diferentes modelos gerais que descrevem o processo de DIP. Um desses modelos é o stage-gate®
com suas etapas e pontos de decisão (Cooper, 1990).
9 | P á g i n a
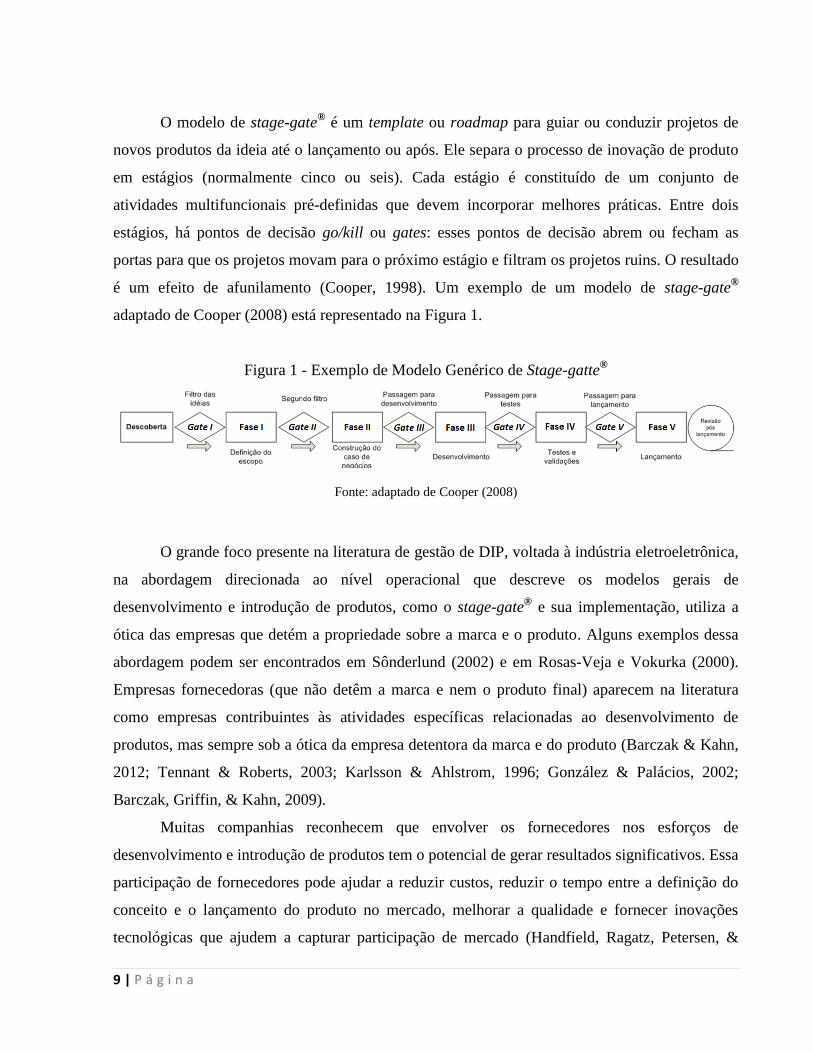
O modelo de stage-gate® é um template ou roadmap para guiar ou conduzir projetos de
novos produtos da ideia até o lançamento ou após. Ele separa o processo de inovação de produto
em estágios (normalmente cinco ou seis). Cada estágio é constituído de um conjunto de
atividades multifuncionais pré-definidas que devem incorporar melhores práticas. Entre dois
estágios, há pontos de decisão go/kill ou gates: esses pontos de decisão abrem ou fecham as
portas para que os projetos movam para o próximo estágio e filtram os projetos ruins. O resultado
é um efeito de afunilamento (Cooper, 1998). Um exemplo de um modelo de stage-gate®
adaptado de Cooper (2008) está representado na Figura 1.
Figura 1 - Exemplo de Modelo Genérico de Stage-gatte®
Fonte: adaptado de Cooper (2008)
O grande foco presente na literatura de gestão de DIP, voltada à indústria eletroeletrônica,
na abordagem direcionada ao nível operacional que descreve os modelos gerais de
desenvolvimento e introdução de produtos, como o stage-gate® e sua implementação, utiliza a
ótica das empresas que detém a propriedade sobre a marca e o produto. Alguns exemplos dessa
abordagem podem ser encontrados em Sônderlund (2002) e em Rosas-Veja e Vokurka (2000).
Empresas fornecedoras (que não detêm a marca e nem o produto final) aparecem na literatura
como empresas contribuintes às atividades específicas relacionadas ao desenvolvimento de
produtos, mas sempre sob a ótica da empresa detentora da marca e do produto (Barczak & Kahn,
2012; Tennant & Roberts, 2003; Karlsson & Ahlstrom, 1996; González & Palácios, 2002;
Barczak, Griffin, & Kahn, 2009).
Muitas companhias reconhecem que envolver os fornecedores nos esforços de
desenvolvimento e introdução de produtos tem o potencial de gerar resultados significativos. Essa
participação de fornecedores pode ajudar a reduzir custos, reduzir o tempo entre a definição do
conceito e o lançamento do produto no mercado, melhorar a qualidade e fornecer inovações
tecnológicas que ajudem a capturar participação de mercado (Handfield, Ragatz, Petersen, &
10 | P á g i n a
Monczka, 1999). Porém, na literatura de gestão de DIP da indústria eletroeletrônica, os processos
existentes dentro dos fornecedores não são estudados em seus detalhes.
Dado esse contexto, de extrema importância dos processos de desenvolvimento e
introdução de produtos (Almeida et al. 2011; Parnaby, 1995) e considerando a lacuna existente
na literatura relacionada ao estudo desses processos, existentes dentro dos fornecedores da
indústria eletroeletrônica, o propósito desta pesquisa consiste em descrever e analisar como foi
conduzido o processo de desenvolvimento e introdução de produtos e quais resultados foram
alcançados em uma multinacional do segmento de EMS (Electronic Manufacturing Services).
Na indústria eletroeletrônica, as empresas EMS fornecem serviços relacionados à
manufatura para empresas OEM (Original Equipment Manufacturer) e as empresas OEM são as
detentoras das marcas e donas do produto final (Zhai, Shi, & Gregory, 2007). Um subtipo de
empresas EMS é constituído pelas empresas CM (Contract Manufacturing) que concentram
muito de seu faturamento em produção, enquanto as demais empresas EMS concentram a maior
parte de seu faturamento na prestação de serviços mais abrangentes associados de alguma forma
à manufatura (Zhai et al. 2007).
Tendo em vista o exposto, a pergunta central que norteou esta investigação foi: como foi
conduzido e quais foram os resultados do processo de desenvolvimento e introdução de
produtos em uma fábrica de uma multinacional fornecedora de serviços de manufatura
eletrônica (pertencente ao segmento de EMS)?
1.2. Justificativa da Pesquisa
Um dos fatores que claramente distingue empresas inovadoras é a consistência da sua
devoção por produtos de ponta e por sua melhoria contínua com o passar do tempo. Elas também
entendem que o sucesso em longo prazo não depende de um único produto. Elas sabem que
devem gerar um fluxo contínuo de produtos de alto valor que foquem em mercados em
crescimento e devem encontrar novos mercados para as suas principais tecnologias (Meyer
1997). O desenvolvimento e introdução de produtos é crucial no competitivo ambiente de
negócios da atualidade, uma vez que bons desenvolvimentos e introduções podem iniciar uma
liderança de mercado, uma participação de mercado saudável e crescimento sustentado (Barczak

11 | P á g i n a
& Kahn, 2012). Introduzir produtos no mercado é essencial para a posição competitiva de uma
empresa e para a sua sobrevivência em longo prazo. Mudanças mais rápidas nas tecnologias,
competição mais acirrada e necessidades dinâmicas dos clientes fazem os produtos ficarem
obsoletos mais rapidamente: os ciclos de vida dos produtos estão ficando mais curtos (Cooper,
1998).
Embora seja amplamente reconhecido que o desenvolvimento e introdução de produtos
seja crítico para o sucesso das empresas (Gardiner & Gregory, 1996; Karlsson & Ahlstrom, 1996;
Cooper, 1996; Cooper, 1990; Cooper & Kleinschmidt, 1987; Bayus, Erickson & Jacobson, 2003;
Gmelin & Seuring, 2014; Cucculelli & Ermini, 2012), elas lutam para encontrarem processos
eficientes e efetivos de gerenciamento do desenvolvimento e introdução de produtos (Salomo,
Weise, & Gemunden, 2007).
As taxas de mudanças de mercados e de tecnologias aceleraram nos últimos anos e esse
ambiente turbulento requer novos métodos e técnicas para levar produtos de sucesso aos
mercados, porém novos produtos continuam falhando a taxas alarmantes (González & Palacios,
2002). Há pouca evidência de que as taxas de sucesso, ou seja, de que a produtividade dos
projetos de desenvolvimento de produtos aumentou significativamente. É um fato que as
inovações de produtos não acontecem tão bem quanto deveriam e que os fatores críticos de
sucesso estão ausentes nos projetos típicos de novos produtos (Cooper, 1999). Mesmo sendo
críticos para o sucesso de longo prazo de firmas industriais, novos produtos continuam a falhar a
uma taxa alarmante: quase 50% de todos os recursos investidos por firmas americanas em
inovação de produtos são investidos em fracassos (Cooper, 1991). De um lado, há uma pressão
crescente para aumentar o número de lançamentos de novos produtos no mercado e, de outro
lado, esses lançamentos continuam sendo um grande risco para as empresas e as taxas de falha
continuam em níveis muito elevados (Cooper & Kleinschmidt, 1987).
O aumento da competitividade e da velocidade dos processos de mudança com ênfase
crescente em pressões competitivas como globalização, comunalidade de plataformas e reduções
constantes de custos gera como consequência desafios e demandas impostos sobre os processos
de desenvolvimento de produtos que levam à constante e renovada pressão por aumento de
eficiência (Tennant & Roberts, 2003).
O gerenciamento de projetos de DIP impõe diversos desafios, decorrentes de diferentes
fatores, como competição baseada no tempo e rápido progresso tecnológico. Projetos podem
12 | P á g i n a
possuir elevada complexidade, envolvendo centenas de engenheiros e grande quantidade de
subprojetos. Os requisitos simultâneos de alcançar os prazos e integrar as várias bases de
conhecimento envolvidas estão no centro do gerenciamento de projetos de DIP (Söderlund,
2002). Os projetos de DIP não são fluxos contínuos e lineares e nem as repetições das mesmas
práticas são feitas de forma igual quando comparados dois projetos distintos (Gardiner &
Gregory, 1996). A literatura de Gerenciamento de Projetos normalmente foca no planejamento de
atividades, introduzindo as work breakdown structures e os Gantt-schedules de forma muito
alinhada com uma visão racional dos processos organizacionais. Essa visão, entretanto, pressupõe
que os projetos sejam altamente analisáveis. Apenas isso não basta para os projetos de
desenvolvimento e introdução de novos produtos, uma vez que, também, é crítico facilitar e
gerenciar a integração das pessoas envolvidas. A integração não pode ser gerenciada apenas com
o uso exclusivo de planos avançados mas com o uso de princípios que são caracterizados por alto
grau de acoplamento entre os membros da equipe e os diferentes conhecimentos existentes
devido à elevada interdependência recíproca inerente à maioria dos DIPs complexos. Por isso,
diferentes projetos de DIP não podem ser tratados de forma similar e cada um precisa ser
analisado em seu próprio contexto (Söderlund, 2002).
Um dos fatores que trazem complexidade à gestão de DIP é o desafio de equilibrar de um
lado a redução de incertezas pela adoção de processos sistemáticos e estruturados e de outro lado
a estimulação da criatividade pela variação dos processos e estruturas. Os processos de obtenção
de informação podem ser sistemáticos e regras organizacionais e estruturas podem ser explícitas e
ainda assim o ambiente na organização pode incentivar a criatividade (Brattstrôm, Lofsten, &
Richtner, 2012).
Conforme visto nos parágrafos anteriores, a introdução de novos produtos é importante
para o sucesso das empresas (Gardiner & Gregory, 1996; Karlsson & Ahlstrom, 1996; Cooper,
1996; Cooper, 1990; Cooper & Kleinschmidt, 1987; Bayus at al., 2003; Gmelin, & Seuring,
2014; Cucculelli & Ermini, 2012), os processos associados aos DIPs são processos complexos
(Söderlund, 2002; Gardiner & Gregory, 1996; Brattstrôm et al. 2012) e os índices de falha são
elevados (González & Palacios, 2002; Cooper, 1999; Cooper, 1991; Cooper & Kleinschmidt,
1987; Tennant & Roberts, 2003). Esses três fatores somados deixam clara a importância de
estudos relacionados ao tema.
13 | P á g i n a
Toda a forma de trabalho é um processo. Obter resultados ao final do processo requer
enfoque no processo que entrega os resultados. Todo o processo pode ser gerenciado para ser
mais efetivo e isso não é diferente com o processo de DIP (Cooper, 1994). É difícil desenvolver
novos produtos de sucesso porque a maioria dos DIPs falham e novos produtos de sucesso são
resultado de processos efetivos de DIPs (Lewis, 2001). Melhorar o processo para responder aos
padrões cada vez mais elevados que são colocados e buscar aumentar a velocidade da introdução
de novos produtos, reduzir os custos do processo e do produto e melhorar a capacidade de
resposta às demandas dos clientes são itens críticos para alcançar o sucesso nos DIPs (Arnold &
Floyd, 1997). A gestão do DIP é complexa, importante e constitui um dos maiores contribuidores
para a excelência nos negócios em qualquer indústria (Chen, Ling, & Chen, 2003).
Conforme anteriormente exposto, empresas fornecedoras (que não detêm a marca e
tampouco o produto final) aparecem na literatura como contribuintes às atividades específicas
relacionadas ao desenvolvimento de produtos, mas sempre sob a ótica da empresa detentora da
marca e do produto (Barczak & Kahn, 2012; Tennant & Roberts, 2003; Karlsson & Ahlstrom,
1996; González & Palácios, 2002; Barczak et al., 2009). Porém, o que acontece quando
empresas, que não detêm a marca ou a propriedade dos produtos em desenvolvimento e que
fornecem a muitos clientes distintos (pertencentes a setores altamente envolvidos com processos
de inovação e com introduções frequentes de novos produtos), decidem organizar a sua
participação na cadeia de desenvolvimento de produtos de seus diversos clientes (que possuem
comportamentos e processos diferentes em relação ao desenvolvimento de produtos e
participação de fornecedores)? O que acontece quando esse tipo de fornecedor cria processos
sistematizados para gerenciar a sua participação na cadeia de desenvolvimento de produtos dos
fornecedores? Esses tipos de perguntas ainda não foram respondidas na literatura.
Nesse ínterim, acredita-se que entender o processo de DIP de fornecedores de empresas
de tecnologia que participam da cadeia de DIP pode ajudar a preencher a lacuna teórica
encontrada. O fornecedor escolhido para realização da pesquisa pertence ao segmento de EMS, o
qual é um bom representante da situação desejada (fornecedor de diversas empresas de tecnologia
que possui seus próprios processos para participar na cadeia de DIP de seus clientes). A pergunta
central que norteou esta investigação foi: como foi conduzido e quais foram os resultados do
processo de desenvolvimento e introdução de produtos em uma fábrica de uma
multinacional do segmento de EMS?
14 | P á g i n a
Uma vez que o desenvolvimento de novos produtos é crítico para o sucesso das empresas
(Gardiner & Gregory, 1996; Karlsson & Ahlstrom, 1996; Cooper, 1996; Cooper, 1990; Cooper &
Kleinschmidt, 1987; Bayus et al., 2003; Gmelin & Seuring, 2014; Cucculelli & Ermini, 2012) e
este trabalho pode contribuir para que as firmas alcancem processos mais eficientes e efetivos de
gerenciamento de DIPs, ele também pode contribuir empiricamente para o sucesso das
organizações.
1.3. Objetivos da Pesquisa
O objetivo geral do estudo é descrever e analisar o processo de desenvolvimento e
introdução de produtos em uma fábrica de uma multinacional do segmento de EMS e os
resultados obtidos.
Os objetivos específicos são:
descrever e analisar os processos que a fábrica pesquisada implementou internamente para
participar na cadeia de desenvolvimento e introdução de produtos de seus clientes de
tecnologia.
descrever e analisar os resultados obtidos com o processo de DIP e as oportunidades que
ainda existem em função dos fatores críticos de sucesso nos DIPs.
1.4. Contextualização da Pesquisa
A pesquisa foi realizada em uma fábrica de uma empresa do segmento de EMS
(Electronic Manufacturing Service). Na presente pesquisa, foram utilizadas as definições de
(Zhai, 2007) para os principais grupos de empresas da indústria eletroeletrônica:
OEM (Original Equipment Manufacturer): são as empresas que detêm o nome da marca e
encarregam-se do marketing dos produtos finais.
EMS (Electronics Manufacturing Service): são empresas que fornecem serviços relacionados
à manufatura para as OEMs. Uma sigla similar (CEM – Contract Electronics Manufacturer)
era utilizada, amplamente, para designar empresas que concentram muito de sua atividade em
produção, enquanto as EMSs são empresas que concentram muito de sua atividade no
15 | P á g i n a
fornecimento de serviços mais abrangentes. As empresas CEM podem ser consideradas como
um subconjunto das empresas EMS.
ODM (Original Design Manufacturer): são empresas que projetam e fabricam produtos
usando o nome da marca de uma empresa OEM (as empresas ODM são também conhecidas
como CDM, ou Contract Design Manufacturer).
Segundo (Zhai, 2007), as empresas EMS normalmente iniciam suas operações produzindo
componentes de baixa complexidade (baixa barreira tecnológica à entrada) e normalmente de
mão de obra intensiva para empresas OEM. Com a evolução das empresas EMS e em decorrência
da crescente competição no segmento, essas empresas buscam cada vez mais alternativas para
adicionar valor a seus serviços. Elas começaram a trabalhar com sistemas completos de produção,
passando a fornecer mais serviços ao longo da cadeia de suprimentos, como, (i) projeto de
produto; (ii) projeto e implementação de soluções de testes para os produtos; (iii) seleção,
sourcing e procurement de componentes; (iv) montagem automatizada; (v) produção global
paralela; (vi) serviços de montagem final; (vii) montagem de sistemas; (viii) direct order
fullfilment; (ix) configure to order; e (x) serviços pós-venda.
O core business das empresas do segmento EMS é a manufatura terceirizada de produtos
eletro-eletrônicos para empresas OEM. As empresas do segmento de EMS atuam em uma gama
enorme de segmentos de mercado, dentre os quais bens de consumo, médico-hospitalar, militar,
automotivo, aeroespacial, telecomunicações, industrial, computação e armazenamento de dados.
A participação das empresas EMS nos desenvolvimentos e introduções de produtos das empresas
OEM variam enormemente. Em um extremo, a empresa EMS participa, apenas, durante a
operacionalização da produção em massa e, no outro extremo, a empresa EMS pode cuidar de
todo o desenvolvimento técnico, testes e produção em massa.
A empresa do segmento EMS a ser estudada é uma das cinco maiores empresas atuando
no segmento de EMS no mundo. Ela possui mais de noventa operações, atua em mais de trinta
países, tem faturamento anual acima de US$15 bilhões e emprega mais de 150.000 funcionários.
A empresa vem apresentando crescimento consistente de receita e lucro, embora atue em
um segmento de margens pequenas. O crescimento dos últimos anos foi interrompido apenas nas
crises econômicas globais de 2001 e de 2008.
16 | P á g i n a
A carteira de clientes da empresa é bastante diversificada, atuando nas áreas de consumo,
telecomunicações, computação e armazenamento de dados, automotiva, instrumentação, médica,
aero-espacial e militar, dentre outras. Essa base diversificada de clientes tornou-se um diferencial
competitivo e reduziu o risco a crises econômicas em setores específicos da economia.
Historicamente, a empresa sempre deixou a cargo das operações locais a definição dos
processos de desenvolvimento e introdução de produtos. Porém, em 2011, foi tomada a decisão
de criar um processo global de introdução de produtos. Durante o ano de 2012, foram levantadas
as melhores práticas de DIPs existentes na empresa, foi definido o processo centralizado e global
e iniciou-se a implementação global. Uma das unidades da empresa que já adotou o novo
processo de DIP foi a de Betim em Minas Gerais (MG). Essa unidade possui, aproximadamente,
mil funcionários e receita anual acima de duzentos milhões de dólares. Essa fábrica trabalha com
clientes de diferentes setores (Indústria & Energia, Consumo e Automotivo). O novo processo
corporativo de DIPs foi implementado integralmente e até o presente momento foram
introduzidos quinze novos produtos utilizando o novo processo e há cerca de outros quinze
projetos em andamento.
Até Agosto de 2014, duas unidades da empresa (Gladalajara/México e Betim/Brasil) já
adotaram o novo processo de DIPs integralmente e até o momento ambas as unidades já
introduziram cerca de 80 novos produtos utilizando o novo processo e já têm cerca de outros 120
projetos em andamento. Há outras quatro unidades da empresa onde o trabalho de implementação
já foi iniciado.
17 | P á g i n a
2. REFERENCIAL TEÓRICO
2.1. Os Processos de Desenvolvimento e Introdução de Novos Produtos e sua Evolução
Na literatura podem ser encontrados diferentes processos de desenvolvimento e
introdução de produtos, como: i) o processo de stage-gate®
com suas etapas e pontos de decisão
(Cooper, 1990); e ii) a estrutura de funil com suas variantes (Clark & Wheelwright, 1993). Na
presente pesquisa, o enfoque foi dado ao processo de stage-gate®
, por ser esse processo
amplamente reconhecido na literatura e com grande aplicação empírica (Cooper, 2008) e também
ser o processo adotado na empresa pesquisada.
Cooper (1994) relata três gerações de processos de stage-gate®
:
Geração I. Processo desenvolvido pela NASA na década de 1960 com o nome de PPP
(Phased Project Planning) e que é hoje conhecido como PRP (Phased Review Process).
Inicialmente, o processo era aplicado, apenas, a atividades e riscos de engenharia e não a
riscos de negócio. O processo trouxe disciplina a um ambiente até então caótico, reduziu os
riscos técnicos e garantiu o fechamento das tarefas. O processo também tinha alguns contras:
era laborioso, lento, estreito (lidava somente com a fase de desenvolvimento e não com o
processo desde a ideia até o lançamento) era muito funcional (focando apenas no lado
técnico).
Geração II. Também consiste em estágios identificados e discretos precedidos por pontos de
decisão ou gates. A geração II, porém, apresenta várias evoluções em relação à geração I: i) é
um processo multifuncional e não específico da área de engenharia; ii) Marketing e
Manufatura são parte integral do processo de desenvolvimento de produtos; iii) os pontos de
decisão ou gates são também multifuncionais; iv) o processo de stage-gate®
passou a ser mais
holístico capturando todo o processo desde a concepção até o lançamento (e não somente a
parte de desenvolvimento); v) há muito mais ênfase no trabalho inicial e na preparação
antecipada; vi) há uma orientação para o mercado muito mais forte devido à ênfase no
trabalho inicial; vii) a noção de trabalho simultâneo ou paralelo aparece com foco muito
maior; e viii) os critérios das decisões nos gates ficaram mais claros (na geração I os pontos
18 | P á g i n a
de decisão focavam em verificar se o projeto estava desdobrando como esperado e já na
geração II há critérios quantitativos, financeiros, de negócios, etc e também é avaliada a
viabilidade da continuidade do projeto).
Geração III. A ênfase da terceira geração está na eficiência, na aceleração do processo e em
alocar de forma mais eficiente os recursos. Há quatro fundamentos: (i) o processo deve ser
fluido e adaptável com estágios sobrepostos e fluidos para aumentar a velocidade; (ii) deve
incorporar gates que são situacionais e condicionais (decisões condicionadas à situação e não
absolutas levando a decisões mais complexas, sofisticadas e que demandam mais
conhecimento e experiência dos tomadores de decisão); (iii) permite foco mais agudo dos
recursos no gerenciamento do portfólio de projetos (adicionando métodos de priorização que
enxergam todo o portfólio de produtos); e (iv) deve ser um processo muito mais flexível do
que a segunda geração (cada processo deve ser único e ter o seu próprio roteiro, podendo
haver permissão para não realizar todos os gates, fases ou tarefas, porém o princípio geral do
processo deve ser mantido). O sistema deve ser inteligente e ajustado às necessidades
específicas dos projetos e há a tendência de que menos decisões sejam gerenciais e mais
decisões sejam tomadas pelo próprio líder do projeto e pelo time de projeto (o próprio time
deverá indicar os pontos do processo que não deverão ser seguidos e os desvios que este
deverá tomar). Como o processo é muito mais complexo, é natural que o time seja mais
autônomo, uma vez que são essas as pessoas mais próximas aos acontecimentos.
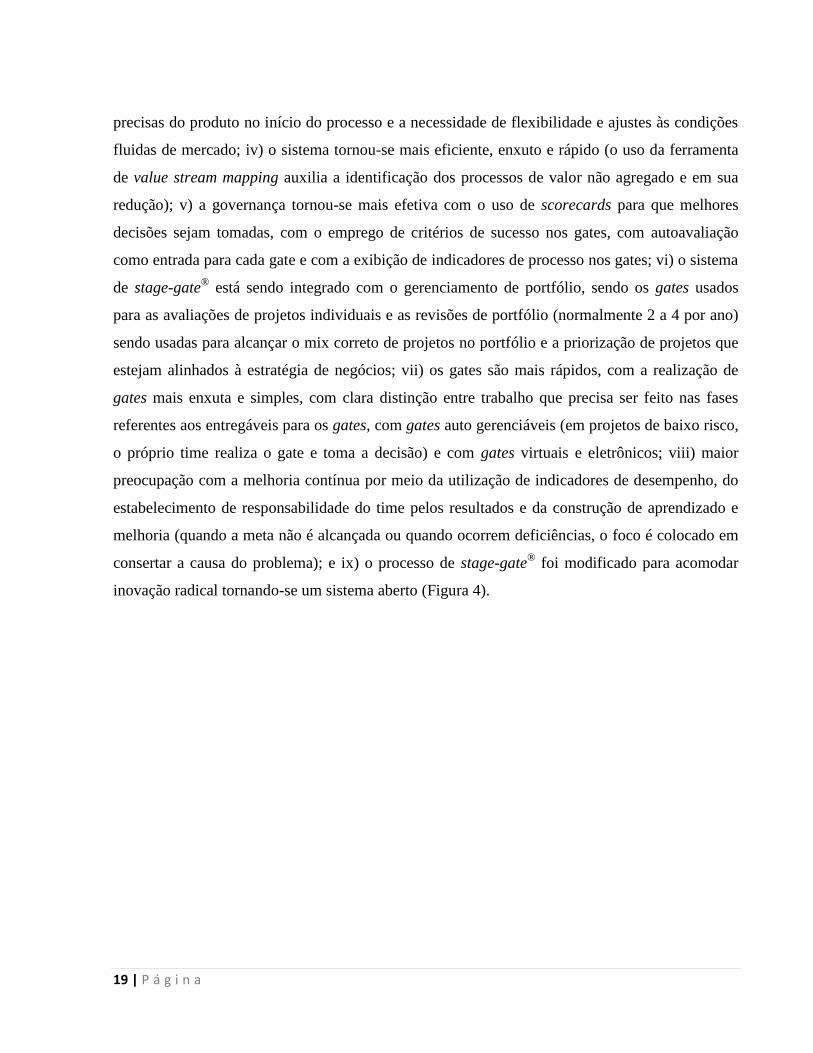
Cooper (2008) reforça que o processo de stage-gate®
é constantemente aperfeiçoado pelas
próprias empresas que usam o modelo. Algumas das melhorias que ele menciona são: (i)
alternativas de sistemas para diferentes níveis e tipos de risco nos projetos (figura 2); ii) o
processo tornou-se mais flexível, principalmente porque os próprios times definem as tarefas que
se aplicam ao projeto, fazem os acordos com os aprovadores dos gates e depois executam
conforme esse acordo e também porque ocorreu o aumento das atividades simultâneas (mesmo
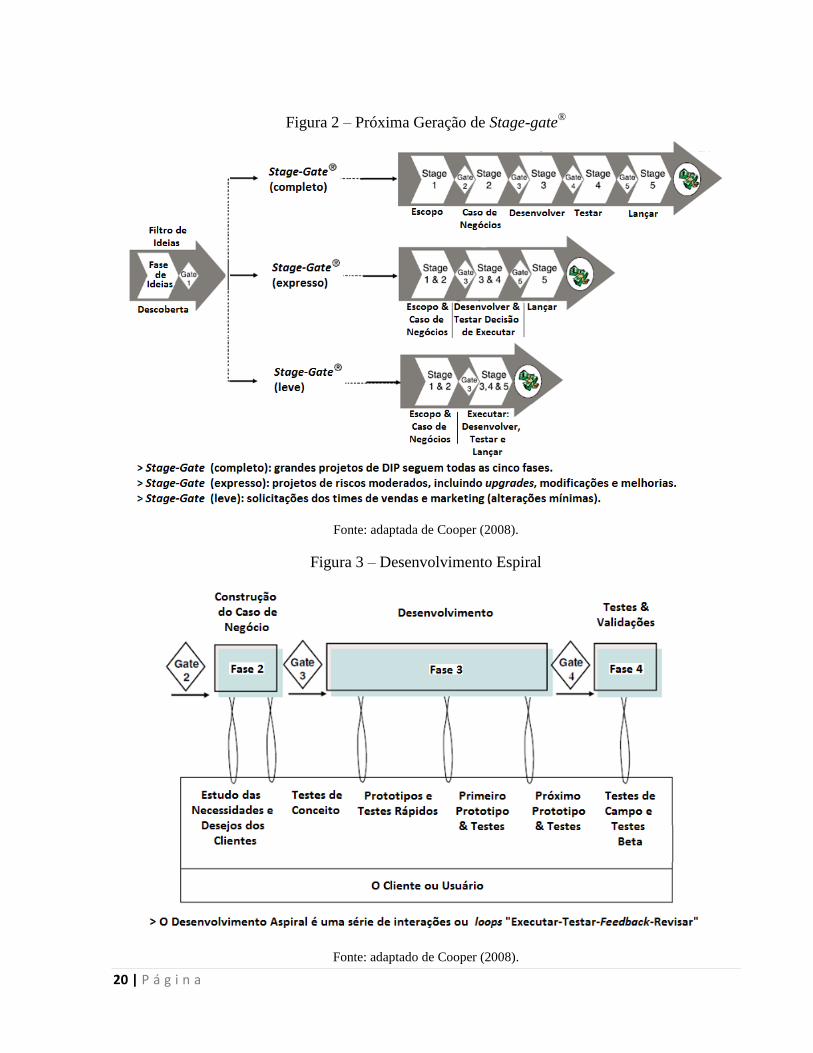
estando em fases diferentes); iii) o processo tornou-se mais adaptável e o conceito de
desenvolvimento espiral ou ágil foi embutido no stage-gate®
(figura 3) fazendo com que o
processo flua mais rapidamente e se auto ajuste mais facilmente por meio de uma série de
interações build-test-feedback-and-revise e reduzindo os gaps entre a necessidade de definições
19 | P á g i n a
precisas do produto no início do processo e a necessidade de flexibilidade e ajustes às condições
fluidas de mercado; iv) o sistema tornou-se mais eficiente, enxuto e rápido (o uso da ferramenta
de value stream mapping auxilia a identificação dos processos de valor não agregado e em sua
redução); v) a governança tornou-se mais efetiva com o uso de scorecards para que melhores
decisões sejam tomadas, com o emprego de critérios de sucesso nos gates, com autoavaliação
como entrada para cada gate e com a exibição de indicadores de processo nos gates; vi) o sistema
de stage-gate®
está sendo integrado com o gerenciamento de portfólio, sendo os gates usados
para as avaliações de projetos individuais e as revisões de portfólio (normalmente 2 a 4 por ano)
sendo usadas para alcançar o mix correto de projetos no portfólio e a priorização de projetos que
estejam alinhados à estratégia de negócios; vii) os gates são mais rápidos, com a realização de
gates mais enxuta e simples, com clara distinção entre trabalho que precisa ser feito nas fases
referentes aos entregáveis para os gates, com gates auto gerenciáveis (em projetos de baixo risco,
o próprio time realiza o gate e toma a decisão) e com gates virtuais e eletrônicos; viii) maior
preocupação com a melhoria contínua por meio da utilização de indicadores de desempenho, do
estabelecimento de responsabilidade do time pelos resultados e da construção de aprendizado e
melhoria (quando a meta não é alcançada ou quando ocorrem deficiências, o foco é colocado em
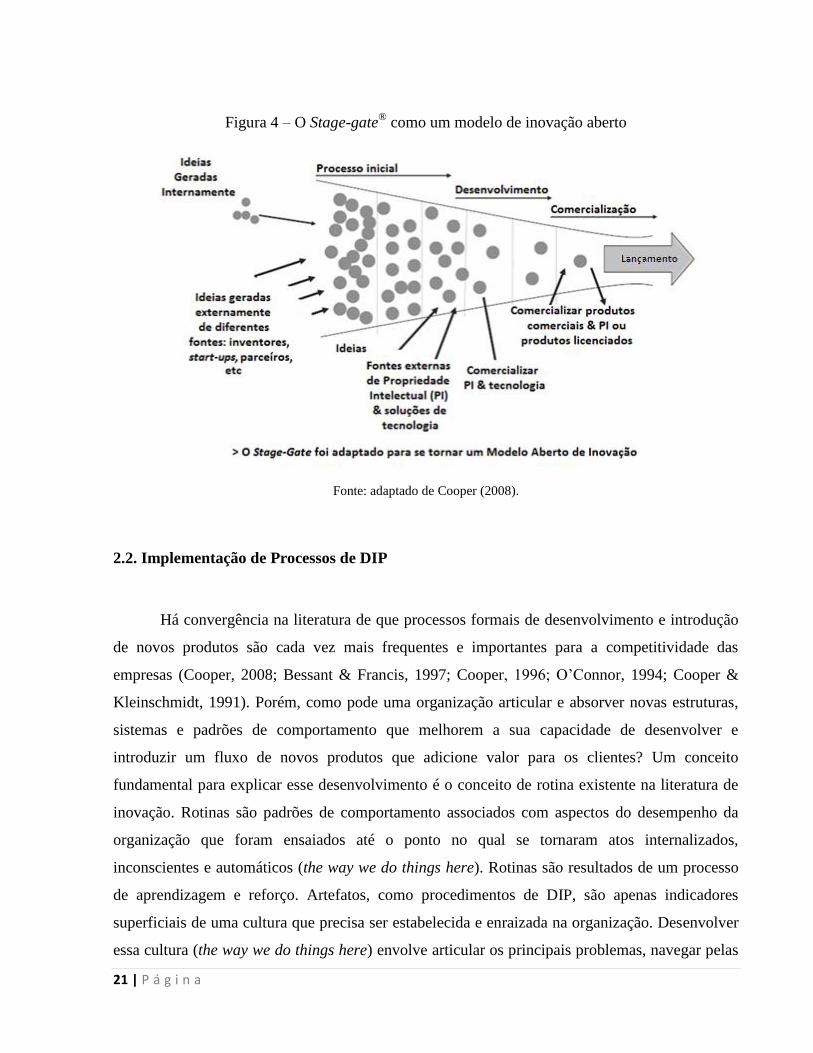
consertar a causa do problema); e ix) o processo de stage-gate®
foi modificado para acomodar
inovação radical tornando-se um sistema aberto (Figura 4).
20 | P á g i n a
Figura 2 – Próxima Geração de Stage-gate®
Fonte: adaptada de Cooper (2008).
Figura 3 – Desenvolvimento Espiral
Fonte: adaptado de Cooper (2008).
21 | P á g i n a
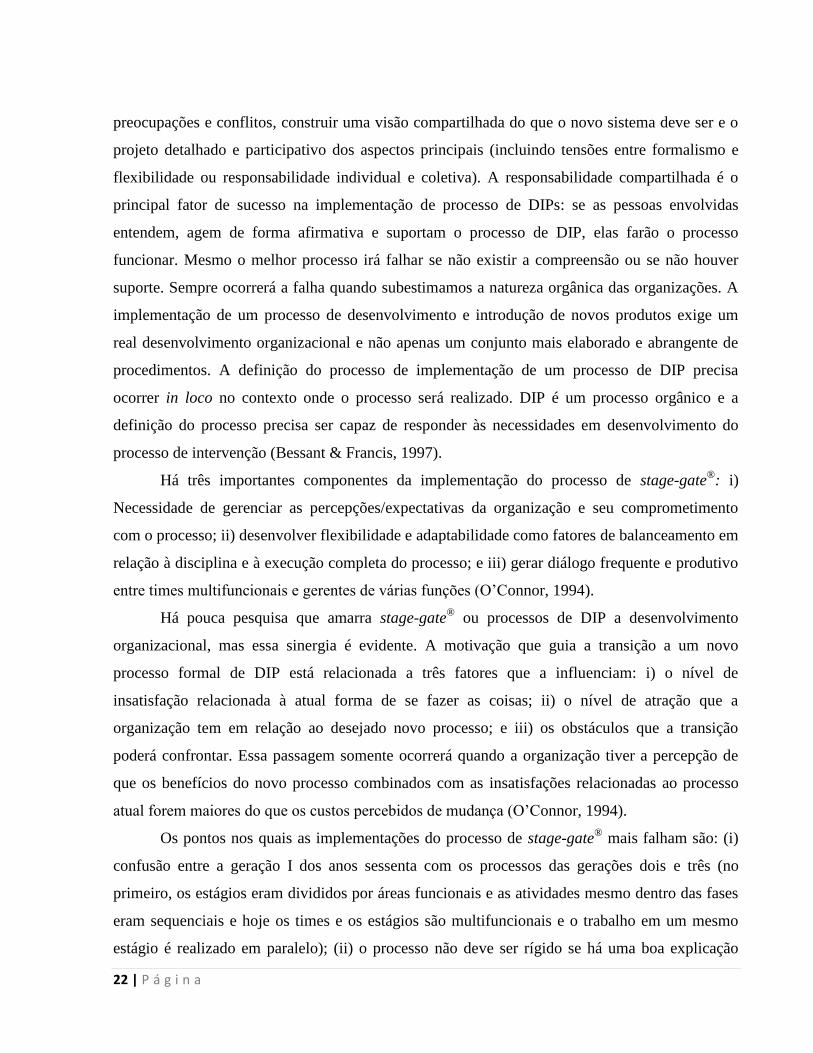
Figura 4 – O Stage-gate®
como um modelo de inovação aberto
Fonte: adaptado de Cooper (2008).
2.2. Implementação de Processos de DIP
Há convergência na literatura de que processos formais de desenvolvimento e introdução
de novos produtos são cada vez mais frequentes e importantes para a competitividade das
empresas (Cooper, 2008; Bessant & Francis, 1997; Cooper, 1996; O’Connor, 1994; Cooper &
Kleinschmidt, 1991). Porém, como pode uma organização articular e absorver novas estruturas,
sistemas e padrões de comportamento que melhorem a sua capacidade de desenvolver e
introduzir um fluxo de novos produtos que adicione valor para os clientes? Um conceito
fundamental para explicar esse desenvolvimento é o conceito de rotina existente na literatura de
inovação. Rotinas são padrões de comportamento associados com aspectos do desempenho da
organização que foram ensaiados até o ponto no qual se tornaram atos internalizados,
inconscientes e automáticos (the way we do things here). Rotinas são resultados de um processo
de aprendizagem e reforço. Artefatos, como procedimentos de DIP, são apenas indicadores
superficiais de uma cultura que precisa ser estabelecida e enraizada na organização. Desenvolver
essa cultura (the way we do things here) envolve articular os principais problemas, navegar pelas
22 | P á g i n a
preocupações e conflitos, construir uma visão compartilhada do que o novo sistema deve ser e o
projeto detalhado e participativo dos aspectos principais (incluindo tensões entre formalismo e
flexibilidade ou responsabilidade individual e coletiva). A responsabilidade compartilhada é o
principal fator de sucesso na implementação de processo de DIPs: se as pessoas envolvidas
entendem, agem de forma afirmativa e suportam o processo de DIP, elas farão o processo
funcionar. Mesmo o melhor processo irá falhar se não existir a compreensão ou se não houver
suporte. Sempre ocorrerá a falha quando subestimamos a natureza orgânica das organizações. A
implementação de um processo de desenvolvimento e introdução de novos produtos exige um
real desenvolvimento organizacional e não apenas um conjunto mais elaborado e abrangente de
procedimentos. A definição do processo de implementação de um processo de DIP precisa
ocorrer in loco no contexto onde o processo será realizado. DIP é um processo orgânico e a
definição do processo precisa ser capaz de responder às necessidades em desenvolvimento do
processo de intervenção (Bessant & Francis, 1997).
Há três importantes componentes da implementação do processo de stage-gate®
: i)
Necessidade de gerenciar as percepções/expectativas da organização e seu comprometimento
com o processo; ii) desenvolver flexibilidade e adaptabilidade como fatores de balanceamento em
relação à disciplina e à execução completa do processo; e iii) gerar diálogo frequente e produtivo
entre times multifuncionais e gerentes de várias funções (O’Connor, 1994).
Há pouca pesquisa que amarra stage-gate®
ou processos de DIP a desenvolvimento
organizacional, mas essa sinergia é evidente. A motivação que guia a transição a um novo
processo formal de DIP está relacionada a três fatores que a influenciam: i) o nível de
insatisfação relacionada à atual forma de se fazer as coisas; ii) o nível de atração que a
organização tem em relação ao desejado novo processo; e iii) os obstáculos que a transição
poderá confrontar. Essa passagem somente ocorrerá quando a organização tiver a percepção de
que os benefícios do novo processo combinados com as insatisfações relacionadas ao processo
atual forem maiores do que os custos percebidos de mudança (O’Connor, 1994).
Os pontos nos quais as implementações do processo de stage-gate®
mais falham são: (i)
confusão entre a geração I dos anos sessenta com os processos das gerações dois e três (no
primeiro, os estágios eram divididos por áreas funcionais e as atividades mesmo dentro das fases
eram sequenciais e hoje os times e os estágios são multifuncionais e o trabalho em um mesmo
estágio é realizado em paralelo); (ii) o processo não deve ser rígido se há uma boa explicação

23 | P á g i n a
(nem todos os projetos devem passar pelas mesmas etapas, em qualquer projeto, atividades
podem ser omitidas ou não realizadas; e atividades podem ser movidas de uma fase para a
seguinte); (iii) não é um sistema linear (dentro dos estágios as atividades podem requerer loops,
interações e “idas e vindas” e mesmo os estágios podem se sobrepor); (iv) não é um mecanismo
de controle de projeto (deve ser um playbook para que times de projeto e seus líderes consigam
recursos a fim de acelerar o time to market e não é um mecanismo desenhado para que
executivos, auditores e pessoas de finanças controlem os projetos de seus escritórios); (v) não é
um sistema estagnado (é abrangente, integrado, mutante e sempre atual uma vez que
constantemente integra inovações e mudanças como lean e seis sigma que podem ser integrados
mas que não podem substituir o stage-gate®
); (vi) não é um sistema burocrático (somente
formulários, reuniões e tarefas que adicionam valor real devem fazer parte do sistema); (vii) não
é um esquema para entrar dados (softwares podem ajudar, mas para desenhar um processo é
preciso entender o método a fundo e adicionar muita flexibilidade) e 8) não é o mesmo que
gerenciamento de projetos (stage-gate®
é um processo macro, e gerenciamento de projetos é um
processo micro e ambos devem ser usados em conjunto – um não é capaz de substituir o outro)
(Cooper, 2008).
2.3. Fatores de Sucesso
A mensuração do sucesso nos DIPs tem sido feita em pelo menos dois níveis: nível de
empresa ou conjunto de projetos e nível projeto individual. Alguns dos critérios usados são:
satisfação do cliente, retorno financeiro e vantagem tecnológica. O sucesso de um programa de
desenvolvimento a nível empresa e a nível projeto depende integralmente da estratégia de
inovação da empresa e da estratégia da empresa para o projeto, respectivamente (Cheng, 2001).
O sucesso na introdução de novos produtos ocorre quando é entregue de forma
consistente um fluxo constante de novos produtos de sucesso e rentáveis (Cooper, 1998).
Tradicionalmente, usa-se, apenas, o lado financeiro para avaliar o desempenho de projetos de
novos produtos. Isso é simplista demais e essa medição deve ter um aspecto multidimensional.
Há três argumentos principais: (i) o sucesso de novos produtos pode ser medido de muitas formas
diferentes; (ii) essas diferentes medidas de sucesso não são a mesma coisa (podem ser
24 | P á g i n a
independentes uma da outra); e (iii) se outros tipos de sucesso ou desempenho são desejados,
como por exemplo impacto sobre a firma ou time-to-market, então esses devem ter drivers bem
diferentes (Cooper, 1995).
Normalmente, a medição do sucesso terá três dimensões (dependendo do objetivo da
empresa): (i) Desempenho financeiro (lucro, vendas, payback etc); (ii) janela de oportunidade
(mede o quanto o novo produto abriu de oportunidades para a empresa em termos de categorias
de novos produtos e mercados); e (iii) impacto de mercado (descreve o quanto de impacto de
mercado o produto alcançou) (Cooper & Kleinschmidt, 1987).
Há dois tipos básicos de fatores que contribuem para o sucesso dos desenvolvimentos e
introduções de produtos (Cooper, 1996):
i) tipo I – fazer os projetos certos: é capturado por meio de fatores de sucesso externos
ou ambientais sobre os quais há pouco controle, como mercados, tecnologias e
situação competitiva; e
ii) tipo II – fazer corretamente os projetos: foca nos fatores do processo, ou seja, internos
à empresa.
O tipo II é o fator que interessa na presente pesquisa, uma vez que é realmente o que pode
ser controlado pelas empresas. Há grande debate na literatura sobre as razões de sucesso do tipo
II. A seguir é apresentado um sumário do debate acadêmico a respeito dos principais fatores
abordados na literatura.
Fatores Críticos de Sucesso
Cooper (1998) identificou que a estratégia de novos produtos deve definir as
responsabilidades e metas do desenvolvimento e introdução de produtos dentro da estratégia
geral de negócios, deve definir a priorização de mercados e a formalização da estrutura
organizacional necessária.
A estratégia de novos produtos deve ser abrangente, clara e bem comunicada, e, para que
isso ocorra, devem ser tomadas as seguintes ações: (i) definir metas e objetivos para o conjunto
de atividades associadas aos novos produtos. Ex: venda, lucro, etc que será contribuição de novos
produtos; (ii) definir o papel dos novos produtos para que as metas sejam atingidas (isso deve ser
claramente comunicado a todos); iii) definir arenas (áreas específicas de foco, como produtos,
25 | P á g i n a
mercados ou tecnologias específicos) para direcionar o esforço geral de novos produtos; e iv) o
processo de desenvolvimento de novos produtos deve demonstrar confiabilidade e foco no longo
prazo incluindo a existência de projetos de longo prazo e não somente projetos incrementais de
curto prazo (Cooper, 1998; Cooper, 1996).
A estratégia geral de novos produtos é considerada como fator crítico de sucesso na
literatura (Barczak et al., 2009; Cooper, 1998; Cooper, 1996; Cheng, 2001). As melhores firmas
possuem estratégias de negócio voltadas ao desenvolvimento e introdução de novos produtos
fundamentalmente diferentes dos demais (é muito provável que eles tenham estratégia para serem
os primeiros nos mercados o que resulta em maior percentual de projetos radicais) (Barczak et
al., 2009).
Um item importante dentro da estratégia de novos produtos consiste em separar
desenvolvimento e introdução de plataforma de desenvolvimento e introdução de produto.
Projetos de desenvolvimento e introdução de plataformas e de desenvolvimento e introdução de
produtos individuais possuem velocidades e previsibilidades completamente diferentes (Arnold &
Floyd, 1997). É importante controlar bem os projetos individuais usando processos como o stage-
gate®
, mas em certo momento é necessário começar a gerenciar os projetos de desenvolvimento
de produtos juntos como sendo uma decisão de portfólio. Projetos demais e poucos recursos é um
dos itens que impedem o sucesso de novos produtos (Cooper, 1996).
Entende-se como comprometimento da alta gerência com os projetos de DIPs a
alocação dos recursos financeiros, humanos e políticos necessários para alcançar os objetivos e
metas dos projetos de desenvolvimento de novos produtos (González & Palacios, 2002; Cooper,
1996; Cooper, 1998). Há convergência na literatura de que esse é um fator crítico de sucesso nos
projetos de desenvolvimento e introdução de produtos (Cooper, 1998; Sönderlund, 2002;
Karlsson & Ahlstrom, 1996; Cooper & Kleinschmidt, 1986; González & Palacios, 2002; Cheng,
2001).
Embora haja considerável consenso na literatura sobre a importância e influência do
comprometimento da alta gerência sobre os projetos de desenvolvimento e introdução de
produtos, a literatura também relata que há necessidade de alocar mais tempo, esforço e recursos
nos projetos de novos produtos para aumentar os índices de sucesso (Cooper & Kleinschmidt,
1986).
26 | P á g i n a
A clara definição, antes do estágio de desenvolvimento, dos principais conceitos e
especificações do produto (como o mercado alvo; as necessidades, desejos e preferências dos
clientes; o conceito do produto; e as especificações e requisitos do produto) é fator fortemente
correlacionado ao sucesso nas introduções de novos produtos (Cooper & Kleinschmidt, 1987;
Cooper & Kleinschmidt, 1988; Cooper, 1990; Cooper, 1996; Cooper, 1995). Projetos bem
definidos antes do estágio de desenvolvimento são críticos para o sucesso, notadamente o
desempenho financeiro e em menor escala o impacto de mercado das introduções dos produtos
(Cooper & Kleinschmidt, 1987).
Apesar de haver convergência na literatura de que antecipar a definição dos principais
conceitos e especificações do produto é um fator crítico de sucesso, muitos projetos ainda seguem
diretamente da ideia para o desenvolvimento, o que queima etapas e gera retrabalhos
significativos (Cooper, 1996). O custo e o tempo para solucionar problemas aumentam com o
avanço do projeto (Thomke & Fujimoto, 2000).
Um dos fatores críticos de sucesso dos projetos de desenvolvimento e introdução de
produtos bem sucedidos é que eles entregam produtos com vantagem competitiva, ou seja,
produtos diferenciados, com benefícios únicos e valor superior para os clientes (Cooper,
1996).
Há forte convergência entre diferentes autores de que produtos diferenciados e superiores
correlacionam-se fortemente com o sucesso dos desenvolvimentos e introduções de novos
produtos (Rosas-veja & Vokurka, 2000; Cooper & Kleinschmidt, 1987; Cooper & Kleinschmidt,
1987; González & Palacios, 2002; Cooper, 1995).
É característica dos projetos que falham gastos não lógicos e difíceis de explicar (Cooper
& Kleinschmidt, 1988). Projetar e implementar um processo de novos produtos de alta
qualidade e formal (como o stage-gate®
) é um dos fatores críticos para o sucesso no
desenvolvimento e introdução de produtos (Cooper, 1998; Cooper, 1996).
Por processo de novos produtos de alta qualidade entende-se que i) é dada ênfase na
antecipação do trabalho e dos riscos; ii) é realizada definição detalhada, precisa e antecipada das
definições do produto; iii) a voz do cliente é evidente do início ao fim do processo; iv) os pontos
de decisão go/kill são difíceis; v) há foco na qualidade da execução; vi) trata-se de processo
completo, porém rápido e flexível. É importante que os processos sejam flexíveis para que
possam acomodar os riscos e naturezas dos diferentes projetos (Cooper, 1996).
27 | P á g i n a
O uso de processo formal de desenvolvimento e introdução de produtos é uma prática
estatisticamente associada ao sucesso dos novos produtos (Barczak at al., 2009).
Uma estrutura funcional para projetos de introdução de produtos é ineficiente porque há
nível muito elevado de atividades de valor não agregado na transferência de informação de um
departamento para o outro. Um time simples e multifuncional alocado no mesmo espaço físico é
mais eficiente (Parnaby, 1995). Organizar em torno de pequenos times multifuncionais faz
com que seus membros comuniquem e coordenem atividades de forma mais eficiente, faz com
que tomem decisões mais rapidamente, reduz custos e incentiva o envolvimento dos membros da
equipe de ponta a ponta nos projetos (Arnold & Floyd, 1997).
Times de projeto multifuncionais incluem: uma equipe multifuncional (com tempo,
recursos, autonomia e responsabilidade pelos resultados), liderada por um forte líder de projeto,
responsável por todo o projeto do início ao fim, dedicada, focada e com o apoio e compromisso
do alto escalão gerencial (Cooper, 1996).
Desenvolver times multifuncionais é muito mais do que colocar pessoas de diferentes
departamentos em um mesmo local físico, requer foco multifuncional nos problemas de
desenvolvimento. Requer concretização simultânea e contínua das funções do produto e dos
processos de manufatura. É necessário mudar a forma de pensar de uma visão sequencial do
processo de desenvolvimento para uma visão de concretização das funções do produto e dos
processos de manufatura de forma simultânea e contínua. Foco multifuncional ao longo de toda a
organização criado por meio de reuniões regulares com representantes do quadro gerencial de
diferentes áreas funcionais. Não basta ter um grupo de pessoas de diferentes departamentos
trabalhando conjuntamente, é preciso ter a mentalidade do trabalho em equipe (Karlsson &
Ahlstrom, 1996).
Há uma convergência na literatura de que equipes multifuncionais são mais eficientes nas
introduções de novos produtos do que equipes departamentais (Parnaby, 1995; Arnold; Floyd,
1997; Cooper, 1996; Karlsson & Ahlstrom, 1996; Cooper, 1998; Cooper, 1995; Cheng, 2001;
Barczak at al., 2009), porém alguns autores consideram a organização em times multifuncionais
como um fator moderado de sucesso, não o classificando como um dos mais críticos para o
sucesso das introduções de novos produtos (Cooper, 1998; Cooper, 1996).
A engenharia simultânea corresponde ao uso de times multifuncionais que trabalham em
paralelo em diferentes partes do projeto (Parnaby, 1995). Há sempre um conflito entre garantir a
28 | P á g i n a
eficácia da execução mantendo atividades em série e ganhar velocidade fazendo atividades em
paralelo (Cooper, 1990). Nesse diapasão, cuidado porque a engenharia simultânea é paradoxal
para os engenheiros. Atividades sequenciais reduzem a complexidade e a incerteza e podem ser
muito demandadas em organizações que não toleram riscos (essa é uma barreira à implementação
da engenharia simultânea) (Karlsson & Ahlstrom, 1996). A engenharia simultânea é facilitada
pelos times multifuncionais.
Há convergência na literatura para que as equipes de DIPs sejam organizadas como
equipes de projeto (Karlsson & Ahlstrom, 1996; Cooper, 1990).
As organizações voltadas a projetos são importantes arranjos para gerenciar questões de
tempo e processos de conhecimento local em projetos de introdução de novos produtos dentro da
firma. Sem essa organização, as orientações de tempo e de processos de conhecimento ficam
dispersas (Sönderlund, 2002).
A organização por equipes de projeto facilita a formação de times multifuncionais e vice-
versa.
Há consenso na literatura de que os projetos de desenvolvimento e introdução de produtos
devem ser construídos com base na necessidade dos clientes (foco no mercado), o que pode ser
alcançado com a sua participação efetiva, com estudos preliminares e detalhados de mercado,
com testes com clientes e testes de campo (Cooper, 1996; Karlsson & Ahlstrom, 1996; Arnold &
Floyd, 1997). Alguns autores reforçam que informações de mercado devem ter um papel decisivo
do início ao fim do projeto (Cooper, 1996; Cooper, 1995).
Estudos afirmam que as empresas não colocam ênfase e recursos necessários nos estudos
de mercado, nas atividades de screening iniciais e nas avaliações preliminares de mercado
(Cooper & Kleinschmidt, 1986; Cooper & Kleinschmidt, 1988).
Mesmo havendo convergência na literatura de que o foco no mercado contribui para o
sucesso das introduções de novos produtos, há estudos quantitativos que indicam que esse é
apenas um fator moderado de sucesso (Cooper & Kleinschmidt, 1987; Barczak et al., 2009).
A falta de disciplina, o excesso de confiança (quando o time acha que já conhece as
respostas e trabalho extra é desnecessário) e grande pressa (tentativa de encontrar atalhos) são
barreiras ao sucesso dos desenvolvimentos e introduções de produtos que podem ser contornados
com liderança efetiva. Os líderes precisam ter um compromisso de longo prazo com o
desenvolvimento de produtos e devem estar de acordo em jogar conforme as regras (sem
29 | P á g i n a
desrespeitar de forma imprudente os processos estabelecidos). Os líderes devem tomar decisões
consistentes, em tempo, e estáveis nos momentos de decisão e nas priorizações dos projetos
(Cooper, 1996).
Parte essencial do trabalho da liderança é estabelecer canais de comunicação e modelos de
trabalho que penetrem toda a organização rompendo silos. Comunicar a importância do projeto e
deixar claros a visão e os objetivos também são elementos fundamentais para manter a
motivação, foco e senso de urgência da equipe. Uma tarefa importante para os gerentes de projeto
é manter o foco da equipe nas datas definidas para os principais entregáveis ao longo de todo o
projeto. Eles devem disseminar uma visão comum entre todos os membros da equipe, devem
encorajar falhas quando há a intenção de acertar e devem definir o nível de perfeição das partes
(o projeto das partes deve ser bom o suficiente para o sistema global – há muita diferença entre
isso e projetos perfeitos de partes) (Sönderlund, 2002).
É recomendável o uso de gerenciamento estratégico de projetos. A ideia nesse sentido
consiste em definir os objetivos gerais e, com base nestes, definir objetivos mais específicos
referentes a desenvolvimento do conceito, desenvolvimento do produto e desenvolvimento do
processo. Em seguida podem ser feitas novas ramificações até que se tenham objetivos bem
definidos e concretos. Os projetos devem ser gerenciados por objetivos e visões e não por
especificações detalhadas (Karlsson & Ahlstrom, 1996).
Há consenso na literatura de que a liderança contribui para o sucesso dos projetos de
desenvolvimento e introdução de novos produtos, porém alguns autores classificam esse fator
como um fator moderado de sucesso (Cooper & Kleinschmidt, 1987; Cheng, 2001).
Pessoas realizando tarefas e realizando bem contribuem enormemente para o sucesso dos
novos produtos (competências individuais dos membros das equipes e qualidade de
execução). Mercados, tecnologias, sinergias e outros fatores também entram na equação do
sucesso, porém as saídas dos projetos estão enormemente nas mãos dos participantes. O processo
de novos produtos é deficiente em muitas empresas. Muitas atividades, algumas vezes críticas,
são omitidas e outras são superficialmente realizadas (Cooper & Kleinschmidt, 1986)
Há convergência entre diferentes autores de que as competências individuais e a qualidade
de execução contribuem para o sucesso dos desenvolvimentos e introduções de novos produtos
(Karlsson & Ahlstrom, 1996; Cooper, 1996; Cooper, 1996; Cooper & Kleinschmidt, 1986;
Cooper & Kleinschmidt, 1987; Cheng, 2001). A ignorância (quando as pessoas não sabem o que
30 | P á g i n a
precisa ser feito para obter sucesso) e a falta de habilidade (quando as pessoas não sabem como
executar as principais tarefas) são fatores que impedem o sucesso na introdução de novos
produtos (Cooper, 1996). Porém, alguns autores colocam esse tema como sendo um fator
moderado de sucesso (Cooper & Kleinschmidt, 1987; Cheng, 2001).
As Ferramentas e técnicas utilizadas na execução dos processos de DIPs são fatores
moderados de sucesso. González e Palacios (2002) indica que ferramentas de tecnologia da
informação, como CAD, groupware e internet apresentam correlação positiva com o sucesso nas
introduções de produtos. Já técnicas de projeto, como FMEA e QFD não apresentam correlação
positiva significativa com o sucesso. O autor reforça que esse resultado não é conclusivo uma vez
que pode haver problemas de implementação e que o grupo de estudo utilizado é restrito a apenas
firmas espanholas.
O uso de ferramentas de projeto de engenharia (CAD) e simulações computacionais estão
estatisticamente associados ao sucesso em introduções de novos produtos, porém de forma
moderada. Além disso, firmas de sucesso em desenvolvimento e introdução de produtos são mais
capazes de testar e implementar ferramentas de DIP (Barczak et al., 2009).
Cooper (2008) alerta para o risco de que as firmas coloquem muita confiança em sistemas
e softwares para solucionar problemas. O autor reforça que esse tipo de ferramenta pode ajudar,
principalmente com armazenamento de dados e com a comunicação entre os membros da equipe,
mas está longe de ser solução completa.
A explosão dos volumes entregues a empresas de manufatura contratada e os avanços nos
sistemas CAD / CAM abriram grande oportunidade para as transferências eletrônicas de dados,
as quais podem trazer importantes benefícios para os envolvidos: i) redução de custos de
manufatura através de visibilidade antecipada do projeto do produto; ii) redução do lead time
através do envolvimento antecipado das áreas de compras e procurement; iii) redução do lead
time de manufatura pela capacidade de gerar automaticamente programas de máquinas por meio
dos arquivos CAD/CAM; iv) aumento da flexibilidade e da capacidade de resposta às demandas
dos clientes; e v) melhoria na qualidade e na imagem. A qualidade das melhorias depende
fortemente da qualidade da relação entre quem fornece e quem recebe os dados. (Sönderlund,
2002).
31 | P á g i n a
3. METODOLOGIA DE PESQUISA
3.1. Estratégia e Método de Pesquisa
O presente estudo faz uso de abordagem geral de pesquisa qualitativa e do método de
estudo de caso. A seguir faz-se uma explicação sobre essa decisão.
É importante compreender algumas das características dos projetos de desenvolvimento e
introdução de produtos para que seja feita uma correta definição sobre a estratégia e método de
pesquisa. Os projetos de desenvolvimento e introdução de produtos normalmente são complexos
e muitas vezes demandam a participação de muitas pessoas, a integração de várias bases de
conhecimento e grande preocupação com prazos. Essa complexidade dos desenvolvimentos e
introduções de produtos aumenta simultaneamente com as pressões relativas ao tempo de
implementação (Söderlund, 2002). O processo de desenvolvimento e introdução de produtos não
é um fluxo contínuo e linear e nem as repetições da mesma prática são feitas de forma igual
(Gardiner & Gregory, 1996). Alguns projetos são mais analisáveis, porém, em outros, as
atividades do projeto e/ou as relações causais e/ou a sequência entre elas são difíceis ou
impossíveis de serem especificadas de forma antecipada e a razão para que isso ocorra é a
existência de severas e imprevisíveis interdependências técnicas. Muitas vezes é difícil fazer
inferências sobre as relações entre as partes contribuintes e os subprojetos (Söderlund, 2002). O
desenvolvimento e introdução de produtos é uma questão contemporânea, complexa, com grande
influência do contexto e muito crítica para empresas e academia (Gardiner & Gregory, 1996) e
também é difícil e o nível de falhas apresentado pelas empresas é elevado (González & Palacios,
2002).
O método de pesquisa de estudo de caso investiga um fenômeno contemporâneo em
profundidade e em seu contexto da vida real, especialmente quando os limites entre o fenômeno e
o contexto não são claramente evidentes (Yin, 1981). É uma estratégia de pesquisa que foca na
compreensão das dinâmicas de conjuntos específicos que podem envolver casos únicos ou
múltiplos e numerosos níveis de análise. Os estudos de caso normalmente combinam diferentes
métodos de coleta de dados como arquivos, entrevistas, questionários e observações e estes
podem gerar evidências tanto qualitativas quanto quantitativas. Os estudos de caso podem ser
usados com diferentes propósitos: fornecer descrição, testar teorias ou gerar teorias (Eisenhardt,
32 | P á g i n a
1989). Os estudos de caso representam uma boa oportunidade para obtenção de uma visão
holística dos processos estudados. Eles são úteis para responder a questões sobre “como” e
“porquê” referentes a fenômenos contemporâneos (Meyer, 2001).
Na pesquisa em questão, o framework teórico preliminar (antes da coleta de dados) é o
processo de stage-gate®
descrito na literatura por Copper (2008). A pesquisa foi guiada por esse
framework e isso irá reduzir a possibilidade de que a pesquisa gere conteúdo sem significado
(Meyer, 2001). O estudo de caso presente nesta pesquisa é primordialmente descritivo e
explicativo (Yin, 1981), uma vez que irá descrever o processo de desenvolvimento e introdução
de produtos em uma fábrica de uma empresa do segmento EMS que utiliza o processo de stage-
gate®
e irá explicar quais foram os resultados desse processo estabelecendo relações causais entre
o processo e seus resultados. Uma explicação é causal quando ela faz afirmações sobre as
capacidades de objetos ou seres introduzirem mudanças em seu ambiente (Welch, 2011).
3.2. Unidades Empíricas de Análise
O caso a ser estudado é o processo de desenvolvimento e introdução de produtos na
fábrica de Betim (Minas Gerais) de uma empresa EMS e para isso serão utilizadas duas unidades
de análise: dois projetos de introdução de novos produtos que utilizaram o processo e que foram
conduzidos por equipes diferentes em setores diferentes.
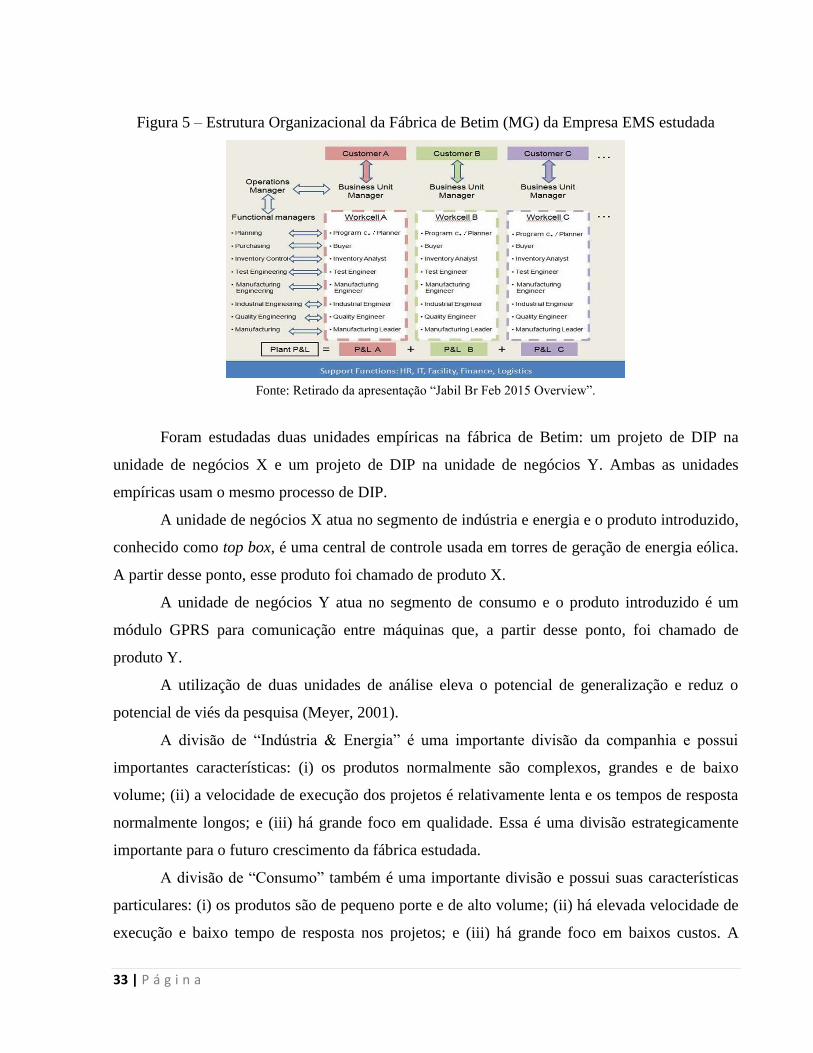
Antes de fornecer mais detalhes das unidades empíricas estudadas, é importante entender
a estrutura organizacional da fábrica onde a pesquisa foi realizada. A estrutura é matricial, na
qual existem gerentes funcionais que são responsáveis por contratar, treinar e prover suporte
técnico e funcional às suas equipes, e gerentes de unidade de negócio que são responsáveis pelos
resultados financeiros da respectiva unidade de negócio. As unidades de negócio funcionam
como verdadeiras fábricas (workcells) dentro de uma fábrica maior e possuem suas próprias
pessoas, rotinas e metas (como pode ser visualizado na Figura 5). Em cada unidade de negócio,
também há um gerente de célula responsável pelo resultado operacional da workcell.
33 | P á g i n a
Figura 5 – Estrutura Organizacional da Fábrica de Betim (MG) da Empresa EMS estudada
Fonte: Retirado da apresentação “Jabil Br Feb 2015 Overview”.
Foram estudadas duas unidades empíricas na fábrica de Betim: um projeto de DIP na
unidade de negócios X e um projeto de DIP na unidade de negócios Y. Ambas as unidades
empíricas usam o mesmo processo de DIP.
A unidade de negócios X atua no segmento de indústria e energia e o produto introduzido,
conhecido como top box, é uma central de controle usada em torres de geração de energia eólica.
A partir desse ponto, esse produto foi chamado de produto X.
A unidade de negócios Y atua no segmento de consumo e o produto introduzido é um
módulo GPRS para comunicação entre máquinas que, a partir desse ponto, foi chamado de
produto Y.
A utilização de duas unidades de análise eleva o potencial de generalização e reduz o
potencial de viés da pesquisa (Meyer, 2001).
A divisão de “Indústria & Energia” é uma importante divisão da companhia e possui
importantes características: (i) os produtos normalmente são complexos, grandes e de baixo
volume; (ii) a velocidade de execução dos projetos é relativamente lenta e os tempos de resposta
normalmente longos; e (iii) há grande foco em qualidade. Essa é uma divisão estrategicamente
importante para o futuro crescimento da fábrica estudada.
A divisão de “Consumo” também é uma importante divisão e possui suas características
particulares: (i) os produtos são de pequeno porte e de alto volume; (ii) há elevada velocidade de
execução e baixo tempo de resposta nos projetos; e (iii) há grande foco em baixos custos. A
34 | P á g i n a
principal razão para essa escolha é a representatividade da divisão dentro da companhia e da
planta estudada onde ela contribui com mais da metade da receita anual.
Segundo Yin (2005), é válido que um processo seja tratado como uma unidade de análise.
Cada uma das unidades de análise serão estudadas desde o momento da oficialização do projeto
(que se inicia oficialmente com a reunião de kick-off) até o momento de sua conclusão (que
acontece com a reunião de encerramento). As pessoas incluídas na pesquisa foram gerentes,
líderes de projeto e equipes de execução.
O caso selecionado pode ser facilmente confrontado com o framework escolhido, ou seja,
a teoria de stage-gate®
(Cooper, 2008), uma vez que o processo de introdução de produtos
escolhido pela empresa é fundamentado no processo de stage-gate®
. Isso faz com que o caso seja
muito representativo da teoria, possibilitando, assim, a confrontação entre realidade e teoria.
O estudo de caso em questão é transversal e os dados foram coletados pouco após a
conclusão de cada um dos projetos. Nesse momento, os participantes já puderam ter opiniões
formadas sobre os projetos completos.
3.3. Estratégia de Coleta de Dados
Foram utilizadas entrevistas individuais semiestruturadas, análise de arquivos e
documentos e observações. O uso de diferentes fontes de dados possibilitou a triangulação entre
as diferentes fontes, o que contribuiu para melhorar a validade dos construtos, além de facilitar a
obtenção de um entendimento holístico e profundo do fenômeno estudado (Meyer, 2011).
3.3.1. Entrevistas individuais semiestruturadas
As entrevistas individuais semiestruturadas ajudam a compreender as crenças, atitudes,
valores e motivações sobre o comportamento dos indivíduos em determinados contextos sociais.
Elas ajudam a conhecer dados básicos que permitem a compreensão da situação local e da relação
estabelecida entre os atores sociais (Gaskell, 2002).
A estrutura da entrevista foi definida previamente e foi elaborado um tópico guia
(Gaskell, 2002) que pode ser visualizado no Anexo A. O tópico guia foi preparado para dar conta
35 | P á g i n a
dos fins e objetivos da pesquisa e foi utilizado como um conjunto de perguntas bem abrangentes
que funcionaram como lembretes para o entrevistador. Elas, na verdade, são um convite ao
entrevistado para falar longamente, com suas próprias palavras e com tempo para refletir.
Tomou-se o cuidado de que o tópico guia tenha a mesma linguagem usada na empresa onde a
pesquisa foi realizada. Por exemplo: utilizou-se a sigla PI/AQP (Product Introduction / Advanced
Quality Planning) no lugar de DIP uma vez que essa é a sigla comumente usada dentro da
empresa. A entrevista é uma interação, uma troca de ideias e significados, em que várias
realidades e percepções são exploradas e desenvolvidas, na qual tanto o entrevistado quanto o
entrevistador estão, de maneiras diferentes, envolvidos na produção do conhecimento (Gaskell,
2002).
A seleção dos entrevistados teve o objetivo de maximizar a oportunidade de compreender
as diferentes posições tomadas pelos membros do meio social (Gaskell, 2002). As entrevistas
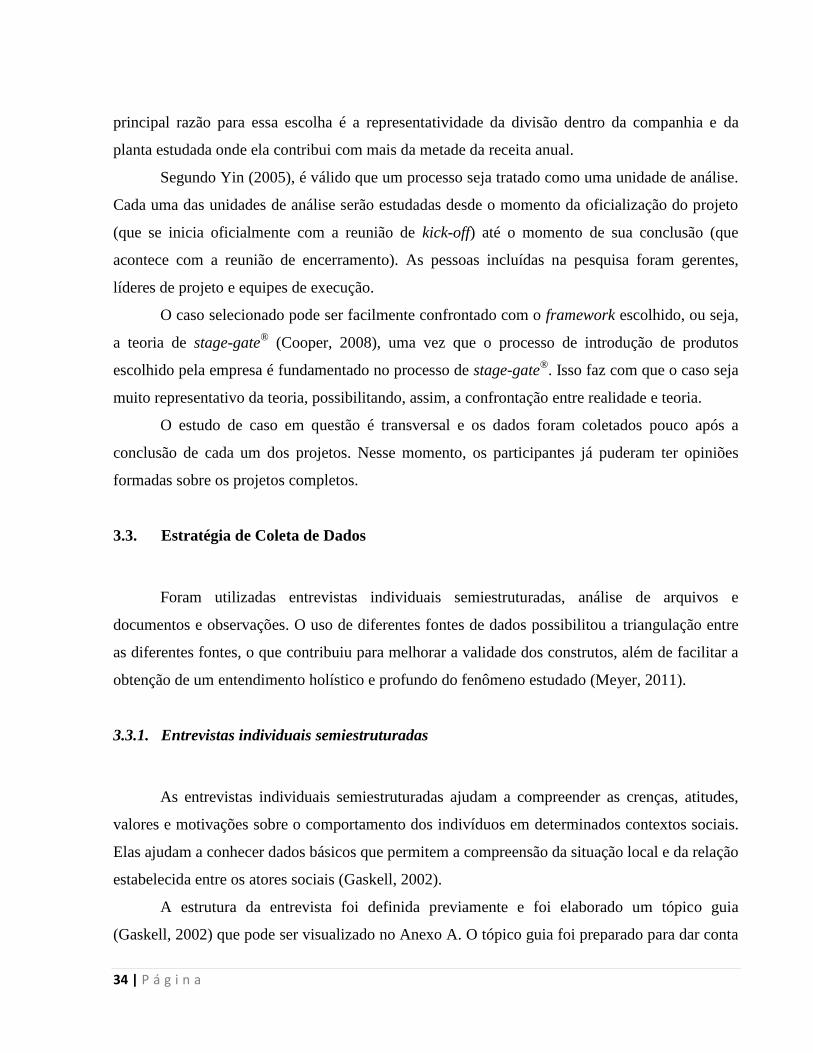
foram realizadas com as pessoas envolvidas nos dois projetos selecionados. A Tabela 1 mostra a
distribuição geral das entrevistas. Estipulou-se, conforme mostrado na tabela, a quantidade de
quinze entrevistas. A existência de um número limitado de observações e versões da realidade e o
tamanho do corpus a ser analisado influenciaram na definição da quantidade de entrevistas.
Devido a essas duas razões, há um limite máximo de entrevistas que é necessário fazer e que seja
possível analisar. Esse limite costuma ser algo entre quinze e vinte e cinco dependendo do
contexto e do pesquisador (Gaskell, 2002).
Tabela 1 – Distribuição dos Entrevistados
Fonte: elaborado pelo autor.
Durante as entrevistas, o entrevistador teve a preocupação de deixar os entrevistados à
vontade e em estabelecer uma relação de confiança e segurança. Sempre quando foi permitido e
acordado com o entrevistado a entrevista foi gravada. É importante construir uma relação de
36 | P á g i n a
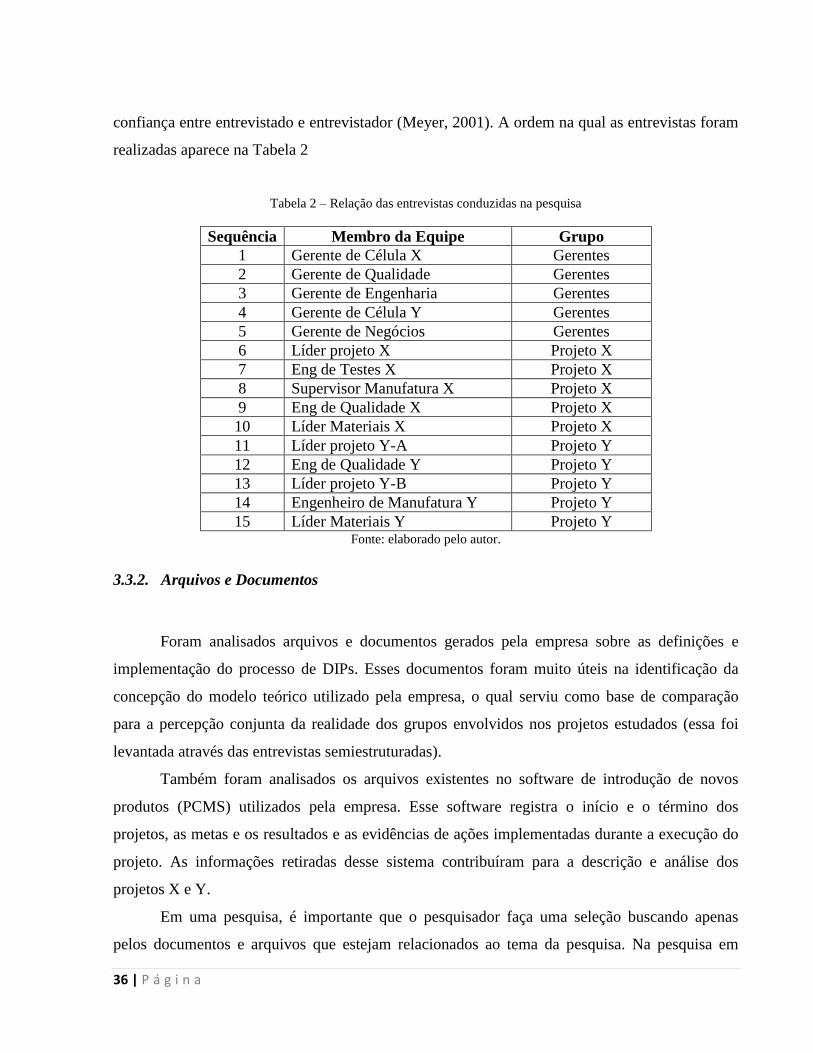
confiança entre entrevistado e entrevistador (Meyer, 2001). A ordem na qual as entrevistas foram
realizadas aparece na Tabela 2
Tabela 2 – Relação das entrevistas conduzidas na pesquisa
Sequência Membro da Equipe Grupo
1 Gerente de Célula X Gerentes
2 Gerente de Qualidade Gerentes
3 Gerente de Engenharia Gerentes
4 Gerente de Célula Y Gerentes
5 Gerente de Negócios Gerentes
6 Líder projeto X Projeto X
7 Eng de Testes X Projeto X
8 Supervisor Manufatura X Projeto X
9 Eng de Qualidade X Projeto X
10 Líder Materiais X Projeto X
11 Líder projeto Y-A Projeto Y
12 Eng de Qualidade Y Projeto Y
13 Líder projeto Y-B Projeto Y
14 Engenheiro de Manufatura Y Projeto Y
15 Líder Materiais Y Projeto Y Fonte: elaborado pelo autor.
3.3.2. Arquivos e Documentos
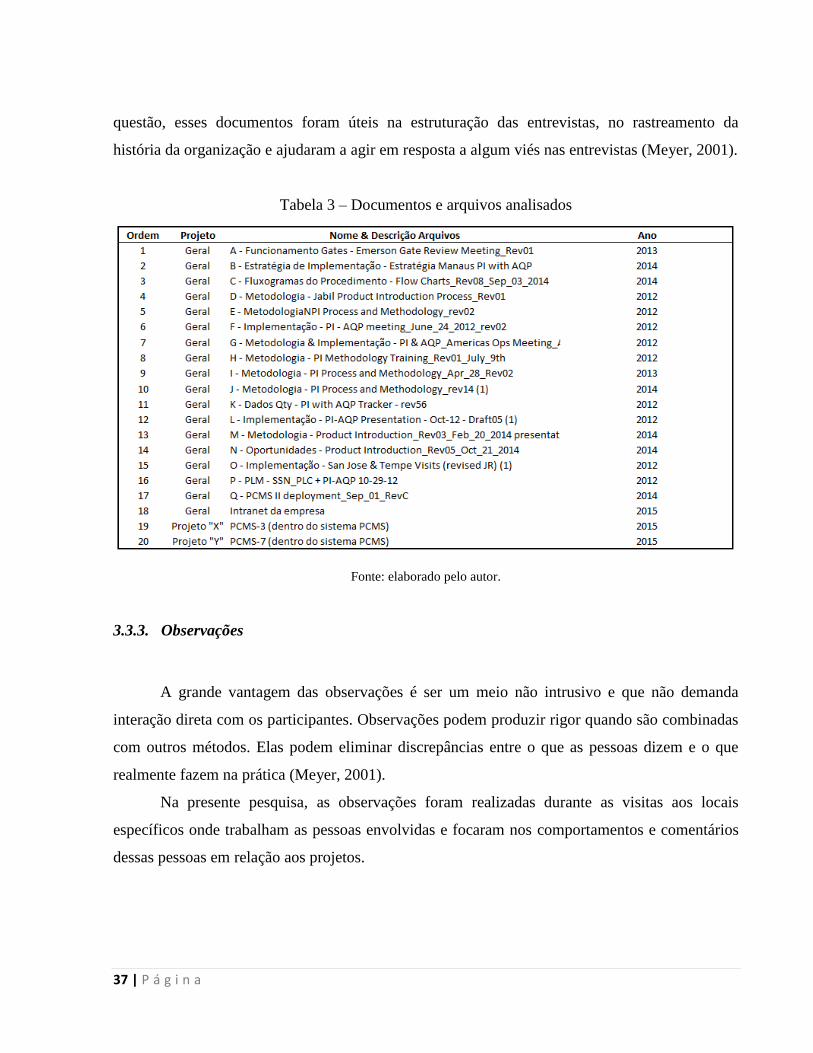
Foram analisados arquivos e documentos gerados pela empresa sobre as definições e
implementação do processo de DIPs. Esses documentos foram muito úteis na identificação da
concepção do modelo teórico utilizado pela empresa, o qual serviu como base de comparação
para a percepção conjunta da realidade dos grupos envolvidos nos projetos estudados (essa foi
levantada através das entrevistas semiestruturadas).
Também foram analisados os arquivos existentes no software de introdução de novos
produtos (PCMS) utilizados pela empresa. Esse software registra o início e o término dos
projetos, as metas e os resultados e as evidências de ações implementadas durante a execução do
projeto. As informações retiradas desse sistema contribuíram para a descrição e análise dos
projetos X e Y.
Em uma pesquisa, é importante que o pesquisador faça uma seleção buscando apenas
pelos documentos e arquivos que estejam relacionados ao tema da pesquisa. Na pesquisa em
37 | P á g i n a
questão, esses documentos foram úteis na estruturação das entrevistas, no rastreamento da
história da organização e ajudaram a agir em resposta a algum viés nas entrevistas (Meyer, 2001).
Tabela 3 – Documentos e arquivos analisados
Fonte: elaborado pelo autor.
3.3.3. Observações
A grande vantagem das observações é ser um meio não intrusivo e que não demanda
interação direta com os participantes. Observações podem produzir rigor quando são combinadas
com outros métodos. Elas podem eliminar discrepâncias entre o que as pessoas dizem e o que
realmente fazem na prática (Meyer, 2001).
Na presente pesquisa, as observações foram realizadas durante as visitas aos locais
específicos onde trabalham as pessoas envolvidas e focaram nos comportamentos e comentários
dessas pessoas em relação aos projetos.
38 | P á g i n a
3.4. Estratégia de Análise de Dados
A análise dos dados foi feita por “análise de conteúdo”. Inicialmente as duas “unidades de
análise” envolvidas foram analisadas individualmente e posteriormente em conjunto.
É importante que o leitor da pesquisa consiga rastrear como, com base em uma grande
massa de dados, o pesquisador conseguiu chegar às conclusões da pesquisa (Meyer, 2001). As
principais etapas usadas no presente estudo para analisar os dados foram: (i) preparação e pré-
análise; (ii) codificação dos dados em fases e temas e recorte de conteúdo; e (iii) categorização e
tratamento dos resultados. Na etapa de tratamento dos resultados, a aplicação da teoria consistiu
em comparações entre as evidências e as teorias que cobrem o assunto (no caso a teoria de stage-
gate®
).
É importante buscar teorias conflitantes e similares aos achados e isso irá aumentar a
possibilidade de generalizar a teoria, além de aumentar a sua validade (Meyer, 2001).
Para analisar as evidências específicas do caso, foram seguidas as recomendações de Yin
(1981): (i) distinguir entre anotações de acontecimentos ou dados e escritas de narrativas. As
narrativas devem estar diretamente associadas ao tema da pesquisa, devem integrar evidências de
diferentes elementos e perspectivas usando diferentes tipos de dados oriundos de diferentes
fontes, porém relacionados ao mesmo subitem dentro do tema de pesquisa; (ii) realizar a
tabulação de eventos significativos (quando dados quantitativos estiverem presentes). Não se
deve perder tempo com tabulações que não estejam intimamente relacionadas ao tema de
pesquisa; (iii) construir explicações quando um estudo de caso tenta explicar um fenômeno.
Após a análise individual das unidades de análise, foram realizadas comparações entre
elas através de suas lições, tentando fazer emergir explicações comuns. Independentemente da
abordagem usada, o pesquisador deve preservar claramente a cadeia de evidências de cada etapa
(Yin, 1981).
3.5. Validade e Confiabilidade da Pesquisa
Existem alguns testes para verificar a lógica das declarações do projeto de pesquisa. Esses
testes são baseados nos conceitos de fidedignidade, credibilidade, confiabilidade e fidelidade dos
dados (Yin, 2005).
39 | P á g i n a
Há quatro testes de estudos de caso (Yin, 2005):
(i) A validade do construto (identificação das medidas operacionais corretas para os
conceitos sendo estudados) foi testada na presente pesquisa com três táticas distintas:
múltiplas fontes de evidências para identificar linhas convergentes de investigação;
estabelecimento de uma cadeia de evidências; e a revisão do rascunho do relatório do
estudo de caso pelos informantes chave.
(ii) A validade interna (busca do estabelecimento da relação causal pela qual se acredita que
determinadas condições levem a outras condições) pode ser testada por meio de algumas
técnicas analíticas: combinação de padrão, construção de explanações, tratamento de
explanações rivais e uso de modelos lógicos.
(iii) A validade externa (definir o domínio para o qual as descobertas do estudo podem ser
generalizadas) poderia ser testada pela replicação dos achados em um segundo caso, nos
quais a teoria supõe que ocorreriam os mesmos resultados. Esse teste não fez parte dessa
dissertação, porém apresenta-se como oportunidade para trabalhos futuros.
(iv) A confiabilidade (demonstração de que as operações de um estudo como os
procedimentos para a coleta de dados podem ser repetidas, com os mesmos resultados)
foi considerada neste trabalho por meio da elaboração do protocolo de estudo de caso e da
criação da sua base de dados. A confiabilidade da teoria foca na consistência e
estabilidade dos processos estudados por meio do tempo e da abordagem de diferentes
pesquisadores com diferentes métodos. Há duas questões principais relacionadas à
confiabilidade: (i) poderia o mesmo estudo, quando conduzido por dois pesquisadores
diferentes, levar aos mesmos resultados? (ii) Poderiam os mesmos pesquisadores e
pesquisados gerarem os mesmos resultados se realizassem novamente a mesma pesquisa?
(Meyer, 2001)
Os testes devem ser aplicados continuamente ao longo do estudo de caso e não apenas em
seu início (Yin, 2005).
40 | P á g i n a
4. DESCRIÇÃO E ANÁLISE DOS DADOS
Historicamente, a empresa sempre deixou a cargo das operações locais a definição dos
processos de desenvolvimento e introdução de produtos. Porém, em 2011, foi tomada a decisão
de criar um processo global de introdução de produtos. Durante o ano de 2012, foram levantadas
as melhores práticas de DIPs existentes na empresa, foi definido o processo formal que seria
implementado em todas as unidades da empresa e iniciou-se a implementação global (00-ME20-
PI-001).
4.1. Descrição do Processo de DIP da Empresa
A matriz escreveu um procedimento operacional padrão que especifica o processo de
DIPs que a fábrica pesquisada deve seguir (00-ME20-PI-001). O procedimento está registrado
formalmente no sistema de qualidade da empresa e periodicamente as equipes são auditadas para
certificar que a execução das atividades acontecem conforme o procedimento escrito. Esse
documento descreve um processo com cinco fases e cinco pontos de revisão. Cada fase é
composta por um check list que contém uma série de perguntas ou ações que são atribuídas a
diferentes membros da equipe
As cinco fases descritas no procedimento são:
Fase 1 - Planejar
Essa fase foca em:
- revisar as especificações do produto e certificar de que estão completas e corretas;
- levantar requisitos especiais para a introdução do produto;
- acordar o cronograma com os entregáveis do projeto e as quantidades a serem
produzidas;
- formar o time que irá trabalhar no projeto; e
41 | P á g i n a
- lançar o projeto em um software desenvolvido pela própria empresa chamado de PCMS.
No final da fase Planejar, ocorrerá o primeiro ponto de revisão. Pelo procedimento é
obrigatório passar por esse ponto de revisão para começar a segunda fase. Na prática, o ponto de
revisão é uma reunião na qual participam os membros da equipe e o time gerencial da empresa.
Durante a reunião, o líder apresenta o status do projeto e solicita aprovação para fechar a fase
atual e abrir a futura. Essa aprovação será concedida se os aprovadores acreditarem que as ações
da fase atual estão completas e que foram implementadas de forma robusta o suficiente para
minimizar os riscos de qualidade, de entrega e de custos que possam existir. Os aprovadores
podem decidir por aprovar, reprovar ou por uma aprovação condicional atrelada a determinadas
atividades adicionais.
Fase 2 – Preparar
O objetivo dessa fase é executar toda a preparação para estar pronto para a corrida piloto.
Toda a documentação de manufatura e industrialização, como instruções de trabalho, PFMEA
(Process Failure Mode Effective Analysis), planos de controle e ajudas visuais são criadas e
disponibilizadas durante essa etapa. Os programas das máquinas, os materiais, as ferramentas, os
treinamentos e as calibrações também são realizadas nessa fase.
Após a execução das atividades pertencentes a esse período realiza-se o segundo ponto de
revisão. Os critérios para passar por esse item e as possíveis deliberações são os mesmos
descritos no primeiro.
Fase 3 – Piloto
O objetivo dessa fase é executar a corrida piloto atingindo os níveis pré-determinados de
qualidade, de entrega e de eficiência em um ambiente representativo do processo final de
manufatura. Uma característica dessa fase é que determinadas atividades só podem ser realizadas
no ambiente de produção, como por exemplo, debug de programas, configuração de pinos de
apoios nos equipamentos, dentre outras. Durante a corrida piloto todos os eventos que têm
relação com a qualidade do produto são registrados e, ao completar a corrida, é publicado um
relatório. Ao concluir essa etapa acontece o terceiro ponto de revisão e os critérios para passar
por esse ponto e as possíveis deliberações são os mesmos dos anteriores.
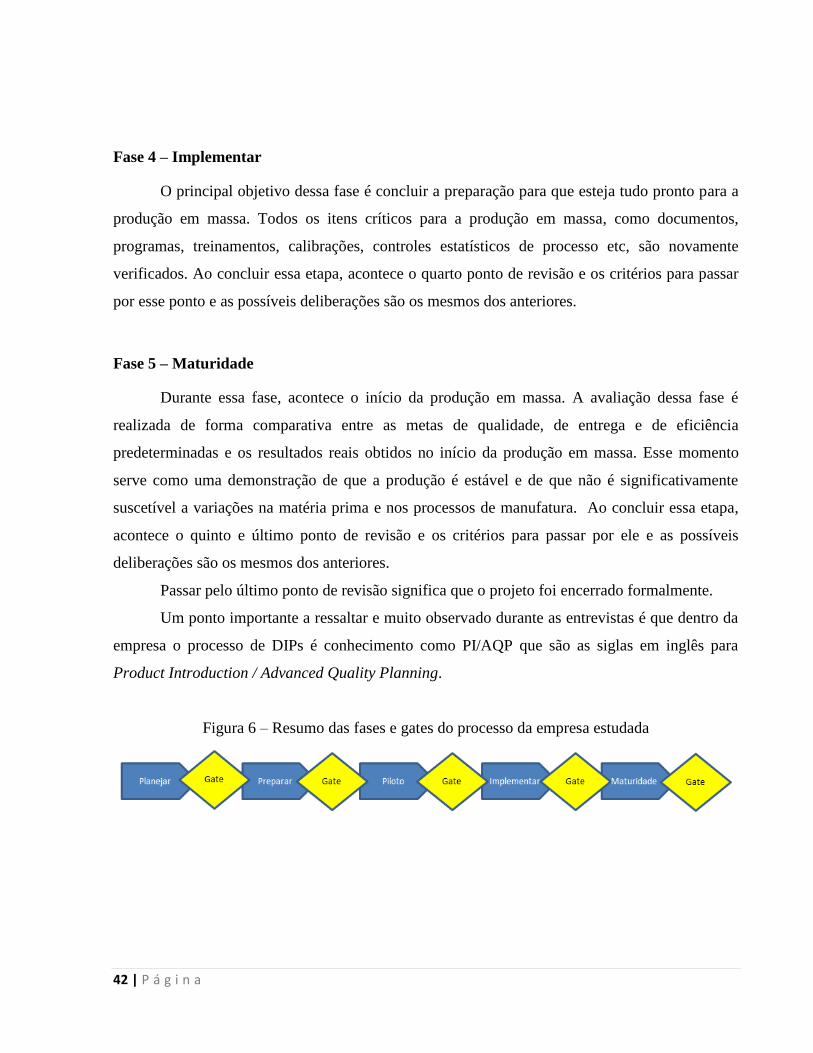
42 | P á g i n a
Fase 4 – Implementar
O principal objetivo dessa fase é concluir a preparação para que esteja tudo pronto para a
produção em massa. Todos os itens críticos para a produção em massa, como documentos,
programas, treinamentos, calibrações, controles estatísticos de processo etc, são novamente
verificados. Ao concluir essa etapa, acontece o quarto ponto de revisão e os critérios para passar
por esse ponto e as possíveis deliberações são os mesmos dos anteriores.
Fase 5 – Maturidade
Durante essa fase, acontece o início da produção em massa. A avaliação dessa fase é
realizada de forma comparativa entre as metas de qualidade, de entrega e de eficiência
predeterminadas e os resultados reais obtidos no início da produção em massa. Esse momento
serve como uma demonstração de que a produção é estável e de que não é significativamente
suscetível a variações na matéria prima e nos processos de manufatura. Ao concluir essa etapa,
acontece o quinto e último ponto de revisão e os critérios para passar por ele e as possíveis
deliberações são os mesmos dos anteriores.
Passar pelo último ponto de revisão significa que o projeto foi encerrado formalmente.
Um ponto importante a ressaltar e muito observado durante as entrevistas é que dentro da
empresa o processo de DIPs é conhecimento como PI/AQP que são as siglas em inglês para
Product Introduction / Advanced Quality Planning.
Figura 6 – Resumo das fases e gates do processo da empresa estudada
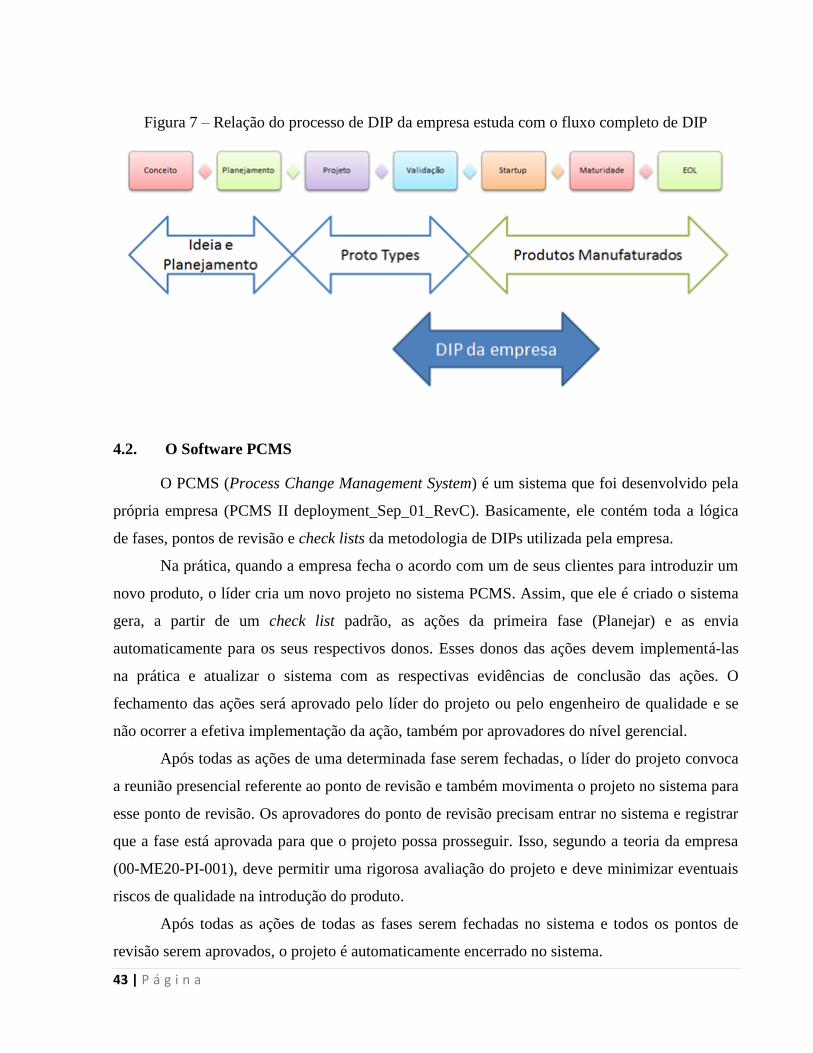
43 | P á g i n a
Figura 7 – Relação do processo de DIP da empresa estuda com o fluxo completo de DIP
4.2. O Software PCMS
O PCMS (Process Change Management System) é um sistema que foi desenvolvido pela
própria empresa (PCMS II deployment_Sep_01_RevC). Basicamente, ele contém toda a lógica
de fases, pontos de revisão e check lists da metodologia de DIPs utilizada pela empresa.
Na prática, quando a empresa fecha o acordo com um de seus clientes para introduzir um
novo produto, o líder cria um novo projeto no sistema PCMS. Assim, que ele é criado o sistema
gera, a partir de um check list padrão, as ações da primeira fase (Planejar) e as envia
automaticamente para os seus respectivos donos. Esses donos das ações devem implementá-las
na prática e atualizar o sistema com as respectivas evidências de conclusão das ações. O
fechamento das ações será aprovado pelo líder do projeto ou pelo engenheiro de qualidade e se
não ocorrer a efetiva implementação da ação, também por aprovadores do nível gerencial.
Após todas as ações de uma determinada fase serem fechadas, o líder do projeto convoca
a reunião presencial referente ao ponto de revisão e também movimenta o projeto no sistema para
esse ponto de revisão. Os aprovadores do ponto de revisão precisam entrar no sistema e registrar
que a fase está aprovada para que o projeto possa prosseguir. Isso, segundo a teoria da empresa
(00-ME20-PI-001), deve permitir uma rigorosa avaliação do projeto e deve minimizar eventuais
riscos de qualidade na introdução do produto.
Após todas as ações de todas as fases serem fechadas no sistema e todos os pontos de
revisão serem aprovados, o projeto é automaticamente encerrado no sistema.
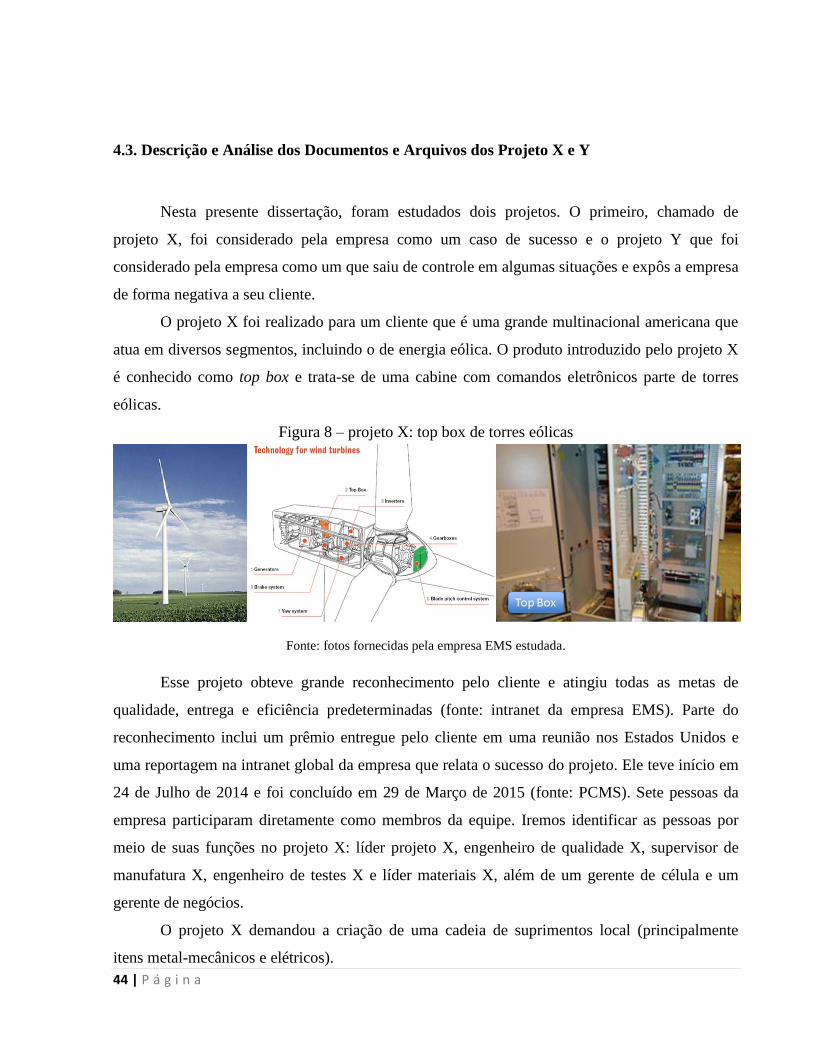
44 | P á g i n a
4.3. Descrição e Análise dos Documentos e Arquivos dos Projeto X e Y
Nesta presente dissertação, foram estudados dois projetos. O primeiro, chamado de
projeto X, foi considerado pela empresa como um caso de sucesso e o projeto Y que foi
considerado pela empresa como um que saiu de controle em algumas situações e expôs a empresa
de forma negativa a seu cliente.
O projeto X foi realizado para um cliente que é uma grande multinacional americana que
atua em diversos segmentos, incluindo o de energia eólica. O produto introduzido pelo projeto X
é conhecido como top box e trata-se de uma cabine com comandos eletrônicos parte de torres
eólicas.
Figura 8 – projeto X: top box de torres eólicas
Fonte: fotos fornecidas pela empresa EMS estudada.
Esse projeto obteve grande reconhecimento pelo cliente e atingiu todas as metas de
qualidade, entrega e eficiência predeterminadas (fonte: intranet da empresa EMS). Parte do
reconhecimento inclui um prêmio entregue pelo cliente em uma reunião nos Estados Unidos e
uma reportagem na intranet global da empresa que relata o sucesso do projeto. Ele teve início em
24 de Julho de 2014 e foi concluído em 29 de Março de 2015 (fonte: PCMS). Sete pessoas da
empresa participaram diretamente como membros da equipe. Iremos identificar as pessoas por
meio de suas funções no projeto X: líder projeto X, engenheiro de qualidade X, supervisor de
manufatura X, engenheiro de testes X e líder materiais X, além de um gerente de célula e um
gerente de negócios.
O projeto X demandou a criação de uma cadeia de suprimentos local (principalmente
itens metal-mecânicos e elétricos).

45 | P á g i n a
Já o projeto Y foi desenvolvido para uma multinacional canadense de grande porte que
atua no segmento de módulos GPRS para comunicação entre máquinas. Segmento com grande
potencial de crescimento, principalmente no que se refere à “internet das coisas”. O produto
introduzido pelo projeto Y foi exatamente um módulo de GPRS similar ao módulo exibido na
Figura 9.
Figura 9 – módulo GPRS similar ao introduzido pelo projeto Y acoplado a uma placa principal
Fonte: foto fornecida pela empresa EMS estudada.
O projeto Y passou por alguns momentos críticos para cumprir prazos estabelecidos e
para atingir os níveis de qualidade pré-acordados no início do projeto. O andamento do projeto
também chegou a despertar algumas críticas que partiram do cliente. Apesar dos percalços, o
projeto foi completado e o produto roda em produção em massa de forma estável. O projeto teve
início em 24 de Julho de 2014 e foi completado no dia 13 de Fevereiro de 2015 (fonte: PCMS).
Nele também participaram sete pessoas. Assim como fizemos para o projeto X, iremos identificar
os membros da equipe por meio de suas funções: líder projeto Y (nesse caso existiram o líder A e
o B uma vez que houve substituição durante o projeto), engenheiro de qualidade Y, engenheiro
de manufatura Y, líder materiais Y, além dos gerentes de célula e de negócios.
Com o objetivo de entender a visão compartilhada pelos membros da equipe, foram
realizadas entrevistas individuais semiestruturadas com os diferentes integrantes. As entrevistas
foram gravadas e a sequência, o membro da equipe, o grupo ao qual pertence, a data e a duração
de cada uma delas estão indicadas na tabela 4.
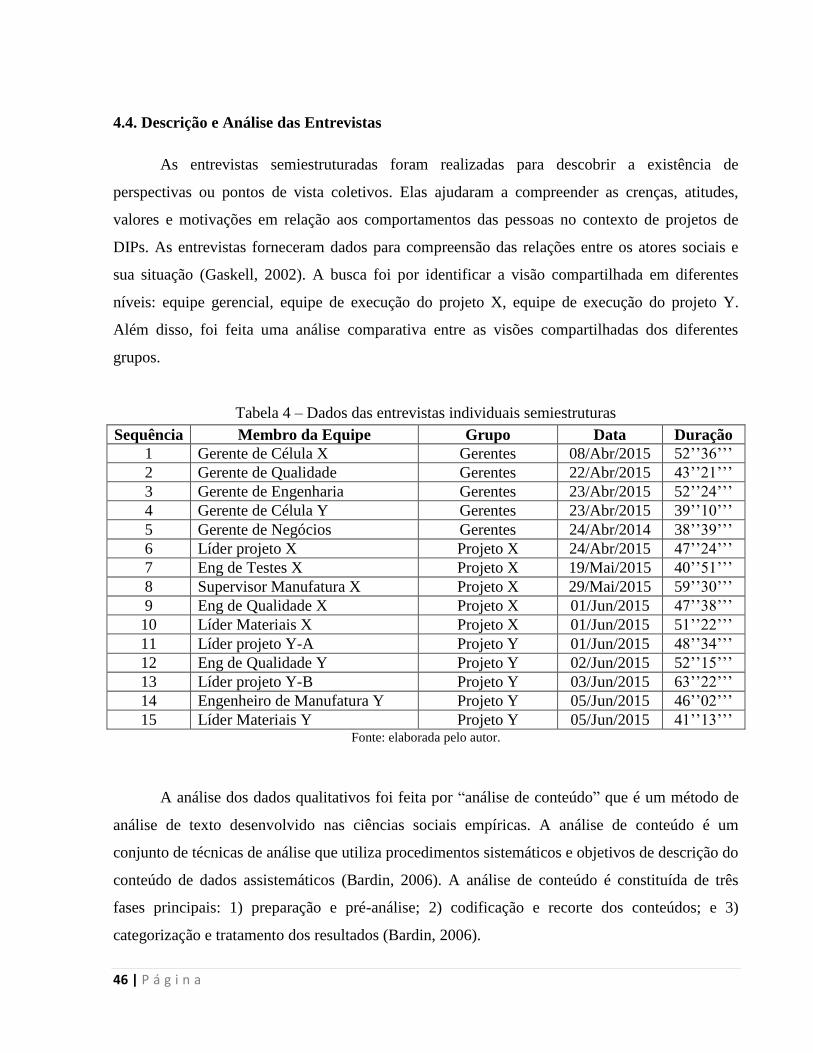
46 | P á g i n a
4.4. Descrição e Análise das Entrevistas
As entrevistas semiestruturadas foram realizadas para descobrir a existência de
perspectivas ou pontos de vista coletivos. Elas ajudaram a compreender as crenças, atitudes,
valores e motivações em relação aos comportamentos das pessoas no contexto de projetos de
DIPs. As entrevistas forneceram dados para compreensão das relações entre os atores sociais e
sua situação (Gaskell, 2002). A busca foi por identificar a visão compartilhada em diferentes
níveis: equipe gerencial, equipe de execução do projeto X, equipe de execução do projeto Y.
Além disso, foi feita uma análise comparativa entre as visões compartilhadas dos diferentes
grupos.
Tabela 4 – Dados das entrevistas individuais semiestruturas
Sequência Membro da Equipe Grupo Data Duração
1 Gerente de Célula X Gerentes 08/Abr/2015 52’’36’’’
2 Gerente de Qualidade Gerentes 22/Abr/2015 43’’21’’’
3 Gerente de Engenharia Gerentes 23/Abr/2015 52’’24’’’
4 Gerente de Célula Y Gerentes 23/Abr/2015 39’’10’’’
5 Gerente de Negócios Gerentes 24/Abr/2014 38’’39’’’
6 Líder projeto X Projeto X 24/Abr/2015 47’’24’’’
7 Eng de Testes X Projeto X 19/Mai/2015 40’’51’’’
8 Supervisor Manufatura X Projeto X 29/Mai/2015 59’’30’’’
9 Eng de Qualidade X Projeto X 01/Jun/2015 47’’38’’’
10 Líder Materiais X Projeto X 01/Jun/2015 51’’22’’’
11 Líder projeto Y-A Projeto Y 01/Jun/2015 48’’34’’’
12 Eng de Qualidade Y Projeto Y 02/Jun/2015 52’’15’’’
13 Líder projeto Y-B Projeto Y 03/Jun/2015 63’’22’’’
14 Engenheiro de Manufatura Y Projeto Y 05/Jun/2015 46’’02’’’
15 Líder Materiais Y Projeto Y 05/Jun/2015 41’’13’’’ Fonte: elaborada pelo autor.
A análise dos dados qualitativos foi feita por “análise de conteúdo” que é um método de
análise de texto desenvolvido nas ciências sociais empíricas. A análise de conteúdo é um
conjunto de técnicas de análise que utiliza procedimentos sistemáticos e objetivos de descrição do
conteúdo de dados assistemáticos (Bardin, 2006). A análise de conteúdo é constituída de três
fases principais: 1) preparação e pré-análise; 2) codificação e recorte dos conteúdos; e 3)
categorização e tratamento dos resultados (Bardin, 2006).
47 | P á g i n a
4.4.1. Percepção Geral e Análise do Processo
4.4.1.1. Resultado das Entrevistas com o Grupo de Gerentes
Percepção geral e análise do processo de DIP
Há uma percepção geral coincidente dentro do grupo dos gerentes de que a metodologia
de DIP adotada pela empresa agrega valor e que auxilia na organização, na estruturação e no
controle dos projetos, reduzindo assim o potencial de falha e aumentando as chances de que a
introdução tenha sucesso. O conceito de sucesso nesse caso seria a entrega dos produtos dentro
dos prazos estipulados e atendendo aos níveis desejados de qualidade e custo.
[...] uma metodologia, uma forma estruturada de a gente conduzir a introdução de um novo
produto na empresa. Com qual objetivo? Que eu consiga nascer um produto redondo. Um
processo à prova de falhas, de forma que eu tenha uma produção em massa, atingindo os targets
que são estabelecidos pelo cliente (Gerente de Qualidade, informação verbal).
Vejo um processo controlado, que está na mão, detalhado, que permite tentar cobrir meu projeto,
criticar ou antever a problemas. Esta para mim é a visão. Ajudar o time que está desenvolvendo
aquele projeto a garantir que está tudo coberto (Gerente de Negócios, informação verbal).
Quando falo de PI/AQP entendo que é uma metodologia bem estruturada para garantir uma
correta introdução de produto. E quando falo em correta introdução de produto, penso em
introduzir de forma suave, um ambiente produtivo, de forma a atingir os objetivos tanto de prazo
de introdução, quanto ao custo associado a esta introdução, atingindo padrão de qualidade
(Gerente de Engenharia, informação verbal).
Apesar de que, a olhos vistos, a melhoria é dramática. A quantidade de rejeição durante esses
momentos de introdução de produtos caiu horrores. Então, assim, o processo já se paga hoje da
forma como está. Agora, o campo para melhoria é muito grande. [...] Hoje eu dou uma nota para o
processo PI/AQP da “empresa” na casa de 9. Então, eu posso falar que tá [sic] tudo funcionando
bem (Gerente de Célula X, informação verbal).
A ideia perfeita aí surgiu justamente de se mesclar [sic] os dois processos numa visão de tempo,
fazendo com que as atividades se intercalassem, trabalhassem em paralelo ou não, mas no
decorrer do tempo. Isso foi bem legal, porque evita-se de que ou a área de engenharia ou a área de
qualidade e até essas áreas dentro delas mesmas façam [...] produzam e não gastem horas de
serviço em coisas que não vão “pra” [sic] frente. Então o fato de um estar validando o outro,
durante o processo, evita que chegue lá no dia da introdução de produto e tenha uma péssima
surpresa. Então essa jogada em paralelo entre qualidade e engenharia para mim foi a grande
sacada do processo de PI/AQP (Gerente de Célula X, informação verbal).
Em relação à forma como as introduções de novos produtos eram conduzidas no passado
(antes da introdução da metodologia atual), os gerentes têm a percepção de que os seguintes
ganhos aconteceram: a) o processo hoje é muito mais automático e não dependente de
48 | P á g i n a
atualizações individuais feitas em uma planilha ou papel; b) com a introdução das aprovações de
fase e com as validações das atividades implementadas foi inserido formalmente no processo
grande autonomia de outras áreas funcionais, além da Engenharia que lidera o processo
(principalmente da área de qualidade que participa mais e pode barrar o processo quando este não
atingir um nível de qualidade considerado aceitável). Além disso, eles não veem perdas
significativas em relação ao processo anterior que na percepção deles era muito pouco
estruturado e com poucas barreiras para reduzir o risco de fracasso. Essa percepção a respeito dos
ganhos fica evidente em respostas como:
[...] a grande diferença que eu vejo utilizando a metodologia hoje, é que além de ser uma coisa
mais automatizada, porque antes era mais papel [...] o papel da qualidade hoje é muito mais
significativo do que antes, porque antes era check list conduzido pelo PE (Project Engineer), ele
que mandava, conduzia o processo todo, definia as etapas, a hora de rodar e tudo o mais. Então
não tinha o papel da qualidade de forma formal, “pra” barrar, dizer que a gente não está pronto,
que seria a parte do gate (ponto de revisão) e algumas perguntas que a gente tem hoje no check list
que são de responsabilidade da qualidade também, de ir lá e verificar e validar (Gerente de
Qualidade, informação verbal).
A gente evoluiu bastante, principalmente nesta questão de dividir um pouco da responsabilidade,
não ser apenas um líder de projeto, encabeçando tudo do início ao fim, e o projeto sendo muito
dependente da execução desta pessoa e da performance desta pessoa [...]. Antes o processo era
totalmente dependente do owner do projeto, que no caso era a engenharia e o PE. Todas as
atividades giravam em torno deste PE e da forma dele de condução. Então existiam formas e
formas de se introduzir um projeto. Dependendo da performance deste PE, do nível de experiência
dele, do contato dele com o cliente, às vezes até mesmo do nível de conhecimento do cliente em
relação ao CM (Contract Manufacturer), como compartilhar informações. Era muito mais
dependente de pessoas, e não é que não conseguíamos fazer introduções bem feitas. Eram feitas,
mas dependiam de controles manuais e da performance de uma pessoa específica. Hoje você
compartilha mais (Gerente de Engenharia, informação verbal).
Creio que o pessoal todo gostou, pois eram muitas falhas com o Excel, e não tinha uma
padronização. Cada célula fazia de um jeito, cada NPI (New Product Introduction) tratava de uma
forma, deixava ações para trás, ações importantes, não viravam uma lição aprendida, vou repetir.
O grupo todo quando teve este contato, teve também, junto comigo, uma esperança de resolver
isto, para a gente não cometer os mesmos erros de novo. Fazer uma introdução mais firme, mais
certa" (Gerente de Célula Y, informação verbal).
a. Descrição e análise do processo de DIP – Fases e Check Lists
Conforme descrito anteriormente, o processo de DIPs da empresa (chamado de PI/AQP) é
constituído essencialmente de fases (contendo check lists com ações) e pontos de revisão.
Durante as entrevistas com o time gerencial, foram detectados alguns tópicos a respeito das fases
e check lists:
49 | P á g i n a
i) o processo de DIP da empresa contém um padrão claramente definido de cinco fases e
um conteúdo mínimo de perguntas (ações) que fazem parte dos check lists das fases.
Dois dos gerentes relataram que, dependendo do nível de complexidade do projeto,
algumas fases e/ou perguntas podem não ser aplicáveis.
Para um projeto que já esteja corrente, pode ser que todas aquelas etapas não sejam necessárias
[...] Por exemplo, um dos tópicos, que a gente responde que não é aplicável é o CPK (índice de
capabilidade de um processo), e já foi acordado com o cliente. Toda vez tem que passar por esta
fase e colocar lá. Não é aplicável porque o cliente acordou que este tópico não é um requirement
[...] (Gerente de Negócios, informação verbal).
O único problema que eu vejo é que a gente se distanciou das fases do cliente. Então a gente tem
que ficar fazendo um paralelo com as fases; umas têm três fases, outras têm cinco. Esta distância
pode gerar algum problema. Às vezes você está com um produto na fase de mature e o cara já
acabou para ele há muito tempo (Gerente de Célula Y, informação verbal).
ii) A combinação metodologia e software (PCMS) força algum nível de controles
paralelos e duplicidade de trabalho porque o conteúdo que pode ser exportado do
sistema não necessariamente é um conteúdo que deva ser compartilhado com o
cliente. Normalmente o cliente requer um nível de informação mais superficial, mais
gerencial.
Um ponto que eu acho que falta é justamente a interface com o cliente. Vejo que internamente
está ok, o cliente sabe que existe, mas de acordo com uma das perguntas que eu fiz no começo era
esta: vai existir alguma forma de que a gente possa compartilhar de uma maneira controlada,
alguns itens com o cliente? Acaba que hoje, no caso do cliente X, nós temos uma planilha nossa,
para não passar todo o PI para o cliente. Não faz sentido, e a gente tem que estar controlando, sim.
Para o cliente, a gente pode mostrar 20 grandes itens. Seria bom se a gente tivesse esta forma, esta
interface (Gerente de Negócios, informação verbal).
Essa necessidade de controles paralelos foi confirmada em diferentes projetos através de
perguntas (pós entrevistas) com os líderes de diferentes projetos.
iii) Algumas fases que foram criadas, quando a metodologia foi implementada, trouxeram
novas características ao processo que, na visão dos gestores, reduzem os riscos de
fracasso: a fase de produção em massa e a fase de planejar na qual está adicionada a
parte de lições aprendidas.
50 | P á g i n a
Ela te dá fases claras de produção e o acompanhamento, por um determinado período, do mass
production, pra ver se realmente ele está sustentável ou não (Gerente de Qualidade, informação
verbal).
Mas, antigamente, simplesmente introduzia o produto e se perdia muita oportunidade,
principalmente, acho que é uma das principais etapas, eu acho, é a do lessons learned (Gerente de
Célula X, informação verbal).
iv) O sincronismo entre as áreas também é visto como um benefício na visão dos
gerentes. O motivo disso é que se uma área sair muito na frente da outra e alguma
condição essencial do projeto for alterada com ele já em andamento pode ocorrer
necessidade de retrabalho e consequente desperdício de tempo e dinheiro.
[...] seguindo o processo, a gente consegue garantir que uma determinada área não vai sair muito
na frente da outra, às vezes investindo e gastando dinheiro com uma situação que mais para frente
você descobre que “tava” [sic] errada por algum outro motivo e você perde aquele investimento
em horas ou em equipamento, alguma coisa (Gerente de Célula X, informação verbal).
v) O sistema não possui a capacidade de identificar automaticamente o caminho crítico.
[...] o que eu sinto mais falta hoje é deste caminho critico [...] (Gerente de Engenharia, informação
verbal).
b. Descrição e análise do processo de DIP – Pontos de Revisão
Com relação aos pontos de revisão existentes no processo atual, a equipe de gerentes
destacou os seguintes pontos:
i) os pontos de revisão tornaram o papel do time de qualidade muito mais relevante no
processo de introdução de novos produtos. Eles passaram a ter poder de veto e por
isso podem cobrar um trabalho mais profundo das outras áreas para que sejam
diminuídos os riscos de problemas de qualidade futuros.
[...] o papel da qualidade hoje é muito mais significativo do que antes, porque antes era check list
conduzido pelo PE, ele que mandava, conduzia o processo todo, definia as etapas, a hora de rodar
e tudo o mais. Então, não tinha o papel da qualidade de forma formal, pra barrar, dizer que a gente
não está pronto [...] Então, eu vejo esses dois pontos: a validação e a questão dos gates, que hoje
eu vejo que estamos em um patamar superior ao que era antes, só como check list (Gerente de
Qualidade, informação verbal).
ii) Há um consenso de que as reuniões de gate review são importantes e adicionam valor.
51 | P á g i n a
Elas são muito importantes, e adicionam muito valor [...] A partir do momento em que se mudou o
approach olha, esta aqui vocês estão aprovando ou desaprovando, e começou a ter uma crítica
maior em cima da decisão que estava sendo tomada [...] (Gerente de Célula Y, informação verbal).
iii) Um dos gerentes tem a percepção de que a participação de pessoas da corporação nos
pontos de revisão gera um certo nível de insatisfação na equipe de projeto.
A participação de gente de fora da planta, que está fora do negócio, gera uma certa, eu não diria
apreensão, uma falta de paciência do pessoal que está na planta, que tá [sic] no dia a dia. Eu sinto
assim, no meu caso específico, tipo uma situação do “tô [sic] perdendo tempo e vai entrar uma
pessoa de fora eu vou ter que explicar tudo de novo, porque tá [sic] claro para nós que para esse
tipo de produto não precisa dessa tampa. E agora eu vou gastar de novo nesse “confcall” mais
meia hora para explicar por que não precisa da tampa e as pessoas vão mudando” (Gerente de
Célula Y, informação verbal).
c. Descrição e análise do processo de DIP – Flexibilidade
O novo processo de DIP utilizado pela empresa (PI/AQP) é um processo padronizado e
como tal retirou parte da flexibilidade que anteriormente as equipes de projeto usufruíam. Essa
foi uma estratégia intencional da empresa para que as responsabilidades passassem a ser
compartilhadas e para reduzir o nível de risco de fracasso no projeto. O time gerencial reconhece
o impacto de um processo mais engessado mas há forte consenso de que esse é o caminho correto
pelos outros benefícios que traz, como: maior foco no planejamento do projeto e em atividades
que reduzem o risco de fracasso.
Certamente, isto é óbvio, ele deu uma engessada no processo. Era um processo “desmontadão”,
em que cada um fazia de um jeito, e caiu num processo padronizado, e aí cria, então aí engessa
mesmo. Mas era intencional isto, eu imagino, e tem que ser imposto, às vezes [...] Padronizar. Isto
é fundamental! Padronizar e você ter ali um processo de aprovações em vários níveis. Não é só
PM (Project Manager) ou PE, que estão ali fazendo atividade. Ele envolve todo mundo, e faz com
que todos sejam parte do que está acontecendo. Para mim isto é um ponto de valor (Gerente de
Negócios, informação verbal).
[...] o que eu percebi no início é que o pessoal falou que o processo está mais moroso, esse tanto
de aprovação, o check list é muito grande... Mas eu vejo que o problema não é a ferramenta. A
gente é que não conduzia da forma que deveria fazer antes, entendeu? A gente não gastava o
tempo necessário. Porque é planejar. Para planejar você precisa gastar maior tempo, no seu
planejamento, do que na execução. Então eu acho que as pessoas atropelavam um pouco, para
partir para execução e não planejavam. Agora a ferramenta te dá a oportunidade de planejar bem o
seu evento e “pra” isso tem que gastar tempo. Isso quando veio, houve muita reclamação. Mas
“pra” mim isso não foi um prejuízo, foi um ganho que teve. Não vejo prejuízo (Gerente de
Qualidade, informação verbal).
Há um entendimento dentro do time gerencial que o processo é flexível, mas são
necessárias as devidas aprovações para poder usufruir da flexibilidade.
52 | P á g i n a
P: O quão flexível e adaptável você acha que o processo é? R: Eu acho que ele é bem flexível.
Pelo lado da corporação é mais rígido, a gente tem que peitar mais. Mas pelo nosso lado interno,
por exemplo, eu e o “Gerente de Engenharia” temos uma parceria boa, de forma que a gente
consegue falar: neste aqui vamos assumir o risco juntos, ou não. Acho que tem que ter essa
parceria entre as áreas. Não é um começar a fazer loucura e o outro ficar vendido. Então tem que
ter essa sintonia entre as áreas e esse alinhamento de forma a assumir o risco ou não, vale a pena
assumir o risco ou não? Como no caso da “cliente C”. Então o que a gente faz para estar dentro, é
tipo informar a corporação. Pode ou não? Informo que estamos com essa situação: está ok? Aí
você fica com uma boa condição com a corporação e também atendendo ao que o seu cliente quer
entendeu? Apesar de ela ter as fases e falar que você não pode rodar em tal fase, eu não acredito
que em momento algum aqui, de todos os NPIs (DIPs) que a gente rodou, que a ferramenta foi um
entrave para a gente não atender o cliente. Acho que é totalmente flexível. Depende da gente
(Gerente de Qualidade, informação verbal).
Existem formas de absorver estas demandas, que hoje já estão bem claras e bem definidas, e
algum nível de exceção, algum nível de flexibilidade é aceito, mas sempre com uma aprovação
superior. Acho que isto é necessário [...] Entendo que hoje existe esta flexibilidade, mas você
precisa pedir aprovações superiores, até em nível de corporação [...] senão você acaba perdendo o
padrão, e todo o trabalho feito na introdução da metodologia você pode perder (Gerente de
Engenharia, informação verbal).
Eu acho ele [sic] flexível, basicamente porque existe a oportunidade de você incluir ou excluir
alguma coisa, desde que você consiga as autorizações necessárias (Gerente de Célula Y,
informação verbal).
d. A Implementação do processo de DIP na empresa
A percepção no nível gerencial é que a implementação foi bem conduzida apesar de terem
existido pequenos problemas.
[...] eu acho que foi muito bem conduzida a implementação [...] (Gerente de Qualidade,
informação verbal).
[...] acho que foi bem conduzida.... definimos um projeto, foi gradual, para depois a fábrica
absorver todos os projetos [...] (Gerente de Engenharia, informação verbal).
Vou te falar que o pessoal nem viu que “tava” [sic] sendo implantado (Gerente de Célula X,
informação verbal).
e. Critérios de avaliação dos projetos
A forma usada dentro da empresa EMS para medir o sucesso de um projeto DIP é a
introdução dentro dos prazos estabelecidos no início do projeto e alcançar as metas de qualidade
e custo também estabelecidos no início do projeto e acordadas com o cliente.
53 | P á g i n a
Hoje a gente acompanha os prazos de execução, as datas determinadas no início do projeto, se elas
vão ser atingidas, se não está tendo postergação, se as ações não estão acumulando, no final de
falha, coisa assim, a parte de prazo e execução, e a parte de metas durante as corridas de produção,
que acontecem em duas fases (Gerente de Qualidade, informação verbal).
4.4.1.2. Resultado das Entrevistas com o grupo do Projeto X
Percepção geral e análise do processo de DIP
A equipe do projeto X tem uma visão compartilhada similar à equipe de gerentes de que a
metodologia de DIP adotada pela empresa adiciona valor e aumenta as chances de sucesso das
introduções de novos produtos. Durante as entrevistas surgiram comentários como:
na verdade é uma ferramenta muito boa, que faz a padronização de toda a parte que mexe com
introdução de produto [...] Esta ferramenta, acho que é essencial para a empresa hoje (Engenheiro
de Qualidade X, informação verbal).
P: O que vem à mente quando você pensa em PI/AQP? R: fazer a introdução de um produto com o
máximo de qualidade possível, e que seja natural. Por exemplo: você tem um produto, e aquele
novo produto vai ser inserido, o mais que flua, o mais tranquilo possível. Que não tenha uma
parada, que não tenha uma análise corretiva. Que tudo seja preventivo na hora de introduzir um
produto novo (Líder Materiais X, informação verbal).
Em relação à forma, como as introduções de novos produtos eram conduzidas no passado
(antes da introdução da metodologia atual) a equipe do projeto X tem a percepção de que os
seguintes ganhos aconteceram: a) padronização das atividades de introdução de novos produtos e
menor dependência da experiência e conhecimento do líder do projeto; e b) maior engajamento
das diferentes áreas (a metodologia força formalmente esse engajamento). Essas constatações
podem ser feitas a partir de respostas como:
Antes de ter essa metodologia, eu trabalhava em outra célula aqui, a gente, basicamente, fazia a
gestão [...] tudo via planilha de Excel. Então nós íamos criando os planos, cada gerente do projeto
pegava pelo seu know how e pelas experiências daqui de dentro ou até por projetos similares, via
planilha e ia criando aquele projeto. Então com base no conhecimento da pessoa e em projetos
anteriores ia se construindo um plano, um timeline, em Excel, e ali era criado o projeto (Líder
Projeto X).
P: E quando entrou o PI/AQP, o que mudou? R: Mudou que houve padronização. Todo mundo na
fábrica utilizando o mesmo sistema, a mesma ferramenta para se fazer a gestão do projeto,
controlá-lo, verificar os prazos, as metas e eu acho que o engajamento das áreas melhorou um
pouco, porque querendo ou não eles são obrigados a preencher uma ação, verificar se há uma
54 | P á g i n a
evidência, discutir um gate review como a gente faz, então acho que nesse ponto melhorou um
pouco. E só de ter uma ferramenta que já tem um guia “pro” projeto, já ajuda um pouco (Líder
Projeto X).
Na verdade, antes do PI a gente não era envolvido em nada [...] Era assim: engenharia pensava
tudo, a qualidade meio que validava, mas se as etapas não eram [sic] concluídas, se fazia assim
mesmo. Caminhava. Ele não importava se a linha estava pronta, se a estrutura estava pronta, não
tinha muito não. Vamos empurrando do jeito que dá, e vamos fazer essa coisa acontecer porque a
gente tem prazo de entregar aqui, ou de fazer a introdução desse produto. Então, uma série de
oportunidades de você corrigir ali na introdução, nos NPIs, a gente perdia isso. Perdia e não se
fazia (Supervisor de Manufatura X, informação verbal).
É a oportunidade de fazer um gerenciamento bem controlado, bem padronizado, bem definido.
Claro que, como qualquer ferramenta, se você quiser “não fazer” ou, não vou dizer “burlar” [...]
Você tem como fazer isso, mas é muito mais difícil de fazer. É muito mais difícil, por quê? Porque
tem os contrapontos aqui, tem os checks, tem as interfaces. Você não vai fazer sozinho e empurrar
goela abaixo mais. Não cabe. Não dá pra fazer e empurrar goela abaixo. Eu posso até aceitar uma
linha que não está totalmente montada. Eu posso aceitar, dizer que está ok, por uma série de
fatores ali. Eu posso até dizer que está ok, mas burlar, você não consegue mais. É muito mais
difícil. Isso é uma vantagem, assim, muito grande agora (Supervisor Manufatura X, informação
verbal).
P: O que vem à mente quando você pensa em PI/AQP? R: Um caminho já definido para
introdução de produto, com menor impacto e resultado mais próximo do esperado (Fábio Avelino,
informação verbal).
P: E você acha que esta metodologia, a forma como a empresa tem conduzido, ajuda realmente a
gerar este resultado mais perto do esperado possível? Não? R: Sim, porque aquele sisteminha de
perguntas, que tem nos questionários, ajuda você a não deixar escapar nada. Parece que aquilo ali
abrange toda a experiência que a empresa acumulou durante muito tempo. Realmente agrega. [...]
Antes era pior pelo seguinte: não havia nada que me lembrasse, no decorrer do tempo, do que
você tinha que fazer. Que alguma coisa escapou. O sistema é bom por isto. Ele te lembra a todo
instante de que algo escapou (Engenheiro de Testes X, informação verbal).
R: Do que eu me lembro, a gente esquecia muito as coisas que o PI hoje ajuda a gente a lembrar.
Muitos pontos, que hoje a gente considera críticos, que antigamente não eram abordados, então a
gente entrava com um produto, e depois que o produto entrava, a gente se lembrava de verificar
algumas coisas lá atrás. Então acabava que tinha retrabalho, então o produto nascia errado. A
gente tinha muito este problema principalmente na área (Engenheiro de Qualidade X, informação
verbal).
a. Descrição e análise do processo de DIP – Fases e Checklists
Conforme descrito anteriormente, o processo de DIPs da empresa (chamado de PI/AQP) é
constituído essencialmente de fases e pontos de revisão. Durante as entrevistas com o time do
projeto X foi identificado que há uma visão compartilhada de que as fases estão bem definidas,
porém há uma constatação de que há perguntas duplicadas que não necessariamente adicionam
valor ao projeto.
55 | P á g i n a
[...] acho que as fases estão bem claras, bem definidas, não mudaria nada (Engenheiro de
Qualidade X, informação verbal).
P: e sobre os checklists? Está completo, não está completo? Tem muita pergunta inútil? R: Não,
ele é muito abrangente. O que eu acho a respeito do checklist é que ele sempre repete perguntas,
por exemplo: ele faz uma pergunta e você identifica que aquilo não é aplicável. Mais à frente, na
outra fase, ele te torna a fazer a mesma pergunta, e repete na fase seguinte. Isto eu acho chato. O
sistema tinha que ter uma inteligência um pouquinho maior para identificar, não isto, mas se
aquilo não é aplicável, aquela pergunta não deveria aparecer mais nos questionários (engenheiro
de Testes X, informação verbal).
b. Descrição e análise do processo de DIP – Pontos de Revisão
Com relação aos pontos de revisão existentes no processo atual, a equipe do projeto X
destacou os seguintes pontos:
i) a participação da Manufatura como uma das áreas que poderiam vetar o projeto não é
eficiente. Há desconhecimento do andamento do projeto e consequente falta de
argumentos para gerar questionamentos mais profundos. Há também um receio de
“ferir” publicamente o outro com uma eventual reprovação da fase e acabam
acontecendo aprovações sem criticidade.
Então, assim, eu quero ter a oportunidade de chegar lá e falar “Se não, não”. Quero ter. Mas é aí
mesmo que eu devo falar “não”?” (Supervisor de Manufatura X, informação verbal).
Sinto que a parte da manufatura não fica tão envolvida nisto, acho que fica um pouco solto, o
“cara” não participa tanto efetivamente do projeto todo, em si, e quando chega no final do gate,
acho que ele fica um pouco voando no que está acontecendo lá. Ele dá a aprovação dele, mas é
uma aprovação meio sem saber o que está acontecendo. Parece que ele apresenta todos os
indicadores, mas parece que ele não tem muita voz ativa. Estamos com esta dificuldade [...] mas
parece que quando a gente entrega para a manufatura, eles ficam sem saber se realmente aquilo
vai atender ou não (Engenheiro de Qualidade X, informação verbal).
Eu não sabia nem o que era. Eu fui aprender sozinho o que era e treinar [...] “É pra aprovar?”, “É”.
Aprovei. Aí, de repente eu perdi uma oportunidade de fazer uma crítica melhor, de avaliar [...]
Tem que ter um caminho a percorrer antes de eu chegar numa sala pra dizer sim ou não. Porque lá
eu sou muito tentado a dizer sim. Eu sou muito tentado, porque querendo ou não, eu ajudo a
minha equipe todinha. Coloco a minha equipe toda em cheque. A engenharia é uma equipe.
Aquele grupo ali todo faz parte da minha equipe (Supervisor de Manufatura X, informação
verbal).
ii) O time de materiais apresenta um certo nível de desconexão e desconhecimento sobre
o processo e sobre os gate reviews.
[...] a gente entra na sala de reunião, e já sabe o que vai acontecer. Você entra na sala de
reunião e já sabe tudo o que vai ser falado, a sensação de que já fiz aquilo ali, já sei o que
é, só para o cara falar comigo ok (Líder de Materiais X, informação verbal).

56 | P á g i n a
iii) As áreas técnicas de engenharia e qualidade têm uma visão clara da importância e dos
benefícios das reuniões de gate review dentro do time de projeto.
Eu acho que funciona. A participação do pessoal de fora é importante também. Vejo o pessoal dar
mais importância para isto, parece que a gente fica um pouco chato, aquele negócio todo, mas dá
um peso maior para a reunião, e dá mais aquele tom de responsabilidade (Engenheiro de
Qualidade X, informação verbal).
iv) A falta de critérios claros para aprovar ou reprovar uma fase pode intimidar a
participação de áreas menos envolvidas no processo geral, como a manufatura.
P: Entendi e gostei muito da colocação, na verdade, como você acha que deveria funcionar isso?
R: Exatamente isso, eu não sei. A gente tem que tentar entender pra ver, assim [...] A manufatura,
já que ela pode dar um check nós temos que ver como que a gente traz a manufatura “pra” se citar
um pouquinho mais, talvez até pra entender um pouco mais das etapas ali. “Pra” conhecer um
pouquinho mais ação por ação da engenharia, da qualidade, etc. “Então nessa data aqui nós temos
que estar com tudo pronto, que nós vamos participar. Se isso, isso e isso aqui não estiverem
prontos, nós podemos tomar bomba”. Aí o grupo tem que estar coeso. Aí eu vou ter a
oportunidade do “cara” falar “E aí? Você da manufatura, está ok? Beleza, está ok”. P: Então você
acha que hoje não está muito claro, por exemplo, quais são os critérios de avaliação, talvez? R: É.
O que eu vou avaliar ali. Tá rodando, o documento está lá, tem algumas ações ali que eu sei que
estão caminhando, é isso mesmo? Se é isso, beleza. Eu só dou um ok lá por causa dos
pressupostos, tá? (Supervisor Manufatura X, informação verbal).
c. Descrição e análise do processo de DIP – Flexibilidade
A maior parte da equipe entende as razões por trás do travamento, mas, em grande parte,
acham que o processo é mais engessado do que deveria e tem a percepção de que são travados e
que demanda um esforço desnecessário para poder prosseguir com o projeto de DIP. A exceção é
o engenheiro de qualidade que de certa forma tem as suas atividades facilitadas com o
engessamento e o seu poder aumentado com o poder de veto.
A metodologia “num” geral, tem uma certa flexibilidade, mas dependendo até do que o cliente nos
pede, por exemplo: se nos pede para puxar uma data, adiantar uma data, pular uma etapa que a
gente teria que passar, a gente acaba passando por dificuldades. Acho que o principal ponto na
questão de flexibilidade, seria isso. A gente tem aquela abertura de envolver todas as áreas e
conversar mas a gente vê, pelo menos eu vejo, que não é muito fácil pular uma etapa, adiar uma
etapa a pedido do cliente ou priorizar alguma coisa, pedir um desvio por questão de qualidade ou
alguma coisa assim, eu vejo que acaba sendo um problema, porque estamos bem alinhados a
seguir aquela metodologia, a seguir o que está ali no PI, então quando acontece alguma coisa um
pouco fora, principalmente a pedido do cliente, a gente acaba passando um pouco de aperto. Por
exemplo, a introdução de um produto, que é uma mudança bem simples, que aconteceu agora
recentemente, a gente tratou seguindo a metodologia toda, algumas coisas nós entramos em
discussão porque algumas coisas já estavam em andamento e a gente tinha que preencher tudo de
novo, fazer a gestão do projeto toda de novo para ele ser aprovado. Eu considero que tem alguns
57 | P á g i n a
pontos a melhorar mas depende de uma conversa entre todas as áreas para ver o que dá para mexer
(Líder Projeto X, informação verbal).
Não, eu acho que não é flexível demais. Se precisar pedir waver, a gente vai na corporação e pede,
vai na gerente de qualidade. Acho que tem muita gente a quem eles têm que pedir; acho que isto é
o certo, porque toda vez que a gente pensa em pedir waver, pensa assim – vou pedir ao diretor de
operações, vou pedir a gerente de qualidade, ao gerente regional, então vamos ver o que a gente
pode fazer. Acaba que isto obriga o “cara” a tentar fazer, sabe? (Engenheiro de Qualidade X,
informação verbal).
Em termos “da empresa”, a gente é bem inflexível. Não posso, não posso. Eu falo com o QE
(Quality Engineer), e ele é a minha trava (Líder Materiais X, informação verbal).
d. A Implementação do processo de DIP na empresa
A equipe do projeto X considera que a implementação da metodologia / sistema foi bem
feita apesar de pequenas falhas terem ocorrido.
Eu considero que a implementação dessa metodologia que a gente está usando hoje foi bacana,
envolveu todas as áreas, me lembro que teve treinamento e reunião (Líder Projeto X, informação
verbal).
A carga horária foi adequada, a forma como foi apresentado foi muito clara, muito bem definida,
teve uma introdução que esclarecia bastante o porquê daquilo [...] (Engenheiro de Testes X,
informação verbal).
A Implementação acho que está tranquila (Engenheiro de Qualidade X, informação verbal).
e. Critérios de avaliação dos projetos
A equipe entende que a forma de se medir o sucesso adotada pela empresa é adequada.
Essa forma é baseada no atingimento das metas de qualidade, entregas e custo definidas no início
do projeto.
Acho que as medições, pelo menos o indicador de qualidade está ok, Tem uma pergunta no PI –
estas metas estão de comum acordo com o cliente? Eu faço meu acordo com o cliente lá atrás, e o
meu acordo é com base no meu histórico, faço a projeção em cima dos indicadores, consigo esta
aprovação, e acaba que esta parte do indicador também está ok. A parte, questão de quantidade,
introduzir, datas é mais estipulada pela engenharia. Acho que as datas que eles estão colocando
“está” ok, A gente está tendo tempo de fazer (Engenheiro de Qualidade X, informação verbal).
58 | P á g i n a
4.4.1.2 Resultado das Entrevistas com o Grupo do Projeto Y
Percepção geral e análise do processo DIP
A equipe do projeto Y também tem a visão compartilhada de que a metodologia de DIP
adotada pela empresa adiciona valor às introduções de novos produtos. Durante as entrevistas,
surgiram colocações como:
[...] ela direciona quais são as atividades que têm que ser feitas em cada etapa do projeto, e como
tem fases, você consegue ver como está andando naquela fase (Líder Projeto Y-A, informação
verbal).
P: E você acha que ele (o processo de DIPs adotado pela empresa) atende ao propósito de ajudar a
atender as expectativas? R: Com certeza! Deixa claro quais são as fases que você precisa concluir
para ter um bom desenvolvimento de uma introdução de um novo produto (Engenheiro de
Qualidade Y, informação verbal).
[...] Pela vivência que eu tenho aqui, acho que o PI é muito importante (Líder Materiais Y,
informação verbal).
Em relação à forma como as introduções de novos produtos eram conduzidas no passado
(antes da introdução da metodologia atual), a equipe do projeto Y não demonstrou conhecimento
da evolução da metodologia. A principal razão é que o time é novo e somente um dos membros
da equipe efetivamente trabalhou com a metodologia anterior. O líder do projeto (único que
trabalhou com projetos de DIPs antes da metodologia atual) destacou que a principal evolução foi
a padronização das atividades de introdução de novos produtos e menor dependência da
experiência e conhecimento do líder do projeto.
R: Eu acho que eles eram conduzidos muito em cima da experiência do gerente de projetos.
Também, assim, cada cliente tinha seu check list e seu formulário a seguir. Então não era bem
estruturado. Dependia demais da experiência das pessoas. P: E você acha que isso mudou com a
implementação do PI/AQP? R: Eu acho que sim, por que entra até naquela questão das fases
mesmo, né? O gate review, acho que é um bom momento pra você ir passando a experiência para
as pessoas (Líder Projeto Y-B, informação verbal).
a. Descrição e análise do processo de DIP – Fases e Checklists
Conforme descrito anteriormente, o processo de DIPs da empresa (chamado de PI/AQP) é
constituído essencialmente de fases e pontos de revisão. Durante as entrevistas com o time do
projeto Y, foram levantados os seguintes pontos referentes às fases do processo:
i) Há forte consenso de que as fases fazem sentido.
[...] Mas eu acho que as fases são aquelas mesmas (Líder Projeto Y-A, informação verbal).
59 | P á g i n a
ii) Há um sentimento de que a duração das fases poderia ser diferente.
[...] Em alguns momentos, dependendo do projeto naquela fase pré-piloto, ela fica muito apertada,
mas tem que ver também se é por que demorou demais na primeira fase (Líder Projeto Y-A,
informação verbal).
iii) O conteúdo dos checklists em geral faz sentido.
Acho que tem algumas que são desnecessárias, mas poucas. A maioria faz sentido (Líder Projeto
Y-B, informação verbal).
Acho que elas fazem sentido (Engenheiro de Manufatura Y, informação verbal).
Pelo menos na minha área, fazem sentido. São bem específicas e diretas. Não tem muito choro,
não. No começo até achava, mas depois fui analisando o que realmente elas queriam dizer, e eu
fui direcionando. Acho que realmente fazem sentido (Líder Materiais Y, informação verbal).
iv) O processo força que níveis hierárquicos superiores ao da equipe principal do projeto
sejam envolvidos em decisões mais críticas e os líderes de projeto veem isso com
bons olhos.
P: E onde você acha que ela adiciona mais valor? R: Acho que é nas duas coisas que eu lhe falei.
Primeiro que é um check list, não é? O que você tem que fazer, e o que você tem que ter antes de
cada rodada, e antes de ir dando os passos para frente. Também que ela não deixa de envolver
sempre o corpo gerencial, seja nas ações, seja para postergar alguma coisa, e também para mudar
de fase quando está considerado fechado. Ela vai elevar o nível de conhecimento e experiência do
time (Líder Projeto Y-B, informação verbal).
b. Descrição e análise do processo de DIP – Pontos de Revisão
Com relação aos pontos de revisão existentes no processo atual, a equipe do projeto Y
destacou os seguintes pontos:
i) há forte consenso entre todos os membros da equipe de que as reuniões de gate review
são muito importantes e adicionam valor.
Adiciona. Elas adicionam valor sim. Até por aquilo que eu falei, porque acaba que estando os
gerentes lá, é uma boa oportunidade pra você ir passando boas experiências pra turma que é mais
nova e está aprendendo. Além de você ver o risco de cada fase do projeto. Você vê assim “Beleza,
a gente vai em frente, mas sabe que tem esse risco”, então a gente compartilha o risco. Não fica só
na mão do dono do projeto ou do time que está realmente executando (Líder Projeto Y-A,
informação verbal).
60 | P á g i n a
Acho que tem que ter mesmo! Adiciona valor. Eu acho que, de novo assim, quando eu não sabia
era um “pé no saco”, mas depois que você começa a entender, é realmente bom, importantíssimo
(Líder Projeto Y-B, informação verbal).
ii) O representante de materiais se vê como espectador das reuniões de gate review e não
como membro ativo com poder de decisão.
Para mim, eu fico mais de espectador lá, porque é mais voltado para engenharia e qualidade, mas
eu acho que o pessoal debate muito as questões [...] Sou espectador, e fico prestando atenção a
estas questões (Líder Materiais Y, informação verbal).
iii) A efetividade da reunião pode reduzir pelo “medo” de exposição. Isso acontece
principalmente quando a pessoa não tem a justificativa para a falha ou problema.
[...] eles ficam com medo de serem expostos, ou talvez até mesmo levar “pro” lado pessoal. Meio
que “nossa, eu sou muito ruim, estou errando um monte de coisa”. Então eu acho que tem esse
ponto (Líder Projeto Y-A, informação verbal).
P: E a preparação para as reuniões. Você acha que gera certa tensão? R: Acho. P: É saudável ou
está passando do limite? R: Acho que é saudável, mas eu acho que a gente acaba deixando muita
coisa para a última hora e entra naquele ponto. Algumas ações não com tanta consistência como
deveriam (Líder Projeto Y-B, informação verbal).
P: Mas você sente ali, previamente ao gate, existe uma certa tensão? R: Com certeza. Não do gate,
mas assim a tensão de – o gate é amanhã, e eu preciso fechar minhas ações, e eu sei que para a
gente mudar de fase tem que estar todo mundo ciente de que a minha missão foi cumprida, e se eu
for questionada por alguma coisa que era da minha responsabilidade, eu tenho que dar uma
resposta de imediato. Se alguém me questionar alguma tarefa que é minha, eu tenho que estar
preparada para saber a resposta àquela tarefa. Não é uma tensão, mas uma tensãozinha, acho que
existe, não só da minha parte, mas do time inteiro. O líder do projeto fica tenso, o engenheiro de
manufatura fica tenso, porque teve que colocar uma experiência lá, que vai ser questionada. Acho
que isto é natural do ser humano (Engenheiro de Qualidade Y, informação verbal).
c. Descrição e análise do processo de DIP – Flexibilidade
A equipe em sua maioria enxerga o processo como engessado e alguns consideram que
esse engessamento é positivo, pois reduz o risco de falha e outros consideram que esse
engessamento é prejudicial pois reduz a velocidade do projeto.
Eu acho que ele é um pouco engessado. [...] Às vezes a gente chega à conclusão de que a fase que
a gente passou, a gente está confortável em seguir para frente, ir para a frente com o produto, a
gente sente que atingiu tudo o que poderia ter atingido, mas com o PI, se a gente não seguir todos
os objetivos, a própria ferramenta não te deixa ir para a frente (Engenheiro de Qualidade Y,
informação verbal).
61 | P á g i n a
Agora, com relação a “não fechou tantas ações”. Nós vamos mudar de fase? Acho que não tem
que ser flexível, até pela gerência. Ela tem que barrar (Engenheiro de Manufatura Y, informação
verbal).
d. A Implementação do processo de DIP na empresa
A equipe do projeto Y tem a percepção de que a introdução não foi bem feita (diferente da
percepção dos gerentes e da equipe do projeto X).
Fácil não foi, mas eu acho que tem um pouco desta coisa: nossa, PI? Todo mundo reclamava do
PI, e já vai com aquilo na cabeça. Eu acho que poderia ter sido melhor. Tem alguns detalhes,
coisas de sistema mesmo, e até da metodologia que poderia ter sido melhor, mas eu acho que
também houve uma dificuldade minha de entender e de pegar o espírito do negócio, para que
serve. De que não era aquele negócio que só queria barrar, que só queria burocratizar o negócio.
De uma forma geral, entender o que é, conseguir casar com a demanda do cliente, o que o cliente
precisa também, e até mesmo falar para ele – a gente não consegue esta agilidade, para a gente
conseguir ter uma introdução bem feita, para que os problemas descobertos no PI não passem
adiante. Quando isto ficou claro, mudou completamente o cenário (Líder Projeto Y-B, informação
verbal).
Acho que primeiramente era ter uma visão da ferramenta junto com as fases do projeto. Quando
eu comecei a fazer mesmo, não tinha esta visão das fases do projeto e da ferramenta. Recebia as
perguntas, ia ao líder do projeto e ele dizia. É isto, isto, isto. Ia conversando mesmo. Quando eu
comecei a trabalhar com esta ferramenta, não tinha nenhum conhecimento dela. Era assim: login
aqui, você vai ver suas ações aqui, e tal. Só isto (Engenheiro de Manufatura Y, informação
verbal).
Nas colocações dos membros da equipe, é clara a percepção de que eles começaram os
trabalhos no projeto sem ter pleno conhecimento da metodologia e da ferramenta. Isso se deu,
principalmente, porque a equipe foi sendo montada durante o projeto e vários membros da equipe
foram alterados já com o projeto em andamento e, por isso, essas pessoas não participaram dos
treinamentos iniciais.
Não, eu acho que assim, acredito que um tempo maior de sobreposição, de acompanhamento do
engenheiro de qualidade sênior que já estava acostumado com a ferramenta, o tempo de
sobreposição dela, continuando tratando os novos produtos, respondendo às perguntas no PCMS,
e um tempo maior entre mim e ela. Mas eu acho que isto não tem nem a ver com o AQP em si. A
situação daquele momento estava exigindo isto (Engenheiro de Qualidade Y, informação verbal).
e. Critérios de avaliação dos projetos
A equipe do projeto "Y" questionou bastante a forma como o sucesso é medido nos
projetos de DIP.
Eu acho que poderia abranger outras coisas (Líder Materiais Y, informação verbal).
Esse eu não acho tão legal. Hoje a gente olha muito o que aconteceu no evento [...] (Líder Projeto
Y-A, informação verbal).
62 | P á g i n a
4.4.1.4 Análise Comparativa das Entrevistas dos Três Grupos: Gerentes, Equipe do Projeto X e
Equipe do Projeto Y
Há uma forte convergência na percepção geral entre os três grupos (gerentes, equipe do
projeto X e equipe do projeto Y) de que a metodologia de DIPs adotada pela empresa agrega
valor e que auxilia muito na organização, na estruturação e no controle dos projetos reduzindo
assim o potencial de falha e aumentando as chances de que a introdução tenha sucesso. O
conceito de sucesso nesse caso seria a entrega dos produtos dentro dos prazos estipulados e
atendendo aos níveis desejados de qualidade e custo.
A equipe gerencial e a equipe do projeto X convergem com relação ao reconhecimento de
importantes avanços em relação à metodologia anterior (quando a metodologia atual ainda não
havia sido implementada). As convergências foram verificadas, principalmente, nos seguintes
itens: a) o processo hoje é muito mais automático e não dependente de atualizações individuais
feitas em uma planilha ou papel; e b) foi inserida formalmente no processo grande autonomia de
outras áreas funcionais, além da Engenharia que lidera o processo. A qualidade passou a ter
formas de exercer seu poder de controle e pode efetivamente barrar o processo quando este não
atingir um nível de qualidade considerado aceitável. Além disso, esses grupos não veem perdas
significativas em relação ao processo anterior que na percepção deles era pouco estruturado e
com poucas barreiras para reduzir o risco de fracasso.
A equipe do projeto Y não conseguiu emitir opinião concreta a respeito da comparação
entre a metodologia anterior e a atual uma vez que quatro dos cinco membros começaram a
trabalhar com DIP apenas após o lançamento da nova metodologia. O único membro da equipe
que de fato foi exposto às duas metodologias também ressaltou que o processo hoje é muito mais
automático e padronizado e que não depende tanto da experiência e conhecimento do líder do
projeto.
Durante as entrevistas, foram identificadas algumas diferenças na condução dos projetos
X e Y que podem ajudar a entender porque um deles foi considerado um projeto de sucesso e o
outro não obteve o mesmo nível de resultados.

63 | P á g i n a
a) Diferentes níveis de carga de trabalho entre as duas equipes
A quantidade de projetos de DIPs com a equipe Y, em um espaço curto de tempo, e a
pressão para a sua conclusão sem adição de recursos desde o início sobrecarregou a equipe e
comprometeu o rendimento.
O cliente Y” hoje tem passado por uma fase que são vários produtos, ao mesmo tempo, sendo
introduzidos. Então eu vejo que não é nem uma alteração que tenho que fazer “interno”, mas
deveria ter sido um planejamento mais claro. Ah! Nós vamos trabalhar com este produto agora e
ter um pouco mais de tempo para simular e aplicar tudo o que a ferramenta pode fazer. Eu acho
meio conturbado neste sentido (Engenheiro de Qualidade Y, informação verbal).
No caso do “cliente Y”, ele às vezes quer correr demais, e pelo PI/AQP a gente não deveria estar
fazendo isso. Se o resultado está ruim, a gente deveria repetir uma fase. Era isso que deveria
acontecer. Como o cliente não tem essa visão, e ele não está preocupado tanto com o que está
acontecendo na fábrica, e sim se eu estou entregando ou não [...] Por exemplo, ele não preocupa
com uma produtividade ou yield, então acaba que ele quer correr mais do que deveria. Então acho
que tem que estar bem alinhado (Líder Projeto Y-A, informação verbal).
Às vezes o próprio momento da célula. A introdução de vários projetos ao mesmo tempo e
também a carga de trabalho devido à situação em que está a célula. Se está muito enxuta para
trabalhar, as pessoas têm as atividades pesadas, às vezes você está com algum problema, tem que
se dedicar àquele problema e à solução dele, e ainda ter que acompanhar o PI também (Gerente de
Célula Y, informação verbal).
b) Diferentes níveis de preparo e experiência entre as duas equipes de projeto
Havia uma carga de trabalho muito grande no cliente Y e ao mesmo tempo pessoas novas
e sem uma formação abrangente e profunda o que dificultou a entender e implementar as ações.
Porém, com os vários projetos, a equipe foi amadurecendo on the job.
A equipe do projeto X conta com mais experiência e vivência em projetos de DIPs do que
a Y.
Eu tinha esta dificuldade quando eu entrei porque ainda não tinha conhecimento da ferramenta.
Assim na prática. Quando comecei a trabalhar com o PI/AQP, tive alguma dificuldade de
entendimento do que aquela pergunta queria de mim mesma. A resposta. Eu ia lá no “engenheiro
de qualidade sênior” e perguntava: o que eu preciso anexar aqui, qual evidência que eu preciso
para responder a esta pergunta? Ela me respondia uma coisa. Aí, “o outro engenheiro de
qualidade”, que também já mexeu com AQP, eu ia nele e fazia a mesma pergunta. O entendimento
dele era diferente. Aí eu sentava com o “líder do projeto”. Preciso colocar uma evidência aqui,
mas não sei o que esta pergunta está querendo dizer. Aí até escalava à “gerente de qualidade”
porque tinha mais experiência. Oi, o que isto aqui quer dizer, o que eu vou evidenciar? Até chegar
num consenso (Engenheiro de Qualidade Y, informação verbal).
Acho que a fase já passou, inclusive porque são vários NPIs não é? (Engenheiro de Qualidade Y,
informação verbal).
64 | P á g i n a
[...] eu acho que cada responsável do PI, ele tem que entender exatamente o que cada pergunta
está perguntando “pra” ele. Em alguns momentos eu vejo que a pessoa não entende. Ela já acha
que é uma fase futura, e ela vai e não faz direito aquela pergunta. Exemplo: lá na planejar
pergunta “Você definiu onde você vai fazer o CPK e o GRR (Gauge Repetibility &
Reproducibility)?”. Tem hora que o cara não faz, porque ele acha que ele deveria fazer o CPK e o
GRR. Na verdade só está perguntando onde ele vai fazer (Líder Projeto Y-A, informação verbal).
Certamente o “produto X” é o terceiro projeto aqui. A experiência já existia, a equipe era a
mesma, não é uma nova equipe. Então isto ajudou. Eles já tinham passado por várias outras
batidas de cabeça. Certamente esta experiência. O pessoal madura. Vejo o pessoal que nós temos
aqui na “workcell X”, é um pessoal que já passou lá pela workcell D, E, etc que é um mundo
diferente, e tem um nível de maturidade (Gerente de Negócios, informação verbal).
c) A influência do cliente no resultado
A percepção da equipe do projeto Y é que o cliente influenciou negativamente no
resultado do projeto. O mesmo não ocorre na percepção da equipe do projeto X. Os principais
impactos gerados pelo cliente na percepção da equipe do projeto Y foram: a) definição de metas
inalcançáveis; b) falta de informação com relação às especificações do produto; c) falta de
conhecimento e informação sobre o processo de DIP da empresa EMS; d) relação cliente-
fornecedor; e e) manufaturabilidade do produto.
Tem meta que a gente vê que o produto não dá. Então, falando do “cliente Y”, especificamente,
esse caso acontece. [...] Você cobra uma coisa que não existe (Líder Projeto Y-A, informação
verbal).
R: Porque, por exemplo: o “cliente X” é completamente diferente do “cliente Y”. O “Y” em
termos de qualidade é muito mais exigente e não é o caso do “X”. Tudo bem que todos têm os
níveis de qualidade, mas o “Y” tem muito mais detalhes no processo, no produto, [...], tem uns
cinco lá “pra” conversar com a gente. O “X” não é tão estruturado dessa forma. Então tem esse
fator cliente que também determina o sucesso ou não desse processo. P: A variável cliente então,
determina, porque ele pode colocar a barra em diferente nível. R: Sim. Em diferente nível
(Gerente de Qualidade, informação verbal).
R: No pouco que eu participei, não sei como é tratado o PI dentro do “cliente Y”, mas eu sinto às
vezes que o próprio cliente nem sabe o que quer para passar para a gente, entendeu? Não sei como
isto é tratado lá, se tem algo lógico, como é que é, mas eu acho que às vezes entra um pouco em
conflito. Internamente eles querem uma coisa, teve até um trabalho que o “líder do projeto” teve
que fazer para mostrar qual é a ligação com o que o “cliente Y” quer, as fases dela de PI, e as
nossas fases. Às vezes entra um pouco em conflito (Engenheiro de Qualidade Y, informação
verbal).
Isto depende muito do nível de exigência do cliente, o nível de conhecimento e experiência em
utilizar CMs para produção. Quando você vai introduzir isto em clientes que já estão acostumados
a trabalhar com CM, mesmo que eles não sejam tão organizados, eles entendem a metodologia,
eles entendem o conceito de se fazer um fluxo [...], de se ter documentos e requisitos de clientes
[...]. O problema é quando você pega um cliente que não conheça muito deste mundo de CM, que
65 | P á g i n a
estão fazendo a primeira terceirização, a primeira produção com CM, e aí, neste caso sim, gera um
pouco mais de conflito porque talvez eles não saibam os prazos corretos de introdução de produto,
talvez eles não saibam que tipo de informação realmente é necessário compartilhar [...] (Gerente
de Engenharia, informação verbal).
[...] o cliente “Y” especificamente, está colocando um projeto, nem sempre ele está com tudo na
mão. Ele está lançando o projeto, às vezes não tem o forecast, ele para o forecast no meio do
caminho, ele não tem um produto já definido, ele quer produzir mil unidades, ele quer comprar
pedaços de tape dos fornecedores, porque ele não quer pagar pelo custo do material em excesso,
ele tem que trocar de fornecedor por causa disto, você sabe que às vezes ele erra, não está com o
padrão legal, mas está mais barato, ele compra um pedacinho. Estes são pontos que a gente tem
criticado muito. E tem a maturidade do projeto no próprio cliente. Ela tem me jogado no buraco
(Gerente de Célula Y, informação verbal).
P: você diz assim, quando é um produto em que o cliente está quase em protótipo, saindo o
protótipo, aí é muito mais grave, não é? R: Muito mais grave. Você vai ter projeto que já acabou, e
não atingiu, para cliente ok, e para a gente não. Este foi um ganho, para mim. Este projeto está
ruim mesmo. Na hora em que voltar, como vai voltar? Antes você não tinha esta percepção. Hoje
você tem esta percepção bem clara. Entrou mal. Ele está desde o início ruim (Gerente de Célula Y,
informação verbal).
O que eu vejo no “cliente Y”, que deixa um pouco a desejar, até por parte do cliente, são as
questões de BOM (Bill Of Material). Às vezes eles aceleram um pouco o processo [...] e algumas
coisas ficam no meio do caminho. Quando as informações chegam, elas já estão atrasadas, porque
se chegou atrasado vira uma bola de neve. Questão de AVL (Available Vendor List) e questão de
BOM sempre atrasam. [...] Fica muita informação jogada no ar (Engenheiro de Manufatura Y,
informação verbal).
d) A percepção em relação ao software PCMS e à flexibilidade do processo
Um ponto que também chamou atenção nas entrevistas é que o grupo de gerentes é
unânime na opinião de que o processo atual é mais engessado, porém isso é necessário e adiciona
valor. Já as equipes dos projetos X e Y acham, em sua maioria, que há um exagero no
engessamento e pensam que tanto o sistema quanto a metodologia poderiam ser mais flexíveis.
No tocante ao quão amigável é o sistema PCMS, os gerentes e a equipe do projeto X gostam do
sistema e a equipe do projeto Y não, além de considerá-lo pouco amigável.
Eu acho que ele não é amigável (Engenheiro de Qualidade Y, informação verbal).
66 | P á g i n a
4.4.2 Descrever e Analisar os Resultados e Oportunidades em Função dos Fatores de Sucesso
4.4.2.1 Estratégia de Novos Produtos
Cooper (1998) identificou que a estratégia de novos produtos deve definir as
responsabilidades e metas do desenvolvimento e introdução de produtos dentro da estratégia
geral de negócios, deve definir a priorização de mercados e a formalização da estrutura
organizacional necessária.
Apesar da empresa EMS estudada não ter participação direta na definição da estratégia de
negócios e na inclusão da estratégia de DIPs dentro da estratégia de negócios dos seus clientes, a
questão fundamental, na ótica da empresa EMS, passa a ser como esse desdobramento da
estratégia de negócios, na estratégia de DIP chega à empresa EMS na percepção da mesma. Esse
desdobramento pode ter forte impacto no nível de complexidade, sofisticação e tecnologia
necessários aos produtos e afetar diretamente o sucesso dos projetos de DIPs dentro da EMS. Há
sinais de que isso possa ter gerado impacto negativo no resultado do projeto Y conforme
colocações abaixo.
[...] Acho que está mais relacionado ao produto. Alguns produtos têm algumas dificuldades, que
outros não têm. Da primeira produção, já se vê alguns pontos que não estão legais, a etapa do
processo, na printer não está legal, na inserção tem um componente que não está 100%, um
griper, alguma coisa assim, você já sente que ele vai te dar mais trabalho. Já têm outros que na
primeira produção você já tem um nível muito bom, na segunda muito bom, e não têm muita
diferença em relação a ferramentas e regras, etc. É mais relacionada a produtos mesmo
(Engenheiro de Manufatura Y, informação verbal).
Acho que é mais relacionado ao projeto, aos diferentes projetos aí. Tive alguns produtos que entrei
em contato com a “unidade” do Vietnam e tentei fazer um benchmarking com os caras para ver o
tipo de problemas que eles tinham, e estavam tendo os mesmos problemas da gente. Inclusive
sobre um produto, ele mandou umas cinco mensagens. Teve um feriado aqui, e quando voltei eles
estavam bem desesperados lá com este produto. Um dos que a gente tem problema aqui [...]
estavam bem desesperados mandando um monte de e-mails pedindo informação, perfil de
temperatura, e eles também enfrentam este tipo de problema em outros sites com alguns produtos.
Está mais relacionado a produto mesmo (Engenheiro de Manufatura Y, informação verbal).
A estratégia de produtos definida pelos clientes deve ser abrangente, clara e bem
comunicada inclusive para os fornecedores. Essa comunicação final é a parte que gera uma
percepção positiva ou negativa nos diferentes grupos dentro da empresa EMS em relação à
estratégia geral de novos produtos. Segundo Cooper (1998, 1996) isso pode ser avaliado da
seguinte forma:
67 | P á g i n a
(i) Através da definição de metas e objetivos para o conjunto de atividades associadas aos
novos produtos. O grupo do projeto X tem a percepção de que isso aconteceu de
forma apropriada e o grupo do projeto Y acredita que isso foi feito mas de forma
indevida com a definição de metas inalcançáveis. Essa inclusive pode ser uma das
explicações para os diferentes níveis de sucesso entre os projetos.
(ii) Através da definição do papel dos novos produtos para que as metas sejam atingidas
(isso deve ser claramente comunicado a todos). A forma como a empresa EMS
recebeu essa informação em ambos os projetos foi através de volumes, datas de
entregas, preços e níveis de qualidade.
(iii) Através da definição de arenas (áreas específicas de foco, como produtos, mercados
ou tecnologias específicos) para direcionar o esforço geral de novos produtos. Essas
arenas foram definidas em ambos os projetos em dois níveis principais. O primeiro foi
uma arena específica para comunicação entre as empresas na qual os diferentes times
de projetos definiram pela opção de vídeoconferências semanais, e dentro da empresa
EMS as principais arenas de destaque foram as reuniões de revisão de fase e o próprio
software PCMS no qual ocorreu grande nível de troca de informações referentes aos
projetos.
(iv) O processo de desenvolvimento de novos produtos deve demonstrar confiabilidade e
foco no longo prazo incluindo a existência de projetos de longo prazo e não somente
projetos incrementais de curto prazo. Isso ocorreu em ambos os casos. Tanto o projeto
X quanto o Y eram projetos de longo prazo com rupturas tecnológicas, porém o
produto do projeto X já chegou ao ponto de introdução estando mais amadurecido. A
empresa EMS demonstra grande preocupação e foco em ter um processo de DIP
robusto e capaz de suportar demandas de longo prazo.
4.4.2.2 Comprometimento da Alta Gerência
O comprometimento da alta gerência pode ser avaliado, principalmente, pela
disponibilidade de recursos financeiros, humanos e políticos necessários para alcançar os
68 | P á g i n a
objetivos e metas dos projetos de DIPs (González & Palacios, 2002; Cooper, 1996; Cooper,
1998).
É possível identificar que, na percepção dos gerentes, há recursos suficientes na equipe
que fez a implementação do projeto X, porém não se pode afirmar o mesmo com relação à equipe
do projeto Y. Há fatores no projeto Y (como o nível de demanda do cliente, o nível de tecnologia
e de processo e a maturidade da equipe) que elevam a necessidade de recursos. Isso fica claro na
seguinte colocação do gerente de engenharia:
A questão do “projeto X” ser mais simples e o “Y” ser mais complexo; a equipe do primeiro ser
mais madura, e o processo dele estar dimensionado de forma correta; a equipe da “workcell Y”
não estar dimensionada de forma correta; era compartilhada e foi trocada ao longo dos projetos, e
uma terceira coisa é que o “projeto X” rodou praticamente sozinho; na “workcell Y” a gente tinha
cinco introduções ao mesmo tempo. Um conflito de introduções no momento com o recurso que
tinham desenhado. Acho que compararia dessa forma, mas se você olhar a metodologia em si, se
você tiver os recursos bem dimensionados e conseguir segui-la, ela deveria ter o mesmo resultado
para ambos os projetos (Gerente de Engenharia, informação verbal).
A equipe do projeto X enxerga que o projeto foi um sucesso e que tiveram os recursos
necessários, incluindo um bom dimensionamento da equipe e tempo necessário para planejar e
implementar o projeto.
[...] foi que a gente teve um tempo razoável, um tempo certo de planejamento. O tempo que a
gente considerou de planejamento não foi uma fase pequena [...] Todas as áreas participaram
efetivamente [...] Então acho que o que foi fundamental foram planejamento e prazos bem
definidos (Líder Projeto X, informação verbal).
Eu entendo que os recursos que aconteceram na “workcell X” foram adequados (Engenheiro de
Testes X, informação verbal).
A equipe do projeto X considera que a alta gerência dá importância forte à introdução de
produtos e à metodologia sendo usada.
Senti que vem da alta direção uma importância muito grande desta fase de introdução de produto
[...] Eu vejo que o PI é muito cobrado, principalmente nas reuniões de gate, o pessoal dá muita
importância para isto, então acaba que quando a gente está realmente preenchendo as perguntas lá,
a gente coloca o máximo de evidência possível, tem uma análise maior, porque justamente a gente
vê a cobrança em cima disto, e a gente tem que fazer o melhor (Engenheiro de Qualidade X,
informação verbal).
Foi muito bem gerenciada a questão de documentação, e quando eu cheguei já estava em
andamento a questão de materiais. Compras teve um tempo hábil para fazer o processo andar.
Começar a comprar, chegar (Líder Materiais X, informação verbal).
69 | P á g i n a
A equipe do projeto Y tem uma percepção claramente diferente (e unânime) em relação à
disponibilidade de recursos para o projeto. Eles entendem que no momento do projeto eles não
tinham recursos suficientes porque vários projetos coincidiram ao mesmo tempo. Eles também
têm a percepção de que com a redução recente na quantidade de projetos paralelos hoje a
demanda está melhor adequada à capacidade de trabalho dentro da equipe. Houve um problema
real de alocação de recursos na percepção deles e isso pode ser uma das principais variáveis que
levaram às dificuldades no decorrer do projeto Y.
Depende da quantidade de NPIs. Se for 5, igual está acontecendo, não tem recurso suficiente não.
Eu creio que dois projetos. Dois projetos, eles dariam conta (Líder Projeto Y-A, informação
verbal).
Para fazer 4 ou 5 NPIs com certeza, não há recursos (Engenheiro de Manufatura Y, informação
verbal).
No início, não dava. No início, por causa da quantidade de novos produtos ficou muito apertado,
não só para mim, mas para o time inteiro. A carga de trabalho foi muito alta, mas agora já está
começando a estabilizar, porque a parte mais crítica já passou. A gente já está começando a
entender o que tem de problema em cada produto (Engenheiro de Qualidade Y, informação
verbal).
Achei um pouco pesado no começo, quando eles estavam com muitos NPIs. Estavam com uma
carga bem pesada, porque era muita informação, e não era informação tão clara [...] (Líder
Materiais Y, informação verbal).
4.4.2.3 Clara Definição, Antes do Desenvolvimento, dos Principais Conceitos e Especificações
do Produto
A literatura acadêmica considera esse item como sendo a definição, antes do estágio de
desenvolvimento, de itens como o mercado alvo, as necessidades, desejos e preferências dos
clientes, o conceito do produto e suas especificações e requisitos (Cooper & Kleinschmidt, 1987;
Cooper & Kleinschmidt, 1988; Cooper, 1990; Cooper, 1996; Coopper, 1995). É fato que a
empresa EMS, em muitos de seus projetos, não possui toda essa visibilidade. Porém, ela pode
sofrer grande impacto com a necessidade de alterações no produto em etapas avançadas do
70 | P á g i n a
projeto de DIP para acomodar alterações no produto oriundas da não realização de alguns desses
itens.
A equipe do projeto Y tem a percepção de que há valor no recebimento e validação prévio
da especificação do projeto e também de que um dos dificultadores do projeto Y foi justamente o
atraso ou retrabalho nas informações sobre especificações do produto. Esse problema não foi
identificado no projeto X e essa é uma das possíveis explicações que diferenciaram fracasso e
sucesso entre os dois projetos.
Não tem, não tem. Aí tem muitas informações que o cliente nem te passou [...] Muita frequência.
Praticamente todos. (Engenheiro de Manufatura Y, informação verbal).
Quando é um produto que simplesmente é jogado aqui, não tem muito apoio, e o próprio cliente
não tem muito conhecimento daquele produto, acho que a tendência de dar errado é muito maior
(Engenheiro de Qualidade Y, informação verbal).
O time gerencial vê a necessidade de participação da empresa influenciando a definição das
especificações dos produtos. Essa participação e introdução de potenciais mudanças no início
seria importante para garantir um processo de produção eficiente e robusto. Após a introdução, as
correções são muito mais difíceis do que uma introdução já correta.
E eu brinco muito naquela situação de nós, na empresa, não somos desenvolvedores, né? Então a
nossa contribuição no 6Sigma tá na manufatura e no processo. E, se nasceu 3Sigma, ele vai morrer
3Sigma, vai [sic] se gastar milhões e não vai fazer isso virar 6Sigma. Então, essa visão que a área
comercial tem que ter de aceitar uma determinada requisição de um cliente de parâmetros que não
são atingíveis, porque ele já nasceu 3Sigma, ou seja, está pedindo uma tolerância de alguma coisa,
um parâmetro que ele já é fora da capacidade do próprio maquinário, das pessoas de executarem
[...] Se eu aceito uma demanda de cliente para garantir uma tolerância em milésimos e meu
equipamento é uma trena que me dá tolerância em milímetros, o que eu tô [sic] fazendo? Já tô
[sic] começando uma luta perdida (Gerente de Célula X, informação verbal).
4.4.2.4 Produtos Diferenciados
Um dos fatores críticos de sucesso dos projetos de desenvolvimento e introdução de
produtos bem sucedidos é que eles entregam produtos com vantagem competitiva, ou seja,
diferenciados, com benefícios únicos e valor superior para os clientes (Cooper, 1996).
Nos projetos estudados, a empresa EMS não participou de definições diretas sobre
funcionalidades e focos de mercado dos produtos desenvolvidos. Algo que é comum a empresa
realizar são análises de manufaturabilidade dos produtos, o que pode levar a alterações nos
projetos. Nos dois projetos estudados, as análises foram realizadas, porém os clientes não fizeram
71 | P á g i n a
as alterações requeridas nos projetos com o argumento de que os custos das alterações seriam
elevados em decorrência do atual estágio de desenvolvimento.
O desenvolvimento de um produto diferenciado pode demandar novas tecnologias de
manufatura e industrialização e, com o objetivo de elevar as funcionalidades, o projeto pode criar
um produto que seja impossível de se manufaturar em larga escala a um custo competitivo. A
participação das empresas EMS desde as fases iniciais do projeto e a participação efetiva na etapa
de desenvolvimento pode reduzir esse risco, assim como os custos dos projetos.
4.4.2.5 Processo DIP de Alta Qualidade e Formal
É característica dos projetos que falham gastos não lógicos e difíceis de explicar (Cooper
& Kleinschmidt, 1988). Projetar e implementar um processo de novos produtos de alta qualidade
e formal (como o stage-gate®
) é um dos fatores críticos para o sucesso no desenvolvimento e
introdução de produtos (Cooper, 1998; Cooper, 1996).
Com a pesquisa documentacional e com as entrevistas, constatou-se que a empresa possui
um processo formal de DIPs baseado na metodologia de stage-gate®
. Esse processo é muito
apreciado e reconhecido pelos três grupos pesquisados dentro da empresa e há real
reconhecimento de que esse processo agrega valor e auxilia na organização, na estruturação e no
controle dos projetos reduzindo assim o potencial de falha e aumentando as chances de que a
introdução tenha sucesso.
Abaixo segue análise da metodologia da empresa EMS segundo características de um
processo de alta qualidade definidas por Cooper (1996):
i) É dada ênfase na antecipação do trabalho e dos riscos;
A metodologia adotada pela empresa dividiu o processo em fases e pontos de revisão
seguindo o conceito de que é necessário aprovar o ponto de revisão para avançar para a seguinte
fase. Esse é um conceito de mitigação de riscos uma vez que força a resolução dos problemas
antes das produções. Foi constatado que há respeito por esse processo e de fato o avanço de uma
fase para a outra somente ocorre com prévia aprovação do ponto de revisão. A oportunidade é
72 | P á g i n a
que algumas vezes os pontos de revisão podem ser aprovados sem a perfeita execução das ações
por pressões de prazo ou falta de informação por parte do cliente.
Bem, eu acho que a gente faz o control plan na hora certa, a gente elabora a
documentação na hora certa. Outra coisa que eu acho que a gente sempre está fazendo, é a
validação da BOM antes, também. A gente já fazia, mas, de novo, ficava na base da
experiência. Acho que essas coisas estão funcionando bem (Líder Projeto Y-A,
informação verbal)
ii) É realizada definição detalhada, precisa e antecipada das definições do produto;
A especificação do produto no caso da EMS é normalmente feita pelos clientes.
Acontecem casos nos quais isso é feito de forma robusta e antecipada (projeto X) e há casos nos
quais isso é feito de forma frágil e atrasada (projeto Y) gerando impactos sobre a execução e
resultados dos projetos. Entretanto, é importante ressaltar que o processo da empresa EMS foca
nessa definição detalhada do produto e possui pontos de verificação antecipada desse item. Na
prática há uma barreira forte por ser um item que depende do cliente e algumas vezes esse
simplesmente não possui ou não consegue disponibilizar a informação correta no tempo correto
(00-ME20-PI-001).
iii) A voz do cliente é evidente do início ao fim do processo;
A empresa EMS não consegue captar diretamente a voz do cliente final que irá
efetivamente utilizar os produtos sendo introduzidos, mas o processo da EMS foi desenhado para
capturar a voz da empresa cliente para a qual ela vende o serviço de fabricação. Essa voz, dentro
da empresa, é descrita como os requisitos de cliente e podem ser extraídos de contratos,
documentos, reuniões ou e-mails. É parte do processo capturar esses requisitos, transformá-los
em especificações mensuráveis e introduzi-los no processo (00-ME20-PI-001).
iv) Os pontos de decisão go/kill são difíceis;
A importância dos pontos de decisão é reconhecida por todos os grupos entrevistados.
Nesses pontos há efetiva participação gerencial e os grupos entendem que há compartilhamento
de responsabilidades. Há, também, um certo nível de pressão e receio de que o ponto de revisão
não seja aprovado conforme apontado em algumas entrevistas. Isso mostra que há, efetivamente,
pelo menos um grau mínimo de dificuldade na aprovação dos pontos. Também foi constatado no
73 | P á g i n a
sistema PCMS que ocorreram algumas rejeições de fase durante alguns projetos existentes na
planta (incluindo uma fase do projeto Y).
Há, entretanto, uma limitação. Várias das informações necessárias para se aprovar uma
determinada fase devem vir do cliente e algumas vezes esses clientes não possuem a informação
ou têm dificuldades internas para disponibilizá-las. Nesse caso podem ocorrer aprovações de fase
sem as devidas condições mínimas por falta de alternativas viáveis. Isso foi detectado no projeto
Y.
v) Há foco na qualidade da execução;
O processo da empresa (00-ME20-PI-001) possui a característica de forçar a evolução da
qualidade de execução com o passar do tempo. Todas as ações assim que realizadas devem ser
atualizadas no sistema PCMS com as devidas evidências (fotos, planilhas, registros etc) e essas
ações e evidências são verificadas pelo líder do projeto ou pelo engenheiro de qualidade antes do
efetivo fechamento da ação no sistema. O que aconteceu em várias ações é que, quando as
evidências são rejeitadas, a ação retorna para o dono original que precisa melhorar a
implementação ou a evidência para que o projeto avance. Quando esse retrabalho acontece com a
mesma pessoa, algumas vezes ela acaba por elevar o nível com a intenção de reduzir o índice de
retrabalho e a sua exposição como profissional.
vi) Trata-se de processo completo, porém rápido e flexível.
É importante que os processos sejam flexíveis para que possam acomodar os riscos e
naturezas dos diferentes projetos. Especificamente nesse item há uma visão contraditória entre os
gerentes da fábrica e os times de execução. Os gerentes entendem que o processo é engessado e
que isso é necessário para garantir um nível mínimo de padronização e qualidade da execução.
Eles também entendem que tendo as devidas aprovações existe flexibilidade no processo, sendo
possível cancelar ou mover ações, alterar datas ou mesmo cancelar fases inteiras. Os times de
execução, que enxergam um processo bastante engessado, reclamam que é difícil obter essas
aprovações e fazer essas alterações mesmo quando elas são necessárias.
74 | P á g i n a
4.4.2.6 Pequenos Times Multifuncionais
Organizar em torno de pequenos times multifuncionais faz com que seus membros
comuniquem e coordenem atividades de forma mais eficiente, faz com que tomem decisões mais
rapidamente, reduz custos e incentiva o envolvimento dos membros da equipe de ponta a ponta
nos projetos (Arnold & Floyd, 1997).
Os times de projeto da empresa EMS estão organizados como pequenos times
multifuncionais, ou seja, os integrantes de diferentes áreas funcionais são liderados por um líder
de projeto, responsável por todo o projeto do início ao fim, estão alocados no mesmo espaço
físico e com tempo, recursos, autonomia e responsabilidade pelos resultados.
Essas equipes podem ter mais de um projeto ao mesmo tempo e assumem tanto
responsabilidades de projetos de DIPs quanto de atividades de monitoramento, controle,
correções e melhorias em processos já existentes, porém sempre suportando o mesmo cliente.
Essas equipes possuem foco multifuncional nos problemas e trabalham de forma
simultânea. A própria metodologia e o sistema forçam isso uma vez que distribuem ações em
paralelo para diferentes pessoas.
Há a percepção no time gerencial de que, quando o novo processo foi implementado, a
resistência foi grande. Também há convergência para o fato de que o engajamento está
aumentando com o tempo e que ele não é uniforme entre as áreas, mas a uniformização está
melhorando. É provável que a organização em pequenos times multifuncionais esteja
contribuindo com esse maior engajamento pela proximidade e envolvimento entre as pessoas. As
opiniões também convergem no que se refere ao envolvimento das diferentes áreas: aquelas mais
envolvidas nos projetos de DIP são as mais compromissadas com o processo e as menos
envolvidas pela natureza de suas atividades são as menos engajadas e as que têm menor
compreensão sobre o processo completo e as razões para que ele exista. Se essas áreas não
fossem lideradas pelo mesmo líder de projeto e estivem isoladas em silos funcionais seria
esperado maior dificuldade para elevar os níveis de engajamento.
Eu vejo que, desde que a gente implantou o primeiro produto do “cliente X”, existia uma
resistência. Por que tem que fazer esta fase aqui? Por que tem esta fase aqui? O negócio aqui na
“workcell X” é diferente, e então a gente tem que se policiar nisto. Hoje já não escuto mais isto. Já
está entrando no ritmo (Gerente de negócios, informação verbal).
75 | P á g i n a
Eu vejo que, em termos de compromisso, as áreas que são mais afetadas, que têm mais atividades,
tipo engenharia, qualidade, eu vejo um nível de comprometimento maior. As outras áreas que têm
uma pequena parcela de contribuição, tipo a de materiais e mesmo manufatura, eu ainda vejo que
temos um trabalho a ser feito. Não é que está ruim, já está melhor. Eu vejo que esse processo
nosso não está 100% efetivo, mas estamos em uma linha crescente, numa tendência positiva, mas
nós não estamos ‘lá’, não (Gerente de qualidade, informação verbal).
Aqui, por ela ter sido comprada pela gerência foi bem tranquilo. Outras áreas que não participam
tanto da introdução, você vê uma resistência maior, como por exemplo a área de materiais. Já
escutei várias vezes – por que a gente tem que preencher isto? A gente já sabe fazer, mas acho que
são áreas que estão mais distantes do processo [...] Acho que tem acontecido sim, uma compra
gradual, que evoluiu ao longo do período (Gerente de engenharia, informação verbal).
Um problema também levantado foi a perda de desempenho na execução pelo conflito de
prioridades. Os times de projeto não são exclusivamente dedicados a um projeto. Eles podem ter
de um a oito projetos e, também, devem dar suporte a produtos correntes. Esse era o caso da
equipe do projeto Y que naquele momento conduzia um total de cinco projetos.
Às vezes o próprio momento da célula. A introdução de vários projetos ao mesmo tempo, e
também a carga de trabalho devido à situação em que está a célula. Se está muito enxuta para
trabalhar, as pessoas têm as atividades pesadas, às vezes você está com algum problema, tem que
se dedicar àquele problema e à solução dele, e ainda ter que acompanhar o PI também (Gerente de
célula Y, informação verbal).
Na equipe do projeto X, há o sentimento de que o resultado é bom, de que há o
envolvimento da equipe e de que os projetos são bem executados. Um dos fatores que pode ter
contribuído para isso é que a equipe X tinha apenas um projeto de DIP que era exatamente o
projeto X. Apesar disso, ainda há o entendimento de que existem oportunidades.
Num todo, o pessoal está bem comprometido e está executando muito bem a ferramenta. O
resultado, acho que está lá em baixo, também, não é? Quem acompanha vê os resultados do
projeto (Engenheiro de qualidade X, informação verbal).
Se amanhã eu tiver um produto, eu coloco “nessa empresa” para fazer para mim, porque é
extremamente organizada, e todo mundo tem esta preocupação [...] É quase um medo de não
conseguir atender aquela expectativa. É bem comprometido (Líder materiais X, informação
verbal).
P: Essa questão do engajamento: como você acha que é esse engajamento, o que você sente?
Como era antes da metodologia ser implementada, como é hoje? R: Eu sinto que antes da
metodologia era muito ruim. Quando foi implementada, melhorou um pouco e hoje ainda temos
vários gaps. Aí acaba passando por várias áreas. Tem hora que o próprio gestor do projeto deixa
passar um pouco, não puxa a reunião com a frequência certa. Mas o pessoal, algumas vezes,
prioriza as coisas do dia a dia nas células e acaba dando pouca importância. Então, hoje ainda tem
o que melhorar, mas comparando com o antes e o início, hoje está bem melhor. Hoje o pessoal já
usa melhor a ferramenta, já sabe o que tem que fazer na ferramenta, já preenche as ações com
mais cuidado. Sabem que aquilo ali é crítico para acontecer a produção em si, o projeto em si,
76 | P á g i n a
dentro da fábrica. Então acho que olhando por esse lado melhorou bastante (Líder projeto X,
informação verbal).
4.4.2.7. Engenharia Simultânea
A essência da estrutura organizacional adotada pela empresa EMS, a metodologia adotada
e o sistema PCMS forçam o trabalho paralelo dentro de uma mesma fase incentivando a
engenharia simultânea. Ações correlacionadas e com diferentes envolvidos são disparadas para
todos os envolvidos simultaneamente quando dentro de uma mesma fase. A metodologia força a
conclusão completa de uma fase para que o projeto avance. Por isso, ações que estão em
diferentes fases são tratadas de forma sequencial pela empresa.
A ideia perfeita aí surgiu justamente de se mesclar [...] fazendo com que as atividades se
intercalassem, trabalhassem em paralelo ou não, mas no decorrer do tempo. Isso foi bem legal,
porque evita-se de que ou a área de engenharia ou a área de qualidade e até essas áreas dentro
delas mesmas façam [...] produzam e não gastem horas de serviço em coisas que não vão pra
frente. Então o fato de um estar validando o outro, durante o processo, evita que chegue lá no dia
da introdução de produto e tenha uma péssima surpresa. Então essa jogada em paralelo entre
qualidade e engenharia para mim foi a grande sacada do processo de PI/AQP (Gerente de célula
X, informação verbal).
4.4.2.8. Equipes de Projeto
As organizações voltadas a projetos são importantes arranjos para gerenciar questões de
tempo e processos de conhecimento local em projetos de introdução de novos produtos dentro da
firma. Sem essa organização, as orientações de tempo e de processos de conhecimento ficam
dispersas (Sönderlund, 2002). A organização por equipes de projeto facilita a formação de times
multifuncionais e vice-versa.
A organização adotada pela empresa EMS é um misto de organização voltada a projetos e
organização voltada a processos. A estrutura é matricial e existem os pequenos times
multifuncionais direcionados a projetos, porém essa não é a única atividade desses times. Eles
podem estar em diferentes projetos simultaneamente e também atendendo demandas de processos
correntes específicos.
A estrutura matricial da empresa pode ser visualizada na figura 3 na qual as equipes são
dedicadas por cliente. Esse modelo pode gerar sobrecarga, mas irá depender da demanda que
77 | P á g i n a
outras atividades colocam sobre os membros da equipe. Constatamos que essa sobrecarga ocorreu
no projeto Y, mas não há fortes indícios de que tenha ocorrido no projeto X.
4.4.2.9. Foco no Mercado
Há consenso na literatura de que os projetos de desenvolvimento e introdução de produtos
devem ser construídos com base na necessidade dos clientes, o que pode ser alcançado com a sua
participação efetiva, com estudos preliminares e detalhados de mercado, com testes com clientes
e testes de campo (Cooper, 1996; Karlsson & Ahlstrom, 1996; Arnold & Floyd, 1997). Alguns
autores reforçam que informações de mercado devem ter um papel decisivo do início ao fim do
projeto (Cooper, 1996; Cooper, 1995).
A empresa EMS normalmente não tem, e de fato não teve nos projetos X e Y, nenhuma
participação nas atividades de screening iniciais e nas avaliações preliminares de mercado para
entender as necessidades dos clientes. A forma como essas necessidades são desdobradas de sua
origem até a empresa EMS ocorre por meio de metas e especificações dos produtos. Quando o
cliente da empresa EMS consegue passar especificações que condizem com a necessidade real
dos clientes, é inevitável que os custos das introduções e seu tempo sejam otimizados. Isso
acontece, principalmente, porque as eventuais necessidades de retrabalho são minimizadas. Há
evidências de que o nível de alterações de engenharia no projeto Y foi bastante superior aos
encontrados no projeto X e essa pode ser uma das causas para os diferentes níveis de sucesso
entre os projetos. Não foi evidenciado que tais alterações de engenharia são de fato decorrentes
de um mau mapeamento inicial das necessidades dos clientes. Elas podem também ter sido
originadas a partir de problemas técnicos ou de desenvolvimento.
4.4.2.10. Liderança Efetiva
A liderança efetiva pode ser percebida quando há um compromisso de longo prazo com os
DIPs e quando as equipes estão de acordo a jogar conforme as regras do jogo mesmo com as
inevitáveis pressões de tempo e quando os canais de comunicação e os modelos de trabalho são
claros, respeitados e disseminados dentro da organização (Cooper, 1996; Sönderlund, 2002).
78 | P á g i n a
No caso da empresa EMS, pôde ser constatado um bom nível de liderança nos projetos.
As regras são seguidas pelos membros da equipe (mesmo com as pressões por velocidade),
existem canais de comunicação e modelos de trabalho que penetram a organização rompendo
silos. A participação das lideranças nos gates ajuda a estreitar os laços e a reforçar a importância,
visão e objetivos dos projetos e a manter o senso de urgência elevado e foco nas datas acordadas.
Vem uma metodologia, uma forma estruturada de a gente conduzir a introdução de um novo
produto na empresa. Com qual objetivo? Que eu consiga nascer um produto redondo. Um
processo à prova de falhas, de forma que eu tenha uma produção em massa, atingindo os targets
que são estabelecidos pelo cliente (Gerente de Qualidade, informação verbal).
Começou a forçar o pessoal realmente a fazer. Antes eles falavam que faziam, na minha opinião,
acho que talvez faziam, mas não aprofundavam tanto, e com o sistema e com a qualidade
validando também, começaram a fazer. Ah não, vão rejeitar, então vamos fazer (Engenheiro de
Qualidade X, informação verbal).
O compartilhamento de informações que a gente tem hoje ajuda muito. A gente consegue fazer
isto se a gente estiver aqui, ou se a gente estiver fora da empresa. A gente não tem esta dificuldade
(Líder Materiais X, informação verbal).
Eu vejo que não existia um formato específico. Cada um usava uma planilha, não seguia uma
sequência, muitas vezes a gente esquecia alguma etapa, corria para fechar aquilo que tinha
deixado para trás; na minha mente eu via isto. Um processo que existia, muitas vezes guiado pelo
próprio cliente, e a gente não tinha aquela ferramenta robusta para dizer: “Não, eu tomo conta
disto. Eu sou o owner desta introdução, e nós é que vamos fazer isto daqui.” Não havia este
processo tão maduro e tão formal (Gerente de Negócios, informação verbal).
4.4.2.11. Competências Individuais e Qualidade de Execução
A ignorância (quando as pessoas não sabem o que precisa ser feito para obter sucesso) e a
falta de habilidade (quando as pessoas não sabem como executar as principais tarefas) são fatores
que impedem o sucesso na introdução de novos produtos (Cooper, 1996). No caso da empresa
EMS, o time gerencial enxerga as competências individuais e a qualidade da execução como
fortes fatores de influência no resultado dos projetos.
Certamente o "projeto X" é o terceiro projeto aqui. A experiência já existia, a equipe era a mesma,
não é uma nova equipe. Então isso ajudou. Eles já tinham passado por várias outras batidas de
cabeça. Certamente esta experiência. O pessoal madura. Vejo o pessoal que nós temos aqui na
“workcell X”, é um pessoal que já passou lá pelo cliente D, E, etc que é um mundo diferente, e
tem um nível de maturidade (Gerente de Negócios, informação verbal).
R: [...] é uma ferramenta que depende da ação de quem está conduzindo né? Então, dependendo
do nível de maturidade de quem está ali por trás, avaliando cada questão, é que vai realmente, que
79 | P á g i n a
veremos o resultado em termos de processo robusto [...] P: O que é maturidade. Qual a diferença
de uma pessoa madura, uma não madura? R: Na minha visão, claro, o primeiro seria a formação.
Então seria o básico. A pessoa formada em engenharia, no caso do engenheiro de projeto; formado
em qualidade, no caso do QE. Mas é a bagagem, a experiência, já ter vivido, já ter passado por
vários projetos. Porque, aí, a pessoa vai pegando aquela bagagem e já tem várias lições aprendidas
que ele consegue na hora já aconteceu daquele jeito, então é assim são esses dois fatores:
formação com experiência (Gerente de Qualidade, informação verbal).
Especificamente com relação aos projetos X e Y, a percepção coletiva nos três grupos é
que as competências individuais e a qualidade de execução foram fatores determinantes para os
diferentes níveis de sucesso entre os dois projetos. A equipe do projeto X era mais madura e
experiente e demonstrou um patamar mais elevado na qualidade da execução.
[...] E a outra pode ser que esse risco nem foi detectado. Talvez por imaturidade do time que está
trabalhando naquele projeto, que não conseguiu levantar os riscos adequadamente (Líder Projeto
Y-A, informação verbal).
A ferramenta, com o tempo, força a elevar o nível de execução da equipe. Os membros da
equipe precisam adicionar as evidências das ações implementadas em um sistema e elas precisam
ser aprovadas pela engenharia de qualidade e outros aprovadores. Quando esses aprovadores não
aprovam, a ação retorna para o responsável e ele precisa fazer correções. Esse processo de
validação faz com que a pessoa aprimore a implementação da ação com a finalidade de obter
aprovação.
Começou a forçar o pessoal realmente a fazer. Antes eles falavam que faziam, na minha opinião,
acho que talvez faziam, mas não aprofundavam tanto, e com o sistema e com a qualidade
validando também, começaram a fazer. Ah não, vão rejeitar, então vamos fazer (Engenheiro de
Qualidade X, informação verbal).
Eu tive um pouco de dificuldade de entender o processo todo, de entender as ações, e em que nível
que eu tinha que chegar às ações; as observações, eu não prestava muita atenção nelas, mas com o
“líder do projeto” foi bem tranquilo. Eu entendi rápido. Devolvia muita ação minha, e eu já fui
fazendo ações mais consistentes. Eu acho que tem que barrar no próximo nível. Barrando no
próximo nível, no que faz as ações mesmo, ele vai ficar mais atento ao fechamento das ações [...]
A minha compreensão hoje é bem tranquila. Consigo compreender as ações, consigo compreender
as fases bem, hoje no sentido de compreensão está legal (Engenheiro de Manufatura Y,
informação verbal).
É claro que, além das competências individuais, há outros fatores que podem atrapalhar o
nível de qualidade da execução, como a própria compra pela equipe de que o processo e a
metodologia agregam valor, um bom dimensionamento dos recursos e pressões de tempo dentro
de limites razoáveis.
O que eu vejo é que, quem não entende realmente o que seja a ferramenta, acha que seja
dificultador, ou que seja um peso. Ai, nossa, que saco! Tem que fechar as ações do PI. Para quem
80 | P á g i n a
entende mesmo, já não tenta enrolar com uma ação que não vai colar. Quem já entendeu sabe o
que realmente nós já sabemos, mas o time num todo, no meu ponto de vista, pensa que não é [...]
Acho que está mudando, sim. Principalmente pelo fato de eu ter compreendido melhor, e estar
conseguindo direcionar melhor, e também por este fato de estar tentando fazer o acompanhamento
mais de perto, não esperar chegar na última hora e só cumprir tarefa. O negócio é realmente um
check list bom que te guia e se fizer aquilo, não que não vá ter problema, mas 80 a 85% dos
problemas vão estar cobertos (Líder projeto Y-B, informação verbal).
Acho que o grupo vê o PI/AQP como uma grande ferramenta que ajuda numa boa produção, mas
quando aperta, o objetivo do grupo não é fazer o PI/AQP bem para introduzir bem um produto. É
fechar todas as ações [...] Por falta de dados, por falta de especificações, você joga ações para a
próxima fase [...] a ME ia jogar 8 ou nove ações para a próxima fase. Então não tem sentido você
fazer aquela fase. É melhor você adiar, esperar as informações virem, do que você jogar para a
próxima fase. Na próxima fase você terá o dobro de ações com um tempo menor, e aí você falha.
Vamos fechar isto tudo aqui. Aí começa a fechar, fechar, fechar. Aí o projeto vai empurrado
mesmo (Engenheiro de manufatura Y, informação verbal).
Às vezes a gente tem outras prioridades que são mais urgentes que o PI. Um problema na
produção, no suporte, alguma coisa assim, que dependa da estrutura que a gente tem na célula. A
gente não vai ter estes níveis de suporte [...] Acho que o nível de comprometimento é muito bom,
mas às vezes vai faltar um tempo de dedicação, mas a pessoa está comprometida em fechar, está
comprometida em atender [...] (Engenheiro de Manufatura Y, informação verbal).
Antigamente, como o volume era muito alto, o comprometimento existia, mas o recurso era
limitado, e a gente não conseguia fazer. Agora, o comprometimento é o mesmo, porém como a
gente está mais tranquilo, pois a fase pior já passou, a gente consegue olhar as tarefas com um
tempo maior, tenta ter mais acuracidade na informação da tarefa, [...] Porque às vezes a pessoa
está comprometida em entregar aquilo, mas alguma coisa a impede de entregar. Estas atividades
do dia a dia, outra coisa que naquele momento virou prioridade. O comprometimento é o mesmo,
porém ela às vezes deixa de focar no PI para apagar um incêndio de um produto que já é corrente.
Entendeu este sentido que eu estou querendo dizer? Às vezes tem uma coisa que virou urgência,
até uma requisição ou a solicitação do cliente virou urgente, então ela acaba deixando o PI em
segundo plano (Engenheiro de Qualidade Y, informação verbal).
4.4.2.12. Ferramentas e Técnicas Usadas na Execução de Projetos de DIPs
A empresa EMS utiliza o sistema PCMS que contém toda a lógica de fases, pontos de
revisão, escalações, além dos check lists com as ações que devem ser implementadas. O sistema
também é uma importante arena de comunicação entre os membros das equipes de projeto.
Quando uma determinada fase tem início no sistema, todos os membros da equipe são
informados automaticamente por e-mail tanto sobre o início da fase quanto sobre as ações que lhe
foram atribuídas. As atualizações no sistema pelos membros das equipes sobre o andamento das
suas respectivas ações também são informados às demais pessoas diretamente envolvidas.
81 | P á g i n a
Quando a implementação da metodologia foi feita, o sistema (software) não era amigável
e isso tornou a implementação mais difícil uma vez que a resistência à ferramenta começou a
transformar-se em resistência à metodologia e ao processo. Isso foi solucionado quando foi
lançada a segunda revisão do sistema que era muito mais amigável. Ambos os projetos, X e Y, já
iniciaram na segunda versão da ferramenta.
Além de você estar introduzindo a metodologia, e entrando com um processo na cabeça das
pessoas, você ainda vem com uma ferramenta que não ajudava, que não era legal, que mudou
totalmente quando veio a evolução para a ferramenta dois (Gerente de Engenharia, informação
verbal).
Ele não é difícil de usar, não. Ele é simples de usar, melhorou muito em relação ao outro, acho que
até em confiabilidade porque a lentidão, a velocidade, principalmente do 2, aumentou muito em
relação ao outro (Gerente de Célula Y-A, informação verbal).
[...] é uma excelente ferramenta. Não vejo dificuldade na utilização (Engenheiro de Testes X,
informação verbal).
Eu tinha alguns problemas relacionados com aquele antigo, o PCMS-1. Muito "buguezinho"
mesmo. Este novo é muito fácil de mexer. [...] A ferramenta é muito boa mesmo! Eu ainda não
tive nenhum problema com ele na questão de sistema. Muito bom de mexer, tranquilo
(Engenheiro de Qualidade X, informação verbal).
Algumas vantagens que a equipe reconhece na ferramenta são: velocidade,
compartilhamento da informação, acuracidade da informação e processo de validação robusto.
O compartilhamento de informações que a gente tem hoje ajuda muito. A gente consegue fazer
isto se a gente estiver aqui, ou se a gente estiver fora da empresa. A gente não tem esta dificuldade
(Líder Materiais X, informação verbal).
A equipe do projeto Y tem a mesma percepção da equipe do projeto X de que a primeira
versão da ferramenta era muito ruim, porém, eles ainda enxergam importantes limitações na
segunda revisão do sistema e não reconhecem o sistema como uma interface amigável.
Eu acho que ele é um pouco confuso (Líder Projeto Y-B, informação verbal).
Igual eu te falei. No início eu tinha certa dificuldade para trabalhar com ele, mas aí comecei a
mexer, começa a perguntar, e aos poucos você consegue trabalhar com ele tranquilo, mas
amigável, muito amigável, acho que não (Engenheiro de Manufatura Y, informação verbal).
Eu acho que ele não é amigável (Engenheiro de Qualidade Y, informação verbal).
Provavelmente essa diferença de percepção entre os grupos dos projetos X e Y venha de
um treinamento deficiente fornecido ao grupo do projeto Y. Quando ocorreu a implementação
inicial do sistema, os envolvidos passaram por pelo menos vinte horas de treinamentos sobre o
sistema e também sobre o processo diretamente com os desenvolvedores. A equipe do projeto X
82 | P á g i n a
participou desse treinamento na íntegra, porém a equipe do projeto Y foi formada após a
implementação e todo o esforço inicial de treinamento.
Acho que primeiramente era ter uma visão da ferramenta junto com as fases do projeto. Quando
eu comecei a fazer mesmo, não tinha esta visão das fases do projeto e da ferramenta. Recebia as
perguntas, ia ao líder do projeto e ele dizia. É isto, isto, isto. Ia conversando mesmo. Quando eu
comecei a trabalhar com esta ferramenta, não tinha nenhum conhecimento dela. Era assim: Login
aqui, você vai ver suas ações aqui, e tal. Só isto (Engenheiro de manufatura Y, informação verbal).
[...] Acredito que um tempo maior de sobreposição, de acompanhamento da “QE sênior” que já
estava acostumada com a ferramenta, o tempo de sobreposição dela, continuando tratando os
novos produtos, respondendo às perguntas no PCMS, e um tempo maior entre mim e ela. Mas eu
acho que isto não tem nem a ver com o AQP em si. A situação daquele momento estava exigindo
isto (Engenheiro de qualidade Y, informação verbal).
83 | P á g i n a
5.CONCLUSÕES
O processo
A empresa EMS, onde foi realizada a pesquisa, adota processo formal de DIP, baseado no
framework de stage-gate®, cobrindo a parte desse processo que lhe cabe como fornecedora de
empresas de tecnologia. Ela não tem grande participação nas etapas iniciais do processo, como no
levantamento de ideias e na definição do mercado-alvo, porém a sua participação aumenta
durante o decorrer do projeto.
O processo descrito e analisado neste trabalho e adotado pela empresa EMS enquadra-se
melhor no conceito de stage-gate® geração II. Isso porque: i) o processo é multifuncional,
envolvendo todas as áreas da empresa que participam diretamente na introdução; ii) a área
comercial da empresa e a área de manufatura são partes integrais do processo; iii) os pontos de
decisão também são multifuncionais; iv) o processo é holístico cobrindo todas as etapas nas quais
há participação da empresa EMS (lembrando que ela normalmente não está presente nas etapas
iniciais); v) há muita ênfase no planejamento e no trabalho prévio dentro da empresa EMS; vi) há
ênfase no mercado (porém é importante lembrar que o acesso ao mercado para a empresa EMS se
dá através de especificações e metas desdobradas pelos seus clientes); e vii) o trabalho
simultâneo ou paralelo está fortemente presente dentro das fases (ele só passa a ser sequencial
quando as ações correlacionadas estão em fases diferentes).
As principais diferenças entre os projetos X e Y
Nesta dissertação, o projeto X foi tratado como um caso de sucesso e o projeto Y como
um projeto que gerou exposição negativa ao cliente e não cumpriu com todas as metas
estipuladas. As principais diferenças entre esses dois projetos foram: i) havia uma sobrecarga de
trabalho maior na equipe do projeto Y (eles conduziram cinco projetos ao mesmo tempo
enquanto a outra equipe conseguiu focar em apenas um); ii) o nível de preparo da equipe do
projeto X era superior ao nível de preparo da outra equipe (o projeto Y foi o primeiro projeto de
DIP para vários dos membros da equipe e há evidências para concluir que eles não passaram por
um processo adequado de treinamento); iii) a própria empresa OEM gerou alguns impactos
negativos sobre o projeto Y com a definição de metas que a equipe classifica como inalcançáveis,
84 | P á g i n a
não fornecendo as especificações dos produtos dentro dos prazos, não respeitando as regras de
funcionamento do processo de DIPs da empresa EMS, introduzindo muito ruído na relação
cliente-fornecedor e na própria manufaturabilidade do produto.
Os resultados positivos
Há forte consenso dentro da empresa de que é um processo que agrega valor e que auxilia
muito na organização, na estruturação e no controle dos projetos, reduzindo, assim, o potencial de
falha e aumentando as chances de que as introduções tenham sucesso. O conceito de sucesso para
a empresa EMS é a entrega dos produtos dentro dos prazos estipulados e atendendo aos níveis
desejados de qualidade e custo. A referência que as pessoas da organização têm para realizarem
essa avaliação é o processo que era utilizado pela própria empresa antes do processo atual.
Existia uma planilha com um check list com as ações que deveriam ser implementadas. Não
existiam fases, pontos de revisão, registros estruturados de evidências, ciclos de aprovações,
sistema e no final o líder do projeto tinha grande liberdade para conduzir o projeto da forma
como entendia ser a melhor. Esse cenário foi completamente modificado com a introdução do
processo atual.
As entrevistas indicaram que a percepção conjunta da realidade é que o processo hoje é
muito mais padronizado, automático e que ele formaliza e aumenta, consideravelmente, a
participação de diversas áreas no projeto. O exemplo mais marcante nesse sentido é a
participação da área de qualidade que, agora, consegue operacionalizar o poder de barrar o
projeto com validações e aprovações que deve conceder para que o projeto possa avançar. Esse
poder aumentou consideravelmente a influência e a participação dessa área nos projetos.
A criação das fases trouxe foco muito mais preventivo e de melhoria contínua ao
processo, principalmente pela fase de planejar, na qual existe toda a preparação prévia incluindo
a revisão das lições aprendidas de projetos anteriores, e pela fase de maturidade na qual ocorre a
produção em massa e os resultados dos projetos são avaliados nas mesmas condições nas quais os
produtos serão efetivamente produzidos.
As validações das evidências de implementação das ações e os pontos de revisão forçam a
uma elevação nos níveis de qualidade de execução com o passar do tempo. Isso ocorre,
principalmente, porque, quando uma determinada ação não é bem implementada, ela é reprovada

85 | P á g i n a
e o responsável precisa refazê-la e submetê-la à nova aprovação. Esse ciclo força a melhoria
contínua do processo uma vez que, após algumas reprovações, o próprio aprendizado da pessoa
reduz as chances de reincidência dos problemas.
As reuniões de gate-review servem, também, para compartilhar responsabilidade e para
levar decisões críticas a um patamar hierárquico mais alto dentro da organização.
As oportunidades
Ainda não é possível enquadrar o processo da empresa na geração III de stage-gate®, uma
vez que a ênfase ainda está no controle das atividades e na redução ou eliminação de riscos e não
na aceleração dos processos e na alocação mais eficiente dos recursos. Isso pode ser constatado,
principalmente, pelos seguintes aspectos: i) as fases e pontos de revisão são rígidos e o processo
formal não permite que alguns comecem a trabalhar nas fases futuras sem que todos tenham
concluído a fase corrente e a mesma tenha sido aprovada; ii) os pontos de revisão são
relativamente rígidos e pouco situacionais e condicionais (em alguns casos podem ocorrer
decisões condicionadas mas não é o mais comum); iii) não há foco ordenado no gerenciamento
de portfólio, ele foco é colocado em cada projeto de forma específica; e iv) o processo ainda é
bem rígido por ter a mesma configuração de cinco fases e cinco pontos de revisão com
basicamente o mesmo conteúdo para todas as introduções (isso cria cenários onde podem existir
fases não aplicáveis e ações desnecessárias ou redundantes).
Uma alternativa que a empresa pode perseguir para reduzir a rigidez de fases, pontos de
revisão, ações e nível de risco é a criação de processos alternativos condicionados às
características dos projetos (algo similar ao apresentado na figura 2).
Outra oportunidade existente é com relação aos critérios das decisões nos pontos de
revisão. Eles não são claros e isso acaba dificultando a participação efetiva de áreas que seriam
importantes aprovadores (como a manufatura) mas que têm dificuldade para entender que decisão
deve ser tomada. Com a evolução e aumento natural do conhecimento do processo e das rotinas,
esses critérios também poderiam evoluir para uma maior flexibilidade no futuro, porém é pré-
requisito para essa evolução que as pessoas diretamente envolvidas tenham elevado grau de
maturidade e conhecimento.
86 | P á g i n a
A empresa possui sistemática para perseguir a melhoria contínua do processo de DIPs.
Eles medem o sucesso por meio de indicadores de qualidade, entrega e custo e, a partir daí, são
montados scorecards para revisar o andamento dos projetos e forçar a análise de causa raiz
quando aplicável. Pode ser travado um debate sobre como operacionalizar melhor o conteúdo
desse sistema de medição. Há pelo menos um grupo que entende que o atual conteúdo foca no
curto prazo e não na estabilidade futura das introduções.
Ainda existem grandes oportunidades para elevar a flexibilidade do processo tanto
internamente quanto externamente à empresa EMS. Internamente, os próprios times poderiam
definir as tarefas que se aplicam aos projetos específicos, fazendo acordos com os aprovadores
dos gates e depois executando conforme esse acordo. Já externamente (relação entre OEM e
EMS), o processo poderia ser muito mais adaptável e o conceito de desenvolvimento espiral ou
ágil poderia ser embutido no stage-gate®
(Figura 3) fazendo com que o processo flua mais
rapidamente e se auto ajuste mais facilmente por meio de uma série de interações build-test-
feedback-and-revise e reduzindo as lacunas entre a necessidade de definições precisas do produto
no início do processo e a necessidade de flexibilidade e ajustes às condições fluidas de mercado.
Para que isso efetivamente pudesse ocorrer seria necessário uma relação cliente-fornecedor muito
mais evoluída e com níveis muito mais elevados de confiança entre as partes.
Oportunidades de melhoria no software PCMS também foram identificadas durante a
pesquisa: i) há o entendimento de que a combinação processo e software força algum nível de
controles paralelos porque o conteúdo que pode ser exportado do sistema não necessariamente é
um conteúdo que deva ser compartilhado com o cliente; ii) o sistema não possui a capacidade de
identificar automaticamente o caminho crítico do projeto; e iii) o sistema pode ter maior
inteligência, como por exemplo, identificar que uma pergunta foi classificada como não aplicável
e não fazê-la novamente em uma fase futura.
Impacto sobre os fatores de sucesso
Foram levantados doze fatores de sucesso para projetos DIP na literatura. Ocorreu convergência
na percepção dos entrevistados de que o novo processo da empresa melhorou sete dos doze
fatores de sucesso após a sua implementação conforme indicado na figura 10.
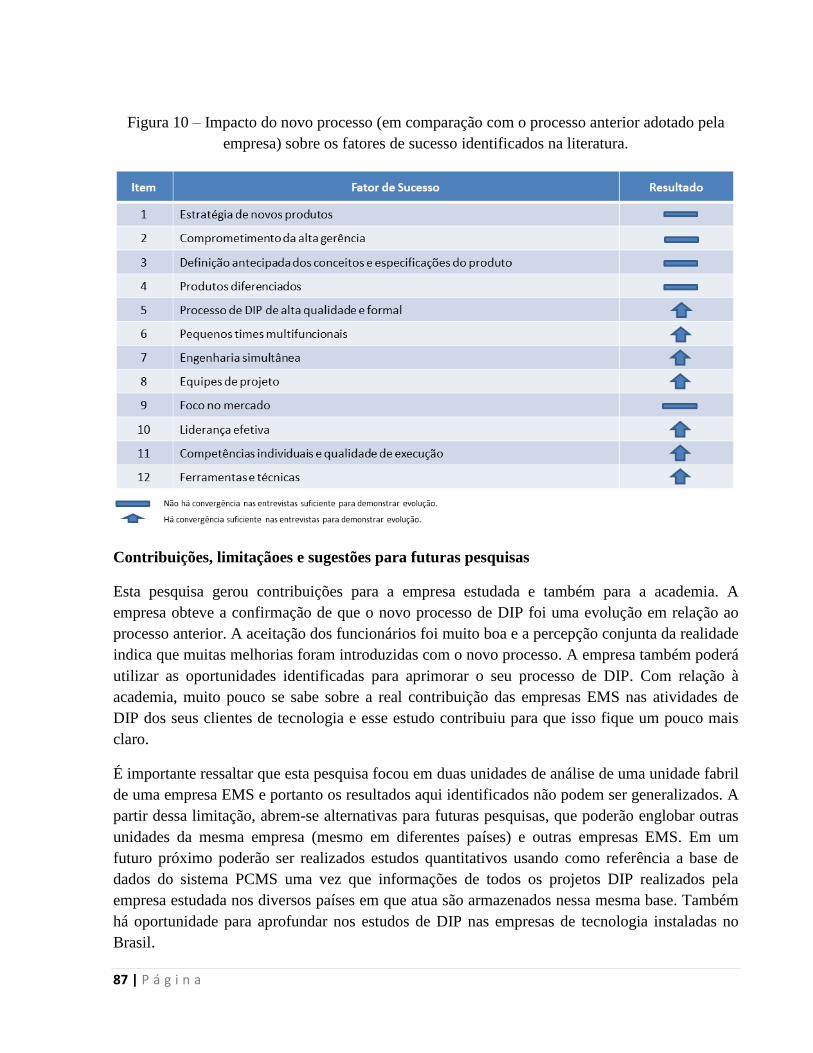
87 | P á g i n a
Figura 10 – Impacto do novo processo (em comparação com o processo anterior adotado pela
empresa) sobre os fatores de sucesso identificados na literatura.
Contribuições, limitaçãoes e sugestões para futuras pesquisas
Esta pesquisa gerou contribuições para a empresa estudada e também para a academia. A
empresa obteve a confirmação de que o novo processo de DIP foi uma evolução em relação ao
processo anterior. A aceitação dos funcionários foi muito boa e a percepção conjunta da realidade
indica que muitas melhorias foram introduzidas com o novo processo. A empresa também poderá
utilizar as oportunidades identificadas para aprimorar o seu processo de DIP. Com relação à
academia, muito pouco se sabe sobre a real contribuição das empresas EMS nas atividades de
DIP dos seus clientes de tecnologia e esse estudo contribuiu para que isso fique um pouco mais
claro.
É importante ressaltar que esta pesquisa focou em duas unidades de análise de uma unidade fabril
de uma empresa EMS e portanto os resultados aqui identificados não podem ser generalizados. A
partir dessa limitação, abrem-se alternativas para futuras pesquisas, que poderão englobar outras
unidades da mesma empresa (mesmo em diferentes países) e outras empresas EMS. Em um
futuro próximo poderão ser realizados estudos quantitativos usando como referência a base de
dados do sistema PCMS uma vez que informações de todos os projetos DIP realizados pela
empresa estudada nos diversos países em que atua são armazenados nessa mesma base. Também
há oportunidade para aprofundar nos estudos de DIP nas empresas de tecnologia instaladas no
Brasil.
88 | P á g i n a
REFERÊNCIAS
Almeida, L., Miguel, P.C. & Carvalho, M.M. (2011). Aplicação do gerenciamento de projetos no
processo de desenvolvimento de novos produtos – um caso exploratório. Revista de Gestão e
Projetos, 2(2), 77-101.
Arnold, G.W. & Floyd, M.C. (1997). Reengineering the new product introduction process.
International Journal of Production Economics, 52(1-2), 179-183.
Bardin, L. (2006). Anáise de Conteúdo (L. de A. Rego & A. Pinheiro, Trads.). Lisboa: Edição 70.
(Obra original publicada em 1977).
Barczak, G., Griffin, A. & Kahn, K., B. (2009). PERSPECTIVE: Trends and Drivers of Success
in NPD Practices: Results of the 2003 PDMA Best Practices Study. Journal of Product
Innovation Management; 26, 3-23.
Barczak, G. & Kahn, K. (2012, maio, junho). Identifying NPD Best Practice. Business Horizons,
55(3), 293-305.
Bayus, B. L., Erickson, G. & Jacobson, R. (2003) The Financial Rewards of NPI in the Personal
Computer Industry. INFORMS Journals, 49(2), 97-210.
Brattström, A., Löfsten, H. & Richtnér, A. (2012, maio). Creativity, Trust and Systematic
Processes in Product Development. Research Policy, 41(4), 743-755.
Chen, C.-H., Ling, S.F. & Chen, W. (2003). Project Scheduling for Collaborative Product
Development using DSM. International Journal of Project Management, 21(4), 291-299.
Cheng, L.C. (2001). Caracterização da Gestão de Desenvolvimento do Produto: Delineando o
seu Contorno e Dimensões Básicas. Universidade Federal de Minas Gerais.
Clark, K. B. (1993). Wheelwright, Managing New Product and Process Development. The Free
Press, Macmillan, Inc.
Cooper, R.G. (1999). FROM EXPERIENCE: The Invisible Success Factors in Product
Innovation. J Prod Innov Manag, 16, 115-133.
Cooper, R. (1998, fevereiro). Benchmarking New Product Performance: Results of the Best
Practices Study. European Management Journal, 16(1), 1-17.
Cooper, R. G. (1996, novembro) Overhauling the New Product Process. Industrial Marketing
Management, 25(6), 465-482.
89 | P á g i n a
Cooper, R. G. (1995, outubro). Performance Typologies of New Product Projects. Industrial
Marketing Management, 24(5), 439-456.
Cooper, R. G. & Kleinschmidt, E. J. (1991). New Product Processes at Leading Industrial Firms.
Industrial Marketing Management, 10(2), 137–147.
Cooper, R. G. (1990, maio, junho) Stage-gate®
s Systems: A New Tool for Managing New
Products. Business Horizons, 33(3), 44-54.
Cooper, R. G. & Kleinschmidt, E. J. (1988, agosto). Resource Allocation in the New Product
Process. Industrial Marketing Management, 17(3), 249-262.
Cooper, R. G. & Kleinschmidt, E. J. (1987, setembro). New products: What separates winners
from losers? Journal of Product Innovation Management, 4(3), 169-184.
Cooper, R. G. & Kleinschmidt, E. J. (1987, agosto). Success Factors in Product Innovation.
Industrial Marketing Management, 16(3), 215-223.
Cooper, R. G. (2008), Perspective: The Stage-gate® Idea to Launch Process – Update, What’s
New and NexGen Systems. J Prod Innov Manag, 25, 213-232.
Cucculelli, M. & Ermini, B. (2012). NPI and Product Tenure: What Effects on Firm Growth?
Research Policy, 41(5), 808-821.
Dantas, J. M. B., Manso, F. F. & Cheng, L.C. (2008, outubro). Estudo de Método de
Revitalização de Plataformas em uma Empresa do Setor Eletroeletrônico. In XXVIII Encontro
Nacional de Engenharia de Produção.
Eisennhardt, K.M. (1989). Building Theories from Case Study Research. Academy of
Management Review, 14(4), 532-550.
Gardiner, G.S. & Gregory, M.J. (1996). An audit-based approach to the analysis, redesign and
continuing assessment of a new product introduction system. Integrated Manufacturing Systems,
7(2), 52-59.
Gaskell, G. (2002). Entrevistas individuais e grupais. Pesquisa Qualitativa com Texto, Imagem e
Som: um manual prático. (2a ed.). Petrópolis: Vozes, 2002.
Gmelin, H. & Seuring, S. (2014, 15 abril). Determinants of a Sustainable New Product
Development, Journal of Cleaner Production, 69, 1-9.
González, F.J.M. & Palacios, T.M.B. (2002, 15 abril). The Effect of New Product Development
Techniques on New Product Success in Spanish Firms. Industrial Marketing Management, 31(3),
261-271.
90 | P á g i n a
Handfield, R.B., Ragatz, G.L., Petersen, K.J. & Monczka, R.M. (1999). Involving Suppliers in
New Product Development. California Management Review, 42, 59-82.
Jabil Inc [2014]. Treinamento sistema PCMS “PCMS II deployment_Sep_01_RevC”. Saint
Petersburg, Florida, Estados Unidos.
Jabil Inc [2015]. Apresentação em Power Point “Jabil Br Feb 2015 Overview”. Belo Horizonte,
Minas Gerais, Brasil.
Jabil Inc [2015]. Procedimento de introdução de novos produtos da empresa EMS “00-ME20-PI-
001”. Saint Petersburg, Florida, Estados Unidos.
Jabil Inc [2015]. Intranet empresa EMS.
Karlsson, C. & Ahlstrom, P. (1996). The Difficult Path to Lean Product Development. J Prod
Innov Manag, 13, 283-295.
Lewis, M. A. (2001, junho). Success, Failure and Organizational Competence: a case study of the
new product development process. Journal of Engineering and Technology Management, 18(2),
185-206.
Meyer, C. B. (2001). A Case in Case Study Methodology. Field Methods, 13(4), 329-352.
Meyer, M.H. (1997, março, abril). Revitalize Your Product Lines Through Continous Platform
Renewal. ABI/INFORM Global. Research Technology Management, 40(2), 17.
O`Connor, P. (1994, junho). Implementing a stage-gate®
process: A multi-company perspective.
Journal of Product Innovation Management, 11(3), 183-200.
Parnaby, J. (1995, setembro). Design of the New Product Introduction Process to Achieve World
Class Benchmarks. IEE Proc.-Sci. Meas. Technol., 142(5).
Rosas-Vega, R. & Vokurka, R.J. (2000). New Product Introduction Delays in the Computer
Industry. Industrial Management & Data Systems, 100(3-4), 157-163.
Salomo, S., Weise, J. & Gemunden, H. G. (2007). NPD Planning Activities and Innovation
Performance: The Mediating Role of Process Management and the Moderating Effect of Product
Innovativeness. Journal of Product Innovation Management, 24, 285-302.
Söderlund, J. (2002). Managing complex development projects: arenas, knowledge processes and
time. R & D Management, 32(5), 419-430.
Tennant, C. & Roberts, P. (2003, fevereiro). The Creation and Application of a Self-Assessment
Process for New Product Introduction. International Journal of Project Management, 21(2), 77-
87.
91 | P á g i n a
Thomke, S. & Fujimoto, T. (2000). The Effect of “Front-Loading” Problem-Solving on Product
Development Performance. Journal of Product Innovation Management, 17, 128-142.
Welch, C., Piekkari, R., Plakoyiannaki, E. & Paavilainen-Mantymaki, E. (2011). Theorising from
case studies: Towards a pluralist future for international business research. Journal of
International Business Standards, 42, 740-762.
Yin, R.K. (1981, março). The Case Study Crisis: Some Answers. Administrative Science
Quarterly, 26, 58-65.
Yin, R., K. (2005). Projetando Estudos de Caso.
Zhai, E., Shi, Y. & Gregory, M. (2007). The Growth and Capability Development of Electronics
Manufacturing Service (EMS) companies. International Journal of Production Economics, 107,
1-19.

92 | P á g i n a
7. APÊNDICE A
Tópico Guia Utilizado nas Entrevistas Individuais Semiestruturadas
Perguntas Gerais para Puxar a Conversa
1. O que vem à mente quando você pensa em PI/AQP*?
2. Poderia falar-me sobre o tempo em que não havia esse novo processo?
3. Quando você ouviu falar desse processo pela primeira vez, onde você estava e com quem você
estava?
*PI/AQP é a terminologia usada pela empresa e equivale a DIPs.
Perguntas Referentes ao Processo
1. Como você descreveria o processo de PI/AQP em si?
2. O que funciona bem no processo hoje?
3. O que não funciona bem no processo hoje?
4. O cliente também tem um processo específico de introdução de produtos? Como é esse processo?
5. Como o processo de PI/AQP permite que a empresa atue na cadeia de desenvolvimento do
cliente? Como é a interface do processo da empresa com o processo de introdução de produtos do
cliente? Como isso foi tratado na implementação?
6. Quão flexível e adaptável é o processo na sua opinião?
7. Qual é o nível de comprometimento atual da equipe com o processo?
8. Há recursos suficientes para os projetos? A metodologia auxilia na obtenção de recursos?
9. O processo ajudou na obtenção prévia das especificações dos produtos? Faz diferença?
10. O que faz uma introdução de produto falhar ou ter sucesso quando o processo atual é utilizado?
Perguntas Referentes à implementação
1. Como você descreveria a implementação para alguém que ainda não passou por ela?
2. Onde a implementação acertou?
3. Onde a implementação errou?
4. A implementação poderia ter sido diferente?
5. Qual foi a sua reação inicial quando a implementação começou? Qual foi a reação das outras
pessoas naquela ocasião?
6. Qual é o seu sentimento agora em relação à implementação e ao processo? O que você sente nas
demais pessoas?
7. No geral a implementação valeu a pena ou a forma anterior de se fazer as coisas era melhor?
8. Houve diálogo frequente e produtivo durante a implementação?
9. Havia recursos suficientes para uma boa implementação?